Tema 2 - Conglomerantes
70
Escuela Técnica Superior de Ingeniería Universidad de Sevilla Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Tecnología de Materiales de Construcción Tema II: Conglomerantes y aglomerantes José A. González Pérez
-
Upload
pablo-monleon -
Category
Documents
-
view
229 -
download
2
description
Tecnología de Materiales de Construcción- Ingeniería Civil Universidad de Sevilla
Transcript of Tema 2 - Conglomerantes

Escuela Técnica Superior de Ingeniería Universidad de Sevilla
Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería
Tecnología de Materiales de Construcción
Tema II: Conglomerantes y aglomerantes José A. González Pérez

1
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

Introducción
• Ligantes y conglomerantes: – Materiales que aportan cohesión a las partículas de
árido. – Hay dos grandes grupos:
• Cales aéreas y conglomerantes hidráulicos y puzolánicos. • Ligantes hidrocarbonados.
• Cales aéreas: – Endurecen en presencia del CO2 del aire. – Principales aplicaciones.
• Estabilización de suelos arcillosos para explanadas. • Polvo mineral para fabricar mezclas bituminosas. • Reciclaje de firmes.
2

Introducción
• Conglomerantes hidráulicos: – Endurecen en presencia de agua – El más utilizado es el cemento – Principales aplicaciones en IC
• Hormigón • Estabilización de suelos para explanadas • Capas de árido tratadas • Polvo mineral para fabricar mezclas bituminosas
3

Introducción
• Conglomerantes puzolánicos: – Endurecen en presencia de agua
y un catalizador (cales aéreas) – Los principales conglomerantes puzolánicos son:
• Las cenizas volantes silicoaluminosas (carbón de hulla). • Las escorias granuladas de alto horno (arrabio). • Las puzolanas naturales.
– Principales aplicaciones: alternativa al cemento, pero sólo cerca de centros de producción 4
Las puzolanas son materiales silíceos o alumino-silíceos a partir de los cuales se producía históricamente el cemento, desde la antigüedad Romana hasta la invención del cemento Portland en el siglo XIX. Hoy en día el cemento puzolánico se considera un ecomaterial.

Introducción
• Ligantes hidrocarbonados – Materiales aglomerantes compuestos por
mezclas complejas de hidrocarburos – En carreteras:
• Betunes asfálticos y sus derivados. • Alquitranes, destilación hulla (prohibidos) • A menor escala también se utilizan los asfaltos naturales
5
8Asfalto natural 9
9

Introducción
• El hormigón
6
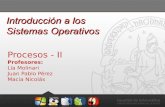
Concrete is basically a mixture of two components: aggre-gates and paste. The aggregate component is normallycomprised of sand and gravel or crushed stone. The pastecomponent is normally comprised of cementing materials,(portland cement with or without supplementary cement-ing materials), water, and air. The paste, acting like a glue,hardens due to a chemical reaction between the cementand water and binds the aggregates together into a rock-like mass—which is known as concrete (Fig. 1-1)*.
Aggregates are generally divided into two groups: fineand coarse. Fine aggregates consist of natural or manufac-tured sand with particle sizes ranging up to 10 mm; coarseaggregates are particles retained on the 1.25 mm sieve andranging up to 150 mm in size. The most commonly usedmaximum size of coarse aggregate is 20 mm.
The paste is usually composed of cementing mate-rials, water, and entrapped air or purposely entrained air.
CHAPTER 1Fundamentals of Concrete
The paste ordinarily constitutes about 25% to 40% of thetotal volume of concrete. Fig. 1-2 shows that the absolutevolume of cementing materials is usually between 7% and15% and the water between 14% and 21%. Air content inair-entrained concrete ranges from about 4% to 8% of thevolume of the concrete.
Since aggregates make up about 60% to 75% of thetotal volume of concrete, their selection is important.Aggregates should consist of particles with adequatestrength and resistance to exposure conditions and shouldnot contain materials that will cause deterioration of theconcrete. A continuous gradation of aggregate particlesizes is desirable for efficient use of the paste. Throughoutthis text, it will be assumed that suitable aggregates arebeing used, except where otherwise noted.
The quality of the concrete depends upon the qualityof the paste and aggregate, and the bond between the two.In properly made concrete, each and every particle ofaggregate is completely coated with paste and all of thespaces between aggregate particles are completely filledwith paste, as illustrated in Fig. 1-3.
* This text addresses the utilization of portland cement in the productionof concrete. The term “portland cement” pertains to a calcium silicatehydraulic cement produced by heating materials containing calcium, sili-con, aluminum, and iron. The term “cement” used throughout the textpertains to portland cement or blended hydraulic cement unless otherwisestated. The term “cementing materials” means portland cement, with orwithout supplementary cementing materials.
Fig. 1-1. Concrete components: cement, water, fine aggre-gate and coarse aggregate, are combined to form concrete.(IMG12501)
Air-entrainedconcrete
Non-air-entrainedconcrete
Cementingmaterials
15%Water18%
Fine agg.28%
Coarse agg.31%
Air8%
7% 14% 4% 24% 51%
15% 21% 3% 30% 31%
7% 16% 1% 25% 51%
Mix 1
Mix 2
Mix 3
Mix 4
Fig. 1-2. Range in proportions of materials used in concrete,by absolute volume. Bars 1 and 3 represent rich mixes withsmall size aggregates. Bars 2 and 4 represent lean mixeswith large size aggregates.
1
HOMEPAGE
Design and Control of Concrete Mixtures ◆ EB101
The freshly mixed (plastic) and hardened properties ofconcrete may be changed by adding chemical admixturesto the concrete, usually in liquid form, during batching.Chemical admixtures are commonly used to (1) adjust set-ting or hardening time, (2) reduce water demand, (3)increase workability, (4) intentionally entrain air, and (5)adjust other fresh or hardened concrete properties.
After completion of proper proportioning, batching,mixing, placing, consolidating, finishing, and curing, con-crete hardens into a strong, noncombustible, durable, abra-sion-resistant, and watertight building material thatrequires little or no maintenance. Furthermore, concrete isan excellent building material because it can be formedinto a wide variety of shapes, colours, and textures for usein an unlimited number of applications.
FRESHLY MIXED CONCRETEFreshly mixed concrete should be plastic or semifluid andgenerally capable of being moulded by hand. A very wetconcrete mixture can be moulded in the sense that it can becast in a mould, but this is not within the definition of“plastic”—that which is pliable and capable of beingmoulded or shaped like a lump of modeling clay.
In a plastic concrete mixture all grains of sand andpieces of gravel or stone are encased and held in suspen-sion. The ingredients are not apt to segregate during trans-port; and when the concrete hardens, it becomes ahomogeneous mixture of all the components. Concrete ofplastic consistency does not crumble but flows sluggishlywithout segregation.
In construction practice, thin concrete members andheavily reinforced concrete members require workable,but never soupy, mixes for ease of placement. A plasticmixture is required for strength and for maintaining homo-geneity during handling and placement. While a plasticmixture is suitable for most concrete work, plasticizingadmixtures may be used to make concrete more flowablein thin or heavily reinforced concrete members.
For any particular set of materials and conditions ofcuring, the quality of hardened concrete is strongly influ-enced by the amount of water used in relation to theamount of cement (Fig. 1-4). Unnecessarily high water con-tents dilute the cement paste (the glue of concrete).Following are some advantages of reducing water content:
• Increased compressive and flexural strength• Lower permeability, thus lower absorption and in-
creased watertightness• Increased resistance to weathering• Better bond between successive layers and between
the concrete and reinforcement• Reduced drying shrinkage and cracking • Less volume change from wetting and drying
The less water used, the better the quality of the con-crete—provided the mixture can be consolidated properly.Smaller amounts of mixing water result in stiffer mixtures;but with vibration, stiffer mixtures can be easily placed.Thus, consolidation by vibration permits improvement inthe quality of concrete.
2
Fig. 1-3. Cross section of hardened concrete made with (left) rounded siliceous gravel and (right) crushed limestone. Cement-and-water paste completely coats each aggregate particle and fills all spaces between particles. (IMG12297, IMG12298)
Fig. 1-4. Ten cement-paste cylinders with water-cementratios from 0.25 to 0.70. The band indicates that eachcylinder contains the same amount of cement. Increasedwater dilutes the effect of the cement paste, increasingvolume, reducing density, and lowering strength. (IMG12492)
Componente Densidad real (kg/l)
Densidad aparente (kg/l)
Cemento 3.1 1.12
Agua 1 1
Grava 2.65 1.7
Arena 2.6 1.55

Introducción
• El hormigón
7
Colocación de hormigón fresco en obra Hormigón en masa Armadura de acero para una pila inclinada y su cimiento
Hormigón post-tensado
Encofrado de un encepado
Hormigón armado

8
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

El cemento Portland
• Fabricación del cemento Concrete
88
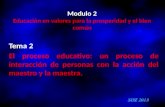
of the feed increases as it moves through the kiln, decarbonation becomes complete at about 1100 C and then, in the so-called burning zone, the oxides start to combine to form a mixture consisting mainly of calcium silicates, calcium aluminates and calcium aluminoferrites. The chemistry in-volved is fairly complex, with compound forma-tion at 1400–1500 C being greatly helped by the small quantities of alumina and iron oxide that are present (typically 5% and 3% respectively) and that act as a molten flux.
4. The clinker emerges from the kiln at about 1200 C and is then cooled to about 60 C before being mixed with a small quantity (3–5%) of gypsum (calcium sulphate dihydrate, CaSO4.2H2O), and sometimes a small quantity (up to 5%) of a filler such as limestone powder, and then ground, usually in a ball mill, to give the Portland cement. The grinding process also increases the temperature of the clinker/gypsum mixture so cooling by water sprayed onto the outside of the grinding mill is required. The increased tempera-ture causes some dehydration of the gypsum.
13.2 Physical propertiesPortland cements are fine grey powders. The par-ticles have a relative density of about 3.14, and most have a size of between 2 and 80 m. The particle size is, of course, dependent on the clinker grinding process, and it can be and is varied depending on
the requirements of the cement, as will be discussed in section 13.7. The particles are too small for their distribution to be measured by sieve analysis (as used for aggregates, see Chapter 17), and instead the specific surface area (SSA), the surface area per unit weight, is normally used as an alternative measure-ment. This increases as the particle size reduces i.e. a higher value means smaller average particle size. There are a number of ways of measuring this, but unfortunately they all give somewhat different values. It is therefore necessary to define the method of measurement when specifying, quoting or using a value. The Blaine method, which is the most com-monly used, is based on measuring the rate of flow of air under a constant pressure through a small compacted sample of the cement. Values of SSA measured with this method range from about 300 to 500 m2/kg for most cements in common use.
13.3 Chemical compositionWe have seen that Portland cement consists of a mixture of compounds formed from a number of oxides at the high temperatures in the burning zone of the kiln. For convenience, a shorthand notation for the principal oxides present is often used:
CaO (lime) C; SiO2 (silica) S; Al2O3 (alumina) A; Fe2O3 (iron oxide) F.
The four main compounds, sometimes called phases, in the cement are:
Burning
Combination of oxides to producecalcium silicates, calcium aluminates
and calcium aluminoferrites
Calciningcompleted
Clinker
Fuel + air
1100°C
900°C
1200°C 1500°C
Raw meal
Preheating andprecalcining
CaCO3 → CaO + CO2
Rotary kiln
Fig. 13.1 The main processes in the heating of raw meal to produce Portland cement clinker.
9

El cemento Portland
• Fabricación del cemento
Portland cements
89
Tricalcium silicate 3CaO.SiO2 in short C3SDicalcium silicate 2CaO.SiO2 in short C2STricalcium aluminate 3CaO.Al2O3 in short C3ATetracalcium aluminoferrite 4CaO.Al2O3.Fe2O3 in short C4AF
Strictly, C4AF is not a true compound, but represents the average composition of a solid solution.
These compounds start to form at somewhat dif-ferent temperatures as the clinker heats up when passing down the kiln. C2S (often known as belite) starts to form at about 700 C, C3S (known as alite) starts to form at about 1300 C, and as the tem-perature increases to the maximum of about 1450 C most of the belite formed at lower temperatures is transformed into alite. C3A and C4AF both start to form at about 900 C.
Each grain of cement consists of an intimate mix-ture of these compounds, but it is difficult to deter-mine the amounts of each by direct analysis; instead the oxide proportions are determined, and the com-pound composition then calculated from these using a set of equations developed by Bogue (1955). These assume:
2O3 is combined as C4AF2O3, after deducting that com-
bined in the C4AF, is combined as C3A.
The equations in shorthand form are:
(C3S) 4.07(C) 7.60(S) 6.72(A) 1.43(F) 2.85(Š) (13.1)
(C2S) 2.87(S) 0.754(C3S) (13.2)
(C3A) 2.65(A) 1.69(F) (13.3)
(C4AF) 3.04(F) (13.4)
Where Š SO3, (C3S), (C2S) etc. are the percentages by weight of the various compounds, and (C), (S) etc. are the percentages by weight of the oxides from the oxide analysis. The value of (C) should be the total from the oxide analysis less the free lime, i.e. that not compounded.
The Bogue equations do not give exact values of the compound composition, mainly because these do not occur in a chemically pure form, but contain some of the minor oxides in solid solution (strictly alite and belite are slightly impure forms of C3S and C2S, respectively). For this reason, the calculated composition is often called the potential compound composition. However, the values obtained are suf-
ficiently accurate for many purposes, including con-sideration of the variations in the composition for different types of Portland cement, and their effect on its behaviour.
The approximate range of oxide proportions that can be expected in Portland cements is given in the first column of figures in Table 13.1. As might be expected from our description of the raw materials and the manufacturing process, CaO and SiO2 are the principal oxides, with the ratio of CaO:SiO2 normally being about 3:1 by weight. The two calcium silicates (C3S and C2S) therefore form the majority of the cement. However the composition of any one cement will depend on the composition, quality and proportions of the raw materials, and will therefore vary from one cement plant to another and even with time from a single plant. Table 13.1 illustrates the effects of this on the compound composition by considering four indi-vidual cements, A, B, C and D, whose oxide propor-tions vary slightly (by at most 3%), but which are all well within the overall ranges. The compound compositions calculated with the Bogue formulae show that:
3S and C2S, together amount to 71–76% of the cement.
Table 13.1 Ranges of oxide proportions and compound composition of four typical Portland cements (all proportions percent by weight)
Oxide Range
Cement
A B C D
Proportion
CaO 60–67 66 67 64 64SiO2 17–25 21 21 22 23Al2O3 3–8 7 5 7 4Fe2O3 0.5–6 3 3 4 5Na2O K2O 0.2–1.3 1 1 1 1MgO 0.1–4 2 2 2 2Free CaO 0–2SO3 1–3
Compound compositionC3S 48 65 31 42C2S 24 11 40 34C3A 13 8 12 2C4AF 9 9 12 15
10
(C) (S) (A) (F)
(S’)
(Silicato tricálcico) (Silicato bicálcico) (Aluminato tricálcico)
(Alumino-ferrito tetracálcico)

El cemento Portland
• La reacción de hidratación: – Geles tobermoríticos: Estructuras laminares
formadas por silicatos y aluminatos cálcicos hidratados (CSH)
• Entre las láminas moléculas de agua adsorbida
– Portlandita: Cristales de hidróxido cálcico (cal apagada)
– Etringita: Cristales de sulfo-aluminato cálcico en forma de agujas (muy expansiva)
11

El cemento Portland
• Micrografías:
12
<$,*$%:"%5"#")*+%=3:0$*$:$
<0+:/5*+,%:"%1$%=3:0$*$539)%:"%1+,%("#")*+,%<90*1$):
<$,*$%:"%5"#")*+%=3:0$*$:$
<0+:/5*+,%:"%1$%=3:0$*$539)%:"%1+,%("#")*+,%<90*1$):
<0+:/5*+,%:"%1$%=3:0$*$539)
<+0*1$):3*$
K**03)E3*$
S<-%J+)*"30+T
<0+5",+%:"%=3:0$*$539)%:"1%5"#")*+
Etringita
<0+:/5*+,%:"%1$%=3:0$*$539)
<+0*1$):3*$
K**03)E3*$
S<-%J+)*"30+T
<0+5",+%:"%=3:0$*$539)%:"1%5"#")*+
Portlandita
CSH

El cemento Portland
• La reacción de hidratación
Portland cements
91
which arises from the decomposition of the gypsum in the grinding process. Gypsum is reformed:
2CŠ(0.5H) 3H 2CŠ.2H [H H2O in shorthand form] (13.5)
Additional contributions to this peak come from the hydration of the free lime, the heat of wetting, heat of solution and the initial reactions of the aluminate phases. The behaviour of the aluminates is particularly important in the early stages of hydration. In a pure form, C3A reacts very violently with water, resulting in an immediate stiffening of the paste or a flash set. This must be prevented, which is why gypsum is added to the clinker. The initial reaction of the gypsum and C3A is
C3A 3CŠ.2H 26H C3A.3CŠ.32H (13.6)
The product, calcium sulphoaluminate, is also known as ettringite. This is insoluble and forms a protective layer on the C3A, thus preventing rapid reaction. Usually about 5–6% of gypsum by weight of the cement is added and, as this is consumed, the ettringite reacts with the remaining C3A to give to calcium monosulphoaluminate, which has a lower sulphate content:
C3A.3CŠ.32H 2C3A 4H 3(C3A.CŠ.12H) (13.7)
Eventually, if all the gypsum is consumed before all the C3A, the direct hydrate, C3A.6H, is formed. This causes the short third peak C, which can occur some 2 or 3 days after hydration starts. Whether this peak occurs at all depends on the relative amounts of gypsum and C3A in the unhydrated cement, and it follows that it tends to be a feature of high C3A content cements.
The C4AF phase reaction is similar to that of the C3A, also involving gypsum, but it is some-what slower. The products have an imprecise and variable composition, but include high- and low-sulphate forms approximating to C3(A.F).3CŠ.32H and C3(A.F).CŠ.16H, respectively, i.e. similar to the C3A products. The reactions or products contribute little of significance to the overall behaviour of the cement.
As we have seen, the two calcium silicates C3S and C2S form the bulk of unhydrated cement, and it is their hydration products that give hardened cement most of its significant engineering properties such as strength and stiffness; their reactions and reaction rates therefore dominate the properties of the hardened cement paste (HCP) (and concrete) and are extremely important. The C3S (or, more accurately, the alite) is the faster to react, producing
a calcium silicate hydrate with a Ca:Si ratio of be-tween 1.5 and 2 and calcium hydroxide (deposited in a crystalline form often referred to by its mineral name portlandite). A somewhat simplified but con-venient form of the reaction is:
2C3S 6H C3S2.3H 3CH (13.8)
Most of the main peak B in the heat evolution curve (Fig. 13.2) results from this reaction, and it is the calcium silicate hydrate (often simply referred to as C-S-H) that is responsible for the strength of the HCP.
The C2S (or, strictly, the belite) reacts much more slowly, but produces identical products, the reaction in its simplified form being:
2C2S 4H C3S2.3H CH (13.9)
This reaction contributes little heat in the timescales of Fig. 13.2, but it does make an important contri-bution to the long-term strength of HCP.
The cumulative amounts of individual products formed over timescales a few days longer than those of Fig. 13.2 are shown in Fig. 13.3. The dominance of the C-S-H after a day or so is readily apparent; this is accompanied by an increase in the amount of calcium hydroxide, which, together with some of the minor oxides, results in the HCP being highly alkaline, with a pH between of 12.5 and 13. As we shall see in Chapter 24, this alkalinity has a sig-nificant influence on some aspects of the durability of concrete construction.
The timescales and contributions of the reactions of the individual compounds to the development of the cement’s strength are shown in Fig. 13.4. This further emphasises the long-term nature of the strength-giving reactions of the calcium silicates,
Dormant period Setting Hardening
Time after mixing
dayshours10.1 62 12 2 71 28
C3A and C4AF hydrates
CH, portlandite
Re
lativ
e a
mo
un
t
C-S-H
Fig. 13.3 Typical development of hydration products of Portland cement (after Soroka, 1979).Concrete
92
particularly of the C2S (or, more correctly, the belite). In fact the reactions can never be regarded as complete, and the extent of their completeness is called the degree of hydration.
In common with most chemical processes, increas-ing temperature accelerates all of the above reac-tions. With decreasing temperature, hydration will continue even below 0 C, but stops completely at about 10 C. We will be discussing the effect of temperature in relation to the development of the strength of cement and concrete in Chapter 19.
The physical processes occurring during hydration and the resulting microstructure of the hardened cement paste are equally, if not more, important than the chemical reactions, and numerous studies have been made of these by scanning, transmission and analytical electron microscopy. Fig. 13.5 illus-trates schematically the hydration of a single grain of cement in a large volume of water. The important features are:
face, with solid products being deposited in the region around the diminishing core of unhydrated cement in each cement grain.
the cement grain, which acts a barrier to further reactions during the dormant period.
broken down by either a build-up of internal pressure by osmosis, or by portlandite (Ca(OH)2), or both, enabling hydration to proceed more rapidly.
gel ) con-sist of:
in the hydration
irregular fibrous particles, some solid, some hollow and some flattened, typically 0.5–2 m long and less than 0.2 m diameter, with very high surface area estimated to be of the order of 200,000 m2/kg, i.e. approaching a thousand times greater than the fresh cement grains from which it has been formed
-spersed in the fibrous matrix.
gel pores, typically between 0.5 and 5 nm wide, in between the fibrous particles, and as hydration continues, new product is deposited within the existing matrix, decreasing the gel porosity.
between the hydrates deposited within the original surface of the cement grain, known as inner product, and the less dense hydrates deposited in the original water-filled space, which contain more
0
10
20
30
40
50
60
70
80
Age (days)
7 28 90 360C
om
pre
ssiv
e s
tre
ng
th (
MP
a)
180
C3S
C2S
C3A
C4AF
Fig. 13.4 Development of strength of compounds in Portland cement on hydration (after Bogue, 1955).
Unhydratedcement
Hydrates(mainly C-S-H)
Portlanditecrystals
Mixwater
Fresh After 1hrAfter a
few daysAfter several
hoursAfter a
few weeks
Fig. 13.5 Illustration of the hydration of a single grain of Portland cement.
Concrete
90
considerably, by at least two orders of magnitude more than the small variations in the oxide com-position. For example, the four ratios of C3S/C2S are 2, 5.9, 0.8 and 1.2, and the C3A content of cement D is 4 to 6 times less than that of the other cements.
As we shall see, such variations have considerable effects on the hydration process and properties of the hardened cement, and therefore careful control of the raw materials and manufacturing processes is vital if cement of uniform quality is to be pro-duced. Cement A can be considered to have a ‘typical’ or ‘average’ composition for Portland cement (most modern cements have a C3S content in the range 45–65% and a C2S content in the range 10–30%). Cements B, C and D are common and useful variations of this, i.e. they have higher early strength, low heat and sulphate-resisting properties respectively, all of which are discussed in more detail in section 13.7. (Note: the compound com-positions in Table 13.1 do not add up to 100% – the remainder comprises the minor compounds, which include the gypsum added to the clinker before grinding.)
13.4 HydrationFor an initial period after mixing, the fluidity or consistence of a paste of cement and water appears to remain relatively constant. In fact, a small but gradual loss of fluidity occurs, which can be partially recovered on remixing. At a time called the initial set, normally between two and four hours after mixing at normal temperatures, the mix starts to stiffen at a much faster rate. However, it still has little or no strength, and hardening, or strength gain, does not start until after the final set, which occurs some hours later. The rate of gain of strength is rapid for the next few days, and continues, but at a steadily decreasing rate, for at least a few months.
Setting times are measured by somewhat arbitrary but standardised methods that involve measuring the depth of penetration of needles or plungers into the setting paste.1 They do not mark a sudden change in the physical or chemical nature of the cement paste, but the initial set defines the time
1 As in the other parts of the book, a list of relevant standards is included in ‘Further reading’ at the end of the section.
limit for handling and placing the concrete (and thus cement standards set a minimum time for this) and the final set indicates the start of the develop-ment of mechanical strength (and so standards set a maximum time for this).
The cement paste also gets noticeably warm, particularly during the setting and early hardening periods. In other words, the hydration reactions are exothermic. The amount of heat released is sufficient to raise the temperature to 100 C or more in a day or so if the paste is kept in adiabatic (zero heat loss) conditions. However, measurement of the rate of heat output at constant temperature is a more useful direct indication of the rate of reaction, and Fig. 13.2 shows a typical plot of rate of heat output with time after mixing. Immediately on mixing, there is a high but very short peak (A), lasting only a few minutes or less. This quickly declines to a low constant value for the so-called dormant period, when the cement is relatively inactive; this may last for up to two or three hours. The rate then starts to increase rapidly, at a time corresponding roughly to the initial set, and reaches a broad peak (B), some time after the final set. The reactions then gradually slow down, with sometimes a short spurt after one or two days giving a further narrow peak (C).
The hydration reactions causing this behaviour involve all four main compounds simultaneously. The physical and chemical processes that result in the formation of the solid products of the hardened cement paste are complex, but the following simpli-fied description, starting by considering the chem-ical reactions of each of the compounds individually, is nevertheless valuable.
The main contribution to the short intense first peak (A) is rehydration of calcium sulphate hemihydrate,
Dormant period
Ra
te o
f h
ea
t o
utp
ut,
or
rate
of
rea
ctio
n (
arb
itra
ry u
nit
s)
Time after mixing (hours, log scale)
0.1 101.0 100
A
B
C
Fig. 13.2 Typical rate of reaction of hydrating cement paste at constant temperature (after Forester, 1970).
13
<0+5",+%:"%=3:0$*$539)%:"1%5"#")*+
KC+1/539)%:"1%$;+0*"%5$1+0V435+%:"1%;0+5",+%:"%=3:0$*$539)%:"%/)$%;$,*$%:"%5"#")*+%SJ3):",, 2%_+/)ED%.`I.%")%a"3,,D%6HH6T
70$E/$:+%"%=3:0$*$539)

El cemento Portland
• La reacción de hidratación
Concrete
92
particularly of the C2S (or, more correctly, the belite). In fact the reactions can never be regarded as complete, and the extent of their completeness is called the degree of hydration.
In common with most chemical processes, increas-ing temperature accelerates all of the above reac-tions. With decreasing temperature, hydration will continue even below 0 C, but stops completely at about 10 C. We will be discussing the effect of temperature in relation to the development of the strength of cement and concrete in Chapter 19.
The physical processes occurring during hydration and the resulting microstructure of the hardened cement paste are equally, if not more, important than the chemical reactions, and numerous studies have been made of these by scanning, transmission and analytical electron microscopy. Fig. 13.5 illus-trates schematically the hydration of a single grain of cement in a large volume of water. The important features are:
face, with solid products being deposited in the region around the diminishing core of unhydrated cement in each cement grain.
the cement grain, which acts a barrier to further reactions during the dormant period.
broken down by either a build-up of internal pressure by osmosis, or by portlandite (Ca(OH)2), or both, enabling hydration to proceed more rapidly.
gel ) con-sist of:
in the hydration
irregular fibrous particles, some solid, some hollow and some flattened, typically 0.5–2 m long and less than 0.2 m diameter, with very high surface area estimated to be of the order of 200,000 m2/kg, i.e. approaching a thousand times greater than the fresh cement grains from which it has been formed
-spersed in the fibrous matrix.
gel pores, typically between 0.5 and 5 nm wide, in between the fibrous particles, and as hydration continues, new product is deposited within the existing matrix, decreasing the gel porosity.
between the hydrates deposited within the original surface of the cement grain, known as inner product, and the less dense hydrates deposited in the original water-filled space, which contain more
0
10
20
30
40
50
60
70
80
Age (days)
7 28 90 360
Com
pre
ssiv
e s
trength
(M
Pa)
180
C3S
C2S
C3A
C4AF
Fig. 13.4 Development of strength of compounds in Portland cement on hydration (after Bogue, 1955).
Unhydratedcement
Hydrates(mainly C-S-H)
Portlanditecrystals
Mixwater
Fresh After 1hrAfter a
few daysAfter several
hoursAfter a
few weeks
Fig. 13.5 Illustration of the hydration of a single grain of Portland cement.Concrete
94
therefore has a greater volume of capillary pores (but which, if the water:cement ratio is low enough, may eventually disappear altogether).
Although it is important to distinguish between capillary and gel pores, in practice there is a near continuous distribution of pore sizes. Figure 13.8 shows typical measurements that illustrate this, and also provides direct evidence of the substantial reduction in both overall pore volume and pore size with reducing water:cement ratio for pastes of similar age, in this case 28 days.
13.5 Structure and strength of hardened cement paste
We have seen that, at any stage of hydration, the HCP consists of:
the original grains
(C-S-H) but also some calcium aluminates, sul-phoaluminates and ferrites, which have a complex fibrous form and contain the gel pores, which are between 0.5 and 5 nm wide
2)
cement grains – the capillary pores, between about 5 nm and 10 m wide.
We should add that the paste will also contain a varying number of larger air voids, from about 5 m upwards, which have become entrapped in the paste during mixing and have not subsequently been expelled during placing and compaction.
The significant strength of HCP derives from van der Waals type bonds between the hydrate fibres (see Chapter 1). Although each individual bond is relatively weak, the integrated effect over the enor-mous surface area is considerable. The unhydrated cement is in itself strong and its presence is not detrimental to overall strength, and it can even be beneficial since it is exposed if the paste or concrete is subsequently cracked or fractured and can there-fore form new hydrates to seal the crack and restore some structural integrity provided, of course, some water is present. No other common structural ma-terials have this self-healing property.
For any particular cement, the compressive strength of specimens stored at constant temperature and humidity increases with age and decreasing
High water:cement ratio
Several months old
Low water:cement ratio
Several months old
Unhydratedcement
Mix water incapillary pores
Hydrates(gel)
Fresh Fresh
Fig. 13.7 Illustration of the structure of cement pastes of high and low water:cement ratios.
0
0.1
0.2
0.3
0.4
0.5
0.6
1 10 100
Pore diameter
Cum
ula
tive p
ore
volu
me (
cm3/g
m)
m0.1 1 10nm
Water:cement ratio
0.9
0.7
0.5
0.3
Gel pores Capillary pores
Fig. 13.8 Pore size distribution in 28-day-old hydrated cement paste (adapted from Mehta, 1986).
14
Design and Control of Concrete Mixtures ◆ EB101
The freshly mixed (plastic) and hardened properties ofconcrete may be changed by adding chemical admixturesto the concrete, usually in liquid form, during batching.Chemical admixtures are commonly used to (1) adjust set-ting or hardening time, (2) reduce water demand, (3)increase workability, (4) intentionally entrain air, and (5)adjust other fresh or hardened concrete properties.
After completion of proper proportioning, batching,mixing, placing, consolidating, finishing, and curing, con-crete hardens into a strong, noncombustible, durable, abra-sion-resistant, and watertight building material thatrequires little or no maintenance. Furthermore, concrete isan excellent building material because it can be formedinto a wide variety of shapes, colours, and textures for usein an unlimited number of applications.
FRESHLY MIXED CONCRETEFreshly mixed concrete should be plastic or semifluid andgenerally capable of being moulded by hand. A very wetconcrete mixture can be moulded in the sense that it can becast in a mould, but this is not within the definition of“plastic”—that which is pliable and capable of beingmoulded or shaped like a lump of modeling clay.
In a plastic concrete mixture all grains of sand andpieces of gravel or stone are encased and held in suspen-sion. The ingredients are not apt to segregate during trans-port; and when the concrete hardens, it becomes ahomogeneous mixture of all the components. Concrete ofplastic consistency does not crumble but flows sluggishlywithout segregation.
In construction practice, thin concrete members andheavily reinforced concrete members require workable,but never soupy, mixes for ease of placement. A plasticmixture is required for strength and for maintaining homo-geneity during handling and placement. While a plasticmixture is suitable for most concrete work, plasticizingadmixtures may be used to make concrete more flowablein thin or heavily reinforced concrete members.
For any particular set of materials and conditions ofcuring, the quality of hardened concrete is strongly influ-enced by the amount of water used in relation to theamount of cement (Fig. 1-4). Unnecessarily high water con-tents dilute the cement paste (the glue of concrete).Following are some advantages of reducing water content:
• Increased compressive and flexural strength• Lower permeability, thus lower absorption and in-
creased watertightness• Increased resistance to weathering• Better bond between successive layers and between
the concrete and reinforcement• Reduced drying shrinkage and cracking • Less volume change from wetting and drying
The less water used, the better the quality of the con-crete—provided the mixture can be consolidated properly.Smaller amounts of mixing water result in stiffer mixtures;but with vibration, stiffer mixtures can be easily placed.Thus, consolidation by vibration permits improvement inthe quality of concrete.
2
Fig. 1-3. Cross section of hardened concrete made with (left) rounded siliceous gravel and (right) crushed limestone. Cement-and-water paste completely coats each aggregate particle and fills all spaces between particles. (IMG12297, IMG12298)
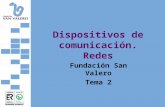
Fig. 1-4. Ten cement-paste cylinders with water-cementratios from 0.25 to 0.70. The band indicates that eachcylinder contains the same amount of cement. Increasedwater dilutes the effect of the cement paste, increasingvolume, reducing density, and lowering strength. (IMG12492)
Ten cement-paste cylinders with water-cement ratios from 0.25 to 0.70. The band indicates that each cylinder contains the same amount of cement. Increased water dilutes the effect of the cement paste, increasing volume, reducing density, and lowering strength.

El cemento Portland
• La reacción de hidratación
15

El cemento Portland
• La reacción de hidratación – Porosidad
Portland cements
93
crystals of portlandite and alumino ferrite and are known as outer product.
after peak B owing to the increased difficulty of diffusion of water through the hydration products to the unhydrated cement. It has been estimated that, for this reason, complete hydration is not possible for cement grains of more than 50 m in diameter – even after many years there is a residual core of unhydrated cement.
28%
little more than twice that of the unhydrated cement, but about two-thirds of the combined initial volume of the unhydrated cement and the water which it consumes.
In reality of course, hydration is occurring simulta-neously in a mass of cement grains in the mix water, and so the hydration productions interact and compete for the same space. An important and vital feature of hydration is that it occurs at a (nearly) constant overall volume, i.e. the mixture does not swell or contract and the HCP or concrete is the same size and shape when hardened as the mould in which was placed after mixing. Using this fact, and the measured properties of the fresh and hydrated materials2 it can be shown that:
just sufficient mix water to hydrate all the cement and fill all of the resulting gel pores. Therefore at water:cement ratios lower than this, full hydra-tion can never occur unless there is an available external source of water, for example if the cement or concrete is immersed in water. This is the condition of insufficient water, and the paste is subject to self-desiccation. In practice, in a sealed specimen the hydration will cease somewhat before all of the available water is consumed, and an initial water:cement ratio of about 0.5 is required for full hydration. As we will see in Chapter 19, self-desiccation can also have other effects.
of hydration products, i.e. the gel, exactly matches
2 Relative densities: unhydrated cement, 3.15; gel solids, 2.61; saturated gel, 2.16; unsaturated gel, 1.88. Gel por-osity 28%. 1 g of cement chemically combines with 0.23 g of water during hydration. The analysis derives from the work of Powers in the 1950s; a full summary can be found in Neville (1995).
that of the fresh cement and water. At values lower than this, hydration will be stopped before completion, even if an external source of water is available. This is called the condition of insuf-ficient volume. At water:cement ratios higher than this there is an increasing amount of unfilled space between the original grains in the form of capil-lary pores, between about 5 nm and 10 m wide, and so on average they are about a hundred times larger than the gel pores within the gel itself. Calculations give the relative volumes of un-hydrated cement, gel and capillary pores at com-plete hydration shown in Fig. 13.6. In reality, for the reasons discussed above, hydration is never complete and therefore the volumes in Fig. 13.6 are never achieved, but they may be approached. However, at any stage of hydration, the volume of capillary pores will increase with the water:cement ratio.
The diagrams in Fig. 13.7 provide a visual illustra-tion of this. These show idealised diagrams of the structure of two cement pastes with high and low water:cement ratios, say of the order of 0.8 and 0.4 respectively, on mixing and when mature, say after several months. In the high water:cement ratio paste the grains are initially fairly widely dispersed in the mix water and, when mature, there is still a sig-nificant capillary pore volume. On the other hand, in the low water:cement ratio paste, the grains are initially much more closely packed, and the hydrates occupy a greater volume of the mature paste, which
0
0.2
0.4
0.6
0.8
1
0 0.2 0.4 0.6 0.8 1
Water:cement ratio by weight
Pro
po
rtio
na
l vo
lum
e
0.38
Unhydratedcement
Cementgel
Capillaries
Fig. 13.6 Volumetric composition of fully hydrated cement paste after storage in water (after Hansen, 1970).
Concrete
94
therefore has a greater volume of capillary pores (but which, if the water:cement ratio is low enough, may eventually disappear altogether).
Although it is important to distinguish between capillary and gel pores, in practice there is a near continuous distribution of pore sizes. Figure 13.8 shows typical measurements that illustrate this, and also provides direct evidence of the substantial reduction in both overall pore volume and pore size with reducing water:cement ratio for pastes of similar age, in this case 28 days.
13.5 Structure and strength of hardened cement paste
We have seen that, at any stage of hydration, the HCP consists of:
the original grains
(C-S-H) but also some calcium aluminates, sul-phoaluminates and ferrites, which have a complex fibrous form and contain the gel pores, which are between 0.5 and 5 nm wide
2)
cement grains – the capillary pores, between about 5 nm and 10 m wide.
We should add that the paste will also contain a varying number of larger air voids, from about 5 m upwards, which have become entrapped in the paste during mixing and have not subsequently been expelled during placing and compaction.
The significant strength of HCP derives from van der Waals type bonds between the hydrate fibres (see Chapter 1). Although each individual bond is relatively weak, the integrated effect over the enor-mous surface area is considerable. The unhydrated cement is in itself strong and its presence is not detrimental to overall strength, and it can even be beneficial since it is exposed if the paste or concrete is subsequently cracked or fractured and can there-fore form new hydrates to seal the crack and restore some structural integrity provided, of course, some water is present. No other common structural ma-terials have this self-healing property.
For any particular cement, the compressive strength of specimens stored at constant temperature and humidity increases with age and decreasing
High water:cement ratio
Several months old
Low water:cement ratio
Several months old
Unhydratedcement
Mix water incapillary pores
Hydrates(gel)
Fresh Fresh
Fig. 13.7 Illustration of the structure of cement pastes of high and low water:cement ratios.
0
0.1
0.2
0.3
0.4
0.5
0.6
1 10 100
Pore diameterC
um
ula
tive p
ore
volu
me (
cm3/g
m)
m0.1 1 10nm
Water:cement ratio
0.9
0.7
0.5
0.3
Gel pores Capillary pores
Fig. 13.8 Pore size distribution in 28-day-old hydrated cement paste (adapted from Mehta, 1986).
16

El cemento Portland
• Resistencia de la pasta de cemento endurecida
Portland cements
95
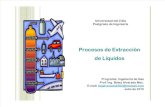
water:cement ratio; Fig. 13.9 shows typical behaviour. The change with age reflects the progress in hydra-tion reactions, i.e. the degree of hydration. At 28 days (a typical testing age when comparing cements) the reactions are about 90% complete for a typical Portland cement. We should also note that the strength continues to increase at water:cement ratios below 0.38, even though Fig. 13.6 shows that there is an increasing volume of unhydrated cement in the ‘end state’. This is direct evidence that unhydrated cement is not detrimental to strength – it is the quality of the hydrates that is the governing factor (there are, however, lower practical limits to the water:cement ratio, which we will discuss in Chapter 20).
We have seen that both the size and volume of the capillary pores are also influenced by age and water:cement ratio (Figs. 13.6, 13.7 and 13.8) and it is therefore not surprising that the strength and porosity are closely linked. In simple terms: less porosity (due to either increasing age or lower water:cement ratio or both), means higher strength. The relationship between the two was shown by Powers (1958) to be of the form
k(1 – P)3 (13.10)
where k is a constant, compressive strength and P porosity pore volume/total paste volume.
Note that in this expression the porosity is raised to power three, showing its great significance. Powers’ experiments were on ‘normally’ cured pastes, i.e. kept in water at ambient temperature and pressure, with variations in porosity obtained by varying the water:cement ratio. This resulted in total (capillary plus gel) porosities ranging from about 25 to 50%. Porosities down to about 2% were obtained by Roy and Gouda (1975) by curing pastes with water:cement ratios down to 0.093 at higher temperatures (up to
250 C) and pressures (up to 350 MPa). Figure 13.10 shows that at these very low porosities they achieved compressive strengths of more than 600 MPa, Powers’ results being consistent with their overall relationship of the form
A log(P/Pcrit) (13.11)
where A is a constant and Pcrit is a critical porosity giving zero strength, shown by Fig. 13.10 to be about 55%.
The size of the pores has also been shown to be an important factor. Birchall et al. (1981) reduced the volume of the larger pores (greater than about 15 m diameter) by incorporating a polymer in pastes of water:cement ratios of about 0.2, and curing initi-ally under pressure. The resulting ‘macrodefect free’ (MDF) cement had compressive strengths of 200 MPa and above, with flexural strengths of 70 MPa, a much higher fraction of compressive strength than in ‘normal’ pastes or concrete.
Clearly, the extremes of low porosity and high strength cannot be achieved in concretes produced on a large scale by conventional civil engineering prac-tice, but results such as those shown in Fig. 13.10 are useful per se in helping to understand the behav-iour of HCP. We will discuss concrete strength in detail in Chapter 21, and in Chapter 24 we will see that porosity is also a significant factor influenc-ing the durability of concrete.
13.6 Water in hardened cement paste and drying shrinkage
The large surface areas in the gel give the HCP a considerable affinity for water, and make its overall
0
20
40
60
80
100
120
140
0.25 0.35 0.45 0.55
Water:cement ratio
Age
1 year
28 days
7 days3 days1 dayC
om
pre
ssiv
e s
tre
ngt
h (
MP
a)
Fig. 13.9 Compressive strength development of Portland cement paste stored in water at 20°C (after Domone and Thurairatnam, 1986).
0
200
400
600
800
1 10 100
Total porosity (%)
Com
pre
ssiv
e s
tren
gth
(M
Pa
)Fig. 13.10 The dependence of the strength of hardened cement paste on porosity (after Roy and Gouda, 1975).
Portland cements
95
water:cement ratio; Fig. 13.9 shows typical behaviour. The change with age reflects the progress in hydra-tion reactions, i.e. the degree of hydration. At 28 days (a typical testing age when comparing cements) the reactions are about 90% complete for a typical Portland cement. We should also note that the strength continues to increase at water:cement ratios below 0.38, even though Fig. 13.6 shows that there is an increasing volume of unhydrated cement in the ‘end state’. This is direct evidence that unhydrated cement is not detrimental to strength – it is the quality of the hydrates that is the governing factor (there are, however, lower practical limits to the water:cement ratio, which we will discuss in Chapter 20).
We have seen that both the size and volume of the capillary pores are also influenced by age and water:cement ratio (Figs. 13.6, 13.7 and 13.8) and it is therefore not surprising that the strength and porosity are closely linked. In simple terms: less porosity (due to either increasing age or lower water:cement ratio or both), means higher strength. The relationship between the two was shown by Powers (1958) to be of the form
k(1 – P)3 (13.10)
where k is a constant, compressive strength and P porosity pore volume/total paste volume.
Note that in this expression the porosity is raised to power three, showing its great significance. Powers’ experiments were on ‘normally’ cured pastes, i.e. kept in water at ambient temperature and pressure, with variations in porosity obtained by varying the water:cement ratio. This resulted in total (capillary plus gel) porosities ranging from about 25 to 50%. Porosities down to about 2% were obtained by Roy and Gouda (1975) by curing pastes with water:cement ratios down to 0.093 at higher temperatures (up to
250 C) and pressures (up to 350 MPa). Figure 13.10 shows that at these very low porosities they achieved compressive strengths of more than 600 MPa, Powers’ results being consistent with their overall relationship of the form
A log(P/Pcrit) (13.11)
where A is a constant and Pcrit is a critical porosity giving zero strength, shown by Fig. 13.10 to be about 55%.
The size of the pores has also been shown to be an important factor. Birchall et al. (1981) reduced the volume of the larger pores (greater than about 15 m diameter) by incorporating a polymer in pastes of water:cement ratios of about 0.2, and curing initi-ally under pressure. The resulting ‘macrodefect free’ (MDF) cement had compressive strengths of 200 MPa and above, with flexural strengths of 70 MPa, a much higher fraction of compressive strength than in ‘normal’ pastes or concrete.
Clearly, the extremes of low porosity and high strength cannot be achieved in concretes produced on a large scale by conventional civil engineering prac-tice, but results such as those shown in Fig. 13.10 are useful per se in helping to understand the behav-iour of HCP. We will discuss concrete strength in detail in Chapter 21, and in Chapter 24 we will see that porosity is also a significant factor influenc-ing the durability of concrete.
13.6 Water in hardened cement paste and drying shrinkage
The large surface areas in the gel give the HCP a considerable affinity for water, and make its overall
0
20
40
60
80
100
120
140
0.25 0.35 0.45 0.55
Water:cement ratio
Age
1 year
28 days
7 days3 days1 dayC
om
pre
ssiv
e s
tre
ngt
h (
MP
a)
Fig. 13.9 Compressive strength development of Portland cement paste stored in water at 20°C (after Domone and Thurairatnam, 1986).
0
200
400
600
800
1 10 100
Total porosity (%)
Com
pre
ssiv
e s
trength
(M
Pa)
Fig. 13.10 The dependence of the strength of hardened cement paste on porosity (after Roy and Gouda, 1975).
17

El cemento Portland
• El agua en la pasta de cemento endurecida Concrete
96
dimensions water-sensitive, i.e. loss of water results in shrinkage, which is largely recoverable on regain of water. We will discuss the magnitude of these effects and their consequences in Chapter 20, but for the moment we will consider the various ways in which the water is contained in the paste and how its loss can lead to shrinkage. The possible sites of the water are illustrated in the diagram of the gel structure shown in Fig. 13.11, and given in the following list:
1. Water vapour. The larger voids may be only partially filled with water, and the remaining space will contain water vapour at a pressure in equilibrium with the relative humidity and tem-perature of the surrounding environment.
2. Capillary water. This is located in the capillary and larger gel pores (wider than about 5 nm). Water in the voids larger than about 50 nm can be considered as free water, as it is beyond the reach of any surface forces (see Chapter 6), and its removal does not result in any overall shrink-age; however, the water in pores smaller than about 50 nm is subject to capillary tension forces, and its removal at normal temperatures and humidities may result in some shrinkage.
3. Adsorbed water. This is the water that is close to the solid surfaces, and under the influence of surface attractive forces. Up to five molecular layers of water can be held, giving a maximum total thickness of about 1.3 nm. A large propor-tion of this water can be lost on drying to 30% relative humidity, and this loss is the main con-tributing factor to drying shrinkage.
4. Interlayer water. This is the water in gel pores narrower than about 2.6 nm; it follows from (3)
that such water will be under the influence of attractive forces from two surfaces, and will therefore be more strongly held. It can be re-moved only by strong drying, for example, at elevated temperatures and/or relative humidities less than 10%, but its loss results in considerable shrinkage, the van der Waals forces being able to pull the solid surfaces closer together.
5. Chemically combined water. This is the water that has combined with the fresh cement in the hydration reactions discussed in section 13.4. This is not lost on drying, but is only evolved when the paste is decomposed by heating to high temperatures (in excess of 1000 C).
The above divisions should not be thought of as having distinct boundaries, but the removal of the water does become progressively more difficult as one proceeds down the list. An arbitrary but often useful division is sometimes made between evapor-able and non-evaporable water. There are a num-ber of way of defining this, the simplest being that evaporable water is that lost on drying at 105 C. This encompasses all the water in (1) to (3) above, and some of (4). The non-evaporable water includes the rest of (4) and all of (5); its amount expressed as a proportion of the total water content increases as hydration proceeds, and this can be used to assess the progress of the hydration reactions.
13.7 Modifications of Portland cement
When discussing the properties and compositions of cements in sections 13.2 and 13.3 we pointed out that these can be altered either by variations in the composition of the raw material or by changes in the manufacturing process. In this section we will discuss ways in which the cement can be altered from ‘average’ or ‘normal’ to obtain properties that are more useful for specific purposes.
13.7.1 SETTING, STRENGTH GAIN AND HEAT OUTPUT
The relative timescales of the dormant, setting and strength-gain periods govern some of the critical operations in concrete practice, for example the transport and placing of the concrete, and the time at which formwork can safely be removed. One way of modifying these properties is to alter the compound composition by varying the type and relative proportions of the raw materials used in the cement manufacture. For example, increased
Interlayerwater
Capillarywater
Physicallyadsorbed
water
Fig. 13.11 Schematic of types of water within calcium silicate hydrate (after Feldman and Sereda, 1970).
agua capilar
agua adsorbida
agua entre láminas
18

El cemento Portland
• Relación A/C
19
54
EH
E/0
8 • Instrucción de H
ormigón Estructural
Tabla 8.2.2Clases generales de exposición relativas a la corrosión de las armaduras
CLASE GENERAL DE EXPOSICIÓNDESCRIPCIÓN EJEMPLOS
Clase Subclase Designación Tipo de proceso
No agresiva I Ninguno – Interiores de edifi cios, no sometidos a condensaciones.– Elementos de hormigón en masa.
– Elementos estructurales de edifi cios, incluido los forja-dos, que estén protegidos de la intemperie.
Normal Humedad alta IIa Corrosión de origen diferente de los cloruros
– Interiores sometidos a humedades relativas medias altas (> 65%) o a condensaciones.
– Exteriores en ausencia de cloruros, y expuestos a llu-via en zonas con precipitación media anual superior a 600 mm.
– Elementos enterrados o sumergidos.
– Elementos estructurales en sótanos no ventilados.– Cimentaciones.– Estribos, pilas y tableros de puentes en zonas, sin im-
permeabilizar con precipitación media anual superior a 600 mm.
– Tableros de puentes impermeabilizados, en zonas con sales de deshielo y precipitación media anual superior a 600 mm.
– Elementos de hormigón, que se encuentren a la intem-perie o en las cubiertas de edifi cios en zonas con pre-cipitación media anual superior a 600 mm.
– Forjados en cámara sanitaria, o en interiores en cocinas y baños, o en cubierta no protegida.
Humedad media IIb Corrosión de origen diferente de los cloruros
– Exteriores en ausencia de cloruros, sometidos a la ac-ción del agua de lluvia, en zonas con precipitación media anual inferior a 600 mm.
– Elementos estructurales en construcciones exteriores protegidas de la lluvia.
– Tableros y pilas de puentes, en zonas de precipitación media anual inferior a 600 mm.
Marina Aérea IIIa Corrosión por cloruros
– Elementos de estructuras marinas, por encima del ni-vel de pleamar.
– Elementos exteriores de estructuras situadas en las proximidades de la línea costera (a menos de 5 km).
– Elementos estructurales de edifi caciones en las proxi-midades de la costa.
– Puentes en las proximidades de la costa.– Zonas aéreas de diques, pantalanes y otras obras de
defensa litoral.– Instalaciones portuarias.
Sumergida IIIb Corrosión por cloruros
– Elementos de estructuras marinas sumergidas perma-nentemente, por debajo del nivel mínimo de bajamar.
– Zonas sumergidas de diques, pantalanes y otras obras de defensa litoral.
– Cimentaciones y zonas sumergidas de pilas de puen-tes en el mar.
En zona de ca-rrera de mareas y en zonas de salpicaduras
IIIc Corrosión por cloruros
– Elementos de estructuras marinas situadas en la zona de salpicaduras o en zona de carrera de mareas.
– Zonas situadas en el recorrido de marea de diques, pantalanes y otras obras de defensa litoral.
– Zonas de pilas de puentes sobre el mar, situadas en el recorrido de marea.
Con cloruros de origen diferente del medio marino
IV Corrosión por cloruros
– Instalaciones no impermeabilizadas en contacto con agua que presente un contenido elevado de cloruros, no relacionados con el ambiente marino.
– Superfi cies expuestas a sales de deshielo no imper-meabilizadas.
– Piscinas e interiores de los edifi cios que las albergan.– Pilas de pasos superiores o pasarelas en zonas de
nieve.– Estaciones de tratamiento de agua.
02-Capitulos_2-4.indd 54
02-Capitulos_2-4.indd 54
5/1/08 11:57:515/1/08 11:57:51
Clases de exposición relativas al proceso de corrosión de las armaduras
54
EH
E/0
8 • Instrucción de H
ormigón Estructural
Tabla 8.2.2Clases generales de exposición relativas a la corrosión de las armaduras
CLASE GENERAL DE EXPOSICIÓNDESCRIPCIÓN EJEMPLOS
Clase Subclase Designación Tipo de proceso
No agresiva I Ninguno – Interiores de edifi cios, no sometidos a condensaciones.– Elementos de hormigón en masa.
– Elementos estructurales de edifi cios, incluido los forja-dos, que estén protegidos de la intemperie.
Normal Humedad alta IIa Corrosión de origen diferente de los cloruros
– Interiores sometidos a humedades relativas medias altas (> 65%) o a condensaciones.
– Exteriores en ausencia de cloruros, y expuestos a llu-via en zonas con precipitación media anual superior a 600 mm.
– Elementos enterrados o sumergidos.
– Elementos estructurales en sótanos no ventilados.– Cimentaciones.– Estribos, pilas y tableros de puentes en zonas, sin im-
permeabilizar con precipitación media anual superior a 600 mm.
– Tableros de puentes impermeabilizados, en zonas con sales de deshielo y precipitación media anual superior a 600 mm.
– Elementos de hormigón, que se encuentren a la intem-perie o en las cubiertas de edifi cios en zonas con pre-cipitación media anual superior a 600 mm.
– Forjados en cámara sanitaria, o en interiores en cocinas y baños, o en cubierta no protegida.
Humedad media IIb Corrosión de origen diferente de los cloruros
– Exteriores en ausencia de cloruros, sometidos a la ac-ción del agua de lluvia, en zonas con precipitación media anual inferior a 600 mm.
– Elementos estructurales en construcciones exteriores protegidas de la lluvia.
– Tableros y pilas de puentes, en zonas de precipitación media anual inferior a 600 mm.
Marina Aérea IIIa Corrosión por cloruros
– Elementos de estructuras marinas, por encima del ni-vel de pleamar.
– Elementos exteriores de estructuras situadas en las proximidades de la línea costera (a menos de 5 km).
– Elementos estructurales de edifi caciones en las proxi-midades de la costa.
– Puentes en las proximidades de la costa.– Zonas aéreas de diques, pantalanes y otras obras de
defensa litoral.– Instalaciones portuarias.
Sumergida IIIb Corrosión por cloruros
– Elementos de estructuras marinas sumergidas perma-nentemente, por debajo del nivel mínimo de bajamar.
– Zonas sumergidas de diques, pantalanes y otras obras de defensa litoral.
– Cimentaciones y zonas sumergidas de pilas de puen-tes en el mar.
En zona de ca-rrera de mareas y en zonas de salpicaduras
IIIc Corrosión por cloruros
– Elementos de estructuras marinas situadas en la zona de salpicaduras o en zona de carrera de mareas.
– Zonas situadas en el recorrido de marea de diques, pantalanes y otras obras de defensa litoral.
– Zonas de pilas de puentes sobre el mar, situadas en el recorrido de marea.
Con cloruros de origen diferente del medio marino
IV Corrosión por cloruros
– Instalaciones no impermeabilizadas en contacto con agua que presente un contenido elevado de cloruros, no relacionados con el ambiente marino.
– Superfi cies expuestas a sales de deshielo no imper-meabilizadas.
– Piscinas e interiores de los edifi cios que las albergan.– Pilas de pasos superiores o pasarelas en zonas de
nieve.– Estaciones de tratamiento de agua.
02-Capitulos_2-4.indd 54
02-Capitulos_2-4.indd 54
5/1/08 11:57:515/1/08 11:57:51

El cemento Portland
• Relación A/C
Clases de exposición relativas a procesos distintos de la corrosión 20
55
Cap
ítulo
2 • C
riterios de seguridad y bases de cálculo
Tabla 8.2.3.aClases específi cas de exposición relativas a otros procesos de deterioro distintos de la corrosión
CLASE ESPECÍFICA DE EXPOSICIÓNDESCRIPCIÓN EJEMPLOS
Clase Subclase Designación Tipo de proceso
QuímicaAgresiva
Débil Qa Ataque químico – Elementos situados en ambientes con contenidos de sustancias químicas capaces de provocar la alteración del hormigón con velocidad lenta (ver tabla 8.2.3.b).
– Instalaciones industriales, con sustancias débilmente agresivas según tabla 8.2.3.b.
– Construcciones en proximidades de áreas industria-les, con agresividad débil según tabla 8.2.3.b.
Media Qb Ataque químico – Elementos en contacto con agua de mar.– Elementos situados en ambientes con contenidos de
sustancias químicas capaces de provocar la alteración del hormigón con velocidad media (ver tabla 8.2.3.b).
– Dolos, bloques y otros elementos para diques.– Estructuras marinas, en general.– Instalaciones industriales con sustancias de agresivi-
dad media según tabla 8.2.3.b.– Construcciones en proximidades de áreas industria-
les, con agresividad media según tabla 8.2.3.b.– Instalaciones de conducción y tratamiento de aguas
residuales con sustancias de agresividad media se-gún tabla 8.2.3.b.
Fuerte Qc Ataque químico – Elementos situados en ambientes con contenidos de sustancias químicas capaces de provocar la alteración del hormigón con velocidad rápida (ver tabla 8.2.3.b).
– Instalaciones industriales, con sustancias de agresi-vidad alta de acuerdo con tabla 8.2.3.b.
– Instalaciones de conducción y tratamiento de aguas residuales, con sustancias de agresividad alta de acuerdo con tabla 8.2.3.b.
– Construcciones en proximidades de áreas industria-les, con agresividad fuerte según tabla 8.2.3.b.
Con heladas
Sin sales fundentes
H Ataque hielo-deshielo
– Elementos situados en contacto frecuente con agua, o zonas con humedad relativa media ambiental en in-vierno superior al 75%, y que tengan una probabilidad anual superior al 50% de alcanzar al menos una vez temperaturas por debajo de –5 °C.
– Construcciones en zonas de alta montaña.– Estaciones invernales.
Con sales fundentes
F Ataque por sales fundentes
– elementos destinados al tráfi co de vehículos o peato-nes en zonas con más de 5 nevadas anuales o con valor medio de la temperatura mínima en los meses de invierno inferior a 0 °C.
– Tableros de puentes o pasarelas en zonas de alta montaña, en las que se utilizan sales fundentes.
Erosión E Abrasióncavitación
– Elementos sometidos a desgaste superfi cial.– Elementos de estructuras hidráulicas en los que la
cota piezométrica pueda descender por debajo de la presión de vapor del agua.
– Pilas de puente en cauces muy torrenciales.– Elementos de diques, pantalanes y otras obras de de-
fensa litoral que se encuentren sometidos a fuertes oleajes.
– Pavimentos de hormigón.– Tuberías de alta presión.
02-Capitulos_2-4.indd 55
02-Capitulos_2-4.indd 55
5/1/08 11:57:515/1/08 11:57:51
55
Cap
ítulo
2 • C
riterios de seguridad y bases de cálculo
Tabla 8.2.3.aClases específi cas de exposición relativas a otros procesos de deterioro distintos de la corrosión
CLASE ESPECÍFICA DE EXPOSICIÓNDESCRIPCIÓN EJEMPLOS
Clase Subclase Designación Tipo de proceso
QuímicaAgresiva
Débil Qa Ataque químico – Elementos situados en ambientes con contenidos de sustancias químicas capaces de provocar la alteración del hormigón con velocidad lenta (ver tabla 8.2.3.b).
– Instalaciones industriales, con sustancias débilmente agresivas según tabla 8.2.3.b.
– Construcciones en proximidades de áreas industria-les, con agresividad débil según tabla 8.2.3.b.
Media Qb Ataque químico – Elementos en contacto con agua de mar.– Elementos situados en ambientes con contenidos de
sustancias químicas capaces de provocar la alteración del hormigón con velocidad media (ver tabla 8.2.3.b).
– Dolos, bloques y otros elementos para diques.– Estructuras marinas, en general.– Instalaciones industriales con sustancias de agresivi-
dad media según tabla 8.2.3.b.– Construcciones en proximidades de áreas industria-
les, con agresividad media según tabla 8.2.3.b.– Instalaciones de conducción y tratamiento de aguas
residuales con sustancias de agresividad media se-gún tabla 8.2.3.b.
Fuerte Qc Ataque químico – Elementos situados en ambientes con contenidos de sustancias químicas capaces de provocar la alteración del hormigón con velocidad rápida (ver tabla 8.2.3.b).
– Instalaciones industriales, con sustancias de agresi-vidad alta de acuerdo con tabla 8.2.3.b.
– Instalaciones de conducción y tratamiento de aguas residuales, con sustancias de agresividad alta de acuerdo con tabla 8.2.3.b.
– Construcciones en proximidades de áreas industria-les, con agresividad fuerte según tabla 8.2.3.b.
Con heladas
Sin sales fundentes
H Ataque hielo-deshielo
– Elementos situados en contacto frecuente con agua, o zonas con humedad relativa media ambiental en in-vierno superior al 75%, y que tengan una probabilidad anual superior al 50% de alcanzar al menos una vez temperaturas por debajo de –5 °C.
– Construcciones en zonas de alta montaña.– Estaciones invernales.
Con sales fundentes
F Ataque por sales fundentes
– elementos destinados al tráfi co de vehículos o peato-nes en zonas con más de 5 nevadas anuales o con valor medio de la temperatura mínima en los meses de invierno inferior a 0 °C.
– Tableros de puentes o pasarelas en zonas de alta montaña, en las que se utilizan sales fundentes.
Erosión E Abrasióncavitación
– Elementos sometidos a desgaste superfi cial.– Elementos de estructuras hidráulicas en los que la
cota piezométrica pueda descender por debajo de la presión de vapor del agua.
– Pilas de puente en cauces muy torrenciales.– Elementos de diques, pantalanes y otras obras de de-
fensa litoral que se encuentren sometidos a fuertes oleajes.
– Pavimentos de hormigón.– Tuberías de alta presión.
02-Capitulos_2-4.indd 55
02-Capitulos_2-4.indd 55
5/1/08 11:57:515/1/08 11:57:51

El cemento Portland
• Relación A/C
21
153
Durabilidad
Tabla 37.3.2.a Máxima relación agua/cemento y mínimo contenido de cemento
Parámetro de dosificación Tipo de hormigón
Clase de exposición
I IIa IIb IIIa IIIb IIIc IV Qa Qb Qc H F E
Máxima relacióna/c
Masa 0,65 — — — — — — 0,50 0,50 0,45 0,55 0,50 0,50
Armado 0,65 0,60 0,55 0,50 0,50 0,45 0,50 0,50 0,50 0,45 0,55 0,50 0,50
Pretensado 0,60 0,60 0,55 0,45 0,45 0,45 0,45 0,50 0,45 0,45 0,55 0,50 0,50
Mínimo contenidode cemento(kg/m3)
Masa 200 — — — — — — 275 300 325 275 300 275
Armado 250 275 300 300 325 350 325 325 350 350 300 325 300
Pretensado 275 300 300 300 325 350 325 325 350 350 300 325 300
Tabla 37.3.2.b Resistencias mínimas recomendadas en función de los requisitos de durabilidad (*)
Parámetro de dosificación Tipo de hormigón
Clase de exposición
I IIa IIb IIIa IIIb IIIc IV Qa Qb Qc H F E
Resistencia mínima(N/mm2)
Masa 20 — — — — — — 30 30 35 30 30 30
Armado 25 25 30 30 30 35 30 30 30 35 30 30 30
Pretensado 25 25 30 30 35 35 35 30 35 35 30 30 30
(*) Estos valores reflejan las resistencias que pueden esperarse con carácter general cuando se emplean áridos de buena calidad y se respetan las especificaciones estrictas de durabilidad incluidas en esta Instrucción. Se trata de una tabla meramente orientativa, al objeto de fomentar la deseable coherencia entre las especificaciones de durabilidad y las especificaciones de resistencia. En este sentido, se recuerda que en algunas zonas geográficas en las que los áridos sólo pueden cumplir estrictamente las especificaciones definidos para ellos en esta Instrucción, puede ser complicado obtener estos valores.
05-Capitulo_7.indd 153
20/10/09 17:22:04

22
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

Adiciones de los cementos Portland
• Los cementos actuales no son clinker puro. • Todos contienen adiciones minerales
(componentes que reaccionan con los productos de la hidratación).
• Lo más habituales son: – Filler calizo (L,LL) – Cenizas volantes (V,W) – Escorias (S) – Puzolanas (P,Q) – Humo de sílice o microsílice (D)
23

Adiciones de los cementos Portland
• Escoria granulada de horno alto (S) – Se obtiene por enfriamiento rápido en estado de
fusión del mineral de hierro en un horno alto. • Puzolanas (P,Q)
– Sustancias silíceas o silico-aluminosas naturales (P) o industriales (Q) finamente molidas, reaccionan con la portlandita y forman compuestos C-S-A-H capaces de desarrollar resistencia.
• Esquisto calcinado (T) – Contiene fases del clinker, principalmente silicato
bicálcico y aluminato monocálcico (hidráulico y puzolánico).
24
Alúmina activa

Adiciones de los cementos Portland
• Caliza (L,LL) – Molida finamente actúa como filler.
• Cenizas volantes (V,W) – Se obtienen por precipitación de cenizas de hornos
alimentados con carbón pulverizado. – Se distinguen dos tipos, cenizas volantes silíceas (V)
o cenizas volantes calcáreas (W).
25
La caliza es una roca sedimentaria compuesta mayoritariamente por carbonato de calcio (CaCO3), generalmente calcita, aunque frecuentemente presenta trazas de magnesita (MgCO3) y otros carbonatos.

Adiciones de los cementos Portland
• Cenizas volantes (V,W) – Silíceas (V)
• Es una puzolana industrial en forma de polvo fino constituido de sílice reactivo y alúmina en partículas esféricas.
• Se emplea en la fabricación de cementos SR y MR.
– Calcáreas (W) • Es un polvo fino que tiene propiedades hidráulicas o
puzolánicas. Consta esencialmente de CaO reactivo, sílice reactivo y alúmina.
26
(")3R$,%C+1$)*",%SbD%aTO P"%+8*3")")%;+0%;0"53;3*$539)%:"%5")3R$,%:"%=+0)+,%$13#")*$:+,%5+)%5$089)%;/1C"03R$:+-
O P"%:3,*3)E/")%:+,%*3;+,'O ;!",6&$#-(0&"%!$#$,0>+!&$#2?4#K,%/)$%;/R+1$)$%3):/,*03$1%")%4+0#$%:"%;+1C+%43)+%5+),*3*/3:+%:"%,V135"%%0"$5*3C+%2%$1W#3)$%;$0*V5/1$,%",4N035$,-%SP"%/*313R$)%")%1$%4$8035$539)%:"%5"#")*+,%PF%2%JF-T
O ;!",6&$#-(0&"%!$#+&0+@*!&$#2A4#K,%/)%;+1C+%43)+%@/"%*3")"%;0+;3":$:",%=3:0U/135$,%+%;/R+1U)35$,-%(+),*$%",")53$1#")*"%:"%($d 0"$5*3C+7#,V135"%0"$5*3C+%2%$1W#3)$-
(")3R$,%C+1$)*",%SbD%aT

Adiciones de los cementos Portland
• Humo de sílice (D) – Es un subproducto de la reducción del cuarzo de
elevada pureza con carbón en hornos eléctricos de arco, para la producción del silicio y aleaciones de ferrosilicio.
– Está constituido por partículas muy pequeñas con alto contenido en sílice amorfa (es muy reactivo).
– Reacciona con la portlandita produciendo geles tobermoríticos (C-S-H).
27
^/#+%:"%,V135"%S]TO K,% /)% ,/8;0+:/5*+% :"% 1$% 0":/5539)% :"% 5/$0R+% :"%"1"C$:$%;/0"R$%5+)%5$089)%")%=+0)+,%"1N5*035+,%:"%$05+D%;$0$% 1$% ;0+:/5539)% :"% ,31353+% 2% $1"$53+)",% :"%4"00+,31353+-
O K,*U 5+),*3*/3:+%;+0%%;$0*V5/1$,%#/2%;"@/"Z$,%5+)%$1*+%5+)*")3:+%:"%,V135"%$#+04$%S",%#/2%0"$5*3C+T-
O F"$553+)$% 5+)% 1$% ;+0*$1$):3*$ ;0+:/53"):+% E"1",%*+8"0#+0V*35+,%S(GPG^T-
O P"%/*313R$%")%1$%4$8035$539)%:"%5"#")*+,%PF%2%JF%2%")%=+0#3E+)",%:"%$1*$,%;0",*$53+)",%S^?<T-
O ]"),3435$% % 1$% #$*03R% :"% 5"#")*+% S4/"0*"% $/#")*+% :"%0",3,*")53$T%2%0":/5"%1$%;"0#"$8313:$:%S^?<T-
^/#+%:"%,V135"%S]T

Adiciones de los cementos Portland
• Humo de sílice (D) – Se utiliza en la fabricación de cementos SR y MR,
además de en los hormigones de altas prestaciones (HAP).
– Densifica la matriz de cemento (fuerte aumento de la resistencia) y reduce la permeabilidad è HAP
28
^/#+%:"%,V135"%S]TO K,% /)% ,/8;0+:/5*+% :"% 1$% 0":/5539)% :"% 5/$0R+% :"%"1"C$:$%;/0"R$%5+)%5$089)%")%=+0)+,%"1N5*035+,%:"%$05+D%;$0$% 1$% ;0+:/5539)% :"% ,31353+% 2% $1"$53+)",% :"%4"00+,31353+-
O K,*U 5+),*3*/3:+%;+0%%;$0*V5/1$,%#/2%;"@/"Z$,%5+)%$1*+%5+)*")3:+%:"%,V135"%$#+04$%S",%#/2%0"$5*3C+T-
O F"$553+)$% 5+)% 1$% ;+0*$1$):3*$ ;0+:/53"):+% E"1",%*+8"0#+0V*35+,%S(GPG^T-
O P"%/*313R$%")%1$%4$8035$539)%:"%5"#")*+,%PF%2%JF%2%")%=+0#3E+)",%:"%$1*$,%;0",*$53+)",%S^?<T-
O ]"),3435$% % 1$% #$*03R% :"% 5"#")*+% S4/"0*"% $/#")*+% :"%0",3,*")53$T%2%0":/5"%1$%;"0#"$8313:$:%S^?<T-
^/#+%:"%,V135"%S]T
^/#+%:"%,V135"%S]TO K,% /)% ,/8;0+:/5*+% :"% 1$% 0":/5539)% :"% 5/$0R+% :"%"1"C$:$%;/0"R$%5+)%5$089)%")%=+0)+,%"1N5*035+,%:"%$05+D%;$0$% 1$% ;0+:/5539)% :"% ,31353+% 2% $1"$53+)",% :"%4"00+,31353+-
O K,*U 5+),*3*/3:+%;+0%%;$0*V5/1$,%#/2%;"@/"Z$,%5+)%$1*+%5+)*")3:+%:"%,V135"%$#+04$%S",%#/2%0"$5*3C+T-
O F"$553+)$% 5+)% 1$% ;+0*$1$):3*$ ;0+:/53"):+% E"1",%*+8"0#+0V*35+,%S(GPG^T-
O P"%/*313R$%")%1$%4$8035$539)%:"%5"#")*+,%PF%2%JF%2%")%=+0#3E+)",%:"%$1*$,%;0",*$53+)",%S^?<T-
O ]"),3435$% % 1$% #$*03R% :"% 5"#")*+% S4/"0*"% $/#")*+% :"%0",3,*")53$T%2%0":/5"%1$%;"0#"$8313:$:%S^?<T-
^/#+%:"%,V135"%S]T

Adiciones de los cementos Portland
• Composición Additions
107
in the pozzolanic reactions, forming complex products. The metakaolin comprises nearly all active silica and alumina.
also contain significant quantities of CaO. This also takes part in the hydration reactions, and therefore neither material is a true pozzolan, and both are to a certain extent self-cementing. The reactions are very slow in the neat material, but they are much quicker in the presence of the cement hydration, which seems to act as a form of catalyst for the production of C-S-H.
effective Portland cement replacement levels of
csf. At higher levels than these, there is insufficient Portland cement to produce the required quan-tities of calcium hydroxide for the secondary reactions to be completed. However, high-volume
and low water:binder ratios, has been of increas-ing interest in recent years.
those of Portland cement, whereas the metakaolin particles are on average nearly ten times smaller
(although the ggbs and metakaolin are both ground specifically for use in concrete, and so their
fineness can be varied). The consequences of the associated differences in surface area are:
than that of fly ash and ggbs, and that of microsilica highest of all (but remember that all are still secondary to that of the Portland cement)
of fluidity of the cement paste and concrete if no other changes are made to the mix, with again the effect of csf being greater that that of metakaolin. To maintain fluidity, either the water content must be increased, or a plasticiser
latter is the preferred option, since other prop-erties such as strength are not compromised. With a sufficient dosage of superplasticiser to disperse the fine particles, a combination of excellent consistence with good cohesion and low bleed can be obtained.
to an increase in fluidity if no other changes are made to the mix. Some increase is also obtained with ggbs.
Portland cement, and therefore substitution of the cement on a weight-for-weight basis will result in a greater volume of paste.
Table 15.1 Typical composition ranges and properties of additions
Addition
Fly ash
ggbs Microsilica MetakaolinPortland cement
Low lime (class F)
High lime (class C)
OxidesSiO2
CaOAl2O
2O 0.2–2MgO
Particle size range (microns)Specific surface area (m2/kg) 20000Relative particle density 2.2Particle shape Spherical Irregular Spherical Irregular Angular
ggbs, ground granulated blast furnace slag.Notes:
the end of this part of the book.
29

30
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

Designación de los cementos
31
(1$,3435$539)%2%:",3E)$539)%:"%("#")*+,%SF(GHITO X$% e),*0/5539)% :"% 5"#")*+,% SF(GHIT% :"43)"% '($# /*)B($#'!#+!C!"%($ @/"%,"%;/":")%/*313R$0%")%5+),*0/5539)'
O ("#")*+,%,/Y"*+,%$1%J$05$:+%(K'%("#")*+,%(+#/)",%SfBKGKB%.`gG.T("#")*+,%:"%8$Y+%2%5$1+0%:"%=3:0$*$539) Sh6gH%ijET("#")*+,%:"%#/2%8$Y+%5$1+0%:"%=3:0$*$539) SfBKGKB%.>6.LT("#")*+,%:"%$1/#3)$*+%5U1535+%SfBKGKB%.>L>gT("#")*+,%:"%$18$Z31"0V$%SfBKGKB%>.&T
O ("#")*+,%)+%,/Y"*+,%$1%J$05$:+%(K%'%SF]%.&.&G.`IIT-("#")*+,%5+#/)",%0",3,*")*",%$%,/14$*+,("#")*+,%5+#/)",%0",3,*")*",%$1%$E/$%:"%#$0("#")*+,%81$)5+,("#")*+,%;$0$%/,+,%",;"53$1",
(1$,3435$539)%2%:",3E)$539)%:"%("#")*+,%(+#/)",
O X$% e),*0/5539)% :"% 5"#")*+,% SF(GHIT% :"43)"% 1+,% *3;+,% :"%5"#")*+,%5+#/)",%@/"%,"%;/":")%/*313R$0%")%5+),*0/5539)-
O !3;+,%:"%5"#")*+'%]";"):")%:"%1$%5+#;+,3539)(KJ%e'%%%JU,%:"%`A%k%:"%513)Q"0-(KJ%ee'%%K)*0"%LA%2%`>%k%:"%513)Q"0%S0",*+%$:353+)",T(KJ%eee'%6HGL>%k%:"%513)Q"0%2%&LGIH%k%",5+03$,%=+0)+-(KJ%eb'%>AGI`%k%:"%513)Q"0%2%..GAA%k%;/R+1$)$,-(KJ%b'%%(+#;/",*+%:"%513)Q"0D%",5+03$%2%;/R+1$)$-
O (1$,",%0",3,*")*",'%0",3,*")53$%$%5+#;0",39)%$%1+,%6I%:V$,-
O ]",3E)$539)'%!"#$%&'%(')'*+$,%!"#$%&'%-&"(".*,%/0-1'%2'1"1+'*+'A6DA%FA6DA%B>6DA%F>6DA%B&6DA%F&6DA%B

Designación de los cementos
• La Instrucción de cementos (RC-08) define los tipos de cementos comunes que se pueden utilizar en construcción.
• Tipos de cemento: – Dependen de la composición:
• CEM I: Más del 95% de clinker. • CEM II: Entre 65% y 94% de clinker (el resto adiciones). • CEM III: 20-64% de clinker y 36-80% escorias acería. • CEM IV: 45-89% de clinker y 11-55% puzolanas. • CEM V: Compuesto de clinker, escoria y puzolana.
– Clases resistentes: • Resistencia a la compresión a los 28 días.
– 32,5N – 32,5R - 42,5N - 42,5R - 52,5N - 52,5R 32

Designación de los cementos
• La instrucción de cementos (RC-08) define dos grupos de cementos: – Cementos sujetos a marcado CE
• Cementos comunes (UNE-EN 1971) • Cementos de bajo calor de hidratación (<270J/gr) • Cementos de muy bajo calor de hidratación (UNE- EN14216) • Cementos de aluminato cálcico (UNE- EN 14647) • Cementos de albañilería (UNE- EN 413)
– Cementos no sujetos a marcado CE (RD 1313-1988) • Cementos comunes resistentes a sulfatos • Cementos comunes resistentes al agua de mar • Cementos blancos • Cementos para usos especiales
33
(ESP) (BL)
(MR) (SR)
(MC) (CAC)
(BC) (CEM)

Designación de los cementos
34
32
Instrucción para la recepción de cementos R
C-08
TABLA A1.1.1. Cementos comunes
Tipos Denominación Designación
Composición (proporción en masa) (1)
Componentes principales
ClínkerK
Escoriade horno
alto
S
Humode sílice
D (2)
Puzolana Cenizas volantes
Esquistoscalcinados
T
Calizas (4)
ComponentesminoritariosNatural
P
Naturalcalcinada
QSilíceas
VCalcáreas
W L LL
CEM I Cemento pórtland CEM I 95-100 — — — — — — — — — 0-5
CEM II
Cemento pórtland en escoriaCEM II/A-S 80-94 6-20 — — — — — — — — 0-5CEM II/B-S 65-79 21-35 — — — — — — — — 0-5
Cemento pórtland con humo de sílice CEM II/A-D 90-94 — 6-10 — — — — — — — 0-5
Cemento pórtland con puzolana
CEM II/A-P 80-94 — — 6-20 — — — — — — 0-5CEM II/B-P 65-79 — — 21-35 — — — — — — 0-5CEM II/A-Q 80-94 — — — 6-20 — — — — — 0-5CEM II/B-Q 65-79 — — — 21-35 — — — — — 0-5
Cemento pórtlandcon ceniza volante
CEM II/A-V 80-94 — — — — 6-20 — — — — 0-5CEM II/B-V 65-79 — — — — 21-35 — — — — 0-5CEM II/A-W 80-94 — — — — — 6-20 — — — 0-5CEM II/B-W 65-79 — — — — — 21-35 — — — 0-5
Cemento pórtland con esquistoscalcinados
CEM II/A-T 80-94 — — — — — — 6-20 — — 0-5CEM II/B-T 65-79 — — — — — — 21-35 — — 0-5
Cemento pórtland con caliza
CEM II/A-L 80-94 — — — — — — — 6-20 — 0-5CEM II/B-L 65-79 — — — — — — — 21-35 — 0-5CEM II/A-LL 80-94 — — — — — — — — 6-20 0-5CEM II/B-LL 65-79 — — — — — — — — 21-35 0-5
Cemento pórtland mixto (3) CEM II/A-M 80-94 6-20 0-5CEM II/B-M 65-79 21-35 0-5
CEM III Cemento con escoriasde alto horno
CEM III/A 35-64 36-65 — — — — — — — — 0-5CEM III/B 20-34 66-80 — — — — — — — — 0-5CEM III/C 5-19 81-95 — — — — — — — — 0-5
CEM IV Cemento puzolánico (3) CEM IV/A 65-89 — 11-35 — — — 0-5CEM IV/B 45-64 — 36-55 — — — 0-5
CEM V Cemento compuesto (3) CEM V/A 40-64 18-30 — 18-30 — — — — 0-5CEM V/B 20-38 31-50 — 31-50 — — — — 0-5
(1) Los valores de la tabla se refieren a la suma de los componentes principales y minoritarios (núcleo de cemento). (2) El porcentaje de humo de sílice está limitado al 10%. (3) En cementos pórtland mixtos CEM II/A-M y CEM II/B-M, en cementos puzolánicos CEM IV/A y CEM IV/B y en cementos compuestos CEM V/A y CEM V/B los componentes principales diferentes del clinker deben ser declarados en la
designación del cemento (véase el apartado A1.1.2). (4) El contenido de carbono orgánico total (TOC), determinado conforme al UNE EN 13639, será inferior al 0,20% en masa para calizas LL, o inferior al 0,50% en masa para calizas L.
02-RC
-08.indd 3202-R
C-08.indd 32
17/12/08 13:23:1817/12/08 13:23:18

Designación de los cementos
35
34
Instrucción para la recepción de cementos RC-08
TABLA A1.1.3. Prescripciones mecánicas y físicas de los cementos comunes,incluidos los de bajo calor de hidratación
Clasede
resistencia (1)
Resistencia a compresiónUNE-EN 196-1 (2)
Tiempode fraguado
UNE-EN196-3
Estabilidadde volumen según
UNE-EN 196-3Calor de hidratación (3)
Resistenciainicial
(N/mm2)
Resistencianominal(N/mm2) Inicio
(min)Final(h)
Expansión(mm)
UNE-EN 196-9(J/g)
UNE-EN 196-8(J/g)
2 días 7 días 28 días 41 horas 7días
32,5 N — * 16,0* 32,5 ) 52,5 * 75
) 12 ) 10 ) 270
32,5 R * 10,0 —
42,5 N * 10,0 —* 42,5 ) 62,5 * 60
42,5 R * 20,0 —
52,5 N * 20,0— * 52,5 — * 45
52,5 R * 30,0
(1) R = Alta resistencia inicial. (1) N = Resistencia inicial normal. (2) 1 N/mm2 = 1 MPa. (3) Sólo para los comunes de bajo calor de hidratación.
TABLA A1.1.4. Prescripciones químicas de los cementos comunes, incluidos los de bajo calorde hidratación
Característica Norma de ensayo Tipode cemento
Clasede resistencia Prescripción(1)
Pérdida por calcinación UNE-EN 196-2 CEM ICEM III Todas ) 5,0%
Residuo insoluble UNE-EN 196-2(2) CEM ICEM III Todas ) 5,0%
Contenido de sulfatos(expresado como SO3)
UNE-EN 196-2
CEM ICEM II (3)
CEM IVCEM V
32,5 N32,5 R42,5 N
) 3,5%
42,5 R52,5 N52,5 R ) 4,0%
CEM III (4) Todas
Contenido de cloruros (Cl–) UNE-EN 196-2 Todos (5) Todas ) 0,10% (6)
Puzolanicidad UNE-EN 196-5 CEM IV Todas Puzolanicidad a la edadde 8 ó 15 días
(1) En el caso en que las prescripciones se expresan en porcentajes, estos se refi eren a la masa del cemento fi nal. (2) La determinación del residuo insoluble se realizará por el método basado en la disolución de la muestra en ácido clorhídrico y posterior ataque con disolución de
carbonato de sodio. (3) El cemento tipo CEM II/B-T puede contener hasta el 4,5% de sulfato para todas las clases de resistencia. (4) El cemento tipo CEM III/C puede contener hasta el 4,5% en masa de sulfato. (5) El tipo de cemento CEM III puede contener más del 0,10% de cloruros, pero en tal caso el contenido máximo debe ser consignado en los envases y en los albaranes
de entrega. (6) Para aplicaciones de pretensado, el cemento puede haber sido fabricado expresamente con valores de cloruros inferiores al máximo admisible. En este caso, se
debe expresar el valor real en los envases y albaranes de entrega, reemplazando en su caso, el valor por defecto del 0,10% en masa.
5 Comentario: La nota (5) referida al cemento CEM III se introduce porque estos cementos están fabricados con escorias que pueden haber sido enfriadas con agua de mar, incorporando iones cloruro durante este proceso. En estos casos, el contenido real de cloruros puede ser declarado en el albarán.
02-RC-08.indd 3402-RC-08.indd 34 17/12/08 13:23:1817/12/08 13:23:18

Designación de los cementos
36
• Ejemplos de designación de cementos – Tipo de cemento / tipo de adición / clase resistente
KY"#;1+,%:"%:",3E)$539)%:"%5"#")*+,
;.D#E#FG7H#I#JI.K.I#LMNKLOGPPP######################################################;.D.I:Q#5QR:<SIT
;.D#EE#U#SKT#VG7H#R#JI.K.I#LMNKLOGPPP##############;.D.I:Q#5QR:<SIT#;QI#STE;EQI.3
;.D#EE#U#SKD#257:4#I#JI.K.I#LMNKLOGPPP##################;.D.I:Q#5QR:<SIT#;QD5J.3:Q
;.D#EEE#U#W#FG7H#R#JI.K.I#LMNKLOGPPP########;.D.I:Q#;QI#.3;QRES3#T.#XQRIQ#S<:Q
;.D#E?#U#S#257?4#FG7H#I#JI.K.I#LMNKLOGPPP#################################;.D.I:Q#5JYQ<ZIE;Q
;.D#?#U#S#257?4#HG7H#R#JI.K.I#LMNKLOGPPP###################################;.D.I:Q#;QD5J.3:Q
EE#U#SK?#FG7H#R#U#W;#JI.#[PVPVKVOGGPL#####;.D.I:Q#T.#WS\Q#;S<QR#T.#XETRS:S;E]I
EE#U#WKA#FG7H#R#U#DR#JI.#[PVPVKGOGPPL##########;.D.I:Q#R.3E3:.I:.#S<#S^JS#T.#DSR
EE#U#SKT#FG7H#I#U#3R#JI.#[PVPVKLOGPPL############;.D.I:Q#R.3E3:.I:.#S#<Q3#3J<_S:Q3
.35#?EKL#FG7H#I#JI.#[PVPNOGPPL#############################;.D.I:Q#5SRS J3Q3#.35.;ES<.3
W<#EE#U#SK?#FG7H#R#JI.#[PVPHOGPPL######################################### ;.D.I:Q#W<SI;Q
;S;#U#R#JI.#[PVLPOLMM`#######################################;.D.I:Q#T.#S<JDEIS:Q#T.#;S<;EQ
D;#GG7H#a####################################################### ;.D.I:Q#T.#S<WSbE<.RcS

Designación de los cementos
• Cemento de aluminato de calcio (CAC) Concrete
110
2CA.10H C2A.8H A.3H 9H (16.4)
3C2A.8H 2C3A.6H A.3H 9H (16.5)
The rate of conversion is temperature dependent, and takes years to complete at 20 C but only days at 60 C (Fig. 16.2). A major consequence of con-version arises from the solid density of the final stable product (C3A.6H) being greater than that of the metastable products of reactions (16.1) and (16.2). Hardened cement that has been formed at low temperatures will therefore become more porous
as its hydrates convert, with a consequent loss of strength. This loss can occur at any time in the life of the concrete in the event of an increase in temperature, as shown in Fig. 16.3.
An essential feature of the conversion is that it does not result in disintegration of the concrete and the products have a significant and stable strength, albeit lower than that of the initial hydrates. The strength – both before and after conversion – depends on the initial water:cement ratio, as shown in Fig. 16.4.
0
10
20
30
40
50
60
70
80
0.1 1 10 100
CAC
CEM I 42.5N
w:c 0.4
Age (days)
Com
pres
sive
str
engt
h (M
Pa)
CEM I 52.5R
0.1
1
10
100
1000
20 30 40 50 60
Temperature (°C)
Tim
e to 5
0%
conve
rsio
n (
month
s)
(1 day) –
(1 yr) –
0
10
20
30
40
50
0 50 100 150
Age (days)
Com
pres
sive
str
engt
h (M
Pa) In water at 18°C
In water at 38°C
w:c = 0.6
Conversion
0102030405060708090
100
0.2 0.3 0.4 0.5 0.6 0.7 0.8Water/cement ratio
Storage temperature
18 C(no conversion)
40 C(full conversion)
Com
pres
sive
str
engt
h (M
Pa)
Fig. 16.1 Typical strength gains of concrete containing Portland and calcium aluminate cements (adapted from Neville and Wainwright, 1975).
Fig. 16.2 Effect of storage temperature on rate of conversion of CAC concrete (after Neville, 1995).
Fig. 16.3 Strength changes in CAC concrete due to conversion (adapted from Neville and Wainwright, 1975).
Fig. 16.4 The effect of water:cement ratio on the strength of CAC concrete stored for 100 days at two temperatures (after Neville, 1995).
Concrete
110
2CA.10H C2A.8H A.3H 9H (16.4)
3C2A.8H 2C3A.6H A.3H 9H (16.5)
The rate of conversion is temperature dependent, and takes years to complete at 20 C but only days at 60 C (Fig. 16.2). A major consequence of con-version arises from the solid density of the final stable product (C3A.6H) being greater than that of the metastable products of reactions (16.1) and (16.2). Hardened cement that has been formed at low temperatures will therefore become more porous
as its hydrates convert, with a consequent loss of strength. This loss can occur at any time in the life of the concrete in the event of an increase in temperature, as shown in Fig. 16.3.
An essential feature of the conversion is that it does not result in disintegration of the concrete and the products have a significant and stable strength, albeit lower than that of the initial hydrates. The strength – both before and after conversion – depends on the initial water:cement ratio, as shown in Fig. 16.4.
0
10
20
30
40
50
60
70
80
0.1 1 10 100
CAC
CEM I 42.5N
w:c 0.4
Age (days)
Com
pres
sive
str
engt
h (M
Pa)
CEM I 52.5R
0.1
1
10
100
1000
20 30 40 50 60
Temperature (°C)
Tim
e to 5
0%
co
nve
rsio
n (
mon
ths)
(1 day) –
(1 yr) –
0
10
20
30
40
50
0 50 100 150
Age (days)
Com
pres
sive
str
engt
h (M
Pa) In water at 18°C
In water at 38°C
w:c = 0.6
Conversion
0102030405060708090
100
0.2 0.3 0.4 0.5 0.6 0.7 0.8Water/cement ratio
Storage temperature
18 C(no conversion)
40 C(full conversion)
Com
pres
sive
str
engt
h (M
Pa)
Fig. 16.1 Typical strength gains of concrete containing Portland and calcium aluminate cements (adapted from Neville and Wainwright, 1975).
Fig. 16.2 Effect of storage temperature on rate of conversion of CAC concrete (after Neville, 1995).
Fig. 16.3 Strength changes in CAC concrete due to conversion (adapted from Neville and Wainwright, 1975).
Fig. 16.4 The effect of water:cement ratio on the strength of CAC concrete stored for 100 days at two temperatures (after Neville, 1995).
Concrete
110
2CA.10H C2A.8H A.3H 9H (16.4)
3C2A.8H 2C3A.6H A.3H 9H (16.5)
The rate of conversion is temperature dependent, and takes years to complete at 20 C but only days at 60 C (Fig. 16.2). A major consequence of con-version arises from the solid density of the final stable product (C3A.6H) being greater than that of the metastable products of reactions (16.1) and (16.2). Hardened cement that has been formed at low temperatures will therefore become more porous
as its hydrates convert, with a consequent loss of strength. This loss can occur at any time in the life of the concrete in the event of an increase in temperature, as shown in Fig. 16.3.
An essential feature of the conversion is that it does not result in disintegration of the concrete and the products have a significant and stable strength, albeit lower than that of the initial hydrates. The strength – both before and after conversion – depends on the initial water:cement ratio, as shown in Fig. 16.4.
0
10
20
30
40
50
60
70
80
0.1 1 10 100
CAC
CEM I 42.5N
w:c 0.4
Age (days)
Com
pres
sive
str
engt
h (M
Pa)
CEM I 52.5R
0.1
1
10
100
1000
20 30 40 50 60
Temperature (°C)
Tim
e to 5
0%
conve
rsio
n (
month
s)
(1 day) –
(1 yr) –
0
10
20
30
40
50
0 50 100 150
Age (days)
Com
pres
sive
str
engt
h (M
Pa) In water at 18°C
In water at 38°C
w:c = 0.6
Conversion
0102030405060708090
100
0.2 0.3 0.4 0.5 0.6 0.7 0.8Water/cement ratio
Storage temperature
18 C(no conversion)
40 C(full conversion)
Com
pres
sive
str
engt
h (M
Pa)
Fig. 16.1 Typical strength gains of concrete containing Portland and calcium aluminate cements (adapted from Neville and Wainwright, 1975).
Fig. 16.2 Effect of storage temperature on rate of conversion of CAC concrete (after Neville, 1995).
Fig. 16.3 Strength changes in CAC concrete due to conversion (adapted from Neville and Wainwright, 1975).
Fig. 16.4 The effect of water:cement ratio on the strength of CAC concrete stored for 100 days at two temperatures (after Neville, 1995).
Concrete
110
2CA.10H C2A.8H A.3H 9H (16.4)
3C2A.8H 2C3A.6H A.3H 9H (16.5)
The rate of conversion is temperature dependent, and takes years to complete at 20 C but only days at 60 C (Fig. 16.2). A major consequence of con-version arises from the solid density of the final stable product (C3A.6H) being greater than that of the metastable products of reactions (16.1) and (16.2). Hardened cement that has been formed at low temperatures will therefore become more porous
as its hydrates convert, with a consequent loss of strength. This loss can occur at any time in the life of the concrete in the event of an increase in temperature, as shown in Fig. 16.3.
An essential feature of the conversion is that it does not result in disintegration of the concrete and the products have a significant and stable strength, albeit lower than that of the initial hydrates. The strength – both before and after conversion – depends on the initial water:cement ratio, as shown in Fig. 16.4.
0
10
20
30
40
50
60
70
80
0.1 1 10 100
CAC
CEM I 42.5N
w:c 0.4
Age (days)
Com
pres
sive
str
engt
h (M
Pa)
CEM I 52.5R
0.1
1
10
100
1000
20 30 40 50 60
Temperature (°C)
Tim
e t
o 5
0%
co
nve
rsio
n (
mo
nth
s)
(1 day) –
(1 yr) –
0
10
20
30
40
50
0 50 100 150
Age (days)
Com
pres
sive
str
engt
h (M
Pa) In water at 18°C
In water at 38°C
w:c = 0.6
Conversion
0102030405060708090
100
0.2 0.3 0.4 0.5 0.6 0.7 0.8Water/cement ratio
Storage temperature
18 C(no conversion)
40 C(full conversion)
Com
pres
sive
str
engt
h (M
Pa)
Fig. 16.1 Typical strength gains of concrete containing Portland and calcium aluminate cements (adapted from Neville and Wainwright, 1975).
Fig. 16.2 Effect of storage temperature on rate of conversion of CAC concrete (after Neville, 1995).
Fig. 16.3 Strength changes in CAC concrete due to conversion (adapted from Neville and Wainwright, 1975).
Fig. 16.4 The effect of water:cement ratio on the strength of CAC concrete stored for 100 days at two temperatures (after Neville, 1995). 37

38
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

Betunes asfálticos
• Producción: – Se suelen obtener como subproductos de las
destilación del crudo en las refinerías de petróleo. – Los betunes asfálticos son una fracción pesada del
petróleo en la que se encuentran los compuestos químicos con pesos moleculares superiores a 600.
– Su idoneidad para la construcción de carreteras viene dada por su comportamiento reológico.
• A altas temperaturas se comporta como un fluido, lo que permite realizar la mezcla con los áridos.
• A temperatura ambiente pasa a comportarse como un sólido elástico, aumentando su viscosidad lo suficiente como para dar cohesión a la mezcla y poder resistir los esfuerzos producidos por el tráfico sin sufrir deformaciones permanentes. 39

Betunes asfálticos
• Producción:
40
El asfalto es uno de los componentes básicos en la mayor parte de los firmes. En España se consumen
1.5 M t/año.

Betunes asfálticos
• Propiedades fundamentales: – Termoplasticidad
• Al elevarse la temperatura se reduce la consistencia y una vez que ésta corresponde a la de un líquido, la viscosidad es cada vez menor.
• Al disminuir la temperatura aumenta la consistencia con un módulo de rigidez mayor.
– Susceptibilidad térmica • Velocidad de variación del módulo de elasticidad (consistencia sólida) o de la viscosidad (consistencia liquida) con respecto a la temperatura. • Importancia:
– Puesta en obra y servicio. 41

Betunes asfálticos
• Propiedades fundamentales: – Envejecimiento
• Está compuesto por moléculas orgánicas que reaccionan con el oxígeno del aire oxidándose lo que les hace más duros y frágiles.
• Esto se produce de forma muy lenta cuando el betún está en el firme.
• Este proceso es más rápido cuando durante la fabricación de la mezcla el ligante está sometido a altas temperaturas
• Se producen en este periodo inicial otros tipos de envejecimiento, como la pérdida de los componentes más volátiles del betún, que se traduce en un endurecimiento del mismo.
42

Betunes asfálticos
• Ensayos: – Los ensayos tienen por objeto identificar un producto
y comprobar que cumple las especificaciones. – Se llevan a cabo de acuerdo a sus correspondientes
normas de ensayo.
43

Betunes asfálticos
• Ensayos: – Viscosidad
• Es una características esencial desde el punto de vista del comportamiento en las capas del firme como en el momento de la aplicación cuando su consistencia es suficientemente reducida.
• La determinación a diferentes temperaturas da una buena idea de su susceptibilidad térmica.
• En la práctica se suele recurrir a determinar la viscosidad relativa. Los viscosímetros más utilizados son los de Saybolt (Furol o Universal).
• Se basan en la determinación del tiempo en que una cierta cantidad de producto asfáltico a una temperatura prefijada fluye por un orificio por la acción de la gravedad en unas condiciones normalizadas.
44
40
Viscosidad • Es una características esencial desde el punto de vista del
comportamiento en las capas del firme como en el momento de la aplicación cuando su consistencia es suficientemente reducida.
• La determinación a diferentes temperaturas da una buena idea de su susceptibilidad térmica.
• En la práctica se suele recurrir a determinar la viscosidad relativa. Los viscosímetros más utilizados son los de Saybolt (Furol o Universal).
• Se basan en la determinación del tiempo en que una cierta cantidad de producto asfáltico a una temperatura prefijada fluye por un orificio por la acción de la gravedad en unas condiciones normalizadas.

Betunes asfálticos
• Ensayos: – Penetración (Pt)
• Medida de la consistencia del producto asfáltico. • Se determina midiendo (en décimas de milímetro), la
longitud de una aguja normalizada que entra en una muestra en unas condiciones de tiempo, temperatura y carga.
• Esta propiedad, por sí sola, no permite definir las propiedades de un betún, pero sí define si el producto que está sometido al ensayo es líquido, semisólido o sólido.
• La penetración de un producto asfáltico disminuye cuando la densidad del mismo aumenta.
45 41
Penetración • Medida de la consistencia del producto asfáltico.• Se determina midiendo (en décimas de milímetro), la longitud de una
aguja normalizada que entra en una muestra en unas condiciones especificadas de tiempo, temperatura y carga.
• Esta propiedad, por sí sola, no permite definir las propiedades de un betún, pero sí define si el producto que está sometido al ensayo es líquido, semisólido o sólido.
• La penetración de un producto asfáltico disminuye cuando la densidad del mismo aumenta.

Betunes asfálticos
• Ensayos: – Punto de reblandecimiento anillo y bola
• (tAB) = temperatura a la que un disco de betún reblandece hasta permitir que una pequeña bola de acero, apoyada inicialmente en su superficie, caiga a través de él.
• Se denomina temperatura de anillo y bola. • Es un valor relativo, los betunes no son ni sólidos ni líquidos.
Son cuerpos viscosos sensibles a la temperatura y a la duración de las cargas.
46
43
Punto de reblandecimiento anillo y bola • Temperatura a la que un disco de betún reblandece hasta permitir
que una pequeña bola de acero, apoyada inicialmente en su superficie, caiga a través de él.
• Se denomina temperatura de anillo y bola.• Es un valor relativo, los betunes no son ni sólidos ni líquidos. Son
cuerpos viscosos sensibles a la temperatura y a la duración de las cargas.
A partir de los valores de la penetración y la temperatura de anillo y bola se puede determinar el índice de penetración de un betún, que da una cierta idea de sus características reológicas.
43
Punto de reblandecimiento anillo y bola • Temperatura a la que un disco de betún reblandece hasta permitir
que una pequeña bola de acero, apoyada inicialmente en su superficie, caiga a través de él.
• Se denomina temperatura de anillo y bola.• Es un valor relativo, los betunes no son ni sólidos ni líquidos. Son
cuerpos viscosos sensibles a la temperatura y a la duración de las cargas.
A partir de los valores de la penetración y la temperatura de anillo y bola se puede determinar el índice de penetración de un betún, que da una cierta idea de sus características reológicas.
44

Betunes asfálticos
• Ensayos: – A partir de los valores de la penetración y la
temperatura de anillo y bola se puede determinar el índice de penetración de un betún, que da una cierta idea de sus características reológicas.
47 45
Diagrama para calcular el índice de penetración La relación entre el logaritmo de la penetración y el logaritmo de la temperatura (punto de reblandecimiento) es lineal. Para carreteras –1 < I.P < 1.
SW
S
$%
W
S$%
W�WHPS��OD�D��SHQHW3&|�HQSHQHW���GH��WHPSW
EROD�DQLOOR��WHPSW3ORJORJY
ᤢWWᤡORJXY�XYX,3
�
� ��
80043030020
-3 muy susceptible+3 poco susceptible
Índice de penetración: IP = (20u-300v)/(u+30v) u = log4(tAB-tp) v = log800-logPt tAB= temperatura de anillo y bola tp= tempretura de penetración (25ºC) Pt = penetración a la temperatura tp IP=-3 Betún muy susceptible IP=+3 Betún poco susceptible Diagrama para el cálculo del
índice de penetración

Betunes asfálticos
• Ensayos: – Ductilidad
• Alargamiento (cm), antes de producirse la rotura, de una probeta estirada por sus extremos con una velocidad constante.
• Estos materiales están sometidos a oscilaciones de temperatura que provocan cambios dimensionales.
• Es necesario que tengan suficiente ductilidad para alargarse sin que se produzcan grietas. Una ductilidad excesiva no es conveniente debido a que se pueden presentar ondulaciones por efecto de las cargas del tráfico.
• La ductilidad crece cuando aumenta la temperatura. • La ductilidad aumenta cuando la penetración aumenta o
cuando la viscosidad disminuye.
48 46
Ductilidad • Alargamiento (cm), antes de producirse la rotura, de una probeta estirada
por sus extremos con una velocidad constante.• Estos materiales están sometidos a oscilaciones de temperatura que
provocan cambios dimensionales.• Es necesario que tengan suficiente ductilidad para alargarse sin que se
produzcan grietas.• Una ductilidad excesiva no es conveniente debido a que se pueden
presentar ondulaciones por efecto de las cargas del tráfico.• La ductilidad crece cuando aumenta la temperatura• La ductilidad aumenta cuando la penetración aumenta o cuando la
viscosidad disminuye.
46
Ductilidad • Alargamiento (cm), antes de producirse la rotura, de una probeta estirada
por sus extremos con una velocidad constante.• Estos materiales están sometidos a oscilaciones de temperatura que
provocan cambios dimensionales.• Es necesario que tengan suficiente ductilidad para alargarse sin que se
produzcan grietas.• Una ductilidad excesiva no es conveniente debido a que se pueden
presentar ondulaciones por efecto de las cargas del tráfico.• La ductilidad crece cuando aumenta la temperatura• La ductilidad aumenta cuando la penetración aumenta o cuando la
viscosidad disminuye.

Betunes asfálticos
• Ensayos: – Otros
• Punto de inlamación, Volatilidad y Solubilidad • Contenido de agua. • Punto de fragilidad de Fraass (comportamiento baja
temperatura). • Envejecimiento (Thin-film oven test).
49
48
Punto de fragilidad de Fraass• Define en unas condiciones normalizadas de solicitación por flexión de
una lámina de betún, la temperatura a la que ésta lámina se agrieta.• Este ensayo tiene interés para evaluar el comportamiento a bajas
temperaturas (aproximadamente -30º C) de betunes modificados.
Contenido de agua• La determinación por destilación del eventual contenido de agua sirve
para garantizar la homogeneidad del producto (máximo 0,2%).
48
Punto de fragilidad de Fraass• Define en unas condiciones normalizadas de solicitación por flexión de
una lámina de betún, la temperatura a la que ésta lámina se agrieta.• Este ensayo tiene interés para evaluar el comportamiento a bajas
temperaturas (aproximadamente -30º C) de betunes modificados.
Contenido de agua• La determinación por destilación del eventual contenido de agua sirve
para garantizar la homogeneidad del producto (máximo 0,2%).
49
Envejecimiento• El betún se somete a un envejecimiento artificial acelerado antes de
estudiar algunas de sus propiedades. • Ensayo de calentamiento en película fina (Thin-Film Oven Test).• Una película fina de betún se somete cinco horas a una temperatura de
163º C, después se determina la penetración del residuo, que no debe ser inferior a una fracción especificada de la penetración original.
• También, se determina el aumento del punto de reblandecimiento y la ductilidad.
Rolling Thin-Film Oven Test
izquierda – después del envejecimientocentro – antes del envejecimientoderecha – bote de muestra vacío) 49
Envejecimiento• El betún se somete a un envejecimiento artificial acelerado antes de
estudiar algunas de sus propiedades. • Ensayo de calentamiento en película fina (Thin-Film Oven Test).• Una película fina de betún se somete cinco horas a una temperatura de
163º C, después se determina la penetración del residuo, que no debe ser inferior a una fracción especificada de la penetración original.
• También, se determina el aumento del punto de reblandecimiento y la ductilidad.
Rolling Thin-Film Oven Test
izquierda – después del envejecimientocentro – antes del envejecimientoderecha – bote de muestra vacío)
Rolling Thin-Film Oven Test izquierda – después del envejecimiento
centro – antes del envejecimiento derecha – bote de muestra vacío
Ensayo de flexión en una lámina de betún

Betunes asfálticos
• Betunes de penetración: – Los más empleados en firmes de carreteras. – Se denominan betunes de penetración porque se
utiliza para clasificarlos, la penetración a 25ºC de una aguja calibrada.
– Especificación española de betunes asfálticos: B13/22, B40/50, B60/70, B80/100, B150/200, B200/300
– Nueva norma europea usa diferente clasificación: B20/30, B30/45, B35/50, B40/60, B50/70, B70/100, B100/150,
B160/220, B250/330, B330/430, B500/650, B650/900 – Para poder trabajar con ellos en obra (bombeo,
envuelta de áridos, riego bituminoso) es necesario realizar el calentamiento de los mismos a fin de reducir su consistencia. 50

Betunes asfálticos
• Betunes de penetración: – Denominación:
B 60/70
Betún asfáltico Ensayo de Penetración Mat. Bituminosos NLT-124
Décimas de mm

Betunes asfálticos
• Betunes de penetración: – Especificaciones de betunes asfálticos UNE-EN 12591
20Especificaciones de los betunes (nueva norma)

6.2.1. MEZCLAS BITUMINOSAS EN CALIENTE
Para la elección del tipo de ligante bituminoso, así como para la relación entre su dosificaciónen masa y la del polvo mineral, se tendrá en cuenta la zona térmica estival definida en la figura 3.
6.2.1.1. ESPESOR DE LAS CAPAS DE MEZCLA BITUMINOSA
Los espesores de cada capa vendrán determinados por los valores dados en la tabla 6. Salvojustificación en contrario las secciones de firme se proyectarán con el menor número de capas po-sible compatible con los valores de dicha tabla, al objeto de proporcionar una mayor continuidadestructural del firme.
25
SECCIONES DE FIRME
FIGURA 3. ZONAS TÉRMICAS ESTIVALES
NORMA 6.1 IC 15/12/03 15:14 Página 25
Betunes asfálticos
• Betunes de penetración: – Zona térmica estival:
• Nos interesa que la mezcla sea poco susceptible a las máximas temperaturas estivales (60ºC)
53

17
Betunes asfálticos
• Betunes de penetración: – Aplicaciones de los betunes
– Ejemplos de firmes asfálticos
54
18Aplicaciones de los betunes
17
17
17

55
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

Betunes fluidificados (cut-backs)
• Definición y aplicaciones: – Derivados de los betunes asfálticos obtenidos por
disolución de los mismos en un aceite o fluidificante con el fin de disminuir su viscosidad.
• Son de especial utilidad para situaciones en las que los betunes asfálticos no puedan alcanzar una temperatura lo suficientemente elevada como para extenderlos. Se facilita su puesta en obra cuando las condiciones de trabajo exigen viscosidades de aplicación menores que las que se obtienen con los betunes asfálticos.
• El proceso de pérdida de aditivo por autovolatilización se denomina curado.
• Inflamabilidad.
– Actualmente se utilizan los betunes fluidificados para riegos de imprimación.
56

Betunes fluidificados (cut-backs)
• Clasificación (PG-3): – FM100
57
22
• Actualmente se utilizan los betunes fluidificados para riegos de imprimación
• PG-3: FM100
Riego de imprimación

Betunes fluxados
• Definición y aplicaciones: – En este caso el fluidificante (fluxante) no es un
derivado del petróleo, sino que es un aceite proveniente de la destilación de la hulla (no inflam.).
• Designación (PG-3): – FX175 – FX350
58
23
En este caso el fluidificante (fluxante) no es un derivado del petróleo, sino que es un aceite proveniente de la destilación de la hulla.
- FX 175- FX 350
3.4. Betunes fluxados

59
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

Emulsiones bituminosas
• Definición y aplicaciones: – Dispersiones coloidales de betún asfáltico puro o algo
fluidificado (partículas de 3 a 8 micras de diámetro, que constituyen la fase dispersa) en agua (fase continua).
– Productos líquidos a temperatura ambiente, con una viscosidad tan reducida que no se necesita calentarlos.
– Se favorece mucho la puesta en obra. • Riegos de adherencia entre capas (liga). • Riegos imprimación bases granulares. • Riegos de sellado e impermeabilización. • Suelos estabilizados. • MBF carreteras de baja y media intensidad de tráfico. 60
24
•Dispersiones coloidales de betún asfáltico puro o algo fluidificado (partículas de 3 a 8 micras de diámetro, que constituyen la fase dispersa) en agua (fase continua).
•Productos líquidos a temperatura ambiente, con una viscosidad tan reducida que no se necesita calentarlos.
•Se favorece mucho la puesta en obra.
3.5. Emulsiones bituminosas

26
Emulgente +agua
Betún
Emulsión
Rotor
Estator
Fabricación de las emulsiones bituminosas
Mezcla inicial de la fase continua Mezcla final de la fase dispersa
Emulsiones bituminosas
• Fabricación: – Para fabricar las emulsiones se utiliza un molino
coloidal por el que pasa el ligante calentando el agua y un agente emulsionante o emulgente, cuya misión es la siguiente:
• Facilitar la dispersión de la partículas del betún, al cargarlas todas eléctricamente con las misma polaridad, haciendo asi ́ almacenable la emulsión.
• Evitar la posterior aglomeración de las partículas de betún. • Facilitar la adhesividad con los áridos y aumentar la
resistencia al desplazamiento por el agua tras la puesta en obra.
61
26
Emulgente +agua
Betún
Emulsión
Rotor
Estator
Fabricación de las emulsiones bituminosas
Mezcla inicial de la fase continua Mezcla final de la fase dispersa

Emulsiones bituminosas
• Tipos: – Según la polaridad que el emulgente proporcione a
las partículas del betún pueden ser: • Aniónicas (básicas): buena adhesividad con áridos calizos • Catiónicas (ácidas): buena adhesividad con áridos silíceos.
– Carga eléctrica de las partículas de betún: • negativa (aniónicas) • positiva (catiónicas)
– Compatibilidad en términos de carga eléctrica superficial:
• Áridos básicos “positivos” con aniónicas • Áridos ácidos “negativos” con catiónicas. 62
27
Tipos de emulsiones bituminosas• Según la polaridad que el emulgente proporcione a las partículas del
betún pueden ser:• Aniónicas (básicas): buena adhesividad con áridos calizos• Catiónicas (ácidas): buena adhesividad con áridos silíceos.
• Carga eléctrica de las partículas de betún: negativa (aniónicas); positiva (catiónicas).
• Compatibilidad en términos de carga eléctrica superficial:• Áridos “positivos” con aniónicas• Áridos “negativos” con catiónicas.
Emulsión aniónica Emulsión catiónica27
Tipos de emulsiones bituminosas• Según la polaridad que el emulgente proporcione a las partículas del
betún pueden ser:• Aniónicas (básicas): buena adhesividad con áridos calizos• Catiónicas (ácidas): buena adhesividad con áridos silíceos.
• Carga eléctrica de las partículas de betún: negativa (aniónicas); positiva (catiónicas).
• Compatibilidad en términos de carga eléctrica superficial:• Áridos “positivos” con aniónicas• Áridos “negativos” con catiónicas.
Emulsión aniónica Emulsión catiónica

Emulsiones bituminosas
• Proceso de rotura: – Al ponerlas en obra en contacto con la superficie de
los áridos, bien por reacción química o bien por evaporación del agua, las partículas de betún se vuelven a juntar formando la partícula continua.
63
28
Proceso de rotura.
Al ponerlas en obra en contacto con la superficie de los
áridos, bien por reacción química o bien por evaporación del
agua, las partículas de betún se vuelven a juntar formando la
partícula continua.
Si se fabrican las emulsiones con betunes fluidificados
también se produce curado, además de rotura.
Rotura de una emulsión bituminosa. Fuente: Miró Recasens,1994.
29
Emulsión recientemente extendida.El color marrón indica que todavía no ha roto.
30
La misma emulsión 20 minutos después está a punto de romper.El color marrón aparece menos diseminado. 31
Emulsión después de la rotura.El color negro indica que ha roto.Emulsión después de
la rotura Emulsión 20 minutos después Emulsión recién extendida

64
Índice
• Introducción • El cemento Portland • Adiciones de los cementos Portland • Aditivos del hormigón • Designación de los cementos • Betunes asfálticos • Betunes fluidificados • Emulsiones bituminosas • Betunes modificados

Betunes modificados
• Definición: – Cuando las solicitaciones de tráfico o climatológicas
son altas o críticas, se recurre a la utilización de betunes modificados con aditivos.
– En estos casos se utilizan unos aditivos especiales para mejorar las propiedades reológicas de los betunes convencionales:
• Polímeros termoplásticos: Polietileno, polipropileno. • Polímeros termoendurecibles: Epoxi, poliéster. • Fibras de diferente naturaleza: Amianto, celulosa, acrílicas. • Neumáticos fuera de uso. Betún caucho.
65

Betunes modificados
• Aplicaciones: – Entre otras causas que conllevan la necesidad de su
uso pueden encontrarse: • Climas con fuertes gradientes térmicos verano-invierno. • Necesidad de drenaje de agua. • Pavimentos con buena resistencia al deslizamiento. • Tráficos o solicitaciones especiales como carril-bus, carril-
lento en rampas fuertes. • Aparcamientos de vehículos muy pesados. • Pavimentación de soportes muy deformables o fisurados.
66

Betunes modificados
• Betunes modificados con polímeros: – BM-1, BM-2, BM-3a, BM-3b, BM-3c, BM-4, BM-5 – Mejores características que los betunes
convencionales: • Una susceptibilidad térmica mejorada. • Ductilidad incrementada a bajas temperaturas. • Recuperación elástica notable. • Buena fragilidad a bajas temperaturas.
– Aditivos: • Polímeros termoplásticos (polietileno, polipropileno). • Polímeros termoendrecibles (epoxi, poliéster).
– Mayor coste que los betunes convencionales.
67

Betunes modificados
• Betunes modificados con polímeros: – BM-1, BM-2, BM-3a, BM-3b, BM-3c, BM-4, BM-5 – Mejores características que los betunes
convencionales: • Disminución de la susceptibilidad térmica:
– Incremento de la rigidez a elevadas temperaturas en la carretera (reduciendo la deformación permanente)
– Disminución de rigidez a bajas temperaturas del pavimento (disminuyen fisuración)
• Ductilidad incrementada a bajas temperaturas. • Recuperación elástica notable. • Buena fragilidad a bajas temperaturas.
68
53
Disminución de la susceptibilidad térmica
• Incremento de la rigidez a elevadas temperaturas en la carretera (reduciendo la deformación permanente).
• Disminución de rigidez a bajas temperaturas del pavimento (disminuyen fisuración).
Temperatura
Rigi
dez
Betún sin modificar
BM
Baja(fisuración)
Alta (deformación)

Betunes modificados
• Betunes modificados con caucho: – BC35/50, BC50/70 – Se les añade polvo de caucho procedentes de
molienda de neumáticos fuera de uso (NFU). – Buenas prestaciones – Reducen ruido de rodada.
69