Técnico de Nivel Operativo -...
160
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL OCUPACIÓN MECÁNICO AUTOMOTRIZ MANUAL DE APRENDIZAJE • REPARACIÓN DE LA CULATA Y SUS COMPONENTES Técnico de Nivel Operativo
Transcript of Técnico de Nivel Operativo -...
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
OCUPACIÓN
MECÁNICO AUTOMOTRIZ
MANUAL DE APRENDIZAJE
• REPARACIÓN DE LA CULATA Y SUS COMPONENTES
Técnico de Nivel Operativo


AUTORIZACIÓN Y DIFUSIÓN
MATERIAL DIDÁCTICO ESCRITO
FAMILIA OCUPACIONAL MECÁNICA AUTOMOTRIZ OCUPACIÓN MECÁNICO AUTOMOTRIZ NIVEL TÉCNICO OPERATIVO Con la finalidad de facilitar el aprendizaje en el desarrollo de la formación y capacitación en la ocupación del MECÁNICO AUTOMOTRIZ a nivel nacional y dejando la posibilidad de un mejoramiento y actualización permanente, se autoriza la APLICACIÓN Y DIFUSIÓN de material didáctico escrito referido a REPARACIÓN DE LA CULATA Y SUS COMPONENTES. Los Directores Zonales y Jefes de Unidades Operativas son los responsables de su difusión y aplicación oportuna.
DOCUMENTO APROBADO POR EL GERENTE TÉCNICO DEL SENATI
N° de Página……92…… Firma …………………………………….. Nombre: Jorge Saavedra Gamón Fecha: ………04.06.09………….
Registro de derecho de autor: 8151-2003

PZA. CANT.
Nº
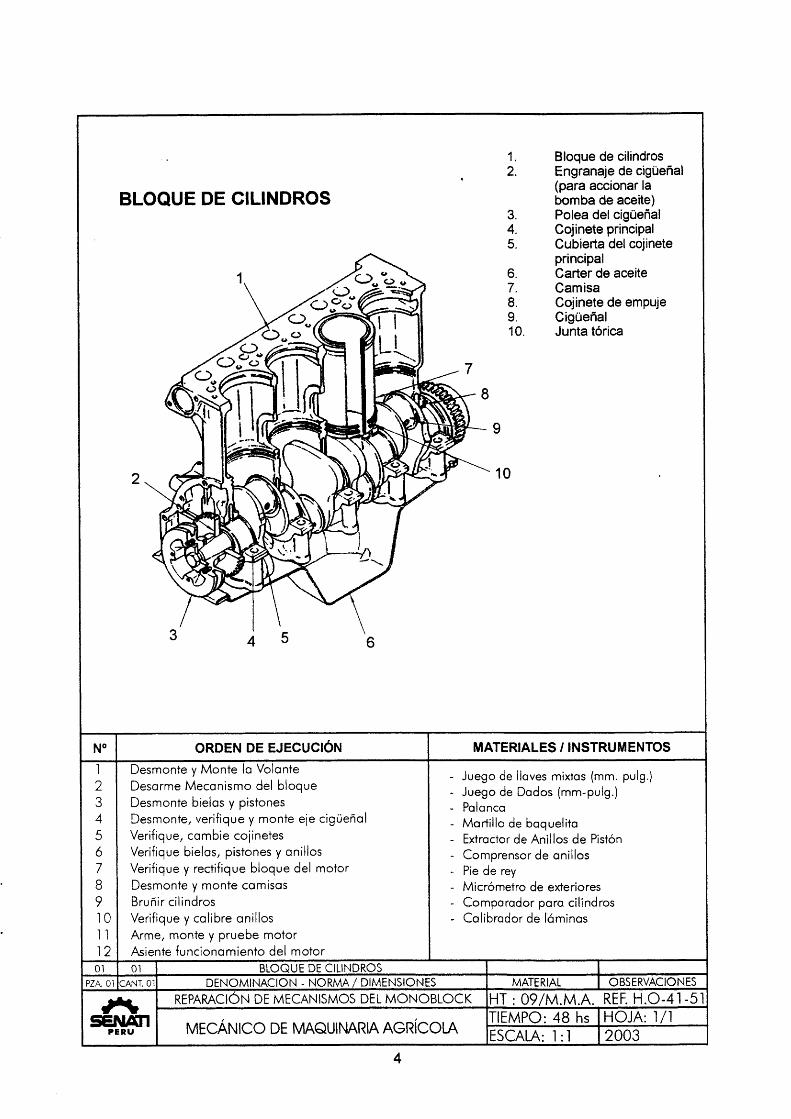
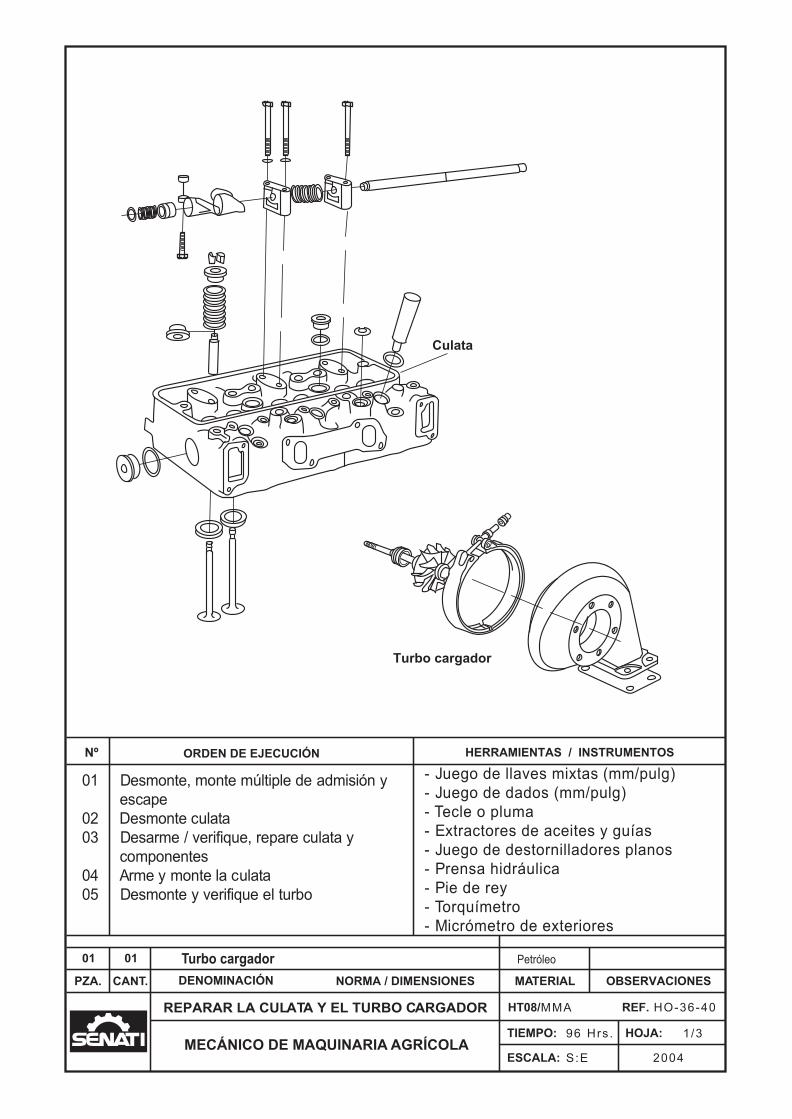
01 Desmonte, monte múltiple de admisión y escape02 Desmonte culata03 Desarme / verifique, repare culata y componentes04 Arme y monte la culata05 Desmonte y verifique el turbo
- Juego de llaves mixtas (mm/pulg)- Juego de dados - Tecle o pluma- Extractores de aceites y guías- Juego de destornilladores planos- Prensa hidráulica- Pie de rey- Torquímetro- Micrómetro de exteriores
(mm/pulg)
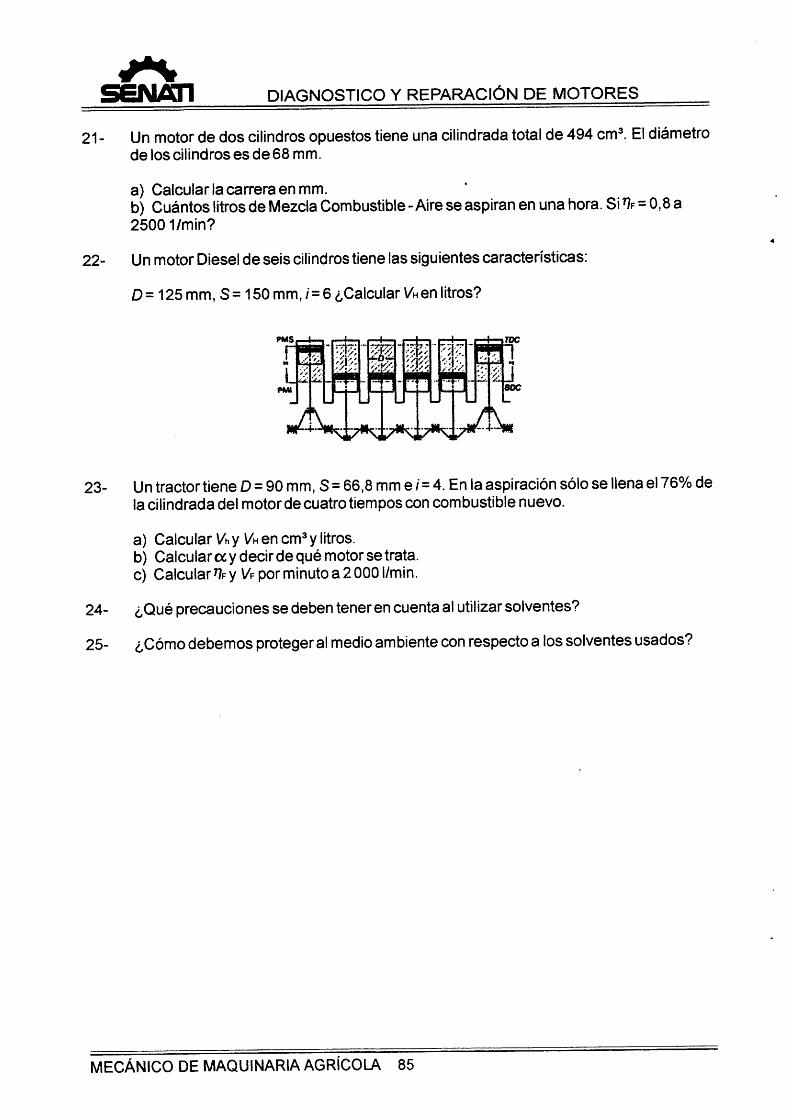
REPARAR LA CULATA Y EL TURBO CARGADOR
01 01
MMA HO-36-40
96 Hrs. 1/3
S:E 2004
DENOMINACIÓN NORMA / DIMENSIONES MATERIAL OBSERVACIONES
TIEMPO:
HT08/ REF.
ESCALA:
HOJA:MECÁNICO DE MAQUINARIA AGRÍCOLA
Turbo cargador Petróleo
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
Turbo cargador
Culata
PZA. CANT.
Nº
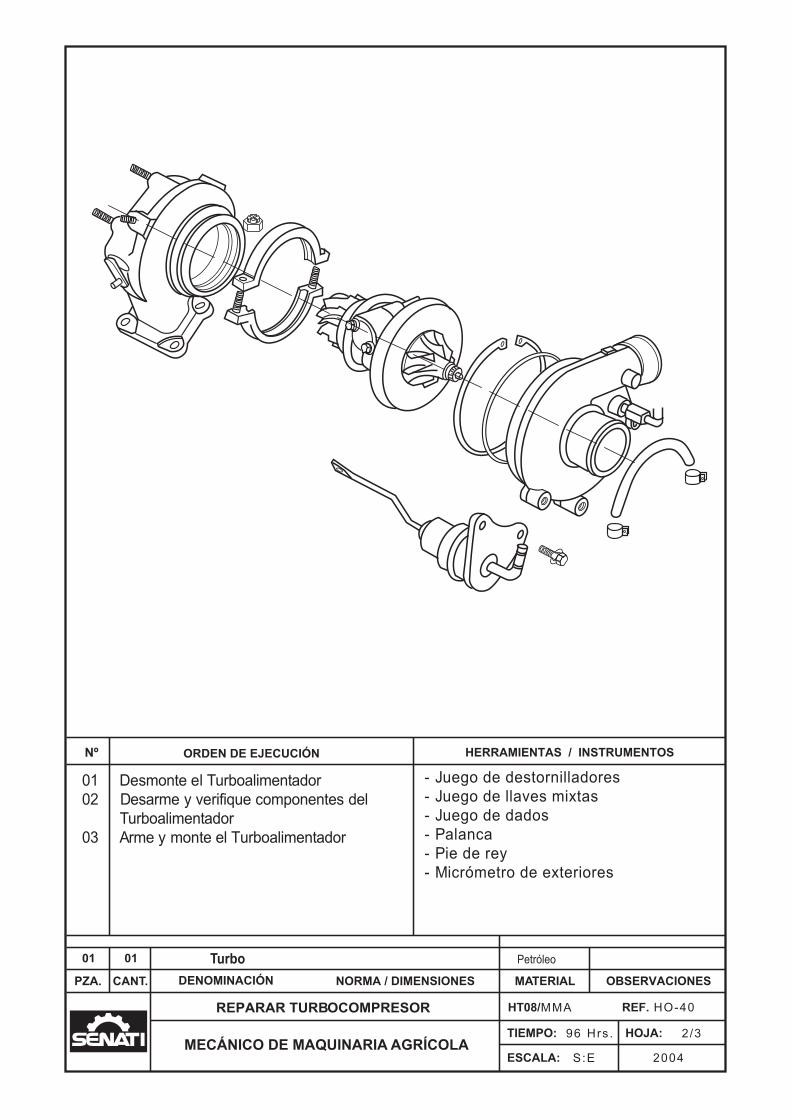
01 Desmonte el Turboalimentador02 Desarme y verifique componentes del Turboalimentador03 Arme y monte el Turboalimentador
- Juego de destornilladores- Juego de llaves mixtas - Juego de dados- Palanca- Pie de rey- Micrómetro de exteriores
01 01
MMA HO-40
96 Hrs. 2/3
2004
DENOMINACIÓN NORMA / DIMENSIONES MATERIAL OBSERVACIONES
TIEMPO:
HT08/ REF.
ESCALA:
HOJA:MECÁNICO DE MAQUINARIA AGRÍCOLA
Petróleo
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
REPARAR TURBOCOMPRESOR
Turbo
S:E
PZA. CANT.
Nº
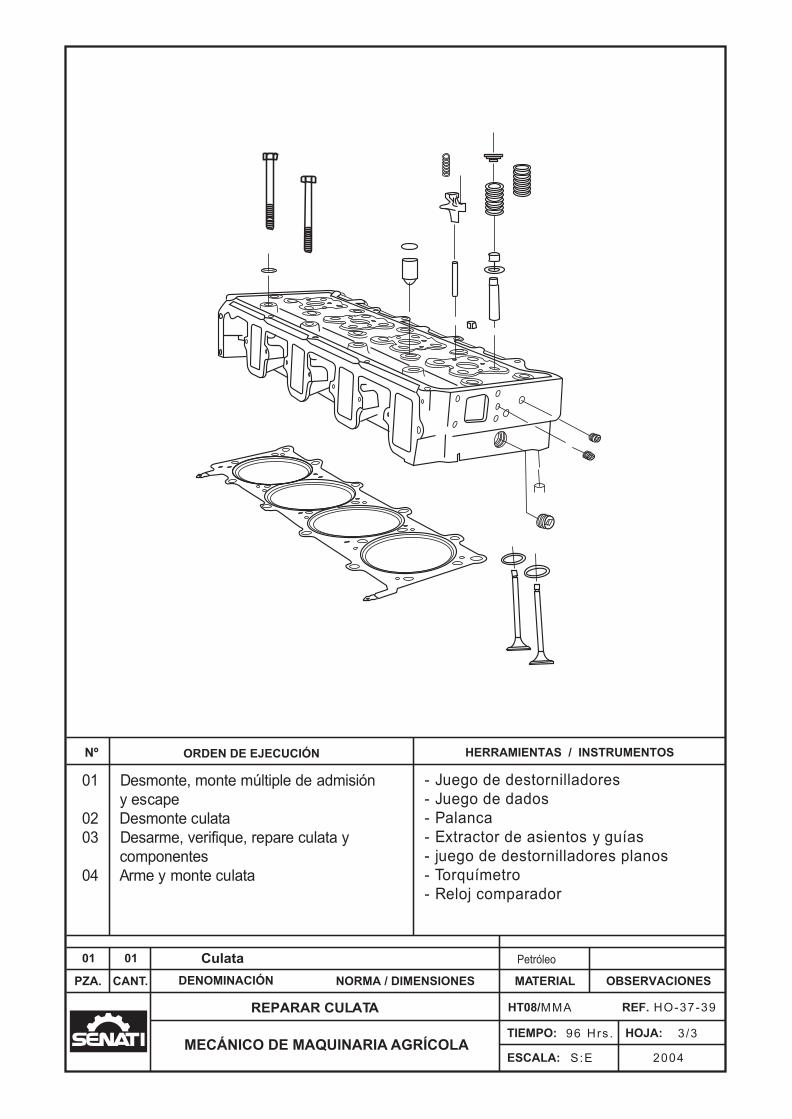
01 Desmonte, monte múltiple de admisión y escape 02 Desmonte culata03 Desarme, verifique, repare culata y componentes04 Arme y monte culata
- Juego de destornilladores- Juego de dados- Palanca- Extractor de asientos y guías- juego de destornilladores planos- Torquímetro- Reloj comparador
REPARAR CULATA
Culata01 01
MMA HO-37-39
96 Hrs. 3/3
S:E 2004
DENOMINACIÓN NORMA / DIMENSIONES MATERIAL OBSERVACIONES
TIEMPO:
HT08/ REF.
ESCALA:
HOJA:MECÁNICO DE MAQUINARIA AGRÍCOLA
Petróleo
ORDEN DE EJECUCIÓN HERRAMIENTAS / INSTRUMENTOS
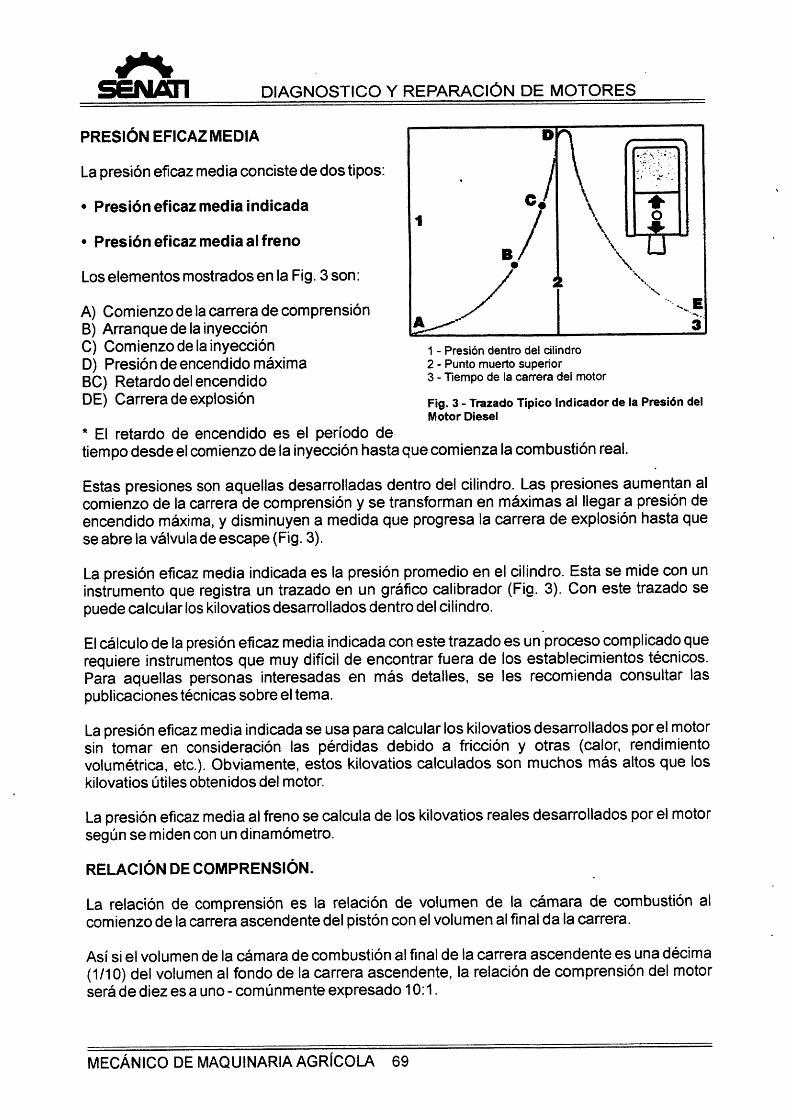
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
7 REF. HO.36. 1 / 2MECÁNICO DE MAQUINARIA AGRÍCOLA
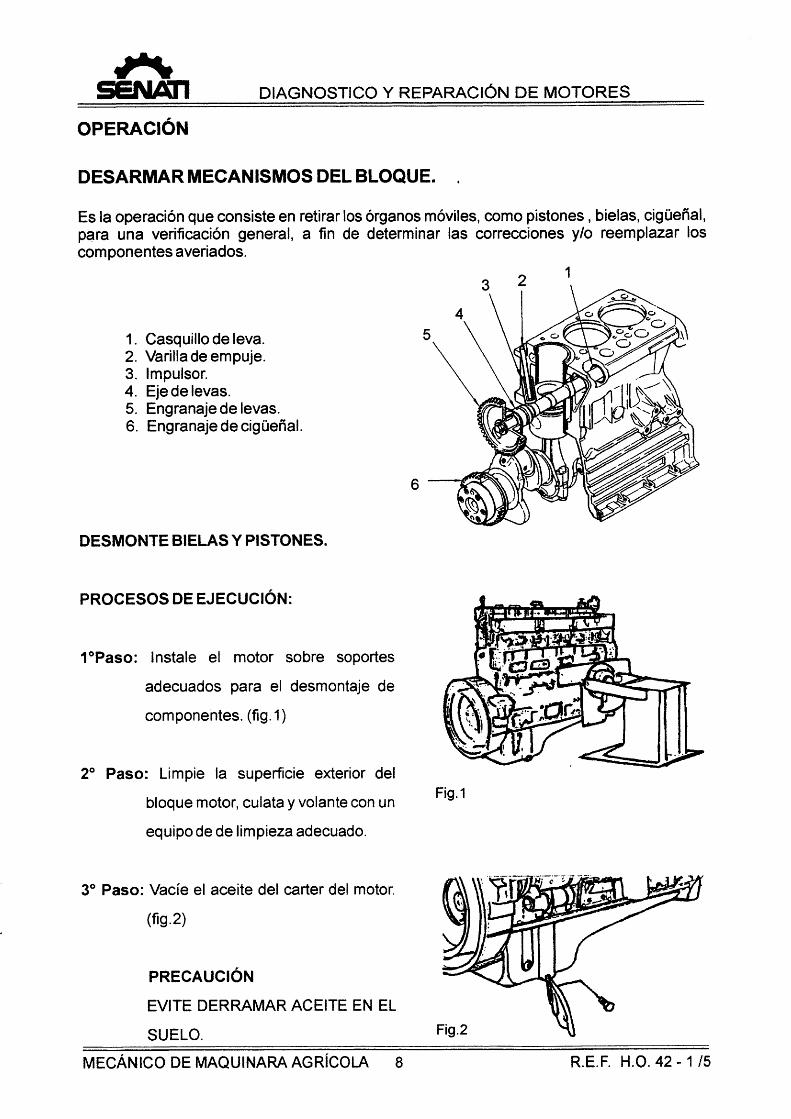
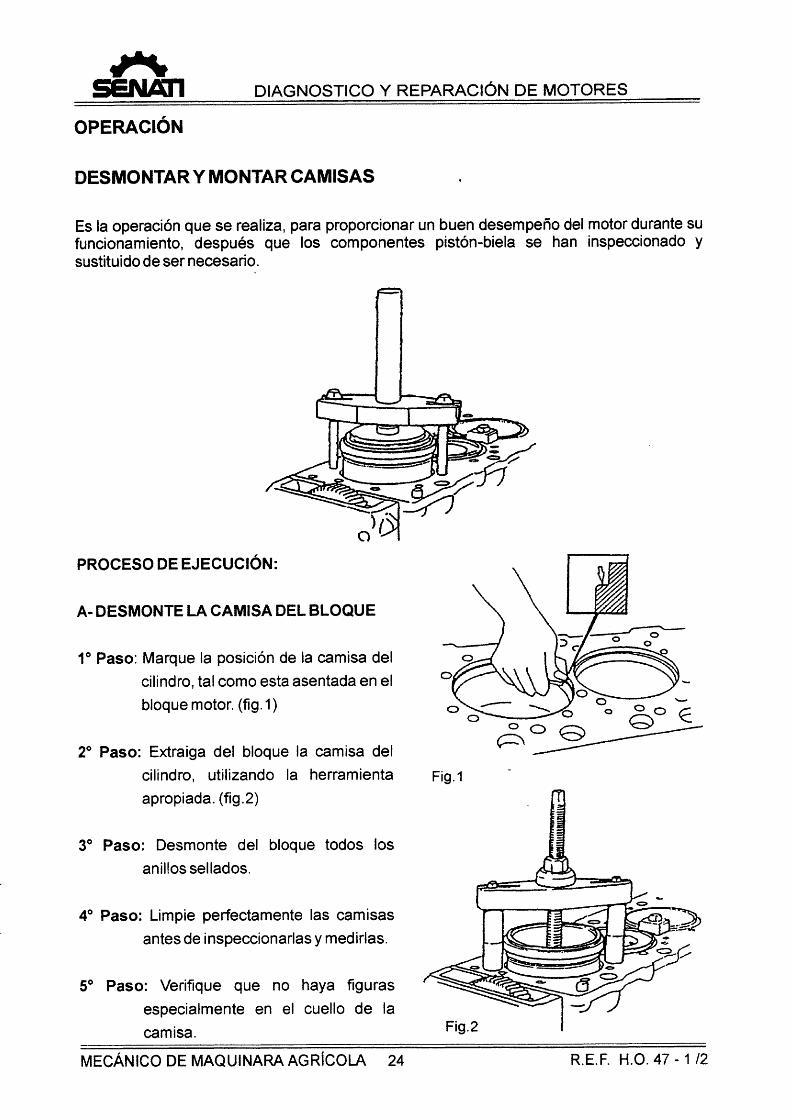
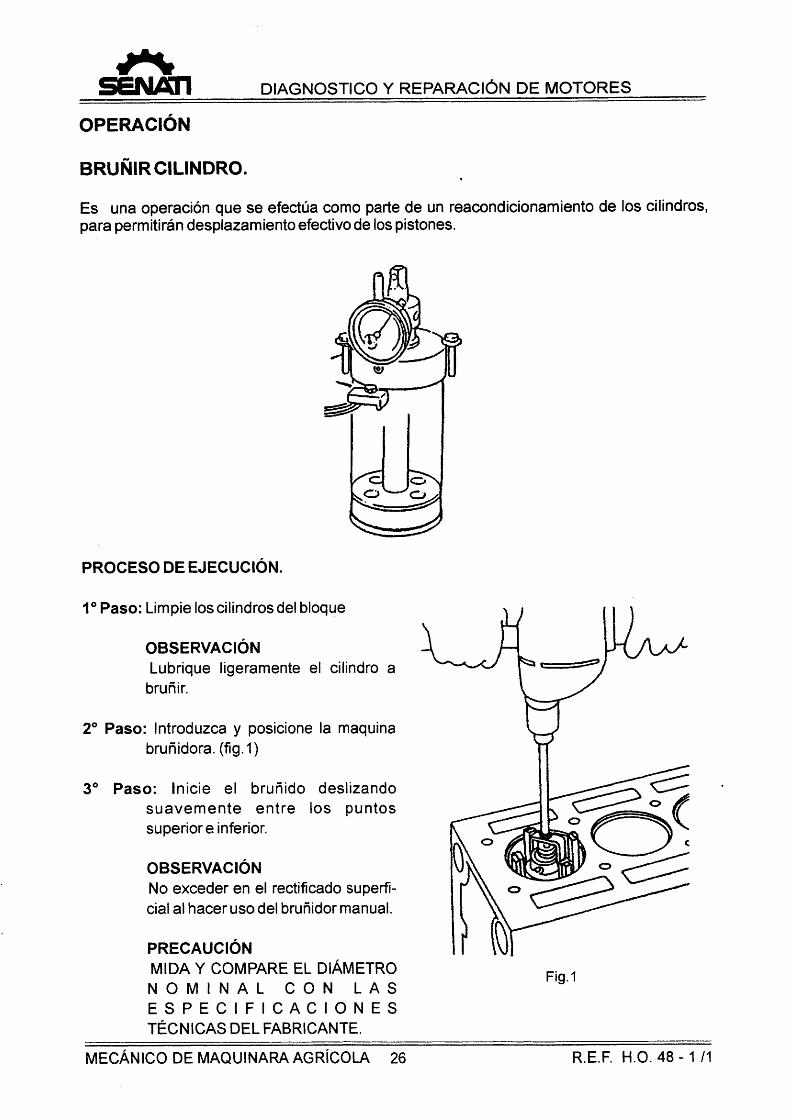
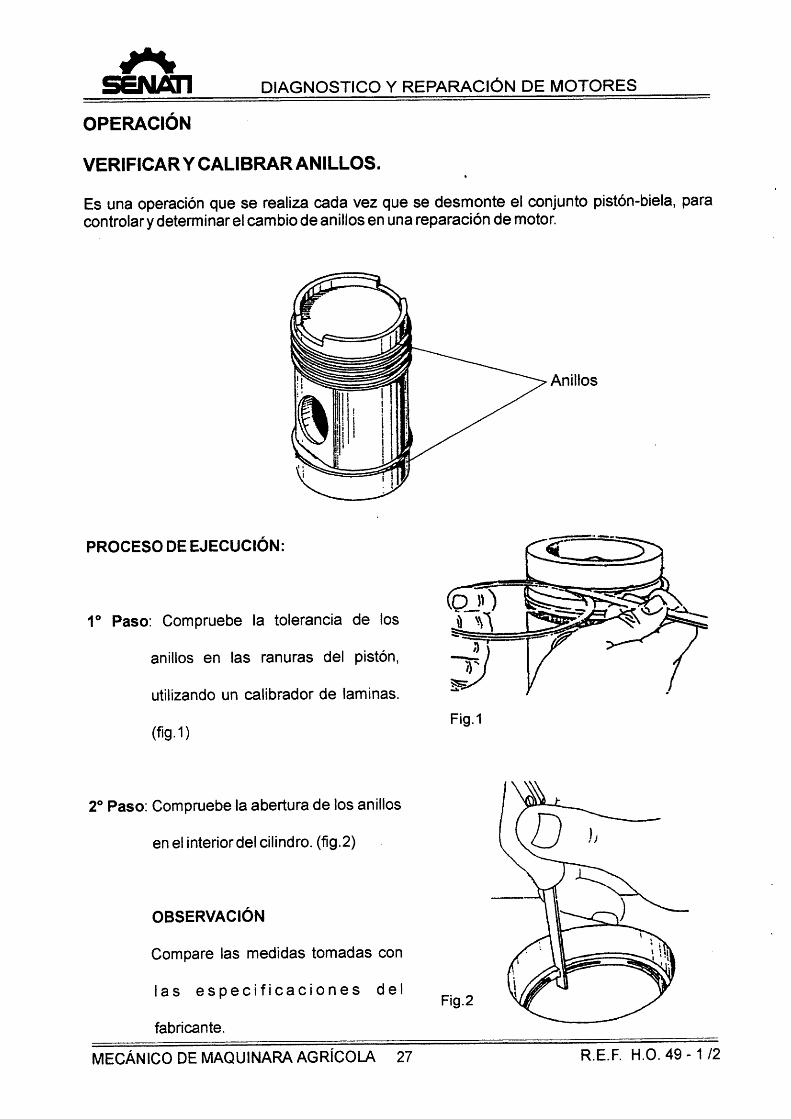
OPERACIÓN
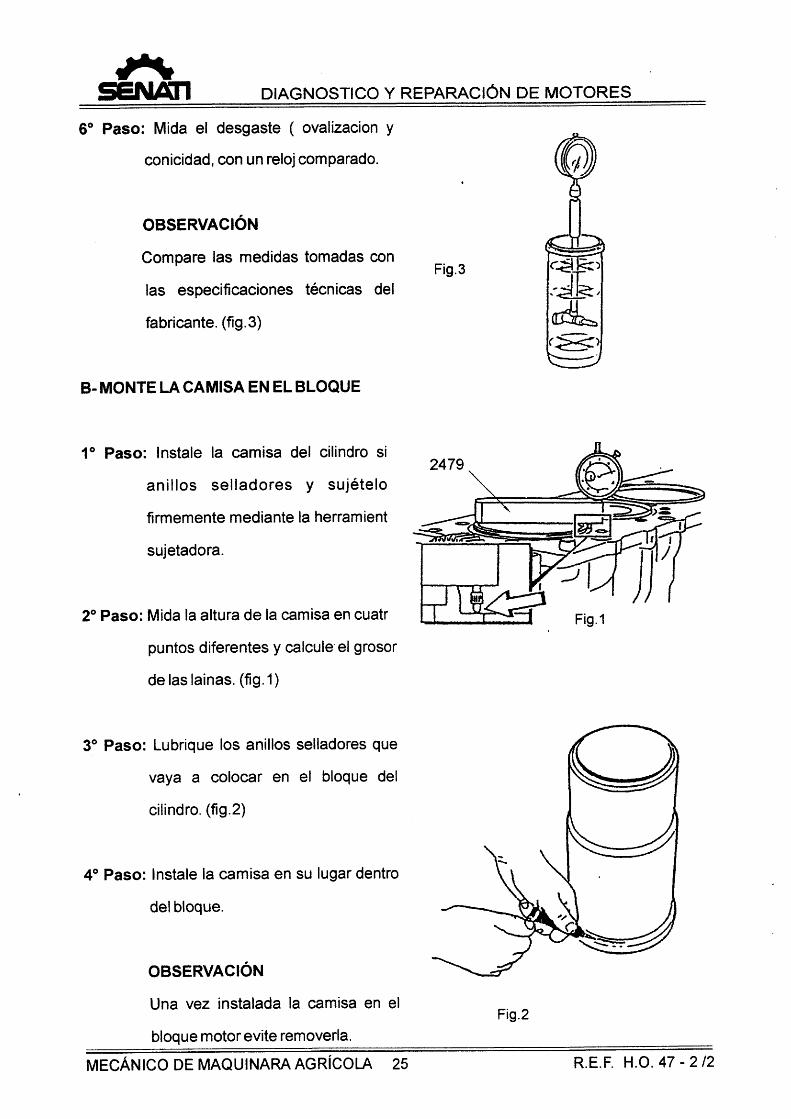
PROCESO DE EJECUCIÓN
MOTOR CON ASPIRACIÓN NATURAL
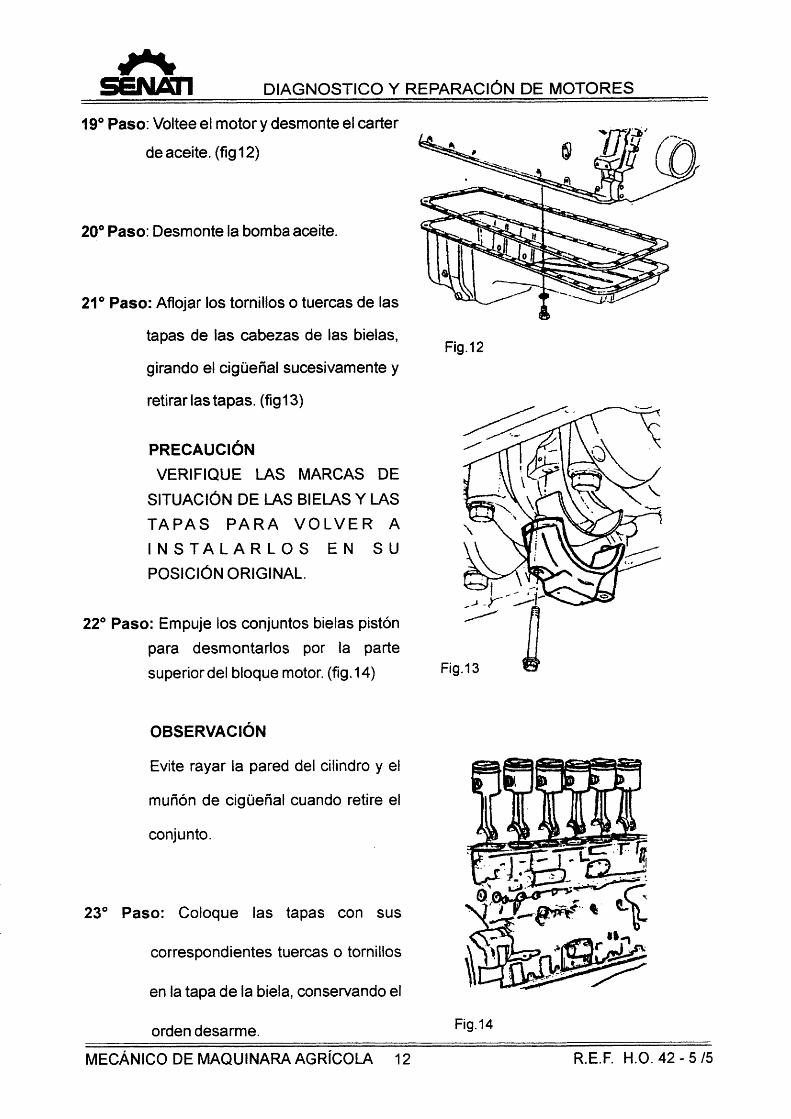
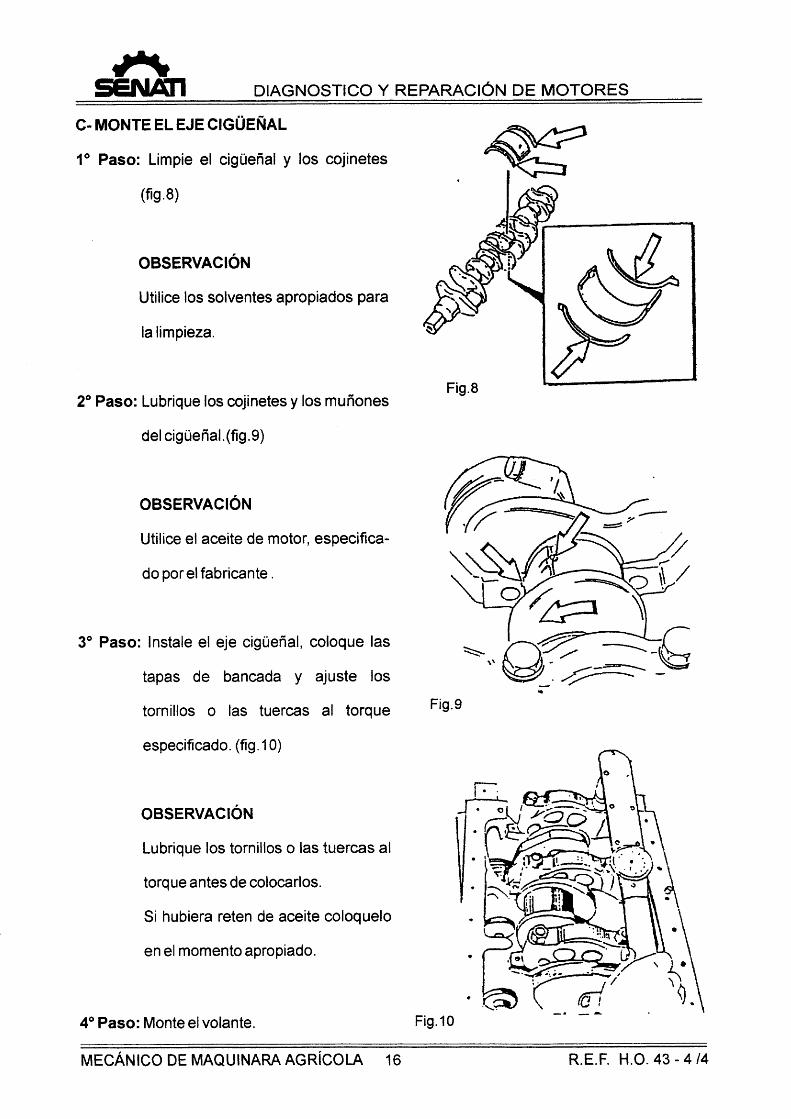
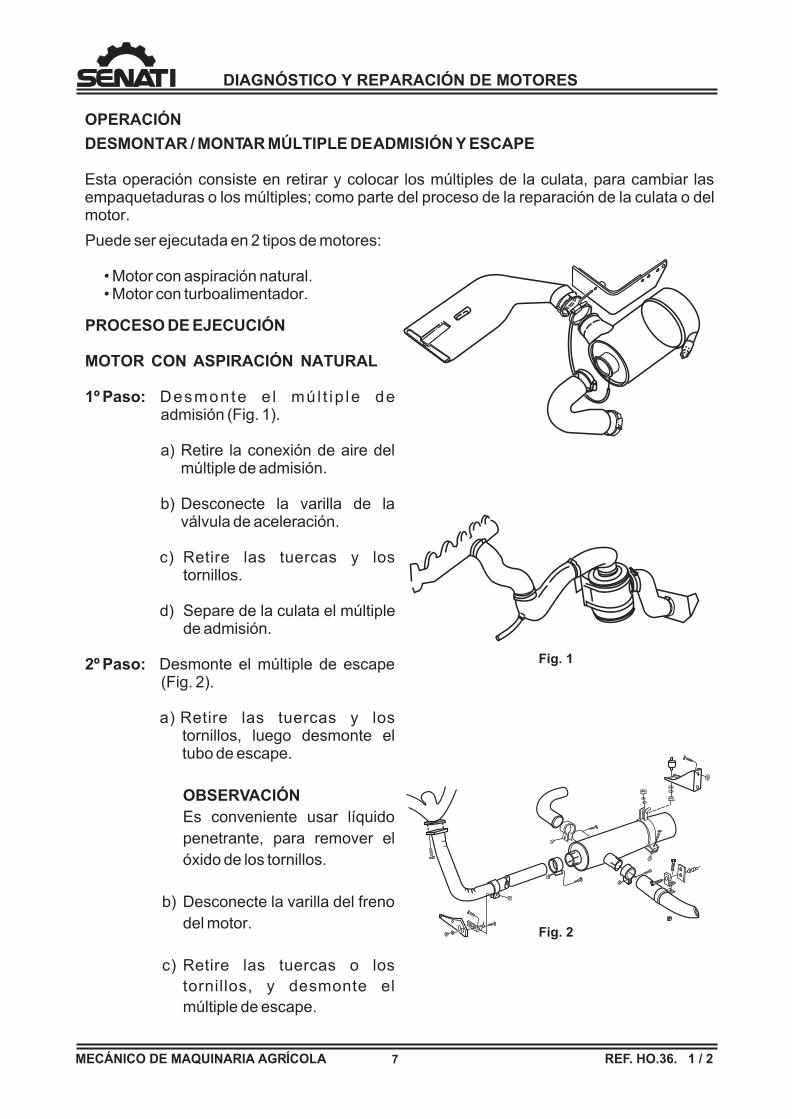
1º Paso: Desmonte e l mú l t ip le de admisión (Fig. 1).
a) Retire la conexión de aire del múltiple de admisión.
b) Desconecte la varilla de la válvula de aceleración.
c) Retire las tuercas y los tornillos.
d) Separe de la culata el múltiple de admisión.
2º Paso: Desmonte el múltiple de escape (Fig. 2).
a) Retire las tuercas y los tornillos, luego desmonte el tubo de escape.
OBSERVACIÓN
Es conveniente usar líquido
penetrante, para remover el
óxido de los tornillos.
b) Desconecte la varilla del freno
del motor.
c) Retire las tuercas o los
tornillos, y desmonte el
múltiple de escape.
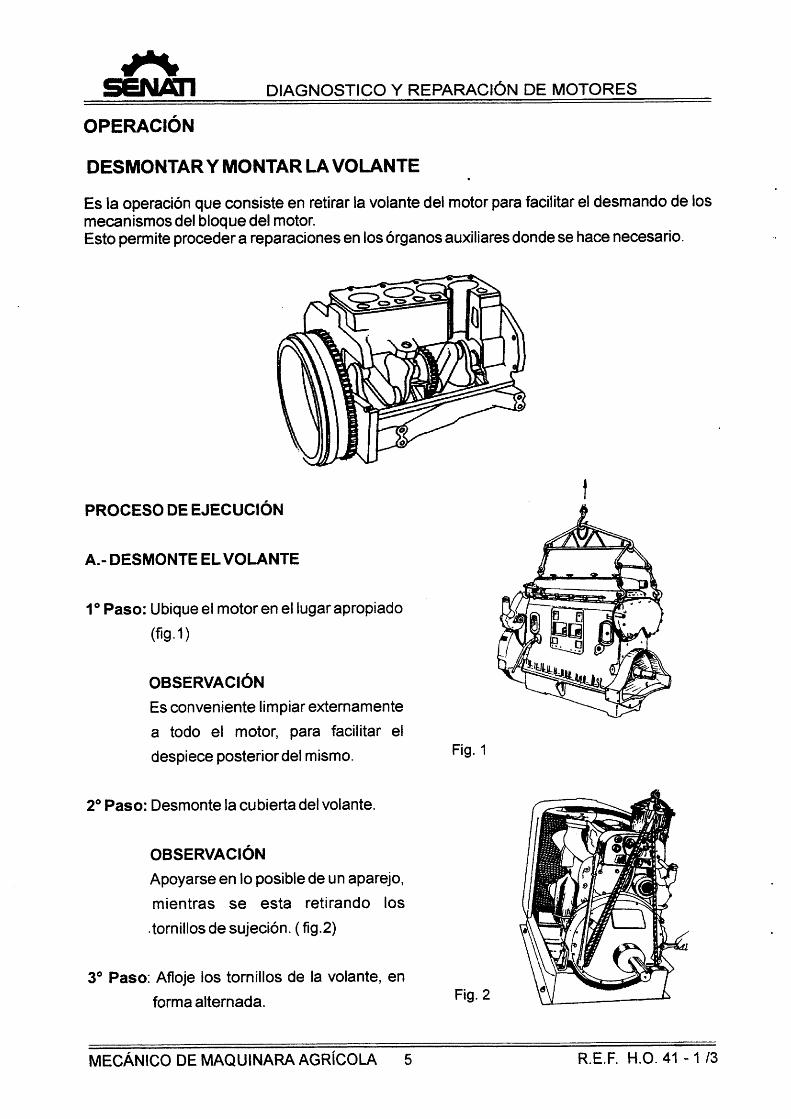
DESMONTAR / MONTAR MÚLTIPLE DE ADMISIÓN Y ESCAPE
Esta operación consiste en retirar y colocar los múltiples de la culata, para cambiar las empaquetaduras o los múltiples; como parte del proceso de la reparación de la culata o del motor.
Puede ser ejecutada en 2 tipos de motores:
• Motor con aspiración natural.• Motor con turboalimentador.
Fig. 1
Fig. 2
8 REF. HO.36. 2 / 2MECÁNICO DE MAQUINARIA AGRÍCOLA
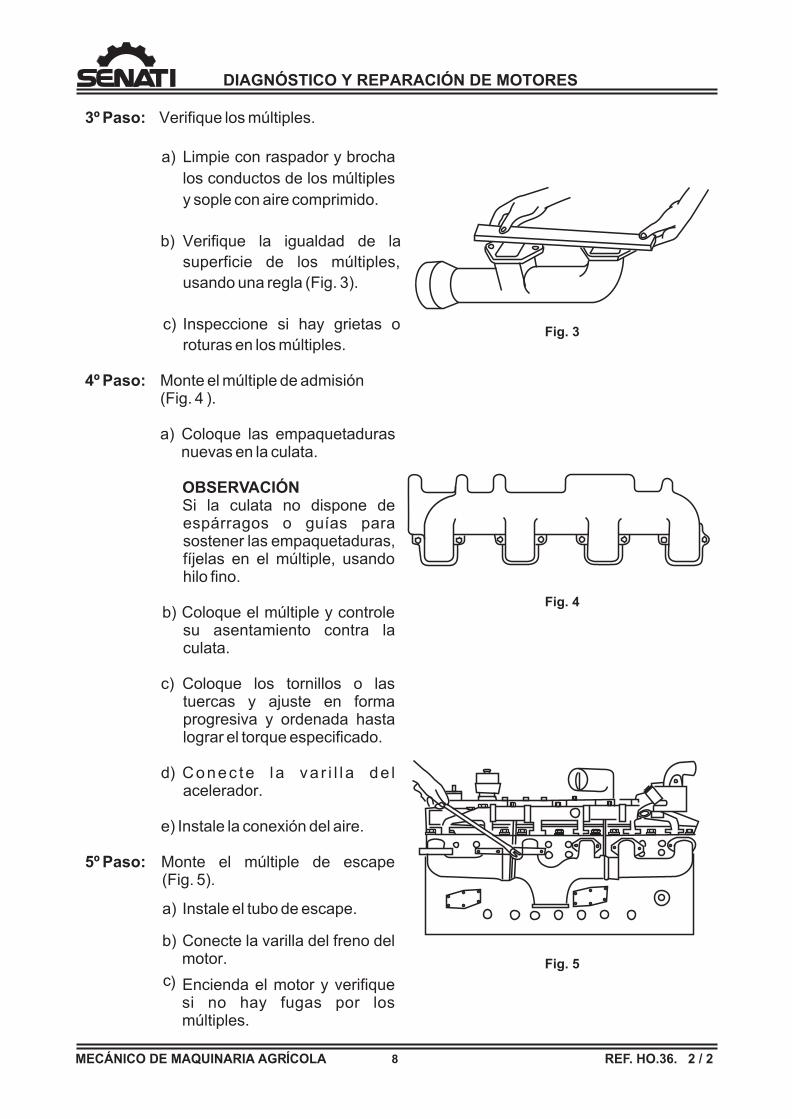
3º Paso: Verifique los múltiples.
a) Limpie con raspador y brocha
los conductos de los múltiples
y sople con aire comprimido.
b) Verifique la igualdad de la
superficie de los múltiples,
usando una regla (Fig. 3).
c) Inspeccione si hay grietas o
roturas en los múltiples.
4º Paso: Monte el múltiple de admisión(Fig. 4 ).
a) Coloque las empaquetaduras nuevas en la culata.
OBSERVACIÓNSi la culata no dispone de espárragos o guías para sostener las empaquetaduras, fíjelas en el múltiple, usando hilo fino.
b) Coloque el múltiple y controle su asentamiento contra la culata.
c) Coloque los tornillos o las tuercas y ajuste en forma progresiva y ordenada hasta lograr el torque especificado.
d) Conec te l a va r i l l a de l acelerador.
e) Instale la conexión del aire.
5º Paso: Monte el múltiple de escape (Fig. 5).
a) Instale el tubo de escape.
b) Conecte la varilla del freno del motor.
c) Encienda el motor y verifique si no hay fugas por los múltiples.
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
Fig. 3
Fig. 4
Fig. 5
OPERACIÓN
PROCESO DE EJECUCIÓN
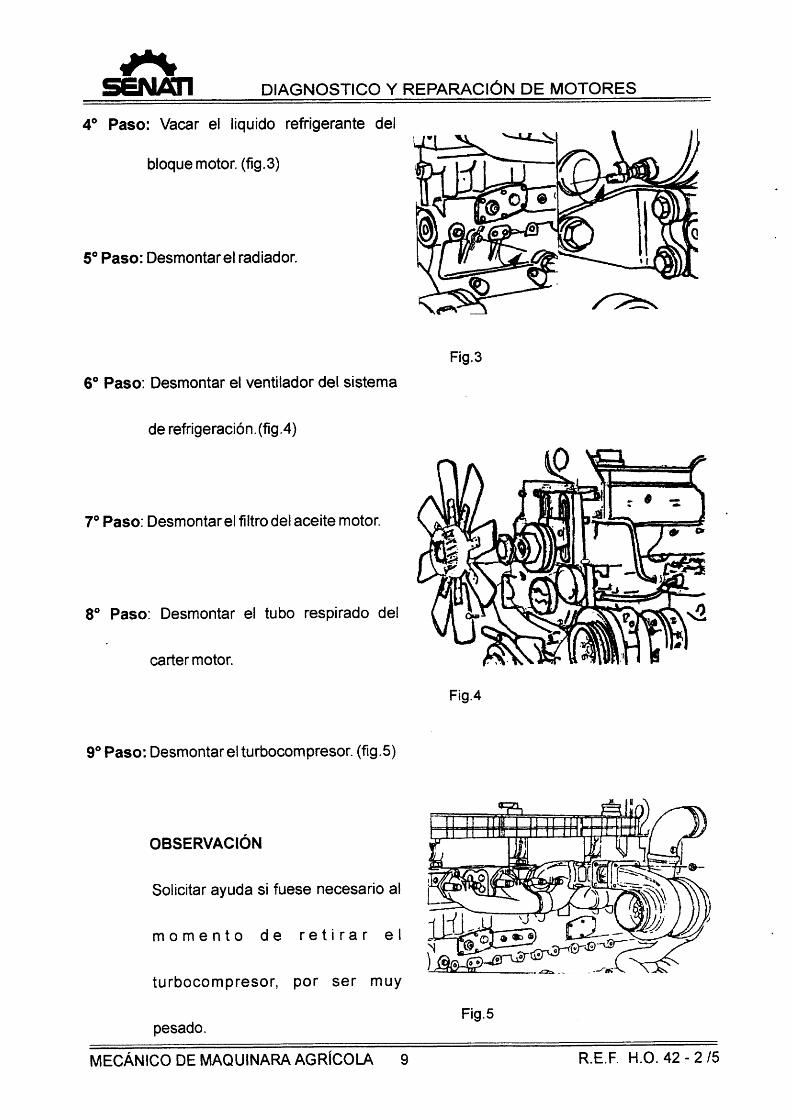
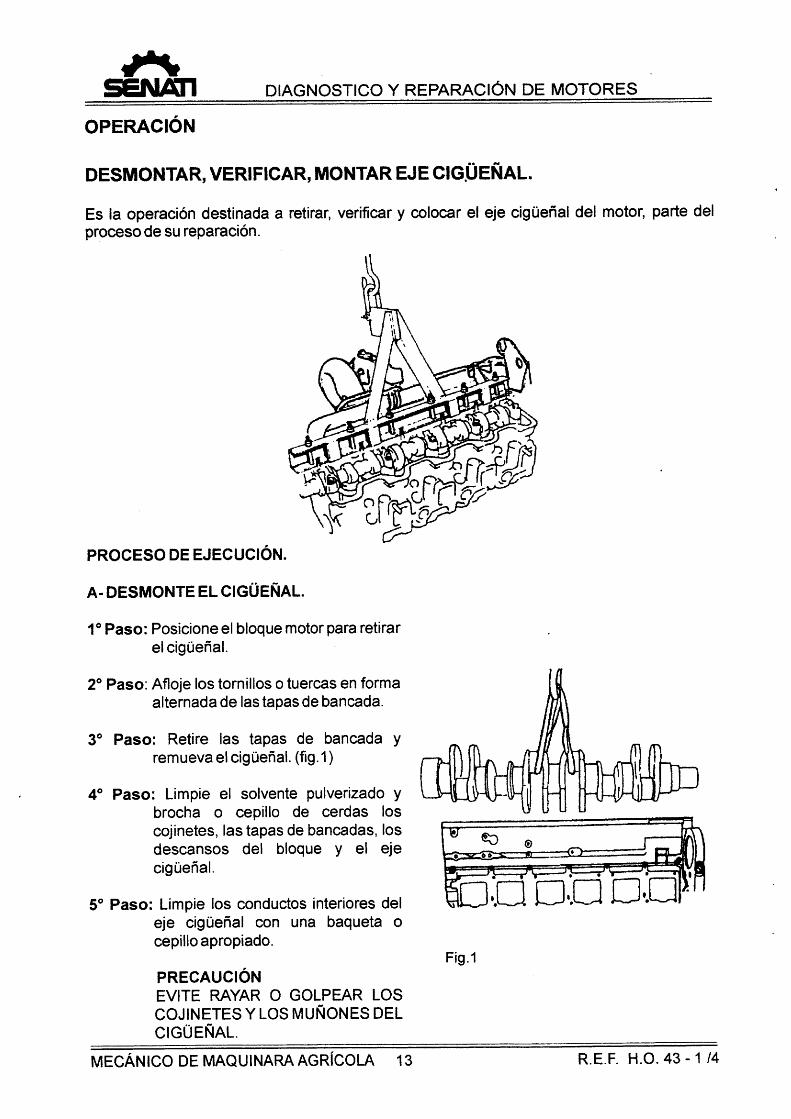
1º Paso: Drene el sistema de refrigeración.
2° Paso: Desconecte la manguera del
agua de refrigeración, que
conecta con la culata.
3° Paso: Desmonte e l múl t ip le de
admisión.
4° Paso: Desmonte el tubo de escape y el
múltiple de escape.
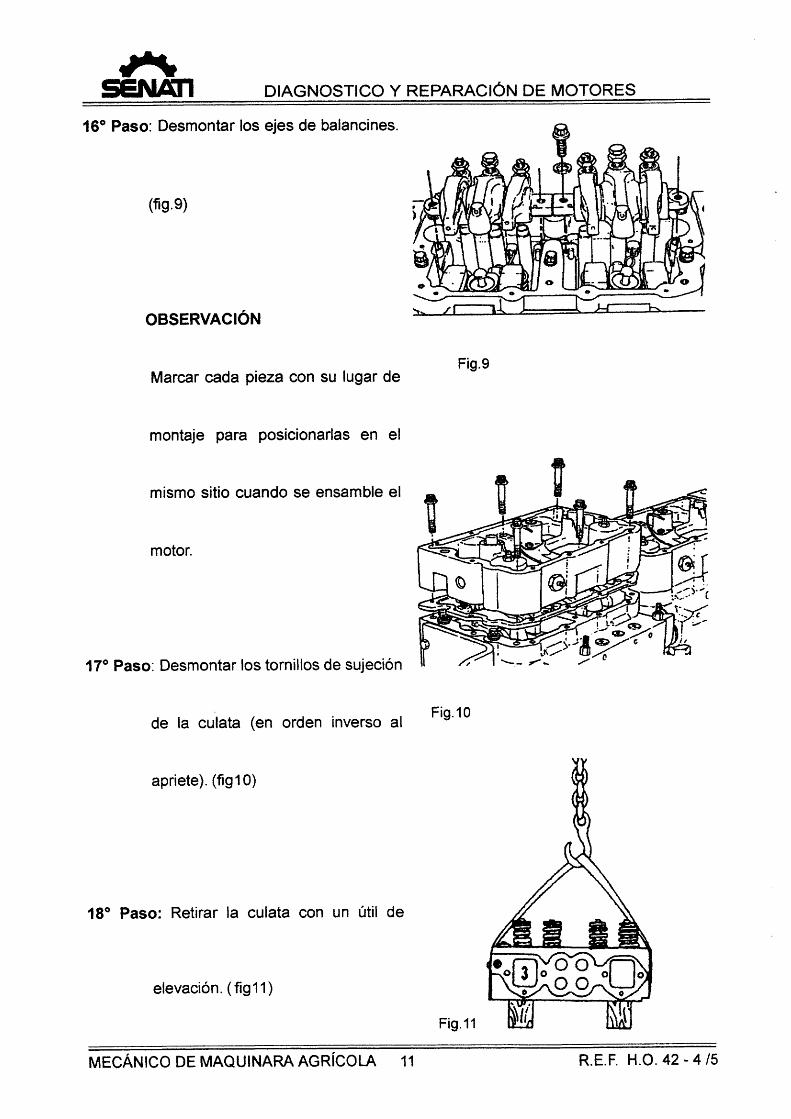
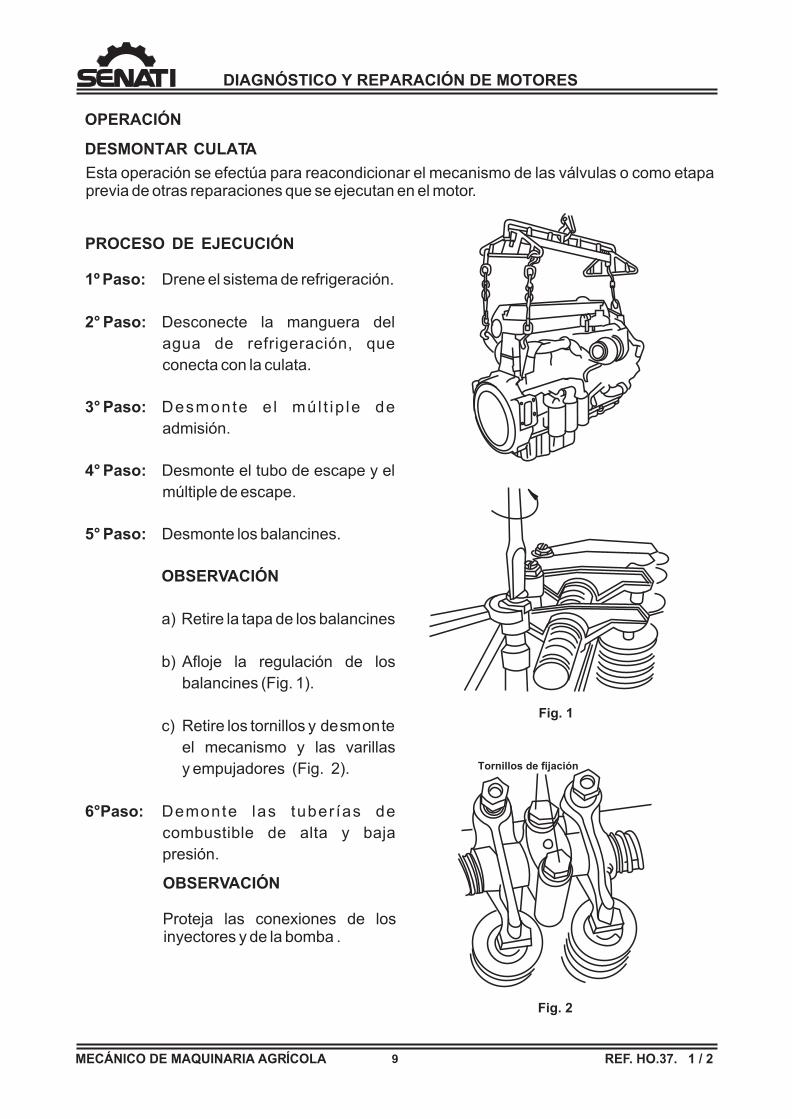
5° Paso: Desmonte los balancines.
OBSERVACIÓN
a) Retire la tapa de los balancines
b) Afloje la regulación de los
balancines (Fig. 1).
c) Retire los tornillos y desmonte
el mecanismo y las varillas
y empujadores (Fig. 2).
6°Paso: Demonte las tuber ías de
combustible de alta y baja
presión.
OBSERVACIÓN
Proteja las conexiones de los inyectores y de la bomba .
DESMONTAR CULATA
9 REF. HO.37. 1 / 2MECÁNICO DE MAQUINARIA AGRÍCOLA
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
Esta operación se efectúa para reacondicionar el mecanismo de las válvulas o como etapa previa de otras reparaciones que se ejecutan en el motor.
Fig. 1
Fig. 2
Tornillos de fijación
10 REF. HO.37. 2 / 2MECÁNICO DE MAQUINARIA AGRÍCOLA
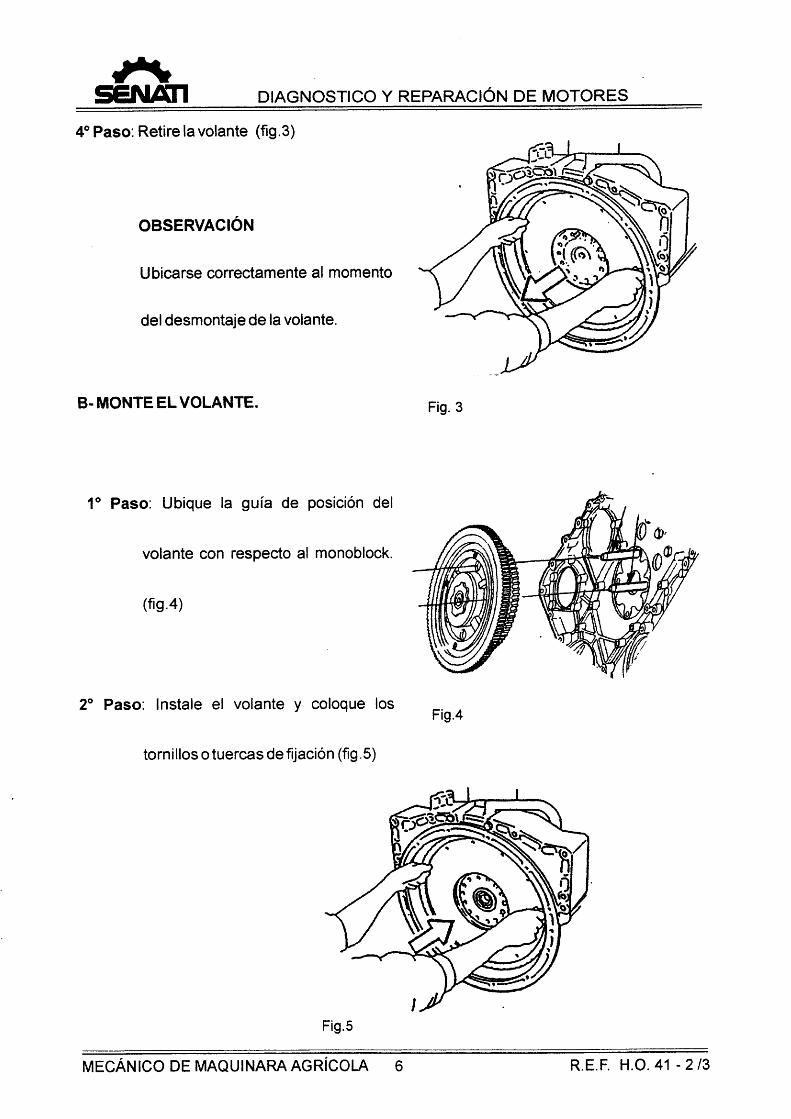
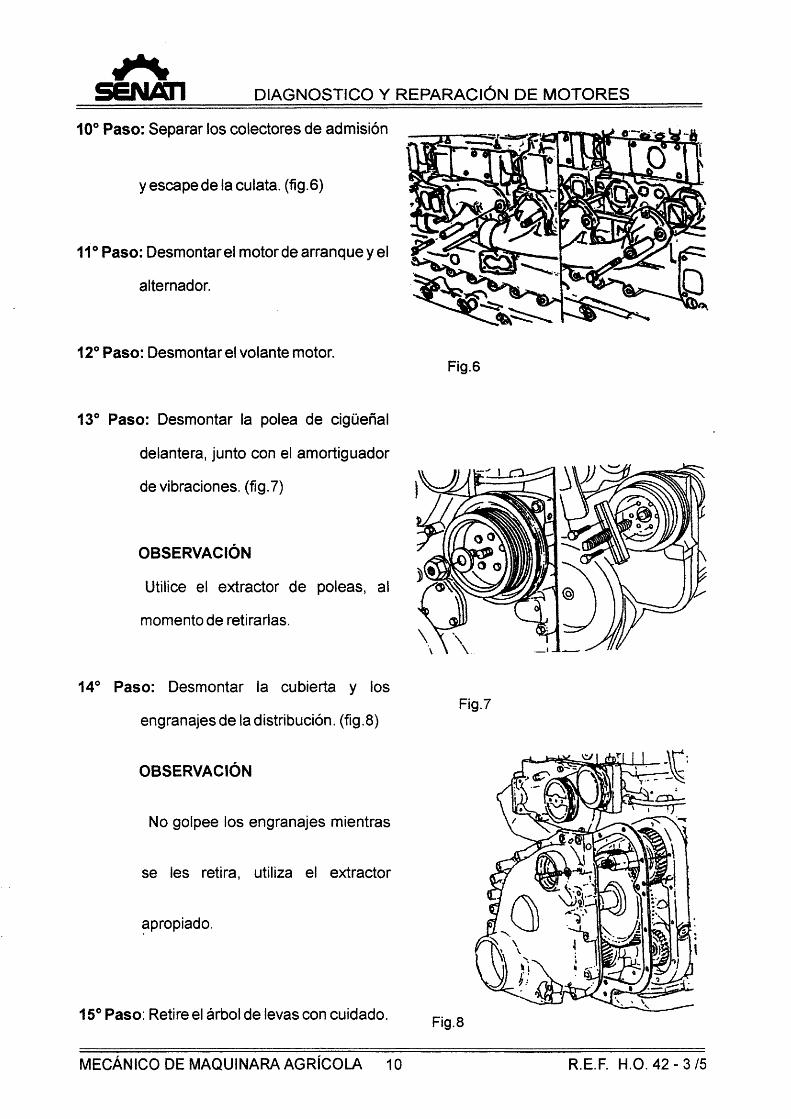
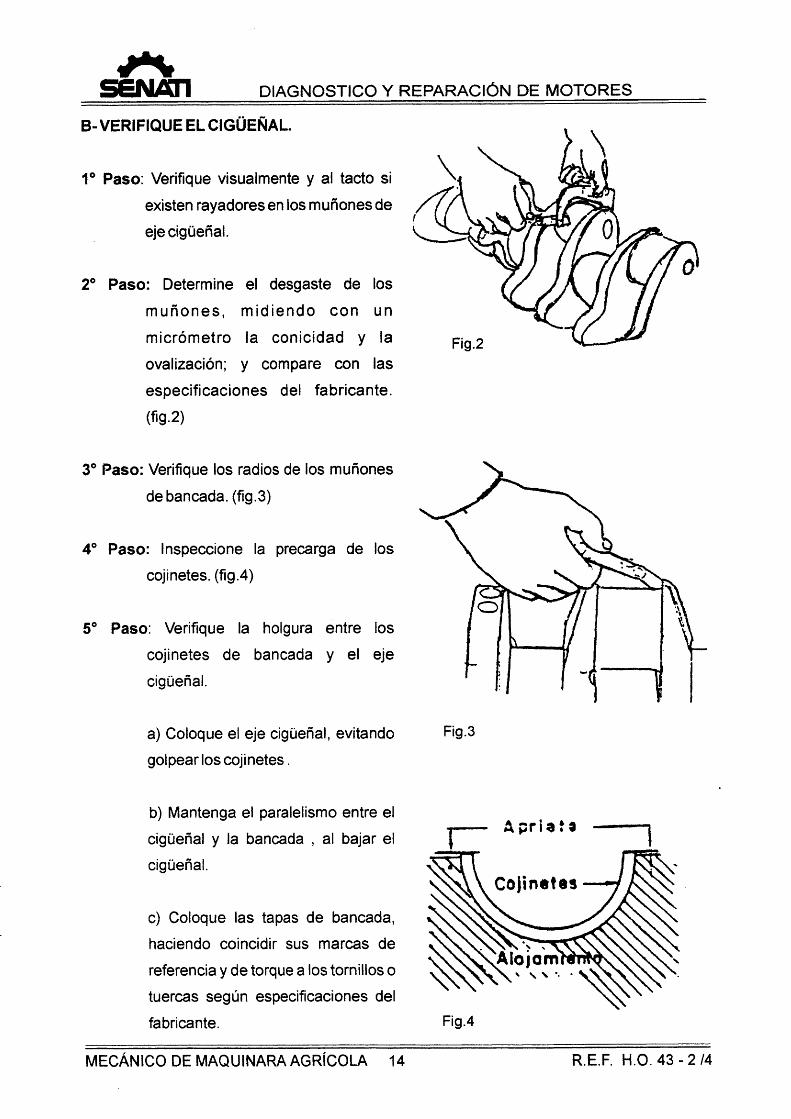
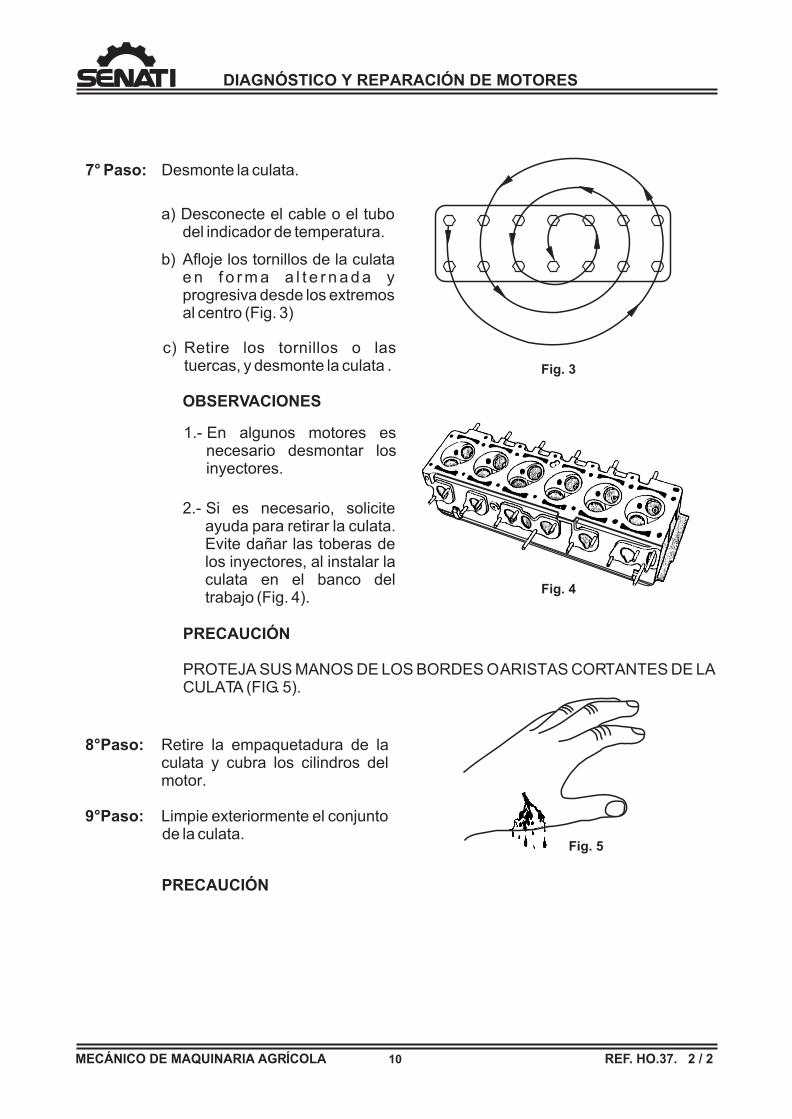
7° Paso: Desmonte la culata.
a) Desconecte el cable o el tubo del indicador de temperatura.
b) Afloje los tornillos de la culata e n f o r m a a l t e r n a d a y progresiva desde los extremos al centro (Fig. 3)
c) Retire los tornillos o las tuercas, y desmonte la culata .
OBSERVACIONES
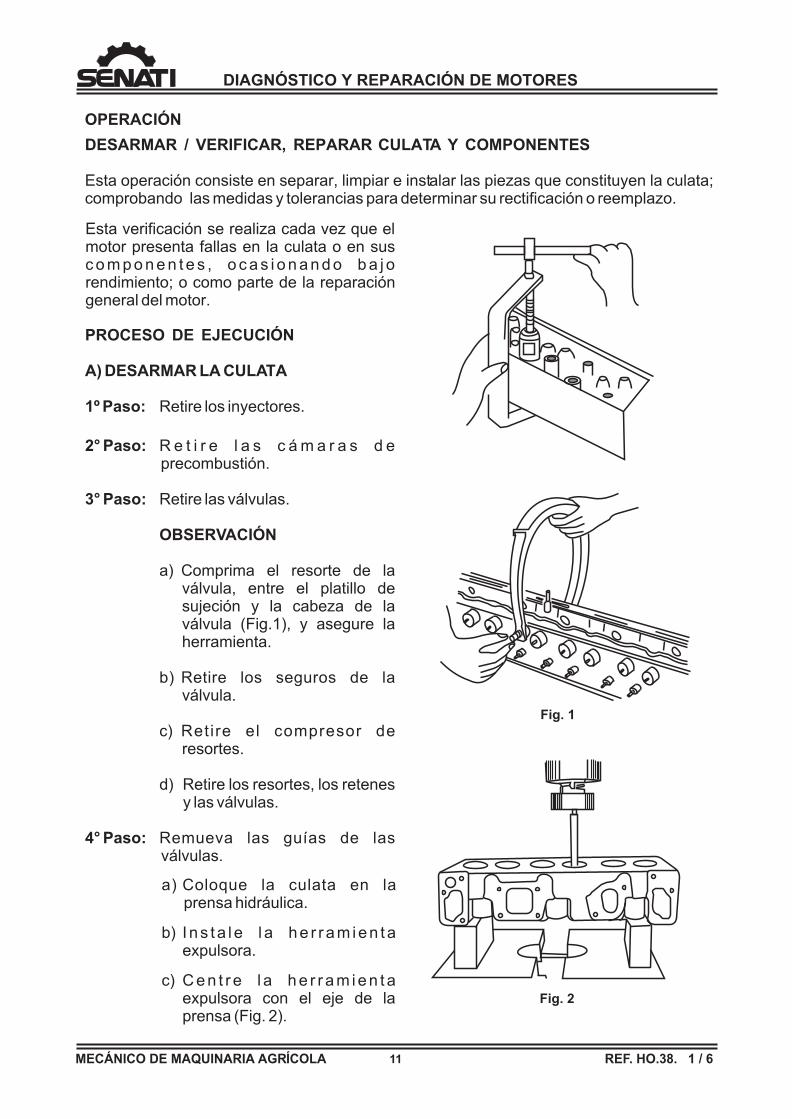
1.- En algunos motores es necesario desmontar los inyectores.
2.- Si es necesario, solicite ayuda para retirar la culata. Evite dañar las toberas de los inyectores, al instalar la culata en el banco del trabajo (Fig. 4).
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
Fig. 3
Fig. 5
8°Paso: Retire la empaquetadura de la culata y cubra los cilindros del motor.
9°Paso: Limpie exteriormente el conjunto de la culata.
PRECAUCIÓN
PRECAUCIÓN
PROTEJA SUS MANOS DE LOS BORDES O ARISTAS CORTANTES DE LA CULATA (FIG. 5).
Fig. 4
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
OPERACIÓN
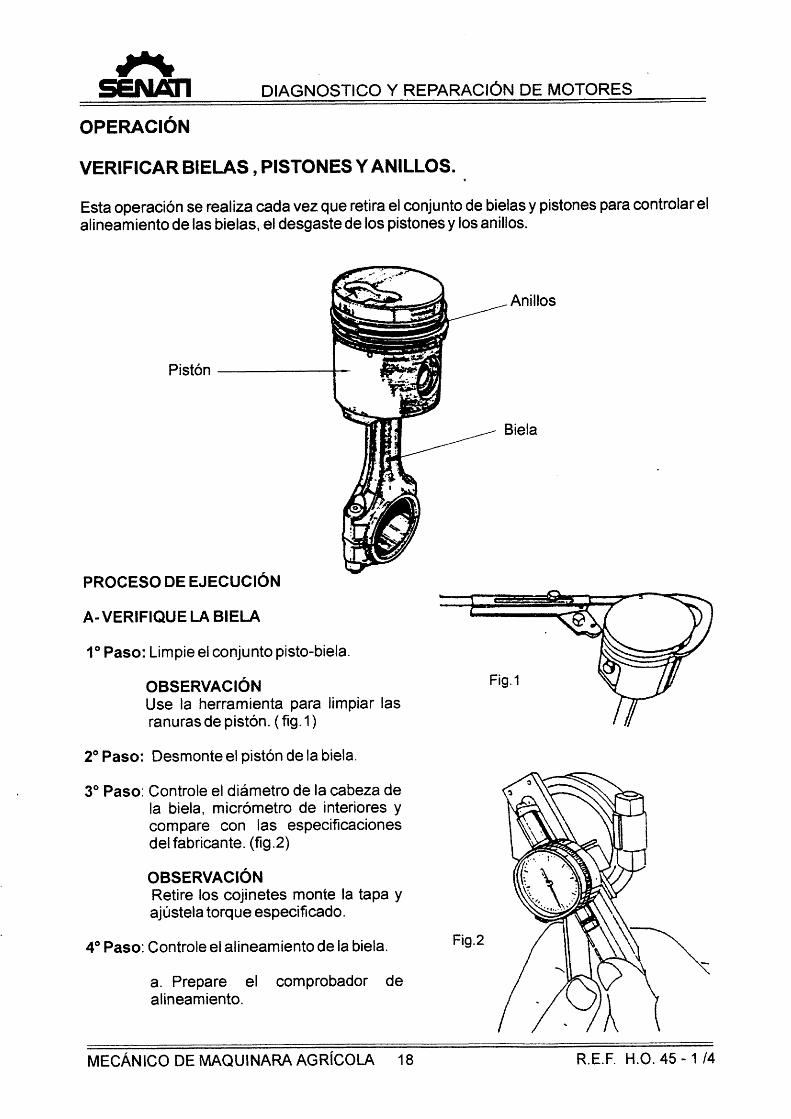
DESARMAR / VERIFICAR, REPARAR CULATA Y COMPONENTES
Esta operación consiste en separar, limpiar e instalar las piezas que constituyen la culata; comprobando las medidas y tolerancias para determinar su rectificación o reemplazo.
PROCESO DE EJECUCIÓN
A) DESARMAR LA CULATA
1º Paso: Retire los inyectores.
2° Paso: R e t i r e l a s c á m a r a s d e precombustión.
3° Paso: Retire las válvulas.
OBSERVACIÓN
a) Comprima el resorte de la válvula, entre el platillo de sujeción y la cabeza de la válvula (Fig.1), y asegure la herramienta.
b) Retire los seguros de la válvula.
c) Retire el compresor de resortes.
d) Retire los resortes, los retenes y las válvulas.
4° Paso: Remueva las guías de las válvulas.
a) Coloque la culata en laprensa hidráulica.
b) I n s t a l e l a h e r r a m i e n t a expulsora.
c) C e n t r e l a h e r r a m i e n t a expulsora con el eje de la prensa (Fig. 2).
11 REF. HO.38. 1 / 6MECÁNICO DE MAQUINARIA AGRÍCOLA
Esta verificación se realiza cada vez que el motor presenta fallas en la culata o en sus c o m p o n e n t e s , o c a s i o n a n d o b a j o rendimiento; o como parte de la reparación general del motor.
Fig. 2
Fig. 1
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
12 REF. HO.38. 2 / 6MECÁNICO DE MAQUINARIA AGRÍCOLA
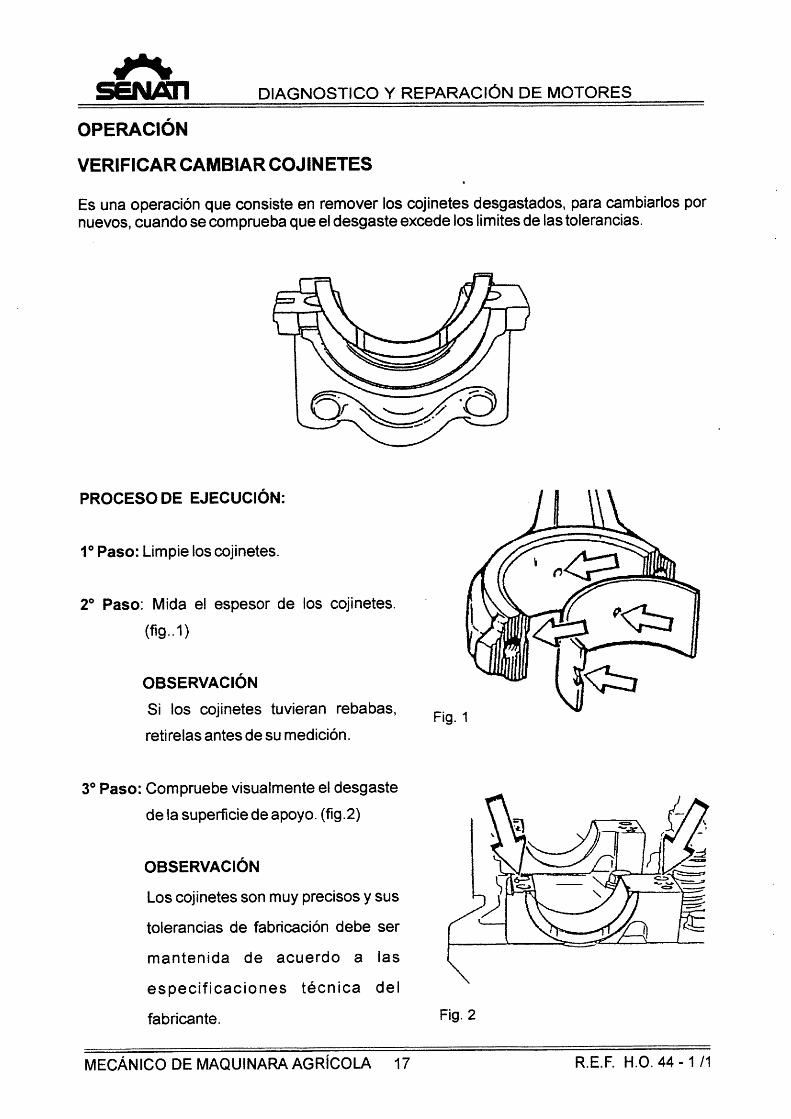
5° Paso: Remueva los asientos de las válvulas (Fig. 3).
6° Paso: Retire los sellos de agua y los tapones.
7ºPaso: L i m p i e l a c u l a t a y s u s componentes.
a) Limpie la culata, usando raspador o escobilla de acero, hasta eliminar el carbón y la suciedad.
b) Sumerja la culata en baño químico, para l impiar la interiormente.
OBSERVACIÓNLa culata debe permanecer en el baño químico el tiempo indicado por el fabricante.
c) Limpie los componentes, hasta eliminar el carbón y la suciedad.
B) V E R I F I C A R L A C U L AT A , Y COMPONENTES
1° Paso: Mida la altura de la culata.
2° Paso: Verifique la igualdad de la superficie, usando una regla rígida y una lámina calibradora (Fig. 4).
3° Paso: Mida la altura.
a) Entre la superficie de la culata y la cabeza de la válvula.
b) Posicione la regla para verificar planitud (Fig. 5 ).
c) C o m p á r e l a c o n l a s e s p e c i f i c a c i o n e s d e l fabricante.
Fig. 3
Fig. 4
Fig. 5
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
13 REF. HO.38. 3 / 6MECÁNICO DE MAQUINARIA AGRÍCOLA
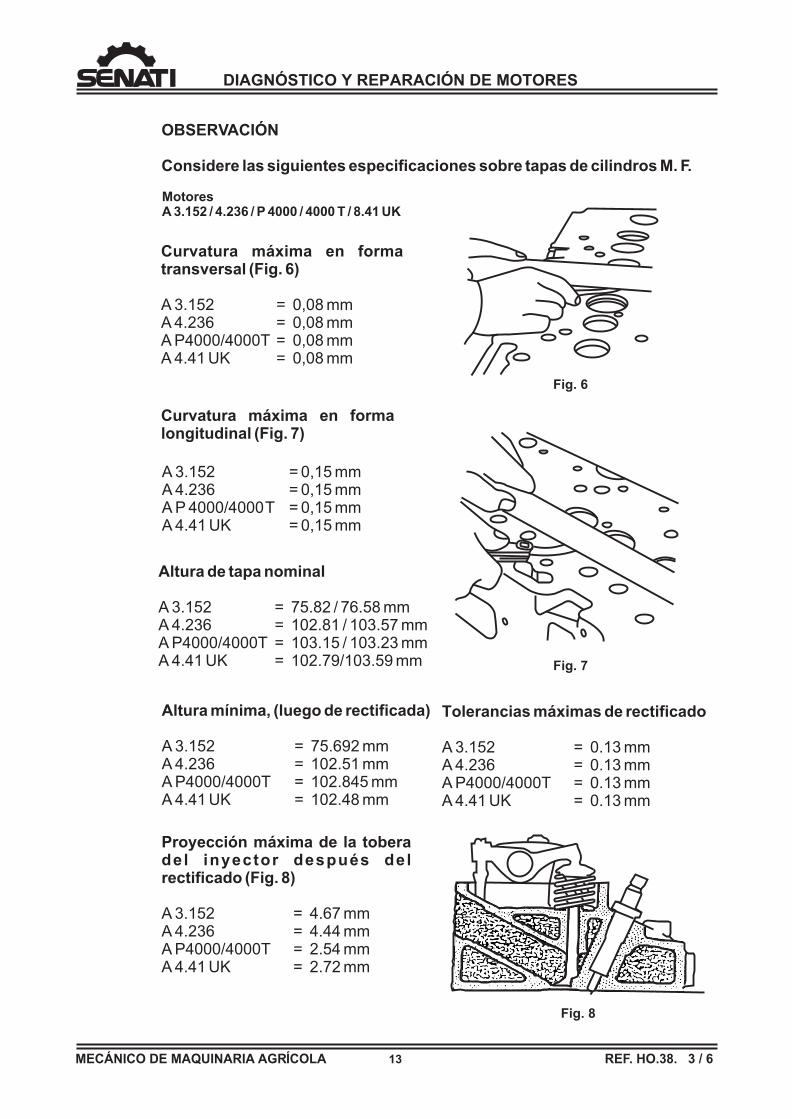
OBSERVACIÓN
Considere las siguientes especificaciones sobre tapas de cilindros M. F.
Curvatura máxima en forma transversal (Fig. 6)
A 3.152 = 0,08 mmA 4.236 = 0,08 mmA P4000/4000T = 0,08 mmA 4.41 UK = 0,08 mm
Curvatura máxima en forma longitudinal (Fig. 7)
Altura de tapa nominal
A 3.152 = 75.82 / 76.58 mmA 4.236 = 102.81 / 103.57 mmA P4000/4000T = 103.15 / 103.23 mmA 4.41 UK = 102.79/103.59 mm
Tolerancias máximas de rectificado
A 3.152 = 0.13 mmA 4.236 = 0.13 mmA P4000/4000T = 0.13 mmA 4.41 UK = 0.13 mm
Altura mínima, (luego de rectificada)
A 3.152 = 75.692 mmA 4.236 = 102.51 mmA P4000/4000T = 102.845 mmA 4.41 UK = 102.48 mm
Motores A 3.152 / 4.236 / P 4000 / 4000 T / 8.41 UK
Proyección máxima de la tobera del inyector después del rectificado (Fig. 8)
A 3.152 = 4.67 mmA 4.236 = 4.44 mmA P4000/4000T = 2.54 mmA 4.41 UK = 2.72 mm
Fig. 6
Fig. 7
Fig. 8
A 3.152 = 0,15 mmA 4.236 = 0,15 mmA P 4000/4000 T = 0,15 mmA 4.41 UK = 0,15 mm
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
14 REF. HO.38. 4 / 6MECÁNICO DE MAQUINARIA AGRÍCOLA
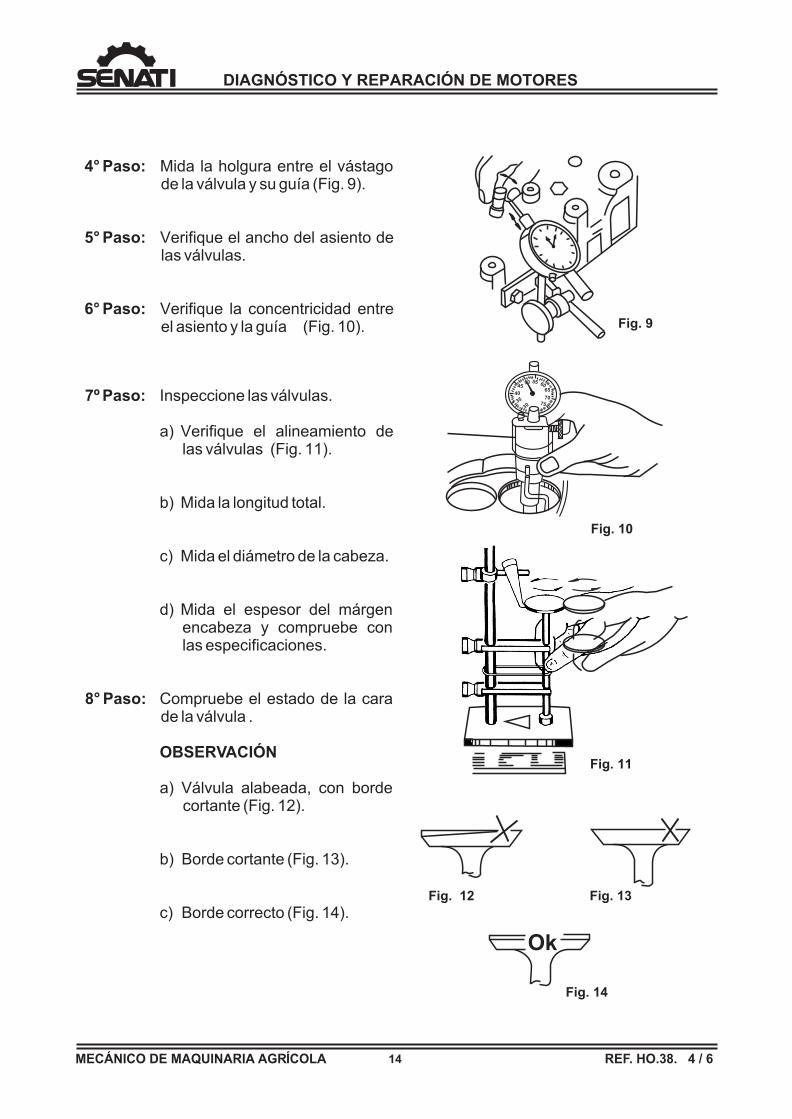
4° Paso: Mida la holgura entre el vástago de la válvula y su guía (Fig. 9).
5° Paso: Verifique el ancho del asiento de las válvulas.
6° Paso: Verifique la concentricidad entre el asiento y la guía (Fig. 10).
3035
40
4550 55 60
65
7075
7º Paso: Inspeccione las válvulas.
a) Verifique el alineamiento de las válvulas (Fig. 11).
b) Mida la longitud total.
c) Mida el diámetro de la cabeza.
d) Mida el espesor del márgen encabeza y compruebe con las especificaciones.
8° Paso: Compruebe el estado de la cara de la válvula .
OBSERVACIÓN
a) Válvula alabeada, con borde cortante (Fig. 12).
b) Borde cortante (Fig. 13).
c) Borde correcto (Fig. 14).
Ok
Fig. 12 Fig. 13
Fig. 14
Fig. 9
Fig. 10
Fig. 11
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
15 REF. HO.38. 5 / 6MECÁNICO DE MAQUINARIA AGRÍCOLA
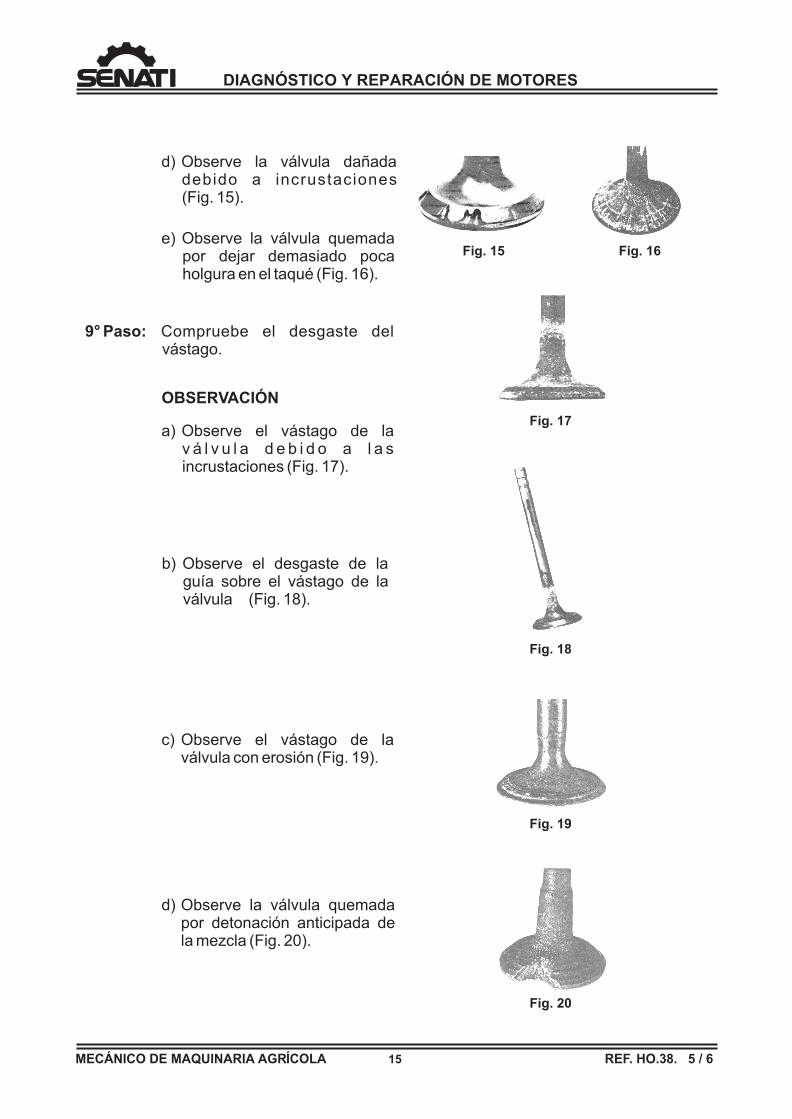
9° Paso: Compruebe el desgaste del vástago.
a) Observe el vástago de la v á l v u l a d e b i d o a l a s incrustaciones (Fig. 17).
d) Observe la válvula dañada debido a incrustaciones (Fig. 15).
e) Observe la válvula quemada por dejar demasiado poca holgura en el taqué (Fig. 16).
OBSERVACIÓN
b) Observe el desgaste de la guía sobre el vástago de la válvula (Fig. 18).
c) Observe el vástago de la válvula con erosión (Fig. 19).
d) Observe la válvula quemada por detonación anticipada de la mezcla (Fig. 20).
Fig. 15 Fig. 16
Fig. 17
Fig. 18
Fig. 19
Fig. 20
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
16 REF. HO.38. 6 / 6MECÁNICO DE MAQUINARIA AGRÍCOLA
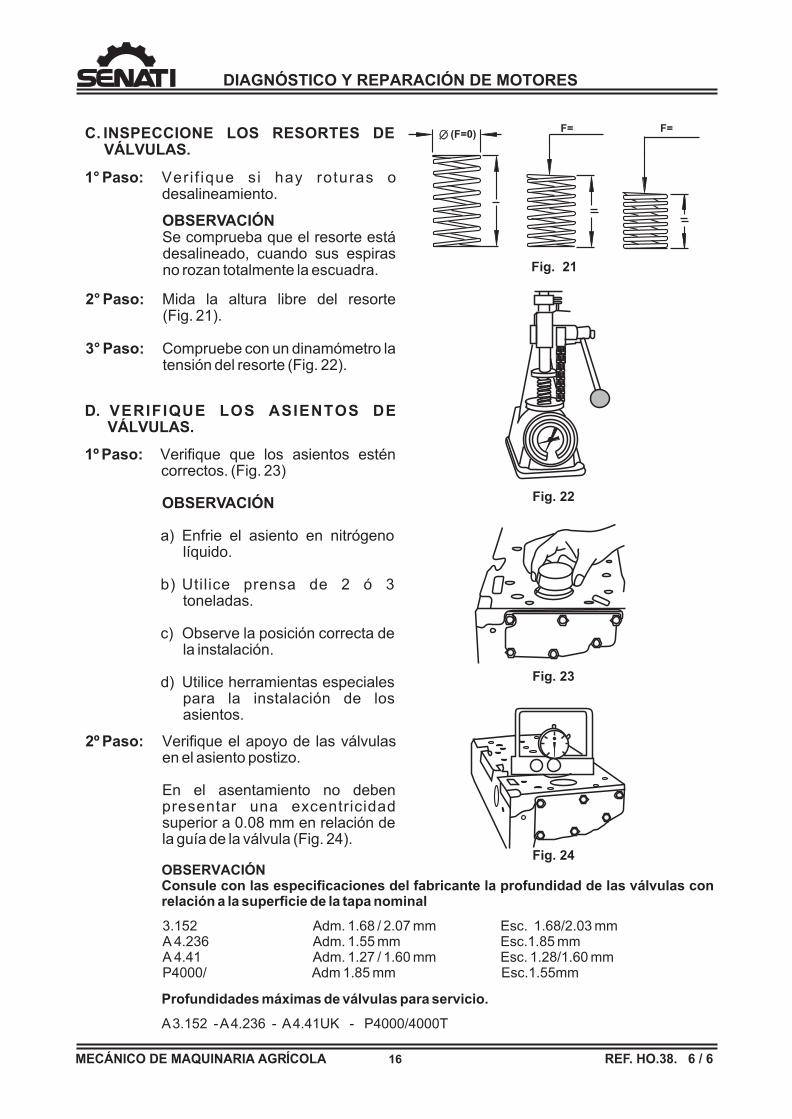
C. INSPECCIONE LOS RESORTES DE VÁLVULAS.
1° Paso: Veri f ique si hay roturas o desalineamiento.
OBSERVACIÓNSe comprueba que el resorte está desalineado, cuando sus espiras no rozan totalmente la escuadra.
2° Paso: Mida la altura libre del resorte (Fig. 21).
3° Paso: Compruebe con un dinamómetro la tensión del resorte (Fig. 22).
Fig. 22
Fig. 21
(F=0)F= F=
D. VERIFIQUE LOS ASIENTOS DE VÁLVULAS.
1º Paso: Verifique que los asientos estén
correctos. (Fig. 23)
OBSERVACIÓN
a) Enfrie el asiento en nitrógeno líquido.
b) Utilice prensa de 2 ó 3 toneladas.
c) Observe la posición correcta de la instalación.
d) Utilice herramientas especiales para la instalación de los asientos.
2º Paso: Verifique el apoyo de las válvulas en el asiento postizo.
En el asentamiento no deben presentar una excentricidad superior a 0.08 mm en relación de la guía de la válvula (Fig. 24).
OBSERVACIÓNConsule con las especificaciones del fabricante la profundidad de las válvulas con relación a la superficie de la tapa nominal
3.152 Adm. 1.68 / 2.07 mm Esc. 1.68/2.03 mmA 4.236 Adm. 1.55 mm Esc.1.85 mmA 4.41 Adm. 1.27 / 1.60 mm Esc. 1.28/1.60 mmP4000/ Adm 1.85 mm Esc.1.55mm
Profundidades máximas de válvulas para servicio.
A 3.152 - A 4.236 - A 4.41UK - P4000/4000T
Fig. 23
Fig. 24
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
17 REF. HO.39. 1 / 4MECÁNICO DE MAQUINARIA AGRÍCOLA
PROCESO DE EJECUCIÓN
A. INSTALE LOS ELEMENTOS
1º Paso: Instale los sellos de agua y los tapones.
2° Paso: Instale los asientos de válvulas.
PRECAUCIÓN
VERIFIQUE LA ALTURA DE LA CULATA.
OBSERVACIÓN
Si la superficie de la culata ha sido rectificada, será necesario ahondar el rebajo del asiento.
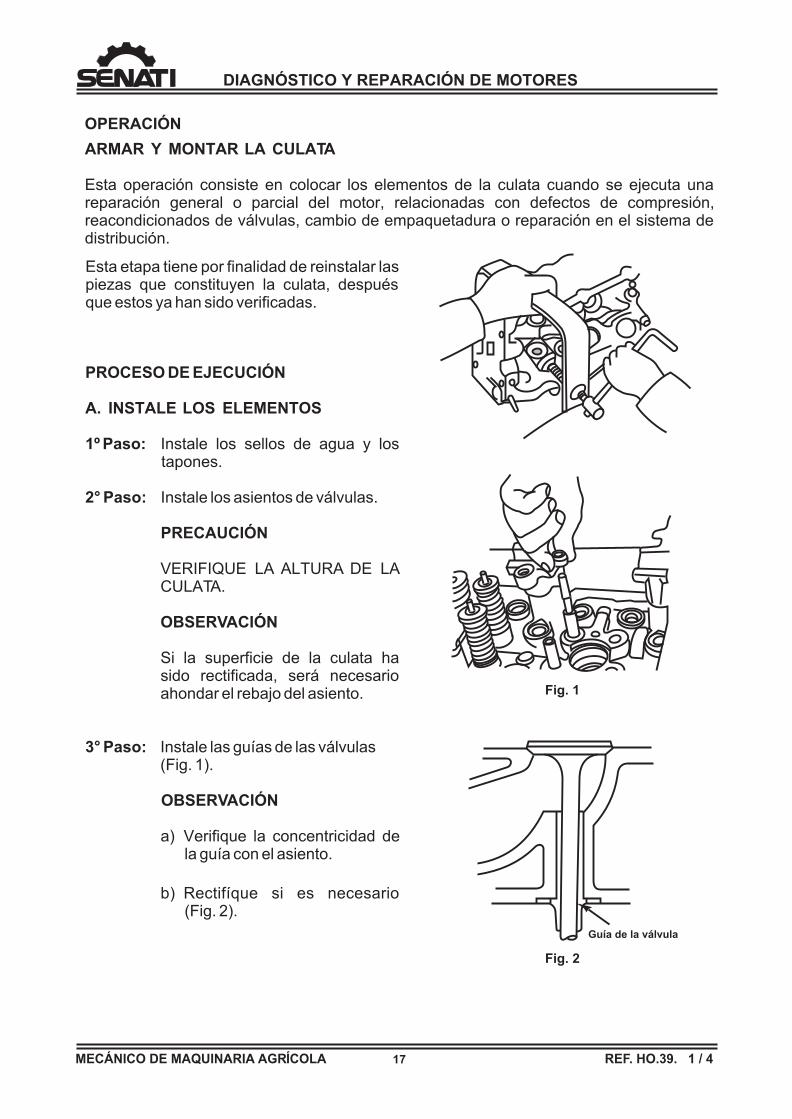
3° Paso: Instale las guías de las válvulas (Fig. 1).
OBSERVACIÓN
a) Verifique la concentricidad de la guía con el asiento.
b) Rectifíque si es necesario
(Fig. 2).
ARMAR Y MONTAR LA CULATA
Esta operación consiste en colocar los elementos de la culata cuando se ejecuta una reparación general o parcial del motor, relacionadas con defectos de compresión, reacondicionados de válvulas, cambio de empaquetadura o reparación en el sistema de distribución.
OPERACIÓN
Fig. 1
Fig. 2
Esta etapa tiene por finalidad de reinstalar las piezas que constituyen la culata, después que estos ya han sido verificadas.
Guía de la válvula
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
18 REF. HO.39. 2 / 4MECÁNICO DE MAQUINARIA AGRÍCOLA
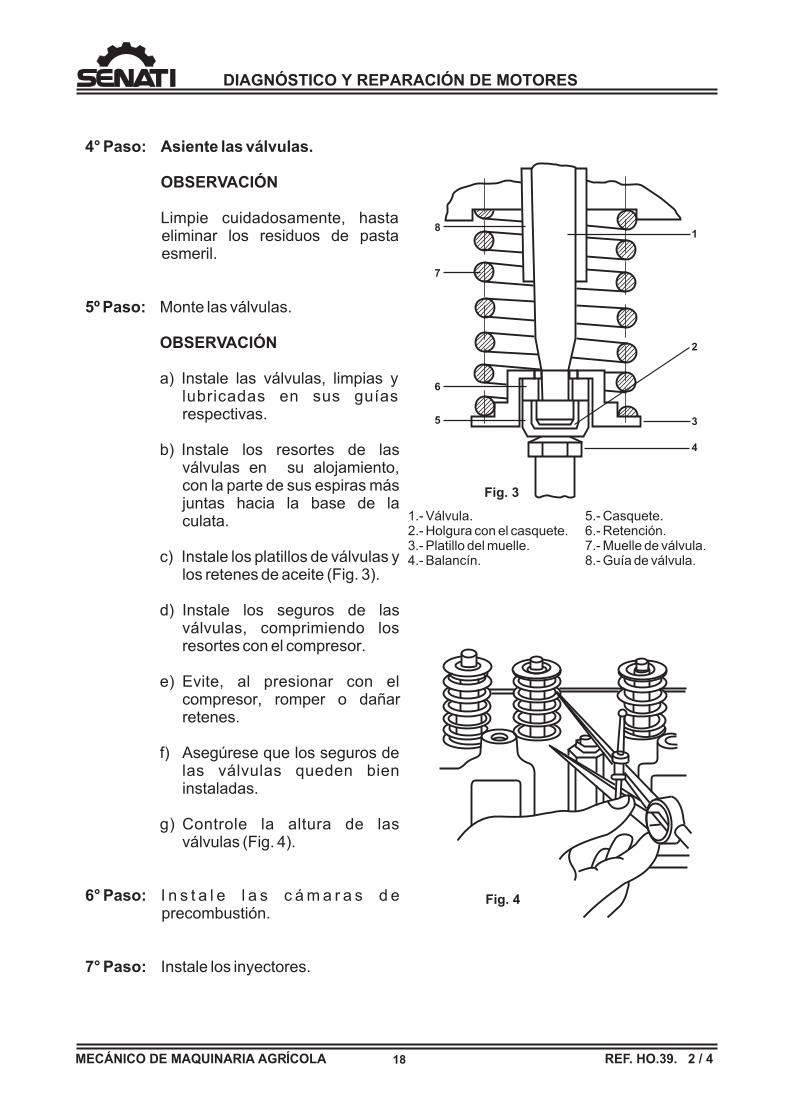
4° Paso: Asiente las válvulas.
OBSERVACIÓN
Limpie cuidadosamente, hasta eliminar los residuos de pasta esmeril.
5º Paso: Monte las válvulas.
OBSERVACIÓN
a) Instale las válvulas, limpias y lubricadas en sus guías respectivas.
b) Instale los resortes de las válvulas en su alojamiento, con la parte de sus espiras más juntas hacia la base de la culata.
c) Instale los platillos de válvulas y los retenes de aceite (Fig. 3).
d) Instale los seguros de las válvulas, comprimiendo los resortes con el compresor.
e) Evite, al presionar con el compresor, romper o dañar retenes.
f) Asegúrese que los seguros de las válvulas queden bien instaladas.
g) Controle la altura de las válvulas (Fig. 4).
6° Paso: I n s t a l e l a s c á m a r a s d e precombustión.
7° Paso: Instale los inyectores.
1
2
3
4
5
6
7
8
1.- Válvula. 5.- Casquete.2.- Holgura con el casquete. 6.- Retención.3.- Platillo del muelle. 7.- Muelle de válvula.4.- Balancín. 8.- Guía de válvula.
Fig. 3
Fig. 4
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
19 REF. HO.39. 3 / 4MECÁNICO DE MAQUINARIA AGRÍCOLA
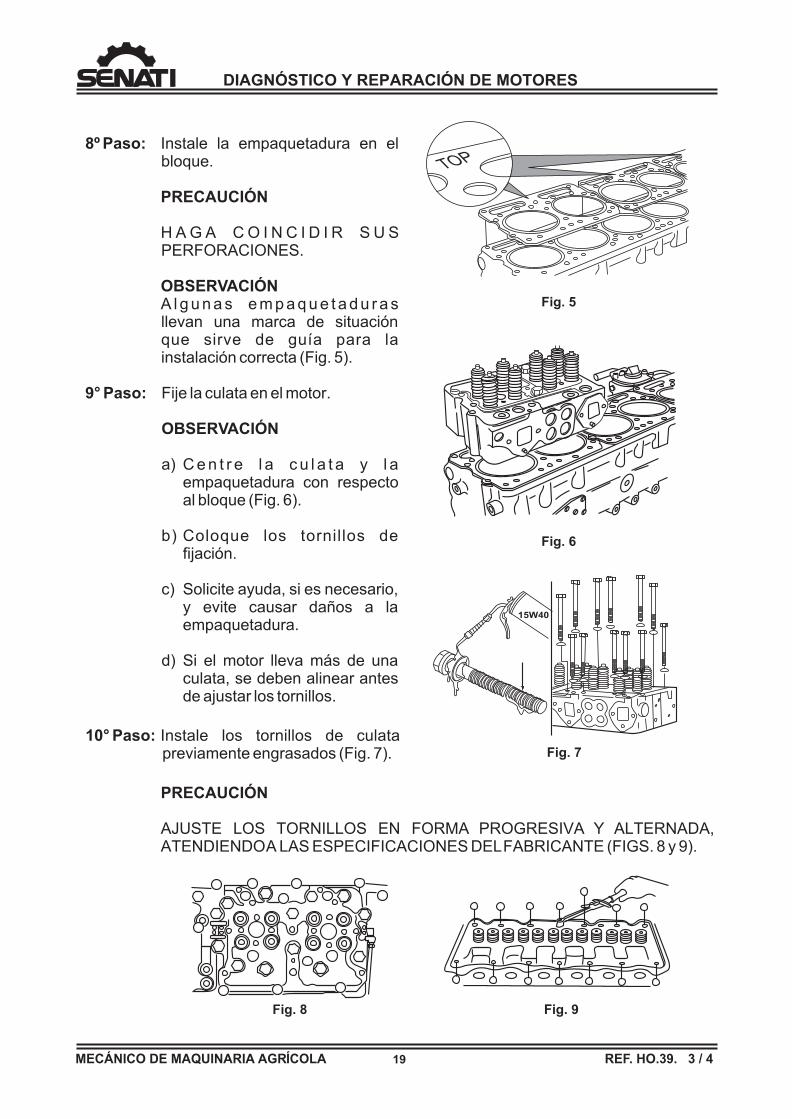
8º Paso: Instale la empaquetadura en el bloque.
PRECAUCIÓN
H A G A C O I N C I D I R S U S PERFORACIONES.
OBSERVACIÓN A l g u n a s e m p a q u e t a d u r a s llevan una marca de situación que sirve de guía para la instalación correcta (Fig. 5).
9° Paso: Fije la culata en el motor.
OBSERVACIÓN
a) C e n t r e l a c u l a t a y l a empaquetadura con respecto al bloque (Fig. 6).
b) Coloque los tornillos de fijación.
c) Solicite ayuda, si es necesario, y evite causar daños a la empaquetadura.
d) Si el motor lleva más de una culata, se deben alinear antes de ajustar los tornillos.
TOP
Fig. 5
Fig. 6
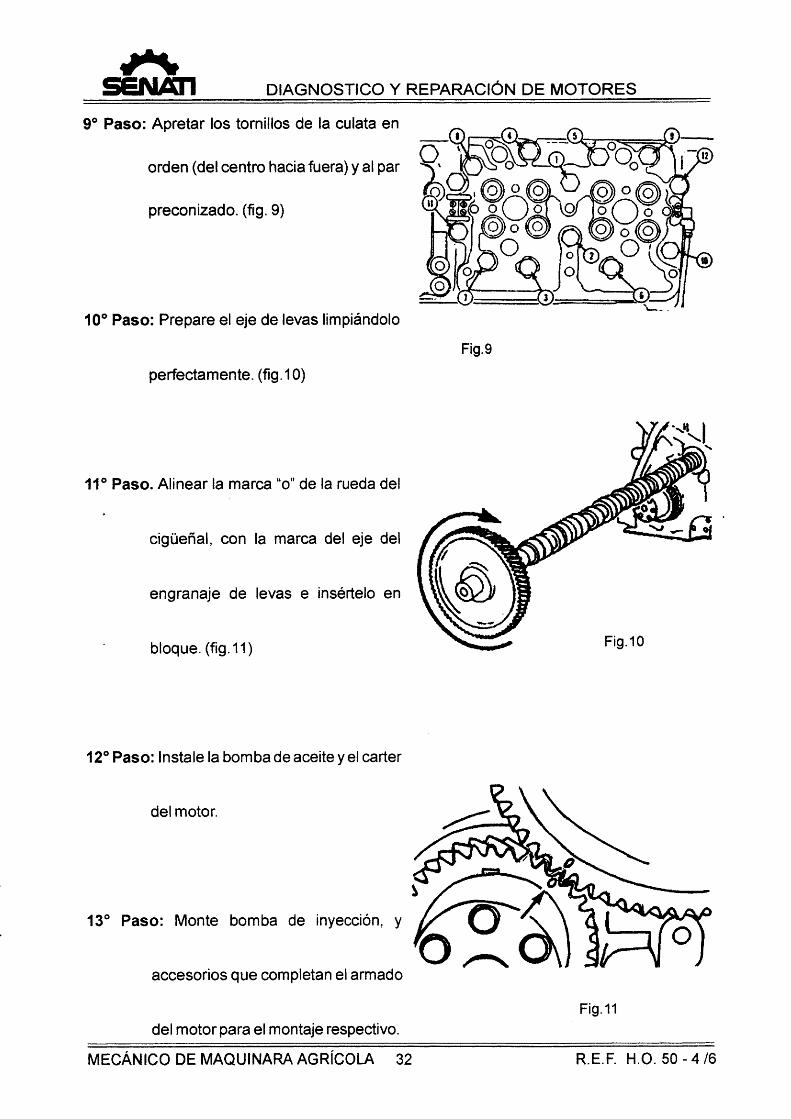
10° Paso: Instale los tornillos de culata previamente engrasados (Fig. 7). Fig. 7
15W40
PRECAUCIÓN
AJUSTE LOS TORNILLOS EN FORMA PROGRESIVA Y ALTERNADA, ATENDIENDO A LAS ESPECIFICACIONES DEL FABRICANTE (FIGS. 8 y 9).
Fig. 8 Fig. 9
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
20 REF. HO.39. 4 / 4MECÁNICO DE MAQUINARIA AGRÍCOLA
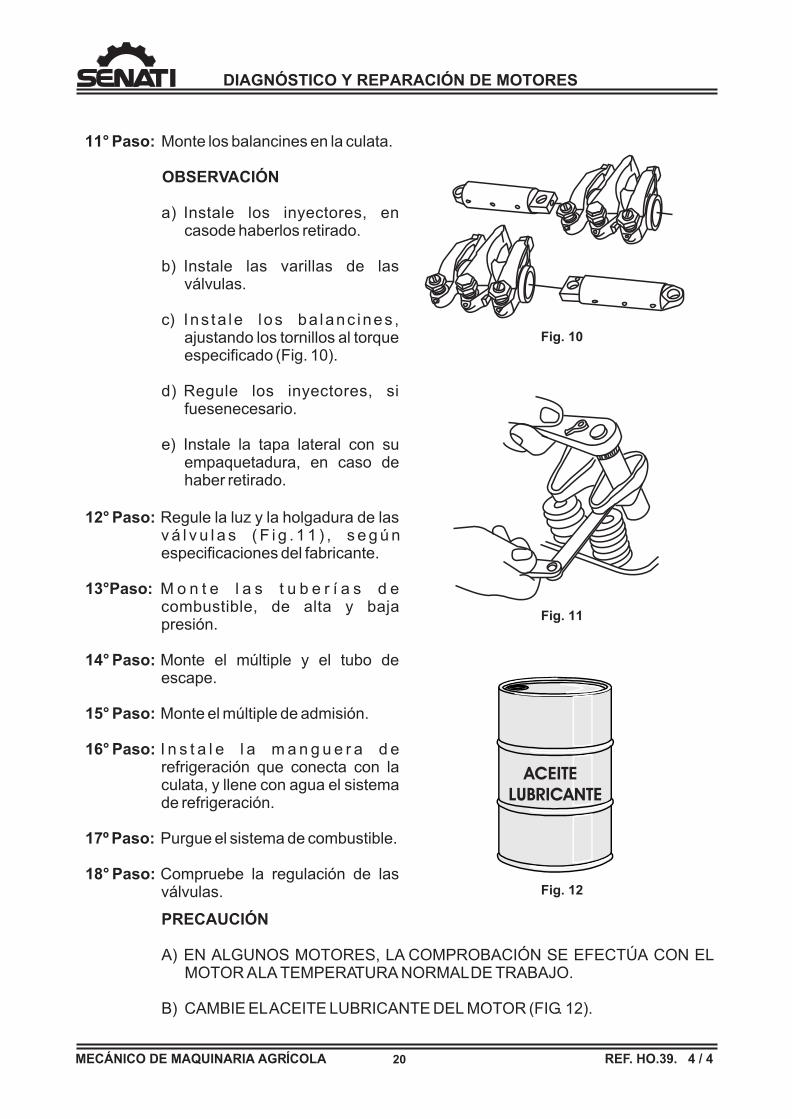
Fig. 10
11° Paso: Monte los balancines en la culata.
OBSERVACIÓN
a) Instale los inyectores, en casode haberlos retirado.
b) Instale las varillas de las válvulas.
c) Ins ta le los ba lanc ines ,
ajustando los tornillos al torque especificado (Fig. 10).
d) Regule los inyectores, si fuesenecesario.
e) Instale la tapa lateral con su empaquetadura, en caso de haber retirado.
Fig. 11
Fig. 12
12° Paso: Regule la luz y la holgadura de las v á l v u l a s ( F i g . 1 1 ) , s e g ú n especificaciones del fabricante.
13°Paso: M o n t e l a s t u b e r í a s d e combustible, de alta y baja presión.
14° Paso: Monte el múltiple y el tubo de escape.
15° Paso: Monte el múltiple de admisión.
16° Paso: I n s t a l e l a m a n g u e r a d e refrigeración que conecta con la culata, y llene con agua el sistema de refrigeración.
17º Paso: Purgue el sistema de combustible.
18° Paso: Compruebe la regulación de las válvulas.
PRECAUCIÓN
A) EN ALGUNOS MOTORES, LA COMPROBACIÓN SE EFECTÚA CON EL MOTOR A LA TEMPERATURA NORMAL DE TRABAJO.
B) CAMBIE EL ACEITE LUBRICANTE DEL MOTOR (FIG. 12).
ACEITELUBRICANTE
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
21 REF. HO.40. 1 / 5MECÁNICO DE MAQUINARIA AGRÍCOLA
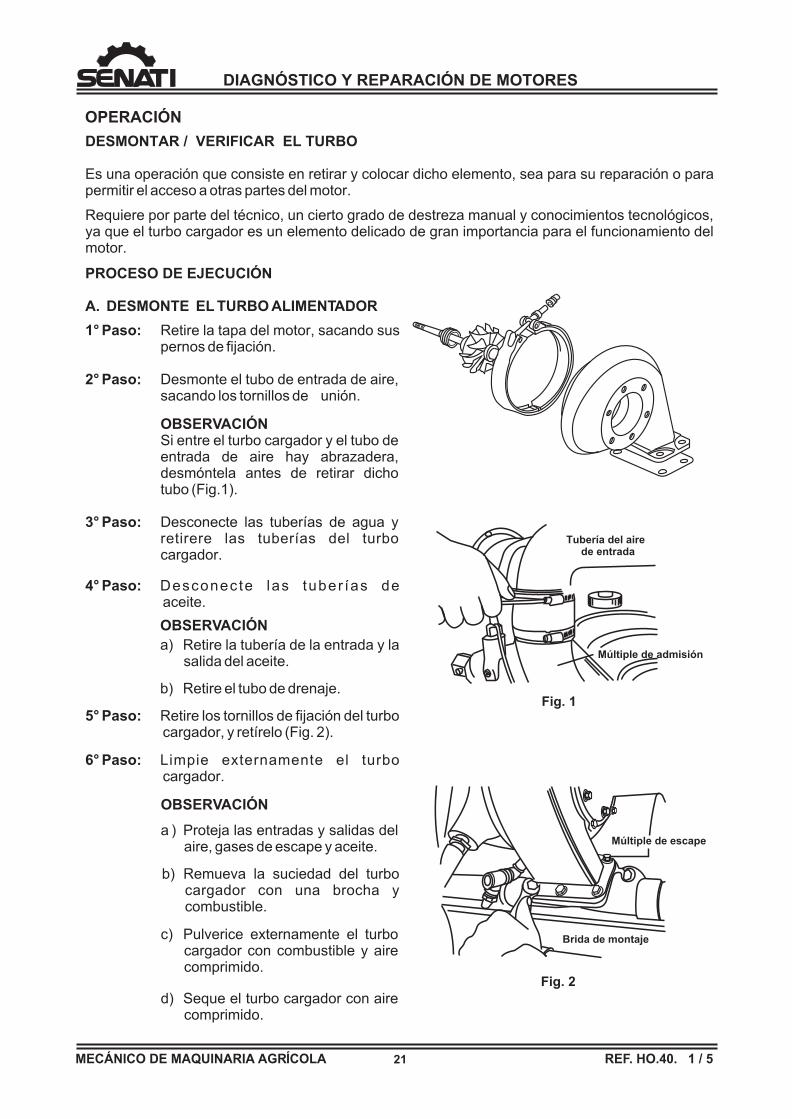
DESMONTAR / VERIFICAR EL TURBO
Es una operación que consiste en retirar y colocar dicho elemento, sea para su reparación o para permitir el acceso a otras partes del motor.
OPERACIÓN
PROCESO DE EJECUCIÓN
A. DESMONTE EL TURBO ALIMENTADOR
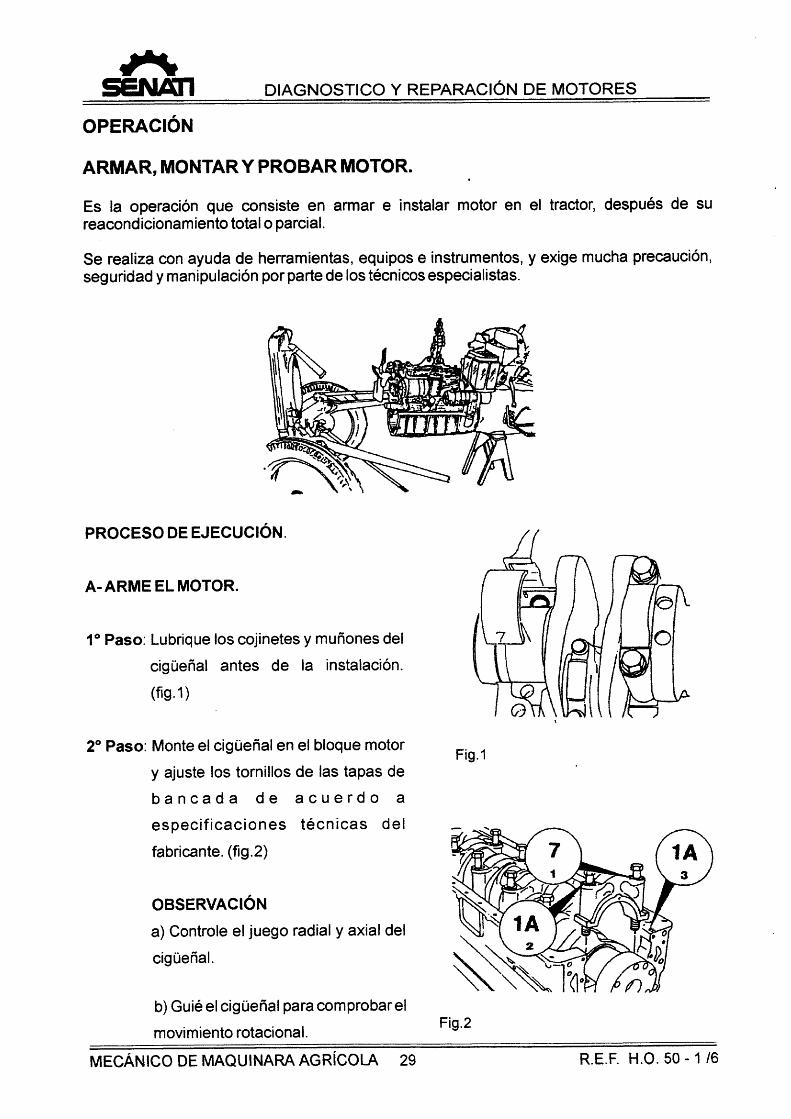
1° Paso: Retire la tapa del motor, sacando sus pernos de fijación.
2° Paso: Desmonte el tubo de entrada de aire, sacando los tornillos de unión.
OBSERVACIÓNSi entre el turbo cargador y el tubo de entrada de aire hay abrazadera, desmóntela antes de retirar dicho tubo (Fig.1).
3° Paso: Desconecte las tuberías de agua y retirere las tuberías del turbo cargador.
Requiere por parte del técnico, un cierto grado de destreza manual y conocimientos tecnológicos, ya que el turbo cargador es un elemento delicado de gran importancia para el funcionamiento del motor.
Fig. 1
Tubería del aire de entrada
Múltiple de admisión
4° Paso: Desconecte las tuber ías de aceite.
OBSERVACIÓN
a) Retire la tubería de la entrada y la salida del aceite.
b) Retire el tubo de drenaje.
5° Paso: Retire los tornillos de fijación del turbo cargador, y retírelo (Fig. 2).
6° Paso: Limpie externamente el turbo cargador.
OBSERVACIÓN
a ) Proteja las entradas y salidas del aire, gases de escape y aceite.
b) Remueva la suciedad del turbo cargador con una brocha y combustible.
c) Pulverice externamente el turbo cargador con combustible y aire comprimido.
d) Seque el turbo cargador con aire comprimido.
Brida de montaje
Fig. 2
Múltiple de escape
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
22 REF. HO.40. 2 / 5MECÁNICO DE MAQUINARIA AGRÍCOLA
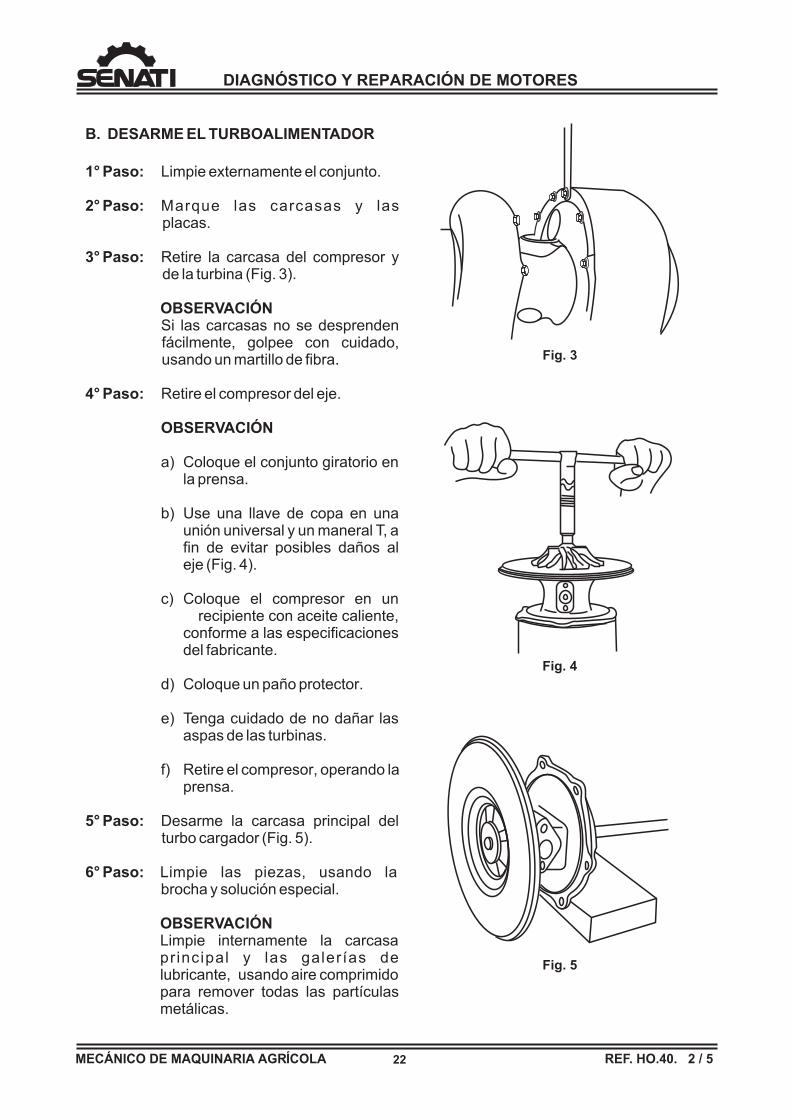
B. DESARME EL TURBOALIMENTADOR
1° Paso: Limpie externamente el conjunto.
2° Paso: Marque las carcasas y las placas.
3° Paso: Retire la carcasa del compresor y de la turbina (Fig. 3).
OBSERVACIÓNSi las carcasas no se desprenden fácilmente, golpee con cuidado, usando un martillo de fibra.
4° Paso: Retire el compresor del eje.
OBSERVACIÓN
a) Coloque el conjunto giratorio en la prensa.
b) Use una llave de copa en una unión universal y un maneral T, a fin de evitar posibles daños al eje (Fig. 4).
c) Coloque el compresor en un recipiente con aceite caliente,
conforme a las especificaciones del fabricante.
d) Coloque un paño protector.
e) Tenga cuidado de no dañar las aspas de las turbinas.
f) Retire el compresor, operando la prensa.
5° Paso: Desarme la carcasa principal del turbo cargador (Fig. 5).
6° Paso: Limpie las piezas, usando la brocha y solución especial.
OBSERVACIÓNLimpie internamente la carcasa pr incipal y las galerías de lubricante, usando aire comprimido para remover todas las partículas metálicas.
Fig. 3
Fig. 4
Fig. 5
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
23 REF. HO.40. 3 / 5MECÁNICO DE MAQUINARIA AGRÍCOLA
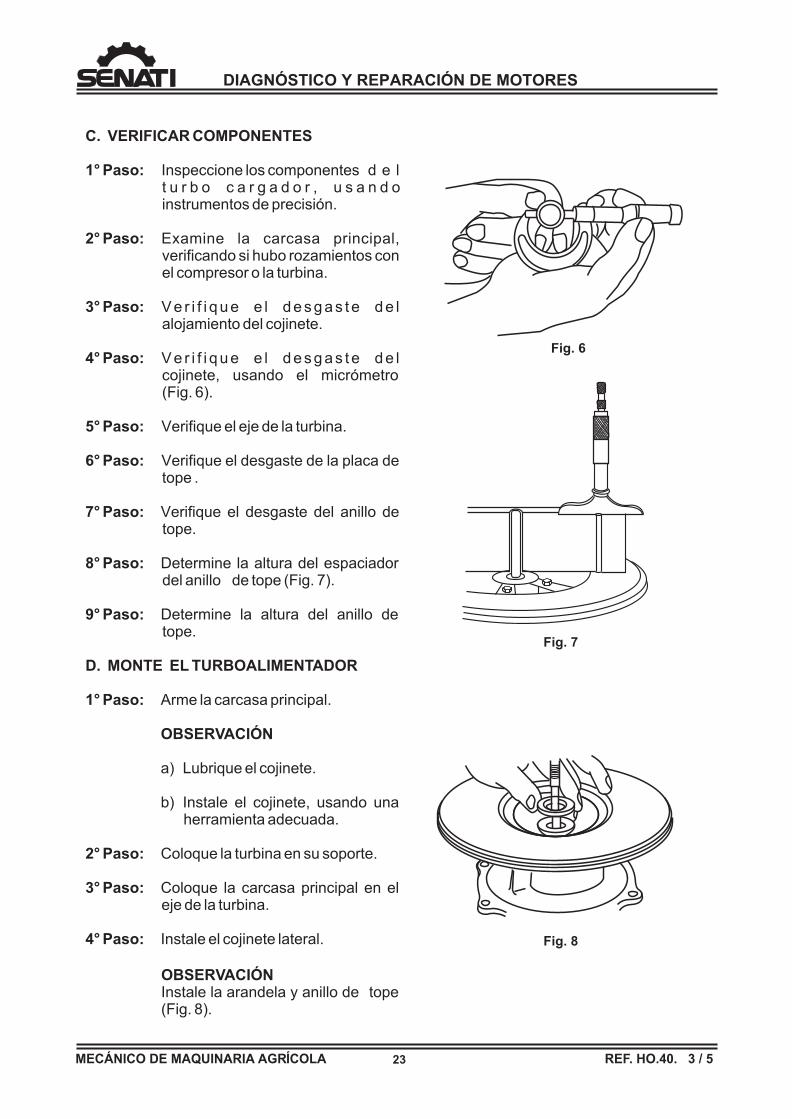
C. VERIFICAR COMPONENTES
1° Paso: Inspeccione los componentes d e l t u r b o c a r g a d o r , u s a n d o instrumentos de precisión.
2° Paso: Examine la carcasa principal, verificando si hubo rozamientos con el compresor o la turbina.
3° Paso: V e r i f i q u e e l d e s g a s t e d e l alojamiento del cojinete.
4° Paso: V e r i f i q u e e l d e s g a s t e d e l cojinete, usando el micrómetro (Fig. 6).
5° Paso: Verifique el eje de la turbina.
6° Paso: Verifique el desgaste de la placa de tope .
7° Paso: Verifique el desgaste del anillo de tope.
8° Paso: Determine la altura del espaciador del anillo de tope (Fig. 7).
9° Paso: Determine la altura del anillo de tope.
D. MONTE EL TURBOALIMENTADOR
1° Paso: Arme la carcasa principal.
OBSERVACIÓN
a) Lubrique el cojinete.
b) Instale el cojinete, usando una herramienta adecuada.
2° Paso: Coloque la turbina en su soporte.
3° Paso: Coloque la carcasa principal en el eje de la turbina.
4° Paso: Instale el cojinete lateral.
Fig. 6
Fig. 7
OBSERVACIÓNInstale la arandela y anillo de tope (Fig. 8).
Fig. 8
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
24 REF. HO.40. 4 / 5MECÁNICO DE MAQUINARIA AGRÍCOLA
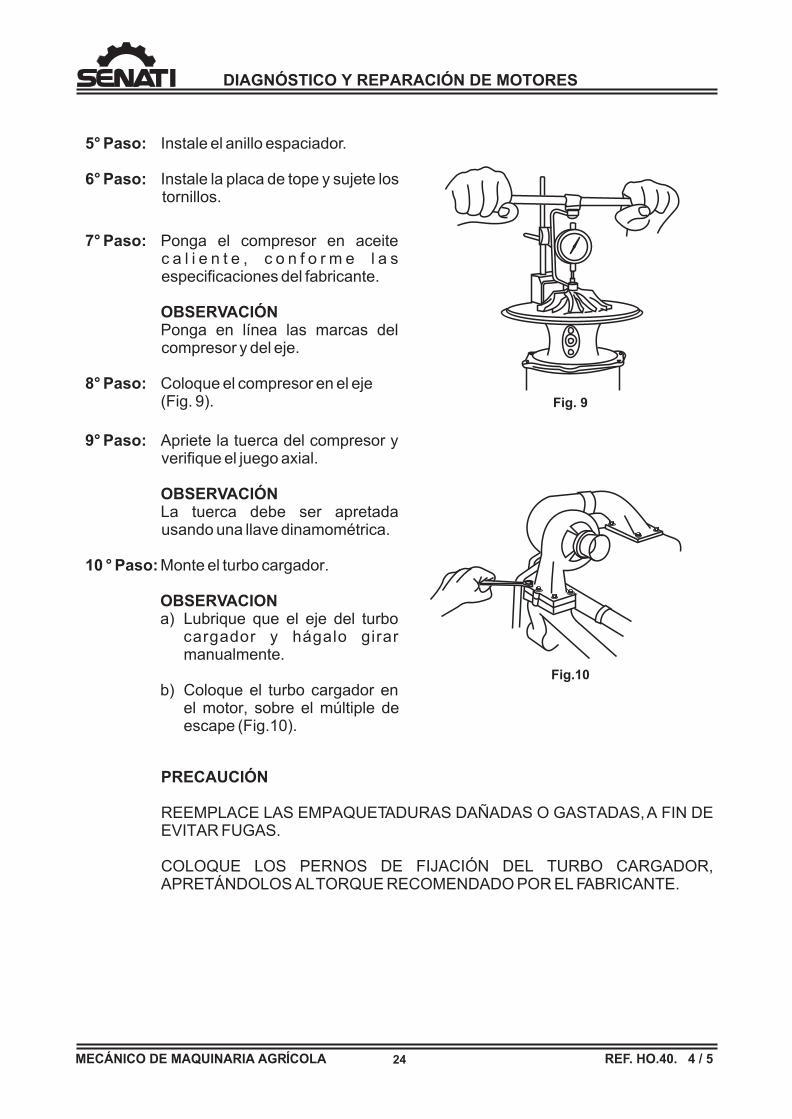
5° Paso: Instale el anillo espaciador.
6° Paso: Instale la placa de tope y sujete los tornillos.
7° Paso: Ponga el compresor en aceite c a l i e n t e , c o n f o r m e l a s especificaciones del fabricante.
OBSERVACIÓNPonga en línea las marcas del compresor y del eje.
8° Paso: Coloque el compresor en el eje (Fig. 9).
9° Paso: Apriete la tuerca del compresor y verifique el juego axial.
OBSERVACIÓNLa tuerca debe ser apretada usando una llave dinamométrica.
10 ° Paso: Monte el turbo cargador.
OBSERVACIONa) Lubrique que el eje del turbo
cargador y hágalo girar manualmente.
b) Coloque el turbo cargador en el motor, sobre el múltiple de escape (Fig.10).
Fig. 9
Fig.10
PRECAUCIÓN
REEMPLACE LAS EMPAQUETADURAS DAÑADAS O GASTADAS, A FIN DE EVITAR FUGAS.
COLOQUE LOS PERNOS DE FIJACIÓN DEL TURBO CARGADOR, APRETÁNDOLOS AL TORQUE RECOMENDADO POR EL FABRICANTE.
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
25 REF. HO.40. 5 / 5MECÁNICO DE MAQUINARIA AGRÍCOLA
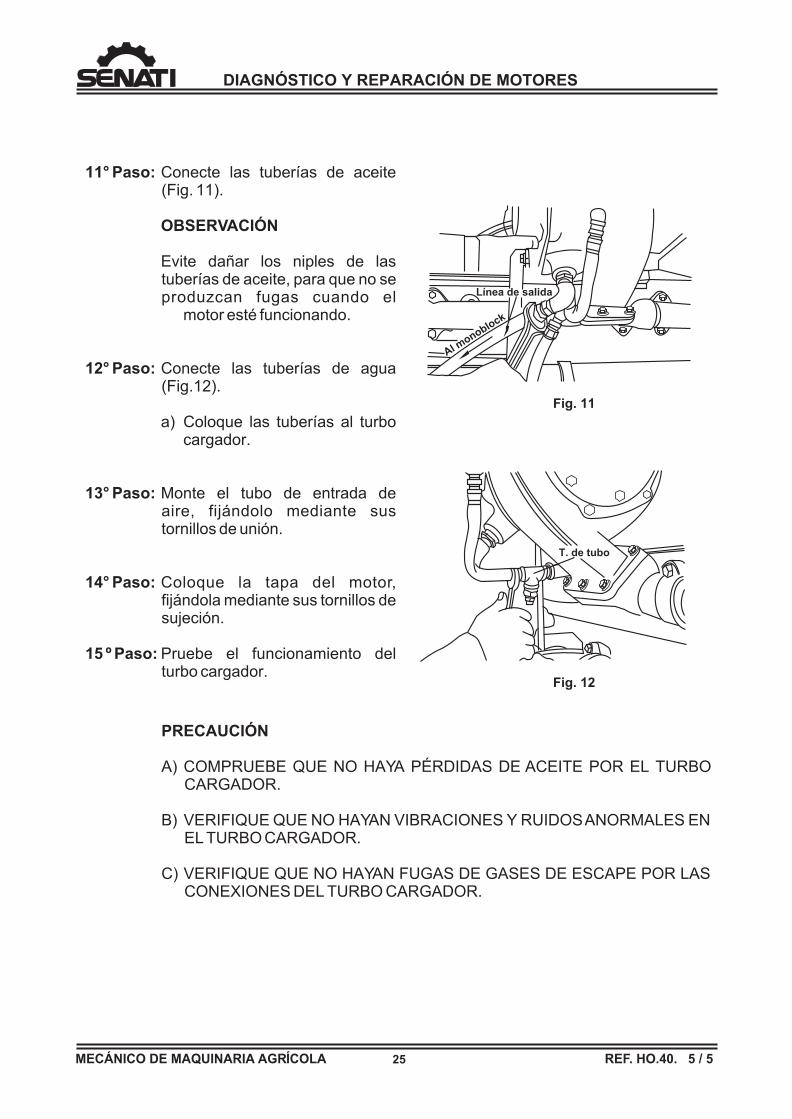
11° Paso: Conecte las tuberías de aceite (Fig. 11).
OBSERVACIÓN
Evite dañar los niples de las tuberías de aceite, para que no se produzcan fugas cuando el
motor esté funcionando.
12° Paso: Conecte las tuberías de agua (Fig.12).
a) Coloque las tuberías al turbo cargador.
13° Paso: Monte el tubo de entrada de aire, fijándolo mediante sus tornillos de unión.
14° Paso: Coloque la tapa del motor, fijándola mediante sus tornillos de sujeción.
15 º Paso: Pruebe el funcionamiento del turbo cargador.
PRECAUCIÓN
A) COMPRUEBE QUE NO HAYA PÉRDIDAS DE ACEITE POR EL TURBO CARGADOR.
B) VERIFIQUE QUE NO HAYAN VIBRACIONES Y RUIDOS ANORMALES EN EL TURBO CARGADOR.
C) VERIFIQUE QUE NO HAYAN FUGAS DE GASES DE ESCAPE POR LAS CONEXIONES DEL TURBO CARGADOR.
Fig. 11
Fig. 12
T. de tubo
Línea de salida
Al monoblock
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
26
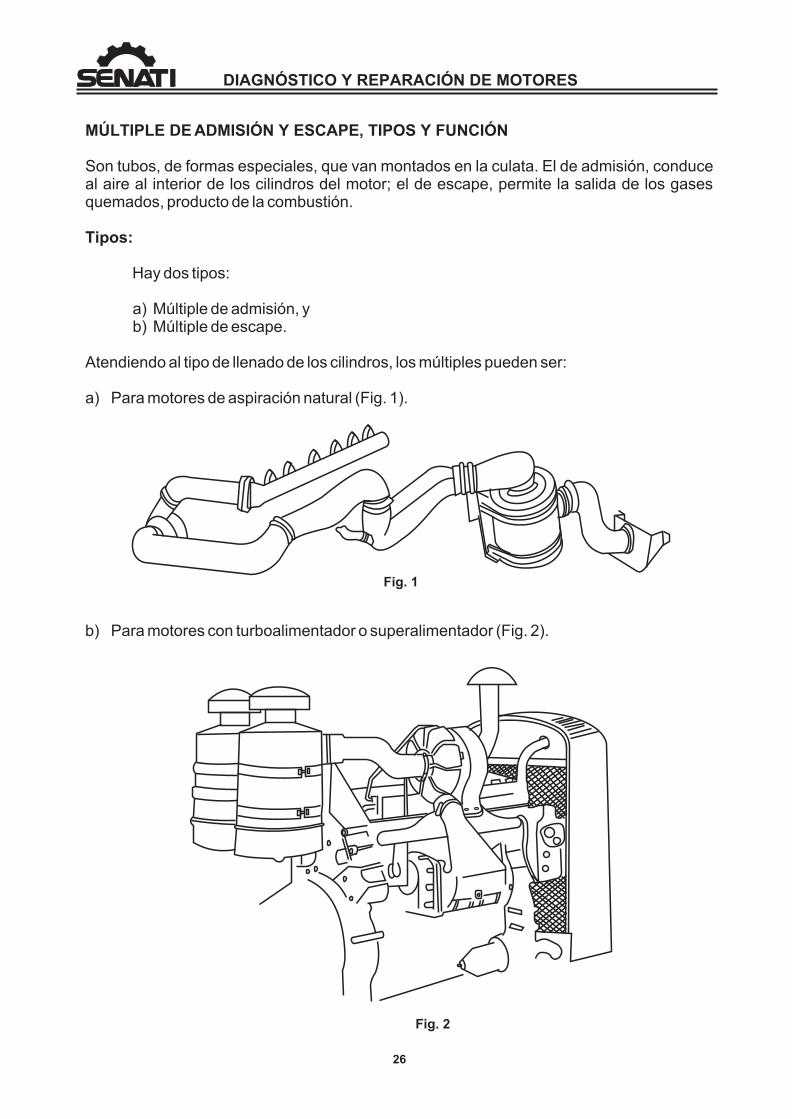
MÚLTIPLE DE ADMISIÓN Y ESCAPE, TIPOS Y FUNCIÓN
Son tubos, de formas especiales, que van montados en la culata. El de admisión, conduce al aire al interior de los cilindros del motor; el de escape, permite la salida de los gases quemados, producto de la combustión.
Tipos:
Hay dos tipos:
a) Múltiple de admisión, y b) Múltiple de escape.
Atendiendo al tipo de llenado de los cilindros, los múltiples pueden ser:
a) Para motores de aspiración natural (Fig. 1).
b) Para motores con turboalimentador o superalimentador (Fig. 2).
Fig. 1
Fig. 2
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
27
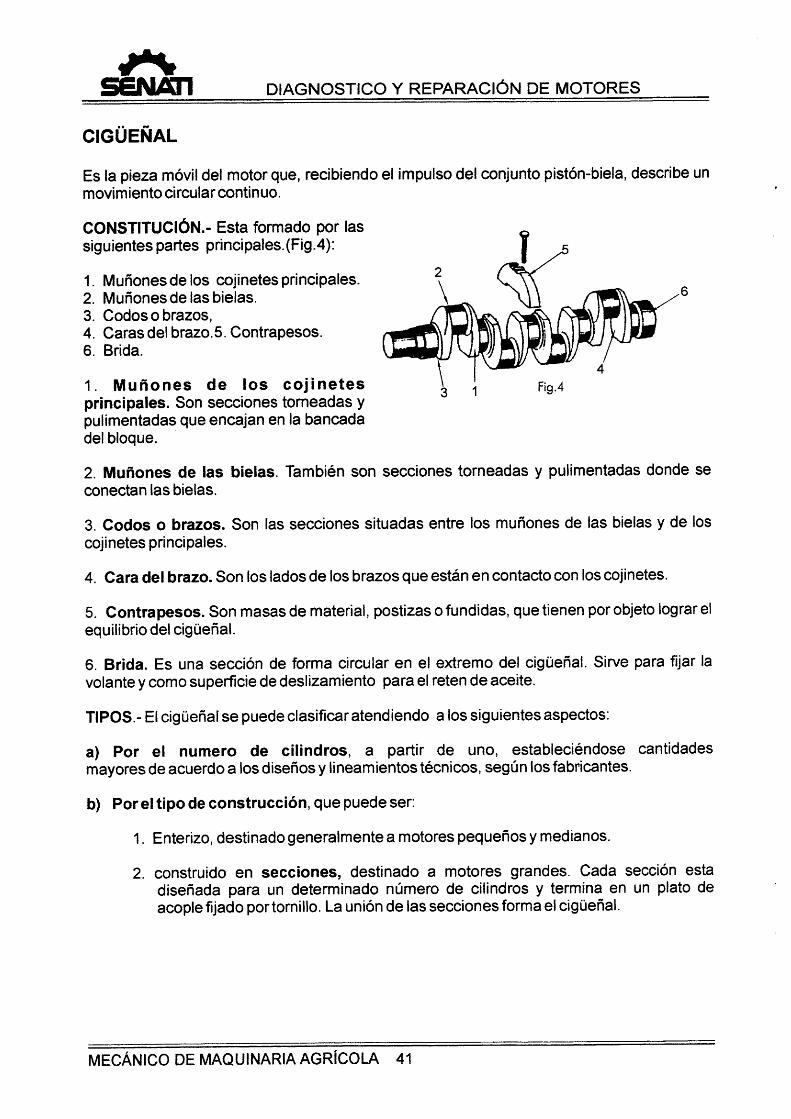
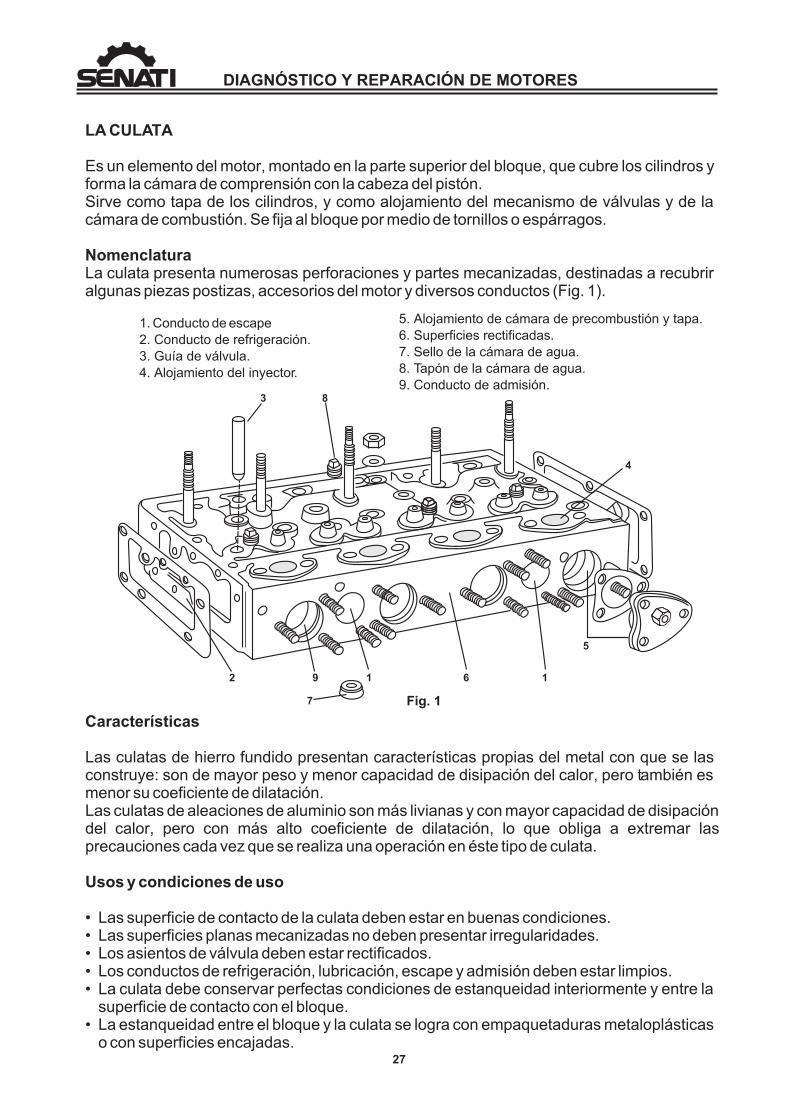
LA CULATA
Es un elemento del motor, montado en la parte superior del bloque, que cubre los cilindros y forma la cámara de comprensión con la cabeza del pistón.Sirve como tapa de los cilindros, y como alojamiento del mecanismo de válvulas y de la cámara de combustión. Se fija al bloque por medio de tornillos o espárragos.
Nomenclatura La culata presenta numerosas perforaciones y partes mecanizadas, destinadas a recubrir algunas piezas postizas, accesorios del motor y diversos conductos (Fig. 1).
1. Conducto de escape2. Conducto de refrigeración.3. Guía de válvula.4. Alojamiento del inyector.
Fig. 1
4
83
2 9 1
7
6 1
5
5. Alojamiento de cámara de precombustión y tapa.6. Superficies rectificadas.7. Sello de la cámara de agua.8. Tapón de la cámara de agua.9. Conducto de admisión.
Características
Las culatas de hierro fundido presentan características propias del metal con que se las construye: son de mayor peso y menor capacidad de disipación del calor, pero también es menor su coeficiente de dilatación.Las culatas de aleaciones de aluminio son más livianas y con mayor capacidad de disipación del calor, pero con más alto coeficiente de dilatación, lo que obliga a extremar las precauciones cada vez que se realiza una operación en éste tipo de culata.
Usos y condiciones de uso
• Las superficie de contacto de la culata deben estar en buenas condiciones.• Las superficies planas mecanizadas no deben presentar irregularidades.• Los asientos de válvula deben estar rectificados.• Los conductos de refrigeración, lubricación, escape y admisión deben estar limpios.• La culata debe conservar perfectas condiciones de estanqueidad interiormente y entre la
superficie de contacto con el bloque. • La estanqueidad entre el bloque y la culata se logra con empaquetaduras metaloplásticas
o con superficies encajadas.
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
28
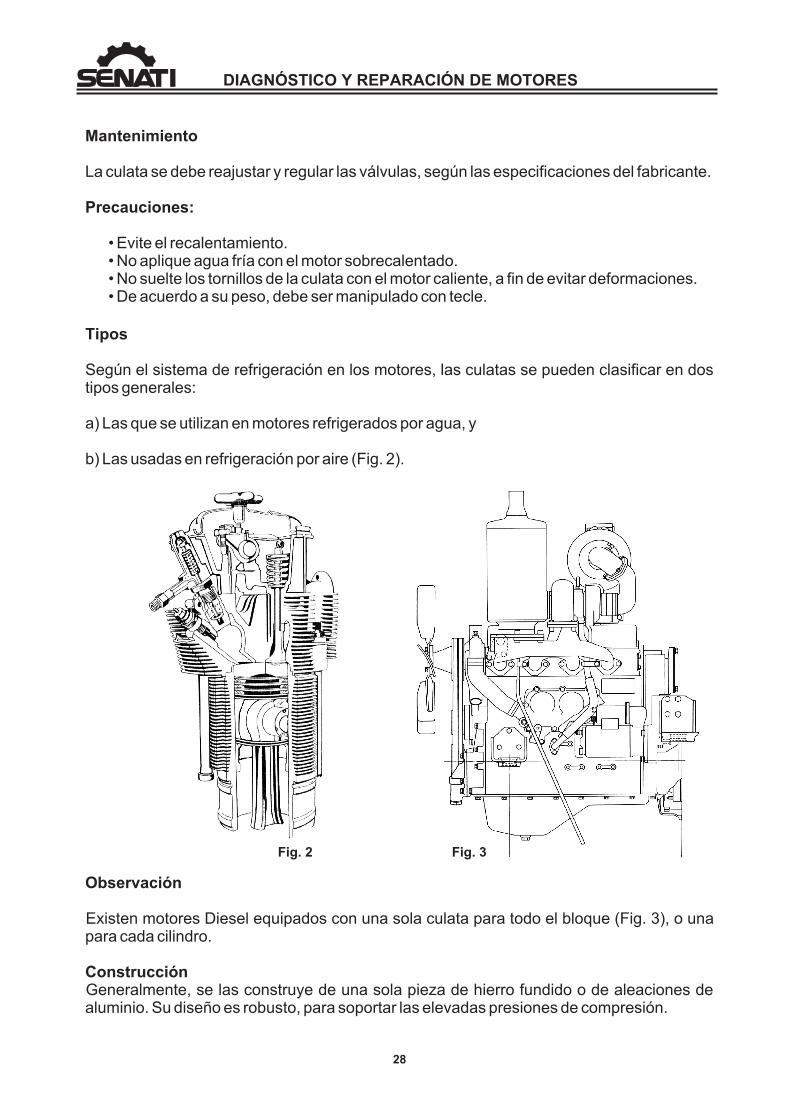
Tipos
Según el sistema de refrigeración en los motores, las culatas se pueden clasificar en dos tipos generales:
a) Las que se utilizan en motores refrigerados por agua, y
b) Las usadas en refrigeración por aire (Fig. 2).
Observación
Existen motores Diesel equipados con una sola culata para todo el bloque (Fig. 3), o una para cada cilindro.
ConstrucciónGeneralmente, se las construye de una sola pieza de hierro fundido o de aleaciones de aluminio. Su diseño es robusto, para soportar las elevadas presiones de compresión.
Fig. 2
Mantenimiento
La culata se debe reajustar y regular las válvulas, según las especificaciones del fabricante.
Precauciones:
• Evite el recalentamiento.• No aplique agua fría con el motor sobrecalentado.• No suelte los tornillos de la culata con el motor caliente, a fin de evitar deformaciones.• De acuerdo a su peso, debe ser manipulado con tecle.
Fig. 3
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
29
VÁLVULAS Y ASIENTOS
Son elementos del sistema de distribución. Se estudian juntos, aunque tienen características diferentes.
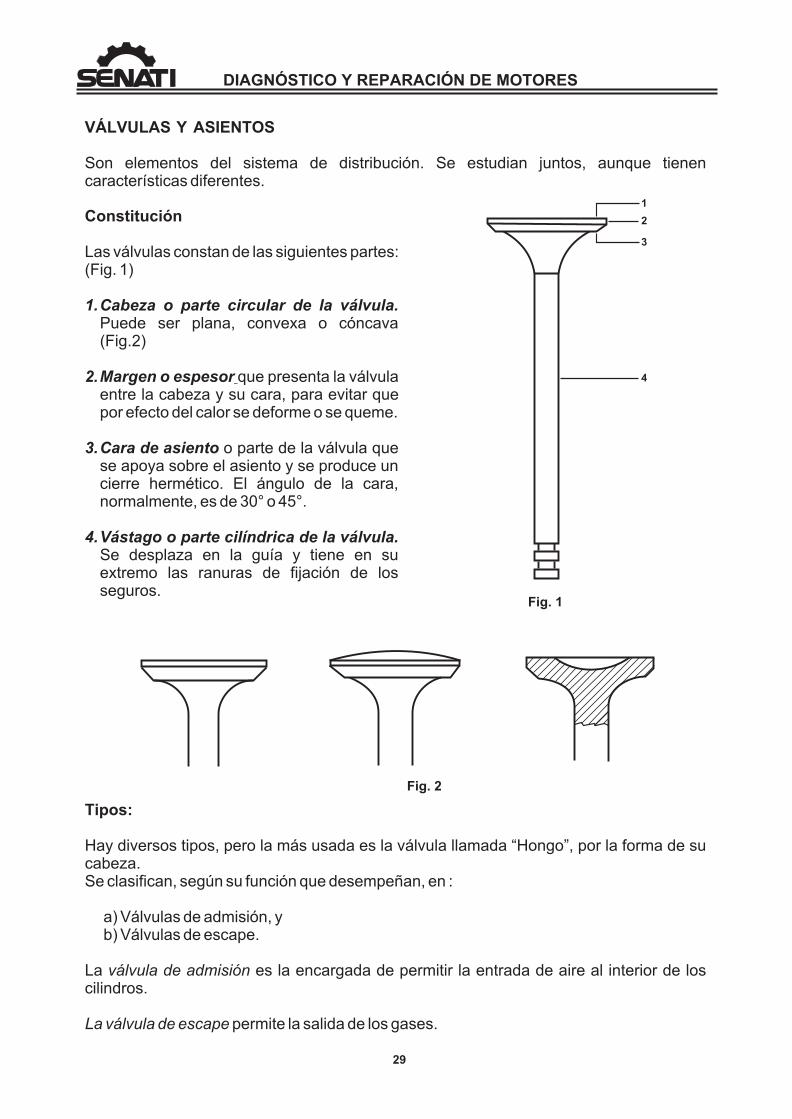
Constitución
Las válvulas constan de las siguientes partes: (Fig. 1)
1.Cabeza o parte circular de la válvula. Puede ser plana, convexa o cóncava (Fig.2)
2.Margen o espesor que presenta la válvula entre la cabeza y su cara, para evitar que por efecto del calor se deforme o se queme.
3.Cara de asiento o parte de la válvula que se apoya sobre el asiento y se produce un cierre hermético. El ángulo de la cara, normalmente, es de 30° o 45°.
4.Vástago o parte cilíndrica de la válvula. Se desplaza en la guía y tiene en su extremo las ranuras de fijación de los seguros.
Tipos:
Hay diversos tipos, pero la más usada es la válvula llamada “Hongo”, por la forma de su cabeza.Se clasifican, según su función que desempeñan, en :
a) Válvulas de admisión, yb) Válvulas de escape.
La válvula de admisión es la encargada de permitir la entrada de aire al interior de los cilindros.
La válvula de escape permite la salida de los gases.
Fig. 1
Fig. 2
1
2
4
3
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
30
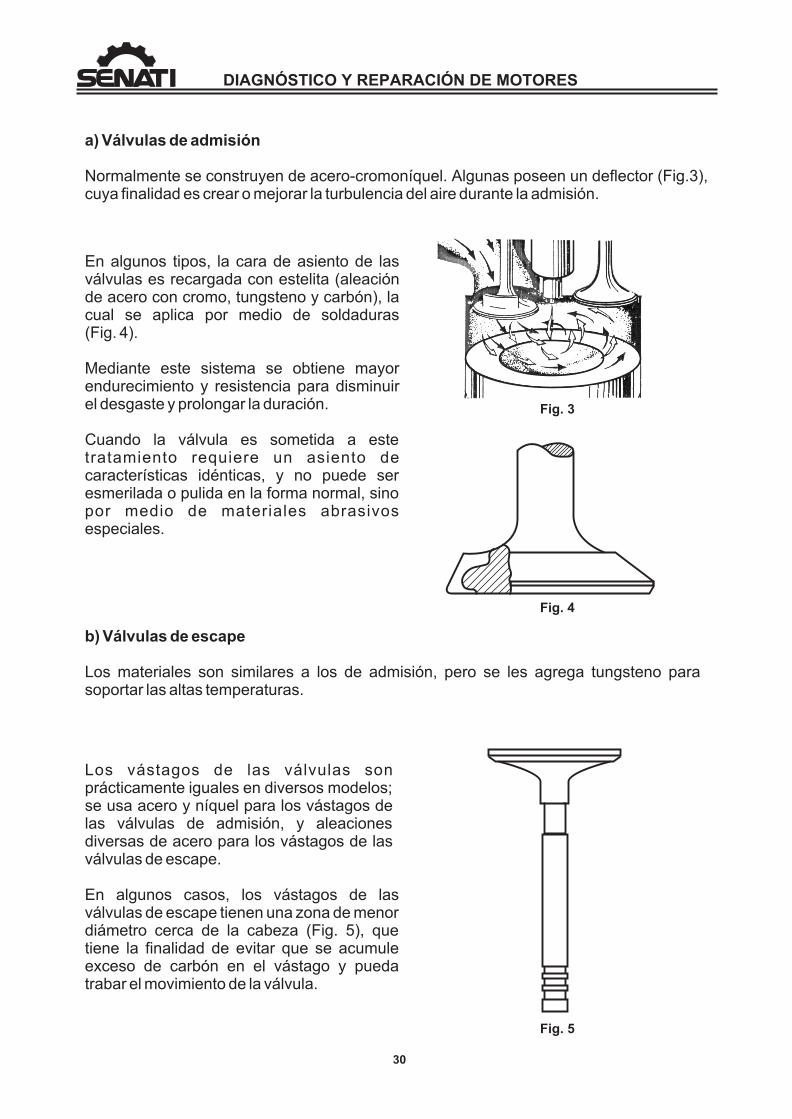
a) Válvulas de admisión
Normalmente se construyen de acero-cromoníquel. Algunas poseen un deflector (Fig.3), cuya finalidad es crear o mejorar la turbulencia del aire durante la admisión.
En algunos tipos, la cara de asiento de las válvulas es recargada con estelita (aleación de acero con cromo, tungsteno y carbón), la cual se aplica por medio de soldaduras (Fig. 4).
Mediante este sistema se obtiene mayor endurecimiento y resistencia para disminuir el desgaste y prolongar la duración.
Cuando la válvula es sometida a este tratamiento requiere un asiento de características idénticas, y no puede ser esmerilada o pulida en la forma normal, sino por medio de materiales abrasivos especiales.
b) Válvulas de escape
Los materiales son similares a los de admisión, pero se les agrega tungsteno para soportar las altas temperaturas.
Los vástagos de las válvulas son prácticamente iguales en diversos modelos; se usa acero y níquel para los vástagos de las válvulas de admisión, y aleaciones diversas de acero para los vástagos de las válvulas de escape.
En algunos casos, los vástagos de las válvulas de escape tienen una zona de menor diámetro cerca de la cabeza (Fig. 5), que tiene la finalidad de evitar que se acumule exceso de carbón en el vástago y pueda trabar el movimiento de la válvula.
Fig. 3
Fig. 4
Fig. 5
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
31
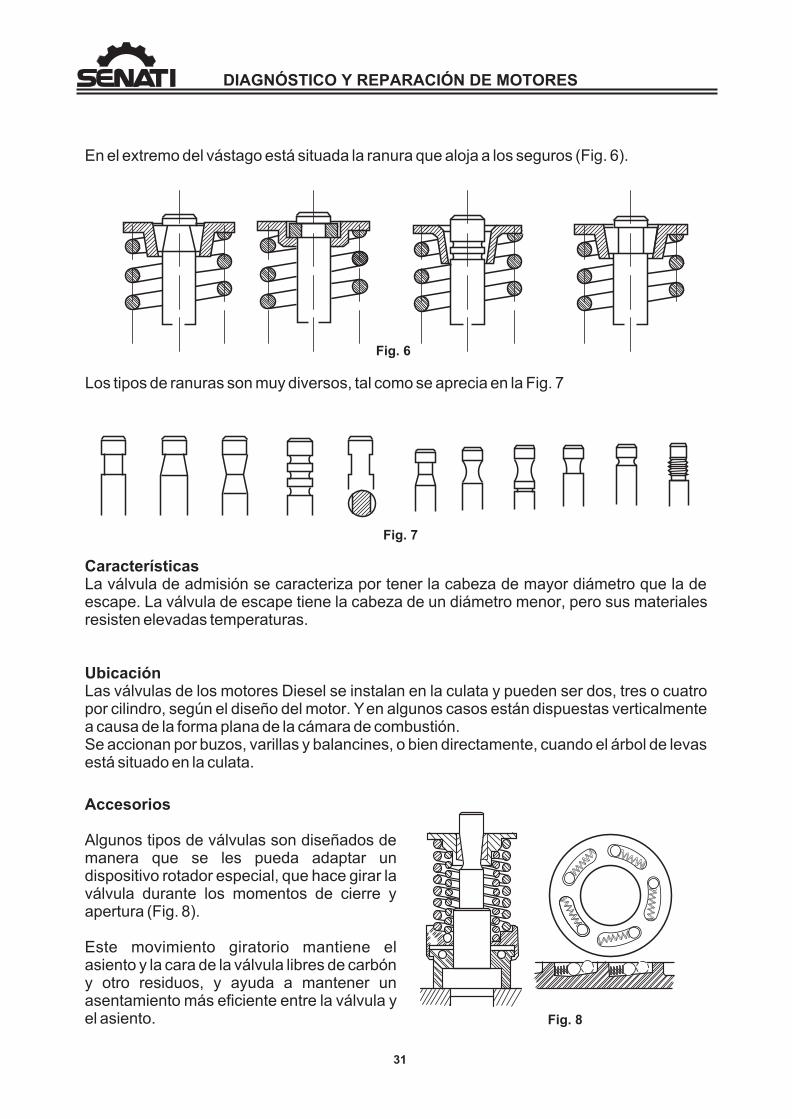
En el extremo del vástago está situada la ranura que aloja a los seguros (Fig. 6).
Los tipos de ranuras son muy diversos, tal como se aprecia en la Fig. 7
CaracterísticasLa válvula de admisión se caracteriza por tener la cabeza de mayor diámetro que la de escape. La válvula de escape tiene la cabeza de un diámetro menor, pero sus materiales resisten elevadas temperaturas.
UbicaciónLas válvulas de los motores Diesel se instalan en la culata y pueden ser dos, tres o cuatro por cilindro, según el diseño del motor. Y en algunos casos están dispuestas verticalmente a causa de la forma plana de la cámara de combustión.Se accionan por buzos, varillas y balancines, o bien directamente, cuando el árbol de levas está situado en la culata.
Accesorios
Algunos tipos de válvulas son diseñados de manera que se les pueda adaptar un dispositivo rotador especial, que hace girar la válvula durante los momentos de cierre y apertura (Fig. 8).
Este movimiento giratorio mantiene el asiento y la cara de la válvula libres de carbón y otro residuos, y ayuda a mantener un asentamiento más eficiente entre la válvula y el asiento.
Fig. 6
Fig. 7
Fig. 8
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
32
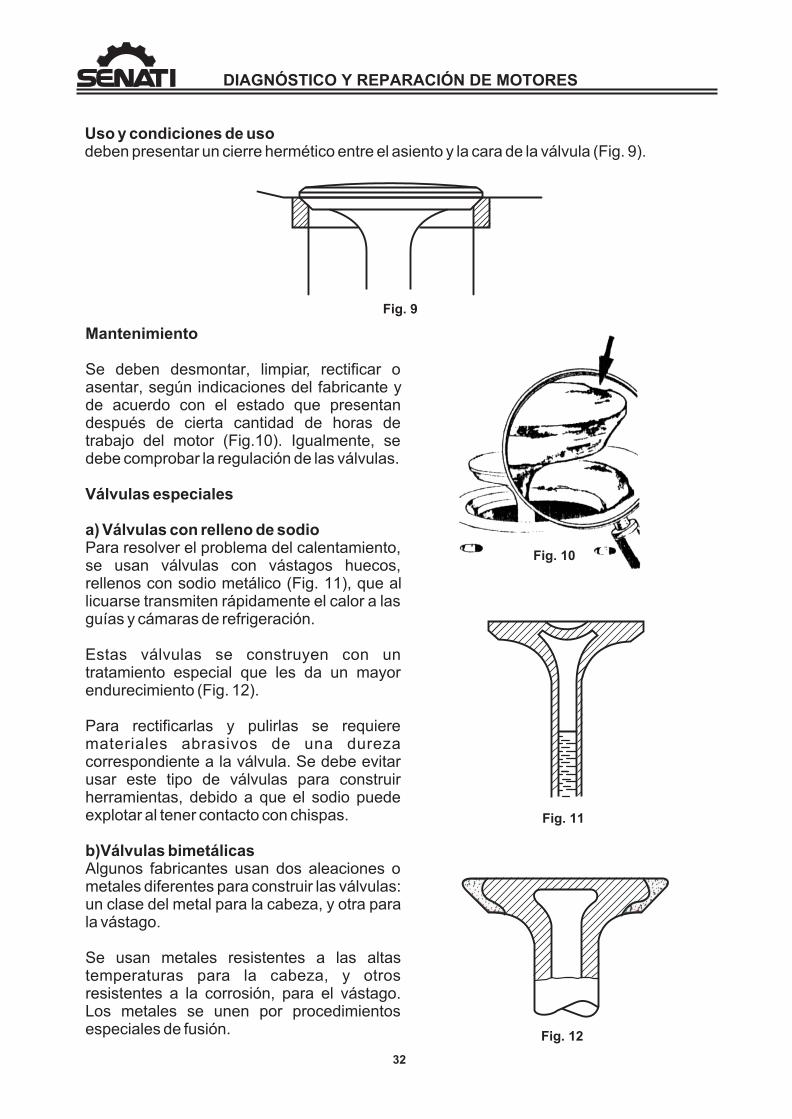
Uso y condiciones de usodeben presentar un cierre hermético entre el asiento y la cara de la válvula (Fig. 9).
Mantenimiento
Se deben desmontar, limpiar, rectificar o asentar, según indicaciones del fabricante y de acuerdo con el estado que presentan después de cierta cantidad de horas de trabajo del motor (Fig.10). Igualmente, se debe comprobar la regulación de las válvulas.
Válvulas especiales
a) Válvulas con relleno de sodioPara resolver el problema del calentamiento, se usan válvulas con vástagos huecos, rellenos con sodio metálico (Fig. 11), que al licuarse transmiten rápidamente el calor a las guías y cámaras de refrigeración.
Estas válvulas se construyen con un tratamiento especial que les da un mayor endurecimiento (Fig. 12).
Para rectificarlas y pulirlas se requiere materiales abrasivos de una dureza correspondiente a la válvula. Se debe evitar usar este tipo de válvulas para construir herramientas, debido a que el sodio puede explotar al tener contacto con chispas.
b)Válvulas bimetálicasAlgunos fabricantes usan dos aleaciones o metales diferentes para construir las válvulas: un clase del metal para la cabeza, y otra para la vástago.
Se usan metales resistentes a las altas temperaturas para la cabeza, y otros resistentes a la corrosión, para el vástago. Los metales se unen por procedimientos especiales de fusión.
Fig. 9
Fig. 10
Fig. 11
Fig. 12
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
33
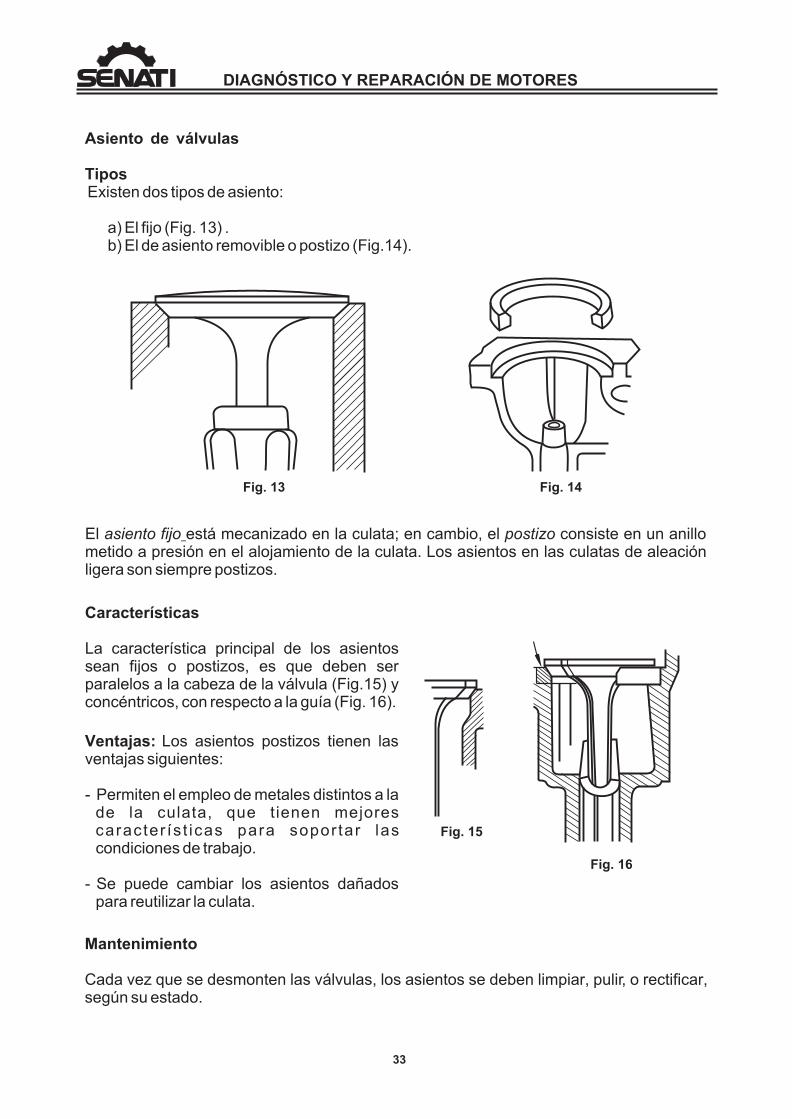
Asiento de válvulas
Tipos Existen dos tipos de asiento:
a) El fijo (Fig. 13) .b) El de asiento removible o postizo (Fig.14).
El asiento fijo está mecanizado en la culata; en cambio, el postizo consiste en un anillo metido a presión en el alojamiento de la culata. Los asientos en las culatas de aleación ligera son siempre postizos.
Características
La característica principal de los asientos sean fijos o postizos, es que deben ser paralelos a la cabeza de la válvula (Fig.15) y concéntricos, con respecto a la guía (Fig. 16).
Ventajas: Los asientos postizos tienen las ventajas siguientes:
- Permiten el empleo de metales distintos a la de la culata, que tienen mejores caracter ís t icas para sopor tar las condiciones de trabajo.
- Se puede cambiar los asientos dañados para reutilizar la culata.
Mantenimiento
Cada vez que se desmonten las válvulas, los asientos se deben limpiar, pulir, o rectificar, según su estado.
Fig. 13 Fig. 14
Fig. 15
Fig. 16
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
34
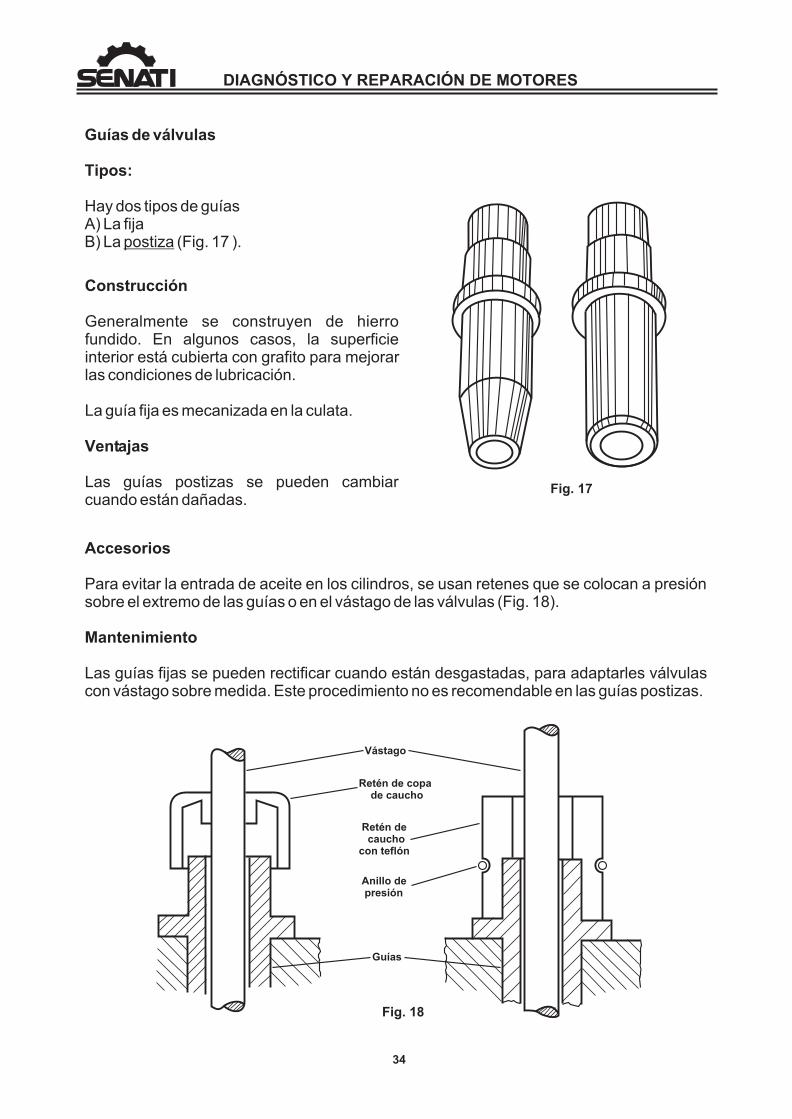
Guías de válvulas
Tipos:
Hay dos tipos de guíasA) La fijaB) La postiza (Fig. 17 ).
Construcción
Generalmente se construyen de hierro fundido. En algunos casos, la superficie interior está cubierta con grafito para mejorar las condiciones de lubricación.
La guía fija es mecanizada en la culata.
Ventajas
Las guías postizas se pueden cambiar cuando están dañadas.
Accesorios
Para evitar la entrada de aceite en los cilindros, se usan retenes que se colocan a presión sobre el extremo de las guías o en el vástago de las válvulas (Fig. 18).
Mantenimiento
Las guías fijas se pueden rectificar cuando están desgastadas, para adaptarles válvulas con vástago sobre medida. Este procedimiento no es recomendable en las guías postizas.
Fig. 17
Fig. 18
Vástago
Retén de copa de caucho
Retén de cauchocon teflón
Anillo de presión
Guías
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
35
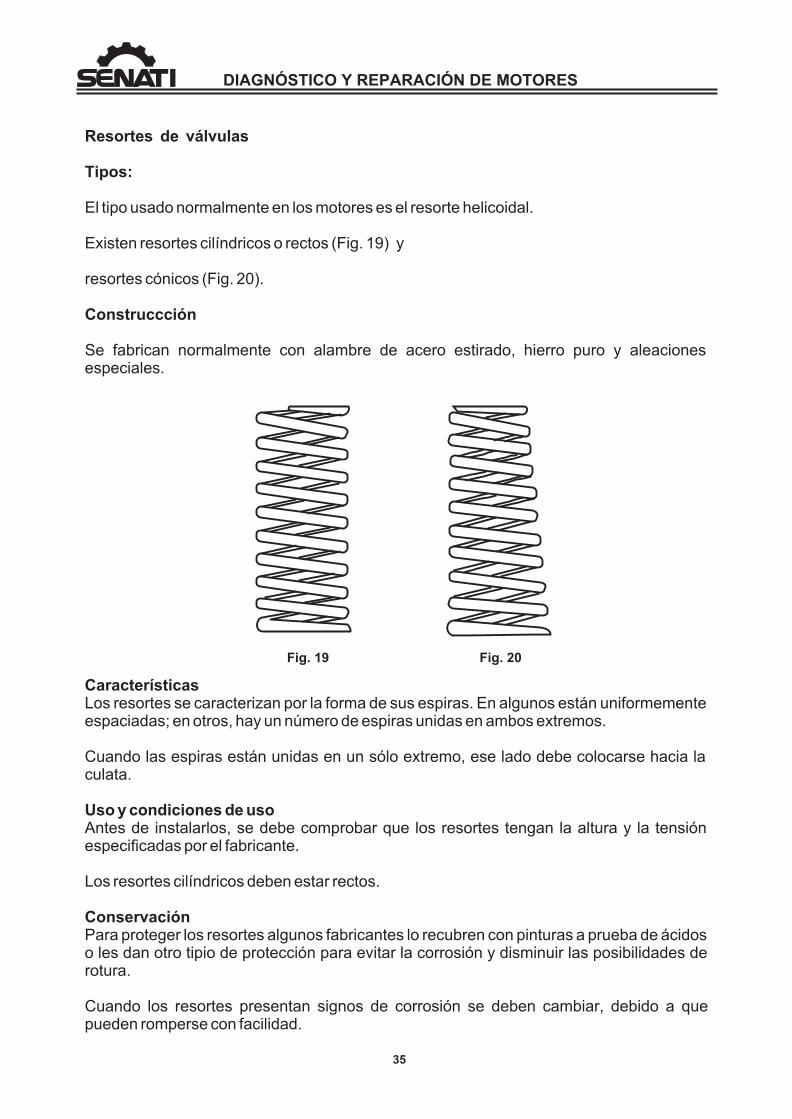
Resortes de válvulas
Tipos:
El tipo usado normalmente en los motores es el resorte helicoidal.
Existen resortes cilíndricos o rectos (Fig. 19) y
resortes cónicos (Fig. 20).
Construccción
Se fabrican normalmente con alambre de acero estirado, hierro puro y aleaciones especiales.
CaracterísticasLos resortes se caracterizan por la forma de sus espiras. En algunos están uniformemente espaciadas; en otros, hay un número de espiras unidas en ambos extremos.
Cuando las espiras están unidas en un sólo extremo, ese lado debe colocarse hacia la culata.
Uso y condiciones de usoAntes de instalarlos, se debe comprobar que los resortes tengan la altura y la tensión especificadas por el fabricante.
Los resortes cilíndricos deben estar rectos.
ConservaciónPara proteger los resortes algunos fabricantes lo recubren con pinturas a prueba de ácidos o les dan otro tipio de protección para evitar la corrosión y disminuir las posibilidades de rotura.
Cuando los resortes presentan signos de corrosión se deben cambiar, debido a que pueden romperse con facilidad.
Fig. 19 Fig. 20
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
36
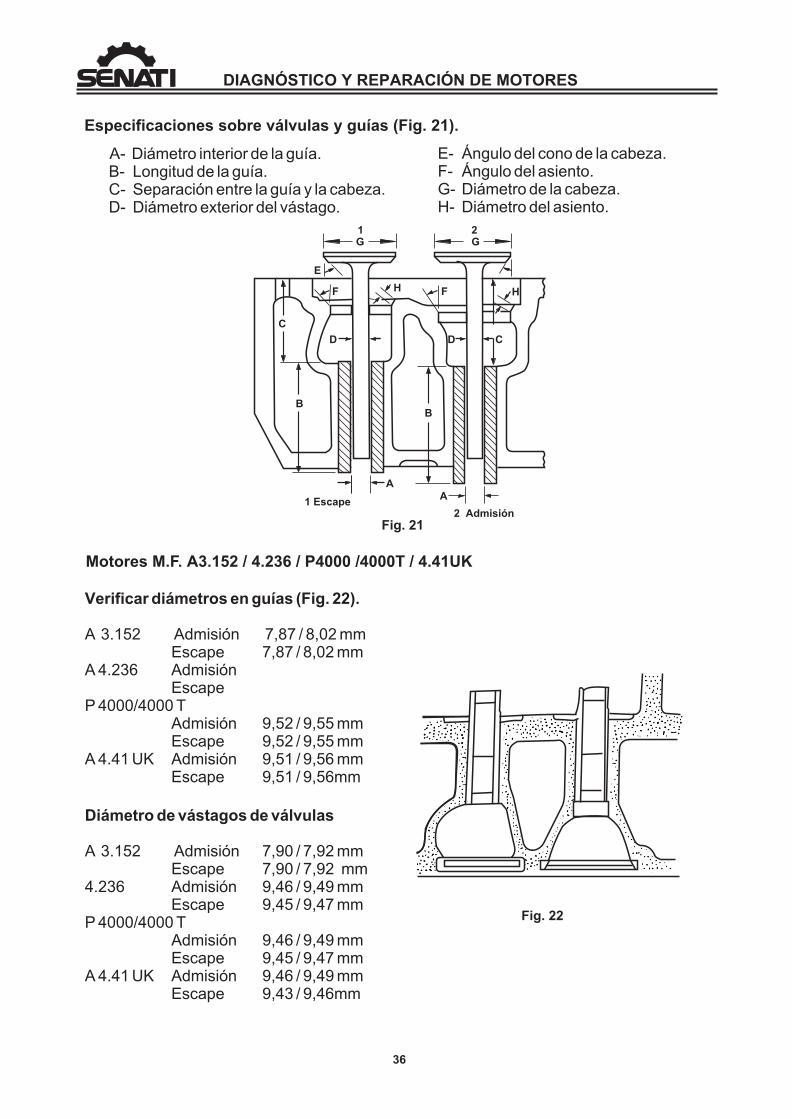
A- Diámetro interior de la guía.B- Longitud de la guía.C- Separación entre la guía y la cabeza.D- Diámetro exterior del vástago.
Fig. 21
1 2GG
E
F FH H
C
C
BB
AA
1 Escape2 Admisión
DD
Especificaciones sobre válvulas y guías (Fig. 21).
Motores M.F. A3.152 / 4.236 / P4000 /4000T / 4.41UK
Verificar diámetros en guías (Fig. 22).
A 3.152 Admisión 7,87 / 8,02 mmEscape 7,87 / 8,02 mm
A 4.236 AdmisiónEscape
P 4000/4000 T Admisión 9,52 / 9,55 mmEscape 9,52 / 9,55 mm
A 4.41 UK Admisión 9,51 / 9,56 mmEscape 9,51 / 9,56mm
Diámetro de vástagos de válvulas
A 3.152 Admisión 7,90 / 7,92 mmEscape 7,90 / 7,92 mm
4.236 Admisión 9,46 / 9,49 mmEscape 9,45 / 9,47 mm
P 4000/4000 T Admisión 9,46 / 9,49 mmEscape 9,45 / 9,47 mm
A 4.41 UK Admisión 9,46 / 9,49 mmEscape 9,43 / 9,46mm
E- Ángulo del cono de la cabeza.F- Ángulo del asiento.G- Diámetro de la cabeza.H- Diámetro del asiento.
Fig. 22
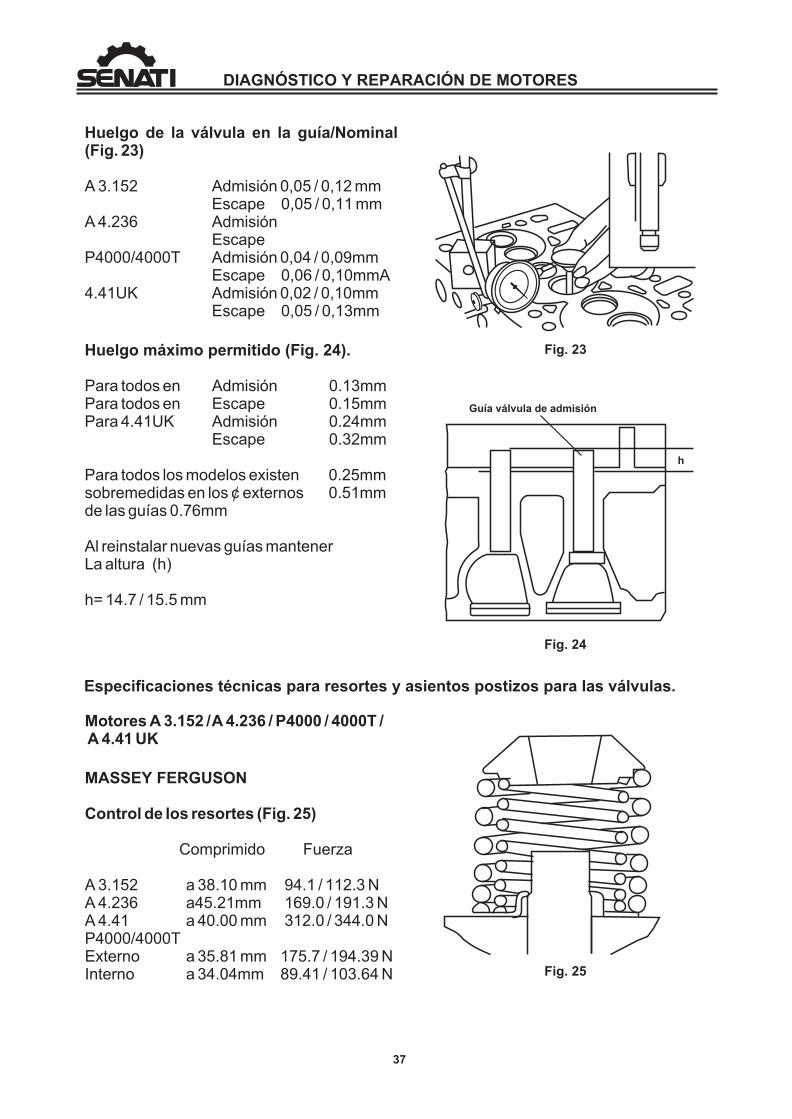
Huelgo de la válvula en la guía/Nominal (Fig. 23)
A 3.152 Admisión 0,05 / 0,12 mmEscape 0,05 / 0,11 mm
A 4.236 AdmisiónEscape
P4000/4000T Admisión 0,04 / 0,09mmEscape 0,06 / 0,10mmA
4.41UK Admisión 0,02 / 0,10mmEscape 0,05 / 0,13mm
Huelgo máximo permitido (Fig. 24).
Para todos en Admisión 0.13mmPara todos en Escape 0.15mmPara 4.41UK Admisión 0.24mm
Escape 0.32mm
Para todos los modelos existen 0.25mmsobremedidas en los ¢ externos 0.51mmde las guías 0.76mm
Al reinstalar nuevas guías mantenerLa altura (h)
h= 14.7 / 15.5 mm
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
Fig. 23
Fig. 24
h
Guía válvula de admisión
Motores A 3.152 / A 4.236 / P4000 / 4000T / A 4.41 UK
MASSEY FERGUSON
Control de los resortes (Fig. 25)
Comprimido Fuerza
A 3.152 a 38.10 mm 94.1 / 112.3 NA 4.236 a45.21mm 169.0 / 191.3 NA 4.41 a 40.00 mm 312.0 / 344.0 NP4000/4000TExterno a 35.81 mm 175.7 / 194.39 NInterno a 34.04mm 89.41 / 103.64 N
Especificaciones técnicas para resortes y asientos postizos para las válvulas.
Fig. 25
37
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
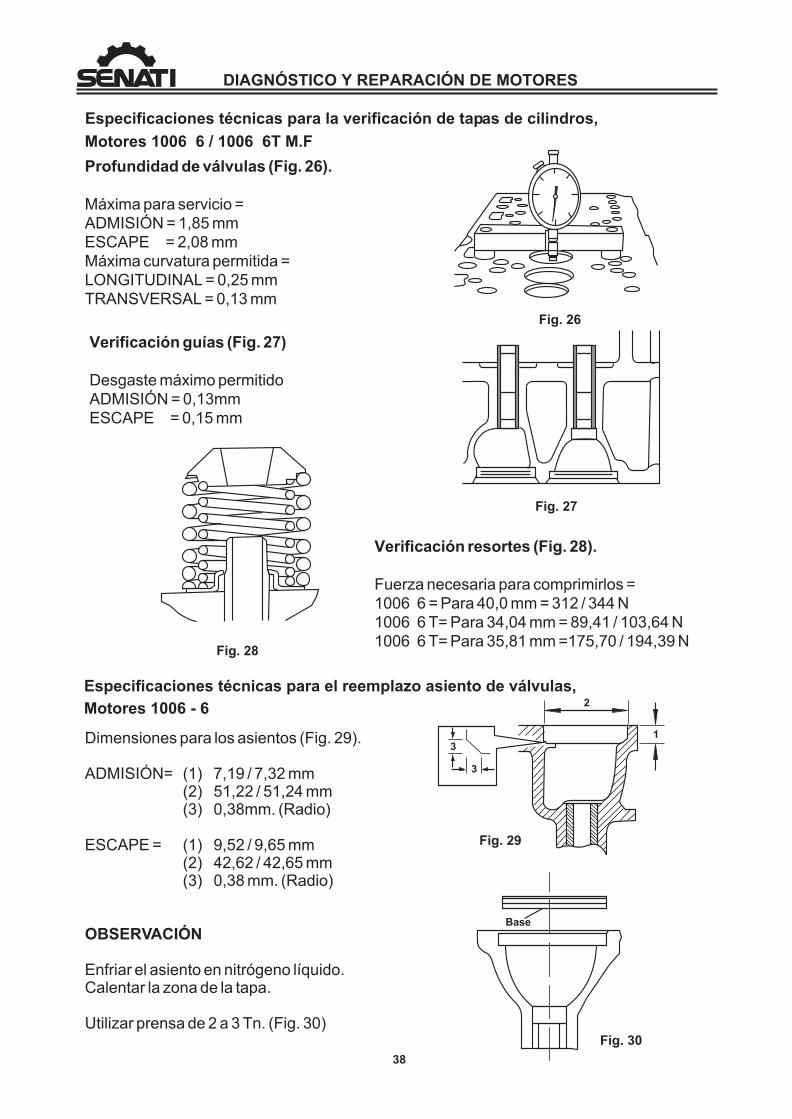
Profundidad de válvulas (Fig. 26).
Máxima para servicio =ADMISIÓN = 1,85 mmESCAPE = 2,08 mmMáxima curvatura permitida =LONGITUDINAL = 0,25 mmTRANSVERSAL = 0,13 mm
Fig. 26
Fig. 27
Fig. 28
Especificaciones técnicas para la verificación de tapas de cilindros,
Motores 1006 6 / 1006 6T M.F
Verificación guías (Fig. 27)
Desgaste máximo permitidoADMISIÓN = 0,13mmESCAPE = 0,15 mm
Verificación resortes (Fig. 28).
Fuerza necesaria para comprimirlos =1006 6 = Para 40,0 mm = 312 / 344 N1006 6 T= Para 34,04 mm = 89,41 / 103,64 N1006 6 T= Para 35,81 mm =175,70 / 194,39 N
Dimensiones para los asientos (Fig. 29).
ADMISIÓN= (1) 7,19 / 7,32 mm(2) 51,22 / 51,24 mm(3) 0,38mm. (Radio)
ESCAPE = (1) 9,52 / 9,65 mm(2) 42,62 / 42,65 mm(3) 0,38 mm. (Radio)
OBSERVACIÓN
Enfriar el asiento en nitrógeno líquido.Calentar la zona de la tapa.
Utilizar prensa de 2 a 3 Tn. (Fig. 30)
Especificaciones técnicas para el reemplazo asiento de válvulas,
Motores 1006 - 6 2
13
3
Fig. 29
Fig. 30
Base
38
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
39
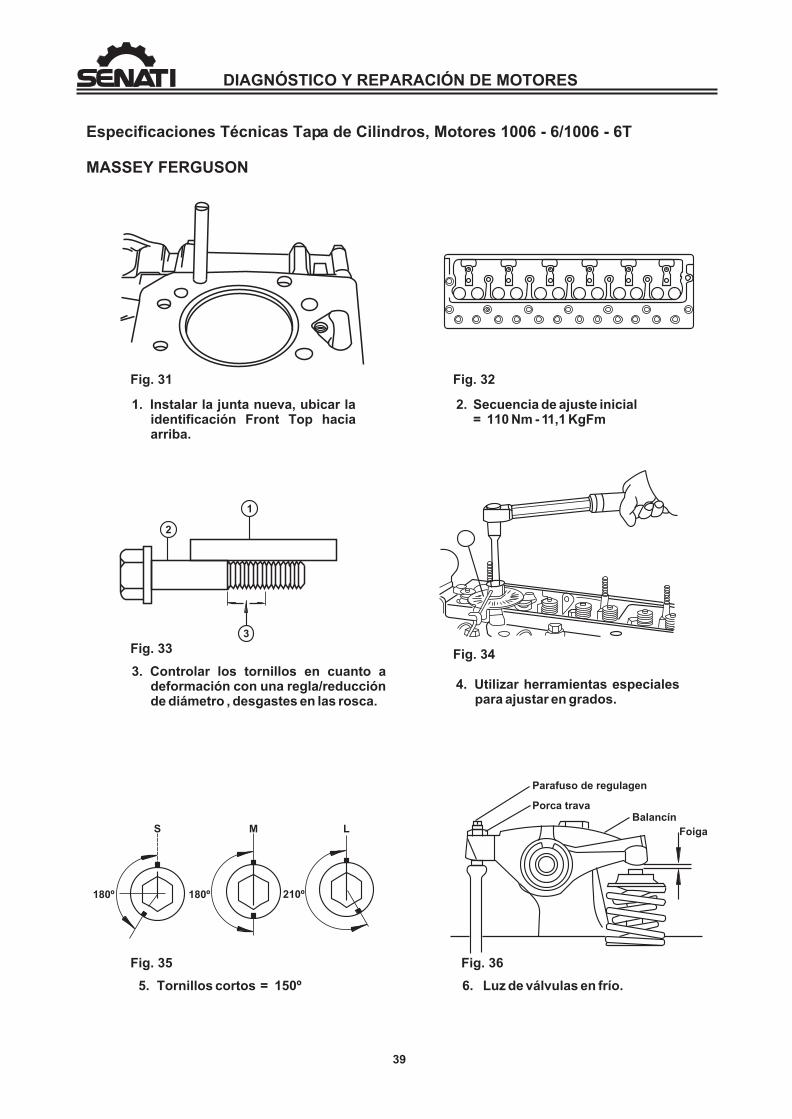
Especificaciones Técnicas Tapa de Cilindros, Motores 1006 - 6/1006 - 6T
MASSEY FERGUSON
1. Instalar la junta nueva, ubicar la identificación Front Top hacia arriba.
3. Controlar los tornillos en cuanto a deformación con una regla/reducción de diámetro , desgastes en las rosca.
5. Tornillos cortos = 150º 6. Luz de válvulas en frío.
4. Utilizar herramientas especiales para ajustar en grados.
2. Secuencia de ajuste inicial = 110 Nm - 11,1 KgFm
2
1
3
180º
S M L
180º 210º
Parafuso de regulagen
Porca travaBalancín
Foiga
Fig. 31
Fig. 33
Fig. 35 Fig. 36
Fig. 32
Fig. 34
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
40
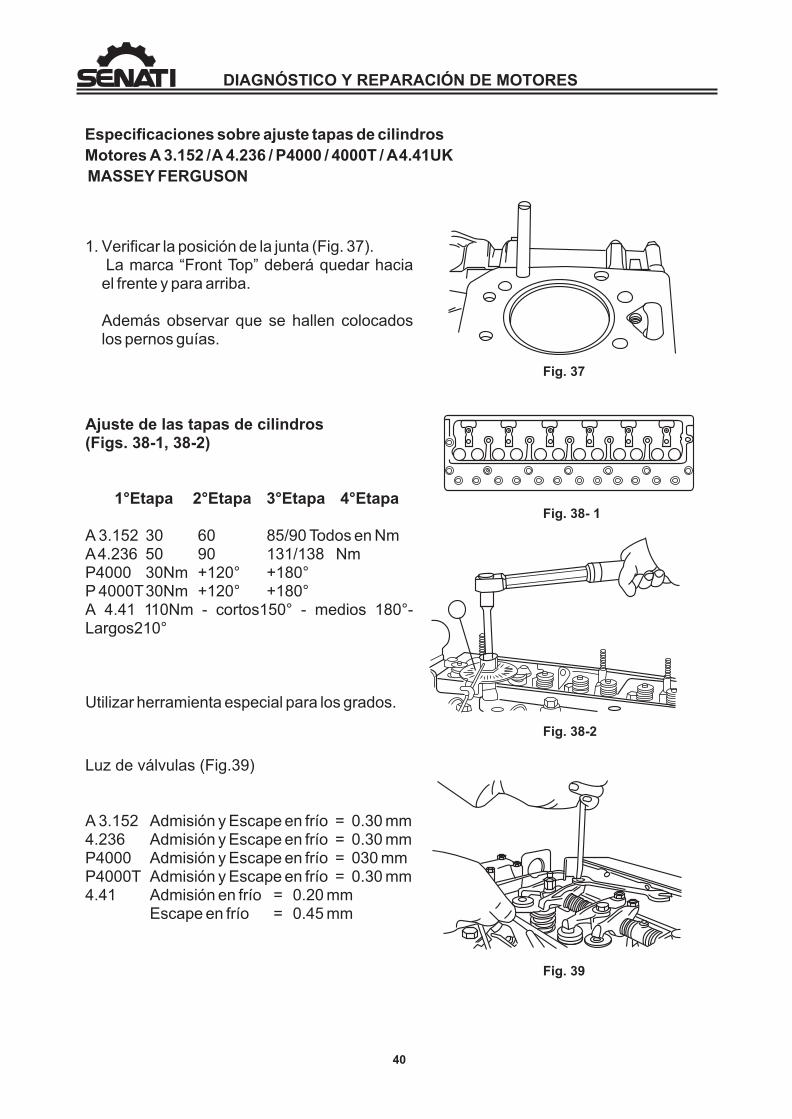
1. Verificar la posición de la junta (Fig. 37). La marca “Front Top” deberá quedar hacia
el frente y para arriba.
Además observar que se hallen colocados los pernos guías.
Ajuste de las tapas de cilindros (Figs. 38-1, 38-2)
1°Etapa 2°Etapa 3°Etapa 4°Etapa
A 3.152 30 60 85/90 Todos en NmA 4.236 50 90 131/138 NmP4000 30Nm +120° +180°P 4000T30Nm +120° +180°A 4.41 110Nm - cortos150° - medios 180°- Largos210°
Utilizar herramienta especial para los grados.
Luz de válvulas (Fig.39)
A 3.152 Admisión y Escape en frío = 0.30 mm4.236 Admisión y Escape en frío = 0.30 mmP4000 Admisión y Escape en frío = 030 mmP4000T Admisión y Escape en frío = 0.30 mm4.41 Admisión en frío = 0.20 mm
Escape en frío = 0.45 mm
Especificaciones sobre ajuste tapas de cilindros
Motores A 3.152 / A 4.236 / P4000 / 4000T / A 4.41UK
MASSEY FERGUSON
Fig. 37
Fig. 38- 1
Fig. 38-2
Fig. 39
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
41
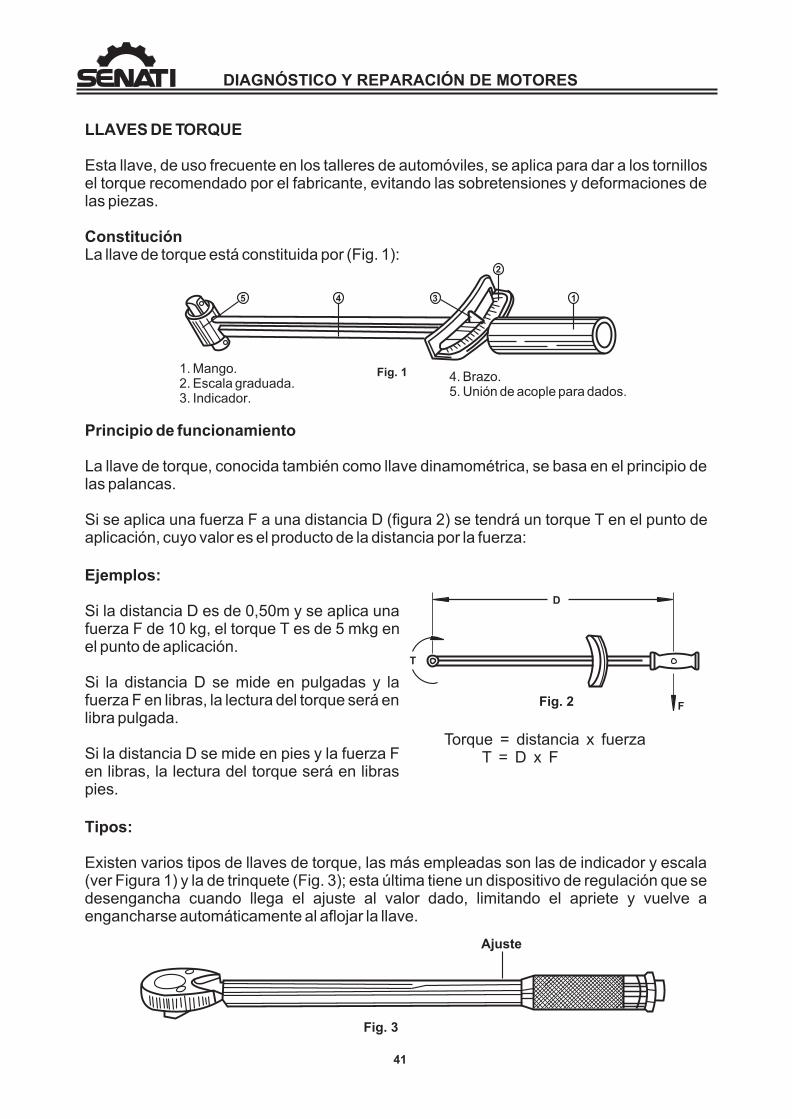
LLAVES DE TORQUE Esta llave, de uso frecuente en los talleres de automóviles, se aplica para dar a los tornillos el torque recomendado por el fabricante, evitando las sobretensiones y deformaciones de las piezas.
ConstituciónLa llave de torque está constituida por (Fig. 1):
Principio de funcionamiento
La llave de torque, conocida también como llave dinamométrica, se basa en el principio de las palancas.
Si se aplica una fuerza F a una distancia D (figura 2) se tendrá un torque T en el punto de aplicación, cuyo valor es el producto de la distancia por la fuerza:
1. Mango.2. Escala graduada.3. Indicador.
Ejemplos:
Si la distancia D es de 0,50m y se aplica una fuerza F de 10 kg, el torque T es de 5 mkg en el punto de aplicación.
Si la distancia D se mide en pulgadas y la fuerza F en libras, la lectura del torque será en libra pulgada.
Si la distancia D se mide en pies y la fuerza F en libras, la lectura del torque será en libras pies.
Torque = distancia x fuerza T = D x F
Fig. 1
Fig. 2
D
145 3
2
F
T
4. Brazo.5. Unión de acople para dados.
Tipos:
Existen varios tipos de llaves de torque, las más empleadas son las de indicador y escala (ver Figura 1) y la de trinquete (Fig. 3); esta última tiene un dispositivo de regulación que se desengancha cuando llega el ajuste al valor dado, limitando el apriete y vuelve a engancharse automáticamente al aflojar la llave.
Fig. 3
Ajuste
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
42
El dispositivo de regulación automática es de gran seguridad ya que evita sobrepasar el torque especificado y se regula a través de un tambor con escala semejante al de un micrómetro.
Otro tipo se usa combinado con las llaves de dados (Fig. 4).
Características Las llaves de torque se caracterizan por su graduación, éstas pueden ser de una o dos escalas, y por la fuerza máxima que puede ser aplicada.Las escalas más usadas son:
Fig. 4
• Para condiciones variadas de apriete fuerte
0 a 20 m Kg.0 a 160 lbs pie0 a 2.000 lbs pulg
• Gran capacidad para servicio pesado0 a 80 m Kg.0 a 576 lbs pie0 a 6.912 lbs pulg
• Para apriete sensible 0 a 2 m Kg0 a 15 lbs pie0 a 180 lbs pulg
• Para trabajos corrientes de apriete Moderado
0 a 10 m Kg0 a 80 lbs pie0 a 960 lbs pulg
Condiciones de usoEl uso de esta llave se ha generalizado en el trabajo de vehículos automotrices, especialmente en aquellas piezas que requieren un apriete regulado y seguridad en su montaje como: tornillo de volante de motor, bancadas de eje cigüeñal, tapas de biela, diferencial, culatas y otras.
La llave de torque puede ser utilizada para roscas derecha o izquierda, pero en ningún caso debe ser utilizada para soltar ya que, si el tornillo o tuercas estuvieran agarrotados, el torque aplicado podría pasar a un límite y producir daños en la llave, alterando su precisión.
Para obtener una mayor exactitud en la medición es conveniente lubricar previamente la rosca antes de colocar y apretar la tuerca o tornillo. Cuando el indicador señala la fuerza recomendada debe detenerse la acción sobre la llave.
La llave de torque, debe ser usada solamente para dar el torque final, previamente habrá que ajustar el tornillo o tuerca con una llave de fuerza.
Instrucciones para el reapriete de la culata
Si por ventura fuera preciso desmontar la culata con el objeto de realizar reparaciones en el motor, debe reemplazarse la junta de la misma.
Al volver a montar la dicha culata, adviértase que los tornillos o tuercas de sujeción han de ser apretados en tres etapas, ateniéndose a la secuencia y al momento de fuerza (apriete) correspondiente.
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
43
5D 8G 10K 12K Marca decalidad en la cabeza
Métrico
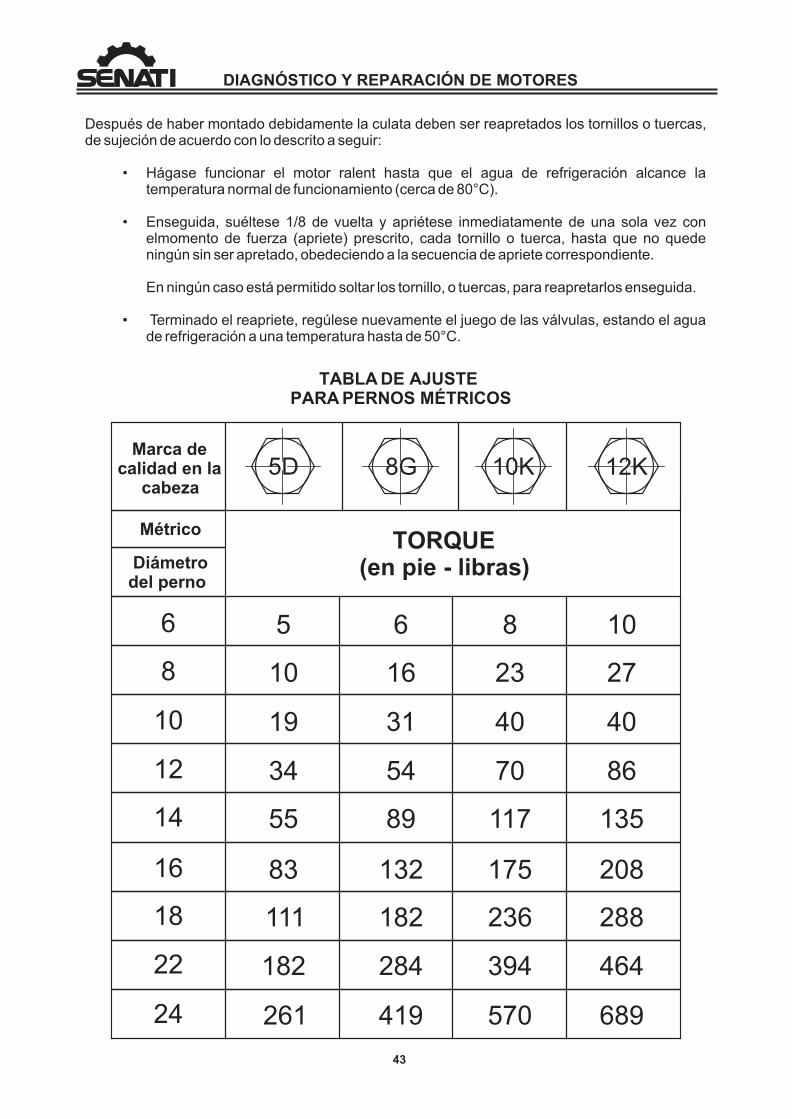
TABLA DE AJUSTE PARA PERNOS MÉTRICOS
Diámetro del perno
6 5 6
TORQUE(en pie - libras)
8 10
8 10 16 23 27
10 19 31 40 40
12 34 54 70 86
14 55 89 117 135
16 83 132 175 208
18 111 182 236 288
22 182 284 394 464
24 261 419 570 689
Después de haber montado debidamente la culata deben ser reapretados los tornillos o tuercas, de sujeción de acuerdo con lo descrito a seguir:
• Hágase funcionar el motor ralent hasta que el agua de refrigeración alcance la temperatura normal de funcionamiento (cerca de 80°C).
• Enseguida, suéltese 1/8 de vuelta y apriétese inmediatamente de una sola vez con elmomento de fuerza (apriete) prescrito, cada tornillo o tuerca, hasta que no quede ningún sin ser apretado, obedeciendo a la secuencia de apriete correspondiente.
En ningún caso está permitido soltar los tornillo, o tuercas, para reapretarlos enseguida.
• Terminado el reapriete, regúlese nuevamente el juego de las válvulas, estando el agua de refrigeración a una temperatura hasta de 50°C.
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
44
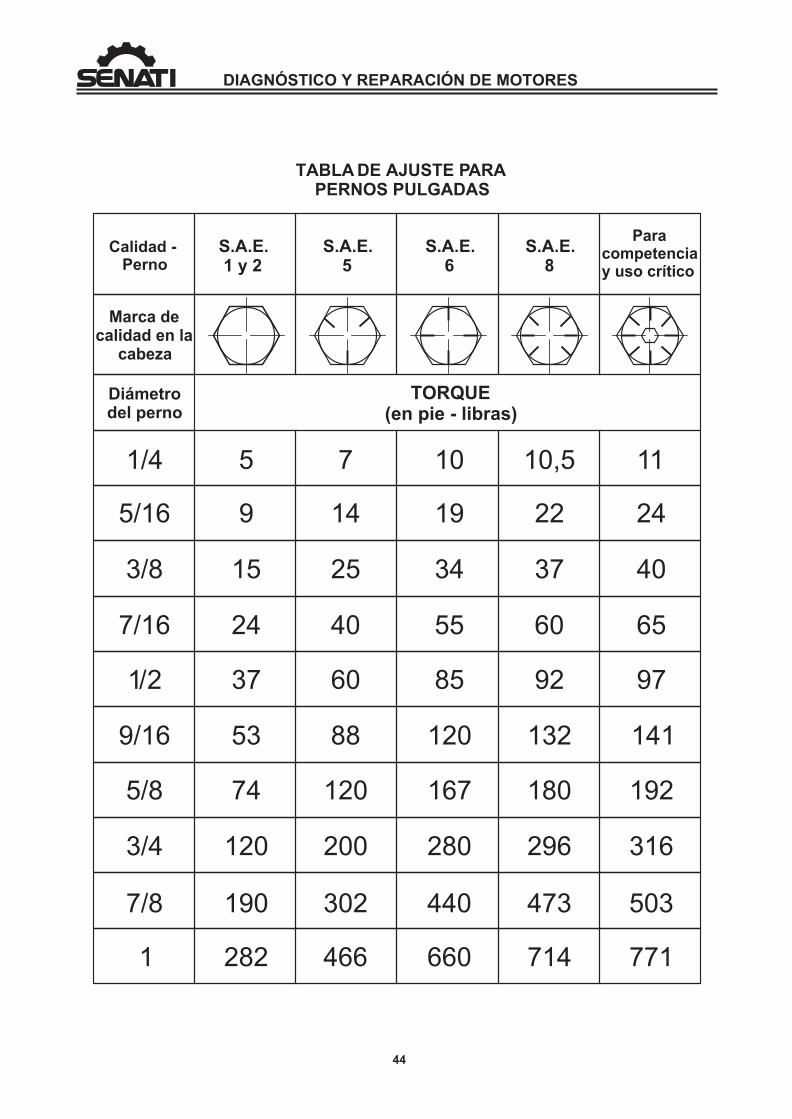
TABLA DE AJUSTE PARA PERNOS PULGADAS
Calidad - Perno
S.A.E. 1 y 2
S.A.E. 5
S.A.E. 6
S.A.E. 8
Para competenciay uso crítico
Marca decalidad en la cabeza
Diámetro del perno
TORQUE(en pie - libras)
1110751/4 10,5
24191495/16 22
403425153/8 37
655540247/16 60
978560371 2/ 92
14112088539/16 132
192167120745/8 180
3162802001203/4 296
5034403021907/8 473
7716604662821 714
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
45
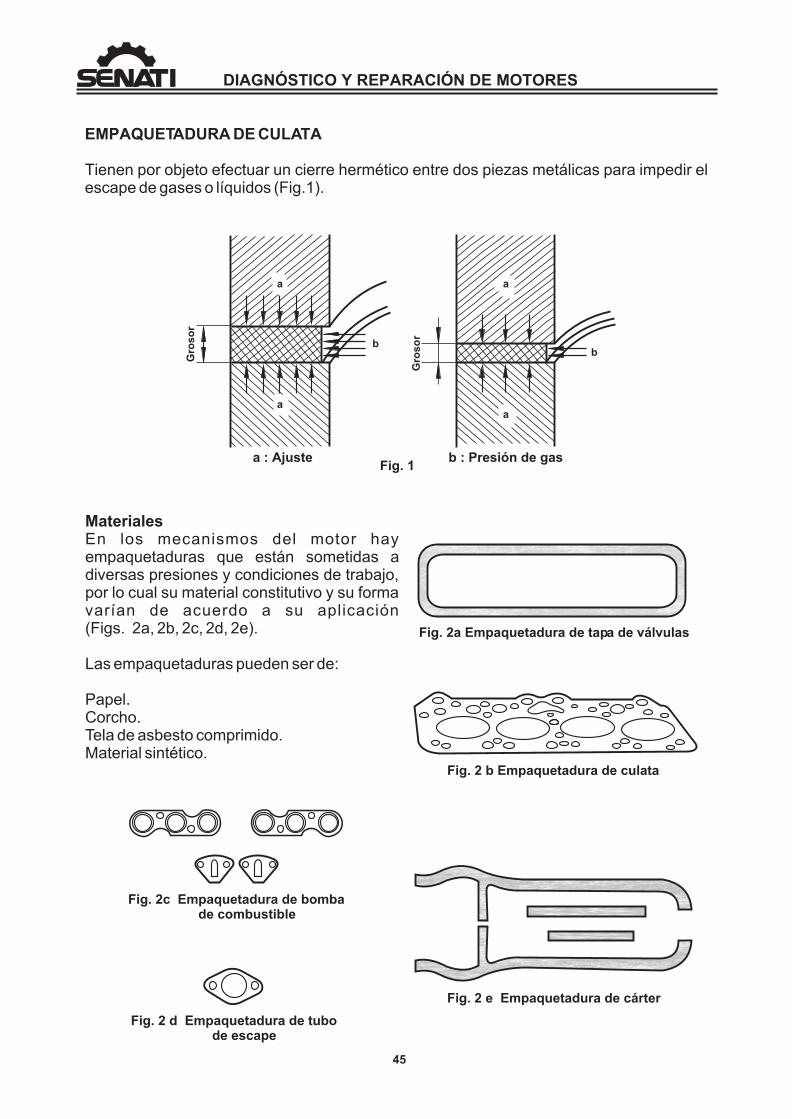
EMPAQUETADURA DE CULATA
Tienen por objeto efectuar un cierre hermético entre dos piezas metálicas para impedir el escape de gases o líquidos (Fig.1).
MaterialesEn los mecanismos del motor hay empaquetaduras que están sometidas a diversas presiones y condiciones de trabajo, por lo cual su material constitutivo y su forma varían de acuerdo a su aplicación (Figs. 2a, 2b, 2c, 2d, 2e).
Las empaquetaduras pueden ser de:
Papel.Corcho.Tela de asbesto comprimido.Material sintético.
a a
aa
a : Ajuste b : Presión de gas
b
Gro
so
r
Gro
so
r
b
Fig. 1
Fig. 2a Empaquetadura de tapa de válvulas
Fig. 2 b Empaquetadura de culata
Fig. 2c Empaquetadura de bomba de combustible
Fig. 2 d Empaquetadura de tubo de escape
Fig. 2 e Empaquetadura de cárter
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
46
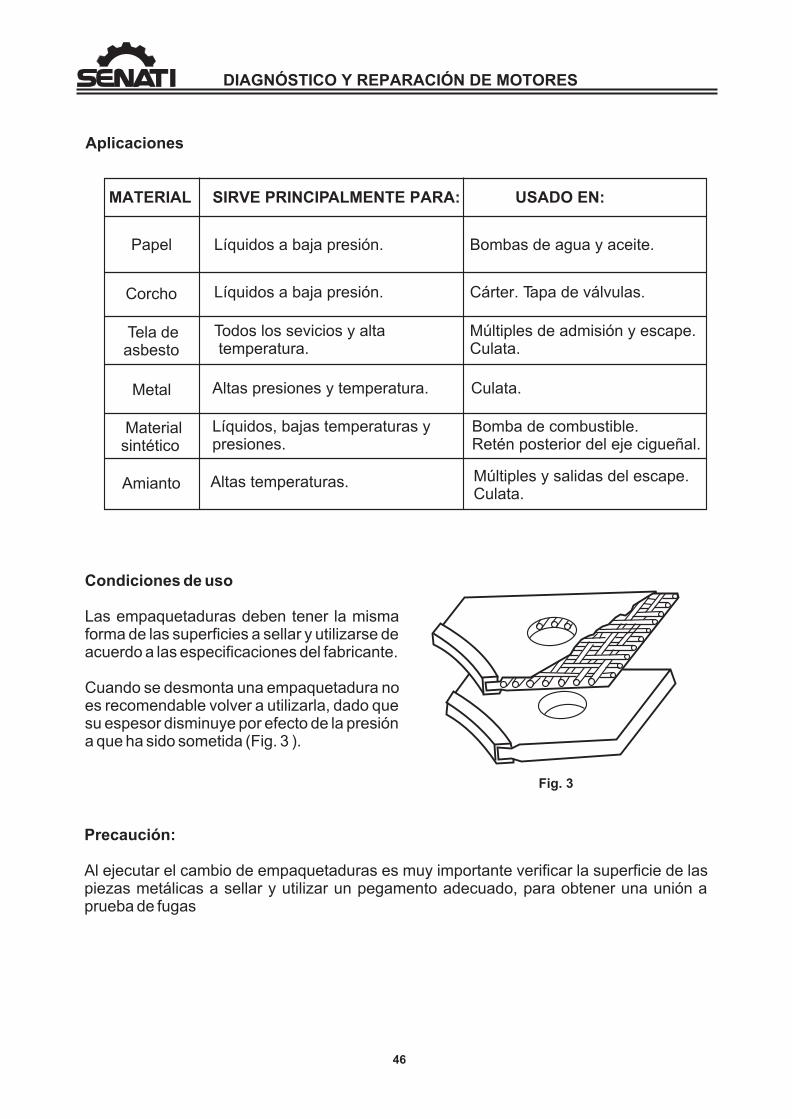
Condiciones de uso
Las empaquetaduras deben tener la misma forma de las superficies a sellar y utilizarse de acuerdo a las especificaciones del fabricante.
Cuando se desmonta una empaquetadura no es recomendable volver a utilizarla, dado que su espesor disminuye por efecto de la presión a que ha sido sometida (Fig. 3 ).
Precaución:
Al ejecutar el cambio de empaquetaduras es muy importante verificar la superficie de las piezas metálicas a sellar y utilizar un pegamento adecuado, para obtener una unión a prueba de fugas
Aplicaciones
MATERIAL SIRVE PRINCIPALMENTE PARA: USADO EN:
Papel Líquidos a baja presión. Bombas de agua y aceite.
Líquidos a baja presión. Cárter. Tapa de válvulas.
Todos los sevicios y alta temperatura.
Múltiples de admisión y escape.Culata.
Altas presiones y temperatura. Culata.
Líquidos, bajas temperaturas ypresiones.
Bomba de combustible.Retén posterior del eje cigueñal.
Altas temperaturas. Múltiples y salidas del escape.Culata.
Corcho
Tela deasbesto
Metal
Materialsintético
Amianto
Fig. 3
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
47
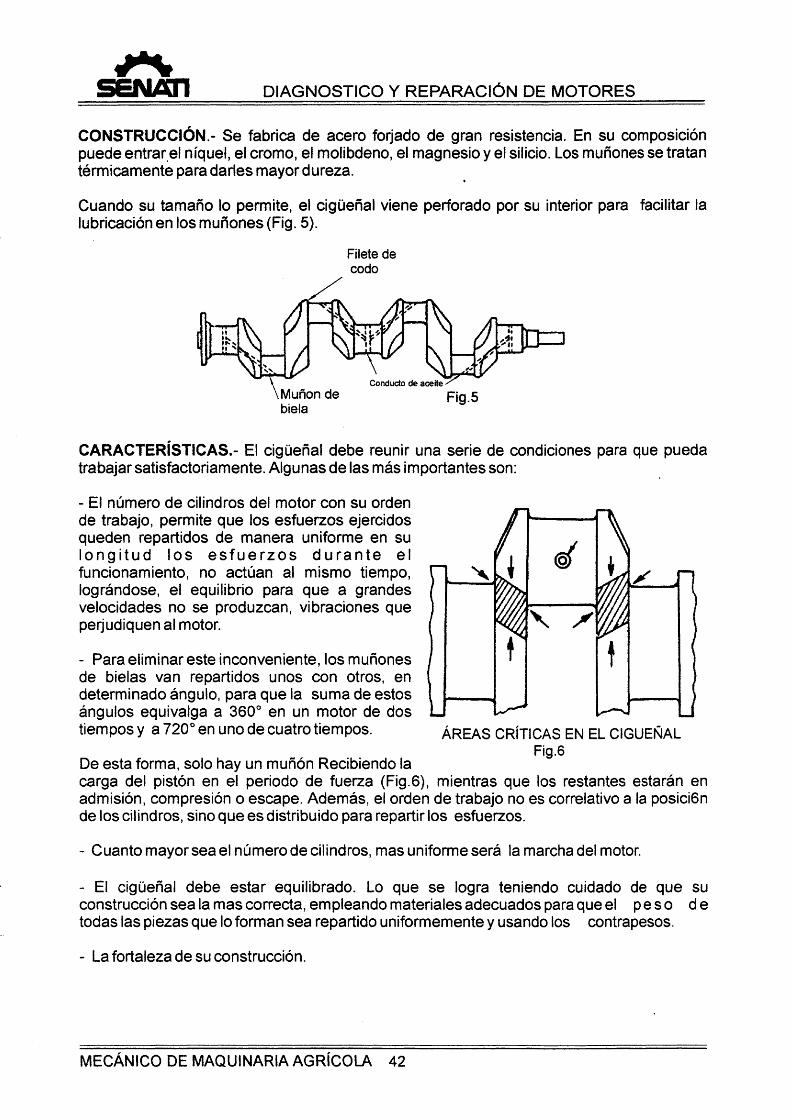
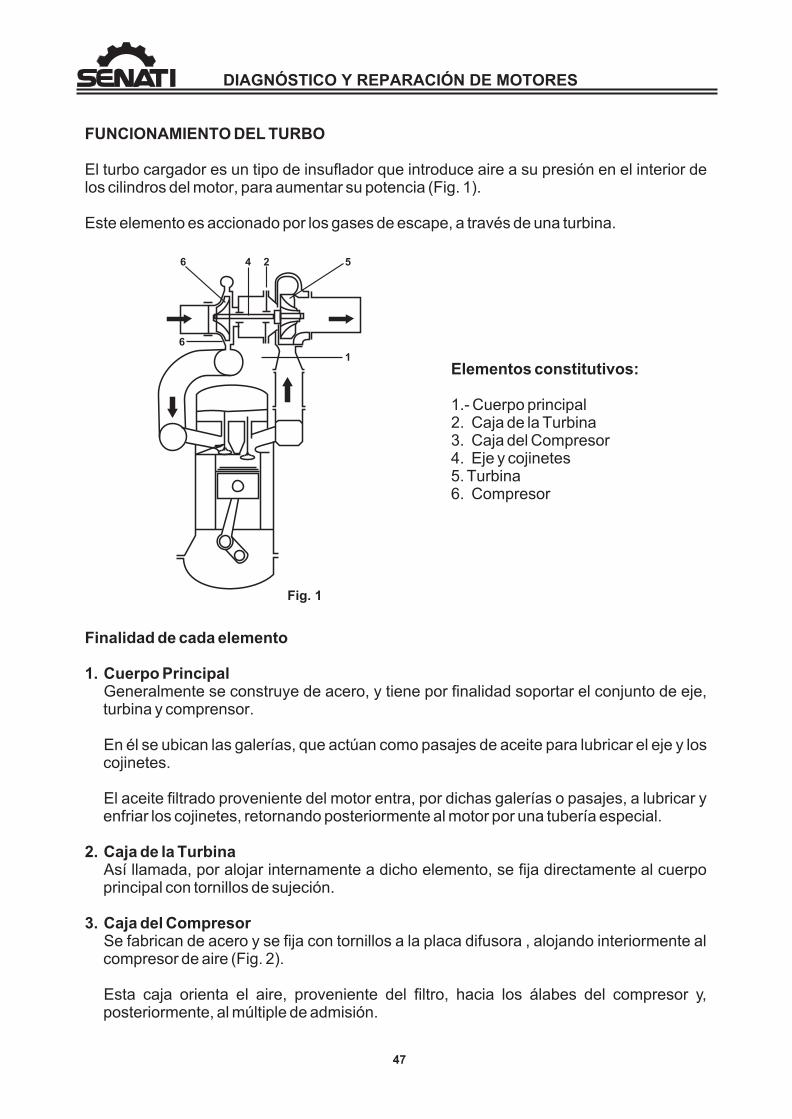
FUNCIONAMIENTO DEL TURBO
El turbo cargador es un tipo de insuflador que introduce aire a su presión en el interior de los cilindros del motor, para aumentar su potencia (Fig. 1).
Este elemento es accionado por los gases de escape, a través de una turbina.
Elementos constitutivos:
1.- Cuerpo principal2. Caja de la Turbina3. Caja del Compresor4. Eje y cojinetes5. Turbina6. Compresor
Finalidad de cada elemento
1. Cuerpo PrincipalGeneralmente se construye de acero, y tiene por finalidad soportar el conjunto de eje, turbina y comprensor.
En él se ubican las galerías, que actúan como pasajes de aceite para lubricar el eje y los cojinetes.
El aceite filtrado proveniente del motor entra, por dichas galerías o pasajes, a lubricar y enfriar los cojinetes, retornando posteriormente al motor por una tubería especial.
2. Caja de la TurbinaAsí llamada, por alojar internamente a dicho elemento, se fija directamente al cuerpo principal con tornillos de sujeción.
3. Caja del CompresorSe fabrican de acero y se fija con tornillos a la placa difusora , alojando interiormente al compresor de aire (Fig. 2).
Esta caja orienta el aire, proveniente del filtro, hacia los álabes del compresor y, posteriormente, al múltiple de admisión.
1
5246
6
Fig. 1
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
48
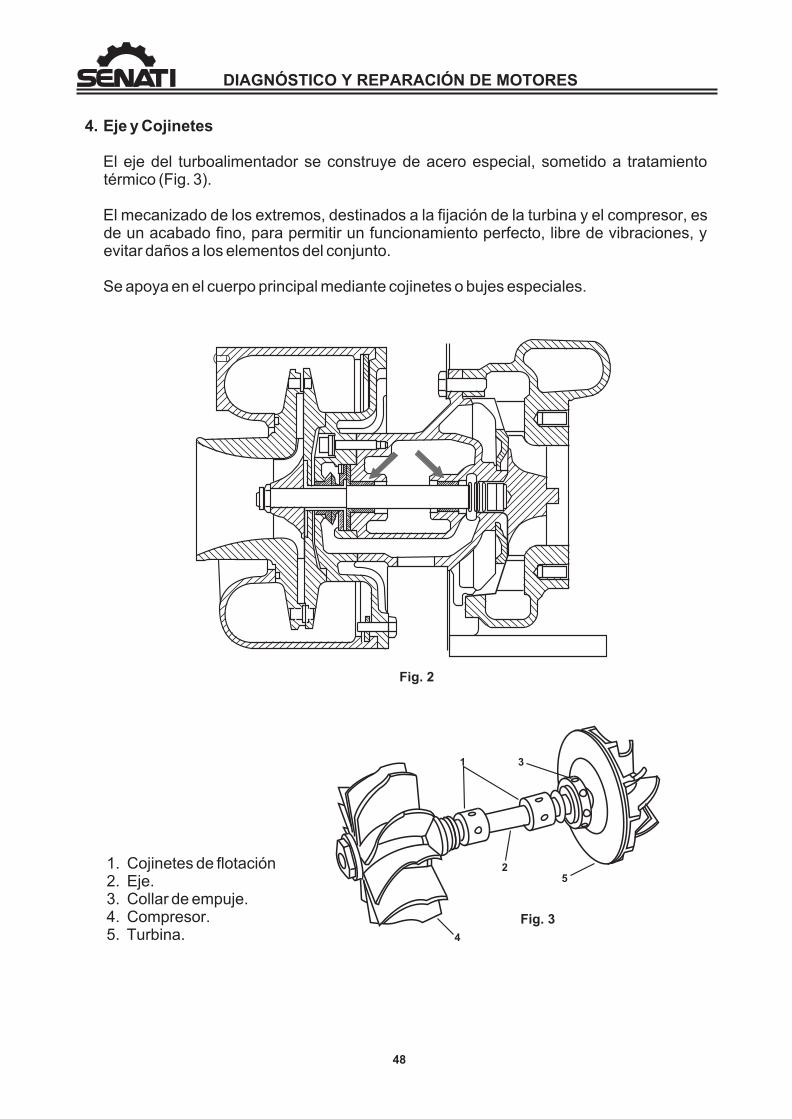
4. Eje y Cojinetes
El eje del turboalimentador se construye de acero especial, sometido a tratamiento térmico (Fig. 3).
El mecanizado de los extremos, destinados a la fijación de la turbina y el compresor, es de un acabado fino, para permitir un funcionamiento perfecto, libre de vibraciones, y evitar daños a los elementos del conjunto.
Se apoya en el cuerpo principal mediante cojinetes o bujes especiales.
1. Cojinetes de flotación2. Eje.3. Collar de empuje.4. Compresor.5. Turbina.
Fig. 2
4
2
31
5
Fig. 3
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
49
5. Turbina
Es el componente del turbo cargador, que transforma la energía de los gases de escape en movimiento rotativo, y que transmite al compresor a través del eje.
Generalmente, se construye de acero especial, para soportar las altas temperaturas a que está sometida, debido al contacto con los gases de escape (Fig. 4).
El conjunto formado por la turbina, el eje y el compresor se encuentra equilibrado de fábrica, a fin de evitar vibraciones que alteren su funcionamiento.
6. Compresor
Se construye, generalmente, con aleaciones de material blando, y en algunos casos, de acero.
Se fija al eje de la turbina y recibe directamente el movimiento de ésta.
Su capacidad de envío de aire a los cilindros depende de la velocidad de rotación transmitida por la turbina, determinada por la carga y la rotación del motor.
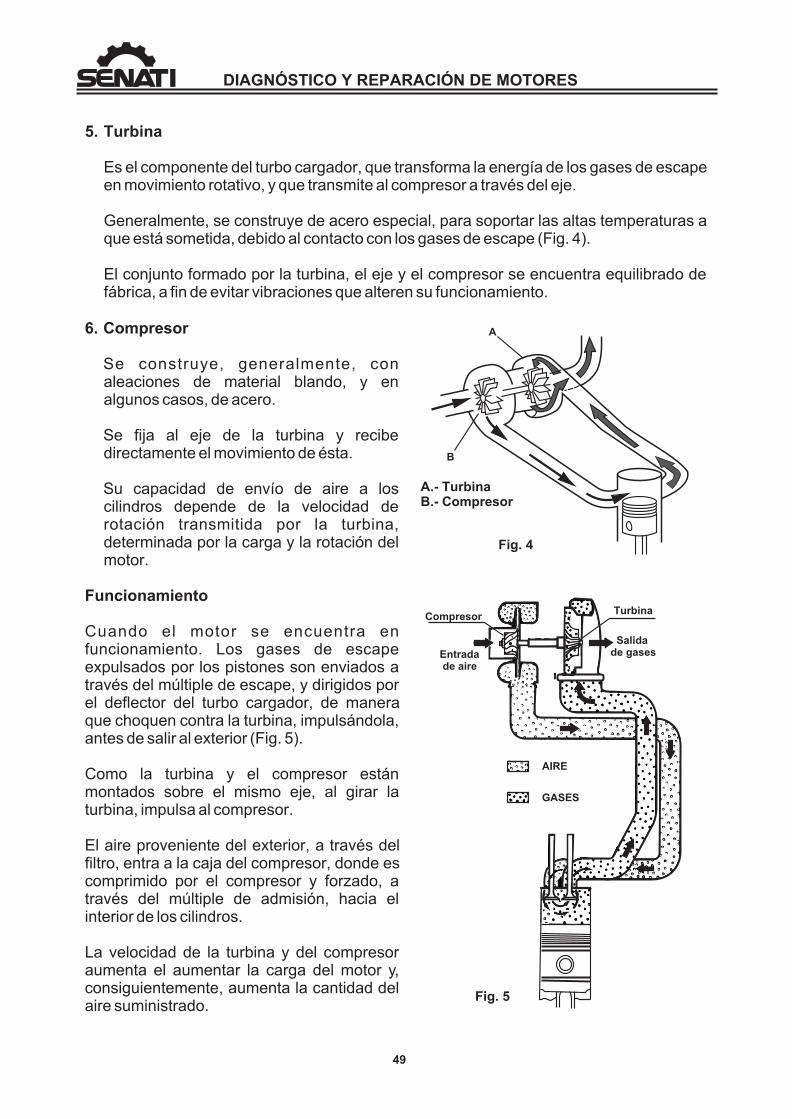
Funcionamiento
Cuando el motor se encuentra en funcionamiento. Los gases de escape expulsados por los pistones son enviados a través del múltiple de escape, y dirigidos por el deflector del turbo cargador, de manera que choquen contra la turbina, impulsándola, antes de salir al exterior (Fig. 5).
Como la turbina y el compresor están montados sobre el mismo eje, al girar la turbina, impulsa al compresor.
El aire proveniente del exterior, a través del filtro, entra a la caja del compresor, donde es comprimido por el compresor y forzado, a través del múltiple de admisión, hacia el interior de los cilindros.
La velocidad de la turbina y del compresor aumenta el aumentar la carga del motor y, consiguientemente, aumenta la cantidad del aire suministrado.
A
B
A.- TurbinaB.- Compresor
Fig. 4
Fig. 5
Compresor
Entrada de aire
AIRE
GASES
Salida de gases
Turbina
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
50
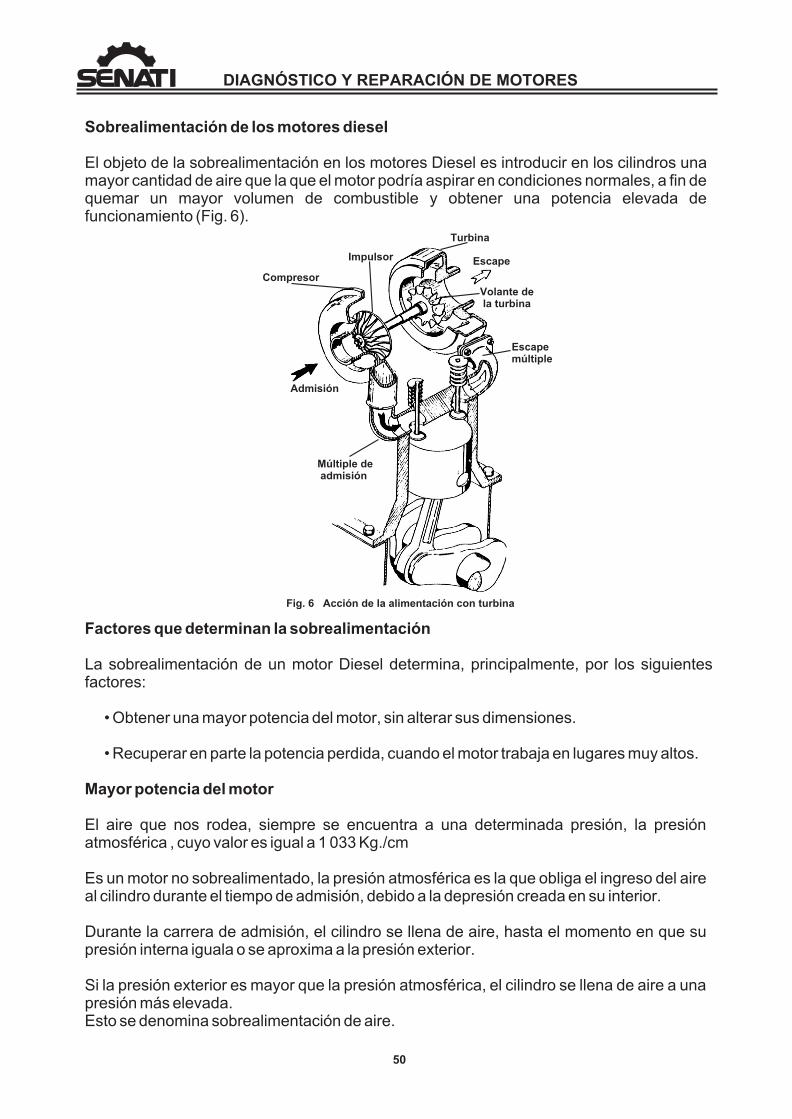
Sobrealimentación de los motores diesel
El objeto de la sobrealimentación en los motores Diesel es introducir en los cilindros una mayor cantidad de aire que la que el motor podría aspirar en condiciones normales, a fin de quemar un mayor volumen de combustible y obtener una potencia elevada de funcionamiento (Fig. 6).
Factores que determinan la sobrealimentación
La sobrealimentación de un motor Diesel determina, principalmente, por los siguientes factores:
• Obtener una mayor potencia del motor, sin alterar sus dimensiones.
• Recuperar en parte la potencia perdida, cuando el motor trabaja en lugares muy altos.
Mayor potencia del motor
El aire que nos rodea, siempre se encuentra a una determinada presión, la presión atmosférica , cuyo valor es igual a 1 033 Kg./cm
Es un motor no sobrealimentado, la presión atmosférica es la que obliga el ingreso del aire al cilindro durante el tiempo de admisión, debido a la depresión creada en su interior.
Durante la carrera de admisión, el cilindro se llena de aire, hasta el momento en que su presión interna iguala o se aproxima a la presión exterior.
Si la presión exterior es mayor que la presión atmosférica, el cilindro se llena de aire a una presión más elevada.Esto se denomina sobrealimentación de aire.
Turbina
Escape
Volante de la turbina
Escapemúltiple
Admisión
Múltiple de admisión
Fig. 6 Acción de la alimentación con turbina
Compresor
Impulsor
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
51
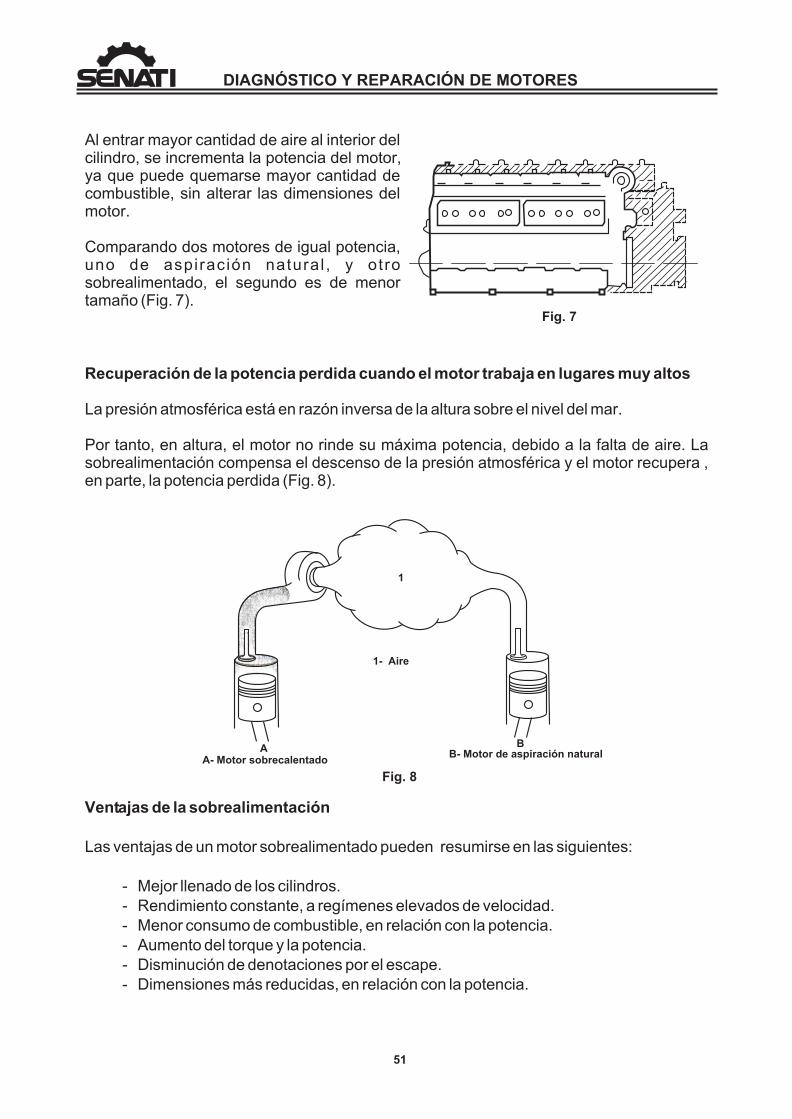
Al entrar mayor cantidad de aire al interior del cilindro, se incrementa la potencia del motor, ya que puede quemarse mayor cantidad de combustible, sin alterar las dimensiones del motor.
Comparando dos motores de igual potencia, uno de aspiración natural , y otro sobrealimentado, el segundo es de menor tamaño (Fig. 7).
Recuperación de la potencia perdida cuando el motor trabaja en lugares muy altos
La presión atmosférica está en razón inversa de la altura sobre el nivel del mar.
Por tanto, en altura, el motor no rinde su máxima potencia, debido a la falta de aire. La sobrealimentación compensa el descenso de la presión atmosférica y el motor recupera , en parte, la potencia perdida (Fig. 8).
Ventajas de la sobrealimentación
Las ventajas de un motor sobrealimentado pueden resumirse en las siguientes:
- Mejor llenado de los cilindros.- Rendimiento constante, a regímenes elevados de velocidad.- Menor consumo de combustible, en relación con la potencia.- Aumento del torque y la potencia.- Disminución de denotaciones por el escape.- Dimensiones más reducidas, en relación con la potencia.
Fig. 7
Fig. 8
AA- Motor sobrecalentado
B- Motor de aspiración naturalB
1
1- Aire
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
52
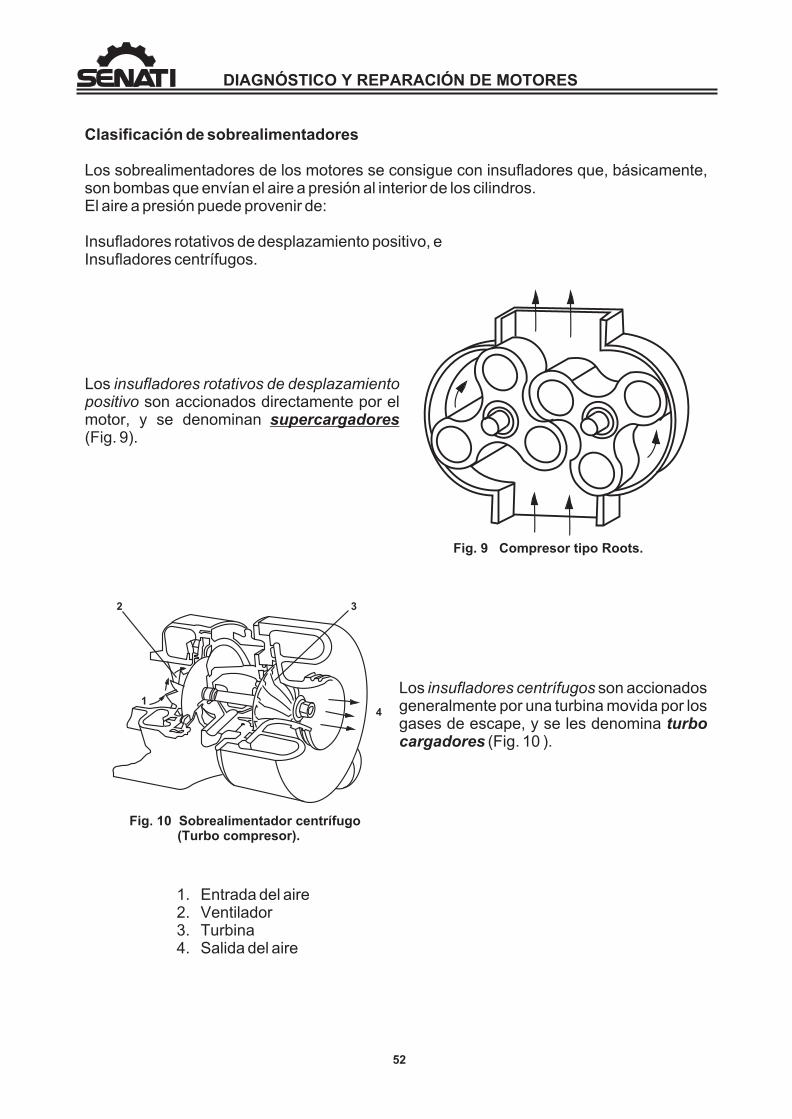
Clasificación de sobrealimentadores
Los sobrealimentadores de los motores se consigue con insufladores que, básicamente, son bombas que envían el aire a presión al interior de los cilindros.El aire a presión puede provenir de:
Insufladores rotativos de desplazamiento positivo, e Insufladores centrífugos.
Los insufladores rotativos de desplazamiento positivo son accionados directamente por el motor, y se denominan supercargadores (Fig. 9).
Los insufladores centrífugos son accionados generalmente por una turbina movida por los gases de escape, y se les denomina turbo cargadores (Fig. 10 ).
1. Entrada del aire2. Ventilador3. Turbina4. Salida del aire
Fig. 9 Compresor tipo Roots.
Fig. 10 Sobrealimentador centrífugo (Turbo compresor).
4
32
1
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
53
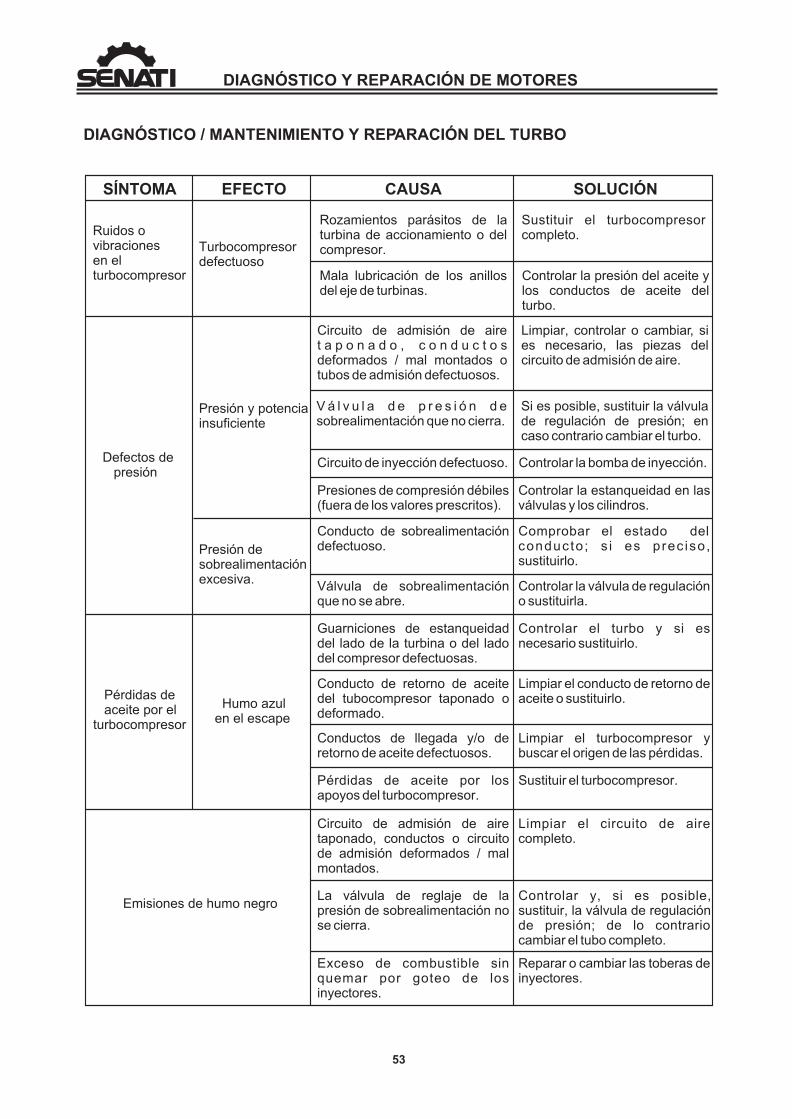
DIAGNÓSTICO / MANTENIMIENTO Y REPARACIÓN DEL TURBO
SÍNTOMA EFECTO CAUSA SOLUCIÓN
Ruidos ovibracionesen el turbocompresor
Defectos de presión
Pérdidas de aceite por el turbocompresor
Turbocompresordefectuoso
Presión y potenciainsuficiente
Presión desobrealimentaciónexcesiva.
Humo azul en el escape
Emisiones de humo negro
Rozamientos parásitos de laturbina de accionamiento o delcompresor.
Mala lubricación de los anillos del eje de turbinas.
Circuito de admisión de aire t a p o n a d o , c o n d u c t o s deformados / mal montados o tubos de admisión defectuosos.
V á l v u l a d e p r e s i ó n d e sobrealimentación que no cierra.
Circuito de inyección defectuoso.
Presiones de compresión débiles (fuera de los valores prescritos).
Conducto de sobrealimentación defectuoso.
Válvula de sobrealimentación que no se abre.
Guarniciones de estanqueidad del lado de la turbina o del lado del compresor defectuosas.
Conducto de retorno de aceite del tubocompresor taponado o deformado.
Conductos de llegada y/o de retorno de aceite defectuosos.
Pérdidas de aceite por los apoyos del turbocompresor.
Circuito de admisión de aire taponado, conductos o circuito de admisión deformados / mal montados.
La válvula de reglaje de la presión de sobrealimentación no se cierra.
Exceso de combustible sin quemar por goteo de los inyectores.
Controlar la estanqueidad en las válvulas y los cilindros.
Comprobar el estado del conducto ; s i es prec iso, sustituirlo.
Controlar la válvula de regulación o sustituirla.
Controlar el turbo y si es necesario sustituirlo.
Limpiar el conducto de retorno de aceite o sustituirlo.
Limpiar el turbocompresor y buscar el origen de las pérdidas.
Sustituir el turbocompresor.
Limpiar el circuito de aire completo.
Controlar y, si es posible, sustituir, la válvula de regulación de presión; de lo contrario cambiar el tubo completo.
Reparar o cambiar las toberas de inyectores.
Controlar la bomba de inyección.
Si es posible, sustituir la válvula de regulación de presión; en caso contrario cambiar el turbo.
Limpiar, controlar o cambiar, si es necesario, las piezas del circuito de admisión de aire.
Controlar la presión del aceite y los conductos de aceite del turbo.
Sustituir el turbocompresor completo.
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
54
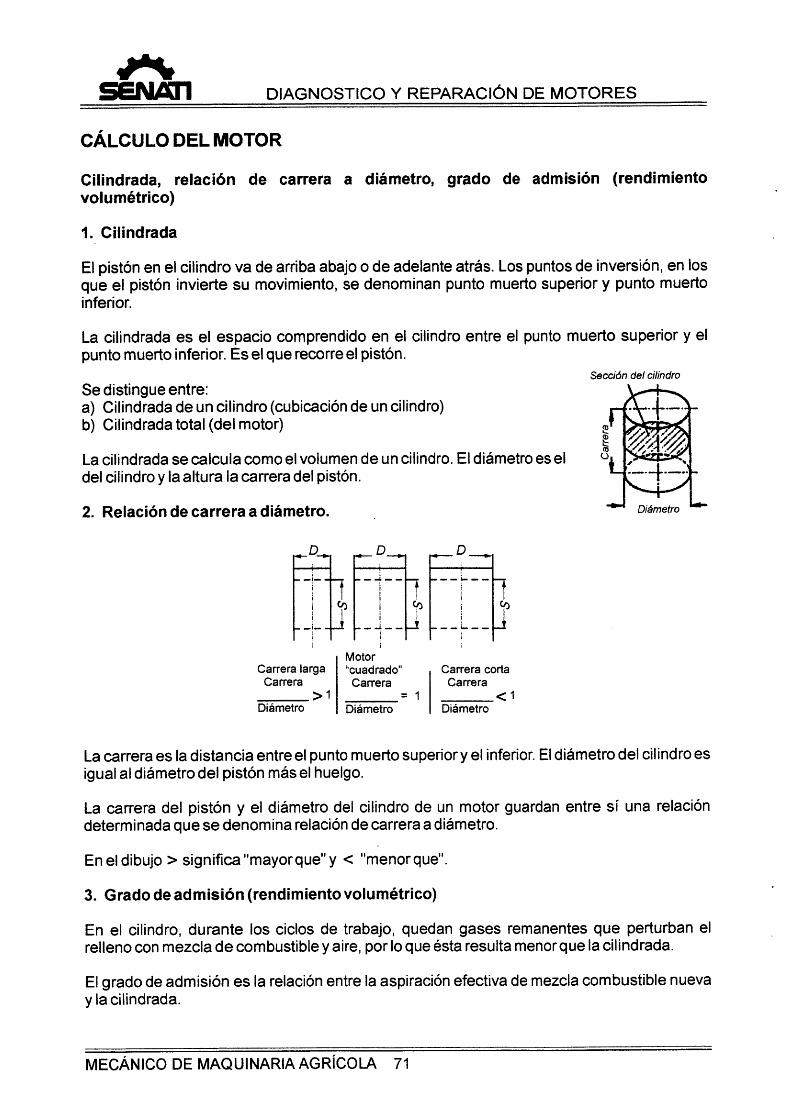
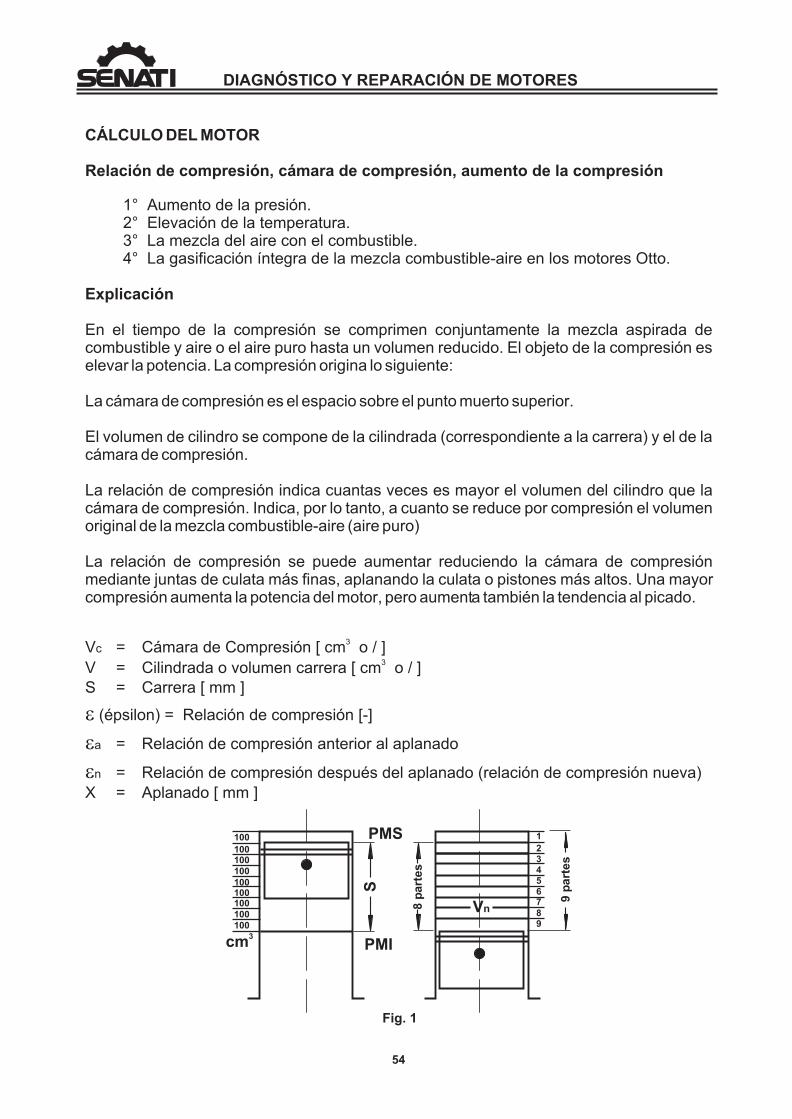
CÁLCULO DEL MOTOR
Relación de compresión, cámara de compresión, aumento de la compresión
1° Aumento de la presión. 2° Elevación de la temperatura.3° La mezcla del aire con el combustible.4° La gasificación íntegra de la mezcla combustible-aire en los motores Otto.
Explicación
En el tiempo de la compresión se comprimen conjuntamente la mezcla aspirada de combustible y aire o el aire puro hasta un volumen reducido. El objeto de la compresión es elevar la potencia. La compresión origina lo siguiente:
La cámara de compresión es el espacio sobre el punto muerto superior.
El volumen de cilindro se compone de la cilindrada (correspondiente a la carrera) y el de la cámara de compresión.
La relación de compresión indica cuantas veces es mayor el volumen del cilindro que la cámara de compresión. Indica, por lo tanto, a cuanto se reduce por compresión el volumen original de la mezcla combustible-aire (aire puro)
La relación de compresión se puede aumentar reduciendo la cámara de compresión mediante juntas de culata más finas, aplanando la culata o pistones más altos. Una mayor compresión aumenta la potencia del motor, pero aumenta también la tendencia al picado.
3Vc = Cámara de Compresión [ cm o / ]
3V = Cilindrada o volumen carrera [ cm o / ]S = Carrera [ mm ]
e (épsilon) = Relación de compresión [-]
ea = Relación de compresión anterior al aplanado
en = Relación de compresión después del aplanado (relación de compresión nueva)
X = Aplanado [ mm ]
100100100100100100100100
1
23456789
100
3cm PMI
S
PMS
Vn8 p
art
es
9 p
art
es
Fig. 1

DIAGNÓSTICO Y REPARACIÓN DE MOTORES
55
Fórmula con ejemplo
1. Relación de compresión
2. Cámara de compresión Despejando en la ecuación anterior se obtiene la fórmula para la cámara de compresión Vc
Aumento de la compresión3.
Un motor tiene una carrera s = 66 mm y e = 9 : 1. La compresión quiere elevarse a 9,5 : 1.¿Cuántos mm hay que aplanar la culata?
Relación decompresión
La cilindrada de cilindro de la Fig. 1 es de 800 cm3 y la cámara de compresión Vc = 100 cm3. Calcular la relación de compresión .
Esto significa que la mezcla de combustible-aire se comprime a la novena parte.
3Dados Vh = 980 cm3, e = 8 : 1 e i = 4, Calcular Vc por cilindro en cm
ObservaciónUtilizar Vh y Vc por cilindro
Volumen carrera + Cámara compresión
Cámara compresión=
= = =
Vh + Vc
Vc[ - ]e =
Vh + Vc
Vc
Vc • e = Vh + Vc
Vc • e = Vc + Vh
Vc • (e - 1) = Vh
800 + 100 100
900 100
9 1
9 : 1e =
= Vh
e - 1
Vc3[ cm o bien ]
=
=
=
= 8,25 - 7,86 = 0,39 mm
= -
-
-
-
S
e - 1a
S
e - 1a
66
9 - 1
66
8
66
8,4
S
e - 1a
S
e - 1a
66
9,4 - 1
X
X
X
X
=
= =
= = = Vh
e - 1 2458 - 1
245 7
Vh
4
980 4
3 245 cmVc
Vc
Vh3
[ cm ]
3= 37 cm
Aplanado = - CarreraCompresión anterior - 1
CarreraCompresión posterior - 1
[ mm ]
[ mm ]
ObservaciónEn la práctica se determina la cámara decompresión llenándola con aceite fluido(Fig. 2)
Vc
Vh
PMS
PMI
S
Fig. 2
56
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
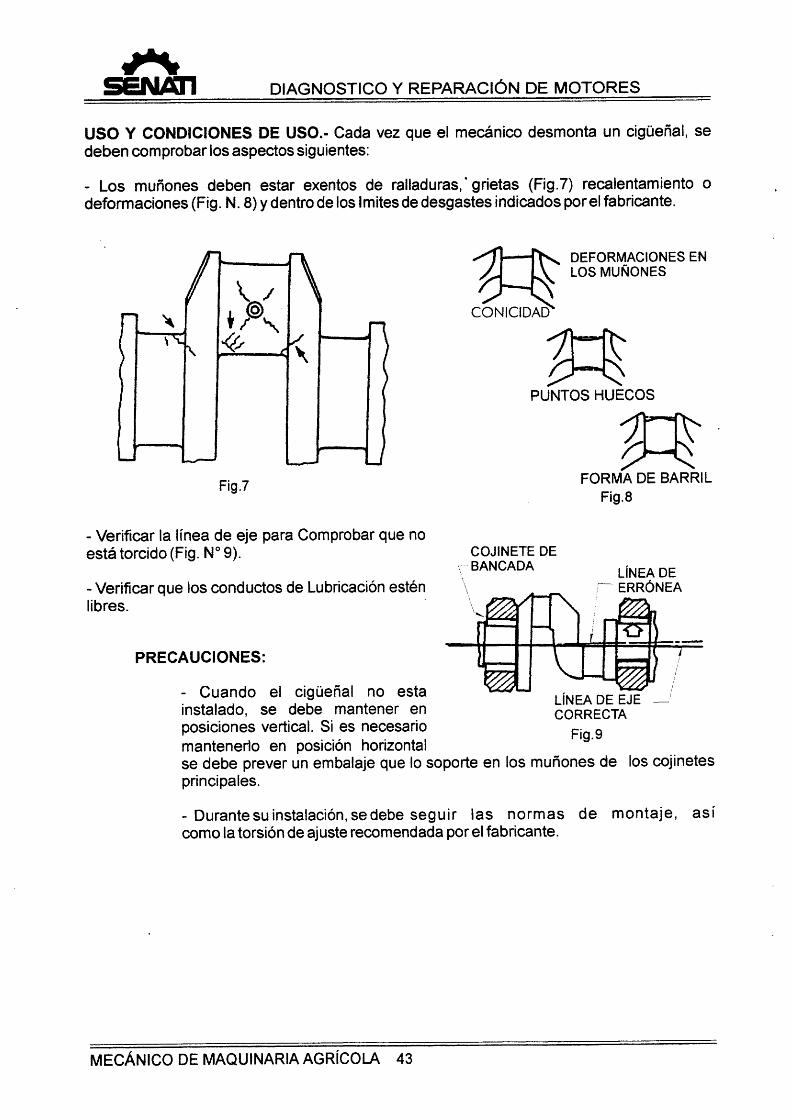
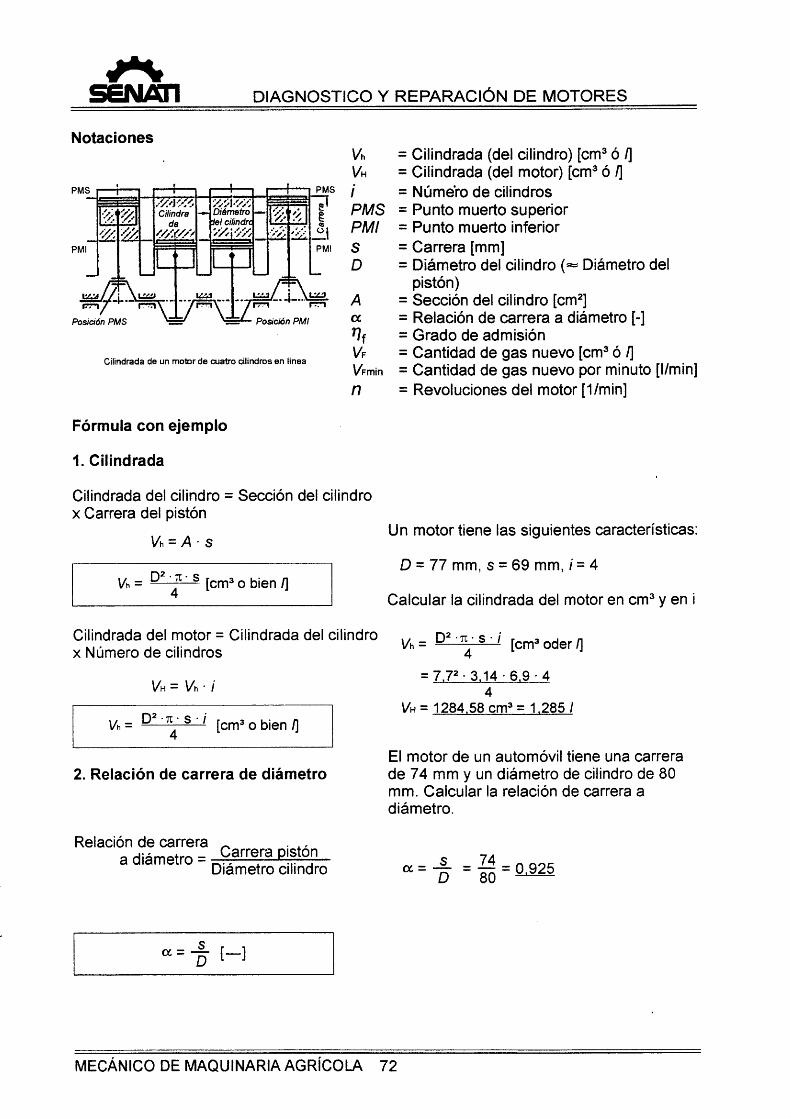
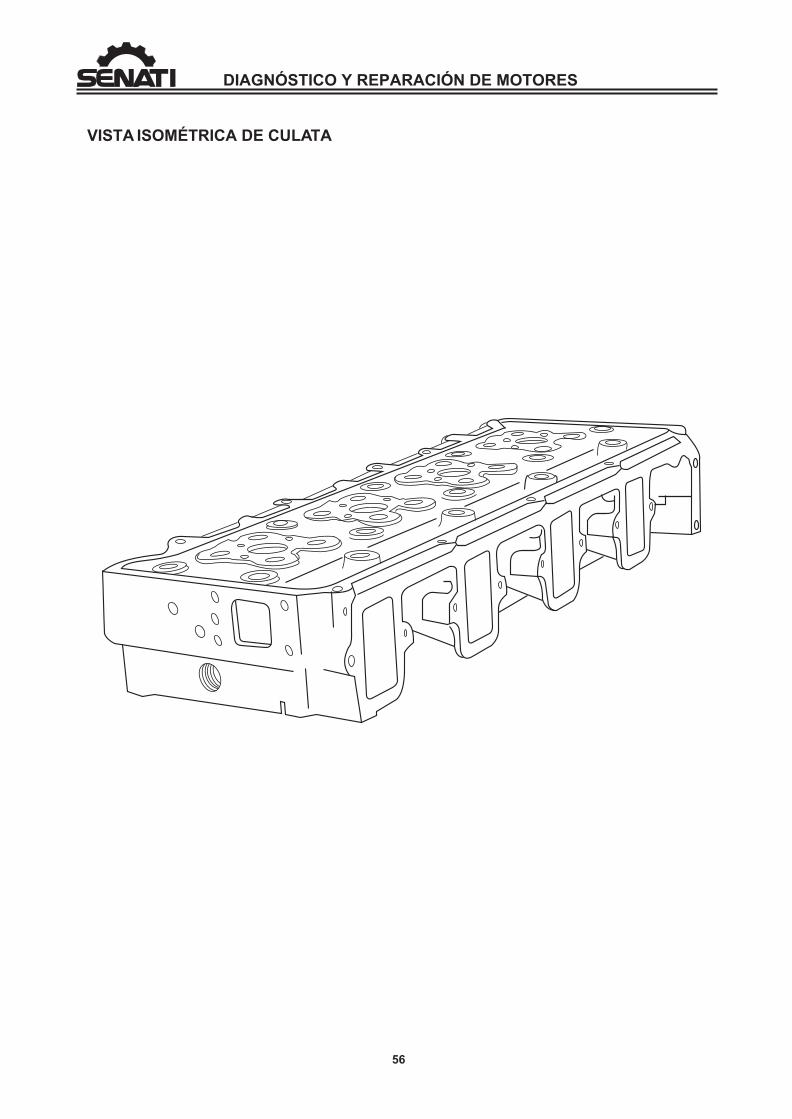
VISTA ISOMÉTRICA DE CULATA
57
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
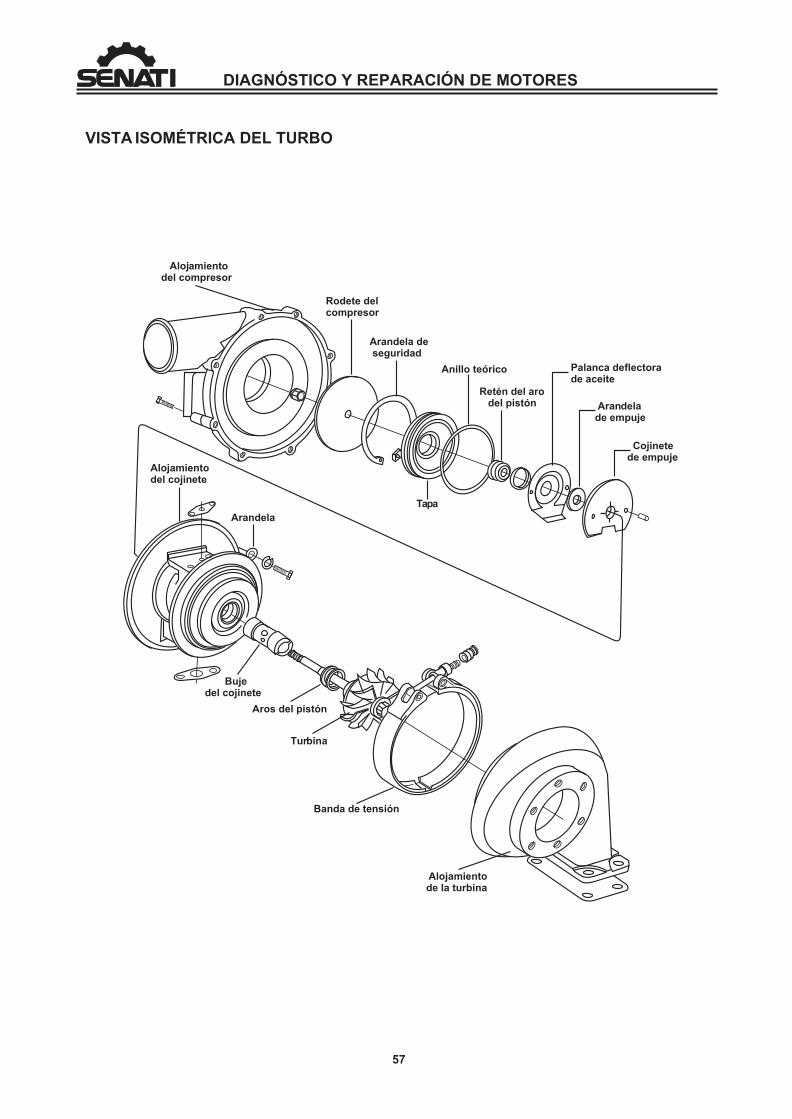
Cojinete de empuje
Arandela de empuje
Palanca deflectora de aceite
Retén del aro del pistón
Anillo teórico
Tapa
Arandela de seguridad
Arandela
Rodete delcompresor
Alojamiento del compresor
Alojamiento del cojinete
Buje del cojinete
Aros del pistón
Turbina
Banda de tensión
Alojamiento de la turbina
VISTA ISOMÉTRICA DEL TURBO
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
58
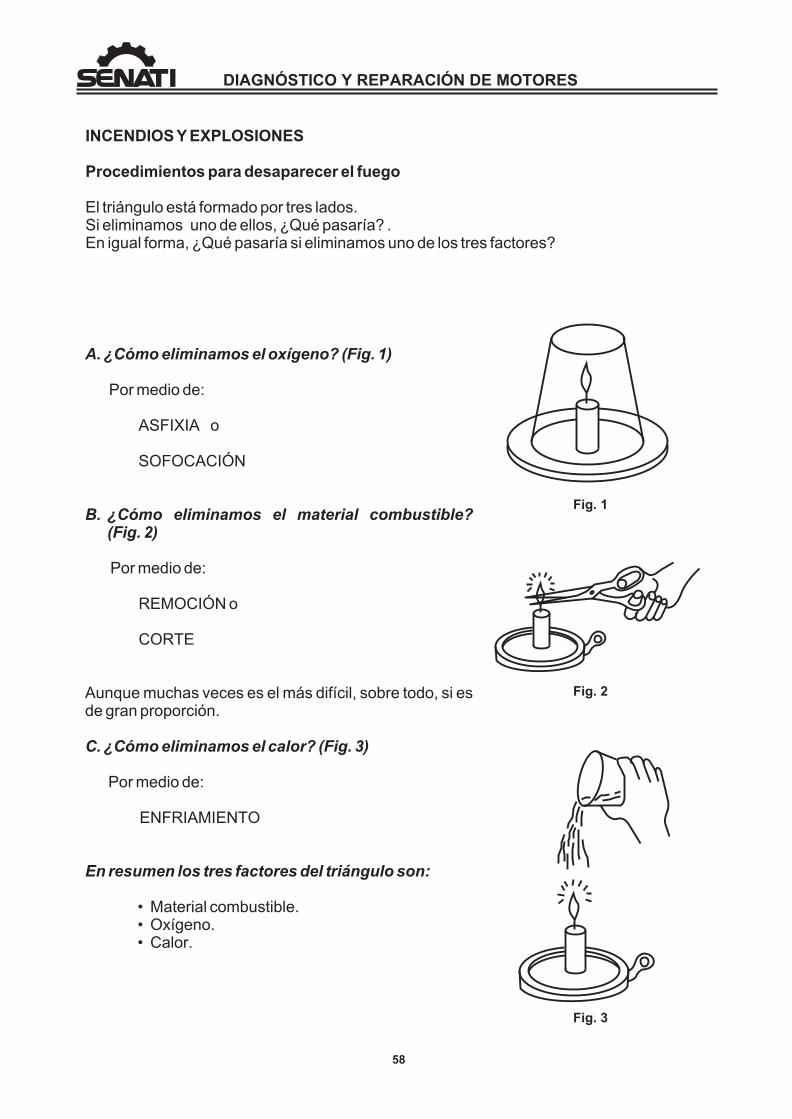
INCENDIOS Y EXPLOSIONES
Procedimientos para desaparecer el fuego
El triángulo está formado por tres lados. Si eliminamos uno de ellos, ¿Qué pasaría? .En igual forma, ¿Qué pasaría si eliminamos uno de los tres factores?
A. ¿Cómo eliminamos el oxígeno? (Fig. 1)
Por medio de:
ASFIXIA o
SOFOCACIÓN
B. ¿Cómo eliminamos el material combustible? (Fig. 2)
Por medio de:
REMOCIÓN o
CORTE
Aunque muchas veces es el más difícil, sobre todo, si es de gran proporción.
C. ¿Cómo eliminamos el calor? (Fig. 3)
Por medio de:
ENFRIAMIENTO
En resumen los tres factores del triángulo son:
• Material combustible.• Oxígeno.• Calor.
Fig. 1
Fig. 2
Fig. 3
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
59
Tipos de explosiones
1.- Explosión por oxidación muy rápida de aireEste tipo de explosión, tiene como resultado la liberación de energía generada por la oxidación muy rápida de un vapor, gas o polvo inflamable en un lugar cerrado. Se necesita tres condiciones:
- Una concentración explosiva de vapor, gas o polvo en el aire.- Una fuente de ignición.- Un lugar cerrado.
Ejemplos: Explosión de vapores de gasolina y aire; explosión de aire y butano, propano o metano; explosiones de polvo de almidón, de aire y vapores de acetano, etc.
2.- Explosión por descomposición muy rápidaEste tipo de explosión se produce por la liberación instantánea de energía, producida por el material inestable. Se necesita dos condiciones:
- Una materia inestable (explosivo), y- Un procedimiento de denotación, sea por calor o choque mecánico.
Ejemplos: TNT, o dinamita, pólvora negra, propulsores de cohetes, nitratos de amoníaco, bisulfuro de carbonato, etc. (Fig. 4).
3.- Explosión por exceso de presiónResulta este tipo de explosión debido a la liberación instantánea de energía, generada por un exceso de presión en los recipientes, calderas o envases. El receptáculo que estalla puede contener líquido, aire, vapor, gases o sólidos.
La explosión puede producirse por instalación inadecuada, mal funcionamiento de dispositivos aliñadores de presión, calentamiento localizado o materias inestables dentro del recipiente.
4.- Explosión nuclearLa liberación instantánea de energía creada por fusión nuclear, como sucede con la bomba de hidrógeno, o por fisión nuclear, como sucede con la bomba de uranio (Figs. 5, 5-1).
Fig. 5 Explosión nuclear Fig. 5-1 Bomba de hidrógenoFig. 4 Explosión por descomposición
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
60
Clasificación de explosiones
Los explosivos se dividen en tres clases:
A.- Los explosivos clase “A” representan el mayor riesgo en potencia de ductibilidad.Entre los principales, tenemos: la dinamita o TNT, trinitotuoleno, etc. (Fig. 6).
B.- Los explosivos de clase “B” son menos peligrosos, y generalmente se les considera como riegos e incandescencia rápida.La pólvora sin humo, la pólvora negra y otros, son los más comunes (Fig. 7).
C.- Los explosivos clase “C” representan el mayor riesgo de explosión; pero, de todos modos, se les considera más peligrosos cuando están en grandes cantidades.
Las explosiones, más considerables son las producidas por fulminantes de juguetería y otros juegos artificiales (Fig. 8).
Peligros de explosión
1. Calderas o generadores de vapor (Fig. 9).En la actualidad, es posible prevenir a evitar todo tipo de explosiones en las calderas, si:• Las calderas son constituidas e instaladas con las técnicas vigentes nacionales
internacionales; • Las calderas son operadas por personal competente, con certificado de
competencia. • Las calderas son inspeccionadas regularmente por personas idóneas.
DIPLOMA
DE
OPERADOR
COMPETENTE O
INGENIE
RO
INSPECCIÓN DE
CALDERAS
FICATIR
D
E
O
C
POLVORA
COHETECILLOST.N.T
Fig. 6 Fig. 7 Fig. 8
Fig. 9
G’
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
61
Las explosiones de las calderas de vapor son causados, en su mayoría, por evación u grado de ebullición determinada a su vez por la presión a la que está sometida el agua (Fig. 10).
Ejemplo:2
Bajo una presión de 100 lb / pulg , el punto de grado de ebullición de agua es de 337°F a 124°C, por encima de su punto de ebullición, a la presión atmosférica. Si la presión se deja escapar rápidamente, al romperse la parte del receptáculo que la contiene, parte del agua estallará con violencia en forma del vapor. Con frecuencia, produce un efecto de cohete
que arroja la cubierta del generador a centenares de metros e distancia.
2. Calentadores, generadores pequeños, diversos (Fig. 11).Casi toda las normas sobre generadores excluyen las que funcionan a baja presión (generalmente, a menos de 15 lb / pulg2).
No debe desestimarse a violencia con que puede escalar aún el más pequeño de ellos.Todo recipiente, por pequeño que sea, si se calienta el agua y su salida normal se cierra o se tapa, se convierte de hecho en un generador a vapor; si es mayor la resistencia de recipiente, estallará e forma destructora.
Las frecuentes explosivos de estos aparatos de baja presión indican que no se ha reparado suficientemente en este sencillo hecho, por lo que debe tomarse cuidadosa nota de los riesgos inherentes a los recipientes de presión térmica.
Fig. 10
Fig. 11
Válvula de salida
Válvula de seguridad
Manómetro
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
62
HOJA DE TRABAJO
01.- ¿Qué misión tiene la instalación del sistema de admisión y escape?
02.- ¿Qué función tiene la culata?
03.- ¿A qué solicitaciones está sometido la culata?
04.- ¿De qué material están construidas las culatas?
05.- ¿Cuál es la misión de la junta de culata?
06.- ¿A qué solicitaciones están sometidas las juntas de culata?
07.- ¿Qué perturbaciones puede producir un descenso de presión?
08.- ¿Cómo puede verificarse en cuánto a estanqueidad una junta de culata?
09.- ¿Por qué hay que emplear juntas de culata con anillos redondeados cuando las
camisas no sobresalen en los cilindros?
10.- ¿Qué ventajas ofrece un motor con Turbo cargador?
11.- El motor de un tractor tiene una carrera de 85,28mm. La compresión se ha de elevar
de 9,2 : 1 a 9,5 : 1 ¿Cuántos mm. hay que aplanar la culata?
312.- Un motor Diesel de cuatro cilindros tiene una cilindrada total de 1992 cm y una
3cámara de compresión de 62,25cm por cilindro. ¿Cuál es su relación de compresión?
13.- Un motor tiene S=81mm, D=76mm y e = 8,5 :1. La compresión se ha de elevar a 9 :1.
a) Calcular el aplanado X en mm.
3b) Calcular Vc por cilindro en cm , antes y después del aplanado.
314.- ¿Cuál es la relación de compresión de un motor de 50 cm y una cámara de
3compresión de 8 cm ?
3 15.- Un motor monocilíndrico tiene una cilindrada de 245,4 cm y una relación de
3compresión e = 7 :1 ¿Cuál es el volumen de su cámara de compresión, en cm ?
16.- ¿En qué unidades viene dado el nivel de ruido?
17.- ¿Qué nivel puede tener el ruido del escape y de la marcha en un tractor?
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
63
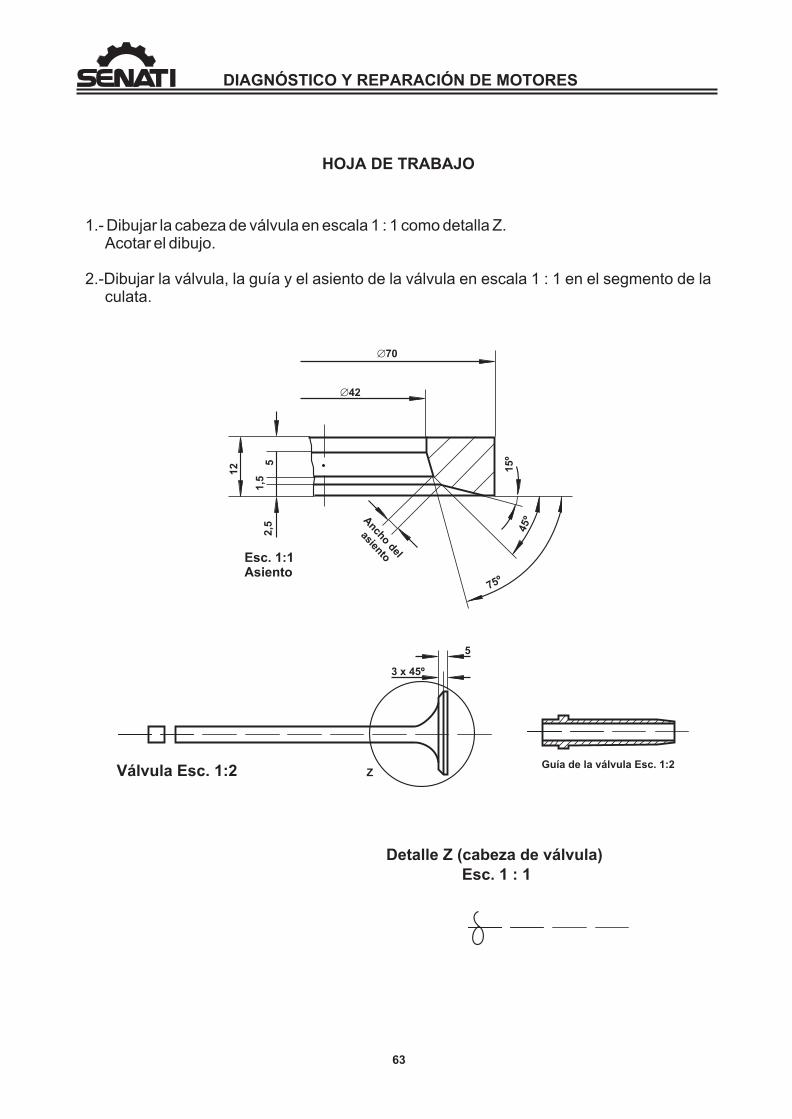
1.- Dibujar la cabeza de válvula en escala 1 : 1 como detalla Z.Acotar el dibujo.
2.-Dibujar la válvula, la guía y el asiento de la válvula en escala 1 : 1 en el segmento de la culata.
Detalle Z (cabeza de válvula)Esc. 1 : 1
Válvula Esc. 1:2
5
3 x 45º
ZGuía de la válvula Esc. 1:2
1,5
15
º
Esc. 1:1Asiento
2,5 45º
75º
Ancho del
asiento
5
12
Æ42
Æ70
HOJA DE TRABAJO
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
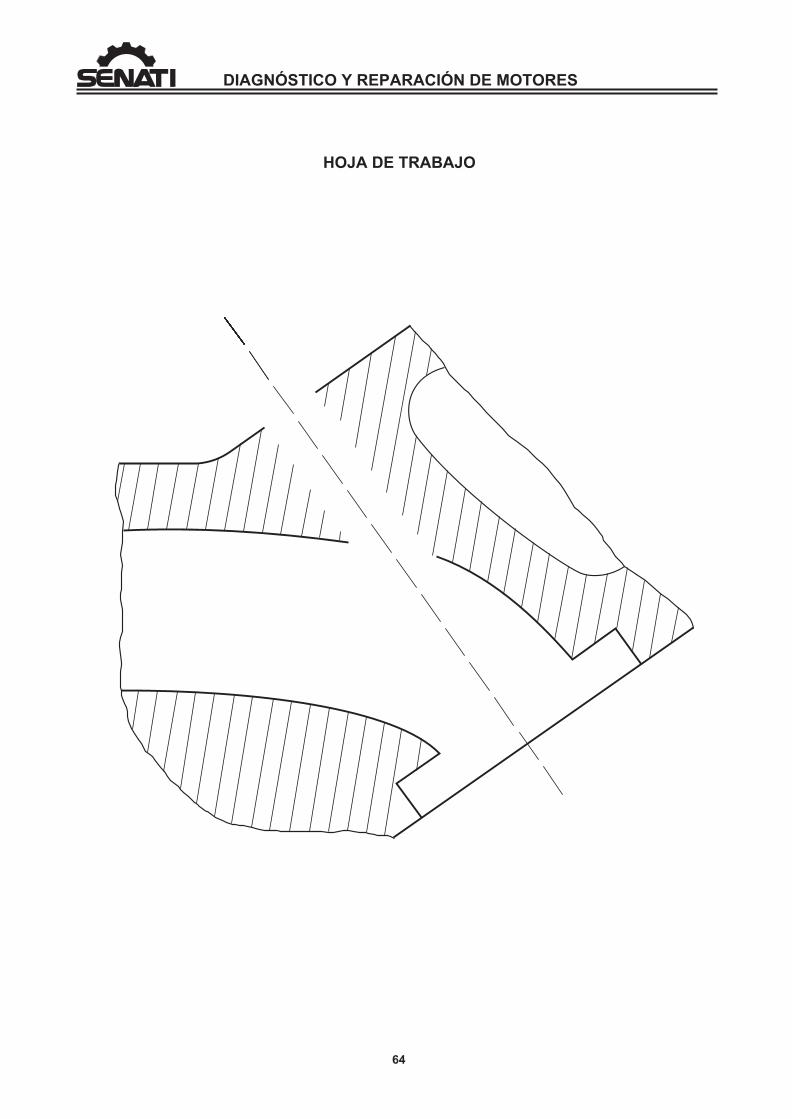
HOJA DE TRABAJO
64
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
65
Chapa de presión
Platillo del resorte
Segurosde válvula
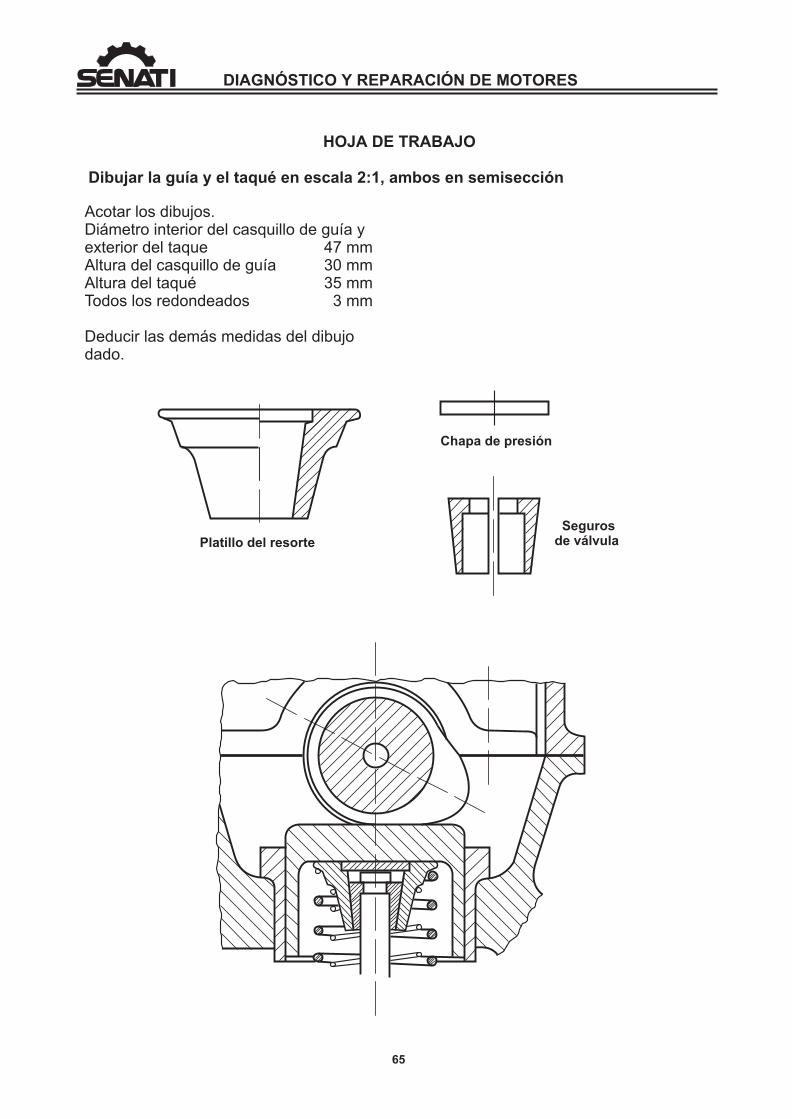
Dibujar la guía y el taqué en escala 2:1, ambos en semisección
Acotar los dibujos.Diámetro interior del casquillo de guía y exterior del taque 47 mmAltura del casquillo de guía 30 mmAltura del taqué 35 mmTodos los redondeados 3 mm
Deducir las demás medidas del dibujo dado.
HOJA DE TRABAJO
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
66
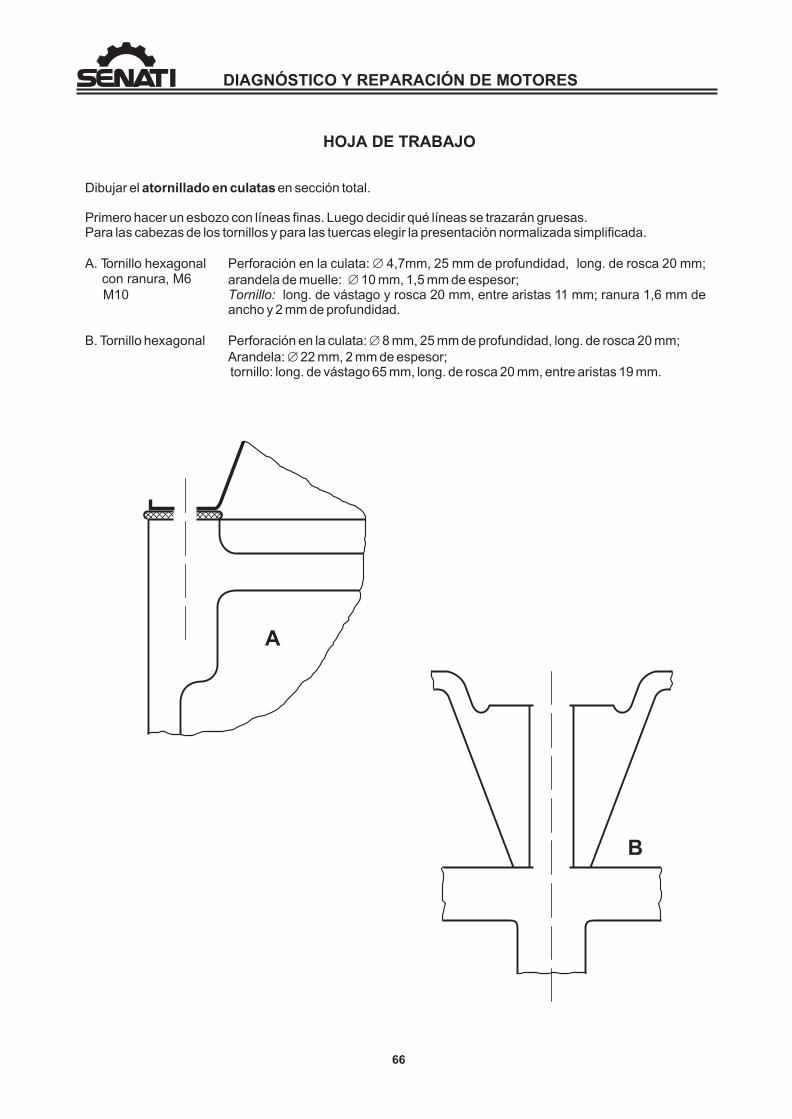
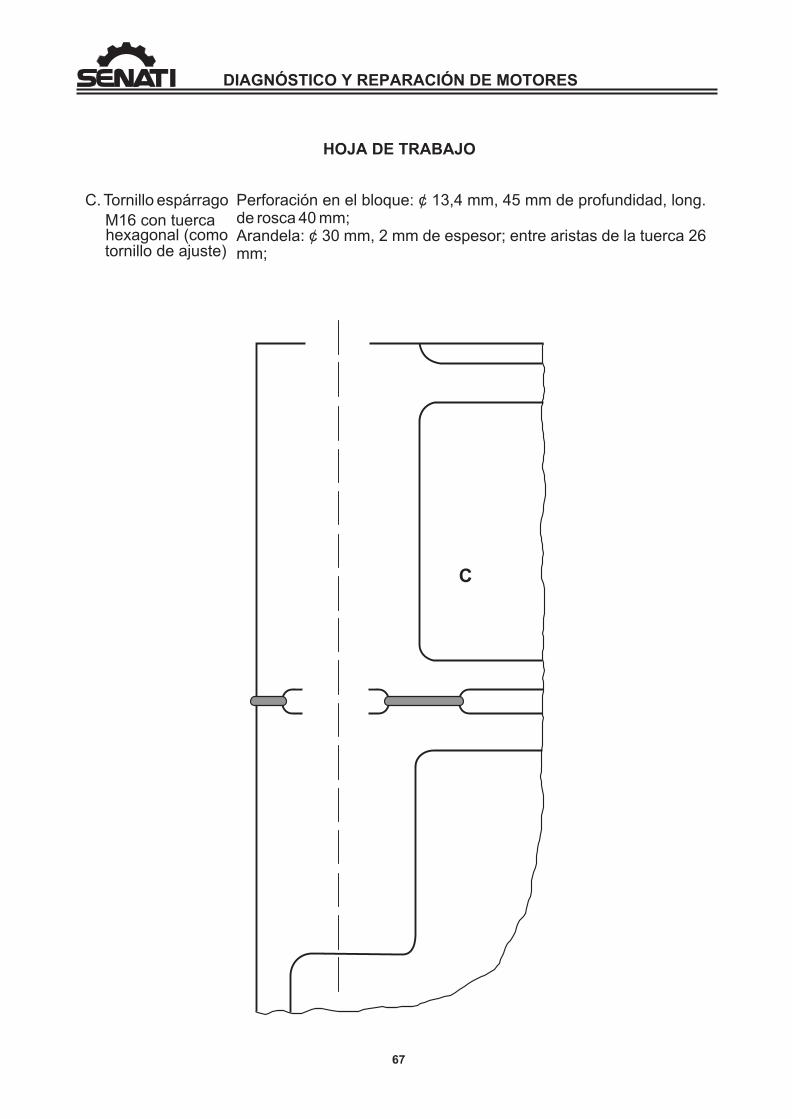
Dibujar el atornillado en culatas en sección total.
Primero hacer un esbozo con líneas finas. Luego decidir qué líneas se trazarán gruesas.Para las cabezas de los tornillos y para las tuercas elegir la presentación normalizada simplificada.
A. Tornillo hexagonal Perforación en la culata: Æ 4,7mm, 25 mm de profundidad, long. de rosca 20 mm; arandela de muelle: Æ 10 mm, 1,5 mm de espesor;Tornillo: long. de vástago y rosca 20 mm, entre aristas 11 mm; ranura 1,6 mm de ancho y 2 mm de profundidad.
B. Tornillo hexagonal Perforación en la culata: Æ 8 mm, 25 mm de profundidad, long. de rosca 20 mm; Arandela: Æ 22 mm, 2 mm de espesor; tornillo: long. de vástago 65 mm, long. de rosca 20 mm, entre aristas 19 mm.
con ranura, M6 M10
A
B
HOJA DE TRABAJO
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
67
C
C. Tornillo espárrago Perforación en el bloque: ¢ 13,4 mm, 45 mm de profundidad, long. de rosca 40 mm; Arandela: ¢ 30 mm, 2 mm de espesor; entre aristas de la tuerca 26 mm;
M16 con tuerca
tornillo de ajuste) hexagonal (como
HOJA DE TRABAJO
BIBLIOGRAFÍA
01. MANUAL DE MOTORES SWISSCONTACT.
02. MANUAL DE VEHÍCULOS PESADOS EDICIÓN CULTURAL.
03. MATEMÁTICA APLICADA DEL AUTOMÓVIL G.T.Z.
04. MANUAL DE REPARACIÓN DE KOMATSU.
05. MANUAL DE TALLER JHON DEERE.
06. MANUAL DE TALLER MASSEY FERGUSON.
DIAGNÓSTICO Y REPARACIÓN DE MOTORES
PROPIEDAD INTELECTUAL DEL SENATI PROHIBIDA SU REPRODUCCIÓN Y VENTA SIN LA AUTORIZACIÓN
CORRESPONDIENTE
CÓDIGO DE MATERIAL EDICIÓN 43 JUNIO 2004
CÓDIGO : 89000046