Soldadura y Metalización.
94
3 TEMAS GENERALES DE SOLDADURA SEGURIDAD EN SOLDADURA AL ARCO Protección de la vista La protección de la vista es un asunto tan importante que merece consideración aparte. El arco eléctrico que se utiliza como fuente calórica y cuya temperatura al- canza sobre los 4.000° C, desprende radiaciones visi- bles y no visibles. Dentro de estas últimas, tenemos aquellas de efecto más nocivo como son los rayos ul- travioletas e infrarrojos. El tipo de quemadura que el arco produce en los ojos no es permanente, aunque sí es extremadamente do- lorosa. Su efecto es como “tener arena caliente en los ojos”. Para evitarla, debe utilizarse un lente protector (vidrio inactínico) que ajuste bien y, delante de éste, para su protección, siempre hay que mantener una cu- bierta de vidrio transparente, la que debe ser sustituida inmediatamente en caso de deteriorarse. A fin de ase- gurar una completa protección, el lente protector debe poseer la densidad adecuada al proceso e intensidad de corriente utilizada. La siguiente tabla le ayudará a seleccionar el lente adecuado: Influencia de los rayos sobre el ojo humano: Cuando se realiza una soldadura al arco durante la cual ciertas partes conductoras de energía eléctrica están al descubierto, el operador tiene que observar con espe- cial cuidado las reglas de seguridad, a fin de contar con la máxima protección personal y también proteger a las otras personas que trabajan a su alrededor. En la mayor parte de los casos, la seguridad es una cuestión de sentido común. Los accidentes pueden evi- tarse si se cumplen las siguientes reglas: Protección Personal Siempre utilice todo el equipo de protección necesa- rio para el tipo de soldadura a realizar. El equipo con- siste en: 1. Máscara de soldar, proteje los ojos, la cara, el cue- llo y debe estar provista de filtros inactínicos de acuer- do al proceso e intensidades de corriente empleadas. 2. Guantes de cuero, tipo mosquetero con costura in- terna, para proteger las manos y muñecas. 3. Coleto o delantal de cuero, para protegerse de sal- picaduras y exposición a rayos ultravioletas del arco. 4. Polainas y casaca de cuero, cuando es necesario hacer soldadura en posiciones verticales y sobre ca- beza, deben usarse estos aditamentos, para evitar las severas quemaduras que puedan ocasionar las salpicaduras del metal fundido. 5. Zapatos de seguridad, que cubran los tobillos para evitar el atrape de salpicaduras. 6. Gorro, protege el cabello y el cuero cabelludo, especialmente cuando se hace soldadura en posiciones. IMPORTANTE: Evite tener en los bolsillos todo material inflamable como fósforos, encendedores o papel celofán. No use ropa de material sintético, use ropa de algodón. Para mayor información ver: NCh 1466 - of. 78, NCh 1467 - of. 78, NCh 1562 - of. 79, NCh 1692 - of. 80, NCh 1805 - of. 80 y NCh 1806 - of. 80. Luminosos Infrarojos Ultravioleta Cristalino Córnea Retina Sin lente protector Vidrio Inactínico Con lente protector
description
USOS DE MATERIALES
Transcript of Soldadura y Metalización.

3
TEMAS GENERALES DE SOLDADURA
SEGURIDAD EN SOLDADURA AL ARCO
Protección de la vista
La protección de la vista es un asunto tan importanteque merece consideración aparte. El arco eléctrico quese utiliza como fuente calórica y cuya temperatura al-canza sobre los 4.000° C, desprende radiaciones visi-bles y no visibles. Dentro de estas últimas, tenemosaquellas de efecto más nocivo como son los rayos ul-travioletas e infrarrojos.
El tipo de quemadura que el arco produce en los ojosno es permanente, aunque sí es extremadamente do-lorosa. Su efecto es como “tener arena caliente en losojos”. Para evitarla, debe utilizarse un lente protector(vidrio inactínico) que ajuste bien y, delante de éste,para su protección, siempre hay que mantener una cu-bierta de vidrio transparente, la que debe ser sustituidainmediatamente en caso de deteriorarse. A fin de ase-gurar una completa protección, el lente protector debeposeer la densidad adecuada al proceso e intensidadde corriente utilizada. La siguiente tabla le ayudará aseleccionar el lente adecuado:
Influencia de los rayos sobre el ojo humano:
Cuando se realiza una soldadura al arco durante la cualciertas partes conductoras de energía eléctrica están aldescubierto, el operador tiene que observar con espe-cial cuidado las reglas de seguridad, a fin de contar conla máxima protección personal y también proteger a lasotras personas que trabajan a su alrededor.
En la mayor parte de los casos, la seguridad es unacuestión de sentido común. Los accidentes pueden evi-tarse si se cumplen las siguientes reglas:
Protección Personal
Siempre utilice todo el equipo de protección necesa-rio para el tipo de soldadura a realizar. El equipo con-siste en:
1. Máscara de soldar, proteje los ojos, la cara, el cue-llo y debe estar provista de filtros inactínicos de acuer-do al proceso e intensidades de corriente empleadas.
2. Guantes de cuero, tipo mosquetero con costura in-terna, para proteger las manos y muñecas.
3. Coleto o delantal de cuero, para protegerse de sal-picaduras y exposición a rayos ultravioletas del arco.
4. Polainas y casaca de cuero, cuando es necesariohacer soldadura en posiciones verticales y sobre ca-beza, deben usarse estos aditamentos, para evitarlas severas quemaduras que puedan ocasionar lassalpicaduras del metal fundido.
5. Zapatos de seguridad, que cubranlos tobillos para evitar el atrape desalpicaduras.
6. Gorro, protege el cabello y elcuero cabelludo, especialmentecuando se hace soldadura enposiciones.
IMPORTANTE: Evite tener en losbolsillos todo material inflamablecomo fósforos,encendedores o papelcelofán. No use ropa de materialsintético, use ropa de algodón.Para mayor información ver:NCh 1466 - of. 78, NCh 1467 - of. 78,NCh 1562 - of. 79, NCh 1692 - of. 80,NCh 1805 - of. 80 y NCh 1806 - of. 80.
Luminosos Infrarojos Ultravioleta
CristalinoCórnea
Retina
Sin lente protector
VidrioInactínico
Con lente protector
Manual pag 003-024 ok 1/10/02, 18:573

4
TEMAS GENERALES DE SOLDADURA
Nota: las áreas en azul corresponden a los rangos en donde la operación de soldadura no es normalmente usada.
Escala de lentes a usar (en grados), de acuerdo al proceso de soldadura y torchado (arco-aire)
10 15 2030 40 60 80 100 125 150 175 200 225 250 275 300 350 400 450 500
PROCESO CORRIENTE, en Amperes
Arco manual 9 10 11 12 13 14
Sistema MIG, con gas inerte,espesores altos 10 11 12 13 14
Sistema Mig con gas inerte,espesores bajos 10 11 12 13 14 15
Proceso TIG 9 10 11 12 13 14
Proceso MIG con gas CO2 10 11 12 13 14 15
Torchado arco–aire 10 11 12 13 14 15
Seguridad al usar una máquinasoldadora
Antes de usar la máquina de soldar al arco debe guar-darse ciertas precauciones, conocer su operación y ma-nejo, como también los accesorios y herramientas ade-cuadas.
Para ejecutar el trabajo con facilidad y seguridad, debeobservarse ciertas reglas muy simples:
MAQUINA SOLDADORA (Fuente de Poder)
Circuitos con Corriente:En la mayoría de los talleres el voltaje usado es 220 ó380 volts. El operador debe tener en cuenta el hechoque estos son voltajes altos, capaces de inferir graveslesiones. Por ello es muy importante que ningún traba-jo se haga en los cables, interruptores, controles, etc.,antes de haber comprobado que la máquina ha sidodesconectada de la energía, abriendo el interruptor paradesenergizar el circuito. Cualquier inspección en lamáquina debe ser hecha cuando el circuito ha sido des-energizado.
Línea a Tierra:Todo circuito eléctrico debe tener una línea a tierra paraevitar que la posible formación de corrientes parásitas
Circuitos con Corriente
ON
OFF
produzca un choque eléctrico al operador, cuando éste,por ejemplo, llegue a poner una mano en la carcaza dela máquina. Nunca opere una máquina que no tengasu línea a tierra.
Cambio de Polaridad:El cambio de polaridad se realiza para cambiar el polodel electrodo de positivo (polaridad invertida) a negati-
Manual pag 003-024 ok 1/10/02, 18:574

5
ON
OFF
Cambio de Polaridad
vo (polaridad directa). No cambie elselector de polaridad si la máquina estáoperando, ya que al hacerlo saltará elarco eléctrico en los contactos del in-terruptor, destruyéndolos. Si su máqui-na soldadora no tiene selector de po-laridad, cambie los terminales cuidan-do que ésta no esté energizada.
Cambio del Rango de Amperaje:En las máquinas que tienen 2 o másescalas de amperaje no es recomen-
Línea a Tierra
ON
OFF
dable efectuar cambios de rango cuan-do se está soldando, esto puede pro-ducir daños en las tarjetas de control,u otros componentes tales comotiristores, diodos, transistores, etc.
En máquinas tipo clavijeros no se debecambiar el amperaje cuando el equipoestá soldando ya que se producen se-rios daños en los contactos eléctricos,causados por la aparición de un arcoeléctrico al interrumpir la corriente.
En máquinas tipo Shunt móvil, no esaconsejable regular el amperaje sol-dando, puesto que se puede dañar elmecanismo que mueve el Shunt.
Circuito de Soldadura:Cuando no está en uso el porta elec-trodos, nunca debe ser dejado encimade la mesa o en contacto con cualquierotro objeto que tenga una línea directaa la superficie donde se suelda. Elpeligro en este caso es que el portae-
Cambio de Rango de Amperaje
Circuito de Soldaduralectrodo, en contacto con el circuito atierra, provoque en el transformador delequipo un corto circuito.
La soldadura no es una operaciónriesgosa si se respetan las medidaspreventivas adecuadas. Esto requiereun conocimiento de las posibilidades dedaño que pueden ocurrir en las opera-ciones de soldar y una precaución ha-bitual de seguridad por el operador.
Manual pag 003-024 ok 1/10/02, 18:575

6
TEMAS GENERALES DE SOLDADURA
Seguridad en operaciones de Soldadura
Condiciones ambientales que deben ser consideradas:
Riesgos de Incendio:Nunca se debe soldar en la proximidad de líquidos in-flamables, gases, vapores, metales en polvo o polvoscombustibles.
Cuando el área de soldadura contiene gases, vaporeso polvos, es necesario mantener perfectamente airea-do y ventilado el lugar mientras se suelda.
Nunca soldar en la vecindad de materiales inflamableso de combustibles no protegidos.
Riesgos de Incendio
COMBUSTIBLE
Ventilación
Humedad
Ventilación:Soldar en áreas confinadas sin ventilación adecuadapuede considerarse una operación arriesgada, porqueal consumirse el oxígeno disponible, a la par con el ca-lor de la soldadura y el humo restante, el operador que-da expuesto a severas molestias y enfermedades.
Humedad:La humedad entre el cuerpo y algo electrificado formauna línea a tierra que puede conducir corriente al cuer-po del operador y producir un choque eléctrico.
El operador nunca debe estar sobre una poza o sobresuelo húmedo cuando suelda, como tampoco trabajaren un lugar húmedo.
Deberá conservar sus manos, vestimenta y lugar de tra-bajo continuamente secos.
Manual pag 003-024 ok 1/10/02, 18:576

7
Seguridad en Soldadura de Estanques
Soldar recipientes que hayan contenido materiales in-flamables o combustibles es una operación de solda-dura extremadamente peligrosa. A continuación sedetallan recomendaciones que deben ser observadasen este tipo de trabajo:
a) Preparar el estanque para su lavado:La limpieza de recipientes que hayan contenido com-bustibles debe ser efectuada sólo por personal ex-perimentado y bajo directa supervisión.
No debe emplearse hidrocarburos clorados (talescomo tricloroetileno y tetracloruro de carbono), debi-do a que se descomponen por calor o radiación dela soldadura, para formar fosfógeno, gas altamentevenenoso.
b) Métodos de lavado:La elección del método de limpieza depende gene-ralmente de la sustancia contenida. Existen tres mé-todos: agua, solución química caliente y vapor.
c) Preparar el estanque para la operación desoldadura:Al respecto existen dos tratamientos:
• Agua• Gas CO2-N2
El proceso consiste en llenar el estanque a soldarcon alguno de éstos fluidos, de tal forma que losgases inflamables sean desplazados desde elinterior.
Venteo con gas
Nivelde agua
Zona desoldadura
Venteo abierto
Drenaje cerrado
CO2o
N2
Agua
Venteo
Venteo con agua
Manual pag 003-024 ok 1/10/02, 18:577

8
TEMAS GENERALES DE SOLDADURA
COSTOS EN SOLDADURA
Introducción
Cada trabajo de soldadura presenta al diseñador y cal-culista sus propias características y dificultades, por locual, el modelo de costos que a continuación se desa-rrolla, propone un rango de generalidad amplio que per-mite abarcar cualquier tipo de aplicación.
Por otro lado, se intenta enfocar el problema con unequilibrio justo entre la exactitud y la simplicidad, es decirproponiendo fórmulas de costos de fácil aplicación, auncuando ello signifique eliminar términos de incidencialeve en el resultado buscado.
Nota: A continuación se definen conceptos previamente mencionados, además de rangos con valores de los parámetros queson normales en toda la industria de la soldadura.
1. Peso metal depositado:Cantidad de metal de aporte necesario para completar una unión soldada. Relación para determinar pesometal depositado.
Pmd = Area Seccional x longitud x densidad aporte.
Determinación de Costos en Operaciones de Soldadura
Costo Electrodo ($) Pmd (kg./ml) x Valor Electrodo ($/kg)
m.l. Eficiencia Deposición (%)
Costo M.O. y ($) Pmd (kg./ml) x Valor M.O. y G.G. ($/hr)
G. Grales. m.l. Velocidad Deposición (kg./hr) x F. Operación (%)
Costos Gas ($) Pmd (kg./ml) x flujo Gas (m3/hr) x Valor Gas ($/m3)
m.l. Velocidad Deposición (kg./hr)
Costo Fundente ($)
m.l.= Pmd (kg./ml) x F. Uso (%) x Valor Fundente ($/kg.)
=
=
=
FORMULAS Base de Cálculo: metro lineal (ml)
Unión de Soldadura
Espesor (E)pulg. mm. METAL DEPOSITADO (kg/ml) (Acero)
1/8 3.2 0.045 0.0981/4 6.4 0.177 0.190 0.380 0.3583/8 9.5 0.396 0.638 0.6051/2 12.5 0.708 1.168 1.0665/8 16 1.103 1.731 1.707 1.0893/4 19 1.592 2.380 1.049 2.130 1.449
1 25 2.839 3.987 2.578 3.554 2.32211/4 32 3.768 3.38011/2 37.5 5.193 4.648
2 51 8.680 7.73621/2 63.5 13.674 11.617
3 76 18.432 16.253
3,2
EE
3,2
E
60o
3,2
E
60o
60o
E
45o
3,2
E
45o
3,245o
Manual pag 003-024 ok 1/10/02, 18:578

9
2. Eficiencia de aportación:Relación entre el metal efectivamente depositado yla cantidad en peso de electrodos requeridos paraefectuar ese depósito.
Proceso Eficiencia Deposición (%)
Electrodo Manual 60 - 70MIG Sólido 90MIG Tubular c/protección 83MIG Tubular s/protección 79TIG 95Arco Sumergido 98
3. Velocidad de deposición:Cantidad de material de aporte depositado en una unidad de tiempo.
Electrodo Manual
Arco Sumergido
100 200 300 400 500 600 700 800 900 1000 1100 1200
1817161514131211109876543210
3.2 mm ø
4.0 mm ø
4.8 mm ø
1.6 mm ø2.0 mm ø
2.4 mm ø
Amperes
Kg
/ hor
a
12
11
10
9
8
7
6
5
4
3
2
1
050 100 150 200 250 300 350 400 450 500 550 600 650
E 7024 E 6027
E 7028
E 7018
E 6012 - 6013
E 6011
E 6010
Amperes
Kg
/ hor
a
Manual pag 003-024 ok 1/10/02, 18:579

10
TEMAS GENERALES DE SOLDADURA
MIG Sólido
12
11
10
9
8
7
6
5
4
3
2
1
050 100 150 200 250 300 350 400 450 500 550 600 650
Amperes
Kg
/ hor
a
0.8 mm ø
1.2 mm ø
1.6 mm ø
0.9 mm ø
12
11
10
9
8
7
6
5
4
3
2
1
050 100 150 200 250 300 350 400 450 500 550 600 650
Amperes
Kg
/ hor
a
3.2 mm ø
2.4 mm ø
1.6 mm ø
1.2 mm ø
12
11
10
9
8
7
6
5
4
3
2
1
050 100 150 200 250 300 350 400 450 500 550 600 650
Amperes
Kg
/ hor
a
2.4 mm ø
2.4 mm ø2.0 mm ø
3.0 mm ø
E 70T-8
E 70T-4
MIG Tubular con protección
MIG Tubular sin protección
Manual pag 003-024 ok 1/10/02, 18:5710

11
4. Factor de Operación:Se define como la relación entre el tiempo en que haexistido arco y el tiempo real o tiempo total pagado.
Proceso Factor de Operación (%)
Electrodo Manual 5 - 30MIG Sólido 10 - 60MIG Tubular 10 - 60TIG 5 - 20Arco Sumergido 50 - 100
5. Flujo Gas:Cantidad de gas necesario para protección por uni-dad de tiempo.
Proceso Flujo Gas (m3/hr)
MIG Sólido 0.8 - 1.2MIG Tubular 1.0 - 1.4TIG 0.5 - 1.0
6. Factor de Uso de Fundente:Cantidad de fundente efectivamente empleado porkg. de alambre depositado.
En el diseño o fabricación de cualquier componente,hay tres consideraciones fundamentales que debenestar siempre presentes. EFICIENCIA, COSTO yAPARIENCIA.
Proceso Factor de Uso Fundente (%)
Arco Sumergido 80 - 100
COSTO DE SOLDADURA:Es especialmente importante, cuando es alto o cuandorepresenta una proporción significativa del total estima-do para un proyecto o un contrato. Como la soldaduraestá relacionada directamente a otras operaciones, nun-ca debe ser considerada y costeada aisladamente.Cualquier operación de fabricación de productos inclu-ye generalmente:
1. Abastecimiento y almacenamiento de materiasprimas.
2. Preparación de estos materiales para soldadura,corte, etc.
3. Armado de los componentes.
4. Soldadura.
5. Operaciones mecánicas subsecuentes.
6. Tratamientos Térmicos.
7. Inspección.
Dado que cada una de estas operaciones representaun gasto, es posible representar la composición del cos-to total, como se indica en la figura.
En este ejemplo, el costo de material, costo de solda-dura y operaciones mecánicas representan 30%, 40%y 15% respectivamente del costo total; el costo de lastres últimas operaciones constituye sólo un 15% del total.Es por lo tanto evidente, que la operación de soldaduramisma es importante y debe ser adecuadamente cos-teada y examinada en detalle, para determinar dondeefectuar reducciones efectivas de costo.
Costo de Soldadura
InspecciónTratamiento TérmicoArmado
Preparación
Operaciones mecánicas
Soldaduras
Materiales
Costo Total
Manual pag 003-024 ok 1/10/02, 18:5711

12
TEMAS GENERALES DE SOLDADURA
El único consumible cuyo costo no ha sido consideradoes la energía eléctrica. Para todos los procesos de sol-dadura por fusión, puede ser considerado aproximada-mente como 4,0 KW hr/kg. de soldadura de acero de-positado. Esto toma en cuenta la pérdida de energía
Composición del Costo de Soldadura
Los principales componentes del costo de soldadura son:
a) Costo de Consumibles (electrodo, fundente gasesde protección, electricidad, etc.)
b) Costo de Mano de Obra.
c) Gastos Generales.
Los dos primeros items son costos directos de solda-dura. Sin embargo, gastos generales incluye numero-sos items indirectamente asociados con la soldadura,como son: depreciación, mantención, capacitación depersonal, supervisión técnica, etc.
Costo de Consumibles
Al considerar que existen numerosos procesos de sol-dadura y que cada uno tiene rendimientos diferentes,la cantidad total de consumibles que deben ser adquiri-dos varía considerablemente entre uno y otro.
La tabla siguiente indica los requerimientos de consu-mibles para varios procesos de soldadura:
Pérdida de Electrodos Consumibles/ Kg 100 Metal depositado
Deposición Pérdida por Eficiencia Electrodo Fundente GasProceso (%) Colillas % Electrodo (kg) (kg) (m3)
Electrodo ManualCelulósico 60 12 48 155 - -
Electrodo ManualRutílico 70-80 12 68-50 145-170 - -
Electrodo ManualBajo Hidrógeno 72 12 60 160-170 - -
Mig (Cortocircuito) 93 2 91 110 - 17-42
Mig (Spray) 95 2 93 108 - 7-11
Tubular c/prtoección 83 1 82 122 - 4-20
Tubular s/protección 80 1 79 126 - -
Arco Sumergido 99 1 98 102 85-100 -
Eficiencia de
en el equipo, como también el máximo de carga KVA, yes por lo tanto un valor promedio.
Sin embargo, el costo de energía se puede determinara través de la siguiente relación:
Volts x Amps x Factor de potencia x tiempo en horas1.000
KW hora =
Manual pag 003-024 ok 1/10/02, 18:5712

13
Vel
ocid
ad d
e de
posi
ción
( kg
/h )
0 2 4 6 8
B
50%30%
10%
Factor de operacióndecreciente
15
10
5
Vel
ocid
ad d
e de
posi
ción
( kg
/h )
15
10
5
0 500 1000
A
Método de Aplicación Factor de Operación %
Manual
Semi-automático
A Máquina
Automático
0 10 20 30 40 50 60 70 80 90 100
Costo Mano de Obra
Con excepción de ciertas aplicaciones semi-automáti-cas y automáticas, el costo de mano de obra, hoy endía, representa la proporción más significativa del cos-to total en soldadura.
El costo de mano de obra para producir una estructurasoldada, depende de la cantidad de Soldadura necesa-ria, Velocidad de Deposición, Factor de Operación yValor de Mano de Obra.
El FACTOR DE OPERACION ha sido definido como la
razón entre el tiempo real de arco y tiempo total que sepaga al operador expresado en porcentaje. Así el inter-valo de factores de operación, dependerá del procesode soldadura y su aplicación.
El diseño de la unión decide la cantidad de solda-dura requerida y a menudo la intensidad de energíaque se debe emplear al soldar. Sin embargo, los dosprincipales items que controlan los costos de manode obra son velocidad de deposición y factor deoperación.
El gráfico B muestra las relaciones generales entre:velocidad de deposición y costo de mano de obra.
La figura (A) muestra que la cantidad de deposiciónaumenta a medida que es elevada la corriente desoldadura. Esto se aplica generalmente a todos los
Intensidad de Corriente (Amp.)
procesos de Soldadura al Arco.
La figura (B) muestra que en cantidades altas de de-posición, los costos de mano de obra por kilo de metaldepositado tienden a disminuir.
Costos de Mano de Obra por Kilo
Amp. US$
Manual pag 003-024 ok 1/10/02, 18:5713

14
TEMAS GENERALES DE SOLDADURA
POSICIONES EN SOLDADURA
Designación de acuerdo con ANSI/AWS A 3.0-85.
Uniones de Filete
Uniones Biseladas
1G 2G 3G 4G
Uniones de Tuberías
1G 2G 5G 6G
Plano Horizontal Vertical Sobrecabeza
1F 2F 3F 4F
La tubería se rota La tubería no se rotamientras se suelda mientras se suelda
Manual pag 003-024 ok 1/10/02, 18:5714

15
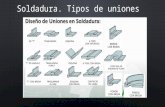
Tipos de Unión
Tipos de Soldadura
Variaciones de Bisel
Esquemas Básicos de Soldadura
A tope Esquina Traslape
Borde Tipo T
Filete
Relleno
Bisel
Tapón
Escuadra Tipo J Bisel Unico
Bisel en V Doble Bisel Tipo U
Bisel en X
ESQUEMAS BASICOS
Manual pag 003-024 ok 1/10/02, 18:5715

16
TEMAS GENERALES DE SOLDADURA
SELECCION DEL ELECTRODO ADECUADO
Para escoger el electrodo adecuado es necesario ana-lizar las condiciones de trabajo en particular y luego de-terminar el tipo y diámetro de electrodo que más seadapte a estas condiciones.
Este análisis es relativamente simple, si el operador sehabitúa a considerar los siguientes factores:
1. Naturaleza del metal base.
2. Dimensiones de la sección a soldar.
3. Tipo de corriente que entrega su máquina soldadora.
4. En qué posición o posiciones se soldará.
5. Tipo de unión y facilidad de fijación de la pieza.
6. Si el depósito debe poseer alguna característica es-pecial, como son: resistencia a la corrosión, gran re-sistencia a la tracción, ductilidad, etc.
7. Si la soldadura debe cumplir condiciones de algunanorma o especificaciones especiales.
Después de considerar cuidadosamente los factoresantes indicados, el usuario no debe tener dificultad enelegir un electrodo INDURA, el cual le dará un arco es-table, depósitos parejos, escoria fácil de remover y unmínimo de salpicaduras, que son las condiciones esen-ciales para obtener un trabajo óptimo.
ALMACENAMIENTO DE ELECTRODOS
Todos los revestimientos de electrodos contienen H2O.Algunos tipos como los celulósicos requieren un conte-nido mínimo de humedad para trabajar correctamente(4% para un AWS E-6010). En otros casos, como enlos de bajo hidrógeno, se requieren niveles bajísimosde humedad; 0.4% para la serie 70 (Ej. 7018), 0.2%para la serie 80 (Ej. E-8018); 0.15% para las series 90,100, 110 y 120 (Ej. 9018, 11018, 11018 y 12018).
Este tema es de particular importancia cuando se tratade soldar aceros de baja aleación y alta resistencia,aceros templados y revenidos o aceros al carbono-man-ganeso en espesores gruesos.
La humedad del revestimiento aumenta el contenido dehidrógeno en el metal de soldadura y de la zona afecta-da térmicamente (ZAT). Este fenómeno puede originarfisuras en aceros que presentan una estructura frágilen la ZAT, como los mencionados anteriormente. Paraevitar que esto ocurra se debe emplear electrodos queaporten la mínima cantidad de hidrógeno (electrodosbajo hidrógeno, Ej. 7018), y además un procedimientode soldadura adecuado para el material base y tipo deunión (precalentamiento y/o post-calentamiento segúnsea el caso).
De todo lo anterior se puede deducir fácilmente la im-portancia que tiene el buen almacenamiento de los elec-trodos. De ello depende que los porcentajes de hume-dad se mantengan dentro de los límites requeridos yasí el electrodo conserve las características necesariaspara producir soldaduras sanas y libres de defectos.
Como las condiciones de almacenamiento y reacondi-cionamiento son diferentes para los diversos tipos deelectrodos, hemos agrupado aquellos cuyas caracte-
rísticas son semejantes, a fin de facilitar la observaciónde estas medidas.
Previamente definiremos los siguientes conceptos:
A. Condiciones de Almacenamiento:Son aquellas que se deben observar al almacenar encajas cerradas. En Tabla I se dan las recomendacio-nes para el acondicionamiento de depósitos destina-dos al almacenamiento de electrodos.
B. Condiciones de Mantención:Son las condiciones que se deben observar una vezque los electrodos se encuentran fuera de sus cajas.En Tabla I se indican estas condiciones.
C. Reacondicionamiento o resecado:Aquellos electrodos que han absorbido humedad másallá de los límites recomendados por la norma requie-ren ser reacondicionados, a fin de devolver a los elec-trodos sus características. En los electrodos sus ca-racterísticas. En Tabla II se indican las recomendacio-nes para el reacondicionamiento de electrodos.
La operación de resecado no es tan simple como pare-ce. Debe realizarse en hornos con circulación de aire.En el momento de introducir los electrodos en el horno,la temperatura del mismo no debe superar los 100ºC ylas operaciones de calentamiento y enfriamiento debenefectuarse a una velocidad de alrededor de 200ºC/H, paraevitar la fisuración y/o fragilización del revestimiento.
Por último queremos entregar a nuestros clientes algu-nas recomendaciones sobre el uso de electrodos bajohidrógeno. Estos se encuentran indicadas en Tabla III yson una guía para el uso, que surge de la experiencia yde los resultados de distintas investigaciones.
Manual pag 003-024 ok 1/10/02, 18:5716

17
Electrodo
Clase
EXX10EXX11
EXX12EXX13EXX14EXX24
EXX15EXX16EXX18EXX48Inox.E 70/E 130
Tipo
CelulósicoCelulósico
De rutilo (Fe)De rutilo (Fe)
BásicoBásicoBásico (Fe)Básico (Fe)De rutilo o básicoBásico
Acondicionamientodel depósito
(en cajas cerradas)
Temperatura ambiente
Temperatura 15ºC más alta que la tem-peratura ambiente, pero menor de50ºC, o humedad relativa ambientemenor a 50%.
Temperatura 20ºC más alta que la tem-peratura ambiente, pero menor de60ºC, o humedad relativa ambientemenor de 50%.
Mantenciónelectrodos
(en cajas abiertas)
No recomendado
10ºC a 20ºC sobre la tempe-ratura ambiente.
30ºC a 140ºC sobre la tem-peratura ambiente.
Tabla II- Recomendaciones para el resecado de electrodos
Electrodo Tipo y Clase
Celulósico(EXX10 - EXX11)
De rutilo(EXX12-EXX13)(EXX14-EXX24)Inoxidablesausteníticos
Básicos de bajocontenido dehidrógeno(EXX15-EXX16)(EXX18-EXX28)(EXX48). Incluyenbaja aleación(AWS A5.5).Inoxidablesmartensíticos yferríticos (E4XX).
Aplicación
Todas
Todas
Donde se requiere bajo con-tenido de hidrógeno en el me-tal depositado.
Aplicaciones críticas (acerosde alto contenido de carbo-no, aceros de baja aleación,aceros de más de 60 kg/mm2
de resistencia)
Resecado
No requiere si han estado bien acondiciona-dos. Por lo general no pueden resecarse sindeteriorar sus características operativas.
No requieren si han estado bien acondiciona-dos. Caso contrario resecar 30 a 120 minutosa 100-150ºC. Asociar la menor temperaturacon el mayor tiempo. Durante el resecado en-sayar en soldadura para comprobar caracte-rísticas operativas y evitar sobresecado.
Cuando el electrodo permaneció más de 2 hsin protección especial, resecar 60 a 120min.a 250-400ºC.No exceder los 400ºC, y si se seca a 250ºChacerlo durante 120 minutos.
Siempre antes de usar se resecan 60 a120min. a 300-400ºC.No exceder los 400ºC y si se seca a 300ºChacerlo durante 120min. Luego conservar enestufa hasta el momento de soldar.
Tabla I - Condiciones de almacenamiento y mantención de electrodos
Manual pag 003-024 ok 1/10/02, 18:5717

18
TEMAS GENERALES DE SOLDADURA
Para soldadura normal de bajo contenido de hidró-geno, con control razonable de nivel de hidrógeno yprecauciones rutinarias de calor aportado yprecalentamiento.
Para soldadura crítica de bajo contenido de hidróge-no, con extremo control de nivel de hidrógeno, enestructuras importantes y materiales de alto carbo-no o baja aleación con resistencia mínima mayor de50hk/mm2.
Para soldadura general, donde se usan los electro-dos por sus buenas propiedades mecánicas o cali-dad radiográfica, pero no se requiere un nivel bajode hidrógeno en el metal depositado.
Tabla III- Recomendaciones para el uso de electrodos de bajo hidrógeno
1.-Electrodos en envases no herméticos o dañadosy electrodos que han sido expuestos a atmósferanormal por más de 2 h deben ser resecados an-tes de usarlos.
2.-Electrodos en envases no herméticos puedenusarse sin resecar para la soldadura de acerosde menos de 50kg/mm2 de resistencia en situa-ciones de bajo embridamiento o cuando la expe-riencia muestra que no ocurren fisuras.
3.-Los electrodos deben mantenerse en termos de30ºC a 140ºC sobre la temperatura ambiente.
1.-Siempre deben resecarse los electrodos antes deusar.
2.-Los electrodos deben mantenerse en termos de30ºC a 140ºC sobre temperatura ambiente.
3.-Los electrodos resecados expuestos por más de1h a atmósfera normal deben volver a resecarse.
1.-Los electrodos pueden utilizarse directamente apartir de cualquier tipo de envase, siempre quehayan permanecido almacenados en buenas con-diciones.
Manual pag 003-024 ok 1/10/02, 18:5718

19
Mal aspecto
DEFECTOS CAUSAS Y SOLUCIONES
Causas probables:1. Conexiones defectuosas.2. Recalentamiento.3. Electrodo inadecuado.4. Longitud de arco y amperaje inadecuado.
Recomendaciones:1. Usar la longitud de arco, el ángulo (posición) del
electrodo y la velocidad de avance adecuados.2. Evitar el recalentamiento.3. Usar un vaivén uniforme.4. Evitar usar corriente demasiado elevada.
Penetración excesivaCausas probables:1. Corriente muy elevada.2. Posición inadecuada del electrodo.
Recomendaciones:1. Disminuir la intensidad de la corriente.2. Mantener el electrodo a un ángulo que facilite el
llenado del bisel.
PROBLEMAS Y DEFECTOS COMUNES EN LA SOLDADURA AL ARCO
Salpicadura excesivaCausas probables:1. Corriente muy elevada.2. Arco muy largo.3. Soplo magnético excesivo.
Recomendaciones:1. Disminuir la intensidad de la corriente.2. Acortar el arco.3. Ver lo indicado para “Arco desviado o soplado”.
Manual pag 003-024 ok 1/10/02, 18:5719

20
TEMAS GENERALES DE SOLDADURA
Arco desviado
DEFECTOS CAUSAS Y SOLUCIONES
Causas probables:1. El campo magnético generado por la C.C. que pro-
duce la desviación del arco (soplo magnético).
Recomendaciones:1. Usar C.A.2. Contrarrestar la desviación del arco con la posi-
ción del electrodo, manteniéndolo a un ánguloapropiado.
3. Cambiar de lugar la grampa a tierra4. Usar un banco de trabajo no magnético.5. Usar barras de bronce o cobre para separar la
pieza del banco.
Soldadura porosaCausas probables:1. Arco corto.2. Corriente inadecuada.3. Electrodo defectuoso.
Recomendaciones:1. Averiguar si hay impurezas en el metal base.2. Usar corriente adecuada.3. Utilizar el vaivén para evitar sopladuras.4. Usar un electrodo adecuado para el trabajo.5. Mantener el arco más largo.6. Usar electrodos de bajo contenido de hidrógeno.
Soldadura agrietada Causas probables:1. Electrodo inadecuado.2. Falta de relación entre tamaño de la soldadura y
las piezas que se unen.3. Mala preparación.4. Unión muy rígida.
Recomendaciones:1. Eliminar la rigidez de la unión con un buen pro-
yecto de la estructura y un procedimiento de sol-dadura adecuado.
2. Precalentar las piezas.3. Evitar las soldaduras con primeras pasadas.4. Soldar desde el centro hacia los extremos o bordes.5. Seleccionar un electrodo adecuado.6. Adaptar el tamaño de la soldadura de las piezas.7. Dejar en las uniones una separación adecuada y
uniforme.
Manual pag 003-024 ok 1/10/02, 18:5720

21
Combadura
DEFECTOS CAUSAS Y SOLUCIONES
Causas probables:1. Diseño inadecuado.2. Contracción del metal de aporte.3. Sujeción defectuosa de las piezas.4. Preparación deficiente.5. Recalentamiento en la unión.
Recomendaciones:1. Corregir el diseño.2. Martillar (con martillo de peña) los bordes de la
unión antes de soldar.3. Aumentar la velocidad de trabajo (avance).4. Evitar la separación excesiva entre piezas.5. Fijar las piezas adecuadamente.6. Usar un respaldo enfriador.7. Adoptar una secuencia de trabajo.8. Usar electrodos de alta velocidad y moderada
penetración.
Penetración incompletaCausas probables:1. Velocidad excesiva.2. Electrodo de Ø excesivo.3. Corriente muy baja.4. Preparación deficiente.5. Electrodo de Ø pequeño.
Recomendaciones:1. Usar la corriente adecuada. Soldar con lentitud
necesaria para lograr buena penetración de raíz.2. Velocidad adecuada.3. Calcular correctamente la penetración del elec-
trodo.4. Elegir un electrodo de acuerdo con el tamaño de
bisel.5. Dejar suficiente separación en el fondo del bisel.
Soldadura quebradizaCausas probables:1. Electrodo inadecuado.2. Tratamiento térmico deficiente.3. Soldadura endurecida al aire.4. Enfriamiento brusco.
Recomendaciones:1. Usar un electrodo con bajo contenido de hidróge-
no o de tipo austenítico.2. Calentar antes o después de soldar o en ambos
casos.3. Procurar poca penetración dirigiendo el arco ha-
cia el cráter.4. Asegurar un enfriamiento lento.
Manual pag 003-024 ok 1/10/02, 18:5721

22
TEMAS GENERALES DE SOLDADURA
Fusión deficiente
DEFECTOS CAUSAS Y SOLUCIONES
Causas probables:1. Calentamiento desigual o irregular.2. Orden (secuencia) inadecuado de operación.3. Contracción del metal de aporte.
Recomendaciones:1. Puntear la unión o sujetar las piezas con prensas.2. Conformar las piezas antes de soldarlas.3. Eliminar las tensiones resultantes de la laminación
o conformación antes de soldar.4. Distribuir la soldadura para que el calentamiento
sea uniforme.5. Inspeccionar la estructura y disponer una secuen-
cia (orden) lógica de trabajo.
Distorsión (deformación)Causas probables:1. Calentamiento desigual o irregular2. Orden (secuencia) inadecuado de operación3. Contracción del metal de aporte
Recomendaciones:1. Puntear la unión o sujetar las piezas con prensas.2. Conformar las piezas antes de soldarlas.3. Eliminar las tensiones resultantes de la laminación
o conformación antes de soldar.4. Distribuir la soldadura para que el calentamiento
sea uniforme.5. Inspeccionar la estructura y disponer una secuen-
cia (orden) lógica de trabajo.
SocavadoCausas probables:1. Manejo defectuoso del electrodo.2. Selección inadecuada del tipo de electrodo.3. Corriente muy elevada.
Recomendaciones:1. Usar vaivén uniforme en las soldaduras de tope.2. Usar electrodo adecuado.3. Evitar un vaivén exagerado.4. Usar corriente moderada y soldar lentamente.5. Sostener el electrodo a una distancia prudente del
plano vertical al soldar filetes horizontales.
Manual pag 003-024 ok 1/10/02, 18:5722

23
ELECTRODOS INDURA
Composición Química (Valores típicos)
Electrodos Clasific. COMPOSICION QUIMICA (%) DE METAL DEPOSITADO
INDURA AWS Corriente C Mn P S Si Mo Cr Ni Otros
6010 E-6010 CC 0.12 0.60 0.01 0.02 0.24230 E-6011 CA-CC 0.10 0.55 0.01 0.02 0.24230-S E-6011 CA-CC 0.10 0.55 0.01 0.02 0.24Punto Azul E-6011 CA-CC 0.10 0.55 0.01 0.02 0.25Punto Verde E-6011 CA-CC 0.10 0.60 0.01 0.02 0.206011 E-6011 CA-CC 0.10 0.68 0.01 0.02 0.3490 E-6013 CA-CC 0.10 0.60 0.02 0.02 0.25Facilarc 15 E-6027 CA-CC 0.08 0.75 0.02 0.02 0.35Facilarc 14 E-7014 CA-CC 0.08 0.52 0.02 0.02 0.35Facilarc 13 E-7024 CA-CC 0.08 0.80 0.02 0.02 0.45Facilarc 12 E-7024 CA-CC 0.08 0.80 0.02 0.08 0.458010-G E-8010-G CC 0.10 0.31 0.015 0.018 0.15 0.17 1.57010-A1 E-7010-A1 CC 0.09 0.60 0.014 0.019 0.25 0.487011-A1 E-7011-A1 CA-CC 0.09 0.60 0.014 0.018 0.25 0.50*7016 E-7016 CA-CC 0.09 0.65 0.02 0.02 0.507018-RH E-7018 CA-CC 0.06 1.10 0.012 0.015 0.48*7018-A1 E-7018-A1 CA-CC 0.06 1.00 0.02 0.015 0.46 0.488016-C1 E-8016-C1 CA-CC 0.07 0.80 0.02 0.02 0.40 2.4*8016-B2 E-8016-B2 CA-CC 0.07 0.80 0.02 0.02 0.42 0.45 1.30*8018-B2 E-8018-B2 CA-CC 0.07 0.80 0.01 0.01 0.56 0.48 1.258018-C1 E-8018-C1 CA-CC 0.05 0.97 0.01 0.01 0.53 2.3*8018-C3 E-8018-C3 CA-CC 0.04 0.90 0.01 0.01 0.40 0.20 1.0*8018-G E-8018-G CA-CC 0.07 1.20 0.02 0.02 0.50 0.50 1.20*9016-B3 E-9016-B3 CA-CC 0.09 0.60 0.02 0.02 0.48 0.95 2.20*9018-M E-9018-M CA-CC 0.06 1.10 0.02 0.01 0.50 0.29 1.5*10018-M E-10018-M CA-CC 0.06 1.30 0.02 0.02 0.40 0.30 0.25 1.611018-M E-11018-M CA-CC 0.04 1.50 0.02 0.02 0.40 0.30 0.25 1.9019-9 E-308-16 CA-CC 0.07 1.10 0.02 0.02 0.50 20.0 10.0308-L E-308L-16 CA-CC 0.03 0.90 0.02 0.02 0.50 19.0 9.9309-L E-309L-16 CA-CC 0.03 0.90 0.02 0.02 0.50 23.0 13.5*309-Mo 309-Mo CA-CC 0.07 0.92 0.02 0.02 0.80 2.20 22.5 14.025-20 E-310-16 CA-CC 0.11 1.10 0.02 0.02 0.50 26.5 21.029-9 S E-312-16 CA-CC 0.11 1.25 0.02 0.02 0.70 29.5 9.218-12 Mo E-316-16 CA-CC 0.07 0.95 0.02 0.02 0.55 2.25 18.7 13316-L E-316L-16 CA-CC 0.03 1.00 0.02 0.02 0.80 2.25 18.5 13*347 E 347-16 CA-CC 0.06 1.10 0.02 0.02 0.60 19.5 10 0.7 Cb*317-L E-317L-16 CA-CC 0.03 1.35 0.02 0.02 0.50 3.50 19.2 12.6*Nicromo 3 ENiCrMo-3 CA-CC 0.04 0.80 0.02 0.01 0.50 9.00 22.0 58.0 0.5Cu;7,0Fe;3.8Cb
*410-NiMo E-410 Ni Mo CA-CC 0.06 1.20 0.02 0.02 0.50 0.40 12.0 4.5*502 E-502-16 CA-CC 0.10 1.00 0.02 0.02 0.50 0.50 5.0 0.4904-L CC 0.02 1.50 0.02 0.01 0.60 4.50 20.0 25.0 1.5 Cu77 EST CA-CC 0.10 0.25 0.02 0.02 0.03375 E Ni Cl CA-CC 1.20 1.00 0.02 0.02 0.45 93.0 2.7 FeNíquel 99 E Ni Cl CA-CC 1.37 0.15 0.003 0.006 0.19 Balance 1.84 FeNíquel 55 E Ni Cl CA-CC 0.90 0.80 0.02 0.02 0.70 .Balance 45.0 Fe70 E Cu Sn A CC 0.008 Sn 4.2, Fe 0.25, Zn 0.15, P 0.10, Si 0.1, Resto Cu
Timang E Fe Mn A CA-CC 0.85 13.8 0.02 0.02 0.50 3.2
*Electrodos fabricados a pedidoNota: Para electrodos fabricados a pedido, favor consultar disponibilidad de stock. De no existir stock consultar plazos de entrega para su fabricación.
Manual pag 003-024 ok 1/10/02, 18:5723

24
TEMAS GENERALES DE SOLDADURA
Propiedades Mecánicas (Valores típicos)
PROPIEDADES MECANICAS DEL METAL DEPOSITADO
Electrodos Resist. a la tracción Punto de fluencia Alargam.INDURA MPa lbs/pulg2 MPa lbs/pulg2 en 2" (%)
6010 500 72.500 441 64.000 26230 461 68.800 412 59.700 28230-S 453 65.700 384 55.600 29Punto Azul 497 72.100 381 55.000 29Punto Verde 500 72.500 380 55.100 306011 493 71.500 420 61.000 3090 503 73.000 474 68.500 24Facilarc 15 489 71.000 387 56.000 28Facilarc 14 535 77.600 455 66.000 25Facilarc 13 562 81.500 421 61.000 24Facilarc 12 562 81.500 421 61.000 248010-G 610 88.500 540 78.200 257010-A1 551 80.000 462 67.000 297011-A1 538 78.000 414 60.000 297016 508 74.000 426 62.000 307018-RH 505 73.000 437 63.390 307018-A1 559 81.000 492 71.000 308016-C1 565 82.000 476 69.000 318016-B2 579 84.000 469 68.000 288018-B2 614 89.000 538 78.000 268018-C1 573 83.000 503 73.000 308018-C3 573 83.000 496 72.000 318018-G 607 88.000 524 76.000 259016-B3 648 94.000 602 87.400 239018-M 672 97.400 579 84.000 2510018-M 710 103.000 662 96.000 2311018-M 780 113.000 717 104.000 2319-9 621 90.000 - - 42308-L 640 92.700 - - 44309-L 594 86.000 - - 40309-Mo 622 90.100 - - 3725-20 623 91.000 - - 3629-9 632 120.000 - - 3618-12 Mo 638 92.400 - - 38316-L 579 83.900 - - 41347 751 109.000 - - 35317-L 594 86.200 - - 38Nicromo 3 773 112.000 - - 27410-NiMo 746 110.000 - - 17502 441 64.000 - - 22904-L 621 90.000 - - 4077 - - - - -375 - - - - -70 276 40.000 - - 22Timang Dureza: depósito 46-55 Rc después de trabajar
Manual pag 003-024 ok 1/10/02, 18:5724

25
SISTEMA ARCO MANUAL
SISTEMA ARCO MANUAL
Descripción del Proceso
El sistema de soldadura Arco Manual, se define comoel proceso en que se unen dos metales mediante unafusión localizada, producida por un arco eléctrico entreun electrodo metálico y el metal base que se desea unir.
La soldadura al arco se conoce desde fines del siglopasado. En esa época se utilizaba una varilla metálicadescubierta que servía de metal de aporte.
Pronto se descubrió que el oxígeno y el nitrógeno dela atmósfera eran causantes de fragilidad y poros enel metal soldado, por lo que al núcleo metálico se leagregó un revestimiento que al quemarse se gasifica-ba, actuando como atmósfera protectora, a la vez quecontribuía a mejorar notablemente otros aspectos delproceso.
El electrodo consiste en un núcleo o varilla metálica,rodeado por una capa de revestimiento, donde el nú-cleo es transferido hacia el metal base a través de unazona eléctrica generada por la corriente de soldadura.
El revestimiento del electrodo, que determina las ca-racterísticas mecánicas y químicas de la unión, estáconstituido por un conjunto de componentes mineralesy orgánicos que cumplen las siguientes funciones:
1. Producir gases protectores para evitar la contamina-ción atmosférica y gases ionizantes para dirigir y man-tener el arco.
2. Producir escoria para proteger el metal ya deposita-do hasta su solidificación.
3. Suministrar materiales desoxidantes, elementos dealeación e hierro en polvo.
Metal base
Metal solidificado
Gas protectorNúcleoElectrodo
ArcoEscoria
Revestimiento
Gotas de metal
Metal fundido
ELECTRODOS INDURA PARA SOLDADURA ARCO MANUAL
INDURA produce en Chile electrodos para soldadura alArco Manual, utilizando los más modernos y eficientessistemas de producción, lo que unido a una constanteinvestigación y a la experiencia de su personal, le hapermitido poder entregar al mercado productos de lamás alta calidad a nivel internacional.
Fabricación de Electrodos
INDURA utiliza en su Planta de Electrodos el modernosistema de Extrusión, en que a un “núcleo” o varilla deacero se le aplica un “revestimiento” o material mine-ral-orgánico, que da al electrodo sus característicasespecíficas.
Manual pag 025-073 ok 1/10/02, 18:5825

26
SISTEMA ARCO MANUAL
Este sistema posee la gran ventaja de entregar un elec-trodo con un revestimiento totalmente uniforme y con-céntrico con el núcleo, lo que significará excelentesoldabilidad y eliminación de arcos erráticos en su apli-cación.
El proceso de secado es primordial para obtener unproducto de alta calidad, es por ello que nuestra plantacuenta con un moderno horno de secado continuo, enel cual el electrodo alcanza gradualmente la tempera-tura máxima especificada, obteniendo de esta forma unsecado uniforme y total.
Envasado
Electrodos para Aceros al carbono y baja aleación.
Son envasados en bolsas de polietileno (5 kg.), poste-riormente en cajas de cartón (25 kg.).
Electrodos para Aceros al carbono, baja aleación conbajo contenido de Hidrógeno, Aceros Inoxidables, Ní-quel y Bronce.
Son envasados en bolsas de polietileno (5 kg.), poste-riormente en cajas de cartón (25 kg.). Para dar unamayor protección contra la humedad y los golpes.
Control de Calidad
Tanto para el control de materias primas como de pro-ductos elaborados, y para su constante investigación,INDURA posee un moderno Laboratorio Químico, do-tado de instrumental especializado.
Este laboratorio no sólo realiza controles físicos (tama-ño, uniformidad, concentricidad, consistencia del reves-timiento) y químicos (de humedad, composición, etc.),sino que también realiza un constante control de solda-bilidad y características mecánicas del metal deposita-do, con muestras de electrodos de producción, siendoésta la única manera de comprobar la calidad final yeficiencia del producto terminado.
Los numerosos controles que se efectúan durante elproceso de fabricación y las pruebas efectuadas al pro-ducto terminado, son anotadas en una tarjeta de pro-ducción. Un número de serie anotado en cada envase,permite individualizar el día y hora de fabricación decada electrodo, indicando el resultado de los controlesa que fue sometido.
Propiedades Mecánicas de los Electrodos
Al someter a prueba un metal depositado mediante arcoeléctrico, es importante eliminar algunas variables, ta-les como diseño de juntas, análisis del metal base, etc.,por lo que se ha universalizado la confección de unaprobeta longitudinal de metal depositado, para luegomaquinarla y someterla a prueba de tracción para co-nocer su punto de fluencia, resistencia a la tracción,porcentaje de alargamiento y de reducción de área.
Antes de traccionar la probeta, si se trata de electrodosque no sean Bajo Hidrógeno, se la somete a un enveje-cimiento a 95-105° C durante 48 horas, con el fin deliberarlos de este gas.
CERTIFICACION DE ELECTRODOS
Certificado de Calidad Lloyd's Register of Shipping,American Bureau of Shipping, Bureau Veritas,Germanischer Lloyd's y Det Norske Veritas
Estas casas clasificadoras exigen su aprobación alos electrodos que se usan en la construcción o repa-ración de buques que van a ser certificados en susRegistros.
Es por eso que ellos especifican las pruebas a que sedeben someter y verifican que los métodos y controlesusados en su fabricación estén de acuerdo con sus es-pecificaciones.
Algunos electrodos están homologados por estas ca-sas clasificadoras, por lo que pueden ser usados enbuques y equipos certificados por estas instituciones.
Ellas realizan un control anual para verificar la alta cali-dad que deben mantener los electrodos.
Clasificación de Electrodos según Normas AWS
Las especificaciones más comunes para la clasificaciónde electrodos según la AWS son las siguientes:
1. Especificación para electrodos revestidos de aceroal carbono, designación AWS: A5.1-91
Manual pag 025-073 ok 1/10/02, 18:5826

27
2. Especificación para electrodos revestidos de acerosde baja aleación, designación AWS: A5.5-96.
3. Especificación para electrodos revestidos de acerosal cromo, y cromo-niquel resistentes a la corrosión,designación AWS: A5.4-92.
4. Especificación para varillas de aporte en usooxiacetilénico y/o TIG, designación AWS: A5.2-92.
5. Especificación para electrodos revestidos para sol-daduras de Fe fundido, designación AWS: A5.15-90.
6. Especificaciones para electrodos continuos yfundentes para Arco Sumergido, designación AWS:A5.17-97.
7. Especificaciones para electrodos de aceros dulces,para soldadura con electrodos continuos protegidospor gas (MIG/MAG), designación AWS: A5.18-93.
En la especificación para aceros al carbono de electro-dos revestidos, el sistema de clasificación está basadoen la resistencia a la tracción del depósito.
La identificación de clasificación, está compuesta de laletra E y cuatro dígitos. Esta letra significa “Electrodo”Los primeros dos dígitos indican la resistencia mínimaa la tracción del metal depositado en miles de libras porpulgada cuadrada. Es así como E 60 XX indica un elec-trodo revestido cuyo depósito posee como mínimo60.000 lbs. por pulgada cuadrada. Esta es la resisten-cia mínima que debe cumplir el depósito.
Aunque los dos últimos dígitos señalan las característi-cas del electrodo, es necesario considerarlos separa-damente, ya que el tercer dígito indica la posición parasoldar del electrodo.
EXX1X - toda posiciónEXX2X - posición plana y horizontalEXX4X - toda posición, vertical descendente
El último dígito indica el tipo de revestimiento del elec-trodo. Sin embargo para una identificación completaes necesario leer los dos dígitos en conjunto.
Nomenclatura CC: Corriente Continua EP: Electrodo Positivo P: PlanaHP: Hierro en Polvo CA: Corriente Alterna EN: Electrodo Negativo V: VerticalBH: Bajo Hidrógeno AP: Ambas Polaridades SC: Sobrecabeza H: Horizontal
Clasificación Corriente y Posición aAWS Tipo de Revestimiento Polaridad soldar
E-6010 Celulósico Sódico CC.EP. P.V.SC.H.E-6011 Celulósico Potásico CA.CC.EP. P.V.SC.H.E-6012 Rutílico Sódico CA.CC.EN. P.V.SC.H.E-6013 Rutílico Potásico CA.CC.AP. P.V.SC.H.E-7014 Rutílico H.P. CA.CC.AP. P.V.SC.HE-7015 Rutílico Sódico B.H. CC.EP. P.V.SC.HE-7016 Rutílico Potásico B.H. CA.CC.EP. P.V.SC.H.E-7018 Rutílico Potásico B.H.-H.P. CA.CC.EP. P.V.SC.HE-6020 Oxido de Hierro CA.CC.AP. P.H. FileteE-7024 Rutílico H.P. CA.CC.AP. P.H. FileteE-7027 Oxido de Hierro H.P. CA.CC.AP. P.H. Filete
Para las posiciones vertical y sobrecabeza existe unalimitación de diámetro hasta 3/16" comúnmente y de 5/32" para electrodos de B.H.
Los sistemas de clasificación para los electrodos reves-tidos de acero de baja aleación son similares a la de losaceros al carbono, pero a continuación del cuarto dígitoexiste una letra y un dígito que indican la composiciónquímica del metal depositado. Así la A significa un elec-trodo de acero al Carbono-Molibdeno; la B un electrodoal Cromo-Molibdeno, la C un electrodo al Níquel y laletra D un electrodo al Manganeso-Molibdeno.
El dígito final indica la composición química, según estaclasificación.
En las especificaciones para aceros inoxidables AWS:A5.4.92, la AISI clasificó estos aceros por números, yestos mismos se usan para la designación de los elec-trodos. Por lo tanto, la clasificación para los electrodosde acero inoxidables, como 308, 347, etc. es su núme-ro y luego dos dígitos más que indican sus característi-cas de empleo (fuente de poder, tipo de revestimiento,etc). La letra L a continuación de los tres primeros dígi-tos indica que el acero inoxidable es de bajo contenidoen carbono.
Manual pag 025-073 ok 1/10/02, 18:5827

28
SISTEMA ARCO MANUAL
% de Aleación
electrodos segun AWS. (Mo) (Cr) (Ni) (Mn) (Va) (Cu)
A1 0.5 - - - - -B1 0.5 0.5 - - - -B2 0.5 1.25 - - - -B3 1.0 2.25 - - - -B4 0.5 2.0 - - - -B5 1.1 0.5 - - - -B6 0.5 5.0 - - - -B7 0.5 7.0 - - - -B8 1.0 9.0 - - - -B9 1.0 9.0 - - 0.20 0.25C1 - - 2.5 1.2 - -C2 - - 3.5 1.2 - -C3 - - 1.0 1.2 - -C4 - - 1.5 1.2 - -C5 - - 6.5 0.7 - -D1 0.3 - - 1.5 - -D2 0.3 - - 1.75 - -D3 0.5 - - 1.4 - -G* 0.2 0.3 0.5 1.0 0.1 0.2M Ver AWS A 5.5-96 - - -P1 0.5 0.3 1.0 1.2 - -W1 - 0.2 0.3 0.5 - 0.4W2 - 0.6 0.6 0.9 - 0.5
G* Sólo necesita tener un porcentaje mínimo de uno de los elementos.Requerimientos químicos adicionales pueden acordarse entre el fabricante y el usuario.
DESIGNACION DE ELECTRODOS SEGUN NORMA AWS: 5.5-96DE ACUERDO A SU MAYOR PORCENTAJE DE ELEMENTOS DE ALEACION
ELECTRODOS PARA SOLDAR ACERO AL CARBONO
Procedimiento para soldar Acero al Carbono
Los mejores resultados se obtienen manteniendo unarco mediano, con lo que se logra una fusión adecua-da, permitiendo el escape de gases además de contro-lar la forma y apariencia del cordón.
Para filetes planos y horizontales, conviene mantenerel electrodo en un ángulo de 45° respecto a las plan-chas, efectuar un pequeño avance y retroceso del elec-trodo en el sentido de avance. Con ello se logra unabuena fusión al avanzar, se controla la socavación y laforma del cordón al retroceder al cráter.
Para filetes verticales ascendentes, se mantiene el elec-trodo perpendicular a la plancha moviéndolo en el sen-tido de avance. El movimiento debe ser lo suficiente-
mente rápido y la corriente adecuada para permitir alar-gar el arco y no depositar cuando se va hacia arriba,para luego bajar al cráter y depositar el metal fundido,controlando la socavación y ancho del cordón.
La soldadura sobrecabeza se ejecuta en forma similara la horizontal, pero la oscilación en el sentido de avan-ce debe ser mayor para permitir que el metal deposita-do en el cráter se solidifique.
Cuando se suelda vertical descendente, el cordón deraíz se hace con un avance continuo, sin oscilar, y lafuerza del arco se dirige de tal manera que sujete elbaño de fusión. Para los pases sucesivos se puedeusar una oscilación lateral.
Número del sufijo para
Manual pag 025-073 ok 1/10/02, 18:5828

29
INDURA 6010 Clasificación AWS: E-6010
¥ Electrodo para acero al carbono¥ Con hierro en polvo¥ Toda posici n¥ Corriente continua. Electrodo positivo
¥ Revestimiento: Rojo¥ Aprobado por el Lloyd’s Register of Shipping,American Bureau of Shipping, Bureau Veritas,Germanischer Lloyd y Det Norske Veritas
Descripción
Electrodo con polvo de hierro en el revestimiento, quepermite una velocidad de depósito mayor y una aplica-ción mas fácil, junto con propiedades mecánicas so-bresalientes. La estabilidad del arco y el escudo pro-tector que da el revestimiento ayudan a dirigir el depó-sito reduciendo la tendencia a socavar. Esta diseñadosegun los últimos adelantos técnicos para lograr ópti-mos resultados prácticos.
Usos
Este electrodo tiene un campo de aplicación muy amplio,en especial cuando es necesario soldar en toda posición.
Aplicaciones típicas
• Estanques • Tuberías de presión• Estructuras • Cañerías• Planchas corrientes • Barcos
y galvanizadas
Procedimiento para soldar
Para obtener los mejores resultados, se recomienda unarco de longitud mediana que permita controlar mejorla forma y aspecto del cordón.
Para soldadura de filetes planos y horizontales, se re-comienda mantener el electrodo a 45º con cada plan-cha, oscilándolo en el sentido del avance. El movimientoadelante tiene por objeto obtener buena penetración yel movimiento hacia atrás controla la socavación y laforma del cordón.
En la soldadura vertical se recomienda llevar el electro-do en un ángulo de casi 90º, inclinándolo ligeramenteen el sentido de avance. Se debe llevar un movimientode vaivén, alargando el arco para no depositar metalen el movimiento hacia arriba y luego acortándolo paradepositar en el cráter y así controlar las dimensionesdel deposito y la socavación.
Composición química (típica del metal depositado):
C 0,12%; Mn 0,60%; P 0,01%; S 0,020%; Si 0,24%
Características típicas del metal depositado:
Resultados de pruebas de tracción con probetas de Requerimientos según normametal de aporte (según norma AWS: A5.1-91): AWS: A5.1-91:
Resistencia a la tracción : 72.500 lb/pulg2 (500 MPa) 60.000 lb/pulg2 (414 MPa)
Límite de fluencia : 64.000 lb/pulg2 (441 MPa) 48.000 lb/pulg2 (331 MPa)
Alargamiento en 50 mm. : 26% 22%
Amperajes recomendados:
Diámetro Electrodo Longitud Electrodo Amperaje Electrodospulg. mm. pulg. mm. min. máx. x kg. aprox.
3/32 2,4 12 300 60 90 751/8 3,2 14 350 80 110 35
5/32 4,0 14 350 110 160 243/16 4,8 14 350 150 200 17
Manual pag 025-073 ok 1/10/02, 18:5829

72
SISTEMA ARCO MANUAL
Estos electrodos tienen gran importancia en las industrias que requieren efectuar trabajos de corte y biselado, yaque han sido especialmente diseñados y fabricados para cumplir eficientemente estos trabajos.
ELECTRODOS PARA BISELAR Y CORTAR
Procedimiento para Biselar y Cortar
Para biselar use un portaelectrodo convencional, diri-giendo el electrodo en un ángulo aproximado de 30°,con respecto al plano del metal base. Use un movi-miento de retroceso para evitar profundizar demasia-do. Una mayor velocidad de avance dará un biseladomenos profundo. Esmerile la zona antes de soldar.
Para cortar, dirija el electrodo en dirección al recorridoen un ángulo de 90° con respecto al plano del metalbase. Use un movimiento vertical ascendente y des-cendente para producir el desprendimiento del materialfundido.
INDURA Speed Cut
¥ Electrodo para cortar y perforar¥ Corriente alterna¥ Toda posici n
¥ Corriente continua. Electrodo negativo¥ Revestimiento: Gris oscuro
Descripción
El electrodo Speed Cut está diseñado para cortar yperforar todos los metales, con CA o CC, electrodo ne-gativo.
Es un electrodo de alta velocidad y su revestimientoespecial de tipo refractario evita que se precaliente elnúcleo y concentra la fuerza del arco para lograr cortesparejos y limpios.
Usos
Este electrodo ha sido especialmente diseñado paraproducir cortes de alta velocidad, en todas las posicio-nes. Es recomendable su uso en todos los metales,
especialmente para aquellos que representan dificul-tad para ser cortados o perforados, al ser tratados conequipos oxigas, como por ejemplo; fierro fundido, ace-ros inoxidables, aleaciones de níquel, bronce, cobre,aluminio, etc.
Aplicaciones típicas
• Cortes de alta velocidad, en todas posiciones• Desarme de estructuras metálicas• Remoción de defectos en soldadura• Perforación de remaches
Amperajes recomendados:
Diámetro Electrodo Longitud Electrodo Amperaje Electrodospulg. mm. pulg. mm. min. máx. x kg. aprox.
1/8 3,2 14 350 200 250 355/32 4,0 14 350 220 280 233/16 4,8 14 350 250 330 17
Manual pag 025-073 ok 1/10/02, 18:5872

73
INDURA Speed Chamfer
¥ Electrodo para biselar¥ Corriente alterna¥ Corriente continua. Electrodo negativo
¥ Toda posici n¥ Revestimiento: Negro
Descripción
El electrodo SPEED CHAMFER está especialmenteformulado para biselar y achaflanar todos los metales.
Este electrodo se utiliza con CA o CC, electrodo nega-tivo. No requiere oxígeno, ni equipos costosos, siendomuy fácil de aplicar.
Resiste altos amperajes sin afectarse, debido a su re-vestimiento refractario, el cual evita que se precalienteel núcleo y concentra la fuerza del arco para lograr bi-seles o canales parejos y limpios.
Es aplicable en toda posición sobre metales difíciles oimposibles de biselar con equipos oxiacetilénicos.
Usos
Es un electrodo especialmente diseñado para biselar,achaflanar, ranurar y acanalar cualquier metal, tantoferroso como no ferroso.
Es usado especialmente para preparar secciones asoldar y eliminar depósitos viejos o defectuosos.
Aplicaciones típicas
• Biselar y cortar aceros ferrosos y no ferrosos.• Remoción de grietas en piezas de Fe fundido, Aceros
al Manganeso, Aceros inoxidables, Aceros al carbo-no, etc.
• Perforar metales.
Amperajes recomendados:
Diámetro Electrodo Longitud Electrodo Amperaje Electrodospulg. mm. pulg. mm. min. máx. x kg. aprox.
1/8 3,2 14 350 200 250 245/32 4,0 14 350 300 400 153/16 4,8 14 350 350 500 12
Manual pag 025-073 ok 1/10/02, 18:5873

111
Resistencia ResistenciaBrinell VIckers Rockwell a la tracción Brinell Vickers Rockwell a la tracción
C B x 1000 psi C B x 1000 psi
898 440 223 223 20 97 110857 420 217 217 18 96 107817 401 212 212 17 96 104780 1150 70 384 207 207 16 95 101745 1050 68 368 202 202 15 94 99712 960 66 352 197 197 13 93 97682 885 64 337 192 192 12 92 95653 820 62 324 187 187 10 91 93627 765 60 311 183 183 9 90 91601 717 58 298 179 179 8 89 89578 675 57 287 174 174 7 88 87555 633 55 120 276 170 170 6 87 85534 598 53 119 266 166 166 4 86 83514 567 52 119 256 163 163 3 85 82495 540 50 117 247 159 159 2 84 80477 515 49 117 238 156 156 1 83 78461 494 47 116 229 153 153 82 76444 472 46 115 220 149 149 81 75429 454 45 115 212 146 146 80 74415 437 44 114 204 143 143 79 72401 420 42 113 196 140 140 78 71388 404 41 112 189 137 137 77 70375 389 40 112 182 134 134 76 68363 375 38 110 176 131 131 74 66352 363 37 110 170 128 128 73 65341 350 36 109 165 126 126 72 64331 339 35 109 160 124 124 71 63321 327 34 108 155 121 121 70 62311 316 33 108 150 118 118 69 61302 305 32 107 146 116 116 68 60293 296 31 106 142 114 114 67 59285 287 30 105 138 112 112 66 58277 279 29 104 134 109 109 65 56269 270 28 104 131 107 107 64 56262 263 26 103 128 105 105 62 54255 256 25 102 125 103 103 61 53248 248 24 102 122 101 101 60 52241 241 23 100 119 99 99 59 51235 235 22 99 116 97 97 57 50229 229 21 98 113 95 95 56 49
DUREZA
TABLA COMPARATIVA DE DUREZA
TABLAS
Manual pag 111-131 ok 1/10/02, 18:59111

112
TABLAS
ACEROS
COMPOSICION QUIMICA DE LOS ACEROS
SERIES SAE Y AISI
SAE (Society of Automotive Engineers) y AISI (American Iron and Steel Institute) han efectuado clasificacionesextensas de los aceros de acuerdo a su composición química, llegando a establecer la siguiente normalización:
Designación de Letras
B: Acero al Carbono (Horno BESSEMER, ácido)
C: Acero al Carbono (Horno Solera abierta, básico)
E: Acero al Carbono (Horno eléctrico)
Designación Numérica
(10XX) Aceros al Carbono(13XX) Manganeso 1.60 a 1.90%(23XX) Níquel 3.50%(25XX) Níquel 5.0%(31XX) Níquel 1.25% - Cromo 0.60%(33XX) Níquel 3.50% - Cromo 1.60%(40XX) Molibdeno(41XX) Cromo - Molibdeno(43XX) Níquel - Cromo - Molibdeno(46XX) Níquel 1.65% -Molibd. 0.25%(48XX) Níquel 3.25% Molibd. 0.25%(51XX) Cromo(52XX) Cromo y alto carbono(61XX) Cromo - Vanadio(86XX) Cromo - Níquel - Molibdeno(87XX) Cromo - Níquel - Molibdeno(92XX) Silicio 2.0% - Cromo(93XX) Níquel 3.0% - Cromo - Molibd.(94XX) Níquel - Cromo - Molibdeno(97XX) Níquel - Cromo - Molibdeno(98XX) Níquel - Cromo - Molibdeno
Manual pag 111-131 ok 1/10/02, 18:59112

113
ACEROS AL CARBONO
Número P S NúmeroSAE C Mn Max. Max. AISI
— 0.06 max. 0.35 max. 0.040 0.050 C10051006 0.08 max. 0.25-0.40 0.040 0.050 C10061008 0.10 max. 0.25-0.50 0.040 0.050 C10081010 0.08-0.13 0.30-0.60 0.040 0.050 C1010
— 0.10-0.15 0.30-0.60 0.040 0.050 C1012— 0.11-0.16 0.50-0.80 0.040 0.050 C1013
1015 0.13-0.18 0.30-0.60 0.040 0.050 C10151016 0.13-0.18 0.60-0.90 0.040 0.050 C10161017 0.15-0.20 0.30-0.60 0.040 0.050 C10171018 0.15-0.20 0.60-0.90 0.040 0.050 C10181019 0.15-0.20 0.70-1.00 0.040 0.050 C10191020 0.18-0.23 0.30-0.60 0.040 0.050 C1020
— 0.18-0.23 0.60-0.90 0.040 0.050 C10211022 0.18-0.23 0.70-1.00 0.040 0.050 C1022
— 0.20-0.25 0.30-0.60 0.040 0.050 C10231024 0.19-0.25 1.35-1.65 0.040 0.050 C10241025 0.22-0.28 0.30-0.60 0.040 0.050 C1025
— 0.22-0.28 0.60-0.90 0.040 0.050 C10261027 0.22-0.29 1.20-1.50 0.040 0.050 C1027
— 0.25-0.31 0.60-0.90 0.040 0.050 C10291030 0.28-0.34 0.60-0.90 0.040 0.050 C10301033 0.30-0.36 0.70-1.00 0.040 0.050 C10331034 0.32-0.38 0.50-0.80 0.040 0.050 C10341035 0.32-0.38 0.60-0.90 0.040 0.050 C10351036 0.30-0.37 1.20-1.50 0.040 0.050 C10361038 0.35-0.42 0.60-0.90 0.040 0.050 C1038
— 0.37-0.44 0.70-1.00 0.040 0.050 C10391040 0.37-0.44 0.60-0.90 0.040 0.050 C10401041 0.36-0.44 1.35-1.65 0.040 0.050 C10411042 0.40-0.47 0.60-0.90 0.040 0.050 C10421043 0.40-0.47 0.70-1.00 0.040 0.050 C10431045 0.43-0.50 0.60-0.90 0.040 0.050 C10451046 0.43-0.50 0.70-1.00 0.040 0.050 C10461050 0.48-0.55 0.60-0.90 0.040 0.050 C1050
— 0.45-0.56 0.85-1.15 0.040 0.050 C10511052 0.47-0.55 1.20-1.50 0.040 0.050 C1052
— 0.50-0.60 0.50-0.80 0.040 0.050 C10541055 0.50-0.60 0.60-0.90 0.040 0.050 C1055
— 0.50-0.61 0.85-1.15 0.040 0.050 C1057— 0.55-0.65 0.50-0.80 0.040 0.050 C1059
1060 0.55-0.65 0.60-0.90 0.040 0.050 C1060— 0.54-0.65 0.75-1.05 0.040 0.050 C1061
1062 0.54-0.65 0.85-1.15 0.040 0.050 C10621064 0.60-0.70 0.50-0.80 0.040 0.050 C10641065 0.60-0.70 0.60-0.90 0.040 0.050 C10651066 0.60-0.71 0.85-1.15 0.040 0.050 C1066
— 0.65-0.75 0.40-0.70 0.040 0.050 C10691070 0.65-0.75 0.60-0.90 0.040 0.050 C1070
— 0.65-0.76 0.75-1.05 0.040 0.050 C10711074 0.70-0.80 0.50-0.80 0.040 0.050 C1074
Manual pag 111-131 ok 1/10/02, 18:59113

114
TABLAS
ACEROS DE ALEACION
Número P S NúmeroAISI C Mn Max. Max. Si Ni Cr Otros SAE
1320 0.18-0.23 1.60-1.90 0.040 0.040 0.20-0.35 13201321 0.18-0.23 1.60-1.90 0.050 0.540 0.20-0.35 — — — —1330 0.28-0.33 1.60-1.90 0.040 0.040 0.20-0.35 — — — 13301335 0.33-0.38 1.60-1.90 0.040 0.040 0.20-0.35 — — — 13351340 0.38-0.43 1.60-1.90 0.040 0.040 0.20-0.35 — — — 1340
2317 0.15-0.20 0.40-0.60 0.040 0.040 0.20-0.35 3.25-3.75 — — 23172330 0.28-0.33 0.60-0.80 0.040 0.040 0.20-0.35 3.25-3.75 — — 23302335 0.33-0.38 0.60-0.80 0.040 0.040 0.20-0.35 3.25-3.75 — — —2340 0.33-0.43 0.70-0.90 0.040 0.040 0.20-0.35 3.25-3.75 — — 23402345 0.43-0.48 0.70-0.90 0.040 0.040 0.20-0.35 3.25-3.75 — — 2345
E2512 0.09-0.14 0.40-0.60 0.025 0.025 0.20-0.35 4.75-5.25 — — 25122512 0.12-0.1 0.40-0.60 0.040 0.040 0.20-0.35 4.75-5.25 — — 2515
E2517 0.15-0.20 0.45-0.60 0.025 0.025 0.20-0.35 4.75-5.25 — — 2517
3115 0.13-0.18 0.40-0.60 0.040 0.040 0.20-0.35 1.10-1.40 0.55-0.75 — 31153120 0.17-0.22 0.60-0.80 0.040 0.040 0.20-0.35 1.10-1.40 0.55-0.75 — 31203130 0.28-0.33 0.60-0.80 0.040 0.040 0.20-0.35 1.10-1.40 0.55-0.75 — 31303135 0.33-0.38 0.60-0.80 0.040 0.040 0.20-0.35 1.10-1.40 0.55-0.75 — 31353140 0.38-0.43 0.70-0.90 0.040 0.040 0.20-0.35 1.10-1.40 0.55-0.75 — 31403141 0.38-0.43 0.70-0.90 0.040 0.040 0.20-0.35 1.10-1.40 0.70-090 — 31413145 0.43-0.48 0.70-0.90 0.040 0.040 0.20-0.35 1.10-1.40 0.70-0.90 — 31453150 0.48-0.53 0.70-0.90 0.040 0.040 0.20-0.35 1.10-1.40 0.70-0.90 — 3150
E3310 0.08-0.13 0.50-0.60 0.025 0.025 0.20-0.35 3.25-3.75 1.40-1.75 — 3310E3316 0.14-0.19 0.45-0.60 0.025 0.025 0.20-0.35 3.25-3.75 1.40-1.75 — 3316
Mo
4117 0.15-0.20 0.70-0.90 0.040 0.040 0.20-0.35 — — 0.20-0.30 40174023 0.20-0.25 0.70-0.90 0.040 0.040 0.20-0.35 — — 0.20-0.30 40234024 0.20-0.25 0.70-0.90 0.040 0.035-0.050 0.20-0.35 — — 0.20-0.30 40244027 0.25-0.30 0.70-0.90 0.040 0.040 0.20-0.35 — — 0.20-0.30 40274028 0.25-0.30 0.70-0.90 0.040 0.035-0.050 0.20-0.35 — — 0.20-0.30 40284032 0.30-0.35 0.70-0.90 0.040 0.040 0.20-0.35 — — 0.20-0.30 40324037 0.35-0.40 0.70-0.90 0.040 0.040 0.20-0.35 — — 0.20-0.30 40374042 0.40-0.45 0.70-0.90 0.040 0.040 0.20-0.35 — — 0.20-0.30 40424047 0.45-0.50 0.70-0.90 0.040 0.040 0.20-0.35 — — 0.20-0.30 40474053 0.50-0.56 0.75-1.00 0.040 0.040 0.20-0.35 — — 0.20-0.30 40534063 0.60-0.67 0.75-1.00 0.040 0.040 0.20-0.35 — — 0.20-0.30 40634068 0.63-0.70 0.75-1.00 0.040 0.040 0.20-0.35 — — 0.20-0.30 468
— 0.17-0.22 0.70-0.90 0.040 0.040 0.20-0.35 — 0.40-0.60 0.20-0.30 4119— 0.23-0.28 0.70-0.90 0.040 0.040 0.20-0.35 — 0.40-0.60 0.20-0.30 4125
4130 0.28-0.33 0.40-0.60 0.040 0.040 0.20-0.35 — 0.80-1.10 0.15-0.25 4130E4132 0.30-0.35 0.40-0.60 0.025 0.025 0.20-0.35 — 0.80-1.10 018-0.25 —E4135 0.33-0.38 0.70-0.90 0.025 0.025 0.20-0.35 — 0.80-1.10 0.18-0.25 —4137 0.35-0.40 0.70-0.90 0.025 0.040 0.20-0.35 — 0.80-1.10 0.15-0.25 4137
E4137 0.35-0.40 0.70-0.90 0.025 0.025 0.20-0.35 — 0.80-1.10 018-0.25 —4140 0.38-0.43 0.75-1.00 0.040 0.040 0.20-0.35 — 0.80-1.10 0.18-0.25 4140
Manual pag 111-131 ok 1/10/02, 18:59114

115
ACEROS DE ALEACION
Número P S NúmeroAISI C Mn Max. Max. Si Ni Cr Otros SAE
Mo4142 0.40-0.45 0.75-1.001 0.040 0.040 0.20-0.35 — 0.80-1.10 0.15-0.254145 0.43-0.48 0.75-1.00 0.040 0.040 0.20-0.35 — 0.80-1.10 0.15-0.25 41454147 0.45-0.50 0.75-1.00 0.040 0.040 0.20-0.35 — 0.80-1.10 0.15-0.25 —4150 0.48-0.53 0.75-1.00 0.040 0.040 0.20-0.35 — 0.80-1.10 0.15-0.25 4150
4317 0.15-0.20 0.45-0.65 0.040 0.040 0.20-0.35 1.65-2.00 0.40-0.60 0.20-0.30 43174320 0.17-0.22 0.45-0.65 0.040 0.040 0.20-0.35 1.65-2.00 0.40-0.60 0.20-0.30 43204327 0.35-0.40 0.60-0.80 0.040 0.040 0.20-0.35 1.65-2.00 0.70-0.90 0.20-0.30 —4340 0.38-0.43 0.60-0.80 0.040 0.040 0.20-0.35 1.65-2.00 0.70-0.90 0.20-0.30 4340
4608 0.06-0.11 0.25-0.45 0.040 0.040 0.20 Max 1.40-1.75 — 0.15-0.25 46084615 0.13-0.18 0.45-0.65 0.040 0.040 0.20-0.35 1.65-2.00 — 0.20-0.30 4615
— 0.15-0.20 0.45-0.65 0.040 0.040 0.20-0.35 1.65-2.00 — 0.20-0.30 4617E4617 0.15-0.20 0.45-0.65 0.025 0.025 0.20-0.35 1.65-2.00 — 0.20-0.27 —4620 0.17-0.22 0.45-0.65 0.040 0.040 0.20-0.35 1.65-2.00 — 0.20-0.30 4620
X4620 0.18-0.23 0.50-0.70 0.040 0.040 0.20-0.35 1.65-2.00 — 0.20-0.30 X 4620E4620 0.17-0.22 0.45-0.65 0.025 0.025 0.20-0.35 1.65-2.00 — 0.20-0.27 —4621 0.18-0.23 0.70-0.90 0.040 0.040 0.20-0.35 1.65-2.00 — 0.20-0.30 46214640 0.38-0.43 0.60-0.80 0.040 0.040 0.20-0.35 1.65-2.00 — 0.20-0.30 4640
E4640 0.38-043 0.60-0.80 0.025 0.025 0.20-0.35 1.65-2.00 — 0.20-0.27 —
4812 0.10-0.15 0.40-0.60 0.040 0.040 0.20-0.35 3.25-3.75 — 0.20-0.30 48124815 0.13-0.18 0.40-0.60 0.040 0.040 0.20-0.35 3.25-3.75 — 0.20-0.30 48154817 0.15-0.20 0.40-0.60 0.040 0.040 0.20-0.35 3.25-3.75 — 0.20-0.30 48174820 0.18-0.23 0.50-0.70 0.040 0.040 0.20-0.35 3.25-3.75 — 0.20-0.30 4820
5045 0.43-0.48 0.70-0.90 0.040 0.040 0.20-0.35 — 0.55-0.75 — 50455046 0.43-0.58 0.75-1.00 0.040 0.040 0.20-0.35 — 0.55-0.75 — 5046
— 0.13-0.18 0.70-0.90 0.040 0.040 0.20-0.35 — 0.70-090 — 51155120 0.17-0.22 0.70-0.90 0.040 0.040 0.20-0.35 — 0.70-0.90 — 51205130 0.28-0.33 0.70-0.90 0.040 0.040 0.20-0.35 — 0.80-1.10 — 51305132 0.30-0.35 0.60-0.80 0.040 0.040 0.20-0.35 — 0.80-1.05 — 51325135 0.33-0.38 0.60-0.80 0.040 0.040 0.20-0.35 — 0.80-1.05 — 51355140 0.38-0.43 0.70-0.90 0.040 0.040 0.20-0.35 — 0.70-0.90 — 51405145 0.43-0.48 0.70-0.90 0.040 0.040 0.20-0.35 — 0.70-0.90 — 51455147 0.45-0.52 0.75-1.00 0.040 0.040 0.20-0.35 — 0.90-1.20 — 51475150 0.48-0.53 0.70-0.90 0.040 0.040 0.20-0.35 — 0.70-0.90 — 51505152 0.48-0.55 0.70-0.90 0.040 0.040 0.20-0.35 — 0.90-1.20 — 5152
E50100 0.95-1.10 0.25-0.45 0.025 0.025 0.20-0.35 — 0.40-0.60 — 50100E51100 0.95-1.10 0.25-0.45 0.025 0.025 0.20-0.35 — 0.90-1.15 — 51100E52100 0.95-1.10 0.25-0.45 0.025 0.025 0.20-0.35 — 1.30-1.60 — 52100
V
6120 0.17-0.22 0.70-0.90 0.040 0.040 0.20-0.35 — 0.70-0.90 0.10 Min —6145 0.43-0.48 0.70-0.90 0.040 0.040 0.20-0.35 — 0.80-1.10 0.15 Min —6150 0.48-0.53 0.70-0.90 0.040 0.040 0.20-0.35 — 08.0-1.10 0.15 Min —6152 0.48-0.55 0.70-0.90 0.040 0.040 0.20-0.35 — 0.80-1.10 0.10 Min —
Manual pag 111-131 ok 1/10/02, 18:59115

116
TABLAS
ACEROS DE ALEACION
Número P S NúmeroAISI C Mn Max. Max. Si Ni Cr Mo SAE
8615 0.15-0.18 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.50-0.60 0.15-0.25 86158617 0.15-0.20 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86178620 0.18-0.23 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86208622 0.20-0.25 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86228625 0.23-0.28 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86258627 0.25-0.30 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86278630 0.28-0.33 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86308632 0.30-0.35 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86328635 0.33-0.38 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86358637 0.35-0.40 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86378640 0.38-0.43 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86408641 0.38-0.43 0.75-1.00 0.040 0.040-0.60 0.20-0.35 0.40-0.87 0.40-0.60 0.15-0.25 86418642 0.40-0.45 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86428645 0.43-0.48 0.75.-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86458647 0.45-0.50 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 84178650 0.48-0.53 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86508653 0.50-0.56 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86538655 0.50-0.60 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 86558660 0.50-0.65 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.15-0.25 8660
8720 0.18-0.23 0.70-0.90 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.20-0.30 87208735 0.33-0.38 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.20-0.30 87358740 0.38-0.43 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.20-0.30 87408742 0.48-0.45 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.20-0.30 —8745 0.43-0.48 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.20-0.30 87458747 0.45-0.50 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.20-0.30 —8750 0.48-0.53 0.75-1.00 0.040 0.040 0.20-0.35 0.40-0.70 0.40-0.60 0.20-0.30 8750
— 0.58-0.60 0.50-0.60 0.040 0.040 1.20-1.60 — 0.50-0.80 — 92549255 0.58-0.60 0.70-0.95 0.040 0.040 1.80-2.20 — — — 92559260 0.55-0.65 0.70-1.00 0.040 0.040 1.80-2.20 — — — 92609261 0.55-0.65 0.75-1.00 0.040 0.040 1.80-2.20 — 0.10-0.25 — 92619262 0.55-0.65 0.75-1.00 0.040 0.040 1.80-2.20 — 0250-0400 — 9262
E9310 0.08-0.13 0.45-0.65 0.025 0.025 0.20-0.35 3.00-3.50 1.00-1.40 0.80-0.15 9310E9315 0.13-0.18 0.45-0.65 0.025 0.025 0.20-0.35 3.00-3.50 1.00-1.40 0.80-0.15 9315E9317 0.15-0.20 0.45-0.65 0.025 0.025 0.20-0.35 3.00-3.50 1.00-1.40 0.80-0.15 9317
9437 0.35-0.40 0.90-1.20 0.040 0.040 0.20-0.35 0.30-0.60 0.30-0.50 0.80-0.15 94379440 0.38-0.43 0.90-1.20 0.040 0.040 0.20-0.35 0.30-0.60 0.30-0.50 0.80-0.15 94409442 0.40-0.45 1.00-1.30 0.040 0.040 0.20-0.35 0.30-0.60 0.30-0.50 0.80-0.15 94429445 0.43-0.48 1.00-1.30 0.040 0.040 0.20-0.35 0.30-0.60 0.30-0.50 0.80-0.15 9445
9447 0.45-0.50 0.50-0.80 0.040 0.040 0.20-0.35 0.40-0.70 0.10-0.25 0.15-0.25 94479763 0.60-0.67 0.50-0.80 0.040 0.040 0.20-0.35 0.40-0.70 0.10-0.25 0.15-0.25 97639840 0.38-0.43 0.70-0.90 0.040 0.040 0.20-0.35 085-1.15 0.70-0.90 02.0-0.30 98409845 0.43-0.48 0.70-0.90 0.040 0.040 0.20-0.35 0.85-1.15 0.70-0.90 0.20-030 98409850 0.48-0.53 0.70-0.90 0.040 0.040 0.20-0.35 0.85-1.15 0.70-0.90 0.20-0.30 9850
Manual pag 111-131 ok 1/10/02, 18:59116

117
AUSTENITICOS
Tipo Carbono Manganeso SIilicio Cromo Níquel OtrosAISI % Máximo % Máximo % % Elementos %
201 0.15 Max. 5.5/7.5 1.00 16.00/18.00 3.50/5.50 N20.25 Max.202 0.15 Máx. 7.5/10.00 1.00 17.00/19.00 4.00/6.00 N20.25 Máx.301 0.15 Máx. 2.00 1.00 16.00/18.00 6.00/8.00302 0.15 Máx. 2.00 1.00 17.00/19.00 8.00/10.00302B 0.15 Máx. 2.00 2.00/3.00 17.00/19.00 8.00/10.00303 0.15 Máx. 2.00 1.00 17.00/19.00 8.00/10.00 S 0.15 Min.303Se 0.15 Máx. 2.00 1.00 17.00/19.00 8.00/10.00 Se 0.15 Min.304 0.08 Máx. 2.00 1.00 18.00/20.00 8.00/12.00304L 0.03 Máx. 2.00 1.00 18.00/20.00 8.00/12.00305 0.12 Máx. 2.00 1.00 17.00/19.00 10.00/13.00308 0.08 Máx. 2.00 1.00 19.00/21.00 10.00/12.00309 0.20 Máx. 2.00 1.00 22.00/24.00 12.00/15.00309S 0.08 Máx. 2.00 1.00 22.00/24.00 12.00/15.00310 0.25 Máx. 2.00 1.50 24.00/26.00 19.00/22.00310S 0.08 Máx. 2.00 1.50 24.00/26.00 19.00/22.00314 0.25 Máx. 2.00 1.50/3.00 23.00/26.00 19.00/22.00316 0.08 Máx. 2.00 1.00 16.00/18.00 10.00/14.00 Mo2.00/3.00316L 0.03 Máx. 2.00 1.00 16.00/18.00 10.00/14.00 Mo2.00/3.00317 0.08 Máx. 2.00 1.00 18.00/20.00 11.00/15.00 Mo3.00/4.00321 0.08Máx. 2.00 1.00 17.00/19.00 9.00/12.00 Ti5 x C Min.347 0.08 Máx. 2.00 1.00 17.00/19.00 9.00/13.00 Cb +Ta10 C Min.348 0.08 Máx. 2.00 1.00 17.00/19.00 9.00/13.00 Cb +Ta10 C Min.
Ta 0.10 Máx.
MARTENSITICOS
403 0.15 Máx. 1.00 0.50 11.50/13.00405 0.08 Máx. 1.00 1.00 11.50/14,50 Al 0.10/0.30410 0.15 Máx. 1.00 1.00 11.50/13.50414 0.15 Máx. 1.00 0.50 11.50/13.50 1.25/2.50416 0.15 Máx. 1.25 1.00 12.00/14.00 S 0.15 Min.416Se 0.15 Máx. 1.25 1.00 12.00/14.00 Se 0.15 Min.420 Sobre 0.15 1.00 1.00 12.00/14.00431 0.20 Máx. 1.00 1.00 15.00/17.00 1.25/2.50440A 0.60/0.75 1.00 1.00 16.00/18.00 Mo 0.75 Máx.440B 0.75/0.95 1.00 1.00 16.00/18.00 Mo 0.75 Máx.440C 0.95/1.20 1.00 1.00 16.00/18.00 Mo 0.75 Máx.501 Sobre 0.10 1.00 1.00 4.00/6.00 Mo 0.40/0.65502 0.10 Máx. 1.00 1.00 4.00/6.00 Mo 0.40/0.65
FERRITICOS
405 0.08 Máx. 1.00 1.00 11.50/14.50430 0.12 Máx. 1.00 1.00 14.00/18.00430F 0.12 Máx. 1.25 1.00 14.00/18.00 S 0.15 Min.430FS 0.12 Máx. 1.25 1.00 4.00/18.00 Se 0.15 Min.442 0.20 Máx. 1.00 1.00 18.00/23.00446 0.20 Máx. 1.50 1.00 23.00/27.00 N2 0.25 Máx.
COMPOSICION QUIMICA DE LOS ACEROS INOXIDABLES
Manual pag 111-131 ok 1/10/02, 18:59117

118
TABLAS
TEMPERATURAS DE PRECALENTAMIENTO PARA DIFERENTES ACEROS
PRECALENTAMIENTO
El precalentamiento de las piezas a reparar con solda-dura resistente al desgaste puede ser necesario, paraevitar grietas en el metal base, como también en el de-pósito.
La temperatura de precalentamiento para cada alea-ción está indicada en su descripción respectiva y de-penderá del contenido de Carbono y elementos de alea-ción en el metal base.
Cuanto más alto el contenido del Carbono, mayor debeser la temperatura de precalentamiento.
Las temperaturas indicadas en esta tabla representanlos valores mínimos para cada material, por lo que serecomienda usar siempre la temperatura más alta delas cifras indicadas para el metal base y para el mate-rial de aporte.
PrecalentamientoAceros Designación % Carbono Recomendado
ACEROS AL Aceros al Carbono Bajo 0,20 Sobre 90°CCARBONO Aceros al Carbono 0,20-0,30 90ºC - 150ºC
Aceros al Carbono 0,30 - 0,45 150ºC - 260ºCAceros al Carbono 0,45 - 0,80 260ºC - 420ºC
ACEROS Aceros Carbono-Molibdeno 0,10 - 0,20 150ºC - 260ºCCARBONO- Aceros Carbono-Molibdeno 0,20 - 0,30 200ºC - 320ºCMOLIBDENO Aceros Carbono-Molibdeno 0,30 - 0,35 260ºC - 420ºC
ACEROS AL Aceros al Mn Medio 0,20 - 0,25 150ºC - 260ºCMANGANESO SAET 1330 0,30 200ºC - 320ºC
SAET 1340 0,40 260ºC - 420ºCSAET 1350 0,50 320ºC - 480ºCAc. Mn. 12% (HADFIELD) 1,25 No requiere
ACEROS DE Acero Molibdeno-Manganeso 0,20 150ºC - 260ºCALTA Acero T1 0,10 - 0,20 90ºC - 200ºCRESISTENCIA Aceros Alta Resistencia ARMCO 0,12 Máx. Sobre 90ºC
Aceros Mayari R 0,12 Máx. Sobre 150ºCAceros DUR-CAP 0,25 Máx. 90ºC - 200ºCAceros YOLOY 0,05 - 0,35 90ºC - 320ºCAceros Cr-Cu-Ni 0,12 Máx. 90ºC - 200ºCAceros CROMO-MANGANESO 0,40 200ºC - 320ºCAceros Hi 0,12 Máx. 90ºC - 260ºC
Manual pag 111-131 ok 1/10/02, 18:59118

119
PrecalentamientoAceros Designación % Carbono Recomendado
ACEROS AL SAE 2015 0,10—0,20 Sobre 150°CNIQUEL SAE 2115 0,10—0,20 90ºC - 150°C
Acero Níquel 2 1/2% 0,10—0,20 90ºC - 200ºCSAE 2315 0,15 90ºC - 260ºCSAE 2330 0,20 90ºC - 260ºCSAE 2340 0,30 150ºC - 320ºC
ACEROS SAE 3115 0,15 90ºC - 200ºCCROMO- SAE 3125 0,25 150ºC - 260ºCNIQUEL SAE 3130 0,30 2000ºC - 370ºC.
SAE 3140 0,40 260ºC - 430ºCSAE 3150 0,50 320ºC - 480ºCSAE 3215 0,15 150ºC - 260ºCSAE 3230 0,30 260ºC - 370ºCSAE 3240 0,40 370ºC - 540ºCSAE 3250 0,50 480ºC - 600ºCSAE 3315 0,15 260ºC - 370ºCSAE 3325 0,25 480ºC - 600ºCSAE 3435 0,35 480ºC - 600ºCSAE 3450 0,50 480ºC - 600ºC
ACEROS AL SAE 4140 0,40 320ºC - 430ºCMOLIBDENO SAE 4340 0,40 370ºC - 480ºC
SAE 4615 0,15 200ºC - 320ºCSAE 4630 0,30 260ºC - 370ºCSAE 4640 0,40 320ºC - 430ºCSAE 4820 0,20 320ºC - 430ºC
ACEROS Aceros 2% Cr - 1/2% Mo Sobre 0,15 200ºC - 320ºCCROMO- Aceros 2% Cr - 1/2% Mo 0,15 - 0,25 260ºC - 430ºCMOLIBDENO Aceros 2% Cr - 1% Mo Sobre 0,15 260ºC - 370ºC
Aceros 2% Cr - 1% Mo 0,15 - 0,25 320ºC - 430ºCAceros 5% Cr - 1/2% Mo Sobre 0,15 260ºC - 430ºCAceros 5% Cr - 1/2% Mo 0,15 - 0,25 320ºC - 480ºC
ACEROS AL 12 - 14% Cr tipo 410 0,10 150ºC - 260ºCCROMO 16 - 18% Cr tipo 430 0,10 150ºC - 260ºC
23 - 30% Cr tipo 446 0,10 150ºC - 260ºC
ACEROS 18% Cr - 8% Ni tipo 304 0,07 Estos aceros noINOXIDABLES 25 - 12 tipo 309 0,07 requieren deCROMO - 25 - 20 tipo 310 0,10 precalentamientoNIQUEL 18 - 8 Cb tipo 347 0,07
18 - 9 Mo tipo 316 0,0718 - 8 Mo tipo 317 0,07
Manual pag 111-131 ok 1/10/02, 18:59119

120
TABLAS
CONVERSION DE TEMPERATURA FAHRENHEIT - CENTIGRADO
TEMPERATURA °C – °F
Busque la temperatura que desea convertir en la co-lumna celeste.
Si esta es Centígrado, tendrá el equivalente Fahrenheiten la columna de la derecha.
Si es Fahrenheit, tendrá el equivalente Centigrado enla columna de la izquierda.
459,4 a 0 0 a 100
C T F C T F C T F
-273 -459,4 -17,7 0 32 9,9 50 122,0-268 -450 -17,2 1 33,8 10,4 51 123,8-262 -440 -16,6 2 35,6 11,1 52 125,6-257 -430 -16,1 3 37,4 11,5 53 127,4-251 -420 -15,5 4 39,2 12,1 54 129,2-246 -410 -15,0 5 41,0 12,6 55 131,0-240 -400 -14,4 6 42,8 13,2 56 132,8-234 -390 -13,9 7 44,6 13,7 57 134,6-229 -380 -13,3 8 46,4 14,3 58 136,4-223 -370 -12,7 9 48,2 14,8 59 138,2-218 -360 -12,2 10 50,0 15,6 60 140,0-212 -350 -11,6 11 51,8 16,1 61 141,8-207 -340 -11,1 12 53,6 16,6 62 143,6-201 -330 -10,5 13 55,4 17,1 63 145,4-196 -320 -10,0 14 57,2 17,7 64 147,2-190 -310 -9,4 15 59,0 18,2 65 149,0-184 -300 -8,8 16 60,8 18,8 66 150,8-179 -290 -8,3 17 62,6 19,3 67 152,6-173 -280 -7,7 18 64,4 19,9 68 154,4-169 -273 -459,4 -7,2 19 66,2 20,4 69 156,2-168 -270 -454 -6,6 20 68,0 21,0 70 158,0-162 -260 -436 -6,1 21 69,8 21,5 71 159,8-157 -250 -418 -5,5 22 71,6 22,2 72 161,6-151 -240 -400 -5,0 23 73,4 22,7 73 163,4-146 -230 -382 -4,4 24 75,2 23,3 74 165,2-140 -220 -364 -3,9 25 77,0 23,8 75 167,0-134 -210 -346 -3,3 26 78,8 24,4 76 168,8-129 -200 -328 -2,8 27 80,6 25,0 77 170,6-123 -190 -310 -2,2 28 82,4 25,5 78 172,4-118 -180 -292 -1,6 29 84,2 26,2 79 174,2-112 -170 -274 -1,1 30 86,0 26,8 80 176,0-107 -160 -256 -0,6 31 87,8 27,3 81 177,8-101 -150 -238 0 32 89,6 27,7 82 179,6 -96 -140 -220 0,5 33 91,4 28,2 83 181,4 -90 -130 -202 1,1 34 93,2 28,8 84 183,2 -84 -120 -184 1,6 35 95,0 29,3 85 185,0 -79 -110 -166 2,2 36 96,8 29,9 86 186,8 -73 -100 -148 2,7 37 98,6 30,4 87 188,6 -68 -90 -130 3,3 38 100,4 31,0 88 190,4 -62 -80 -112 3,8 39 102,2 31,5 89 192,2 -57 -70 -94 4,4 40 104,0 32,1 90 194,0 -51 -60 -76 4,9 41 105,8 32,6 91 195,8 -46 -50 -58 5,5 42 107,6 33,3 92 197,6 -40 -40 -40 6,0 43 109,4 33,8 93 199,4 -34 -30 -22 6,6 44 111,2 34,4 94 201,2 -29 -20 -4 7,1 45 113,0 34,9 95 203,0 -23 -10 14 7,7 46 114,8 35,5 96 204,8
-17,7 0 32 8,2 47 116,6 36,1 97 206,6 8,8 48 118,4 36,6 98 208,4 9,3 49 120,2 37,1 99 210,2
37,7 100 212,0
Manual pag 111-131 ok 1/10/02, 18:59120

121
100 a 1000 1000 a 2000
C T F C T F C T F C T F 38 100 212 260 500 932 538 1000 1832 815 1050 2732 43 110 230 265 510 950 543 1010 1850 820 1510 2750 49 120 248 271 520 968 549 1020 1868 827 1520 2768 54 130 266 276 530 986 554 1030 1886 831 1530 2786 60 140 284 282 540 1004 560 1040 1904 838 1540 2804 65 150 302 288 550 1022 565 1050 1922 842 1550 2822 71 160 320 293 560 1040 571 1060 1940 849 1560 2840 76 170 338 299 570 1058 576 1070 1958 853 1570 2858 83 180 356 304 580 1076 582 1080 1976 860 1580 2876 88 190 374 310 590 1094 587 1090 1994 864 1590 2894 93 200 392 315 600 1112 593 1100 2012 871 1600 2912 99 210 410 321 610 1130 598 1110 2030 876 1610 2930100 212 413 326 620 1148 604 1120 2048 882 1620 2948104 220 428 332 630 1166 609 1130 2066 887 1630 2966110 230 446 338 640 1184 615 1140 2084 893 1640 2984115 240 464 343 650 1202 620 1150 2102 898 1650 3002121 250 482 349 660 1220 626 1160 2120 904 1660 3020127 260 500 354 670 1238 631 1170 2138 909 1670 3038132 270 518 360 680 1256 637 1180 2156 915 1680 3056138 280 536 365 690 1274 642 1190 2174 920 1690 3074143 290 554 371 700 1292 648 1200 2192 926 1700 3092149 300 572 376 710 1310 653 1210 2210 931 1710 3110154 310 590 382 720 1328 659 1220 2228 937 1720 3128160 320 608 387 730 1346 664 1230 2246 942 1730 3146165 330 626 393 740 1364 670 1240 2264 948 1740 3164171 340 644 399 750 1382 675 1250 2282 953 1750 3182177 350 662 404 760 1400 681 1260 2300 959 1760 3200182 360 680 410 770 1418 686 1270 2318 964 1770 3218188 370 698 415 780 1436 692 1280 2336 970 1780 3236193 380 716 421 790 1454 697 1290 2354 975 1790 3254199 390 734 426 800 1472 704 1300 2372 981 1800 3272204 400 752 432 810 1490 708 1310 2390 986 1810 3290210 410 770 438 820 1508 715 1320 2408 992 1820 3308215 420 788 443 830 1526 719 1330 2426 997 1830 3326221 430 806 449 840 1544 726 1340 2444 1003 1840 3344226 440 824 454 850 1562 734 1350 2462 1008 1850 3362232 450 842 460 860 1580 737 1360 2480 1014 1860 3380238 460 860 465 870 1598 741 1370 2498 1019 1870 3398243 470 878 471 880 1616 748 1380 2516 1025 1880 3416249 480 896 476 890 1634 752 1390 2534 1030 1890 3434254 490 914 482 900 1652 760 1400 2552 1036 1900 3452
487 910 1670 765 1410 2570 1041 1910 3470493 920 1688 771 1420 2588 1047 1920 3488498 930 1706 776 1430 2606 1052 1930 3506504 940 1724 782 1440 2624 1058 1940 3524510 950 1742 787 1450 2642 1063 1950 3542515 960 1760 793 1460 2660 1069 1960 3560520 970 1778 798 1470 2678 1074 1970 3578526 980 1796 804 1480 2696 1080 1980 3596532 990 1814 809 1490 2714 1085 1990 3614538 1000 1832 1093 2000 3632
2000 a 2750
C T F C T F C T F C T F1093 2000 3632 1198 2190 3974 1303 2380 4316 1409 2570 46581098 2010 3650 1204 2200 3992 1308 2390 4334 1415 2580 46761104 2020 3668 1209 2210 4010 1315 2400 4352 1420 1590 46941109 2030 3686 1215 2220 4028 1320 2410 4370 1427 2600 47121115 2040 3704 1220 2230 4046 1326 2420 4388 1432 2610 47301120 2050 3722 1226 2240 4064 1331 2430 4406 1438 2620 47481126 2060 3740 1231 2250 4082 1337 2440 4424 1443 2630 47661131 2070 3758 1237 2260 4100 1342 2450 4442 1449 2640 47841137 2080 3776 1242 2270 4118 1348 2460 4460 1454 2650 48021142 2090 3794 1248 2280 4136 1353 2470 4478 1460 2660 48201149 2100 3812 1253 2290 4154 1359 2480 4496 1465 2670 48381154 2110 3830 1259 2300 4172 1364 2490 4514 1471 2680 48561160 2120 3848 1264 2310 4190 1371 2500 4532 1476 2690 48741165 2130 3866 1270 2320 4208 1376 2510 4550 1483 2700 48921171 2140 3884 1275 2330 4226 1382 2520 4568 1488 2710 49101176 2150 3902 1281 2340 4244 1387 2530 4586 1494 2720 49281182 2160 3920 1286 2350 4262 1393 2540 4604 1499 2730 49461187 2170 3938 1292 2360 4280 1398 2550 4622 1505 2740 49641193 2180 3956 1297 2370 4298 1404 2560 4640 1510 2750 4982
Manual pag 111-131 ok 1/10/02, 18:59121

122
TABLAS
RECOMENDACION DE ELECTRODOS PARA ACEROSESTRUCTURALES MENCIONADOS EN «MANUAL DEL ACERO-ICHA»ELECTRODOS RECOMENDADOS POR INDURA PARA SOLDAR PRINCIPALES ACEROS CAP
Norma
NCh203 of. 77
ASTM A36 M96
ASTM A53
ASTM A283 M93a
NCh 215 of. 79
SAE J403H-77
ASTM A 131-94
API 5L
ASTM A285M-96
NCh 213 of. 77
A570A570A570A570
LRS-ABS-DNV- BV
NCh203 of. 77
ASTM A36 M96
ASTM A283 M93a
ASTM A285M-96
ASTM A455M-96
ASTM A515M-92
ASTM A516M-96
A570
API 5L
ASTM A572
ASTM A588
ASTM A992
Grado
A37-24 ESA42-27 ES
-B
A,B,CA37-21 ESA42-25 ES
1005100610081010101510181020
A, B, D
B, X42
A
A34-19 CSA37-20 CSA42-23 CS
30333640
A, B, D
A52-34 ES
ASTM A 36
D
B, C7070
7050
X5250--
Requerimiento m n. Metal de Aporte(1)
SMAW - electrodo revestidoA5.1(2) E60XX, E70XXA5.5(3) E70XX-X
SAW - arco sumergidoA5.17(4) F6XX-EXXX, F6XX-ECXXXF7XX-EXXX, F7XX-ECXXXA5.23(5) F7XX-EXXX-XXF7XX-ECXXX-XX
GMAW - mig/magA5.18(6) ER70S-X, E70C-XC, E70C-XMA5.28(7) ER70S-XXX, E70C-XXX
FCAW - tubularA5.20(8) E6XT-X, E6XT-XME7XT-X, E7XT-XMA5.29(9) E7XTX-X
SMAW - electrodo revestidoA5.1(2) E7015, E7016,E7018, E7028A5.5(3) E7015-X, E7016-X,E7018-X
SAW - arco sumergidoA5.17(4) F7XX-EXXX, F7XX-ECXXXA5.23(5) F7XX-EXXX-XXF7XX-ECXXX-XX
GMAW - mig/magA5.18(6) ER70S-X, E70C-XC, E70C-XMA5.28(7) ER70S-XXX, E70C-XXX
FCAW - tubularA5.20(8) E7XT-X, E7XT-XMA5.29(9) E7XTX-X
ELECTRODO INDURA
SMAW - electrodo revestidoIndura 6010,6011, 7010, 7018,7024Indura 7010-A1, 7018-A1
SAW - arco sumergidoEL12-H400 (F7A0-EL12)EM12K-H400 (F7A2-EM12K)
GMAW - mig/magIndura 70S-6 (ER70S-6)
FCAW - tubularIndura 71V (E71T-1) con gas de protecciónFabshield 21B (E71T-11) sin gas de protecciónTrimark TM121 (E71T-11) sin gas de protecciónFabshield (E70T-4) sin gas de protecciónTrimark TM 44 (E70T-4) sin gas de protección
SMAW - electrodo revestidoIndura 7018 (E7018)Indura 7018-A1 (E7018-A1)
SAW - arco sumergidoIndura EL12-H400 (F7A0-EL12)Indura EM12K-H400 (F7A2-EM12K)
GMAW - mig/magIndura 70S-6 (ER70S-6)
FCAW - tubularIndura 71V (E71T-1)Fabshield 21B (E71T-11)Trimark TM121 (E71T-11)Fabshield (E70T-4)Trimark TM 44 (E70T-4)Indura 81Ni2V (E81T1-Ni2V)Fabco 115 (E110T5-K4)
Notas:
(1) SMAW : shielded metal arc welding (electrodo revestido); GMAW: gas metal arc welding (mig/mag); FCAW: flux cored arc welding (tubular); SAW: submerged arc welding(arco sumergido)
(2) AWS A5.1 : specification for carbon steel electrodes for shielded metal arc welding(3) AWS A5.5 : specification for low alloy steel electrodes for shielded metal arc welding(4) AWS A5.17 : specification for carbon steel electrodes and fluxes for submerged arc welding(5) AWS A5.23 : specification for low alloy steel electrodes and fluxes for submerged arc welding(6) AWS A5.18 : specification for carbon steel electrodes and rods for gas shielded arc welding(7) AWS A5.28 : specification for low alloy steel electrodes and rods for gas shielded arc welding(8) AWS A5.20 : specification for carbon steel electrodes for flux cored arc welding(9) AWS A5.29 : specification for low alloy steel electrodes for flux cored shielded arc welding
Manual pag 111-131 ok 1/10/02, 18:59122

123
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAWA3-78 1,2 Barras Acero al Carbono 6012,6013,7014, ER-70S-2,3,6 E70T-X,E71T-X
7018,7024A27-81a Todas Fundición Acero 7018A36-81a Estructural Acero 6012,6013,7014,
7018,7024A53-81a A y B Cañerías Acero 6010,6011,7018A82-79 Reforzado Acero 7018A105-81 Cañerías Acero Similar a A53A106-80 A y B Cañerías Acero Similar a A53
C Cañerías Acero 7018A109-81 Fleje Acero Similar a A36A123-78 Chapa, Fleje Acero 7018A131-81a Estructural Acero Similar a A36A134-80 Cañerías Acero Similar a A53A135-79 A y B Cañerías Acero Similar a A53A139-74 Todas Cañerías Acero Similar a A53A148-81 80-40, 80-50 Fundición Baja Aleación 8018C3 ER-80S-Ni1 E8XT- 1,Ni1
90-60 Baja Aleación 9018M ER-100S-1 E9XT1-Ni2105-85 Baja Aleación 11018M ER-110S-1 E110TX-K3120-95 Baja Aleación 12018M ER-120S-1 E120T5-K4150-125,174-145 Baja Aleación
A161-83 Tuberías Acero Similar a A53 ER-70S-2,3,4 E70T-X,E71T-XA167-81a 302B
304L Chapa, Fleje Inoxidable 308L ER-308L E308LT-X309S, 309 Chapa, Fleje Inoxidable 309 ER-309 ER309T-X310S, 310 Chapa, Fleje Inoxidable 310 ER-310 E310T-X316 Chapa, Fleje Inoxidable 316 ER-316L,HlSil E316LT-X316L, 317L Chapa, Fleje Inoxidable 316L ER-316L E316LT-X317 Chapa, Fleje Inoxidable 317321 Chapa, Fleje Inoxidable347, 348 Chapa, Fleje Inoxidable 347 ER-347 E347LT-XXM-15 Chapa, Fleje Inoxidable 310 ER-310 E310T-X
A176-81 403, 405, 409 Chapa, Fleje Inoxidable 410 ER-310410, 410S Chapa, Fleje Inoxidable 410 ER-310429, 430 Chapa, Fleje Inoxidable 308 ER-310442, 446 Chapa, Fleje Inoxidable 309 ER-309 E-309T-X
A177-80 Chapa, Fleje Inoxidable 308 ER-308L,HiSil E308LT-XA178-79b A Tuberías Acero 7018 ER-70S-2,3,6 E70T-X,E71T-X
C Tuberías Acero Similar a A53 ER-70S-2,3,6 E70T-X,E71TA179-79 Tuberías Acero Similar a A53 ER-70S-2,3,6 E70T-X,E71TA181-81 60 Cañería, Fittings Acero Similar a A53 ER-70S-2,3,6 E70T-X,E71T-X
70 Cañería, Fittings Acero 7018 ER-70S-2,3,6 E70T-X E71T-XA182-81A F1 Cañería, Fittings Acero al Cr/Mo 7018A1 ER-80S-B2 E8XTX-A1
F2, F11, F12 Cañería, Fittings Acero la Cr/Mo 8018B2 ER-80S-B2 E8XTX-A1F5, F5a, F21, F22 Cañería, Fittings Acero al Cr/Mo 9018B3 ER-90S-B3 E9XTX-B3F6 Cañería, Fittings Inoxidable 410F304, F304H Cañería, Fittings Inoxidable 308 ER-308L,HiSil E308LT-XF304L Cañería, Fittings Inoxidable 308L ER-308L E308LT-XF310 Cañería, Fittings Inoxidable 310 ER-310 E310T-XF316L Cañería, Fittings Inoxidable 316L ER-316L E316LT-XF321, F321H, F347 Cañería, Fittings InoxidableF347H, F348, F348H Cañería, Fittings Inoxidable 347 ER-347 E347T-XF10 Cañería, Fittings Inoxidable 310 ER-310 E310T-XF9 Cañería, Fittings Acero al Cr/Mo
A184-79 40 Reforzado Acero 7018 ER-70S-2,3,6 E70T-X,E71T-X50, 60 Reforzado Baja Aleación 9018M ER-100S-1 E9XT-1-Ni2
SOLDADURAS INDURA PARA ACEROS ASTM
Manual pag 111-131 ok 1/10/02, 18:59123

124
TABLAS
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAWA185-79 Reforzado Baja Aleación 7018 ER-70S-2,3,6 E70T-X,E71T-XA192-80 Tuberías Acero 7018 ER-70S-2,3,6 E70T-X,E71T-XA199-79a T3b,T4,T22 Tuberías Cr/Mo 9018B3 ER-90S-B3
T5,T2 Tuberías Cr/MoT11 Tuberías Cr/Mo 8018B2 ER-80S-B2 E8XTX-B2T9 Tuberías Cr/Mo
A200-79a Tuberías Cr/Mo Similar a A1 99A202-78 A y B Estanque a Pres. Baja Aleación 9018M ER-100S-1 E9XT-1-Ni2A203-81 All Estanque a Pres. Ac. Níquel 8018-C3 ER-80-Nil E80TS-K1A204-79a A y B Estanque a Pres. Cr/Mo 7018A1 ER-80S-B2 E8XTX-B2
C Estanque a Pres. Baja Aleación 10018M ER-110S-1 E110TX-K3A209-79a Tuberías Acero 7018 ER-70S-2,3,6 E70T-X,E71T-XA210-79a A-1 Tuberías Acero Similar a A161 ER-80S-D2 E70T-1,E71T-1
C Tuberías Acero E7018A211-75 Cañerías Acero Similar a A53A213-81a T2,T11,T12,T17 Tuberías Cr/Mo E8018B2 E80C-B2
T3b,T22 Tuberías Cr/Mo E9018B3 E90C-B3T5,T5b.T5c.T21 Tuberías Cr/Mo E502T-1T9 Tuberías Cr/Mo E505T-1TP304,TP304H Tuberías Inoxidables 308 ER-308L,HiSil E308LT-XTP304L Tuberías Inoxidables 308L ER-308L E308LT-XTP310 Tuberías Inoxidables 310 ER-310 E310LT-XTP316,TP316H Tuberías Inoxidables 316 ER-316L, HISil E316LT-XTP316L Tuberías Inoxidables 316L ER-316L E316LT-XTP321,TP321H,TP,347, Tuberías Inoxidables 347 ER-347 E347T-XTP347H,TP348,348H
A214-75 Tuberías Acero Similar a A 161A216-79 WCA Fundición Acero 6012,6013,7014, E70S-3,6 E70T-1,E71T-1
7024WCB, WCC Acero 7018,7024 E80S-D2,E70S-3,6 E70T-X,E71T-X
A217-81 WC1 Fundición Cr/Mo 7018,7024 E80S-D2,E70S-3,6 E70T-XWC4,WC5,WC6 Fundición Cr/Mo 8018B2 E80S-D2 E80C-B2WC9 Fundición Cr/Mo 9018B3 E90C-B3C5 Fundición Cr/Mo E502T-1
A225-79 C Estanque a pres. Baja Aleación 11018M,12108M E110T1-G,E110T5-K4D Estanque a pres. Baja Aleación 8018C3 ER-80S-D2 E81Ti-N2
A226-80 Tuberías Acero Similar a A 161A234-81a WPA,WPPB,WPC Fittings Acero Similar a A53
WP1 Fittings Cr/Mo 7018A1 ER-80S-D2WP11,WP12 Fittings Cr/Mo 8018B2 E80C-B2WP22 Fittings Cr/Mo 9018B3 E90C-B3WP5 Fittings Cr/Mo E502T-1
A236-9a C,D,E,F,G Forjados Baja Aleación 9018M E110T1-GH Forjados Baja Aleación 1201M E120C-G
A240-81a 302,304,304H Estanque a pres. Inoxidable 308 ER-308L,HiSil E308LT-X305 Estanque a pres. Inoxidable 308 ER-308L,HiSil E308LT-X304L Estanque a pres. Inoxidable 309 ER-309 E309LT-X309S Estanque a pres. Inoxidable 310 ER-310 E310LT-X310S Estanque a pres. Inoxidable 310 ER-310 E310LT-X316H Estanque a pres. Inoxidable 316L ER-316L,HiSil E316LT-X316L,317L Estanque a pres. Inoxidable 347 ER-347 E47T-X317 Estanque a pres. Inoxidable 347 ER-347321,321 H Estanque a pres. Inoxidables347,347H Estanque a pres. Inoxidables348,348H,XM15 Estanque a pres. Inoxidables 310 ER-310 E310T-X
A240-79 Estanque a pres. Inoxidables
Manual pag 111-131 ok 1/10/02, 18:59124

125
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAWA242-81 Tipos 1 y 2 Estructural Acero 7018,7024 ER-70S-3,6 E80T1-W,E70T-1,E71T-1A249-81a 304,304H,305 Tuberías Inoxidables 308 ER-308L,HiSil E308LT-X
304L Tuberías Inoxidables 308L ER-308L E308LT-X309 Tuberías Inoxidables 309 ER-309 E309LT-X310 Tuberías Inoxidables 310 ER-310 E310T-X316,316H Tuberías Inoxidables 316 ER-316L,HiSil ER316LT-X316L Tuberías Inoxidables 316L ER-3616L E316LT-X317 Tuberías Inoxidables 317 ER-317
A250-79a Tuberías Mo 7018A1 ER-80S-D2 E70T-X,E71T-XA252-81 1,2 Cañerías Acero Similar a A53
3 Cañerías Acero 7018 ER-80S-D2 E70T-X,E71T-XA263-79 405,410,410S Chapa, Fleje Inoxidables 410 E410T-1A266-78 1,2,3,4 Forjados Acero 7018,7024 ER-70S-3,6 E70T-X,E71T-XA268-81 TP405,TP409,TP410 Tuberías Inoxidables 410 E41OT-1
TP409 410 E409T-2GTP329 Tuberías Inoxidables 309 ER-309 E309LT-X
A269-81 TP304 Tuberías Inoxidables 308L ER-308,HiSil E308LT-XTP304L Tuberías Inoxidables 308L ER-308L E308LT-XTP316 Tuberías Inoxidables 316 ER-316L,HiSil E316LT-XTP316L Tuberías Inoxidables 316L ER-316L E316LT-XTP317 Tuberías Inoxidables 317TP321,TP347 Tuberías Inoxidables 347 ER-347TP348
A270-80 Tuberías Inoxidables 308 ER-308L,HiSil E308LT-XA271-80 TP304 Tuberías Inoxidables 308 ER-308L,HiSil E308LT-X
TP304H Tuberías Inoxidables 308 ER-308L,HiSil E308LT-XTP321 Tuberías Inoxidables 347 ER-347TP321H Tuberías Inoxidables 347 ER-347TP347 Tuberías Inoxidables 347 ER-347TP347H Tuberías Inoxidables 347 ER-347
A273-64 C1010 a C1020 Forjados Acero 7018,7024 ER-70S-3,6A276-79a 302,304,305,302B Barras Inoxidables 308 ER-308L,HiSil E308LT-X
304L Barras Inoxidables 308L ER-308L E308LT-X309,309S Barras Inoxidables 309 ER-309 E309LT-X310,310S Barras Inoxidables 310 ER-310316 Barras Inoxidables 316 ER-316L,HiSil E316LT-X316L Barras Inoxidables 316L ER-316L E316LT-X317 Barras Inoxidables 317321,347,348 Barras Inoxidables 347 ER-347TP403 Barras Inoxidables 410 E410T-1TP405 Barras Inoxidables 410 E410T-1TP410 Barras Inoxidables 410 E410T-1TP414 Barras Inoxidables 410 E410T-1TP420 Barras Inoxidables 410 E410T-1TP446 Barras Inoxidables 309,310
A283-81 A,B,C,D Estructural Acero Similar a A36A284-81 C,D Estructural Acero Similar a A36A285-81 A,B,C Estanque a Pres. Acero 7018,7024 ER-70S-3,6 E70T-X,E71T-XA288-68 1 Forjados Acero 7018,7024 ER-70S-3,6 E70T-X,E71T-X
2 Forjados Baja Aleación 9018M ER-100S-1 E110T1-G,El 1OT5-K4
3 Forjados Baja Aleación 11018M ER-70S-3,6 E120C-G4,5,6,7,8 Forjados Ac. aleación E4130T-1
A289-70a A y B Forjados Inoxidables 308 ER-308,HiSil E308LT-XA297-81 HF Fundición Inoxidables 308,308L
HH Fundición Inoxidables 309 ER-308L,HiSil E308LT-X
Manual pag 111-131 ok 1/10/02, 18:59125

126
TABLAS
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAW
HI,HK Fundición Inoxidables 310 ER-309 E309LT-XHE Fundición Inoxidables 312 ER-310
A299-79b Estanque a Pres. Baja Aleación 9018MA302-80 A,B,C,D Estanque a Pres. Baja Aleación 9018MA312-81a TP304,TP304H Cañerías Inoxidables 308 ER-308,HiSil E308LT-X
TP304L Cañerías Inoxidables 308L ER-308L E308LT-XTP309 Cañerías Inoxidables 309 ER-309 E309LT-XTP310 Cañerías Inoxidables 310 ER-310TP316,TP316H Cañerías Inoxidables 316 ER-316L,HiSil E316LT-XTP316L Cañerías Inoxidables 316L ER-316L E316LT-XTP317 Cañerías Inoxidables 317TP321,TP321H, Cañerías Inoxidables 347 ER-347TP347,TP347H,TP348,TP348H
A328-81 Pilotes Acero 7018 ER-70S-3,6 E70T-X,E71T-XA333-81a 1 y 6 Cañerías Baja Aleación 8018C3
3.4,7.9 Cañerías Baja Aleación 8018C2 E80C-Ni3A334-79 1 y 6 Tuberías Baja Aleación 8018C3 E81TI-Ni2
3,7,9 Tuberías Baja Aleación 8018C2 E80C-Ni3A335-81a P1,P15 Cañerías Cr/Mo 7018A1 ER-80S-D2
P2.P11,12 Cañerías Cr/Mo 8018B2 E80C-82P5,P5b,P5c Cañerías Cr/Mo 502 E502T-1P9 Cañerías Cr/Mo E505T-1P22 Cañerías Cañerías 9018B3 E90C-83
A336-81a Estanque a Pres. Baja aleación 7018A1F5,F5a Estanque a Pres. Cr/Mo E502T-1F6 Estanque a Pres. Inoxidables 410 E41OT-1F22,F22a Estanque a Pres. Cr/Mo 9018B3 E90C-B3F30 Estanque a Pres. Cr/Mo 8018B2 E80C-B2F31 Aleac. Níquel 8018C2 E80C-Ni3F32 Estanque a Pres. Cr/Mo E502T-1
A336-81a FS,FS2,FS4 Estanque a Pres. Inoxidables 308 ER-308L,HiSiI E308LT-XF8M Estanque a Pres. Inoxidables 316 ER-316L,HiSil E316LT-XF10,F25 Estanque a Pres. Inoxidables 310 ER-310
A350-81 LF1,LF2 Fittings Aleac. Níquel 8018C3 E80C-Ni2,E81M-Ni2LF3,LF4 Fittings Aleac. Níquel 8018C2 E80C-Ni3
A351-81 CF8,CF8A,CF8C Fundición Inoxidables 308 ER-308L,HiSil E308LT-XCF3,CF3A Fundición Inoxidables 308L ER-308L E300LT-CF8M,CF10MC Fundición Inoxidables 316L ER-316L E316LT-XCF3M,CF3MACH8,CH10,CH20 Fundición Inoxidables 309 ER-309 E309LT-XCK20,HK30,HK40 Fundición Inoxidables 310 ER-310CN7M Fundición Inoxidable 320CB
A352-81 LC2 Fundición Aleac.Níquel 8018C1 E80C-Ni2,E81Ti-Ni2LC3 Fundición Aleac.Níquel 8018C2 E80C-Ni3
A356-77 1 Fundición Acero Similar a A272 Fundición C/Mo 7018A1 ER-80S-D25,6,8 Fundición Cr/Mo 8018B2 E80C-B210 Fundición Cr/Mo 9018B3 E90C -B3
A358-81 304 Cañerías Inoxidables 308 ER-308L,HiSil E308LT-X309 Cañerías Inoxidables 309 ER-309 E309LT-X310 Cañerías Inoxidables 310 ER-310316 Cañerías Inoxidables 316 ER-316L,HiSil E316LT-X321,347,348 Cañerías Inoxidables 347 ER-347 A361-76
A361-76 Chapa Acero 7018 ER-70S-3,6 E70T-X,E71T-XA369-76 FP1 Cañerías Baja Aleación 701SA1 ER-80S-D2
Manual pag 111-131 ok 1/10/02, 18:59126

127
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAW
FP2,FP11,P12 Cañerías Cr/Mo 8018B2 E80C-B2FP5 Cañerías Cr/Mo E502T-1FP22,FP38 Cañerías Cr/Mo 9018B3 E90C-B3FP21,FP22
A369-79a FPA,FPB Cañerías Baja Aleación 7018 ER-70S-3,6 E70T-X,E71T-XFP9 Cañerías Cr/Mo E505T-1
A372-81 I Forjados Acero 7018 ER-70S-3,6 E-70T-X,E71T-XII,III Forjados Baja Aleación 9018MIV Forjados Baja Aleación 11018M E110T5-K4,E110Ti-GV Forjados Ac. Aleación 12018M E120C-GVI Forjados Ac. Aleación 1001SD2VII, VIII Forjados Ac. Aleación E4130T-1
A376-81 TP304,TP304H Cañerías Inoxidables 308 ER-308L,HiSil E308LT-XTP304NTP316, Cañerías Inoxidables 316 ER-316L,HiSil E316LT-XTP316H,TP316NTP321,TP321H, Cañerías Inoxidables 347 ER-347TP347,347H,348
A381-81 Y35 a Y50 Cañerías Acero Similar a A53Y52,Y56 Cañerías Acero 7018 ER-80S-D2Y60,Y65 Cañerías 9018M
A387-79b A,B,C Estanque a Pres. Cr/Mo 8018B2 E80C-B2D,E Estanque a Pres. Cr/Mo 9018B3 E90C-B3
A389-77a C23 Fundición Cr/Mo 8018B2 E80C-B2A403-81 WP304,WP304H Fittings Inoxidables 308 ER-308L,HiSil E308LT-X
WP304L Fittings Inoxidables 308L ER-308L,HiSil E308LT-XWP309 Fittings Inoxidables 309 ER-309 E309LT-XWP310 Fittings Inoxidables 310 ER-316L,HiSil E316LT-XWP316,WP316H Fittings Inoxidables 316 ER-316L,HiSil E316LT-XWP317 Fittings Inoxidables 317WP321,WP321H Fittings Inoxidables 347 ER-347WP347H,WP348
A405-81 P24 Cañerías Cr/Mo 9018B3 E90C-B3A409-77 TP304,TP304L Cañerías Inoxidables 308 ER-308L,HiSil E308L
TP309 Cañerías Inoxidables 309 ER-309 E309LT-XTP310 Cañerías Inoxidables 310 ER-310TP316,TP316L Cañerías Inoxidables 316 ER-316L,HiSil E316LT-XTP317 Cañerías Inoxidables 317TP32,TP347,TP348 Cañerías Inoxidables 347 ER-347
A412-81 201,202 Chapa, Fleje Inoxidables 308 ER-308L,HiSil E308LT-XA413-72 PC,BBB Cadena Acero 7018 ER-70S-3 E70T-X,E71T-XA414-79 A,B,C,D,E,F,G Chapa Acero 6012,6013,7014, ER-70S-3,6 E70T-X,E71T-X
7024A420-81a WPL6 Fittings Acero 8018C3 E81Ti-Ni2
WPL9 Fittings Ac.Níquel 8018C1 E80C-Ni2,E81Ti-Ni2WPL3 Fittings Ac.Níquel 8018C2 E80C-Ni3
A423-79a 1 Tuberías Cr/Mo 8018B2 E80C-B22 Tuberías Ac.Níquel 8018C3 E@N12,ESIlVNI2
A426-80 CP1,CP15 Cañerías Cr/Mo 7018A1 ER-80S-D2CP2,CP11,CP12 Cañerías Cr/Mo 8018B2 E80C-B2CP5,CP5B Cañerías Cr/Mo E502T-1CP21,CP22 Cañerías Cr/Mo 9018B3 E90C-B3CPCA15 Cañerías Inoxidables 410 E410T-1CP9 Cañerías Cr/Mo E505T-1
A430-79 FP304,FP304H Cañerías Inoxidables 308 ER-308L,HiSil E308LT-XFP304NFP316,FP316H, Cañerías Inoxidables 316 ER-316L,HiSil E316LT-X
Manual pag 111-131 ok 1/10/02, 18:59127

128
TABLAS
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAW
FP316NFP321,FP321H Cañerías Inoxidables 347 ER-347FP347,FP347H
A441-81 Estructural Acero Similar a A36A442-79b 55,60 Estanuqe a pres. Ac. Níquel 8018C3 ER-309 E309LT-XA447-79 Fundición Inoxidables 309 ER-309 E309LT-XA451-80 CPF8CPF8C Cañerías Inoxidables 308 ER-308L,HiSil E30SLT-X
CPF8M,CPF10MC Cañerías Inoxidables 309MoCPH8,CPH20 Cañerías Inoxidables 309 ER-309 E309LT-XCPK20 Cañerías Inoxidables 310 ER-310
A452-79 TP304H Cañerías Inoxidables 308 ER-308L,HiSil E308LT-xTP316H Cañerías Inoxidables 316 ER-316L,HiSil E316LT-XTP347H Cañerías Inoxidables 347 ER-347
A458-81a Estanque a Pres. Baja Aleación 9018MA457-71 761 Chapa Fleje Inoxidable 347 ER-347A469-71 1,2 Forjado Ac.Níquel 8018C2 E80C-Ni3A470-65 1,2 Forjado Ac.Níquel 8018C2 E80C-Ni3A479-81 302,304,304H Barras Inoxidables 308 ER-308L H!Sil E308LT-X
304L Barras Inoxidables 308L ER-308L E308LT-X310,3105 Barras Inoxidables 310 ER-310316,316H Barras Inoxidables 316L ER-316L HISII E316LT-X316L Barras Inoxidables 316L ER-316L E316LT-X321,321H,347,347H Barras Inoxidables 347 ER-347348,348H
A486-74 70 Fundición Acero 7014,7018,7024 ER-70S-3,6 E70T-X,E71T-X90 Fundición Baja Aleación 9018M E110TI-G,E110T5-K4120 Fundición Ac.Aleación 12018M E120C-G
A487-81 1N,2N,4N,8N,9N Fundición Baja Aleación 9018M E110T1-G,E110T5-K41Q, 2Q3Q,4Q, 5Q, 4QA, 7Q Fundición Ac.Aleación 12018M E120C-G8Q, 9Q,10Q,5N,6N10N
A493-80a 302,304,305 Barras Inoxidables 308 ER-308 E308LT-X316 Barras Inoxidables 316 ER-316 E316LT-X321,347 Barras Inoxidables 347 ER-347410 Barras Inoxidables 410 E410T-1
A496-78 Reforzado Baja Aleación 9018MA497-79 Reforzado Baja Aleación 9018MA500-81a A,B,C Tuberías Acero Similar a A36A501-81 Tuberías Acero Similar a A161A508-81 1,1a Forjado Acero 7018 ER-70S-3,6 E70T-X,E71T-X
2,3 Forjado Baja Aleación 9018M E110T5-K44,5 Forjado Baja Aleación 11018M E120C-G,E110TS-K4,
E110T1-X5a,4a Forjado Baja Aleación 12018M E120C-G
A511-79 MT302,MT304, Tuberías Inoxidables 308 ER-308L,HiSil E308LT-XMT305MT304L Tuberías Inoxidables 308L ER-308L E308LT-XMT309,MT309S Tuberías Inoxidables 309 ER-309 E309LT-XMT310,MT310S Tuberías Inoxidables 310 ER-310WT316 Tuberías Inoxidables 316 ER-316L,HiSil E316LT-XMT316L Tuberías Inoxidables 316L ER-316L E316LT-XMT317 Tuberías Inoxidables 317MT321,MT347 Tuberías Inoxidables 347 ER-347MT410 Tuberías Inoxidables 410 E410T-1
A512-79 MT1010 a MT1020 Tuberías Acero Similar a A216A513-81 1008 a 1022 Tuberías Acero Similar a A161
Manual pag 111-131 ok 1/10/02, 18:59128

129
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAW
4130 Tuberías Ac.Aleación E4130T-1A514-81 Plancha Baja Aleación 11018M,12018M E120C-G,E110T5-K4A515-79b Estanque a Pres. Acero 7018 ER-70S-3 E70T-1,E71T-1A516-79b Estanque a Pres. Acero 7018 ER-70S-3 E70T-1,E81Ti-Ni2,E71T-1A517-81 Estanque a Pres. Baja Aleación 11018M E120C-G,E110T5-K4,E110T1-GA519-80 1008 a 4130 Tuberías Acero Similar a A161 E4130T-1A521-70 CA,CC,CC1 Forjado Acero 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1
AA,AB,CE,CF,AC, Forjado Baja Aleación 9018M E110T5-K4,E110T1-GAD,CF1,CGAE Forjado Baja Aleación 11018M E120C-G,E110T5-K4,E110T1-GAG,AH Forjado Ac. Aleación E4130T-1
A523-81 Cañería Acero Similar a A53A524-80 Cañerías Acero Similar a A53A526-80 Chapa Galvanizada 7018 ER-70S-6 E71T-11,E71T-GSA527-80 Chapa Galvanizada 7018 ER-70S-6 E71T-11,E71T-GSA528-80 Chapa Galvanizada 7018 ER-70S-6 E71T-11,E71T-GSA529-75 Estructural Acero Similar a A36A533-81 A1, B1, C1, D1, Estanque a Pres. Baja Aleación 9018M
A2, B2, C2, D2, A3, Estanque a Pres. Baja Aleación 10018MB3, C3, D3
A537-80 1 Estanque a Pres. Acero 7018 ER-70S-3,6 E71T-12 Estanque a Pres. Ac, Níquel 8018C3 E80C-Ni2,E81Ti-Ni2
A539-79 Tuberías Acero Similar a A161A541 1,1a Foarjado Acero 7018 ER-70S-3,6 E71T-1,E70T-4,7,8
2,3,4,5,6 Forjado Cr/Mo 8018B2 E80C-B26A,7,7A,8,8A Forjado Baja Aleación 12018M E120C-G
A542-79 1,2 Estanque a Pres. Cr/Mo 9018B3 E90C-B3A643-79a A,B Estanque a Pres. Baja Aleación 12018M E120C-GA554-81 MT301,MT302, Tuberías Inoxidables 308 ER-308L,HiSil E30SLT-X
MT304,MT305MT304L Tuberías Inoxidables 308L ER-308L E308LT-XMT309,MT309S Tuberías Inoxidables 309 ER-309 E309LT-XMT309S-CB Tuberías Inoxidables 309CBMT310,MT310S Tuberías Inoxidables 310 ER-310MT316 Tuberías Inoxidables 316 ER-316L,HiSil E316LT-XWT316L Tuberías Inoxidables 316L ER-316L E16LT-XMT317 Tuberías Inoxidables 317MT321,MT347 Tuberías Inoxidables 347 ER-347MT330 Tuberías Inoxidables 330MT429,MT430 Tuberías Inoxidables 430
A556-79 A2,B2 Tuberías Inoxidables Similar a Al 61C2 Tuberías Acero 7018 ER-80S-D2, E71T-1
ER-70S-6A557-79 Tuberías Acero Similar a A556A562-79a Estanque a pres. Acero 7018 ER-70S-3,6 E70T-l,E71T-1A569-72 Chapa, Fleje Acero 6012,6013,6022, ER-70S-3.6 E71 T- 1,
7014 11E71 T-GSA570-79 30,36,40,45 Chapa, Fleje Acero Any E60 o E70 ER-70S-3,6 E70T-1,E71T-1
electrodos50 Chapa, Fleje Acero 7018,7024 ER-70S-3,6 E70T-4.7.8,E71T-1
A572-81a 42 a 55 Estructural Acero Similar a A3660 a 65 Estructural Baja Aleación 8018C2
A573-81 Estructural Acero Similar a A36A587-78 Cañerías Acero Similar a A53A588-81 Estructural Acero 7018 ER-70S-3,6 E80T1-W,E80C-Ni2,3A589-81a Cañerías Acero Similar a A53 E70T-6A591-77 Acero Galvanizado 7018 ER-70S-6 E71T-11,E71T-GS
Manual pag 111-131 ok 1/10/02, 18:59129

130
TABLAS
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAWA592-74 A,E,F Estanque a pres. Baja Aleación 12018M E120C-GA595-80 A,B,C Tuberías Acero 7018 ER-70S-3,6 E71T-1A606-75 Chapa Baja Aleación 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1A607-75 45 Chapa Baja Aleación 6010,6012,6012, ER-70S-3,6 E70T- 1,4,7,8,
6013 7014,7018, E71T-1,11,E71T-GS7024
50 Chapa Baja Aleación 7018 ER-70S-3,6 E70T-1,4,7,855 Chapa Baja Aleación E71T-1,11,E71T-GS60 Chapa Baja Aleación 8018C365 Chapa Baja Aleación70 Chapa Baja Aleación 9018M
A611-72 A,B,C,D Chapa Acero E60xx, E70xx ER-70S-3,6 E70T-1.4,7,8,E71T-1electrodos
A611-72 E Chapa Acero 9018M ER-80S-D2 E110T1-G,E110T5-K4A612-79b Estanque a pres. Acero 9018M ER-80S-D2 E110T1-G,E110T5-K4A615-81 40 Reforzado Acero Similar a A82
60 Reforzado Baja Aleación 9018M75 Reforzado Baja Aleación 10018M E110TI-G,E110T5-K4
A616-81a 50,60 Reforzado Baja Aleación 9018MA617-81a 40 Reforzado Acero Similar a A82
60 Reforzado Baja Aleación 9018MA618-81 1,2,3 Tuberías Acero 7018 ER-80S-D2A619-75 Chapa AceroA620-75 Chapa Acero 7014,7024 ER-70S-3 E71T-GS,E71T-1A621-75 Chapa, Fleje Acero 7018 ER-70S-6 E70T-1,E71T-1A622-75 Chapa, Fleje AceroA632-80 TP304 Tuberías Inoxidables 308 ER-308L,HiSil E308LT-X
TP304L Tuberías Inoxidables 304L ER-308L E308LT-XTP310 Tuberías Inoxidables 310 ER-310TP316 Tuberías Inoxidables 316 ER-316L,HiSiI E316LT-XTP316L Tuberías Inoxidables 316L ER-316L E316LT-XTP317 Tuberías Inoxidables 317TP321 Tuberías Inoxidables 347 ER-347TP347 Tuberías Inoxidables 347 ER-347TP348 Tuberías Inoxidables 347 ER-347
A633-79a A,B,C,D Estructural Alta resistencia 7018 ER-70S-3,6 E70T-1.4,7,811Baja Aleación E71T-GS,E71T-1
A642-71 Chapa Galvanizado 7018 ER-70S-3,6 E71T-11,E71T-GSA643-78 A Fundición Acero 7018,7024 ER-70S-3,6 E70T-1,4,7,8,E71T-1
B Fundición Acero 10018D2 E110T1-G,E110T5-K4C Fundición Acero 9018B3 E80C-B2
A651-79 TP409 Tuberías Inoxidables 410 E409T-2GTPXMB Tuberías Inoxidables 347 ER-347TP304 Tuberías Inoxidables 308 ER-308L,HiSil E308LT-XTP316 Tuberías Inoxidables 316 ER-316L,HiSil E316LT-X
A656-81 1,2 Estructural Baja Aleación 10018D2 E110T5-K4,E110T1-G,E120C-GA659-72 1015.1016,1017, Chapa, Fleje Acero 6012,6013,7018, ER-80S-D2, E70T-1,E71T-1
1018,1020,1023 7024 ER-70S-3,6A660-79 WCC,WCA,WCB Cañerías Fundición 7018 ER-70S-3,6 E70T-1,E71T-1
AceroA662-79a A,B Estanque a pres. C-Mn, 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1A666-80 TP201
TP202TP301 Chapa, Fleje Inoxidables 308 ER-308L,HiSil E308LT-XTP302TP304TP316 Chapa, Fleje Inoxidables 316 ER-316L,HiSil E316LT-X
Manual pag 111-131 ok 1/10/02, 18:59130

131
ESPECIFICACIONES ESTANDAR ASTM
ACEROS Recomendación INDURAASTM Grado Producto Tipo de Metal Arco Manual MIG-MAG-TIG Tubular FCAWA669-79a Tuberías Ac. Aleación 316L ER-316L E316LT-XA672-82 A45,A50,A55,B55 Cañerías Acero
B60 Cañerías AceroB65 Cañerías Acero 7018 ER-70S-3,6 E70T-1,E71T-1B70,C55,C60,C65 Cañerías AceroC70,D70 Cañerías AceroD80.E55,E60 Cañerías Acero 8018C3 E80C-Ni2,E81Ti-Ni2H75,H80,J80,J90 Cañerías Acero 9018M E110T1-G,E110T5-K4J100 Cañerías Acero 10018M E110T1-G,E110T5-K4K75,K85 Cañerías Acero 9018M E110T1-G,E110T5-K4L65,L70 Cañerías Acero 7018A1 ER-80S-D2 E110T1-G,E110T5-K4L75 Cañerías Acero 10018M E110T1-G,E110T5-K4M70,M75,N75 Cañerías Acero 9018M E110T1-G,E11T5-K4
A678-75 A Estructural Ac.Carbono 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1A678-75 B Estructural Ac.Carbono 9018M E110T1-G,E110T5-K4
C Estructural Ac. Carbono 10018MA688-81 TP304 Tuberías Inoxidables 308 ER-308L,HiSil E308LT-X
TP304L Tuberías Inoxidables 308L ER-308L E308LT-XTP316 Tuberías Inoxidables 316 ER-316,HiSil E316LT-XTP316L Tuberías Inoxidables 316L ER-316L E316LT-X
A691-81 CM65,CM70 Cañerías C-Ac. aleación 7018A1 ER-80S-D2 E110T1-G,E110T5-K4CM75 Cañerías C-Ac. aleación 10018M E110T1-G,E110T5-K4CMSH70 Cañerías C-Ac. aleación 7018 ER-70S-3,6 E71T-1CMS75 Cañerías C-Ac. aleación 9018M E110T1-G,E110T5-K4CMSH80 Cañerías C-Ac. aleación 8018C3 E80G-Ni2E8171-Ni21/2CR Cañerías C-Ac. aleación 8018B2 E80C-B21CR,1-1/4CR Cañerías C-Ac. aleación 8018B2 E80C-B22-1/4CR Cañerías C-Ac. aleación 8018B2 E90C-B35CR Cañerías C-Ac. aleación E502T-1
A692-74 Tuberías Cr/Mo 7018A1 ER-8OS-D2 E110T1-GE11OT5-K4A694-81 F42,F46,R48 Fittings C-Ac. aleación 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1
F56,F50,F52 Fittings C-Ac. aleación 7018,7028 ER-70S-3,6 E70T-1,4,7,8,E71T-1F60,F65 Fittings C-Ac. aleación 8018C3 ER-BOS-D2 E80C-Ni2,E81T1-Ni2
A696-81 B,C Barras Acero 7018 ER-70S-3,6 E70T-1.4.7,8,E71T-1A699-77 1,2,3.4 Plancha, Barras Aleación 10018D2 E110T1-G,E110T5-K4,E120C-GA704-74 40 Reforzado Acero 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1
60 Reforzado Acero 9018MA706.-81 Reforzado Baja Aleación 8018C3 ER-80S-D2 E80C-Ni2,E81T1-Ni2A707-81 L1, L2, L3 Flanges C.Ac. aleación 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1
L4 Flanges C.Ac. aleación 8018C1 E80C-Ni2L5,L6 Flanges C.Ac. aleación 8018C3 E80C-Ni2,E81Ti-Ni2L7,L8 Flanges C.Ac. aleación 8018C2 E80C-Ni3
A709-81a 36 Estructural Alta resistencia 6012,6013,7014, ER-70S-3,6 E70T-1,E71T-1Baja aleación 7018,7024
50,50W Estructural Alta resistencia 7018 ER-70S-3,6 E70T-1,4,7,8,E71T-1Baja aleación
100, 100W Estructural Alta resistencia 11018M E120C-G,E110T5-K4Baja aleación
A714-81 I,II, III, IV Cañerías Baja Aleación 7018 ER-70S-3,6 E70T-1,E71T-1V Cañerías Baja Aleación 8018C1 E80C-Ni2,E81Ti-Ni2VI Cañerías Baja Aleación 8018C3 E80C-Ni2.E81T1-Ni2
A715-81 50 Chapa, Fleje Acero 6010,6012,6013, ER-70S-3,6 E70T-1,E71T-17014,7018,7024
70 Chapa, Fleje Acero 8018C3 ER-80S-D2 E70T-1,4,7,8,E71T-180 Chapa, Fleje Q & T steel 9018M ER-80S-D2 E110T1-G,E110T5-K4
A724-81 A Estanque a pres. Acero 9018MA732-80 1A, 2A, 3A Fundición Acero 6012,6013,7014 ER-70S-3,6 E70T-1,4,7,8,E71T-1
Manual pag 111-131 ok 1/10/02, 18:59131

51
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE:STYPS : 5002115
SSoollddaadduurraa
OOxxiiaacceettiilléénniiccaa

52
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
En general, los procesos de soldadura se dividen en dos grandes grupos:
los que se hacen con la fusión o fundición de los metales que se sueldan y los
que se hacen sin la fusión o fundición de los metales. La soldadura con
oxiacetileno puede hacerse con cualquiera de los dos procedimientos.
Cuando la soldadura se hace únicamente con la fusión de los metales
que se unen, entonces se conoce como soldadura autógena.
Aunque al fundir las piezas, se hace una unión tan fuerte como el metal
original, comúnmente se agrega un poco de metal adicional o de aporte,
con lo que se forma una costura todavía de mayor resistencia.
En los procesos sin fusión, los metales se calientan pero no se funden.
Generalmente lo que se derrite y hace la unión, es otro metal que se vuelve
líquido a una temperatura menor a la de los metales que se quieren unir.
Dentro de estos procesos está la soldadura fuerte o soldadura con bronce.
Con un equipo de oxiacetileno no se suelda tan rápido ni tan fácilmente
como con un equipo de soldar por arco eléctrico, pero se tiene la ventaja de
poder cortar el metal muy rápidamente, calentarlo para doblar o hacer
soldadura fuerte entre metales diferentes y en láminas de metal muy
delgadas, que no soportarían la temperatura generada por el arco eléctrico.
1.1 PROCESO DE SOLDADURA OXIACETILÉNICA
El proceso oxiacetilénico, utiliza como fuente principal para la
producción de calor, una flama producida mediante la combinación de
Acetileno y Oxígeno en diferentes proporciones, produciendo temperaturas
que pueden alcanzar hasta 4800°C.
Mediante este sistema de producción calorífica pueden hacerse
diferentes tipos de aplicaciones, tales como, corte de aceros de baja
aleación o bajo carbón, soldadura de metales similares o disímiles (diferentes)
con aporte o sin aporte, metalizado, calentamiento mediante multiflama para
revenidos o templado, etc. En la Figura 1 se muestra un equipo típico de
oxiacetileno.

53
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.1 Equipo de oxiacetileno típico
1.1.1 Seguridad en los Procesos de Soldadura Oxiacetilénica y Corte
Como cualquier otro trabajo, éste también requiere de un equipo de
protección personal. Debido a que el trabajador se encuentra en contacto
con superficies y materiales calientes e incluso en fusión debe de portar
siempre este equipo.
A continuación se hace mención de los aditamentos más comunes para
este tipo de trabajos.
Camisola o pantalón de algodón.
Capucha de algodón.
Botas de caña alta (para soldador).
Peto de carnaza.
Chaleco o mangas de carnaza .
Polainas de carnaza.
Guantes de carnaza (preferentemente de puño largo).
Gafas de soldador.
Casco de seguridad para soldador.
Los trabajadores quedan obligados a usar durante la ejecución de sus
labores el equipo e implementos preventivos de riesgos de trabajo que les
proporcione Petróleos Mexicanos, de acuerdo con el reglamento respectivo y
demás disposiciones relativas, y los que las comisiones de Seguridad acuerden
(Cap. II; art. 1).

54
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
1.2 EQUIPO PARA SOLDAR
En forma general este equipo está compuesto de las siguientes partes:
1. Cilindro de oxígeno.
2. Cilindro de acetileno.
3. Reguladores de presión de gases, de uno o dos pasos.
4. Válvulas de retención o check.
5. Mangueras para la conducción de gases.
6. Maneral mezclador de gases.
7. Aditamentos diversos, tales como cortador, boquillas para soldar,
multiflama, pistolas de metalizado, etc.
A continuación se hace una descripción detallada de estos componentes
y sus características más sobresalientes.
CILINDRO DE OXÍGENO
Este tanque generalmente es fabricado de una sola pieza de fundición.
Por lo tanto no presenta costuras o uniones soldadas. Además, debido a que
debe soportar muy altas presiones (hasta 120 kg/cm2) su espesor es grueso
(hasta ¾”) teniendo un peso de 45 Kg. aproximadamente. Consulte la Fig.2.
Fig.2 Vista al corte de un tanque de oxígeno
Válvula de bronce
127.5 cm
Las válvulas o
fusibles de
seguridad se
abren si la presión
interior del gas
aumenta
demasiado,
dejando escapar
el oxígeno por
unos pequeños
agujeros
Capucha protectora de metal
El oxígeno se surte
en unos cilindros de
color verde o con la
parte superior en
color verde, más
altos y delgados
que los de
acetileno.
Válvula o
fusible de
seguridad
21.3
cm

55
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Las medidas de este tipo de tanque son las siguientes: alto 127.5 cm y
diámetro de 21.3 cm aproximadamente. En la parte superior cuenta con un
roscado para poder colocar la capucha que protege la válvula de bronce
por la cual sale el gas.
Cabe hacer mención que la válvula de salida es de ¼ de vuelta, por lo
que no es necesario dar varias vueltas al volante de la válvula. Además, en la
válvula de salida se ha integrado un sistema de seguridad que consiste en
una válvula denominada fusible o de seguridad, la cual tiene la función de
que en caso de aumentar la presión debido a la temperatura, se funde un
elemento metálico inserto en la válvula, dejando escapar de forma
controlada el gas, evitando con esto que el tanque estalle. De forma general
el color de identificación de estos tanques, es de color verde o con una franja
de este color en la parte superior.
CILINDRO DE ACETILENO
Este tipo de tanques es fabricado con partes soldadas, debido a que en
la parte inicial del proceso de manufactura es rellenado con un material
poroso, el cual una vez que se ha soldado el tanque es rellenado con
acetona, pudiendo de esta forma fraccionar el gas acetileno en pequeñas
burbujas.
Sus medidas generalmente son de 103 cm de alto y 30.5 cm de ancho. En
su parte superior, al igual que el cilindro de oxígeno cuenta con un roscado
para la colocación de la capucha que protege a la válvula de bronce que
controla la salida de gas. Este tipo de válvula también es del tipo de ¼ de
vuelta, pudiendo abrir este tipo de válvulas con una llave especial,
denominada de cuadro. Consulte la Fig.3.

56
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.3 Vista al corte de un cilindro de acetileno
Este tanque también cuenta con un sistema de fusibles de seguridad para
que en el caso de ser necesario ventear el exceso de presión esto se haga de
forma paulatina. Generalmente el color de identificación de estos tanques es
en color café rojizo.
REGULADORES DE PRESIÓN DE GASES
Para poder hacer uso de los gases de los cilindros se debe contar con
reguladores de presión, los cuales son aditamentos que reducen y regulan la
presión de los gases, produciendo una presión para trabajo más baja y
segura.
Los tipos más comunes de reguladores son los del tipo de dos etapas y los
de una etapa. El tipo de dos etapas aunque un poco más caro y seguro es
poco usado o conocido. Este sistema de regulación controla la presión en dos
pasos, siendo la reducción en la primera etapa de 120 kg/cm 2 a 14 kg/cm2 y
en la segunda etapa se hace la regulación de presión de los 14 kg/cm 2 a la
presión de trabajo (según el proceso a desarrollar: corte, soldadura,
metalizado, calentamiento, etc.). Hay que hacer la aclaración de que este
tipo de reguladores se usa generalmente para los tanques de oxígeno, debido
a que es el tanque que mayor presión maneja.
El sistema de regulación de una etapa, aunque relativamente seguro, es
el más comercial. Este sistema hace la regulación directamente de 120
Fusible de seguridad
103
cm
30.5
cm
El cilindro de acetileno color café es más
corto y más ancho que el de oxígeno.
Capucha protectora
Válvula
Material
absorbente
Fusibles de seguridad

57
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
kg/cm2 a la presión de trabajo, de acuerdo al proceso a realizar. Consulte la
Fig.4.
Fig.4 Diagrama de funcionamiento de un regulador
Las partes principales de cualquier regulador (tanto de oxígeno como de
acetileno) son las siguientes: en la parte central se encuentra localizado el
tornillo de ajuste de presión, en la parte de arriba se localizan los manómetros,
siendo el del extremo derecho (del lado “pegado” al tanque) el indicador de
la presión del tanque y el del extremo izquierdo el indicador de la presión de
trabajo o proceso (la presión que se encuentra en la parte interna de la
manguera y el maneral). En la parte inferior se localizan dos conectores
roscados: uno de ellos es para conectar al cilindro y otro de diámetro menor,
para hacer la conexión a la manguera. Consulte la Fig.5.
La conexión del regulador de oxígeno es del tipo hembra y la del
regulador de acetileno es de tipo macho. Es decir, la conexión del regulador
de oxígeno solo puede ser conectado al tanque de oxígeno y el regulador de
acetileno solo puede ser conectado al tanque de acetileno. La rosca de la
conexión del tanque de oxígeno es derecha y la del tanque de acetileno es
izquierda.
Válvula

58
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.5 Partes principales de un regulador de presión
VÁLVULAS DE RETENCIÓN O CHECK
Este tipo de válvula es un aditamento de seguridad que se coloca en las
salidas de los reguladores de presión y en las conexiones de entrada del
maneral (consulte la Fig.6). La intención de este tipo de equipo es permitir el
paso de los gases (oxígeno y acetileno) en una sola dirección (consulte la
Fig.7), evitando la mezcla de gases en el caso de que las válvulas del maneral
presenten fugas, además de que si se llegara a presentar una situación de
emergencia como puede ser que el soplete se llegue a “tragar” la flama, ésta
no se vaya al interior de los tanques, evitando una explosión.
Conexión al
tanque
Manómetro
indicador de la
presión del
tanque
Tornillo para
regulación de
presión
Manómetro
indicador de la
presión de
trabajo
Conexión a
la
manguera
(o proceso)

59
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.6 Instalación de las válvulas check en el maneral
Fig.7 Funcionamiento de una válvula de retención
MANGUERAS PARA CONDUCCIÓN DE GASES
Estas son mangueras de un tipo especial. Generalmente están construidas
en dos capas: una exterior, que cuenta con un tramado especial, hecho
especialmente para uso rudo, presente en las áreas de trabajo. Debe hacerse
la aclaración de que soportan el uso rudo, NO EL ABUSO. La capa interna está
hecha de goma, resistente a la resequedad que pudiera generarse debido al
Válvulas de retención
instaladas en el maneral
Dirección del flujo de gas
Estas válvulas solo permiten el
paso del gas en una dirección,
disminuyendo el peligro de la
flama de retroceso.
Dirección del flujo de
gas

60
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
paso de los gases. En el caso de la manguera utilizada para el paso del
acetileno se debe cuidar que nunca se excedan las presiones de trabajo
(para el gas), recomendadas por el fabricante, ya que al incrementarse la
presión y el flujo de gas se arrastra acetona, la que tiene la característica de
atacar la goma del interior de la manguera, debilitándola y ocasionando
fugas o roturas graves.
Los colores con los que se identifican las mangueras son color rojo para
el acetileno y verde para el oxígeno.
NOTA
Nunca se deben intercambiar las mangueras ni sus
conexiones.
Fig.8 Mangueras para conducción de gases
MANERAL MEZCLADOR DE GASES
Este es un dispositivo que se conecta a la salida de las mangueras
conductoras de gases. La finalidad de este es controlar el flujo de gases y
adaptar los diferentes dispositivos que pueden ir acoplados en él (soplete de
corte y/o soldadura, multiflama, sopletes de metalizado, etc.).

61
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
El maneral cuenta con dos tomas o conectores correspondientes a las
entradas de oxígeno y a la de acetileno respectivamente. Además cuenta
con dos válvulas de aguja, las que tienen la función de controlar el paso de
los gases y hacer los ajustes de las diferentes flamas. A continuación de las
válvulas está el mango o cuerpo, el que sirve tanto para sostener el soplete
como para colocar en la punta del maneral las boquillas. Consulte la Fig.9
para mayores detalles sobre este punto.
Fig.9 Maneral
ADITAMENTOS DIVERSOS (BOQUILLAS PARA CORTE, BOQUILLAS PARA SOLDAR,
ETC.)
El maneral mezclador cuenta en la punta con una sección roscada, la
cual puede servir para adaptar los diversos componentes que van a usarse,
de acuerdo con el tipo de trabajo a desarrollar.
En el caso de las boquillas para soldar, estas se conectan enroscando o
desenroscando la boquilla correspondiente. Cada una de estas boquillas
puede ser identificada por medio del número estampado en la parte inferior.
La intención de contar con diversos diámetros o medidas es el lograr
diferentes tamaños de flama con el mismo soplete. Cabe hacer mención de
que el tamaño de la boquilla no cambia la temperatura de la flama, la cual
estará oscilando alrededor de los 3,315°C. Por lo tanto, una boquilla más
grande no producirá más calor, sino que solo calentará más aprisa. Consulte
la Fig.10.

62
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.10 Boquillas
La elección de la boquilla depende del espesor del metal que se va a
unir, así como del sitio y posición en que se va soldar.
Al trabajar se debe tener cuidado de no rayar o maltratar el orificio de la
boquilla. Estas boquillas se deben limpiar con frecuencia con un limpiador
especial. Estos limpiadores están diseñados de modo tal que no agrandan los
orificios ni rayan el acabado del interior de la boquilla.
NOTA
Se debe tener cuidado de encender el soplete con el
encendedor de chispa, especialmente diseñado para
este fin. No se debe encender el soplete con cerillos,
encendedores o con otro soplete, ya que es sumamente
peligroso.
En la fig.11 se ilustran tanto el encendedor de chispa como el limpiaboquillas.
Fig.11 Encendedor de chispa y limpiaboquillas

63
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Además de las boquillas se hace uso de aditamentos de corte. Estas son
partes especialmente diseñadas para hacer el corte de aceros dulces,
produciendo una oxidación a alta velocidad.
Fig.12 Boquillas de corte
La construcción de estas boquillas de corte es tal que los orificios
exteriores de la boquilla producen el calentamiento y la parte interior envía un
chorro de oxígeno a alta presión para producir la oxidación del metal
fundido. En la figura siguiente se muestra un diagrama a corte del
funcionamiento de una boquilla de corte (Fig.13).
Fig.13 Diagrama del cortador
También existen otros tipos de aditamentos, conocidos comúnmente
como multiflamas, los cuales no son otra cosa que una boquilla de gran
tamaño, que produce un calentamiento a gran velocidad. Frecuentemente
son usados para procesos como revenidos o temple de piezas de tamaño

64
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
mediano a grande, quemar residuos de piezas de tamaño grande o
simplemente calentar rápidamente piezas metálicas.
Fig.14 Multiflamas
También existen otros aditamentos que usan la mezcla oxiacetilénica.
Estos pueden ser sopletes modificados en diversas formas, los que pueden ser
usados para procesos de metalizado, sopletes de corte para uso en
pantógrafos, etc. Debido a que son sistemas más complejos y requieren de un
estudio más a fondo solo son mencionados como mero dato informativo.
1.3 GASES UTILIZADOS EN LA SOLDADURA
Uno de los efectos que se busca al hacer uso de los gases es el producir
altas temperaturas a alta velocidad, además de ser económicos. Los gases
que cumplen con éste cometido y más usados en la industria son el acetileno
y el propano, por lo que nos limitaremos a mencionar estos únicamente. En el
caso del tipo de oxígeno que se usa en la industria en general solo sirve como
oxidante y comburente, por lo que su uso para otros propósitos está
descartado.
1.3.1 Oxígeno
Este gas se produce mediante la destilación fraccionada del aire, siendo
abundante en la naturaleza. Este es uno de los elementos vitales para la
combustión. A presión atmosférica y temperaturas inferiores a –183°C tiene un

65
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
color ligeramente azul (en fase líquida). Sus principales aplicaciones son en
medicina e industria.
No existe evidencia de toxicidad por inhalación de oxígeno en altas dosis
en períodos menores a 2 horas. El suministro de oxígeno en altas dosis por
períodos mayores a 5 horas puede producir problemas neuromusculares y
dificultades de coordinación mental.
Debe hacerse mención especial de que el oxígeno a alta presión y en
contacto con aceites o grasas produce explosión, por lo que todo equipo que
esté en contacto con este gas debe estar libre de grasas o aceites. Debido a
que favorece la combustión tampoco debe usarse el oxígeno para sopletear o
limpiar suciedad, polvo o aceites ya que puede ocasionar un flamazo.
1.3.2 Acetileno
Este gas se produce haciendo reaccionar carburo de calcio y agua. El
35% se utiliza en síntesis química y el otro 65% en procesos de soldadura y
corte oxiacetilénico. Es inflamable, incoloro, tiene olor a ajo, es más ligero que
el aire, irritante. Debe almacenarse lejos de materiales combustibles y fuentes
de ignición. No debe extraerse del depósito o tanque a mas de 1kg/cm2.
Debe emplearse una válvula check en la salida del tanque.
1.3.3 Propano
El propano comercial es un gas licuado del petróleo, compuesto
principalmente por propano (87%), etano (1%), isobutano (6%) y butano
normal (6%). El propano comercial se transporta y distribuye en envases
móviles (cilindros), tradicionalmente de acero con cargas útiles de 20 o 35 Kg
o en tanques fijos (propano a granel). Los tanques fijos tienen distintos
volúmenes según las necesidades de consumo y se recargan periódicamente
mediante camiones cisterna.
1.4 PREPARACIÓN DEL EQUIPO DE OXIACETILENO
A continuación se describirá un procedimiento de armado para poner a
punto el equipo de oxiacetileno. El soldador debe aprenderla paso a paso,

66
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
considerando que una falla o error en este procedimiento puede ocasionar
desde un incidente hasta un accidente de graves consecuencias.
PRIMER PASO
Se debe proceder a colocar los cilindros (oxígeno y acetileno o propano)
en posición vertical, sujetándolos de tal forma que no puedan caerse. Se
aconseja fijarlos a una pared o en caso de requerir mover el equipo (lo cual
es lo más común), colocar ambos tanques en un soporte con ruedas como se
muestra en la ilustración de la Fig.15 y 16.
Fig.15 Soporte con ruedas Fig. 16 Cilindros en soporte con ruedas
En ningún caso debe levantar un solo trabajador cilindros de gas
comprimido, cuya forma, diámetro y peso, den lugar a que se realicen
esfuerzos exagerados o el cilindro se resbale, o deslice fácilmente. Dichos
cilindros deben manejarse con el capuchón puesto y según sea necesario
entre dos o más trabajadores, cuando no se empleen diablos o carretillas, o
cualquier otro medio mecánico de transporte queda prohibido que sean
rodados o girados sobre el piso (Cap. II; art. 38).

67
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
SEGUNDO PASO
Fig.17 Retirando tapas
El segundo paso consiste en que una vez colocados los tanques de forma
fija, se procede a retirar las tapas protectoras o capuchas de las válvulas de
los cilindros.
TERCER PASO
El tercer paso es eliminar el polvo que se pudiera encontrar atrapado en
la conexión de los tanques.
Fig.18 Eliminando polvo
Cuando los cilindros no se ocupen y/o estén almacenados, deben
acomodarse en forma vertical, con su capucho y asegurados a la pared con
una cadena. En lugares ventilados y que no represente riesgo, deberán

68
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
colocarse en forma separada los cilindros llenos, de los vacíos, y con un
letrero de identificación “LLENOS” “VACÍOS” (Cap. XX; art. 198).
NOTA
Para hacer esto no use los dedos ya que pueden estar
sucios de grasa o aceite.
Colóquese en posición contraria a la salida del gas, teniendo cuidado de
no apuntar a personas o lugares donde pudiera haber flamas o puntos
calientes. Revise que la conexión no tenga ningún tipo de grasa o aceite. Si la
tiene cancele la operación, coloque el capuchón y devuélvalo al proveedor. Si
la conexión está libre de grasas o aceite abra y cierre rápidamente la válvula,
buscando que el chorro de gas “barra” la salida de la válvula.
CUARTO PASO
NOTA
En este paso aún no debe conectar las mangueras, solo
los reguladores.
Conecte los reguladores, verificando que los conectores tengan las
roscas en buen estado.
NOTA
Nunca use cintas de teflón para eliminar fugas en las
conexiones.

69
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Si es necesario poner una cinta de teflón, esto es un indicativo de que las
conexiones están en mal estado y es posible que ya no asienten
debidamente, produciendo fugas.
Fig.19 Conectando regulador de oxígeno
Conecte el regulador de oxígeno al cilindro, girando el conector en el
sentido de avance de las manecillas del reloj. No los instale si entra forzado.
PRECAUCIÓN
Antes de conectar los reguladores verifique que el
tornillo de ajuste de presión esté totalmente libre.

70
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
De la misma manera acople el regulador de acetileno al tanque, girando
el conector en el sentido contrario al avance de las manecillas del reloj (tiene
rosca izquierda).
Fig.20 Apretando conector de acetileno
Al conectar los reguladores debe tener cuidado de que las carátulas de
los manómetros queden colocadas de forma que pueda leer fácilmente las
presiones.
QUINTO PASO
En este paso debe usted abrir los tanques. Inicie abriendo el tanque de
oxígeno, girando la válvula un cuarto de vuelta. A continuación apriete el
tornillo de ajuste del regulador para permitir que salga una pequeña cantidad
de gas por la conexión a la manguera.
Fig.21 Purga del conector

71
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Inmediatamente cierre la válvula del cilindro y afloje el tornillo de ajuste
de presión del regulador.
Fig.22 Purgando válvula del cilindro de acetileno
Repita el mismo procedimiento con el regulador de acetileno. Tenga en
cuenta que el acetileno es altamente inflamable, por lo que debe tener
cuidado de que no haya flamas abiertas o fuentes de calor que pudieran
provocar un flamazo o explosión.
SEXTO PASO
En este paso debe conectar las mangueras. Examine cada una de ellas,
verificando que se encuentren en buen estado. Conecte la manguera verde
en la salida del regulador de oxígeno y la roja en la salida del regulador de
acetileno.

72
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.23 Conectado mangueras de oxígeno y acetileno
Debe purgar ambas mangueras antes de conectarlas al maneral,
metiendo presión a las mangueras por medio del tornillo de ajuste del
regulador.
SÉPTIMO PASO
Fig.24 Conectando manguera a la entrada de oxígeno del maneral
En este paso debe conectar las mangueras al maneral. Tome la punta de
la manguera verde del oxígeno y atorníllela en la entrada de oxígeno del
maneral, la cual está marcada con la leyenda “OXI”. La rosca de este
conector es derecha (apriete en el sentido de avance de las manecillas del
reloj). Apriete con una llave adecuada o perico.

73
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.25 Conectando manguera de acetileno al maneral
A continuación conecte la manguera del acetileno al maneral. Esta
entrada está marcada como “COMB” o “GAS”. La rosca de este conector es
izquierda (apriete en el sentido contrario al avance de las manecillas del
reloj). Apriete con una llave adecuada o perico.
NOTA
Asegúrese de que las válvulas del soplete estén
cerradas.

74
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
OCTAVO PASO
Fig.26 Conectando boquilla de corte
Conecte la boquilla del soplete o cortador según sea el caso, apretando
con la mano. Si usa una llave o aprieta en exceso dañará las roscas.
NOVENO PASO
En este paso debe comprobar que no haya fugas.
Fig.27 Ajustando presión de oxígeno

75
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Colóquese a un lado de la válvula del regulador del tanque de oxígeno y
ábrala un cuarto de vuelta. Luego gire el tornillo de ajuste de presión hasta
que marque la presión de trabajo.
Fig.28 Abriendo cilindro de acetileno
Abra el cilindro de acetileno y ajuste a la presión de trabajo.
Fig.29 Comprobando que no existan fugas en las conexiones de los cilindros

76
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
A continuación cierre las válvulas de los cilindros y vea los manómetros. Si
la presión baja, es indicativo de que hay fugas. Para localizar fácilmente las
fugas use una solución jabonosa, aplicándola en las conexiones y conectores,
además de aplicarla en las conexiones del maneral, así como en las válvulas.
Una vez que localice la fuga, limpie la conexión con un trapo limpio, apriete
convenientemente y aplique nuevamente la solución jabonosa para
comprobar si se eliminó la fuga. Una vez eliminada la fuga limpie todo.
DÉCIMO PASO
En este paso debe dejar listo el equipo para usarlo. Abra las válvulas de
los cilindros (1/4 de vuelta respectivamente). Ajuste las presiones de oxígeno y
acetileno de acuerdo al trabajo a desarrollar (soldadura o corte). Para mayor
información sobre estos datos consulte las tablas siguientes.
PARA CALENTAR CON OXIACETILENO Y OXIBUTANO
TAMAÑO
DE LA
BOQUILLA
PRESIÓN (Kg/cm2) CONSUMO (m3h) CALORÍAS/HOR
A
OXÍGENO
(Kg/cm2)
BUTANO
(Kg/cm2
)
OXÍGENO
(m3/h)
BUTANO
(m3/h)
ASC-2 0.350 0.350 0.8 0.8 15.750
ASC-3 0.400 0.400 1.4 1.4 21.829
ASC-4 0.800 0.800 1.6 1.6 41.548
ASC-5 1.12 0.800 1.6 1.6 85.491 TAMAÑO
DE LA
BOQUILLA
PRESIÓN (Kg/cm2) CONSUMO (m3h)
CALORÍAS/HOR
A OXÍGENO
(Kg/cm2)
BUTANO
(Kg/cm2
)
OXÍGENO
(m3/h)
BUTANO
(m3/h)
BSC-2 1.1–3.1 0.49-
1.5
6.2 14.1 35,065-82,882
BSC-3 1.7–4.9 0.56–
1.7
9.6 26.0 54,065-
146,638
BSC-4 3.5–7.8 0.70–
2.1
18.1 36.8 102,009-
207,207
BSC-5 4.2–9.5 0.98–
2.8
20.3 45.3 114,760-
255,024
Tabla 1. Presiones y consumo de gases para calentar usando oxiacetileno y
oxibutano.

77
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
PARA CORTAR CON OXIACETILENO
BOQUILLAS SC-12
ESPESO
R DEL
METAL
(mm)
TAMAÑO
DE LA
BOQUILL
A
PRESIÓN EN REG. CONSUMO VELOCID
AD DE
CORTE
(cm/min)
ANCHO
DE LA
RANURA
(mm)
BROCAS
LIMPIADORAS
Oxígen
o
(Kg/cm2)
Butano
(Kg/cm2)
Oxígeno
(m3/h)
Butano
(m3/h)
ORIFICIO
DE CORTE
ORIFICIO
PRECALEN
-
TAMIENTO
6.35 0 2.10 0.28 1.34 0.019 55.9 1.39 62 74
9.5 0 2.46 0.28 1.62 0.019 50.8 1.39 62 74
12.7 1 2.46 0.28 2.43 0.026 48.2 2.03 56 71
15.9 1 2.81 0.28 2.71 0.026 43.1 2.03 56 71
19.0 2 2.53 0.28 3.31 0.029 40.6 2.41 54 70
25.4 2 2.88 0.28 3.59 0.029 35.5 2.41 54 70
31.8 2 3.58 0.28 4.16 0.029 33.0 2.41 54 70
38.1 3 2.95 0.35 5.20 0.033 30.4 2.54 51 68
50.8 3 3.30 0.35 5.49 0.033 25.4 2.54 51 68
63.5 4 2.67 0.35 7.21 0.036 222.8 3.17 45 62
76.2 4 3.09 0.35 7.92 0.036 20.3 3.17 45 62
101.6 4 3.79 0.35 9.37 0.039 17.7 3.17 45 62
127.0 5 3.93 0.42 12.71 0.071 17.7 3.81 41 60
152.5 5 4.71 0.42 14.55 0.071 15.2 3.81 41 60
203.5 5 5.48 0.42 16.41 0.073 13.9 3.81 41 60
254 6 5.83 0.42 22.13 0.079 12.7 5.15 32 60
305 6 8.78 0.42 28.50 0.079 11.4 5.84 32 60
356 7 7.03 0.49 36.35 0.084 10.1 6.35 28 56
PARA SOLDAR CON OXIACETILENO Y OXIBUTANO
BOQUILLAS SERIES SW-200 Y MW-200
ESPESOR DEL
METAL
(mm)
TAMAÑO DE LA
BOQUILLA
PRESIÓN EN REG. BROCAS
LIMPIADORAS
TAMAÑO
PRESIÓN (Kg/cm2)
CADA GAS
CONSUMO (m3/h)
CADA GAS
Metal muy
delgado
hasta 0.8
mm
0 0.21 0.48 74
1 0.21 0.065 71
2 0.21 0.085 69
De 1.59
hasta 2.38
mm
3 0.35 0.091 67
4 0.35 0.122 63
3.18” 5 0.35 0.170 57
3.96” 6 0.35 0.255 56
4.76” 7 0.56 0.34 54
6.35” 8 0.56 0.48 52
9.5” 9 0.56 0.48 52
12.7” 10 0.77 1.02 44
15.9” 11 0.77 1.39 40
22.2” 12 0.77 1.86 34
25.4” 13 0.77 2.54 30
Y más 14 0.77 3.42 26
Tabla 2. Presiones y consumo de gases para cortar y soldar usando
oxiacetileno y oxibutano.

78
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Las presiones mostradas son para 7.5 m de manguera de 6.35 mm de
diámetro interior: para largos mayores, las presiones deberán ser
incrementadas.
1.5 LLAMA OXIACETILÉNICA
Al mezclarse y producir flama el oxígeno y el acetileno, generan
diferentes temperaturas. Estas diferentes flamas tienen aplicaciones diversas.
A continuación se describen cada una de ellas.
FLAMA NEUTRAL
Este tipo de flama cuenta con dos partes: el cono externo y el cono
interno transparente y redondeado. Esta flama es ideal para soldar aceros. Se
ha agregado la cantidad precisa de oxígeno y de acetileno. Al aplicarla al
metal se observará un charco transparente con aspecto de espejo. El metal
fundido fluirá suavemente, con pocas chispas, limpio y claro. Esta flama
calienta el acero con rapidez y por sus propiedades no altera la soldadura.
FLAMA OXIDANTE
La flama oxidante tiene también dos partes: el cono externo y el interno
en forma puntiaguda. Como su nombre lo indica tiene un exceso de oxígeno.
Aunque es la más caliente de todas las flamas, cuando se aplica al acero
produce óxidos que dejan una soldadura muy quebradiza. El charco que
produce presenta espuma y saltan muchas chispas. Cuando el metal se enfría
presenta un aspecto lustroso. Esta flama presenta un aspecto “áspero”, es
decir, por el exceso de oxígeno hay un mayor flujo de gases, advirtiéndose un
sonido siseante y fuerte.
Esta flama es indeseable porque tiene el inconveniente de hundir la
superficie derretida y hace que el charco de metal se disgregue.
FLAMA REDUCTORA O BLANDA
También se le conoce como carburizante. Tiene tres partes diferentes: el
cono interno, el cono externo y la pluma. Esta flama es de escasa utilidad
para soldar y cuando se aplica a una pieza de acero la calienta con mucha
lentitud y la recubre de carbón. Esto se debe a que hay un exceso de

79
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
acetileno. Al formar un charco de metal fundido la parte superior de éste
presenta un aspecto nublado con una nata blanca en la parte superior.
Conforme el metal se funde tiene tendencia a hervir, lo que indica que está
entrando carbón en el metal fundido. Cuando el charco se ha solidificado
presenta hoyos y está brillante. Calienta el acero a alta velocidad pero tiende
a formar carburos, haciendo cualquier unión quebradiza.
Fig.30 Temperaturas al utilizar combinaciones de gases y tipos de flamas que
producen
1.6 SOLDADURA SIN MATERIAL DE APORTE
Para poder hacer este trabajo debe iniciar usando dos piezas de placa
de aproximadamente 1/8” de espesor por 15 cm de largo y 5 cm de ancho.
Deberá de colocar estas placas sobre ladrillos.
Prepare el soplete usando una boquilla de tamaño pequeño, ajustando
las presiones de trabajo como se indicó en párrafos anteriores. Una vez con el
equipo listo puede proceder a trabajar.
Como ejercicio, antes de comenzar a soldar practique haciendo charcos,
lo cual consiste en mover con la flama del soplete un charco de metal
fundido. Una vez que domina esta técnica puede proceder a realizar uniones
con aporte y sin aporte.
1. Flama Neutral
(Balance perfecto de
gases)
2. Flama Oxidante
(Exceso de oxígeno)
3. Flama Reductora o Blanda
(Exceso de acetileno)
Temperaturas típicas utilizando
diferentes tipos de gases
Aprox.
3200°C
Aprox.
2500°C
Aprox.
2370°C
Aprox.
2200°C
Aprox.
2460°C
Aprox.
1870°C Aprox. 1750°C
Oxígeno- Acetileno
Oxígeno- Propano
Oxígeno- Hidrógeno
Oxígeno- Gas
carbónico
Aire- Acetileno
Aire- Gas Carbónico
Aire- Propano

80
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig. 31 Moviendo charco de metal fundido con flama del soplete
Coloque la flama del soplete aproximadamente un 1/8” sobre la placa.
Oriente la flama en el sentido en que va a hacer el cordón de soldadura. El
ángulo correcto debe ser de 45° aproximadamente.
Fig.32 Flama formando un charco de metal
Mantenga la flama en un lugar hasta que forme un charco de metal
fundido de 6 mm aproximadamente (ver fig.32).
Una vez formado el charco avance el soplete y mantenga la punta del
cono interno unos 3 mm encima del metal. No mueva el soplete hacia atrás
(ver fig.33).

81
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.33 Avance del soplete con la punta del cono interno
Conforme avanza despacio debe avanzar el charco también. No mueva
el soplete más aprisa que el avance del charco.
Observe el charco. Si avanza el soplete con rapidez el cordón se hará
estrecho y las ondulaciones se harán puntiagudas en vez de redondas. Si lo
mueve más aprisa se dejará de formar el charco y solo calentará el metal.
Fig.34 Daños ocasionados por movimiento lento del soplete

82
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Por otra parte, si mueve el soplete muy lentamente solo hará un agujero
en la placa.
Practique hasta que pueda hacer cordones rectos, con ondulaciones
redondas, sin agujeros y del mismo ancho.
Como comentario, tenga cuidado al hacer la parte final del cordón de
soldadura. Una vez que haya llegado a esta parte, deberá mover el soplete
más aprisa y elevarlo un poco, alejando la flama y evitando con esto un
sobrecalentamiento.

83
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
1.7 SOLDAR CON MATERIAL DE APORTE EN POSICIÓN PLANA
Para poder hacer este proceso es necesario utilizar materiales de aporte.
La presentación de estos materiales es en forma de varillas redondas, aunque
también existen materiales planos o laminados, variando los diámetros y
largos, siendo los diámetros más comunes en el mercado 1/16”, 3/32” y 1/8”. Las
composiciones y propiedades de los materiales de aporte varían de acuerdo
al metal que vaya a unir o rellenar.
Como regla general se debe utilizar una varilla de aporte de un diámetro
equivalente al calibre del metal que va a soldar.
La tabla siguiente le puede servir como una referencia para esta selección.
ESPESOR O GROSOR DEL METAL Y TAMAÑO DE LA VARILLA DE
SOLDADURA
ESPESOR DEL METAL GROSOR DE LA VARILLA
1.5 mm (1/16”) O MENOS 1.5 mm (1/16”) O MENOS
3 mm (1/8”) 3 mm (1/8”)
2.4 mm (3/32”) 2.4 mm (3/32”)
4.8 mm (3/16”) 4.8 mm (3/16”)
Como habrá notado al hacer un cordón sin aporte queda un hueco o
depresión en la superficie del metal. Para poder llenar este hueco se usa el
material de aporte, además de que al hacer uso de un aporte se busca
mejorar o hacer más resistente la unión.
Para hacer esta práctica prepare un par de placas con las medidas
similares a las que se indicaron en párrafos anteriores (15 cm de largo por 5
cm de ancho por 1/8” de espesor). Prepare también el equipo de oxiacetileno
de acuerdo a lo indicado en las tablas, seleccionando una boquilla para
soldadura del tamaño adecuado a este proceso.
Para esta práctica se usará una varilla para acero dulce, la cual es una
varilla de aporte de acero con un recubrimiento de cobre, esto evita que se
oxide y añada contaminantes al cordón de soldadura.
Una vez que ha preparado las placas para práctica y el equipo de
oxiacetileno, encienda el soplete, buscando obtener una flama neutra. Para
el caso de las placas, deberá de fijarlas en un extremo con unas pinzas de

84
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
presión o un equipo similar, para poder puntearlas y evitar que se muevan o
abran durante el proceso de soldadura. Haga puntos de soldadura en los
extremos de las placas. Ya hecho esto móntelas convenientemente sobre
unos ladrillos o material refractario.
Prepare la varilla de aporte, tomando la varilla con la mano izquierda y
en la derecha el soplete, procurando hacer esto en una posición cómoda.
Incline el soplete y caliente la placa hasta que obtenga un charco en un
extremo (ver fig.35).
Fig.35 Varilla y soplete calentando la placa para obtener un charco en un extremo
Una vez formado el charco meta la punta de la varilla de aporte en el
centro del charco, sosteniendo la varilla en el mismo ángulo que el soplete,
pero en dirección opuesta (ver fig.36).
Fig.36 La punta de la varilla de aporte en el centro del charco

85
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Si coloca la varilla en otro lugar diferente al charco, solo logrará que se
pegue el aporte a la placa (ver fig.37).
Fig.37 Se apaga el aporte a la placa si la varilla se coloca en otro lugar diferente
Si la varilla se pega no la jale. Aplique la flama del soplete hasta fundir la
punta del aporte, despegándola (ver fig.38).
Fig.38 Aplicación de la flama del soplete hasta fundir la punta del aporte

86
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Avance el soplete con movimientos circulares, manteniendo la punta de la
varilla justo frente al soplete (ver fig.39).
Fig.39 Avance del soplete con movimientos circulares
Suba y baje la varilla en el charco según sea necesario, buscando formar
una banda pareja, ligeramente más alta que la placa que está soldando.
No permita que la varilla se funda y caiga sobre el charco. La punta de la
varilla de aporte se debe colocar en el centro del charco y dejar que funda.
Si agrega demasiada varilla se aumenta demasiado el cordón de soldadura.
Esto sucede cuando se sumerge la varilla con mucha rapidez dentro del
charco.
Si agrega la varilla con demasiada lentitud la soldadura quedará demasiado
plana.
Fig.40 Cordón de soldadura

87
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Practique hasta obtener un cordón de soldadura tersa y bien hecha, con
una altura de 2 a 3 mm sobre la superficie de la placa.
1.8 CORTE CON PROCESO OXIACETILÉNICO
El corte con la flama de oxiacetileno es un proceso puramente químico.
Es una forma muy rápida de oxidación que no debe confundirse con una
mera fusión o derretimiento.
Los metales ferrosos como el hierro dulce, el hierro colado y las
aleaciones de acero no resisten la oxidación. Cuando las superficies del metal
se calientan a temperaturas superiores a 815°C y se ponen en contacto con
un chorro de oxígeno se oxidan o queman rápidamente.
Mientras más alto sea el contenido de aleación de un metal, más difícil es
cortar con flama de oxiacetileno.
Un soplete de corte se distingue de uno de soldadura en que además de
tener la flama de oxiacetileno también tiene un orificio central, por el cual
fluye una corriente de oxígeno puro a alta presión, el que una vez alcanzando
la temperatura adecuada del metal produce una oxidación.
El chorro de oxígeno que corta se mantiene a presión constante
mediante una palanca ubicada en el soplete, enviando hacia fuera el
material oxidado, formando una ranura.
PREPARACIÓN
Según el espesor del metal que va a cortar seleccione una boquilla
adecuada para el soplete. Saque la tuerca de la cabeza del soplete, coloque
la boquilla que va a usar y apriete la tuerca de la cabeza del soplete. Una vez
hecho esto, ajuste las presiones de oxígeno y acetileno de acuerdo a las
indicaciones del fabricante del soplete de corte.

88
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig. 41 Colocando boquilla de corte
Ya con las presiones debidamente ajustadas, abra la válvula del oxígeno
localizada en el soplete y déjela abierta. Tome en cuenta que los ajustes del
oxígeno se harán únicamente con esta válvula.
Cierre la válvula del oxígeno localizada en el aditamento de corte.
A continuación, purgue el sistema, dejando salir un poco de oxígeno y de
acetileno.
El ajuste de la flama es esencial para obtener una correcta calidad de
corte. La mayoría de los aceros se corta con una flama neutra. Las
fundiciones gruesas de acero se cortan con una flama oxidante.
Abra la válvula de aguja del acetileno y encienda el gas con un encendedor
de chispa.

89
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.42 Encendido del soplete
Ajuste la flama de manera que ésta quede estable y bien definida.
Fig.43 Ajustando flama
Abra la válvula de aguja del oxígeno (no la válvula de corte del soplete),
ajustando hasta que se establezca un cono azul en la flama.

90
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.44 Flama con cono azul
Abra la válvula de corte del oxígeno.
Si fuera necesario, reajuste la flama.
Fig.45 Soplete orientado perpendicularmente hacia la superficie a cortar
Coloque el soplete de tal manera que la punta de la boquilla de corte
quede en ángulo recto o perpendicular con la superficie que va a cortar.

91
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.46 Apoyando la mano sobre el soplete
Apoye la mano que sostiene el soplete sobre su mano libre, de manera
que al girar la muñeca ésta pueda seguir la marca o trazo del corte, sin que
pierda el apoyo.
Acerque la punta de los conos internos de la flama al borde del metal, de
manera que la flama de precalentamiento quede al final de la línea de corte,
aproximadamente 3 mm de la placa. Hasta este momento no debe presionar
la palanca de corte ya que el metal se está calentando. Mantenga el soplete
hasta que el punto se caliente a un rojo brillante.

92
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Fig.47 Acercando la flama al borde del metal
Fig.48 Inicio del corte

93
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Tan pronto como obtenga el color rojo, presione despacio y hasta el
fondo la palanca de corte.
Ya en este punto puede comenzar a mover el soplete, iniciando el corte.
Avance lentamente, a un paso estable. Si el corte se ha iniciado
correctamente notará una lluvia de chispas, lo que indica que el chorro de
oxígeno está atravesando completamente el metal. También encontrará que
escurre escoria, la cual es un óxido de hierro, la que ya fría se puede retirar
fácilmente con un cincel. Debe tener cuidado de no tocar con la boquilla el
metal porque ocasionará una contraexplosión, lanzando metal caliente contra
usted.
Si el soplete se mueve demasiado aprisa, el chorro de oxígeno no podrá
pasar el metal. En este caso, suelte inmediatamente la palanca de corte,
deteniendo la salida de oxígeno. Devuelva el soplete hasta el punto donde se
quedó el corte y caliéntelo hasta obtener nuevamente un punto rojo. Reinicie
el corte.
Si mueve el soplete lentamente el calor de la flama de precalentamiento
fundirá los bordes del corte, dejando una apariencia desigual con los bordes
redondeados. En algunos casos, es posible que llegue a fundir nuevamente el
metal en ambos lados, uniendo el corte. Si la presión del oxígeno de corte es
excesiva se producirá una ranura acampanada.
Fig.49 Cerrando válvula de acetileno

94
INSTRUCTOR: ING. ALFREDO ALVARADO LOPEZ.
INSTRUCTOR EXTERNO INDEPENDIENTE. STYPS : AALA-5002115
Una vez terminado el proceso de corte apague el soplete, cerrando
primero la válvula de aguja del acetileno, inmediatamente después cierre la
válvula de aguja del oxígeno. Como
precaución, siempre que deje de usar el equipo por períodos largos deberá de
cerrar las válvulas de los cilindros (oxígeno y acetileno).
No se pretende incluir aquí todos los aspectos particulares que pueden
presentar cada tipo de labor o cada fase de la misma en los distintos centros
de trabajo, más bien se trata de difundir y aprovechar la experiencia adquirida
en beneficio de todos.
Como recomendación general de aplicación bajo cualquier circunstancia,
es conveniente que quienes intervienen en las maniobras que requieran las
instalaciones, equipos y herramientas, observen siempre una conducta
responsable y seria, que en todo caso se mantengan atentos al trabajo que
desarrollen y de las acciones que se realicen a su alrededor sin adoptar nunca
actitudes temerarias u obedecer impulsos inconscientes que por no valorar los
posibles riesgos en que se incurra pueden conducir a un evento no deseado
(SIPA).