The+machine.doc
42
1 THE MACHINE Capítulo 1: La Máquina de Tatuar y sus Secretos En más de una ocasión, en alguna "charla de taller" con otros artistas, el tema de las máquinas siempre sale a relucir. Hemos escuchado a artistas hablar de máquinas construidas por otros fabricantes y hemos escuchado hacer este comentario; "es una buena máquina", o, "esas máquinas son mulas de trabajo”... la pregunta que teníamos fue; "¿Qué crees que la hace una buena máquina?", "nombrá algunas cualidades que debe tener una máquina para convertirla en una buena mula de trabajo"... Muchos artistas NO SABEN qué es lo que hace de una máquina "una buena máquina". La verdad es que muchos artistas aprenden a colorear, aprenden a sombrear y a delinear pero nunca aprendieron acerca de las funciones de la principal herramienta de su profesión. Hemos oído historias de artistas que han tirado por la ventana una máquina porque no funcionaba cuando pudo haberse tratado de un simple trabajo de reparación o de ajuste. Las máquinas de tatuar son tu inversión, ellas son las que producen tus ingresos, y las inversiones deben protegerse. Si comparamos una máquina de tatuar con un automóvil encontraremos algunos puntos en común entre ellos. Un automóvil puede recalentarse, una máquina también, una máquina sin afinar funcionará en forma ruidosa tal como un automóvil carburando solo en algunos cilindros. Problemas de conexión a tierra pueden evitar el arranque de un automóvil o de una máquina de tatuar. Y así como un coche arruinado puede ser súper afinado también una máquina puede ajustarse y afinarse para un buen funcionamiento. La máquina electromagnética fue diseñada originalmente de un diagrama eléctrico para un timbre de puerta de entrada, de modo que la pregunta es: Autor : Desconocido – Material descargado de http://www.taringa.net Compaginación personal
-
Upload
flavio-zambrano -
Category
Documents
-
view
17 -
download
1
Transcript of The+machine.doc
THE MACHINE
Captulo 1:
La Mquina de Tatuar y sus Secretos En ms de una ocasin, en alguna "charla de taller" con otros artistas, el tema de las mquinas siempre sale a relucir. Hemos escuchado a artistas hablar de mquinas construidas por otros fabricantes y hemos escuchado hacer este comentario; "es una buena mquina", o, "esas mquinas son mulas de trabajo... la pregunta que tenamos fue; "Qu crees que la hace una buena mquina?", "nombr algunas cualidades que debe tener una mquina para convertirla en una buena mula de trabajo"... Muchos artistas NO SABEN qu es lo que hace de una mquina "una buena mquina". La verdad es que muchos artistas aprenden a colorear, aprenden a sombrear y a delinear pero nunca aprendieron acerca de las funciones de la principal herramienta de su profesin. Hemos odo historias de artistas que han tirado por la ventana una mquina porque no funcionaba cuando pudo haberse tratado de un simple trabajo de reparacin o de ajuste. Las mquinas de tatuar son tu inversin, ellas son las que producen tus ingresos, y las inversiones deben protegerse. Si comparamos una mquina de tatuar con un automvil encontraremos algunos puntos en comn entre ellos. Un automvil puede recalentarse, una mquina tambin, una mquina sin afinar funcionar en forma ruidosa tal como un automvil carburando solo en algunos cilindros. Problemas de conexin a tierra pueden evitar el arranque de un automvil o de una mquina de tatuar. Y as como un coche arruinado puede ser sper afinado tambin una mquina puede ajustarse y afinarse para un buen funcionamiento. La mquina electromagntica fue diseada originalmente de un diagrama elctrico para un timbre de puerta de entrada, de modo que la pregunta es: Qu tan complicada puede ser ajustarla para que funcione como queremos? Estamos en una era de tecnicismos, artstica y de tatuajes muy profesionales, de avanzada, totalmente vanguardistas.El tatuaje tipo "escuela antigua" propio de una sociedad secreta casi ya ha sido superado por la habilidad de jvenes artistas de todos los mbitos de la vida. Los mitos y leyendas alrededor de las mquinas de tatuar se han multiplicado ms que nunca. La prueba est en la cantidad de imitaciones, mquinas copiadas y vendidas por artistas y proveedores que verdaderamente no entienden las funciones de las mismas. Credibilidad en nada! La mquina es SIMPLE, pero sus mtodos son CIENTIFICOS. Este es el resultado de aos dedicados a la industria, cometiendo errores y corrigindolos, investigando y probando, acumulando informacin, compilando, editando, imprimiendo, todo esto para ayudarles a comprender la herramienta principal en su industria. Captulo 2: Partes de la mquina de tatuar
Captulo 3:
Objetivos de la mquina para tatuar Una mquina afinada, es una mquina que brindar un funcionamiento suave, consistente y verstil en cualquier aplicacin, ya sea delineando, sombreando o pintando. Se trata de tener la habilidad de ajustar una mquina de tatuar, y hacer que esta mquina haga exactamente lo que deses que haga sin tener que cambiar tu estilo para conformar a la forma que la mquina quiere funcionar. En la mayora de los casos, las mquinas no llegan a las manos del Tatuador preajustadas y ya listas para trabajar. Algunos artistas prefieren cualidades diferentes en sus mquinas y no tendrn otra opcin ms que afinar y modificar la mquina nueva o usada a sus propios requerimientos. Esto debe hacerse con conocimiento de la funcin de la mquina, nunca en forma casual o al azar, esto es ciencia y fsica, no incluye magia. Siempre hay una razn para todo. En esta publicacin cubriremos cmo mantener un funcionamiento estndar y consistente, investigando las fallas, afinando, reparando y dando mantenimiento a la mquina, la fuente de energa, el pedal y el clipcord los cubriremos rpidamente ms adelante. Todo lo mencionado, combinado con la tcnica del artista es lo que dar un resultado perfecto que no slo se ver en el tatuaje ya completo sino tambin durante todo el proceso de tatuado.
Captulo 4El armazn de la mquina para tatuar La funcin bsica del armazn o carcaza de la mquina es asegurar, sobre una base slida el montaje de sus componentes. La rigidez del armazn de la mquina es la cualidad ms importante de modo que debe tenerse en consideracin el material con que esta construido. Hay muchos materiales que ofrecen la rigidez requerida adems de los metales. Plsticos, compuestos, inclusive la madera es aceptable. Hay otras razones, adems de la rigidez, que deben considerarse... El material del armazn determinar si es o no necesario la incorporacin de un yugo o cuerpo frontal. El yugo (o cuerpo frontal) es una pieza de metal ferro-magntico, sin embobinar, que conecta 1 ms ncleos magnticos. Para hacer que las bobinas trabajen "en equipo" estas deben estar conectadas entre ellas por una base compartida hecha de material magntico, preferentemente hechas del mismo material que estn hechos el ncleo de bobina y la barra o martillo de las bobinas. Un armazn hecho de hierro acero puede suplir esta necesidad, pero, un armazn hecho de algn material no-magntico (bronce, aluminio, plstico, madera) necesitar un yugo de material magntico. Un armazn puede ser de hierro fundido, maquinado, moldeado a presin en acero, doblado a la medida o parcialmente atornillado. El material con que est hecho el armazn, combinado con el espesor del armazn, puede afectar la forma en que las vibraciones de la mquina lleguen a sentirse en la mano. As tambin el peso debe considerarse. Hay armazones de mquinas hechos de hierro, acero, bronce, bronce silicado, aluminio y plstico y hubo algunas hechas de madera. Cualquier material puede absorber la vibracin. Cuanto ms grueso es el armazn, ya sea que est cortado de una plancha de acero, moldeado y doblado o moldeado en fundicin, absorber la mayor vibracin.
MITO: "Las mquinas de aluminio son ruidosas" Un artista muy conocido en el mundo de los Tatuadores y "experto en mquinas" dijo esto una vez: "las mquinas de aluminio son ruidosas". Casualmente tenamos algunas mquinas de aluminio listas para funcionar y probamos que estaba equivocado. El aluminio es un material excelente. Es liviano y es rgido. Disponible en varios grados de dureza, algunos aluminios son tratados trmicamente a durezas de t-5 y t-6 para la industria aeronutica, otros tipos de aluminio pueden ser un poco ms dctiles. Algunos grados de dureza son ms quebradizos que otros, por ejemplo el grado t-6 puede ser ms quebradizo que el t-5 y puede romperse o agrietarse si una mquina totalmente armada cae sobre un piso duro. Sin embargo, este material es liviano y rgido. Es ms fcil de trabajar que el acero o el hierro, se siente ms suave que el bronce al cortarlo, taladrarlo o al hacerle rosca y es ms fuerte que cualquier plstico, y en el espesor adecuado absorber vibraciones tan bien como una mquina con armazn de hierro o bronce. El mito de que las mquinas con armazn de aluminio son ruidosas es falso. Finalmente, la cualidad ms importante del armazn de una buena mquina tiene que ver con las especificaciones del taladrado de los agujeros para montar los componentes. Recomendamos seriamente un armazn con agujeros no-ajustables para los bornes, bobinas y montaje del resorte de modo que estas partes no tengan posibilidad de deslizarse o cambiar de posicin durante el funcionamiento de la mquina. Queda muy lindo a la esttica una mquina con correderas estilo Americano (lo reconozco), pero a pesar de que est todo perfectamente ajustado, el tiempo y la vibracin se encargan de aflojar cada uno de los tornillos. La distancia entre el montaje del resorte al agujero del tornillo prensa-tubo es crucial tambin. El armazn es el cimiento de una mquina. La funcin correcta de las partes movibles de la mquina depende de estos agujeros taladrados. En el armazn de una mquina sin taladrar, que acabs de fabricar, siempre debs taladrar primero los agujeros para las bobinas y hay que planear el lugar de los otros agujeros (montaje del resorte, prensa del tubo y bornes, en ese orden) alrededor de los agujeros de las bobinas. Cuando un armazn se ve de frente sus lneas rectas deben verse siempre en un perfecto ngulo recto, o perfectamente paralelos. Esto significa que la parte superior debe hacer un ngulo recto de 90 perfecto con la base del armazn que incorpora las bobinas. Si la parte superior de la bobina no est en perfecto ngulo recto entonces habr necesidad de colocar suplementos o acortar el ncleo. Es ms fcil arreglar cualquier falla en el armazn antes de ensamblar las partes a l. Esto puede hacerse con un martillo de goma y una prensa. Debs tener cuidado al corregir aluminio, especialmente si ests usando el impacto de un martillo de goma en cualquier parte del armazn de aluminio, el aluminio, debe tratarse con cuidado extra, se dobla slo una vez, por lo general, y si volvs a doblarlo, aunque no se te caiga la mitad al piso, creeme que ya est rajado o fisurado y es cuestin de tiempo que se te desarme la mquina en medio de un trabajo. El montaje del resorte debe estar paralelo a la base del armazn (A), cualquier armazn que ha sido cortado de una lmina de metal y doblado a su medida debera ser examinado cuidadosamente por paralelismo entre el montaje del resorte a la base del armazn y comprobar el ngulo de 90 entre el soporte superior y la base del armazn (B).
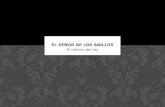
Un armazn original "Jonesey", donde se ven las "escoriaciones" producidas por el molde de arena. Estas imperfecciones no interesan, son los agujeros taladrados en el armazn (distancias, ngulos) y alineacin lo que cuenta. El modelo "Jonesey" es un ejemplo de un armazn de mquina bien diseado.
Captulo 5: Las bobinas de la tatuadora
Una mquina electromagntica para tatuar incorpora en su ensamble un par de bobinas electromagnticas y una barra de inercia o movimiento alternativo. Esto es lo que identifica visualmente y en la prctica, a una mquina de tatuar electromagntica y las separa, funcionalmente, de las mquinas rotativas neumticas. Sabemos que las bobinas son las responsables del movimiento que atrae la barra que sostiene la varilla con los grupos de agujas y produce el movimiento descendente que hace penetrar a las agujas en la piel. Artistas novatos frecuentemente culpan a las bobinas si la mquina no funciona o trabaja incorrectamente. Entonces tenemos que dirigir nuestra atencin a ciertos mitos y suposiciones sobre las bobinas.Hablemos acerca de la funcin de la bobina comenzando con la corriente elctrica. La electricidad es producida por electrones. Los electrones son partculas atmicas invisibles. El Voltaje es la fuerza que resulta en corriente en forma de electrones y que se mueve, como un fluido, a travs de los cables. La electricidad, por ser un fluido, se mueve como tal, pues cuando ms grueso es el alambre ms corriente transportar. Las partculas cargadas elctricamente pueden moverse a travs del material, tambin pueden moverse en el agua. Los electrones son las cargas comunes ms movibles. En nuestra aplicacin, la bobina usa alambre de cobre. El cobre es un metal conductivo excelente porque los tomos del cobre tienen electrones muy sueltos. No obstante, esto tambin es cierto de todos los metales, el cobre es el tipo de cable preferido para nuestro uso en particular. En el alambre de cobre, la temperatura ambiente es suficiente para hacer que cualquiera de estos electrones flote alrededor dentro del metal. Cuando se conectan a una fuente de energa, los electrones son empujados, se movern a travs del alambre en una curva de carga continua, como agua a travs de una manguera. Cuando la electricidad fluye a travs de una mquina con bobina de ncleo de acero hierro se crea un campo magntico. Finalmente, cuando el alambre del embobinado est en vueltas muy juntas y unidas ser mucho mejor la calidad del campo magntico. Terminologa de la bobina Primero, antes de ir al prximo tema, la expresin "enrollados" que a veces se utiliza como en: "8 enrollados" "10 enrollados" (en ingles, wrap) en referencia a las vueltas completas alrededor de un ncleo, se debe referir como "vueltas" o "turnos". Las vueltas sumadas desde la arandela inferior de retencin (borde del carretel de la bobina) hasta la arandela de retencin superior se llamar "camada". Una bobina de 8 camadas (bobinas redondas) puede tener 296 vueltas o embobinados alrededor del ncleo, de modo que la correcta terminologa es "8 camadas" "10 camadas" pero NUNCA "8 vueltas 10 vueltas". Elementos que componen la construccin de una bobina: *Un ncleo o poste de acero- *Cinta aislante (si no llevara carretel) *Arandelas retentivas de neopreno o plstico o carretel de tefln- *Alambre magntico de cobre-
Comenzando desde el centro, la construccin de una bobina de carrete consiste de lo siguiente: un ncleo de hierro maquinado fresado de acero, recomendamos norma 1018 1025, pero nunca acero inoxidable. Este ncleo es envuelto con una capa de cinta aislante (si no lleva carretel), luego, siguen las vueltas de alambre de cobre magntico en el nmero de camadas deseado. Las camadas se mantienen en su lugar por medio de unas arandelas retensoras, de nylon, plstico o neopreno insertadas en ranuras torneadas a cada extremo del ncleo. Finalmente, la bobina termina con material aislante cubriendo la bobina de camadas de alambre (etiqueta engomada, cinta aislante, o espaguetis de los que se encogen con calor) Se trata de una construccin simple. Captulo 6: Mitos acerca de las bobinas MITO: "Las bobinas se queman" No es cierto. La construccin de una bobina no permite que se "queme" o que se "arruine". Una forma de que una bobina se dae es si el alambre alrededor del ncleo llega a romperse. Esto interrumpir el flujo de corriente produciendo un cortocircuito y la mquina no funcionar. Otra forma es que una porcin de alambre sin aislamiento haga contacto con el armazn con el yugo. Esto no significa que un problema de descarga a tierra sea asociado principalmente al alambre de la bobina pues es comn que entre Tatuadores novatos no aslen los tornillos que fijan los bornes. Esta construccin bsica no puede "quemarse" y no se daar an por trabajos pesados. MITO: "12 capas son mejores que 10, 10 capas son mejores que 8, 8 capas son mejores que 6..." No es as. Cuantas ms capas de alambre estn embobinadas en un ncleo de hierro o acero y cuanto ms grueso sea el alambre, ms tardar la corriente en fluir a travs de la parte inferior del borne alrededor de una bobina, alrededor de la segunda bobina, finalizando en la terminal en la parte superior del borne. Record que cuanto ms largo es el alambre, es mayor la resistencia que la corriente encontrar en su movimiento a travs del cable y mayor la cantidad de calor que producir. El calibre del alambre (grosor) y el largo son los factores aqu A mayor grosor del alambre, mayor corriente pasar a travs pero fluir ms lentamente. Es esto verdaderamente mejor...? No necesariamente, hay variables que pueden ser cambiadas: espesor y tensin del resorte, especificaciones del armazn, el peso de la barra de bobinas y medicin de su capacitacin para compensar y hasta mejorar lo que el funcionamiento de una bobina pudiese carecer inclusive puede hacer que el campo magntico de una bobina con menos camadas funcione similar a un ensamble de bobina con ms camadas de alambre, slo cambiando el calibre del alambre a un calibre ms grueso. Pero sin considerar el nmero de camadas de alambre, la bobina electromagntica har lo que quienes la disearon quiere que haga: permitir el paso a travs del alambre bobinado alrededor de los ncleos causando un campo magntico el cual atrae hacia abajo la barra de inercia y sus componentes (varilla de agujas y las agujas). MITO: "Las bobinas siempre deben usarse en pares" No es as. Hubo mquinas hechas utilizando slo una bobina. El peso de todos los componentes movidos por esta nica bobina debe ser tal que una y solo una bobina pueda moverlo con un mnimo de esfuerzo a fin de hacer que esta mquina de una sola bobina funcione bien. Calibre del alambre El espesor con que se designa un alambre se llama "calibre". Estos calibradores del espesor se miden en nmeros. En la industria del tatuaje, el calibre patrn para alambre de cobre magntico para embobinados es AWG 24.
Los nmeros de medida del calibre son opuestos a las medidas para el resorte, de manera que cuando ms fino es el alambre, ms grande ser el nmero y cuando ms grueso sea el alambre, ms pequeo ser el nmero. Las medidas del alambre magntico de cobre est precedido por la abreviacin: AWG. Esta abreviacin significa "American Wire Gauge". El patrn en la industria de bobinas es embobinado en AWG 24. Los espesores del cable afectarn el flujo de la corriente. El alambre fino (AWG 25,26) permite a la corriente pasar rpido y con poca resistencia, calibres de alambre ms gruesos (AWG 23, 22, 2l) no obstante, permiten pasar ms corriente, en realidad producen ms resistencia porque hay un mayor nmero de electrones en el alambre de mayor espesor. La mayora del alambre magntico de cobre que se fabrica, se vende pre aislado de modo que si el alambre es embobinado alrededor de un ncleo de bobina redonda no siempre ser necesario poner una capa de cinta aisladora al ncleo de la bobina pero, todo depende del espesor del material aislante cubriendo el alambre.La razn principal de aplicar capas de cinta aisladora es asegurarse que no ocurrir descarga a tierra por algn alambre suelto que llegue a tocar directamente el ncleo de la bobina cualquier otra parte metlica de la mquina. Record, queremos que la corriente pase a travs del alambre, pero NO a travs del armazn, el ncleo de hierro o acero o el yugo, de modo que hay que asegurarse que cualquier cable suelto est aislado. Cualquier ncleo, especialmente el que contenga ngulos cuadrados, rectangulares u octogonales debe tener una capa de cinta aislante alrededor del ncleo de la bobina para evitar cualquier posibilidad de que algn ngulo agudo o filoso corte a travs de la propia aislacin del cable causando un problema de descarga a tierra. En una mquina de tatuar, una descarga a tierra se produce cuando un alambre suelto sin aislamiento o una Terminal toca directamente cualquier otra parte metlica de los componentes de la mquina fuera de los terminales conectados a la parte inferior y superior de las bobinas (al clipcord). Ensamble de bobinas (Colocando las bobinas) Cualquier bobina tiene un punto de comienzo y otro punto final para terminar donde el alambre para embobinar comienza y termina sus vueltas, se taladra un agujero en la arandela de retencin o carrete cerca del centro del ncleo de la bobina y comienzan las vueltas, generalmente desde el fondo o base del ncleo a la arandela de retencin donde el bobinado comienza y sale a travs de un agujero taladrado cerca del dimetro interior. No est equivocado tener el alambre de una bobina terminar y salir a travs de la arandela de retencin. Nosotros hemos hecho bobinas con camadas en nmeros impares, 5, 7, 9, donde el bobinado comienza al "final" del ncleo y sale en la arandela de retencin superior. Esto acorta la distancia de la parte superior de la bobina a la parte superior del ncleo lo que, correctamente, ha creado un cable menos de tener que esconder o disimular y hace muy rpido el ensamblado de las bobinas a la armazn/ncleos, as tambin da a la mquina una bobina frontal con un nmero de camadas impar. Funcionalmente, la diferencia fue apenas notada. Nuestra teora es que una bobina frontal con ms vueltas y otra camada creara una fuerza de atraccin magntica ms fuerte agregando versatilidad a la funcin de la mquina. Conectar las bobinas entre s: Los alambres interiores (o alambres de comienzo en la base interna de la bobina) de cada bobina deben conectarse entre s, los alambres exteriores ( alambres terminales) sern conectados a terminales en anillo que sern instalados en la parte superior e inferior de los ncleos. El tamao de las terminales en anillo son N 8 10 Recomendamos no utilizar soldadura cuando se conectan las bobinas entre s. Esto resultar en una fcil separacin de las bobinas si la separacin fuese necesaria. Tampoco es necesario soldar los alambres exteriores a las terminales si los anillos de las terminales usadas son del tipo que deben apretarse para ajustar el alambre adentro, estas tambin se llaman terminales libres de soldadura. Estas terminales pueden apretarse con alicates. Todos los alambres sueltos deben ser aislados y no es una mala idea aislar tambin parte de los terminales para evitar potenciales descargas a tierra en el armazn de la mquina. Dagrama del cableado de las bobinas
A todos los finales del alambre para conectar a las terminales, o a otros alambres, se les debe quitar el material rojizo del aislamiento antes de unirlo a la terminal. Simplemente rasp este aislamiento con una tijera o lima pequea con mucho cuidado de no cortar el alambre si se utiliza una hoja afilada. Si el alambre llegara a quebrase, en la parte inferior de la bobina o bajo la arandela de retencin , la bobina puede repararse retirando parcialmente la arandela de retencin (si se tratara de carrete se debe desarmar por completo) y cuidadosamente desembobinar el alambre cortado al largo deseado. Esto se har cuidadosamente para evitar cortar, accidentalmente, algunos pedazos del alambre final. Esto puede convertirse en un trabajo tedioso, as que hay que tener paciencia, tomate tu tiempo, pens que se trata de ciruga cerebral
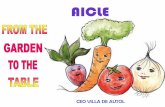
Las bobinas que poseen arandelas de retencin en vez de carreteles son fabricadas para fcil desamble en caso de que ocurra este tipo de emergencias.Un perfecto ejemplo de trabajo de bobinado chapuceado, y muy perezoso para encoger con calor los alambres conectores de las bobinas.
Captulo 7: Flejes o resortes
Resortes de acero (en nuestra aplicacin), cuando los doblamos, sirven para las 2 funciones principales: Crean una resistencia a la fuerza para arriba que las bobinas ejercen a la barra, al atraer la barra en direccin opuesta a la fuerza "hacia abajo" (resorte posterior) y forzar al conjunto de la barra de inercia a que rebote hacia atrs (despus de hacer contacto con el tornillo de contacto ) de regreso a la bobina (con la ayuda de la fuerza magntica de jalar de la bobina). Los resortes generalmente se usan en pares: un resorte frontal y un resorte posterior. Sin embargo, un solo resorte se puede usar, el utilizar resortes en combinacin de pares producir mayor variabilidad y versatilidad en el uso propuesto para las mquinas y cada uno de los resortes tendr su propio trabajo que hacer. Estos resortes son hechos generalmente de "acero de alto carbn y grano compacto" "acero de flejes". Un buen ejemplo de fleje de acero se encuentra en los calibradores para automviles.
Estos calibradores se usan generalmente para determinar la separacin en el contacto de las bujas, otro ejemplo de fleje de acero es el fleje para empaques por ejemplo de tirantes o palietts de madera y otros bultos para despachar. El fleje para empacar tiene un tono "azulado" pues este acero est tratado. Este tratamiento especial afecta la rigidez del material. Generalmente, los resortes fabricados de este acero azulado, se sienten ms duros y menos flexibles que un resorte hecho de "fleje calibrador" del mismo calibre. Hablando simplemente, un resorte hecho de acero azulado calibre .018" se sentir ms duro y tieso que un resorte de fleje calibrador de .018" sin tratamiento.Si se tiene solamente esta opcin de resorte de acero, experiment con medidas que mejoren la flexibilidad si el acero es demasiado duro. Asegurarse de probar la flexibilidad del material antes de usarlo para resorte de tu mquina. Sosten un pedazo de resorte entre las dos manos, aproximadamente a 2,5 cm de distancia entre los pulgares, pon los ndices en los extremos del material y trat de arquearlo, fijate si reacciona en forma de resorte. Si no reacciona como resorte y queda doblado no vale la pena usar ese material como resorte pues puede quebrarse o hacer que la mquina suene en forma errtica, como si hubiera subidas de voltaje pasando por la misma. Estudiando los calibres de resortes: Cuando ms chico (en medida standard, NO en sistema mtrico) es el nmero en el material del resorte, ms delgado y flexible ser el material. Una mquina tendra que trabajar muy duro para mover un resorte duro (grueso), (.019", .020", .021" porque la flexibilidad es limitada, esto tambin puede suceder cuando hay mucha tensin sobre el resorte posterior. Generalmente, los calibres usados en los resortes tienen sus medidas en pulgadas, el nmero .0l8" equivale en medida mtrica a .0457 cm. Un resorte de .017" equivale en mtrico a .0432 cm, de modo que en medidas mtricas cuanto ms grande es el numero ms grueso ser el calibre del resorte. La combinacin de un resorte frontal de .018" con uno posterior de .017" puede ser la combinacin ideal para el propsito dado a su mquina. Puede suceder que las especificaciones de taladrado de agujeros en un armazn en particular, pudiese requerir la rigidez de un resorte posterior de .019" y uno frontal de .018". La tensin del resorte posterior dictar la cantidad de compresin del resorte frontal, el cual, en efecto, controla la velocidad de la barra o martillo/movimiento de la varilla y la fuerza de penetracin de las agujas. Esto es, si el resorte frontal es de un calibre muy fino para tener algo de flexibilidad y debera tener muy poca. Si no lo tiene, puede ser de un calibre grueso, recomendamos permanecer entre .017" y/o .019" para el resorte frontal. Acordate que la fuente de energa controla la fuerza con que las agujas penetrarn al encontrar la resistencia de la piel. Al tatuar en negro y gris, la mquina puede funcionar a un punto bajo (de la fuente de energa) con un cliente de piel suave (para obtener un suave y perfecto gris) y puede necesitar que funcione a un nivel ms alto para una piel dura para obtener el mismo grado de un sombreado gris perfecto y suave. La tensin de un resorte es afectada por el espesor/calibre y, directamente, influir en la calidad de la penetracin y resistencia que encontrar el conjunto de agujas controlado naturalmente, por la fuente de energa regulada. El objetivo es regular la tensin, (doblar) calidad de los resortes conjuntamente con la fuerza del campo magntico de bobinas la cual es controlada por el potencimetro switch de la fuente de energa. Pods hacer tus propios resortes o comprarlos ya cortados.
Resorte/Armado de la barra de inercia completa El ensamblado del resorte y la barra de bobinas es como sigue del fondo hacia arriba: barra, resorte inferior, resorte superior, arandela, tornillo. Advertencia-Cualquier arandela utilizada directamente sobre un resorte debe tener cualquier borde agudo limado suavemente, pues los bordes agudos pueden aumentar el riesgo de romper el resorte en el rea particular en que el borde agudo empuja dentro del acero del resorte.
Armado de los flejes resorte y barra Calibres recomendados. Los calibres de los resortes de acero, para un funcionamiento correcto varan de acuerdo a las especificaciones de la mquina de tatuar, el peso de la barra y los componentes asociados con la barra de bobinas. Generalmente, recomendamos calibre .018" para el resorte frontal y un calibre .018" para el resorte posterior de combinacin Sin embargo, calibres diferentes pueden ser usados para compensar las diferencias en el diseo del armazn y las especificaciones de los agujeros de montaje o el peso de la barra. La flexibilidad del resorte calibre .018" (usualmente) tiene la flexibilidad/dureza ideal para una mquina bien afinada y perfectamente verstil. Ocasionalmente, un resorte de calibre .018" puede ser un poco tieso para un resorte posterior si el montaje del resorte esta muy cerca de la parte posterior de la barra en donde un resorte de calibre .017" podra ser el ideal para utilizar. Generalmente, los resortes utilizados permanecern entre .017" y .019" para el resorte posterior y .017" y .018" para el resorte frontal. Espesor y forma de los flejes resorte Una pregunta: Tens dos piezas de resorte de acero, ambos son idnticos en espesor y ancho, pero uno de ellos es ms largo; Cul sera el ms difcil de doblar? El ms corto: ser ms duro y tendr menos flexibilidad al tratar de doblarlos tomndolo por los extremos. El ms largo ser el ms flexible. Este principio es muy importante porque en las aplicaciones de las mquinas de tatuar, la tensin de los resortes se origina dando un doblez o desdoblando los flejes o, acortndolos. Si la distancia entre el montaje del resorte y el frente de la barra es muy grande, y el calibre del resorte "inferior" no es lo suficientemente fuerte, no tendr mayor tensin/palanca para accionar la barra a una fuerza aceptable para darle a las agujas una correcta fuerza de penetracin en la piel sin importar que tan grande es el doblez del fleje resorte posterior. Record, el resorte posterior (o inferior) tiene que soportar el peso de la barra con el resorte frontal (superior) con su tornillo y arandela, peso de la varilla con las agujas, tensin de las bandas elsticas, el nmero de agujas que sern penetrados dentro de la piel y el tipo de piel. Se debe considerar el uso de un resorte de mayor espesor si la penetracin de las agujas no es adecuada. Otra pregunta: Tens dos piezas de resorte de acero ambos son idnticos en espesor y en largo, pero uno es ms angosto - Cul es el ms flexible? Fcil... Usando este principio resolv este problema. Tens una pieza rectangular de resorte de acero que necesita ms flexibilidad, qu se puede hacer para aumentar la flexibilidad? Cortar, limar, taladrar, esmerilar rebajando material de cada lado del resorte, esto aumentar la flexibilidad y reducir la tensin (ver ilustracin). Esto parece muy simple, sin embargo, un alto porcentaje de artistas no pueden diagnosticar el problema y no sabrn cmo resolverlo. Nunca tengas temor de experimentar con diferentes formas y espesores en los flejes resorte.
Tensin del resorteAlgunos Tatuadores insisten en que el doblar los resortes, esto puede acortar la vida til de los mismos resultando en quebraduras prematuras. Todos hemos visto las barras con ngulos fresados en ellos para ubicar un resorte frontal sin doblar. Lo mismo se podra hacer con el montaje del resorte para ubicar un resorte posterior sin doblar. La teora que dice que "dobleces en el resorte acortarn la vida del material" puede ser cierta pero no tenemos ninguna opcin salvo que usemos montaje de resorte en ngulo y barras de inercia anguladas. Si no se utilizan estas barras, peridicamente se debera regular la tensin en ambos resortes doblando desdoblndolos. Otro punto para tratar es respecto a las barras con ngulos fresados en ellas, no obstante esto es una idea novedosa y muy inventiva (patentada por Bill Baker de la empresa Eikon Devices de Toronto, Canad) es importante recalcar que se requieren 2 tornillos y 2 arandelas para asegurar los resortes sobre ellas Esto aumenta peso al resorte posterior que tiene que mover y puede requerir un resorte posterior de ms calibre para mover todo correctamente, de modo que ten esto presente si este es el tipo preferido de barra, us un resorte del calibre correcto.
Captulo 8: Flejes o resortes II La tensin del resorte posterior decidir la compresin del resorte frontal, y el resorte frontal se comprimir de acuerdo a su calibre, cuando ms fino es el resorte frontal, mayor la flexibilidad que tendr. Esto afectar directamente la realizacin del tatuaje. El calibre del resorte frontal es tan importante como el calibre de resorte posterior. El resorte frontal parcialmente influye en el movimiento de la barra, lo cual afecta directamente la fuerza de movimiento de la varilla de agujas. De modo que en un resorte grueso y tieso puede trabajar bien en delineados con un mayor grupo de agujas causar una contra-resistencia mayor que un resorte ms suave y delgado pero tambin podr determinar el abuso que sufrir la piel si no hay suficiente flexibilidad para entenderse con la resistencia que producir la piel contra la penetracin del grupo de agujas. Un resorte frontal duro tambin limitar la versatilidad de la funcin de la mquina a una mquina para colorear estrictamente, o una poderosa delineadora, pero tambin har que la mquina funcione a un ms alto nivel de energa con riesgo de que se recaliente, se queme el barniz del alambre y digas se quem.... La tcnica de sombrear en gris, constante y suavemente con slo mover el switch de la energa a cero no funcionar correctamente si los resortes son muy duros y si hay mucha tensin en el resorte posterior. Nosotros creemos que cada mquina debe tener la capacidad de delinear, sombrear y pintar con el grupo de agujas que se usan, incluyendo una aguja solitaria. Esto habilitara al Tatuador a ejecutar tatuajes chicos con todos los detalles de los tatuajes grandes. Esto nos presenta con otro problema.
Familiarizados como estamos con la barra de bobinas y su ensamblaje, contest esta pregunta: Tens un resorte frontal de .016" uno de .017" (estos calibres son utilizados con el entendimiento de que el resorte calibre .018" es el resorte estndar "ideal" para usar ).
Se puede utilizar la mquina muy bien con un grupo "mgnum" de 5 7 agujas para sombreados en gris y negro o delinear con una sola aguja y un grupo de 3 agujas, pero no se podr usar un grupo delineador ms grande para delinear o colorear slido con este, cul podra ser la causa? La resistencia de las agujas penetrando la piel causa que los resortes delgados de .016" .017" se flexionan haciendo que la varilla y grupo de agujas retroceda al contacto con la piel no permitiendo que las agujas penetren en forma profunda para inyectar el color solidamente. Sera necesario que el resorte frontal fuese ms tieso/duro y no tenga uno de .018" para cambiar, qu se puede hacer, utilizando los principios descriptos arriba? Acort el resorte frontal cortndolo y moviendo hacia atrs el tornillo de contacto esta es una opcin, asegurate de ajustar la carrera y afinar la mquina despus de cortar el resorte y mover el tornillo de contacto hacia atrs - porqu? Porque un resorte ms corto, ms ancho, ser menos flexible en trminos de palanca del frente hacia atrs. Qu otra cosa se puede hacer? Las arandelas Oring estn disponibles en una variedad de espesores y dimetros. Cuando se colocan debajo del resorte frontal y sobre el ensamble de la barra, tornillo o bajo el resorte frontal y detrs de la parte posterior de la barra, la fuerza de "tirn hacia atrs" sobre el resorte frontal puede aumentar la tensin.
Una arandela Oring ms gruesa puede traer el punto de flexibilidad ms cerca de la punta, acortando el resorte disponible y aumentando la tensin (disminuyendo flexibilidad) sobre ese resorte frontal. Sin embargo, idealmente, el resorte debera cambiarse a un calibre ms grueso. Cuando se modifica un resorte de calibre grueso hacindolo ms delgado (quitando material a fin de aumentar la flexibilidad y rebajar la tensin) la flexibilidad del resorte calibre .018" usualmente tiene la flexibilidad ideal para mover y sostener el peso de la barra, los componentes del ensamble (tornillo, arandela, resorte frontal, arandela Oring, gromet, varilla de agujas) como tambin las bandas elstica y la resistencia de penetracin del grupo de agujas en la piel dura, afectar la "resistencia en contra" en los resortes frontales y posteriores. Los resortes frontales se entienden mayormente con la resistencia que causa la penetracin de las agujas en la piel, ms que el resorte posterior, no obstante el resorte posterior tambin se resiente. Quizs se debera verificar la tensin del resorte posterior, verificar tambin el calibre del resorte. O quizs la banda de caucho est muy apretada. Igual que un automvil que se recalienta, una mquina puede recalentarse si tiene que forzarse a mover la barra debido al aumento de la resistencia (un resorte demasiado duro, mucha tensin de la banda elstica, y el peso de los componentes (ensamble de la barra). Una mquina recalentada puede ser el sntoma tambin de otra causa: Acumulacin de carbn en el Tornillo de contacto interfiriendo con el flujo de la corriente haciendo que la mquina trabaje forzada. Tambin el carbn puede acumularse en las terminales del cable elctrico, de modo que est atento y quit el carbn acumulado cuando fuese necesario. Debido al uso constante, las terminales del cordn formarn una especie de ranuras, las que se pueden limar para suavizarlas pero, eventualmente, las terminales de los cordones deben ser reemplazadas.
Un cordn (clipcord) y terminales son fciles de hacer y mantener, como as tambin el interruptor de pi (pedal).
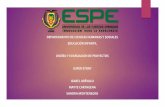
Not las ranuras producidas en las terminales del clipcord, el carbn puede acumularse en esas ranuras interfiriendo con el paso de la corriente a travs del gancho del clipcord.
Cortando resortes Fabricando y cortando flejes Los flejes pueden comprarse en casi cualquier proveedor de equipos para tatuaje, en el espesor que se necesite, en un precio aproximado de 4 a 10 dlares el par. Un trozo de cinta de fleje automotriz de 30 cm de largo cuesta entre 2 y 5 dlares. Puede pedirse a travs de una ferretera especializada. La marca "Starrett" es una de las mejores marcas. De una cinta de 30 cm se pueden cortar de 3 a 4 pares de flejes, y no slo es econmico sino que tambin se puede controlar la forma y el ancho del resorte hacindole modificaciones hasta encontrar la forma perfecta para el funcionamiento deseado. Tambin aprenders mucho al cortar los resortes vos mismo, claro si es que ests dispuesto a disponer del tiempo y tener paciencia.
Herramientas necesarias para cortar resortes
*Trozo de cinta de acero de 30 cm de largo- *Regla- *Marcador de tinta permanente- *Tijera para cortar metales- *Punzn Troquel de agujeros- *Cortador de disco, rotativo, "Dremmel" o amoladora- *Lima larga, plana- *Morsa- *Alicate de corte- Cualquiera que tate sabe y reconocer las formas bsicas de los resortes frontales y posteriores. El resorte frontal es comnmente triangular con una ranura en forma de "U" cortada en la base del triangulo donde el resorte se conecta a la base de bobinas, ensamble del resorte, arandela y tornillo de seguridad. El resorte posterior, bsicamente, sabemos que es en forma rectangular con ranuras en "U" cortadas en cada extremo del rectngulo. Una ranura se asienta contra el tornillo asegurador de la montura y arandela y el otro extremo es conectado al conjunto de ensamble de la barra de inercia, al ensamble del tornillo asegurador.
Para cortar un resorte frontal 1.) Marcar el largo del resorte en la cinta de metal con un marcador. 2.) Cortar el largo del resorte con una tijera para cortar metal, manteniendo el metal firme con la morsa o con un par de mordazas. 3.) Marcar en la pieza de metal cortada, la forma triangular del resorte frontal con un marcador. Es mejor hacer el ancho del metal un poco ms grande y tener que esmerilar algo del material si fuese necesario para mejorar la flexibilidad antes que comenzar de un principio con un resorte que pudiese ser demasiado flexible. 4.) Marcar el ancho y profundidad de la ranura en "U" que alojar el tamao del tornillo que se estar usando para asegurar los tornillos al ensamble de la barra. Normalmente, un tornillo de 8-32 de cabeza hexagonal. 5.) Con la pieza de metal asegurada, agujerear con un punzn troquel el final de la ranura. Asegurarse que el agujero alojar fcilmente al tornillo que sujetar el resorte al ensamble de la base de bobinas.
Asegrate de aprisionar bien el resorte con la morsa o las mordazas de sujecin de alguna pinza para metal, cuando ms cerca est del agujero o de las marcas de tinta del corte, ms fcil ser que el disco cortador atraviese el metal sin que este se mueva. Con el cortador de disco "Dremmel" cort en el metal siguiendo la lnea del revs del resorte hasta el agujero que has centrado con el punzn. Si no tuvieses un punzn troquel de agujeros, hac todo el corte hasta el fin de la ranura proyectada. La pieza que queda en la ranura, entre los cortes hechos por el cortador "Dremmel", se separar fcilmente con la ayuda de un alicate de punta. Lim los cantos speros y agudos con el disco cortador o una lima redonda, chica. Es importante tener esta ranura. Eso hace posible un cambio en la flexibilidad de un resorte simplemente con deslizar el resorte hacia delante o hacia atrs. Asegur el pedazo pequeo del resorte en el tornillo sujetador al fin de la ranura proyectada y cort con la tijera para metal comenzando en el frente del resorte hacia la parte posterior, asegurndote de dejar lugar para que la tijera pueda cortar a todo el largo sin ninguna interferencia del tornillo sujetador. Hac lo mismo en el otro lado. Debe resultar en un pedazo triangular de metal para resorte con un espacio plano en la punta y una seccin plana en cada lado a todo el largo. Estos espacios planos deben ser del mismo largo como el largo de la ranura del tornillo. Con una lima suaviz y redonde cualquier rebarba y filo agudo. El resorte est listo para ser doblado. Siempre dej un espacio igual a la mitad del dimetro de la arandela antes de comenzar a doblar. Este doblez NUNCA debe terminar debajo de la arandela y tornillo de retencin que tiene el resorte de la barra. El doblez debe estar siempre sobre o al frente del borde de la arandela. Un doblez debajo de la arandela afectar el efecto de flexibilidad del resorte. Causar un funcionamiento errtico que se podr sentir y or cuando se est tatuando. Doblar el resorte frontal 1) Con un marcador dibuj el doblez proyectado, justo al frente de donde asentar la arandela una vez asegurada a la barra y el conjunto de resorte. 2) Asegur con la morsa la parte ms gruesa posterior del resorte, pon el lado plano del alicate perfectamente al lado de la lnea curva que has dibujado y dobl el resorte. NO PREOCUPARSE an por el ngulo que hayas hecho pues todava hay espacio para ajustes. Los ajustes se hacen generalmente al completar el armado de la mquina y antes de afinarla. Cortar el resorte posterior 1) Con un marcador de tinta permanente, dibujar el doblez deseado justo al frente de la barra y el ensamble de tornillo. 2) En la morsa pon la parte posterior y cort el largo del material con una tijera para metal.
3) Marc el ancho y profundidad de las ranuras que alojarn el tamao del tornillo que se usar para asegurar el resorte al ensamble de la barra y al montaje de la bobina en el armazn. Normalmente se usar un tornillo cabeza hexagonal de 8-32. 4) Con el pedazo de metal asegurado en la morsa agujere con un punzn troquel el final de las ranuras. Asegurate que los agujeros alojarn el tamao de tornillo que usar para asegurar el resorte al ensamble de la barra y el asiento del resorte al armazn.
El resorte posterior est listo para ser doblado. Antes de comenzar a doblar siempre dej un espacio igual a la mitad del dimetro de la arandela de retencin al frente de la ranura posterior. El doblez NUNCA debe terminar debajo de la arandela del tornillo de seguridad que sostiene el resorte posterior a la base/montaje del resorte. El doblez debe estar siempre al frente del borde de la arandela. Un doblez bajo la arandela afectar la flexibilidad del resorte. Resultar en un funcionamiento errtico que se podr or y sentir al tatuar. El doblez en el resorte posterior debe hacerse a la mitad del dimetro al frente de la ranura posterior en cualquiera de los resortes (frontal o posterior). Doblar un resorte posterior 1) Dibujar el doblez proyectado con un marcador permanente justo al frente de donde asentar la arandela una vez asegurado el montaje del resorte. Antes de cortar el material asegur el fleje con la morsa. Con el cortador circular "Dremmel" cort en el material siguiendo la lnea completa desde la parte posterior del fleje hasta el agujero que se ha centrado. Hac esto en ambos lados de cada ranura. NUNCA uses la tijera para metal pues casi siempre dejar una pequea grieta que correr diagonalmente desde el final del resorte, lo que causar roturas en el resorte durante el funcionamiento de la mquina.
Si no tens un punzn troquel (hole-punch) para agujeros hac un corte completo con el cortador circular "Dremmel" hasta el final de cada ranura marcada. El pedazo que queda en la ranura despus de los cortes con el "Dremmel", se romper fcilmente con un alicate de punta. Con una lima redonda, chica, o con el "Dremmel" suaviz todos los filos agudos restantes.
2) Sosten el resorte con la morsa, pon el canto plano del alicate perfectamente paralelo con la lnea dibujada del doblado y dobl el resorte. An NO te preocupes con el ngulo que acabs de hacer pues hay tiempo para los ajustes. Los ajustes se hacen normalmente una vez que la mquina est armada, y se hacen antes de realizar un tatuaje.
Captulo 9:
Barra de inercia o martillo
La barra de inercia o martillo es la que sostiene la varilla con las agujas. Est conectada al armazn de la mquina de tatuar por su unin al resorte posterior el cual est asegurado en el montaje de resorte del armazn. En palabras simples, su movimiento est regulado por el magnetismo de las bobinas y la tensin de los resortes. Su tamao y largo son importantes para la velocidad del movimiento. El material de la barra debe ser magntico, hierro o acero. Preferiblemente del mismo material del ncleo de la bobina. La barra debe cubrir completamente ambos ncleos de las bobinas, record dejar el menor espacio posible entre el ncleo de la bobina posterior y la barra. La barra debe estar SIEMPRE paralela al yugo o la base de la mquina cuando est presionada firmemente contra la parte superior del ncleo de la bobina frontal. El espoln nunca debe sobresalir muy lejos de la lnea vertical del ncleo de la bobina posterior. Si esto fuese el caso debera ser recortado y limado.
El espoln de la barra debe tener la varilla de agujas funcionando directamente a travs del centro del dimetro interno del tubo, o ligeramente descentrado (hacia la bobina frontal) (hacia abajo del tubo, contra las bobinas) dejando lugar para un gromet o niple de silicona, o un simple pedazo de cinta (cualquiera que elijas para asegurar firmemente el ojo de la varilla) pues podra empujar el ojo de la varilla ligeramente hacia delante. La distancia desde el montaje del resorte hasta el frente de la barra debe tenerse en cuidadosa consideracin as como tambin el espacio entre el montaje del resorte y la parte posterior de la barra. Esto, como dijimos antes, determina el calibre del resorte, el ancho y largo que debe usarse.
A ms larga la distancia, ms duro el resorte tiene que ser. Cualquier resorte tiene una tolerancia del peso que puede sostener y mover correctamente sin esfuerzo alguno o mal funcionamiento.
Para encontrar el calibre perfecto del resorte para las especificaciones en particular de esa mquina (la tuya), se deben probar los calibres de los resortes hasta encontrar el resorte del calibre correcto. Es una buena idea comenzar con un calibre de .018 (.0457 cm) y comenzar a probar los calibres altos y bajos. Una barra haciendo contacto con la bobina frontal es responsable directa del ruido que producir la mquina. Un pedacito de cinta puede actuar como un silenciador, la mquina sonar ms suave, pero record que con el tiempo, la friccin y el golpeteo causar que la cinta se gaste por lo cual es bueno cambiarla constantemente. As mismo, al cambiar la cinta, la superficie de la bobina puede estar cubierta con adhesivo de la cinta anterior, esto lo pods limpiar con un aceite WD-40 y toalla de papel o un poco de alcohol.
Distancias y Medidas Estas distancias pueden variar de mquina a mquina y son cruciales para el correcto funcionamiento. Mirando la ilustracin uno puede ver que el peso de la barra de bobinas/ensamble de resorte frontal, depende totalmente de la fuerza, calibre y tensin del resorte posterior (inferior) (A) una vez ensamblado, y hasta ms peso puede agregarse a la ecuacin una vez que la mquina comienza a funcionar, ms fuerza ser ejecutada sobre el resorte posterior. Cuando ms lejos est la parte posterior de la barra (C) del montaje del resorte (B), ms grueso debe ser el calibre del fleje inferior, ms largo de la barra o ms larga la distancia al agujero del sujetador de tubo (D) desde el montaje del resorte (B) hasta lo ms grueso el calibre que debe ser el resorte posterior. Vos sabrs si los resortes deben ser ms gruesos porque las agujas no "golpearn" la piel con suficiente fuerza para colorear slida y naturalmente, trazar una lnea inconsistente. Varias empresas venden resortes ya ensamblados en sus mquinas sin especificar los calibres del acero por lo cual es importante entender estas distancias de la armazn y los calibres de los resortes. Algunos de los juegos de resortes vendidos por estas empresas en sus "kits" de mquinas desarmadas, pueden resultar de muy fino calibre pero usualmente sern muy gruesos, de aproximado .0450 cm. Un resorte de calibre .018" para resorte posterior parece ser la calidad estndar, generalmente con un resorte frontal de .018", de modo que si vas a hacer un cambio consider un par de resortes de calibre .018". El tornillo de contacto
El tornillo de contacto se localiza en el borne superior. Hace contacto con el resorte frontal. El punto donde el tornillo de contacto toque al resorte frontal har cambiar el funcionamiento de la mquina. Es un importante factor contribuyente en determinar y ajustar la distancia que la barra se mover (la distancia) para que entre otras cosas, acte como un limitante para el resorte frontal de modo que debe ser ajustado o aflojado en conjunto con la tensin del resorte
Una vez ms, el doblez en el resorte posterior controlar la distancia que potencialmente viajar la barra, esto se llama tambin "la carrera". El calibre del resorte frontal dictar a que velocidad ser "la carrera" del ensamble de la barra al moverse desde la bobina hasta el tornillo de contacto en relacin directa a la tensin aplicada al resorte posterior.
Apretando el tornillo de contacto disminuir la distancia de la carrera de la barra y aumentar la velocidad de su movimiento. Cambiando el ngulo de contacto tambin se har la diferencia.
Moviendo el tornillo de contacto para que haga contacto ms atrs (mas hacia la parte de abajo del fleje) sobre el resorte frontal reducir la distancia de la carrera de la barra que, aumentando la tensin en el resorte frontal, lo que resultar en una mquina no-funcional. Expliquemos esto. Apretando el tornillo de contacto o moviendo para atrs el punto de contacto del tornillo de contacto sin ajustar la tensin del resorte atrasar el funcionamiento de la mquina en la misma manera. Acortando la carrera, esto disminuir la distancia que las agujas sobresalen de la punta del tubo, y en efecto, puede limitar la penetracin potencial de la aguja colores slidos requieren ligeramente ms penetracin que al sombrear pero la carrera debe ser la misma en cualquier aplicacin.
Otro resultado de una carrera comprometida al ajuste del tornillo de contacto es la versatilidad y funcionamiento de la mquina. Una mquina que puede sombrear suavemente necesita flexibilidad en el resorte frontal. Cuando el tornillo de contacto es apretado, empuja hacia abajo el resorte frontal, rebajando el margen de flexibilidad que el resorte ya tiene y aumentando hacia arriba la tensin contra el tornillo de contacto. Una mquina con tanta tensin no podra sombrear suavemente. Acortando el resorte frontal y moviendo hacia atrs en el frente el punto de contacto del tornillo har lo mismo (aumentar la tensin y reducir la carrera). Revisemos esto: La prdida de distancia (apretando el tornillo de contacto o aumentando ms de un doblez hacia arriba en el resorte frontal) tambin reducir la potencial penetracin de la aguja. Es crucial no sacrificar la profundidad de la aguja. Cuando menos penetra la aguja, ms claro ser el color en la piel, ms clara ser la lnea (salvo que se use una aguja simple) (solitaria).
Aflojando har lo opuesto, otra vez se afecta la potencial penetracin de la aguja.
Una carrera ms larga requerir ms tensin en el resorte posterior para compensar por la distancia que viajar la barra. Material del tornillo de contacto Recomiendo el platino en primer lugar, y la plata en segundo por ser tambin un metal de primera calidad y excelencia, bronce y hasta cobre pueden ser adecuados . Acero y hasta acero inoxidable pueden servir pero no se recomienda. Cuando una mquina est en funcionamiento, se producir friccin en varias reas, la ms obvia es donde el tornillo de contacto conecta con el comienzo del resorte frontal. Un surco aparecer en el resorte frontal en el rea especfica donde el resorte frontal conecta con el tornillo de contacto; esto es uso y desgaste pero el tiempo que toma para desarrollarse vara de acuerdo con el material que se hace el tornillo de contacto. Un tornillo de acero se quemar en forma altamente trmica y pronto aparecern algunos agujeros en el resorte frontal. Es muy importante monitorear el uso y desgaste del resorte y reemplazarlo cuando sea necesario. Por eso recomendamos platino como metal primero y principal, y luego plata, bronce, cobre, acero y acero inoxidable. El platino y la plata no producen un agujero en el resorte frontal tan pronto como los otros metales.
Entendiendo las roscas y terrajas de los tornillo Los tornillos de contacto y los tornillos de ajuste comunes pueden medirse en sistema mtrico pero generalmente son en medida estndar. La medida 8-32 es el tamao de tornillo ms usado en el ensamble de las mquinas de tatuar. Se puede encontrar en: los tornillos de los bornes, para asegurar las bobinas, tornillo de contacto, barra/tornillo de conjunto del resorte, tornillo del montaje del resorte. Esto no significa que cualquier otro tipo de tornillo no se pudiese usar. Hablemos acerca del nmero 8-32. Este nmero no quiere decir 8/32" de pulgada, no es una medida linear mtrica. En estos nmeros se describe un tornillo, por ejemplo: 6-32, 10-24 y 8-32, el primer nmero indica el tamao del dimetro del tornillo o el dimetro interno de la arandela correcta, de modo que un tornillo N 6 recibir una arandela N 6, el segundo nmero es el nmero de rosca por pulgada que lleva este tornillo en particular. De modo que, un tornillo de 10-24 - el tamao del tornillo es N 10 y tiene 24 hilos de rosca por pulgada lineal.
Cortando rosca en un armazn para 8-32 con roscador macho manual
Cortando rosca en un tornillo 8-32 con terraja hembra de 8-32 Los machos de terraja y juego de terraja estn disponibles para volver a roscar tornillos y para hacer rosca en el agujero. Es comn para los artistas novatos poner un tornillo mtrico en un agujero "estndar" y viceversa, barriendo las roscas existentes en un armazn o ncleo, por eso es muy importante entender estos nmeros y sus diferencias.
Captulo 10: Tornillo de Contacto Cuando mayor sea la superficie de contacto mejor funcionar la mquina y su vida ser ms larga, tratar siempre de que el tornillo de contacto tenga la mayor superficie de apoyo sobre el fleje superior. Esto se obtiene limando el tornillo de contacto o doblando el resorte frontal hasta que se consiga la mayor superficie de contacto entre la seccin plana del tornillo y resorte frontal.
Mantenimiento del tornillo de contacto Es comn que se detecte una acumulacin de carbn sobre la superficie plana del tornillo de contacto, se recomienda quitar esta acumulacin de carbn, no quitarla limando el tornillo. Si se quita mucho metal del tornillo entonces se tendr que volver a afinar la mquina.
Asegurar el tornillo de contacto El tornillo de contacto est situado en la barra de cierre de circuito, se encuentra apretado por un tornillo prisionero, para evitar que se desajuste la afinacin correcta de la mquina, para asegurar el tornillo de contacto en su lugar una vez que la mquina ha sido afinada.
Es muy importante no daar el tornillo de contacto porque puede limitar los afinamientos futuros de la mquina. Si el tornillo de ajuste es de metal, se recomienda el uso de una bolilla de acrlico o un pedazo de silicona dentro del agujero donde apretar el tornillo de fijacin.
Si las roscas del tornillo de contacto se hubiesen daado, entonces el tornillo no girar cuando se trate de ajustar o afinar finamente la mquina. As tambin se recomienda que los tornillos de ajuste sean de nylon o plstico.
Tornillo de contacto sin rosca
No es necesario utilizar un tornillo como "tornillo de contacto", un simple perno redondo hecho de cobre o cualquier otro metal recomendado puede usarse siempre que entre justo en el agujero que se ha perforado en la barra de cierre de circuito. Estos pernos de bronce se pueden comprar en cualquier ferretera. No es necesario el uso de un protector de roscas porque con los pernos no hay rosca que puedan daarse. Autor : Desconocido Material descargado de http://www.taringa.net Compaginacin personal