SINTERSIM 2020 - UJI
22
SINTERSIM 2020 Informe final proyecto Autores: Joan Balaguer Osuna Juan Miguel Tiscar Cervera Resumen La sinterización es una de las etapas más importantes del proceso de fabricación de baldosas cerámicas. Durante la etapa de cocción, la baldosa es sometida a un tratamiento térmico que fortalece y densifica su estructura, proporcionándole al producto sus propiedades estéticas y físicas finales. El proceso de sinterización es, por lo tanto, un proceso de transporte de masa que se activa a alta temperatura (1/2 o 2/3 de la temperatura de fusión), y que conduce al refuerzo de los enlaces entre partículas y a un cambio de porosidad y geometría de la baldosa, que está acompañado de una reducción de su energía libre. Además, en el caso de productos gresificados, el proceso tiene lugar con la aparición de fase líquida, como consecuencia de la fusión de ciertas materias primas fundentes presentes en la composición. El reblandecimiento de la baldosa durante la sinterización puede provocar que la pieza deforme bajo su propio peso, lo cual afecta, tanto a su estabilidad dimensional, como a sus propiedades mecánicas. A este fenómeno se le denomina piroplasticidad, el cual es especialmente crítico en productos de baja porosidad, como el gres porcelánico, debido a la gran cantidad de fase líquida generada durante su sinterización. En la práctica industrial, es habitual que este tipo de producto sufra problemas de falta de estabilidad dimensional, curvaturas y dificultades en el corte. Estos problemas están íntimamente relacionados con la alta piroplasticidad y contracción lineal de estos materiales, así como con un enfriamiento desigual entre ambas caras de la baldosa tras la sinterización, el cual genera tensiones residuales en la pieza. Con el fin de comprender mejor estos problemas, a lo largo de los últimos años se han desarrollado modelos matemáticos que predicen la deformación piroplástica que sufre una baldosa durante la cocción y la aparición de curvaturas y tensiones residuales en la pieza durante su enfriamiento. No obstante, dichos modelos se limitan al caso bidimensional y no tienen en consideración el proceso de densificación. El objetivo de este trabajo es extender los modelos matemáticos que describen el comportamiento de las baldosas cerámicas durante su cocción, considerando el caso tridimensional, junto con la densificación experimentada por el material. Para ello se ha utilizado el modelo de sinterización viscosa SOVS (Skorohod-Olevsky Viscous Sintering), el cual ha sido utilizado para reproducir el proceso de cocción de diferentes materiales cerámicos. La representación del modelo constitutivo consiste en una deformación viscosa activada térmicamente, la cual depende además del estado de densificación local del material. Para el estudio del proceso de sinterización de una baldosa, el modelo se ha integrado en un programa de simulación por elementos finitos denominado Salome-Meca. Mediante ensayos de laboratorio, y utilizando el modelo propuesto, se han determinado en primer lugar las propiedades térmicas de un gres porcelánico y el intercambio energético asociado a las reacciones químicas que se producen durante su cocción. En segundo lugar,
Transcript of SINTERSIM 2020 - UJI

SINTERSIM 2020
Informe final proyecto
Autores: Joan Balaguer Osuna Juan Miguel Tiscar Cervera
Resumen
La sinterización es una de las etapas más importantes del proceso de fabricación de baldosas cerámicas. Durante la etapa de cocción, la baldosa es sometida a un tratamiento térmico que fortalece y densif ica su estructura, proporcionándole al producto sus propiedades estéticas y f ísicas f inales. El proceso de sinterización es, por lo tanto, un
proceso de transporte de masa que se activa a alta temperatura (1/2 o 2/3 de la temperatura de fusión), y que conduce al refuerzo de los enlaces entre partículas y a un cambio de porosidad y geometría de la baldosa, que está acompañado de una reducción de su energía libre. Además, en el caso de productos gresificados, el proceso tiene lugar con la aparición de fase líquida, como consecuencia de la fusión de ciertas materias primas
fundentes presentes en la composición.
El reblandecimiento de la baldosa durante la sinterización puede provocar que la pieza deforme bajo su propio peso, lo cual afecta, tanto a su estabilidad dimensional, como a
sus propiedades mecánicas. A este fenómeno se le denomina piroplasticidad, el cual es especialmente crítico en productos de baja porosidad, como el gres porcelánico, debido a la gran cantidad de fase líquida generada durante su sinterización. En la práctica industrial, es habitual que este tipo de producto sufra problemas de falta de estabilidad dimensional, curvaturas y dif icultades en el corte. Estos problemas están íntimamente relacionados con
la alta piroplasticidad y contracción lineal de estos materiales, así como con un enfriamiento desigual entre ambas caras de la baldosa tras la sinterización, el cual genera
tensiones residuales en la pieza.
Con el f in de comprender mejor estos problemas, a lo largo de los últimos años se han desarrollado modelos matemáticos que predicen la deformación piroplástica que sufre una baldosa durante la cocción y la aparición de curvaturas y tensiones residuales en la pieza durante su enfriamiento. No obstante, dichos modelos se limitan al caso bidimensional y no tienen en consideración el proceso de densif icación. El objetivo de este trabajo es
extender los modelos matemáticos que describen el comportamiento de las baldosas cerámicas durante su cocción, considerando el caso tridimensional, junto con la densif icación experimentada por el material. Para ello se ha utilizado el modelo de sinterización viscosa SOVS (Skorohod-Olevsky Viscous Sintering), el cual ha sido utilizado para reproducir el proceso de cocción de diferentes materiales cerámicos. La
representación del modelo constitutivo consiste en una deformación viscosa activada térmicamente, la cual depende además del estado de densificación local del material. Para el estudio del proceso de sinterización de una baldosa, el modelo se ha integrado en un
programa de simulación por elementos f initos denominado Salome-Meca.
Mediante ensayos de laboratorio, y utilizando el modelo propuesto, se han determinado en primer lugar las propiedades térmicas de un gres porcelánico y el intercambio energético asociado a las reacciones químicas que se producen durante su cocción. En segundo lugar,

se ha determinado la dependencia de la deformación viscosa de la baldosa con la
temperatura. Los resultados del modelo muestran la necesidad de plantear una nueva ley
viscosa que permita predecir la cinética de la sinterización adecuadamente.
1 INTRODUCCIÓN
El proceso de fabricación de baldosas se desarrolla en una serie de etapas sucesivas, que se pueden agrupar en tres grandes grupos: preparación de materias primas, conformado de la pieza y tratamiento térmico. El tratamiento térmico, el cual conlleva la sinterización de la baldosa, es una de las etapas más importantes del proceso de fabricación, ya que de ella dependen gran parte de las características del producto cerámico: resistencia mecánica, estabilidad dimensional, resistencia a los agentes químicos, facilidad de
limpieza...[1] Asimismo, durante la fabricación de gres porcelánico este tratamiento es especialmente susceptible de provocar problemas de estabilidad dimensional, curvaturas y dif icultades en el corte, relacionados con la piroplasticidad y la alta contracción de este material durante su sinterizado [1], intensif icándose en la fabricación de piezas de porcelánico de gran tamaño y/o con presencia de relieves acusados.
La sinterización de una baldosa de gres porcelánico comienza, en general, cuando la temperatura del producto excede 1/2 o 2/3 la temperatura de fusión del soporte, la cual es suf iciente para causar una signif icativa difusión y f lujo viscoso en presencia de gran cantidad de fase líquida. La consecuencia de este proceso es una reducción del tamaño y
de la porosidad de la baldosa, produciéndose en su mayoría durante el tiempo de permanencia de la pieza a la máxima temperatura de cocción. La sinterización es, en definitiva, un proceso de densificación de la baldosa. Hasta la fecha, el proceso de sinterización de baldosas cerámicas ha sido estudiado por
diferentes investigadores, derivándose ecuaciones descriptivas de la cinética de la sinterización de los esmaltes [2-3] y de los engobes [4]. En lo referente a los soportes, Orts et al. [5] desarrollaron un modelo cinético de sinterización basado en ensayos isotermos. Pese a ello, no se tiene constancia del uso de ecuaciones constitutivas que describan la evolución f ísico-química de baldosas durante la sinterización. Así, aunque recientemente se han realizado avances en la modelización del comportamiento
termomecánico de las baldosas durante su enfriamiento [6-7], el proceso de sinterización ha quedado al margen. Sin embargo, en otros campos, como los relacionados con las cerámicas avanzadas, es habitual el uso de modelos de sinterización que permiten optimizar y mejorar el
tratamiento térmico con el objeto de fabricar piezas cerámicas de altas propiedades mecánicas. Uno de los modelos más habituales utilizados para modelizar el cambio de porosidad de cerámicas avanzadas durante la fase de sinterización es el modelo de Skorohod-Olevsky (SOVS, Skorohod-Olevsky viscous sintering) [8], el cual ha sido utilizado exitosamente por varios investigadores. Argüello et al. [9] utilizaron este modelo
para predecir la densificación del ZnO. Más tarde, Reiterer et al. [10] consiguieron predecir la correcta densif icación del mismo compuesto partiendo de unas condiciones de conformado distintas. Por otro lado, Molla et al. [11] predijeron con el modelo SOVS la densif icación de una pila de combustible de óxido sólido.
La ventaja de utilizar ecuaciones constitutivas que describen el proceso de sinterización es que, junto con las leyes de conservación de la masa, la energía y el momento linear y angular, es posible describir completamente la respuesta de un material durante el proceso de sinterización. Esto se consigue resolviendo el conjunto de ecuaciones constitutivas y de conservación mediante métodos numéricos, tales como el método de los elementos finitos

(MEF) [3]. La f igura 1 muestra la simulación de la sinterización de una pieza cerámica
utilizando el MEF.
Figura 1. Ejemplo de sinterización de una pieza cerámica mediante el MEF.
El objeto del presente trabajo es modelizar macroscópicamente el tratamiento térmico de los soportes cerámicos para optimizar la cinética del proceso y mejorar las propiedades
técnicas de las baldosas. Asimismo, el modelo aquí desarrollado sienta las bases para estudiar el comportamiento de piezas cerámicas de gran tamaño (slabs) y/o con relieves destacados, cuyo tratamiento térmico requiere de un mayor control.
2 MODELO TERMO-MECÁNICO
2.1 Modelo SOVS original
El modelo constitutivo utilizado en este trabajo es el modelo de Skorohod-Olevsky (SOVS) [8]. Este modelo incorpora el proceso de sinterización como una componente viscosa (inelástica) lineal y dependiente, entre otras variables, de la temperatura:
𝜖̇𝑖𝑗𝑖𝑛 =
𝜎𝑖𝑗′
2𝜂0𝜙+
𝜎𝑘𝑘−3𝜎𝑠
18𝜂0𝜓𝛿𝑖𝑗 (1)
�̇�𝑟
𝜌𝑟= −𝜖�̇�𝑘
𝑖𝑛 (2)
Donde 𝜖̇𝑖𝑗𝑖𝑛 representa el tensor de velocidad de deformación inelástica, 𝜎𝑖𝑗
′ es la
componente desviadora del tensor de tensiones, 𝜎𝑘𝑘 es la traza del tensor de tensiones, 𝜎𝑠 es la tensión efectiva de sinterización, 𝜙 y 𝜓 representan la viscosidad cortante normalizada y la viscosidad volumétrica normalizada del material, las cuales dependen de
la densidad relativa (ρr), 𝜂0 es la viscosidad del sólido y 𝛿𝑖𝑗 es el delta de Kronecker.
Finalmente, �̇�𝑟 es la velocidad de variación de ρr, mientras que −�̇�𝑘𝑘𝑖𝑛
es la traza del tensor
de velocidad de deformación inelástica.

Asimismo, la relación de 𝜙, 𝜓 y 𝜎𝑠 con la densidad relativa puede derivarse de la mecánica de medios continuos [8], de modo que:
𝜙 = 𝜌𝑟2 (3)
𝜓 = 2𝜌𝑟
2
3(1−𝜌𝑟 ) (4)
𝜎𝑠 = 𝜌𝑟
2 (5)
Mientras que la viscosidad del sólido se asume, en primera aproximación, que sigue la forma de una ecuación del tipo Arrhenius:
η0 = 𝐴𝑒(𝐵/𝑅𝑇) (6)
Donde A es un parámetro que agrupa todos los mecanismos de difusión, crecimiento de grano y, en general, involucrados en la reordenación f ísica de la matriz durante la sinterización, B es la energía de activación del proceso, R la constante universal de los gases ideales y T la temperatura. En este punto, cabe destacar que la forma de la ecuación de la viscosidad es clave para predecir correctamente la evolución de la densif icación.
2.2 Modelo SOVS modificado Las ecuaciones (1) y (2) permiten predecir cómo varía la densidad debido al proceso de sinterización por temperatura. Las composiciones cerámicas, sin embargo, sufren cambios de densidad durante su sinterización por otros procesos. En primer lugar, la expansión térmica propia del material provoca que durante su calentamiento y enfriamiento se
produzcan cambios en el volumen. Este cambio es más importante cerca de los 600ºC, donde se produce el cambio de fase cristalina del cuarzo presente en la composición. En segundo lugar, durante el calentamiento se producen descomposiciones químicas de la baldosa (Figura 2), por lo que sufre una pérdida continua de masa en esta etapa. Estos cambios son introducidos en el modelo SOVS modif icando la ecuación (2) del
siguiente modo: �̇�𝑟
𝜌𝑟= 𝜖̇𝑚 − 𝜖�̇�𝑘
𝑖𝑛 − 3 𝜖̇𝑡ℎ (7)
A la ecuación (2), se le han añadido los términos �̇�𝒎 y 𝟑�̇�𝒕𝒉 que representan el gradiente de
masa perdida durante el ciclo térmico por diferentes mecanismos detallados en el análisis termogravimétrico (Figura 2) y el gradiente del cambio en el volumen a causa de la dilatación/contracción térmica observada en las dilatometrías (Figura 1Figura 8) respectivamente. Nótese que el cambio de volumen en contracción está multiplicado por 3 ya que el valor de 𝜖 ̇𝑡ℎ corresponde al gradiente de la expansión/contracción térmica y
longitudinal producida en una pieza durante el ciclo térmico.
2.3 Modelo térmico Debido a que la sinterización depende de la temperatura, es necesario introducir junto con la descripción mecánica de la sinterización, el comportamiento térmico del material de estudio. Así, considerando la baldosa como un material isótropo con conductividad térmica
constante, la ecuación de transmisión del calor en estado no estacionario y con presencia de reacciones químicas adopta la forma:

�̇� = 𝛼 ⋅ ∇2𝑇 (8)
Donde �̇� es la velocidad de cambio de la temperatura y 𝛼∗ es la difusividad térmica
aparente de la pieza, la cual depende de la temperatura y de las 𝑁𝑅 reacciones químicas que se producen durante el proceso de transmisión de calor [12], describiéndose como:
𝛼∗ =α
1+6
𝑐𝑝∑
𝜙𝑖𝐻𝑖0
𝑇𝑖∗−𝑇∗𝑖
𝑁𝑅𝑖=1
⟨𝜃𝑖 ·(1−𝜃𝑖 )⟩
(9)
Donde 𝛼 es la difusividad térmica real del material, 𝜙𝑖 es la fracción del componente de
referencia que interviene en la reacción i; 𝐻𝑖0 es la entalpía de la reacción i; 𝑇𝑖
∗ y 𝑇∗𝑖 son
las temperaturas f inal e inicial de la reacción i; 𝜃𝑖 se define como 𝑇−𝑇∗𝑖
𝑇𝑖∗−𝑇∗𝑖
y los símbolos
⟨ ⟩ representan los corchetes de Macauley. La resolución del modelo termo-mecánico descrito requiere la utilización de métodos
numéricos. En este trabajo se ha utilizado el MEF a través del software Salome-Meca, incorporándose el modelo constitutivo planteado mediante la herramienta de generación de código MFront.
3 PROCEDIMIENTO EXPERIMENTAL
3.1 Materiales En este trabajo se ha utilizado una composición típica de polvo atomizado de gres porcelánico. La razón por la que se ha escogido esta composición para la modelización de la sinterización radica en su gran contracción durante la cocción, y por lo tanto, en su
mayor probabilidad para generar defectos de sinterizado (calibres, deformación piroplástica...). Las principales características de la composición seleccionada fueron:
Tabla 1. Características de la composición utilizada.
Composición Color en cocido Temperatura de
cocción (°C)
Densidad aparente en
cocido (kg/m3)
Gres porcelánico Blanco 1160 2400
Del mismo modo, se conformaron probetas de gres porcelánico a tres densidades aparentes distintas para cada uno de los ensayos experimentales. Con ello fue posible evaluar el impacto de la densidad aparente inicial en la cinética de la sinterización y en la contracción f inal alcanzada.

Figura 2. Análisis termogravimétrico (TG) y termogravimétrico diferencial (DTG) de la composición utilizada.
3.2 Determinación de los parámetros térmicos La determinación de los parámetros térmicos (Ecuación 8) se realizó mediante la cocción de probetas de distinta porosidad inicial con diferentes ciclos térmicos. Inicialmente se prepararon seis probetas cilíndricas de 75 mm de diámetro y 22 mm de espesor. Tras el prensado, las probetas fueron perforadas para introducir en su interior un termopar tipo
K, conectado a un sistema de adquisición de datos con registros cada segundo. Seguidamente las probetas fueron secadas en una estufa a 110ºC durante 24 horas.
Figura 3. Montaje experimental para la determinación de los parámetros térmicos,
Fuente: [12].

3.3 Seguimiento de la sinterización mediante dilatometría El registro de la densif icación del gres porcelánico partiendo de tres densidades aparentes distintas se realizó utilizando un dilatómetro de contacto. Cuando el horno dilatométrico se
calienta, la muestra junto con los demás componentes del horno dilata. Registrando esta dilatación mediante un transformador lineal y corrigiendo aquella dilatación correspondiente a los componentes del horno, es posible determinar la dilatación de la muestra. A alta temperatura la pieza mostrará una alta contracción debida al proceso de sinterización. En este trabajo la velocidad de calentamiento del dilatómetro fue de 5ºC/min,
alcanzándose una temperatura máxima de 1160ºC.
Figura 4. Esquema de un dilatómetro.
4 Resultados
4.1 Cálculo de los parámetros térmicos Las probetas preparadas según se expone en la sección 3.2 fueron sometidas a dos tratamientos térmicos con una temperatura máxima de 700ºC y 1100ºC, respectivamente.
La velocidad de calentamiento de las probetas y el tiempo de mantenimiento a temperatura máxima fue, en ambos casos, de 30ºC/min y 30 min, respectivamente. La tabla 2 muestra la densidad aparente en crudo de las probetas ensayadas y la temperatura máxima a la que se sometieron durante el ciclo de cocción.
Tabla 2. Densidad de las piezas ensayadas durante la determinación de los parámetros térmicos.
Etiqueta
Densidad
aparente,
𝝆𝒂𝒑 (kg/m3)
Temperatura
máxima de
cocción
(ºC)
D1-700 1836 700 D2-700 1937 700
D3-700 2052 700 D1-1100 1824 1100 D2-1100 1937 1100 D3-1100 2051 1100
En la f igura 5 y la f igura 6 se representa la evolución de la temperatura de las probetas en
distintas zonas según el ciclo térmico al que son sometidas. De estas dos figuras se deduce que, en el rango estudiado, la difusividad térmica (sin reacción química) prácticamente no cambia con la densidad aparente de las probetas. No obstante, entre 550-650ºC existe un cambio de tendencia en la evolución de la temperatura de las probetas, la cual sí depende de la densidad aparente de las mismas. Este cambio en la evolución de la temperatura se
asocia a la presencia de una reacción química, en este caso, de la deshidroxilación de aluminosilicatos (f igura 2).

Los mismos experimentos fueron simulados utilizando el modelo térmico expuesto en la sección 2 y el software de elementos f initos Salome-Meca. Para calcular los parámetros térmicos, se aplicó el método de optimización Nelder-Mean multivariable, utilizando como función objetivo a minimizar la diferencia entre la temperatura central teórica y
experimental de las probetas en ambos ciclos térmicos. La difusividad térmica se determinó aplicando el método de optimización en un rango de temperaturas entre 25 y 500ºC. Por otro lado, los parámetros térmicos de reacción química de deshidroxilación se obtuvieron con el mismo método de optimización utilizando en la función objetivo los resultados experimentales obtenidos en el rango de temperatura situado entre 500 y 800 ºC. La tabla
3 muestra los parámetros térmicos optimizados siguiendo esta metodología.
Tabla 3. Parámetros térmicos optimizados de la composición estudiada.
Etiqueta �̅�𝒂𝒑 (kg/m3)
𝜶 (m2/s)
𝝓𝟏𝑯𝟏𝟎
(MJ)
𝑻𝟏∗
(°C)
𝑻∗𝟏
(°C)
D1 1830 2.64E-07 8.94 882 513 D2 1937 2.46E-07 7.65 871 545 D3 2050 2.35E-07 4.31 783 625
Asimismo, en todos los casos la capacidad caloríf ica (𝐶𝑝) de las probetas se asumió
constante e igual a 1250 J/(Kg·K) [12]. En consecuencia, la conductividad térmica
promedio (𝑘) de las probetas resultó ser, tras la optimización, de 0.6 W/(K·m). En la f igura 7 se compara la temperatura central teórica y experimental de las probetas en un ciclo de cocción con temperatura máxima de 1100ºC, una velocidad de calentamiento de 30ºC/min y un tiempo de mantenimiento a temperatura máxima de 30 min. Los resultados muestran un buen comportamiento del modelo térmico con los parámetros optimizados.
Figura 7. Comparación entre los resultados térmicos del modelo y la experimentación con las probetas D1 y D3, para un ciclo de temperatura máxima de 1100ºC.
Figura 6. Temperaturas de las probetas durante la cocción a 1100 °C.
Figura 5. Valores de temperatura
experimentales obtenidos cuando
se calienta la pieza a 700 °C.

4.2 Desarrollo de una nueva ecuación viscosa Los resultados obtenidos en este apartado parten del estado f inal del proyecto en la
anualidad 2019. En el apartado 4.2.1 se describe el estudio preliminar del que parten los resultados aquí presentados. En el apartado 4.2.2 se plantea una nueva ley viscosa específ ica y se determinan sus parámetros. Finalmente, en el apartado 4.2.3 se enuncia una ley general viscosa que engloba todo el proceso de cocción de una baldosa cerámica y que permite predecir correctamente su comportamiento durante esta etapa de
fabricación. 4.2.1 Ajuste inicial / Estudio preliminar La cinética de la sinterización fue obtenida mediante el ensayo expuesto en la sección 3.3,
cuyos resultados se muestran en la Figura 8A. La diferencia entre las tres probetas de distinta densidad es signif icativa en la zona cercana a los 1160ºC, donde la probeta de menor densidad aparente sufre una mayor contracción que la de mayor densidad. Nótese además que durante el calentamiento (25-1000ºC), las diferencias de expansión térmica entre las probetas de distinta densidad son despreciables.
En el modelo SOVS utilizado en este trabajo, los parámetros de ajuste de la sinterización son aquellos que definen la evolución de la viscosidad del sólido con la temperatura (Ecuación 6). Utilizando el mismo procedimiento que en el cálculo de los parámetros térmicos, se realizó un proceso de optimización mediante el algoritmo Nelder-Mean multivariable, donde la función objetivo a minimizar para cada probeta fue la diferencia de
dilatación experimental y simulada, en el rango de temperaturas situado entre 900-1160ºC. En la tabla 4 se muestran los parámetros de la sinterización optimizados, mientras que en la Figura 8B puede observarse la comparación entre los resultados de la sinterización experimental y teórica. Nótese que el parámetro B es independiente de la densidad aparente inicial del sólido al tratarse de una energía de activación, por lo que el
valor óptimo es común para las tres densidades iniciales estudiadas.
Tabla 4. Parámetros de la sinterización optimizados.
Etiqueta 𝝆𝒂𝒑 (kg/m3)
𝜶 (m2/s)
𝑨 (Pa·s)
𝐁 (kJ/mol)
D1 1820 2.65E-07 2.59E-4 5.11 D2 1950 2.44E-07 1.99E-4 5.11 D3 2040 2.36E-07 1.63E-4 5.11

A) B)
Figura 8. A) Sinterización de tres probetas con distinta densidad aparente inicial. B)
Comparación entre la sinterización experimental y teórica según el modelo SOVS tras la optimización.
Los resultados de la optimización muestran que el modelo no es capaz de predecir la cinética de sinterizado en el rango de temperaturas situado entre 950 y 1100ºC, donde se produce la densif icación inicial del gres porcelánico. En efecto, a partir de 950ºC el
incremento de la temperatura provoca un incremento en la cantidad de fase líquida y una disminución de la viscosidad de dicha fase. No obstante, durante esta primera fase de la sinterización también se produce la cristalización de la mullita y la disolución del cuarzo presente en la composición [13], provocando una ralentización del proceso. Finalmente, a partir de 1100ºC, la velocidad de la sinterización se incrementa notablemente, lo cual
denota la existencia de dos etapas de sinterización claramente diferenciadas [14]. 4.2.2 Nuevo enfoque: ley viscosa empírica Debido a la incapacidad de la ley viscosa tipo Arrhenius de reproducir la primera etapa de
la sinterización, se planteó un proceso de ingeniería inversa: a partir de las dilatometrías se calcularon, punto a punto, los valores de la viscosidad teóricos que daban lugar a los correspondientes desplazamientos. El proceso inverso se ha llevado a cabo utilizando Scilab. A cada cambio de temperatura se realiza un proceso de optimización de la viscosidad, variando su valor hasta minimizar
su diferencia con la dilatometría a dicha temperatura. Una vez alcanzado el óptimo (diferencia < 0.1‰), el algoritmo avanza al siguiente cambio de temperatura. Mediante este procedimiento es posible “calibrar” el valor de la viscosidad teórica que permite obtener la dilatometría experimental. Por consiguiente, la ecuación viscosa tendrá ahora la forma siguiente:
Ln 𝜂 = 𝐴 𝑇2 + 𝐵𝑇 + 𝐶 (10)
Donde A, B y C son parámetros de ajuste. Esta ley viscosa, cuya forma es de un polinomio
de segunda grado, permite reproducir correctamente la viscosidad teórica de la baldosa. No obstante, esta ley viscosa es dependiente del estado microestructural de la baldosa, lo cual no está incluido en la parametrización. De hecho, los parámetros de ajuste son distintos dependiendo de si se está en la etapa de calentamiento o enfriamiento. En la Figura 9 se observa la evolución de la viscosidad con la temperatura, una vez ajustados
los resultados teóricos a la ecuación 10.

Figura 9. Logaritmo natural de la viscosidad frente a temperatura para cada una de las tres compactaciones: baja (roja), media (azul) y alta (verde) durante el calentamiento (círculos) y el enfriamiento (triángulos).
Cabe destacar que durante el calentamiento, la viscosidad en temperaturas previas a los 910ºC puede considerarse inf inita (ln 𝜇 ≈ 40), al igual que para temperaturas menores de 1000ºC tras el enfriamiento. De hecho, durante el intervalo entre 900-910°C, la viscosidad “calibrada” de la pieza sufre un salto brusco de ln𝜇 ≈ 40 a ln 𝜇 ≈ 25. La explicación más
plausible de este gran cambio es la aparición de la fase líquida durante el principio de la sinterización. Este gran cambio es el motivo por el cual el ajuste polinomial solo se ha realizado durante los rangos de temperatura previamente expuestos. En lo referente al calentamiento, se puede extraer que a mayor compactación, menor
viscosidad. Se piensa que esta tendencia se debe al incremento del número de contactos en la baldosa. A mayor compactación, mayor número de contactos y, por lo tanto, mayor cantidad de zonas donde puede aparecer la fase líquida (y por lo tanto mayor volumen de fase líquida), repercutiendo en una menor viscosidad.
Por el contrario, durante el enfriamiento las curvas tienden a entrelazarse, aunque en general la pieza con mayor viscosidad durante el calentamiento también tiene una mayor viscosidad durante el enfriamiento. La explicación puede estar, otra vez, detrás de la cantidad de fase líquida generada. Una baldosa más viscosa en el calentamiento ha generado menos fase líquida, por lo que durante el enfriamiento dicha baldosa es también
más viscosa, y se convierte antes en un sólido elástico (ln 𝜇 ≈ 40). Nótese que la viscosidad durante el enfriamiento no coincide con la del calentamiento, algo que no suele contemplarse en la mayoría de ecuaciones viscosas encontradas en la bibliograf ía [15]. Esto indica que la viscosidad no depende únicamente de la temperatura,
de ahí la motivación de intentar encontrar otra ley viscosa que pueda explicar los fenómenos observados. Asimismo, el valor de la viscosidad durante el enfriamiento es mayor que en el calentamiento en los tres casos. La explicación se puede encontrar en la integridad de la baldosa. En efecto, durante el calentamiento empieza a producirse la sinterización, por lo que se forman las primeras uniones fuertes entre partículas. De hecho,
el proceso de sinterización modif ica el comportamiento termomecánico de la baldosa,

justif icándose este cambio de ley viscosa. Una forma de tener en cuenta este cambio
termodinámico consistiría en introducir la densidad relativa de la pieza como variable en la descripción de la viscosidad. De esta forma, sería posible obtener valores distintos de viscosidad para una misma temperatura. No obstante, es posible que otras variables tales como la variación de la densidad durante el proceso deban tenerse en cuenta. Por último, hay que añadir que el ciclo térmico utilizado para la caracterización de la ley
viscosa consistió en un ciclo de calentamiento lento con una a una temperatura máxima de 1160°C sin palier. En caso de cambiar esta temperatura máxima o incluso añadir palier, el estado f ísico de la pieza (la densidad relativa) para una misma temperatura cambiaría y, por tanto, también lo haría la viscosidad.
4.2.3 De vuelta a una ley general El objetivo primordial que se busca es encontrar una ley general que permita predecir, dentro de un margen de error razonable, el valor de la viscosidad para cualquier ciclo térmico y densidad inicial dados. Tras todo el trabajo anterior expuesto, la ecuación que
se propone es la siguiente:
log10 𝜂 =𝐴
1+exp (𝐵⋅𝑇−𝐶)⋅ 𝐷 𝑒𝑥𝑝 (
𝐸
𝑇−𝐹) ⋅
1
𝐺⋅(𝜌𝑚𝑎𝑥−𝜌)𝐻 (11)
Por comodidad, se dividirá la ecuación en tres términos:
Término 1: 𝐴
1+exp(𝐵⋅𝑇−𝐶)
Término 2: 𝐷 𝑒𝑥𝑝 (𝐸
𝑇−𝐹)
Término 3: 1
𝐺⋅(0.95−𝜌)𝐻
El segundo término modela el principio de la sinterización utilizando una ecuación tipo Arrhenius. Sin embargo, a diferencia del apartado 4.2.1, esta vez se ha añadido el parámetro “F” para otorgar una mayor f lexibilidad al ajuste de la viscosidad. El principal problema de una ecuación tipo Arrhenius es que siempre decrece, por lo que se ha añadido
el primer término para intentar reproducir el comportamiento de la viscosidad (Figura 10) durante una fase intermedia de la sinterización. Por último, con los dos primeros términos la ecuación la viscosidad solo depende de la temperatura, es decir, el valor de la viscosidad durante el enfriamiento coincidiría con el valor durante el calentamiento. Para evitarlo, se ha incluido un tercer término que depende de la densidad relativa.
Para calibrar el modelo se han realizado 18 dilatometrías distintas:
• 3 densidades diferentes (baja: 1800 kg/m3, media: 1910 kg/m3 y alta: 2020kg/m3)
• 3 ciclos térmicos diferentes (temperatura máxima de 1160ºC, 1190ºC y 1210ºC) • 2 tiempos de permanencia (3min y 8min).
Para cada una de las dilatometrías, se ha utilizado un script de Python para calcular la viscosidad teórica en cada momento del ciclo térmico. Una vez se han obtenido las 18
viscosidades teóricas, se ha ejecutado otro script de Python para calcular el mejor ajuste de la viscosidad (ecuación 11) cumpliendo las siguientes normas:
- Los parámetros A-F deben tener el mismo valor si dos piezas tienen la misma densidad inicial, ya que el proceso de sinterización cambia en función de la densidad inicial de la baldosa, al partir de una microestructura distinta.

- Los parámetros G y H deben tener el mismo valor si el ciclo térmico utilizado alcanza la misma temperatura máxima, independientemente del tiempo de permanencia. Esto se debe a que estos parámetros dependen principalmente del crecimiento de grano, el cual se asocia fuertemente al ciclo térmico. El crecimiento de grano solo aparece en las últimas etapas de la sinterización, donde su dependencia de la densidad de partida es despreciable [16].
Tabla 5: Descripción de todos los ensayos que se han realizado para ajustar el modelo
Etiqueta Densidad (kg/m3) Tmax (ºC) tPermanencia (min)
1 1800 1160 3
2 1910 1160 3
3 2020 1160 3
4 1800 1160 8
5 1910 1160 8
6 2020 1160 8
7 1800 1190 3
8 1910 1190 3
9 2020 1190 3
10 1800 1190 8
11 1910 1190 8
12 2020 1190 8
13 1800 1210 3
14 1910 1210 3
15 2020 1210 3
16 1800 1210 8
17 1910 1210 8
18 2020 1210 8
A modo de ejemplo, la Figura 10 muestra el valor teórico y el ajustado para tres muestras con diferentes densidades y ciclos térmicos. Se puede observar que al principio de la sinterización el valor de la viscosidad disminuye rápidamente. A partir de los 900ºC, la
viscosidad continúa disminuyendo, pero más lentamente. Sobre los 950ºC, se empieza a observar como la densidad relativa aumenta. Finalmente, dependiendo de la densidad inicial y del ciclo de cada muestra, se puede apreciar un aumento rápido en el valor de la viscosidad en los puntos f inales de la gráf ica (alrededor del valor 0.95 de densidad relativa). La Tabla 6 muestra los valores obtenidos del ajuste de los parámetros de la
ecuación 11. Para obtener los parámetros A-F se han utilizado a la vez todos los ensayos de una misma densidad (BAJA, MEDIA o ALTA). Para obtener los parámetros G y H se han utilizado todos los ensayos con una misma temperatura máxima (1160,1190,1210 ºC):

Tabla 6: Valores del ajuste de los parámetros de la ecuación 11
DENSIDAD A B C D E F
BAJA 2.00386544 0.02903858 1123.12197 7.54684798 10.5766817 829.237828
MEDIA 1.97637179 0.03286233 1120.53639 7.45399558 10.9008893 829.118824
ALTA 1.85560304 0.03754194 1115.71135 7.39216368 11.8180031 829.568951
Tmax (ºC) G H
1160 2.59305044 0.42992155
1190 2.54225381 0.41702912
1210 2.56797350 0.43567917
El siguiente archivo compara las dilatometrías experimentales con las dilatometrías que se obtienen del modelo utilizando el ajuste anteriormente nombrado:
DialtometriasAjuste
De este archivo cabe destacar dos cosas: La primera es la expansión que sufren dos piezas (densidad alta con los ciclos térmicos cuya temperatura máxima es de 1210ºC) durante la sinterización. Se cree que la expansión es debida a una reacción que libera algún volátil
(materia orgánica). Sucede únicamente en estos casos debido a la alta presión con la que se han preparado las muestras, haciendo que este volátil no pueda ser liberado anteriormente. En segundo lugar, se observó que en la dilatometría con menor densidad y ciclo térmico más bajo había un error importante en la predicción del modelo. Para intentar corregir este error, se propusieron los siguientes tres nuevos ensayos:
Figura 10: Logaritmo decimal de la viscosidad en función de la temperatura
y la densidad relativa de la muestra. La línea continua indica el valor teórico, y la discontinua, el valor del ajuste según la ecuación 11.

Tabla 7: Densidades y ciclos térmicos utilizados de los tres nuevos ensayos
Ensayo Densidad (kg/m3) Tmax (ºC) tPermanencia (min)
1 1800 1130 8
2 1910 1130 3
3 2210 1130 3
Estos tres ensayos confirmaron la sospecha que la ecuación 11 tenía problemas para reproducir las dilatometrías con un ciclo térmico cuya temperatura máxima es baja, así que se propuso la siguiente fórmula:
log10 𝜂 =𝐴
1+exp (𝐵⋅𝑇−𝐶)⋅ 𝐷 𝑒𝑥𝑝 (
𝐸
𝑇−𝐹) ⋅
1
𝐺⋅(𝐻−𝜌)𝐼 (12)
De manera totalmente análoga a la explicada, se volvieron a ajustar todas las dilatometrías a esta nueva ecuación. Con la excepción que el nuevo parámetro “H” depende de la densidad inicial en lugar del ciclo térmico. La comparación entre los resultados del modelo y los experimental, y el archivo de Python que se ha utilizado pueden ser visualizados en los siguientes documentos:
AjustGlobal4.pyDialtometriasAjuste
2.pdf
El ajuste de los parámetros del modelo queda reflejado en las siguientes dos tablas:
Tabla 8 Valores del ajuste de los parámetros de la ecuación 12
Densidad A B C D E F H
Baja 1.97452455 0.03008019 1121.01964 7.33482382 11.1008149 828.781421 0.95437794
Media 1.97329806 0.03386984 1120.92978 7.16499674 12.0063431 829.123985 0.94958774
Alta 2.09030321 0.03660405 1120.57999 6.85455971 13.3078507 829.808271 0.94615872
TMAX (ºC) G I
1130 1.65372047 0.34189094
1160 1.72248641 0.35991775
1190 1.73758158 0.36004028
1210 1.75198879 0.37595551
De nuevo, sigue apareciendo una discrepancia importante en densidades bajas cuyos ciclos térmicos tienen una tempera máxima baja.

4.3 Validación experimental En este apartado se procede a comprobar la capacidad predictiva del modelo con la nueva ley viscosa utilizada. Para ello, se han realizado una serie de once ensayos con baldosas
de tamaño 15x15x0.5 cm. Las baldosas han sido prensadas con defectos de densidad a propósito en algunos casos, y cocidas a distintos ciclos térmicos. La Tabla 9Tabla 9 muestra las propiedades de los once ensayos:
Tabla 9: Características de las baldosas y de los ciclos térmicos de las once baldosas
Etiqueta Densidad (kg/m3) Defecto Tmax (ºC) tPermanencia (min)
1 1880 No 1175 6
2 1880 Sí 1175 6
3 1880 Sí 1200 5
4 1880 No 1175 6
5 1950 Sí 1175 6
6 1950 Sí 1145 6
7 1950 No 1145 6
8 1880 Sí 1200 6
9 1880 Sí 1200 5
10 1950 Sí 1200 5
11 1950 Sí 1145 6
Estos ensayos han sido diseñados con valores de densidades y ciclos térmicos que se encuentran dentro del rango utilizado en los ensayos de calibración. En el siguiente archivo se encuentra la comparación entre los resultados experimentales y los predichos por el modelo:
Comparacion.pdf
A groso modo, el modelo predice densidades de 30 kg/m3 superiores a las observadas en la realidad en la mayoría de los casos. Como punto a favor del modelo, la predicción suele
ser más acertada cuanto menor sea el defecto de la pieza, como por ejemplo las piezas 4, 7 y 10 Figura 11donde apenas hay discrepancias. Sin embargo, el modelo puede llegar a los 100 kg/m3 de error en aquellas piezas donde los defectos son acusados (piezas 2 y 8). En este punto hay que remarcar que el modelo ha sido ajustado hasta una densidad mínima de 1800 kg/m3, por lo que era de esperarse que fallase en la predicción si la densidad
inicial de la pieza cae muy por debajo de este rango. Individualmente, a pesar de que la primera pieza tiene una densidad más o menos homogénea, aparecen unas discrepancias de entre 20-30 kg/m3. Estas discrepancias no solo no se mantienen en la segunda baldosa, sino que aumentan drásticamente en la zona de menor densidad. De nuevo, aparece la misma tendencia en la tercera baldosa,
diferencias de 30 kg/m3 que aumentan en la zona de menor densidad. Respecto a la cuarta pieza, ya se ha comentado que el modelo predice correctamente la densidad final. La quinta baldosa no se puede comparar directamente con el modelo ya que se rompió (mirar grieta en la ¡Error! No se encuentra el origen de la referencia.) durante la cocción debido a la gran diferencia de densidad entre el centro de la pieza y sus alrededores.

La sexta pieza sigue con la misma tónica general, diferencias de alrededor de 20 kg/m3 en las zonas de densidad homogénea que aumentan en las zonas de menor densidad. El caso de la séptima baldosa es parecido al de la cuarta, ya que, al tener una densidad homogénea, el modelo predice correctamente la densidad f inal. De la misma manera, los resultados de la octava pieza son similares a las piezas con defectos, 30 kg/m3 de diferencia en las zonas homogéneas, que aumenta en las zonas de menor densidad. En la novena
baldosa sucede algo parecido con la primera, a pesar de tener una densidad bastante homogénea, el modelo predice 20-30 kg/m3 por encima de lo observado. La décima pieza es una grata sorpresa, ya que, aunque pareciéndose a la novena, se obtienen unos resultados bastante acertados. Por último, la onceava baldosa sigue la misma tónica que todas las piezas con defecto.
Una posible causa de error podría ser el montaje experimental. Por una parte, durante la sinterización la densidad de la pieza varía tan rápidamente que cualquier pequeño error en la medición de la temperatura puede afectar de forma visible el resultado de la densidad f inal. Por otra parte, la correcta determinación de la densidad inicial de las piezas también
es determinante a la hora de obtener la densidad f inal de la pieza. El modelo es muy sensible a la viscosidad, que depende de la densidad inicial y de la temperatura, por lo que cualquier error en su medida produce un cambio notable en el resultado. Es necesario destacar aquí que en todos los casos, durante la cocción de las baldosas, se asume que la temperatura del horno coincide con la temperatura superf icial de la baldosa. Esta
aproximación introduce inevitablemente un error en la medida de la temperatura, ya que ni la parte superior e inferior de la baldosa están a la misma temperatura durante la cocción, ni la temperatura del ambiente del horno tiene por qué coincidir con la temperatura de la superficie de la baldosa. Para f inalizar, se destaca que el modelo siempre predice densidades superiores a las
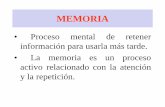
observadas, en línea con lo observado en las dilatometrías de calibración. Para una mejor visualización de esta tendencia general, se hace referencia a la Figura 11. Para la baldosa superior se puede comprobar que el modelo predice considerablemente bien la densidad f inal. Sin embargo, para la baldosa inferior se comprueba el gran error
que comete el modelo en la zona de menor densidad. En este caso el modelo predice una densidad muy superior a la real (≈ 100 kg/m3). Nótese que el equipo de análisis de densidad aparente utilizado no es sensible para registrar los problemas de estabilidad dimensional en las baldosas.

Figura 11: Comparación entre la densidad final experimental (izquierda) y la densidad predicha por el modelo (derecha).
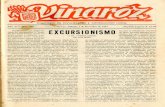
Por otro lado, el modelo reproduce adecuadamente la contracción de las baldosas f inales, consecuencia de sus diferencias de densidad. La contracción de las baldosas es mayor a menor densidad inicial, tal y como ocurre en la realidad. Además, altos gradientes de densidad generan problemas de dimensionalidad muy acusados. A modo de ejemplo, la Figura 12 muestra la forma f inal de dos baldosas después de someterlas a su ciclo térmico
correspondiente. En esta figura, se pueden ver dos baldosas con un defecto de densidad en un lado (izquierdo en el caso de la baldosa dos, y derecho en el caso de la baldosa ocho). A causa de este defecto, el lado de menor densidad ha contraído más que el resto, y se curva. Esa curvatura también ha sido reproducida satisfactoriamente por el modelo en ambos casos.

Figura 12: Comparación entre la forma final de las baldosas en la realidad (izquierda) y en el modelo (derecha). Se muestran la baldosa dos (arriba) y la ocho (abajo).
Por último, en la ¡Error! No se encuentra el origen de la referencia. se muestra la
forma f inal de cada una de las baldosas para que el lector pueda compararlas. Los diferentes “colores” de las baldosas vienen dados por el ciclo térmico al que han sido tratadas. En particular, el color más blanco en las piezas 6,7 y 11 es debido a que el ciclo térmico llegaba a una menor temperatura máxima. Por otro lado, en las piezas 2, 4 y 5 se puede llegar a observar zonas con un color más blanco. Esas zonas corresponden al defecto
de densidad de cada una de las piezas. En particular, el defecto de densidad en la quinta pieza es tan alto, que se puede ver la grieta que se ha formado.
Figura 13: Fotografía que muestra la forma de cada una de las baldosas después de ser sometidas a su respectivo ciclo térmico.
juanmiguel.tiscar
Resaltado
Figura 13. Error de transcripción de Word a PDF. Perdonen las molestias.

5 Conclusiones y Trabajo futuro Se ha implementado en un software de elementos finitos el modelo SOVS de sinterización de baldosas cerámicas con el objetivo de predecir las características f inales de las mismas (porosidad, forma, etc.) a partir de su geometría, sus propiedades térmicas y mecánicas iniciales y el ciclo térmico utilizado. También se ha desarrollado una nueva ley viscosa
general y genuina, que permite predecir correctamente el comportamiento termomecánico de la baldosa durante el proceso de sinterizado. Tras la parametrización de las variables del modelo se han obtenido las siguientes conclusiones:
- Se ha conseguido caracterizar la difusividad térmica efectiva de una composición
de porcelánico conformado a distintas densidades. La evolución térmica predicha
por el modelo durante un ciclo de cocción reproduce con precisión los valores
experimentales, excepto durante la reacción de deshidroxilación, donde existen
diferencias atribuidas a las simplif icaciones adoptadas en la modelización de la
difusividad térmica efectiva.
- El modelo utilizado (SOVS) ha demostrado ser capaz de predecir con relativa
precisión el proceso de sinterizado, especialmente la primera parte de la
sinterización donde la gran mayoría de las gráf icas comparativas coinciden.
- La ecuación tipo Arrhenius elegida en un principio para modelizar el
comportamiento de la viscosidad no ha permitido explicar correctamente todo el
comportamiento de la baldosa durante el ciclo térmico. Esto puede ser debido al
cambio constante en la composición de la fase líquida generada durante la
sinterización. Aunque durante la primera etapa de la sinterización la fase líquida se
compone principalmente por feldespatos, la cristalización de la mullita y la
disolución del cuarzo ralentizan el proceso de sinterizado y cambian
progresivamente la composición de la fase hasta los 1100ºC. Este fenómeno cambia
signif icativamente la cinética y la evolución del proceso, el cual no puede explicarse
con el modelo planteado.
- La nueva ley viscosa ha demostrado ser capaz de predecir dentro de un margen de
error razonable (entre 0-30 kg/m3 dependiendo de la baldosa) la densidad f inal de
piezas. Para densidades iniciales fuera del rango de calibrado, el margen de error
aumenta considerablemente (≈100 kg/m3).
- En lo referente a la geometría de las piezas, se ha podido comprobar que el modelo
reproduce correctamente la forma final de las baldosas después de ser tratadas por
su correspondiente ciclo térmico.
- En general, el modelo permite predecir cuantitativamente la densidad y la
deformación de las baldosas durante la cocción. Sin embargo, los resultados se
alejan de lo deseable cuando se parte de densidades aparentes en crudo fuera del
rango calibrado, cuando la pasta está sobrecocida y en situaciones donde la
sinterización es baja (densidades iniciales bajas y ciclos térmicos insuficientes).
En este punto puede señalarse que el modelo está listo para su uso industrial, siempre y
cuando se le dote de la información característica de la pasta cerámica en cuestión.

Como trabajo futuro, se plantea los siguiente:
• Acotar el rango de calibrado de las pastas a su rango de operativa habitual.
• Disminuir las discrepancias que aparecen en las dilatometrías de densidades bajas
durante la calibración de los parámetros del modelo.
• Estudiar el proceso de sobrecocción de la pasta cerámica.
• Mejorar la usabilidad del modelo mediante desarrollo de una interfaz gráfica.
• Tratar la imagen de la forma f inal de cada baldosa, para cuantif icar el
desplazamiento predicho por el modelo y compararlo con el experimental.
• Utilizar algún método que permita comparar numéricamente los resultados de la
densidad f inal predicha por el modelo con los datos experimental, como por
ejemplo el uso de archivos pgm.
Bibliografía [1] J. . Amorós, V. Beltrán, A. Blasco, J. . Enrique, and A. Escardino, Defectos de
fabricación de pavimentos y revestimientos cerámicos. Valencia, 1991. [2] J. L. Amorós, E. Blasco, A. Moreno, M. P. Gómez-Tena, and C. Feliu, “Non-isothermal
sinter-crystallisation of satin glazes: A kinetic model,” Ceram. Int., 2018.
[3] J. L. Amorós, E. Blasco, A. Moreno, and M. P. Gómez-Tena, “Sintering of raw glazes for f loor and porcelain tiles: A non-isothermal kinetic model,” Ceram. Int., 2016.
[4] M. Dal Bó, A. O. Boschi, and D. Hotza, “Cinética de sinterización y transporte de masa en engobes cerámicos,” Bol. la Soc. Esp. Ceram. y Vidr., vol. 52, no. 5, pp. 237–241, 2013.
[5] M. J. Orts, J. L. Amorós, A. Escardino, A. Gozalbo, and C. Feliu, “Kinetic model for
the isothermal sintering of low porosity f loor tiles,” Appl. Clay Sci., vol. 8, no. 2–3, pp. 231–245, 1993.
[6] M. Dal Bó, V. Cantavella Soler, E. J. Sánchez Vilches, D. Hotza, and A. O. Boschi, “Modelización mecánica del enfriamiento rápido en sistemas tipo gres porcelánico,” 2012.
[7] M. Milani, L. Montorsi, M. Venturelli, J. M. Tiscar, and J. García-Ten, “A numerical approach for the combined analysis of the dynamic thermal behaviour of an entire ceramic roller kiln and the stress formation in the tiles,” Energy, 2019.
[8] E. A. Olevsky, “Theory of sintering: From discrete to continuum,” Mater. Sci. Eng. R Reports, 1998.
[9] J. G. Argüello, V. Tikane, T. J. Garino, and M. V Braginsky, “Three-dimensional simulation of sintering using a continuum modeling approach,” Proc. Sinter. 2003, 2003.
[10] M. Reiterer, K. Ewsuk, and J. Arguello, “An Arrhenius-Type Function to Model Sintering Using the Skorohod-Olevsky Viscous Sintering Model Within a Finite-
Element Code,” J. Am. Ceram. Soc., vol. 89, pp. 1930–1935, 2006. [11] T. T. Molla et al., “Finite element modeling of camber evolution during sintering of
bilayer structures,” J. Am. Ceram. Soc., vol. 97, no. 9, pp. 2965–2972, 2014. [12] V. Cantavella, “Simulación de la deformación de baldosas cerámicas durante la
cocción,” Universitat Jaume I, 1998.
[13] A. Escardino Benlloch, J. Amores Albaro, and J. Enrique Navarro, “Estudio de pastas de gres para pavimentos,” Bol. la Soc. Española Cerámica y Vidr., vol. 20, no. 1, pp. 17–24, 1981.
[14] W. D. Kingery, “Introduction to ceramics,” 1976. [15] A. Messaâdi et al., “A New Equation Relating the Viscosity Arrhenius Temperature

and the Activation Energy for Some Newtonian Classical Solvents,” J. Chem., vol.
2015, pp. 7–10, 2015. [16] N. Govender, R. K. Rajamani, S. Kok, and D. N. Wilke, “Discrete element simulation
of mill charge in 3D using the BLAZE-DEM GPU framework,” Miner. Eng., vol. 79, pp. 152–168, Aug. 2015.
Agradecimientos
Proyecto apoyado por la Generalitat Valenciana, a través del Instituto Valenciano de Competitividad
Empresarial (IVACE).