SISTEMA AUTOMATIZADO PARA INSPECCIÓN VISUAL DE DISCOS DE...
8
SISTEMA AUTOMATIZADO PARA INSPECCIÓN VISUAL DE DISCOS DE FRENO BRUTOS DE FUNDICIÓN CON NUEVO MÉTODO DE CALIBRACIÓN 3D PARA PIEZAS EN ROTACIÓN Pedro Martín Lerones; José Llamas Fernández Lab. de Visión Artificial- Centro Tecnológico CARTIF Parque Tecnológico de Boecillo, Parcela 205 47151- Boecillo (Valladolid), España {pedler, joslla}@cartif.es Jaime Gómez García-Bermejo; Eduardo Zalama Casanova Dpto. de Ingeniería de Sistemas y Automática- Universidad de Valladolid Paseo del Cauce, s/n 47011-Valladolid, España {jaigom, eduzal}@eis.uva.es Resumen Presentamos un sistema completamente automatizado para inspección visual de discos de freno brutos de fundición en el que se emplean tres técnicas diferentes de visión por computador. La pieza se inspecciona en su totalidad mediante rotación de la misma. En primer lugar, se emplea visión 3D basada en luz estructurada y calibración para examen de circularidad, exceso de amolado y caracterización dimensional. Posteriormente se emplean técnicas de visión 2D convencionales para inspección de ventilaciones, así como visión 3D mediante luz estructurada sin calibración para inspección de poros, mazarotas y rebabas. Estas últimas técnicas están asistidas por un robot de 6 grados de libertad según el tipo de disco. El procedimiento de calibración 3D es también completamente automático y desarrollado a través de un nuevo método que no requiere ninguna alineación mecánica previa, y mediante el que se consiguen mejores resultados que con los métodos tradicionales al uso. En su totalidad el sistema constituye una perfecta sincronización de elementos mecánicos, automatización, visión por computador y robótica, pudiendo ser adaptado a su vez a la inspección de toda pieza con simetría circular. Palabras Clave: Industria Automovilística, Adquisición Automática de Superficies, Calibración de Cámaras, Visión por Computador, Análisis de Imagen. 1. INTRODUCCIÓN La automatización completa de tareas que requieren inspección visual en la industria es enormemente deseable con objeto de acelerar procesos, hacerles independientes de valoraciones humanas, reducir riesgos y costes, y mejorar el control de calidad [6]. El proceso de fabricación de discos de freno origina diferentes defectos en su superficie como por ej. poros, mazarotas y rebabas. Por ello la pieza debe ser finalmente mecanizada con una amoladora. Un operario revisa el disco de freno en la línea de producción y lo deposita en el contenedor adecuado (válido, defectuoso o recuperable). Por ello es muy recomendable llevar a cabo una caracterización dimensional, así como la inspección superficial y de obstrucción de ventilaciones de forma completamente automatizada. Como primer paso del proceso de inspección, mediante visión por computador 3D con empleo de luz estructurada y calibración, se procede al análisis de la circularidad, exceso de amolado y caracterización dimensional del disco. Como referencia para la calibración tenemos los métodos convencionales a tal efecto. Por su precisión y versatilidad, el método de Tsai es uno de los más empleados [8]. También existen métodos de calibración específicos 2D-2D basados en la proyección de un patrón láser lineal [7]. Cualquiera de esos métodos convencionales está caracterizado por un modelo matemático seguido de una
Transcript of SISTEMA AUTOMATIZADO PARA INSPECCIÓN VISUAL DE DISCOS DE...

SISTEMA AUTOMATIZADO PARA INSPECCIÓN VISUAL DEDISCOS DE FRENO BRUTOS DE FUNDICIÓN CON NUEVO MÉTODO
DE CALIBRACIÓN 3D PARA PIEZAS EN ROTACIÓN
Pedro Martín Lerones; José Llamas FernándezLab. de Visión Artificial- Centro Tecnológico CARTIF
Parque Tecnológico de Boecillo, Parcela 20547151- Boecillo (Valladolid), España
{pedler, joslla}@cartif.es
Jaime Gómez García-Bermejo; Eduardo Zalama CasanovaDpto. de Ingeniería de Sistemas y Automática- Universidad de Valladolid
Paseo del Cauce, s/n47011-Valladolid, España
{jaigom, eduzal}@eis.uva.es
Resumen
Presentamos un sistema completamenteautomatizado para inspección visual de discos defreno brutos de fundición en el que se emplean trestécnicas diferentes de visión por computador. Lapieza se inspecciona en su totalidad medianterotación de la misma. En primer lugar, se empleavisión 3D basada en luz estructurada y calibraciónpara examen de circularidad, exceso de amolado ycaracterización dimensional. Posteriormente seemplean técnicas de visión 2D convencionales parainspección de ventilaciones, así como visión 3Dmediante luz estructurada sin calibración parainspección de poros, mazarotas y rebabas. Estasúltimas técnicas están asistidas por un robot de 6grados de libertad según el tipo de disco. Elprocedimiento de calibración 3D es tambiéncompletamente automático y desarrollado a travésde un nuevo método que no requiere ningunaalineación mecánica previa, y mediante el que seconsiguen mejores resultados que con los métodostradicionales al uso. En su totalidad el sistemaconstituye una perfecta sincronización de elementosmecánicos, automatización, visión por computador yrobótica, pudiendo ser adaptado a su vez a lainspección de toda pieza con simetría circular.
Palabras Clave: Industria Automovilística,Adquisición Automática de Superficies, Calibraciónde Cámaras, Visión por Computador, Análisis deImagen.
1. INTRODUCCIÓN
La automatización completa de tareas que requiereninspección visual en la industria es enormementedeseable con objeto de acelerar procesos, hacerlesindependientes de valoraciones humanas, reducirriesgos y costes, y mejorar el control de calidad [6].
El proceso de fabricación de discos de freno originadiferentes defectos en su superficie como por ej.poros, mazarotas y rebabas. Por ello la pieza debe serfinalmente mecanizada con una amoladora. Unoperario revisa el disco de freno en la línea deproducción y lo deposita en el contenedor adecuado(válido, defectuoso o recuperable). Por ello es muyrecomendable llevar a cabo una caracterizacióndimensional, así como la inspección superficial y deobstrucción de ventilaciones de formacompletamente automatizada.
Como primer paso del proceso de inspección,mediante visión por computador 3D con empleo deluz estructurada y calibración, se procede al análisisde la circularidad, exceso de amolado ycaracterización dimensional del disco. Comoreferencia para la calibración tenemos los métodosconvencionales a tal efecto. Por su precisión yversatilidad, el método de Tsai es uno de los másempleados [8]. También existen métodos decalibración específicos 2D-2D basados en laproyección de un patrón láser lineal [7]. Cualquierade esos métodos convencionales está caracterizadopor un modelo matemático seguido de una
estimación de parámetros en una serie de puntos decontrol situados sobre una pieza de geometríaconocida [2]. De todas formas, y prácticamente demodo general, los modelos matemáticos empleadosno son completos, puesto que sólo expresan demanera explícita la relación entre las coordenadasmundo (ligadas al plano láser) y las coordenadaspantalla (ligadas al monitor de visualización y dadasen píxeles). La relación entre las coordenadas pieza(ligadas al objeto inspeccionado y empleadas paraexpresar puntos de la escena) y las coordenadasmundo, debe hacerse mediante alineamiento manualde una pieza patrón [1,7]. Ello conllevaimprecisiones tanto mayores cuanto menor sea ladestreza de quien realiza tal alineación y también hayque tener en cuenta las añadidas e inherentes a lacalidad de los ajustes mecánicos. Para obviar estasdesventajas, recientemente el Dr.McIvor hapropuesto un nuevo método de calibración [3,10]. Talmétodo permite obtener una relación directa entre lascoordenadas imagen y pieza. No obstante sólo puedeser empleado en caso de movimiento lineal uniformedel objeto. Su extensión al caso de movimientorotacional, de gran utilidad práctica, ha sido nuestropropósito principal [5]. Los resultados obtenidos poresta vía muestran que el nuevo método de calibraciónpropuesto es más preciso que los tradicionales.
Por otra parte, tras la caracterización dimensional, seemplean técnicas convencionales de visión 2D parainspección de ventilaciones, así como visión 3D conluz estructurada sin calibración para detección deporos, mazarotas y rebabas.
En tal contexto, las tres técnicas de visión porcomputador anteriormente mencionadas consistenfísicamente en dos puestos en los que cada disco esexaminado (en el segundo interviene un robot)mediante rotación del mismo, y cuyo orden deinspección depende del tipo producido. Actualmenteel sistema desarrollado inspecciona quince discos defreno de tres tipos diferentes (macizos, ventilados yretroventilados). El sistema que se presenta puedeadaptarse a cualquier otra nueva gama de discos defreno o bien a cualquier otra inspección rotacional en3D de diferente producto. En conjunto el sistemaconstituye una óptima sincronización de disciplinascomo la Mecánica, Automatización, Visión porComputador y Robótica.
El presente artículo se estructura como sigue: en lasección 2 se hace una descripción del procesocompletamente automatizado de inspección visualjunto con el nuevo método de calibración. La sección
3 muestra el proceso industrial, detalles de ladescripción física del sistema y algunos resultados.Finalmente la sección 4 muestra las conclusiones yfuturas líneas de trabajo.
2. DESCRIPCIÓN DEL PROCESOAUTOMÁTICO DE INSPECCIÓN
Los defectos a examinar en los discos de freno brutosde fundición son: circularidad y exceso de amolado(tolerancia +/-1mm), mazarotas y rebabas (extensiónsuperior a 2mm), obstrucción de ventilaciones porpequeñas piezas metálicas incrustadas (hasta el 30%por ventana) y veining (hasta el 15% por ventanadebido a mala unión de cajas) y poros mayores de1,5mm de anchura (su presencia denota con granprobabilidad bolsas de gas en el interior del disco).
Usualmente la inspección de los discos de freno larealiza un operario humano. Ello requiere elsostenimiento manual de los mismos, conconsiderable esfuerzo físico (10Kg de media porpieza y picos de producción de 900 piezas hora), asícomo cansancio visual, con los consiguientesdefectos pasados por alto y la gran responsabilidadque su falta de detección implica en los elevadoscánones de calidad de la industria del automóvil.
2.1. TÉCNICAS DE VISIÓN PORCOMPUTADOR EMPLEADAS Y SUEMPLAZAMIENTO
El sistema desarrollado combina dos puestos deinspección con las correspondientes técnicas devisión por computador: técnica 3D con luzestructurada y calibración para examen decircularidad, exceso de amolado y caracterizacióndimensional; técnicas convencionales de visión 2Dpara inspección de ventilaciones, y finalmente,técnica 3D de luz estructurada sin calibración paradetección de poros, mazarotas y rebabas.
La primera de ellas implica el uso de una cámaraCCD digital de alta velocidad (955 im/s). Lacalibración es esencial para la obtención de datosfiables y precisos de medición 3D [5,8]. Para talpropósito, los métodos convencionales de calibraciónimplican alineación manual entre la fuente de luz(haz láser lineal) y la mesa de giro con la que se va arotar la pieza para su medición [7]. Ello requiere dedestreza, a lo que se añaden errores intrínsecos porajustes mecánicos. Por ello se presenta un nuevométodo de calibración independiente de talesalineamientos, y que constituye una extensión del

equivalente propuesto por el Dr.McIvor para el casode movimiento lineal de la pieza a medir, al caso derotación de la misma para tal propósito.
Las segundas técnicas implican el uso de iluminaciónconvencional (foco halógeno en la franja visible delespectro) y la obtención de una secuencia deimágenes de toda la pieza con una cámara CCDanalógica de alta velocidad (120 im/s). Las imágenesobtenidas son binarizadas y se estudia la evolucióntemporal del área correspondiente a las ventanas deventilación.
La tercera técnica mencionada emplea un haz láserlineal como patrón de iluminación a proyectar sobrela pieza, registrándose las imágenes correspondientesa la rotación de la misma por una cámara CCDdigital de alta velocidad (955 im/s) igual a laempleada en la primera técnica descrita. Elsubsistema correspondiente no requiere decalibración, por lo que la velocidad de procesamientoes elevada. También en este caso se toma unasecuencia completa de imágenes de la pieza y seobserva la variación de las trazas láser via cálculodiscreto del gradiente.
Físicamente el sistema de visión por computador estádividido en dos puestos, que se aglutinan en la mismaestructura de acero. El primero consiste en dossubsistemas diferentes donde el movimiento derotación impreso para examinar el disco de freno loejecuta una mesa de giro a velocidad constante:
• Un susbsistema calibrado de visión 3D (primeratécnica descrita) compuesto por una cámaraCCD digital de alta velocidad con el adecuadoPC y framegrabber inserto en el mismo, y unláser de patrón lineal de 670nm focalizado sobrela pieza. En un primer paso este subsistemapermite la determinación de disco bajo gama deproducción, los diámetros y alturas de ala y copadel disco, así como el examen de la circularidaddel mismo. En segundo lugar, sin laconsideración de la calibración y empleando latercera técnica arriba citada, permite la detecciónde poros, rebabas y mazarotas en la superficieexterna del disco.
• Para el caso de discos retroventilados, se empleaun subsistema no calibrado de visión 2D(segunda técnica) constituido por una cámaraanalógica con el adecuado PC y framegrabber, yun foco halógeno cuya luz incideperpendicularmente sobre el foso del disco. Conello se procede a la inspección de ventilaciones,
nervaduras, veining y obstrucción del fosomismo que caracteriza la retroventilación de estagama de producto.
De modo análogo, el segundo puesto del sistema devisión por computador consiste a su vez en otros dossubsistemas diferentes en los que el movimiento derotación para inspeccionar la pieza lo ejecuta unrobot de 6 grados de libertad a velocidad constante enmuñeca:
• Un susbsistema no calibrado de visión 3Dcompuesto por una cámara digital, el PC yframegrabber adecuado y una fuente deiluminación láser de 670nm y patrón lineal quese focaliza sobre la pieza. Este subsistema(empleando la tercera técnica) permite ladetección de poros, rebababas y mazarotas en lasuperficie interna del disco.
• En el caso de producción de discos ventilados,un subsistema de visión 2D no calibrado(empleo de segunda técnica) con una cámaraanalógica conectada al mismo framegrabber yPC que en el caso del subsistema 2D equivalentedel primer puesto, y un foco halógeno parainspección de ventilaciones y nervaduras. La luzde dicho foco incide paralelamente a la rotacióndel mismo sobre los orificios de ventilación eneste caso.
2.2. NUEVO MÉTODO DE CALIBRACIÓN3D
Seguidamente describimos un nuevo, preciso ycompletamente automatizado procedimiento decalibración para visión por computador 3D conpatrón láser lineal como fuente de iluminación ypiezas a las que se imprime movimiento rotacional.La modelización matemática del mismo nos permitela obtención directa de la relación entre lascoordenadas pantalla y las pieza.
Para tal propósito, primeramente hemos de exponerla relación entre las coordenadas pieza y las mundo.Para ello se ha de recurrir a un sistema de referenciaauxiliar denominado "sistema de referencia eje derotación" (SRER), ligado a la pieza y cuyo eje Y es elde rotación. Los dos ejes restantes son paralelos a loscorrespondientes del sistema de coordenadas pieza[5]. El origen del SRER es la intersección entre su ejeY y la mesa giratoria empleada para rotar la pieza aestudio. La perpendicularidad entre ambos elementoses fácil de obtener en la práctica, y éste será nuestro

caso. Empleando entonces el SRER, la relación entrelas coordenadas pieza y las mundo viene dada por:
Xw = T01· T1
2·Xp (1)
Donde Xw, Xp expresan respectivamente lascoordenadas mundo y pieza, T0
1 la matriz de cambiode base entre los sistemas mundo y SRER, y T1
2, lamatriz de cambio de base entre los sistemas SRER ypieza. Ambas matrices se dan en coordenadashomogéneas.
En segundo lugar hemos de tener en cuenta larelación entre los sistemas de referencia mundo ypantalla, que viene dada por la expresión:
Xi = A·Rt·Xw (2)
Donde Xi son las coordenadas fila-columna delsistema de referencia pantalla en coordenadashomogéneas; A la matriz que integra el origen delsistema de coordenadas pantalla y factores de escala.Rt es una matriz que refleja los factores de rotación ytranslación necesarios para pasar del sistema dereferencia mundo al pantalla.
Combinando las dos ecuaciones 1 y 2, se obtienefinalmente la relación directa entre las coordenadaspantalla y las pieza. Agrupando de modo lineal losfactores desconocidos respecto a los conocidos, seobtienen dos subsistemas de ecuacionesindependientes, uno para la cámara (2 ecuaciones, 35elementos) y otro para el láser (1 ecuación, 11elementos).
El siguiente paso es la estimación de parámetrosmediante la aplicación del algoritmo de mínimoscuadrados. Para ello hemos de tomar como variablesconocidas las coordenadas pieza, pantalla y el ángulode rotación, por lo que 45 puntos de control seríansuficientes para resolver el sistema planteado por laconjunción de los dos subsistemas de ecuacionesanteriormente descritos, pero para dar tener unaestimación de calidad, dicho número debe sersuperior. Para tal propósito se ha diseñado una piezapatrón piramidal de dos escalones, dimensionessimilares a las de las piezas que serán medidas ycolor negro, sobre la que se hayan serografiados 232círculos blancos cuyos centros constituyen los puntosde control (Fig.1). Para la estimación de parámetrospropiamente dicha se toman 200 puntos. Laevaluación de los errores cuadráticos de la estimaciónprecedente se hace con los 32 puntos restantes. Losresultados obtenidos de esta forma muestran que el
presente método de calibración es más preciso yfiable que los convencionales al uso (véase sección3.2).
Figura 1: Pieza patrón para calibración
La obtención de las coordenadas pieza de los puntosde control, la estimación de parámetros (empleandoel modelo matemático descrito) y el cálculo deerrores para verificar que se ha realizado unaestimación robusta, son todas operaciones incluidasen una aplicación de software diseñada al efecto. Talaplicación consta de siete pasos en los que delprimero al quinto se realizan operacionesmorfológicas sobre las imágenes obtenidas [4,9] ypermiten establecer la correspondencia entre lascoordenadas pantalla y las pieza. El sexto pasoconsiste en una estimación por mínimos cuadrados, yel último paso es el cálculo de errores. En talaplicación de software se manejan 955 imágenestomadas sobre la pieza patrón. Seguidamente,mediante la aplicación de un FIR de 8 pixeles, seobtiene la traza láser, con lo que puede ser generadala imagen de la pieza completa.
2.3. CARACTERIZACIÓN DIMENSIONALDE LOS DISCOS DE FRENO
Primeramente se toma la imagen de una traza láser enla incidencia del mismo sobre la pieza, y se comparacon la de referencia correspondiente medida sobrecada gama de disco. De este modo se determina si eldisco en cuestión es el que corresponde al de laproducción de ese momento. Ello permite evitar quese dañen los juegos de tres dedos que amarran eldisco para proceder a su rotación, y que en sumayoría son específicos para cada gama de discoproducida.
Seguidamente se toma una secuencia completa deimágenes del disco (990 imágenes) vía su girocompleto. Mediante la primera técnica descrita en lasección 2.1, las trazas láser obtenidas sonremuestreadas. Con ello se determinan el radio y la

altura medios del ala y la copa del disco. La precisiónsubpixel permite discernir características geométricaspropias de cada gama. De la comparación entre losdatos obtenidos y los determinantes por plano paracada disco, surge el cálculo de errores.
2.4. INSPECCIÓN DE VENTILACIONES
Para tal propósito se emplean las segundas técnicasdescritas en la sección 2.1. Se toma una secuenciacompleta (140 imágenes) tras la rotación total deldisco de freno, y se procede a su binarización yetiquetado. Cada cierto número de imágenes seevalúa el área máxima observada en los orificios deventilación. Tomando el área media sobre todos esosmáximos, se obtiene un patrón con respecto al quecomparar el área que conforma cada ventilación,hecho que nos permite establecer un porcentaje deobstrucción. Defectos en nervaduras, obstrucción defoso (en el caso de discos retroventilados) y veining,se observan como obturación de los orificios deventilación en un cierto grado por encima del cual lapieza es desechada: 30% para ventilaciones,nervaduras y obstrucción de foso y 15% paraveining.
2.5. INSPECCIÓN SUPERFICIAL
La tercera técnica descrita en la sección 2.1 es laempleada para la inspección de la totalidad de lasuperficie del disco. Tanto en el primer comosegundo puesto de inspección (superficies externa einterna), se toma una secuencia de imágenes de latotalidad del disco (990 imágenes). Los cambiosbruscos en la luminosidad de las trazas obtenidasmarcan los cambios en el perfil del disco de freno.De este modo son obtenidas las trazas que conformanla superficie del disco en cada caso y se toma larepresentativa como promedio geométrico (perfilcontinuo o discontinuo dependiendo de la gama deproducto). Así, las rebabas se detectan comoconjuntos de trazas más largas de lo marcado por lamedia establecida.
Mediante la aplicación de un FIR de 8 pixeles, yrealizando un barrido en horizontal, junto con laaplicación de un FIR de 2 pixeles seguido de unbarrido vertical, se permite la detección demazarotas, poros y pequeños golpes.
3. PROCESO INDUSTRIAL YRESULTADOS
En cuanto a la implementación industrial, aunque eneste momento se inspeccionan quince gamasdiferentes de discos de freno pertenecientes a trestipos distintos (macizos, ventilados yretroventilados), el sistema que venimos describiendopuede adaptarse a nuevas modalidades de producto,hecho que permite a nuestro cliente amoldarsecontinuamente a los nuevos requerimientos delmercado.
3.1. PROCESO Y DESCRIPCIÓN FÍSICADEL SISTEMA
Nuestro sistema completo es un compendio dediferentes componentes comerciales mecánicos,robóticos, de automatización y visión porcomputador (Fig.2). Cada puesto de visión (véasesección 2.1) combina una fuente láser de haz lineal(30º de ángulo de apertura, λ=670 nm, Clase III-A),un foco halógeno de 5º de spot sobre la pieza y doscámaras CCD que operan de acuerdo al principio detriangulación: una cámara matricial, digital de altavelocidad (CA-D6-xxxxW, de DALSA) con elframegrabber Viper-Digital (de CORECO), y unaJAI-M30 matricial, analógica con framegrabber IC-RGB (de IMAGING, común para ambas cámarasanalógicas). Los PCs empleados son Pentium III a500MHz con WIN 2000 como SO. En el primerpuesto f=16mm para la cámara digital y f=50mmpara la analógica, y para el segundo f=12mm y25mm para sus respectivas cámaras. Estos dospuestos de visión están integrados en una mismaestructura de acero con objeto de minimizar el áreade implantación.
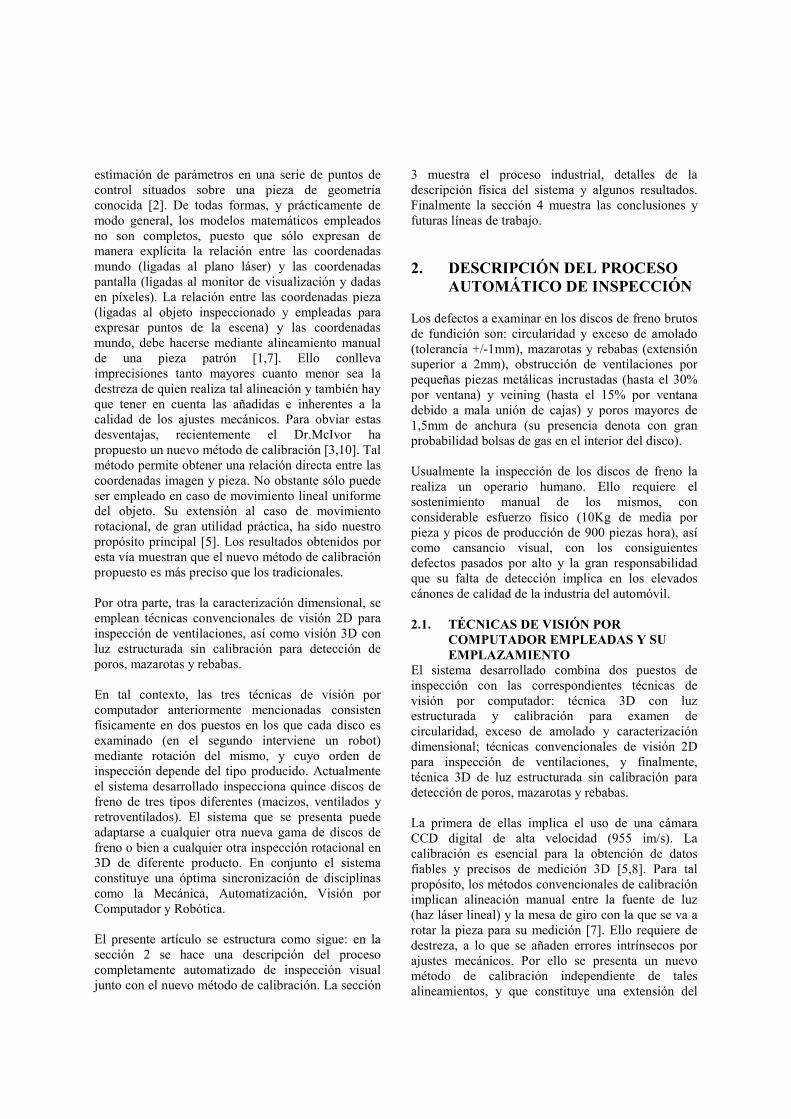
El sistema se alimenta de discos de freno a través deuna cinta de transporte y la presencia de tales piezasen la instalación es detectada por medio de un sensorfotoeléctrico. En ese momento un cilindro neumático(velocidad de 1m/s, 6bar de presión) guía la piezahasta el primer puesto de inspección a través de lamesa de giro (Fig.2-A), donde es rotada por medio deun conjunto motor-variador y reductoracorrespondiente (factor 1/30), a 60rpm. Previamentea la rotación, se determina si el disco es el correctobajo producción. Durante el giro, se procede a lacaracterización dimensional, examen de defectos ensuperficie externa e inspección de ventilaciones endiscos retroventilados (Fig.2-B). Dependiendo delmodelo de disco producido (perfil geométrico), seempleará uno u otro de los nueve juegos de tresdedos especialmente diseñados para amarrar el discodurante su rotación en la mesa de giro. Si se superaesta primera fase de la inspección, un robot de 6
grados de libertad (ABB IRB-4400F 60Kg) tomapieza, rotándola mediante giro de su muñeca a 55rpm(Fig.2-C). Durante tal giro, se procede al examen dela superficie interna del disco y la inspección deventilaciones en el caso de discos ventilados.También aquí, según el modelo de disco producido,se empleará uno de los diez diferentes juegos de tresdedos diseñados que utiliza el robot para rotar eldisco de freno.
Una autómata TSX Premium (deTELEMECANIQUE) gobierna la instalación a travésde una red Interbus. Del resultado de la inspección enambos puestos, el disco será depositado en uno de lostres siguientes contenedores: defectuosos (de ello seencarga el robot, también en el caso de no superarsela inspección en el primer puesto), recuperables (talcriterio requiere de la experiencia de un operario) oválidos (también con el robot, a través de un tobogánde acero de 30º de inclinación para evitar daños en sudepósito superiores a la magnitud de los defectosinspeccionados, Fig.2-D). En ciertas gamas serequiere de paletización manual de la producción, porlo que los discos válidos se depositan en una cinta detransporte a cuyo final los recoge el operariodestinado a tal operación.
A B
C D
Figura 2: Diferentes vistas del sistema en proceso
3.2. RESULTADOS OBTENIDOS
Los resultados industriales obtenidos se orientan enlos tres siguientes aspectos: calibración paracaracterizar dimensionalmente la pieza, inspección detoda la superficie del disco y examen deventilaciones en discos retroventilados y ventilados.
En referencia a la calibración, hacemos seguidamenteun estudio comparativo entre los resultados obtenidospor el método propuesto en la sección 2.2 y las
técnicas tradicionales al efecto (específicamentetomaremos [1] como referencia). Para proceder aejecutar nuestro método de calibración, se hadiseñado una pieza patrón específica (véase sección2.2) que se monta en la mesa de giro empleada en lainspección correspondiente al primer puesto devisión, siguiendo el proceso que acontece en elmismo. La estimación de parámetros correspondienteal modelo matemático descrito se realiza tomando200 puntos de control sobre la pieza patrón indicada.En la tabla 1 se muestra la comparativa de errorescuadráticos, tanto en coordenadas imagen (ErroresRC), como en coordenadas pieza (Errores XYZ).
Tabla 1. Comparativa de errores cuadráticos enpuntos de estimación
Errores RC ErroresXYZ
Error cuadrático medio pormétodo convencional
0.860 pixel 0.803 mm
Error cuadrático medio pormétodo propuesto
0.371 pixel 0.672 mm
Los 32 puntos de control restantes sobre la pieza seemplean para evaluar la robustez de la estimaciónrealizada, con lo que se obtiene la tabla comparativasiguiente:
Tabla 2. Comparativa de errores cuadráticos enpuntos de comprobación
Errores RC ErroresXYZ
Error cuadrático medio pormétodo convencional
1.789 pixel 1.041 mm
Error cuadrático medio pormétodo propuesto
0.396 pixel 0.694 mm
A la luz de los resultados obtenidos se observaclaramente que el nuevo método de calibraciónpropuesto es más preciso que los convencionalescorrespondientes, pues el error encontrado en elmismo es del orden del 80% del que aparece en losmétodos tradicionales en iguales condiciones [5].
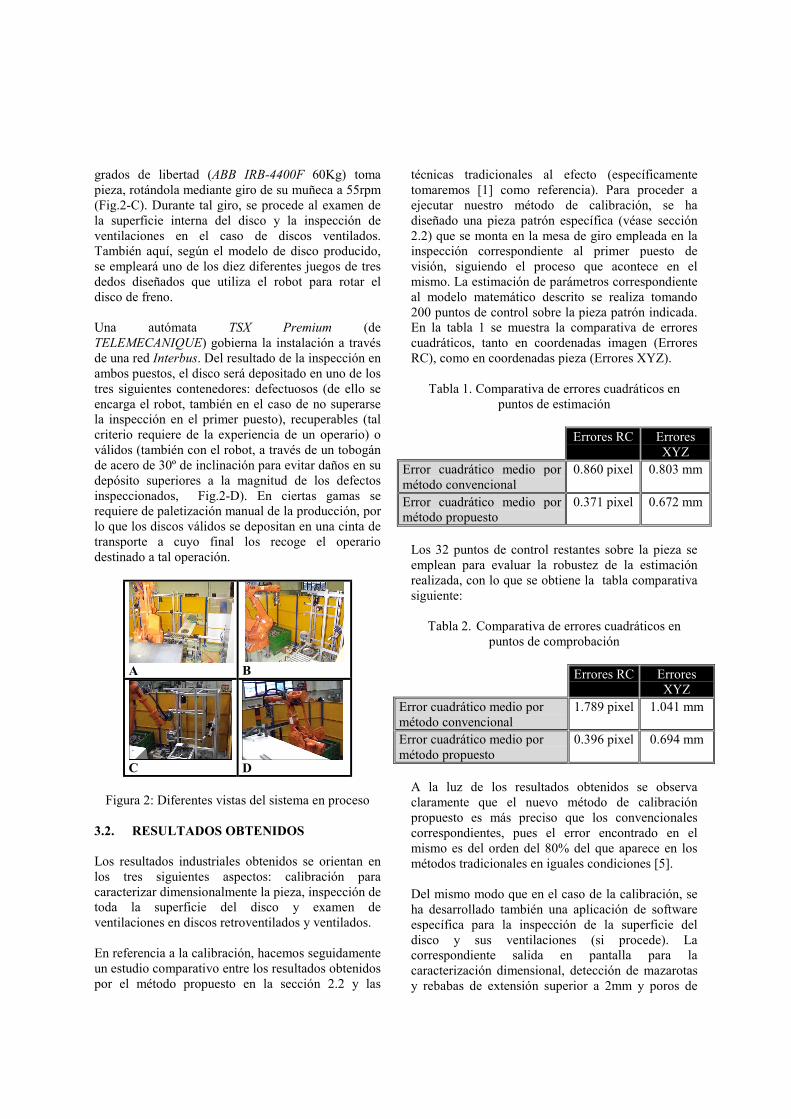
Del mismo modo que en el caso de la calibración, seha desarrollado también una aplicación de softwareespecífica para la inspección de la superficie deldisco y sus ventilaciones (si procede). Lacorrespondiente salida en pantalla para lacaracterización dimensional, detección de mazarotasy rebabas de extensión superior a 2mm y poros de

anchura superior a 1,5mm para el caso de lainspección superficial externa del disco(análogamente para la interna) se muestra en códigode colores en la Fig.3-A: rojo indica fallo. Para elcaso de inspección de ventilaciones (obstrucción denervaduras y foso, así como veining, sonparticularizaciones), se observa que las obstruccionessuperiores al 30% se muestran en rojo (Fig.3-B),crítico en amarillo y ventilación correcta en verde.
A
B
Figura 3: Salida por pantalla del software deinspección
4. CONCLUSIONES Y FUTURASLÍNEAS DE TRABAJO
En el presente artículo se ha presentado un sistemacompletamente automatizado para inspección visualde discos de freno brutos de fundición en el contextode la industria del automóvil. Tal sistema combinatres técnicas diferentes de visión por computador endos puestos de inspección en los que son examinadoslos discos y cuyo orden de chequeo depende del tipoen producción. Se emplea luz estructurada láser,hecho nada frecuente en la industria. El empleotambién de cámaras digitales de alta velocidad esinnovador. El sistema completo es una adecuadasincronización de elementos mecánicos,automatización, visión por computador y robótica.
Asimismo, se ha presentado un nuevo procedimientode calibración 3D para piezas en rotación que norequiere de alineamiento mecánico previo alguno.Actualmente se examinan quince gamas diferentes dediscos de freno, pertenecientes a tres tipos distintos(macizos, ventilados y retroventilados).
Debido a que el lugar de implantación es unafundición, cada elemento constitutivo de los puestosde visión está siendo cubierto con una carcasa deacero inoxidable especialmente diseñada para ello,con una cortina de aire a 1bar de presión, para evitaral máximo el depósito de polvo metálico en talescomponentes. Del mismo modo, y como gran meta,se está procediendo a optimizar las trayectorias demovimiento del robot en uso para mejorar aún más lavelocidad del proceso. Debido a que el sistemadescrito puede ser adaptado a cada nueva gama dediscos o cualquier otra pieza de simetría circular,posteriores adaptaciones a otro tipo de industriasconstituye un desafío real.
Agradecimientos
Es de mención el patrocinio económico de laempresa para quien se desarrolla el sistema descrito:LINGOTES ESPECIALES, S.A., Valladolid(España), así como las ayudas con fondos FEDER dela UE.
Referencias
[1]. Gómez García-Bermejo, J., Díaz Pernas, F.J.,López Coronado, J., (1997) "Obtenciónconjunta de las informaciones tridimensionaly cromática. Primera aproximación a lacaracterización óptica de superficies",Informática y Automática, Vol.30, No.3, pp19-33.
[2]. Jain, R., Kasturi, R., Schunck, B.G., (1995)Machine Vision, MIT Press & McGraw-Hill.
[3]. Mc Ivor, A.M., (1999) "Calibration of a LaserStripe Profiler", Third InternationalConference on 3D Digital Imaging andModelling, 3DIM99, IEEE Press, pp 92-98.
[4]. Medioni, G., Lee, M.S., Tang, Ch.K., (2000)A Computational Framework forSegmentation and Grouping, Elsevier.
[5]. Riñones Mena, I., Martín Lerones, P., GómezGarcía-Bermejo, J., Llamas Fernández, J.,Zalama Casanova, E., (2000) "Un nuevoprocedimiento de calibración para medición3D automática de piezas en rotación", Revista
Electrónica de Visión por Computador(REVC)-Publicación electrónica.
[6]. Rodrigues Martins, F.A., Gómez García-Bermejo, J., Zalama Casanova, E., PeránGonzález, J.R., (2001) "A system forautomatic surface scanning", The Eighth IEEEConference on Mechatronics and MachineVision in Practice.
[7]. Saint-Marc, P., Jezouin, J.L., Medioni, G.,(1991) "A versatile PC-based range findingsystem", IEEE Transactions on Robotics andAutomation, Vol.7, No.2, pp 250-256.
[8]. Tsai, R.Y., (1987) "A versatile cameracalibration technique for high-accuracy 3Dmachine vision metrology using off-the-selfTV cameras and lenses", IEEE Journal ofRobotics and Automation, Vol.3, No.4, pp323-344.
[9]. Ullman, S., (1997) High-level Vision. ObjectRecognition and Visual Cognition, MIT Press.
[10]. Valkenburg, R.J., Mc Ivor, A.M., (1998)"Accurate 3D Measurement Using StructuredLight System", Image and Vision Computing,Vol. 16, No. 2, pp 99-110.
![› upload › profesional_otono_13[1].pdf · 85,00 ˜ + 17,85 = 102,85 Ref. 23.775 COMBO DE AMOLADORA Y MINIAMOLADORA MEU050 MAKITA Amoladora GA9020S de 2.200W con disco de 230mm](https://static.fdocuments.es/doc/165x107/5f173117588ed96ac4325e7b/a-upload-a-profesionalotono131pdf-8500-oe-1785-10285-ref-23775.jpg)