
SIX-SIGMA: MODELIZACIÓN Y OPTIMIZACIÓN DE COLUMNAS DE...
182
SIX-SIGMA: MODELIZACIÓN Y OPTIMIZACIÓN DE COLUMNAS DE DESTILACIÓN Proyecto Fin de Carrera: Departamento Ingeniería Energética Luz Marina Gallego Fernández Ingeniero Técnico Superior en Química Industrial
Transcript of SIX-SIGMA: MODELIZACIÓN Y OPTIMIZACIÓN DE COLUMNAS DE...
SIX-SIGMA: MODELIZACIÓN Y OPTIMIZACIÓN DE COLUMNAS DE
DESTILACIÓN
Proyecto Fin de Carrera:
Departamento Ingeniería Energética Luz Marina Gallego Fernández Ingeniero Técnico Superior en Química Industrial

1
INDICE DE CONTENIDOS
CAPITULO 1. INTRODUCCIÓN……………………………………………...3
1.1. ESTADO DEL ARTE ............................................................................................ 3
CAPITULO 2. DESCRIPCIÓN DE LA UNIDAD…………………….........8
2.1 OBJETIVO DE LA PLANTA ................................................................................. 8
2.2 PROCESO ................................................................................................................. 8
2.2.1. ZONA DE PRE-FRACCIONAMIENTO DE AROMAX ......................................................................... 8 2.2.2. ZONA DE HYDROBÓN ................................................................................................................. 9 2.2.3. ZONA DE PLATFORMING ........................................................................................................... 10
2.3. EQUIPOS .............................................................................................................. 12
2.3.1. COLUMNAS .............................................................................................................................. 12 2.3.2. REACTORES .............................................................................................................................. 18 2.3.3. HORNOS ................................................................................................................................... 19 2.3.4. COMPRESORES ......................................................................................................................... 21
CAPITULO 3.APLICACIÓN DE LA METODOLOGÍA...…………….23
3.1. ¿EN QUÉ SE BASA? ........................................................................................... 23
3.2. PASOS A SEGUIR PARA LA IMPLANTACIÓN ........................................... 23
3.3. FASES DE LA METODOLOGÍA ...................................................................... 25
3.3.1. DEFINIR .................................................................................................................................... 25 3.3.2. MEDIR ...................................................................................................................................... 25 3.3.3. ANALIZAR ................................................................................................................................ 26 3.3.4. MEJORAR ................................................................................................................................. 26 3.3.5. CONTROLAR ............................................................................................................................. 26
3.4. USO DE LAS HERRAMIENTAS ESTADÍSTICAS ........................................ 27
3.4.1. PROCESS MAP .......................................................................................................................... 27 3.4.2. MATRIZ C&E (MATRIZ CAUSA – EFECTO) .............................................................................. 28 3.4.3. GRÁFICOS DE MATRIZ .............................................................................................................. 30 3.4.4. GRÁFICOS DE DISPERSIÓN ........................................................................................................ 31 3.4.5. ANÁLISIS MULTIVARIABLE ....................................................................................................... 32
CAPITULO 4. RESULTADOS...………………………………………………39
4.1. DEFINIR ............................................................................................................... 39
4.1.1. INFORMACIÓN DEL PROCESO .................................................................................................... 39 4.1.2. INFORMACIÓN DE LAS VARIABLES DEL PROCESO ...................................................................... 40
4.2. MEDIR .................................................................................................................. 47
4.3. ANALIZAR ........................................................................................................... 54
4.3.1. ¿CUÁL ES EL DATO? ................................................................................................................. 55 4.3.2. ¿CUÁLES SON LAS VARIABLES A ANALIZAR? ............................................................................ 55
2
CAPITULO 5. ANÁLISIS DE RESULTADOS……………………………64
5.1. INTRODUCCIÓN ................................................................................................ 64
5.2. ANÁLISIS DEL PROCEDIMIENTO ................................................................ 64
5.2.1. DEFINICIÓN .............................................................................................................................. 64 5.2.2. MEDIDA ................................................................................................................................... 64 5.2.3. ANÁLISIS .................................................................................................................................. 66 5.2.4. MEJORA ................................................................................................................................... 80 5.2.5. CONTROL ................................................................................................................................. 80
CAPITULO 6. OPTIMIZACIÓN DE COLUMNAS........................……..81
6.1. INTRODUCCIÓN ................................................................................................ 81
6.2. METODOLOGÍA ................................................................................................. 81
6.3. RESULTADOS ..................................................................................................... 82
6.3.1. OPTIMIZACIÓN DE LA DESBUTANIZADORA ............................................................................... 82 6.3.2. FILTRADO POR TIPO DE NAFTAS ................................................................................................ 82 6.3.3. DETERMINACIÓN DE LOS RANGOS DE VARIACIÓN DE RR Y P ................................................... 83 6.3.4. APLICACIÓN DE SOLVER ........................................................................................................ 83
6.4. DETERMINACIÓN DEL AHORRO ................................................................. 84
6.4.1. OPTIMIZACIÓN DESDE EL PUNTO DE VISTA CONSERVADOR ....................................................... 85 6.4.2. OPTIMIZACIÓN MENOS CONSERVADORA DE LA COLUMNA ......................................................... 85
CAPITULO 7. CONCLUSIONES………………………………….................87
7.1. INTRODUCCIÓN ................................................................................................ 87
7.2. CUMPLIMIENTO DE LOS OBJETIVOS ........................................................ 87
7.2.1. OBTENCIÓN DE LOS MODELOS .................................................................................................. 88 7.2.2. DETERMINACIÓN DE LAS VARIABLES MÁS INFLUYENTES DEL PROCESO ................................... 88 7.2.3. OPTIMIZACIÓN DE LA DESBUTANIZADORA ............................................................................... 88
7.3. VALORACIÓN FINAL ....................................................................................... 88
CAPITULO 8. REFERENCIAS…………………….…………………...….…90
CAPITULO 9. ANEXOS.......................................................................................91

3
CAPÍTULO 1. INTRODUCCIÓN
El presente proyecto tiene como fin modelar y optimizar las columnas de
destilación de una planta de refinado de naftas.
Se apuesta, para ello, por implantar una metodología basada en Six Sigma,
con la que se tratará de satisfacer las exigencias del cliente, haciendo un manejo eficiente de los datos y herramientas estadísticas que permitan eliminar la variabilidad en el proceso, alcanzando el menor número de
defectos posibles en la operación.
1.1. ESTADO DEL ARTE
La historia de Six Sigma se inicia en Motorola cuando el ingeniero Mikel
Harry comienza a influenciar en la organización para que se estudie y reduzca la variación en los procesos como una manera de mejorar los
mismos, tratando de lograr lo que Crosby ya planteaba, la teoría del cero defectos. Esta iniciativa se convirtió en el punto principal del esfuerzo para mejorar la calidad en Motorola, logrando llamar la atención del presidente
de esta compañía, Bob Galvin. Harry sería posteriormente el fundador de la Six Sigma Academy.
Contando con el apoyo del presidente de la compañía, se dio énfasis no sólo al análisis de la variación de los procesos sino también a una mejora
continua, estableciendo como meta obtener 3,4 defectos por millón de oportunidades en los procesos, algo casi cercano a la perfección del cero defectos.
Esta iniciativa de Motorola llegó a conocimientos de Lawrence Bossidy, quién en 1991 y tras una exitosa carrera en General Electric, toma las
riendas de Allied Signal para transformar una empresa con problemas en una organización exitosa.
Durante la implantación de Six Sigma en los años 90 (con el liderazgo de
Bossidy), Allied Signal aumentó sus ventas y sus ganancias de manera significativa. Texas Instruments, siguió el mismo ejemplo, logrando
resultados similares.
Durante el verano de 1995 el presidente de General Electric, Jack Welch, se entera del éxito de esta nueva estrategia por parte del mismo Lawrece
Bossidy, dando lugar a la mayor transformación iniciada en esta enorme organización.
El respaldo y el liderazgo de Jack Welch transformaron a General Electric en una “organización Six Sigma”, con resultados impactantes en todas sus divisiones.

4
Algunos ejemplos de aplicaciones en diferentes ámbitos del sector, fueron:
- GE Medical Systems, que en el 1998 lanzó un scanner para diagnóstico médico con un tiempo de scan de sólo 17 segundos frente a 180 segundos de tiempo de procesado normal.
- GE Plastics, la cual mejoró altamente uno de los procesos para incrementar su producción en 500 mil toneladas, obteniendo un
beneficio mayor.
A la vista del éxito alcanzado tras la implantación de esta metodología, varias fueron las empresas que consideraron Six Sigma como una cultura
de calidad necesaria en la empresa, tomando la decisión acertada de aplicar dicha metodología como forma de trabajo:
Fig.1. Evolución de la aplicación de Six Sigma
En la actualidad, el empuje de dicho método viene infundado por asociaciones y empresas como ASQ (American Society for Quality) y Six
Sigma Academy, aplicándose en otros sectores en actual desarrollo como es el sector energético. De esta forma, Six Sigma intenta incorporarse como
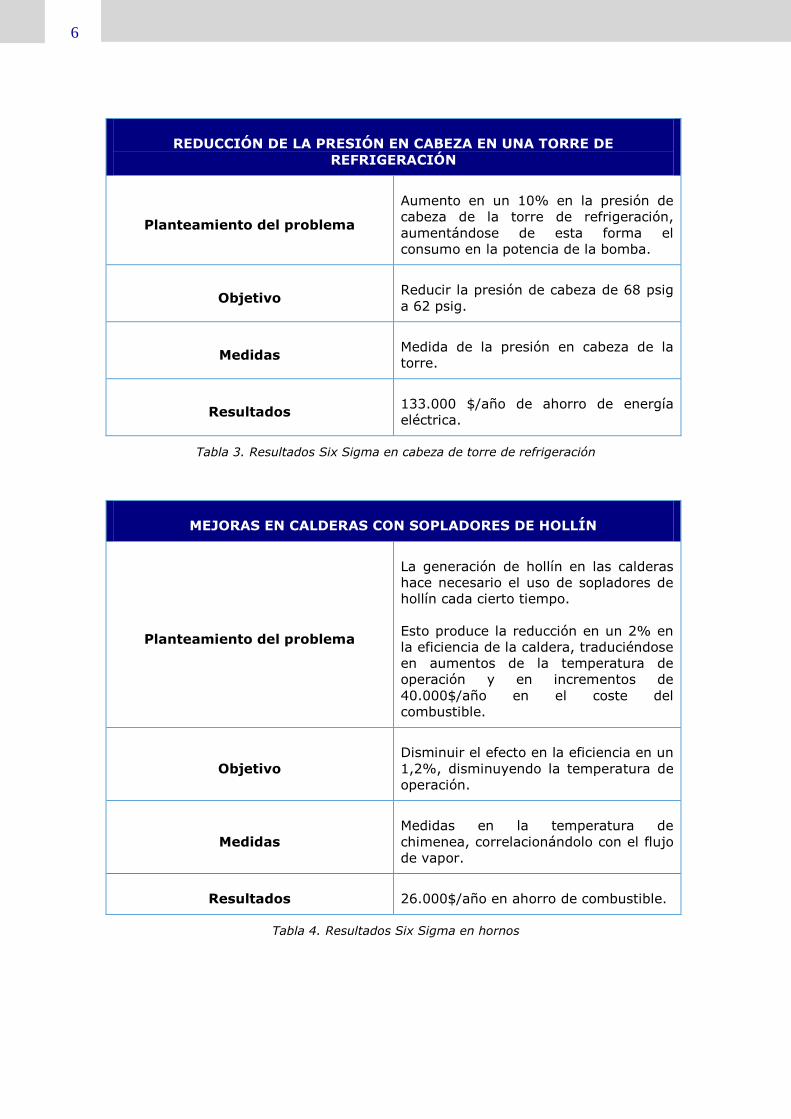
instrumento fundamental para la eficiencia energética en la industria con éxitos probados en varios proyectos de energía. Estos resultados se muestran en las siguientes tablas:
1988: Texas
Instruments
1990: IBM
1993:
Asea Brown Boveri
1994:
Allied Signal/ Kodak
1995: General Electric
1996/98: Invensys &
Polaroid
Recientemente:
•Ford
•DuPont
•Dow Chemical
•Microsoft
•American Express
1986: MOTOROLA

5
MEJORAS EN SISTEMAS DE COMPRESIÓN DE AIRE
Planteamiento del problema
La demanda de aire comprimido en una
planta es variable en función de la
producción en la misma. Se diponían de
seis compresores para mantener la
presión de operación, pero resultaron
insuficientes en el crecimiento de la
cantidad de producto demandado. Por
ello, se contrató más capacidad de
compresión para el mantenimiento de
las condiciones de operación, siendo
necesaria igualmente la reducción en la
producción, al ser la demanda superior
a la capacidad contratada para el
mantenimiento de las condiciones.
Objetivo Reducir el aire demandado en la planta
en un 10%.
Medidas
Cantidad total de aire comprimido
generada por los seis compresores
instalados en la planta.
Resultados 140.000$/año de ingresos recurrentes
Tabla 1. Resultados Six Sigma en sistemas de compresión
MEJORAS EN INTERCAMBIADORES DE CALOR
Planteamiento del problema
190 millones libras de vapor al año a un
coste variable de 663.000$ es
necesario para calentar una superficie
de filtración de agua de lavado. El vapor
caliente condensado del
proceso de micronización se recicla a un
tanque de cabeza y reduciéndose el
vapor requerido para la calefacción.
Objetivo Reducir la cantidad de vapor necesaria
para calentar el agua de lavado.
Medidas Flujo de vapor necesario en sistema de
agua de lavado.
Resultados 577.000 $/año de ahorro de energía.
Tabla 2. Resultados Six Sigma en intercambiadores de calor
6
REDUCCIÓN DE LA PRESIÓN EN CABEZA EN UNA TORRE DE
REFRIGERACIÓN
Planteamiento del problema
Aumento en un 10% en la presión de
cabeza de la torre de refrigeración,
aumentándose de esta forma el
consumo en la potencia de la bomba.
Objetivo Reducir la presión de cabeza de 68 psig
a 62 psig.
Medidas Medida de la presión en cabeza de la
torre.
Resultados 133.000 $/año de ahorro de energía
eléctrica.
Tabla 3. Resultados Six Sigma en cabeza de torre de refrigeración
MEJORAS EN CALDERAS CON SOPLADORES DE HOLLÍN
Planteamiento del problema
La generación de hollín en las calderas
hace necesario el uso de sopladores de
hollín cada cierto tiempo.
Esto produce la reducción en un 2% en
la eficiencia de la caldera, traduciéndose
en aumentos de la temperatura de
operación y en incrementos de
40.000$/año en el coste del
combustible.
Objetivo
Disminuir el efecto en la eficiencia en un
1,2%, disminuyendo la temperatura de
operación.
Medidas
Medidas en la temperatura de
chimenea, correlacionándolo con el flujo
de vapor.
Resultados 26.000$/año en ahorro de combustible.
Tabla 4. Resultados Six Sigma en hornos

7
Visto el éxito de Six Sigma en el ámbito de la eficiencia energética, la ETN
(DuPont‟s Energy Technology Network) ha creado un „Virtual Workshops‟, una especie de comunidad de la energía, en la cual, se muestran los éxitos
de la aplicación de esta metodología en diversos proyectos energéticos.
Conclusión
La innovación en el desarrollo de este proyecto está presente de forma continúa. La evolución de esta metodología en ámbitos energéticos se hace
necesaria a la vista de los resultados que de su aplicación se deriva.
Es por ello, el enfrentarnos ante un reto nunca antes probado: La aplicación de una metodología basada en Six Sigma en una planta de refino, con el fin
de modelar y optimizar las columnas de destilación instaladas en la zona de Platforming.
8
CAPITULO 2. DESCRIPCIÓN DE LA UNIDAD
2.1 OBJETIVO DE LA PLANTA
La planta de Reformado de naftas tiene como objeto la obtención de aromáticos (bencenos y toluenos) a partir de naftas de petróleo, para aumentar el octanaje de las gasolinas consiguiendo, con ello, una mejor
calidad del producto base de la refinería.
2.2 PROCESO
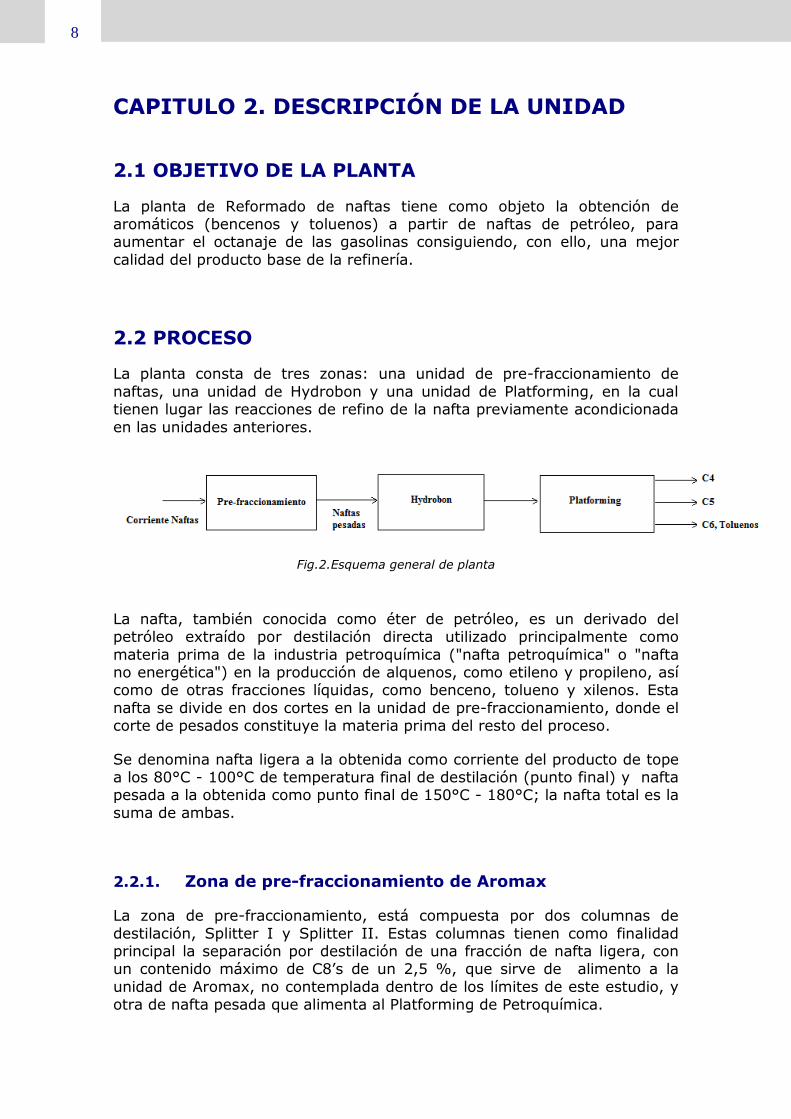
La planta consta de tres zonas: una unidad de pre-fraccionamiento de
naftas, una unidad de Hydrobon y una unidad de Platforming, en la cual tienen lugar las reacciones de refino de la nafta previamente acondicionada
en las unidades anteriores.
Fig.2.Esquema general de planta
La nafta, también conocida como éter de petróleo, es un derivado del petróleo extraído por destilación directa utilizado principalmente como
materia prima de la industria petroquímica ("nafta petroquímica" o "nafta no energética") en la producción de alquenos, como etileno y propileno, así como de otras fracciones líquidas, como benceno, tolueno y xilenos. Esta
nafta se divide en dos cortes en la unidad de pre-fraccionamiento, donde el corte de pesados constituye la materia prima del resto del proceso.
Se denomina nafta ligera a la obtenida como corriente del producto de tope a los 80°C - 100°C de temperatura final de destilación (punto final) y nafta pesada a la obtenida como punto final de 150°C - 180°C; la nafta total es la
suma de ambas.
2.2.1. Zona de pre-fraccionamiento de Aromax
La zona de pre-fraccionamiento, está compuesta por dos columnas de
destilación, Splitter I y Splitter II. Estas columnas tienen como finalidad principal la separación por destilación de una fracción de nafta ligera, con un contenido máximo de C8‟s de un 2,5 %, que sirve de alimento a la
unidad de Aromax, no contemplada dentro de los límites de este estudio, y otra de nafta pesada que alimenta al Platforming de Petroquímica.
9
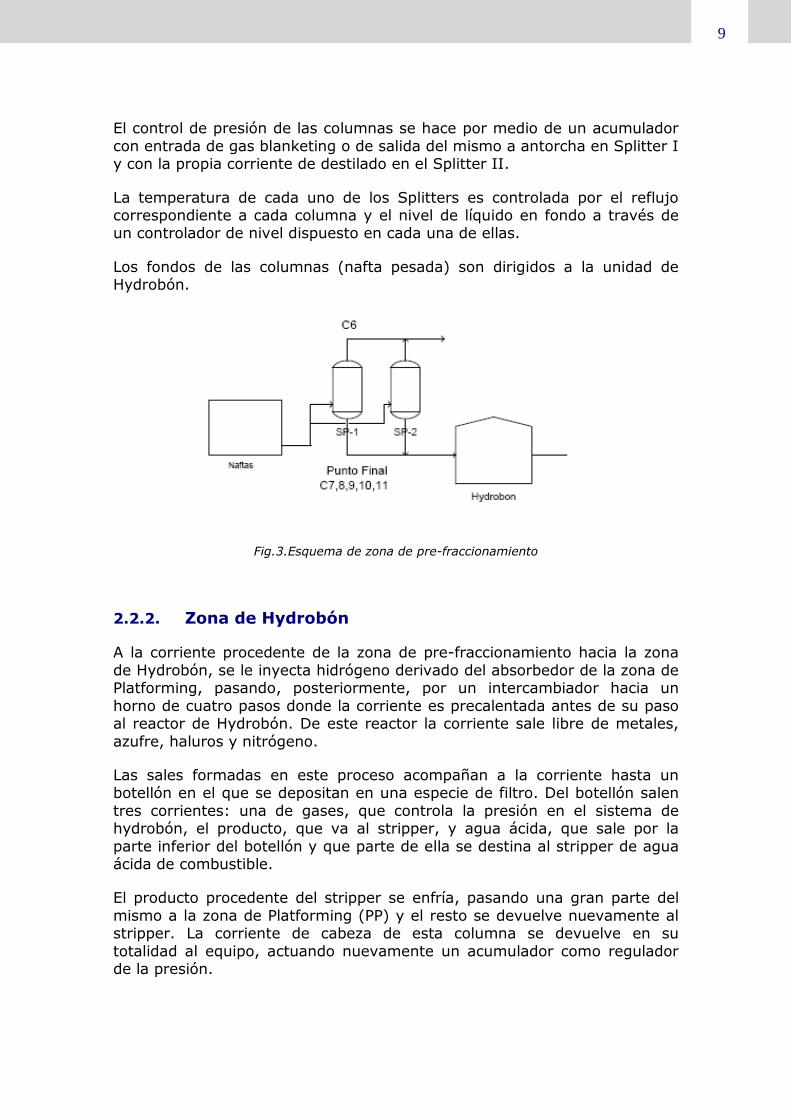
El control de presión de las columnas se hace por medio de un acumulador
con entrada de gas blanketing o de salida del mismo a antorcha en Splitter I y con la propia corriente de destilado en el Splitter II.
La temperatura de cada uno de los Splitters es controlada por el reflujo correspondiente a cada columna y el nivel de líquido en fondo a través de un controlador de nivel dispuesto en cada una de ellas.
Los fondos de las columnas (nafta pesada) son dirigidos a la unidad de Hydrobón.
Fig.3.Esquema de zona de pre-fraccionamiento
2.2.2. Zona de Hydrobón
A la corriente procedente de la zona de pre-fraccionamiento hacia la zona
de Hydrobón, se le inyecta hidrógeno derivado del absorbedor de la zona de Platforming, pasando, posteriormente, por un intercambiador hacia un
horno de cuatro pasos donde la corriente es precalentada antes de su paso al reactor de Hydrobón. De este reactor la corriente sale libre de metales,
azufre, haluros y nitrógeno.
Las sales formadas en este proceso acompañan a la corriente hasta un botellón en el que se depositan en una especie de filtro. Del botellón salen
tres corrientes: una de gases, que controla la presión en el sistema de hydrobón, el producto, que va al stripper, y agua ácida, que sale por la
parte inferior del botellón y que parte de ella se destina al stripper de agua ácida de combustible.
El producto procedente del stripper se enfría, pasando una gran parte del
mismo a la zona de Platforming (PP) y el resto se devuelve nuevamente al stripper. La corriente de cabeza de esta columna se devuelve en su
totalidad al equipo, actuando nuevamente un acumulador como regulador de la presión.

10
Fig.4. Esquema de zona de Hydrobón
2.2.3. Zona de Platforming
La carga procedente del fondo del stripper, libre de metales, N2, SH2,… se introduce en el Packinof (equipo constituido por una serie de
intercambiadores) y, desde aquí, en un intercambiador en el cual se une con un gas de reciclo procedente de un separador situado aguas abajo de la
zona de reacción. Mezclados, van al horno de Platforming, de tres pasos, donde se precalienta la corriente de alimentación de cada uno de los reactores que constituyen dicha zona.
La corriente que sale de la zona de reacción de Platforming, atraviesa una serie de intercambiadores, condensando parcialmente e introduciéndose
seguidamente en el separador mencionado con anterioridad, donde se separa en una corriente gaseosa y en una corriente líquida. Esta última pasa a una desbutanizadora, dirigiéndose la corriente de gas a la zona de
absorción.
En la zona de Platforming cabe destacar una serie de sub-zonas:
Zona de compresores y absorbedores
El gas procedente del separador se enfría y pasa a un decantador, en el cual el gas, impulsado por un compresor, pasa por un enfriador hacia un
absorbedor. En éste, se mezcla con una corriente de naftas pobres procedente del fondo de la desbutanizadora con objeto de captar los hidrocarburos pesados contenidos en el gas y que no se han separado
hasta el momento. La corriente de fondo pasa a la desbutanizadora calentándose previamente.
El efluente gaseoso que sale por la cabeza del absorbedor es rico en H2, distribuyéndose a lo largo de la planta o destinándose a ventas.
11
Sección de fraccionamiento
En esta sección tiene lugar la separación de diversos cortes de la nafta unifinada, es decir, la nafta que ha sido debidamente acondicionada para
llevar a cabo los diferentes procesos de separación. Esta zona está formada principalmente por tres columnas de destilación: desbutanizadora, desbenzanizadora y despentanizadora, cada una con finalidades diferentes:
Desbutanizadora
Su objetivo es separar de la corriente de nafta unifinada, los C4 (butanos), como corriente de cabeza.
La corriente procedente del absorbedor de la zona de reacción de
Platforming, junto con el fondo del separador de la misma zona, se precalientan para servir de carga a esta columna, donde el destilado
constituye una corriente de hidrocarburos ligeros (C1- C4) y el fondo una corriente de hidrocarburos pesados ( Cortes > C4).
Casi la totalidad de los hidrocarburos pesados se destinan a la
desbenzanizadora, siendo una pequeña cantidad de los mismos enviada a un absorbedor. El destilado o corriente de cabeza de la columna puede
retornar a la columna o ir directamente a consumo de refinería para gasolinas.
Desbencenizadora
En este equipo se obtiene una corriente de aromáticos libre de
hidrocarburos pesados como efluente de cabeza, partiendo de una alimentación correspondiente a la corriente de fondo de la Desbutanizadora,
columna anterior a ésta. Dicha corriente libre de pesados, se envía a la despentanizadora. El fondo de la desbenzanizadora se almacena y parte se recircula por termosifón a la columna.
Despentanizadora
A partir de la corriente procedente de la cabeza de la desbenzanizadora, esta columna tiene como objetivo, la obtención de una corriente libre de bencenos por cabeza, es decir, una corriente de hidrocarburos con número
de carbonos inferiores a C6, y la producción de una corriente rica en bencenos y toluenos por fondo.
La corriente de cabeza rica en pentanos, C5, se almacenará en esferas destinándose a la formulación de gasolinas. El fondo, rico en benceno y toluenos, se enviará a la unidad de Morphylane (unidad de
acondicionamiento de aromáticos).

12
Fig.5. Esquema zona Platforming
2.3. EQUIPOS
En esta sección se describirán a nivel tanto geométrico como funcional, los
equipos más importantes de la planta.
2.3.1. Columnas
Splitter I
CARACTERÍSTICAS
ALTURA (m) 27.5
DIÁMETRO (m) 1.6
Nº DE PLATOS 38
CAPACIDAD (m3) 54.5
Tabla 5. Características Splitter I
Por la cabeza de la torre se efectúa una extracción que está constituida por nafta ligera. Esta se envía, junto a la extracción de cabeza del Splitter II, al
tanque de alimentación de los Unifining y, una vez desulfurada, a un tanque que proporcionará una carga a Aromax. En esta línea de cabeza se lleva a

13
cabo el control de presión de la torre enviando gases a la antorcha o bien
metiéndolos desde el sistema de gas blanketing.
La entrada de reflujo a la torre se efectúa en el primer plato, controlándose
la temperatura en el plato con un controlador de flujo.
Del fondo de la torre sale una línea que se bifurca en dos, una que va al reboiler de la columna, donde se controla la temperatura de fondo de la
torre en cascada con el control de vapor de media, y otra que, bajo control de nivel, se une a la salida de fondo del Splitter II constituyendo ambas la
carga a Hydrobón.
Splitter II
CARACTERÍSTICAS
ALTURA (m) 23
DIÁMETRO (m) 1.5
Nº DE PLATOS 30
CAPACIDAD (m3) 43
Tabla 6. Características Splitter II
Esta torre se utiliza para mejorar la calidad de la carga que sale por cabeza
y está constituida por la fracción más ligera de los aromáticos pesados. Esta extracción se enfría con agua antes de llegar al acumulador.
La presión se controla en cabeza mediante una toma en la línea de salida
de cabeza de la torre y que actúa sobre una válvula situada después del enfriador y anterior al acumulador. Igualmente, hay una línea que sale
directamente a antorcha.
Del fondo del acumulador y mediante bombas, se envía bajo control de nivel, hacia un tanque de almacenamiento junto con la corriente de cabeza
del Splitter I, previamente enfriado en un aéreo-refrigerador y en uno de agua. Antes, de la impulsión de las bombas, sale una línea que constituye el
reflujo a la torre cuya temperatura de cabeza es controlada mediante el caudal de reflujo a la misma.
La extracción de fondo, constituida por nafta pesada, se envía junto con la
del Splitter I, como carga a Hydrobón mediante una serie de bombas. Ambas corrientes son enfriadas cediendo calor en una serie de
intercambiadores y, posteriormente, en un refrigerador de agua.

14
Stripper:
CARACTERÍSTICAS
ZONA 1 ZONA 2
ALTURA (m) 17.6
DIÁMETRO (m) 1.5 0.8
Nº DE PLATOS 14 6
CAPACIDAD (m3) 23.8
Tabla 7. Características Stripper
La columna separa por cabeza los ligeros, junto con SH2 y la posible agua
que pudiera llevar la nafta, y por el fondo la nafta unifinada que va de carga a Platforming.
La salida de gases por cabeza tiene lugar por una línea a la que llega la inyección de un inhibidor.
La salida de fondo se bifurca en dos:
1. Una que es impulsada por bombas hacia el horno reboiler de la propia columna, para retornar a la torre por debajo de la zona de platos.
2. Otra que es impulsada como carga a Platforming, cediendo previamente calor a la carga al Stripper que entra por un distribuidor en el plato 7.
El control de presión de la columna es semejante al de las columnas anteriores.
15
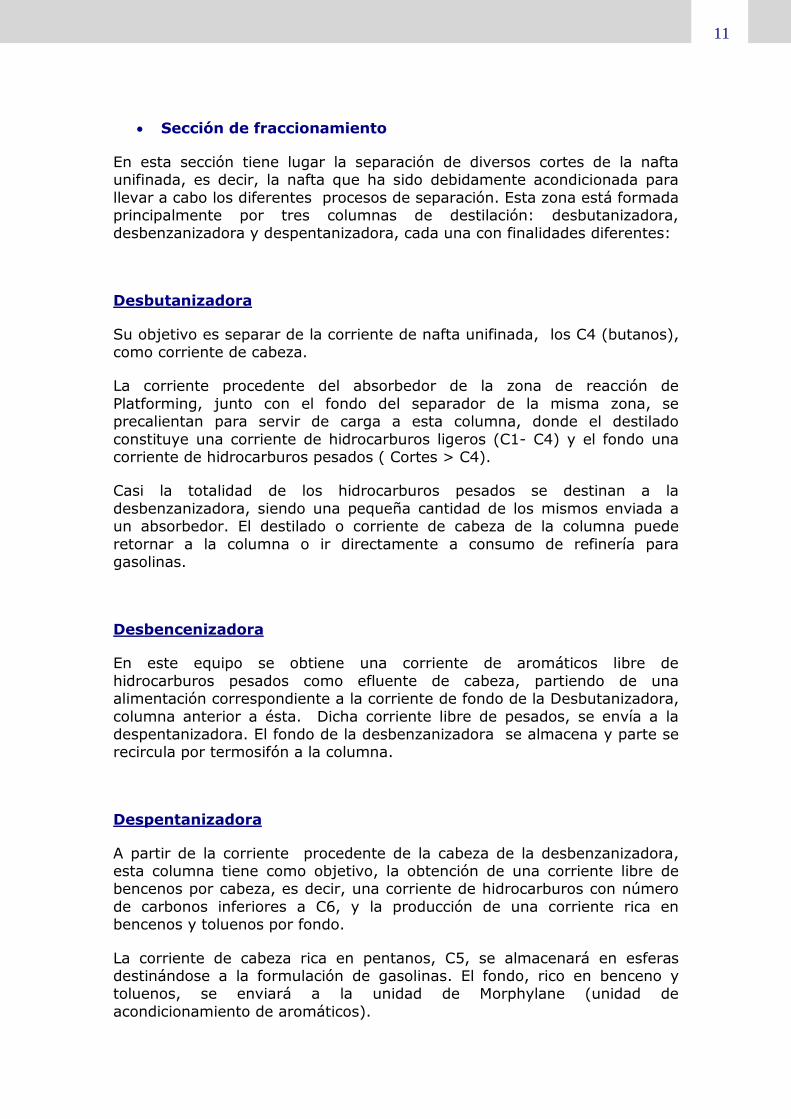
Absorbedor:
CARACTERÍSTICAS
ALTURA (m) 13.8
DIÁMETRO (m) 1
Nº DE PLATOS 25
CAPACIDAD (m3) 10
Tabla 8. Características Absorbedor
La función de esta torre es purificar un gas rico en H2 mediante una nafta
en contracorriente que retiene los hidrocarburos más pesados que lleve el gas. Este gas procede del separador situado en la zona de reacción de Platforming y hace su entrada en el equipo por un distribuidor situado en el
plato 20. La nafta pobre lo hace por el plato 1.
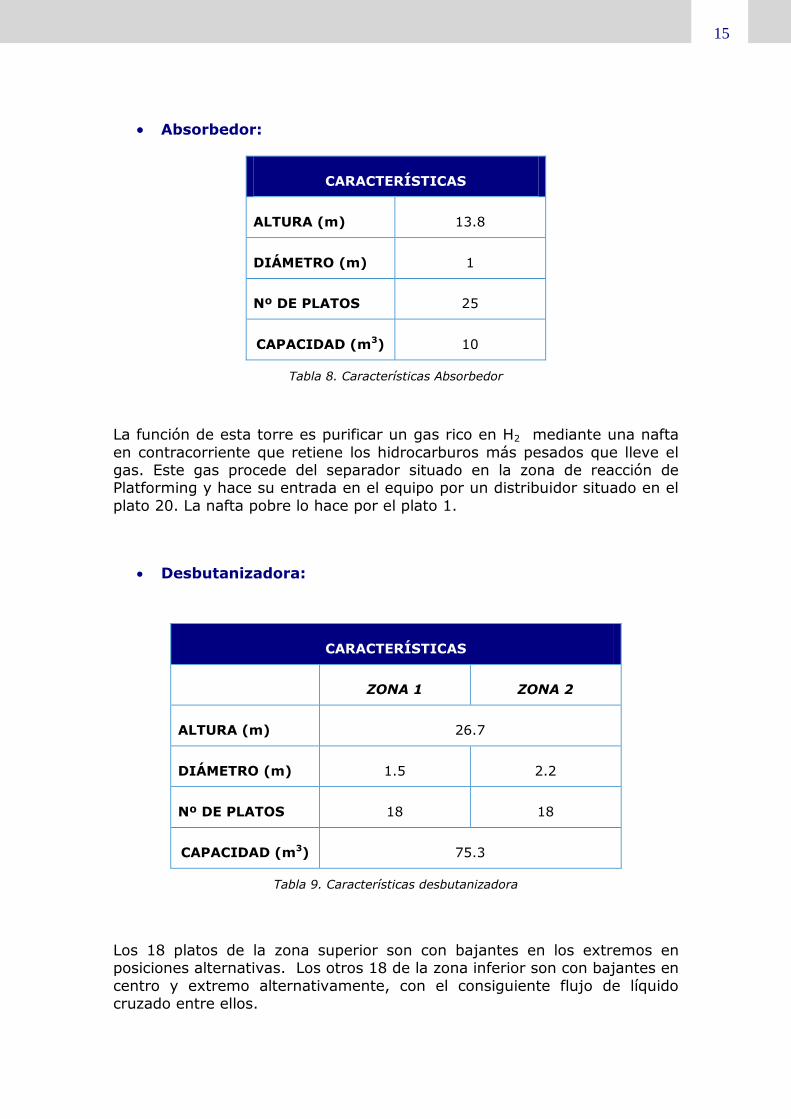
Desbutanizadora:
CARACTERÍSTICAS
ZONA 1 ZONA 2
ALTURA (m) 26.7
DIÁMETRO (m) 1.5 2.2
Nº DE PLATOS 18 18
CAPACIDAD (m3) 75.3
Tabla 9. Características desbutanizadora
Los 18 platos de la zona superior son con bajantes en los extremos en posiciones alternativas. Los otros 18 de la zona inferior son con bajantes en
centro y extremo alternativamente, con el consiguiente flujo de líquido cruzado entre ellos.
16
Por cabeza sale una corriente de hidrocarburos ligeros. Es en esta línea donde se encuentra la toma de presión que la mantiene en la torre.
Algo más abajo, en el plato 1 y sobre un distribuidor, entra la línea de reflujo. La carga se introduce en el plato 19, saliendo por el fondo una línea que se bifurca en tres:
1. Una que fluye hacia el horno reboiler de la propia columna para volver caliente a la torre por debajo del plato 36.
2. Otra que constituye el flujo de nafta pobre al absorbedor.
3. Otra que constituye la línea de producto.
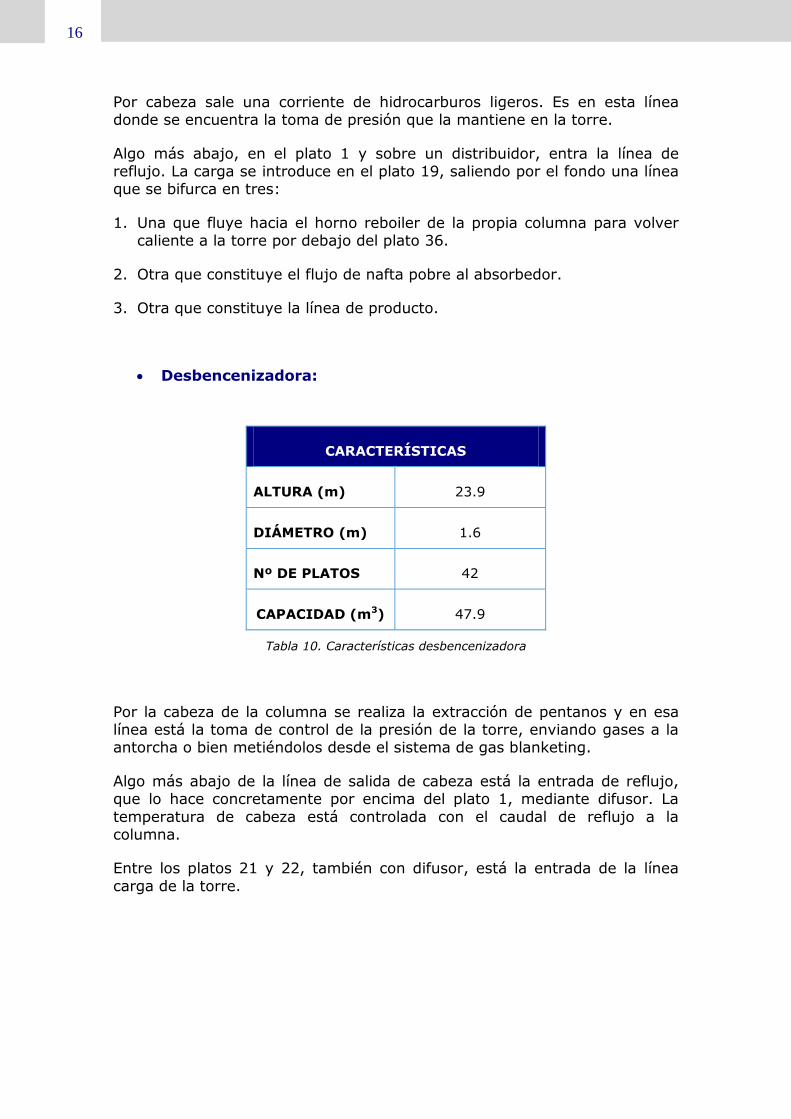
Desbencenizadora:
CARACTERÍSTICAS
ALTURA (m) 23.9
DIÁMETRO (m) 1.6
Nº DE PLATOS 42
CAPACIDAD (m3) 47.9
Tabla 10. Características desbencenizadora
Por la cabeza de la columna se realiza la extracción de pentanos y en esa línea está la toma de control de la presión de la torre, enviando gases a la antorcha o bien metiéndolos desde el sistema de gas blanketing.
Algo más abajo de la línea de salida de cabeza está la entrada de reflujo, que lo hace concretamente por encima del plato 1, mediante difusor. La
temperatura de cabeza está controlada con el caudal de reflujo a la columna.
Entre los platos 21 y 22, también con difusor, está la entrada de la línea
carga de la torre.
17
Por el fondo sale una línea que se bifurca en dos:
1. Una que constituye la salida de fondo hacia un tanque de almacenamiento.
2. Otra que va al reboiler dónde se controla la temperatura de fondo de la torre mediante control en cascada con el vapor de media.
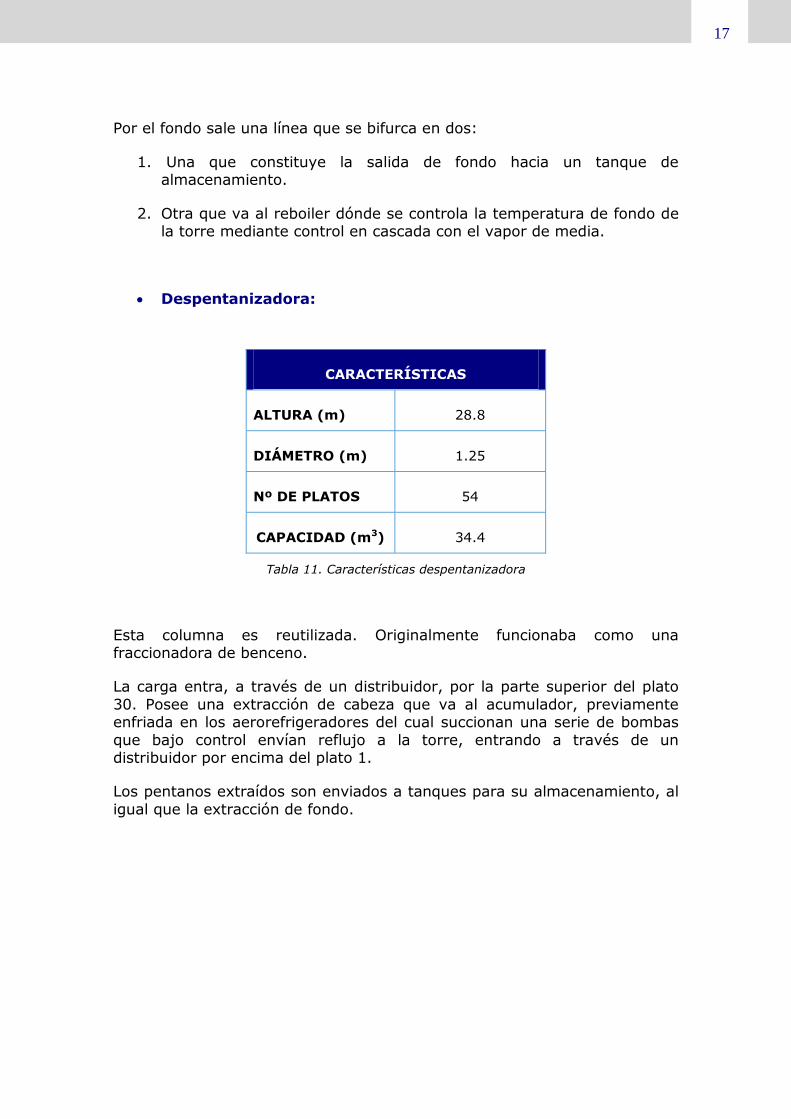
Despentanizadora:
CARACTERÍSTICAS
ALTURA (m) 28.8
DIÁMETRO (m) 1.25
Nº DE PLATOS 54
CAPACIDAD (m3) 34.4
Tabla 11. Características despentanizadora
Esta columna es reutilizada. Originalmente funcionaba como una fraccionadora de benceno.
La carga entra, a través de un distribuidor, por la parte superior del plato
30. Posee una extracción de cabeza que va al acumulador, previamente enfriada en los aerorefrigeradores del cual succionan una serie de bombas
que bajo control envían reflujo a la torre, entrando a través de un distribuidor por encima del plato 1.
Los pentanos extraídos son enviados a tanques para su almacenamiento, al
igual que la extracción de fondo.
18
2.3.2. Reactores
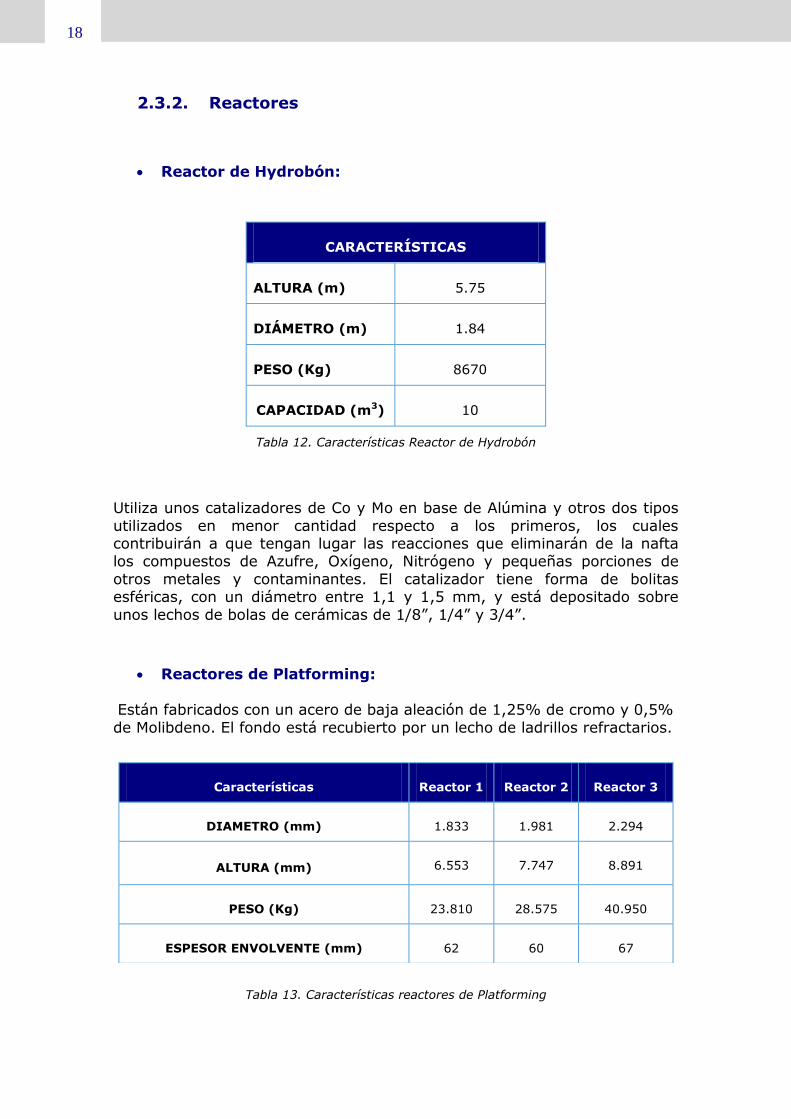
Reactor de Hydrobón:
CARACTERÍSTICAS
ALTURA (m) 5.75
DIÁMETRO (m) 1.84
PESO (Kg) 8670
CAPACIDAD (m3) 10
Tabla 12. Características Reactor de Hydrobón
Utiliza unos catalizadores de Co y Mo en base de Alúmina y otros dos tipos
utilizados en menor cantidad respecto a los primeros, los cuales contribuirán a que tengan lugar las reacciones que eliminarán de la nafta los compuestos de Azufre, Oxígeno, Nitrógeno y pequeñas porciones de
otros metales y contaminantes. El catalizador tiene forma de bolitas esféricas, con un diámetro entre 1,1 y 1,5 mm, y está depositado sobre
unos lechos de bolas de cerámicas de 1/8”, 1/4” y 3/4”.
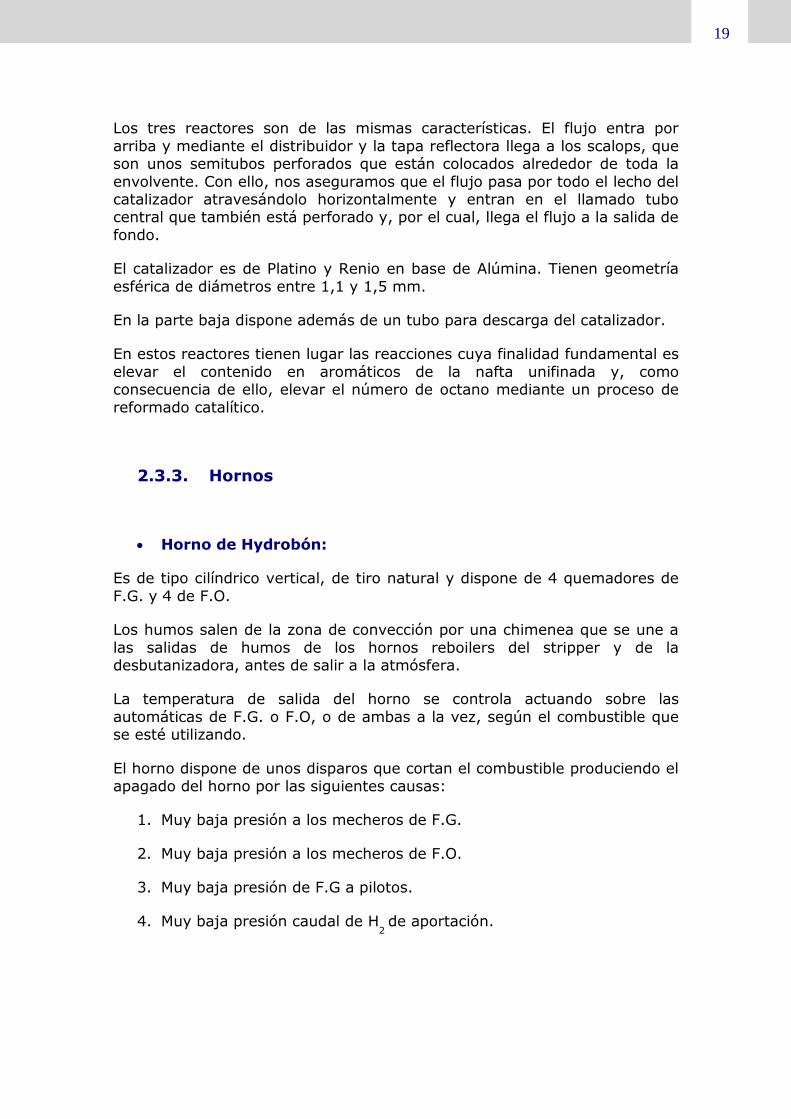
Reactores de Platforming:
Están fabricados con un acero de baja aleación de 1,25% de cromo y 0,5%
de Molibdeno. El fondo está recubierto por un lecho de ladrillos refractarios.
Tabla 13. Características reactores de Platforming
Características Reactor 1 Reactor 2 Reactor 3
DIAMETRO (mm) 1.833 1.981 2.294
ALTURA (mm) 6.553 7.747 8.891
PESO (Kg) 23.810 28.575 40.950
ESPESOR ENVOLVENTE (mm) 62 60 67
19
Los tres reactores son de las mismas características. El flujo entra por
arriba y mediante el distribuidor y la tapa reflectora llega a los scalops, que son unos semitubos perforados que están colocados alrededor de toda la
envolvente. Con ello, nos aseguramos que el flujo pasa por todo el lecho del catalizador atravesándolo horizontalmente y entran en el llamado tubo central que también está perforado y, por el cual, llega el flujo a la salida de
fondo.
El catalizador es de Platino y Renio en base de Alúmina. Tienen geometría
esférica de diámetros entre 1,1 y 1,5 mm.
En la parte baja dispone además de un tubo para descarga del catalizador.
En estos reactores tienen lugar las reacciones cuya finalidad fundamental es
elevar el contenido en aromáticos de la nafta unifinada y, como consecuencia de ello, elevar el número de octano mediante un proceso de
reformado catalítico.
2.3.3. Hornos
Horno de Hydrobón:
Es de tipo cilíndrico vertical, de tiro natural y dispone de 4 quemadores de
F.G. y 4 de F.O.
Los humos salen de la zona de convección por una chimenea que se une a
las salidas de humos de los hornos reboilers del stripper y de la desbutanizadora, antes de salir a la atmósfera.
La temperatura de salida del horno se controla actuando sobre las
automáticas de F.G. o F.O, o de ambas a la vez, según el combustible que se esté utilizando.
El horno dispone de unos disparos que cortan el combustible produciendo el apagado del horno por las siguientes causas:
1. Muy baja presión a los mecheros de F.G.
2. Muy baja presión a los mecheros de F.O.
3. Muy baja presión de F.G a pilotos.
4. Muy baja presión caudal de H2 de aportación.

20
Horno reboiler del stripper:
Es de tipo cilíndrico vertical, que dispone de 3 quemadores de F.G y es de tiro natural.
La temperatura se controla actuando sobre la automática del F.G.
Dispone de unos disparos que apagan el horno, cortando al F.G. a los mecheros por:
1. Muy baja presión F.G. a mecheros.
2. Muy baja presión F.G. a pilotos.
Horno de Platforming:
Es el horno que prepara la carga a los reactores de Platforming para
obtener la temperatura necesaria en cada uno de ello.
Es un horno con tres hogares, uno para cada paso. El control de
temperatura en cada uno de ellos se lleva a cabo de forma semejante a los hornos descritos con anterioridad.
Para optimizar los consumo de combustibles en el horno se ha montado un
sistema de precalentamiento de aire teniendo la opción de utilizarlo o no.
Igualmente, se dispone de sistemas de seguridad que producen la parada
del horno en caso de:
1. Muy baja presión F.O a mecheros.
2. Muy baja presión F.G a mecheros.
3. Muy baja presión F.G. a pilotos.
4. Muy bajo flujo de gas de reciclo.
Horno reboiler desbutanizadora:
Es un horno cilíndrico vertical de tiro natural y dispone de 4 quemadores de
F.G. La temperatura de salida está controlada a través del flujo de F.G.
Tiene un sistema de disparo que apaga el horno si:
1. Muy baja presión F.G a mecheros.
2. Muy baja presión F.G a pilotos.
21
2.3.4. Compresores
Compresor de la zona de reacción:
Es un compresor multietapas que está expresamente diseñado para
comprimir gases a alta presión. Es de tipo vertical y de acero forjado. Las conexiones de succión y descarga están soldadas a la propia carcasa.
Consta de una parte fija (carcasa, cabeza, sello, cojinetes, etc.) y de otra móvil (eje, impulsores, equilibrador, etc.)
Este compresor centrífugo no requiere un mantenimiento periódico, pero si
una vigilancia constante sobre sus caracteres, tales como:
a. Temperatura del aceite de retorno de los cojinetes y sello.
b. La presión de aceite de entrada a los puntos de sellado y lubricación.
c. La presión diferencial en el circuito de sellado.
d. La cantidad de aceite que retorna de los sellos.
e. Las vibraciones.
En general, podemos decir que el compresor centrífugo tiene ventajas y
desventajas.
Las ventajas son:
a. Impulsan grandes volúmenes de gases.
b. Tienen un amplio rango de operación.
c. Tienen una baja interrupción para el mantenimiento.
d. Pueden ser movidos por motor o turbina.
e. Tienen un flujo suave y sin pulsaciones.
Las desventajas son:
a. Gran sensibilidad al peso molecular del gas impulsado.
b. Velocidades muy altas para conseguir presiones altas de impulsión.
c. Complicados sistemas de sello y lubes.
22
Este compresor succiona del separador, situado en la misma zona de reacción, los gases procedentes de las reacciones que tienen lugar en los
diferentes reactores de la zona y lo impulsa como gas de reciclo a Platforming. El resto va, impulsado por un segundo compresor, al consumidor.
Compresor de la zona de absorción:
Es un compresor alternativo de doble acción, en el que la compresión del gas se efectúa en ambos extremos del cilindro mediante el movimiento de un émbolo.
Las válvulas de aspiración y descarga se abren o se cierran por efecto de la diferencia de presión entre el interior y el exterior del cilindro. Según la
presión neumática que se mande hacia la válvula ésta actuará de 0 a 100 %, según convenga. En la aspiración y en la descarga se sitúan pulmones
amortiguadores para mantener constante tanto la presión como la velocidad del gas.
Este compresor se utiliza para elevar la presión del gas a Hydrobon y poder
trabajar así en Platforming a menos presión, tomando el gas de la impulsión del compresor anterior y elevando su presión tanto como, en la zona de
Hydrobón, sea necesario.

23
CAPITULO 3. APLICACIÓN DE LA METODOLOGÍA
3.1. ¿EN QUÉ SE BASA?
La metodología aplicada en este proyecto se basa en Six-Sigma,
procedimiento que se ha convertido en una disciplina adoptada por gran variedad de industrias. Está concebida como una metodología soportada por un gran número de poderosas herramientas estadísticas que hacen posible
reducir la variación en un proceso para poder llevar acabo mejoras en el mismo.
Puede considerarse un "remake" de métodos tradicionales: métodos de resolución de problemas, las siete herramientas de la calidad, Q.F.D (despliegue de la „función de calidad‟), control estadístico de procesos
S.P.C/CEP, estudios de capacidad, métodos estadísticos más o menos complejos, equipos de mejora o círculos de calidad y la aplicación del ciclo
de mejora continua.
Es semejante al P.D.C.A (Plan, Do, Check, Act) sólo que se interrelacionan dichos métodos y se aplica ya no sólo a un área de la empresa (como
tradicionalmente podía ser producción) sino a toda en su conjunto, priorizando las actuaciones sobre aquellos procesos clave que aporten valor
añadido al cliente.
En el desarrollo de esta metodología no sólo se pretende alcanzar un
servicio o producto final “sin errores”, sino lograr una optimización de todos los procesos que permitan obtener un producto o servicio rentable y de calidad, eliminando las operaciones ineficientes dentro de la empresa.
3.2. PASOS A SEGUIR PARA LA IMPLANTACIÓN
Para resolver un problema, la metodología adoptada debe ser capaz de contemplar todas las posibles causas que puedan ocasionar el problema en
cuestión. Si la metodología utilizada para solventar el problema no cumple estos requisitos, los resultados obtenidos no serán los correctos y el
problema volverá a surgir tarde o temprano. En la figura 6, se muestra el diagrama de flujo de la metodología adoptada.
En esta metodología intervienen tanto el propio proceso como una serie de
herramientas de mejora (Lista de chequeo, diagrama de Pareto, Matriz causa-efecto, histogramas, gráficos de dispersión, gráficos de control,…) y
el factor humano, actuando esto último como herramientas de calidad (técnicas estadísticas, contrastes de hipótesis,…).

24
Fig.6. Diagrama de flujo de la metodología
La implantación de la metodología comienza desarrollando su propio lenguaje DMAIC, es decir, dividiendo el problema en fases correspondientes
a las diferentes etapas del proyecto.

25
3.3. FASES DE LA METODOLOGÍA
No existe un camino único para la aplicación de las diferentes fases pero,
para desarrollar lo que se denomina un D.F.S.S (Design For Six Sigma), se seguirá el siguiente esquema:
Fig.7. Fases de la metodología
3.3.1. Definir
En esta primera fase se identificarán los procesos críticos y se actuarán
sobre ellos, para ahorrar esfuerzos y costes.
Es fundamental el tener muy claro los requisitos del cliente, definiéndose las
funciones de calidades pertinentes (Q.F.D).
Se elaborará un SIPOC (Supplier, Input, Process, Output, Customer) para facilitar la comprensión del problema y determinar el alcance del proyecto.
3.3.2. Medir
Se establecerá sobre cada proceso sus características claves, parámetros críticos de cara al cliente, etc., es decir, se determinarán los factores que tienen más influencia en el resultado final, observando las variables del
proceso y la influencia sobre éste.
Se recurrirá a herramientas estadísticas tales como Process Maps, matriz
causa-efecto, diagrama de Pareto,….
Definir
Medir
AnalizarMejorar
Controlar

26
3.3.3. Analizar
Se analizarán los datos de manera conveniente para, posteriormente,
aplicar las técnicas estadísticas y de mejora correspondientes (gráficos de matriz, gráficos de dispersión, análisis multivariable,…).
3.3.4. Mejorar
Con esta fase se pretende llevar acabo la mejora del proceso en base a los resultados obtenidos. Para ello, se podría buscar nuevas formas de proceder o nuevos enfoques, redefinir de nuevo el proceso, informatizar el mismo,
utilizar métodos estadísticos, técnicas de simulación, etc…, que permitan comprobar la mejoras realizadas con respecto a la forma de actuación
anterior.
3.3.5. Controlar
No es más que habilitar los controles y chequeos necesarios que permitan comprobar y mantener los resultados conseguidos.
Fig.8. Desarrollo del DMAIC
•Definir el proceso
•Conocer requisitos del cliente (Q.F.D)
•Identificar procesos críticos Definir
•Establecer características claves de cada proceso
•Establecer parámetros críticos de cara al cliente (factores con mayor influencia en el resultado final)
•Medirlos, cuantificarlos
Medir
•Analizar los datos disponibles
•Aplicar técnicas estadísticas y de mejora correspondientes
Analizar
•Mejorar el proceso a partir de los resultados obtenidos (Técnicas de simulación)Mejorar
•Mantener los resultados obtenidoControlar

27
3.4. USO DE LAS HERRAMIENTAS ESTADÍSTICAS
Cada una de las fases anteriores se desarrolla en base a una serie de
herramientas estadísticas que permiten la reducción progresiva de las variables consideradas como influyentes al comienzo del estudio del proceso.
Fig.9. Evolución de variables en la metodología
3.4.1. Process Map
Para la realización del mapeado del proceso, se seguirán los siguientes pasos:
a. Se determinarán los inputs (X‟s) y los outputs (Y‟s) del proceso, siendo estos últimos los requerimientos del cliente o aquellas
variables cuyo mantenimiento sean fundamentales para un correcto funcionamiento del mismo. Se considerarán los inputs como aquellas variables que influyen en el proceso.
b. Se dividirá el proceso en tantos “escalones” como sean posibles, quedando definido el problema cómo varias cajas negras.
c. Se listarán las variables de salida de cada “escalón” considerado.
d. De igual forma, se procederá con las variables de entrada en cada bloque, especificando si son controladas o incontroladas en el
proceso.
Medida
•Process Map
•Matriz C&E
Análisis
•Gráficos de Matriz
•Gráficos de dispersión
•Análisis multivariable
Mejora
•Gráficos de control
•Regresión
Control•Control de plantas
Todas las X‟s
Variables de
influencia claves VIC‟s

28
e. Se añadirán las especificaciones disponibles del proceso a las variables de entrada al mismo.
3.4.2. Matriz C&E (Matriz Causa – Efecto)
En ella aparecerán todas los inputs y outputs considerados en el apartado
anterior, marcando una relación entre ellos cuyo nivel de influencia se cuantifica con la asignación de un número. A continuación, se mostrará de forma gráfica los pasos secuenciales a seguir para la construcción de esta
matriz:
29
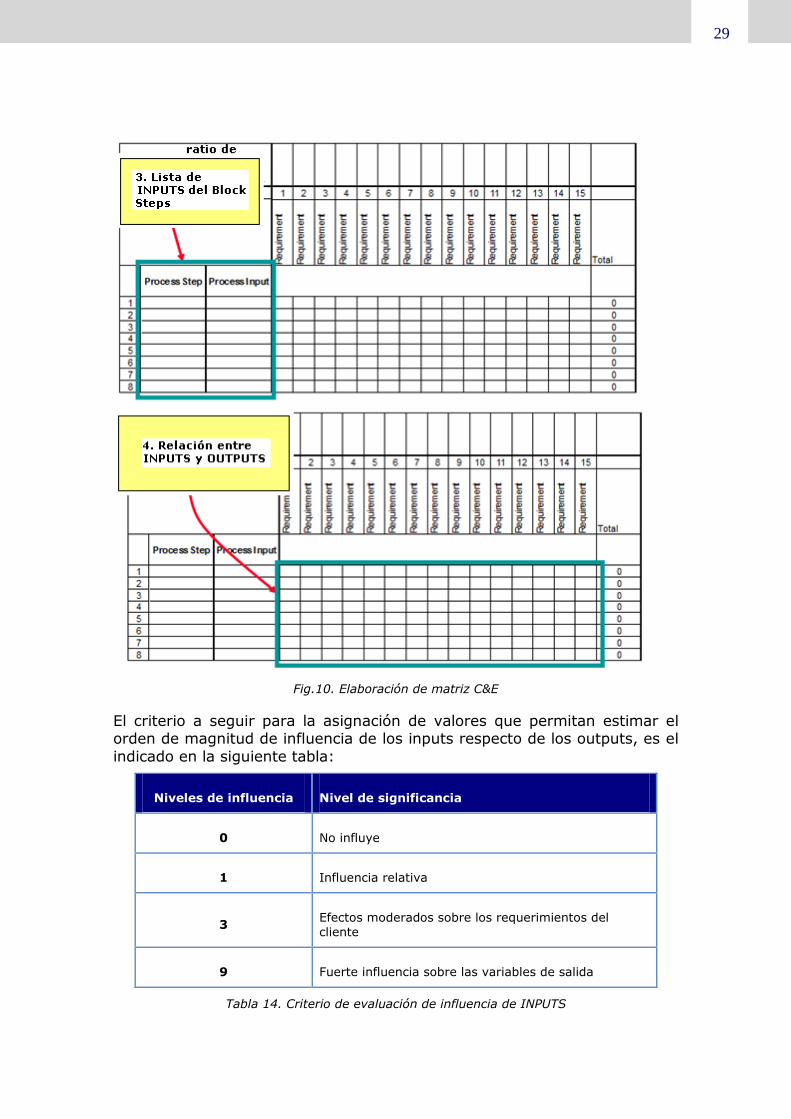
Fig.10. Elaboración de matriz C&E
El criterio a seguir para la asignación de valores que permitan estimar el orden de magnitud de influencia de los inputs respecto de los outputs, es el
indicado en la siguiente tabla:
Niveles de influencia Nivel de significancia
0 No influye
1 Influencia relativa
3 Efectos moderados sobre los requerimientos del cliente
9 Fuerte influencia sobre las variables de salida
Tabla 14. Criterio de evaluación de influencia de INPUTS
30
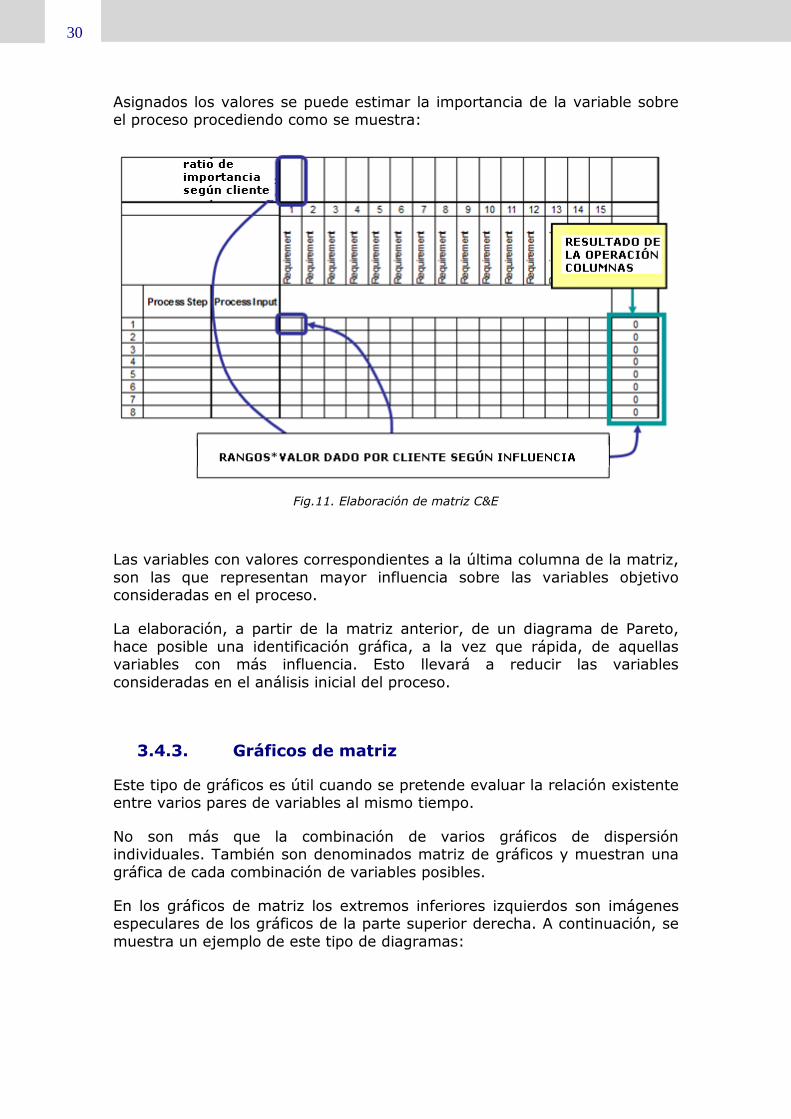
Asignados los valores se puede estimar la importancia de la variable sobre el proceso procediendo como se muestra:
Fig.11. Elaboración de matriz C&E
Las variables con valores correspondientes a la última columna de la matriz,
son las que representan mayor influencia sobre las variables objetivo consideradas en el proceso.
La elaboración, a partir de la matriz anterior, de un diagrama de Pareto,
hace posible una identificación gráfica, a la vez que rápida, de aquellas variables con más influencia. Esto llevará a reducir las variables
consideradas en el análisis inicial del proceso.
3.4.3. Gráficos de matriz
Este tipo de gráficos es útil cuando se pretende evaluar la relación existente entre varios pares de variables al mismo tiempo.
No son más que la combinación de varios gráficos de dispersión individuales. También son denominados matriz de gráficos y muestran una
gráfica de cada combinación de variables posibles.
En los gráficos de matriz los extremos inferiores izquierdos son imágenes especulares de los gráficos de la parte superior derecha. A continuación, se
muestra un ejemplo de este tipo de diagramas:

31
Fig.12. Gráfico de Matiz de variables de temperatura
Del gráfico anterior puede desprenderse información acerca del grado de dependencias y tipo de relación entre variables: lineal, cuadrática,…
Igualmente permite excluir, de un futuro modelo, aquellas variables que claramente no muestran relación alguna con la variable que se quiere
modelar.
3.4.4. Gráficos de dispersión
Los gráficos de dispersión son utilizados para representar la relación existente entre dos variables ó graficar una variable en el tiempo.
Fig.13. Gráfico de dispersión de KPI’s desbencenizadora
536
528
520
1007550
522516510 480450420 500490480 201510
522
516
510
516
510
504
480
450
420500
490
480
500
490
480
40
30
20
20
15
10
536528520
100
75
50
516510504 500490480 403020
Tentrada PP_V5 (ºC)
Tentrada PP_V6 (ºC)
Tentrada PP_V7 (ºC)
T salida PP_V5 (ºC)
T salida PP_V6 (ºC)
T salida PP_V7 (ºC)
T DELTA PP_V6
T DELTA PP_V7
T DELTA PP_V5
Gráfica de matriz de variables de temperaturas
110100908070605040
0,40
0,35
0,30
0,25
0,20
KPI)consumo desbence
KP
I re
lati
va
_d
esb
en
ce
Gráfica de dispersión de KPI desbence vs. KPI)consumo desbence
32
Se puede determinar visualmente si la relación es lineal o curva, o simplemente si no existe relación entre variables, como es el caso. En el
gráfico anterior cabe deducir que la KPI) consumo de la columna en cuestión no es un buen predictor de la KPI del mismo equipo.
3.4.5. Análisis multivariable
Como análisis multivariable se entenderá al proceso de análisis de todas las
variables procedentes de la fase de medida (variables influyentes) utilizando la regresión paso a paso o Stepwise. Es una manera cuantitativa de verificar la relación existente entre variables que con los gráficos de matriz
visualmente se intuyeron.
La regresión paso a paso es un procedimiento que elimina y agrega
variables al modelo de regresión, con el propósito de identificar un subconjunto útil de los predictores o variables independientes. Es decir, tiene como fin último buscar, de entre todas las posibles variables
explicativas, aquellas que más y mejor expliquen a la variable dependiente sin que ninguna de ellas sea combinación lineal de las restantes.
Este procedimiento implica que:
a. En cada paso sólo se introduzcan aquellas variables que cumple unos criterios de entrada.
b. Una vez introducidas, en cada paso, se valora si alguna de las variables cumplen criterios de salida.
c. En cada paso se estudia la bondad del ajuste de los datos al modelo de regresión lineal y se calculan los parámetros del modelo, verificado en dicho paso.
Verificación de los criterios de probabilidad de entrada
El p-valor asociado al estadístico T, o probabilidad de entrada, indica si la información proporcionada por cada una de las variables es redundante. Si este valor p es menor que un determinado valor crítico, la variable será
seleccionada.
El criterio de tolerancia puede ser aplicado como un criterio adicional a la
probabilidad de entrada. Esta aplicación ayuda a identificar si alguna de las variables del modelo es una combinación lineal de las restantes. Si dicho valor es próximo a 0, la variable analizada será una combinación lineal de
las restantes variables independientes introducidas. Si el valor de la tolerancia se aproxima a 1 se puede reducir la parte de la variabilidad de Y
no explicada por las restantes. En síntesis, si la tolerancia para una variable es muy pequeña se excluirá del modelo.
33
Verificación del criterio de probabilidad de salida
Si el p-valor asociado al estadístico T, o probabilidad de salida, es mayor que un determinado valor crítico, la variable será eliminada. Nótese que si
se desea que la variable no pueda entrar y salir de la ecuación en dos pasos consecutivos, el valor crítico de la probabilidad de salida debe ser mayor que el de la probabilidad de entrada.
Gráficos de control
Los gráficos de control de valores individuales, como su propio nombre indica, son gráficos donde se muestran las observaciones individuales de
las variables que en ellos se representan.
Estos gráficos suelen utilizarse para rastrear el nivel del proceso y detectar la presencia de causas especiales. Se hará uso de estos gráficos de control
cuando se pretenda conocer la estabilidad del proceso en el tiempo y detectar la presencia de causas especiales, correspondientes a ocurrencias
poco comunes que no son parte normal del proceso.
En estos gráficos aparece:
- Una línea central en el promedio de la estadística.
- Un límite de control superior (LCS) en 3σ sobre la línea central.
- Un límite de control inferior (LCI) en 3σ bajo la línea central.
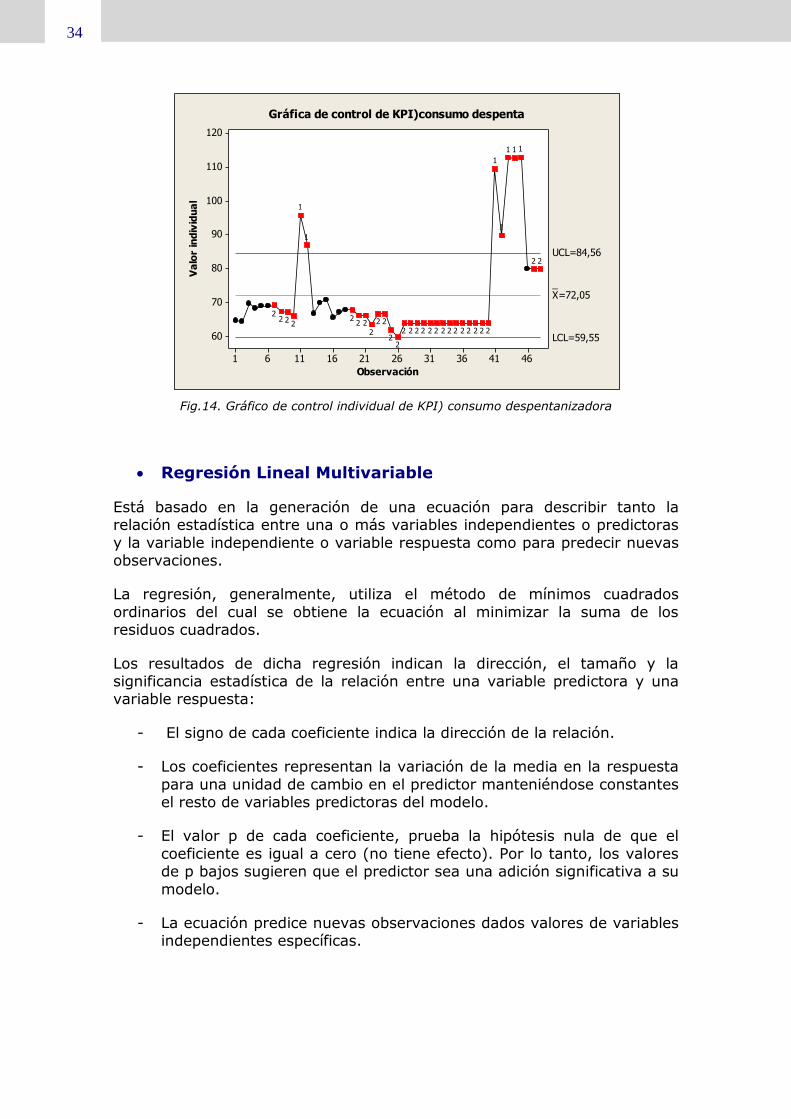
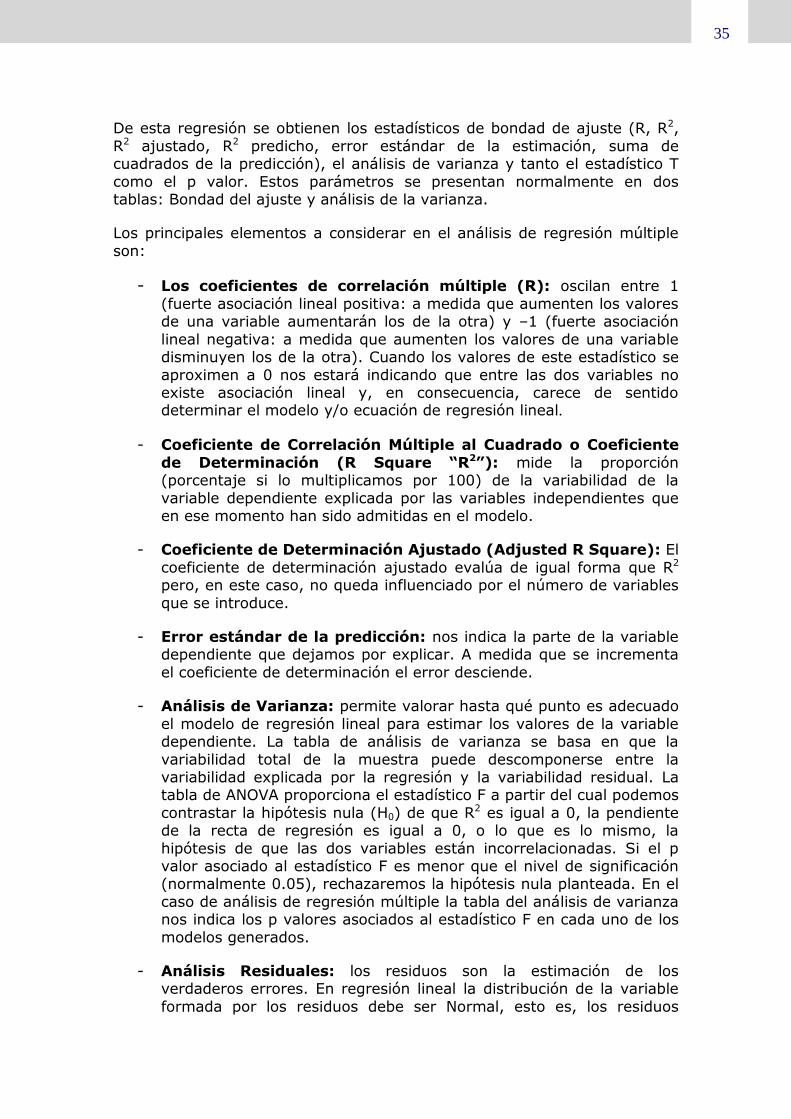
A continuación, se muestra un gráfico de control de valores individuales (fig.14) correspondiente a la variable que representa el consumo de vapor de media en la despentanizadora de la zona de Platforming de la planta
sometida a estudio.
De la interpretación de la gráfica puede deducirse que la mayoría de los
valores están dentro de los límites de control salvando ciertos datos que se salen del límite superior establecido. Estos valores podrían ser consecuencias de posibles formas de operar no comunes en la planta.
Igualmente, se puede decir que, a partir de determinadas observaciones, el consumo se mantiene prácticamente constante en el tiempo, detectándose
posibles anomalías en el propio proceso.
34
Fig.14. Gráfico de control individual de KPI) consumo despentanizadora
Regresión Lineal Multivariable
Está basado en la generación de una ecuación para describir tanto la relación estadística entre una o más variables independientes o predictoras
y la variable independiente o variable respuesta como para predecir nuevas observaciones.
La regresión, generalmente, utiliza el método de mínimos cuadrados
ordinarios del cual se obtiene la ecuación al minimizar la suma de los residuos cuadrados.
Los resultados de dicha regresión indican la dirección, el tamaño y la significancia estadística de la relación entre una variable predictora y una variable respuesta:
- El signo de cada coeficiente indica la dirección de la relación.
- Los coeficientes representan la variación de la media en la respuesta
para una unidad de cambio en el predictor manteniéndose constantes el resto de variables predictoras del modelo.
- El valor p de cada coeficiente, prueba la hipótesis nula de que el
coeficiente es igual a cero (no tiene efecto). Por lo tanto, los valores de p bajos sugieren que el predictor sea una adición significativa a su
modelo.
- La ecuación predice nuevas observaciones dados valores de variables independientes específicas.
464136312621161161
120
110
100
90
80
70
60
Observación
Va
lor
ind
ivid
ua
l
_X=72,05
UCL=84,56
LCL=59,55
22
111
1
1
22222222222222
22
22
222
2
1
1
222
2
Gráfica de control de KPI)consumo despenta
35
De esta regresión se obtienen los estadísticos de bondad de ajuste (R, R2,
R2 ajustado, R2 predicho, error estándar de la estimación, suma de cuadrados de la predicción), el análisis de varianza y tanto el estadístico T
como el p valor. Estos parámetros se presentan normalmente en dos tablas: Bondad del ajuste y análisis de la varianza.
Los principales elementos a considerar en el análisis de regresión múltiple
son:
- Los coeficientes de correlación múltiple (R): oscilan entre 1
(fuerte asociación lineal positiva: a medida que aumenten los valores de una variable aumentarán los de la otra) y –1 (fuerte asociación
lineal negativa: a medida que aumenten los valores de una variable disminuyen los de la otra). Cuando los valores de este estadístico se
aproximen a 0 nos estará indicando que entre las dos variables no existe asociación lineal y, en consecuencia, carece de sentido determinar el modelo y/o ecuación de regresión lineal.
- Coeficiente de Correlación Múltiple al Cuadrado o Coeficiente
de Determinación (R Square “R2”): mide la proporción (porcentaje si lo multiplicamos por 100) de la variabilidad de la
variable dependiente explicada por las variables independientes que en ese momento han sido admitidas en el modelo.
- Coeficiente de Determinación Ajustado (Adjusted R Square): El
coeficiente de determinación ajustado evalúa de igual forma que R2
pero, en este caso, no queda influenciado por el número de variables
que se introduce.
- Error estándar de la predicción: nos indica la parte de la variable dependiente que dejamos por explicar. A medida que se incrementa
el coeficiente de determinación el error desciende.
- Análisis de Varianza: permite valorar hasta qué punto es adecuado
el modelo de regresión lineal para estimar los valores de la variable dependiente. La tabla de análisis de varianza se basa en que la
variabilidad total de la muestra puede descomponerse entre la variabilidad explicada por la regresión y la variabilidad residual. La tabla de ANOVA proporciona el estadístico F a partir del cual podemos
contrastar la hipótesis nula (H0) de que R2 es igual a 0, la pendiente de la recta de regresión es igual a 0, o lo que es lo mismo, la
hipótesis de que las dos variables están incorrelacionadas. Si el p valor asociado al estadístico F es menor que el nivel de significación (normalmente 0.05), rechazaremos la hipótesis nula planteada. En el
caso de análisis de regresión múltiple la tabla del análisis de varianza nos indica los p valores asociados al estadístico F en cada uno de los
modelos generados.
- Análisis Residuales: los residuos son la estimación de los verdaderos errores. En regresión lineal la distribución de la variable
formada por los residuos debe ser Normal, esto es, los residuos

36
observados y los esperados bajo hipótesis de distribución normal deben ser parecidos. Además, los residuos deben ser independientes.
En consecuencia, el análisis de los residuos nos va a permitir no solo profundizar en la relación que se produce entre las variables, sino también, ponderar la bondad de ajuste de la regresión obtenida. Por
su parte, el estadístico de Durbin-Watson mide el grado de autocorrelación entre el residuo correspondiente a cada observación y
el anterior (si los residuos son independientes, el valor observado en una variable para un individuo no debe estar influenciado en ningún sentido por los valores de esta variable observados en otro
individuo). Si el valor del estadístico es próximo a 2 los residuos están in-correlacionados; si el valor del estadístico es menor que uno,
se debe prestar atención, al indicar este hecho que la regresión de mínimos cuadrados no es aplicable para llevar acabo el ajuste del
modelo.
Una vez analizado el carácter e intensidad de la relación entre las variables, se procede a estimar los parámetros de regresión lineal.
Los estadísticos asociados a la variable independiente que ha pasado a formar parte del modelo de regresión son:
- Coeficiente de regresión: Este coeficiente indica el número de unidades que aumentará la variable dependiente por cada unidad que aumente la variable independiente.
- Constante: El valor de la constante coincide con el punto en el que la recta de regresión corta el eje de ordenadas. En la ecuación de
predicción se mantiene constante para todos los individuos.
- Valor T: El estadístico T nos permite comprobar si la regresión entre
una variable independiente y la dependiente es significativa. Si el p valor asociado al estadístico T es mayor al nivel de significación
(normalmente 0.05) rechazaremos que la regresión sea significativa para las dos variables relacionadas.
Del estudio de regresión lineal múltiple se arrojan una serie de gráficos que permiten evaluar la validez del modelo. Éstos son:
- Histogramas de residuos: es una herramienta exploratoria que muestra las características generales de los datos incluyendo valores
típicos, dispersión y forma, así como los valores inusuales en los datos. La presencia de grandes colas en las gráficas pueden ser indicativo de sesgos en la distribución. De igual forma, si una o dos
barras están lejos de las demás puede deberse a valores atípicos en la serie de datos. Debido a que el aspecto del histograma cambia
según el número de datos considerados, se suele hacer uso de gráficos de probabilidad de la normal para evaluar la normalidad de los residuos.

37
6420-2-4-6
14
12
10
8
6
4
2
0
Residuo
Fre
cu
en
cia
Histograma(la respuesta es KPI)consumo_desbence )
Fig.15. Histograma de residuos del modelo KPI) consumo Desbencenizadora
- Gráficos de probabilidad de la normal: los puntos de esta gráfica
deben de formar una recta si los residuos están normalmente distribuidos. Si lo anterior no se cumpliese, el supuesto de
normalidad puede ser inválido. Si el número de registros no es lo suficientemente elevado, puede producirse una curvatura en las colas
de la recta, aún si los residuos están normalmente distribuidos. A medida que el número de observaciones disminuye, la gráfica de probabilidad podría mostrar una variación sustancial no linealidad,
aun si los residuos están normalmente distribuidos.
- Residuos versus ajuste: Esta gráfica debe mostrar un patrón de
residuos aleatorio en ambos lados del 0. Si uno de los puntos se encuentra lejos de la mayoría de los puntos, podría tratarse de un valor atípico. Además, no debería haber ningún patrón reconocible en
la gráfica de residuos. Lo siguiente podría indicar un error que no es aleatorio:
o Una serie de puntos crecientes o decrecientes.
o La predominancia de residuos positivos o una predominancia de residuos negativos.
o Patrones, tales como residuos crecientes, con ajustes crecientes.
Se debe resaltar que los gráficos representan valores estandarizados de los residuos (residuos estandarizados o residuos stunderizados). Éstos son útiles en la detección de valores atípicos porque los residuos sin procesar

38
pueden ser escasos indicadores de valores atípicos debido a su varianza no constante.
El residuo estandarizado es igual al valor de un residuo divido entre un estimado de su desviación estándar. Los residuos estandarizados mayores
que 2 y menores que 2 usualmente son considerados grandes por lo que
las observaciones correspondientes son etiquetadas con una 'R' en la tabla de observaciones inusuales y en la tabla de ajustes y residuos.

39
CAPITULO 4. RESULTADOS
En este capítulo se muestran los resultados obtenidos en cada una de las
fases de la metodología.
4.1. DEFINIR
El conocimiento del proceso y de las variables que influyen en el mismo es
fundamental a la hora de llevar acabo la implantación de esta metodología. La determinación de la zona de estudio y los requerimientos del cliente son
la clave en esta fase.
4.1.1. Información del Proceso
Se presenta, a continuación, un diagrama de bloque general de la planta:
Fig.16. Esquema general de la planta
La unidad de aromáticos y la unidad de Morphilane no se consideran dentro
de los límites de batería de este proyecto. Será la zona de reformado catalítico (sombreada en la figura anterior), el centro de atención en el
desarrollo del mismo. El conocimiento de los diferentes equipos y secciones que constituyen la planta de reformado es conveniente, con el fin de conseguir un cierto grado de acercamiento e implicación en el proceso:

40
Fig.17.Esquema de la sección de reformado catalítico
4.1.2. Información de las variables del proceso
En el proceso se distinguen dos clases de variables: las independientes y las dependientes, siendo éstas últimas aquellas cuyas modificaciones afectan
directamente a las condiciones de operación de la planta.
Variables Independientes
Severidad
Es una medida del craqueo (ruptura de cadenas de hidrocarburos, HC) que
se lleva a cabo en los rectores de la zona de Platforming. Se ve afectado por la temperatura y la presión en dichos equipos, así como por la relación H2/HC en la corriente de alimentación a los mismos.
Cuando el rendimiento de la operación desciende en gran medida, la temperatura de trabajo deberá estar comprendida entre 531ºC y 537ºC.
Temperatura de reacción (WAIT)
Indirectamente nos proporciona información acerca del estado del catalizador.
Presión
Es la variable más influyente del proceso. Para la producción de aromáticos
es de interés una presión lo más baja posible llevando dicha disminución de presión a una disminución de la presión parcial de H2, favoreciéndose la
41
coquización del catalizador y reduciéndose el ciclo operativo. No obstante, la
coquización puede reducirse actuando sobre la carga a Platforming, disminuyendo su punto final.
Relación H2/HC
Será la suficiente para aportar a los reactores el H2 necesario para llevar a
cabo las reacciones pertinentes y evitar la coquización del catalizador. Un aumento en la cantidad de gas reciclado supone un aumento de dicha
relación, derivando todo ello a un aumento en el consumo de combustible en los hornos, un aumento en la velocidad de paso por los reactores y un aumento en el WAIT para la misma cantidad de catalizador y calidad de
carga. Actualmente, se trabaja con una relación de 3,5 – 4,5 molar.
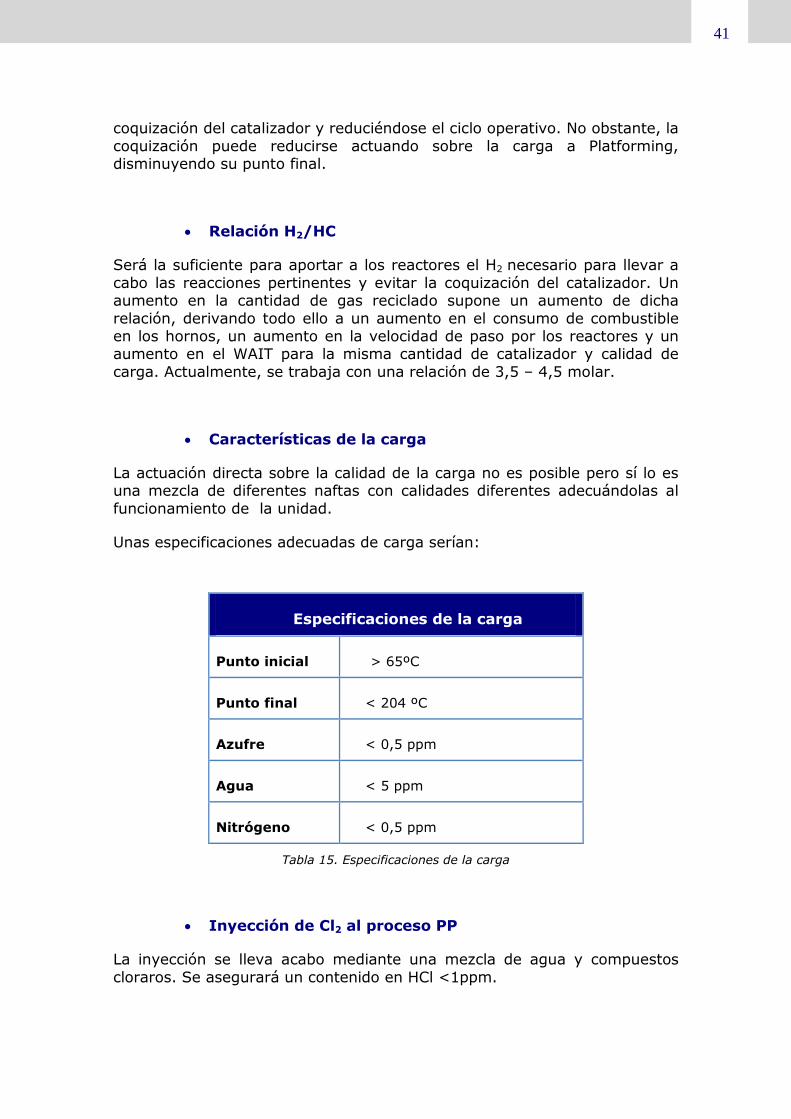
Características de la carga
La actuación directa sobre la calidad de la carga no es posible pero sí lo es una mezcla de diferentes naftas con calidades diferentes adecuándolas al
funcionamiento de la unidad.
Unas especificaciones adecuadas de carga serían:
Especificaciones de la carga
Punto inicial > 65ºC
Punto final < 204 ºC
Azufre < 0,5 ppm
Agua < 5 ppm
Nitrógeno < 0,5 ppm
Tabla 15. Especificaciones de la carga
Inyección de Cl2 al proceso PP
La inyección se lleva acabo mediante una mezcla de agua y compuestos
cloraros. Se asegurará un contenido en HCl <1ppm.

42
Los efectos que puede causar el Cl2 en el proceso es función de su exceso o defecto en la propia operación. Así, un exceso se manifiesta con una bajada
en el rendimiento de Platforming y, un defecto, con una subida del mismo.
Humedad en gas de reciclo
Es fundamental un contenido en humedad inferior al 30 ppm.
Variables Dependientes
Las variables dependientes son aquellas que se ven afectadas por una variación de las anteriores.
Actividad del catalizador
Esta variable se ve afectada tanto por la temperatura del catalizador,
medida indirectamente por el WAIT, como por la calidad de los productos (RON). Se puede estimar comparando el WAIT) teórico con el WAIT) real.
Selectividad del catalizador
Es función de la calidad de la carga (Naftenos y Aromáticos), de la presión
en los reactores y de la temperatura. En este caso, la presión y la temperatura interesa lo más baja posible.
Estabilidad del catalizador
Si la velocidad de desactivación del catalizador disminuye, se produce:
Un aumento en la calidad de la carga (Naftenos y Aromáticos)
Un descenso en el punto final de destilación de la carga
Un aumento de la presión promedio en los reactores
ΔT de los reactores
Esta variable se ve fuertemente influenciada por la calidad de la carga a Platforming más que por el efecto de una variación en la presión.

43
Envenenamiento del catalizador
Son los metales Na, Ca y Mg, los principales causantes del envenenamiento del catalizador. La presencia de N2 en la carga a los reactores es causante,
igualmente, de dicho efecto debido a la recombinación en el interior de dichos equipos con Cl- dando lugar a NH4Cl, el cual, se deposita en el enfriador previo al PP_V8. Las propiedades que evitan el envenenamiento
del catalizador se muestran en la siguiente tabla:
Propiedades que evitan envenenamiento
Azufre < 0,5 ppm
Ácido sulfhídrico ( gas
de reciclo)
< 2 ppm
Arsénico (carga) < 1 ppb
Agua(carga PP) < 5 ppm
Agua (gas de reciclo) < 30 ppm
Nitrógeno < 0,3 ppm
Tabla 16. Propiedades que evitan envenenamiento de catalizador
Punto final de la carga a PP
Se intentará un punto final inferior a 204ºC.
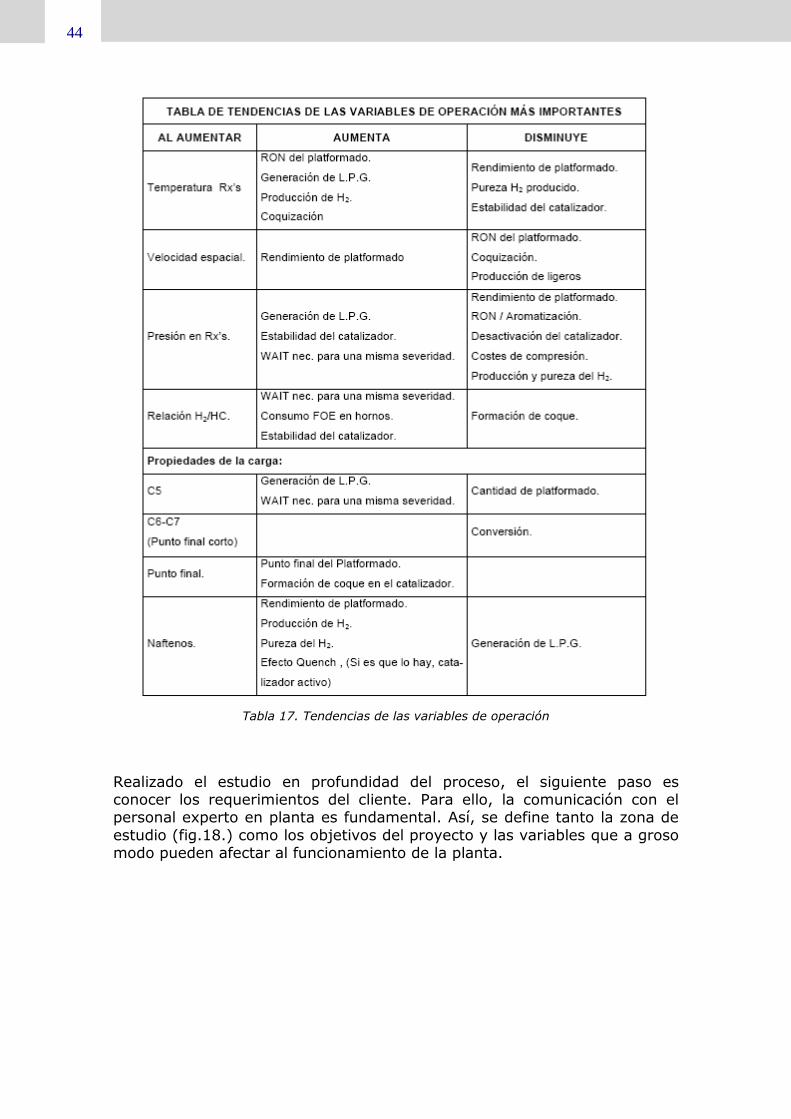
En la tabla 17 se presenta, de manera resumida, lo mencionado anteriormente, es decir, las variables influyentes en el proceso y los efectos
que variaciones en ella causan sobre el mismo.
44
Tabla 17. Tendencias de las variables de operación
Realizado el estudio en profundidad del proceso, el siguiente paso es conocer los requerimientos del cliente. Para ello, la comunicación con el personal experto en planta es fundamental. Así, se define tanto la zona de
estudio (fig.18.) como los objetivos del proyecto y las variables que a groso modo pueden afectar al funcionamiento de la planta.

45
Fig.18. Zona de estudio
Tras este estudio se elabora un SICOP, sirviendo de base para asentar las principales ideas que se desarrollarán a lo largo del estudio. De ello, se
desprende la conformidad del cliente sobre los objetivos propuestos, así como el compromiso de seguimiento durante la aplicación de la
metodología. El esquema del SICOP se muestra en la figura 19.

46
Fig.19. SICOP del proceso

47
4.2. MEDIR
Esta fase se centrará en el estudio tanto de las variables influyentes como
de las variables objetivo de este proyecto.
En colaboración directa con el personal experto en planta, se elabora un Process Map. Éste está constituido por un Big Block, donde se resaltan
aquellas variables que podrían influir en el global de la planta, y un Block Step, en el cual, se definen todas las posibles variables que podrían afectar
a diferentes bloques dentro de la misma.
A continuación, se muestra un esquema del resultado del Big Block (fig. 20) y del Block Steps (fig. 21), llevado acabo sobre la zona de estudio
establecida en la fase anterior:
Fig.20. Big Block de la zona de estudio

48
49

50
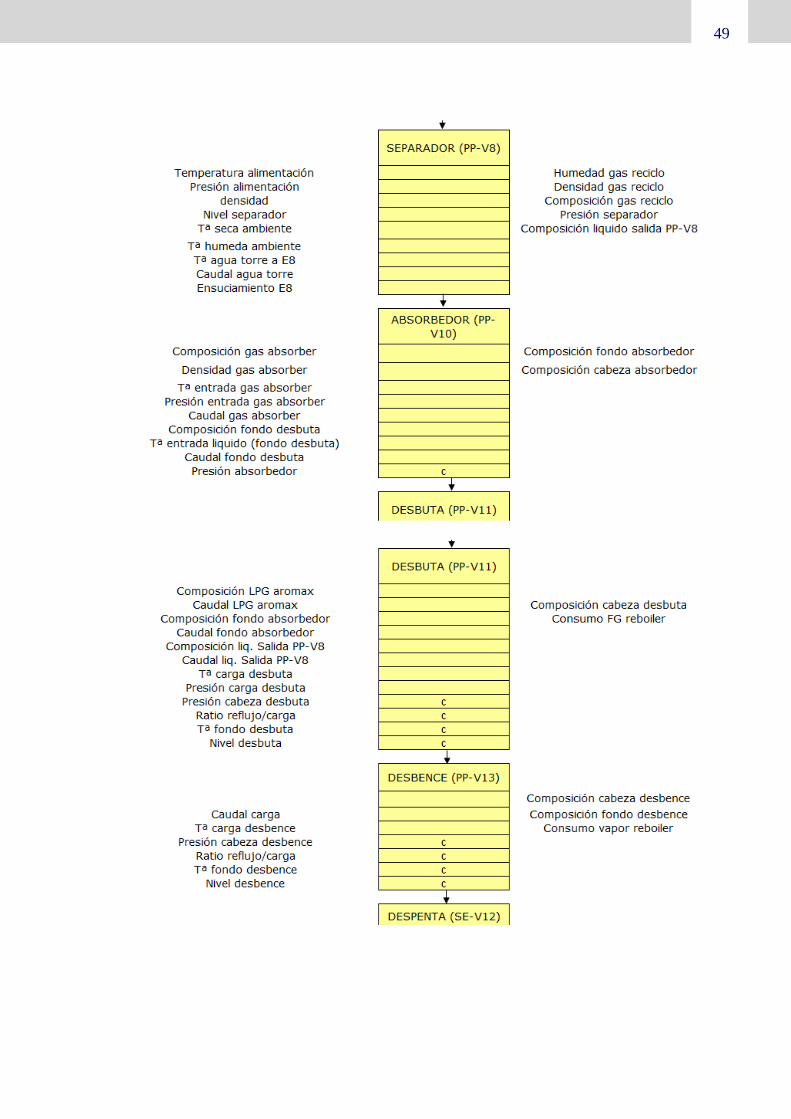
Fig.21. Block Steps de la zona de estudio
Una vez establecidas las variables en cada uno de los diferentes bloques de la zona de Platforming, se determinan aquellas que podrían ser las
variables más influyentes. Para ello, se hace uso de la matriz causa-efecto, en la cual se cuantifica numéricamente la influencia de las variables anteriores sobre los objetivos (véase Cap. 3). El resultado de esta matriz se
muestra en la figura 22.

51
Fig.22. Resultados de la matriz C&E
Una vez elaborada la matriz C&E se construye un diagrama de Pareto, en el
que se representa en un diagrama de barras de manera decreciente, el total de la puntuación de cada una de las variables cuantificadas en la matriz:
Fig.23. Diagrama de Pareto resultado de Matriz C&E
0
100
200
300
400
500
600
700
800
900

52
De este diagrama se obtienen las variables con las que se trabajarán a lo largo del desarrollo del proyecto, al considerarse éstas como las más
relevantes en el propio proceso (las situadas en la zona a la izquierda de la línea que divide el diagrama). Estas variables se listan en la siguiente tabla:
Tabla 18. Variables del proceso
Llegados a este punto, el problema queda definido tal y como se muestra en la figura 24.
Los INPUTS de la zona de estudio serán las variables resultados del análisis anterior, y los OUTPUTS los objetivos del cliente:
(ec. 1)
•T entrada PP_V5, PP_V6, PP_V7
•T salida PP_V5, PP_V6, PP_V7
•PP_V8
•Densidad del gas de reciclo
•Carga a PP
•T_ambiente
•LPG Aromax
•WAIT
•F PP_V8 a PP_V11
•ΔT PP_V5, ΔT PP_V6, ΔT PP_V7
•ΔT PP_V5/V6/V7
•ΔT PP_V5/ΔT)total
•ΔT)PP_V6/ΔT)total
•ΔT)PP_V7/ΔT)total
•Carga acumulada
Variables de influencia
•KPI_consumo desbence
•KPI_consumo desbuta
•P_V11,T_cab_V11, T_fond_V11
•P_V13, T_cab_V13, T_fond_V13
•RR_desbuta
•RR_desbence
Variables de operación

53
(ec. 2)
Las ecuaciones 1 y 2, son ecuaciones genéricas, es decir, para cada una de las columnas que constituyen la zona de Platforming se definen unos KPI‟s
de rendimientos y consumos. Así, se tendría como OUTPUTS del proceso los representados en la tabla 19:
Tabla 19. OUTPUTS del proceso
Para cada una de las variables de salida se ha de generar:
Un modelo que relacione los rendimientos con las variables de
influencia.
Un modelo que relacione los consumos con los rendimientos definidos en la tabla anterior.
Especificada la zona de estudio, los INPUTS y los OUTPUTS del proceso, se comienza con la recopilación de datos de planta necesarios para la
realización del estudio.
Columna Rendimientos Consumos
Desbutanizadora
Desbencenizadora

54
Fig.24. Definición del problema
4.3. ANALIZAR
En esta fase tiene lugar el tratamiento de datos. El análisis de datos es
esencial pero a menudo no se le da la prioridad apropiada. El hecho de llevar acabo un pobre análisis de datos puede ocasionar resultados
engañosos.
El análisis de datos incluye todos los posibles factores influyentes en los
objetivos del proyecto. Estos registros deben de ser recogidos con la más alta frecuencia posible para detectar cualquier variación en el proceso.
El objetivo del análisis de datos es comprender mejor el efecto de las
variables sobre la operación y la propia influencia entre ellas, calcular los objetivos y generar modelos que los definan.
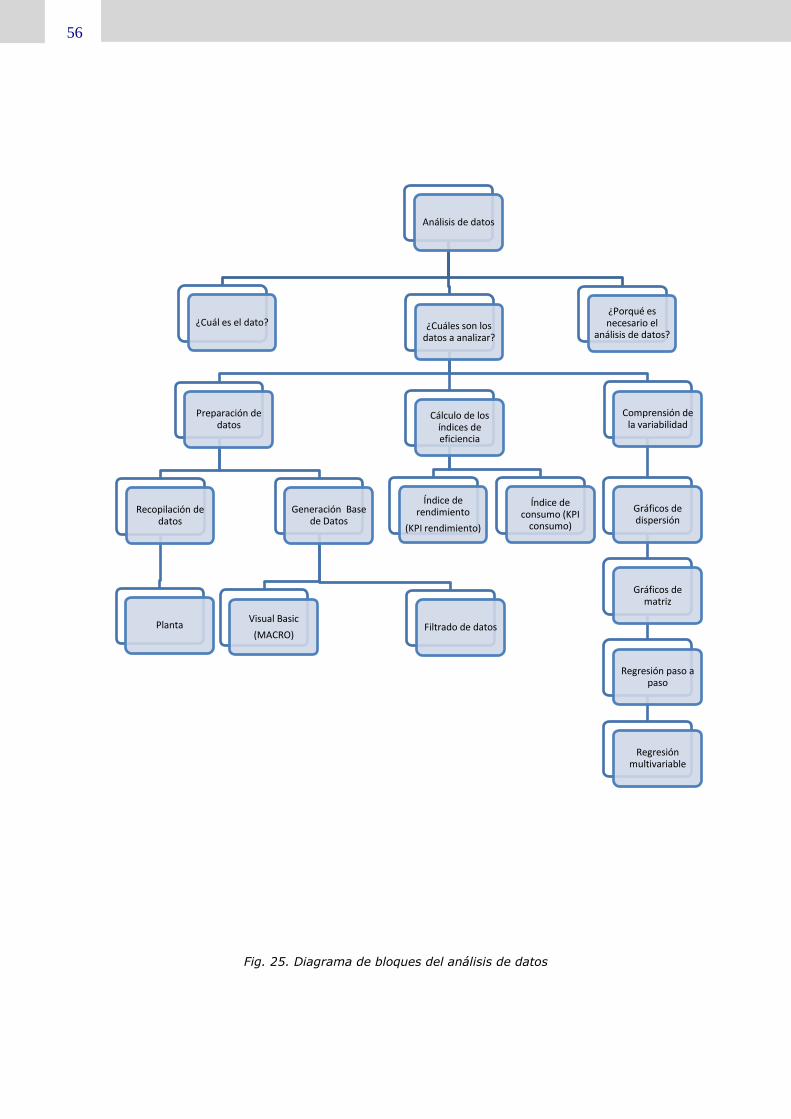
El diagrama mostrado en la figura 25 presenta de manera resumida, los temas que se tratarán en esta sección.
55
4.3.1. ¿Cuál es el dato?
Los datos de este proyecto incluyen:
Variables medidas de forma directa (temperaturas, presiones,
caudales,…)
Variables calculadas a partir de las medidas de forma directa (KPI,
∆T,…)
Variables de la zona de reacción
Variables de operación de las diferentes columnas
Es esencial tener datos de las variables influyentes para poder:
Comprender las causas de las posibles variaciones en el proceso
Establecer objetivos que pueden darse con la situación actual de la planta
Modelar los objetivos
4.3.2. ¿Cuáles son las variables a analizar?
Preparación de datos
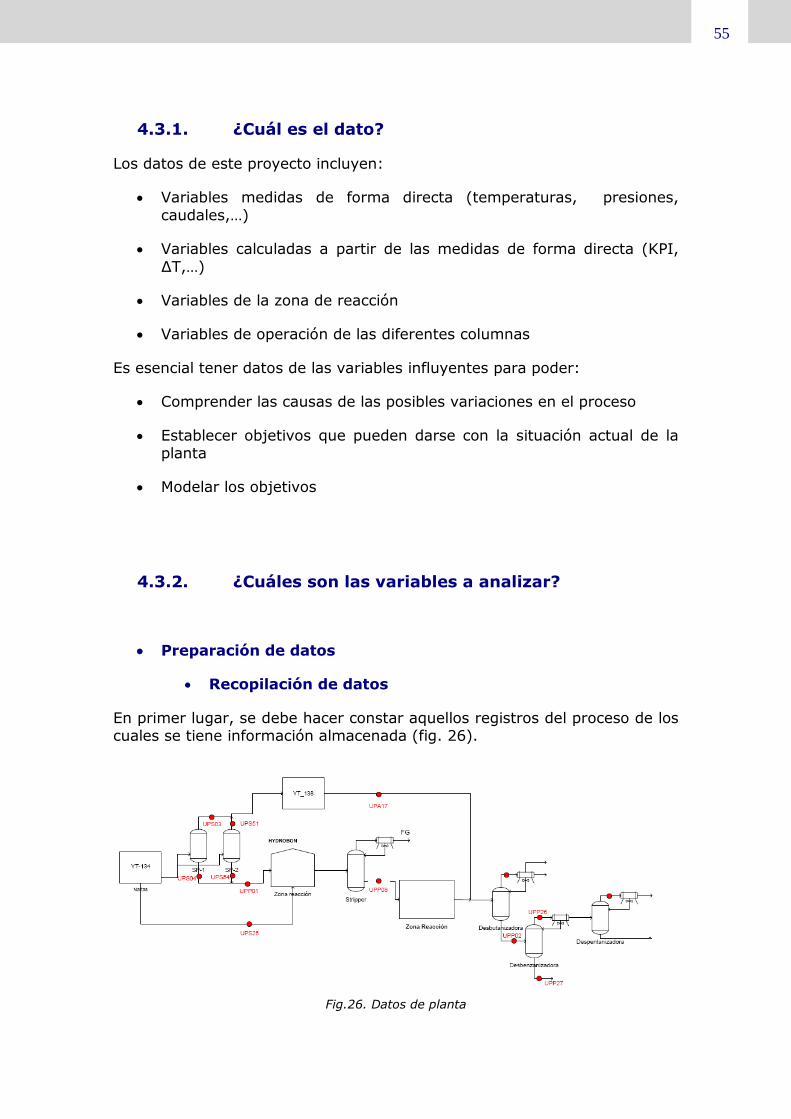
Recopilación de datos
En primer lugar, se debe hacer constar aquellos registros del proceso de los cuales se tiene información almacenada (fig. 26).
Fig.26. Datos de planta
56
Fig. 25. Diagrama de bloques del análisis de datos
Análisis de datos
¿Cuál es el dato?¿Porqué es necesario el
análisis de datos?¿Cuáles son los
datos a analizar?
Preparación de datos
Recopilación de datos
Planta
Generación Base de Datos
Visual Basic
(MACRO)Filtrado de datos
Cálculo de los índices de eficiencia
Índice de rendimiento
(KPI rendimiento)
Índice de consumo (KPI
consumo)
Comprensión de la variabilidad
Gráficos de dispersión
Gráficos de matriz
Regresión paso a paso
Regresión multivariable

57
Para la obtención de dichos registros se recurre al Planta, un complemento
de Excel a partir del cual se deriva cualquier dato medido y almacenado en cualquier periodo de tiempo solicitado (VER ANEXO I).
Para la recopilación de datos se generan previamente las denominadas „hojas de datos‟. Estas hojas presentan la siguiente estructura:
FECHA NOMBRE DE LAS VARIABLES QUE SE SOLICITEN
Periodo de
tiempo CÓDIGOS TAGS DE IDENTIFICACIÓN DE CADA VARIABLE
datos datos
Fig.27. Estructura de una hoja de datos
La estructura que presenta esta hoja la hace adecuada para introducir en el
complemento Excel y obtener de manera automática los datos que en ellas se solicitan.
Recopilada esta información, es necesario generar una base de datos apta
para el desarrollo del estudio.
Generación de la base de datos
La generación de una base de datos es de vital importancia debido a la diferencia de registros existentes entre diversos archivos recibidos del
„Planta‟. Estos archivos deben ser unificados, al trabajar de manera conjunta con los datos que en ellos se recogen.
Por ello, se hace imprescindible elaborar una hoja donde se reflejen los datos correspondientes tanto a variables de influencia como a datos de composición de los diferentes efluentes de las columnas.
Visual Basic
La creación de la base de datos se lleva acabo desarrollando, en Visual Basic, un programa que permita leer registros de fechas y horas en los archivos correspondientes a „datos de variables de influencia‟ y a „datos de
composición‟, de tal forma que, para cada registro de fecha y hora semejantes en ambos archivos, se tome el dato de composición de la hoja
de „datos de composición‟ correspondiente a la que la macro esté leyendo en ese momento. Este valor será seleccionado y copiado en la hoja de
58
„variables de influencia‟, generándose de este modo, una base de datos con registros tanto de variables como de composiciones. Ello permitirá hacer
sucesivos filtrados para cumplir con especificaciones en las corrientes de cabeza y fondo de las diferentes columnas.
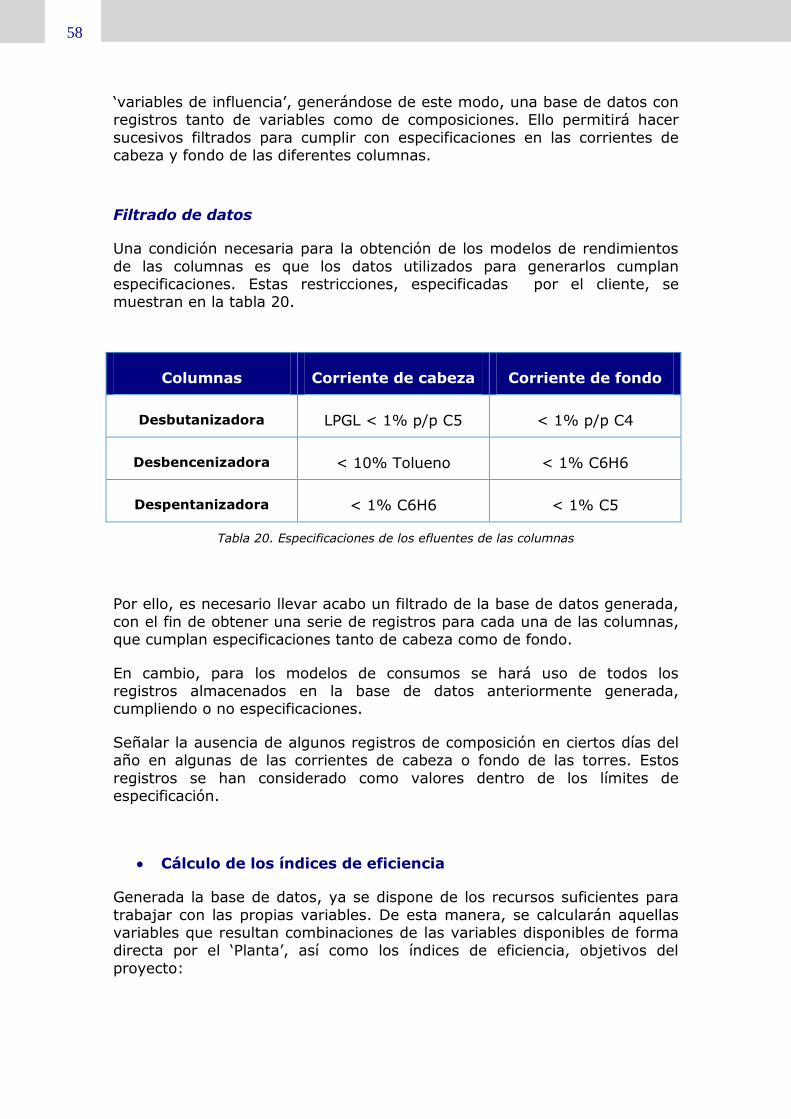
Filtrado de datos
Una condición necesaria para la obtención de los modelos de rendimientos
de las columnas es que los datos utilizados para generarlos cumplan especificaciones. Estas restricciones, especificadas por el cliente, se muestran en la tabla 20.
Columnas Corriente de cabeza Corriente de fondo
Desbutanizadora LPGL < 1% p/p C5 < 1% p/p C4
Desbencenizadora < 10% Tolueno < 1% C6H6
Despentanizadora < 1% C6H6 < 1% C5
Tabla 20. Especificaciones de los efluentes de las columnas
Por ello, es necesario llevar acabo un filtrado de la base de datos generada,
con el fin de obtener una serie de registros para cada una de las columnas, que cumplan especificaciones tanto de cabeza como de fondo.
En cambio, para los modelos de consumos se hará uso de todos los registros almacenados en la base de datos anteriormente generada, cumpliendo o no especificaciones.
Señalar la ausencia de algunos registros de composición en ciertos días del año en algunas de las corrientes de cabeza o fondo de las torres. Estos
registros se han considerado como valores dentro de los límites de especificación.
Cálculo de los índices de eficiencia
Generada la base de datos, ya se dispone de los recursos suficientes para
trabajar con las propias variables. De esta manera, se calcularán aquellas variables que resultan combinaciones de las variables disponibles de forma directa por el „Planta‟, así como los índices de eficiencia, objetivos del
proyecto:

59
Tabla 21. Índices de eficiencia
Comprensión de la variabilidad
Hay una serie de técnicas que pueden ser usadas para estudiar la
variabilidad de los datos. A continuación, se enumeran y desarrollan las utilizadas en este análisis:
Análisis multivariable
El objetivo de este estudio es la determinación de posibles relaciones entre
variables influyentes y la consecuente posibilidad de sustituir unas por otras a la hora de generar los modelos. De igual forma, la elaboración de este
estudio permitirá eliminar de aquellas variables que en un principio se consideraron, las que claramente no muestren ninguna tendencia cuando se enfrentan a las variables objetivos: rendimientos y consumos.
Este estudio está basado en gráficos de matriz, apoyados por la regresión paso a paso (véase Cap.2) para llevar acabo un estudio de la tendencia
tanto de forma cualitativa como cuantitativamente. De la regresión paso a paso o Stepwise, se obtendrán las variables de influencia claves (VIC‟s).
La realización de esta fase conllevará una reducción de variables de
influencias bastante considerable. Serán estas variables, resultado del estudio de regresión paso a paso, las que se considerarán a la hora de
generar los modelos.
Para el estudio basado en gráficos de matriz se ha llevado acabo un análisis por fases, es decir, se han analizado las diferentes variables de influencia
por pasos:
Gráficos de matriz de variables de temperatura.
Gráficos de matriz de variables de influencia.
Gráficos de matriz de variables de operación de las columnas.
Columna Rendimientos Consumos
Desbutanizadora
Desbencenizadora

60
Gráfico de matriz de variables tanto de la zona de reacción de Platforming (variables influyentes) como de operación de las
columnas.
Los resultados de cada uno de los pasos anteriores se muestran en el Anexo II, al final del proyecto.
Las mismas variables representadas en los gráficos de matriz se han analizado mediante una regresión paso a paso para ver de forma
cuantitativa la posible relación entre las mismas.
Los resultados obtenidos de la aplicación de los dos métodos han de ser semejantes, pues este tipo de regresión se ha llevado acabo con el fin de
poder aclarar aquellas tendencias que cualitativamente no muestran claridad.
Regresión lineal multivariable
Se hace uso de esta herramienta estadística para la generación de los modelos de los índices definidos anteriormente.
Fig. 28. Elaboración de los modelos
Modelos de Rendimiento
Para la elaboración de los modelos de rendimiento se partirá de datos que cumplan las especificaciones de corrientes de cabeza y fondo de la columna para la cual se esté realizando dicho modelo.
Elaborada la base de datos cumpliendo especificaciones, se lleva acabo la regresión, utilizando para ello Minitab 15 Statistical Software, un paquete
estadístico que permite además de esta opción, realizar los gráficos de matriz y la regresión paso a paso que se desarrollaron en etapas anteriores.
Los modelos se ajustan teniendo en cuenta los parámetros más relevantes en este tipo de regresión (véase aptdo.3.4).
•Errores de modelado
•Errores de validaciónModelos
61
Procediendo de esta forma, se obtendrán modelos de KPI‟s de rendimientos
para cada una de las columnas, con la siguiente estructura:
(ec.3)
Modelos de Consumo
Para los modelos de consumo se hace uso de la base de datos generada inicialmente (sin cumplimiento de especificaciones). Se procederá a la obtención de los modelos del mismo modo que para la generación de los
modelos de rendimiento.
Para este caso, cabe destacar la inclusión de las variables de operación de
las columnas en el desarrollo de estos modelos, a petición del cliente, pues no hay que olvidar la aplicabilidad práctica de éstos en planta. De esta forma, se evitan que los modelos obtenidos sean puramente estadísticos,
perdiéndose, por tanto, el sentido físico del proceso.
Los modelos de consumos obtenidos, presentan la siguiente estructura:
(ec.4)
o Errores del modelo
Una vez realizados los modelos de rendimientos y consumos, el cálculo del
error relativo de modelado resulta de interés.
Este cálculo se lleva acabo introduciendo, en el propio modelo, los datos a partir de los cuales éstos se obtuvieron y comparándolos con los datos
reales de planta.
El error relativo queda definido como:
(ec.5)
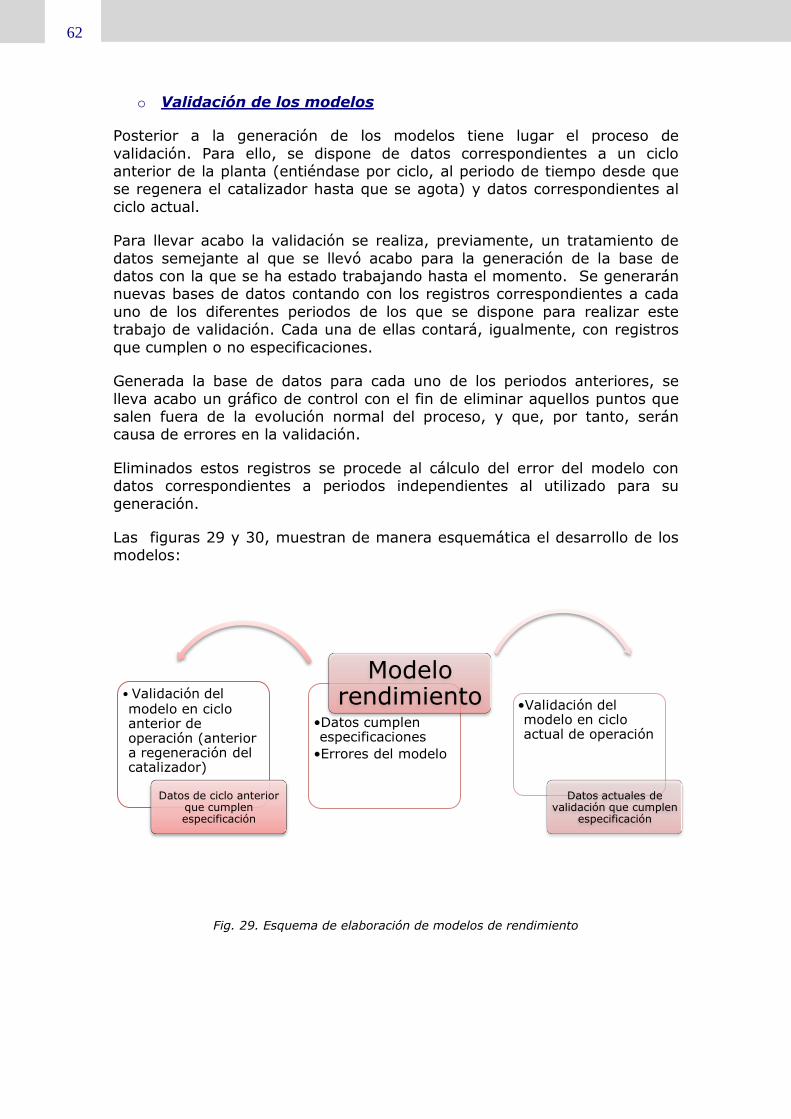
62
o Validación de los modelos
Posterior a la generación de los modelos tiene lugar el proceso de
validación. Para ello, se dispone de datos correspondientes a un ciclo anterior de la planta (entiéndase por ciclo, al periodo de tiempo desde que se regenera el catalizador hasta que se agota) y datos correspondientes al
ciclo actual.
Para llevar acabo la validación se realiza, previamente, un tratamiento de
datos semejante al que se llevó acabo para la generación de la base de datos con la que se ha estado trabajando hasta el momento. Se generarán nuevas bases de datos contando con los registros correspondientes a cada
uno de los diferentes periodos de los que se dispone para realizar este trabajo de validación. Cada una de ellas contará, igualmente, con registros
que cumplen o no especificaciones.
Generada la base de datos para cada uno de los periodos anteriores, se
lleva acabo un gráfico de control con el fin de eliminar aquellos puntos que salen fuera de la evolución normal del proceso, y que, por tanto, serán causa de errores en la validación.
Eliminados estos registros se procede al cálculo del error del modelo con datos correspondientes a periodos independientes al utilizado para su
generación.
Las figuras 29 y 30, muestran de manera esquemática el desarrollo de los modelos:
Fig. 29. Esquema de elaboración de modelos de rendimiento
• Validación del modelo en ciclo anterior de operación (anterior a regeneración del catalizador)
Datos de ciclo anterior que cumplen especificación
•Datos cumplen especificaciones
•Errores del modelo
Modelo rendimiento •Validación del
modelo en ciclo actual de operación
Datos actuales de validación que cumplen
especificación
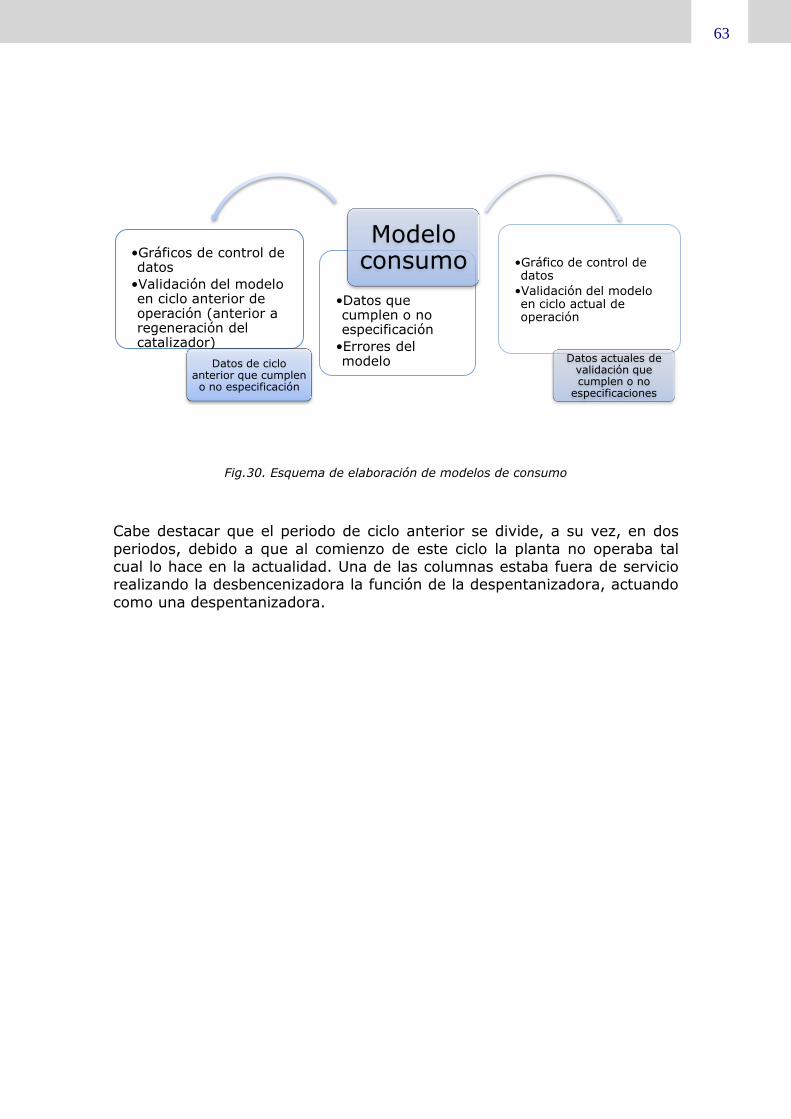
63
Fig.30. Esquema de elaboración de modelos de consumo
Cabe destacar que el periodo de ciclo anterior se divide, a su vez, en dos
periodos, debido a que al comienzo de este ciclo la planta no operaba tal cual lo hace en la actualidad. Una de las columnas estaba fuera de servicio realizando la desbencenizadora la función de la despentanizadora, actuando
como una despentanizadora.
•Gráficos de control de datos
•Validación del modelo en ciclo anterior de operación (anterior a regeneración del catalizador)
Datos de ciclo anterior que cumplen o no especificación
•Datos que cumplen o no especificación
•Errores del modelo
Modelo consumo •Gráfico de control de
datos
•Validación del modelo en ciclo actual de operación
Datos actuales de validación que cumplen o no
especificaciones

64
CAPITULO 5. ANÁLISIS DE RESULTADOS
5.1. INTRODUCCIÓN
En este capítulo se analizaran los resultados desde el punto de vista del consumidor, pues, es el grado de satisfacción del cliente el colofón de este proyecto.
El sentido práctico de los modelos generados a lo largo del estudio, es decir, la posibilidad de implantar las ecuaciones de ajuste de operación de cada
una de las columnas en la propia planta, hace que el enfoque del problema no se haga de manera meramente estadístico sino aplicando el sentido
físico y la experiencia del personal de planta para llevar a cabo el análisis de dichos resultados.
De ahí, la necesidad de compenetración entre el grupo de trabajo y el
profesional de planta para colmatar los resultados, cumpliendo con las expectativas esperadas por el cliente.
5.2. ANÁLISIS DEL PROCEDIMIENTO
5.2.1. Definición
Conocer el funcionamiento de la planta era primordial para la elaboración del estudio, así como el conocer cuáles eran las variables más influyentes del proceso desde el punto de vista de la experiencia.
Para ello, se mantuvieron sucesivas reuniones en las que se daban a conocer los avances en el conocimiento del proceso y se aclaraban las
dudas que pudiesen surgir al respecto.
Se nos dotó de material suficiente para profundizar en la forma de operar:
manuales de operación de planta, manuales de variables influyentes, listas de tags para la denominación de los registros de planta, lista de tags de laboratorio, ensayos, pantallas del proceso,… .Con toda esta información se
completó la fase de definición del problema.
5.2.2. Medida
Con el conocimiento adquirido en la fase anterior, se procedió a especificar aquellas variables que resultaban ser las más influyentes en el proceso.

65
Éstas correspondían a variables presentes tanto en la zona de reacción
como en la zona de Platforming, así como a variables tanto controladas como incontroladas durante la operación de la planta.
Todo ello se llevó acabo recurriendo a las herramientas ya mencionadas en capítulos anteriores, como son el Big Block, Block Steps, matriz C&E y diagrama de Pareto.
El resultado de este análisis redujo el número de variables iniciales y llevó a determinar aquellas variables objeto de estudio a lo largo del presente
proyecto. A continuación, se muestra de forma gráfica, la evolución de estas variables:
Fig. 31. Evolución de las variables del proceso
Especificadas las variables influyentes, se definieron los requerimientos del cliente:
REQUERIMIENTOS DEFINICIÓN
KPI_ relativa desbuta
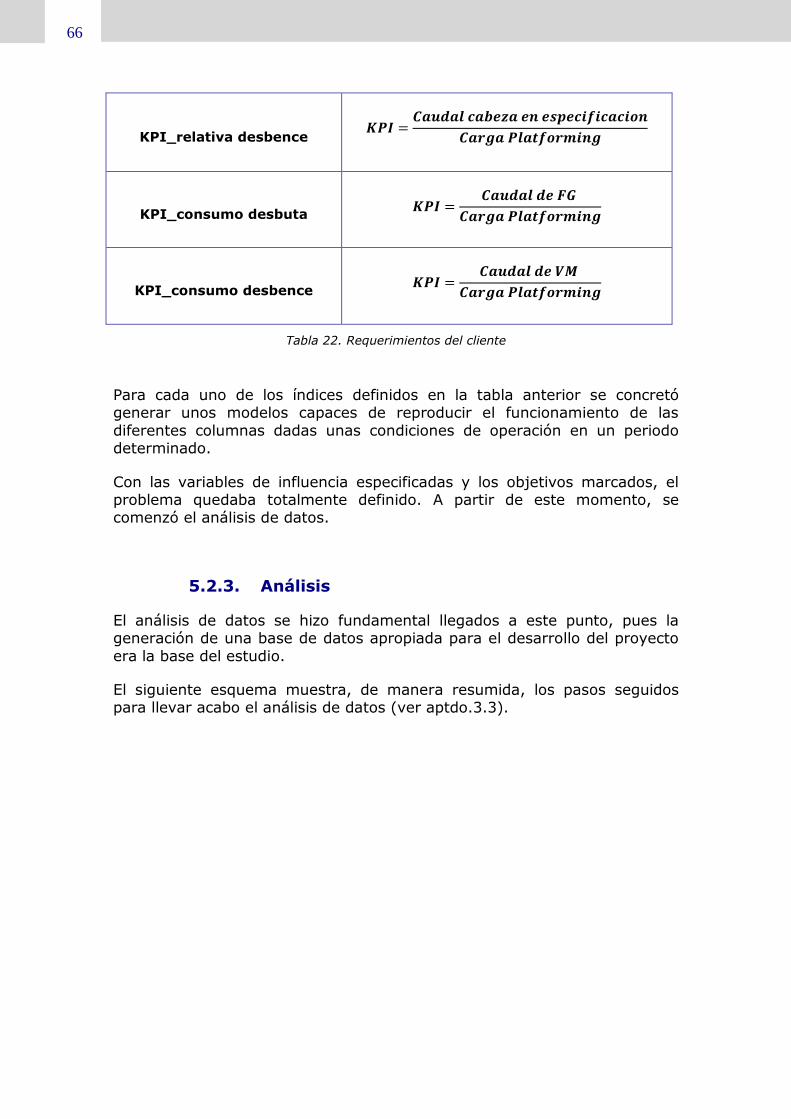
66
KPI_relativa desbence
KPI_consumo desbuta
KPI_consumo desbence
Tabla 22. Requerimientos del cliente
Para cada uno de los índices definidos en la tabla anterior se concretó generar unos modelos capaces de reproducir el funcionamiento de las
diferentes columnas dadas unas condiciones de operación en un periodo determinado.
Con las variables de influencia especificadas y los objetivos marcados, el problema quedaba totalmente definido. A partir de este momento, se comenzó el análisis de datos.
5.2.3. Análisis
El análisis de datos se hizo fundamental llegados a este punto, pues la generación de una base de datos apropiada para el desarrollo del proyecto
era la base del estudio.
El siguiente esquema muestra, de manera resumida, los pasos seguidos para llevar acabo el análisis de datos (ver aptdo.3.3).

67
Fig.32. Pasos para el análisis de datos
Una vez generada la base de datos se realizó un análisis multivariable, en el que se emplearon herramientas como: gráficos de matriz, gráficos de
dispersión y regresión paso a paso.
Lo anterior permitió obtener las variables de influencia clave (VIC‟s) con las
que se llevarían acabo cada uno de los diferentes modelos.
A continuación, se muestran las variables de influencia clave obtenidas a partir de los gráficos de matriz y regresión paso a paso:
Tabla 23. Resultados de gráficos de matriz
Datos de planta
Macro
Generación de la Base de
datos
KPI_relativa desbuta KPI_relativa desbence
LPG Aromax Wait
Wait LPG Aromax
DT_V7 DT total
Carga acumulada
KPI_consumo desbuta KPI_consumo desbence
RR)desbuta RR)desbence
KPI_relativa desbuta KPI_relativa desbence
P_V11 T_fondo V13
Wait KPI_relativa desbuta
Wait
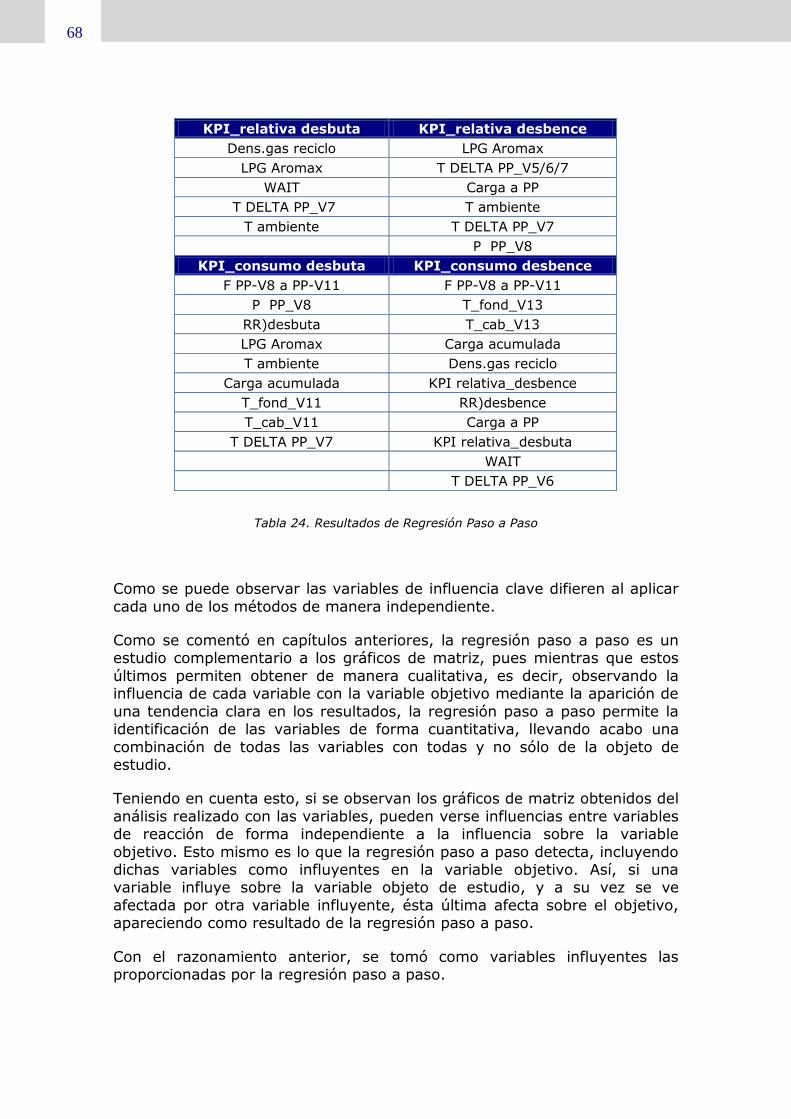
68
Tabla 24. Resultados de Regresión Paso a Paso
Como se puede observar las variables de influencia clave difieren al aplicar
cada uno de los métodos de manera independiente.
Como se comentó en capítulos anteriores, la regresión paso a paso es un estudio complementario a los gráficos de matriz, pues mientras que estos
últimos permiten obtener de manera cualitativa, es decir, observando la influencia de cada variable con la variable objetivo mediante la aparición de
una tendencia clara en los resultados, la regresión paso a paso permite la identificación de las variables de forma cuantitativa, llevando acabo una
combinación de todas las variables con todas y no sólo de la objeto de estudio.
Teniendo en cuenta esto, si se observan los gráficos de matriz obtenidos del
análisis realizado con las variables, pueden verse influencias entre variables de reacción de forma independiente a la influencia sobre la variable
objetivo. Esto mismo es lo que la regresión paso a paso detecta, incluyendo dichas variables como influyentes en la variable objetivo. Así, si una variable influye sobre la variable objeto de estudio, y a su vez se ve
afectada por otra variable influyente, ésta última afecta sobre el objetivo, apareciendo como resultado de la regresión paso a paso.
Con el razonamiento anterior, se tomó como variables influyentes las proporcionadas por la regresión paso a paso.
KPI_relativa desbuta KPI_relativa desbence
Dens.gas reciclo LPG Aromax
LPG Aromax T DELTA PP_V5/6/7
WAIT Carga a PP
T DELTA PP_V7 T ambiente
T ambiente T DELTA PP_V7
P PP_V8
KPI_consumo desbuta KPI_consumo desbence
F PP-V8 a PP-V11 F PP-V8 a PP-V11
P PP_V8 T_fond_V13
RR)desbuta T_cab_V13
LPG Aromax Carga acumulada
T ambiente Dens.gas reciclo
Carga acumulada KPI relativa_desbence
T_fond_V11 RR)desbence
T_cab_V11 Carga a PP
T DELTA PP_V7 KPI relativa_desbuta
WAIT
T DELTA PP_V6

69
A petición del cliente, en base al criterio de aplicabilidad práctica, se acordó
eliminar la temperatura ambiente como variables de influencia, al ser esta una variable incontrolable con gran aleatoriedad (depende de las
condiciones atmosféricas).
Teniendo en cuenta lo anterior, se procedió a la obtención de los modelos.
Elaboración de los modelos
Para la elaboración de los modelos se recurrió a la regresión lineal
multivariable considerando cada una de las variables objetivos en función de las variables influyentes obtenidas en etapas anteriores. Posteriormente, el modelo se fue ajustando a los datos atendiendo a:
- El coeficiente de regresión (R2)
- El p_valor de cada una de las variables (< 0,05)
- El estadístico „t‟ (t > p)
- ANOVA (F > p)
- Estadístico de Durbin-Watson1 (d>1)
- Análisis de los gráficos de residuos
Ajustes de los modelos
El ajuste de los modelos de índice de rendimiento, se realiza con registros que cumplen especificaciones pues interesa obtener rendimientos para
condiciones de operación satisfactorias de las columnas. Sin embargo, para la elaboración de los modelos de consumos las especificaciones no tienen
porque cumplirse.
El propio ajuste de los modelos descarta ciertas variables de las
consideradas en un principio. En este ajuste se valoró tanto los gráficos de los residuos proporcionados en cada uno de los pasos de elaboración del modelo, como el análisis de los parámetros propios de la regresión.
1
1 Indicador de la aplicabilidad de los mínimos cuadrados.

70
Para la validación de los gráficos de residuos se consideró el siguiente criterio:
2
El hecho de considerar el error estandarizado como uno de los parámetros de ajuste se debe a que es una de las mejores medidas para la detección de
valores atípicos.
Resultados de los modelos
Tras la aplicación de la regresión lineal multivariable y las pertinentes
valoraciones de los parámetros correspondientes para un buen ajuste de los diferentes modelos, se obtuvieron los resultados que se muestran en la tabla 25 adjunto.
De estos resultados cabe mencionar que para el modelado del consumo correspondiente a la desbencenizadora, se han obtenido dos posibles
modelos.
El primer modelo, correspondiente al modelo de consumo I, es un modelo basado en pura estadística, pues en él se incluyen todas las variables que
tienen efectos sobre el consumo, bien sean variables de la zona de reacción ó variables de operación de la columna.
Sin embargo, el segundo modelo obtenido, modelo de consumo II, está más orientado a la aplicabilidad práctica en planta que en representar el efecto de todas las variables sobre el consumo. Para este modelo se han impuesto
las variables de operación de cada columna obviando la influencia del resto de las variables. Señalar que a este modelo se ha llegado por petición del
propio cliente.
En el Anexo III se muestran los informes generados de los modelos con sus gráficos de residuos correspondientes y sus parámetros de regresión.
2 El residuo estandarizado se diferencia del normalizado en la definición. Se define como el valor del
residuo dividido por su desviación estándar.
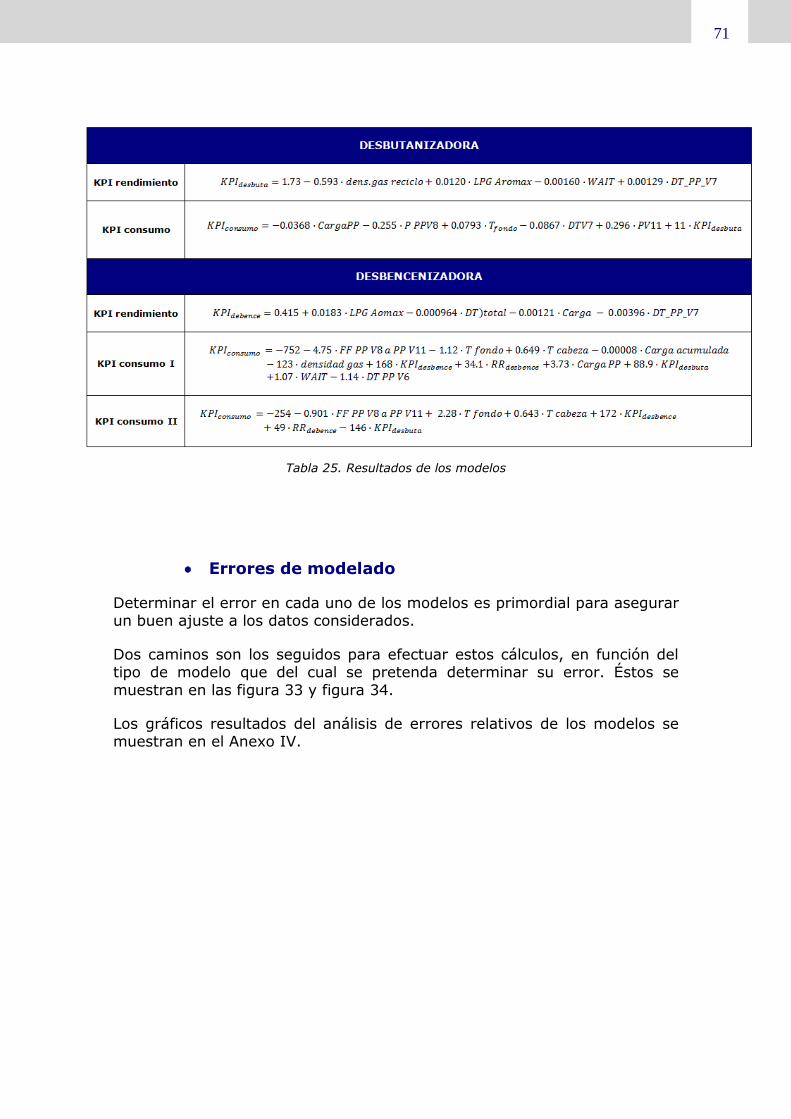
71
Tabla 25. Resultados de los modelos
Errores de modelado
Determinar el error en cada uno de los modelos es primordial para asegurar un buen ajuste a los datos considerados.
Dos caminos son los seguidos para efectuar estos cálculos, en función del tipo de modelo que del cual se pretenda determinar su error. Éstos se
muestran en las figura 33 y figura 34.
Los gráficos resultados del análisis de errores relativos de los modelos se muestran en el Anexo IV.
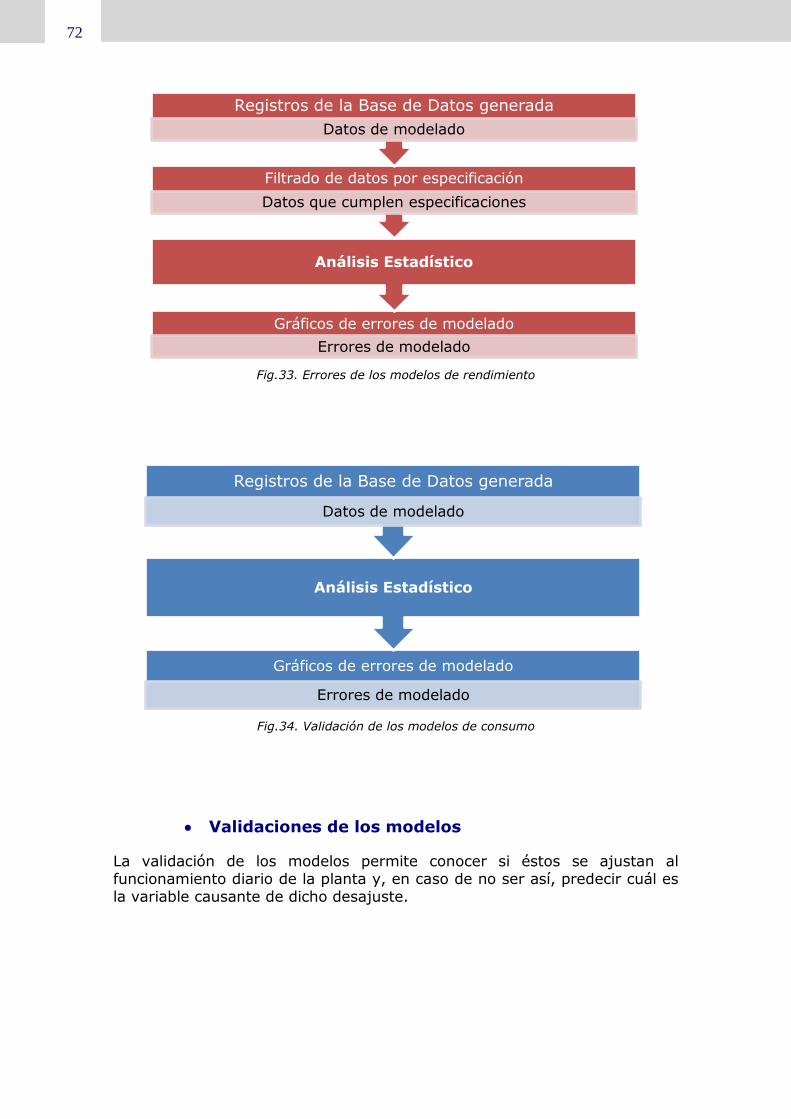
72
Fig.33. Errores de los modelos de rendimiento
Fig.34. Validación de los modelos de consumo
Validaciones de los modelos
La validación de los modelos permite conocer si éstos se ajustan al funcionamiento diario de la planta y, en caso de no ser así, predecir cuál es la variable causante de dicho desajuste.
Gráficos de errores de modelado
Errores de modelado
Análisis Estadístico
Filtrado de datos por especificación
Datos que cumplen especificaciones
Registros de la Base de Datos generada
Datos de modelado
Gráficos de errores de modelado
Errores de modelado
Análisis Estadístico
Registros de la Base de Datos generada
Datos de modelado

73
Las validaciones se han llevado acabo para dos periodos de funcionamiento
bien diferenciados de la planta:
1. Correspondiente a un ciclo anterior al actual, es decir, un ciclo
anterior a la regeneración del catalizador (Mayo 2007 - Enero 2009).
2. Correspondiente al ciclo actual de funcionamiento de la planta (Enero 2010 - Mayo 2010).
En el periodo de validación del ciclo anterior hay que distinguir, a su vez,
otro periodo, en el cual la despentanizadora estaba fuera de funcionamiento y la desbencenizadora realizaba su función. Este periodo no será considerado en la validación de los modelos, al ser la forma de operar
diferente a la que los propios modelos definen.
Según se consideren los modelos de las KPI‟s de rendimientos de las
columnas o los modelos de las KPI‟s de consumos, las validaciones se llevan acabo de diferente forma. A continuación, se muestra de manera esquemática la forma de proceder según el tipo de modelo a validar:
Fig.35. Validación de los modelos de rendimiento
Gráficos de errores de validación
Errores de validación ciclo anterior
Errores de validación ciclo actual
Filtrado de datos por especificación
Datos del ciclo anterior que cumplen especificaciones
Datos del ciclo actual que cumplen especificaciones
Registros de la Base de Datos generada
Ciclo anterior
(funcionamiento normal de la planta)Ciclo actual
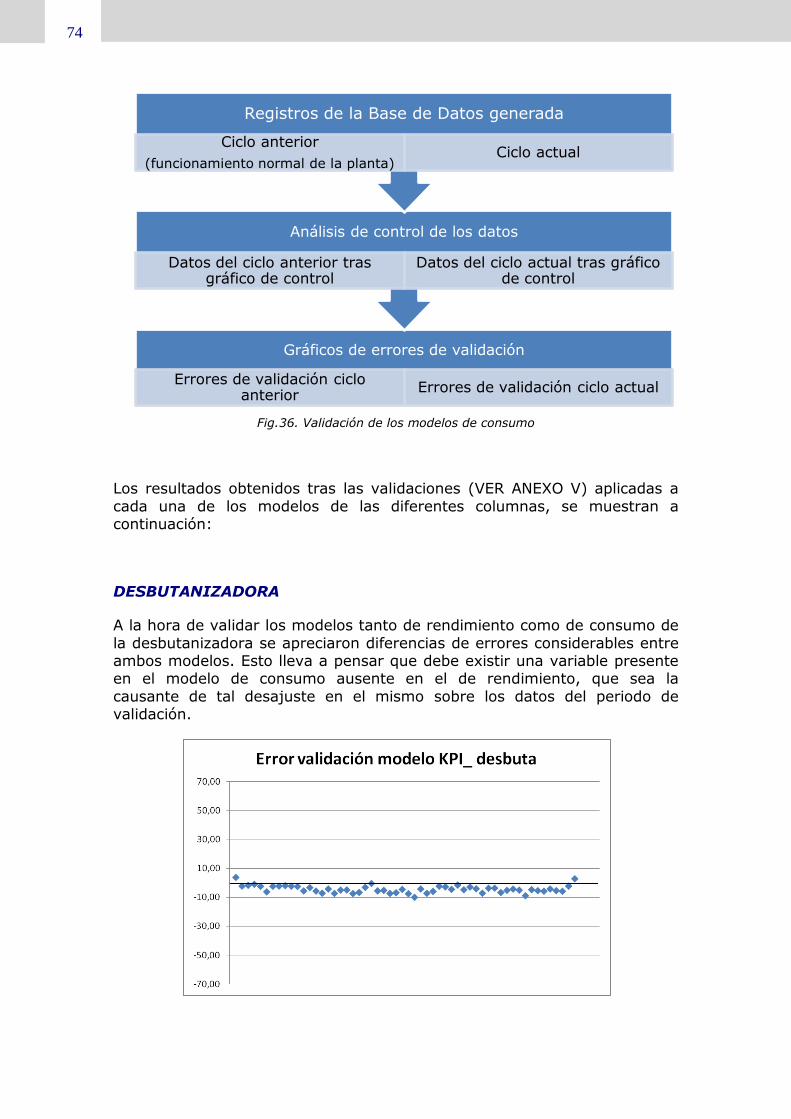
74
Fig.36. Validación de los modelos de consumo
Los resultados obtenidos tras las validaciones (VER ANEXO V) aplicadas a
cada una de los modelos de las diferentes columnas, se muestran a continuación:
DESBUTANIZADORA
A la hora de validar los modelos tanto de rendimiento como de consumo de
la desbutanizadora se apreciaron diferencias de errores considerables entre ambos modelos. Esto lleva a pensar que debe existir una variable presente en el modelo de consumo ausente en el de rendimiento, que sea la
causante de tal desajuste en el mismo sobre los datos del periodo de validación.
Gráficos de errores de validación
Errores de validación ciclo anterior
Errores de validación ciclo actual
Análisis de control de los datos
Datos del ciclo anterior tras gráfico de control
Datos del ciclo actual tras gráfico de control
Registros de la Base de Datos generada
Ciclo anterior
(funcionamiento normal de la planta)Ciclo actual

75
Fig. 37. Errores modelos desbutanizadora
Para determinar la variable posible causante de tal desajuste se procedió tal
y como se detalla en la figura 38. Los resultados de este estudio pueden verse en el Anexo VI.
El resultado de este análisis arrojó que la variable causante de tales errores en la validación del modelo de consumo de la desbutanizadora era la
presión en el interior del equipo, la cual resultaba para el periodo correspondiente al ciclo anterior fuera del rango de modelado de dicha
columna.
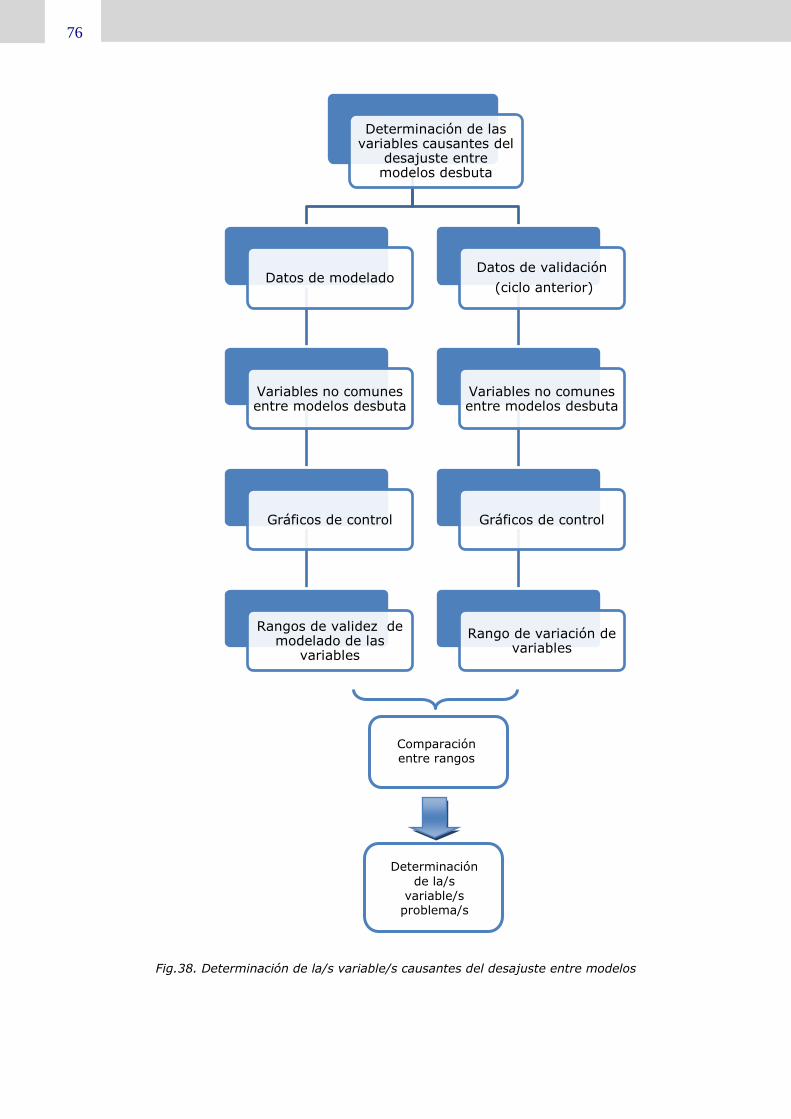
76
Fig.38. Determinación de la/s variable/s causantes del desajuste entre modelos
Determinación de las variables causantes del
desajuste entre modelos desbuta
Datos de modelado
Variables no comunes entre modelos desbuta
Gráficos de control
Rangos de validez de modelado de las
variables
Datos de validación
(ciclo anterior)
Variables no comunes entre modelos desbuta
Gráficos de control
Rango de variación de variables
Comparación entre rangos
Determinación
de la/s variable/s
problema/s
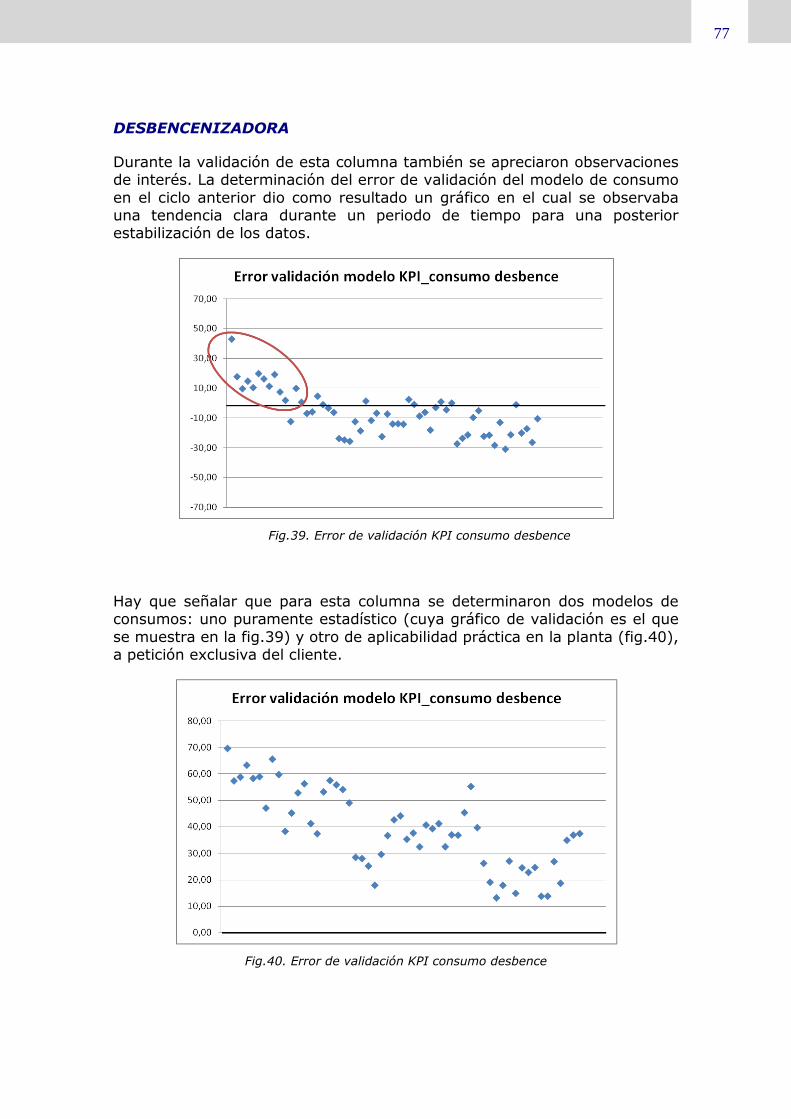
77
DESBENCENIZADORA
Durante la validación de esta columna también se apreciaron observaciones de interés. La determinación del error de validación del modelo de consumo
en el ciclo anterior dio como resultado un gráfico en el cual se observaba una tendencia clara durante un periodo de tiempo para una posterior estabilización de los datos.
Fig.39. Error de validación KPI consumo desbence
Hay que señalar que para esta columna se determinaron dos modelos de consumos: uno puramente estadístico (cuya gráfico de validación es el que
se muestra en la fig.39) y otro de aplicabilidad práctica en la planta (fig.40), a petición exclusiva del cliente.
Fig.40. Error de validación KPI consumo desbence
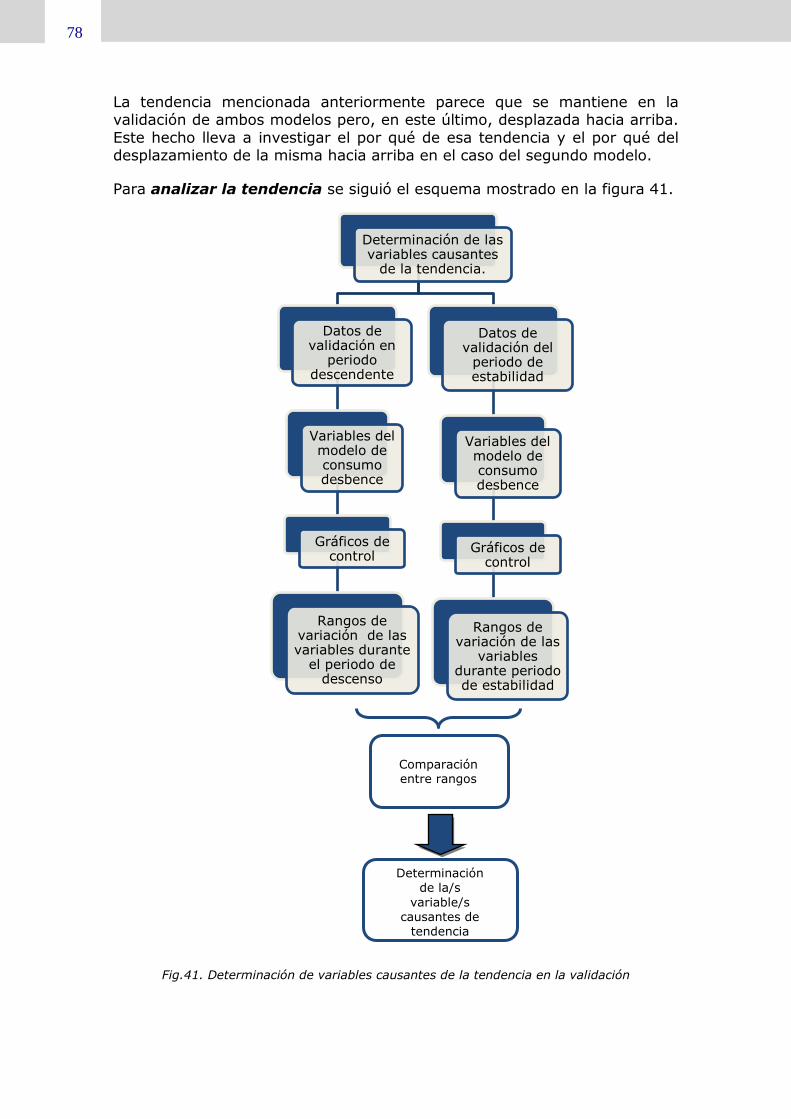
78
La tendencia mencionada anteriormente parece que se mantiene en la validación de ambos modelos pero, en este último, desplazada hacia arriba.
Este hecho lleva a investigar el por qué de esa tendencia y el por qué del desplazamiento de la misma hacia arriba en el caso del segundo modelo.
Para analizar la tendencia se siguió el esquema mostrado en la figura 41.
Fig.41. Determinación de variables causantes de la tendencia en la validación
Determinación de las variables causantes
de la tendencia.
Datos de validación en
periodo descendente
Variables del modelo de consumo desbence
Gráficos de control
Rangos de variación de las variables durante
el periodo de descenso
Datos de validación del
periodo de estabilidad
Variables del modelo de consumo desbence
Gráficos de control
Rangos de variación de las
variables durante periodo de estabilidad
Comparación entre rangos
Determinación de la/s
variable/s causantes de
tendencia
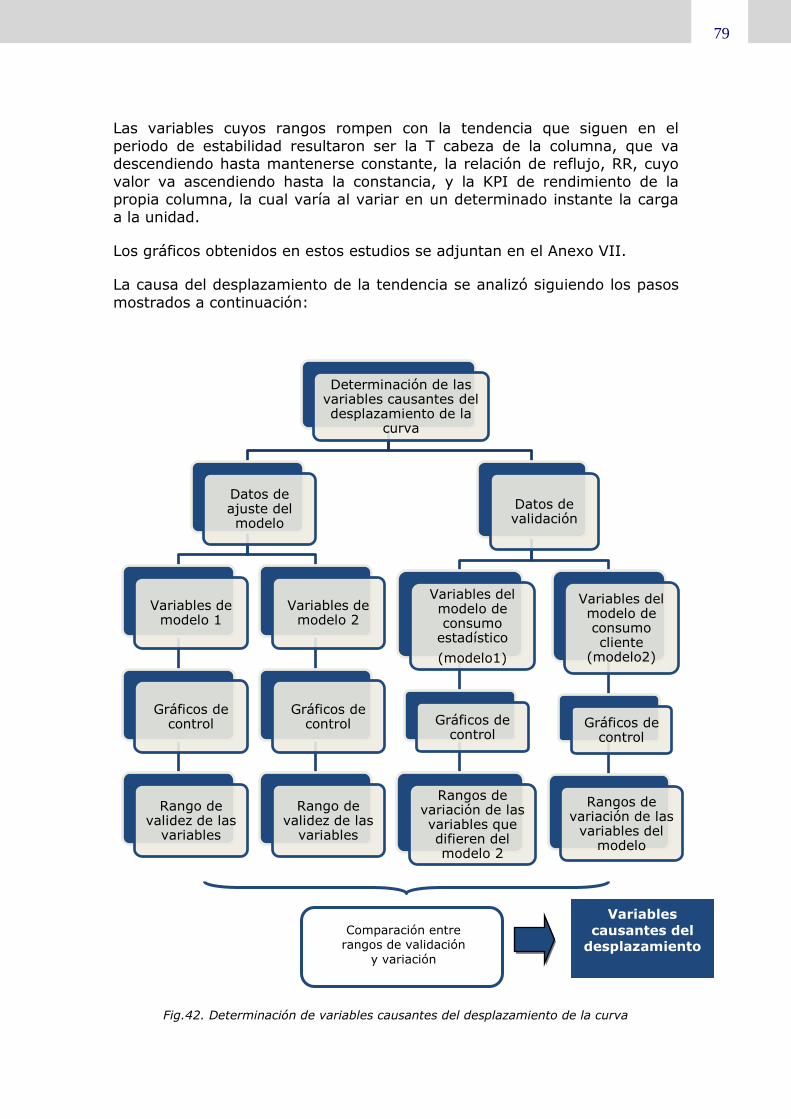
79
Las variables cuyos rangos rompen con la tendencia que siguen en el
periodo de estabilidad resultaron ser la T cabeza de la columna, que va descendiendo hasta mantenerse constante, la relación de reflujo, RR, cuyo
valor va ascendiendo hasta la constancia, y la KPI de rendimiento de la propia columna, la cual varía al variar en un determinado instante la carga a la unidad.
Los gráficos obtenidos en estos estudios se adjuntan en el Anexo VII.
La causa del desplazamiento de la tendencia se analizó siguiendo los pasos
mostrados a continuación:
Fig.42. Determinación de variables causantes del desplazamiento de la curva
Determinación de las variables causantes del desplazamiento de la
curva
Datos de ajuste del modelo
Variables de modelo 1
Gráficos de control
Rango de validez de las
variables
Variables de modelo 2
Gráficos de control
Rango de validez de las
variables
Datos de validación
Variables del modelo de consumo
estadístico
(modelo1)
Gráficos de control
Rangos de variación de las variables que difieren del modelo 2
Variables del modelo de consumo cliente
(modelo2)
Gráficos de control
Rangos de variación de las
variables del modelo
Comparación entre rangos de validación
y variación
Variables
causantes del desplazamiento
80
El resultado de este análisis ha sido que las variables de T cabeza y T fondo, podrían ser las que ocasionen tal desplazamiento al estar estas variables
fuera de los rangos impuestos por el modelo, lo que ocasiona grandes errores de validación. Estos errores se acentúan más en el modelo que considera las variables de operación (modelo 2) debido a que el efecto de
éstas variables se hace más pronunciado que si se consideran las variables de influencia. Un modelo con menos variables es más sensible a los cambios
que un modelo con más variables independientes y más aún cuando las variables presentes en el modelo más reducido son las causantes de los errores en las validaciones.
Los resultados de este estudio se muestran en el Anexo VIII.
5.2.4. Mejora
Obtenidas y analizadas las ecuaciones de los modelos, se decide optimizar
la desbutanizadora, al ser los errores de modelados menores que los derivados de la desbencenizadora.
Con esta optimización se pretende cumplir con otro de los objetivos
especificados por el cliente: Determinar condiciones de operación (P_V11 y RR) para los que el consumo de combustible (Fuel gas, en esta columna) es
mínimo, obteniéndose, de este modo, un ahorro máximo.
Determinando dichas condiciones nos aseguraremos de mejorar el proceso, pues para las condiciones especificadas se estará trabajando obteniendo un
producto con la calidad deseada y con un mínimo consumo de combustible, lo que se traduce económicamente en grandes beneficios para la empresa.
5.2.5. Control
Esta fase no es considerada en este proyecto pues el control y mantenimiento de los modelos obtenidos depende del personal de planta.
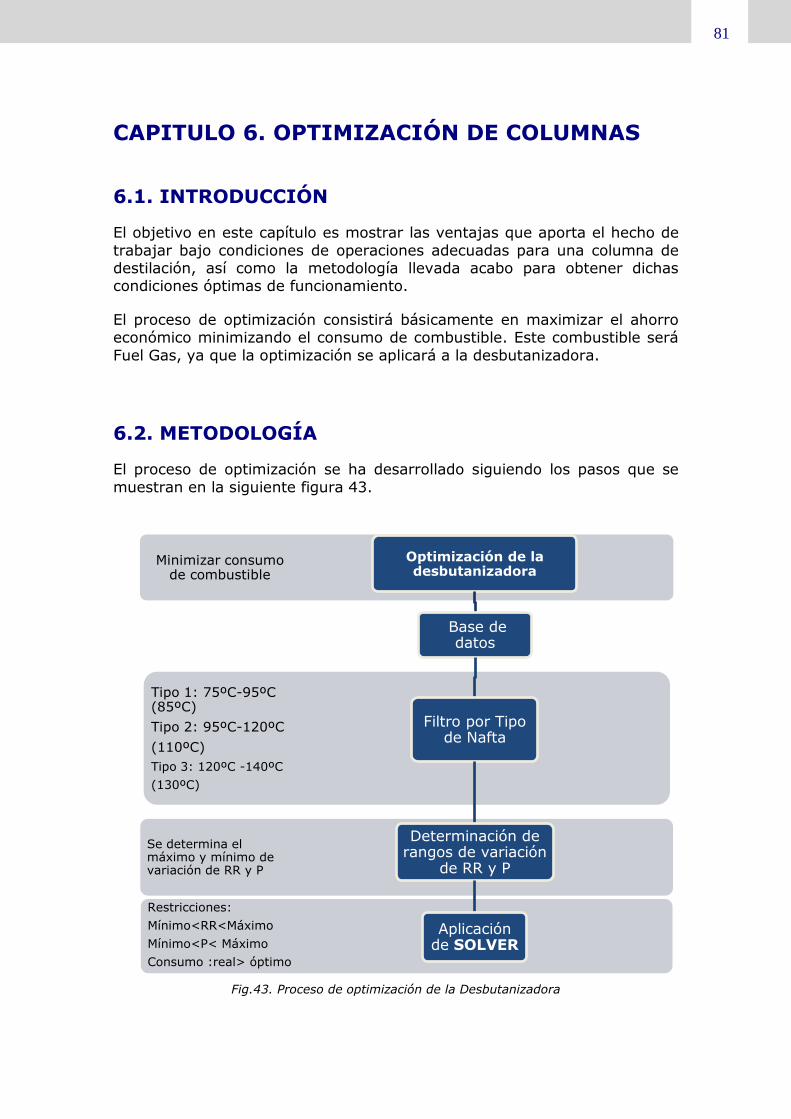
81
CAPITULO 6. OPTIMIZACIÓN DE COLUMNAS
6.1. INTRODUCCIÓN
El objetivo en este capítulo es mostrar las ventajas que aporta el hecho de
trabajar bajo condiciones de operaciones adecuadas para una columna de destilación, así como la metodología llevada acabo para obtener dichas condiciones óptimas de funcionamiento.
El proceso de optimización consistirá básicamente en maximizar el ahorro económico minimizando el consumo de combustible. Este combustible será
Fuel Gas, ya que la optimización se aplicará a la desbutanizadora.
6.2. METODOLOGÍA
El proceso de optimización se ha desarrollado siguiendo los pasos que se
muestran en la siguiente figura 43.
Fig.43. Proceso de optimización de la Desbutanizadora
Restricciones:
Mínimo<RR<Máximo
Mínimo<P< Máximo
Consumo :real> óptimo
Se determina el máximo y mínimo de variación de RR y P
Tipo 1: 75ºC-95ºC (85ºC)
Tipo 2: 95ºC-120ºC
(110ºC)
Tipo 3: 120ºC -140ºC
(130ºC)
Minimizar consumo de combustible
Optimización de la desbutanizadora
Base de datos
Filtro por Tipo de Nafta
Determinación de rangos de variación
de RR y P
Aplicación de SOLVER
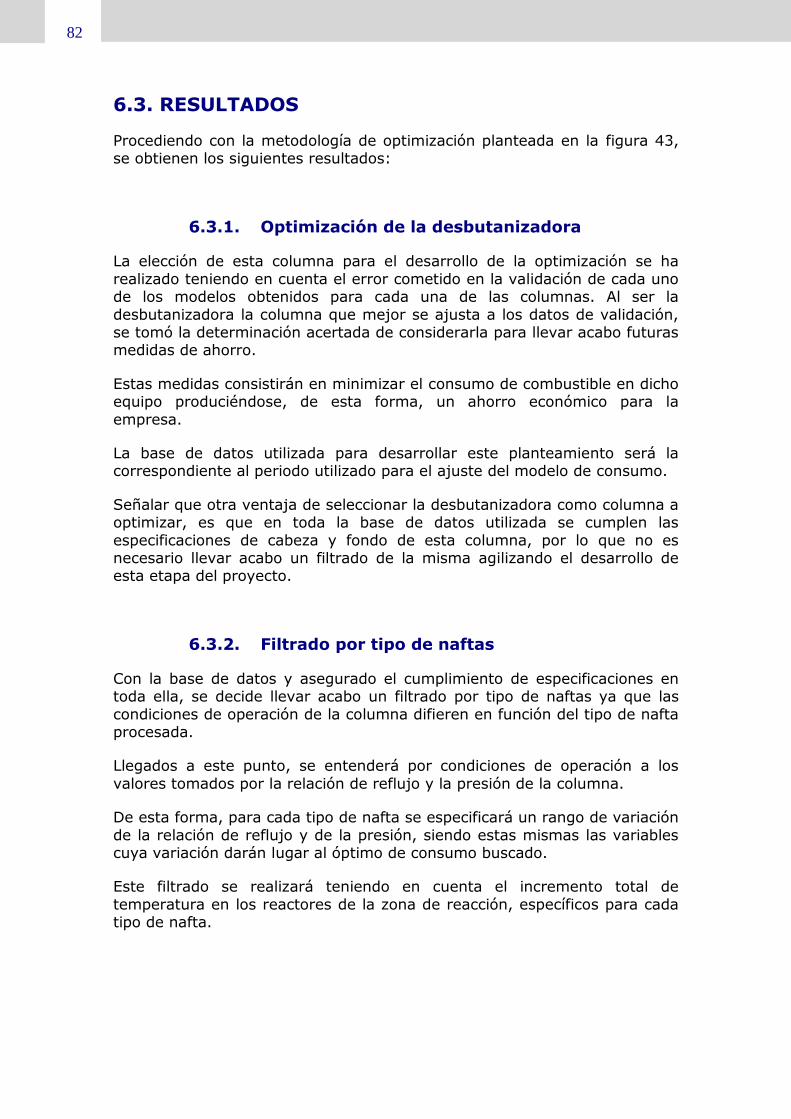
82
6.3. RESULTADOS
Procediendo con la metodología de optimización planteada en la figura 43, se obtienen los siguientes resultados:
6.3.1. Optimización de la desbutanizadora
La elección de esta columna para el desarrollo de la optimización se ha
realizado teniendo en cuenta el error cometido en la validación de cada uno de los modelos obtenidos para cada una de las columnas. Al ser la
desbutanizadora la columna que mejor se ajusta a los datos de validación, se tomó la determinación acertada de considerarla para llevar acabo futuras medidas de ahorro.
Estas medidas consistirán en minimizar el consumo de combustible en dicho equipo produciéndose, de esta forma, un ahorro económico para la
empresa.
La base de datos utilizada para desarrollar este planteamiento será la correspondiente al periodo utilizado para el ajuste del modelo de consumo.
Señalar que otra ventaja de seleccionar la desbutanizadora como columna a optimizar, es que en toda la base de datos utilizada se cumplen las
especificaciones de cabeza y fondo de esta columna, por lo que no es necesario llevar acabo un filtrado de la misma agilizando el desarrollo de esta etapa del proyecto.
6.3.2. Filtrado por tipo de naftas
Con la base de datos y asegurado el cumplimiento de especificaciones en toda ella, se decide llevar acabo un filtrado por tipo de naftas ya que las
condiciones de operación de la columna difieren en función del tipo de nafta procesada.
Llegados a este punto, se entenderá por condiciones de operación a los
valores tomados por la relación de reflujo y la presión de la columna.
De esta forma, para cada tipo de nafta se especificará un rango de variación
de la relación de reflujo y de la presión, siendo estas mismas las variables cuya variación darán lugar al óptimo de consumo buscado.
Este filtrado se realizará teniendo en cuenta el incremento total de
temperatura en los reactores de la zona de reacción, específicos para cada tipo de nafta.

83
Tipo de Nafta Rango de temperatura
Tipo 1 75ºC-95ºC
Tipo 2 95ºC-120ºC
Tipo 3 120ºC -140ºC
Tabla 26 .Rangos de temperatura por tipo de nafta
6.3.3. Determinación de los rangos de variación de
RR y P
Para determinar los rangos de variación, no cabe más que calcular el valor
mínimo y máximo de cada una de estas variables para los tipos de naftas considerados. De esta forma, se determinarán lo que constituirán dos
futuras restricciones a la hora de aplicar el Solver.
Los rangos obtenidos para cada tipo de naftas se muestran a continuación:
Tipo de Nafta Rango RR Rango P
Tipo 1 2,7-5 14-15
Tipo 2 2,5-5 14-15,6
Tipo 3 2,7-7,5 13-16
Tabla 27. Rangos de variación de las variables aleatorias
6.3.4. Aplicación de SOLVER
Para el desarrollo de la optimización de la columna se recurre a Solver, una
herramienta de cálculo complemento de Excel.
Para ello se procede como sigue:
- Se selecciona la variable que se desea optimizar, en este caso, el
KPI) consumo de la columna.
- Se determina el valor de la celda objetivo, es decir, se especifica si la
variable a optimizar será de valor máximo, mínimo ó de un valor determinado.

84
- Se hace referencia a las celdas de aquellas variables que cambiarán durante la búsqueda del óptimo. En este caso, dichas variables serán
la relación de reflujo (RR) y la presión de operación de la columna (P).
- Se imponen las restricciones que sean oportunas para la realización
de dicha búsqueda. Éstas quedan definidas como:
RR) mínimo <= RR) óptimo <= RR) máximo
P) mínimo >= P) óptimo<= P) máximo
KPI) consumo real>= KPI) consumo óptimo
6.4. DETERMINACIÓN DEL AHORRO
Una vez aplicado SOLVER y obtenidos los diferentes KPI) consumo para los diferentes tipos de naftas, se calculan los consumos de Fuel Gas óptimos:
(ec.6)
El ahorro de combustible se calcula por diferencia entre el consumo de
combustible real y el óptimo determinado. Con ello, se obtendrá el ahorro en términos económicos, procediendo como sigue:
(ec.7 )
Una vez realizado lo anterior, se opta por considerar una optimización desde
un punto de vista más conservador y otro desde un punto de vista más objetivo.

85
6.4.1. Optimización desde el punto de vista
conservador
Se considerará, para cada tipo de nafta, el día en el que el ahorro en
términos económicos sea máximo. Estos días corresponderán a unos valores determinados de relación de reflujo y presión de operación de la
columna.
Si asumimos dichas condiciones para todo el periodo en el que se está operando con el tipo de nafta considerado, se obtendrá un ahorro total para
dicho periodo de operación de la planta.
El ahorro total del periodo de funcionamiento considerado para este
proyecto resultará de la suma del total de ahorro de los tres periodos correspondientes a cada tipo de nafta.
Los resultados se muestran en la siguiente tabla:
Periodo Tipo de Nafta Ahorro (€) Ahorro (ptas.)
1 1 2.840 € 472.531
2 2 72.275 € 12.025.538
3 3 283.682 € 47.200.707
Ahorro Total 358.797 € 59.698.775
Tabla 28. Ahorro con operación conservadora
6.4.2. Optimización menos conservadora de la
columna
En este caso, una optimización de la columna desde un punto de vista más objetivo sería considerando el ahorro en cada uno de los registros
correspondientes a cada periodo de operación con cada tipo de nafta, independientemente de si el ahorro es máximo o no lo es para dicho
periodo.
Así, para cada periodo, se obtendría un ahorro total sumatorio del ahorro
correspondiente a cada registro del periodo en cuestión.
El ahorro total para el periodo de funcionamiento correspondería a la suma de los ahorros totales en cada uno de los periodos.

86
Los resultados obtenidos son:
Periodo Tipo de Nafta Ahorro (€) Ahorro (ptas.)
1 1 2.015 € 335.253
2 2 29.565 € 4.919.158
3 3 125.809 € 20.932.805
Ahorro Total 157.388 € 26.187.216
Tabla 29. Ahorro con operación menos conservadora
87
CAPITULO 7. CONCLUSIONES
7.1. INTRODUCCIÓN
Todo proceso desarrollado en el ámbito industrial lleva involucrado tres
etapas principales: una entrada (personal, material, equipo, políticas, procedimientos, métodos y el medio ambiente), una realización del producto o servicio (proceso) y una salida (brindar un servicio y/o
elaboración de un producto).
En dichas etapas se comenten errores que afectan a la calidad del producto
y/o servicio. Todos los días se genera un defecto durante el desarrollo de cada una de las etapas anteriores, tomándose un tiempo adicional para probar, analizar y reparar. Estas actividades no adicionales requieren
espacio, equipo, materiales y gente.
Resulta, por ello, interesante la aplicación de una metodología capaz de
ayudar a prevenir los errores en los procesos industriales, siendo una de ellas la aplicada y desarrollada en este proyecto, Six-Sigma (6σ). Ésta es
empleada para ofrecer un mejor producto o servicio, más rápido y al costo más bajo.
Visitas elaboradas a empresas que han implantado esta metodología en su
operación diaria, dan a conocer que la calidad de los productos y servicios después de haber aplicado la metodología es mucho mejor que antes de
aplicarla. Es por eso que las empresas que utilizan Six-Sigma, son parte de las empresas reconocidas por su calidad de productos y servicios y las que no la aplican están en proceso de utilizarla.
El interés despertado por este proyecto y la dedicación en la elaboración del mismo han hecho que los resultados obtenidos sean satisfactorios
cumpliéndose las expectativas esperadas desde un principio, reforzando aún más el éxito de la aplicación de dicha metodología.
7.2. CUMPLIMIENTO DE LOS OBJETIVOS
El cumplimiento de los objetivos de este proyecto tras la aplicación de la metodología era primordial.
La innovación, respaldaba la elaboración del mismo, al ser la primera vez que Six-Sigma rozaba procesos industriales tales como el refino del crudo. Las esperanzas depositadas en el éxito de esta aplicación hicieron que
finalmente se obtuviesen resultados interesantes a la vez que agradables de cara al cliente.

88
7.2.1. Obtención de los modelos
La obtención de unos modelos que describiesen el comportamiento de las
columnas de destilación de la planta, era uno de los objetivos por cumplir.
Con estos modelos, además de reproducir la forma de operar de los
equipos, se proporciona información sobre variables del proceso que son más influyentes durante el periodo de operación de las mismas, obteniendo calidades de productos aptas para su comercialización. De igual forma, son
capaces de reproducir resultados futuros si se producen variaciones en algunas de las variables que más se hacen notar en el proceso.
7.2.2. Determinación de las variables más
influyentes del proceso
La determinación de las variables más influyentes del proceso es un resultado indirecto de la obtención de los modelos. Para la elaboración de
éstos, fue necesario determinar las variables que más influían en la operación de la planta.
El desarrollo de este proceso para determinar las variables que finalmente constituirían los modelos, llevó a una reducción considerable en el número
de variables del proceso, permitiendo conocer cuáles eran las variables que ante una variación, causaban efectos sobre la forma de operar de las columnas, ó, lo que es lo mismo, sobre la calidad del producto.
7.2.3. Optimización de la Desbutanizadora
La optimización de esta columna es uno de los resultados que despierta más interés en el proyecto, pues es de dónde se obtiene el producto final de la aplicación de la metodología. Este resultado se traduce en beneficios para
la planta: ahorro en términos económicos.
7.3. VALORACIÓN FINAL
Los resultados obtenidos tras la realización de la optimización dieron por
concluido los objetivos de este proyecto, depositándose gran confianza en la aplicación de esta metodología en otros sectores de carácter energético.
De cara al cliente, la satisfacción mostrada hizo asentar aún más la posibilidad de implantar esta metodología en diferentes ámbitos fuera de las
fronteras de los procesos de refino.

89
El sentido práctico adoptado a la hora de obtener los resultados y la forma
de proceder para obtener los mismos, hace que los modelos obtenidos sean aplicables de forma directa en la propia planta y modificados, en caso de ser
necesarios.
90
CAPITULO 8. REFERENCIAS
- Office of Energy Efficiency of Natural Resources Canada.(2004).Energy
Management Information Systems:achieving improved energy efficiency.
Canadá: James H. Hooke, Byron J. Landry, David Hart.
- Daniel R. Summers, P.E.(Febrero 2010). Evaluating and Documenting Tower
Performance.Sulzer Chemtech USA, Inc. .USA
- Colin S. Howat, Ph.D, P.E, Jonh E., Winifred E.Sharp(1999): Analysis of Plant
Performance.The McGraw-Hill Companies Inc. (capítulo 30).Kansas
- Mintab.(2006). Manual Minitab 15 Statistical Software. Minitab, Inc..USA
- E-book. Estadística para Ingenieros. http://www.itl.nist.gov/div898/handbook/
- E-book. Economía. Método de Monte Carlos. http://economiaexcel.blogspot.com
- Bruno Scibilia. Monte Carlo Simulation with Minitab Statistical Software.
Minitab Quality, Analysis, Results.
- Minitab Quality trainer. Entrenamiento personal de Minitab Statistical
Software. Minitab.
- Young-Hak Lee, Kwang Gi Min, Chonghun Han, Kun Soo Chang, Tae Hwa
Choi.(2003). Process improvement methodology based on multivariate
statistical analysis methods. Elsevier Ltd. Control Engineering Practice 12
(2004) 945–961.
- Jang G.S, Jeon J.H. A Case Study on Six Sigma Project for Heat Efficiency
Improvement of a Hot Stove System in a Korean Steel Manufacturing
Company. A Six Sigma Methodology Using Data Mining (2009) 72-80.
- Tony Cooper. (Octubre 2009).Understanding Operating Data. CEP.
www.aiche.org/cep.
- Jang G.S, Jeon J.H, Lee D.H.: Development of Multi-stage Combustion
Pattern Control System in Hot Stove Using Data Mining. In: 9th World Multi-
Conference on Systemics, Cybernetics and Informatics, pp.136-140 (2005).

91
CAPITULO 9. ANEXOS
ANEXO I: INFORMACIÓN DE „PLANTA‟
1. INSTALACIÓN
Los requisitos mínimos para la instalación y ejecución del complemento de Pl@nt@ son:
- Sistema Operativo: Windows 95, 98, NT, 2000 ó XP.
- Office: 97, 2000, XP.
- Descarga del Complemento y descompresión en c:\pl@nt@\add-in.
- Parser XML 3.0. En caso de Windows 95 y 98, de no tener instalado el parser puede ser que nos pida el siguiente programa
\\Maddeinf\PLANTA\Descargas\InstMsiA.exe para realizar la instalación.
Añadir complemento en Excel.
Pasos:
1) Descarga del complemento de EXCEL.
Este proceso debe realizarse con la aplicación Microsoft Excel cerrada.
Ejecutar: \\madplanta\descargas\complementoexcel\Pl@[email protected]
Sin modificar nada, presionar el botón Unzip. Esto realizará la copia del
complemento al directorio local en c:\Pl@nt@\addin.

92
Saldrá una ventana indicando que se han descomprimido los ficheros correctamente.
Pulsar OK y pulsar Close de la ventana del WinZip Self-Extractor.
2) Añadir el complemento en Excel.
Abrir la aplicación Microsoft Excel y en el menú herramientas, pulsar
complementos.
Accederemos a la siguiente ventana.
Dar a examinar en la ventana y seleccionar del disco duro local en c:\pl@nt@\addin\Planta.xla. Pulsar aceptar.

93
En caso de producirse algún error al cargar nos lo notificará debidamente y abría que cerrar el excel e instalar el parser XML:
\\maddeinf\planta\descargas\msxml3sp2setup
2. MENÚ
El menú de pl@nt@ contiene las siguientes entradas:
Ultimo valor puntual: Valor en el momento actual.
Ultimo valor bruto: Último valor almacenado.
Valor muestreado en fecha: Valor interpolado en
una fecha dada.
Valor bruto en fecha: Valor almacenado en una fecha dada.
Valores muestreados entre fechas: Valores interpolados entre dos fechas dadas y espaciados por
un intervalo.
Valores brutos entre fechas: Valores brutos almacenados entre dos fechas.
Valor agregado: Valor Medio, máximo, mínimo o desviación en un periodo de tiempo.
94
Valores agregados: Valores Medios, máximos, mínimos,.. entre fechas y en cada intervalo.
Petición General: Cualquier petición a pl@nt@, resultado en Función no matricial.
EyA: Peticiones a las fuentes EyA. Eventos y alarmas de HoneyWell.
Expresiones: Ejecución de una expresión pl@nt@.
Refrescar Todo: Refresca todas las funciones del libro activo.
Búsqueda de entidades: Permite buscar entidades del sistema Pl@nt@
Atributo de entidad: Permite buscar atributos de las entidades del sistema Pl@nt@.
Se detalla a continuación, cada una de las opciones anteriores:
2.1. Ultimo valor puntual:
Devuelve el valor muestreado para el atributo de una entidad, aplicando si fuera necesario el modificador, en la fecha actual. Para el cálculo del valor
aplicará el método de interpolación seleccionado (lineal, escalar hacia atrás, escalar around, escalar adelante). Así mismo, ese valor interpolado tendrá una confianza (validez del dato suministrado) que se calculará en base al
método de huecos.
El resultado nos lo devolverá en las unidades que coloquemos en el
parámetro de entrada "Unidad SDR", como es un campo opcional en caso de dejarlo en blanco, lo hará en las unidades de medida que tenga asignado el dato por defecto.
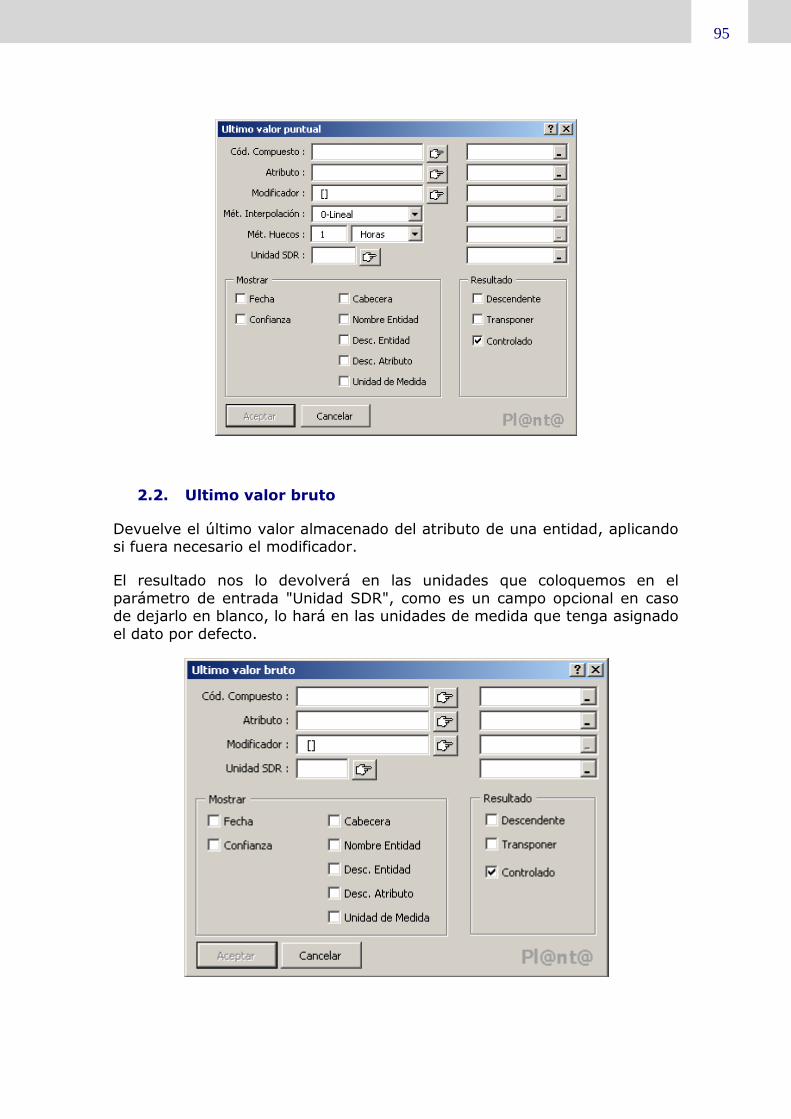
95
2.2. Ultimo valor bruto
Devuelve el último valor almacenado del atributo de una entidad, aplicando si fuera necesario el modificador.
El resultado nos lo devolverá en las unidades que coloquemos en el
parámetro de entrada "Unidad SDR", como es un campo opcional en caso de dejarlo en blanco, lo hará en las unidades de medida que tenga asignado
el dato por defecto.

96
2.3. Valor muestreado en fecha
Valor interpolado del atributo de una entidad en una fecha determinada, aplicando si fuera necesario el modificador. Calcula un valor para una fecha determinada mediante la interpolación o extrapolación de valores brutos.
Para el cálculo del valor aplicará un método de interpolación seleccionado (lineal, escalar hacia atrás, escalar Around, escalar adelante). Así mismo,
este valor tendrá una confianza (validez del dato suministrado) que se calculará en base al método de huecos. Ver Anexo I para descripción del método de huecos.
El resultado nos lo devolverá en las unidades que coloquemos en el parámetro de entrada "Unidad SDR", como es un campo opcional en caso
de dejarlo en blanco, lo hará en las últimas unidades de medida.
2.4. Valor bruto en fecha
Obtiene el valor bruto del atributo de una entidad, aplicando si fuera
necesario el modificador, en una fecha dada.
En caso de no existir un registro almacenado con la misma fecha que se
solicita, no devolverá valores.
El resultado nos lo devolverá en las unidades que coloquemos en el parámetro de entrada "Unidad SDR", como es un campo opcional en caso
de dejarlo en blanco, lo hará en las últimas unidades de medida.

97
2.5. Valores Muestreados entre fechas
Muestra los valores interpolados del atributo de una entidad, aplicando si fuera necesario el modificador, entre dos fechas determinadas.
Se calculará un valor por cada espacio de tiempo especificado en el campo "Intervalo". Para el cálculo de dichos valores se aplicará el método de
interpolación seleccionado (lineal, escalar hacia atrás, escalar around, escalar adelante). Así mismo, ese valor interpolado tendrá una confianza (validez del dato suministrado) que se calculará en base al método de
huecos.
El resultado nos lo devolverá en las unidades que coloquemos en el
parámetro de entrada "Unidad SDR", como es un campo opcional en caso de dejarlo en blanco, lo hará en las últimas unidades de medida.
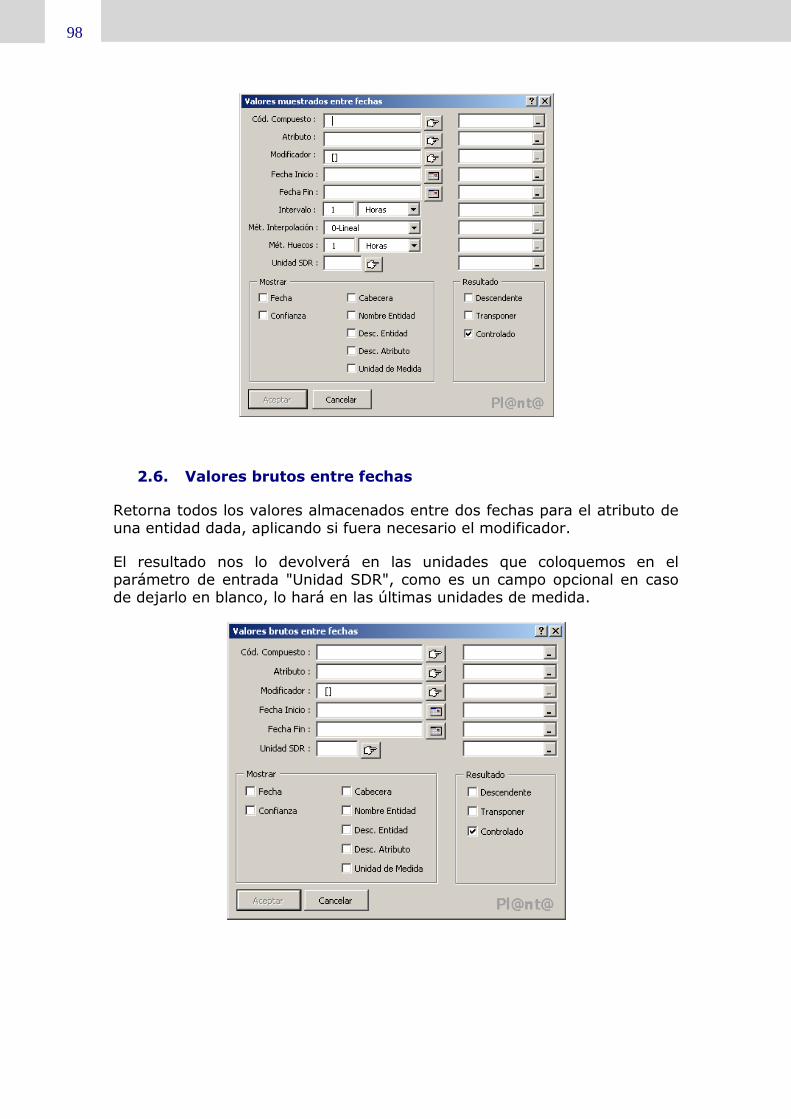
98
2.6. Valores brutos entre fechas
Retorna todos los valores almacenados entre dos fechas para el atributo de una entidad dada, aplicando si fuera necesario el modificador.
El resultado nos lo devolverá en las unidades que coloquemos en el parámetro de entrada "Unidad SDR", como es un campo opcional en caso de dejarlo en blanco, lo hará en las últimas unidades de medida.
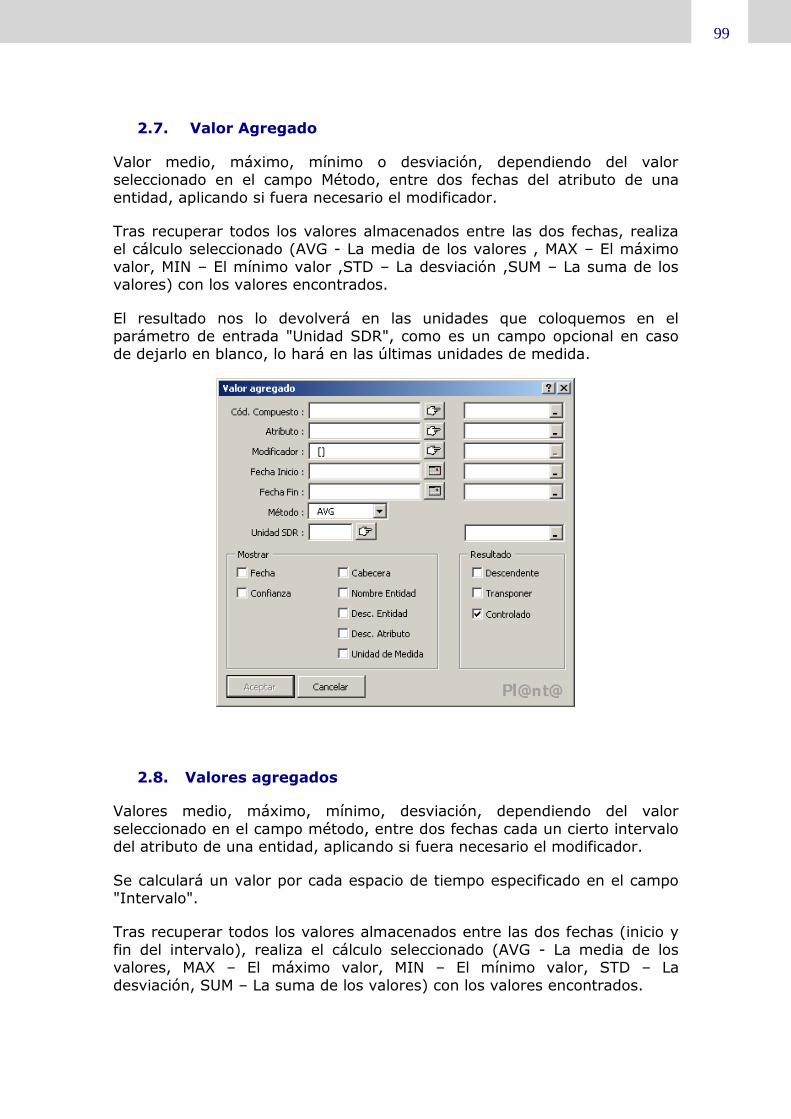
99
2.7. Valor Agregado
Valor medio, máximo, mínimo o desviación, dependiendo del valor seleccionado en el campo Método, entre dos fechas del atributo de una
entidad, aplicando si fuera necesario el modificador.
Tras recuperar todos los valores almacenados entre las dos fechas, realiza el cálculo seleccionado (AVG - La media de los valores , MAX – El máximo
valor, MIN – El mínimo valor ,STD – La desviación ,SUM – La suma de los valores) con los valores encontrados.
El resultado nos lo devolverá en las unidades que coloquemos en el parámetro de entrada "Unidad SDR", como es un campo opcional en caso de dejarlo en blanco, lo hará en las últimas unidades de medida.
2.8. Valores agregados
Valores medio, máximo, mínimo, desviación, dependiendo del valor
seleccionado en el campo método, entre dos fechas cada un cierto intervalo del atributo de una entidad, aplicando si fuera necesario el modificador.
Se calculará un valor por cada espacio de tiempo especificado en el campo "Intervalo".
Tras recuperar todos los valores almacenados entre las dos fechas (inicio y
fin del intervalo), realiza el cálculo seleccionado (AVG - La media de los valores, MAX – El máximo valor, MIN – El mínimo valor, STD – La
desviación, SUM – La suma de los valores) con los valores encontrados.
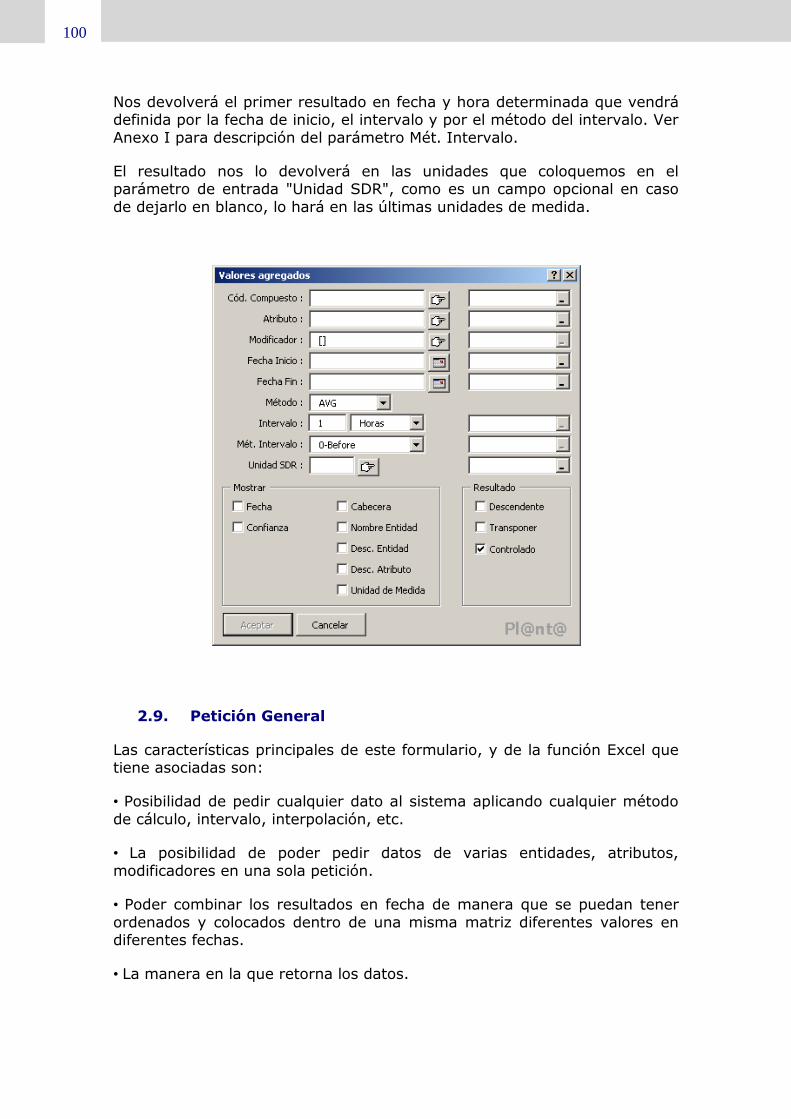
100
Nos devolverá el primer resultado en fecha y hora determinada que vendrá definida por la fecha de inicio, el intervalo y por el método del intervalo. Ver
Anexo I para descripción del parámetro Mét. Intervalo.
El resultado nos lo devolverá en las unidades que coloquemos en el parámetro de entrada "Unidad SDR", como es un campo opcional en caso
de dejarlo en blanco, lo hará en las últimas unidades de medida.
2.9. Petición General
Las características principales de este formulario, y de la función Excel que tiene asociadas son:
• Posibilidad de pedir cualquier dato al sistema aplicando cualquier método
de cálculo, intervalo, interpolación, etc.
• La posibilidad de poder pedir datos de varias entidades, atributos,
modificadores en una sola petición.
• Poder combinar los resultados en fecha de manera que se puedan tener
ordenados y colocados dentro de una misma matriz diferentes valores en diferentes fechas.
• La manera en la que retorna los datos.
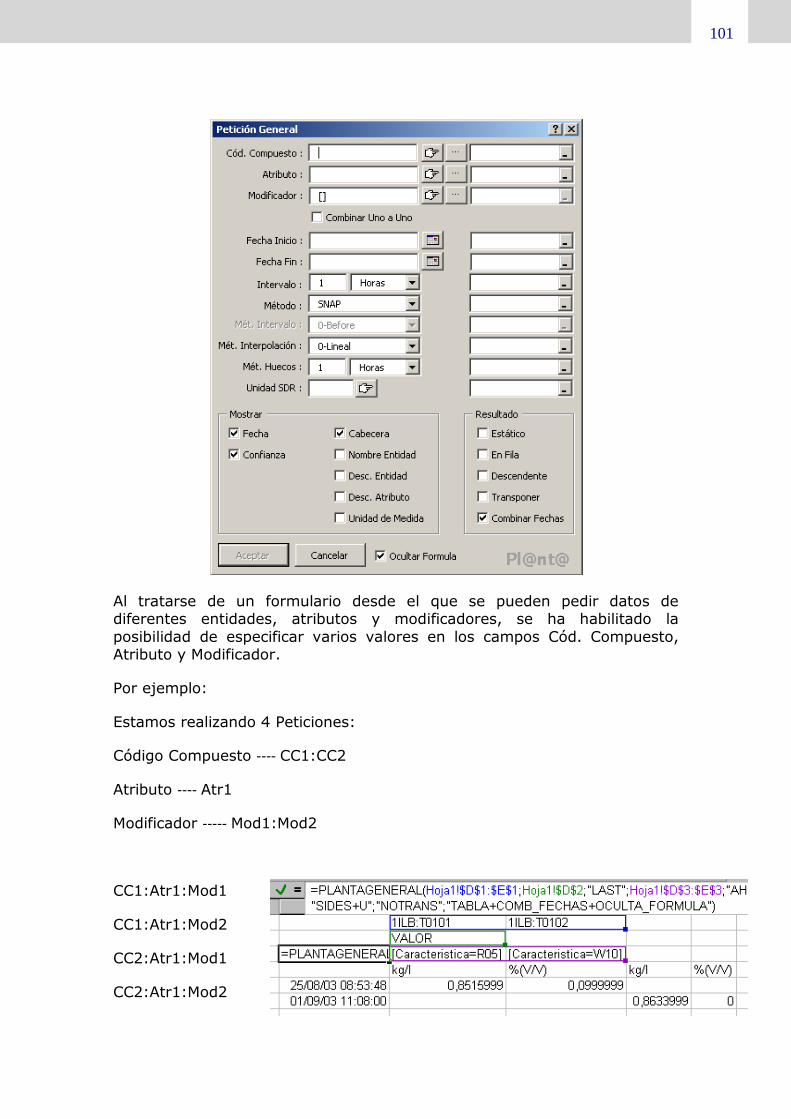
101
Al tratarse de un formulario desde el que se pueden pedir datos de diferentes entidades, atributos y modificadores, se ha habilitado la
posibilidad de especificar varios valores en los campos Cód. Compuesto, Atributo y Modificador.
Por ejemplo:
Estamos realizando 4 Peticiones:
Código Compuesto ---- CC1:CC2
Atributo ---- Atr1
Modificador ----- Mod1:Mod2
CC1:Atr1:Mod1
CC1:Atr1:Mod2
CC2:Atr1:Mod1
CC2:Atr1:Mod2

102
Igualmente, también se muestra el resultado de pedir los valores brutos de dos entidades diferentes, 1PHD:XA01MA0001.PV y 1PHD:OSL101.PV
(atributo valor):
En la primera columna se encuentran, de forma ordenada, todas las fechas para las que hay al menos un valor.
Así podemos ver como tenemos fechas para las que hay datos para todas las entidades (señalado en rojo) y fechas para los que solo hay algunos (amarillo y naranja).
Por el mismo mecanismo, si pedimos los valores muestreados (SNAP), tendremos valores para todas las fechas y por lo tanto una matriz completa.
En caso de que se produjera un error en alguno de los datos pedidos, se
generaría un mensaje de error para cada fecha.

103
2.10. Solicitar Consulta
Desde este formulario se pueden solicitar ejecuciones de Entidades de tipo Consulta de manera desatendida.
Cuando el servidor procese la solicitud, resolverá los datos asociados a la consulta solicitada entre las fechas e intervalo indicados, enviará un mensaje de correo confirmando la ejecución (si se solicito) y dejara el
resultado asociado a la consulta y disponible para su obtención desde el formulario Resultados Consulta que de describe a continuación.
• Centro: Nombre del centro al que pertenece la entidad de tipo solicitud.
Cada vez que se cambia el centro se recarga el “combo” consulta con las diferentes ocurrencias.
• Consulta: Desplegable con el nombre y descripción de las entidades de
tipo consulta disponibles.
• Ver sólo las consultas propias: Opción que permite al usuario mostrar
en el desplegable “Consulta” solamente las entidades de tipo Consulta que hayan sido creadas por el.
• Fecha Inicio Datos: Fecha de inicio de petición de los datos relacionados con la consulta.
• Fecha Fin Datos: Fecha de fin de petición de los datos relacionados con la consulta.
• Intervalo Datos: Intervalo de petición de los datos relacionados con la consulta.

104
• Combinar en fecha: Opción mediante la cual podemos decidir si queremos si los resultados de la ejecución de la consulta se combinen en
fecha.
• Descripción: Descripción que queremos dar a la solicitud de la consulta.
• Avisar en Fallo Ejecución: Opción mediante la cual el usuario decide si quiere recibir un correo electrónico si se produjese un error en la ejecución
de la solicitud.
Se enviar un correo a la dirección de correo electrónico asociada el usuario
en el sistema Pl@nt@.
• Avisar en Ejecución Correcta: Opción mediante la cual el usuario decide
si quiere recibir un correo electrónico cuando se haya realizado la ejecución de la solicitud. Se enviar un correo a la dirección de correo electrónico asociada el usuario en el sistema Pl@nt@.
2.11. Resultados Consulta
Este formulario puede recibir y pasar a una hoja Excel el resultado generado tras la solicitud de una Consulta:

105
2.12. EyA
Desde este formulario, se pueden pedir datos de la fuente de datos EYA, eventos y alarmas de HoneyWell.
Este formulario, y de la función Excel que tiene asociado es la manera en la que retorna los datos en forma de función con rango asociado. Podemos pedir ALARMAS, MENSAJES o CAMBIOS DE PROCESO.
Los parámetros del formulario, realizan filtro sobre los resultados de la
petición según las siguientes tablas.

106
2.13. Expresiones
Nos permite ejecutar una expresión pl@nt@. El método que utilizará para resolver las entidades viene asignado en el parámetro de entrada "Método".
Y el intervalo utilizado lo obtendrá del parámetro "Intervalo".
El resultado lo estampillará en las unidades que coloquemos en el parámetro de entrada "Unidad Medida".
Se ha incluido la posibilidad de hacer referencia a valores de las celdas desde el código de una expresión a Planta.
Dicha referencia se hace mediante la “función” VALORCELDA (dirección_celda) que retorna el contenido de la celda a la que apunta.
Como podemos en la ilustración, hemos construido el texto de una expresión con referencias a celdas de la hoja.
Si queremos ver cual es el resultado de la expresión, con el retorno de las
funciones, podemos hacer doble “click” sobre el campo de las expresiones y se mostrará un formulario con el resultado, además podremos copiar el
resultado.

107
Advertencia: VALORCELDA no es una función de Excel, por lo que solamente es válida de uso desde el campo Expresión del formulario de expresiones. Si se actualiza algún campo a la que la expresión hace
referencia mediante la función VALORCELDA, no se actualizara automáticamente las expresiones que la referencia.

108
2.14. Búsqueda de entidades
Permite la búsqueda de entidades dadas de alta dentro del catálogo del sistema Pl@nt@.
Cada uno de los ocho parámetros actúan como filtros de búsqueda para
encontrar la entidad que necesitamos. Todos ellos son opcionales y en la medida que acotemos nuestras búsquedas estas serán más eficientes. Una
vez elegidos los filtros con los que realizaremos la búsqueda, haremos “click” en el botón de buscar que nos devolverá en la parte inferior del formulario todas aquellas entidades que coincidan con los parámetros
indicados. El máximo número de resultados será de 300, en caso de existir más coincidencias, se deberá acotar mas los parámetros de búsqueda. Una
vez encontradas las entidades resultado, podremos marcar una o varias de ellas y después pinchar en el botón de aceptar. El botón Limpiar deja en blanco la zona de resultados de búsqueda y el botón “Sel. Todo”, selecciona
todos los resultados obtenidos.
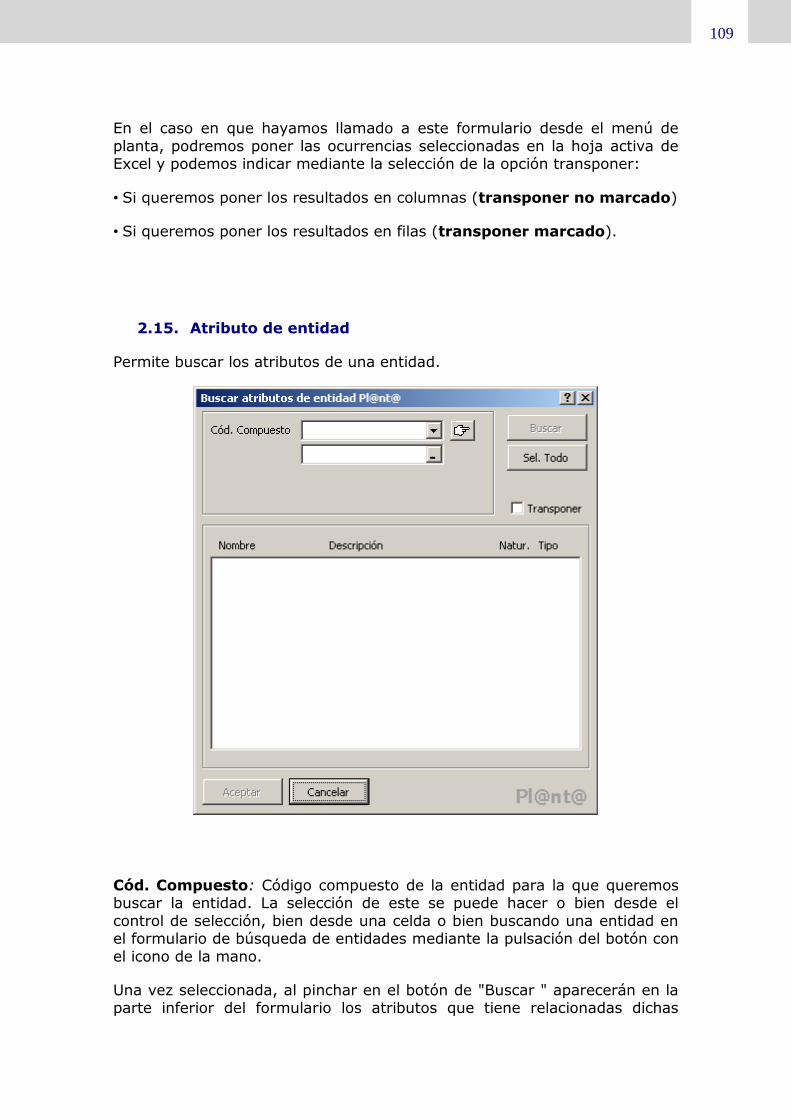
109
En el caso en que hayamos llamado a este formulario desde el menú de
planta, podremos poner las ocurrencias seleccionadas en la hoja activa de Excel y podemos indicar mediante la selección de la opción transponer:
• Si queremos poner los resultados en columnas (transponer no marcado)
• Si queremos poner los resultados en filas (transponer marcado).
2.15. Atributo de entidad
Permite buscar los atributos de una entidad.
Cód. Compuesto: Código compuesto de la entidad para la que queremos buscar la entidad. La selección de este se puede hacer o bien desde el
control de selección, bien desde una celda o bien buscando una entidad en el formulario de búsqueda de entidades mediante la pulsación del botón con
el icono de la mano.
Una vez seleccionada, al pinchar en el botón de "Buscar " aparecerán en la parte inferior del formulario los atributos que tiene relacionadas dichas

110
entidades. En primer lugar tendremos el atributo por defecto del tipo de entidad.
En el caso en que hayamos llamado a este formulario desde el menú de planta, podremos poner las ocurrencias seleccionadas en la hoja activa de Excel y podemos indicar mediante la selección de la opción transponer:
• Si queremos poner los resultados en columnas (transponer no marcado)
• Si queremos poner los resultados en filas (transponer marcado).
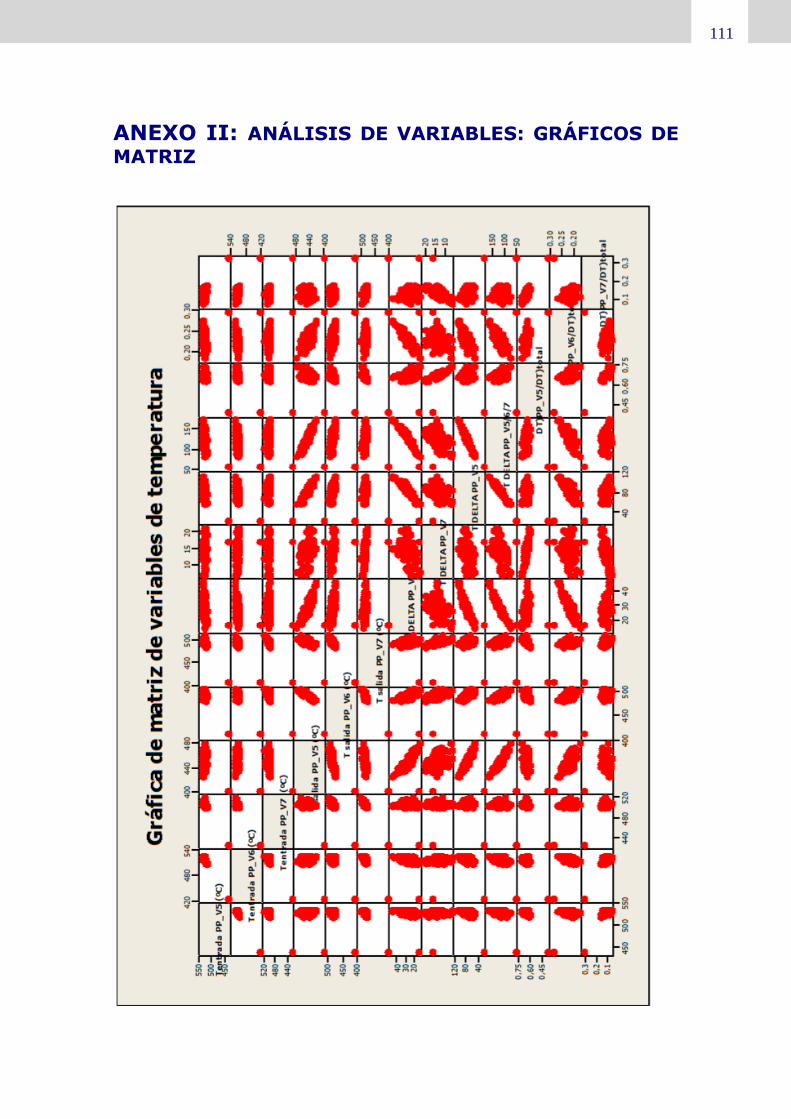
111
ANEXO II: ANÁLISIS DE VARIABLES: GRÁFICOS DE
MATRIZ

112

113
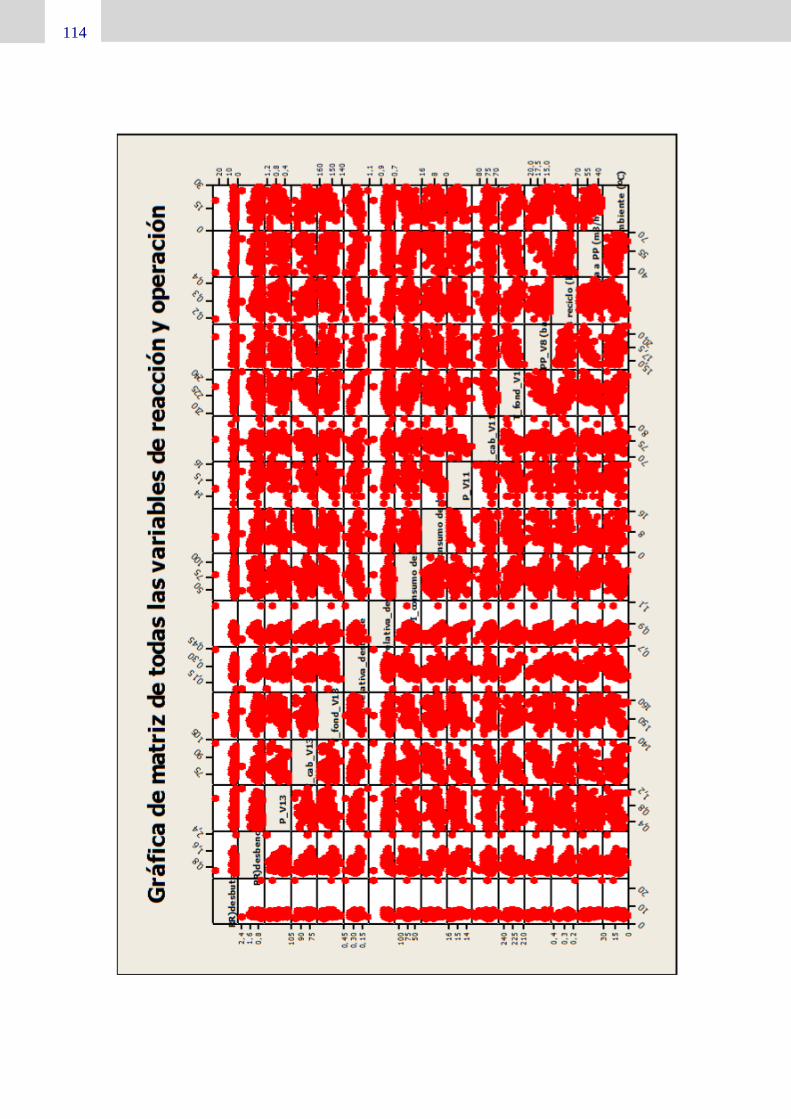
114

115

116
ANEXO III: RESULTADOS DE MINITAB
Informe salida MINITAB para desbutanizadora
KPI rendimiento
La ecuación de regresión es
KPI relativa_desbuta = 1,73 - 0,593 Dens.gas reciclo (kg/Nm3)
+ 0,0120 LPG Aromax (m3/h)
- 0,00160 WAIT PLATFORMING (ºC) + 0,00129 T DELTA PP_V7
Predictor Coef Coef. de EE T P
Constante 1,72678 0,09464 18,25 0,000
Dens.gas reciclo (kg/Nm3) -0,59313 0,01540 -38,50 0,000
LPG Aromax (m3/h) 0,0119854 0,0003380 35,46 0,000
WAIT PLATFORMING (ºC) -0,0016014 0,0001885 -8,50 0,000
T DELTA PP_V7 0,0012936 0,0003180 4,07 0,000
S = 0,00580607 R-cuad. = 97,6% R-cuad.(ajustado) = 97,5%
PRESS = 0,00440022 R-cuad.(pred) = 97,38%
Análisis de varianza
Fuente GL SC MC F P
Regresión 4 0,163676 0,040919 1213,84 0,000
Error residual 120 0,004045 0,000034
Total 124 0,167721
Fuente GL SC sec.
Dens.gas reciclo (kg/Nm3) 1 0,108819
LPG Aromax (m3/h) 1 0,052245
WAIT PLATFORMING (ºC) 1 0,002053
T DELTA PP_V7 1 0,000558
Observaciones poco comunes
Dens.gas
reciclo KPI Residuo
Obs (kg/Nm3) relativa_desbuta Ajuste Ajuste SE Residuo estándar
2 0,253 0,800596 0,793368 0,002050 0,007228 1,33 X
22 0,349 0,733469 0,740376 0,002063 -0,006906 -1,27 X
X denota una observación cuyo valor X le concede gran influencia.
Estadístico de Durbin-Watson = 1,21465
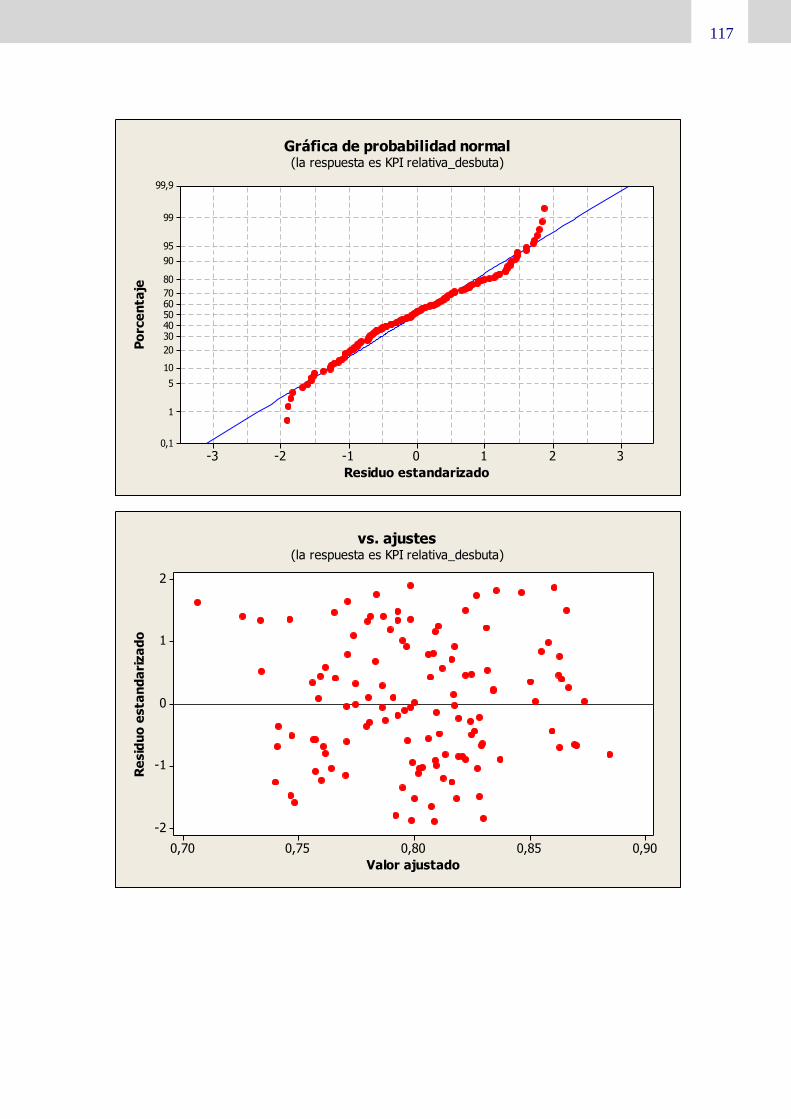
117
3210-1-2-3
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Residuo estandarizado
Po
rce
nta
jeGráfica de probabilidad normal(la respuesta es KPI relativa_desbuta)
0,900,850,800,750,70
2
1
0
-1
-2
Valor ajustado
Re
sid
uo
esta
nd
ari
za
do
vs. ajustes(la respuesta es KPI relativa_desbuta)

118
1,81,20,60,0-0,6-1,2-1,8
12
10
8
6
4
2
0
Residuo estandarizado
Fre
cu
en
cia
Histograma(la respuesta es KPI relativa_desbuta)

119
KPI consumo
La ecuación de regresión es
IEE_desbuta carga unidad = - 4,78 - 0,0368 Carga a PP (m3/h)
- 0,255 P PP_V8 (bar) + 0,0793 RR)desbuta
+ 0,0372 T_fond_V11 - 0,0867 T DELTA PP_V7
+ 0,269 P_V11 + 11,0 KPI relativa_desbuta
Predictor Coef Coef. de EE T P
Constante -4,777 1,591 -3,00 0,003
Carga a PP (m3/h) -0,036779 0,006694 -5,49 0,000
P PP_V8 (bar) -0,25456 0,03493 -7,29 0,000
RR)desbuta 0,07928 0,03413 2,32 0,022
T_fond_V11 0,037192 0,005214 7,13 0,000
T DELTA PP_V7 -0,08668 0,01958 -4,43 0,000
P_V11 0,26874 0,07475 3,60 0,000
KPI relativa_desbuta 11,041 1,253 8,81 0,000
S = 0,283022 R-cuad. = 84,9% R-cuad.(ajustado) = 83,9%
PRESS = 9,80801 R-cuad.(pred) = 82,59%
Análisis de varianza
Fuente GL SC MC F P
Regresión 7 47,8568 6,8367 85,35 0,000
Error residual 106 8,4908 0,0801
Total 113 56,3476
Fuente GL SC sec.
Carga a PP (m3/h) 1 30,0850
P PP_V8 (bar) 1 0,5294
RR)desbuta 1 6,3433
T_fond_V11 1 4,4074
T DELTA PP_V7 1 0,0056
P_V11 1 0,2706
KPI relativa_desbuta 1 6,2155
Observaciones poco comunes
Carga a IEE_desbuta Residuo
Obs PP (m3/h) carga unidad Ajuste Ajuste SE Residuo estándar
15 58,3 8,9232 8,7521 0,1315 0,1711 0,68 X
X denota una observación cuyo valor X le concede gran influencia.
Estadístico de Durbin-Watson = 1,62908

120
3210-1-2-3
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Residuo estandarizado
Po
rce
nta
je
Gráfica de probabilidad normal(la respuesta es IEE_desbuta carga unidad)
11,511,010,510,09,59,08,58,0
2
1
0
-1
-2
Valor ajustado
Re
sid
uo
esta
nd
ari
za
do
vs. ajustes(la respuesta es IEE_desbuta carga unidad)

121
1,500,750,00-0,75-1,50
14
12
10
8
6
4
2
0
Residuo estandarizado
Fre
cu
en
cia
Histograma(la respuesta es IEE_desbuta carga unidad)

122
Informe salida MINITAB para desbencenizadora
KPI rendimiento
La ecuación de regresión es
KPI relativa_desbence = 0,415 + 0,0183 LPG Aromax (m3/h)
- 0,000964 T DELTA PP_V5/6/7 - 0,00121 Carga a PP
(m3/h)
- 0,00396 T DELTA PP_V7
Predictor Coef Coef. de EE T P
Constante 0,41541 0,01358 30,60 0,000
LPG Aromax (m3/h) 0,0183305 0,0009918 18,48 0,000
T DELTA PP_V5/6/7 -0,00096425 0,00009488 -10,16 0,000
Carga a PP (m3/h) -0,0012117 0,0001751 -6,92 0,000
T DELTA PP_V7 -0,0039605 0,0008207 -4,83 0,000
S = 0,00947227 R-cuad. = 94,8% R-cuad.(ajustado) = 94,5%
PRESS = 0,00640724 R-cuad.(pred) = 93,85%
Análisis de varianza
Fuente GL SC MC F P
Regresión 4 0,098823 0,024706 275,35 0,000
Error residual 60 0,005383 0,000090
Total 64 0,104206
Fuente GL SC sec.
LPG Aromax (m3/h) 1 0,056787
T DELTA PP_V5/6/7 1 0,033678
Carga a PP (m3/h) 1 0,006268
T DELTA PP_V7 1 0,002090

123
3210-1-2-3
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Residuo estandarizado
Po
rce
nta
jeGráfica de probabilidad normal(la respuesta es KPI relativa_desbence)
0,350,300,250,200,15
2
1
0
-1
-2
Valor ajustado
Re
sid
uo
esta
nd
ari
za
do
vs. ajustes(la respuesta es KPI relativa_desbence)

124
210-1-2
18
16
14
12
10
8
6
4
2
0
Residuo estandarizado
Fre
cu
en
cia
Histograma(la respuesta es KPI relativa_desbence)
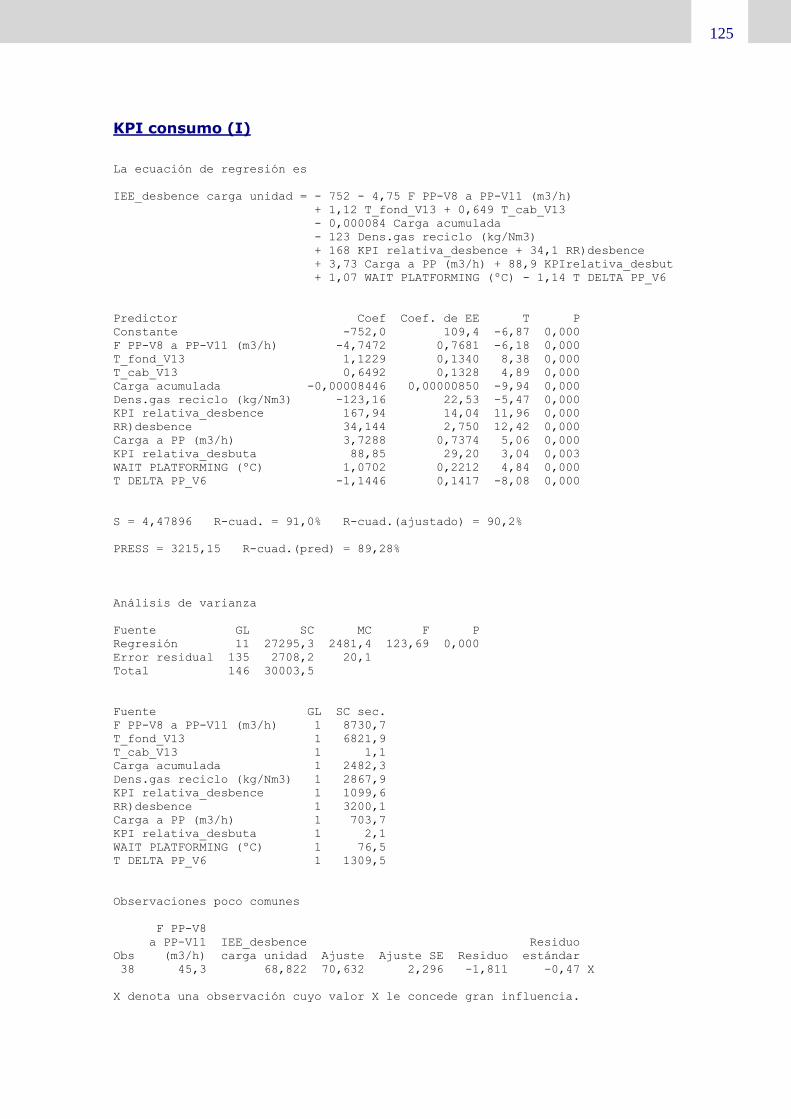
125
KPI consumo (I)
La ecuación de regresión es
IEE_desbence carga unidad = - 752 - 4,75 F PP-V8 a PP-V11 (m3/h)
+ 1,12 T_fond_V13 + 0,649 T_cab_V13
- 0,000084 Carga acumulada
- 123 Dens.gas reciclo (kg/Nm3)
+ 168 KPI relativa_desbence + 34,1 RR)desbence
+ 3,73 Carga a PP (m3/h) + 88,9 KPIrelativa_desbut
+ 1,07 WAIT PLATFORMING (ºC) - 1,14 T DELTA PP_V6
Predictor Coef Coef. de EE T P
Constante -752,0 109,4 -6,87 0,000
F PP-V8 a PP-V11 (m3/h) -4,7472 0,7681 -6,18 0,000
T_fond_V13 1,1229 0,1340 8,38 0,000
T_cab_V13 0,6492 0,1328 4,89 0,000
Carga acumulada -0,00008446 0,00000850 -9,94 0,000
Dens.gas reciclo (kg/Nm3) -123,16 22,53 -5,47 0,000
KPI relativa_desbence 167,94 14,04 11,96 0,000
RR)desbence 34,144 2,750 12,42 0,000
Carga a PP (m3/h) 3,7288 0,7374 5,06 0,000
KPI relativa_desbuta 88,85 29,20 3,04 0,003
WAIT PLATFORMING (ºC) 1,0702 0,2212 4,84 0,000
T DELTA PP_V6 -1,1446 0,1417 -8,08 0,000
S = 4,47896 R-cuad. = 91,0% R-cuad.(ajustado) = 90,2%
PRESS = 3215,15 R-cuad.(pred) = 89,28%
Análisis de varianza
Fuente GL SC MC F P
Regresión 11 27295,3 2481,4 123,69 0,000
Error residual 135 2708,2 20,1
Total 146 30003,5
Fuente GL SC sec.
F PP-V8 a PP-V11 (m3/h) 1 8730,7
T_fond_V13 1 6821,9
T_cab_V13 1 1,1
Carga acumulada 1 2482,3
Dens.gas reciclo (kg/Nm3) 1 2867,9
KPI relativa_desbence 1 1099,6
RR)desbence 1 3200,1
Carga a PP (m3/h) 1 703,7
KPI relativa_desbuta 1 2,1
WAIT PLATFORMING (ºC) 1 76,5
T DELTA PP_V6 1 1309,5
Observaciones poco comunes
F PP-V8
a PP-V11 IEE_desbence Residuo
Obs (m3/h) carga unidad Ajuste Ajuste SE Residuo estándar
38 45,3 68,822 70,632 2,296 -1,811 -0,47 X
X denota una observación cuyo valor X le concede gran influencia.
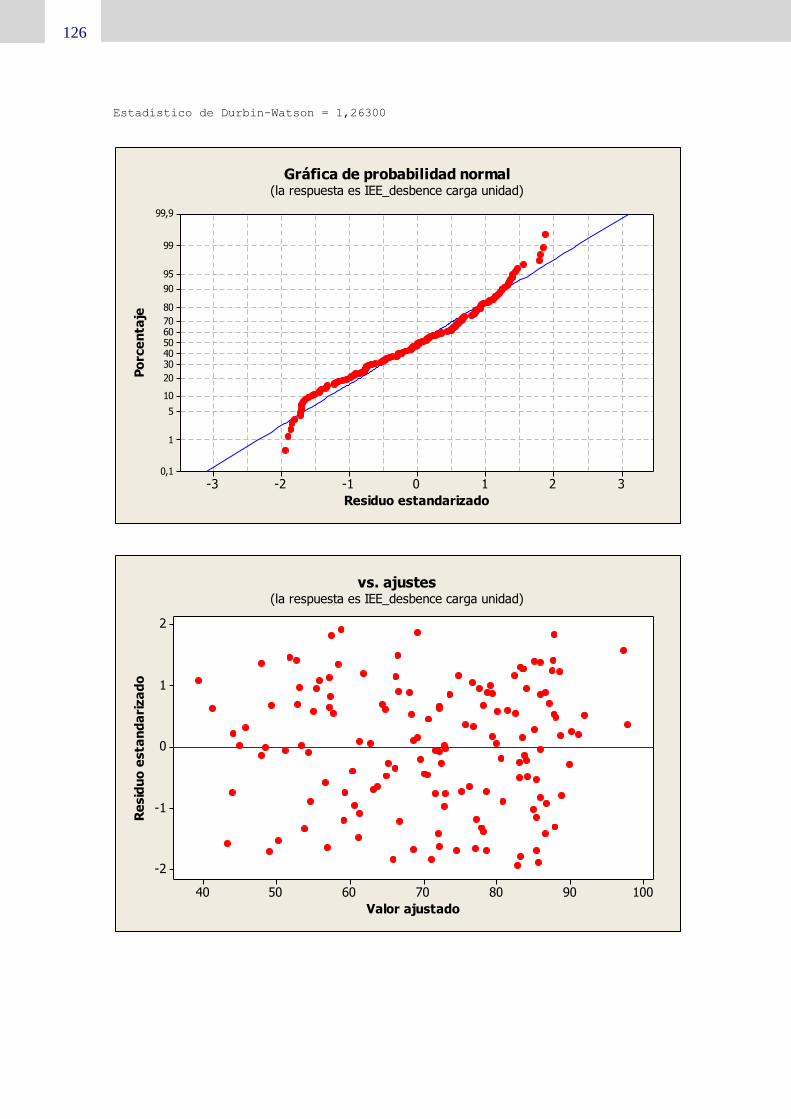
126
Estadístico de Durbin-Watson = 1,26300
3210-1-2-3
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Residuo estandarizado
Po
rce
nta
je
Gráfica de probabilidad normal(la respuesta es IEE_desbence carga unidad)
100908070605040
2
1
0
-1
-2
Valor ajustado
Re
sid
uo
esta
nd
ari
za
do
vs. ajustes(la respuesta es IEE_desbence carga unidad)
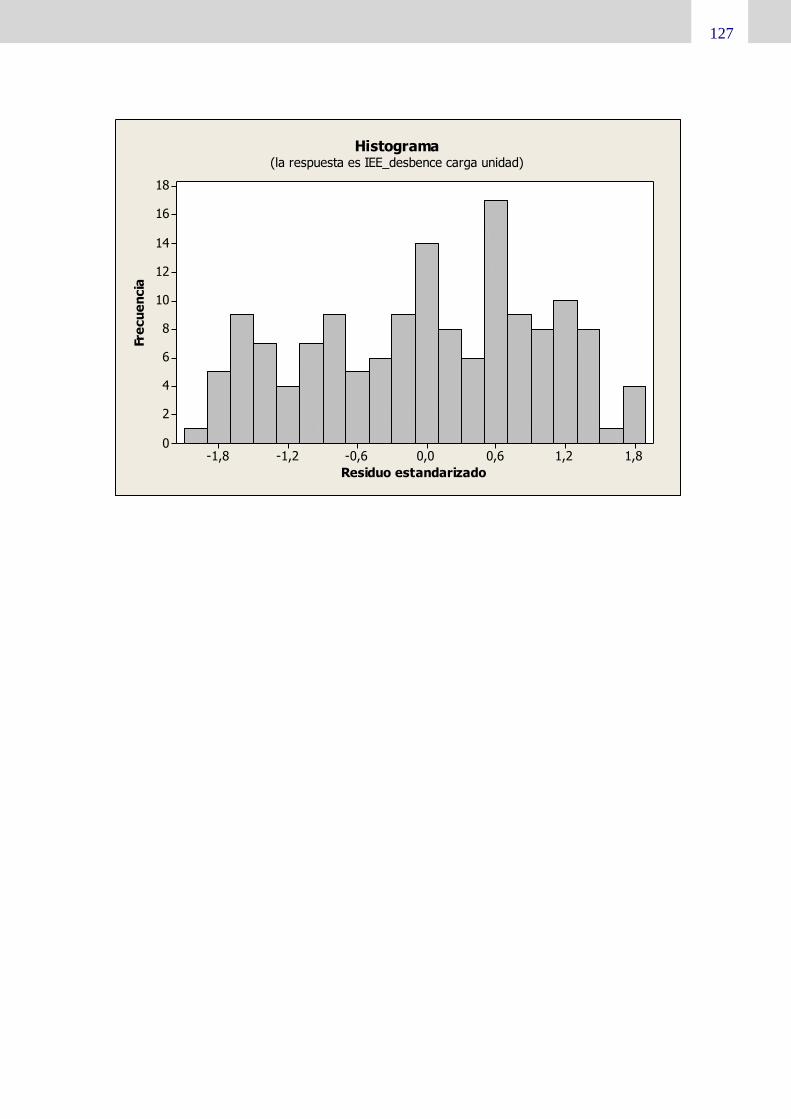
127
1,81,20,60,0-0,6-1,2-1,8
18
16
14
12
10
8
6
4
2
0
Residuo estandarizado
Fre
cu
en
cia
Histograma(la respuesta es IEE_desbence carga unidad)

128
KPI consumo (II)
La ecuación de regresión es
IEE_desbence carga unidad = - 254 - 0,901 F PP-V8 a PP-V11 (m3/h)
+ 2,28 T_fond_V13 + 0,643 T_cab_V13
+ 172 KPI relativa_desbence + 49,0 RR)desbence
- 146 KPI relativa_desbuta
Predictor Coef Coef. de EE T P
Constante -254,31 14,58 -17,44 0,000
F PP-V8 a PP-V11 (m3/h) -0,90052 0,05941 -15,16 0,000
T_fond_V13 2,28046 0,07898 28,87 0,000
T_cab_V13 0,64285 0,06923 9,29 0,000
KPI relativa_desbence 172,48 12,09 14,26 0,000
RR)desbence 48,968 2,112 23,18 0,000
KPI relativa_desbuta -145,63 12,93 -11,27 0,000
S = 3,33916 R-cuad. = 95,9% R-cuad.(ajustado) = 95,7%
PRESS = 1277,40 R-cuad.(pred) = 95,35%
Análisis de varianza
Fuente GL SC MC F P
Regresión 6 26367,3 4394,5 394,13 0,000
Error residual 100 1115,0 11,1
Total 106 27482,3
Fuente GL SC sec.
F PP-V8 a PP-V11 (m3/h) 1 9371,8
T_fond_V13 1 10483,3
T_cab_V13 1 332,8
KPI relativa_desbence 1 8,5
RR)desbence 1 4755,6
KPI relativa_desbuta 1 1415,2
Estadístico de Durbin-Watson = 1,36901
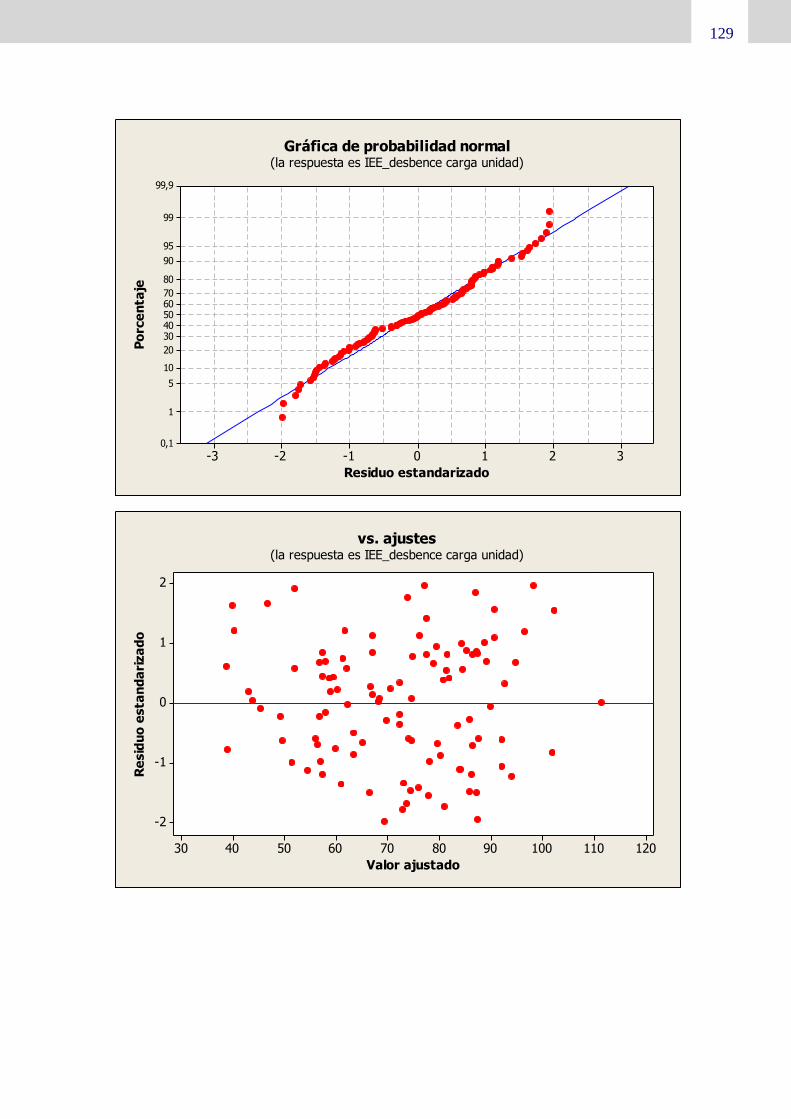
129
3210-1-2-3
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Residuo estandarizado
Po
rce
nta
jeGráfica de probabilidad normal
(la respuesta es IEE_desbence carga unidad)
12011010090807060504030
2
1
0
-1
-2
Valor ajustado
Re
sid
uo
esta
nd
ari
za
do
vs. ajustes(la respuesta es IEE_desbence carga unidad)

130
1,500,750,00-0,75-1,50
16
14
12
10
8
6
4
2
0
Residuo estandarizado
Fre
cu
en
cia
Histograma(la respuesta es IEE_desbence carga unidad)
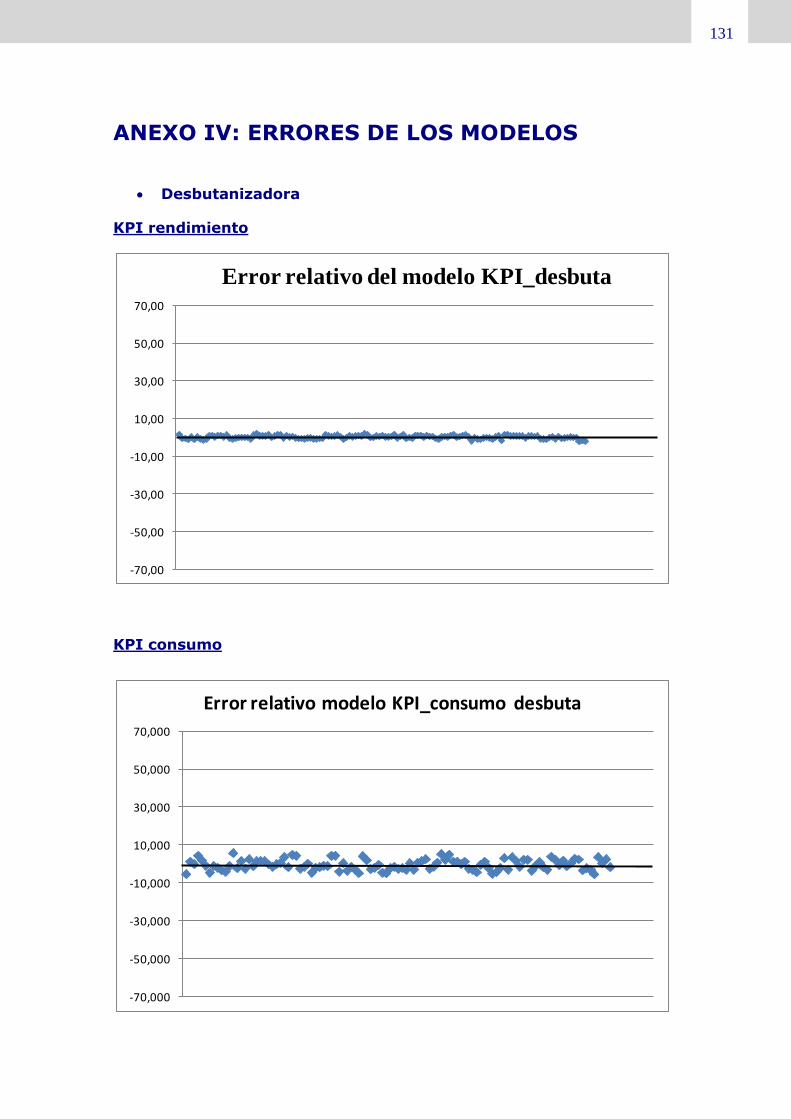
131
ANEXO IV: ERRORES DE LOS MODELOS
Desbutanizadora
KPI rendimiento
KPI consumo
-70,00
-50,00
-30,00
-10,00
10,00
30,00
50,00
70,00
Error relativo del modelo KPI_desbuta
-70,000
-50,000
-30,000
-10,000
10,000
30,000
50,000
70,000
Error relativo modelo KPI_consumo desbuta
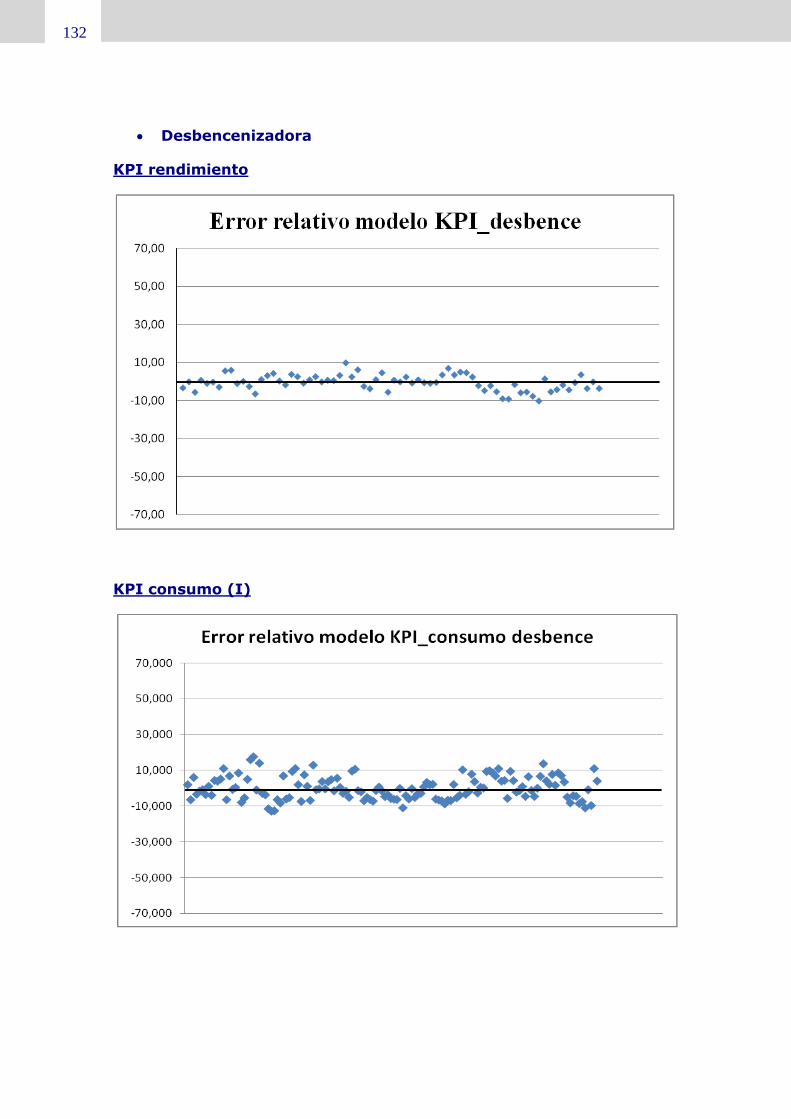
132
Desbencenizadora
KPI rendimiento
KPI consumo (I)
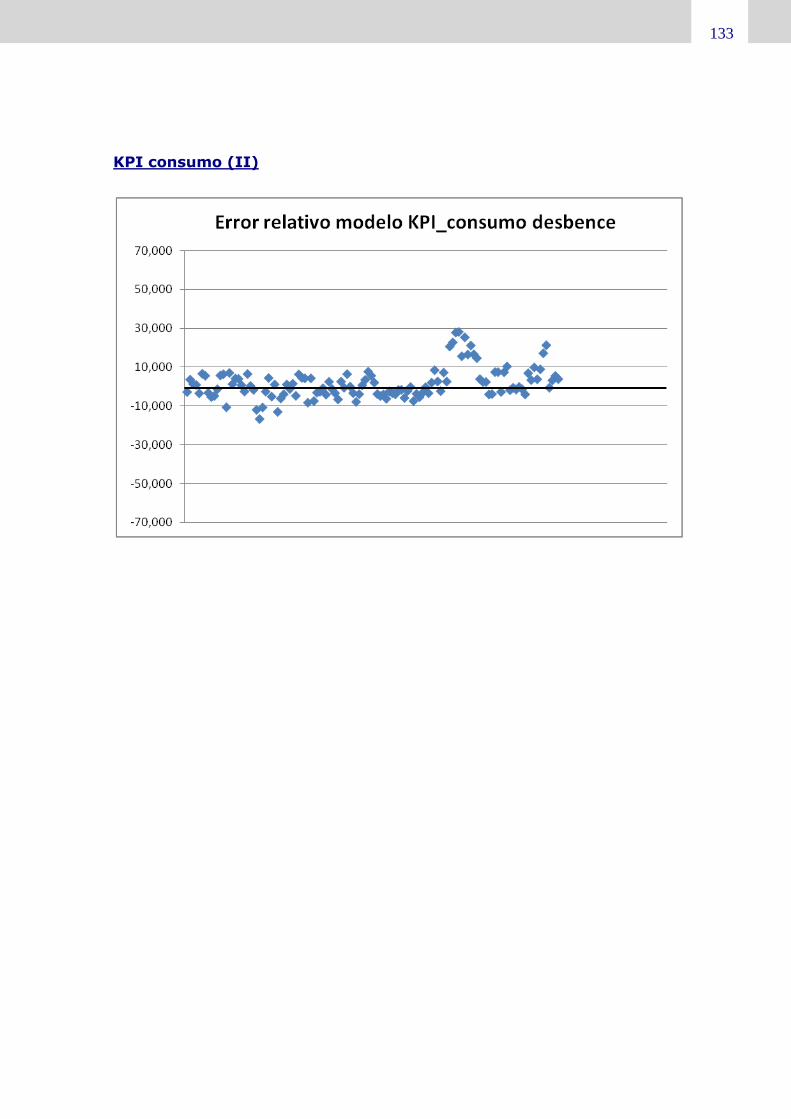
133
KPI consumo (II)
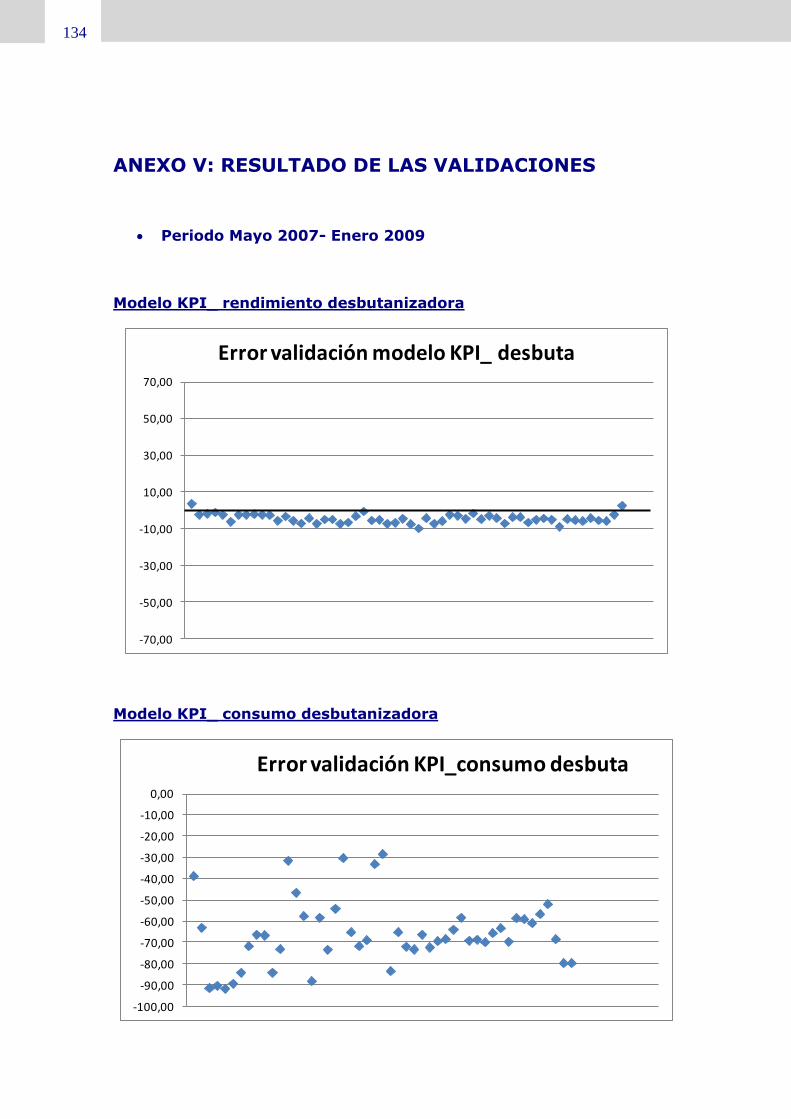
134
ANEXO V: RESULTADO DE LAS VALIDACIONES
Periodo Mayo 2007- Enero 2009
Modelo KPI_ rendimiento desbutanizadora
Modelo KPI_ consumo desbutanizadora
-70,00
-50,00
-30,00
-10,00
10,00
30,00
50,00
70,00
Error validación modelo KPI_ desbuta
-100,00
-90,00
-80,00
-70,00
-60,00
-50,00
-40,00
-30,00
-20,00
-10,00
0,00
Error validación KPI_consumo desbuta
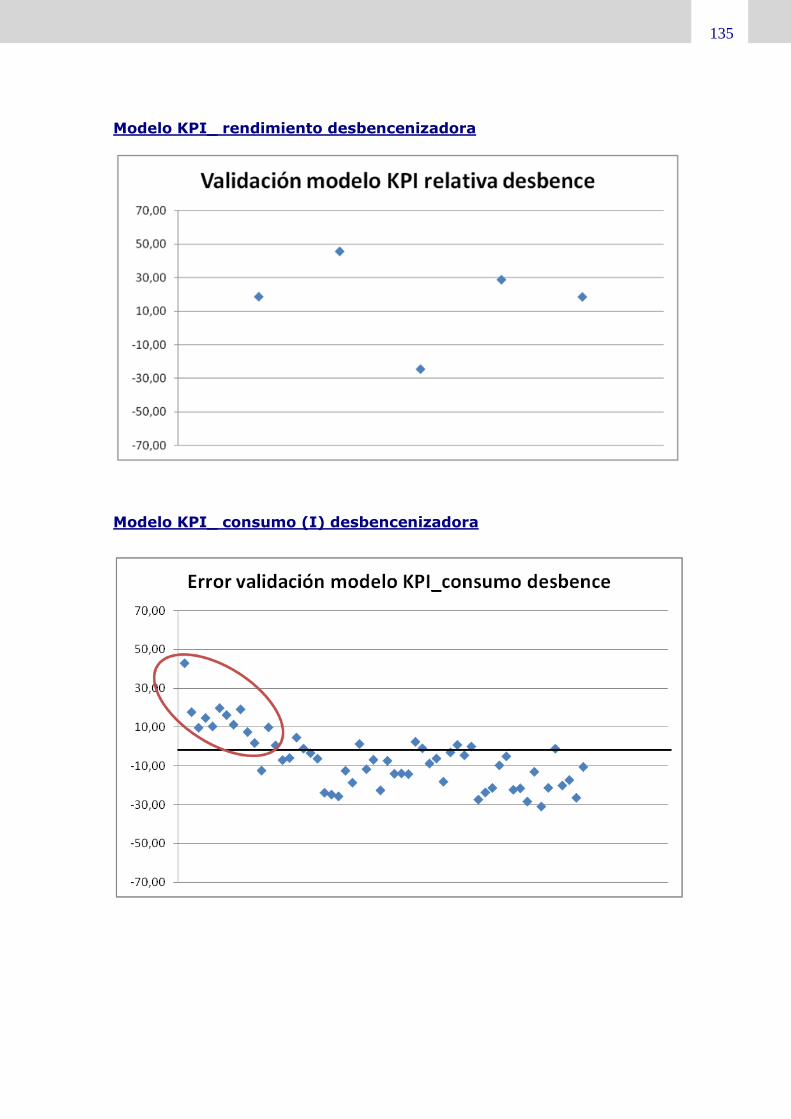
135
Modelo KPI_ rendimiento desbencenizadora
Modelo KPI_ consumo (I) desbencenizadora

136
Modelo KPI_ consumo (II) desbencenizadora
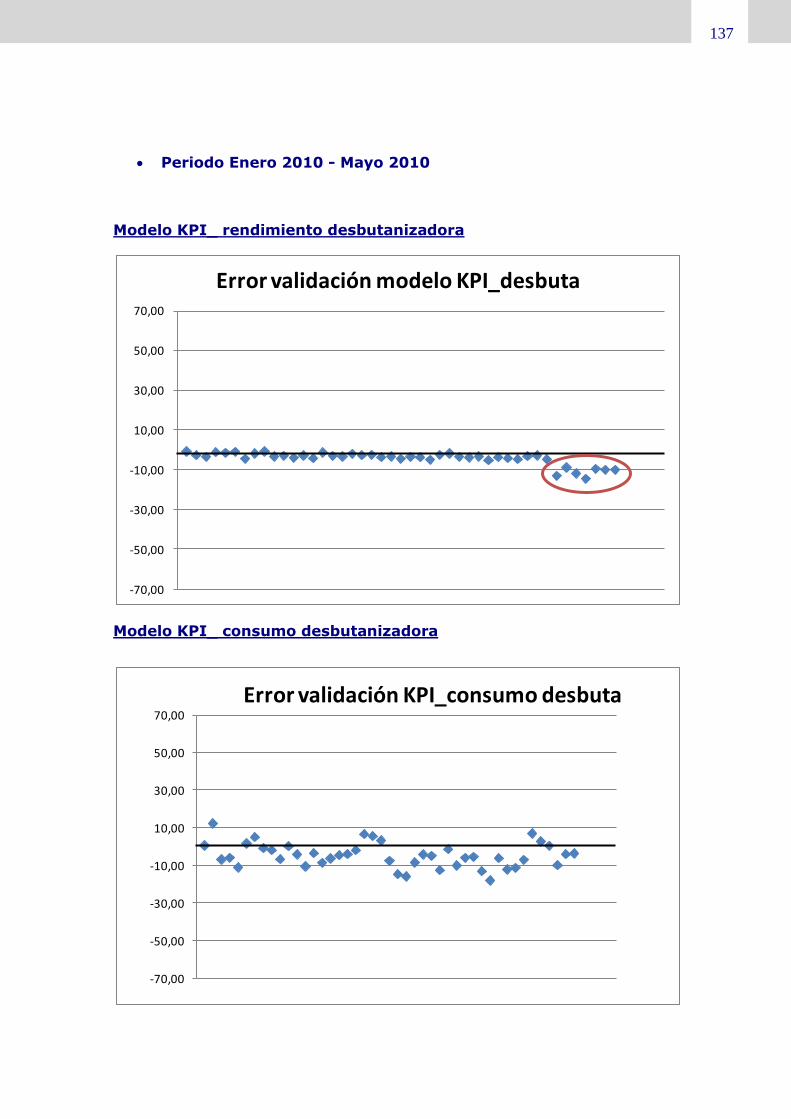
137
Periodo Enero 2010 - Mayo 2010
Modelo KPI_ rendimiento desbutanizadora
Modelo KPI_ consumo desbutanizadora
-70,00
-50,00
-30,00
-10,00
10,00
30,00
50,00
70,00
Error validación modelo KPI_desbuta
-70,00
-50,00
-30,00
-10,00
10,00
30,00
50,00
70,00
Error validación KPI_consumo desbuta
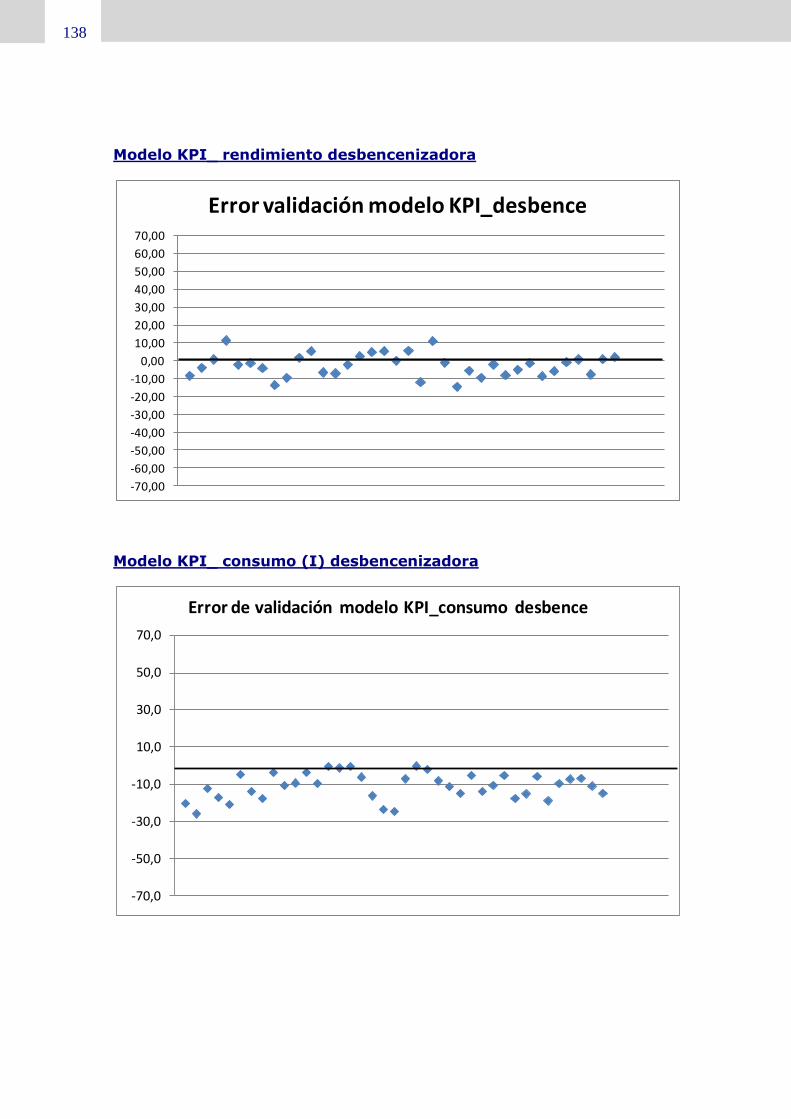
138
Modelo KPI_ rendimiento desbencenizadora
Modelo KPI_ consumo (I) desbencenizadora
-70,00
-60,00
-50,00
-40,00
-30,00
-20,00
-10,00
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
Error validación modelo KPI_desbence
-70,0
-50,0
-30,0
-10,0
10,0
30,0
50,0
70,0
Error de validación modelo KPI_consumo desbence
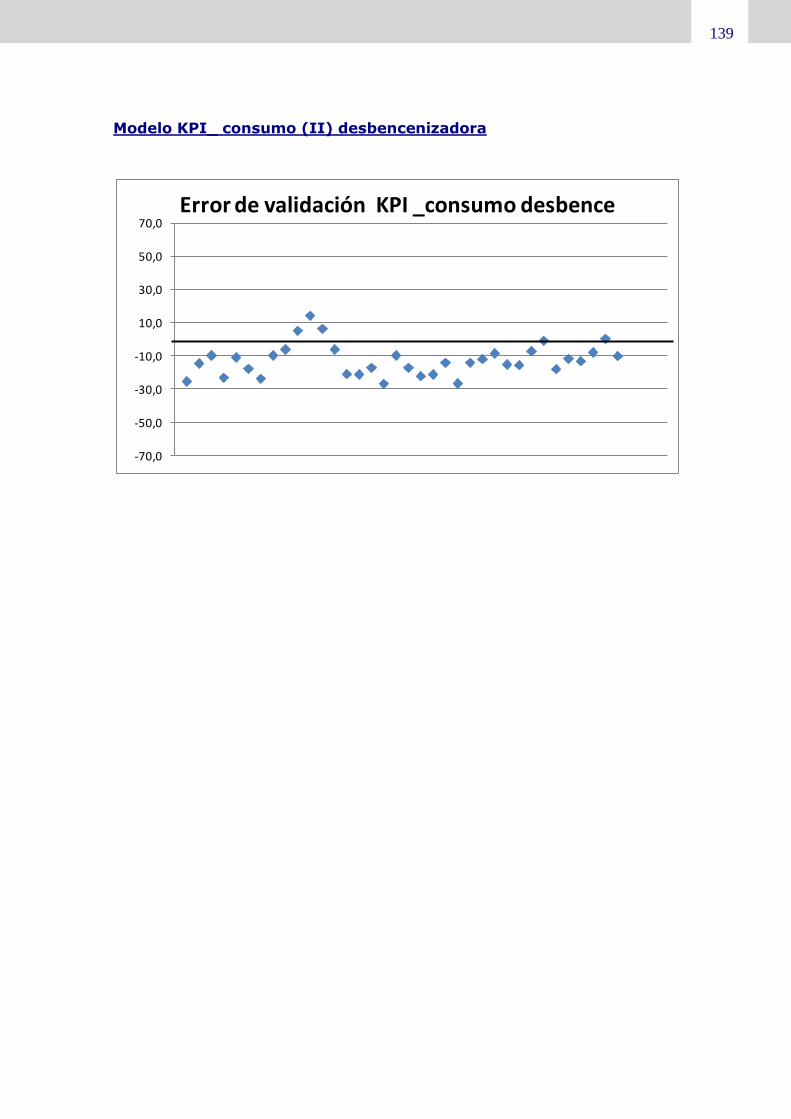
139
Modelo KPI_ consumo (II) desbencenizadora
-70,0
-50,0
-30,0
-10,0
10,0
30,0
50,0
70,0Error de validación KPI _consumo desbence

140
ANEXO VI: ESTUDIO DE VARIABLES CAUSANTES DEL DESAJUSTE ENTRE KPI‟S DESBUTANIZADORA
Análisis de control variables KPI_consumo vs.
KPI_rendimiento (04/2008)
51464136312621161161
0,55
0,50
0,45
0,40
0,35
0,30
0,25
0,20
Observación
Va
lor
ind
ivid
ua
l
_X=0,3617
UCL=0,5101
LCL=0,2132
2
2
22
Gráfica I de Dens.gas reciclo
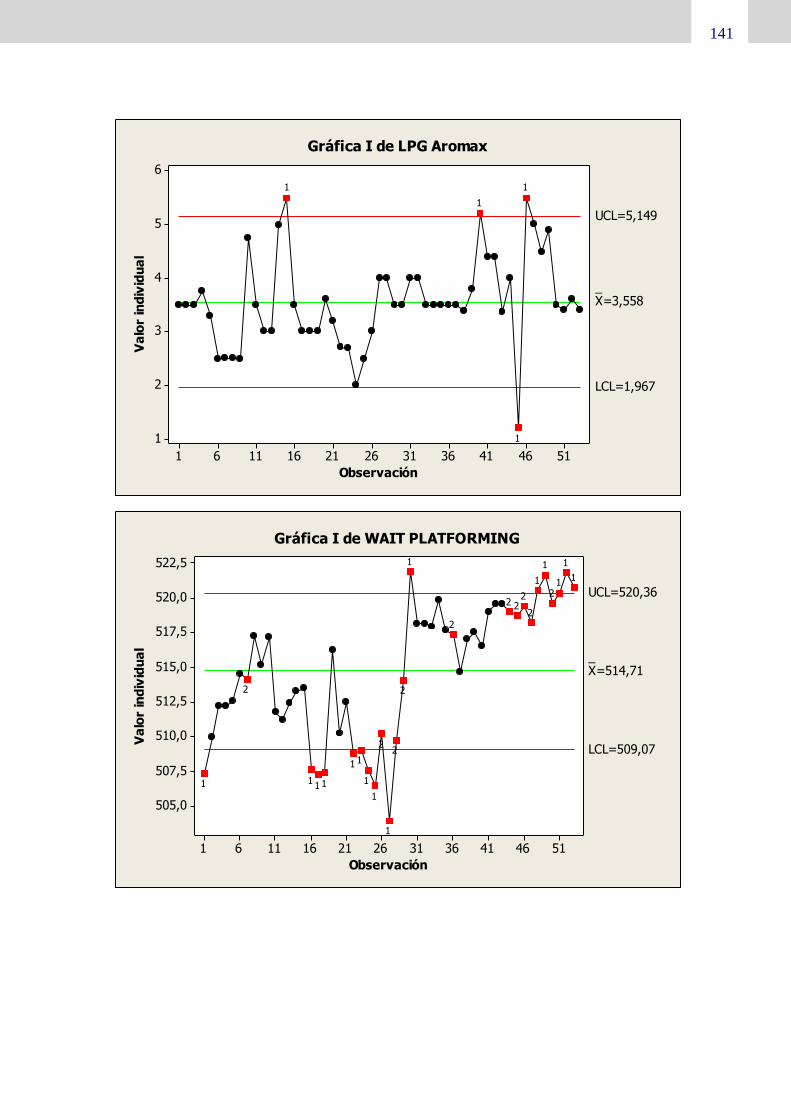
141
51464136312621161161
6
5
4
3
2
1
Observación
Va
lor
ind
ivid
ua
l
_X=3,558
UCL=5,149
LCL=1,967
1
1
1
1
Gráfica I de LPG Aromax
51464136312621161161
522,5
520,0
517,5
515,0
512,5
510,0
507,5
505,0
Observación
Va
lor
ind
ivid
ua
l
_X=514,71
UCL=520,36
LCL=509,07
1
1
12
1
1
2
222
2
1
2
2
1
2
1
1
11
111
2
1
Gráfica I de WAIT PLATFORMING
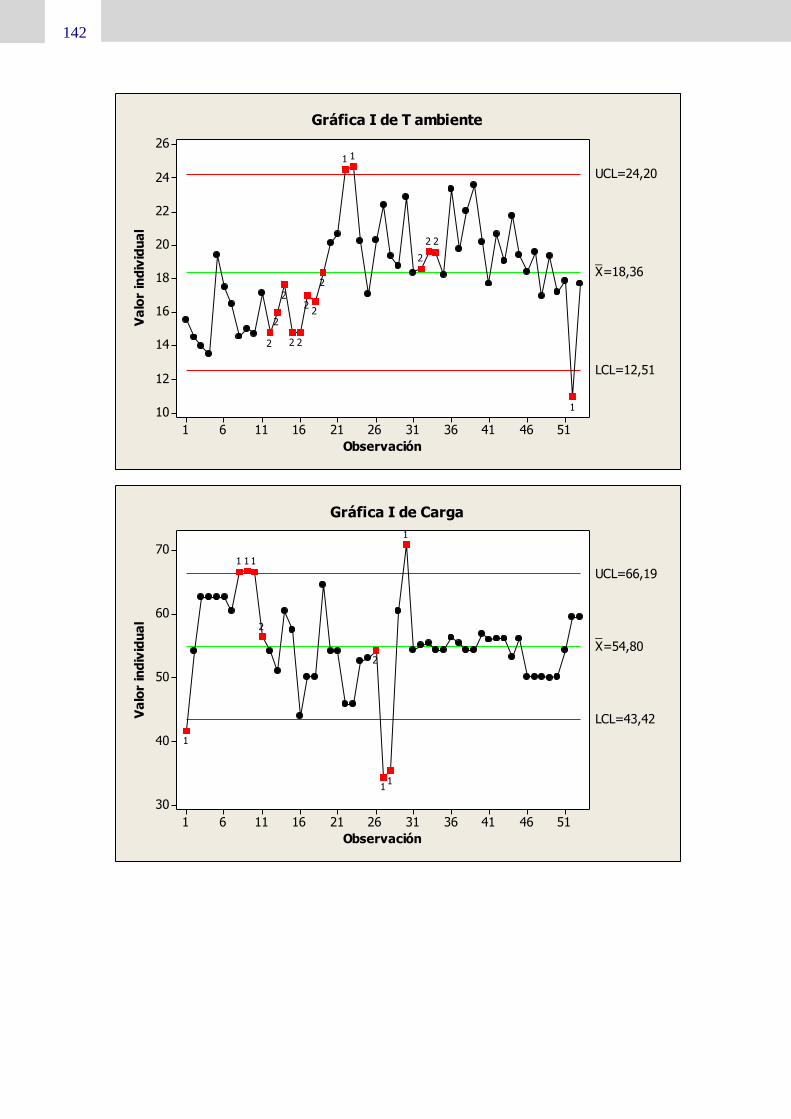
142
51464136312621161161
26
24
22
20
18
16
14
12
10
Observación
Va
lor
ind
ivid
ua
l
_X=18,36
UCL=24,20
LCL=12,51
1
22
2
11
2
22
22
2
2
2
Gráfica I de T ambiente
51464136312621161161
70
60
50
40
30
Observación
Va
lor
ind
ivid
ua
l
_X=54,80
UCL=66,19
LCL=43,42
1
11
2
2
111
1
Gráfica I de Carga

143
51464136312621161161
20
19
18
17
16
15
14
13
Observación
Va
lor
ind
ivid
ua
l
_X=16,119
UCL=18,481
LCL=13,757
2
11
22
11
1
1
Gráfica I de P PP_V8
51464136312621161161
12
10
8
6
4
2
0
Observación
Va
lor
ind
ivid
ua
l
_X=3,97
UCL=8,11
LCL=-0,17
22
22
1
Gráfica I de RR)desbuta
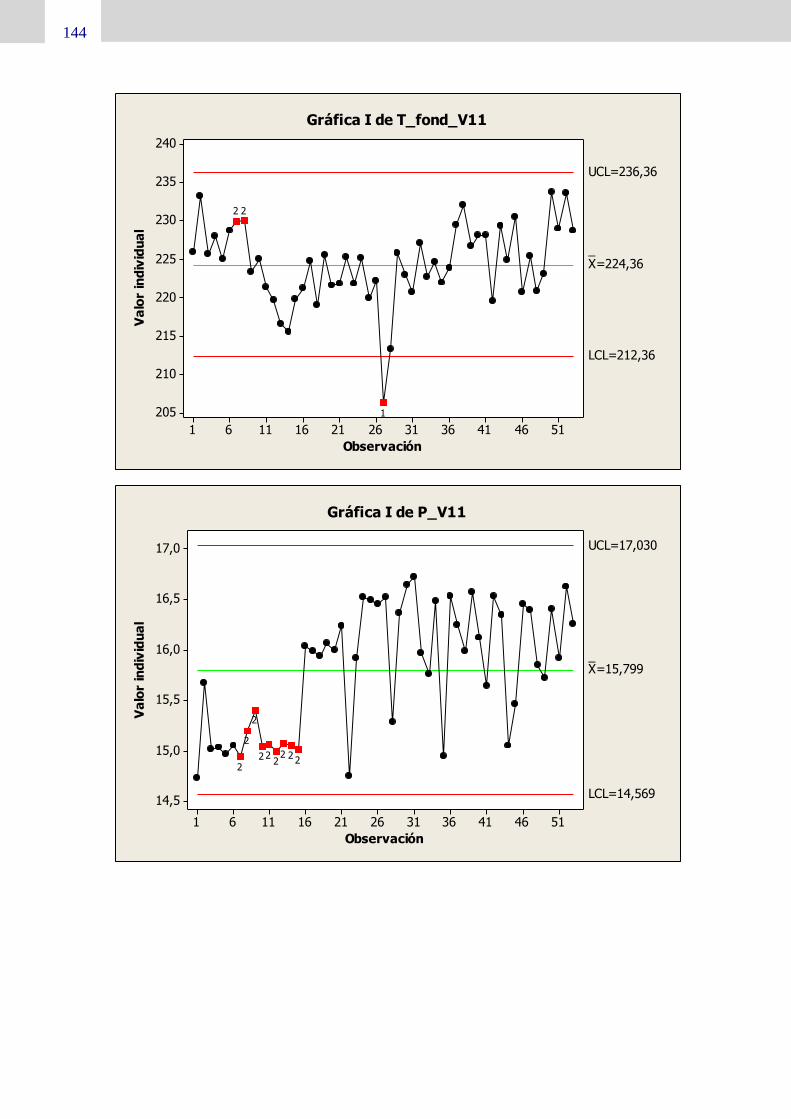
144
51464136312621161161
240
235
230
225
220
215
210
205
Observación
Va
lor
ind
ivid
ua
l
_X=224,36
UCL=236,36
LCL=212,36
1
22
Gráfica I de T_fond_V11
51464136312621161161
17,0
16,5
16,0
15,5
15,0
14,5
Observación
Va
lor
ind
ivid
ua
l
_X=15,799
UCL=17,030
LCL=14,569
222
222
2
2
2
Gráfica I de P_V11

145
Análisis de variables Enero 2010-Mayo2010
51464136312621161161
0,90
0,85
0,80
0,75
0,70
Observación
Va
lor
ind
ivid
ua
l
_X=0,7840
UCL=0,8833
LCL=0,6847
Gráfica I de KPI_relativa desbuta
464136312621161161
21
20
19
18
17
16
15
14
13
12
Observación
Va
lor
ind
ivid
ua
l
_X=16,212
UCL=19,688
LCL=12,735
1
2
2
2
Gráfica I de P PP_V8
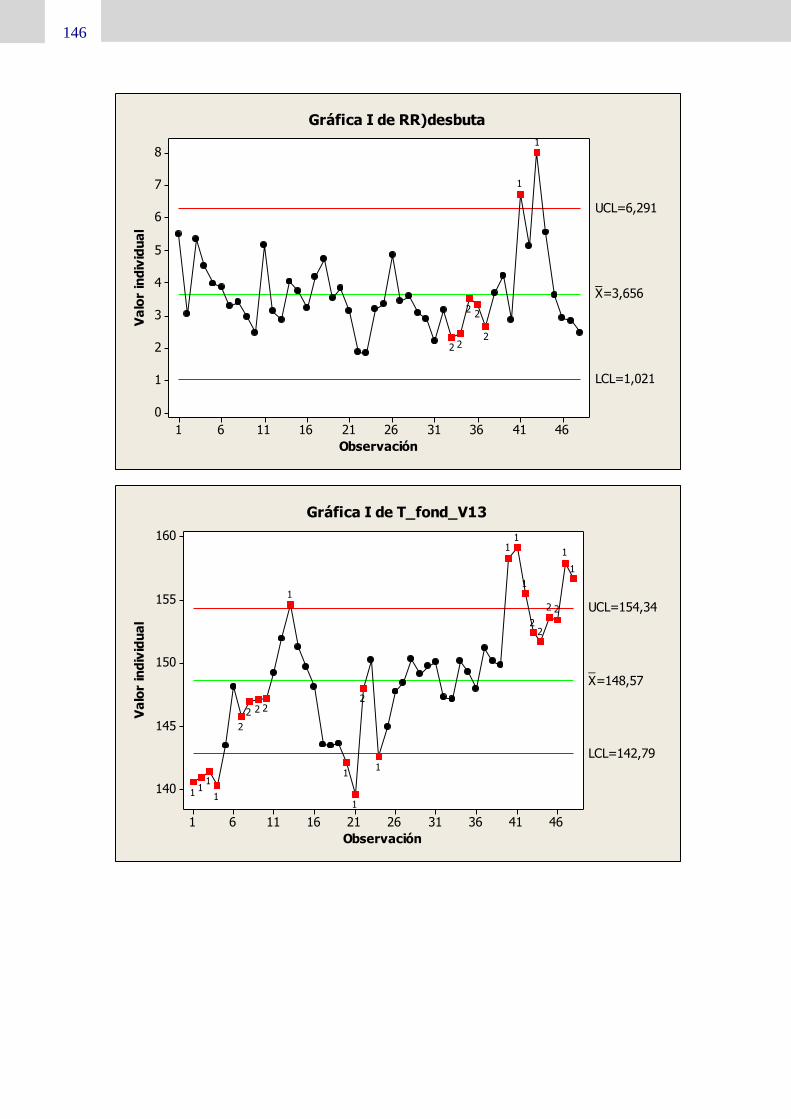
146
464136312621161161
8
7
6
5
4
3
2
1
0
Observación
Va
lor
ind
ivid
ua
l
_X=3,656
UCL=6,291
LCL=1,021
1
1
2
22
22
Gráfica I de RR)desbuta
464136312621161161
160
155
150
145
140
Observación
Va
lor
ind
ivid
ua
l
_X=148,57
UCL=154,34
LCL=142,79
1
1
22
22
1
11
1
2
1
1
1
222
2
1
11
1
Gráfica I de T_fond_V13
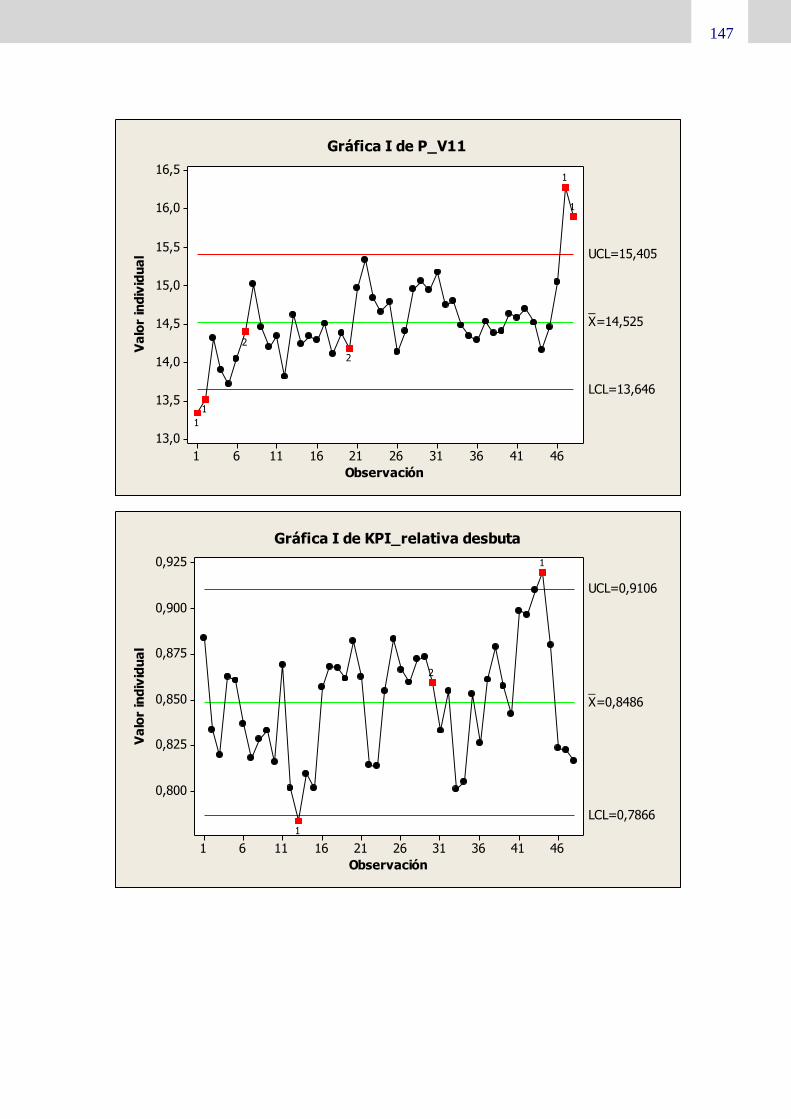
147
464136312621161161
16,5
16,0
15,5
15,0
14,5
14,0
13,5
13,0
Observación
Va
lor
ind
ivid
ua
l
_X=14,525
UCL=15,405
LCL=13,646
1
1
2
2
1
1
Gráfica I de P_V11
464136312621161161
0,925
0,900
0,875
0,850
0,825
0,800
Observación
Va
lor
ind
ivid
ua
l
_X=0,8486
UCL=0,9106
LCL=0,7866
1
2
1
Gráfica I de KPI_relativa desbuta
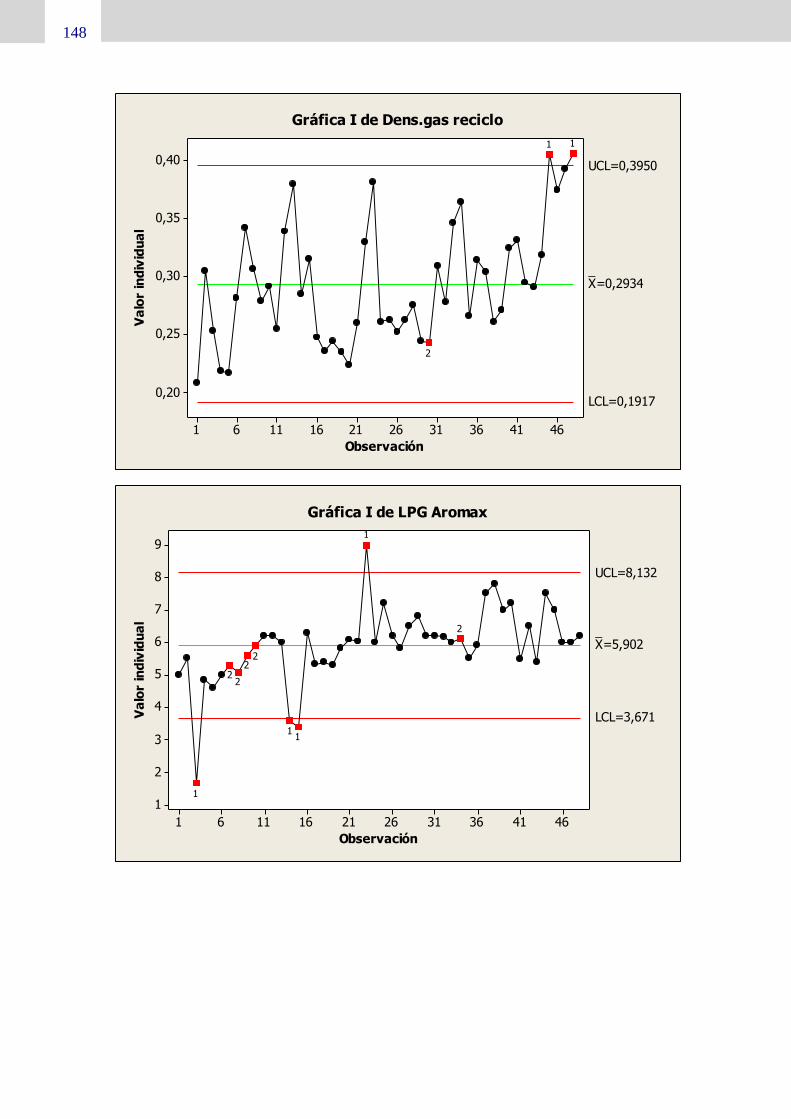
148
464136312621161161
0,40
0,35
0,30
0,25
0,20
Observación
Va
lor
ind
ivid
ua
l
_X=0,2934
UCL=0,3950
LCL=0,1917
11
2
Gráfica I de Dens.gas reciclo
464136312621161161
9
8
7
6
5
4
3
2
1
Observación
Va
lor
ind
ivid
ua
l
_X=5,902
UCL=8,132
LCL=3,671
2
1
11
22
22
1
Gráfica I de LPG Aromax

149
464136312621161161
530
525
520
515
510
Observación
Va
lor
ind
ivid
ua
l
_X=524,91
UCL=530,19
LCL=519,64
11111
22
22
2222
2
2
1111
1
1
Gráfica I de WAIT PLATFORMING
464136312621161161
22,5
20,0
17,5
15,0
12,5
10,0
7,5
5,0
Observación
Va
lor
ind
ivid
ua
l
_X=14,39
UCL=21,62
LCL=7,16
2
2
2
2
2
2
2
1
Gráfica I de T ambiente

150
Análisis de variables Enero09-Enero10 (datos de modelo)
16314512710991735537191
70
65
60
55
50
45
40
35
Observación
Va
lor
ind
ivid
ua
l
_X=52,38
UCL=60,20
LCL=44,57
11
11
1
1
1
1
1
2
1111
1
22
111
2
111111111
1111
22
11
1
1
11
2222
2222
1
1
1
1
2
222
22222222
222222
22222222
221
222222222
1111
2
111
22222222
111111
1
2
11111111
1
Gráfica I de Carga a PP (m3/h)
16314512710991735537191
22
21
20
19
18
17
16
15
14
13
Observación
Va
lor
ind
ivid
ua
l
_X=16,064
UCL=18,199
LCL=13,92911
1
1
11
2
1111111111112
2
2222222
2
11
1
11
2
22222
2
22
22
222
2
2
222222
2
1
22
2
2
2
2222
2
1
1
1
2
22
22
1
2
1
2
22
111
1
1
1
Gráfica I de P PP_V8 (bar)
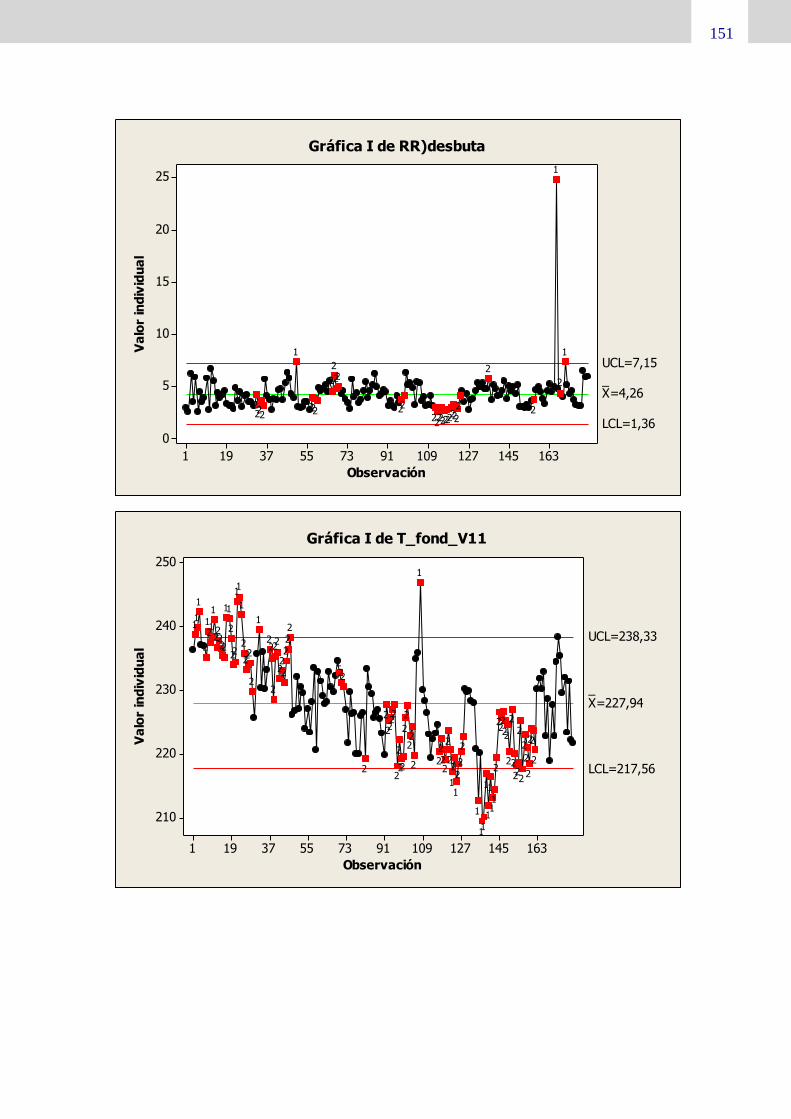
151
16314512710991735537191
25
20
15
10
5
0
Observación
Va
lor
ind
ivid
ua
l
_X=4,26
UCL=7,15
LCL=1,36
1
2
1
2
2
2
2222222222
2
22
22
2
2
222
1
222
2
Gráfica I de RR)desbuta
16314512710991735537191
250
240
230
220
210
Observación
Va
lor
ind
ivid
ua
l
_X=227,94
UCL=238,33
LCL=217,562
22
2
2
2
2
2
22
2
2
2
22222
2
11
1
1
1
11
1
2
2
2
1
2
1
2
2
222
2
1
2
22
2
2
22
2
2
2222
2
2
222
222
222
22
2
22
1
2
222
2
1
11
22
2
11
22222
1
121
2
1
11
Gráfica I de T_fond_V11
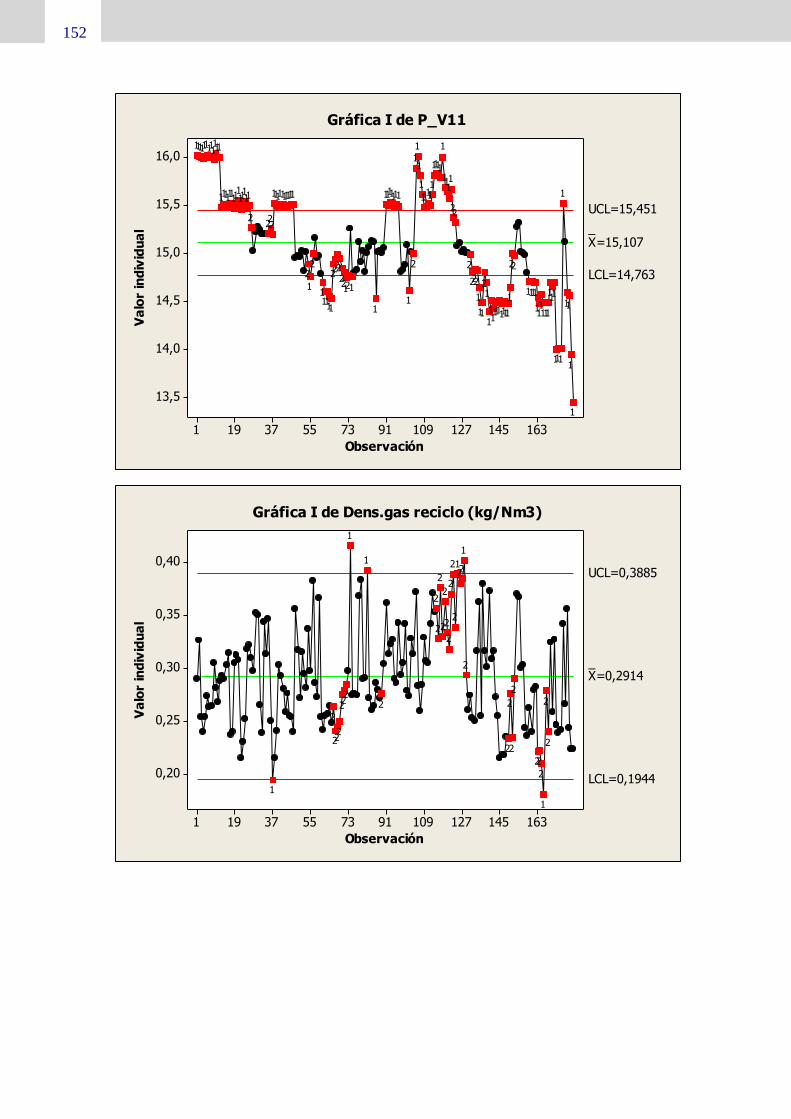
152
16314512710991735537191
16,0
15,5
15,0
14,5
14,0
13,5
Observación
Va
lor
ind
ivid
ua
l _X=15,107
UCL=15,451
LCL=14,763
1
1
11
1
111
111
111111
1111
22
1
1111111111
12
11
1
222
2
22
1111
1
1111
11111
1
1
11
2
1
1111111
1
12122222
2
1111
1
2
1
2
1111111111
222
2
11111
111
111111
111111111111
Gráfica I de P_V11
16314512710991735537191
0,40
0,35
0,30
0,25
0,20
Observación
Va
lor
ind
ivid
ua
l
_X=0,2914
UCL=0,3885
LCL=0,1944
2
2
1
2
22
2
2
2
2
2
1
221
2
2
2
2
2
2
2
2
2
2
2
1
1
222
222
2
1
Gráfica I de Dens.gas reciclo (kg/Nm3)
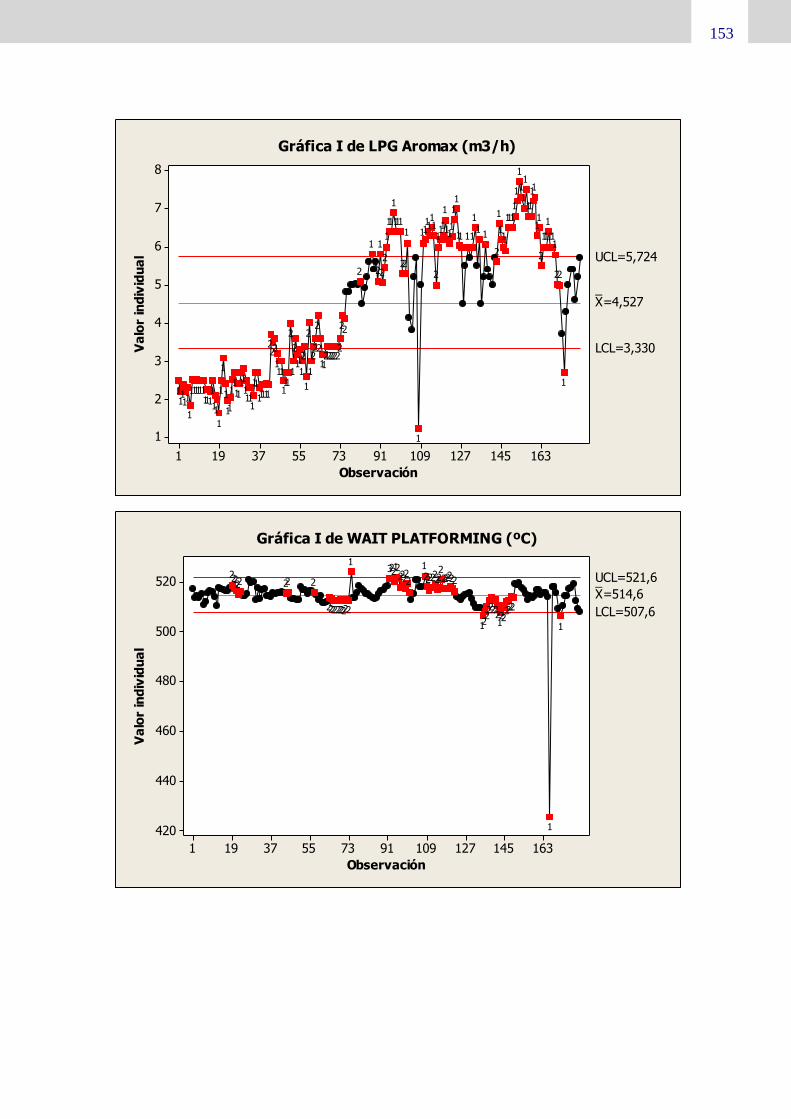
153
16314512710991735537191
8
7
6
5
4
3
2
1
Observación
Va
lor
ind
ivid
ua
l
_X=4,527
UCL=5,724
LCL=3,330
1
22
111
1
11
2
11
11
11
1
11
1
1
1111
111
1
2
11
1
1111
11
111
1
111
2
111111
1
1
22
111
1
11
1
2
2
1
2
1
2
22
2222222
11
2
2
22
1
2
1
2
111
2
1
2
111
111
222
11111
11
111
111
1111
11
1
1
1
1
11
1111
111111
1
11111
Gráfica I de LPG Aromax (m3/h)
16314512710991735537191
520
500
480
460
440
420
Observación
Va
lor
ind
ivid
ua
l
_X=514,6
UCL=521,6
LCL=507,61
1
222222
122222
221
222222
222
222221
22222
212231
2222222222
2222222
2
Gráfica I de WAIT PLATFORMING (ºC)

154
16314512710991735537191
30
25
20
15
10
5
0
Observación
Va
lor
ind
ivid
ua
l
_X=17,26
UCL=24,45
LCL=10,07
2
22
2
2
11
1
1
1
222
2
1
22
2
2
2222
222
1
22
2
1
2
2
12
111
1
2
2
1
2
22
1
22
2
2222
2
22
2
22
1
1
11
1
22222
1
1
11
1
22
2
222
2
2
22
2
222
2
2
22222
2
22
21
1
21
111
2
22
2
2
2
2
1
1
2
1
1
1
1
Gráfica I de T ambiente (ºC)
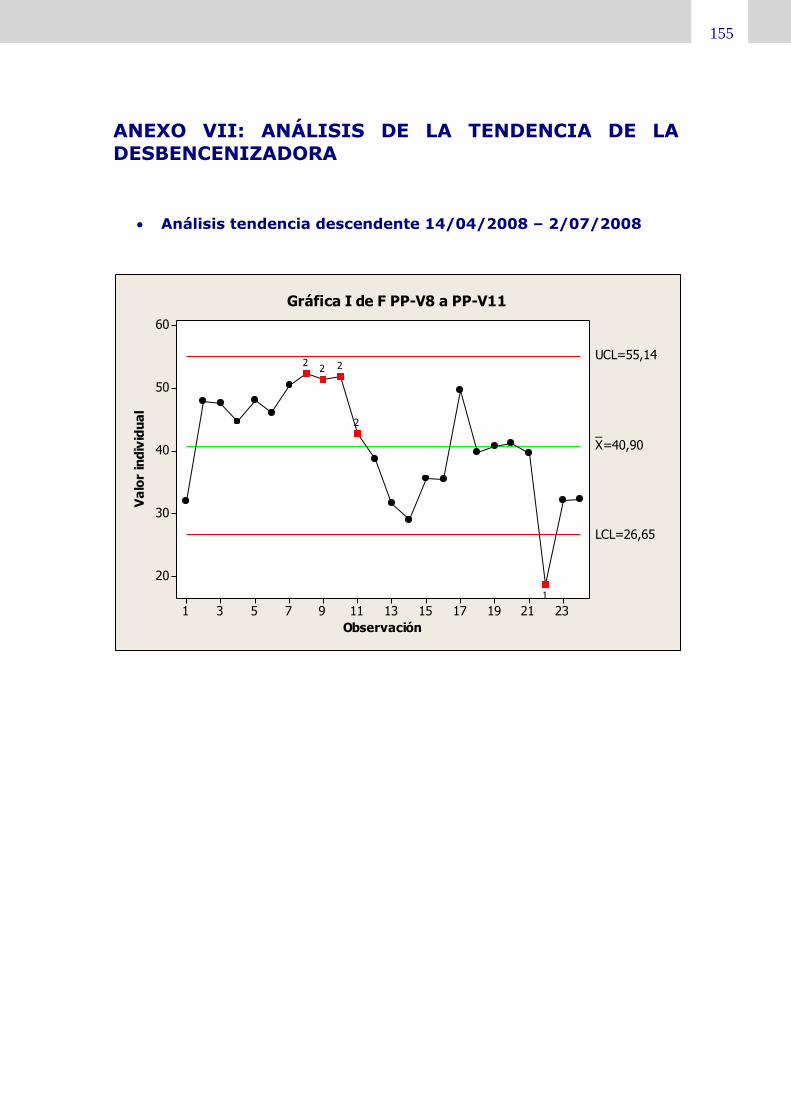
155
ANEXO VII: ANÁLISIS DE LA TENDENCIA DE LA DESBENCENIZADORA
Análisis tendencia descendente 14/04/2008 – 2/07/2008
2321191715131197531
60
50
40
30
20
Observación
Va
lor
ind
ivid
ua
l
_X=40,90
UCL=55,14
LCL=26,65
1
2
222
Gráfica I de F PP-V8 a PP-V11
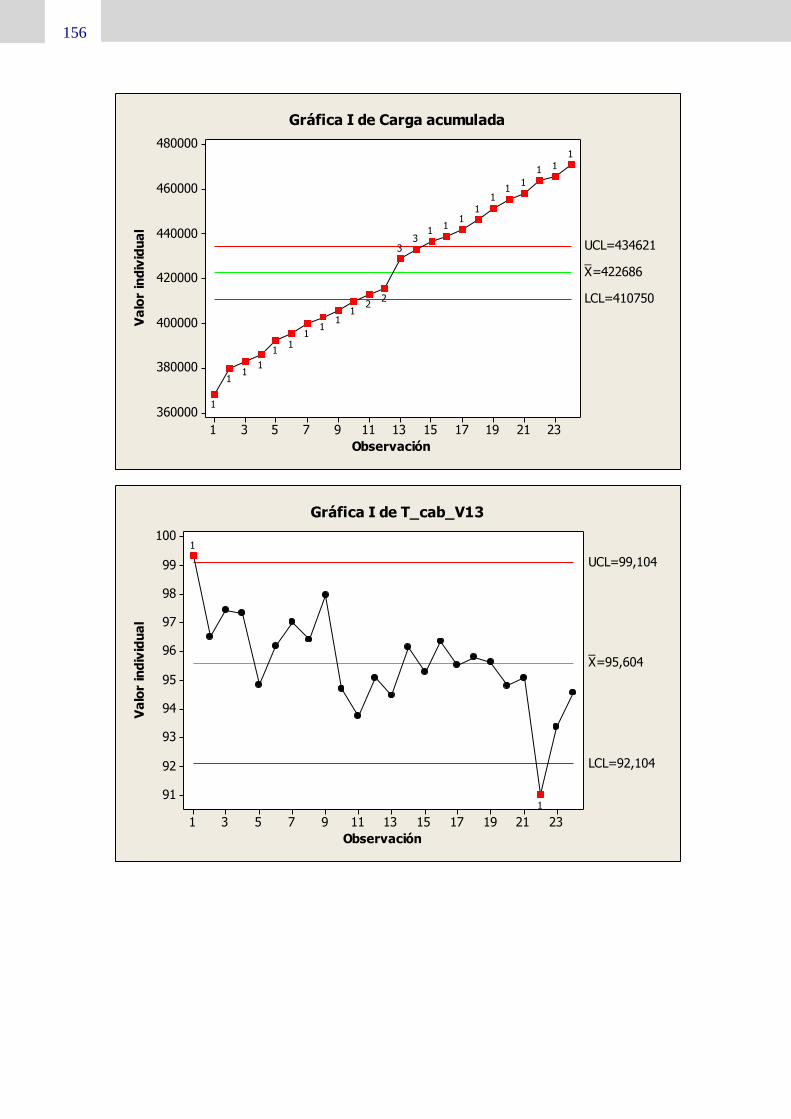
156
2321191715131197531
480000
460000
440000
420000
400000
380000
360000
Observación
Va
lor
ind
ivid
ua
l
_X=422686
UCL=434621
LCL=410750
111
11
11
11
13
3
22
11
11
11
11
1
1
Gráfica I de Carga acumulada
2321191715131197531
100
99
98
97
96
95
94
93
92
91
Observación
Va
lor
ind
ivid
ua
l
_X=95,604
UCL=99,104
LCL=92,104
1
1
Gráfica I de T_cab_V13

157
2321191715131197531
172
170
168
166
164
162
160
Observación
Va
lor
ind
ivid
ua
l
_X=165,38
UCL=170,18
LCL=160,58
2
1
Gráfica I de T_fond_V13
2321191715131197531
2,0
1,5
1,0
0,5
0,0
Observación
Va
lor
ind
ivid
ua
l
_X=0,916
UCL=1,838
LCL=-0,005
11
2
2
Gráfica I de RR)desbence
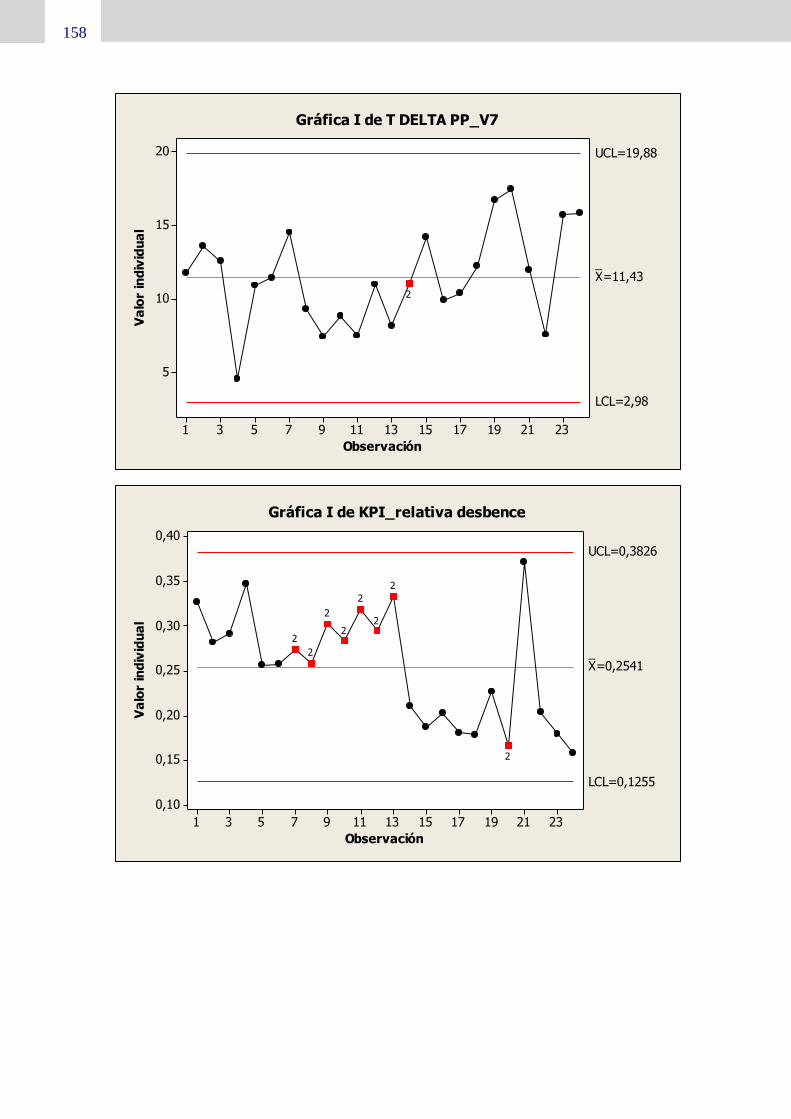
158
2321191715131197531
20
15
10
5
Observación
Va
lor
ind
ivid
ua
l
_X=11,43
UCL=19,88
LCL=2,98
2
Gráfica I de T DELTA PP_V7
2321191715131197531
0,40
0,35
0,30
0,25
0,20
0,15
0,10
Observación
Va
lor
ind
ivid
ua
l
_X=0,2541
UCL=0,3826
LCL=0,1255
2
2
2
2
2
2
2
2
Gráfica I de KPI_relativa desbence

159
2321191715131197531
40
35
30
25
20
15
10
Observación
Va
lor
ind
ivid
ua
l
_X=25,14
UCL=39,64
LCL=10,64
2
Gráfica I de T DELTA PP_V6
2321191715131197531
517,5
515,0
512,5
510,0
507,5
505,0
Observación
Va
lor
ind
ivid
ua
l
_X=511,38
UCL=517,88
LCL=504,88
2
2
Gráfica I de WAIT PLATFORMING
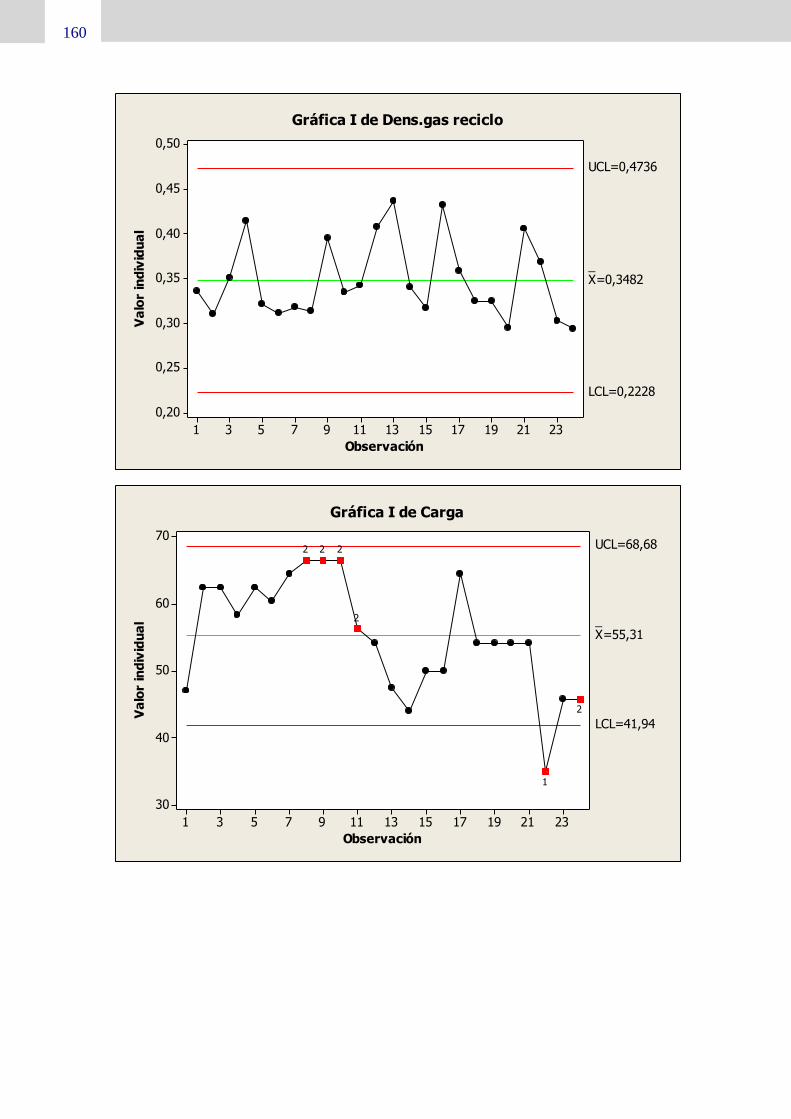
160
2321191715131197531
0,50
0,45
0,40
0,35
0,30
0,25
0,20
Observación
Va
lor
ind
ivid
ua
l
_X=0,3482
UCL=0,4736
LCL=0,2228
Gráfica I de Dens.gas reciclo
2321191715131197531
70
60
50
40
30
Observación
Va
lor
ind
ivid
ua
l _X=55,31
UCL=68,68
LCL=41,94
2
1
2
222
Gráfica I de Carga
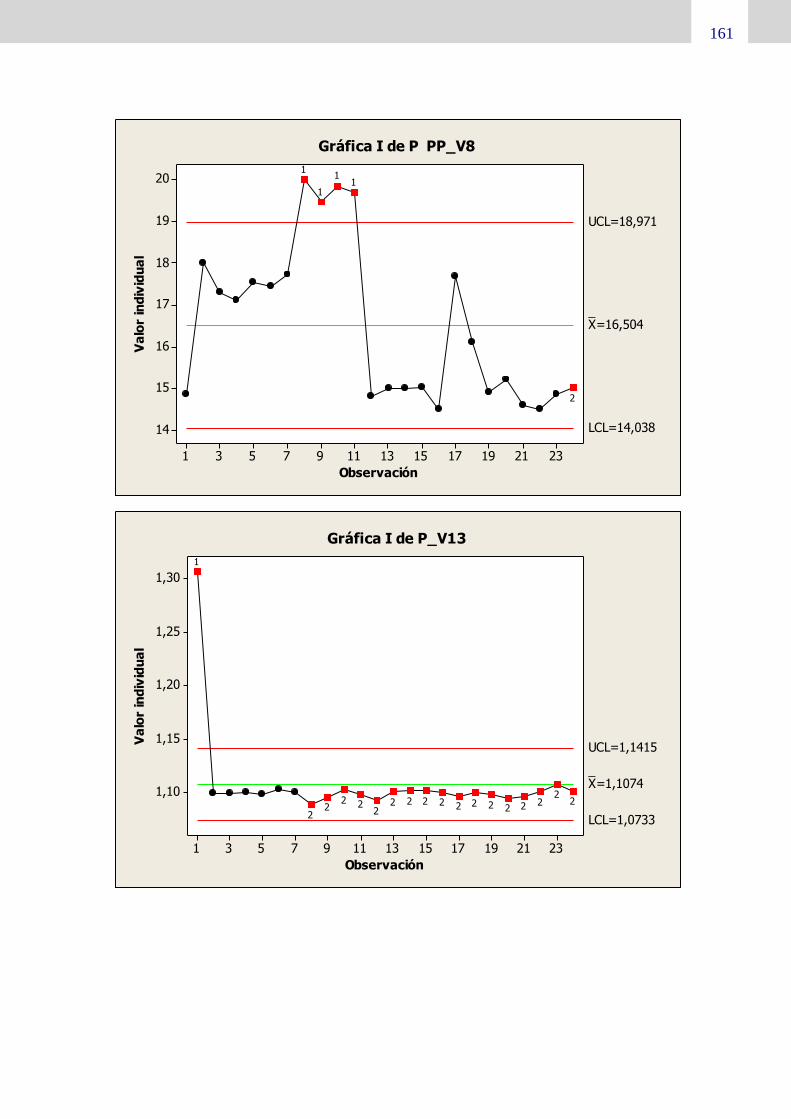
161
2321191715131197531
20
19
18
17
16
15
14
Observación
Va
lor
ind
ivid
ua
l
_X=16,504
UCL=18,971
LCL=14,038
2
11
1
1
Gráfica I de P PP_V8
2321191715131197531
1,30
1,25
1,20
1,15
1,10
Observación
Va
lor
ind
ivid
ua
l
_X=1,1074
UCL=1,1415
LCL=1,0733
22
22222222222
222
2
1
Gráfica I de P_V13

162
Análisis tendencia descendente 2/07/2008 – Enero/2009
464136312621161161
55
50
45
40
35
30
25
20
Observación
Va
lor
ind
ivid
ua
l
_X=36,37
UCL=45,44
LCL=27,31
1
222
22222
1
1
22
2
22
22
2222
2
11
1
111
1
1
Gráfica I de F PP-V8 a PP-V11
464136312621161161
640000
620000
600000
580000
560000
540000
520000
500000
480000
460000
Observación
Va
lor
ind
ivid
ua
l
_X=548933UCL=557444
LCL=540422
11111
11111
111111
111111
333
222111
1
111
11111111
1111
Gráfica I de Carga acumulada

163
464136312621161161
97
96
95
94
93
92
91
90
89
88
Observación
Va
lor
ind
ivid
ua
l
_X=93,47
UCL=97,16
LCL=89,78
2
2
11
1
1
2
2
Gráfica I de T_cab_V13
464136312621161161
172
170
168
166
164
162
160
Observación
Va
lor
ind
ivid
ua
l
_X=164,44
UCL=169,31
LCL=159,57
2
2
1
1
Gráfica I de T_fond_V13

164
464136312621161161
2,0
1,5
1,0
0,5
0,0
Observación
Va
lor
ind
ivid
ua
l
_X=0,941
UCL=2,023
LCL=-0,142
2
2
Gráfica I de RR)desbence
464136312621161161
20,0
17,5
15,0
12,5
10,0
7,5
5,0
Observación
Va
lor
ind
ivid
ua
l
_X=13,09
UCL=18,95
LCL=7,23
22
11
Gráfica I de T DELTA PP_V7

165
464136312621161161
0,45
0,40
0,35
0,30
0,25
0,20
0,15
0,10
Observación
Va
lor
ind
ivid
ua
l
_X=0,2144
UCL=0,3512
LCL=0,0777
1
2
2
22
Gráfica I de KPI_relativa desbence
464136312621161161
40
35
30
25
20
15
10
Observación
Va
lor
ind
ivid
ua
l
_X=24,88
UCL=37,12
LCL=12,65
2
2
22
2
2
2
2
2
11
1
Gráfica I de T DELTA PP_V6

166
464136312621161161
520
515
510
505
500
Observación
Va
lor
ind
ivid
ua
l
_X=516,39
UCL=520,90
LCL=511,88
21
22
222
2
1
2
22
2
2
11
2
11
1
1
1
1
1
1
11
Gráfica I de WAIT PLATFORMING
464136312621161161
0,50
0,45
0,40
0,35
0,30
0,25
Observación
Va
lor
ind
ivid
ua
l
_X=0,3718
UCL=0,4963
LCL=0,24722
2
2
2
2
2
2
2
2
111
Gráfica I de Dens.gas reciclo

167
464136312621161161
70
60
50
40
30
Observación
Va
lor
ind
ivid
ua
l
_X=51,33
UCL=59,06
LCL=43,60
11
2222222222
1
1
22
2
2222
222
2
2
1
1
1
1111
1
Gráfica I de Carga
464136312621161161
22
21
20
19
18
17
16
15
14
13
Observación
Va
lor
ind
ivid
ua
l
_X=15,559
UCL=17,826
LCL=13,293
22
2
22
2
2
2
2
2
1
2
12
2
Gráfica I de P PP_V8
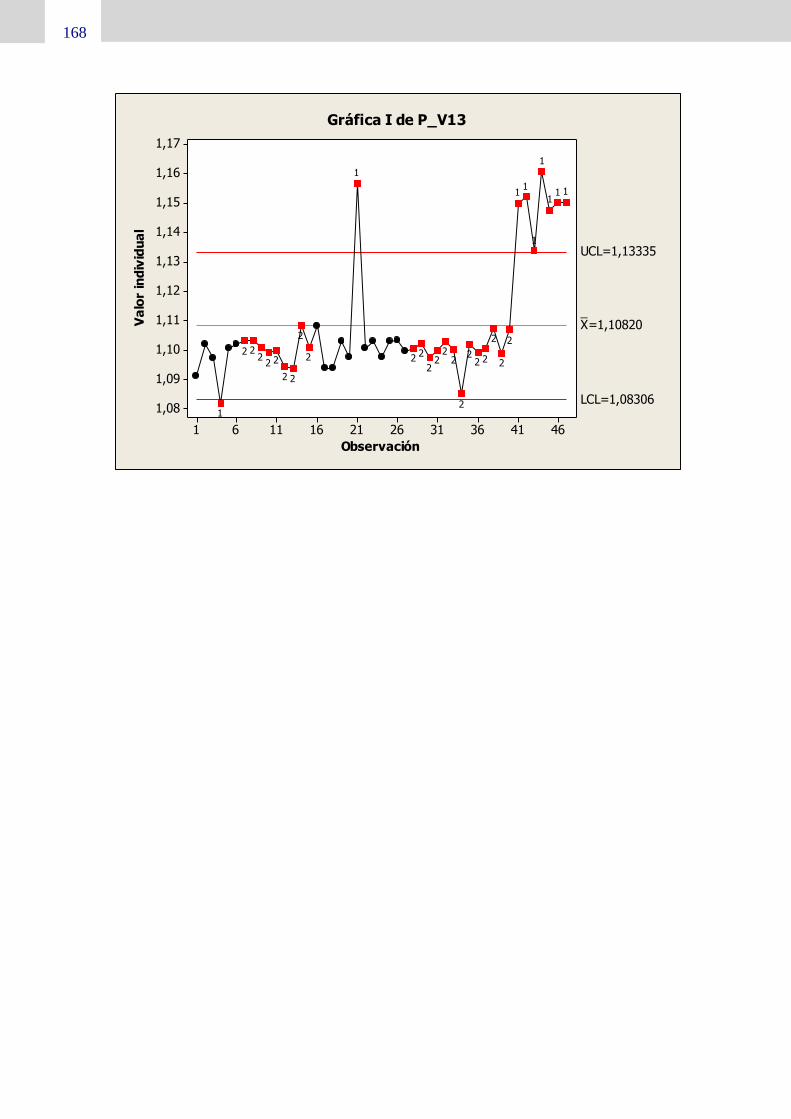
168
464136312621161161
1,17
1,16
1,15
1,14
1,13
1,12
1,11
1,10
1,09
1,08
Observación
Va
lor
ind
ivid
ua
l
_X=1,10820
UCL=1,13335
LCL=1,08306
111
1
1
11
2
2
2
222
2
22
22
22
1
2
2
22
222
22
1
Gráfica I de P_V13

169
ANEXO VIII: ANÁLISIS DEL TRASLADO DE LA CURVA KPI_CONSUMO DESBENCENIZADORA
Rango de variación de las variables del modelo de consumo
(II)
10089786756453423121
65
60
55
50
45
40
35
30
Observación
Va
lor
ind
ivid
ua
l
_X=47,80
UCL=56,59
LCL=39,01
1
1
1
111
1
1
111
11111
11
1
1
Gráfica I de F PP-V8 a PP-V11 (m3/h)

170
10089786756453423121
160
155
150
145
140
Observación
Va
lor
ind
ivid
ua
l
_X=151,51
UCL=156,39
LCL=146,64
11
11
1
1
1
1
1
111
11
1
1
11
111
1
1
1111
1
1
Gráfica I de T_fond_V13
10089786756453423121
0,90
0,85
0,80
0,75
0,70
Observación
Va
lor
ind
ivid
ua
l
_X=0,8031
UCL=0,8745
LCL=0,7318
11
1
1
Gráfica I de KPI relativa_desbuta

171
10089786756453423121
0,35
0,30
0,25
0,20
0,15
Observación
Va
lor
ind
ivid
ua
l
_X=0,2567
UCL=0,3245
LCL=0,1888
111
11
1
1
Gráfica I de KPI relativa_desbence
10089786756453423121
1,75
1,50
1,25
1,00
0,75
0,50
Observación
Va
lor
ind
ivid
ua
l
_X=0,903
UCL=1,453
LCL=0,354
1
1
1
1
Gráfica I de RR)desbence

172
10089786756453423121
100
95
90
85
80
75
70
Observación
Va
lor
ind
ivid
ua
l
_X=81,80
UCL=86,21
LCL=77,39
11
111
11
111111
1
11
11111
1
11
111111
1
1
11
1111
1111
1111
11
111
11
111
1
1
11
1
111
1
1
Gráfica I de T_cab_V13
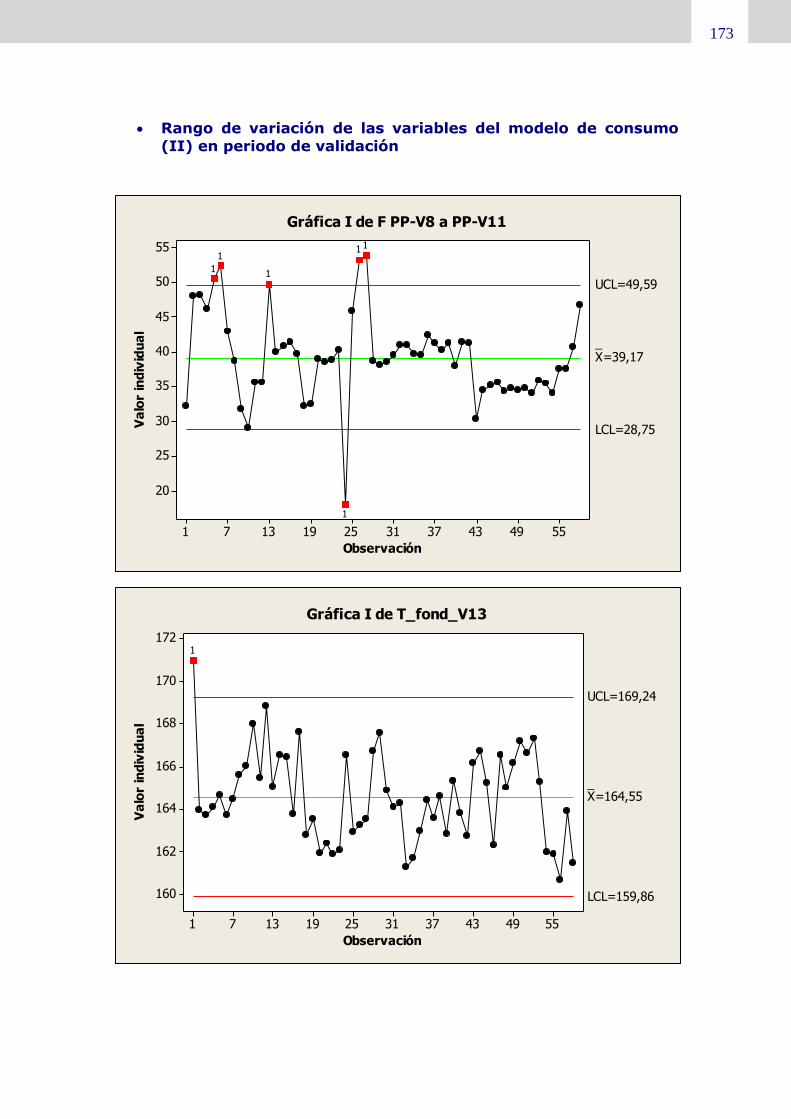
173
Rango de variación de las variables del modelo de consumo
(II) en periodo de validación
554943373125191371
55
50
45
40
35
30
25
20
Observación
Va
lor
ind
ivid
ua
l
_X=39,17
UCL=49,59
LCL=28,75
11
1
1
1
1
Gráfica I de F PP-V8 a PP-V11
554943373125191371
172
170
168
166
164
162
160
Observación
Va
lor
ind
ivid
ua
l
_X=164,55
UCL=169,24
LCL=159,86
1
Gráfica I de T_fond_V13
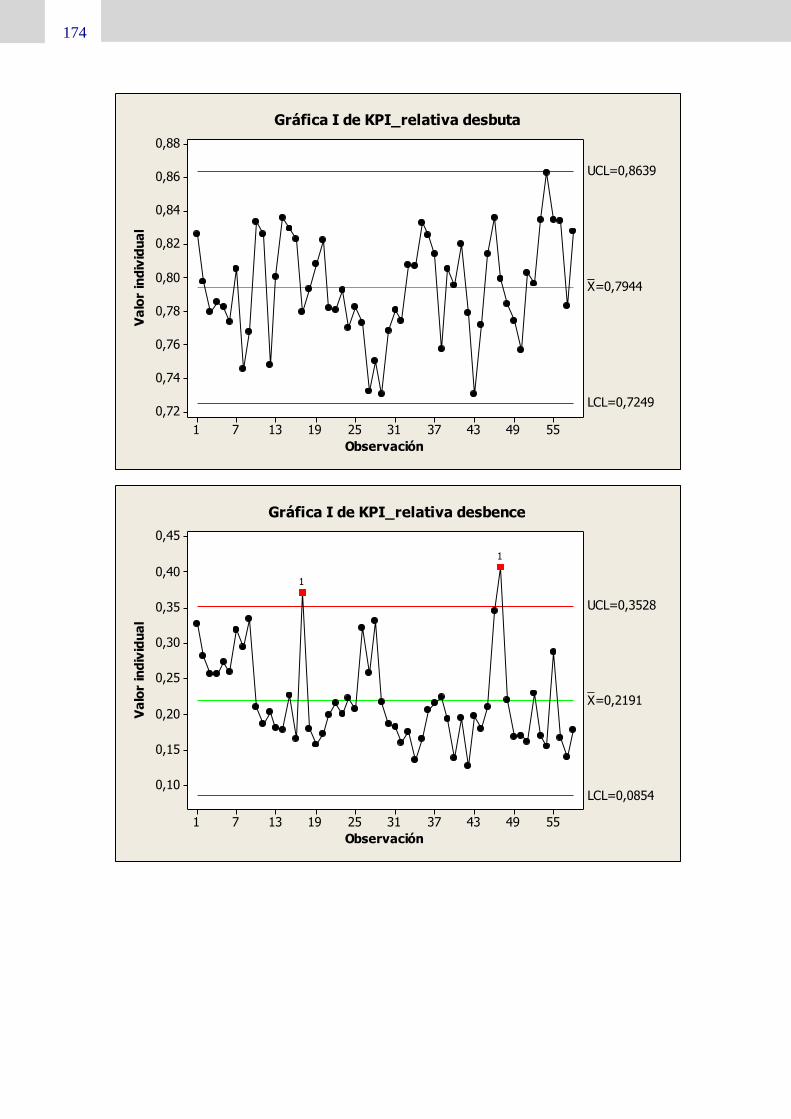
174
554943373125191371
0,88
0,86
0,84
0,82
0,80
0,78
0,76
0,74
0,72
Observación
Va
lor
ind
ivid
ua
l
_X=0,7944
UCL=0,8639
LCL=0,7249
Gráfica I de KPI_relativa desbuta
554943373125191371
0,45
0,40
0,35
0,30
0,25
0,20
0,15
0,10
Observación
Va
lor
ind
ivid
ua
l
_X=0,2191
UCL=0,3528
LCL=0,0854
1
1
Gráfica I de KPI_relativa desbence
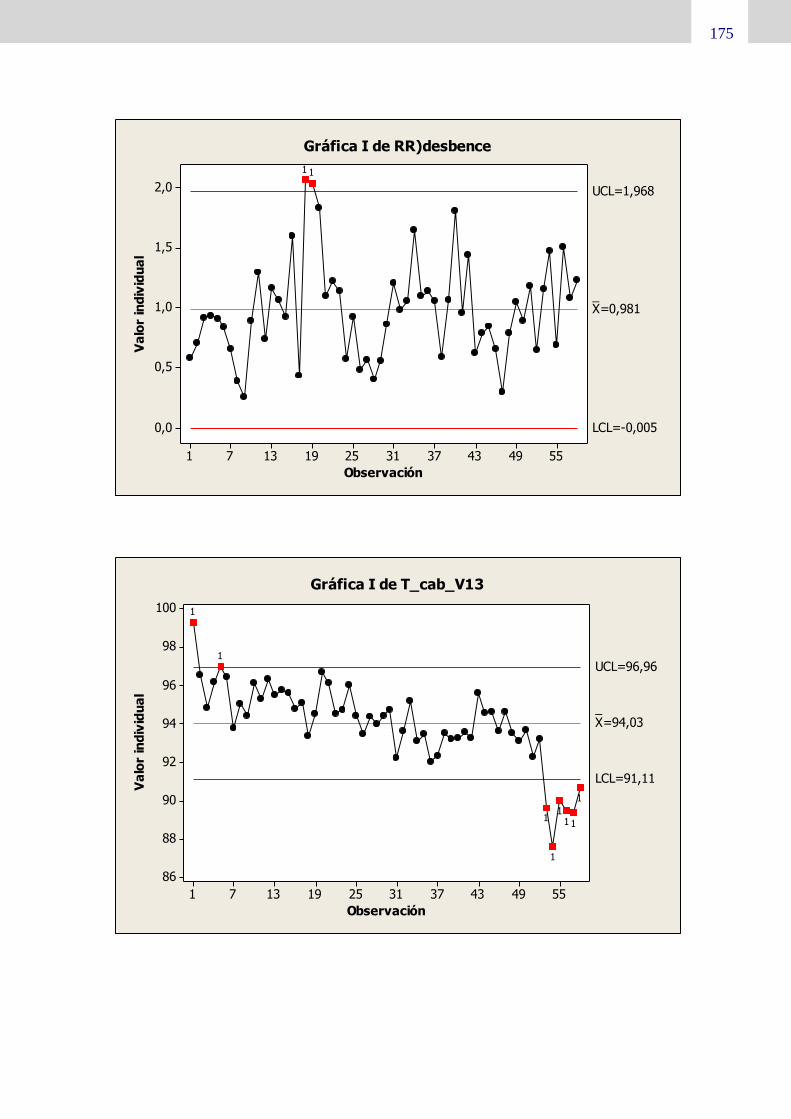
175
554943373125191371
2,0
1,5
1,0
0,5
0,0
Observación
Va
lor
ind
ivid
ua
l
_X=0,981
UCL=1,968
LCL=-0,005
11
Gráfica I de RR)desbence
554943373125191371
100
98
96
94
92
90
88
86
Observación
Va
lor
ind
ivid
ua
l
_X=94,03
UCL=96,96
LCL=91,11
1
111
1
1
1
1
Gráfica I de T_cab_V13

176
Análisis de rangos de variables que difieren en el modelo KPI
consumo (I) y KPI consumo (II)
10089786756453423121
45
40
35
30
25
20
Observación
Va
lor
ind
ivid
ua
l
_X=29,78
UCL=41,97
LCL=17,60
11
1
Gráfica I de T DELTA PP_V6
10089786756453423121
525
520
515
510
Observación
Va
lor
ind
ivid
ua
l
_X=515,67
UCL=520,95
LCL=510,39
11
1
11
11
1
1
Gráfica I de WAIT PLATFORMING (ºC)

177
10089786756453423121
70
65
60
55
50
45
40
35
Observación
Va
lor
ind
ivid
ua
l
_X=55,27
UCL=64,21
LCL=46,33
11
1
111
1
1
1111111111
111
11
1
1
Gráfica I de Carga a PP (m3/h)
10089786756453423121
0,40
0,35
0,30
0,25
0,20
Observación
Va
lor
ind
ivid
ua
l
_X=0,2856
UCL=0,3893
LCL=0,1818
1
1
Gráfica I de Dens.gas reciclo (kg/Nm3)

178
Análisis de rangos de variables que difieren en el modelo KPI consumo (I) y KPI consumo (II) en el periodo de validación
554943373125191371
40
35
30
25
20
15
Observación
Va
lor
ind
ivid
ua
l
_X=26,60
UCL=37,90
LCL=15,301
Gráfica I de T DELTA PP_V6
554943373125191371
522,5
520,0
517,5
515,0
512,5
510,0
507,5
505,0
Observación
Va
lor
ind
ivid
ua
l
_X=515,56
UCL=520,38
LCL=510,74
1
111
1
11
11
11
1
11
1
11
1
1
111
Gráfica I de WAIT PLATFORMING
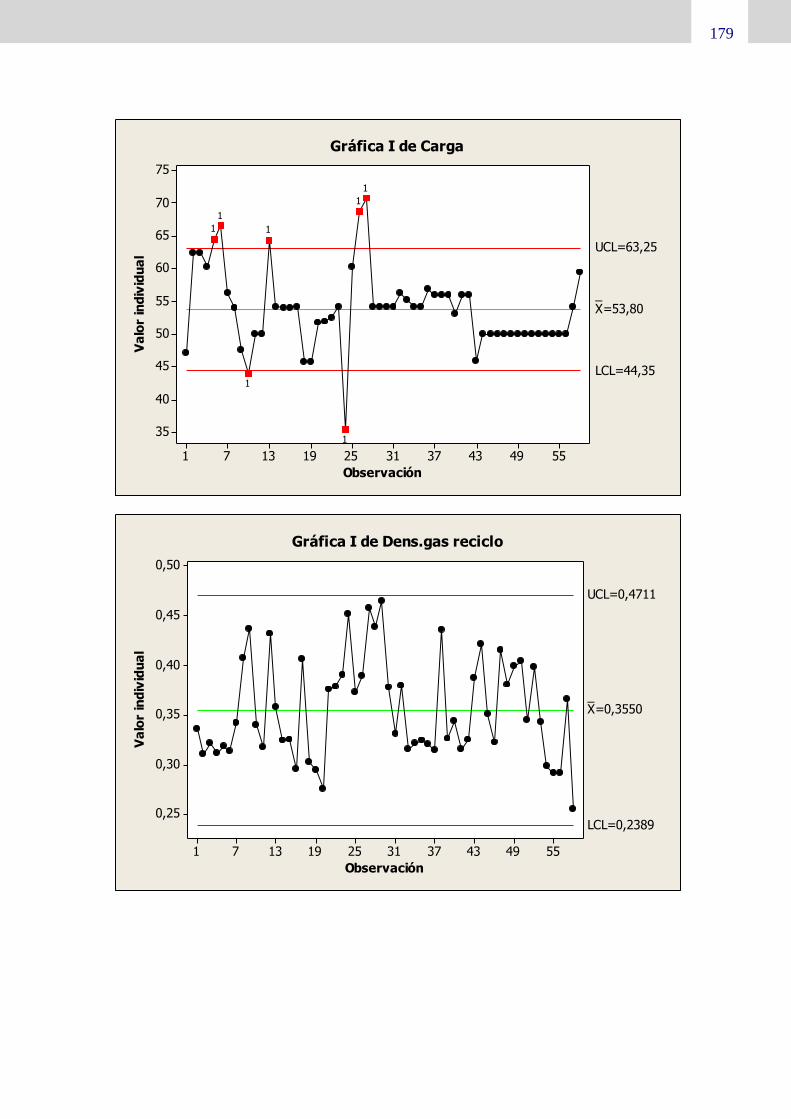
179
554943373125191371
75
70
65
60
55
50
45
40
35
Observación
Va
lor
ind
ivid
ua
l
_X=53,80
UCL=63,25
LCL=44,35
1
1
1
1
1
1
1
Gráfica I de Carga
554943373125191371
0,50
0,45
0,40
0,35
0,30
0,25
Observación
Va
lor
ind
ivid
ua
l
_X=0,3550
UCL=0,4711
LCL=0,2389
Gráfica I de Dens.gas reciclo

180


















