Tesis original jc&ea (reparado)
55
PROTOTIPO DE TROQUEL DE CORTE A ESCALA EDUAR ANDRES FONSECA LOPEZ JUAN CAMILO VASQUEZ CARDONA 1101 BOGOTA D.C INTITUTO TECNICO INDUSTRIAL FRANCISCO JOSE DE CALDAS MECANICA INDUSTRIAL 2012
-
Upload
jose-mecanico -
Category
Documents
-
view
940 -
download
5
Transcript of Tesis original jc&ea (reparado)

PROTOTIPO DE TROQUEL DE CORTE A ESCALA
EDUAR ANDRES FONSECA LOPEZ JUAN CAMILO VASQUEZ CARDONA
1101
BOGOTA D.C INTITUTO TECNICO INDUSTRIAL FRANCISCO JOSE DE CALDAS
MECANICA INDUSTRIAL 2012


PROTOTIPO DE TROQUEL DE CORTE A ESCALA
EDUAR ANDRES FONSECA LOPEZ JUAN CAMILO VASQUEZ CARDONA
1101
Requisito para optar al Título de Bachiller Técnico Industrial en la especialidad de Mecánica Industrial
DIRECTOR-ASESOR: LIC. JOSE ARNULFO VILLANUEVA M.
BOGOTA D.C INTITUTO TECNICO INDUSTRIAL FRANCISCO JOSE DE CALDAS
MECANICA INDUSTRIAL 2012

1
ACEPTACIÓN El proyecto de grado titulado:”PROTOTIPO DE TROQUEL DE CORTE A ESCALA“se inscribió, se matriculo y se ejecutó con el visto bueno del comité de proyectos de grado y se sustentó ante jurado calificador para su respectiva evaluación final en la especialidad de Mecánica Industrial en la semana 17 del semestre J.M. del Instituto Técnico Francisco José de Caldas. Con este proyecto de grado se cumple con los requisitos mínimos de metodología y asesoría del proyecto titulado “PROTOTIPO DE TROQUEL DE CORTE A ESCALA”. Se firma por parte del profesor titular asesor, del comité de proyectos de grado del ITI-FJC y del jurado calificador.
FIRMA JURADO CALIFICADOR 1
FIRMA JURADO CALIFICADOR 2
FIRMA JURADO CALIFICADOR 3
FIRMA DOCENTE TITULAR-ASESOR DEL PROYECTO
FIRMA COMITÉ DE PROYECTOS DE GRADO I.T.I.-F.J.C

2
DEDICATORIA
El proyecto de grado titulado “PROTOTIPO DE TROQUEL DE CORTE A ESCALA” está dedicado con afecto, cariño y vínculos de agradecimiento a ENRRIQUE FONSECA VALERO Y A LUZ YOLANDA LOPEZ CHAPARRO padres de EDUAR ANDRES FONSECA LOPEZ TAMBIEN A JUAN CARLOS VASQUEZ PLAZAS Y A LILIANA CARDONA CEBALLOS padres de JUAN CAMILO VASQUEZ CARDONA. Familiares, compañeros de promoción, amigos y docente JOSÉ ARNULFO VILLANUEVA, quienes con su apoyo y colaboración nos han orientado, formado en nuestro diario crecimiento del aprendizaje académico y técnico como personas integras en valores sociales, en el desarrollo y aplicación de la especialidad de mecánica industrial, y quienes en conjunto actuaron e incidieron en el desarrollo, ejecución y sustentación de este proyecto de grado.

3
AGRADECIMIENTOS Este Proyecto de Grado titulado ”PROTOTIPO DE TROQUEL DE CORTE A ESCALA“ ha sido posible realizarlo, ejecutarlo y sustentarlo en ceremonia académica ante el jurado calificador gracias a nuestro aprendizaje técnico industrial en el Instituto Técnico Industrial Francisco José de Caldas y a la especialidad de MECANICA INDUSTRIAL y dedicado: Con afecto y cariño a ENRRIQUE FONSECA VALERO, LUZ YOLANDA LOPEZ CHAPARROY A JUAN CARLOS VASQUEZ PLAZAS, LILIANA CARDONA CEBALLOS. Ya que con su apoyo incondicional, económico y moral nos ha impulsado en la vida guiándonos para crecer como personas íntegras física y moralmente, ya que con sus enseñanzas nos supieron guiar por el camino correcto en nuestras vidas.
4
TABLA DE CONTENIDO
1. INTRODUCCIÓN
2. OBJETIVOS
2.1OBJETIVOS GENERALES
2.2OBJETIVOS ESPECÍFICOS
3. FORMULACIÓN Y SOLUCIÓN DEL PROBLEMA
4. JUSTIFICACIÓN
5. METODOLOGÍA
5.1TEORICA
5.2PRACTICA
6. ANTEDECENTES
6.1 HISTORICOS
6.2 INDUSTRIALES
7. CRONOGRAMA DE ACTIVIDADES
8. BENEFICIARIOS
.8.1 DIRECTOS 8.2 INDIRECTOS 8.3 COBERTURA
9. DIAGNOSTICO
10. MATRIZ DOFA
10.1 DEBILIDADES 10.2 OPORTUNIDADES 10.3 FORTALEZAS 10.4 AMENAZAS

5
11. RECURSOS
11.1 RECURSOS HUMANOS 11.2 RECURSOS FISICOS 11.3 RECURSOS TECNICOS Y TECNOLOGICOS 11.4 RECURSOS FINANCIEROS 11.5 RECURSOS ECONOMICOS
12. MARCO TEORICO
12.1MARCO REFERENCIAL 12.2 MARCO CONTEXTUAL
13. CAPITULOS
13.1PLANOS Y DISEÑO PRELIMINAR
13.1.1 PLANOS DE CONJUNTO Y EXPLOSIVO
13.1.2 PLANOS DE DESPIECE ACOTADOS Y
DIMENSIONADOS
14. LIMITACIONES
15. INCENTIVOS
16. CONSTRUCCION DE PROTOTIPO
15.1ANALISIS DE DISEÑO
15.2ANALISIS ESTRUCTURAL
15.3 FACTOR DE SEGURIDAD
15.4CONFIABILIDAD
15.5ESTUDIO DE FACTIBILIDAD
15.6CONSTRUCCION MAQUETA Y/O PROTOTIPO
FUNCIONANDO
17. CONCLUSIONES
18. SUGERENCIAS Y RECOMENDACIONES
19. ANEXOS
20. BIBLIOGRAFIA

6
1. INTRODUCCION
La realización de este proyecto de grado esta realizado con el fin de presentar al comité directivo un PROTOTIPO DE TROQUEL DE CORTE A ESCALA y de esta forma concluir con los estudios y prácticas realizadas durante los SEIS años anteriores en el taller de Mecánica Industrial. Este proyecto de grado cumple con la cantidad de horas necesarias para ser abalado por el comité directivo de 120 horas, en el cual se demuestra el uso y la practica de los conocimientos adquiridos en el taller de mecánica industrial. Con este prototipo completamos las metas como reconocer el funcionamiento del torno, la fresadora y el uso de la nueva maquinaria del taller como las maquinas CNC realizar ciertas prácticas en desbaste en esmeril, en torneado y en fresado además de adquirir nuevas experiencias indispensables para un técnico industrial. Además de realizar prácticas, mantenimiento e inventario, realizamos operaciones de soldadura y otras complementarias con las cuales exponemos nuestro compromiso y excelente trabajo en el taller. En todo caso las analogías y experiencias allí adquiridas lograron aumentar nuestro pensamiento psicotécnico en el área metalmecánica y esperar hacer una contribución al colegio después de haber culminado nuestras labores allí.

7
2. OBJETIVOS
OBJETIVOS GENERALES
Diseñar y construir troquel de corte a escala prototipo en el taller de
Mecánica Industrial utilizando las competencias adquiridas en la
especialidad de Mecánica Industrial en el ITI FJC.
Elaborar la monografía titulada”PROTOTIPO DE TROQUEL DE
CORTE A ESCALA” empleando las normas ICONTEC como
evidencia escrita y virtual para la biblioteca del ITI FJC
Aplicar los conocimientos y prácticas aprendidos en la especialidad
de mecánica industrial adquiridos desde el grado 6º hasta el grado
11º en la especialidad.
Sustentar y aprobar ante jurado calificador el proyecto titulado
“PROTOTIPO DE TROQUEL DE CORTE A ESCALA”.
OBJETIVOS ESPECIFICOS
Elaborar los planos del proyecto “PROTOTIPO DE TROQUEL DE
CORTE A ESCALA” utilizando software asistido por computador:
MASTERCAM X3, SOLIDWORK.
Mecanizar cada una de las partes del PROTOTIPO DE TROQUEL
DE CORTE A ESCALA en el taller de mecánica industrial utilizando
las maquinas-herramientas convencionales y las maquinas CNC.
Redactar y argumentar la metodología para presentación de
trabajos escritos según normas ICONTEC.
Correlacionar los contenidos teóricos con las prácticas del taller de
Mecánica Industrial aprendidos en la especialidad técnica
Industrial.
Sustentar en un evento académico y técnico el proyecto titulado
“PROTOTIPO DE TROQUEL DE CORTE A ESCALA” ante jurado
calificador para su respectiva aprobación y evaluación final.

8
Titular y certificar a los estudiantes autores del proyecto titulado
“PROTOTIPO DE TROQUEL DE CORTE A ESCALA” en
ceremonia de graduación como bachilleres técnicos industriales en
la especialidad de Mecánica Industrial.

9
3. FORMULACION Y SOLUCION DEL PROBLEMA
¿Cómo lograr hacer la fabricación de una maquina a pequeña escala y con la misma funcionalidad que una real reduciendo los costos? Este proyecto busca crear una forma práctica para hacer el corte de materiales blandos sin que los costos excedan al adquirir una máquina para esta operación. Se busca que los materiales sean resistentes y de buena calidad por eso utilizaremos polipropileno copolímero de alto impacto que permite el manejo fácil del material y es bastante resistente a los golpes y a las altas temperaturas.

10
4. JUSTIFICACION
Se elabora este proyecto, ya que a través de nuestro paso por el taller de Mecánica Industrial, se siente la necesidad de experimentar algo nuevo en una máquina ya existente, y facilitar e inventar un nuevo diseño para el proceso de corte en las pequeñas industrias, y así tener conocimiento más profundo, acerca de la elaboración de este tipo de máquinas. Además como requisito esencial para obtener el título de bachiller técnico en la especialidad de mecánica industrial.

11
5. METODOLOGIA
5.1. TEORICO Se elabora la tesis del proyecto de grado con respecto a la construcción y la elaboración del proyecto “MECANIZADO DE TROQUEL DE CORTE A ESCALA”, explicando paso a paso como realizar esta máquina y así, contar con un trabajo escrito y unos planos para el desarrollo del proyecto de grado. 5.2. PRACTICO La construcción del proyecto de grado llamado “MECANIZADO DE TROQUEL DE CORTE A ESCALA”, inicia con la elaboración de diseños y planos para crear este troquel, luego de tener el diseño, inicia la compra de todos los materiales y así comenzar a construir la máquina. Una vez definido el diseño del troquel procedemos a definir los elementos internos denominados matrices en la parte inferior y machos en la parte superior, su función es la de cortar, doblar y embutir o deformar la banda para conseguir la pieza final. Después de tener el diseño final con las dimensiones especificadas se hace una lista con las piezas por separado para empezar a cotizar cada material que sea necesario para la elaboración del proyecto. En este paso viene el mecanizado de cada parte, por último se ensambla cada pieza una por una hasta tener terminado nuestro troquel.

12
6. ANTECEDENTES
En las microempresas en las que son utilizadas este tipo de
máquinas siempre es necesario la innovación de plantillas para el
corte de lámina según el gusto del cliente.
Para esto se lleva a cabo la realización de este proyecto, que
además de funcional a la hora de posicionarlo en el mercado de la
metalmecánica es muy económico.
Por lo anterior diseñamos y construimos un mecanismo de tipo mecánico, para que lo utilicen los microempresarios, y así demostrar a los instructores de la enseñanza técnica en la especialidad de mecánica industrial, nuestro interés por la especialidad.

13
7. CRONOGRAMA DE ACTIVIDADES
JULIO
AGOSTO
SEPTIEMBRE
OCTUBRE
NOVIEMBRE
CR
ON
OG
RA
MA
PRIMERA SEMANA
Dia 9 - Ejecucion
QUINTA SEMANA
Dia 6 - Ejecución
NOVENA SEMANA
Dia 3 - Ejecucion
SEMANA TRECE
70% DEL PROYECTO
SEMANA DIECIOCHO
Dia 5 - Ejecucion
PRIMERA SEMANA
Día - 10 Metodología
QUINTA SEMANA
Día 7 - Metodología
NOVENA SEMANA
Día 4 - Metodología
SEMANA CATORCE
Día 8 – Ejecución
SEMANA DIECIOCHO
Día 6 - Metodología
SEGUNDA SEMANA
Día 16 - Ejecución
SEXTA SEMANA
Día 13 - Ejecución
DECIMA SEMANA
Día 10 - Ejecución
SEMANA CATORCE
Día 9 - Metodología
SEMANA DIECINUEVE
Día 19 - MANTENIMIENTO
SEGUNDA SEMANA
Día 17 - Metodología
SEXTA SEMANA
Día 14 - Metodología
DECIMA SEMANA
Día 11 - Metodología
SEMANA QUINCE
Día 15 – Ejecución
SEMANA DIECINUEVE
Día 20 - MANTENIMIENTO
TERCERA SEMANA
Día 23 - Ejecución
SEPTIMA SEMANA
Día 20 - Ejecución
UNDECIMA SEMANA
Día 17 - Ejecución
SEMANA QUINCE
Día 16 - Metodología
GRADUACION
TERCERA SEMANA
Día 24 - Metodología
SEPTIMA SEMANA
Día 21 - Metodología
UNDECIMA SEMANA
Día 18 - Metodología
SEMANA DIECISEIS
SUSTENTACION
CUARTA SEMANA
Día 30 - Ejecución
OCTAVA SEMANA
Día 27 - Ejecución
DOCEAVA SEMANA
Día 24 - Ejecución
SEMANA DIECISIETE
Día 29 - Ejecución
CUARTA SEMANA
Día 31 - Metodología
OCTAVA SEMANA
Día 28 - Metodología
DOCEAVA SEMANA
Día - 25 Metodología
SEMANA DIECISIETE
Día - 30 Metodología
14
8. BENEFICIARIOS
8.1 Directos
Los estudiantes de la especialidad de Mecánica Industrial del Instituto Técnico industrial Francisco José de Caldas.
La especialidad de Mecánica Industrial del Instituto Técnico Industrial “Francisco José de Caldas”.
Los docentes y profesores de Mecánica Industrial. 8.2 Indirectos
Otros colegios de enseñanza técnica a nivel público y privado.
Escuelas de formación técnica intermedia industrial
Las facultades de ingeniería de universidades colombianas
El Sena, centro metalmecánico.
El departamento de capacitaciones a nivel nacional de empresas e industrias metal- mecánicas e industriales.
Pequeñas industrias. 8.3 COBERTURA
La cobertura está dada para los colegios técnicos e instituciones de carácter técnico industrial que forman estudiantes en la especialidad de mecánica industrial.
La cobertura también se amplía a los institutos de carrera intermedia y a facultades de ingeniería mecánica.
Puede llegar también a empresas e industrias mecánicas y metal mecánicas.

15
9. DIAGNOSTICO
Los alumnos y profesores de la especialidad de Mecánica Industrial deben contar, con el material necesario y de calidad; para facilitar el proceso de enseñanza y aprendizaje e incrementar las habilidades y destrezas en las prácticas de taller. Por eso como autores de este proyecto colocamos a nuestra consideración el proyecto titulado “MECANIZADO DE TROQUEL DE CORTE A ESCALA” para su evaluación y aprobación ante el comité de proyectos del instituto técnico industrial francisco José de caldas.
16
10 .MATRIZ DOFA
DEBILIDADES Las diferentes debilidades que se nos pueden presentar al llevar a cabo este proyecto, son, que no somos lo suficientemente expertos en el tema de los troqueles además nunca hemos usado uno como para tener la idea de cómo se utiliza o como se puede llevar a cabo un trabajo en esta máquina. Por esto el proceso de desarrollo de este proyecto se puede parar un poco debido a la inexperiencia de estas maquinas. OPORTUNIDADES Las oportunidades de hacer el mecanizado de troquel de corte a escala es el tiempo que podemos utilizar en nuestro taller que son 5 días en los cuales tenemos libre para poder adelantar y sacar este proyecto lo más perfecto posible y así poder aprender a manejar esta máquina tan útil. FORTALEZAS Nuestras fortalezas para poder desarrollar este proyecto son los conocimientos que tenemos sobre la mecánica industrial también el apoyo de nuestros profesores que nos han formado como mecánicos industriales desde octavo otras fortalezas son todas las maquinas tan buenas que tenemos y por último los programas de diseño que nos sirven para desarrollar el mecanizado de troquel de corte a escala. AMENAZAS El tiempo que requiere realizar este proyecto con alta calidad y el tipo de material es muy blando a la hora de trabajar.

17
11. RECURSOS
11.1 RECURSOS HUMANOS
Entre los recursos humanos se presentan:
Todo el cuerpo docente de la especialidad de Mecánica Industrial.
A nuestros familiares que nos apoyaron en la elaboración de nuestro proyecto.
Nosotros, directamente involucrados fervientemente en concluir nuestro proyecto. 11.2 RECURSOS FISICOS
Es uno de los recursos más importantes, porque sin nuestras capacidades físicas no podríamos hacer este proyecto realidad, debido a que necesitamos un buen estado físico para realizar los diversos trabajos, que se nos presentan en este proyecto, ya que este proyecto tiene muchas partes y tenemos que dar mucho de nosotros mismo para sacarlo adelante. 11.3 RECURSOS TECNICOS Y TECNOLOGICOS
Estos recursos serán brindados por el colegio y por nuestros familiares, quienes nos proporcionan los elementos y los equipos teóricos para la correcta realización de este proyecto, entre los cuales destacamos:
Toda la maquinaria que el instituto nos ofrece para facilitar la realización
de este proyecto.
El conocimiento de todas las pautas necesarias brincadas por el personal
docente.
18
11.4 RECURSOS FINANCIEROS
Estos recursos los brindaremos, con la ayuda de nuestros familiares, para así finalizar el año y poder conservar la satisfacción de habernos realizado un trabajo benéfico para todos. Decidimos financiar el proyecto con la orientación del INGENIERO JUAN CARLOS VASQUEZ PLAZAS, porque consideramos de gran importancia nuestro trabajo y no podemos arriesgarnos a perder algo ya que lo adquirimos con bastante valor y esfuerzo.
11.5 RECURSOS ECONOMICOS
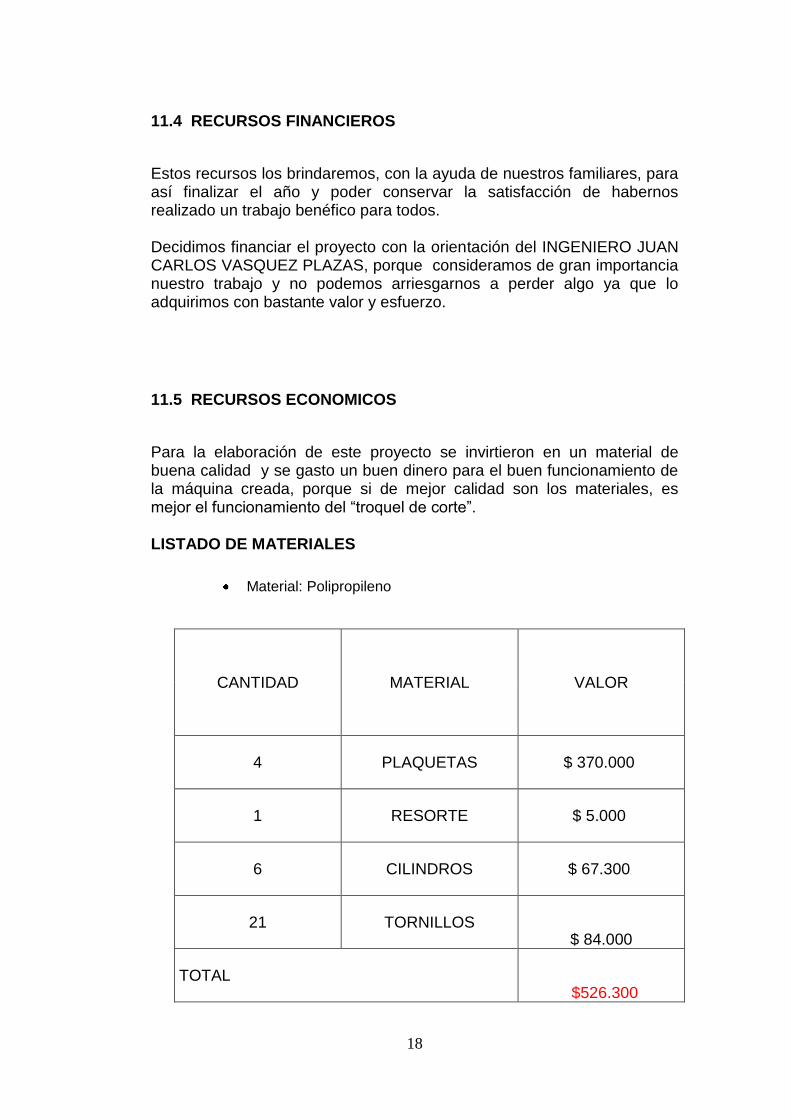
Para la elaboración de este proyecto se invirtieron en un material de buena calidad y se gasto un buen dinero para el buen funcionamiento de la máquina creada, porque si de mejor calidad son los materiales, es mejor el funcionamiento del “troquel de corte”. LISTADO DE MATERIALES
Material: Polipropileno
CANTIDAD MATERIAL VALOR
4 PLAQUETAS $ 370.000
1 RESORTE $ 5.000
6 CILINDROS $ 67.300
21 TORNILLOS $ 84.000
TOTAL $526.300

19
PRESUPUESTO
Se calcula un presupuesto equivalente a un salario mínimo mensual vigente establecido por la constitución de Colombia, para aplicar en la realización del proyecto en sí y del trabajo teórico, el cual está compuesto de trabajos en Auto CAD, que complementaria a la ayuda y explicación de este. DESCRIPCION DE GASTOS DEL PROYECTO
Función dentro
del proyect
o
Tiempo (meses)
de vinculación con
el proyect
o
HORAS/
SEMANA
RECURSOS
TOTAL
Valor Hora Recursos propios
Materiales
Juan Vásque
z
Investiga
dor 5 meses 18/30 $ 20.000
$ 200.000
$ 150.000
$370.00
0
Andrés Fonsec
a
Investiga
dor 5 meses 18/30 $ 20.000
$ 200.000
$ 150.000
$
370.000
TOTAL $ 740.000

20
12. MARCO TEORICO 12.1 MARCO REFERENCIAL El troquel es un instrumento o máquina de bordes cortantes para recortar o estampar, por presión, planchas, cartones, cueros. El troquel es una herramienta que nos permite hacer diversas operaciones Las operaciones de un troquel se subdividen en corte o punzonado el cual se realiza en frio, doblado y/o Curvado generalmente se trabaja en frio y el embutido el cual varía en cuanto a su realización ya que se puede trabajar en frio o caliente. El proceso es de alta producción y los materiales más usados son láminas de acero y aleaciones ligeras.
La acción ejercida entre un punzón y una matriz que son las que hacen parte del trabajo del troquel actúan como una fuerza de cizallamiento en el material a procesar una vez que el punzón ha penetrado éste, sufriendo esfuerzos que rápidamente rebasan su límite elástico produciendo la ruptura o desgarramiento en ambas caras en el mismo lapso de tiempo, al penetrar más y más el punzón se produce la separación del material completando el proceso.
Se le llama claro de corte a la diferencia dimensional entre punzón y matriz, en donde el punzón es ligeramente más pequeño que la matriz. El correcto cálculo del claro de corte en el diseño permite obtener un corte limpio, libre de rebabas y filos cortantes. Este claro de corte depende del tipo de material y el espesor del mismo; cuando el claro de corte es adecuado se puede observar que el desgarramiento ocurre en el último tercio del espesor del material mientras que el resto se mantiene relativamente brillante.
El proceso de diseño de un troquel consta de diferentes etapas que van desde el diseño de banda a la configuración y construcción del propio troquel. Este proceso suele ser un proceso básicamente manual y poco automatizado que depende básicamente de la experiencia y habilidades adquiridas por el diseñador.

21
12.2 MARCO CONCEPTUAL
TROQUEL El troquel es una herramienta que tiene mucho de que hablar en el sentido de que tiene bastantes aplicaciones y variedad de trabajos que puede hacer, a lo largo de la historia se a observado que el troquel a sido parte de mas de una de las cosas que hoy en día lo usamos a diario que hay veces que ni nos preguntamos de donde viene, por ejemplo, la moneda. Debido a que la vida de los troqueles era limitada, por la cantidad de monedas que se acuñaban y a su vez era necesario garantizar que todas las monedas fueran iguales, el tallador no grababa directamente los troqueles, sino que modelaba dos únicas matrices, una para cada cara de la moneda. Esta matriz reproducía en bajorrelieve lo que se quería grabar; una vez templada, se hincaba mediante la aplicación de una presión determinada sobre otro trozo de acero en estado blando; el resultado, una vez templado era un punzón, es decir, un útil que en su parte grabada era una reproducción en positivo de la moneda. Si el punzón se hincaba de nuevo sobre otro trozo de acero previamente recocido se obtenía un troquel, el cual con el grabado en negativo estaba listo para acuñar. Cuando se estropeaba un troquel, se obtenía uno nuevo hincando el punzón sobre otro trozo de acero recocido; de esta forma, con sólo una matriz se garantizaba la igualdad en todas las monedas, quedando así patente la necesidad de la matriz, troquel y punzón.

22
Obviando los troqueles simples, los cuales esencialmente también tienen algunos de los siguientes componentes, a continuación se describe las partes que de una u otra forma están presentes en casi todas las matrices progresivas, independientemente de su tamaño. Así mismo, se mencionan los distintos tipos de materiales con que se construyen. PARTES FUNDAMETALES
Base superior (parte móvil): Tiene la misión de contener en su superficie todas las placas y elementos que sostienen los punzones del troquel, está anclada al martillo o ariete de la prensa, que la inmoviliza y fija durante todo el proceso de trabajo. Ésta conduce el movimiento de la máquina para que los punzones penetren la matriz y transformen la lámina. Algunos de los elementos que aloja la base superior son: placa porta punzones, punzones de cortar, doblar, embutir, estampar, etc.…, sufridera superior, bujes guías, placa pisadora, resortes, entre otros.
Base inferior (parte fija): Es el elemento sobre el cual van montados todos los componentes que hacen parte de la matriz, y a su vez, está sujeta fuertemente en la bancada de la prensa durante la fase de trabajo. Esta base y los elementos que lleva montados hacen las funciones de apoyo, puesto que „recibirán‟ toda la fuerza de transformación que la prensa aplique sobre ella. En la base inferior también se pueden montar las columnas guía que sirven como referencia de centraje entre la parte superior e inferior. Algunos de los elementos que aloja la base inferior son: placa porta matrices o segmentos de cortar, doblar o embutir, reglas guías, sufridera inferior, topes de avances, columnas guía, pernos, etc. Para la fabricación, tanto de la base superior como la inferior, se usan placas de hierro de fundición o hierro maleable del tipo A.-36, o también placas de acero al carbono de mediana resistencia como el SAE/AISI: 1045, o sus equivalencias en las diferentes marcas. Materiales son tratados térmicamente por temple convencional y tienen una dureza superficial de 55-58 RockwellC (HRc).
Sufrideras: La función básica de las placas superior e inferior de choque o sufrideras consiste en absorber sobre su superficie los sucesivos golpes de los elementos en el troquel. Estos impactos se producen cada vez que los punzones transforman la lámina con la matriz. Cuando el punzón impacta contra el material, la resistencia que opone éste es transmitida a la superficie de las sufrideras sobre las que se apoyan las placas porta matriz y porta punzones. Estas placas están construidas en materiales ya templados y que conservan su tenacidad y cohesión, uno muy empleado es el acero SAE/AISI: 1045 o de mayor dureza como el SAE/AISI 01 o 06.ç

23
Reglas guías: Las reglas guías de banda son uno de los componentes más característicos de las matrices progresivas.
Se disponen con el fin de guiar longitudinal y transversalmente las tiras de lámina en su desplazamiento por el interior de la matriz. El tratamiento térmico más utilizado para ellas es el templado y revenido o nitrurado, que impide un desgaste prematuro de sus paredes que pueda dificultar el buen deslizamiento de la banda por su interior.
Porta punzones: La finalidad de la placa porta punzones es la de alojar y fijar en su interior todos los punzones que lleve la matriz. Estos punzones pueden ser de cualquier tipo o tamaño pero han de tener una sola característica en común: deben estar firmemente sujetos y guiados en el interior de dicha placa impidiendo que puedan moverse o desprenderse. La placa porta punzones es mecanizada por electroerosión, rectificada y templada, posteriormente. Es construida según la exigencia del troquel con diferentes tipos de aceros, incluyendo SAE/AISI: 1045 para trabajos de baja y mediana exigencia o de alta calidad y resistencia, como SAE/ AISI: O1, O2, A2, D2, D3, D6, para aquellas herramientas dedicadas a procesos de alta producción, todos ellos, materiales que cumplen con las tres propiedades más importantes en la selección de aceros para trabajos en frío: tenacidad, resistencia al desgaste y dureza.
Porta matriz: La placa porta matrices o cajera tiene por misión alojar y posicionar en su interior todos los elementos de pequeñas dimensiones que lleve la propia matriz, de esta manera dichos componentes quedarán ajustados en su interior. El acero se elige según el número de piezas a fabricar, puede ser hierro A-36 o SAE/AISI: 1045, para grandes producciones se prefieren materiales con mayor dureza, templabilidad y resistencia al desgaste como el SAE/AISI: D2, que después de templado puede alcanzar una dureza de 62-64 HRc.
Placa pisadora: Durante el movimiento descendente del troquel, la placa pisadora presiona la lámina dejándola inmovilizada antes de que los punzones lleguen a tocarla y mientras penetran el material y lo transforman. Una vez cortada la lámina, la función de la placa es mantener la pieza bien sujeta hasta que los punzones hayan salido de ella, de lo contrario, los punzones la arrastrarían hacia arriba sujeta a ellos, con el riesgo de rotura.

24
Punzones: Los punzones, también conocidos como „machos‟, tienen por objeto realizar las máximas transformaciones en la lámina (cortar, doblar, embutir, acuñar, extrusionar, etc.…), a fin de obtener piezas con una calidad acorde a las medidas requeridas, hay tantos tipos de éstos como variantes del troquelado. Se habla de „punzones y no de punzón, porque en general la mayoría de troqueles llevan montados en su interior un gran número de ellos que pueden ser iguales o totalmente diferentes, según la función que desempeñen. En la matricería o troquelería, se cuida con especial atención la fabricación de los punzones, que deben estar perfectamente diseñados y mecanizados, muy bien sujetados, acorde a las dimensiones requeridas, con excelentes acabados y un adecuado tratamiento térmico de endurecido. La elección de los aceros para su fabricación se hace según su función, para los punzones de corte se emplean materiales de alta resistencia al desgaste y con muy buena conservación del filo, por ejemplo el SAE/AISI: D6 o D3, que pueden alcanzar una dureza de 62-64 HRc, por su parte, según recomienda el
Centro Tecnológico Ascamm de España, para doblado se debe usar aceros con contenido de níquel, materiales que tiene una alta resistencia al impacto, alta penetración y una dureza superior a 65 HRc.
Sistema de guiado: El movimiento de las dos partes más importantes del troquel (bases superior e inferior) necesita ser guiado en todo momento para garantizar una total concentricidad entre ambas. Esta función se deja a cargo de cuatro columnas de guiado que van montadas generalmente en la base inferior y sus respectivos bujes, sistema que se encargan de posicionar y centrar las dos partes del troquel. El sistema de guiado por columna puede ser de dos tipos: el más habitual es por rozamiento, el cual debe ser muy bien lubricado para no forzarlo, el segundo es de rodamientos o canastilla esferada, en el que las columnas están acompañadas por una guía lineal de bolas (cilindros con esferas en su superficie), lo que facilita el desplazamiento, con excelentes ventajas, pues, el movimiento del sistema es muy ligero, los desgastes por rozamientos son bajos y necesita poca lubricación y mantenimiento.
Pilotos centradores: Son elementos que sirven para centrar los troqueles con la lámina y garantizar un desplazamiento correcto entre cada uno de los pasos que realiza la banda. De no ser así se podrían perder los puntos de referencia en común que tendrían las diversas transformaciones y con ello generar desplazamientos del material que ocasionarían irregularidades o defectos en las piezas troqueladas. Generalmente van montados en la placa porta

25
punzones y ajustan en agujeros de la lámina, previamente hechos, para centrarla o pilotarla, antes que los punzones hagan su trabajo.
Varios: Para la construcción y funcionamiento de los troqueles se requiere de una gran variedad de componentes complementarios como, bujes, sujetadores, tornillos de fijación, tornillos de apriete, pernos de transporte, sistemas de amarre y bridas de sujeción, entre otros. Todos ellos forman el complejo sistema del troquelado.
Un troquel es la herramienta que, montada en una prensa permite realizar
varias operaciones.
Cizallado (tensión cortante)
Perforado
Corte de sobrante
Estampado
Rasurado
Picado
Doblado
Embutido
Dentro de estas 8 operaciones que realiza el troquel se puede decir que
las más importantes son:

26
CIZALLADO (TENSION CORTANTE)
La tensión cortante o tensión de corte es aquella que, fijado un plano,
actúa tangente al mismo.
ESTAMPADO
La estampación es un tipo de proceso de fabricación por el cual se
somete un metal a una carga de compresión entre dos moldes. La carga
puede ser una presión aplicada progresivamente o una percusión, para lo
cual se utilizan prensas y martinetes. Los moldes, son estampas o
matrices de acero, una de ellas deslizante a través de una guía (martillo o
estampa superior) y la otra fija (yunque o estampa inferior).
Si la temperatura del material a deformar es Mayor a la temperatura de
recristalización, se denomina Estampación en Caliente, y si es menor se
denomina estampación en frío.
Estampación caliente: Este tipo de Estampación se realiza con el material a mayor temperatura que la temperatura de recristalización.
Estampación en frio: La estampación en frío se realiza con el material a menor temperatura que la temperatura de recristalización, por lo que se deforma el grano durante el proceso, obteniendo anisotropía en la estructura microscópica. Suele aplicarse a piezas de menor espesor que cuando se trabaja en caliente, usualmente chapas o láminas de espesor uniforme.
EMBUTIDO
La embutibilidad es la característica que describe la resistencia de
un material a ser embutido, o sea, a ser confinado a un espacio reducido
o a una matriz, con el fin de que adopte la forma de ésta.
El proceso de embutido se utiliza ampliamente en la industria latonera,
para generar tapas, como las de las botellas de cerveza y gaseosa, o
como las de tarros de pintura; también se utiliza para formar ollas y otros
recipientes similares.

27
ELEMENTOS DE UN TROQUEL
El troquel consta de varias partes o elementos entre ellos podemos listar:
Porta troquel
Punzón
Piloto
Porta punzones
Sufridera
Planchador, expulsor y puente (mascarilla)
Botadores
Guías
Matriz
Boquillas
Postes
Tazas
Elevadores
Barras limitadoras o de ajuste
Placas paralelas
Bujes embalados, etc.

28
TROQUELES
Así las cosas, al hablar de troquelado es inevitable mencionar los
troqueles, los cuales son construidos teniendo en cuenta cuatro aspectos
muy importantes:
Trabajo a realizar, características de la prensa, material a troquelar y
número de piezas a producir.
A medida que aumentan los requerimientos del trabajo, la capacidad de
las prensas, las exigencias de los materiales y la necesidad de producir
más y mejor, también se conciben diseños de troqueles con mayor
complejidad y desarrollo. En ese sentido, los troqueles se pueden
clasificar en simples, compuestos y progresivos.
Simples (de una estación o un paso): Estos troqueles permiten realizar solamente una operación en cada golpe de la prensa, son de baja productividad y normalmente es necesario el uso de otros troqueles para poder concluir una pieza y considerarla terminada. Se utilizan para fabricar piezas sencillas como arandelas, accesorios y pequeñas partes para electrodomésticos.
Compuestos (de dos o tres estaciones o pasos): Son herramientas que permiten aprovechar la fuerza ejercida por la prensa realizando dos o más operaciones en cada golpe y agilizando el proceso. Generan mayor productividad y se utilizan para conformar lavaplatos, utensilios, recipientes, partes de estufas… etc.
Progresivos (múltiples estaciones o pasos): Son troqueles complejos y de gran desarrollo, también llamados matrices progresivas. Constan de, incluso, decenas de etapas o pasos, en cada uno de ellos se modifica la lámina con una secuencia establecida por el diseñador (secuencia de corte), de tal manera que al final se obtiene una o varias piezas terminadas. En un troquel de corte progresivo, los punzones entran en acción sucesivamente sobre un punto de la tira de lámina, a medida que ésta avanza a través del troquel. Son altamente productivos aunque su mantenimiento y operación es más compleja que en los otros casos y requiere de mayor capacitación del personal involucrado, por supuesto, por su alta eficiencia y precisión, vale la pena todo ello para asegurar la secuencia en el proceso y lograr el avance requerido de la lámina es muy común el uso de alimentadores automáticos, aunque también hay troqueles progresivos alimentados manualmente, en cuyo caso requieren de

29
topes o cuchillas de avance en diferentes puntos de la guía, lugar donde se detendrá o avanzará el material para garantizar así el adecuado posicionamiento de éste con la herramienta.
EL TROQUELADO CORTE
Los elementos de transformación en un troquel, son llamados punzón
(macho) y matriz (hembra), ambos deben tener un tratamiento previo de
endurecimiento el cual es llamado “templado “que debe superar la dureza
de los materiales a procesar.
La parte superior de la herramienta (parte superior del porta troquel) se
sujeta firmemente al ariete o carnero de la prensa mientras que la parte
inferior (porta matrices) se fija a la mesa de la máquina, el centramiento
entre ambos (incluida la holgura) se mantiene gracias a los postes fijos
en el porta troquel y los bujes embalados que se deslizan en las tazas,
aunque hay troqueles que solamente tienen postes y tazas con ajuste
deslizante entre ellos y algunos otros (esto ya es poco común) que no
cuentan con postes y para centrar se emplea un método un poco
rudimentario que se describe en “procedimiento de montaje de troqueles”.
Entendiendo que la operación de troquelado se realiza a los 180° del
viaje (carrera) del ariete, una vez realizada está, el punzón comienza a
subir pero existe un problema: la elasticidad del material (véase
Resistencia de materiales), que al contraerse “abraza” al punzón y, por lo
tanto, tiende a subir junto con él; esto lógicamente debe evitarse, para
ello entran en juego los extractores de la cinta metálica (planchador o
expulsores o puentes) que separan el material del punzón al mismo
tiempo que lo sujetan contra la matriz en el momento en que se realiza la
operación de troquelado.
Por otro lado, el material cortado tiene cierta tendencia a adherirse a la
matriz, ya que éste se expande. En algunos casos esta expansión no es
suficiente y entonces también trata de subir pegada al punzón; para
evitarlo, se utilizan los botadores que son simplemente pernos, que
mediante la acción de un resorte, impiden que la pieza sea extraída de la
matriz “empujando” literalmente hacia abajo el material cortado.

30
CORTE O PUNZONADO
El punzonado es la operación de troquelado en la cual con herramientas
aptas para el corte se separa una parte metálica de otra.
La lámina, para que pueda ser cortada con punzón de acero templado,
debe tener un espesor menor o igual al diámetro del punzón.
PARTES DE UN TROQUEL SENCILLO DE PUNZONAR

31
Punzón - que con su sección define el contorno a cortar
Matriz
Guía - para la carrera del punzón
Guía - para la cinta de lámina a trabajar.
Es necesario saber que el filo de corte lo constituye el perímetro exterior
del punzón y el perímetro interior de la matriz.

32
VALORES MINIMOS DE MATERIAL QUE DEBE QUEDAR
ALREDEDOR DEL RECORTE EL LAMINAS DE ACERO (MM).
NORMAS DE TRAZADO
El trazado con plantillas debe ser efectuado de modo que se reproduzca
el dibujo de las diversas piezas según una disposición que consienta una
rápida operación de corte.
Ejemplo de trazado que favorece la operación de corte del material

33
Ejemplo de trazado que favorece la operación de corte del material
OPERACIONES DE CORTE
Desperdicio
Recorte
34
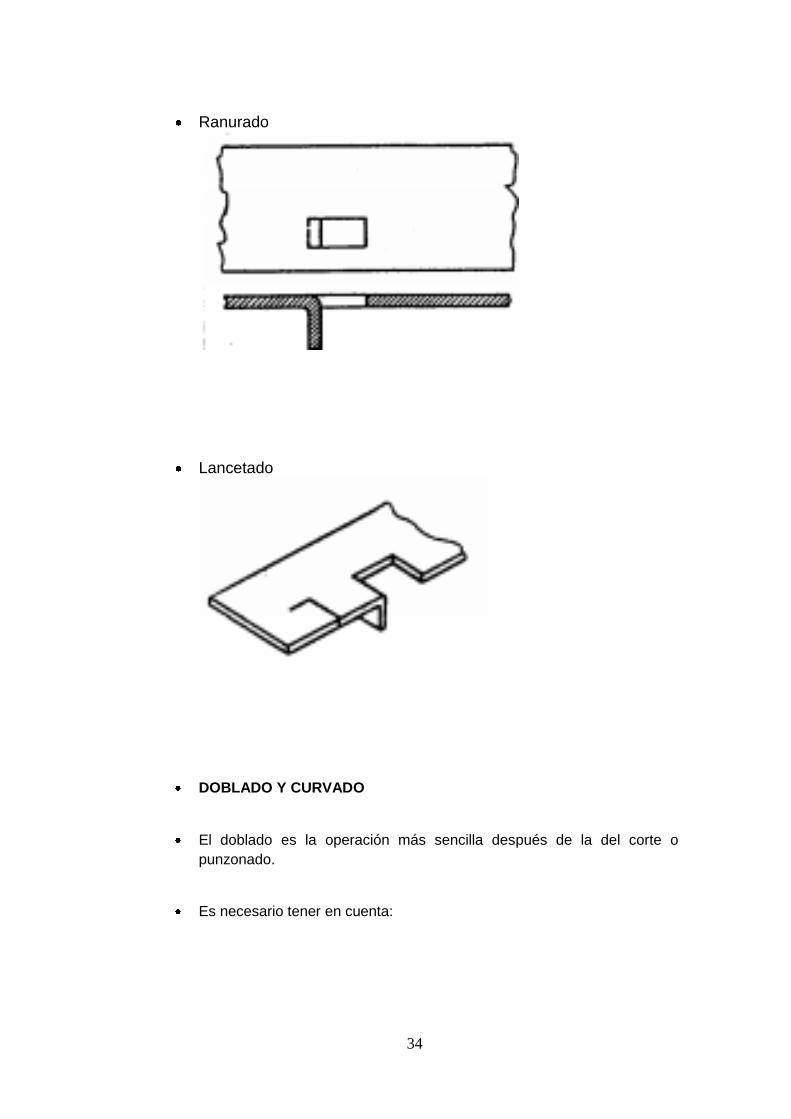
Ranurado
Lancetado
DOBLADO Y CURVADO
El doblado es la operación más sencilla después de la del corte o
punzonado.
Es necesario tener en cuenta:

35
El radio de curvatura: Se recomienda que el radio de curvatura interior sea mayor o igual que el espesor de la lámina con el fin de no estirar excesivamente la fibra exterior causando su ruptura.
Elasticidad del material: la pieza tiende a recuperar su forma natural.
TIPOS DE TROQUELES DE DOBLAR
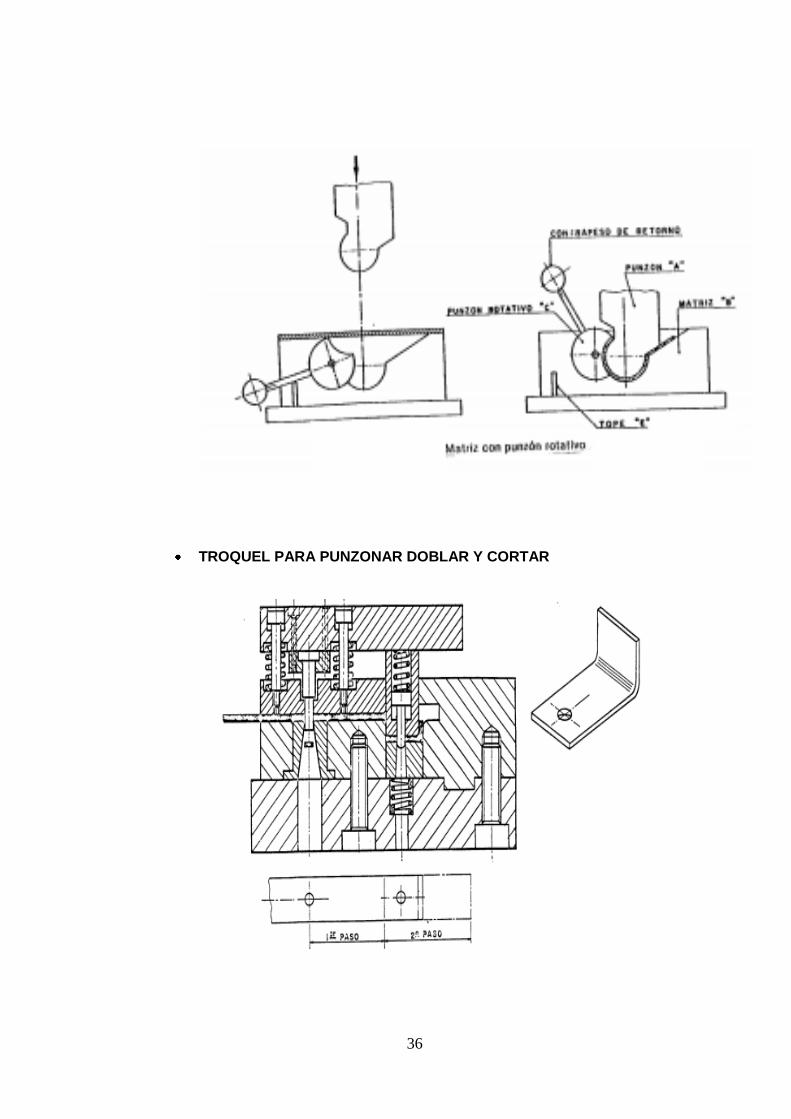
36
TROQUEL PARA PUNZONAR DOBLAR Y CORTAR

37
EMBUTIDO
Consiste en transformar una lámina de alguna material en un cuerpo
hueco tridimensional en una o más pasadas.
El material a embutir debe ser dulce y recocido.

38
TIPOS DE TROQUELES COMPLEJOS
Troquel de doble acción invertido
Zapata inferior
Punzón
Placa prensa chapas
Tornillo para limitar la carrera
Perno accionado por cojín neumático
Zapata superior
Columna guía
Prensa chapas y extractora
Tornillo para limitar la carrera del prensa chapas

39
Troquel compuesto
Troquel de combinación

40
Troquel progresivo
CARACTERISITICAS DEL POLIPROPILENO
El polipropileno (PP) es el polímero termoplástico, parcialmente cristalino,
que se obtiene de la polimerización del propileno (o propeno). Pertenece
al grupo de las poliolefinas y es utilizado en una amplia variedad de
aplicaciones,

41
Nombre químico
poli(1-metiletileno)
Sinónimos Polipropileno; Polipropeno;
Fórmula química
-(C3H6)-n
Monómero
Propileno (Propeno)
número CAS
9003-07-0 (atactico)
25085-53-4 (isotáctico)
26063-22-9 (sindiotáctico)
Densidad
Amorfo: 0,85 g/cm3
Semicristalino: 0,95 g/cm3
temperatura de fusión
173 °C
Temperatura de
degradación
286 °C
Estructura química: Por su mecanismo de polimerización, el PP es un polímero de reacción en cadena ("de adición" según la antigua nomenclatura de Carothers). Por su composición química es un polímero vinílico (cadena principal formada exclusivamente por átomos de carbono) y en particular una poliolefina.
Propiedades mecánicas:
PP
homopo
límero
PP
copol
ímero
Comen
tarios
Módulo
elástico entracc
ión (GPa)
1,1 a 1,6 0,7 a
1,4

42
Alargamiento
de rotura en
tracción (%)
100 a
600
450 a
900
Junto al
polietile
no, una
de las
más
altas de
todos
los
termopl
ásticos
Carga de rotura
en tracción
(MPa)
31 a 42 28 a
38
Módulo de
flexión (GPa)
1,19 a
1,75
0,42a
1,40
Resistencia al
impactoCharpy
(kJ/m²)
4 a 20 9 a 40
El PP
posee
la
mayor
resisten
cia al
impacto
de
todos
los
termopl
ásticos
Dureza Shore D 72 a 74 67 a 73
Más duro que el polietileno pero menos que elpoliestireno

43
14. LIMITACIONES
Una de las limitaciones más grandes que tenemos es la falta de maquinaria en el taller de mecánica industrial y al haber pocas máquinas y tantos estudiantes se reduce el tiempo de uso de las mismas. El tiempo es otra limitación ya que no disponemos de lo suficiente para dedicarnos completamente al proyecto. El factor económico afecta demasiado ya que la compra de materiales es un poco costosa y el tiempo de trabajo en un taller de CNC es muy elevado.

44
15. INCENTIVOS El incentivo principal de este proyecto es lograr el título como bachiller técnico en el área de mecánica industrial y así poder graduarnos en este año. Otro incentivo que mueve este proyecto es demostrar las capacidades y habilidades que tenemos en el manejo de maquinaria, y mostrar todo lo aprendido durante este proceso.

45
16. CONSTRUCCION DEL PROTOTIPO
ANALISIS DE DISEÑO
El diseño está a cargo de EDUAR ANDRES FONSECA LOPEZ Y JUAN CAMILO VASQUEZ CARDONA, con la colaboración de ARNULFO VILLANUEVA quien nos guio y asesoro en la realización del PROTOTIPO DE TROQUEL DE CORTE A ESCALA. ANALISIS ESTRUCTURAL
En cuanto a la estructura del proyecto hemos decidido juntar varios aspectos y conocimientos adquiridos a lo largo de este periodo de tiempo tanto en el área académica como dibujo técnico y Dibujo Asistido por Computador para realizar planos y en taller para hacer el mecanizado del proyecto físico.
CONFIABILIDAD
Nuestro proyecto es muy confiable ya que el mecanismo del troquel permite que el punzón retorne a su posición inicial automáticamente sin necesidad de que el operario manipule directamente la máquina.
ESTUDIO DE FACTIBILIDAD
Este proyecto es demasiado factible ya que en el funcionamiento de la maquina se ve reflejada la seguridad para el operario, además que es un proyecto relativamente económico a comparación con otros troqueles de corte o de otro tipo.
PROCESO DE CONSTRUCCION La construcción de este proyecto inicia con el diseño de la estructura del troquel como tal las dimensiones de los materiales, para realizar el diseño que va a cortar nuestro troquel nos basamos en los Setenta y cinco años que cumple el colegio en este año. El siguiente paso fue comprar el polipropileno copolímero de alto impacto en una fábrica de plásticos. Trabajar este material fue un problema al principio ya que como es tan blando las herramientas se cubrían con la rebaba caliente rápidamente lo que hacía que no funcionara correctamente la herramienta de corte (escariador)

46
El proceso de planeado y rectificado de las placas principales del troquel se realizó en la Fresadora China tipo universal del taller de mecánica industrial.
El diseño del punzón y la matriz de nuestro troquel fue basado en el aniversario número Setenta y Cinco de la institución por ello hicimos un piñón característico de los talleres y en el centro el número (75). Este diseño lo realizamos con ayuda del INGENIERO JUAN CARLOS VASQUEZ.

47
Las columnas que sostienen la placa del punzón fueron torneados en el colegio en el torno Pinacho SP200 que tenemos en el taller de mecánica industrial.

48
El eje que soporta la placa superior y en el que se encuentra el resorte que retorna el punzón a su lugar de inicio se torneo a la medida del agujero del centro y se aseguró con tornillos de cabeza avellanada.
El resorte que se utilizo para retornar el punzón a su lugar inicial fue un resorte de 28mm interno con 7 cm de longitud de resistencia media.

49
17. CONCLUSIONES
Este proyecto nos permitiómostrar las habilidades que tenemos y los conocimientos que adquirimos en nuestro paso por el taller de mecánica industrial. El proyecto es una ventaja para las microempresas ya que tiene un precio accesible para cualquiera y su funcionalidad es la misma. Se adquirió un buen nivel en el manejo de máquinas y en el diseño por computador que puede servir en el futuro en un campo laboral de la industria.

50
18. SUGERENCIAS Y RECOMENDACIONES
Los futuros bachilleres técnicos tienen que tomar conciencia sobre
este importante trabajo desarrollarlo a lo largo del semestre con
dedicación y compromiso.
Los estudios deben ser profundizados cada vez más para mejorar
aspectos importantes y solucionar nuevos problemas.

51
19. ANEXOS
LISTA DE TABLAS
1. CRONOGRAMA DE ACTIVIDADES
2. LISTA DE MATERIALES
3. PRESUPUIESTO
4. CARACTERISTICAS FISICAS Y QUIMICAS DEL
POLIPROPILENO
5. PROPIEDADES MECANICAS DEL MATERIAL
6. CALIBRE DE LAS LAMINAS
LISTA DE FIGURAS
1. TROQUEL
2. OPERACIONES BASICAS DE UN TROQUEL
3. PARTES DE UN TROQUEL
4. FUNCIONAMIENTO DE LA MATRIZ Y EL PUNZON
5. DESPERDICIO
6. EMBUTIDO
7. LANCETADO
8. RANURADO
9. DOBLADO DE LAMINA
10. TIPOS DE TROQUELES PARA DOBLAR
11. TIPOS DE TROQUELES PARA EMBUTIR
12. TIPOS DE TROQUELES PARA COMBINACION.
52
21. BIBLIOGRAFIA
http://es.wikipedia.org/wiki/Troquel_(cortante) http://es.wikipedia.org/wiki/Troqueles_y_troquelado_(metalmec%C3
%A1nica) http://es.wikipedia.org/wiki/Estampado_de_metales http://es.wikipedia.org/wiki/Tensi%C3%B3n_cortante http://es.wikipedia.org/wiki/Troquel_(molde) http://descom.jmc.utfsm.cl/sgeywitz/MATRICERIA/troquelado.pdf http://es.wikipedia.org/wiki/Embutibilidad http://www.toolingu.com/definition-401130-21291-troquel-
compuesto.html http://www.metalactual.com/revista/12/procesostroquelado.pdf