Promoción mensual Ago - promotyt.com.mx · • Taladrar, perforar y atornillar en materiales ...
Upload
iscar-iberica-saCategory
view
236download
5description
Puntas de taladrar con una revolucionaria geometría de labios cóncavos. Aumento sustancial de la capacidad auto-centrante de la broca, permitiendo la utilización de brocas largas (de hasta 12xD) ¡sin necesidad de agujero previo!
Las nuevas puntas de taladrar HCP-Q están disponibles en diámetros de 8 a 25.9 mm, en incrementos de 0.1 mm.Al eliminar el taladrado del agujero previo, con las nuevas puntas de taladrar se reduce el tiempo de mecanizado y el número de herramientas necesarias, suponiendo una importante reducción de costes de mecanizado.
La geometría HCP se considerará como la primera opción para el mecanizado de los grupos de materiales ISO-P e ISO-K , lo que significa que una punta puede sustituir a dos de otros tipos, reduciendo el número de herramientas en stock. Las nuevas puntas HCP pueden montar en cualquier cuerpo SUMOCHAM con el tamaño de asiento adecuado. Las puntas HCP se fabrican en calidad IC908 TiAlN PVD y se caracterizan por:
• Mayor resistencia al astillamiento.• Mayor resistencia al desgaste.• Evolución del desgaste estable y predecible.• Eficiente con refrigeración MQL.• Elevada calidad superficial.• Mayor duración de la herramienta.
• Autocentraje y alineaciónInmejorable en taladros de más de 5xD•
• Menor esfuerzo en avance (eje Z) y par (RPM/KW)
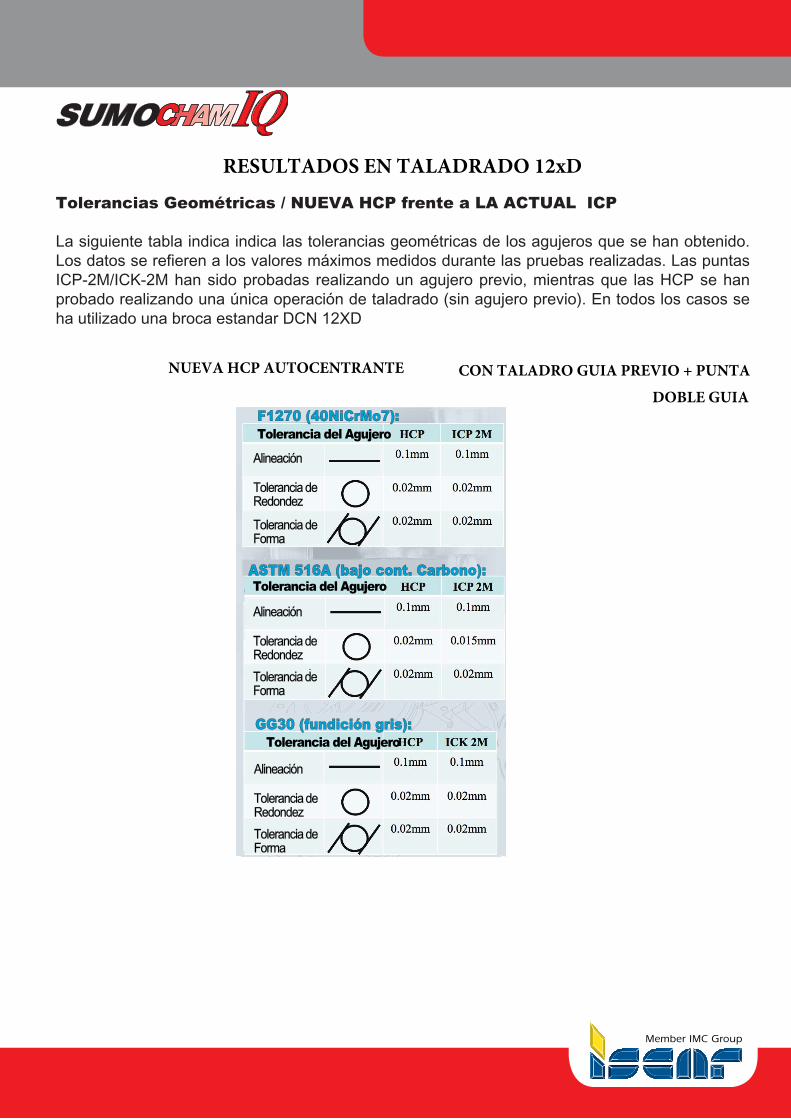
Tolerancias Geométricas / NUEVA HCP frente a LA ACTUAL ICP
La siguiente tabla indica indica las tolerancias geométricas de los agujeros que se han obtenido. Los datos se refieren a los valores máximos medidos durante las pruebas realizadas. Las puntas ICP-2M/ICK-2M han sido probadas realizando un agujero previo, mientras que las HCP se han probado realizando una única operación de taladrado (sin agujero previo). En todos los casos se ha utilizado una broca estandar DCN 12XD
ASTM 516A (bajo cont. Carbono):
F1270 (40NiCrMo7): Tolerancia del Agujero
Tolerancia del Agujero
GG30 (fundición gris): Tolerancia del Agujero
Alineación
Tolerancia de Redondez
Tolerancia de Forma
Alineación
Tolerancia de Redondez
Tolerancia de Forma
Alineación
Tolerancia de Redondez
Tolerancia de Forma
RESULTADOS EN TALADRADO 12xD
NUEVA HCP AUTOCENTRANTE CON TALADRO GUIA PREVIO + PUNTA
DOBLE GUIA
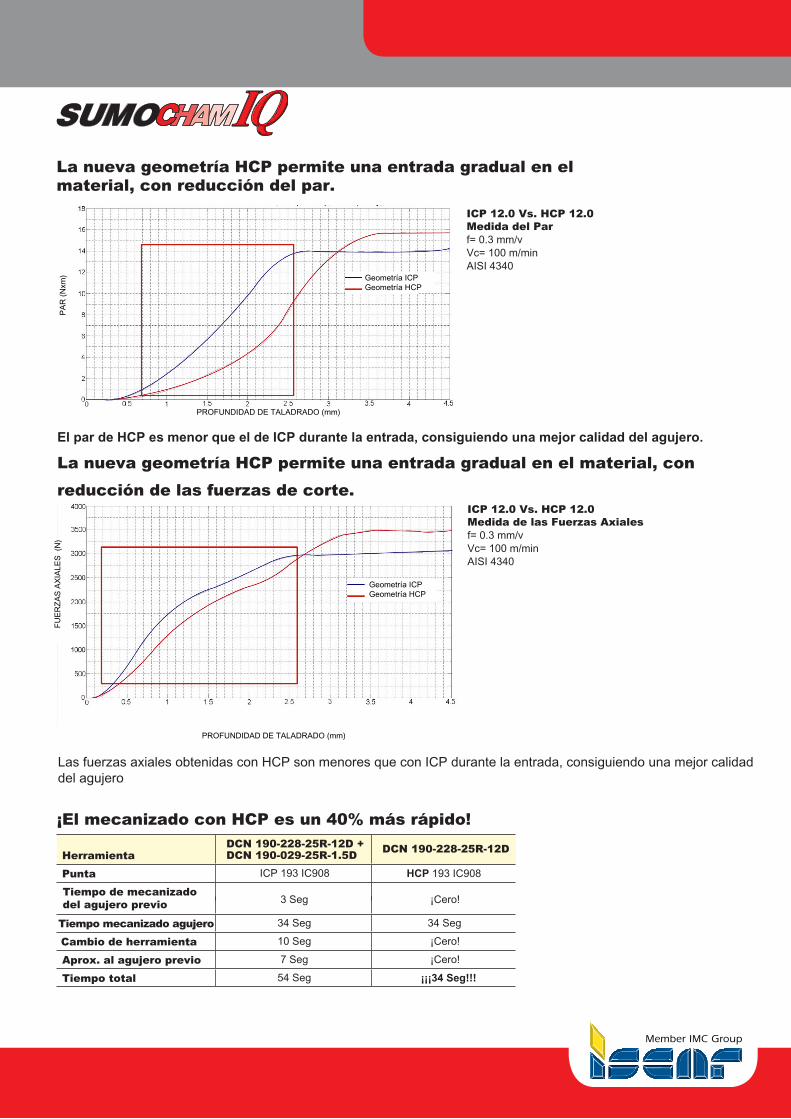
¡El mecanizado con HCP es un 40% más rápido!
HerramientaDCN 190-228-25R-12D + DCN 190-029-25R-1.5D DCN 190-228-25R-12D
Punta ICP 193 IC908 HCP 193 IC908
Tiempo de mecanizado del agujero previo 3 Seg ¡Cero!
Tiempo mecanizado agujero 34 Seg 34 Seg
Cambio de herramienta 10 Seg ¡Cero!
Aprox. al agujero previo 7 Seg ¡Cero!
Tiempo total 54 Seg ¡¡¡34 Seg!!!
El par de HCP es menor que el de ICP durante la entrada, consiguiendo una mejor calidad del agujero.
La nueva geometría HCP permite una entrada gradual en el material, con reducción de las fuerzas de corte.
Las fuerzas axiales obtenidas con HCP son menores que con ICP durante la entrada, consiguiendo una mejor calidad del agujero
ICP 12.0 Vs. HCP 12.0 Medida de las Fuerzas Axialesf= 0.3 mm/vVc= 100 m/minAISI 4340
La nueva geometría HCP permite una entrada gradual en el material, con reducción del par.
ICP 12.0 Vs. HCP 12.0 Medida del Parf= 0.3 mm/vVc= 100 m/minAISI 4340
Geometría ICPGeometría HCP
PROFUNDIDAD DE TALADRADO (mm)
PA
R (
Nxm
)
Geometría ICPGeometría HCP
PROFUNDIDAD DE TALADRADO (mm)
FU
ER
ZA
S A
XIA
LES
(N
)
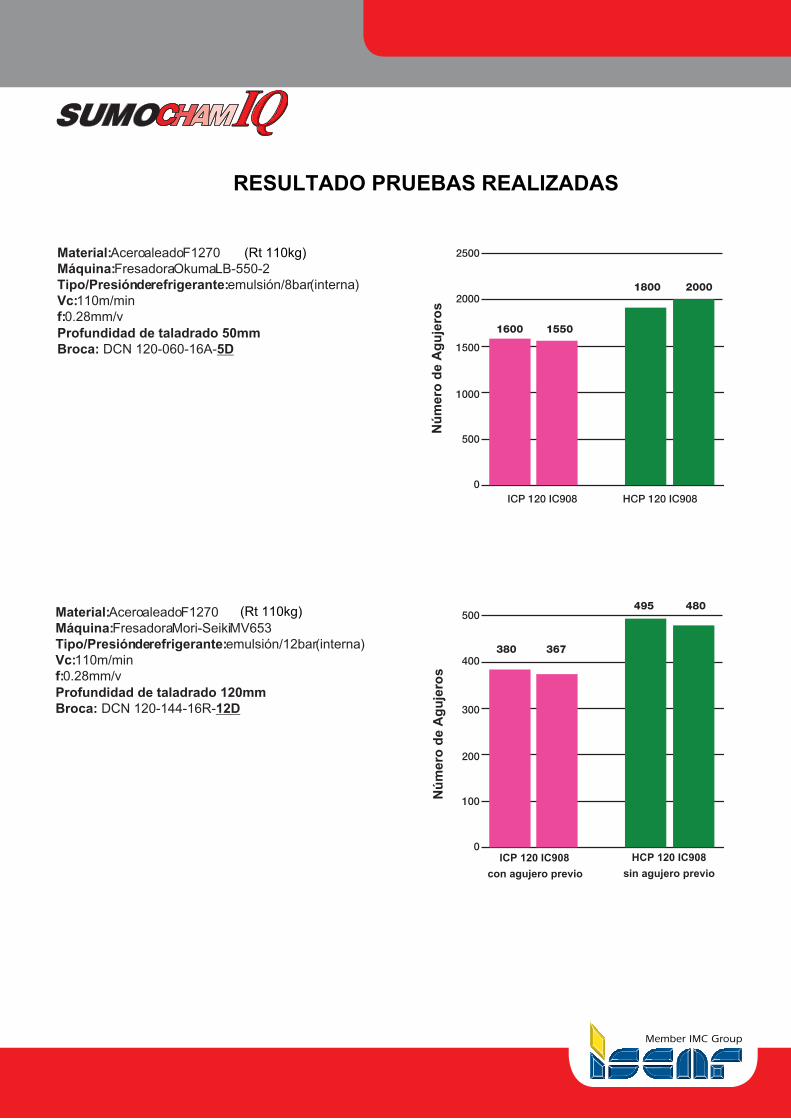
480
300
400
500
380
495
367
0
100
200
2000
1500
2000
2500
1600
1800
1550
0
500
1000
Nú
mer
o d
e A
gu
jero
s
Material:AceroaleadoF1270Máquina:FresadoraOkumaLB-550-2Tipo/Presiónderefrigerante:emulsión/8bar(interna)Vc:110m/minf:0.28mm/vProfundidad de taladrado 50mmBroca: DCN 120-060-16A-5D
ICP 120 IC908
ICP 120 IC908
con agujero previo
HCP 120 IC908
HCP 120 IC908
sin agujero previo
Material:AceroaleadoF1270Máquina:FresadoraMori-SeikiMV653Tipo/Presiónderefrigerante:emulsión/12bar(interna)Vc:110m/minf:0.28mm/vProfundidad de taladrado 120mmBroca: DCN 120-144-16R-12D
Nú
mer
o d
e A
gu
jero
s
RESULTADO PRUEBAS REALIZADAS
(Rt 110kg)
(Rt 110kg)
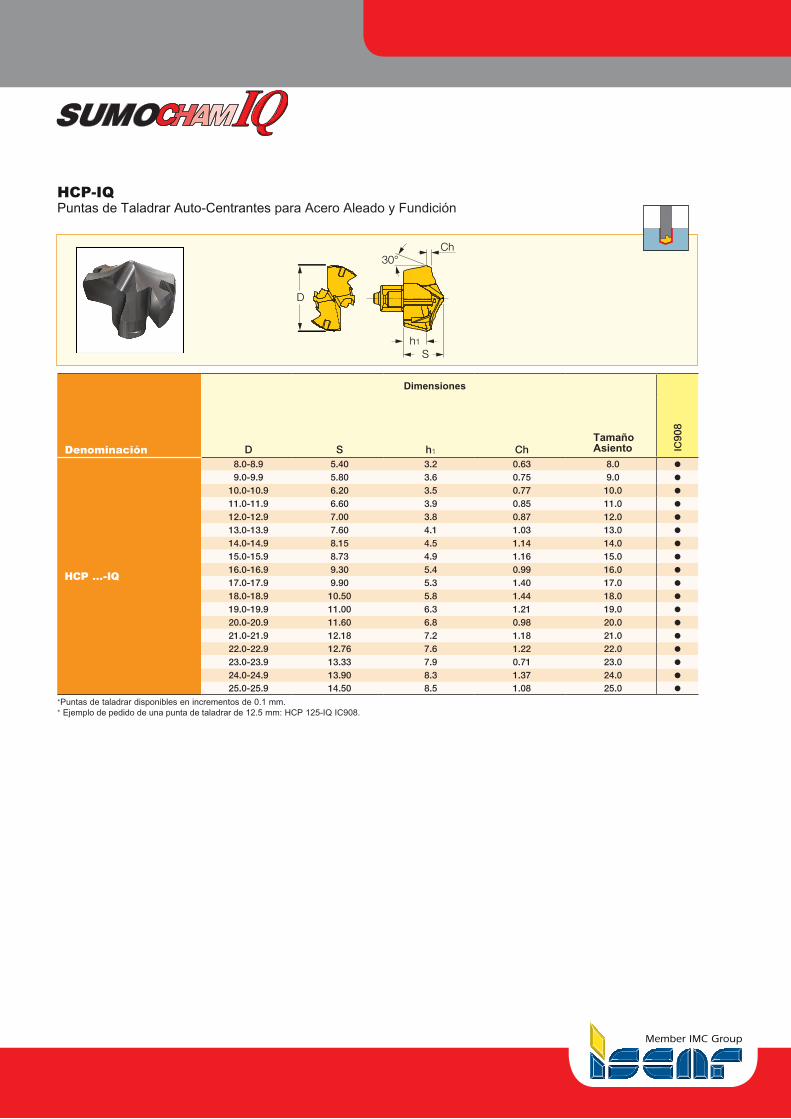
HCP-IQPuntas de Taladrar Auto-Centrantes para Acero Aleado y Fundición
* Puntas de taladrar disponibles en incrementos de 0.1 mm.*Ejemplo de pedido de una punta de taladrar de 12.5 mm: HCP 125-IQ IC908.
D
Sh1
30°Ch
Dimensiones
Denominación D S h1 ChTamañoAsiento IC
908
HCP …-IQ
8.0-8.9 5.40 3.2 0.63 8.0 ●
9.0-9.9 5.80 3.6 0.75 9.0 ●
10.0-10.9 6.20 3.5 0.77 10.0 ●
11.0-11.9 6.60 3.9 0.85 11.0 ●
12.0-12.9 7.00 3.8 0.87 12.0 ●
13.0-13.9 7.60 4.1 1.03 13.0 ●
14.0-14.9 8.15 4.5 1.14 14.0 ●
15.0-15.9 8.73 4.9 1.16 15.0 ●
16.0-16.9 9.30 5.4 0.99 16.0 ●
17.0-17.9 9.90 5.3 1.40 17.0 ●
18.0-18.9 10.50 5.8 1.44 18.0 ●
19.0-19.9 11.00 6.3 1.21 19.0 ●
20.0-20.9 11.60 6.8 0.98 20.0 ●
21.0-21.9 12.18 7.2 1.18 21.0 ●
22.0-22.9 12.76 7.6 1.22 22.0 ●
23.0-23.9 13.33 7.9 0.71 23.0 ●
24.0-24.9 13.90 8.3 1.37 24.0 ●
25.0-25.9 14.50 8.5 1.08 25.0 ●
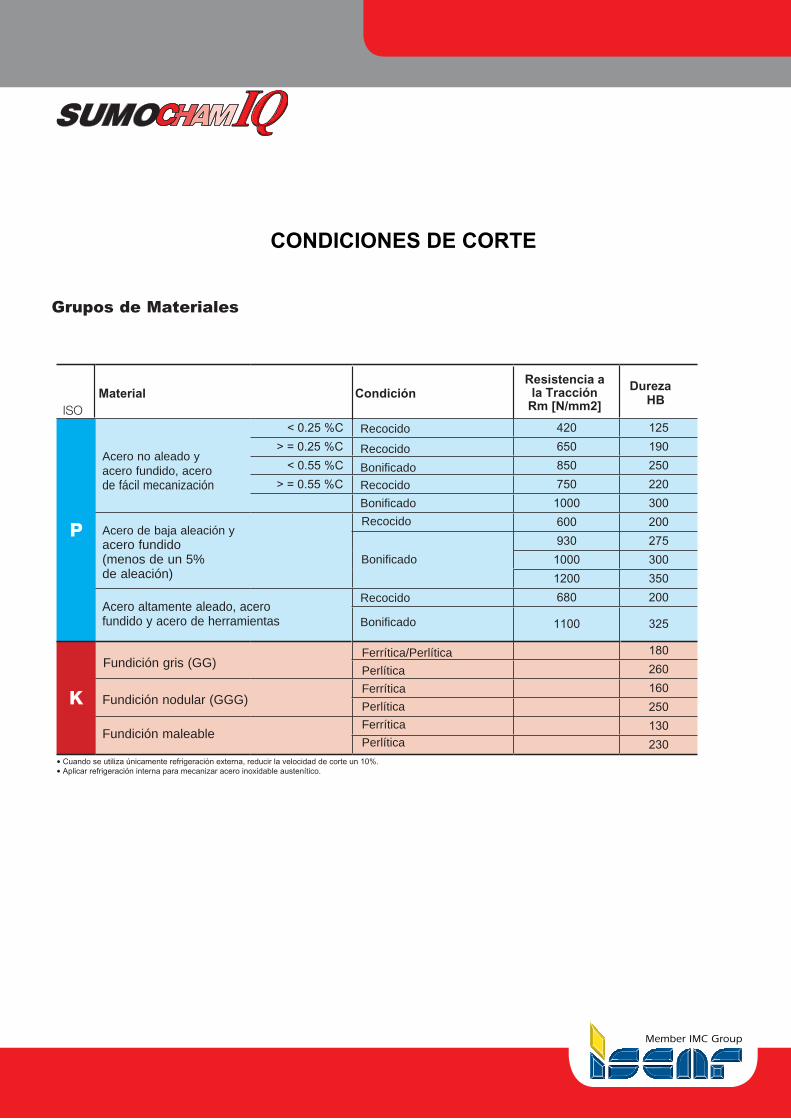
ISO Material Condición
Resistencia a la Tracción
Rm [N/mm2]
DurezaHB
P
< 0.25 %C 420 125
> = 0.25 %C 650 190
< 0.55 %C 850 250
> = 0.55 %C 750 220
1000 300
600 200
930 275
1000 300
1200 350
680 200
1100 325
K
180
260
160
250
130
230
Grupos de Materiales
• Cuando se utiliza únicamente refrigeración externa, reducir la velocidad de corte un 10%. • Aplicar refrigeración interna para mecanizar acero inoxidable austenítico.
Bonificado
Bonificado
Acero no aleado yacero fundido, acerode fácil mecanización
Acero de baja aleación yacero fundido(menos de un 5% de aleación)
Acero altamente aleado, acerofundido y acero de herramientas
Recocido
Recocido
Recocido
Recocido
RecocidoBonificado
Bonificado
Ferrítica/Perlítica Perlítica FerríticaPerlíticaFerrítica Perlítica
Fundición nodular (GGG)
Fundición gris (GG)
Fundición maleable
CONDICIONES DE CORTE

SUMOCHAM
NºMat.
Vm/min
Avance vs. Diámetro de BrocaD=6-7.9 D=8-9.9 D=10-11.9D=12-13.9D=14-15.9D=16-19.9D=20-25.9D=26-32.9
mm/vuelta1 80-110-140
0.090.110.13
0.120.170.22
0.150.210.28
0.180.240.30
0.200.270.35
0.250.350.45
0.250.350.45
0.300.400.50
2 80-105-130
3 80-100-120
4 70-90-110
5 50-70-90
6 80-100-120
0.090.12 0.15
0.120.180.25
0.140.210.28
0.160.240.32
0.180.260.35
0.230.310.40
0.250.350.45
0.300.400.50
7 70-90-110
8 50-70-90
9 40-55-70
10 50-70-90 0.090.110.12
0.120.160.20
0.120.170.22
0.150.200.25
0.180.230.28
0.200.250.30
0.220.270.33
0.250.300.3511 40-60-80
15 90-125-160
0.120.150.18
0.150.220.30
0.200.270.35
0.250.320.40
0.300.370.45
0.350.450.55
0.350.470.60
0.400.500.60
16 80-110-140
17 90-135-180
18 80-110-140
19 90-125-160
20 80-110-140
Condiciones de Corte Recomendadas
Parámetro de corte recomendado
Entonces, en función del desgaste, hay que variar los parámetros para optimizar el
rendimiento. Estos datos son para IC908.
No es necesario reducir las condiciones de corte cuando se utilizan cuerpos de
brocas a partir de 8XD.