
SIMULACIÓN DE LA PLANTA PASTEURIZADORA DEL …
143
SIMULACIÓN DE LA PLANTA PASTEURIZADORA DEL LABORATORIO DE ELECTRÓNICA DE LA UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA, CONTROL DIFUSO EN MATLAB Y SISTEMA SCADA PARA LAS VARIABLES DE PH, FLUJO DE VAPOR EN LA CALDERA Y CAUDAL DE LÍQUIDO DE PROCESO Autor Miguel Steven Herrera Gómez Boris Adolfo Peralta Ramírez UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS Facultad Tecnológica Ingeniería en Control y Automatización Bogotá D.C. Agosto, 2021
Transcript of SIMULACIÓN DE LA PLANTA PASTEURIZADORA DEL …

SIMULACIÓN DE LA PLANTA PASTEURIZADORA DEL
LABORATORIO DE ELECTRÓNICA DE LA UNIVERSIDAD DISTRITAL
FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA,
CONTROL DIFUSO EN MATLAB Y SISTEMA SCADA PARA LAS
VARIABLES DE PH, FLUJO DE VAPOR EN LA CALDERA Y CAUDAL
DE LÍQUIDO DE PROCESO
Autor
Miguel Steven Herrera Gómez
Boris Adolfo Peralta Ramírez
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
Facultad Tecnológica
Ingeniería en Control y Automatización
Bogotá D.C. Agosto, 2021
SIMULACIÓN DE LA PLANTA PASTEURIZADORA DEL
LABORATORIO DE ELECTRÓNICA DE LA UNIVERSIDAD DISTRITAL
FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA,
CONTROL DIFUSO EN MATLAB Y SISTEMA SCADA PARA LAS
VARIABLES DE PH, FLUJO DE VAPOR EN LA CALDERA Y CAUDAL
DE LÍQUIDO DE PROCESO
Autor
Miguel Steven Herrera Gómez Cód.: 20182383013,
Boris Adolfo Peralta Ramírez Cód.: 20182383017,
Modalidad
Monografía
Presentado para optar al título de: Ingeniero en Control y Automatización
Director
Jorge Eduardo Porras Bohada
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
Facultad Tecnológica
Ingeniería en Control y Automatización
Bogotá D.C. Agosto, 2021

i
Dedicatoria
Este trabajo de grado es dedicado principalmente a nuestros padres, los cuales fueron parte
fundamental en todo el proceso educativo, apoyándonos en los triunfos y mucho más en los
momentos difíciles, del mismo modo en el transcurso de nuestras vidas académicas tuvimos la
fortuna de conocer personas muy valiosas que han influenciado nuestro crecer como
profesionales, como personas integras con valores y ética a la hora de ejercer nuestra profesión y
en nuestro diario vivir, hablamos sin distinciones de profesores y compañeros, estas personas
ahora son nuestros amigos, y siempre estarán en nuestros corazones. Dedicamos también este
trabajo de grado a nuestro director Jorge Eduardo Porras Bohada, el cual nos brindó el
conocimiento suficiente y apoyo durante todo el desarrollo del proyecto.
Boris Adolfo Peralta Ramírez
Miguel Steven Herrera Gómez

ii
Índice
Índice ............................................................................................................................................... ii Índice de Figuras ............................................................................................................................ iv Índice de Tablas ............................................................................................................................ viii Índice de Anexos ............................................................................................................................ ix Glosario ........................................................................................................................................... x
Lista de Abreviaturas y Siglas ...................................................................................................... xiii Resumen ....................................................................................................................................... xiv
1. Introducción ............................................................................................................................. 1 2. Planteamiento del problema .................................................................................................... 2 3. Justificación ............................................................................................................................. 3 4. Objetivos .................................................................................................................................. 4
4.1. Objetivo General ............................................................................................................... 4 4.2. Objetivos específicos ........................................................................................................ 4
5. Marco de referencia ................................................................................................................. 5 5.1. Antecedentes ..................................................................................................................... 5
5.1.1. Automatización y monitoreo de una planta para pasteurización de leche ................. 5
5.1.2. Diseño e implementación de un sistema de realidad virtual para una planta
pasteurizadora de leche ............................................................................................................ 5
5.1.3. Implementación de automatización de proceso de producción de leche ultra
pasteurizada ............................................................................................................................. 6
5.1.4. Simulación de procesos, una perspectiva en pro del desempeño operacional........... 6 5.1.5. Monitorización y control de maquetas de simulación de procesos industriales con
fines docentes .......................................................................................................................... 7 5.1.6. Estimación de la producción de biogás a partir de un modelo de simulación de
procesos7
5.1.7. Diseño de una estrategia de control difuso aplicada al proceso de ultra congelación
de alimentos ............................................................................................................................. 8
5.1.8. Sistema de control de pH para la etapa de dosificación de la planta pasteurizadora
ubicada en el laboratorio de industrial ..................................................................................... 8
5.1.9. Implementación de un sistema de control y supervisión multiplataforma industrial
para la caldera de proceso de pasteurización didáctica del laboratorio de control y
automatización de la universidad distrital francisco José de caldas, facultad tecnológica...... 9 5.1.10. Implementación de un controlador pi sobre la etapa de refrigeración de la planta
pasteurizadora ubicada en el laboratorio de industrial de la facultad tecnológica de la
universidad distrital francisco José de caldas ........................................................................ 10 5.2. Marco teórico .................................................................................................................. 11
5.2.1 OPC .............................................................................................................................. 11 5.2.2. Software de programación ........................................................................................... 12 5.2.3. Sistemas Scada ............................................................................................................ 14 5.2.4. Simulación ................................................................................................................... 14 5.2.5. Controlador lógico programable (PLC) ....................................................................... 15 5.2.6. Proceso de pasteurización de leche ............................................................................. 16
5.2.7. Control Difuso ............................................................................................................. 17

iii
5.3. Marco Legal .................................................................................................................... 18 5.3.1. Norma NTC 3458 .................................................................................................... 18 5.3.2. Norma ISO 9001 ...................................................................................................... 19
5.3.3. Norma ISO 10006 .................................................................................................... 19 5.3.4. Norma IEEE 830 ..................................................................................................... 19 5.3.5. Norma IEEE 1063 ................................................................................................... 19 5.3.6. Norma IEEE 315 ..................................................................................................... 19
6. Metodología ........................................................................................................................... 20
6.1. Diagrama de bloques de la solución. .............................................................................. 21
7. Resultados .............................................................................................................................. 23 7.1. Identificación de los modelos de las variables análogas ................................................. 23
7.2. Implementación los modelos de variables análogas ....................................................... 31 7.3. Desarrollo de controladores ............................................................................................ 35 7.4. Comunicación establecida por medio de los servidores OPC ........................................ 65
7.5. Implementación del sistema SCADA ............................................................................. 69 7.6. Pruebas realizadas ........................................................................................................... 74
8. Conclusiones y Recomendaciones ........................................................................................ 95
9. Bibliografía ............................................................................................................................ 96 10. Anexos ................................................................................................................................ 98

iv
Índice de Figuras
Figura 1. Planta pasteurizadora virtual. (Robayo, 2016) ................................................................. 5 Figura 2. Programa locaciones en ProModel. (Cantú, Guardado, & Balderas, 2016) .................... 6 Figura 3. Maqueta de depósitos final. (Mayorga, 2015) ................................................................. 7 Figura 4. Esquema del modelo en ASPEN PLUS. (Súarez, López, & Álvarez, 2019) ................... 8
Figura 5. Estructura de la etapa de dosificación. (Pérez, 2016) ...................................................... 9 Figura 6. Estructura física de la caldera. (Bolívar & Martínez, 2019) .......................................... 10
Figura 7. Estación de refrigeración. (Mancipe & Rivera, 2016) ................................................... 11 Figura 8. OPC RSLinx. (matrikonopc, 2021) ................................................................................ 12 Figura 9. Interfaz del software de desarrollo RSLogix 5000. (plc-hmi-scadas, s.f.) ..................... 13 Figura 10. Ejemplo de entorno de desarrollo Matlab. (mathworks, mathworks, 2021) ................ 13
Figura 11. Sistema Scada del software Rockwell. (rockwellautomation, 2020) ........................... 14 Figura 12. simulación de un proceso. (Belda, 2015) ..................................................................... 15
Figura 13. PLC Allen-Bradley 1769-L23E-QBFC1B. (plchardware, 2012) ................................ 16 Figura 14. Simulación de una planta pasteurizadora de leche. (Pino, 2019) ................................. 17 Figura 15. Composición de un controlador difuso. (Bernardo, 2010) ........................................... 17
Figura 16. Estructura del bloque Fuzzy Logic Toolbox de Matlab. (mathworks, mathworks, 2010)
....................................................................................................................................................... 18
Figura 17. Ciclo planteado para el modelo de desarrollo de prototipos de este proyecto. (Fuente:
elaboración propia) ........................................................................................................................ 20
Figura 18. Diagrama de bloques del funcionamiento de la simulación de la planta. (Fuente:
elaboración propia) ........................................................................................................................ 21
Figura 19. Respuesta al aplicar una señal paso al sistema de ácido. (Perez, 2016) ....................... 25 Figura 20. Respuesta al aplicar una señal paso al sistema de base. (Pérez, 2016) ........................ 26 Figura 21. Respuesta al aplicar una señal paso al sistema. (Bolívar & Martínez, 2019) .............. 28
Figura 22. Respuesta al aplicar una señal paso al sistema. (Mancipe & Rivera, 2016) ................ 30 Figura 23. Implementación del modelo de aumento de ácido en Simulink. (Fuente: elaboración
propia) ............................................................................................................................................ 31 Figura 24. Respuesta del modelo de aumento de ácido. (Fuente: elaboración propia) ................. 32
Figura 25. Implementación del modelo de aumento de base en Simulink. (Fuente: elaboración
propia) ............................................................................................................................................ 32
Figura 26. Respuesta del modelo de aumento de base. (Fuente: elaboración propia) ................... 33 Figura 27. Implementación del modelo de aumento de temperatura en Simulink. (Fuente:
elaboración propia) ........................................................................................................................ 33 Figura 28. Respuesta del modelo de temperatura de la caldera. (Fuente: elaboración propia) ..... 34 Figura 29. Implementación del modelo de disminución de temperatura en Simulink. (Fuente:
elaboración propia) ........................................................................................................................ 34 Figura 30. Respuesta del modelo de temperatura del enfriador. (Fuente: elaboración propia) ..... 35 Figura 31. Composición de un controlador difuso. (Bernardo, 2010) ........................................... 36 Figura 32. Tipos de funciones de pertenencia utilizadas en control difuso. (Lógica Difusa ( Fuzzy
Logic ), 2010) ................................................................................................................................ 37 Figura 33. Ecuación que describe el método del centroide. (Daniel Felipe Gordillo Gonzalez, 2021)
....................................................................................................................................................... 38

v
Figura 34. Esquemático del controlador del dosificador. (Fuente: elaboración propia) ............... 39 Figura 35. Funciones de pertenencia implementadas para la entrada del controlador del dosificador.
(Fuente: elaboración propia) .......................................................................................................... 40
Figura 36. Funciones de pertenencia implementadas para la salida acida del controlador del
dosificador. (Fuente: elaboración propia) ...................................................................................... 40 Figura 37. Funciones de pertenencia implementadas para la salida base del controlador del
dosificador. (Fuente: elaboración propia) ...................................................................................... 41 Figura 38. Reglas utilizadas para el controlador de PH en la caldera. (Fuente: elaboración propia)
....................................................................................................................................................... 41
Figura 39. Respuesta del controlador EPH VS PWMACIDO. (Fuente: elaboración propia) ....... 42 Figura 40. Respuesta del controlador EPH VS PWMBASE. (Fuente: elaboración propia) ......... 42
Figura 41. Respuesta del controlador generada por las reglas de control. (Fuente: elaboración
propia) ............................................................................................................................................ 43 Figura 42. Controlador de PH para el dosificador. (Fuente: elaboración propia) ......................... 43
Figura 43. Respuesta del sistema de control para el dosificador. (Fuente: elaboración propia) ... 44 Figura 44. Respuesta de las reglas de control para la entrada de 1.5 PH. (Fuente: elaboración propia)
....................................................................................................................................................... 45
Figura 45. Ecuaciones que restringen el funcionamiento de una función de membrecía triangular.
(Lógica Difusa ( Fuzzy Logic ), 2010) .......................................................................................... 45
Figura 46. Reglas de control aplicadas al control difuso del PH. (Fuente: elaboración propia) ... 46 Figura 47. Funciones de membresía relacionadas a la salida de base. (Fuente: elaboración propia)
....................................................................................................................................................... 46 Figura 48. Esquemático del controlador de la caldera. (Fuente: elaboración propia) ................... 49
Figura 49. Funciones de pertenencia implementadas para la entrada del controlador de la caldera.
(Fuente: elaboración propia) .......................................................................................................... 50 Figura 50. Funciones de pertenencia implementadas para la salida del controlador de la caldera.
(Fuente: elaboración propia) .......................................................................................................... 50 Figura 51. Reglas utilizadas para el controlador de flujo de vapor en la caldera. (Fuente: elaboración
propia) ............................................................................................................................................ 51 Figura 52. Respuesta del controlador Error Temperatura VS Angulo. (Fuente: elaboración propia)
....................................................................................................................................................... 51 Figura 53. Respuesta del controlador generada por las reglas de control. (Fuente: elaboración
propia) ............................................................................................................................................ 52 Figura 54. Controlador de flujo de vapor para la caldera. (Fuente: elaboración propia) .............. 52 Figura 55. Respuesta del sistema de control para la caldera. (Fuente: elaboración propia) .......... 53
Figura 56. Respuesta de las reglas de control para la entrada de 9 °C. (Fuente: elaboración propia)
....................................................................................................................................................... 53 Figura 57. Ecuaciones que restringen el funcionamiento de una función de membrecía triangular.
(Lógica Difusa ( Fuzzy Logic ), 2010) .......................................................................................... 54 Figura 58. Reglas de control aplicadas al control difuso del flujo de vapor. (Fuente: elaboración
propia) ............................................................................................................................................ 54 Figura 59. Funciones de membresía relacionadas a la salida. (Fuente: elaboración propia) ........ 55 Figura 60. Esquemático del controlador de la caldera. (Fuente: elaboración propia) ................... 58 Figura 61. Funciones de pertenencia implementadas para la entrada del controlador del enfriador.
(Fuente: elaboración propia) .......................................................................................................... 58

vi
Figura 62. Funciones de pertenencia implementadas para la salida del controlador del enfriador.
(Fuente: elaboración propia) .......................................................................................................... 59 Figura 63. Reglas utilizadas para el controlador de caudal de líquido de proceso en el enfriador.
(Fuente: elaboración propia) .......................................................................................................... 59 Figura 64. Respuesta del controlador Error Temperatura VS Angulo. (Fuente: elaboración propia)
....................................................................................................................................................... 60 Figura 65. Respuesta del controlador generada por las reglas de control. (Fuente: elaboración
propia) ............................................................................................................................................ 61
Figura 66. Controlador de caudal de líquido de proceso para el enfriador. (Fuente: elaboración
propia) ............................................................................................................................................ 61 Figura 67. Respuesta del sistema de control para el enfriador. (Fuente: elaboración propia)....... 62
Figura 68. Respuesta de las reglas de control para la entrada de -23 °C. (Fuente: elaboración propia)
....................................................................................................................................................... 62 Figura 69. Ecuaciones que restringen el funcionamiento de una función de membrecía triangular.
(Lógica Difusa ( Fuzzy Logic ), 2010) .......................................................................................... 63 Figura 70. Reglas de control aplicadas al control difuso del flujo de vapor. (Fuente: elaboración
propia) ............................................................................................................................................ 64
Figura 71. Funciones de membresía relacionadas a la salida. (Fuente: elaboración propia) ........ 64 Figura 72. Toolbox OPC. (Fuente: elaboración propia) ................................................................ 66
Figura 73. Monitor Softlogix. (Fuente: elaboración propia) ......................................................... 66 Figura 74. RSLinx Classic. (Fuente: elaboración propia) ............................................................. 67
Figura 75. Variables OPC lectura. (Fuente: elaboración propia) .................................................. 68 Figura 76. Variables OPC escritura. (Fuente: elaboración propia) ............................................... 68
Figura 77. Variables OPC en RSLogix5000. (Fuente: elaboración propia) .................................. 69 Figura 78. Diseño pantalla principal planta pasteurizadora. (Fuente: elaboración propia) ........... 70 Figura 79. Estación de dosificación completa. (Elaboración propia) ............................................ 70
Figura 80. Gráficas de tendencia del dosificador. (Fuente: elaboración propia) ........................... 71 Figura 81. Estación de calentamiento completa. (Fuente: elaboración propia)............................. 72
Figura 82. Gráficas de tendencia de la caldera. (Fuente: elaboración propia) .............................. 72 Figura 83. Estación de enfriamiento completa. (Fuente: elaboración propia)............................... 73 Figura 84. Gráficas de tendencia del enfriador. (Fuente: elaboración propia) .............................. 74 Figura 85. Planta pasteurizadora real. (Fuente: elaboración propia) ............................................. 75
Figura 89. Llenado caldera TK-001. (Fuente: elaboración propia) ............................................... 77 Figura 92. Protección válvula de seguridad. (Fuente: elaboración propia) ................................... 79 Figura 93. Activación válvula de alivio. (Fuente: elaboración propia) ......................................... 79
Figura 94. Encendido de unidad de refrigeración. (Fuente: elaboración propia) .......................... 80 Figura 95. Temperatura líquido refrigerante. (Fuente: elaboración propia) .................................. 80 Figura 96. Estación de dosificación en funcionamiento. (Fuente: elaboración propia) ................ 81 Figura 97. Ingreso ph proveedor y set point deseado. (Fuente: elaboración propia) .................... 81 Figura 98. Bajar el ph con ácido. (Fuente: elaboración propia) .................................................... 82
Figura 99. Respuesta PWM ácido y base. (Fuente: Elaboración propia) ...................................... 83 Figura 101. Respuesta del control de Ph bajando. (Fuente: elaboración propia) .......................... 84 Figura 102. Respuesta del control de Ph bajando en Simulink. (Fuente: elaboración propia) ...... 84 Figura 103. Subir el Ph con base. (Fuente: elaboración propia).................................................... 85
Figura 104. Respuesta PWM base y ácido. (Fuente: elaboración propia) ..................................... 85

vii
Figura 105. Respuesta base y ácido en Simulink. (Fuente: elaboración propia) ........................... 86 Figura 106. Respuesta del control de Ph subiendo. (Fuente: elaboración propia) ........................ 86 Figura 107. Respuesta del control de Ph subiendo en Simulink. (Fuente: elaboración propia) .... 87
Figura 108. Líquido en tanque de calentamiento TK-004. (Fuente: elaboración propia) ............ 87 Figura 109. Salida de vapor de la caldera. (Fuente: elaboración propia) ...................................... 88 Figura 110. Entrada de vapor proveniente de la caldera. (Fuente: elaboración propia) ................ 89 Figura 111. Apertura CV-105. (Fuente: elaboración propia) ........................................................ 89 Figura 112. Apertura CV-105 en Simulink. (Fuente: elaboración propia) .................................... 90
Figura 113. Respuesta del control de la caldera. (Fuente: elaboración propia) ............................. 90
Figura 114. Respuesta del control de la caldera en Simulink. (Fuente: elaboración propia) ........ 91 Figura 115. Salida de leche de la estación de dosificación. (Fuente: elaboración propia) ............ 91
Figura 116. Funcionamiento de la estación de refrigeración. (Fuente: elaboración propia) ......... 92 Figura 117. Etapa final del proceso de pasteurización. (Fuente: elaboración propia)................... 92 Figura 118. Apertura CV-104. (Fuente: elaboración propia) ........................................................ 93
Figura 119. Apertura CV-104 en Simulink. (Fuente: elaboración propia) .................................... 93 Figura 120. Respuesta del control del enfriador. (Fuente: elaboración propia) ............................ 94 Figura 121. Respuesta del control del enfriador en Simulink. (Fuente: elaboración propia) ........ 94
viii
Índice de Tablas
Tabla 1. Datos entregados por el fabricante del sensor "SKU: SEN016". (Perez, 2016) .............. 24 Tabla 2. Datos obtenidos en la linealización del sensor "SKU: SEN016". (Pérez, 2016) ............ 25 Tabla 3. Datos entregados por el fabricante del sensor "NTC de 50KΩ". (Bolívar & Martínez, 2019)
....................................................................................................................................................... 27
Tabla 4. Datos obtenidos en la linealización del sensor " NTC de 50KΩ". (Bolívar & Martínez,
2019) .............................................................................................................................................. 27 Tabla 5. Datos entregados por el fabricante del sensor "NTC de 10KΩ". (Mancipe & Rivera, 2016)
....................................................................................................................................................... 29 Tabla 6. Datos obtenidos en la linealización del sensor " NTC de 10KΩ". (Mancipe & Rivera,
2016) .............................................................................................................................................. 30
Tabla 7. Variables lingüísticas planteadas para la entrada del dosificador. (Fuente: elaboración
propia) ............................................................................................................................................ 39
Tabla 8. Variables lingüísticas planteadas para la salida de ácido del dosificador. (Fuente:
elaboración propia) ........................................................................................................................ 39 Tabla 9. Variables lingüísticas planteadas para la salida de ácido del dosificador. (Fuente:
elaboración propia) ........................................................................................................................ 39 Tabla 10. Variables lingüísticas de entrada aplicadas en el ejemplo. (Fuente: elaboración propia)
....................................................................................................................................................... 45
Tabla 11. Variables lingüísticas de salida aplicadas en el ejemplo. (Fuente: elaboración propia) 47
Tabla 12. Variables lingüísticas planteadas para la entrada de la caldera. (Fuente: elaboración
propia) ............................................................................................................................................ 48
Tabla 13. Variables lingüísticas planteadas para la salida de la caldera. (Fuente: elaboración propia)
....................................................................................................................................................... 49 Tabla 14. Variables lingüísticas de entrada aplicadas en el ejemplo. (Fuente: elaboración propia)
....................................................................................................................................................... 54 Tabla 15. Variables lingüísticas de salida aplicadas en el ejemplo. (Fuente: elaboración propia) 55
Tabla 16. Variables lingüísticas planteadas para la entrada del enfriador. (Fuente: elaboración
propia) ............................................................................................................................................ 57
Tabla 17. Variables lingüísticas planteadas para la salida del enfriador. (Fuente: elaboración propia)
....................................................................................................................................................... 57
Tabla 18. Variables lingüísticas de entrada aplicadas en el ejemplo. (Fuente: elaboración propia)
....................................................................................................................................................... 63 Tabla 19. Variables lingüísticas de salida aplicadas en el ejemplo. (Fuente: elaboración propia) 64 Tabla 20. Variables OPC. (Fuente: elaboración propia) ............................................................... 67

ix
Índice de Anexos
10.1. Anexo 1 - Comunicación OPC ....................................................................................... 98 10.2. Anexo 2 – Cliente Site Edition ..................................................................................... 109 10.3. Anexo 3 – Diagrama P&ID .......................................................................................... 115 10.4. Anexo 4 – Programa dosificación ................................................................................. 123
10.5. Anexo 5 – Programa caldera ......................................................................................... 123 10.6. Anexo 6 – Programa enfriador ...................................................................................... 123 10.7. Anexo 7 – Programa preliminares ................................................................................ 123

x
Glosario
Concepto Explicación breve y detallada del concepto
Actuador Dispositivo capaz de transformar energía hidráulica, neumática o eléctrica
en la activación de un proceso con la finalidad de generar un efecto sobre
un proceso automatizado.
Bomba Máquina que se usa para extraer, elevar o impulsar líquidos y gases de un
lugar a otro.
Caldera La caldera es una máquina que produce vapor al calentar agua por medio
del calor generado por el consumo de un combustible no nuclear, o por
electricidad de resistencia.
Caudal Caudal es la cantidad de fluido que circula a través de una sección del ducto
por unidad de tiempo.
Centroide Método de defuzzificación del centroide se transforma la salida difusa en
un número real el cual es la coordenada equis (x) del centro de gravedad de
tal conjunto difuso de salida.
Control Un sistema de control es un conjunto de dispositivos encargados de
administrar, ordenar, dirigir o regular el comportamiento de otro sistema,
con el fin de reducir las probabilidades de fallo y obtener los resultados
deseados.
Defuzzificación Es el proceso de obtener un valor cuantificable en Lógica clásica, dados
conjuntos difusos y sus correspondientes grados de membresía.
Difuso Que carece de claridad o precisión o se percibe de esta forma, generalmente
por estar lejos o por ser muy extenso.
Dosificador Aparato o mecanismo que sirve para suministrar cantidades determinadas
de un producto o sustancia.
Enfriador Se entiende por enfriado el que enfría, congela, hiela y refresca.
Flujo Movimiento de un fluido.
Función de
Transferencia
Es un modelo matemático que, a través de un cociente, relaciona la
respuesta de un sistema con una señal de entrada o excitación.

xi
Fuzzificacion Es un modelo matemático que, a través de un cociente, relaciona la
respuesta de un sistema con una señal de entrada o excitación.
HMI Es el interfaz entre el proceso y el operario; se trata básicamente de un panel
de instrumentos del operario.
Lógica Difusa Es una lógica paraconsistente que identifica fracciones de valores
verdaderos entre 0 y 1 de forma gradual.
Machine Edition Es una HMI versátil que proporciona una poderosa solución para
dispositivos de interfaz hombre-máquina.
Mamdani Es el más usado en aplicaciones, dado que tiene una estructura muy simple
de operaciones “mín-max”.
Matlab Es un sistema de cómputo numérico que ofrece un entorno de desarrollo
integrado con un lenguaje de programación propio.
Método de
inferencia
Evalúa que regla (o reglas) del sistema se activará ante determinado valor
de entrada.
OPC Es una tecnología de comunicación con una arquitectura de cliente y
servidor. Una aplicación actúa de servidor proporcionando datos y otra
actúa como cliente leyéndolos o manipulándolos.
Pasteurización Procedimiento que consiste en someter un alimento, generalmente líquido,
a una temperatura aproximada de 80 grados durante un corto período de
tiempo enfriándolo después rápidamente, con el fin de destruir los
microorganismos sin alterar la composición y cualidades del líquido.
PH Coeficiente que indica el grado de acidez o basicidad de una solución
acuosa.
Proceso Procesamiento o conjunto de operaciones a que se somete una cosa para
elaborarla o transformarla.
Reglas de control Una regla de control es un criterio que nos permite decidir si el sistema
analítico está controlado o no.
RS Linx Software de comunicación para controladores lógicos programables.
RS Logix 5000 Es una herramienta muy amigable utilizada para la configuración y
programación de los controladores Logix.
Scada Es una herramienta de automatización y control industrial utilizada en los
procesos productivos que puede controlar, supervisar, recopilar datos,

xii
analizar datos y generar informes a distancia mediante una aplicación
informática.
Sensor Dispositivo que capta magnitudes físicas (variaciones de luz, temperatura,
sonido, etc.) u otras alteraciones de su entorno.
Simulación Es una herramienta muy potente para la evaluación y el análisis de los
sistemas nuevos y los ya existentes. Permite anticiparse al proceso real,
validarlo y obtener su mejor configuración.
Site Edition Permite monitorear y controlar el proceso de fabricación en todos los
niveles, desde una única estación de operador hasta aplicaciones de
servidor/cliente distribuido y multiusuario.
Temperatura Grado o nivel térmico de un cuerpo o de la atmósfera.
Términos
lingüísticos
Es una variable cuyos posibles valores son palabras y pueden ser
representados mediante conjuntos difusos.
Válvula
Proporcional
Las válvulas proporcionales proporcionan respuestas rápidas, se utilizan
con grandes presiones, y pueden controlar grandes caudales.

xiii
Lista de Abreviaturas y Siglas
Sigla/Abreviatura Significado
DNP Departamento Nacional de Planeación
UNESCO Organización de las Naciones Unidas para la Educación, la Ciencia y la
Cultura
PLC
SCADA
DLL
OPC
RTU
HMI
OEM
MTU
ME
SE
PC
PH
ISO
IEEE
REF
Controlador lógico programable
Supervisión, Control y Adquisición de Datos
Dynamic Link Library
Open Protocol Communication
Remote Terminal Units
Human Machine Interface
Original Equipment Manufacturer
Maximum Transmission Unit
Machine Edition
Site Edition
Personal Computer
Potencial Hidrógeno
Internacional Organization for Standardization
Institute of Electrical and Electronics Engineers
Referencia

xiv
Resumen
Este trabajo de grado se presenta en el contexto de plantear alternativas que permitan seguir con el
estudio de procesos industriales a nivel de su instrumentación, automatización y control, en el
marco de una emergencia sanitaria mundial como la que se vive actualmente con el Covid 19, con
lo cual se debe redefinir los procesos de aprendizaje de la educación superior, ya que se restringe
el libre acceso a los espacios educativos como laboratorios y aulas de clase. Del mismo modo, en
el desarrollo de un profesional en el campo de la automatización y el control es fundamental que
este alineada la parte teórica con la práctica, de modo que surge la necesidad de desarrollar sistemas
que puedan simular procesos industriales, como el de la pasteurización de la leche, para poder
continuar con el aprendizaje sin necesidad de acceder físicamente a los prototipos y plantas.
Como solución a la necesidad antes expuesta, se presenta la simulación de la planta pasteurizadora
del laboratorio de Electrónica de la Universidad Distrital Francisco José de Caldas Facultad
Tecnológica, en la cual se realiza una previa investigación de los trabajos de grado realizados
anteriormente sobre esta planta, para poder obtener los modelos matemáticos de las variables de
PH en el dosificador, flujo de vapor en la caldera y caudal de líquido de proceso, para ser
implementados en Matlab y desarrollar un control difuso del tipo Mamdani para cada una de las
variables mencionadas, de tal manera que se establece una comunicación OPC por medio del
servidor de RSLinx Classic, entre Matlab y el PLC virtual Softlogix, en donde se realizan los
programas del funcionamiento de la planta. Para visualizar la respuesta de los controladores y los
datos de operación, se implementa un sistema SCADA en Factory Talk View.
Finalmente se presentan los resultados obtenidos soportados por imágenes y tablas del
funcionamiento de cada etapa de la planta, así como el funcionamiento de los controladores sobre
las variables anteriormente mencionadas, validando de esta manera su correcto y óptimo
funcionamiento.
Palabras claves: Control Difuso, Procesos Industriales, Simulación, Sistema SCADA.

1
1. Introducción
Ante una situación de emergencia sanitaria mundial como la que se vive actualmente con la
pandemia del Covid19 en la cual se debe restringir la libre circulación de la gente para poder
contrarrestar la propagación del virus, es evidente que afecta y cambia la forma de vivir, y de la
mano se crean retos en todas las materias, pero una de las más afectadas es la educación superior.
De modo que se imposibilita la educación presencial y el acceso a los espacios académicos como
laboratorios, aulas, teatros, entre otros, haciendo complicada la formación integral y de calidad de
profesionales. Del mismo modo, a nivel de la ingeniería, los procesos industriales avanzan cada
día en el mundo y de la mano también deben avanzar los desarrollos tecnológicos y estudios que
se hacen en esta materia, es por esto que se debe contar con herramientas que permitan el libre
desarrollo del conocimiento sin tener la necesidad de acceder físicamente a las plantas de procesos
industriales que se encuentran en claustros educativos o empresas.
Es por esto que el objetivo de este proyecto es aportar al campo del control y automatización de
los procesos industriales, como herramienta didáctica para el aprendizaje de las diferentes etapas
del proceso de pasteurización de la leche, mediante la simulación de la planta pasteurizadora del
laboratorio de Electrónica de la Universidad Distrital Francisco José de Caldas Facultad
Tecnológica, en la cual se desarrolla un control difuso del tipo Mamdani para las variables de Ph
en el dosificador, flujo de vapor en la caldera y caudal de líquido de proceso en la etapa final que
es la del enfriador y por último, se diseña e implementar un sistema SCADA para para monitorear,
controlar y obtener los datos de operación y así visualizar la respuesta del control y de toda la
planta. Para ello se establece una comunicación por medio de un servidor OPC el cual sirve para
enviar y recibir datos entre Matlab, que es donde se desarrollan los controladores difusos, y el PLC
virtual Softlogix de Rockwell.
La estructura del documento empieza por el planteamiento del problema al cual se quiere atacar,
luego pasa por una breve, pero concisa justificación. Seguido a esto se presentan los objetivos del
trabajo de grado, luego se exponen los marcos de referencias en el cual se puede encontrar algunos
antecedentes de investigaciones similares, el marco teórico y las leyes actuales que rigen la
realización de este proyecto. Del mismo modo, se presenta la metodología implementada, para
llegar a los resultados obtenidos, el cual es el grueso del documento, ya que en este se muestran la
identificación e implementación de los modelos matemáticos, la comunicación OPC, el desarrollo
de los controladores difusos, el diseño e implementación del sistema SCADA y las pruebas
realizadas. Finalmente se presentan algunas conclusiones y recomendaciones que servirán para
futuros estudios o mejoras.

2
2. Planteamiento del problema
Actualmente el país y el mundo en general atraviesa por una situación compleja de salud sanitaria
debido a la pandemia del Sars-cov2 o más conocido como Covid19, ante esta etapa surgen
múltiples retos a nivel nacional, entre estos, uno de los más importantes es la educación,
puntualmente la educación superior, la cual según el marco normativo colombiano constituido
principalmente por la ley 30 de 1992 en su artículo sexto tiene por objetivos principales:
profundizar en la formación integral de los colombianos, trabajar por la creación, el desarrollo y
la transmisión del conocimiento, prestar a la comunidad un servicio con calidad. (DNP, 2018).
Estos objetivos son, en general, para todas las instituciones de educación superior, ya sean públicas
o privadas, entonces garantizar estas metas se convierte en un gran reto debido a la imposibilidad
de la educación superior de manera presencial. Es por esto que se debe acoger estrategias para el
desarrollo educativo de manera remota, como por ejemplo con las clases virtuales asistidas por el
cuerpo docente.
Ahora bien, centrando el tema en la rama del saber de la ingeniería, se hace evidente que estos retos
se expanden más allá de las clases virtuales, ya que para poder brindar una formación integral y de
calidad se requiere del uso de otros recursos, tales como, las visitas técnicas y los laboratorios. Es
por esto que este trabajo final de grado se centraliza en la importancia del acceso al conocimiento
de procesos industriales, a nivel de su instrumentación, control y automatización, como base
fundamental para el desarrollo del conocimiento de la ingeniería electrónica y sus distintas ramas
de estudio.
Entonces en la actualidad se generan muchos inconvenientes que impiden conocer y estudiar los
procesos industriales de manera detallada, ya sea por falta de recursos económicos para acceder a
estos, por limitaciones físicas, geográficas o por razones que se salen de las manos, como lo que se
vive en hoy en día con la pandemia, lo cual limita la posibilidad de movilizarse en las ciudades y
del mismo modo impide, en cierta manera, el acceso a conocer los procesos industriales como el
de la pasteurización de leche. Este proceso industrial se implementa en varias industrias de
producción nacionales, pero también se estudia y conoce en diversos claustros educativos del país,
en el cual se realizan prototipos de desarrollo, control y automatización del proceso de
pasteurización de leche, estos estudios actualmente están parados debido al impedimento de acceso
físico a las instalaciones educativas del país (Velasquez & Ortega, 2014).
En consecuencia, surge la importancia de desarrollar un sistema que permita simular el proceso de
pasteurización de leche, en el cual se muestre de manera detallada las etapas del proceso, la
instrumentación requerida, el control y automatización implementados en el proceso y además que
fortalezca las practicas haciendo uso de una estrategia de control moderno como lo es el control
difuso, esto con el fin de que los estudiantes de la Universidad Distrital Francisco José de Caldas,
Facultad Tecnológica e interesados que no tienen la posibilidad de acceder físicamente a este
proceso lo hagan de manera simulada.

3
3. Justificación
El modelo de investigación y educación superior que se imparten actualmente en el país no es
suficiente para el desarrollo de una formación integral y de calidad, ya que se ve fuertemente
afectado por crisis económicas, sociales o de carácter sanitario, esto genera una carencia de
desarrollo e innovación en diferentes campos del saber, del mismo modo, si bien año tras año existe
un crecimiento de la cobertura en el acceso a la educación superior, según la UNESCO, estos cupos
son inequitativos ya que favorecen a los sectores de mayores ingresos y zonas urbanas. De tal
manera que, se debe facilitar la forma en que las personas adquieren el conocimiento de manera
práctica, y desde cualquier lugar con conectividad en el territorio nacional. Como en este caso que
se hace necesario el acceso al conocimiento de los procesos industriales, específicamente el proceso
de pasteurización de la leche sin necesidad de invertir gran cantidad de capital y con la posibilidad
que cualquier persona con un computador pueda conocer de las etapas del proceso, interactuar con
ellas y estudiarlas (Bellei, Poblete, Sepúlveda, Orellana, & Abarca, 2013).
El área de estudio de los procesos industriales se puede fortalecer con la implementación de un
sistema capaz de simular todo el proceso de una planta pasteurizadora de leche, en el cual se aplique
un control difuso para controlar la planta y se pueda visualizar su respuesta en un sistema SCADA,
el cual, debe contar con toda la instrumentación propia de la planta pasteurizadora de leche. Lo
anterior con el objetivo de tener una herramienta de simulación que permita visualizar la planta y
su funcionamiento como si fuera de manera física, para que se puedan reforzar conceptos y generar
nuevos desarrollos e innovaciones. Inicialmente este sistema apoyará las labores educativas de los
estudiantes de Ingeniería en Control y Automatización de la Facultad Tecnológica de la
Universidad Distrital Francisco José de Caldas, pero se podría expandir a toda la comunidad
educativa y en general.
Como consecuencia se ha identificado en diferentes autores y estudios que se desarrollan prototipos
de plantas de procesos industriales, tal como del proceso de pasteurización de la leche, pero estos
carecen de acceso diferente al medio físico, es decir que, si el claustro educativo donde se encuentra
el prototipo se encuentra cerrado, no se pueden realizar prácticas de laboratorio ni estudios
experimentales con la planta. Por otro lado, existen herramientas de realidad virtual sobre el
proceso de pasteurización de la leche como el de (Robayo, 2016). Pero esta solo le permite al
usuario acceder de manera virtual a las etapas de la planta, básicamente es como si se realizara un
recorrido virtual por la planta, pero no les permite manipular las variables físicas e implementar
controladores.

4
4. Objetivos
4.1. Objetivo General
Simular la planta pasteurizadora del laboratorio de Electrónica de la Universidad Distrital
Francisco José de Caldas Facultad Tecnológica, utilizando los modelos de variables análogas
desarrollados en trabajos de grado anteriores y proponer un control difuso y un sistema SCADA
para las variables de PH, flujo de vapor en la caldera y caudal de líquido de proceso.
4.2. Objetivos específicos
- Identificar los modelos de las variables análogas de la planta pasteurizadora del laboratorio
de Electrónica en base a trabajos de grado anteriormente desarrollados.
- Implementar en Simulink el modelo de variables análogas y establecer la comunicación
entre Matlab y el PLC de simulación Softlogix por medio de servidores OPC.
- Diseñar un control difuso del tipo Mamdani en Matlab que permita controlar las variables
de PH en el dosificador, flujo de vapor en la caldera y caudal de líquido de proceso en el
enfriador, los cuales hacen parte del proceso simulado de pasteurización de leche.
- Implementar el sistema SCADA en la plataforma de Rockwell Factory Talk View Site
Edition, para monitorear, controlar y obtener los datos de operación de proceso simulado
de la planta pasteurizadora de leche.
5
5. Marco de referencia
5.1. Antecedentes
5.1.1. Automatización y monitoreo de una planta para pasteurización de leche
En la Universidad Nacional de San Agustín de Arequipa (Arequipa – Perú) se presentó este
proyecto en el que se realiza la respectiva evaluación del pasteurizador con su sistema completo
automatizado por el PLC S7-1200 de Siemens y monitoreado desde un computador por un sistema
SCADA desarrollado en el programa LabVIEW. Este proyecto es similar al que se presenta en este
trabajo de grado ya que expone toda la teoría de automatización de procesos y utiliza un PLC para
el control de la planta, con la diferencia en que el PLC utilizado en este proyecto es en simulación.
Aparte también se realiza la supervisión de la planta pasteurizadora de leche por medio de un
sistema SCADA, tal como se propone realizar en este trabajo de grado, pero todo con acceso físico
a la planta a diferencia de este proyecto que todo es en simulación (Cuno, 2015).
5.1.2. Diseño e implementación de un sistema de realidad virtual para una planta
pasteurizadora de leche
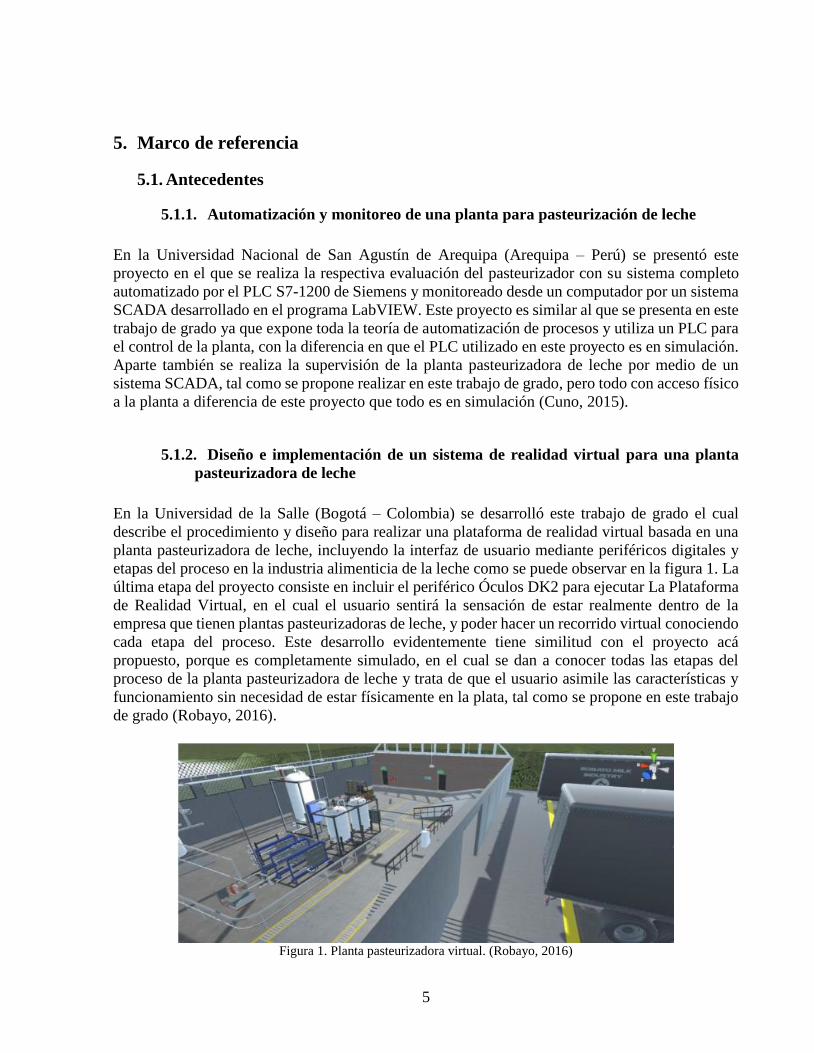
En la Universidad de la Salle (Bogotá – Colombia) se desarrolló este trabajo de grado el cual
describe el procedimiento y diseño para realizar una plataforma de realidad virtual basada en una
planta pasteurizadora de leche, incluyendo la interfaz de usuario mediante periféricos digitales y
etapas del proceso en la industria alimenticia de la leche como se puede observar en la figura 1. La
última etapa del proyecto consiste en incluir el periférico Óculos DK2 para ejecutar La Plataforma
de Realidad Virtual, en el cual el usuario sentirá la sensación de estar realmente dentro de la
empresa que tienen plantas pasteurizadoras de leche, y poder hacer un recorrido virtual conociendo
cada etapa del proceso. Este desarrollo evidentemente tiene similitud con el proyecto acá
propuesto, porque es completamente simulado, en el cual se dan a conocer todas las etapas del
proceso de la planta pasteurizadora de leche y trata de que el usuario asimile las características y
funcionamiento sin necesidad de estar físicamente en la plata, tal como se propone en este trabajo
de grado (Robayo, 2016).
Figura 1. Planta pasteurizadora virtual. (Robayo, 2016)
6
5.1.3. Implementación de automatización de proceso de producción de leche ultra
pasteurizada
En la Universidad Tecnológica de Bolívar (Cartagena – Colombia) se publicó esta tesis en la cual
se automatizó un proceso de ultra-pasteurización, para mejorar la confiabilidad del proceso, tanto
en un buen funcionamiento de producción secuencial y continua, como una fácil detección de fallas
durante el trabajo, del mismo modo, se aplicó un sistema de control automatizado PID para el
procesamiento de la leche ultra-pasteurizada. Aparte se implementó un tablero de control con un
autómata y HMI incorporado (OPLC) el cual concentró todas las variables físicas y las señales de
los actuadores presentes en el proceso de producción de leche. Como se puede observar este
proyecto aplica las teorías de control en especial la de PID, a diferencia del presente trabajo de
grado el cual se pretende desarrollar aplicando control difuso, del mismo modo se utiliza una HMI
para el monitoreo de las variables físicas de la planta, tal como se realiza en este proyecto de grado
(Hernández, Llerena, & Morris, 2013).
5.1.4. Simulación de procesos, una perspectiva en pro del desempeño operacional
En la Universidad Autónoma de Coahuila (México) se publicó este artículo, en el que aporta
diferentes aspectos de interés para la Ingeniería en general ya que se presenta la fundamentación
del concepto de simulación y su vinculación como herramienta del proceso, el análisis de las
alternativas de software comercial existente y finalmente presenta un modelo de mejoramiento del
desempeño operacional basado en la utilización del software de simulación ProModel. Este trabajo
aporta información sobre la importancia de la simulación de procesos y sus beneficios, es evidente
que ayuda a la investigación realizada en el presente trabajo de grado. (Cantú, Guardado, &
Balderas, 2016)
Figura 2. Programa locaciones en ProModel. (Cantú, Guardado, & Balderas, 2016)

7
5.1.5. Monitorización y control de maquetas de simulación de procesos industriales
con fines docentes
En la Universidad Politécnica de Cartagena (España) se presentó esta tesis de grado en la que
utilizan el laboratorio de Instrumentación Electrónica que cuenta con dos tipos de maquetas
parcialmente sensorizadas a las cuales se añadirán elementos que permitan su completa
automatización y monitorización. 1. Una maqueta de automatización de procesos discretos. En la
cual se podrá controlar tanto variables digitales como variables analógicas con unos sensores
sencillos estudiados en la asignatura. 2. Una maqueta de proceso continuo con intercambio de
fluido entres tres tranques. En la se podrá hacer un control de nivel, control de caudal, control de
temperatura, control de presión en la tubería. Esta tesis aporta información sobre la simulación d
procesos industriales y el control de variables físicas, de manera que tiene ayuda a la investigación
realizada en el presente trabajo de grado. (Mayorga, 2015)
Figura 3. Maqueta de depósitos final. (Mayorga, 2015)
5.1.6. Estimación de la producción de biogás a partir de un modelo de simulación de
procesos
En el Centro de Estudios Energéticos y Tecnologías Ambientales (Santa Clara, Cuba) se presentó
este artículo que tiene como objetivo la simulación del proceso de digestión anaeróbica para estimar
la producción de biogás mediante el software ASPEN PLUS. El Modelo de simulación de procesos
(MSP) desarrolla las etapas de la digestión anaeróbica mediante bloques operativos admitiendo la
composición de cualquier sustrato y condiciones de operación. El MSP se compone en total de 46
reacciones químicas desarrolladas por separado según la etapa y complejidad. La simulación fue
validada con un valor experimental de producción de biogás y un modelo analítico para comprobar
su comportamiento en el tiempo. Este trabajo aporta porque resalta la importancia de simular
procesos industriales, con lo cual se puede observar características importantes antes de llegar a la

8
implementación física, por ende, contribuye de buena forma al trabajo de grado acá presentado.
(Súarez, López, & Álvarez, 2019)
Figura 4. Esquema del modelo en ASPEN PLUS. (Súarez, López, & Álvarez, 2019)
5.1.7. Diseño de una estrategia de control difuso aplicada al proceso de ultra
congelación de alimentos
En la Revista Chilena de Ingeniería se publica este trabajo en el cual se tratan separadamente los
lazos de control de velocidad y temperatura, se reconfiguran y entonan los lazos existentes, para
luego desarrollar un controlador difuso tipo Takagi-Sugeno que permite ajustar el valor de consigna
de la temperatura del túnel de congelación en función al producto y las condiciones de entrada del
alimento al proceso. El comportamiento del sistema se comprueba mediante la simulación del
mismo. Este trabajo aporta sustancialmente al trabajo de grado acá desarrollado, ya que
implementan una técnica de control difuso y comprueban su funcionamiento en simulación, tal
como se realiza en el presente documento. (Garcia, y otros, 2017).
Las investigaciones desarrolladas propias de la planta pasteurizadora que es objeto de estudio en
este proyecto, se relacionan a continuación con tres trabajos de grado, en los cuales se desarrolla
el modelado de cada etapa de la planta.
5.1.8. Sistema de control de pH para la etapa de dosificación de la planta
pasteurizadora ubicada en el laboratorio de industrial
En la Universidad Distrital Francisco José de Caldas (Bogotá – Colombia) se presentó este proyecto
en el que se desarrolló un sistema de control de pH para etapa de dosificación de la planta
pasteurizadora ubicada en el laboratorio de industrial. Como parte fundamental se desarrolló la
utilización de una técnica de control moderna, optando por la aplicación de un control Difuso. Este
trabajo de grado se realizó en cinco fases, la primera fase se llevó a cabo el diseño estructural e
instrumental electrónico de la etapa de dosificación, segunda fase desarrollo de identificación del
modelo matemático de la planta, tercera fase el desarrollo de la programación del PLC, la
aplicación del algoritmo del control PID en tiempo discreto y el control Difuso, la cuarta fase es la

9
verificación del correcto desempeño del control difuso que cuenta con tres prácticas de laboratorios
y por último la implementación del sistema SCADA donde el usuario visualice y manipule las
variables del sistema por medio de una pantalla HMI. Claramente en este trabajo de grado tiene
similitud con el presentado en este documento, ya que maneja la misma estructura de desarrollo
que se pretende usar, se aplica un control a la entrada, se maneja la programación en el PLC y luego
se manipulan y visualizan las variables de la planta en un sistema SCADA. Por otro lado, brinda
información suficiente para una de las etapas del proceso de pasteurización de leche como lo es la
etapa de dosificación, la cual también estará presente en el proyecto de grado presente. (Perez,
2016).
Figura 5. Estructura de la etapa de dosificación. (Pérez, 2016)
5.1.9. Implementación de un sistema de control y supervisión multiplataforma
industrial para la caldera de proceso de pasteurización didáctica del laboratorio
de control y automatización de la universidad distrital francisco José de caldas,
facultad tecnológica.
Del mismo modo, en la Universidad Distrital Francisco José de Caldas (Bogotá – Colombia) se
presentó un proyecto en este caso se presentó una planta pasteurizadora didáctica modular, la cual
usa RsLogix5000 para el control y supervisión de variables como temperatura, nivel, presión, pH
entre otras; uno de los módulos que la integran es la caldera, encargada de generar vapor a 40 PSI
140°C, en este proyecto se realizó el acondicionamiento de los sensores y de los equipos
actuadores: bomba, resistencia y válvula manual tipo aguja que permite la salida de vapor, para
ella se implementaron mecanismos de acople para convertirla en una válvula proporcional de
apertura controlada, igualmente el tablero de control tuvo una reestructuración para integrar el

10
SoftPLC1 V1.0 y la pantalla HMI (Human machine interface), por último se cambió el tanque de
reserva de agua a uno de mayor capacidad y robustez. Es evidente que este trabajo de grado tiene
similitud con el presentado en este documento, ya que maneja información suficiente para una de
las etapas del proceso de pasteurización de leche como lo es la etapa de la caldera, la cual también
estará presente en el proyecto de grado desarrollado, con la diferencia que se realiza de forma
simulada. (Bolivar & Martinez, 2019).
Figura 6. Estructura física de la caldera. (Bolívar & Martínez, 2019)
5.1.10. Implementación de un controlador pi sobre la etapa de refrigeración de la
planta pasteurizadora ubicada en el laboratorio de industrial de la facultad
tecnológica de la universidad distrital francisco José de caldas
Por último, en la Universidad Distrital Francisco José de Caldas (Bogotá – Colombia) se presentó
un proyecto en el cual se explica que la tarea principal que debe realizar la etapa de refrigeración
es llevar un producto determinado de una temperatura inicial a una temperatura final mucho más
baja que la anterior, en un instante de tiempo muy corto. Para lograrlo se ha diseñado un sistema
hidráulico que permite desplazar el producto a través de dispositivos de disipación térmica
dispuestos en una unidad de refrigeración. Sumado a esto electrónicamente se modifica el caudal
del sistema hidráulico para lograr un control sobre la temperatura del producto. Por último, pero
no menos importante, los sistemas de control y de supervisión fueron implementados de tal manera
que cumplieran con estándares industriales, haciendo que los estudiantes que realicen prácticas
sobre la planta identifiquen los diferentes sistemas que podrían encontrar en una industria. Se puede
observar que este trabajo de grado tiene similitud con el presentado en este documento, ya que
maneja información suficiente para una de las etapas del proceso de pasteurización de leche como
lo es la etapa de refrigeración, la cual también hará parte del proyecto de grado desarrollado.
(Mancipe & Rivera, 2016).

11
Figura 7. Estación de refrigeración. (Mancipe & Rivera, 2016)
5.2. Marco teórico
Para realizar este proyecto se tuvo en cuenta el proceso de pasterización de la leche, especialmente
el funcionamiento de la planta pasteurizadora de leche que se encuentra en el laboratorio de
electrónica de la Universidad Distrital Francisco José de Caldas Facultad Tecnológica el cual está
dividida en tres partes Caldera, Enfriador y Dosificador, adicionalmente se tuvo en cuenta los
conocimientos en herramientas de software como Matlab y RSLogix 5000, para la comunicación
se utilizó el servidor OPC de RSLinx Rockwell y por último se utilizaron conceptos, métodos y
aplicaciones del control difuso de Mamdani el cual es el método utilizado en la simulación de las
plantas. Por lo tanto, fue necesario investigar estos conceptos para ser utilizados más adelante.
5.2.1 OPC
OPC es una tecnología de comunicación con una arquitectura de cliente y servidor. Una aplicación
actúa de servidor proporcionando datos y otra actúa como cliente leyéndolos o manipulándolos.
Este permite el intercambio de información entre múltiples dispositivos y aplicaciones de control
sin restricciones o límites impuestos por los fabricantes. Un servidor OPC puede estar
comunicándose continuamente con los PLCs de campo, RTUs, estaciones HMI u otras
aplicaciones. Aunque el hardware y el software provengan de diferentes marcas comerciales, el
cumplimiento del estándar OPC posibilita la comunicación continua en tiempo real.
(kepserverexopc, 2019)
Para el desarrollo del proyecto se utilizó Rockwell Automation RSLinx 2.10 es un servidor OPC,
lo que significa que cualquier cliente OPC debería poder intercambiar datos con este servidor. El
servidor OPC está disponible solo con la versión OEM o la versión completa, por lo que la versión
lite de RSLinx no tiene el servidor OPC incluido. El servidor RSLinx OPC es un tipo de servidor

12
en proceso, lo que significa que debe cargar una DLL para comunicarse con él. Los servidores OPC
RSLinx 2.0 a 2.20 solo admiten la capacidad de exploración en los PLC de la serie Control Logix
5000. Se pueden utilizar otros PLC Allen Bradley en el servidor OPC agregando manualmente las
direcciones que se van a ver. (knowledge, 2020)
Figura 8. OPC RSLinx. (matrikonopc, 2021)
5.2.2. Software de programación
Un software de programación es el conjunto de utilidades y herramientas utilizadas para el
desarrollo, programación o creación de programas o aplicaciones informáticas por parte de los
programadores. Dichas utilidades y herramientas pueden hacer uso de diversos lenguajes de
programación y metodologías de desarrollo a través de, como mínimo, un editor de texto y un
compilador. (DMARTIN, 2020)
El Software RSLogix 5000/ Studio 5000 es una herramienta muy amigable utilizada para la
configuración y programación de los controladores Logix (ControlLogix, CompactLogix,
GuardLogix, SoftLogix y DriveLogix), las pantallas Panelview 5000 y la configuración de
variadores Powerflex y Kinetix. Es un software bastante intuitivo, que permite el trabajo en equipo
(colaborativo) para el desarrollo de aplicaciones, así como reducir el tiempo de puesta en marcha
de un proyecto. (Alfaro, 2019)

13
Figura 9. Interfaz del software de desarrollo RSLogix 5000. (plc-hmi-scadas, s.f.)
Los entornos de desarrollo integrados o IDE. Se trata de plataformas o conjuntos de programas
encaminados a cubrir el ciclo completo de desarrollo de un software facilitando todas las
aplicaciones, herramientas y utilidades necesarias para ello, normalmente en torno a una misma
interfaz de usuario (o muy similar) maximizando así la productividad que un desarrollador puede
alcanzar, pues podrá crear, modificar, compilar, implementar y depurar software desde un único
lugar. (DMARTIN, 2020)
Matlab es una plataforma de programación diseñado específicamente para los ingenieros y
científicos, para analizar y diseñar sistemas y productos que transforman nuestro mundo.
MATLAB es un lenguaje basado en matrices que permite la expresión más natural de las
matemáticas computacionales. (mathworks, mathworks, 2021)
Figura 10. Ejemplo de entorno de desarrollo Matlab. (mathworks, mathworks, 2021)

14
5.2.3. Sistemas Scada
El sistema SCADA es una herramienta de automatización y control industrial utilizada en los
procesos productivos que puede controlar, supervisar, recopilar datos, analizar datos y generar
informes a distancia mediante una aplicación informática. Su principal función es la de evaluar los
datos con el propósito de subsanar posibles errores. En consecuencia, su definición es la de una
agrupación de aplicaciones informáticas instaladas en un ordenador denominado Máster o MTU,
destinado al control automático de una actividad productiva a distancia que está interconectada con
otros instrumentos llamados de campo como son los autómatas programables (PLCs) y las unidades
terminales remotas (RTUs). (cursosaula21, 2021)
El software FactoryTalk View Machine Edition (ME) es una aplicación versátil de HMI que
proporciona una solución eficiente y potente para dispositivos de interfaz operador-máquina. Como
parte integrante de la solución de visualización de Rockwell Automation, FactoryTalk View
Machine Edition proporciona mejores gráficos, gestión de usuarios en tiempo de ejecución, cambio
de idioma y tiempo de puesta en marcha más rápido a través de un entorno de desarrollo común.
(rockwellautomation, 2020)
Figura 11. Sistema Scada del software Rockwell. (rockwellautomation, 2020)
5.2.4. Simulación
La simulación de procesos industriales es una herramienta que permite reproducir virtualmente los
procesos y estudiar su comportamiento, para analizar el impacto de las distintas variables que
puedan intervenir en el mismo, o para comparar diferentes alternativas de diseño, sin el alto costo
de los experimentos a escala real. Esta es de gran ayuda a la hora de disminuir los riesgos y
15
optimizar la toma de decisiones, así como para planificar, analizar y mejorar los procesos
industriales. (vld-eng, 2019)
A través de la simulación se puede medir o esquematizar un proceso mediante la creación de un
modelo que recoja el sistema de producción de la planta, en un entorno virtual. Al trabajar con un
proceso virtual, todo error o ineficiencia puede ser solventada sin que haya una afección real en la
planta productiva, además de ello, también nos permite anticiparnos a su resultado. Mediante la
simulación podemos analizar cualquier tipo, cambio o propuesta, antes de que esta se lleve a cabo
sin que ello conlleve ningún coste extra, de manera rápida, precisa y libre de riesgos. (vld-eng,
2019)
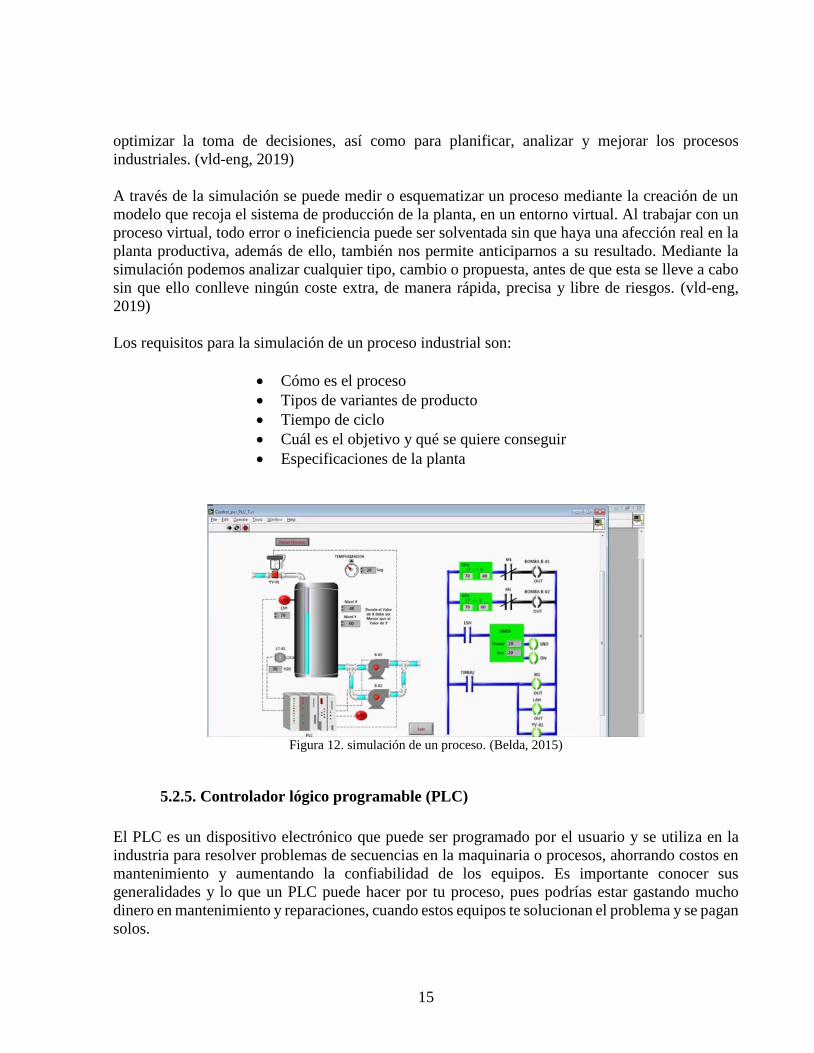
Los requisitos para la simulación de un proceso industrial son:
Cómo es el proceso
Tipos de variantes de producto
Tiempo de ciclo
Cuál es el objetivo y qué se quiere conseguir
Especificaciones de la planta
Figura 12. simulación de un proceso. (Belda, 2015)
5.2.5. Controlador lógico programable (PLC)
El PLC es un dispositivo electrónico que puede ser programado por el usuario y se utiliza en la
industria para resolver problemas de secuencias en la maquinaria o procesos, ahorrando costos en
mantenimiento y aumentando la confiabilidad de los equipos. Es importante conocer sus
generalidades y lo que un PLC puede hacer por tu proceso, pues podrías estar gastando mucho
dinero en mantenimiento y reparaciones, cuando estos equipos te solucionan el problema y se pagan
solos.

16
En la actualidad el campo de aplicación de un PLC es muy extenso. Se utilizan fundamentalmente
en procesos de maniobras de máquinas, control, señalización, etc. La aplicación de un PLC abarca
procesos industriales de cualquier tipo y ofrecen conexión a red; esto te permite tener comunicado
un PLC con una PC y otros dispositivos al mismo tiempo, permitiendo hacer monitoreo,
estadísticas y reportes. (abcinnova, 2016)
Figura 13. PLC Allen-Bradley 1769-L23E-QBFC1B. (plchardware, 2012)
5.2.6. Proceso de pasteurización de leche
El proceso de pasteurización consiste en un tratamiento térmico de líquidos o fluidos alimentarios
para la eliminación de las bacterias contenidas en ellos. Se realiza mediante intercambiadores de
calor por placas. Este proceso requiere ser calculado minuciosamente para conseguir eliminar
cualquier agente infeccioso, manteniendo las propiedades y la calidad de la leche.
La pasteurización elimina los microorganismos patógenos de la leche, a la vez que es respetuoso
con buena parte de su flora natural. Esta flora puede alterar la leche en un breve periodo de tiempo,
es por ello que la leche pasteurizada se vende refrigerada y debe mantenerse así durante el periodo
establecido de consumo, aunque no se abra el envase. Es la que conocemos como “leche fresca” y
tiene un periodo de vida de unos días. (lechepascual, 2010)
El proceso de pasteurización de leche consiste en ingresar el líquido en un tanque especial donde
se controla el PH del líquido el cual se debe encontrar en el rango de 6.5 a 6.8, luego este líquido
se debe calentar por medio de un choque térmico con un intercambiador de calor, la temperatura
se relaciona con el tiempo, si la temperatura a la que se lleva el líquido está en el rango de 75°C a
85°C el tiempo requerido es de 1 segundo, por último la leche debe ser enfriada por medio de un
choque térmico con un intercambiador de calor a una temperatura entre los 4°C y 6°C. (Pino, 2019)

17
Figura 14. Simulación de una planta pasteurizadora de leche. (Pino, 2019)
5.2.7. Control Difuso
El control difuso se basa en el conocimiento y experiencia de un operador humano para construir
un controlador que emule el comportamiento de tal persona. Comparado con el control tradicional,
el control difuso tiene dos ventajas prácticas, una es que el modelo matemático del proceso a
controlar no es requerido y otra es que se obtiene un controlador no lineal desarrollado
empíricamente sin complicaciones matemáticas.
Normalmente un controlador difuso este compuesto de la siguiente forma:
Figura 15. Composición de un controlador difuso. (Bernardo, 2010)
En la que se puede ver un primer bloque llamado fuzzificacion en el que los datos de entrada son
procesados para calcular el grado de membresía que tendrán dentro del controlador. Posteriormente
se tiene el dispositivo de inferencia que junto con la base de conocimientos realizan la toma de
decisiones que dictarán la forma en que actuará el sistema. El método de inferencia se basa en el
grado de pertenencia de los datos de entrada en los conjuntos difusos de los espacios
correspondientes, siempre que éstas se den, para tomar una decisión en el espacio de salida. El
conjunto de reglas, que son la base de conocimiento son las que indican la decisión a tomar por el
controlador. La última etapa que se tiene dentro del controlador es la defuzzificacion, que es quien
realiza el procesado final con el fin de adecuar los valores difusos obtenidos de la inferencia en

18
valores no difusos útiles para el proceso que se ha de controlar, como ejemplos tenemos el método
del centro de área, de la máxima pertenencia, etc. (Bernardo, 2010)
Fuzzy Logic Toolbox
Proporciona funciones de MATLAB, apps y un bloque de Simulink para analizar, diseñar y simular
sistemas basados en lógica difusa. Este producto ofrece una guía sobre los pasos para el diseño de
sistemas de inferencia difusa. Se proporcionan funciones para muchos métodos comunes, incluidos
el clustering difuso y el aprendizaje neuro difuso adaptativo.
Esta toolbox permite modelar comportamientos complejos del sistema mediante reglas lógicas
simples y, posteriormente, implementar estas reglas en un sistema de inferencia difusa. Puede
utilizarla como un motor de inferencia difusa independiente. Si lo prefiere, puede utilizar bloques
de inferencia difusa en Simulink y simular los sistemas difusos dentro de un modelo completo de
todo el sistema dinámico. (mathworks, mathworks, 2010)
Figura 16. Estructura del bloque Fuzzy Logic Toolbox de Matlab. (mathworks, mathworks, 2010)
5.3. Marco Legal
Las normas nacionales e internacionales que se aplican al proyecto desarrollado son:
5.3.1. Norma NTC 3458
Esta norma técnica colombiana es la que define la higiene y seguridad, puntualmente en este caso
se usa para la identificación de tuberías, es decir para identificar los diferentes colores y tipos de
tuberías dependiendo del fluido que pasa entre estas. (INCONTEC, 1992)

19
5.3.2. Norma ISO 9001
Se plantea utilizar la norma ISO 9001 ya que es aquella que permite garantizar que el producto que
se está realizando tiene un funcionamiento correcto y de alta calidad, esto especialmente ya que el
proceso de simulación que se realizará será utilizado en métodos de enseñanza. (ISO, ISO 9001,
2015)
5.3.3. Norma ISO 10006
Se planea utilizar esta norma ya que especifica la calidad de los proyectos realizados en los centros
de enseñanza. (ISO, ISO 10006, 2003)
5.3.4. Norma IEEE 830
Esta norma específica los requisitos mínimos de software, en este caso como el proceso que se
planea realizar es la simulación de una máquina, se debe cumplir ciertos requisitos, para que el
software sea utilizable. (Agut, 2001)
5.3.5. Norma IEEE 1063
Esta norma específica la calidad de la documentación y especificaciones de un software, ya que
esta simulación de hace para el uso de estudiantes, se debe realizar una documentación adecuada
donde se especifique a detalle cada función del software. (IEEE, IEEE Std 1063, 2001)
5.3.6. Norma IEEE 315
Se presentan símbolos gráficos e información necesaria para su uso en diagramas eléctricos y
electrónicos, que están aprobados internacionalmente. (IEEE, IEEE Std 315-1975, 1993)
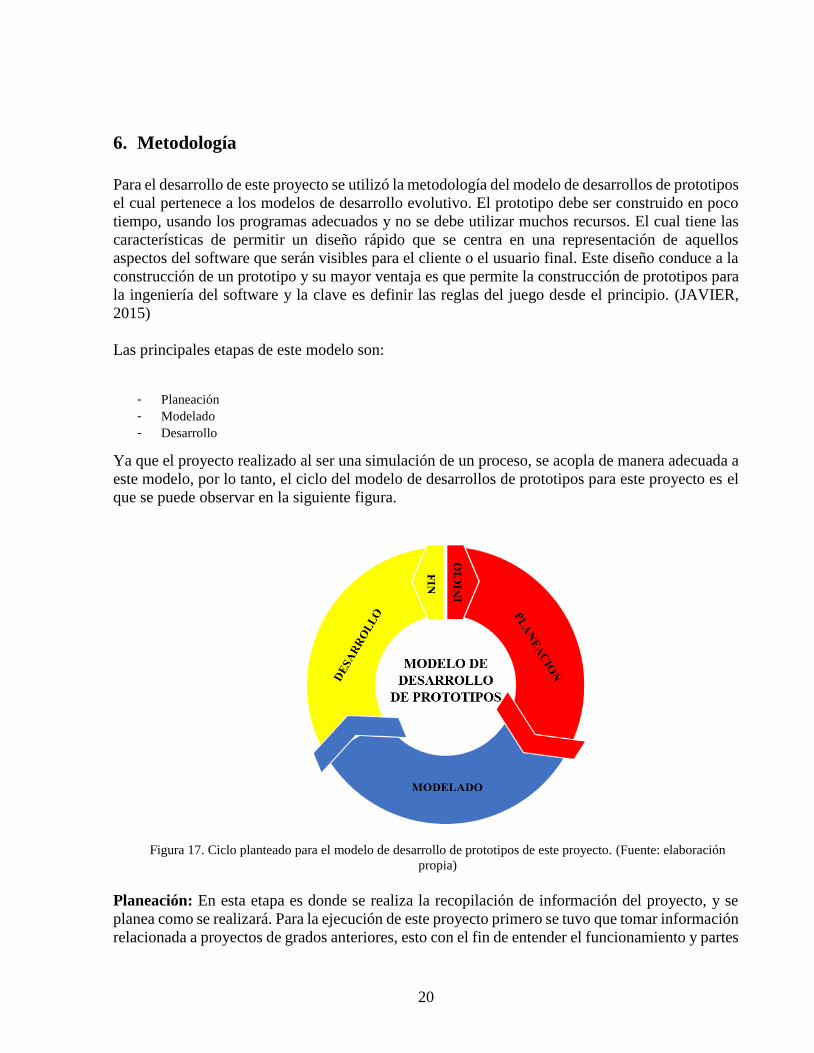
20
6. Metodología
Para el desarrollo de este proyecto se utilizó la metodología del modelo de desarrollos de prototipos
el cual pertenece a los modelos de desarrollo evolutivo. El prototipo debe ser construido en poco
tiempo, usando los programas adecuados y no se debe utilizar muchos recursos. El cual tiene las
características de permitir un diseño rápido que se centra en una representación de aquellos
aspectos del software que serán visibles para el cliente o el usuario final. Este diseño conduce a la
construcción de un prototipo y su mayor ventaja es que permite la construcción de prototipos para
la ingeniería del software y la clave es definir las reglas del juego desde el principio. (JAVIER,
2015)
Las principales etapas de este modelo son:
- Planeación
- Modelado
- Desarrollo
Ya que el proyecto realizado al ser una simulación de un proceso, se acopla de manera adecuada a
este modelo, por lo tanto, el ciclo del modelo de desarrollos de prototipos para este proyecto es el
que se puede observar en la siguiente figura.
Figura 17. Ciclo planteado para el modelo de desarrollo de prototipos de este proyecto. (Fuente: elaboración
propia)
Planeación: En esta etapa es donde se realiza la recopilación de información del proyecto, y se
planea como se realizará. Para la ejecución de este proyecto primero se tuvo que tomar información
relacionada a proyectos de grados anteriores, esto con el fin de entender el funcionamiento y partes

21
de las tres plantas caldera, dosificador y enfriador. Adicionalmente se investigó las diferentes
herramientas que se utilizaron como lo son RSLogix 5000, Matlab, OPC RSLinx, entre otras.
Modelado: En esta etapa es donde se define la estructuración que tendrá el prototipo plano, piezas,
herramientas a utilizar, entre otras. Para la ejecución de este proyecto se definió en esta etapa los
planos de como quedarían las HMI´s, que herramientas se utilizarían, se especificaron los
parámetros o datos a utilizar para los controladores difusos, se especificó como sería el ciclo que
se realizaría en la simulación, entre otras cosas.
Desarrollo: En esta etapa es donde se realiza la implementación del prototipo basándose en lo
hecho en las etapas anteriores. Para la ejecución de este proyecto se realizó en esta etapa el
desarrollo del proceso en RSLogix 5000, incorporación de la OPC RSLinx para unir RSLogix 5000
y Matlab, se realizaron los controladores difusos, realizar las HMI´s, entre otras cosas.
6.1. Diagrama de bloques de la solución.
Para el desarrollo de este proyecto se tiene el siguiente diagrama de bloques en donde se evidencia
el flujo de datos e interacciones necesarias para el correcto funcionamiento.
Figura 18. Diagrama de bloques del funcionamiento de la simulación de la planta. (Fuente: elaboración propia)
Matlab: En Matlab se implementó el modelo de variables análogas, más específicamente en
Simulink y por otro lado se desarrollaron los controladores difusos en la herramienta Fuzzy Logic
Toolbox de tal manera que se lograra controlar las variables de PH, flujo de vapor en la caldera y
caudal de líquido en el enfriador.
OPC: OPC es una tecnología de comunicación con una arquitectura de cliente y servidor. Una
aplicación actúa de servidor proporcionando datos y otra actúa como cliente leyéndolos o
manipulándolos. Este permite el intercambio de información entre múltiples dispositivos y
22
aplicaciones de control sin restricciones o límites impuestos por los fabricantes. (kepserverexopc,
2019) En este caso se implementó el servidor OPC de RSLinx el cual se comunica con Matlab y
con el PLC simulado SoftLogix 5800, con el fin de transmitir y recibir información.
PLC simulación: El PLC de simulación utilizado es el SoftLogix5800 de la industria Rockwell,
el cual se utiliza para el trabajo con controladores lógicos programables. En este caso se utilizó este
software con el fin de implementar los programas desarrollados en el Rslogix5000 para cada etapa
del proceso (dosificador, caldera y enfriador).
SCADA: El sistema SCADA es una herramienta de automatización y control industrial utilizada
en los procesos productivos que puede controlar, supervisar, recopilar datos, analizar datos y
generar informes a distancia mediante una aplicación informática. En este caso se utilizó el Factory
Talk View – site edition para simular todas las partes de la planta y visualizar las variables de
proceso.
23
7. Resultados
Para el desarrollo de este proyecto se basó en la metodología propuesta en este documento en donde
se observó una base en el modelo de desarrollo de prototipos y sus tres etapas planeación, modelado
y desarrollo. Adicionalmente se tuvo en cuenta lo planteado en el diagrama de bloques de la
solución, esto con el fin de cumplir los objetivos propuestos. Para describir el desarrollo y
resultados de este proyecto se ha dividido las siguientes partes:
7.1. Identificación de los modelos de las variables análogas
Con el fin de obtener e identificar los modelos de variables análogas primero se tuvo que entender
como es la planta pasteurizadora de leche encontradas en el laboratorio de electrónica Universidad
Distrital Francisco José de Caldas facultad Tecnológica. Para ello se tomaron tres proyectos de
grado realizados previamente con las plantas de este proceso y se pudo identificar que es un
conjunto de tres plantas de procesos en donde cada un cumple con una función específica para
obtener como resultado la leche pasteurizada, las plantas son:
Dosificador: Esta planta es la encargada de ser el punto de ingreso de la leche a procesar, en ella
se realiza el control de PH el cual debe estar en un rango de 6.5 a 6.8, adicionalmente cuenta con
un intercambiador de aumento de temperatura. El proyecto del que se tomó la información se titula
“SISTEMA DE CONTROL DE pH PARA LA ETAPA DE DOSIFICACIÓN DE LA
PLANTAPASTEURIZADORA UBICADA EN EL LABORATORIO DE INDUSTRIAL”.
(Perez, 2016)
Caldera: Esta planta es la encargada de generar vapor de agua a una temperatura aproximada de
132°C que luego por medio de una válvula proporcional es enviada al intercambiador de
temperatura del dosificador, esto con el fin de realizar el aumento térmico del producto a una
temperatura aproximada de 80°C. El proyecto del que se tomó la información se titula
“APLICACIÓN DE UN SISTEMA DE CONTROL EN LA CALDERA DE PROCESO DE
PASTEURIZACION DIDACTICA PARA EL LABORATORIO DE INDUSTRIAL DE LA
UNIVERSIDAD DISTRITAL FRANCISCO JOSE DE CALDAS FACULTAD
TECNOLOGICA”. (Bolivar & Martinez, 2019)
Enfriador: Esta planta es la encargada de reducir la temperatura de la leche por medio de un
intercambiador de calor a una temperatura que este entre un rango de 4°C a 6°C, adicionalmente
en la encargada de entregar el producto final. El proyecto del que se tomó la información se titula
“IMPLEMENTACIÓN DE UN CONTROLADOR PI SOBRE LA ETAPA DE
REFRIGERACIÓN DE LA PLANTA PASTEURIZADORA UBICADA EN EL
LABORATORIO DE INDUSTRIAL DE LA FACULTAD TECNOLÓGICA DE LA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS”. (Mancipe & Rivera, 2016)
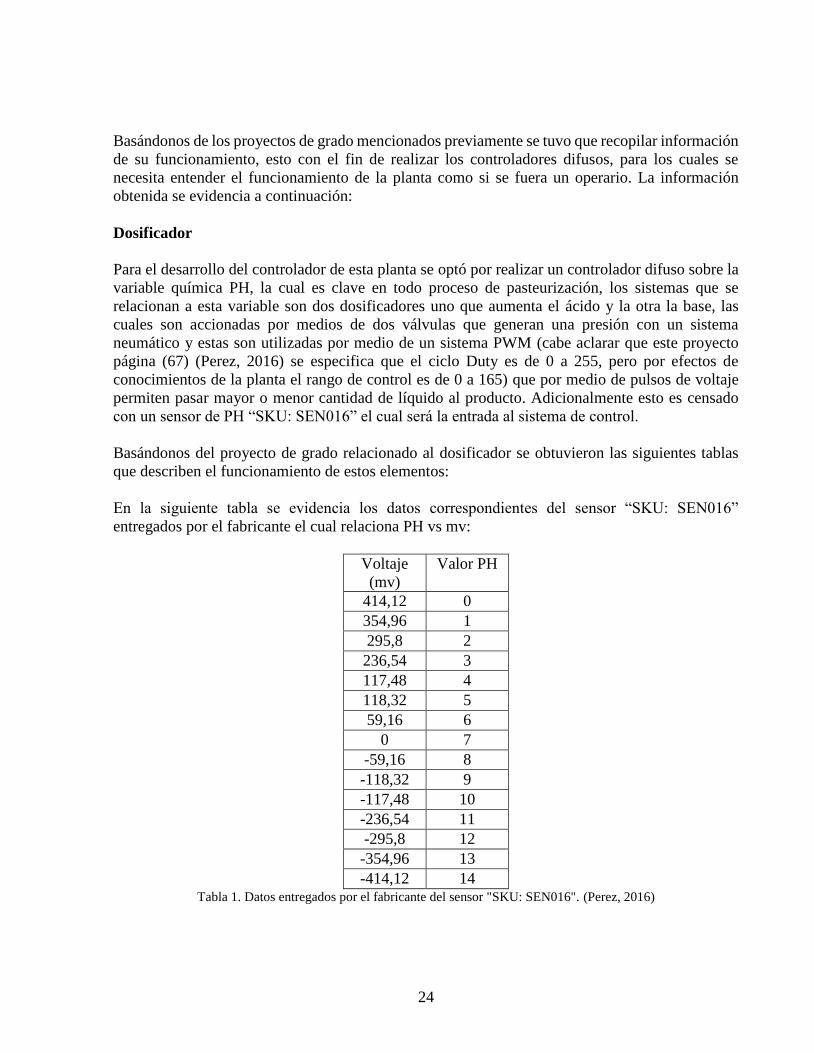
24
Basándonos de los proyectos de grado mencionados previamente se tuvo que recopilar información
de su funcionamiento, esto con el fin de realizar los controladores difusos, para los cuales se
necesita entender el funcionamiento de la planta como si se fuera un operario. La información
obtenida se evidencia a continuación:
Dosificador
Para el desarrollo del controlador de esta planta se optó por realizar un controlador difuso sobre la
variable química PH, la cual es clave en todo proceso de pasteurización, los sistemas que se
relacionan a esta variable son dos dosificadores uno que aumenta el ácido y la otra la base, las
cuales son accionadas por medios de dos válvulas que generan una presión con un sistema
neumático y estas son utilizadas por medio de un sistema PWM (cabe aclarar que este proyecto
página (67) (Perez, 2016) se especifica que el ciclo Duty es de 0 a 255, pero por efectos de
conocimientos de la planta el rango de control es de 0 a 165) que por medio de pulsos de voltaje
permiten pasar mayor o menor cantidad de líquido al producto. Adicionalmente esto es censado
con un sensor de PH “SKU: SEN016” el cual será la entrada al sistema de control.
Basándonos del proyecto de grado relacionado al dosificador se obtuvieron las siguientes tablas
que describen el funcionamiento de estos elementos:
En la siguiente tabla se evidencia los datos correspondientes del sensor “SKU: SEN016”
entregados por el fabricante el cual relaciona PH vs mv:
Voltaje
(mv)
Valor PH
414,12 0
354,96 1
295,8 2
236,54 3
117,48 4
118,32 5
59,16 6
0 7
-59,16 8
-118,32 9
-117,48 10
-236,54 11
-295,8 12
-354,96 13
-414,12 14 Tabla 1. Datos entregados por el fabricante del sensor "SKU: SEN016". (Perez, 2016)

25
En la siguiente tabla se evidencia los datos correspondientes a la linealización del sensor “SKU:
SEN016” realizados en el proyecto de grado relacionado el cual evidencia el PH(V) vs patrón PH:
PH -
Patrón
Sensor
PH(V)
1,81 0,12
2,02 0,16
2,31 0,31
3,58 0,76
6,84 1,85
10,16 3,23
11,06 3,66
11,8 3,94 Tabla 2. Datos obtenidos en la linealización del sensor "SKU: SEN016". (Pérez, 2016)
Con los datos obtenidos en la tabla 2 se genera la siguiente ecuación:
𝑃𝐻 = 1.60315573708 + 2.6197258805 ∗ (𝑉𝑜𝑙𝑡𝑎𝑗𝑒 − 1130) ( 1 )
Luego en el documento (Perez, 2016) se obtienen los modelos de variables análogas de ambos
sistemas aumento de PH por medio de una base y disminución de PH por medio de un ácido. Para
ello se enuncia que se realizó un proceso en el que se aplica el uso de identificación por caja negra.
Para la entrada se utiliza una señal paso, y se obtienen la respuesta de salida, la cual es registrada
y utilizando Toolbox de system identification de Matlab se obtienen las siguientes gráficas y
funciones de transferencia que describen el funcionamiento del sistema:
Figura 19. Respuesta al aplicar una señal paso al sistema de ácido. (Perez, 2016)

26
Figura 20. Respuesta al aplicar una señal paso al sistema de base. (Pérez, 2016)
Y los modelos de variables análogas o modelos matemáticos del sistema son:
Modelo de variables análogas para el aumento de acides:
𝐺1(𝑍) = 𝑍−1 ∗ 0.0003788 𝑍−1 + 4.746 𝑒−5 𝑍−2 −0.0002566 𝑍−3
1− 0.8329 𝑍−1−0.992 𝑍−2+0.8249 𝑍−3 ( 2 )
La cual cuenta con una aproximación de 97.13 % y tiene un tiempo de muestreo de 0.1 s.
Modelo de variables análogas para el aumento de base:
𝐺2(𝑍) = 0.0001706 𝑍−1 + 0.0001614 𝑍−2
1− 0.02252 𝑍−1−0.0881 𝑍−2 ( 3 )
La cual cuenta con una aproximación de 97.13 % y tiene un tiempo de muestreo de 0.1 s.
Caldera
Para el desarrollo del controlador de esta planta se optó por realizar un controlador difuso sobre la
variable física temperatura, la cual es clave en todo proceso de pasteurización, el sistema que se
relaciona a esta variable es la transferencia de temperatura en el intercambiador ubicado en el
dosificador para ello se debe enviar vapor de agua a una temperatura aproximada de 132°C, este
flujo de vapor es controlado por una válvula proporcional de tipo mariposa la cual cuanta con un
aproximado de 4.75 vueltas y para una mayor facilidad de uso en los sistemas de control se
determina en el proyecto (Bolivar & Martinez, 2019) página (63) que el rango de este es de 1710°

27
ya que se toma una vuelta como 360° y al ser 4.75 vueltas se obtiene ese valor, y como entrada de
este sistema se utiliza un sensor de temperatura NTC de 50KΩ.
Basándonos del proyecto de grado relacionado a la caldera se obtuvieron las siguientes tablas que
describen el funcionamiento de estos elementos:
En la siguiente tabla se evidencia los datos correspondientes del sensor “NTC de 50KΩ” entregados
por el fabricante el cual relaciona Temperatura vs Resistencia:
Temperatura (C°) Resistencia (KΩ)
22 50
30 39,5
40 26,1
60 12,1
70 8,5
95 3,8
105 2,8 Tabla 3. Datos entregados por el fabricante del sensor "NTC de 50KΩ". (Bolívar & Martínez, 2019)
En la siguiente tabla se evidencia los datos correspondientes a la linealización del sensor “NTC de
50KΩ” realizados en el proyecto de grado relacionado el cual evidencia la Temperatura vs
Resistencia:
Temperatura (C°) Resistencia (KΩ)
22 50
30 39,5
40 26,1
60 12,1
70 8,5
95 3,8
105 2,8 Tabla 4. Datos obtenidos en la linealización del sensor " NTC de 50KΩ". (Bolívar & Martínez, 2019)
Con los datos obtenidos en la tabla 4 se genera la siguiente ecuación:
𝑇 = −0.1332 𝑅 + 15.778 ( 4 )
Luego en el documento (Bolívar & Martínez, 2019) se obtiene el modelo de variables análogas
donde la entrada es temperatura del sensor de proceso en el tanque donde se ubica el intercambiador
de calor del dosificador. Para ello se enuncia que se realizó un proceso en el que se aplica el uso
de identificación por caja negra. Para la entrada se utiliza algunas señales paso, y se obtienen la
respuesta de salida, la cual es registrada y utilizando Toolbox de system identification de Matlab
se obtiene la siguiente gráfica y función de transferencia que describen el funcionamiento del
sistema:
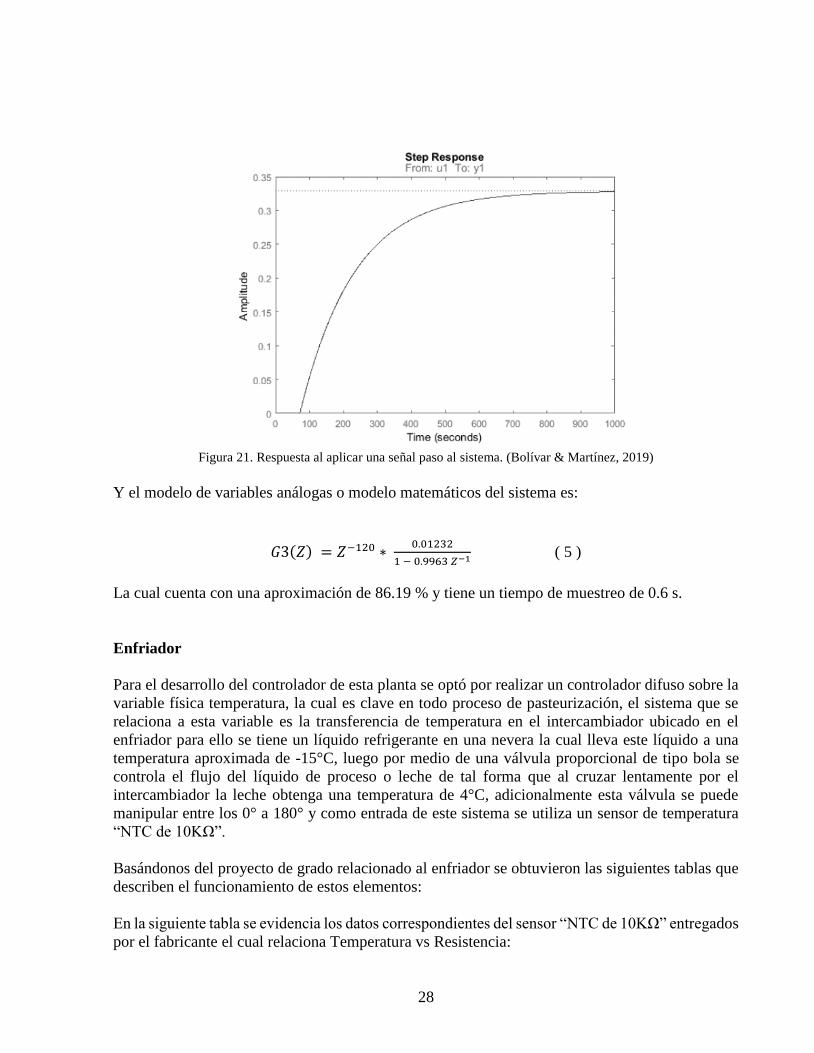
28
Figura 21. Respuesta al aplicar una señal paso al sistema. (Bolívar & Martínez, 2019)
Y el modelo de variables análogas o modelo matemáticos del sistema es:
𝐺3(𝑍) = 𝑍−120 ∗ 0.01232
1 − 0.9963 𝑍−1 ( 5 )
La cual cuenta con una aproximación de 86.19 % y tiene un tiempo de muestreo de 0.6 s.
Enfriador
Para el desarrollo del controlador de esta planta se optó por realizar un controlador difuso sobre la
variable física temperatura, la cual es clave en todo proceso de pasteurización, el sistema que se
relaciona a esta variable es la transferencia de temperatura en el intercambiador ubicado en el
enfriador para ello se tiene un líquido refrigerante en una nevera la cual lleva este líquido a una
temperatura aproximada de -15°C, luego por medio de una válvula proporcional de tipo bola se
controla el flujo del líquido de proceso o leche de tal forma que al cruzar lentamente por el
intercambiador la leche obtenga una temperatura de 4°C, adicionalmente esta válvula se puede
manipular entre los 0° a 180° y como entrada de este sistema se utiliza un sensor de temperatura
“NTC de 10KΩ”.
Basándonos del proyecto de grado relacionado al enfriador se obtuvieron las siguientes tablas que
describen el funcionamiento de estos elementos:
En la siguiente tabla se evidencia los datos correspondientes del sensor “NTC de 10KΩ” entregados
por el fabricante el cual relaciona Temperatura vs Resistencia:

29
Tabla 5. Datos entregados por el fabricante del sensor "NTC de 10KΩ". (Mancipe & Rivera, 2016)
En la siguiente tabla se evidencia los datos correspondientes a la linealización del sensor “NTC de
10KΩ” realizados en el proyecto de grado relacionado el cual evidencia la Temperatura vs
Resistencia:
Temperatura (C°) Resistencia (Ω)
-3 38230,7
-2 36294
-1 34742,1
0 32742,1
1 31113,8

30
2 29575,9
3 28122,9
4 26749,6
5 25451,3
6 24223,4
7 23061,8
8 21962,5
9 20921,8
10 19936,4
11 19002,9
12 18118,4 Tabla 6. Datos obtenidos en la linealización del sensor " NTC de 10KΩ". (Mancipe & Rivera, 2016)
Con los datos obtenidos en la tabla 6 se genera la siguiente ecuación:
𝑇 = −0.0007 𝑅 + 24.43 ( 6 )
Luego en el documento (Mancipe & Rivera, 2016) se obtiene el modelo de variables análogas
donde la entrada es la temperatura del termo pozo cuatro del enfriador el cual está ubicado antes
del tanque de entrega final del producto. Para ello se enuncia que se realizó un proceso en el que
se aplica el uso de identificación por caja negra. Para la entrada se utiliza algunas señales paso, y
se obtienen la respuesta de salida, la cual es registrada y utilizando Toolbox de system identification
de Matlab se obtiene la siguiente gráfica y función de transferencia que describen el
funcionamiento del sistema:
Figura 22. Respuesta al aplicar una señal paso al sistema. (Mancipe & Rivera, 2016)
Y el modelo de variables análogas o modelo matemáticos del sistema es:

31
𝐺4(𝑍) = 2.3 𝑍2 − 3.605 𝑍+1.674
𝑍2 − 1.255 𝑍+0.5396 ( 7 )
La cual cuenta con una aproximación de 98.2 % y tiene un tiempo de muestreo de 3.24 s.
7.2. Implementación los modelos de variables análogas
Con el fin de entender de una manera más precisa el funcionamiento de los tres sistemas a controlar
se decidió tomar las funciones de transferencia o modelos de variables análogas descriptas
anteriormente y simularlas para observar su respuesta, para ello estas cuatro funciones se
implantaron en Simulink del entorno de desarrollo de Matlab, luego de aplico una señal de tipo
paso y se tomaron en lazo abierto obteniendo lo siguiente:
Implementación del modelo de variables análogas de aumento de ácido del dosificador:
𝐺1(𝑍) = 𝑍−1 ∗ 0.0003788 𝑍−1 + 4.746 𝑒−5 𝑍−2 −0.0002566 𝑍−3
1− 0.8329 𝑍−1−0.992 𝑍−2+0.8249 𝑍−3 ( 8 )
La simulación se observa a continuación:
Figura 23. Implementación del modelo de aumento de ácido en Simulink. (Fuente: elaboración propia)
Al correr esta simulación se obtiene la siguiente respuesta:

32
Figura 24. Respuesta del modelo de aumento de ácido. (Fuente: elaboración propia)
Al observar la respuesta se puede determinar que su funcionamiento es lineal y su respuesta deriva
de lo ingresado, en este caso se simula el ingreso de 120 al actuador, ya que como se especificó
anteriormente el PWM utilizado es de 8 Bits, pero por facilidades de control el rango de ciclo útil
a trabajar será de 0 a 165 como se indica en la página (67) del proyecto (Bolivar & Martinez, 2019).
Implementación del modelo de variables análogas de aumento de base del dosificador:
𝐺2(𝑍) = 0.0001706 𝑍−1 + 0.0001614 𝑍−2
1− 0.02252 𝑍−1−0.0881 𝑍−2 ( 9 )
La simulación se observa a continuación:
Figura 25. Implementación del modelo de aumento de base en Simulink. (Fuente: elaboración propia)
Al correr esta simulación se obtiene la siguiente respuesta:

33
Figura 26. Respuesta del modelo de aumento de base. (Fuente: elaboración propia)
Al observar la respuesta se puede determinar que su funcionamiento es lineal y su respuesta deriva
de lo ingresado, en este caso se simula el ingreso de 120 al actuador, ya que como se especificó
anteriormente el PWM utilizado es de 8 Bits, pero por facilidades de control el rango de ciclo útil
a trabajar será de 0 a 165 como se indica en la página (67) del proyecto (Bolivar & Martinez, 2019).
Implementación del modelo de variables análogas de aumento de temperatura por parte de la
caldera:
𝐺3(𝑍) = 𝑍−120 ∗ 0.01232
1 − 0.9963 𝑍−1 ( 10 )
La simulación se observa a continuación:
Figura 27. Implementación del modelo de aumento de temperatura en Simulink. (Fuente: elaboración propia)
Al correr esta simulación se obtiene la siguiente respuesta:

34
Figura 28. Respuesta del modelo de temperatura de la caldera. (Fuente: elaboración propia)
Al observar la respuesta del modelo se puede evidenciar que se genera un retraso de 120 unidades
de tiempo esto debido a la composición de la función de transferencia, en el documento (Bolívar
& Martínez, 2019) se especifica que este tiempo de retraso es utilizado para evitar inconvenientes
con envió de vapor por parte de la caldera hacia el intercambiador, pero debido a que este es un
proceso de simulación se optó por tomar este retraso como uno y evitar tiempos adicionales de
perdida de información. Para la ejecución de esta simulación se utilizó un ángulo de válvula de
680°.
Implementación del modelo de variables análogas de disminución de temperatura por parte del
enfriador:
𝐺4(𝑍) = 2.3 𝑍2 − 3.605 𝑍+1.674
𝑍2 − 1.255 𝑍+0.5396 ( 11 )
La simulación se observa a continuación:
Figura 29. Implementación del modelo de disminución de temperatura en Simulink. (Fuente: elaboración propia)

35
Al correr esta simulación se obtiene la siguiente respuesta:
Figura 30. Respuesta del modelo de temperatura del enfriador. (Fuente: elaboración propia)
Esta respuesta se obtuvo utilizando un Angulo de 150° inicial para simular la temperatura de
entrada la cual es aproximadamente de 80°C y luego se aplica un Angulo de 10° para disminuir
esta temperatura a 4°C.
7.3. Desarrollo de controladores
En esta fase se realizaron los diseños e implementaciones de tres controladores difusos utilizando
el método de Mamdani, los cueles permiten controlar las variables de PH en el dosificador, flujo
de vapor en la caldera y caudal de líquido de proceso en el enfriador. Para esto se utilizó la
herramienta fuzzyLogicDesigner de Matlab y la información recopilada anteriormente para
entender el funcionamiento de estas.
Para el diseño e implementación de este control se tuvo en cuenta el modelo básico de diseño de
controles difusos el cual se puede evidenciar en la siguiente imagen:
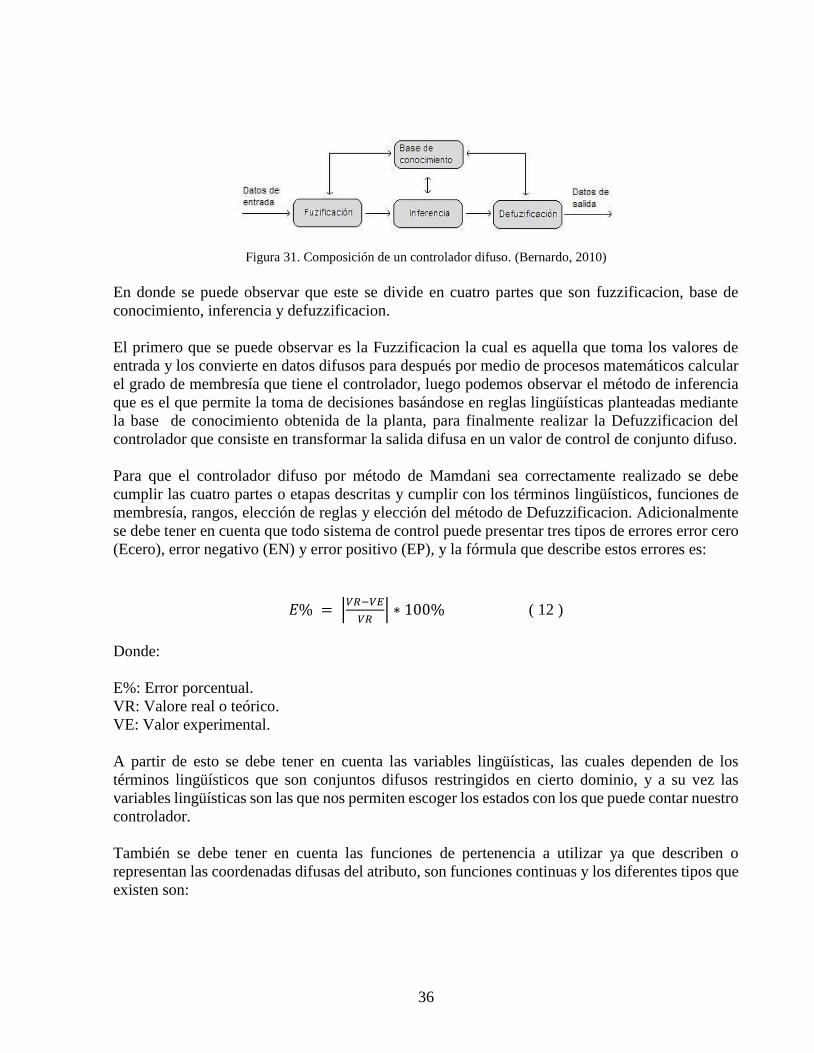
36
Figura 31. Composición de un controlador difuso. (Bernardo, 2010)
En donde se puede observar que este se divide en cuatro partes que son fuzzificacion, base de
conocimiento, inferencia y defuzzificacion.
El primero que se puede observar es la Fuzzificacion la cual es aquella que toma los valores de
entrada y los convierte en datos difusos para después por medio de procesos matemáticos calcular
el grado de membresía que tiene el controlador, luego podemos observar el método de inferencia
que es el que permite la toma de decisiones basándose en reglas lingüísticas planteadas mediante
la base de conocimiento obtenida de la planta, para finalmente realizar la Defuzzificacion del
controlador que consiste en transformar la salida difusa en un valor de control de conjunto difuso.
Para que el controlador difuso por método de Mamdani sea correctamente realizado se debe
cumplir las cuatro partes o etapas descritas y cumplir con los términos lingüísticos, funciones de
membresía, rangos, elección de reglas y elección del método de Defuzzificacion. Adicionalmente
se debe tener en cuenta que todo sistema de control puede presentar tres tipos de errores error cero
(Ecero), error negativo (EN) y error positivo (EP), y la fórmula que describe estos errores es:
𝐸% = |𝑉𝑅−𝑉𝐸
𝑉𝑅| ∗ 100% ( 12 )
Donde:
E%: Error porcentual.
VR: Valore real o teórico.
VE: Valor experimental.
A partir de esto se debe tener en cuenta las variables lingüísticas, las cuales dependen de los
términos lingüísticos que son conjuntos difusos restringidos en cierto dominio, y a su vez las
variables lingüísticas son las que nos permiten escoger los estados con los que puede contar nuestro
controlador.
También se debe tener en cuenta las funciones de pertenencia a utilizar ya que describen o
representan las coordenadas difusas del atributo, son funciones continuas y los diferentes tipos que
existen son:
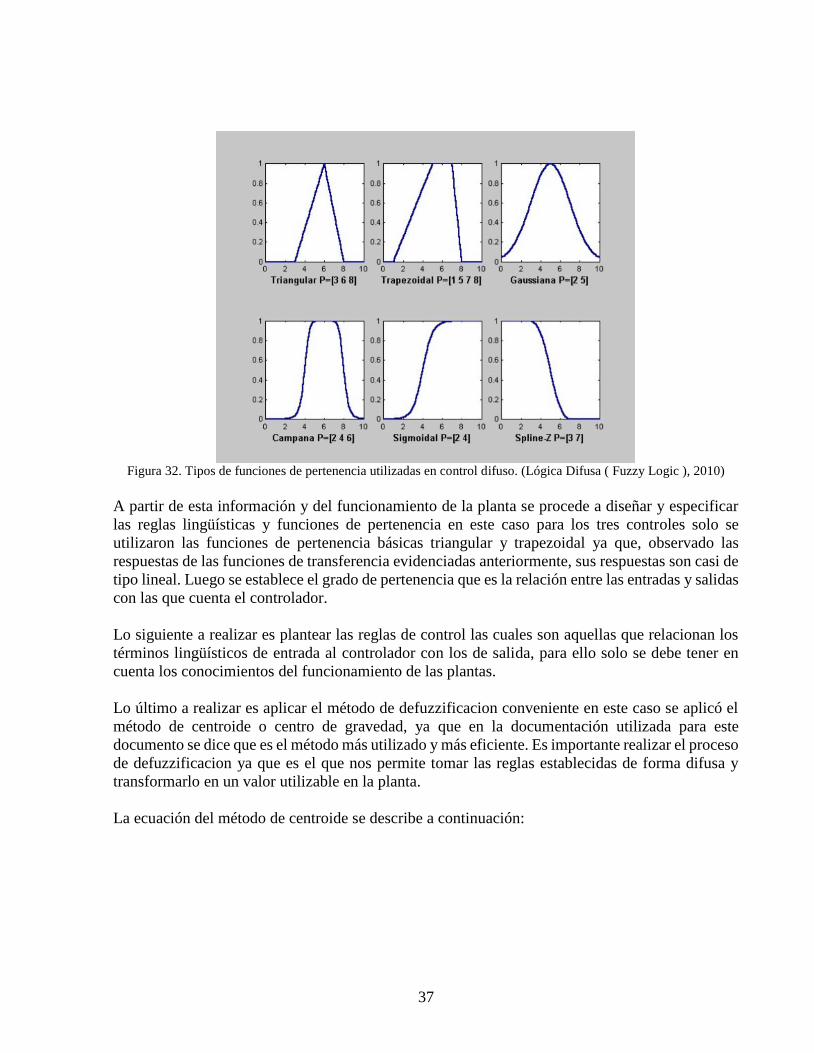
37
Figura 32. Tipos de funciones de pertenencia utilizadas en control difuso. (Lógica Difusa ( Fuzzy Logic ), 2010)
A partir de esta información y del funcionamiento de la planta se procede a diseñar y especificar
las reglas lingüísticas y funciones de pertenencia en este caso para los tres controles solo se
utilizaron las funciones de pertenencia básicas triangular y trapezoidal ya que, observado las
respuestas de las funciones de transferencia evidenciadas anteriormente, sus respuestas son casi de
tipo lineal. Luego se establece el grado de pertenencia que es la relación entre las entradas y salidas
con las que cuenta el controlador.
Lo siguiente a realizar es plantear las reglas de control las cuales son aquellas que relacionan los
términos lingüísticos de entrada al controlador con los de salida, para ello solo se debe tener en
cuenta los conocimientos del funcionamiento de las plantas.
Lo último a realizar es aplicar el método de defuzzificacion conveniente en este caso se aplicó el
método de centroide o centro de gravedad, ya que en la documentación utilizada para este
documento se dice que es el método más utilizado y más eficiente. Es importante realizar el proceso
de defuzzificacion ya que es el que nos permite tomar las reglas establecidas de forma difusa y
transformarlo en un valor utilizable en la planta.
La ecuación del método de centroide se describe a continuación:

38
Figura 33. Ecuación que describe el método del centroide. (Daniel Felipe Gordillo Gonzalez, 2021)
Donde R es el número de reglas.
Controlador de PH (Dosificador)
Lo primero que se debe realizar es plantear que entradas y salidas que tendrá el sistema y entre que
rangos se evidencia el correcto funcionamiento de estas. Cabe aclarar que en el proyecto de grado
que se tuvo en cuenta para este controlador se toma una división de PH ya que son dos salidas
diferentes que debemos garantizar que ellas puedan estar en un valor 0, para ello se planteó el
nuevo rango -7 a 7 de PH donde los valores inferiores a cero se relacionan con acidez y los
superiores a cero se relacionara con la base, posteriormente este nivel se corregirá con un proceso
matemático:
- Error de PH, tipo entrada y su rango de datos esta entre -7 PH y 7 PH.
- PWM Acido, tipo salida y su rango de datos esta entre 0 y 165 ciclo Duty.
- PWM Base, tipo salida y su rango de datos esta entre 0 y 165 ciclo Duty.
Partiendo de lo descrito anteriormente se plantean las variables lingüísticas del sistema a controlar
en donde se debe evidenciar los rangos de trabajo los cuales se especifican con base en la
información obtenida de los proyectos de grado anteriores y conocimientos adquiridos con respecto
a este proceso (Perez, 2016):
Error de PH Entrada
Variables
lingüísticas
Descripción Rango (PH)
EPHASA Error de PH acido muy alto -7 a -3
EPHAA Error de PH acido alto -3.5 a -1.8
EPHAM Error de PH acido medio -2.5 a -1
EPHAB Error de PH acido bajo -2 a -0.6
EPHASB Error de PH acido muy bajo -1 a 0
EPHCERO Error de PH cero 0
EPHBSB Error de PH base muy bajo 0 a 0.6
EPHBB Error de PH base bajo 0.4 a 1
EPHBM Error de PH base medio 0.6 a1.6

39
EPHBA Error de PH base alto 1.1 a 2.6
EPHBSA Error de PH base muy alto 1.8 a 7 Tabla 7. Variables lingüísticas planteadas para la entrada del dosificador. (Fuente: elaboración propia)
PWM de Acido Salida
Variables
lingüísticas
Descripción Rango (ciclo
Duty)
PWMACERO PWM de ácido en cero 0
PWMASB PWM de ácido muy bajo 0 a 29
PWMAB PWM de ácido bajo 20 a 80
PWMAM PWM de ácido medio 60 a 100
PWMAA PWM de ácido alto 80 a 120
PWMASA PWM de ácido muy alto 100 a 165 Tabla 8. Variables lingüísticas planteadas para la salida de ácido del dosificador. (Fuente: elaboración propia)
PWM de Base Salida
Variables
lingüísticas
Descripción Rango (ciclo
Duty)
PWMBCERO PWM de base en cero 0
PWMBSB PWM de base muy bajo 0 a 30
PWMBB PWM de base bajo 40 a 100
PWMBM PWM de base medio 60 a 100
PWMBA PWM de base alto 80 a 140
PWMBSA PWM de base muy alto 120 a 165 Tabla 9. Variables lingüísticas planteadas para la salida de ácido del dosificador. (Fuente: elaboración propia)
Luego de esto utilizando la herramienta de fuzzyLogicDesigner se crea el esquemático del
controlador:
Figura 34. Esquemático del controlador del dosificador. (Fuente: elaboración propia)

40
Para implementar funciones de pertenencia como se enuncio anteriormente todos serán de tipo
triangular menos EPHASA, EPHBSA, PWMASA y PWMBSA, los cuales serán de tipo trapezoidal
ya que en estas variables lingüísticas se necesita que el valor asociado se mantenga un mayor
tiempo. Obteniendo lo siguiente
Figura 35. Funciones de pertenencia implementadas para la entrada del controlador del dosificador. (Fuente:
elaboración propia)
Figura 36. Funciones de pertenencia implementadas para la salida acida del controlador del dosificador. (Fuente:
elaboración propia)

41
Figura 37. Funciones de pertenencia implementadas para la salida base del controlador del dosificador. (Fuente:
elaboración propia)
Para la implementación de las reglas de control se tuvo en cuenta la información recopilada
anteriormente obteniendo:
Figura 38. Reglas utilizadas para el controlador de PH en la caldera. (Fuente: elaboración propia)
Adicionalmente en la herramienta se usa el método de defuzzificacion del centroide y se puede
observar le respuesta del controlador de entrada vs salidas, y la respuesta por parte de las reglas de
control.

42
Figura 39. Respuesta del controlador EPH VS PWMACIDO. (Fuente: elaboración propia)
Figura 40. Respuesta del controlador EPH VS PWMBASE. (Fuente: elaboración propia)

43
Figura 41. Respuesta del controlador generada por las reglas de control. (Fuente: elaboración propia)
Por último, para validar la funcionabilidad del controlador se implantó el control en Simulink, para
ello se tuvo en cuenta que el nivel de la señal de salida debería tener un aumento de 7 unidades por
las razones descritas anteriormente, adicionalmente el error de entrada del sistema será la suma de
los resultados de las dos funciones de transferencia, y debe estar implementado en lazo cerrado.
Por lo tanto, se obtuvo lo siguiente:
Figura 42. Controlador de PH para el dosificador. (Fuente: elaboración propia)
Y la respuesta que se obtiene por parte de este control es:

44
Figura 43. Respuesta del sistema de control para el dosificador. (Fuente: elaboración propia)
Para este control se debe tener en cuenta que siempre las variables de Simulink empiezan en un
nivel 0 por lo tanto la salida de PH inicial es 7 debido a las condiciones establecidas previamente
para el controlador y en el proceso que se evidenciara más adelante se tiene que enviar la condición
inicial previamente, ya que debe establecerse en ese valor para el inicio del proceso en este caso
para la simulación se utilizó una señal paso con un valor inicial de 12 PH que luego será enviado a
6.8 PH esto con el fin de validar la respuesta de aumento de ácido y de base.
Cabe aclarar que un control difuso es un proceso matemático que se realiza para cada valor
ingresado, con el fin de validar matemáticamente el controlador realizado tomaremos un valor de
entrada y realizaremos el proceso matemático:
Para este caso se tomará como valor de entrada 1.5 PH como se muestra en la siguiente figura:
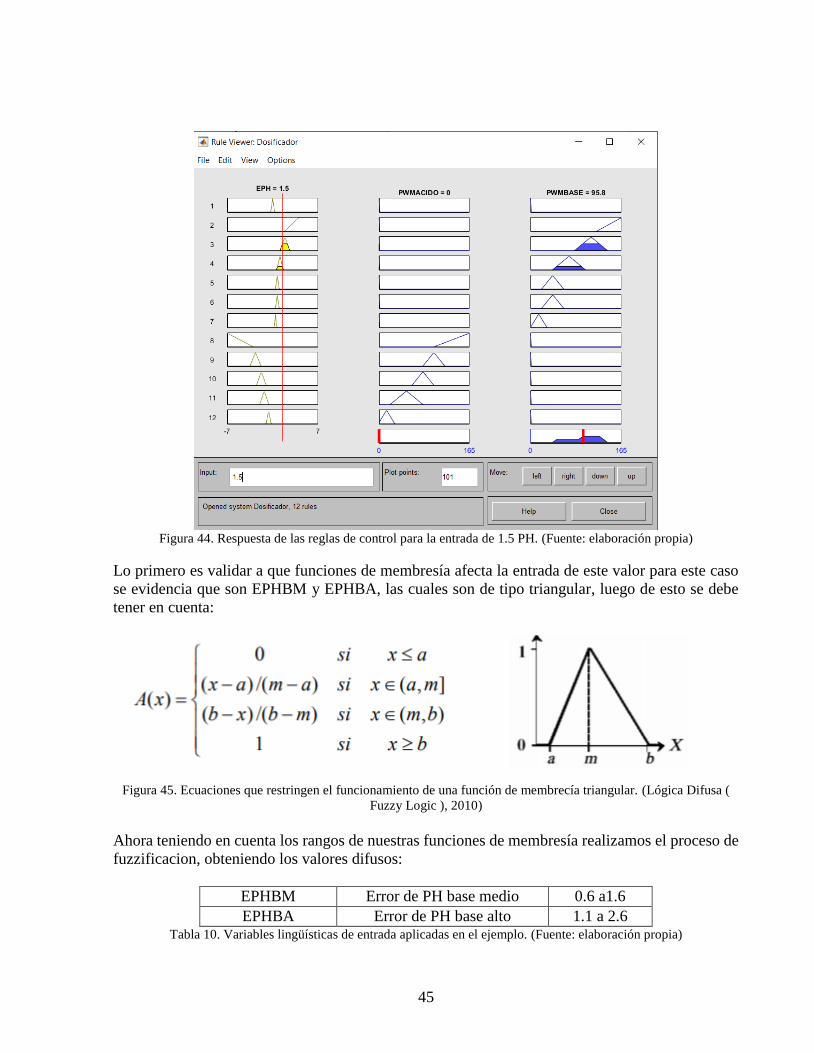
45
Figura 44. Respuesta de las reglas de control para la entrada de 1.5 PH. (Fuente: elaboración propia)
Lo primero es validar a que funciones de membresía afecta la entrada de este valor para este caso
se evidencia que son EPHBM y EPHBA, las cuales son de tipo triangular, luego de esto se debe
tener en cuenta:
Figura 45. Ecuaciones que restringen el funcionamiento de una función de membrecía triangular. (Lógica Difusa (
Fuzzy Logic ), 2010)
Ahora teniendo en cuenta los rangos de nuestras funciones de membresía realizamos el proceso de
fuzzificacion, obteniendo los valores difusos:
EPHBM Error de PH base medio 0.6 a1.6
EPHBA Error de PH base alto 1.1 a 2.6 Tabla 10. Variables lingüísticas de entrada aplicadas en el ejemplo. (Fuente: elaboración propia)

46
μ1 =1.625−1.5
1.625−1.125= 0.25 ( 13 )
μ2 =1.5−1.15
1.9−1.15= 0.466 ( 14 )
Ahora con los valores de fuzzificacion debemos aplicar el método de inferencia para ello primero
debemos validar que reglas se aplican con esas funciones de membresía:
Figura 46. Reglas de control aplicadas al control difuso del PH. (Fuente: elaboración propia)
Podemos observar que según las reglas planteadas se aplicaría en este caso 2 y 3. Por lo tanto la
salida en este caso estaría relacionada con las funciones de membresía PWMBM y PWMBA. Lo
siguiente es aplicar la defuzzificacion que en este caso es el método de centroide para lo cual se
aplicara la fórmula:
Cx = ∑ AsXi∗Cxi
∑ AsXi ( 15 )
Donde AsX es el área y Cx son los puntos de corte de la respuesta, para este caso el área relacionada
con la respuesta del controlador es:
Figura 47. Funciones de membresía relacionadas a la salida de base. (Fuente: elaboración propia)
Aplicando las ecuaciones enunciadas en la figura 45 procederemos a encontrar los puntos de
intersección de las dos funciones de membresía, adicionalmente se debe tener en cuenta las
variables difusas obtenidas en el proceso de fuzzificacion:

47
PWMBM PWM de base medio 60 a 100
PWMBA PWM de base alto 80 a 140 Tabla 11. Variables lingüísticas de salida aplicadas en el ejemplo. (Fuente: elaboración propia)
Cx1 = 40 + 0.25(70 − 40) = 47.5 ( 16 )
Cx2 = 100 − 0.25(100 − 70) = 92.5 ( 17 )
Cx3 = 80 + 0.466(110 − 80) = 93.98 ( 18 )
Cx4 = 140 − 0.466(140 − 110) = 126.02 ( 19 )
Ahora se procede a hallar las áreas:
AsX1 = (92.5 − 47.5) ∗ 0.25 = 11.25 ( 20 )
AsX2 =(93.98−92.5)(0.466−0.25)
2= 0.159 ( 21 )
AsX3 = (126.02 − 93.98) ∗ 0.466 = 14.93 ( 22 )
AsX4 =(140−126.02)∗0.466
2= 3.257 ( 23 )
Ahora procedemos a remplazar en la ecuación (15):
Cx = (47.5∗11.25)+(92.5∗0.159)+(93.98∗14.93)+(126.02∗3.257)
11.25+0.159+14.93+3.257= 95.3 ( 24 )
Podemos observar que el valor después de la defuzzificacion es muy aproximado al valor
visualizado en el control hecho en Matlab.
Controlador de flujo de vapor (Caldera)
Lo primero que se debe realizar es plantear que entradas y salidas tendrá el sistema y entre que
rangos se evidencia el correcto funcionamiento de estas. Cabe aclarar que este sistema en la planta
real según el documento en que se basó, no cuenta con el control de descenso de temperatura, solo
puede aumentar la temperatura del proceso, pero se debe tener en cuenta que la planta real se
presentan alteraciones por factores externos como lo es la temperatura ambiente, con el fin de
entender esto mejor podría especificarse de la siguiente forma, al realizar el proceso de
calentamiento de la leche el control en la planta real dejaría pasar vapor caliente al intercambiador
de calor realizando el aumento de temperatura de leche hasta los 80°C, luego comenzara a cerrar
la válvula. Pero esta leche no se mantendrá siempre a esta temperatura, esta comenzara a enfriarse

48
lentamente, para que luego se efectué nuevamente el control y mantenga esta temperatura, pero al
ser este un proceso de simulación no se evidenciara esto, por lo tanto como una función de
transferencia debería responder correctamente a valores positivos y negativos se ha planteado la
creación de una parte negativa para la apertura de la válvula de flujo, de tal forma que se pueda
realizar una disminución de temperatura, y realizar un control más eficiente y real en esta
simulación.
- Error de Temperatura, tipo entrada y su rango de datos esta entre -90 °C y 90°C.
- Angulo de apertura de válvula, tipo salida y su rango de datos esta entre -1710° y 1710°
Partiendo de lo descrito anteriormente se plantean las variables lingüísticas del sistema a controlar
en donde se debe evidenciar los rangos de trabajo los cuales se especifican con base en la
información obtenida de los proyectos de grado anteriores y conocimientos adquiridos con respecto
a este proceso (Bolívar & Martínez, 2019):
Error de Temperatura Entrada
Variables
lingüísticas
Descripción Rango
(°C)
ENG Error negativo grande -90 a -10
ENMG Error negativo medianamente grande -35 a -15
ENM Error negativo mediano -22 a -8
ENMP Error negativo medianamente pequeño -10 a -2
ENP Error negativo pequeño -6 a 0
ECERO Error en cero 0
EPP Error positivo pequeño 0 a 3
EPMP Error positivo medianamente pequeño 2 a 6
EPM Error positivo mediano 4 a 10
EPMG Error positivo medianamente grande 6 a 14
EPG Error positivo grande 10 a 90 Tabla 12. Variables lingüísticas planteadas para la entrada de la caldera. (Fuente: elaboración propia)
Angulo de Válvula de salida
Variables
lingüísticas
Descripción Rango (°)
ANG Angulo negativo grande -1710 a -1080
ANMG Angulo negativo medianamente grande -1440 a -864
ANM Angulo negativo mediano -1044 a -540
ANMP Angulo negativo medianamente pequeño -792 a -288
ANP Angulo negativo pequeño -432 a 0
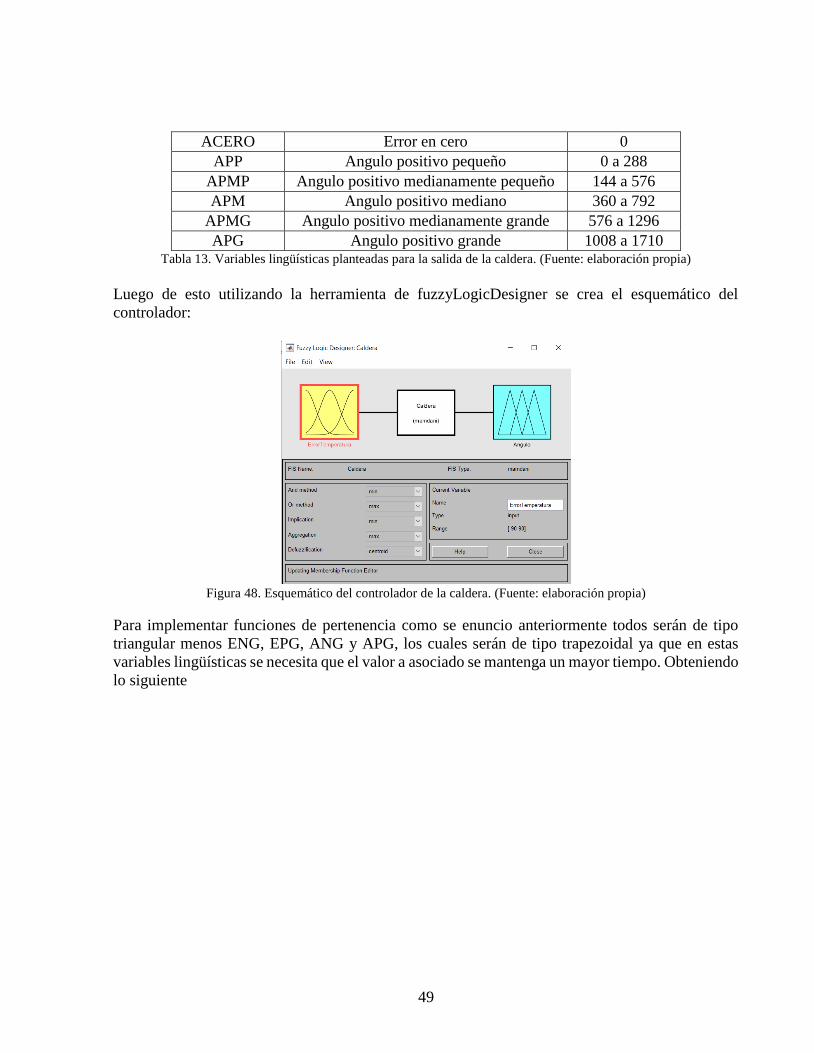
49
ACERO Error en cero 0
APP Angulo positivo pequeño 0 a 288
APMP Angulo positivo medianamente pequeño 144 a 576
APM Angulo positivo mediano 360 a 792
APMG Angulo positivo medianamente grande 576 a 1296
APG Angulo positivo grande 1008 a 1710 Tabla 13. Variables lingüísticas planteadas para la salida de la caldera. (Fuente: elaboración propia)
Luego de esto utilizando la herramienta de fuzzyLogicDesigner se crea el esquemático del
controlador:
Figura 48. Esquemático del controlador de la caldera. (Fuente: elaboración propia)
Para implementar funciones de pertenencia como se enuncio anteriormente todos serán de tipo
triangular menos ENG, EPG, ANG y APG, los cuales serán de tipo trapezoidal ya que en estas
variables lingüísticas se necesita que el valor a asociado se mantenga un mayor tiempo. Obteniendo
lo siguiente
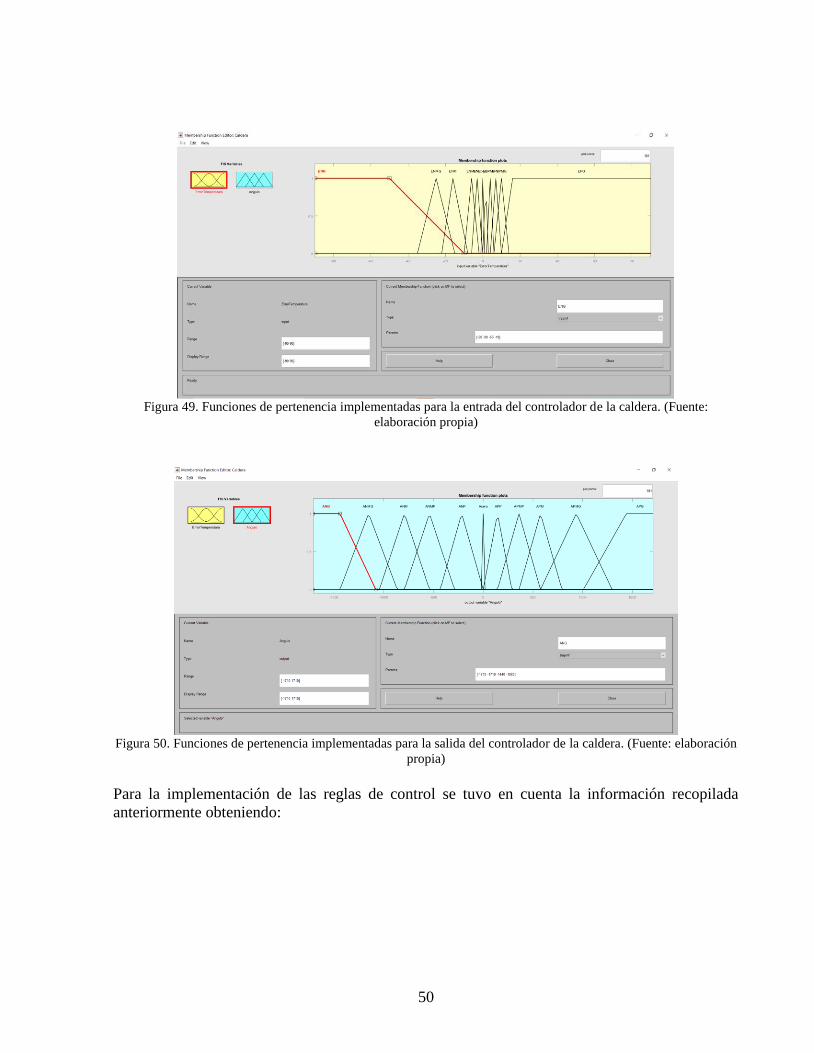
50
Figura 49. Funciones de pertenencia implementadas para la entrada del controlador de la caldera. (Fuente:
elaboración propia)
Figura 50. Funciones de pertenencia implementadas para la salida del controlador de la caldera. (Fuente: elaboración
propia)
Para la implementación de las reglas de control se tuvo en cuenta la información recopilada
anteriormente obteniendo:

51
Figura 51. Reglas utilizadas para el controlador de flujo de vapor en la caldera. (Fuente: elaboración propia)
Adicionalmente en la herramienta se usa el método de defuzzificacion del centroide y se puede
observar le respuesta del controlador de entrada vs salida, y la respuesta por parte de las reglas de
control.
Figura 52. Respuesta del controlador Error Temperatura VS Angulo. (Fuente: elaboración propia)
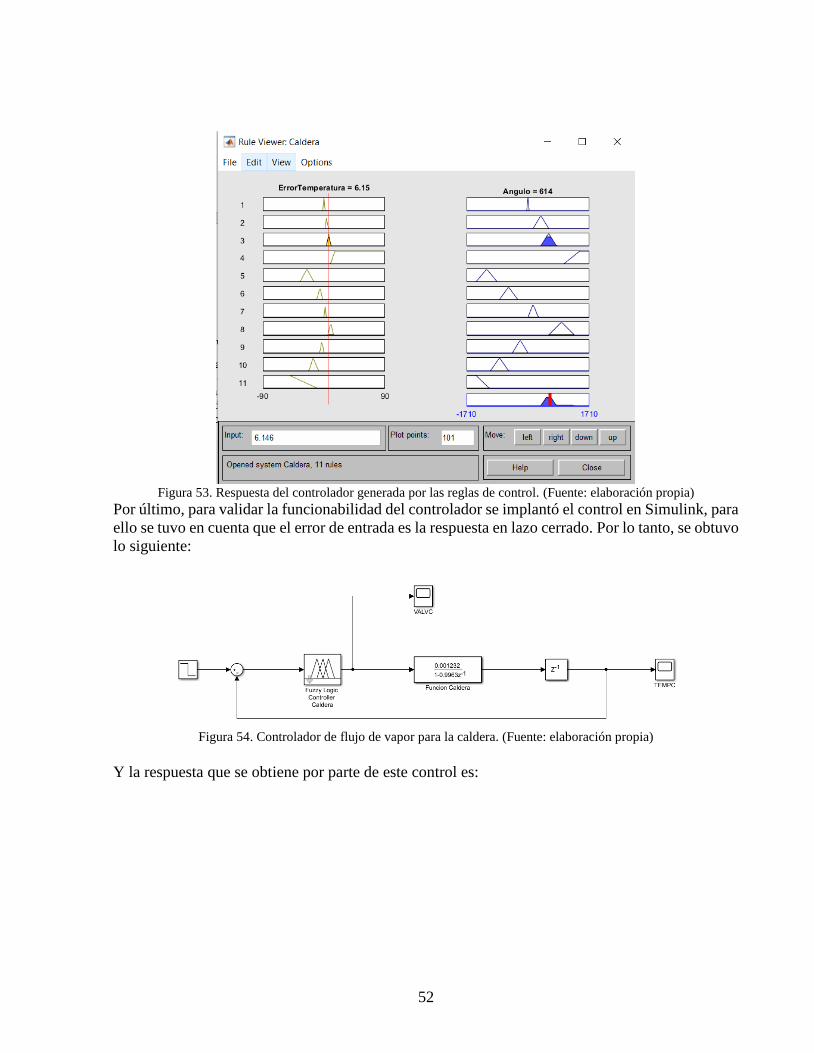
52
Figura 53. Respuesta del controlador generada por las reglas de control. (Fuente: elaboración propia)
Por último, para validar la funcionabilidad del controlador se implantó el control en Simulink, para
ello se tuvo en cuenta que el error de entrada es la respuesta en lazo cerrado. Por lo tanto, se obtuvo
lo siguiente:
Figura 54. Controlador de flujo de vapor para la caldera. (Fuente: elaboración propia)
Y la respuesta que se obtiene por parte de este control es:

53
Figura 55. Respuesta del sistema de control para la caldera. (Fuente: elaboración propia)
Para este control se debe tener en cuenta que siempre las variables de Simulink empiezan en un
nivel 0 por lo tanto la temperatura inicial es 0°C, en este caso para la simulación se utilizó una
señal paso con un valor inicial de 80 °C que luego será enviado a 4°C esto con el fin de validar la
respuesta de aumento y disminución de temperatura.
Cabe aclarar que un control difuso es un proceso matemático que se realiza para cada valor
ingresado, con el fin de validar matemáticamente el controlador realizado tomaremos un valor de
entrada y realizaremos el proceso matemático:
Para este caso se tomará como valor de entrada 9°C como se muestra en la siguiente figura:
Figura 56. Respuesta de las reglas de control para la entrada de 9 °C. (Fuente: elaboración propia)

54
Lo primero es validar a que funciones de membresía afecta la entrada de este valor para este caso
se evidencia que son EPM y EPMG, las cuales son de tipo triangular, luego de esto se debe tener
en cuenta:
Figura 57. Ecuaciones que restringen el funcionamiento de una función de membrecía triangular. (Lógica Difusa (
Fuzzy Logic ), 2010)
Ahora teniendo en cuenta los rangos de nuestras funciones de membresía realizamos el proceso de
fuzzificacion, obteniendo los valores difusos:
EPM Error positivo mediano 4 a 10
EPMG Error positivo medianamente grande 6 a 14 Tabla 14. Variables lingüísticas de entrada aplicadas en el ejemplo. (Fuente: elaboración propia)
μ1 =10−9
10−7= 0.333 ( 25 )
μ2 =9−6
10−6= 0.75 ( 26 )
Ahora con los valores de fuzzificacion debemos aplicar el método de inferencia para ello primero
debemos validar que reglas se aplican con esas funciones de membresía:
Figura 58. Reglas de control aplicadas al control difuso del flujo de vapor. (Fuente: elaboración propia)
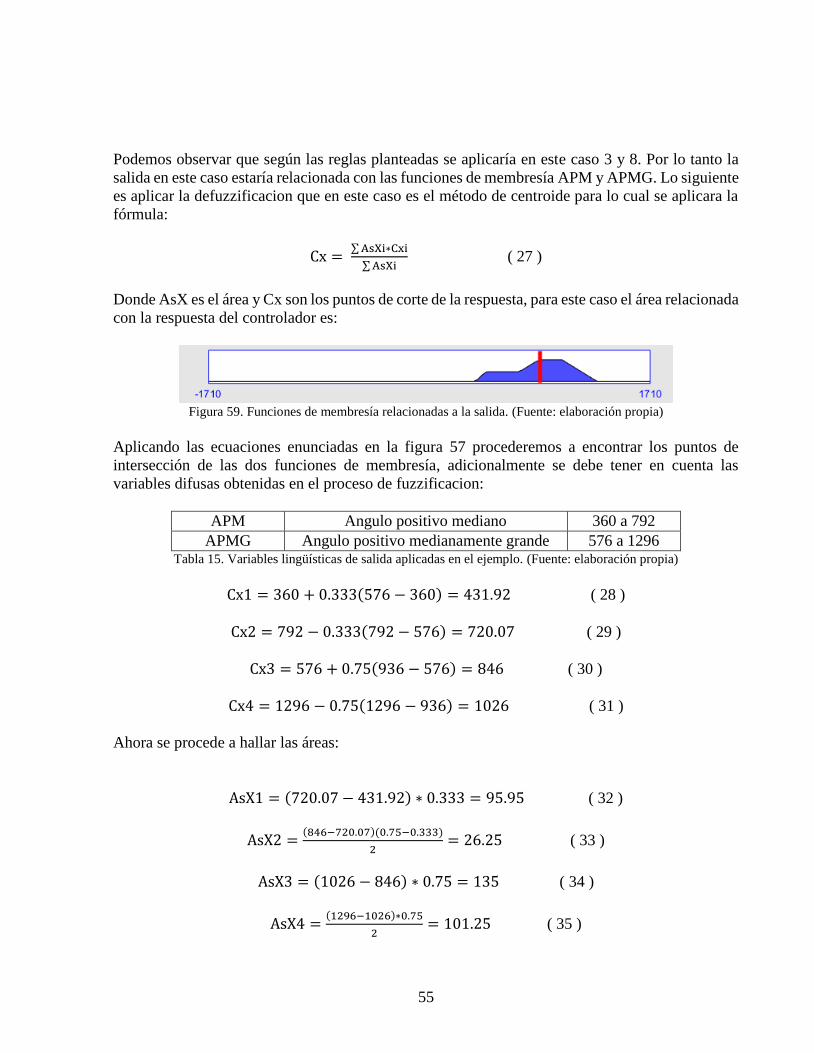
55
Podemos observar que según las reglas planteadas se aplicaría en este caso 3 y 8. Por lo tanto la
salida en este caso estaría relacionada con las funciones de membresía APM y APMG. Lo siguiente
es aplicar la defuzzificacion que en este caso es el método de centroide para lo cual se aplicara la
fórmula:
Cx = ∑ AsXi∗Cxi
∑ AsXi ( 27 )
Donde AsX es el área y Cx son los puntos de corte de la respuesta, para este caso el área relacionada
con la respuesta del controlador es:
Figura 59. Funciones de membresía relacionadas a la salida. (Fuente: elaboración propia)
Aplicando las ecuaciones enunciadas en la figura 57 procederemos a encontrar los puntos de
intersección de las dos funciones de membresía, adicionalmente se debe tener en cuenta las
variables difusas obtenidas en el proceso de fuzzificacion:
APM Angulo positivo mediano 360 a 792
APMG Angulo positivo medianamente grande 576 a 1296 Tabla 15. Variables lingüísticas de salida aplicadas en el ejemplo. (Fuente: elaboración propia)
Cx1 = 360 + 0.333(576 − 360) = 431.92 ( 28 )
Cx2 = 792 − 0.333(792 − 576) = 720.07 ( 29 )
Cx3 = 576 + 0.75(936 − 576) = 846 ( 30 )
Cx4 = 1296 − 0.75(1296 − 936) = 1026 ( 31 )
Ahora se procede a hallar las áreas:
AsX1 = (720.07 − 431.92) ∗ 0.333 = 95.95 ( 32 )
AsX2 =(846−720.07)(0.75−0.333)
2= 26.25 ( 33 )
AsX3 = (1026 − 846) ∗ 0.75 = 135 ( 34 )
AsX4 =(1296−1026)∗0.75
2= 101.25 ( 35 )

56
Ahora procedemos a remplazar en la ecuación (27):
Cx = (431.92∗95.95)+(720.07∗26.25)+(846∗135)+(1026∗101.25)
95.95+26.25+135+101.25= 842 ( 36 )
Podemos observar que el valor después de la defuzzificacion es muy aproximado al valor
visualizado en el control hecho en Matlab.
Controlador de caudal de líquido de proceso (Enfriador)
Lo primero que se debe realizar es plantear que entradas y salidas que tendrá el sistema y entre que
rangos se evidencia el correcto funcionamiento de estas. Cabe aclarar que este sistema en la planta
real según el documento en que se basó, no cuenta con el control de acenso de temperatura, solo
puede disminuir la temperatura del proceso, pero se debe tener en cuenta que la planta real se
presentan alteraciones por factores externos como lo es la temperatura ambiente, con el fin de
entender esto mejor podría especificarse de la siguiente forma, al realizar el proceso de
enfriamiento de la leche el control en la planta real dejaría pasar el líquido de proceso por
intercambiador de calor dispuesto en un tanque con un líquido refrigerante a -15°C, para llevar el
líquido de proceso a una temperatura de 4°C e ira cerrando la válvula lentamente. Pero esta leche
no se mantendrá siempre a esta temperatura, esta comenzara a calentarse lentamente, para que
luego se efectué nuevamente el control y mantenga esta temperatura, pero al ser este un proceso de
simulación no se evidenciara esto, por lo tanto como una función de transferencia debería responder
correctamente a valores positivos y negativos se ha planteado la creación de una parte negativa
para la apertura de la válvula de caudal, de tal forma que se pueda realizar un aumento de
temperatura, y realizar un control más eficiente y real en esta simulación.
- Error de Temperatura, tipo entrada y su rango de datos esta entre -90 °C y 90°C.
- Angulo de apertura de válvula, tipo salida y su rango de datos esta entre -180° y 180°
Partiendo de lo descrito anteriormente se plantean las variables lingüísticas del sistema a controlar
en donde se debe evidenciar los rangos de trabajo los cuales se especifican con base en la
información obtenida de los proyectos de grado anteriores y conocimientos adquiridos con respecto
a este proceso (Mancipe & Rivera, 2016)
Error de Temperatura Entrada
Variables
lingüísticas
Descripción Rango
(°C)
ENSG Error negativo supremamente grande -90 a -30
ENG Error negativo grande -40 a -20

57
ENM Error negativo mediano -24 a -10
ENP Error negativo pequeño -15 a -5
ENSP Error negativo supremamente pequeño -10 a 0
ECERO Error en cero 0
EPSP Error positivo supremamente pequeño 0 a 5
EPP Error positivo pequeño 2.5 a 10
EPM Error positivo mediano 6 a 18
EPG Error positivo grande 10 a 30
EPSG Error positivo supremamente grande 20 a 90 Tabla 16. Variables lingüísticas planteadas para la entrada del enfriador. (Fuente: elaboración propia)
Angulo de Válvula de salida
Variables
lingüísticas
Descripción Rango (°)
ANSG Angulo negativo supremamente grande -180 a -120
ANG Angulo negativo grande -150 a -70
ANM Angulo negativo mediano -105 a -35
ANP Angulo negativo pequeño -60 a -10
ANSP Angulo negativo supremamente pequeño -18 a 0
ACERO Error en cero 0
APSP Angulo positivo supremamente pequeño 0 a 20
APP Angulo positivo pequeño 10 a 70
APM Angulo positivo mediano 40 a 120
APG Angulo positivo grande 80 a 160
APSG Angulo positivo supremamente grande 130 a 180 Tabla 17. Variables lingüísticas planteadas para la salida del enfriador. (Fuente: elaboración propia)
Luego de esto utilizando la herramienta de fuzzyLogicDesigner se crea el esquemático del
controlador:

58
Figura 60. Esquemático del controlador de la caldera. (Fuente: elaboración propia)
Para implementar funciones de pertenencia como se enuncio anteriormente todos serán de tipo
triangular menos ENSG, EPSG, ANSG y APSG, los cuales serán de tipo trapezoidal ya que en
estas variables lingüísticas se necesita que el valor a asociado se mantenga un mayor tiempo.
Obteniendo lo siguiente
Figura 61. Funciones de pertenencia implementadas para la entrada del controlador del enfriador. (Fuente:
elaboración propia)

59
Figura 62. Funciones de pertenencia implementadas para la salida del controlador del enfriador. (Fuente: elaboración
propia)
Para la implementación de las reglas de control se tuvo en cuenta la información recopilada
anteriormente obteniendo:
Figura 63. Reglas utilizadas para el controlador de caudal de líquido de proceso en el enfriador. (Fuente: elaboración
propia)

60
Adicionalmente en la herramienta se usa el método de defuzzificacion del centroide y se puede
observar le respuesta del controlador de entrada vs salida, y la respuesta por parte de las reglas de
control.
Figura 64. Respuesta del controlador Error Temperatura VS Angulo. (Fuente: elaboración propia)

61
Figura 65. Respuesta del controlador generada por las reglas de control. (Fuente: elaboración propia)
Por último, para validar la funcionabilidad del controlador se implantó el control en Simulink, para
ello se tuvo en cuenta que el error de entrada es la respuesta en lazo cerrado. Por lo tanto, se obtuvo
lo siguiente:
Figura 66. Controlador de caudal de líquido de proceso para el enfriador. (Fuente: elaboración propia)
Y la respuesta que se obtiene por parte de este control es:

62
Figura 67. Respuesta del sistema de control para el enfriador. (Fuente: elaboración propia)
Para este control se debe tener en cuenta que siempre las variables de Simulink empiezan en un
nivel 0 por lo tanto la temperatura inicial es 0°C, en este caso para la simulación se utilizó una
señal paso con un valor inicial de 80 °C que luego será enviado a 4°C esto con el fin de validar la
respuesta de aumento y disminución de temperatura.
Cabe aclarar que un control difuso es un proceso matemático que se realiza para cada valor
ingresado, con el fin de validar matemáticamente el controlador realizado tomaremos un valor de
entrada y realizaremos el proceso matemático:
Para este caso se tomará como valor de entrada el error de temperatura -23 °C como se muestra en
la siguiente figura:
Figura 68. Respuesta de las reglas de control para la entrada de -23 °C. (Fuente: elaboración propia)

63
Lo primero es validar a que funciones de membresía afecta la entrada de este valor para este caso
se evidencia que son ENM y ENG, las cuales son de tipo triangular, luego de esto se debe tener en
cuenta:
Figura 69. Ecuaciones que restringen el funcionamiento de una función de membrecía triangular. (Lógica Difusa (
Fuzzy Logic ), 2010)
Ahora teniendo en cuenta los rangos de nuestras funciones de membresía realizamos el proceso de
fuzzificacion, obteniendo los valores difusos:
ENG Error negativo grande -40 a -20
ENM Error negativo mediano -24 a -10 Tabla 18. Variables lingüísticas de entrada aplicadas en el ejemplo. (Fuente: elaboración propia)
μ1 =−20+23
−20+30= 0.3 ( 37 )
μ2 =−23+24
−18+24= 0.166 ( 38 )
Ahora con los valores de fuzzificacion debemos aplicar el método de inferencia para ello primero
debemos validar que reglas se aplican con esas funciones de membresía:

64
Figura 70. Reglas de control aplicadas al control difuso del flujo de vapor. (Fuente: elaboración propia)
Podemos observar que según las reglas planteadas se aplicaría en este caso 5 y 6. Por lo tanto la
salida en este caso estaría relacionada con las funciones de membresía APM y APG. Lo siguiente
es aplicar la defuzzificacion que en este caso es el método de centroide para lo cual se aplicara la
fórmula:
Cx = ∑ AsXi∗Cxi
∑ AsXi ( 39 )
Donde AsX es el área y Cx son los puntos de corte de la respuesta, para este caso el área relacionada
con la respuesta del controlador es:
Figura 71. Funciones de membresía relacionadas a la salida. (Fuente: elaboración propia)
Aplicando las ecuaciones enunciadas en la figura 69 procederemos a encontrar los puntos de
intersección de las dos funciones de membresía, adicionalmente se debe tener en cuenta las
variables difusas obtenidas en el proceso de fuzzificacion:
APM Angulo positivo mediano 40 a 120
APG Angulo positivo grande 80 a 160 Tabla 19. Variables lingüísticas de salida aplicadas en el ejemplo. (Fuente: elaboración propia)

65
Cx1 = 40 + 0.166(80 − 40) = 46.64 ( 40 )
Cx2 = 120 − 0.166(120 − 80) = 113.36 ( 41 )
Cx3 = 80 + 0.3(120 − 80) = 118 ( 42 )
Cx4 = 160 − 0.3(160 − 120) = 148 ( 43 )
Ahora se procede a hallar las áreas:
AsX1 = (113.36 − 46.64) ∗ 0.166 = 11.07 ( 44 )
AsX2 =(118−113.36)(0.3−0.166)
2= 0.31 ( 45 )
AsX3 = (148 − 118) ∗ 0.3 = 9 ( 46 )
AsX4 =(160−148)∗0.3
2= 1.8 ( 47 )
Ahora procedemos a remplazar en la ecuación (39):
Cx = (46.64∗11.07)+(113.36∗0.31)+(118∗9)+(148∗1.8)
11.07+0.31+9+1.8= 98.243 ( 48 )
Podemos observar que el valor después de la defuzzificacion es muy aproximado al valor
visualizado en el control hecho en Matlab.
7.4. Comunicación establecida por medio de los servidores OPC
Para la comunicación se opta por una comunicación OPC bidireccional, entre Matlab, más
específicamente Simulink con la utilización del bloque de OPC Toolbox el cual se puede observar
en la figura 72.
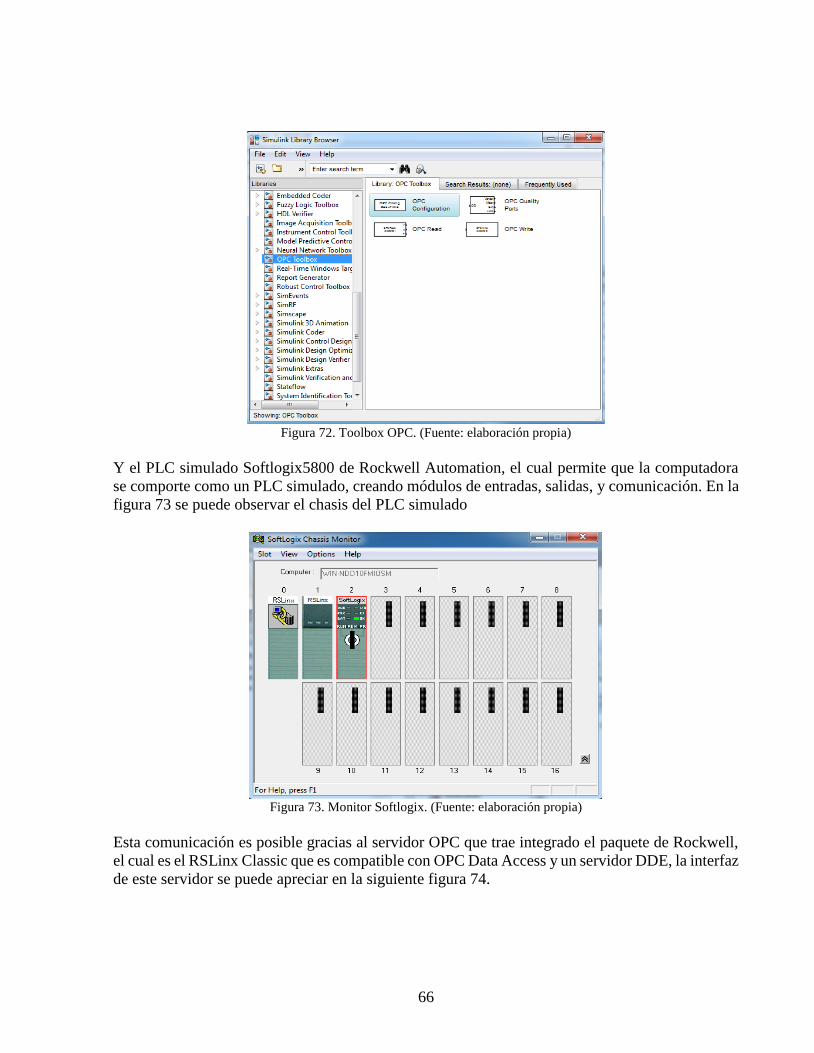
66
Figura 72. Toolbox OPC. (Fuente: elaboración propia)
Y el PLC simulado Softlogix5800 de Rockwell Automation, el cual permite que la computadora
se comporte como un PLC simulado, creando módulos de entradas, salidas, y comunicación. En la
figura 73 se puede observar el chasis del PLC simulado
Figura 73. Monitor Softlogix. (Fuente: elaboración propia)
Esta comunicación es posible gracias al servidor OPC que trae integrado el paquete de Rockwell,
el cual es el RSLinx Classic que es compatible con OPC Data Access y un servidor DDE, la interfaz
de este servidor se puede apreciar en la siguiente figura 74.

67
Figura 74. RSLinx Classic. (Fuente: elaboración propia)
Entonces, para ver el paso a paso para poder establecer la comunicación OPC entre Matlab y el
PLC simulado Softlogix5800 se puede ver el Anexo 1.
Las variables OPC que se manejan en el proyecto se relacionan en la tabla 20, donde se puede
observar el nombre de la variable, si es de entrada o de salida y el tipo.
Nombre de la variable Lectura / escritura Tipo
SPph Lectura Real
SPcaldera Lectura Real
SPenfriador Lectura Real
pwmB Escritura Real
pwmA Escritura Real
salidaPH Escritura Real
aperturaCaldera Escritura Real
salidaCaldera Escritura Real
aperturaEnfriador Escritura Real
salidaEnfriador Escritura Real Tabla 20. Variables OPC. (Fuente: elaboración propia)
Estas variables ya implementadas se pueden observar en simulink en los bloques de OPC Read y
OPC Writte como se puede observar en las figuras 75 y 76.

68
Figura 75. Variables OPC lectura. (Fuente: elaboración propia)
Figura 76. Variables OPC escritura. (Fuente: elaboración propia)

69
Del mismo modo las variables se pueden observar desde el otro terminal, es decir, desde el
RSLogix5000 que es donde se desarrollan los programas que luego son descargados en el PLC
simulado Softlogix5800, como se puede ver en la figura 77.
Figura 77. Variables OPC en RSLogix5000. (Fuente: elaboración propia)
7.5. Implementación del sistema SCADA
El sistema SCADA se diseña e implementa en la herramienta Factory Talk View de Rockwell, en
su interfaz de Site Edition, en donde se diseñan 4 pantallas, las cuales se explican a continuación.
Cabe resaltar que para las tuberías se hace uso de la norma técnica colombiana NTC3458, la cual
rige la identificación de tuberías dentro de un proceso (INCONTEC, 1992). Es por esto que en la
figura 78 se puede observar que por donde pasa el líquido de proceso está la tubería de color negro,
verde para la tubería por donde pasa agua, gris para la tubería por donde pasa vapor y azul para la
tubería de la unidad del enfriador por donde pasa aire de enfriamiento.
Entonces la primera pantalla se llama principal y es la de bienvenida, en esta se puede observar el
título del proyecto, los nombres de los autores, la estación de dosificación, la estación de caldera y
la estación del enfriador, conectadas respectivamente y con su instrumentación. Adicional a esto
en la parte superior derecha se puede observar el menú de intercambio entre pantallas, el cual se
especifica su implementación en el anexo 2. Todo esto se puede observar en la figura 78.

70
Figura 78. Diseño pantalla principal planta pasteurizadora. (Fuente: elaboración propia)
Seguido a esto se diseña e implementa la pantalla de la estación de dosificación asemejándola lo
más posible a la real, es por esto que, se integra toda la instrumentación de esta etapa, 2 tanques de
proceso, sensores de nivel, sensores de temperatura, sensor de PH, 2 tanques pequeños para el ácido
y la base, bombas para impulsar el líquido, válvulas y un intercambiador de calor. Además, la
tubería de conexión, el campo para ingresar los valores de PH del proveedor y set point y los tags
que identifican cada elemento dentro del diagrama P&ID ver Anexo 3. Esto se puede ver en la
figura 79.
Figura 79. Estación de dosificación completa. (Elaboración propia)

71
Del mismo modo se integran 3 gráficas de tendencia, las cuales son para visualizar la respuesta del
control de Ph, el PWM de apertura del tanque de ácido y el PWM de apertura del tanque de la base,
y de nuevo en la parte superior derecha, el menú para el cambio de pantallas, lo anterior se puede
apreciar en la figura 80.
Figura 80. Gráficas de tendencia del dosificador. (Fuente: elaboración propia)
Seguido a esto se diseña e implementa la pantalla de la estación de calentamiento asemejándola lo
más posible a la real, es por esto que, se integra toda la instrumentación de esta etapa, 2 tanques,
uno de reserva y otro de proceso, sensor de nivel, sensor de temperatura, sensor de presión, bombas
para impulsar el agua, válvulas, una resistencia de calentamiento, y una válvula de seguridad.
Además, la tubería de conexión, el campo para ingresar los valores del set point de temperatura, la
indicación de salida de vapor y los tags que identifican cada elemento dentro del diagrama P&ID
ver anexo 3. Todo lo anterior se puede observar en la figura 81.
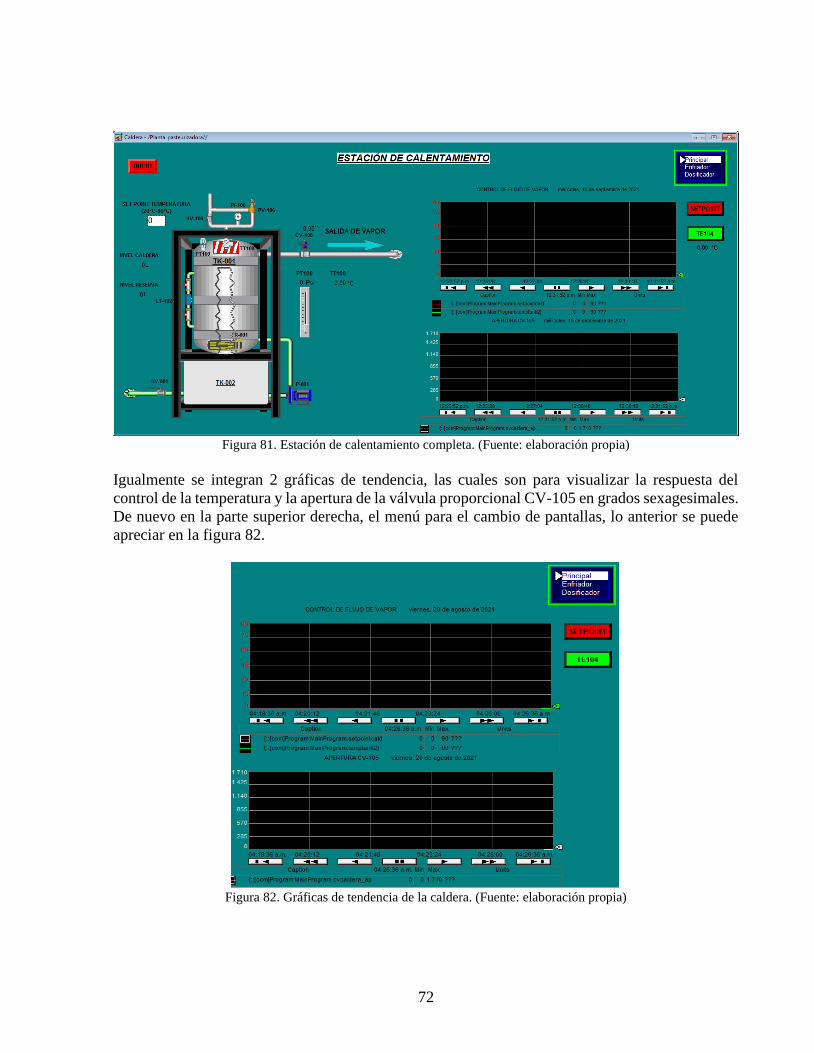
72
Figura 81. Estación de calentamiento completa. (Fuente: elaboración propia)
Igualmente se integran 2 gráficas de tendencia, las cuales son para visualizar la respuesta del
control de la temperatura y la apertura de la válvula proporcional CV-105 en grados sexagesimales.
De nuevo en la parte superior derecha, el menú para el cambio de pantallas, lo anterior se puede
apreciar en la figura 82.
Figura 82. Gráficas de tendencia de la caldera. (Fuente: elaboración propia)

73
Por último, se diseña e implementa la pantalla de la estación de enfriamiento asemejándola lo más
posible a la real, es por esto que, se integra toda la instrumentación de esta etapa, 2 tanques, uno
para el líquido refrigerante y otro para el producto final, sensor de nivel, sensores de temperatura
ubicados en termo pozos, una bomba para impulsar la leche, una válvula proporcional, un
intercambiador de calor y toda la unidad refrigerante. Además, la tubería de conexión, el campo
para ingresar los valores del set point de temperatura, la indicación de entrada de leche y los tags
que identifican cada elemento dentro del diagrama P&ID. Todo lo anterior se puede ver en la figura
83.
Figura 83. Estación de enfriamiento completa. (Fuente: elaboración propia)
De la misma manera se integran 2 gráficas de tendencia, las cuales son para visualizar la respuesta
del control de la temperatura y la apertura de la válvula proporcional CV-104 en grados
sexagesimales. De nuevo en la parte superior derecha, el menú para el cambio de pantallas, lo
anterior se puede apreciar en la figura 84.

74
Figura 84. Gráficas de tendencia del enfriador. (Fuente: elaboración propia)
Por otro lado, estas 4 pantallas se integran en un solo aplicativo con la ayuda de la herramienta de
Factory Talk View Site Edition Client, por medio del cual se crea un cliente y luego se ejecuta para
poder intercambiar entre pantallas y abarcar la mayoría de espacio en el monitor del PC, este
procedimiento se puede ver en detalle en el anexo 2.
7.6. Pruebas realizadas
En la figura 85 se puede observar la planta real ubicada en el laboratorio de electrónica de la
Universidad Distrital Francisco José de Caldas, Facultad Tecnológica, se expone esto con el fin de
ver las grandes similitudes con respecto a la planta simulada en las pruebas que se van a presentar
enseguida.

75
Figura 85. Planta pasteurizadora real. (Fuente: elaboración propia)
Entonces, se explica el modo para poner en operación la simulación de la planta pasteurizadora, ya
que se deben tener unos cuidados específicos a la hora de manipular los programas.
Para empezar, se debe primero descargar y ejecutar los programas al PLC simulado Softlogix5800
desde RSLogix5000, luego ejecutar el sistema SCADA en Factory Talk View por medio del cliente
de site edition y finalmente ejecutar el programa en Simulink.
Luego de tener las 3 plataformas en funcionamiento, el proceso de simulación de la planta
pasteurizadora empieza con una pantalla principal de bienvenida la cual se puede observar en la
figura 86.
Figura 86. Pantalla principal planta pasteurizadora. (Fuente: elaboración propia)
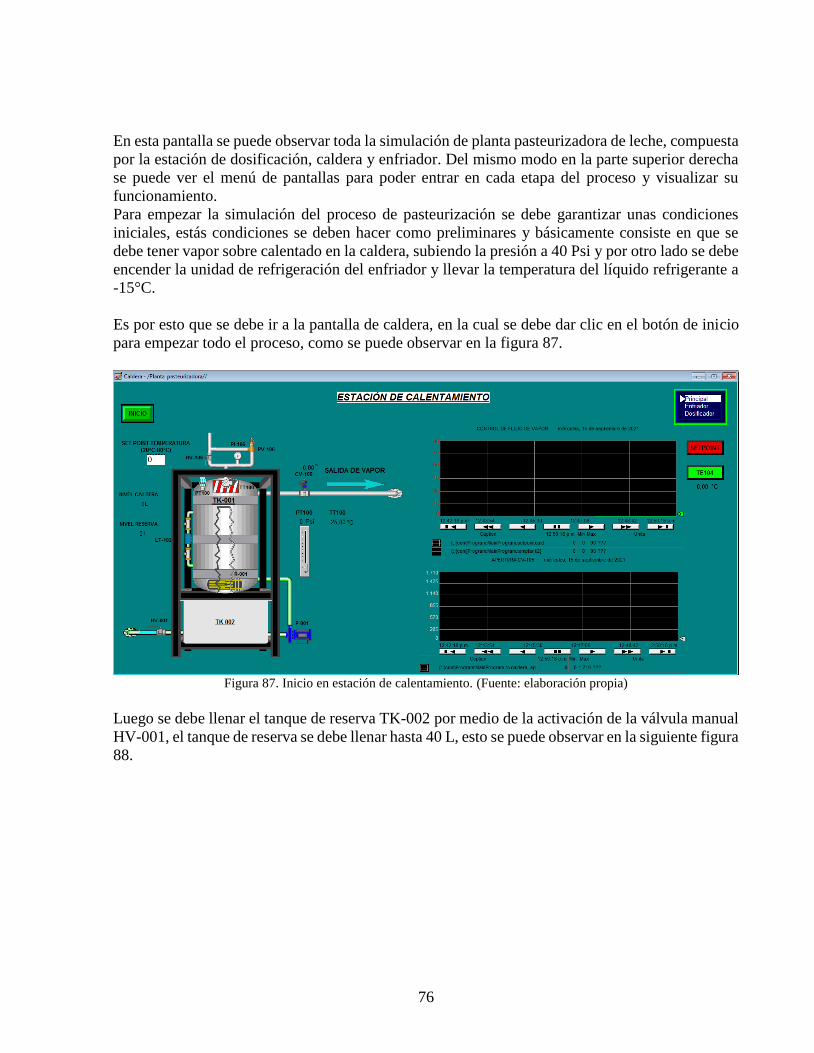
76
En esta pantalla se puede observar toda la simulación de planta pasteurizadora de leche, compuesta
por la estación de dosificación, caldera y enfriador. Del mismo modo en la parte superior derecha
se puede ver el menú de pantallas para poder entrar en cada etapa del proceso y visualizar su
funcionamiento.
Para empezar la simulación del proceso de pasteurización se debe garantizar unas condiciones
iniciales, estás condiciones se deben hacer como preliminares y básicamente consiste en que se
debe tener vapor sobre calentado en la caldera, subiendo la presión a 40 Psi y por otro lado se debe
encender la unidad de refrigeración del enfriador y llevar la temperatura del líquido refrigerante a
-15°C.
Es por esto que se debe ir a la pantalla de caldera, en la cual se debe dar clic en el botón de inicio
para empezar todo el proceso, como se puede observar en la figura 87.
Figura 87. Inicio en estación de calentamiento. (Fuente: elaboración propia)
Luego se debe llenar el tanque de reserva TK-002 por medio de la activación de la válvula manual
HV-001, el tanque de reserva se debe llenar hasta 40 L, esto se puede observar en la siguiente figura
88.

77
Figura 88. Llenado de tanque de reserva TK-002. (Fuente: elaboración propia)
Inmediatamente se llena el tanque de reserva, se activa la bomba P-001 para empezar a llenar el
tanque de la caldera TK-001 hasta 8L, lo cual es indicado por el sensor de nivel LT-102 y se activa
la resistencia de calentamiento R-001. Esto se puede ver en la figura 89.
Figura 89. Llenado caldera TK-001. (Fuente: elaboración propia)

78
Luego se debe empezar a calentar la caldera y del mismo modo se sube la presión, la cual es
simulada por el slider respectivo y medida por PT100, se debe llevar a 40 Psi, que equivale a 132,3
°C aproximadamente, lo cual es medido por TT100. Esto se puede ver en la figura 90.
Figura 90. Presión de caldera. (Fuente: elaboración propia)
En esta parte el sistema de la caldera tiene una alarma y consiste en que, si por algún motivo la
presión sigue subiendo y sobre pasa los 50 Psi, se activa una alarma que indica que se debe abrir
la válvula de alivio HV-106, como se puede observar en la figura 91.
Figura 91. Alarma de sobrepresión. (Fuente: elaboración propia)
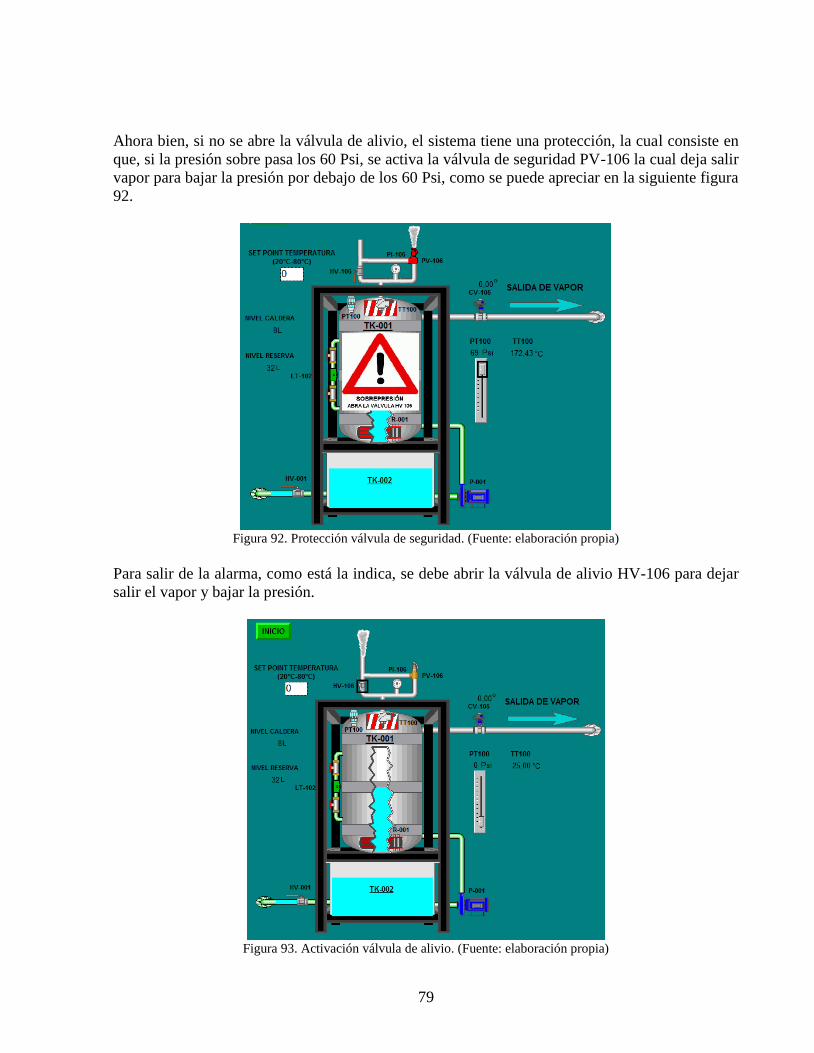
79
Ahora bien, si no se abre la válvula de alivio, el sistema tiene una protección, la cual consiste en
que, si la presión sobre pasa los 60 Psi, se activa la válvula de seguridad PV-106 la cual deja salir
vapor para bajar la presión por debajo de los 60 Psi, como se puede apreciar en la siguiente figura
92.
Figura 92. Protección válvula de seguridad. (Fuente: elaboración propia)
Para salir de la alarma, como está la indica, se debe abrir la válvula de alivio HV-106 para dejar
salir el vapor y bajar la presión.
Figura 93. Activación válvula de alivio. (Fuente: elaboración propia)

80
Finalmente se debe dejar la caldera en la condición de que quede la presión en 40 Psi como se pudo
observar en la figura 90.
Seguido a esto se debe garantizar la otra condición inicial, la cual es encender la unidad de
refrigeración, activando la unidad A-1, para empezar a enfriar el líquido refrigerante que contiene
el tanque TK-005, como se puede ver en la figura 94.
Figura 94. Encendido de unidad de refrigeración. (Fuente: elaboración propia)
Luego se debe llevar la temperatura del líquido refrigerante a -15°C, esto se realiza con el
respectivo slider con el cual se simula la respuesta del sensor de temperatura TE-105. Esto se puede
ver en la figura 95.
Figura 95. Temperatura líquido refrigerante. (Fuente: elaboración propia)

81
Luego de garantizar estas condiciones iniciales, ahora si empieza el proceso con la llegada de la
leche por parte del proveedor al sistema de dosificación, en el cual se deben ingresar 15L de leche
en el tanque superior TK-003 y este nivel es detectado por LSH-103. Ver figura 96.
Figura 96. Estación de dosificación en funcionamiento. (Fuente: elaboración propia)
En esta parte como primera medida se debe ingresar el valor de Ph con el que llega la leche por
parte del proveedor, que puede estar entre 0 - 14 Ph, y también ingresar el set point de Ph al que se
quiere llevar la leche, que puede estar entre 6.5 - 6.8, luego de esto se abre la válvula manual HV-
002 para ingresar la leche al tanque superior TK-003, como se puede observar en la figura 97.
Figura 97. Ingreso ph proveedor y set point deseado. (Fuente: elaboración propia)

82
En este caso se ingresa 11.5 ph como el valor de ph con el que llega la leche y 6.6 como el set point
al que se va llevar el ph de la leche. Por otro lado, antes de corregir el ph, se debe simular la
respuesta del sensor de temperatura TE-103 para medir la temperatura con la que llega la leche, la
cual debe estar entre 17 y 20 °C, esto se simula con el respectivo slider.
Ahora bien, como el ph del proveedor es mayor que el set point seleccionado, se debe agregar ácido
para bajar el ph, esta parte se simula activando el tanque de ácido TK-180, adicionalmente se
muestra el valor de apertura de PWM del tanque como se puede ver en la siguiente figura 98.
Figura 98. Bajar el ph con ácido. (Fuente: elaboración propia)
La respuesta del PWM de ácido y base se puede observar en la figura 99, donde se ve que se agrega
ácido, pero base no.

83
Figura 99. Respuesta PWM ácido y base. (Fuente: Elaboración propia)
Estás gráficas se pueden verificar con las generadas en Simulink, con lo cual se puede observar
que son similares, como se puede ver en la figura 100.
Figura 100. Respuesta de ácido y base en Simulink. (Fuente: elaboración propia)
Del mismo modo, se puede observar la respuesta del control alcanzando el set point seleccionado,
esta respuesta se puede ver en la gráfica del sensor de Ph AE103 y de igual manera se puede
verificar con la respuesta en Simulink, como se puede apreciar en las figuras 101 y 102.

84
Figura 101. Respuesta del control de Ph bajando. (Fuente: elaboración propia)
Figura 102. Respuesta del control de Ph bajando en Simulink. (Fuente: elaboración propia)
Ahora se realiza el mismo procedimiento anterior pero ahora con un valor de Ph del proveedor
inferior al set point seleccionado, para esto se ingresa 4 Ph como el valor con el que llega la leche
y 6.7 como el set point seleccionado. Como se puede observar en la figura 103 se activa el tanque
de la base TK-181 y se muestra el valor de PWM respectivo.

85
Figura 103. Subir el Ph con base. (Fuente: elaboración propia)
La respuesta del PWM de ácido y base se puede observar en las figuras 104 y 105, donde se ve que
se agrega base, pero ácido no. Y de igual manera se puede verificar con las gráficas generadas en
Simulink.
Figura 104. Respuesta PWM base y ácido. (Fuente: elaboración propia)

86
Figura 105. Respuesta base y ácido en Simulink. (Fuente: elaboración propia)
De igual manera, se puede observar la respuesta del control alcanzando el set point seleccionado,
esta respuesta se puede ver en la gráfica del sensor de Ph AE103 y de igual manera se puede
verificar con la respuesta en Simulink, como se puede apreciar en las figuras 106 y 107.
Figura 106. Respuesta del control de Ph subiendo. (Fuente: elaboración propia)
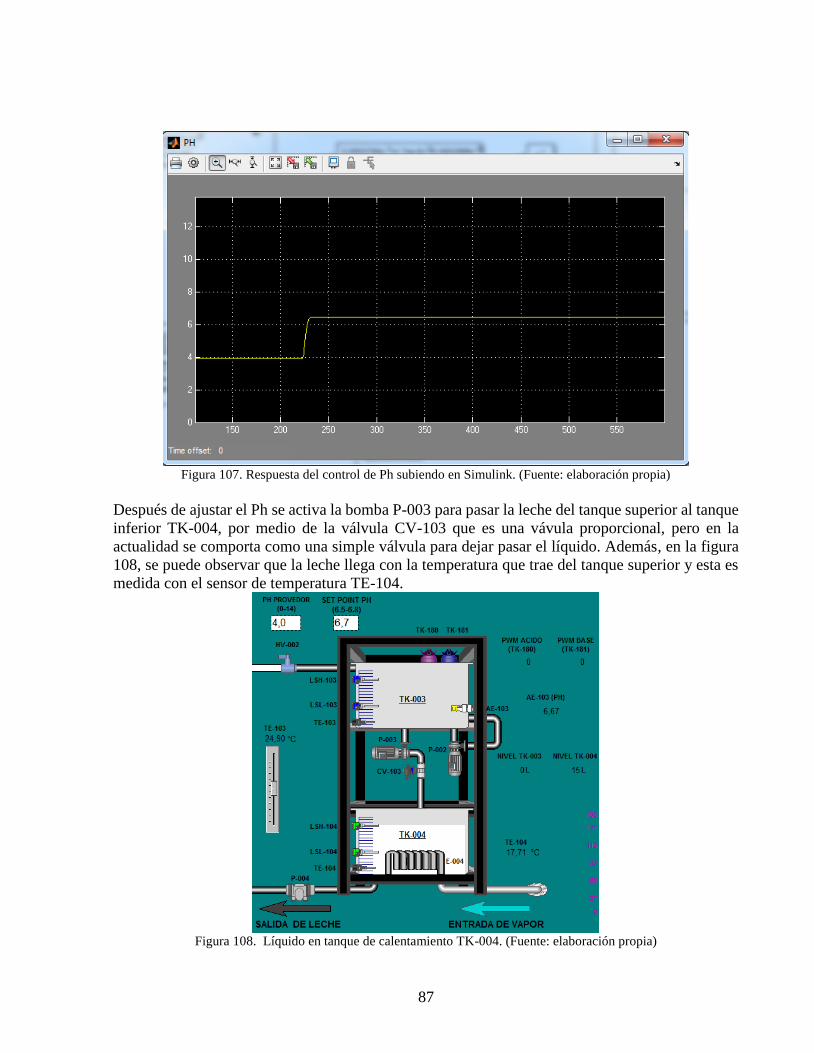
87
Figura 107. Respuesta del control de Ph subiendo en Simulink. (Fuente: elaboración propia)
Después de ajustar el Ph se activa la bomba P-003 para pasar la leche del tanque superior al tanque
inferior TK-004, por medio de la válvula CV-103 que es una vávula proporcional, pero en la
actualidad se comporta como una simple válvula para dejar pasar el líquido. Además, en la figura
108, se puede observar que la leche llega con la temperatura que trae del tanque superior y esta es
medida con el sensor de temperatura TE-104.
Figura 108. Líquido en tanque de calentamiento TK-004. (Fuente: elaboración propia)
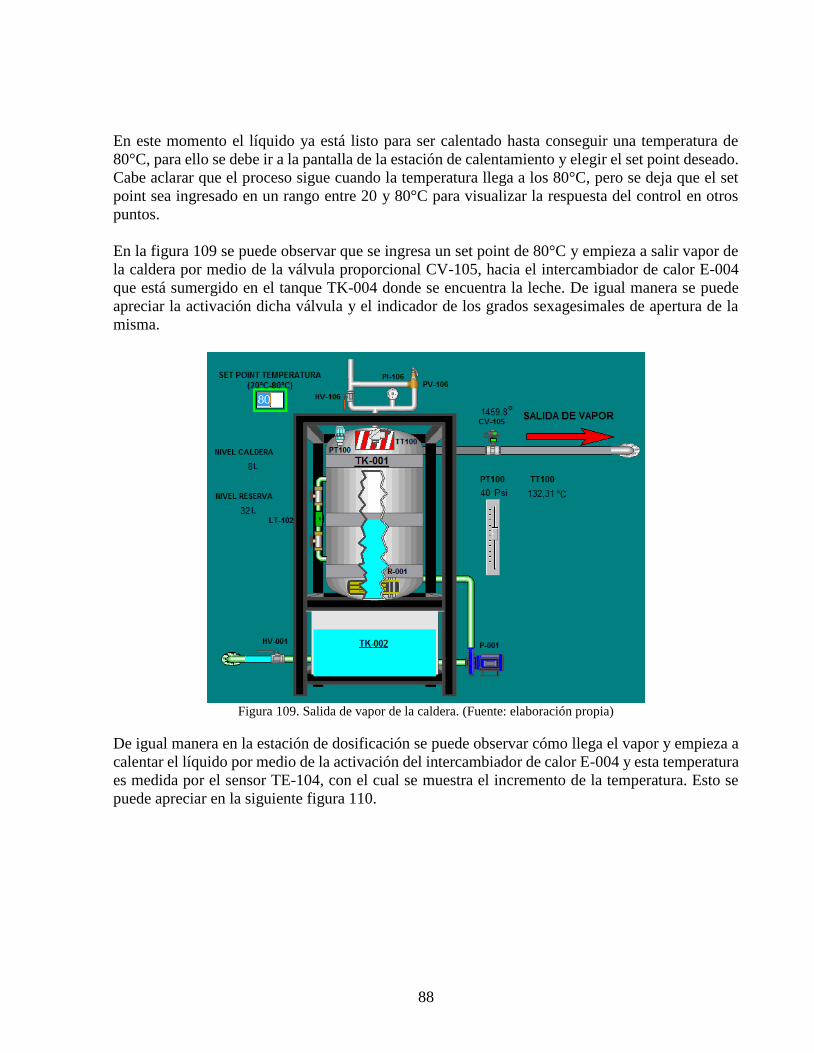
88
En este momento el líquido ya está listo para ser calentado hasta conseguir una temperatura de
80°C, para ello se debe ir a la pantalla de la estación de calentamiento y elegir el set point deseado.
Cabe aclarar que el proceso sigue cuando la temperatura llega a los 80°C, pero se deja que el set
point sea ingresado en un rango entre 20 y 80°C para visualizar la respuesta del control en otros
puntos.
En la figura 109 se puede observar que se ingresa un set point de 80°C y empieza a salir vapor de
la caldera por medio de la válvula proporcional CV-105, hacia el intercambiador de calor E-004
que está sumergido en el tanque TK-004 donde se encuentra la leche. De igual manera se puede
apreciar la activación dicha válvula y el indicador de los grados sexagesimales de apertura de la
misma.
Figura 109. Salida de vapor de la caldera. (Fuente: elaboración propia)
De igual manera en la estación de dosificación se puede observar cómo llega el vapor y empieza a
calentar el líquido por medio de la activación del intercambiador de calor E-004 y esta temperatura
es medida por el sensor TE-104, con el cual se muestra el incremento de la temperatura. Esto se
puede apreciar en la siguiente figura 110.

89
Figura 110. Entrada de vapor proveniente de la caldera. (Fuente: elaboración propia)
La respuesta de la apertura de la válvula proporcional CV-105 en grados sexagesimales (°) se puede
ver en las figuras 111 y 112, donde también se verifica la forma de la señal, con la generada por
Simulink.
Figura 111. Apertura CV-105. (Fuente: elaboración propia)

90
Figura 112. Apertura CV-105 en Simulink. (Fuente: elaboración propia)
Del mismo modo la respuesta del control se puede ver en la figura 113, la cual es la respuesta del
sensor TE-104 que es el que está midiendo el calentamiento del líquido. Allí se observa que se
alcanza el set point ingresado (80°C) y se verifica también la respuesta del control en simulink en
la figura 114.
Figura 113. Respuesta del control de la caldera. (Fuente: elaboración propia)
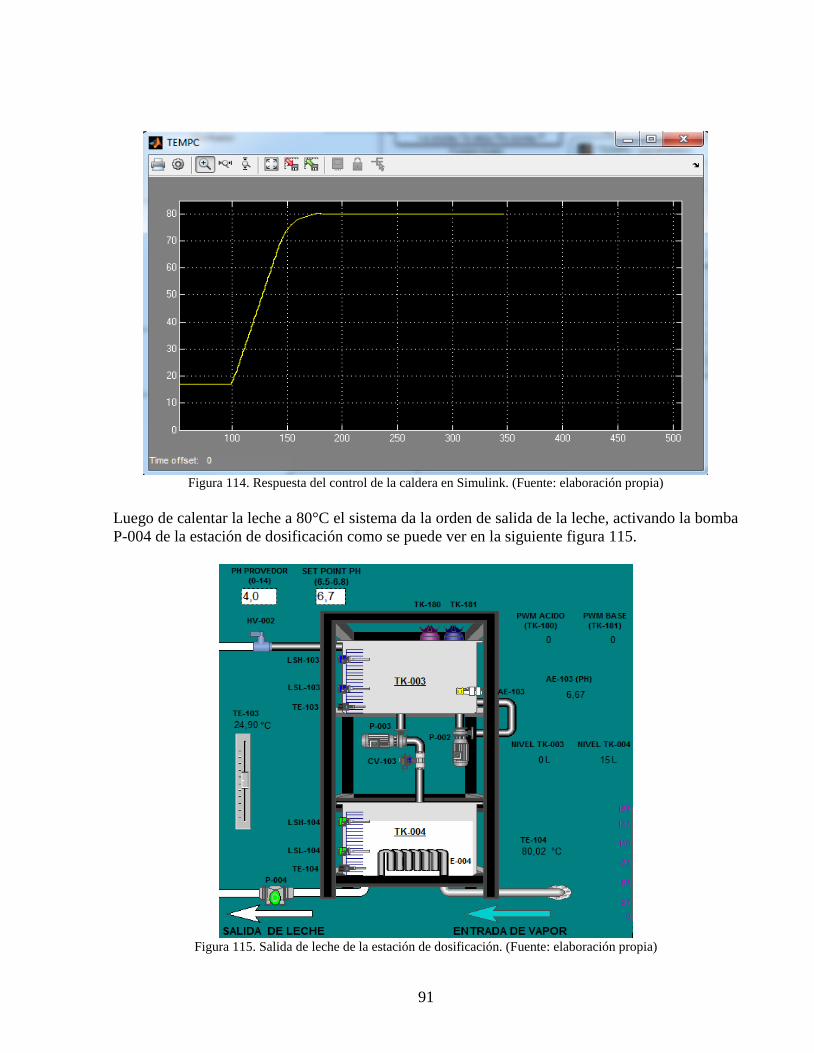
91
Figura 114. Respuesta del control de la caldera en Simulink. (Fuente: elaboración propia)
Luego de calentar la leche a 80°C el sistema da la orden de salida de la leche, activando la bomba
P-004 de la estación de dosificación como se puede ver en la siguiente figura 115.
Figura 115. Salida de leche de la estación de dosificación. (Fuente: elaboración propia)

92
Este líquido llega a la estación de enfriamiento en donde se le baja la temperatura hasta alcanzar
4°C, entonces la leche entra por la válvula proporcional CV-104 y circula por la tubería que está
inmersa en el líquido refrigerante para hacer un choque térmico y empezar a bajar la temperatura,
hasta llegar al tanque de producto final TK-006. En la figura 116 se puede observar que se ingresa
un set point de 4°C y el sistema empieza a funcionar, dejando pasar la leche por la tubería y además
indicando los grados sexagesimales de apertura de la válvula y las temperaturas en cada etapa.
Figura 116. Funcionamiento de la estación de refrigeración. (Fuente: elaboración propia)
Finalmente, la temperatura llega al set point ingresado y a su vez la leche llega al tanque final de
producto TK-006, este tanque se llena con la totalidad de la leche, es decir 15L lo cual es indicado
por el sensor de nivel LE-106 y de esta manera termina todo el proceso. Esto se puede ver en la
figura 117.
Figura 117. Etapa final del proceso de pasteurización. (Fuente: elaboración propia)

93
La respuesta de la apertura de la válvula proporcional CV-104 en grados sexagesimales (°) se puede
ver en las figuras 118 y 119, donde también se verifica la forma de la señal, con la generada por
Simulink.
Figura 118. Apertura CV-104. (Fuente: elaboración propia)
Figura 119. Apertura CV-104 en Simulink. (Fuente: elaboración propia)
Del mismo modo la respuesta del control se puede ver en la figura 120, la cual es la respuesta del
sensor TE-406 que es el que está midiendo la temperatura de salida del líquido. Allí se observa que
se alcanza el set point ingresado (4°C) y se verifica también la respuesta del control en simulink en
la figura 121.

94
Figura 120. Respuesta del control del enfriador. (Fuente: elaboración propia)
Figura 121. Respuesta del control del enfriador en Simulink. (Fuente: elaboración propia)

95
8. Conclusiones y Recomendaciones
- El control difuso es un sistema que permite realizar controladores con solo conocer el
funcionamiento de un proceso, es necesario conocer las entradas, salidas y establecer unas
reglas de control. En donde se puede tomar como base, la documentación, así como en este
caso que se utilizó proyectos de grados anteriores para entender el funcionamiento de la
planta, adicionalmente se pudo comprender que a través de la implementación de un control
difuso se puede obtener un algoritmo matemático que se realiza por cada cambio registrado
en la entrada.
- La herramienta Fuzzy Logic Designer de Matlab permite realizar controladores difusos de
una manera eficiente y completa en donde uno puede manipular los métodos a utilizar ya
sea en la Fuzzificación, método de inferencia o Defuzzicación, utilizando métodos de
máximos, mínimos, centroide, entre otros. Adicionalmente esta herramienta nos permite
simular la respuesta del controlador en Simulink mediante bloques o en Matlab mediante
código, como se pudo constatar en este trabajo de grado con las gráficas obtenidas en
Matlab y el proceso de simulación de Factory Talk View Site Edition.
- La comunicación OPC se pudo establecer satisfactoriamente, aunque esta presenta unos
retardos que responden a las características de procesador y memoria ram del computador
en donde se ejecute, y más aún si es una máquina virtual como es el caso de este trabajo de
grado, sin embargo, dicha comunicación fue estable y suficiente para realizar el proyecto.
- El uso de la herramienta Factory Talk View Site Edition Client es útil e importante para la
implementación del sistema SCADA, ya que por medio de esta se puede crear un cliente,
el cual, brinda la posibilidad de crear un menú para cambiar de pantalla en estado de
ejecución, permite abarcar todos los pixeles de la pantalla del computador, haciendo que se
aproveche mejor el espacio de trabajo en las pantallas y crea un ejecutable que se puede
utilizar sin necesidad de abrir el programa FactoryTalk View Site Edition.
- La simulación de la planta pasteurizadora de leche del laboratorio de electrónica de la
Universidad Distrital Francisco José de Caldas, Facultad Tecnológica es una herramienta
importante que aporta al desarrollo integral y de calidad de los estudiantes de Ingeniería en
Control y Automatización, ya que en ocasiones que no se pueda acceder físicamente a la
planta, se podrá conocer la instrumentación de cada etapa del proceso, así como
implementar controladores en Matlab que permitan estabilizar variables, seguir paso a paso
el proceso de pasteurización y desarrollar prácticas de laboratorio.

96
9. Bibliografía
abcinnova. (2016). abcinnova. Obtenido de abcinnova: http://www.abcinnova.com/articulos-e-
informacion/18-ique-es-un-plc-y-que-beneficios-tiene.html
Agut, R. M. (2001). Especificación de Requisitos Software según el estándar de IEEE 830.
Departament d’Informàtica Universitat Jaume I, 1-19.
Alfaro, A. (25 de octubre de 2019). elvatron. Obtenido de elvatron:
https://www1.elvatron.com/software/software-studio-5000
Belda, C. F. (2015). dialnet. Obtenido de dialnet:
https://dialnet.unirioja.es/servlet/articulo?codigo=3023238&info=resumen&idioma=SPA
Bellei, C., Poblete, X., Sepúlveda, P., Orellana, V., & Abarca, G. (2013). Situación Educativa de
América Latina y el Caribe . Ediciones UNESCO, 28.
Bernardo, L. (2010). Control Moderno. En L. Bernardo, Control Moderno (págs. 37-61).
Bolivar, C., & Martinez, A. (2019). Implementación de un sistema de control y supervisión
multiplataforma industrial para la caldera de proceso de pasteurización didáctica del
laboratorio de control y automatización de la universidad distrital francisco José de caldas,
facultad tecnológica. Universidad Distrital Francisco José de Caldas, 1-167.
Cantú, J. R., Guardado, M. d., & Balderas, J. L. (2016). Simulación de procesos, una perspectiva
en pro del desempeño operacional. Revista Iberoamericana de Producción Académica y
Gestión Educativa, 1-11.
Cuno, H. (2015). Automatización y monitoreo de una planta para pasteurización de leche.
Universidad Nacional de San Agustín de Arequipa, 70.
cursosaula21. (2021). cursosaula21. Obtenido de cursosaula21:
https://www.cursosaula21.com/que-es-un-sistema-scada/
Daniel Felipe Gordillo Gonzalez, K. J. (2021). DISEÑO E IMPLEMENTACIÓN DE UN
CONTROL DIFUSO DE NIVEL DE AGUA DE UNA PLANTA DIDÁCTICA DE
CUATRO (4) TANQUES ACOPLADOS UBICADO EN EL GRUPO DE
INVESTIGACIÓN INTEGRA. UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE
CALDAS, 1-73.
DMARTIN. (1 de Julio de 2020). velneo. Obtenido de velneo: https://velneo.es/software-de-
programacion/
DNP. (2018). Departamento Nacional de Planeación. Obtenido de
https://www.dnp.gov.co/programas/desarrollo-social/subdireccion-de-
educacion/Paginas/educacion-superior.aspx
Garcia, R., Pinto, A., Rengel, J. E., Torres, J., González, J., & Pérez, N. (2017). Diseño de una
estrategia de control difuso aplicada al proceso de ultra congelación de alimentos. Revista
Chilena de Ingeniería, 2-9.
Hernández, L., Llerena, R., & Morris, Y. (2013). Implementación de automatización de proceso de
producción de leche ultra pasteurizada. Universidad Tecnológica de Bolivar, 1-5.
IEEE. (1993). IEEE Std 315-1975. IEEE, 1-264.
IEEE. (2001). IEEE Std 1063. IEEE, 1-26.
INCONTEC. (1992). NTC3458. 2.
ISO. (2003). ISO 10006. 1-40.
ISO. (2015). ISO 9001. 1-42.
JAVIER, A. B. (2015). MODELO DE DESARROLLO PROTOTIPO. 1-10.

97
kepserverexopc. (19 de Mayo de 2019). kepserverexopc. Obtenido de kepserverexopc:
https://www.kepserverexopc.com/que-es-opc-y-que-es-un-opc-server/
knowledge. (28 de Agosto de 2020). knowledge. Obtenido de knowledge:
https://knowledge.ni.com/KnowledgeArticleDetails?id=kA03q000000x0enCAA&l=en-
GB
lechepascual. (2010). lechepascual. Obtenido de lechepascual:
https://lechepascual.es/articulos/nutricion/diferencias-entre-leche-pasteurizada-y-uht/
Lógica Difusa ( Fuzzy Logic ). (2010). Lógica Difusa ( Fuzzy Logic ), 1-28.
Mancipe, H., & Rivera, F. (2016). Implementación de un controlador pi sobre la etapa de
refrigeración de la planta pasteurizadora ubicada en el laboratorio de industrial de la
facultad tecnológica de la universidad distrital francisco José de caldas. Universidad
Distrital Francisco José de Caldas, 1-88.
mathworks. (2010). mathworks. Obtenido de mathworks:
https://la.mathworks.com/products/fuzzy-logic.html
mathworks. (Julio de 2021). mathworks. Obtenido de mathworks:
https://la.mathworks.com/company/digest/current.html
matrikonopc. (2021). matrikonopc. Obtenido de matrikonopc: https://www.matrikonopc.com/opc-
drivers/1026/index.aspx
Mayorga, J. P. (2015). Monitorización y control de maquetas de simulación de procesos
industriales con fines docentes. Universidad Politécnica de Cartagena, 422.
Perez, L. (2016). Sistema de control de ph para la etapa de dosificación de la planta pasteurizadora
ubicada en el laboratorio de industrial. Universidad Distrital Francisco José de Caldas, 1-
104.
Pino, E. C. (2019). Guia Tecnica para la pasteurizacion de la leche. Tombo, 1-26.
plchardware. (2012). plchardware. Obtenido de plchardware:
https://www.plchardware.com/Products/RA-1769-L23E-QBFC1B.aspx
plc-hmi-scadas. (s.f.). plc-hmi-scadas. Obtenido de plc-hmi-scadas: https://plc-hmi-
scadas.com/124.php
Robayo, J. (2016). Diseño e implementación de un sistema de realidad virtual para una planta
pasteurizadora de leche. Universidad de la Salle. Obtenido de
https://ciencia.lasalle.edu.co/cgi/viewcontent.cgi?article=1013&context=ing_automatizaci
on
rockwellautomation. (2020). rockwellautomation. Obtenido de rockwellautomation:
https://www.rockwellautomation.com/es-
co/products/software/factorytalk/operationsuite/view.html
Súarez, V., López, I., & Álvarez, M. (2019). Estimación de la producción de biogás a partir de un
modelo de simulación de procesos. Revista Centro Azucar , 1-8.
Velasquez, D., & Ortega, J. (2014). ESTUDIO DE FACTIBILIDAD PARA LA CREACION DE
UNA PASTEURIZADORA DE LECHE EN LA GRANJA DE LA UNIVERSIDAD
FRANCISCO DE PAULA SANTANDER OCANA. UFPSO. Obtenido de
http://repositorio.ufpso.edu.co/xmlui/handle/123456789/1745
vld-eng. (30 de Junio de 2019). vld-eng. Obtenido de vld-eng: https://www.vld-
eng.com/blog/simulacion-procesos-industriales/

98
10. Anexos
10.1. Anexo 1 - Comunicación OPC
Para establecer la comunicación OPC, entre Matlab y el PLC simulado Softlogix5800 se deben
seguir los siguientes pasos:
Primero que todo se debe mirar si se puede acceder al RSLinx Classic, de manera que se debe
seguir la siguiente ruta: inicio, todos los programas, Rockwell Software, RSLinx, y abrir el
ejecutable de RSLinx Classic.
En caso de que no se ejecute el programa, entonces hacer previamente lo siguiente:
Ir al chasis monitor de Softlogix y en caso de que haya módulo de controlador este se debe remover
como se puede observar en la figura 1.
Figura 1. Chassis Monitor. (Fuente: elaboración propia)
Luego se debe acceder al panel de control del RSLinx Classic, para esto hay que ir a la siguiente
ruta: inicio, todos los programas, Rockwell Software, RSLinx, y abrir el ejecutable de RSLinx
Classic Launch Control Panel. En este panel se debe detener el programa RSLinx Classic, dando
clic en el botón de stop y desactivando la casilla de que se ejecute mientras está en servicio, como
se puede observar en la siguiente figura 2.
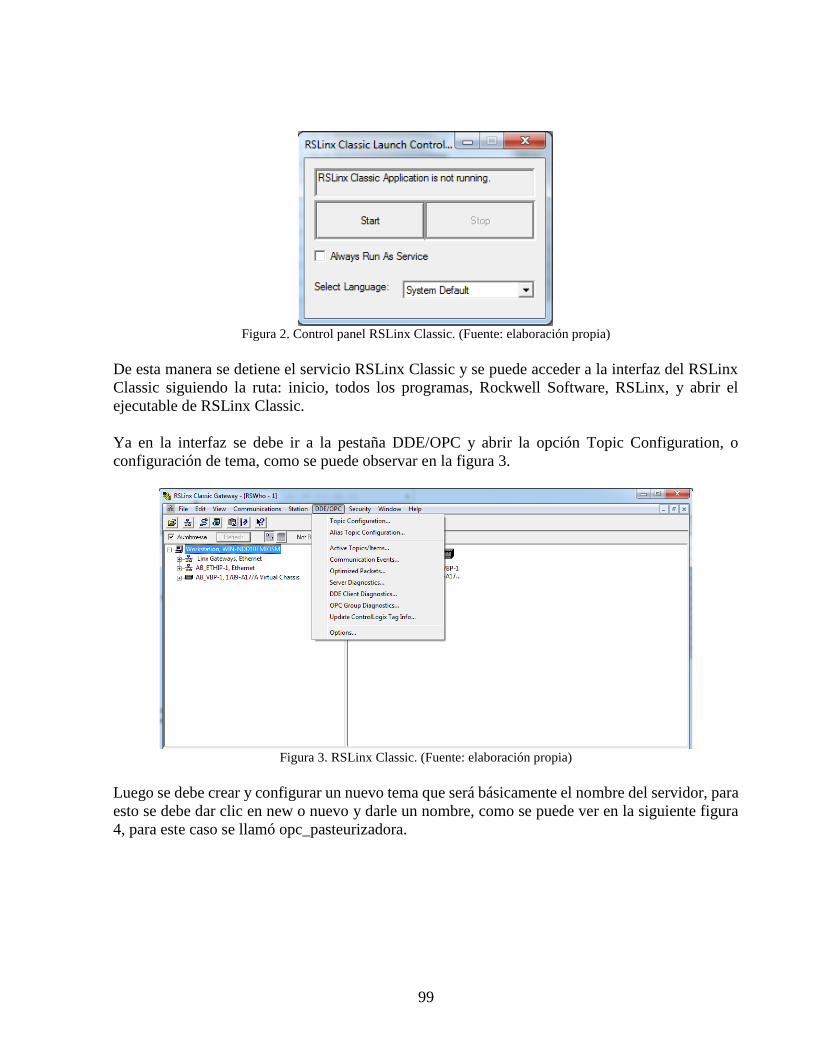
99
Figura 2. Control panel RSLinx Classic. (Fuente: elaboración propia)
De esta manera se detiene el servicio RSLinx Classic y se puede acceder a la interfaz del RSLinx
Classic siguiendo la ruta: inicio, todos los programas, Rockwell Software, RSLinx, y abrir el
ejecutable de RSLinx Classic.
Ya en la interfaz se debe ir a la pestaña DDE/OPC y abrir la opción Topic Configuration, o
configuración de tema, como se puede observar en la figura 3.
Figura 3. RSLinx Classic. (Fuente: elaboración propia)
Luego se debe crear y configurar un nuevo tema que será básicamente el nombre del servidor, para
esto se debe dar clic en new o nuevo y darle un nombre, como se puede ver en la siguiente figura
4, para este caso se llamó opc_pasteurizadora.

100
Figura 4. Crear nombre del servidor OPC. (Fuente: elaboración propia)
También se debe enlazar el nuevo servidor con el número del módulo del controlador, que en este
caso es el 2, para esto del lado izquierdo se debe seleccionar el servidor creado y del lado derecho
el número del módulo donde estará el controlador y se le da clic en el botón Apply o aplicar.
Figura 5. Enlazar servidor con módulo controlador. (Fuente: elaboración propia)

101
Luego de confirmar, se debe dar clic en el botón Done o hecho, y listo queda creado el tema del
servidor.
Se debe cerrar el programa, y volver a poner a correr el servicio en el RSLinx Classic Launch
Control Panel, dando clic en Start y activando la casilla de correr mientras este en servicio, como
se puede observar en la figura 6.
Figura 6. Panel de control RSLinx Classic. (Fuente: elaboración propia)
Luego se debe crear el módulo del controlador PLC simulado Softlogix5860 en el slot 2 del chasis
monitor
Figura 7. Crear módulo controlador. (Fuente: elaboración propia)
Luego de dar clic y hacer la configuración correspondiente, se debe abrir Matlab y acceder a
Simulink.

102
En donde se debe crear un nuevo archivo y se deben poner los bloques de OPC Configuration, OPC
Read y OPC Write, los cuales se encuentran en la librería de OPC Toolbox, como se puede apreciar
en la siguiente figura 8.
Figura 8. Bloques OPC. (Fuente: elaboración propia)
Luego se debe configurar uno por uno los módulos, empezando por el de OPC Configuration, en
el cual se va enlazar el tema del servidor anteriormente creado, para esto se debe dar doble clic en
el módulo y dar clic en la opción Configure OPC Clients
Figura 9. Bloque configuración OPC. (Fuente: elaboración propia)

103
En esta opción se debe seleccionar Add o agregar, y luego dar clic en select para seleccionar el
servidor OPC, luego en la pantalla de Select Server se debe seleccionar la opción RSLinx Remote
OPC Server y dar en Ok.
Figura 10. Seleccionar servidor OPC. (Fuente: elaboración propia)
Finalmente dando clic en Ok en la pantalla OPC Server Properties, aparece la conexión establecida,
como se puede ver en la figura 11.
Figura 11. Conexión OPC establecida. (Fuente: elaboración propia)
Luego se debe cerrar las ventanas y configurar los otros módulos. Para el OPC Red, se debe dar
doble click en el bloque y hacer click en el Add Items

104
Figura 12. Bloque OPC Red. (Fuente: elaboración propia)
En esta ventana es donde se van a crear las variables OPC de lectura que se necesitan para el
proyecto, el procedimiento para crearlas es [nombre del servidor]nombre de la variable y luego
pasarlo al lado derecho dando clic en el botón >>
Figura 13. Crear variables OPC de lectura. (Fuente: elaboración propia)

105
Figura 14. Variable OPC de lectura. (Fuente: elaboración propia)
Del mismo modo se debe crear una por una las variables y luego dar clic en Ok en esta ventana,
clic en aplicar y Ok en la ventana de propiedades del bloque.
Figura 15. Variables OPC de lectura. (Fuente: elaboración propia)

106
Después se debe configurar el bloque OPC Write de la misma manera, para lo cual se van a crear
las variables OPC de escritura, como se puede ver en la siguiente figura 16.
Figura 16. Variable OPC de escritura. (Fuente: elaboración propia)
De igual manera se debe crear una por una las variables y luego dar clic en Ok en esta ventana, clic
en aplicar y Ok en la ventana de propiedades del bloque.
Figura 17. Variables OPC de escritura. (Fuente: elaboración propia)

107
Para finalizar con Simulink, se debe implementar la siguiente configuración para probar la
conexión con Softlogix5800, como se puede ver en la figura 18.
Figura 18. Configuración con bloques OPC en Simulink. (Fuente: elaboración propia)
Ahora para realizar la configuración en RSLogix5000 que es el software para programar el PLC
simulado Softlogix5800. Se debe crear un nuevo proyecto, y crear las variables OPC en el
Controller Tags, se debe tener especial cuidado en que el nombre debe ser igual al que se creó en
Simulink como se puede ver en la siguiente figura 19.
Figura 19. Variables OPC en RSLogix5000. (Fuente: elaboración propia)

108
Finalmente se debe poner a correr los programas en el siguiente orden, primero se debe descargar
y ejecutar el programa en RSLogix5000 y luego poner a correr el programa en Simulink y verificar
que la conexión queda establecida.
Primero se ve como desde RSLogix5000 se puede enviar el valor 7 en la variable SPph, el valor 17
en SPcaldera y el valor 25 en el SPenfriador, y se lee en Simulink, como se puede ver en la siguiente
figura 20.
Figura 20. Conexión OPC funcionando en lectura. (Fuente: elaboración propia)
Ahora en la figura 21 se puede observar cómo se escribe valores desde Simulink a RSLogix5000
Figura 21. Conexión OPC funcionando en escritura. (Fuente: elaboración propia)

109
10.2. Anexo 2 – Cliente Site Edition
Con el fin de obtener un sistema Scada completo se utilizó la herramienta FactoryTalk View Site
Edition Client para generar un ejecutable de la HMI de proceso.
Para usar esta herramienta se tuvo que acceder a la ruta Inicio – Rockwell Software – FactoryTalk
View y ejecutar la herramienta FactoryTalk View Site Edition Client, como se observa en la figura
22.
Figura 22. Ruta de acceso para la herramienta FactoryTalk View Site Edition Client. (Fuente: elaboración propia)
Figura 23. Ventana de inicio para la herramienta FactoryTalk View Site Edition Client. (Fuente: elaboración propia)

110
Luego se seleccionó la opción New en donde se nos redirigió a una nueva ventana, como se observa
en la siguiente figura 24.
Figura 24. Ventana de ingreso para nombre y ubicación. (Fuente: elaboración propia)
En esta venta tuvimos que ingresar el nombre del ejecutable o cliente a generar, adicionalmente la
ruta en donde será almacenada. Luego de ello le dimos la opción Next para pasar a la siguiente
ventana, como se observa en la figura 25.
Figura 25. Ventana de selección de tipo de cliente. (Fuente: elaboración propia)

111
En esta venta se seleccionó la opción Local ya que se está trabajando con la versión Site Edition
de FactoryTalk View, luego dimos en la opción Next para que se nos evidenciara una nueva
ventana, como se observa en la siguiente figura 26.
Figura 26. Ventana de selección para el programa de FactoryTalk View SE a trabajar. (Fuente: elaboración propia)
En esta ventana se seleccionó el proyecto de FactoryTalk View al cual se relacionará este cliente o
ejecutable que se está creando, luego dimos en la opción Next para que se nos evidenciara una
nueva ventana, como se observa en la siguiente figura 27.
Figura 27. Ventana de configuración de display inicial. (Fuente: elaboración propia)

112
En esta ventana se seleccionó la HMI inicial del proceso, luego dimos en la opción Next para que
se nos evidenciara una nueva ventana, como se observa en la figura 28.
Figura 28. Ventana de configuración de parámetros adicionales. (Fuente: elaboración propia)
En esta ventana se ingresaron las configuraciones necesarias para que el cliente o ejecutable sea
modificable y manipulable, luego dimos en la opción Next para que se nos evidenciara una nueva
ventana, como se observa en la siguiente figura 29.
Figura 29. Ventana de configuración de tiempo de inactividad. (Fuente: elaboración propia)

113
En esta ventana no se realizaron configuración solo se seleccionó opción Next para que se nos
evidenciara una nueva ventana, como ve en la figura 30.
Figura 30. Ventana de creación final. (Fuente: elaboración propia)
Por último, se selecciona la opción de preferencia ya sea para guardar y ejecutar o guardar y salir,
luego dimos en la opción Finish, la cual nos crea el cliente o ejecutable obteniendo como resultado
un acceso directo para la ejecución de este, como se observa en la siguiente figura 31.
Figura 31. Ejecutable generado. (Fuente: elaboración propia)
Adicionalmente cabe especificar que en FactoryTalk View Site Edition no existen elementos muy
claros para el cambio de pantallas, por esa razón se utilizó la herramienta Display List Selector la
cual permite crear una lista de pantallas y cambiar entre ellas, como se evidencia en la figura 32.

114
Figura 32. Pantalla Principal del sistema SCADA. (Fuente: elaboración propia)
Adicionalmente el bloque del Display List se encuentra en la interfaz de Factory Talk View Site
Edition, exactamente donde se puede ver en la figura 33.
Figura 33. Bloque Display List Selector. (Fuente: elaboración propia)
Por último, la configuración utilizada para el bloque Display List Selector es la indicada en la
siguiente figura 33.
Figura 34. Configuración establecida para el bloque Display List Selector. (Fuente: elaboración propia)
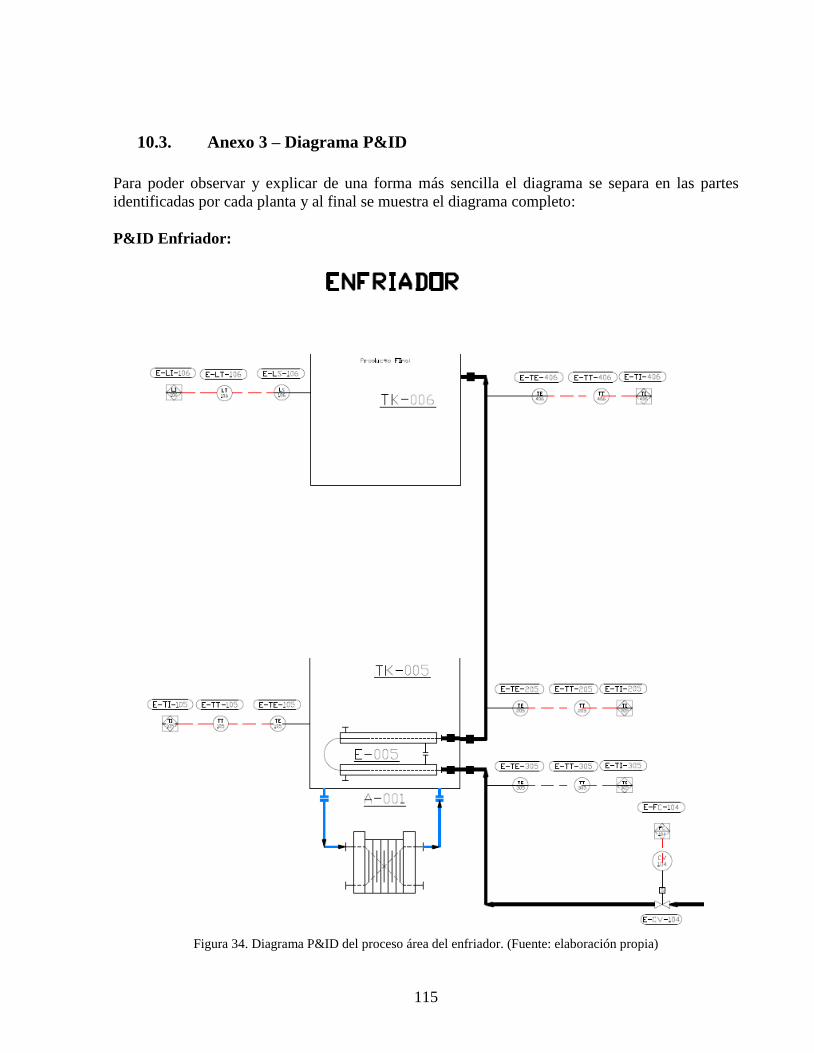
115
10.3. Anexo 3 – Diagrama P&ID
Para poder observar y explicar de una forma más sencilla el diagrama se separa en las partes
identificadas por cada planta y al final se muestra el diagrama completo:
P&ID Enfriador:
Figura 34. Diagrama P&ID del proceso área del enfriador. (Fuente: elaboración propia)

116
Basándonos en el proyecto de grado relacionado con el sistema de refrigeración (Mancipe &
Rivera, 2016) obtenemos que:
TAG´s Descripción de elemento P&ID Descripción de elemento real
TK – 005 Tanque de proceso Depósito del líquido producto
procesado
TK – 006 Tanque de proceso Depósito de líquido refriante e
intercambiador de temperatura
E – 005 Intercambiador de calor Intercambiador de calor tipo
Serpentín
LS – 106 Sensor de nivel Sensor de nivel tipo boya horizontal,
salida ON / OFF
LT – 106 Transmisor de nivel Transmisor interno realizado con
programación lógica
LI – 106 Indicador de nivel Indicador de nivel en PLC.
TS – 406 Sensor de temperatura Sensor de tipo NTC 10 KΩ
TT – 406 Transmisor de temperatura Transmisor de corriente 4-20mA
TI – 406 Indicador de temperatura Indicador de temperatura en PLC
TS – 105 Sensor de temperatura Sensor de tipo NTC 10 KΩ
TT – 105 Transmisor de temperatura Transmisor de corriente 4-20mA
TI – 105 Indicador de temperatura Indicador de temperatura en PLC
TS – 205 Sensor de temperatura Sensor de tipo NTC 10 KΩ
TT – 205 Transmisor de temperatura Transmisor de corriente 4-20mA
TI – 205 Indicador de temperatura Indicador de temperatura en PLC
TS – 305 Sensor de temperatura Sensor de tipo NTC 10 KΩ
TT – 305 Transmisor de temperatura Transmisor de corriente 4-20mA
TI – 305 Indicador de temperatura Indicador de temperatura en PLC
A – 001 Equipo de refrigeración Nevera de baja dimensión y
capacidad
CV – 104 Válvula de tipo bola Válvula de tipo bola de operación
manual de ½”
FC – 104 Controlador de flujo Servomotor acoplado a la válvula y
manipulado por medio del tablero
eléctrico Tabla 1. Información del diagrama P&ID del área de refrigeración. (Fuente: elaboración propia)

117
P&ID Dosificador:
Figura 35. Diagrama P&ID del proceso área del dosificador. (Fuente: elaboración propia)
Basándonos en el proyecto de grado relacionado con el sistema de dosificación (Perez, 2016)
obtenemos que:
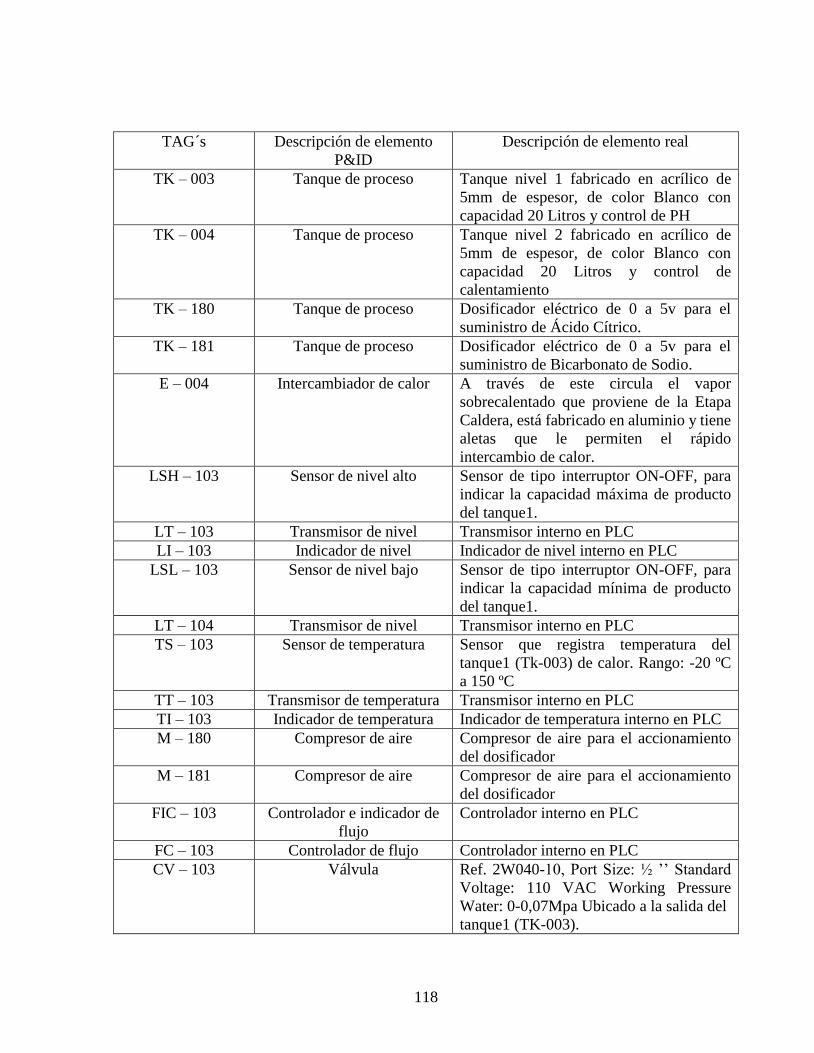
118
TAG´s Descripción de elemento
P&ID
Descripción de elemento real
TK – 003 Tanque de proceso Tanque nivel 1 fabricado en acrílico de
5mm de espesor, de color Blanco con
capacidad 20 Litros y control de PH
TK – 004 Tanque de proceso Tanque nivel 2 fabricado en acrílico de
5mm de espesor, de color Blanco con
capacidad 20 Litros y control de
calentamiento
TK – 180 Tanque de proceso Dosificador eléctrico de 0 a 5v para el
suministro de Ácido Cítrico.
TK – 181 Tanque de proceso Dosificador eléctrico de 0 a 5v para el
suministro de Bicarbonato de Sodio.
E – 004 Intercambiador de calor A través de este circula el vapor
sobrecalentado que proviene de la Etapa
Caldera, está fabricado en aluminio y tiene
aletas que le permiten el rápido
intercambio de calor.
LSH – 103 Sensor de nivel alto Sensor de tipo interruptor ON-OFF, para
indicar la capacidad máxima de producto
del tanque1.
LT – 103 Transmisor de nivel Transmisor interno en PLC
LI – 103 Indicador de nivel Indicador de nivel interno en PLC
LSL – 103 Sensor de nivel bajo Sensor de tipo interruptor ON-OFF, para
indicar la capacidad mínima de producto
del tanque1.
LT – 104 Transmisor de nivel Transmisor interno en PLC
TS – 103 Sensor de temperatura Sensor que registra temperatura del
tanque1 (Tk-003) de calor. Rango: -20 ºC
a 150 ºC
TT – 103 Transmisor de temperatura Transmisor interno en PLC
TI – 103 Indicador de temperatura Indicador de temperatura interno en PLC
M – 180 Compresor de aire Compresor de aire para el accionamiento
del dosificador
M – 181 Compresor de aire Compresor de aire para el accionamiento
del dosificador
FIC – 103 Controlador e indicador de
flujo
Controlador interno en PLC
FC – 103 Controlador de flujo Controlador interno en PLC
CV – 103 Válvula Ref. 2W040-10, Port Size: ½ ’’ Standard
Voltage: 110 VAC Working Pressure
Water: 0-0,07Mpa Ubicado a la salida del
tanque1 (TK-003).

119
AE – 103 Sensor de PH Sensor de pH que registra los valores de
pH del producto en el tanque 1 (TK-003)
P – 002 Bomba Se utiliza para homogenizar la mezcla, es
una bomba dispuesta para hacer
recirculación en el tanque1 (TK-003), su
potencia nominal es de 32W.
P – 003 Bomba Bomba de salida del tanque1 (Tk-003) que
suministra la entrada del producto al
tanque2 (Tk-004). Su potencia nominal es
de 32W.
P – 004 Bomba Es la encargada de entregar el producto a
la Etapa de Enfriamiento, esto lo realiza
después que la temperatura llegue a 70
grados centígrados en el tanque 2, su
potencia nominal es de 85W.
FC – 104 Controlador de flujo Control mediante PLC
LSH – 104 Sensor de nivel alto Sensor de tipo interruptor ON-OFF, para
indicar la capacidad máxima de producto
del tanque2.
LT – 105 Transmisor de nivel Transmisor interno en PLC
LI – 104 Indicador de nivel Indicador de nivel interno en PLC
LSL – 104 Sensor de nivel bajo Sensor de tipo interruptor ON-OFF, para
indicar la capacidad mínima de producto
del tanque2.
LT – 106 Transmisor de nivel Transmisor interno en PLC
TS – 104 Sensor de temperatura Sensor que registra temperatura del
tanque2 (Tk-004) de calor. Rango: -20 ºC
a 150 ºC
TT – 104 Transmisor de temperatura Transmisor interno en PLC
TI – 104 Indicador de temperatura Indicador de temperatura interno en PLC Tabla 2. Información del diagrama P&ID del área de dosificación. (Fuente: elaboración propia)

120
P&ID Caldera:
Figura 36. Diagrama P&ID del proceso área de la caldera. (Fuente: elaboración propia)
Basándonos en el proyecto de grado relacionado con el sistema de dosificación (Bolivar &
Martinez, 2019) obtenemos que:

121
TAG´s Descripción de elemento P&ID Descripción de elemento real
TK – 001 Tanque de proceso Tanque en acero de generación de
vapor
TK – 002 Tanque de proceso Tanque en acrílico para reserva de
liquido
R – 001 Resistencia eléctrica Resistencia eléctrica de 220 VAC
que calienta el agua que está dentro
de la caldera.
LT – 102 Transmisor de nivel Dispositivo óptico con salida ON /
OFF.
LI – 102 Indicador de nivel Indicador interno en controlador
TS – 100 Sensor de temperatura PT 100 industrial
TT – 100 Transmisor de temperatura RTD PT100 de 4 a 20 mA
TI – 100 Indicador de temperatura Indicador interno en controlador
PI – 106 Indicador de presión Manómetro de rango superior a 60
PSI
HV – 106 Válvula manual Válvula de bola para controlar
presión interna
PV – 106 Válvula de presión Limitar la presión de la caldera no
mayor a 60PSI.
FC – 105 Controlador de flujo Controlador interno en PLC
CV – 105 Válvula de conducción Controlar el flujo de vapor que sale
de la caldera.
HA – 101 Alarma manual Nivel bajo del visor de nivel de la
caldera.
HA – 102 Alarma manual Nivel alto del visor de nivel de la
caldera.
HV – 101 Válvula manual Limitar el paso del agua en un
sentido y dejar paso libre en el
contrario.
HV – 103 Válvula manual Para el desagüe de la caldera.
P – 001 Bomba Succión y descarga de agua hacia la
caldera. Tabla 3. Información del diagrama P&ID del área de caldera. (Fuente: elaboración propia)

Anexo 3 - Diagrama P&ID
AutoCAD SHX Text
TK-003
AutoCAD SHX Text
.
AutoCAD SHX Text
HV-002
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
D-LI-103
AutoCAD SHX Text
D-TI-103
AutoCAD SHX Text
LSH
AutoCAD SHX Text
LSH
AutoCAD SHX Text
LSH
AutoCAD SHX Text
LSH
AutoCAD SHX Text
D-LSH-103
AutoCAD SHX Text
LSL
AutoCAD SHX Text
LSL
AutoCAD SHX Text
D-LSL-103
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
D-TE-103
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
D-LT-103
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
D-LT-104
AutoCAD SHX Text
D-TT-103
AutoCAD SHX Text
TK-180
AutoCAD SHX Text
TK-181
AutoCAD SHX Text
M
AutoCAD SHX Text
180
AutoCAD SHX Text
D-M-180
AutoCAD SHX Text
M
AutoCAD SHX Text
181
AutoCAD SHX Text
D-M-181
AutoCAD SHX Text
FIC
AutoCAD SHX Text
FIC
AutoCAD SHX Text
D-FIC-103
AutoCAD SHX Text
P-002
AutoCAD SHX Text
FC
AutoCAD SHX Text
FC
AutoCAD SHX Text
D-FC-103
AutoCAD SHX Text
P-003
AutoCAD SHX Text
CV
AutoCAD SHX Text
103
AutoCAD SHX Text
D-CV-103
AutoCAD SHX Text
TK-004
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
D-LI-104
AutoCAD SHX Text
D-TI-104
AutoCAD SHX Text
LSH
AutoCAD SHX Text
LSH
AutoCAD SHX Text
LSH
AutoCAD SHX Text
LSH
AutoCAD SHX Text
D-LSH-104
AutoCAD SHX Text
LSL
AutoCAD SHX Text
LSL
AutoCAD SHX Text
D-LSL-104
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
D-TE-104
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
D-LT-105
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
D-LT-106
AutoCAD SHX Text
D-TT-104
AutoCAD SHX Text
E-004
AutoCAD SHX Text
P-004
AutoCAD SHX Text
FC
AutoCAD SHX Text
FC
AutoCAD SHX Text
D-FC-104
AutoCAD SHX Text
Entrada de Leche
AutoCAD SHX Text
Entrada de Aire
AutoCAD SHX Text
A-001
AutoCAD SHX Text
TK-005
AutoCAD SHX Text
TK-006
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
E-TE-406
AutoCAD SHX Text
E-TT-406
AutoCAD SHX Text
E-TI-406
AutoCAD SHX Text
E-005
AutoCAD SHX Text
CV
AutoCAD SHX Text
104
AutoCAD SHX Text
E-CV-104
AutoCAD SHX Text
FC
AutoCAD SHX Text
FC
AutoCAD SHX Text
E-FC-104
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
E-LI-106
AutoCAD SHX Text
LS
AutoCAD SHX Text
LS
AutoCAD SHX Text
E-LS-106
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
E-LT-106
AutoCAD SHX Text
E-TI-105
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
E-TE-105
AutoCAD SHX Text
E-TT-105
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
E-TE-205
AutoCAD SHX Text
E-TT-205
AutoCAD SHX Text
E-TI-205
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
E-TE-305
AutoCAD SHX Text
E-TT-305
AutoCAD SHX Text
E-TI-305
AutoCAD SHX Text
TK-001
AutoCAD SHX Text
TK-002
AutoCAD SHX Text
P-001
AutoCAD SHX Text
.
AutoCAD SHX Text
HV-101
AutoCAD SHX Text
.
AutoCAD SHX Text
HV-103
AutoCAD SHX Text
.
AutoCAD SHX Text
HA-101
AutoCAD SHX Text
.
AutoCAD SHX Text
HA-102
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
LI
AutoCAD SHX Text
C-LI-102
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
LT
AutoCAD SHX Text
C-LT-102
AutoCAD SHX Text
CV
AutoCAD SHX Text
105
AutoCAD SHX Text
C-CV-105
AutoCAD SHX Text
FC
AutoCAD SHX Text
FC
AutoCAD SHX Text
C-FC-105
AutoCAD SHX Text
C-TI-100
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
TE
AutoCAD SHX Text
C-TE-100
AutoCAD SHX Text
C-TT-100
AutoCAD SHX Text
.
AutoCAD SHX Text
PV-106
AutoCAD SHX Text
.
AutoCAD SHX Text
HV-106
AutoCAD SHX Text
PI
AutoCAD SHX Text
PI
AutoCAD SHX Text
PI
AutoCAD SHX Text
PI
AutoCAD SHX Text
C-PI-106
AutoCAD SHX Text
Producto FInal
AutoCAD SHX Text
Drenaje
AutoCAD SHX Text
Salida vapor de Emergencia
AutoCAD SHX Text
ENFRIADOR
AutoCAD SHX Text
DOSIFICADOR
AutoCAD SHX Text
CALDERA
AutoCAD SHX Text
R-001
AutoCAD SHX Text
DIAGRAMA P&ID
AutoCAD SHX Text
Tesis de grado: Simulación de la planta pasteurizadora del laboratorio de electrónica de la Universidad Distrital Francisco José de Caldas, Facultad Tecnológica
AutoCAD SHX Text
001
AutoCAD SHX Text
DIAGRAMA P&ID
AutoCAD SHX Text
Tesis de grado: Simulación de la planta pasteurizadora
AutoCAD SHX Text
Miguel Herrera - Boris Peralta
AutoCAD SHX Text
PG001
AutoCAD SHX Text
Author
AutoCAD SHX Text
Area
AutoCAD SHX Text
Drawing Number
AutoCAD SHX Text
Stamp
AutoCAD SHX Text
Revision/Issue
AutoCAD SHX Text
Project Name and Address
AutoCAD SHX Text
Drawing Name
AutoCAD SHX Text
No.
AutoCAD SHX Text
Date
AutoCAD SHX Text
General Notes
AutoCAD SHX Text
C:\Users\chech\Documents\DiagramaP&IDGrado\PID DWG\AREA1\P&ID1.dwg

123
10.4. Anexo 4 – Programa dosificación
10.5. Anexo 5 – Programa caldera
10.6. Anexo 6 – Programa enfriador
10.7. Anexo 7 – Programa preliminares
Para ver los anexos 4, 5, 6, 7 y 8 ir al final del documento

dosificador - Sequential Function Chart Page 1planta_pasteurizadora2:MainTask:MainProgram 20/08/2021 05:28:29 a.m.Sheet Overview C:\RSLogix 5000\Projects\planta_pasteurizadora2.ACD
Anexo 10.3 RSLogix 5000
... Tran_018
Step_015.DN
N ... Action_032
//VÁLVULA DE SEGURIDAD CALDERA
if pres_caldera>=60 then v_seguridad:=1;
pres_caldera:=pres_caldera-0.01; else
v_seguridad:=0; end_if;
... -
Step_033
... Tran_014
v_leche_in
N ... Action_010
leche_in:=1; if phprove >=0 then
if phprove <=14 then phsi:=1;
else phno:=1;
phsi:=0; v_leche_in:=0;
end_if; else
phno:=1; phsi:=0;
v_leche_in:=0; end_if;
... -
Step_009
N ... Action_000
JSR(preliminares);
agua_in:=1;
... -
Step_001
N ... Action_023
cvcaldera_on:=0; temp_caldera:=0;
pres_caldera:=0; JSR(enfriador);
... -
Step_023
N ... Action_011
leche_in2:=1;
SPph:=phprove;
... -
Step_011
N ... Action_014
if setpointph>=6.5 then if setpointph <=6.8 then
SPphok:=1; SPph:=setpointph;
else SPphok:=0;
end_if; else
SPphok:=0; end_if;
... -
Step_014
N ... Action_031
agua_in:=0;
tank_reserva:=0; setpointcaldera:=0;
phprove:=0; setpointph:=0;
leche_in:=0; temptank1:=0;
temptank2:=0; sensorPH:=0;
setpointenfriador:=0;
compresor:=0; temp_refri:=0;
temp2:=0; temp3:=0;
temp4:=0; nivelfinal:=0;
nivelfinalok:=0; adctemp4:=0;
caudal:=0; intemptank1:=0;
nivel_reserva_ok:=0; phsi:=0;
phno:=0; preliminar_caldera:=0;
preliminar_enfriador:=0; res_refri:=0;
res2:=0; res3:=0;
SPcalderaok:=0; SPenfriadorok:=0;
temp4ok:=0; temptank2ok:=0;
inicio:=0;
... -
Step_032
N ... Action_017
niveltank2:=niveltank2+1;
niveltank1:=niveltank1-1;
if niveltank1<15 then nivelsuptank1:=0;
end_if; if niveltank1<7 then
nivelinftank1:=0; end_if;
if niveltank2>=7 then nivelinftank2:=1;
else nivelinftank2:=0;
end_if; if niveltank2>=15 then
nivelsuptank2:=1; bomba3:=0;
else nivelsuptank2:=0;
end_if;
... -
Step_017
... Tran_019
Step_016.DN
... Tran_020
bomba3
N ... Action_007
nivel_refri:=70; SPph:=7;
SPcaldera:=17;
... -
Step_000
... Tran_010
preliminar_caldera&preliminar_enfriador
N ... Action_013
sensorPH:=phprove; temptank1:=-13.061*intemptank1+117.63;
if temptank1 >=17 then if temptank1 <=20 then
temp1ok:=1; SPcaldera:=temptank1;
SPenfriador:=80; else
temp1ok:=0; end_if;
else temp1ok:=0;
end_if;
... -
Step_013
... Tran_017
SPphok
... Tran_026
temptank2ok & Step_022.DN
... Tran_016
temp1ok
... Tran_015
nivelsuptank1
... Tran_034
Step_031.DN
N ... Action_015
pwmacido:=pwmB;
pwmbase:=pwmA; if phprove<setpointph then
sensorPH:=salidaPH+0.2; if pwmbase>0 then
base:=1; else
base:=0; end_if;
else sensorPH:=salidaPH;
if pwmacido>0 then acido:=1;
else acido:=0;
end_if; end_if;
... -
Step_015
... Tran_001
not inicio
... Tran_013
Step_011.DN
... Tran_021
nivelsuptank2
N ... Action_012
niveltank1:=niveltank1+1;
if niveltank1>=7 then nivelinftank1:=1;
else nivelinftank1:=0;
end_if; if niveltank1>=15 then
nivelsuptank1:=1; v_leche_in:=0;
leche_in2:=0; else
nivelsuptank1:=0; end_if;
intemptank1:=9;
... -
Step_012
N ... Action_018
temp1ok:=0; JSR(caldera);
... -
Step_018
N ... Action_016
SPphok:=0;
bomba3:=1;
... -
Step_016
... Tran_012
v_leche_in&phsi
... Tran_000
inicio
N ... Action_008
//ALARMA SOBRE PRESIÓN CALDERA
temp_caldera:=0.0016*(pres_caldera*pres_caldera*pres_caldera) - 0.1941*(pres_caldera*pres_caldera) + 7.887*pres_caldera + 24.995; if pres_caldera=40 then
res_caldera:=0; end_if;
if pres_caldera>=50 then
res_caldera:=1; alarmapres:=1;
else alarmapres:=0;
end_if;
if v_alivio then pres_caldera:=0;
end_if;
... -
Step_010
A B C D E F G H I J K
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
A B C D E F G H I J K
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
10.3. Anexo 3 - Programa Dosificador

caldera - Sequential Function Chart Page 1planta_pasteurizadora2:MainTask:MainProgram 20/08/2021 05:31:50 a.m.Sheet Overview C:\RSLogix 5000\Projects\planta_pasteurizadora2.ACD
Anexo 10.4 RSLogix 5000
... Tran_023
SPcalderaok
... Tran_025
Step_022.DN
... Tran_024
temptank2ok
N ... Action_019
temptank2:=temptank1;
Step_022.DN:=0;
Step_022.T:=0;
... -
Step_019
... Tran_022
Step_019.DN
N ... Action_020
cvcaldera_on:=1;
intemptank1:=7.1;
temptank1:=-13.061*intemptank1+117.63;
if setpointcaldera>=20 then
if setpointcaldera <=80 then
SPcalderaok:=1;
else
SPcalderaok:=0;
end_if;
else
SPcalderaok:=0;
end_if;
... -
Step_020
N ... Action_021
vapor_on:=1;
SPcaldera:=setpointcaldera;
cvcaldera_apertura:=aperturaCaldera;
temptank2:=salidaCaldera;
if temptank2>=79.96 then
if temptank2<=80.6 then
temptank2ok:=1;
else
temptank2ok:=0;
end_if;
else
temptank2ok:=0;
end_if;
if cvcaldera_apertura <=0 then
vapor_on:=0;
end_if;
... -
Step_021
N ... Action_022
vapor_on:=0;
cvcaldera_apertura:=0;
temptank2:=salidaCaldera;
tank_caldera:=0;
nivel_caldera_ok:=0;
... -
Step_022
A B C D E F
1
2
3
4
5
6
7
8
9A B C D E F
1
2
3
4
5
6
7
8
9
10.4. Anexo 4 - Programa Caldera

enfriador - Sequential Function Chart Page 1planta_pasteurizadora2:MainTask:MainProgram 20/08/2021 05:32:15 a.m.Sheet Overview C:\RSLogix 5000\Projects\planta_pasteurizadora2.ACD
Anexo 10.5 RSLogix 5000
N ... Action_030
temp4:=salidaEnfriador;
bomba4:=0;
... -
Step_031
... Tran_031
nivelfinalok
N ... Action_024
bomba4:=1;
Step_031.DN:=0;
Step_031.T:=0;
... -
Step_024
...
Step_029
... Tran_032
nivelfinalok & temp4ok
... Tran_028
SPenfriadorok
... Tran_030
bomba4
N ... Action_029
if cvenfriador_apertura>9 & cvenfriador_apertura<=50 then
caudal:=3000;
flujo2:=1;
res2:=595;
else
flujo2:=0;
end_if;
if cvenfriador_apertura>51 & cvenfriador_apertura<=100 then
caudal:=2000;
flujo3:=1;
res2:=590;
else
flujo3:=0;
end_if;
if cvenfriador_apertura>101 & cvenfriador_apertura<=159 then
caudal:=1000;
flujo4:=1;
res2:=585;
else
flujo4:=0;
end_if;
if cvenfriador_apertura>159 & cvenfriador_apertura<=180 then
caudal:=460;
flujo5:=1;
res2:=580;
else
flujo5:=0;
end_if;
... -
Step_030
N ... Action_026
if nivelfinal >=15 then
nivelfinalok:=1;
else
nivelfinalok:=0;
end_if;
... -
Step_026
N ... Action_025
if setpointenfriador>=4 then
if setpointenfriador <=70 then
SPenfriador:=setpointenfriador;
SPenfriadorok:=1;
else
SPenfriadorok:=0;
end_if;
else
SPenfriadorok:=0;
end_if;
... -
Step_025
N ... Action_027
nivelfinal:=nivelfinal+0.1;
niveltank2:=niveltank2-0.1;
... -
Step_028
... Tran_029
Step_026.DN
... Tran_027
bomba4
... Tran_033
Step_031.DN
N ... Action_028
cvenfriador_apertura:=aperturaEnfriador;
SPenfriador:=setpointenfriador;
temp2:=-23.96*LN(res2)+229.55;
temp3:=salidaEnfriador-0.25;
temp4:=salidaEnfriador;
cvenfriador_on:=1;
if cvenfriador_apertura<=0 then
caudal:=1000000;
cvenfriador_on:=0;
res2:=5000;
end_if;
if cvenfriador_apertura>0 & cvenfriador_apertura<=9 then
caudal:=4000;
flujo1:=1;
res2:=600;
else
flujo1:=0;
end_if;
if temp4<=4 & nivelfinal>=14.6 then
nivelfinal:=15;
temp4ok:=1;
niveltank2:=0;
else
temp4ok:=0;
end_if;
if niveltank2<15 then
nivelsuptank2:=0;
end_if;
if niveltank2<7 then
nivelinftank2:=0;
end_if;
... -
Step_027
A B C D E F G H I J K
1
2
3
4
5
6
7
8
9A B C D E F G H I J K
1
2
3
4
5
6
7
8
9
10.5. Anexo 5 - Programa Enfriador
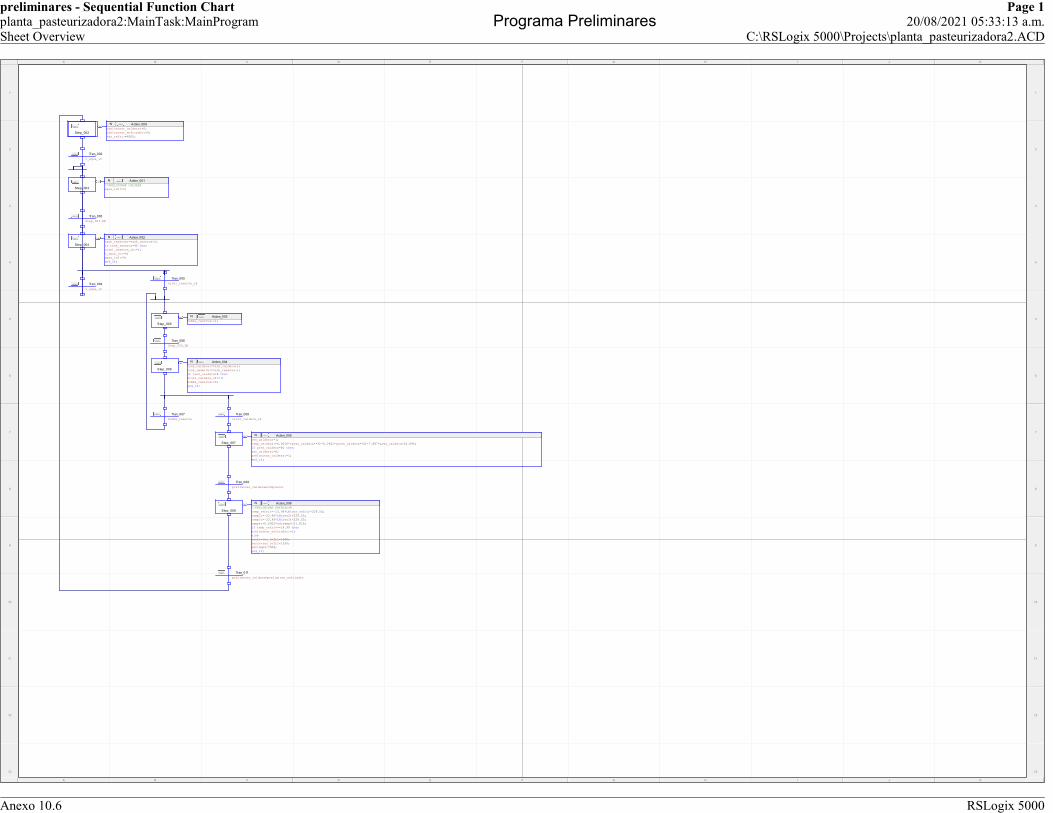
preliminares - Sequential Function Chart Page 1planta_pasteurizadora2:MainTask:MainProgram 20/08/2021 05:33:13 a.m.Sheet Overview C:\RSLogix 5000\Projects\planta_pasteurizadora2.ACD
Anexo 10.6 RSLogix 5000
N ... Action_001
//PRELIMINAR CALDERA
agua_in2:=1;
... -
Step_003
... Tran_004
v_agua_in
... Tran_007
bomba_reserva
... Tran_005
nivel_reserva_ok
... Tran_009
preliminar_caldera&compresor
... Tran_003
Step_003.DN
N ... Action_005
res_caldera:=1;
temp_caldera:=0.0016*(pres_caldera**3)-0.1941*(pres_caldera**2)+7.887*pres_caldera+24.995;
if pres_caldera=40 then
res_caldera:=0;
preliminar_caldera:=1;
end_if;
... -
Step_007
N ... Action_009
preliminar_caldera:=0;
preliminar_enfriador:=0;
res_refri:=6500;
... -
Step_002
... Tran_002
v_agua_in
... Tran_006
Step_005.DN
... Tran_008
nivel_caldera_ok
N ... Action_003
bomba_reserva:=1; ... -
Step_005
N ... Action_002
tank_reserva:=tank_reserva+1;
if tank_reserva=40 then
nivel_reserva_ok:=1;
v_agua_in:=0;
agua_in2:=0;
end_if;
... -
Step_004
... Tran_011
preliminar_caldera&preliminar_enfriador
N ... Action_004
tank_caldera:=tank_caldera+1;
tank_reserva:=tank_reserva-1;
if tank_caldera=8 then
nivel_caldera_ok:=1;
bomba_reserva:=0;
end_if;
... -
Step_006
N ... Action_006
//PRELIMINAR ENFRIADOR
temp_refri:=-23.96*LN(res_refri)+229.55;
temp2:=-23.96*LN(res2)+229.55;
temp3:=-23.96*LN(res3)+229.55;
temp4:=0.0922*adctemp4-21.818;
if temp_refri<=-14.99 then
preliminar_enfriador:=1;
else
res2:=res_refri-1300;
res3:=res_refri-1350;
adctemp4:=508;
end_if;
... -
Step_008
A B C D E F G H I J K
1
2
3
4
5
6
7
8
9
10
11
12
13
A B C D E F G H I J K
1
2
3
4
5
6
7
8
9
10
11
12
13
10.6. Anexo 6 - Programa Preliminares




![Planta pasteurizadora[1]](https://static.fdocuments.es/doc/165x107/55817951d8b42ae15f8b5341/planta-pasteurizadora1.jpg)













