Tonantzin Yololtzin Placencia Cruz
154
Universidad Autónoma Metropolitana Unidad Iztapalapa División de Ciencias Básicas e Ingeniería Licenciatura en Ingeniería en Energía “Alternativas para el ahorro y uso eficiente de la energía en la industria de la leche” Realizado por: Tonantzin Yololtzin Placencia Cruz Asesor: Dr. Juan José Ambriz García Abril 2013
Transcript of Tonantzin Yololtzin Placencia Cruz
Universidad Autónoma Metropolitana
Unidad Iztapalapa
División de Ciencias Básicas e Ingeniería Licenciatura en Ingeniería en Energía
“Alternativas para el ahorro y uso eficiente de
la energía en la industria de la leche”
Realizado por:
Tonantzin Yololtzin Placencia Cruz
Asesor:
Dr. Juan José Ambriz García
Abril 2013
Dedicado
A mi abue Lolita y tía Aída que son los
dos pilares de la familia. Sin su
esfuerzo nada de esto sería posible.
Agradecimientos:
A mi familia que me ha apoyado en todo y que siempre ha
creído en mí por este camino lleno de emociones.
Especialmente a mi papá que desde niña me impulsó para
ser ingeniera.
A mi asesor Juan José que siempre estuvo cuando lo
necesité, que me tuvo paciencia, me guió y me escuchó
durante los momentos difíciles.
A mis profesores que aparte de conocimientos me
regalaron el desarrollar un carácter digno de un
ingeniero en energía.
A mis amigos y las personas que me soportaron cuando
las cosas no salían como quería y que me acompañaron
durante momentos de felicidad.
Y al equipo de IEI que me enseñó lo que es la vida
profesional y me brindó su amistad y experiencia.
Contenido 1.1. INTRODUCCIÓN. ...................................................................................................................... 1
1.2. OBJETIVOS. .............................................................................................................................. 1
2 ANTECEDENTES .................................................................................................................................... 2
3 DIAGNÓSTICO ENERGÉTICO ................................................................................................................. 6
3.1 IMPORTANCIA DE DIAGNÓSTICO ENERGÉTICO ............................................................................ 6
3.2 TIPOS DE DIAGNÓSTICO ENERGÉTICO .......................................................................................... 7
4. INDUSTRIA DE LA LECHE ...................................................................................................................... 8
4.1 MERCADO INTERNACIONAL .......................................................................................................... 8
4.1.1 PRODUCCIÓN Y CONSUMO DE LECHE .................................................................................... 8
4.1.2 EXPORTACIONES E IMPORTACIONES MUNDIALES DE LECHE .............................................. 10
4.2 CONTEXTO NACIONAL ................................................................................................................. 11
4.2.1 PRODUCCIÓN Y CONSUMO NACIONAL ............................................................................... 12
4.2.2 IMPORTACIONES Y EXPORTACIONES DE LECHE EN MÉXICO .............................................. 14
4.3 PRINCIPALES PROCESOS .............................................................................................................. 16
4.3.1 DESCRIPCIÓN DEL PROCESO DE LA LECHE ........................................................................... 16
4.3.2 SERVICIOS ............................................................................................................................. 22
5. METODOLOGÍA DE DIAGNÓSTICO ENERGÉTICO ............................................................................... 27
5.1 RECOPILACIÓN DE INFORMACIÓN .................................................................................................. 28
5.2 APARATOS DE MEDICIÓN ............................................................................................................ 28
5.3 METODOLOGÍA DE RECOPILACIÓN DE DATOS DE ENERGÍA ....................................................... 31
5.3.1 FACTURACIÓN ELÉCTRICA .................................................................................................... 31
5.3.2 TRANSFORMADORES ELÉCTRICOS ....................................................................................... 33
5.3.3 MOTORES ELÉCTRICOS ......................................................................................................... 33
5.3.4 SISTEMA DE AIRE COMPRIMIDO .......................................................................................... 36
5.3.5 SISTEMA DE ILUMINACIÓN ................................................................................................... 37
5.3.6 SISTEMA DE BOMBEO .......................................................................................................... 39
5.3.7 SISTEMA DE REFRIGERACIÓN ............................................................................................... 39
5.3.8 SISTEMA DE AIRE ACONDICIONADO .................................................................................... 41
5.3.9 SISTEMA DE GENERACIÓN DE VAPOR .................................................................................. 42
5.3.10 SISTEMA DE DISTRIBUCIÓN DE VAPOR .............................................................................. 44
6. APLICACIÓN DE DIAGNÓSTICO ENERGÉTICO .................................................................................... 45
6.1 MOTORES ELÉCTRICOS ................................................................................................................ 45
6.2 VARIADORES DE FRECUENCIA ..................................................................................................... 52
6.3 SISTEMA DE ILUMINACIÓN.......................................................................................................... 55
6.4 SISTEMA DE AIRE COMPRIMIDO ................................................................................................. 56
6.5 TRANSFORMADORES ELÉCTRICOS .............................................................................................. 61
6.6 SISTEMA DE GENERACIÓN DE VAPOR ......................................................................................... 62
6.6 SISTEMA DE DISTRIBUCIÓN DE VAPOR ....................................................................................... 64
7. RESULTADOS ...................................................................................................................................... 66
7.1 RESUMEN DE RESULTADOS ......................................................................................................... 66
7.2 MOTORES ELÉCTRICOS ................................................................................................................ 66
7.3 VARIADORES DE FRECUENCIA ..................................................................................................... 77
7.4 ILUMINACIÓN .............................................................................................................................. 83
7.5 AIRE COMPRIMIDO .................................................................................................................... 107
7.6 GENERACIÓN DE VAPOR ........................................................................................................... 122
7.7 SISTEMA DE DISTIBUCIÓN DE VAPOR Y RETORNO DE CONDENSADOS .................................... 125
7.8 OTRAS ALTERNATIVAS DE ENERGÍA TÉRMICA .......................................................................... 128
8. ÍNDICES DE CONSUMO ENERGÉTICO .............................................................................................. 131
9. CONCLUSIONES ............................................................................................................................... 147
10. REFERENCIAS ................................................................................................................................. 150
1
1.1. INTRODUCCIÓN.
El ahorro de energía se ha vuelto sumamente importante debido a la gran cantidad de combustibles
fósiles que se queman diariamente en el mundo, por lo que se han difundido medidas de ahorro de
energía para disminuir emisiones de gases de efecto invernadero para evitar el deterioro ambiental,
como es el calentamiento global. El ahorro de energía no solamente ayuda al medio ambiente, sino
también es de gran ayuda para la economía.
Se estima que México tiene un potencial de ahorro total de energía del 20% que se traduce en 100
mil millones de pesos al año, es por eso que la Secretaría de Energía (SENER) hace programas para
que se reduzca el consumo energético en el sector industrial como en el doméstico.
México es uno de los pioneros en el ahorro de energía, por lo que cuenta con la Comisión Nacional
para el Uso Eficiente de la Energía (CONUEE) que tiene por objetivo promover la eficiencia energética
y así el aprovechamiento de la energía sustentable.
El sector industrial es el que más consumió energía a nivel mundial en el año 2009, con un 28% del
total de 8,352.8 Mtep (millones de toneladas equivalentes de petróleo), en el año 2010 México tuvo
un consumo de 1,368.74 Peta Joules [PJ] en el sector industrial donde 16 ramas industriales son las
que lideran el consumo de la energía. Es por eso que la CONUEE ha tomado medidas para fomentar
el ahorro de energía como el protocolo donde se les obliga a todos los inmuebles, flotas vehiculares e
instalaciones de Administración Pública Federal a hacer un diagnóstico energético para disminuir el
consumo de energéticos. Por su parte el Fideicomiso para el Ahorro de Energía Eléctrica (FIDE) brinda
un apoyo económico para poder llevar a cabo proyectos de ahorro de energía eléctrica, hace
seminarios y cursos con estos temas para que los directivos de la industria estén informados.
En la industria de la leche en México urge modernización tecnológica ya que se ha distinguido la baja
eficiencia debido a que se estima que en el país cada año se importan más de cuatro mil millones de
litros de leche, y los precios actuales representan una buena oportunidad para el crecimiento
mexicano. El consumo nacional de leche se estima de 14 mil millones de litros al año, la producción
interna es de 10 mil millones. Es por eso que si se reducen gastos en la producción podría haber un
desarrollo debido a los ahorros para poder disminuir la cantidad de leche importada.
Para poder llegar a generar ahorros es necesario hacer un estudio con una metodología de
diagnóstico energético en donde se explique cómo se comporta en general la industria de la leche y
explicar en qué rubros tiene mayor potencial de ahorro. Gracias a este tipo de estudio se puede
llegar a obtener un 10% de ahorro en el consumo energético.
El presente trabajo tiene esa intención y forma parte de la culminación de los estudios de ingeniería
en energía.
1.2. OBJETIVOS.
Proponer y validar una metodología de diagnóstico energético para la industria de la leche.
Identificar, proponer y evaluar alternativas de ahorro de energía en la industria de la leche.

2
2 ANTECEDENTES Se sabe que el efecto invernadero es una realidad y que se tiene que hacer algo al respecto, éste se
da debido a la presencia de una atmosfera gaseosa que absorbe y emite radiación infrarroja. Los
gases de efecto invernadero tienen como efecto el calentamiento de la atmósfera debido a que tiene
la propiedad de absorber la radiación infrarroja emitida por la superficie terrestre, la atmósfera y las
nubes. Como resultado de esta absorción, la radiación que no logra atravesar es reflejada hacia la
tierra por lo que se concentra el calor en la superficie terrestre (Figura 2.1).
Figura 2.1. Esquema del efecto invernadero
Por esta razón, el mundo ha decidido que se tengan acuerdos referentes al ahorro y uso eficiente de
energía para que los daños que se le están ocasionando al planeta sean menores. Uno de ellos es el
Protocolo de Kioto que fue emitido en 1997, el cual tenía como objetivo reducir las emisiones de seis
gases de efecto invernadero que provocan el calentamiento global en aproximadamente un 5%,
dentro del periodo del año 2008 al 2012 en comparación del año 1990.
Otras medidas necesarias para que la energía se use adecuadamente son los lineamientos o normas
internacionales y nacionales en los cuales los equipos que se utilizan principalmente en la industria
sean de una eficiencia alta para que el trabajo realizado en ellos sea de mayor rendimiento. A
continuación se hará una breve descripción de algunos de los estándares fijados en la actualidad.
Estándares NEMA
La Asociación Nacional de Fabricantes Eléctricos (NEMA, por sus siglas en inglés) es una asociación
industrial norteamericana, creada el 1 de septiembre de 1926. Su sede principal está en Virginia,
EUA, y cuenta con más de 400 miembros asociados. Este organismo es el responsable de numerosos
estándares industriales comúnmente usados en el campo de la electricidad.
Los objetivos fundamentales de NEMA son,
Liderazgo en el desarrollo de las normas y protección de posiciones técnicas que favorezcan
los intereses de la industria y de los usuarios de los productos
Asegurar que la legislación y regulaciones del gobierno relacionados con los productos y
operaciones sean competentes con las necesidades de la industria

3
Estudio del mercado y de la industria, a través de la recopilación, análisis y difusión de datos
Promoción de la seguridad de los productos eléctricos, en su diseño, fabricación y utilización
Información sobre los mercados y la industria a los medios de comunicación y a otros
interesados
Apoyo a los intereses de la industria en tecnologías nuevas y a su desarrollo
Estándares ISO
La Organización Internacional de Normalización (ISO, por sus siglas en inglés), nace después de la
segunda guerra mundial (23 de febrero de 1947), es el organismo encargado de promover el
desarrollo de normas internacionales de fabricación, comercio y comunicación para todas las ramas
industriales con excepción de la eléctrica y la electrónica.
La ISO es una red de los institutos de normas nacionales de 160 países, sobre la base de un miembro
por país, con una Secretaría Central en Ginebra, Suiza que coordina el sistema.
Las normas desarrolladas por ISO son voluntarias, comprendiendo que ISO es un organismo no
gubernamental y no depende de ningún otro organismo internacional, por lo tanto, no tiene
autoridad para imponer sus normas a ningún país. El contenido de los estándares está protegido por
derechos de autor y para acceder a ellos, el público debe comprar cada documento.
La organización está compuesta por representantes de los organismos de normalización nacionales,
que producen normas internacionales industriales y comerciales. Dichas normas se conocen como
normas ISO y su finalidad es la coordinación de las normas nacionales, en concordancia con el Acta
Final de la Organización Mundial del Comercio, con el propósito de facilitar el comercio, el
intercambio de información y contribuir con normas comunes al desarrollo y a la transferencia de
tecnologías.
Durante el 2011 se publicó la norma ISO 50001, Sistema de Gestión de la Energía que se refiere a la
eficiencia energética.
NORMAS DE LA COMUNIDAD EUROPEA
Entre los objetivos principales de la Unión Europea (UE) se encuentran la reducción del consumo de
energía y la prevención del desperdicio energético. Al favorecer la mejora de la eficiencia energética,
la UE contribuye de forma decisiva a la competitividad, a la seguridad del abastecimiento y al respeto
de los compromisos asumidos en el ámbito del Protocolo de Kioto sobre el cambio climático.
En el 2009 se publicó la norma europea EN 16001, Sistemas de gestión energética (Requisitos con
orientación para su uso), se especifican los requisitos para un sistema de gestión de la energía que
requiere el desarrollo de una política energética, la identificación del consumo de energía en el
pasado, presente y futuro en una organización, así como el desarrollo de un plan de medición de la
energía. La norma EN 16001 se publicó en el 2010 en España como una norma nacional (anulando y
substituyendo la antigua norma UNE 216.301).
El Parlamento Europeo aprobó recientemente una Directiva que obligará a los 27 países miembros a
asumir el denominado “paquete verde" para cumplir el compromiso 20/20/20. Se refiere a un triple
objetivo para el año 2020 por el cual se debe conseguir que el 20% del consumo de energía final
provenga de fuentes renovables, que se reduzcan las emisiones de gases de efecto invernadero en
4
un 20% (con respecto a las de 1990) y que se produzca una mejora de la eficiencia energética del
20% respecto al consumo tendencial.
Los responsables de la industria europea de dicho sector han recibido favorablemente el documento,
mientras diversas asociaciones y grupos ecologistas han criticado algunos de sus aspectos concretos,
como el apoyo a los agrocombustibles.
NORMAS OFICIALES MEXICANAS
La normatividad mexicana consiste en una serie de normas que tienen como objetivo asegurar
valores, cantidades y características mínimas o máximas en el diseño, producción o servicio de los
bienes de consumo entre personas morales y/o físicas, sobre todo los de uso extenso y fácil
adquisición por el público en general, poniendo atención en especial en el público no especializado
en la materia.
La normatividad mexicana cuenta con dos tipos básicos en la legislación, las Normas Oficiales
Mexicanas llamadas Normas NOM y las Normas Mexicanas llamadas Normas NMX; de las cuales solo
las NOM son de uso obligatorio en su alcance y las segundas sólo expresan una recomendación de
parámetros o procedimientos, aunque sí son mencionadas como parte de una NOM su observancia
es a su vez obligatoria.
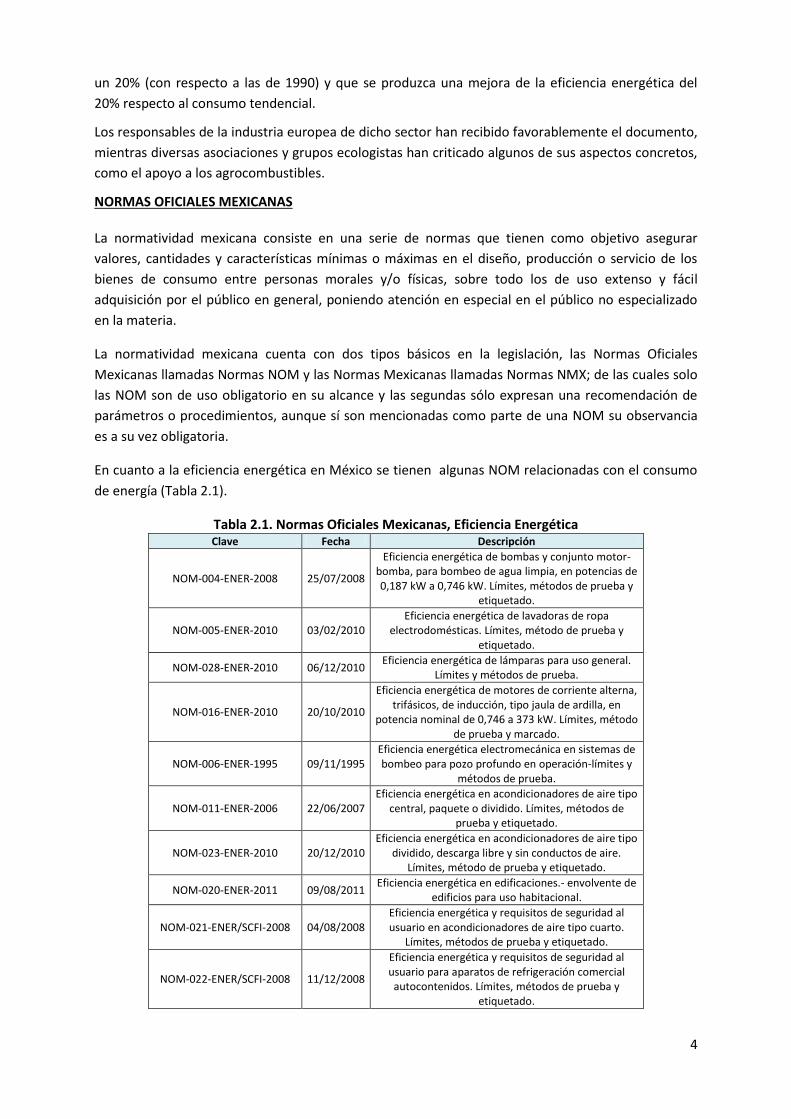
En cuanto a la eficiencia energética en México se tienen algunas NOM relacionadas con el consumo
de energía (Tabla 2.1).
Tabla 2.1. Normas Oficiales Mexicanas, Eficiencia Energética Clave Fecha Descripción
NOM-004-ENER-2008 25/07/2008
Eficiencia energética de bombas y conjunto motor-bomba, para bombeo de agua limpia, en potencias de 0,187 kW a 0,746 kW. Límites, métodos de prueba y
etiquetado.
NOM-005-ENER-2010 03/02/2010 Eficiencia energética de lavadoras de ropa
electrodomésticas. Límites, método de prueba y etiquetado.
NOM-028-ENER-2010 06/12/2010 Eficiencia energética de lámparas para uso general.
Límites y métodos de prueba.
NOM-016-ENER-2010 20/10/2010
Eficiencia energética de motores de corriente alterna, trifásicos, de inducción, tipo jaula de ardilla, en
potencia nominal de 0,746 a 373 kW. Límites, método de prueba y marcado.
NOM-006-ENER-1995 09/11/1995 Eficiencia energética electromecánica en sistemas de bombeo para pozo profundo en operación-límites y
métodos de prueba.
NOM-011-ENER-2006 22/06/2007 Eficiencia energética en acondicionadores de aire tipo
central, paquete o dividido. Límites, métodos de prueba y etiquetado.
NOM-023-ENER-2010 20/12/2010 Eficiencia energética en acondicionadores de aire tipo
dividido, descarga libre y sin conductos de aire. Límites, método de prueba y etiquetado.
NOM-020-ENER-2011 09/08/2011 Eficiencia energética en edificaciones.- envolvente de
edificios para uso habitacional.
NOM-021-ENER/SCFI-2008 04/08/2008 Eficiencia energética y requisitos de seguridad al usuario en acondicionadores de aire tipo cuarto.
Límites, métodos de prueba y etiquetado.
NOM-022-ENER/SCFI-2008 11/12/2008
Eficiencia energética y requisitos de seguridad al usuario para aparatos de refrigeración comercial autocontenidos. Límites, métodos de prueba y
etiquetado.
5
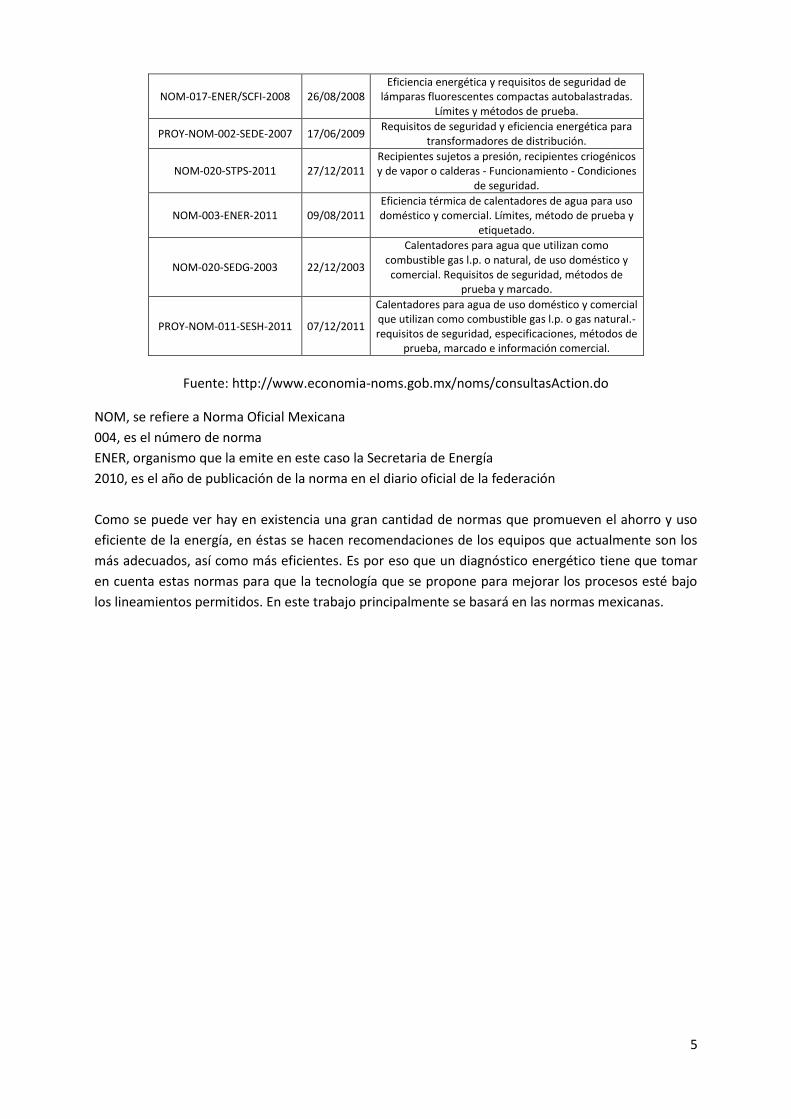
NOM-017-ENER/SCFI-2008 26/08/2008 Eficiencia energética y requisitos de seguridad de
lámparas fluorescentes compactas autobalastradas. Límites y métodos de prueba.
PROY-NOM-002-SEDE-2007 17/06/2009 Requisitos de seguridad y eficiencia energética para
transformadores de distribución.
NOM-020-STPS-2011 27/12/2011 Recipientes sujetos a presión, recipientes criogénicos y de vapor o calderas - Funcionamiento - Condiciones
de seguridad.
NOM-003-ENER-2011 09/08/2011 Eficiencia térmica de calentadores de agua para uso doméstico y comercial. Límites, método de prueba y
etiquetado.
NOM-020-SEDG-2003 22/12/2003
Calentadores para agua que utilizan como combustible gas l.p. o natural, de uso doméstico y comercial. Requisitos de seguridad, métodos de
prueba y marcado.
PROY-NOM-011-SESH-2011 07/12/2011
Calentadores para agua de uso doméstico y comercial que utilizan como combustible gas l.p. o gas natural.- requisitos de seguridad, especificaciones, métodos de
prueba, marcado e información comercial.
Fuente: http://www.economia-noms.gob.mx/noms/consultasAction.do
NOM, se refiere a Norma Oficial Mexicana
004, es el número de norma
ENER, organismo que la emite en este caso la Secretaria de Energía
2010, es el año de publicación de la norma en el diario oficial de la federación
Como se puede ver hay en existencia una gran cantidad de normas que promueven el ahorro y uso
eficiente de la energía, en éstas se hacen recomendaciones de los equipos que actualmente son los
más adecuados, así como más eficientes. Es por eso que un diagnóstico energético tiene que tomar
en cuenta estas normas para que la tecnología que se propone para mejorar los procesos esté bajo
los lineamientos permitidos. En este trabajo principalmente se basará en las normas mexicanas.
6
3 DIAGNÓSTICO ENERGÉTICO Un diagnóstico energético consiste en analizar, medir y evaluar los principales equipos, sistemas y
procesos consumidores de energía, que permitan determinar la eficiencia energética y las
posibilidades de mejora y modernización para determinar los potenciales de ahorro de energía
involucrados en los procesos de producción.
Es un elemento positivo de la administración de una empresa o institución, ya que contribuye a
incrementar la rentabilidad de la misma, eliminando desperdicios de energía y, en consecuencia,
disminuir costos de producción.
Además permite identificar las acciones para modernizar los sistemas de producción, sustituir
tecnologías antiguas, ineficientes y costosas que llevan a un deterioro ambiental. Promueve mejorar
las condiciones de la producción y el ambiente en el que se envuelve la misma, logrando superar
muchas veces las condiciones actuales de la producción. La realización de un diagnóstico energético
conduce a reducir los costos de la producción sin afectar de manera negativa la calidad y cantidad de
la misma.
Un diagnóstico energético tiene diferentes oportunidades de ahorro; en el área eléctrica se
encuentran los transformadores, motores eléctricos, aire acondicionado, aire comprimido,
refrigeración etc, y en el área térmica se enfoca en los generadores de vapor, su distribución del
mismo, hornos, quemadores, intercambiadores, etc.
Los pasos para realizar un diagnóstico energético depende mucho de la profundidad en la que se
llevará a cabo el proyecto, para que se tengan mayores beneficios se recomienda que se haga lo más
integral posible.
3.1 IMPORTANCIA DE DIAGNÓSTICO ENERGÉTICO Debido a la escasez de combustibles fósiles y al deterioro ambiental es necesario promover el ahorro
energético, en muchas ocasiones el sector industrial no es capaz de optar por energías renovables ya
que el costo de implementación no les parece rentable porque que las tecnologías se amortizan
cuando su tiempo de vida está a punto de terminar. Por esta razón la opción más factible es el
disminuir el malgaste de la energía con tecnologías más eficientes.
Es claro que aunque se quiere impulsar a las energías alternativas, por el momento en gran parte del
mundo la electricidad se genera con gas natural, carbón, etc. Así que la tarea principal es concientizar
haciendo énfasis de que independientemente de cómo se obtenga la energía se debe de tener una
administración energética, la forma más fácil de saber en qué magnitud se está consumiendo energía
es con un diagnóstico energético, ya que éste señalará los puntos clave en donde se pueden obtener
ahorros mayores, esto pasa principalmente cuando se utilizan equipos de capacidad alta, cuando el
proceso es de muchas horas de operación, etc.
El objetivo principal del diagnóstico energético es conocer el porcentaje de energía utilizada en los
diferentes procesos de las instalaciones, así como la tecnología que se tiene instalada actualmente.
Hay que tener en cuenta que muchas veces las instalaciones fueron construidas hace muchos años y
no se les han hecho ningún tipo de actualización, que va desde el tipo de iluminación u otro equipos
donde se consideran en algunos casos obsoleta, algunos ejemplos pueden ser el uso de lámparas
incandescentes, motores estándar, aires acondicionados de eficiencia baja, etc.; esto puede ser
7
remediado al realizar un diagnóstico energético el cual permitirá ver lo que se está consumiendo
actualmente y el ahorro que se puede alcanzar al realizar un estudio completo.
Sin embargo, en algunas ocasiones aunque haya remodelaciones si no se tiene conocimiento y
conciencia del uso correcto de la energía se implementan acciones que a simple vista parecen ser
baratas por el bajo costo de adquisición, pero no se percatan que lo que afectará realmente es la
operación y calidad del equipo, por eso siempre es conveniente realizar un diagnóstico para conocer
las necesidades de las instalaciones para realizar una inversión inteligente.
Se tiene que tener en cuenta que cada caso es diferente, no es lo mismo realizar un diagnóstico en
un edificio como puede ser un corporativo, en donde su principal consumidor es la iluminación o el
aire acondicionado a una planta industrial la cual depende mucho del producto que realice, su
principal consumidor no es la iluminación como en el caso de un edificio, pueden ser los motores o el
aire comprimido, etc.
3.2 TIPOS DE DIAGNÓSTICO ENERGÉTICO Tipo A: Inspección visual, caminata rápida o diagnóstico preliminar. Este tipo de diagnóstico es el
menos costoso y el que lleva menos tiempo realizar, ya que identifica los ahorros a simple vista y
“obvios” por así llamarlos. La inspección se realiza con facilidad, pero requiere de mucha experiencia
para ser capaz de determinar el mantenimiento y una serie de mejoras para llegar a propuestas
concretas pero sin un alto grado de profundidad.
Tipo B: Este diagnóstico requiere de análisis y mediciones para cuantificar la energía utilizada en los
componentes del proceso, es básicamente un balance de energía en el cual se describe la
distribución de los equipos o procesos que requieren de una mayor demanda, de esta manera se le
asigna un porcentaje del total de energía consumida para identificar si vale la pena o no realizar una
propuesta de ahorro en esa rama o equipo.
Tipo C: Este diagnóstico lleva un paso adicional al Tipo B, ya que se requiere una evaluación detallada
de la cantidad de energía utilizada en cada función, como puede ser el caso de la iluminación,
motores eléctricos, calderas, etc. También es necesaria una metodología, como una simulación en
computadora, para de esta manera poder pronosticar el comportamiento actual, así como el
comportamiento futuro de las instalaciones llevando a cabo las propuestas de ahorro de energía.
8
4. INDUSTRIA DE LA LECHE La industria láctea es un sector de la industria que tiene como materia prima la leche. La leche es uno
de los alimentos básicos para la humanidad. Los derivados de la leche que genera esta industria se
categorizan como lácteos e incluyen una amplia gama que van desde los productos fermentados,
como el yogurt y el queso, hasta los no fermentados: mantequilla, helados, etc.
La industria láctea tiene como primera restricción manipular la leche por debajo de los 7ºC y con un
plazo de almacenamiento no mayor a tres días. Los procesos específicos de esta industria son el
desnatado y la pasteurización. Una parte de la leche se destina al consumo en su forma líquida o en
polvo, y la otra a la elaboración de sus derivados.
4.1 MERCADO INTERNACIONAL El consumo y comercio mundial de la industria alimenticia y en particular la de la leche está
influenciada por dos factores, uno de ellos es el de la economía esperada a nivel macro y el otro es a
la evolución de la población mundial y su ubicación, así como los diferentes tipos de apoyo para la
producción y el comercio en los países y de los tratados internacionales que se lleguen a realizar.
Cada uno de estos factores afecta directamente el comercio mundial.
En los últimos diez años el crecimiento de consumo mundial de lácteo dependió principalmente
debido al aumento poblacional. Este factor es aproximadamente el 70% de los aumentos de la
demanda, mientas que el otro 30% se debe a que el consumo per cápita creció.
Hay muy pocos países con excedentes exportables en el mercado internacional, se debe tener en
cuenta que la producción está influenciada por las estaciones del año, por lo que mientras en
primavera-verano en el hemisferio norte se presenta el ciclo alto, en el sur ocurre lo contrario. Lo
mismo pasa a la inversa, cuando en el hemisferio sur se tienen las altas que es en otoño-invierno en
el norte se tiene el ciclo de bajas.
4.1.1 PRODUCCIÓN Y CONSUMO DE LECHE
En el mundo un gran número de países considera el abasto y la producción de leche como una
prioridad nacional.
Países desarrollados como Estados Unidos y los de la Unión Europea, producen un gran volumen de
leche (Figura 4.1), por lo cual sus excedentes terminan vendiéndolos en el mercado internacional con
grandes subsidios, distorsionando fuertemente los precios del producto en los mercados mundiales.
9
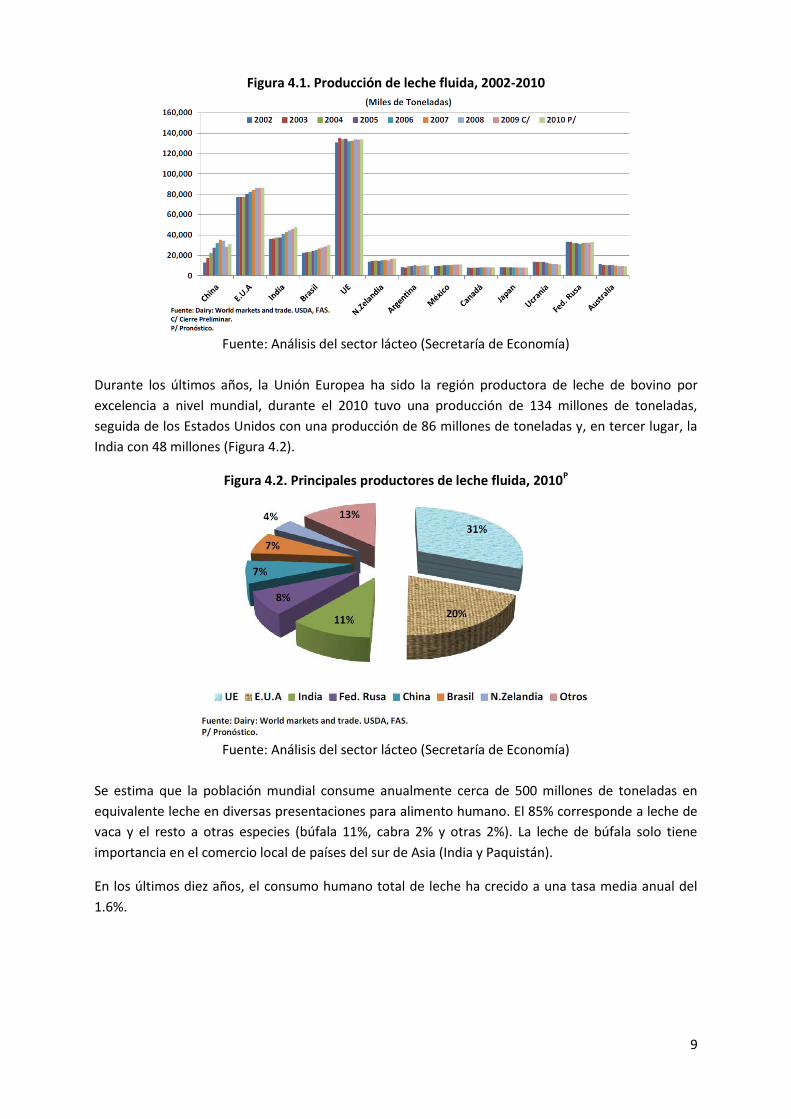
Figura 4.1. Producción de leche fluida, 2002-2010
Fuente: Análisis del sector lácteo (Secretaría de Economía)
Durante los últimos años, la Unión Europea ha sido la región productora de leche de bovino por
excelencia a nivel mundial, durante el 2010 tuvo una producción de 134 millones de toneladas,
seguida de los Estados Unidos con una producción de 86 millones de toneladas y, en tercer lugar, la
India con 48 millones (Figura 4.2).
Figura 4.2. Principales productores de leche fluida, 2010P
Fuente: Análisis del sector lácteo (Secretaría de Economía)
Se estima que la población mundial consume anualmente cerca de 500 millones de toneladas en
equivalente leche en diversas presentaciones para alimento humano. El 85% corresponde a leche de
vaca y el resto a otras especies (búfala 11%, cabra 2% y otras 2%). La leche de búfala solo tiene
importancia en el comercio local de países del sur de Asia (India y Paquistán).
En los últimos diez años, el consumo humano total de leche ha crecido a una tasa media anual del
1.6%.
10
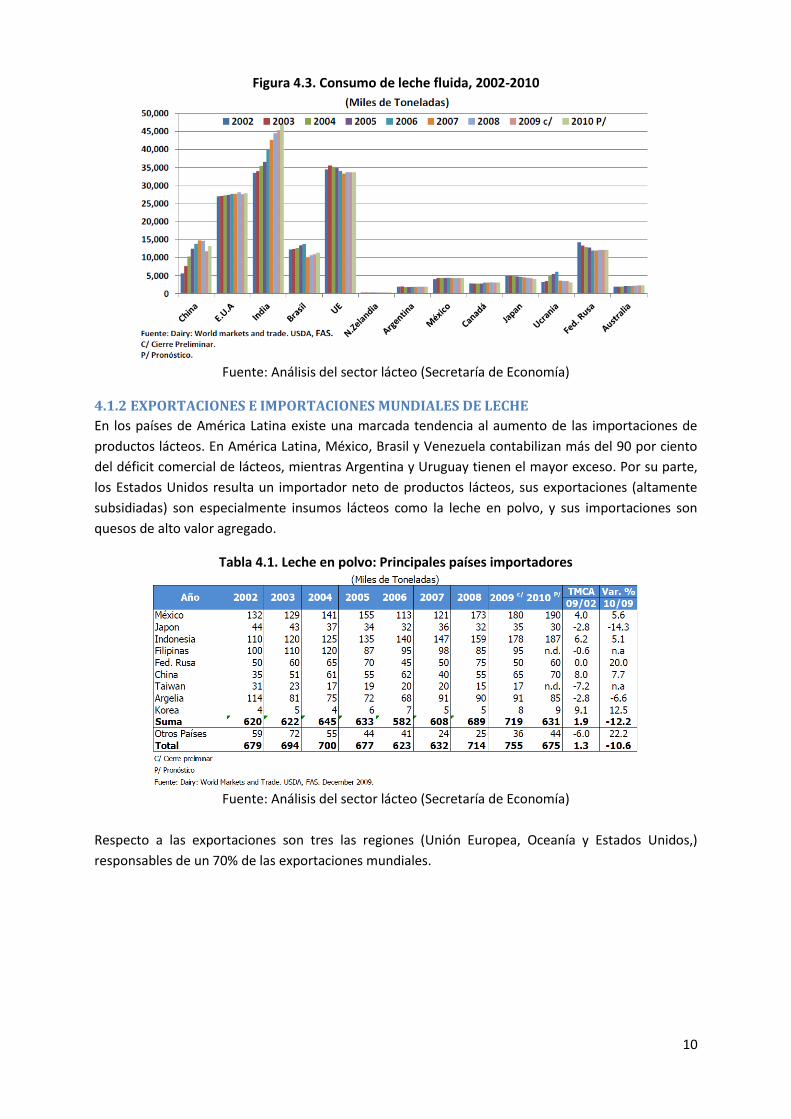
Figura 4.3. Consumo de leche fluida, 2002-2010
Fuente: Análisis del sector lácteo (Secretaría de Economía)
4.1.2 EXPORTACIONES E IMPORTACIONES MUNDIALES DE LECHE
En los países de América Latina existe una marcada tendencia al aumento de las importaciones de
productos lácteos. En América Latina, México, Brasil y Venezuela contabilizan más del 90 por ciento
del déficit comercial de lácteos, mientras Argentina y Uruguay tienen el mayor exceso. Por su parte,
los Estados Unidos resulta un importador neto de productos lácteos, sus exportaciones (altamente
subsidiadas) son especialmente insumos lácteos como la leche en polvo, y sus importaciones son
quesos de alto valor agregado.
Tabla 4.1. Leche en polvo: Principales países importadores
Fuente: Análisis del sector lácteo (Secretaría de Economía)
Respecto a las exportaciones son tres las regiones (Unión Europea, Oceanía y Estados Unidos,)
responsables de un 70% de las exportaciones mundiales.
11
Tabla 4.2. Leche en polvo: Principales países exportadores
Fuente: Análisis del sector lácteo (Secretaría de Economía)
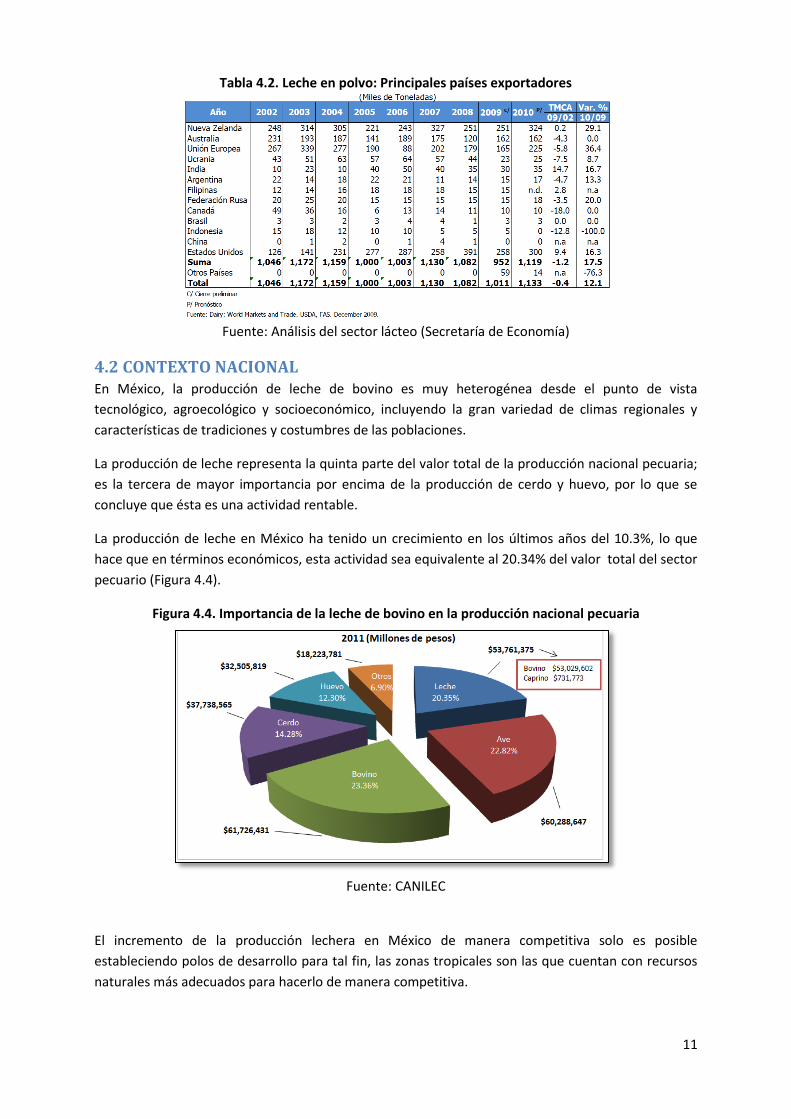
4.2 CONTEXTO NACIONAL En México, la producción de leche de bovino es muy heterogénea desde el punto de vista
tecnológico, agroecológico y socioeconómico, incluyendo la gran variedad de climas regionales y
características de tradiciones y costumbres de las poblaciones.
La producción de leche representa la quinta parte del valor total de la producción nacional pecuaria;
es la tercera de mayor importancia por encima de la producción de cerdo y huevo, por lo que se
concluye que ésta es una actividad rentable.
La producción de leche en México ha tenido un crecimiento en los últimos años del 10.3%, lo que
hace que en términos económicos, esta actividad sea equivalente al 20.34% del valor total del sector
pecuario (Figura 4.4).
Figura 4.4. Importancia de la leche de bovino en la producción nacional pecuaria
Fuente: CANILEC
El incremento de la producción lechera en México de manera competitiva solo es posible
estableciendo polos de desarrollo para tal fin, las zonas tropicales son las que cuentan con recursos
naturales más adecuados para hacerlo de manera competitiva.

12
Tabla 4.3. Regionalización de la producción de leche de bovino
Fuente: Análisis del sector lácteo (Secretaría de Economía, 2006)
Si se considera que la zona con mayor disponibilidad de agua es la tropical y que es donde se cuenta
con las mejores condiciones para la producción de leche en el país, en la realidad no se cumple
(Figura 4.5) debido a que las explotaciones lecheras son de doble propósito (carne y leche).
Figura 4.5. Producción de Leche por zona
Fuente: Análisis del sector lácteo (Secretaría de Economía)
4.2.1 PRODUCCIÓN Y CONSUMO NACIONAL
En México, la producción lechera se desarrolla en todo su territorio, pero durante el periodo de 2005
a 2010 se concentró en cuatro estados, los que contribuyeron en conjunto con el 45% de la
producción nacional en este período (destacándose Jalisco, Coahuila, Durango y Chihuahua). Cabe
señalar, que los estados de Coahuila y Durango se encuentran ubicados en la Región Lagunera, que
es la más importante cuenca lechera del país, y que ocupa el primer lugar en producción a nivel
nacional. Durante el 2010 la participación de los estados dentro de producción nacional se
encontraba distribuida de la siguiente manera (Figura 4.6).
13
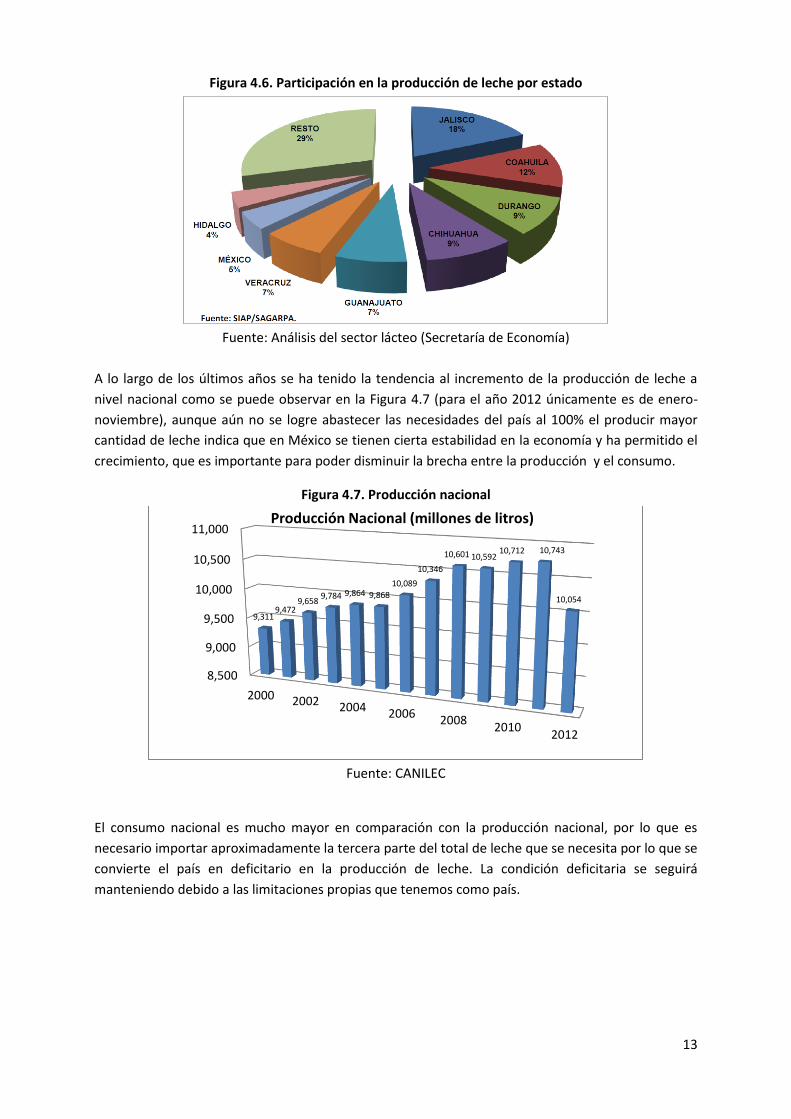
Figura 4.6. Participación en la producción de leche por estado
Fuente: Análisis del sector lácteo (Secretaría de Economía)
A lo largo de los últimos años se ha tenido la tendencia al incremento de la producción de leche a
nivel nacional como se puede observar en la Figura 4.7 (para el año 2012 únicamente es de enero-
noviembre), aunque aún no se logre abastecer las necesidades del país al 100% el producir mayor
cantidad de leche indica que en México se tienen cierta estabilidad en la economía y ha permitido el
crecimiento, que es importante para poder disminuir la brecha entre la producción y el consumo.
Figura 4.7. Producción nacional
Fuente: CANILEC
El consumo nacional es mucho mayor en comparación con la producción nacional, por lo que es
necesario importar aproximadamente la tercera parte del total de leche que se necesita por lo que se
convierte el país en deficitario en la producción de leche. La condición deficitaria se seguirá
manteniendo debido a las limitaciones propias que tenemos como país.
8,500
9,000
9,500
10,000
10,500
11,000
2000 2002 2004 20062008
20102012
9,311 9,472
9,658 9,784 9,864 9,868
10,089
10,346
10,601 10,592 10,712 10,743
10,054
Producción Nacional (millones de litros)
14
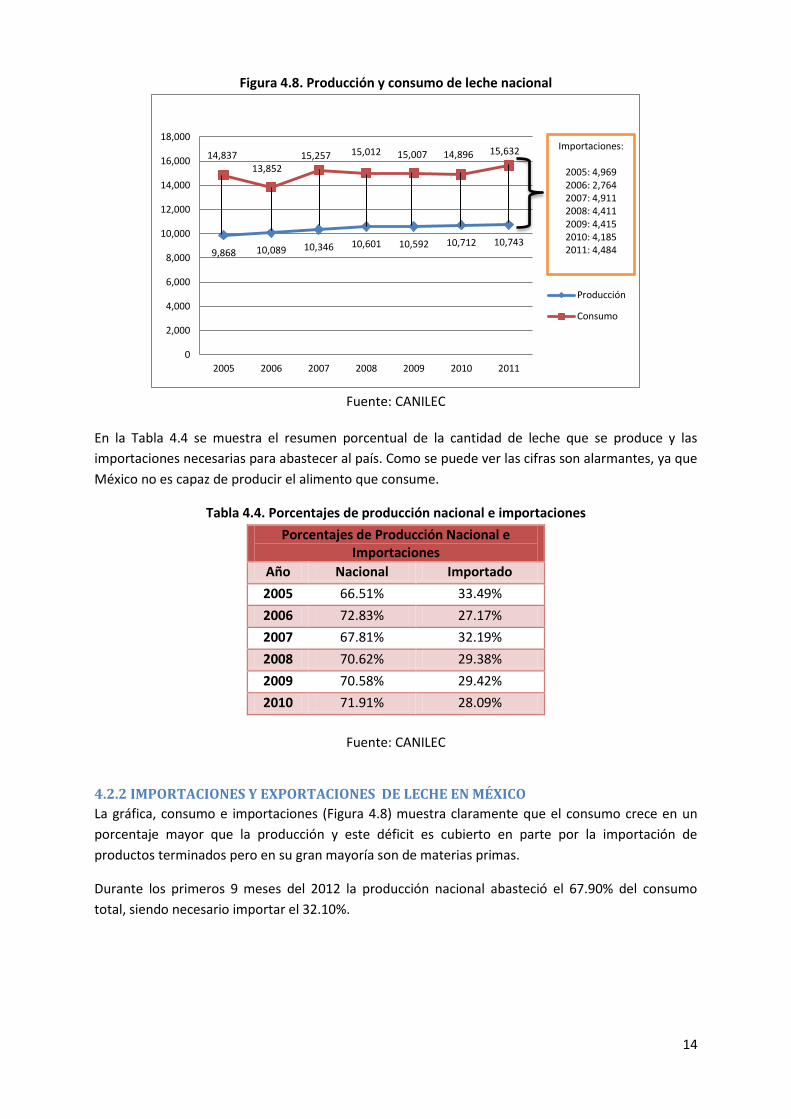
Figura 4.8. Producción y consumo de leche nacional
Fuente: CANILEC
En la Tabla 4.4 se muestra el resumen porcentual de la cantidad de leche que se produce y las
importaciones necesarias para abastecer al país. Como se puede ver las cifras son alarmantes, ya que
México no es capaz de producir el alimento que consume.
Tabla 4.4. Porcentajes de producción nacional e importaciones
Porcentajes de Producción Nacional e Importaciones
Año Nacional Importado
2005 66.51% 33.49%
2006 72.83% 27.17%
2007 67.81% 32.19%
2008 70.62% 29.38%
2009 70.58% 29.42%
2010 71.91% 28.09%
Fuente: CANILEC
4.2.2 IMPORTACIONES Y EXPORTACIONES DE LECHE EN MÉXICO
La gráfica, consumo e importaciones (Figura 4.8) muestra claramente que el consumo crece en un
porcentaje mayor que la producción y este déficit es cubierto en parte por la importación de
productos terminados pero en su gran mayoría son de materias primas.
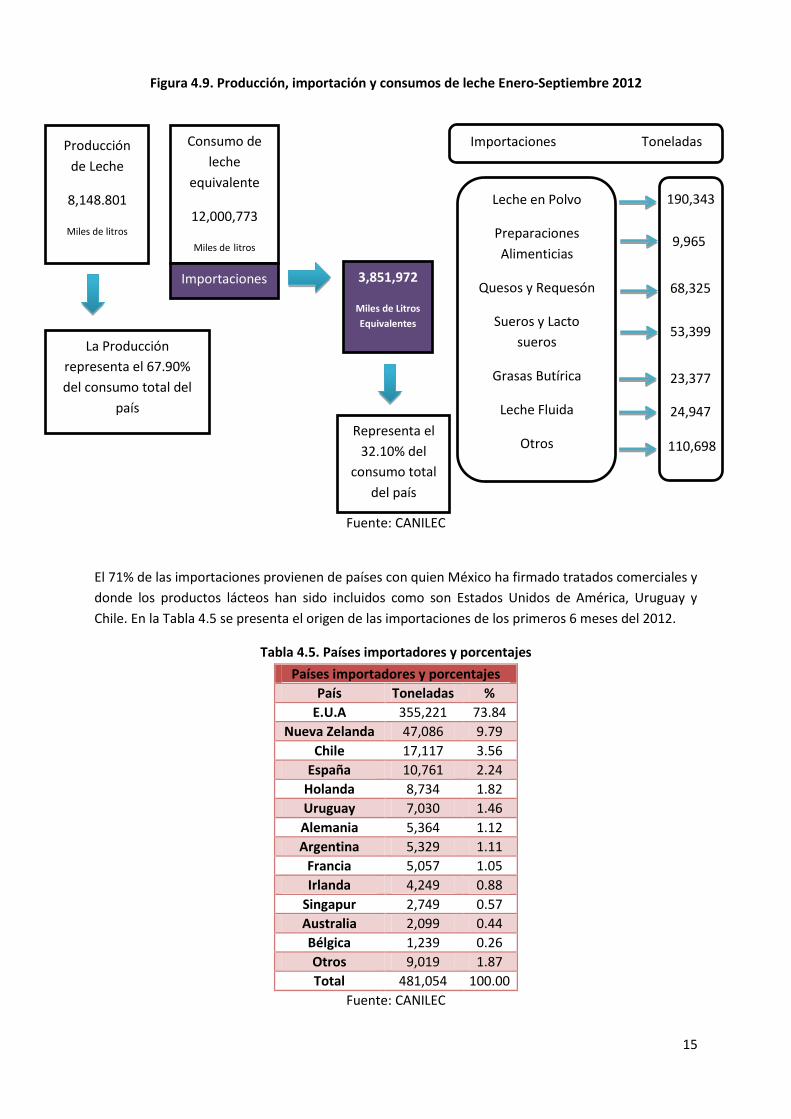
Durante los primeros 9 meses del 2012 la producción nacional abasteció el 67.90% del consumo
total, siendo necesario importar el 32.10%.
9,868 10,089 10,346 10,601 10,592 10,712 10,743
14,837 13,852
15,257 15,012 15,007 14,896 15,632
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
16,000
18,000
2005 2006 2007 2008 2009 2010 2011
Producción
Consumo
Importaciones:
2005: 4,969 2006: 2,764 2007: 4,911 2008: 4,411 2009: 4,415 2010: 4,185 2011: 4,484
15
Figura 4.9. Producción, importación y consumos de leche Enero-Septiembre 2012
Fuente: CANILEC
El 71% de las importaciones provienen de países con quien México ha firmado tratados comerciales y
donde los productos lácteos han sido incluidos como son Estados Unidos de América, Uruguay y
Chile. En la Tabla 4.5 se presenta el origen de las importaciones de los primeros 6 meses del 2012.
Tabla 4.5. Países importadores y porcentajes
Países importadores y porcentajes
País Toneladas %
E.U.A 355,221 73.84
Nueva Zelanda 47,086 9.79
Chile 17,117 3.56
España 10,761 2.24
Holanda 8,734 1.82
Uruguay 7,030 1.46
Alemania 5,364 1.12
Argentina 5,329 1.11
Francia 5,057 1.05
Irlanda 4,249 0.88
Singapur 2,749 0.57
Australia 2,099 0.44
Bélgica 1,239 0.26
Otros 9,019 1.87
Total 481,054 100.00
Fuente: CANILEC
Producción
de Leche
8,148.801
Miles de litros
La Producción
representa el 67.90%
del consumo total del
país
Consumo de
leche
equivalente
12,000,773
Miles de litros
Importaciones 3,851,972
Miles de Litros Equivalentes
Representa el
32.10% del
consumo total
del país
Importaciones Toneladas
Leche en Polvo
Preparaciones
Alimenticias
Quesos y Requesón
Sueros y Lacto
sueros
Grasas Butírica
Leche Fluida
Otros
190,343
9,965
68,325
53,399
23,377
24,947
110,698
16
Como se puede ver, hay una gran necesidad para que el país sea autosuficiente en la producción de
leche, las tendencias y estudios demuestran que es muy difícil que esta autosuficiencia se dé en el
corto y mediano plazo ya que la producción estará creciendo durante los próximos 20 años a un
ritmo de 1.7% anual. En el periodo de 2000-2008 la producción creció un 14% y el consumo un 42%.
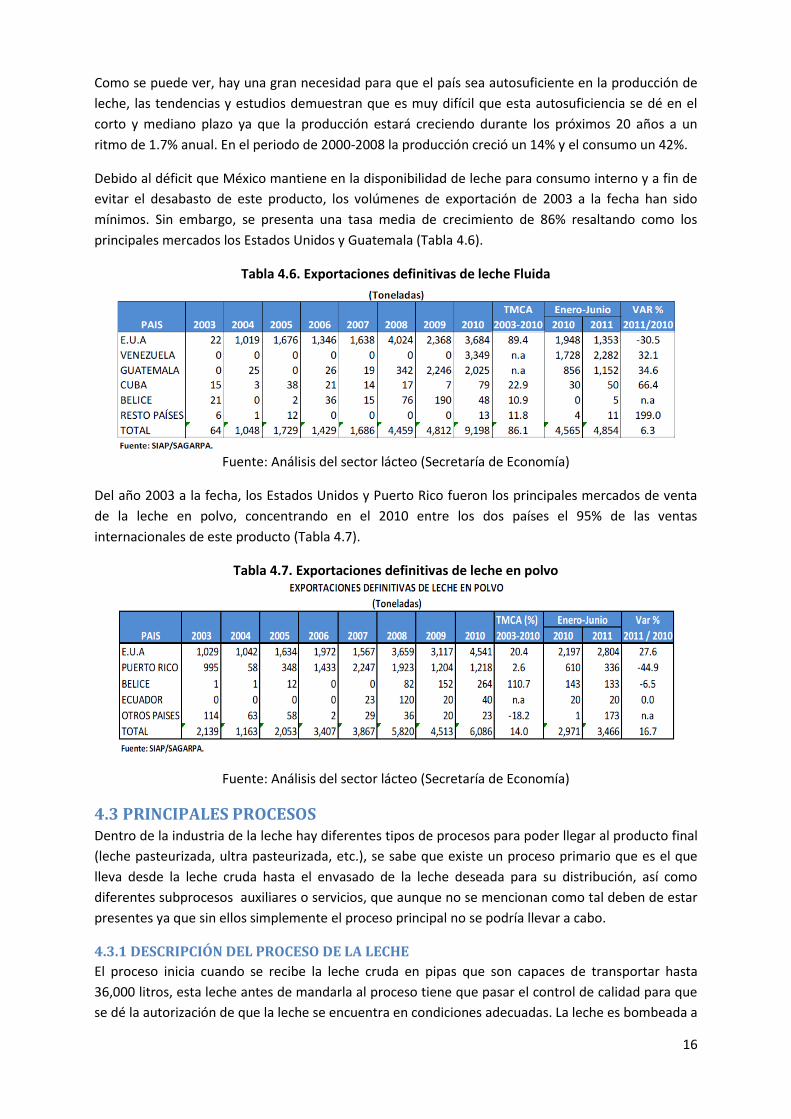
Debido al déficit que México mantiene en la disponibilidad de leche para consumo interno y a fin de
evitar el desabasto de este producto, los volúmenes de exportación de 2003 a la fecha han sido
mínimos. Sin embargo, se presenta una tasa media de crecimiento de 86% resaltando como los
principales mercados los Estados Unidos y Guatemala (Tabla 4.6).
Tabla 4.6. Exportaciones definitivas de leche Fluida
Fuente: Análisis del sector lácteo (Secretaría de Economía)
Del año 2003 a la fecha, los Estados Unidos y Puerto Rico fueron los principales mercados de venta
de la leche en polvo, concentrando en el 2010 entre los dos países el 95% de las ventas
internacionales de este producto (Tabla 4.7).
Tabla 4.7. Exportaciones definitivas de leche en polvo
Fuente: Análisis del sector lácteo (Secretaría de Economía)
4.3 PRINCIPALES PROCESOS Dentro de la industria de la leche hay diferentes tipos de procesos para poder llegar al producto final
(leche pasteurizada, ultra pasteurizada, etc.), se sabe que existe un proceso primario que es el que
lleva desde la leche cruda hasta el envasado de la leche deseada para su distribución, así como
diferentes subprocesos auxiliares o servicios, que aunque no se mencionan como tal deben de estar
presentes ya que sin ellos simplemente el proceso principal no se podría llevar a cabo.
4.3.1 DESCRIPCIÓN DEL PROCESO DE LA LECHE
El proceso inicia cuando se recibe la leche cruda en pipas que son capaces de transportar hasta
36,000 litros, esta leche antes de mandarla al proceso tiene que pasar el control de calidad para que
se dé la autorización de que la leche se encuentra en condiciones adecuadas. La leche es bombeada a
17
la clarificadora que consiste en un filtro en donde se eliminan partículas extrañas al proceso, ya sean
restos de pasto o polvo. Posteriormente, se realiza el enfriamiento por medio de un intercambiador
de calor para que la leche llegue a una temperatura de 4ºC. Una vez que la leche es enfriada se
manda al proceso requerido (pasteurización o ultra pasteurización) o se almacena en tanques de
capacidad de hasta 110, 000 litros.
La otra materia prima es la leche en polvo entera o descremada que se recibe en costales para posteriormente mandarla al almacén.
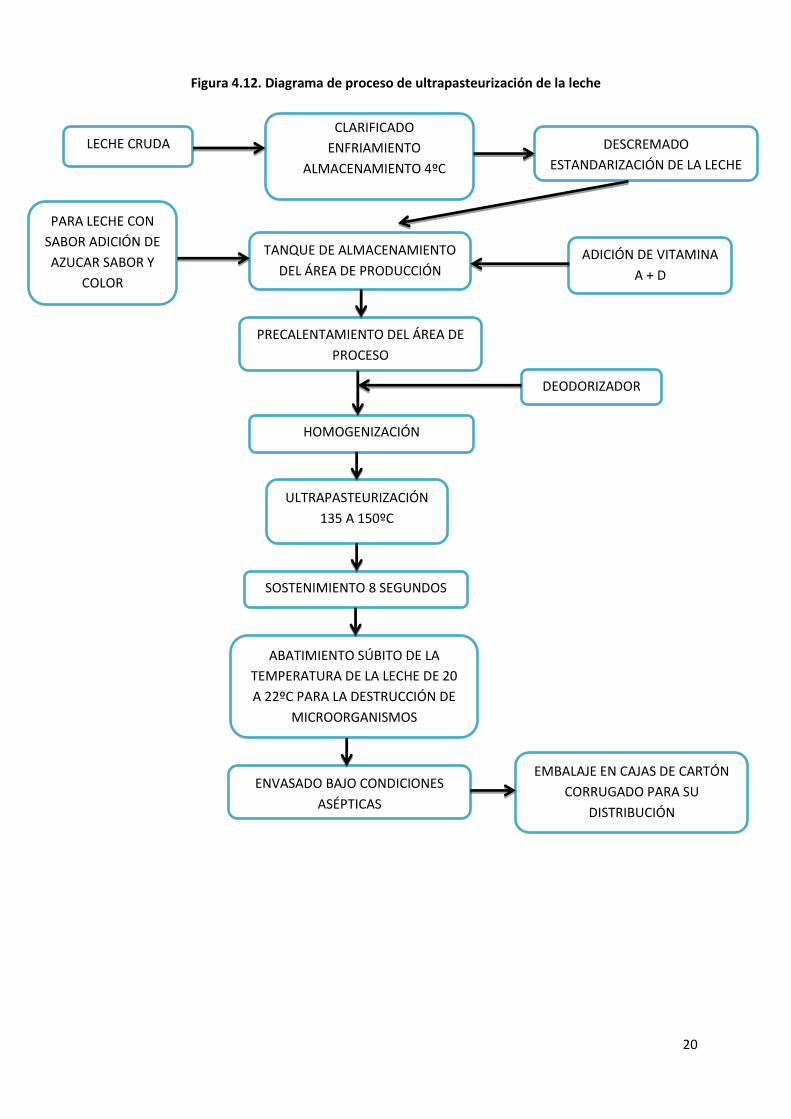
ULTRAPASTEURIZACIÓN.
Se realiza la descremación para obtener leche entera, semidescremada o descremada el cual se lleva
a cabo en la descremadora. Una vez descremada la leche se manda a un tanque donde se adicionan
las vitaminas, la leche se bombea hasta el precalentamiento, terminado el precalentado se lleva a
cabo la deodorización para que se elimine cualquier olor ajeno a la leche, después pasa al
homogenizador que consiste en la dispersión del glóbulo graso de la leche, al punto de no permitir su
separación tras un período prolongado en reposo. Se procede a la ultra pasteurización en donde se
eleva la temperatura entre 135 y 150ºC por 8 segundos en el tubo de sostenimiento. Finalmente se
enfría la leche por medio de un intercambiador de calor a entre 20 y 22ºC, es envasada por medio
aséptico (o sea que no ha estado en contacto con nadie) en tetra packs para su distribución (Figura
4.12).
A continuación se explicarán las diferencias en cada uno de los procesos:
PROCESO DE PASTEURIZACIÓN DE LECHE FLUIDA (CRUDA)
En este proceso la materia prima es la leche fluida o cruda proveniente de los establos mexicanos o
importada de alguna de las parte del mundo mencionadas anteriormente.
Este tipo de leche no puede mantenerse sin refrigeración ya que se echa a perder así que en este
caso si no pasa directamente al proceso se tiene que enfriar y almacenarla en tanques refrigerados.
Cuando se inicia el proceso de pasteurización se le adicionan las vitaminas y la grasa vegetal a la
leche, ésta pasa por un precalentamiento, posteriormente se llevaba a cabo la homogenización y la
deodoriazación. Del homogenizador se pasa al pasteurizado en un intercambiador de placas el cual
eleva la temperatura de la leche a una temperatura entre 72 y 75ºC, se mantiene en el tubo de
sostenimiento por 22 segundos, ya pasteurizada la leche se enfría hasta una temperatura de 4ºC y
enviada a un mezclador donde se lleva a cabo la fortificación. Se almacena en los tanques de silos
para que finalmente se envase en bolsas de uno o dos litros, la leche envasada se manda a un cuarto
frío ya que se debe mantener refrigerada (a diferencia de la leche ultrapasteurizada) y se distribuye
(figura 4.11).
PROCESO DE PASTEURIZACIÓN DE LECHE EN POLVO
En este proceso la materia prima es leche en polvo. Los sacos de leche el polvo son vaciados a un
tanque en forma cono llamada tolva, por otro lado se tiene el tanque de agua con la cual se va a
llevar a cabo la rehidratación. Una vez que se vierte la leche en la mezcladora, por bombeo se
transporta el agua del tanque a la mezcladora donde se encontraba la leche en polvo y se mezcla
para obtener leche fluida y se lleve a cabo el proceso de pasteurización convencional (Figura 4.11).
18
PROCESO DE ULTRAPASTEURIZACIÓN DE LECHE DESLACTOSADA
El proceso de ultrapasteurización de leche deslactosada es exactamente el mismo que describimos
inicialmente, la diferencia se encuentra hasta que la leche pasó por la ultrapasteurización. Una vez
terminada la ultrapasteurización se le añade la enzima llamada lactasa (la cual convierte la lactosa en
glucosa y galactosa), se envasa pero éste tipo de leche se debe de mantener almacenada para que se
lleve a cabo la hidrólisis (al menos 72 horas) para finalmente sea distribuida (Figura 4.13).
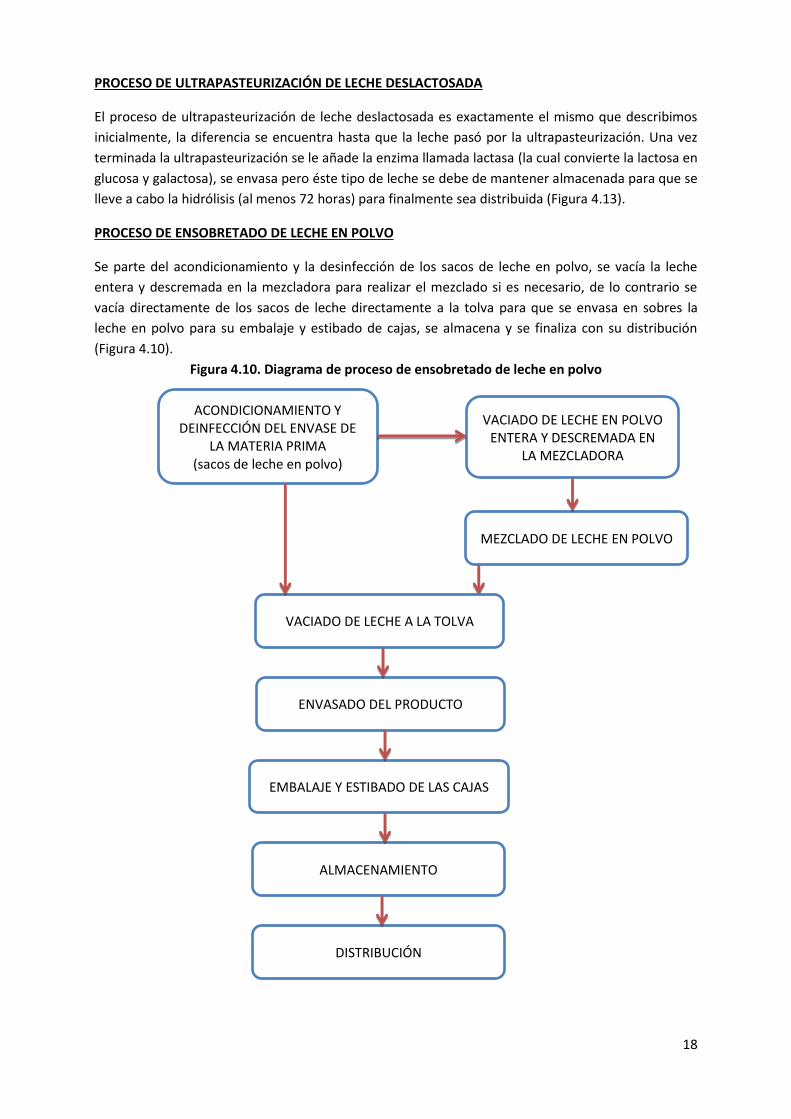
PROCESO DE ENSOBRETADO DE LECHE EN POLVO
Se parte del acondicionamiento y la desinfección de los sacos de leche en polvo, se vacía la leche
entera y descremada en la mezcladora para realizar el mezclado si es necesario, de lo contrario se
vacía directamente de los sacos de leche directamente a la tolva para que se envasa en sobres la
leche en polvo para su embalaje y estibado de cajas, se almacena y se finaliza con su distribución
(Figura 4.10).
Figura 4.10. Diagrama de proceso de ensobretado de leche en polvo
ACONDICIONAMIENTO Y DEINFECCIÓN DEL ENVASE DE
LA MATERIA PRIMA (sacos de leche en polvo)
VACIADO DE LECHE EN POLVO ENTERA Y DESCREMADA EN
LA MEZCLADORA
MEZCLADO DE LECHE EN POLVO
VACIADO DE LECHE A LA TOLVA
ENVASADO DEL PRODUCTO
EMBALAJE Y ESTIBADO DE LAS CAJAS
ALMACENAMIENTO
DISTRIBUCIÓN

19
Figura 4.11. Diagrama de proceso de pasteurización de la leche
LECHE CRUDA LECHE DESCREMADA EN POLVO
LECHE ENTERA EN POLVO
PASTEURIZACIÓN DE LA LECHE
CLARIFICADO
HOMOGENIZACIÓN
PASTEURIZACIÓN (72 a 75ºC)
SOSTENIMIENTO 22 SEGUNDOS
ABATIMIENTO DE LA
TEMPERATURA DE LA LECHE 4ºC
ALMACENAMIENTO EN SILOS 4ºC ENVASADO
ALMACENAMIENTO EN CUARTO FRÍO
DEL PRODUCTO ENVASADO
ADICIÓN DE GRASA VEGETAL
Y VITAMINA A +D3
PREPARACIÓN DE LA MEZCLA
DE VITAMINAS Y MINERALES
FORTIFICACIÓN DE LA LECHE
PRECALENTAMIENTO
REHIDRATADO
Para leche
cruda
ENFRIAMIENTO
ALMACENAMIENTO
EN SILOS
agua
20
Figura 4.12. Diagrama de proceso de ultrapasteurización de la leche
LECHE CRUDA
CLARIFICADO
ENFRIAMIENTO
ALMACENAMIENTO 4ºC
DESCREMADO
ESTANDARIZACIÓN DE LA LECHE
TANQUE DE ALMACENAMIENTO
DEL ÁREA DE PRODUCCIÓN ADICIÓN DE VITAMINA
A + D
PARA LECHE CON
SABOR ADICIÓN DE
AZUCAR SABOR Y
COLOR
PRECALENTAMIENTO DEL ÁREA DE
PROCESO
HOMOGENIZACIÓN
DEODORIZADOR
ULTRAPASTEURIZACIÓN
135 A 150ºC
SOSTENIMIENTO 8 SEGUNDOS
ABATIMIENTO SÚBITO DE LA
TEMPERATURA DE LA LECHE DE 20
A 22ºC PARA LA DESTRUCCIÓN DE
MICROORGANISMOS
ENVASADO BAJO CONDICIONES
ASÉPTICAS
EMBALAJE EN CAJAS DE CARTÓN
CORRUGADO PARA SU
DISTRIBUCIÓN

21
Figura 4.13. Diagrama de proceso de ultrapasteurización de leche deslactosada
LECHE CRUDA
CLARIFICADO
ENFRIAMIENTO
ALMACENAMIENTO 4ºC
DESCREMADO
ESTANDARIZACIÓN DE LA LECHE
TANQUE DE ALMACENAMIENTO
DEL ÁREA DE PRODUCCIÓN ADICIÓN DE VITAMINA
A + D
PARA LECHE CON
SABOR ADICIÓN DE
AZUCAR SABOR Y
COLOR
PRECALENTAMIENTO DEL ÁREA DE
PROCESO
HOMOGENIZACIÓN
DEODORIZADOR
ULTRAPASTEURIZACIÓN
135 A 150ºC
ABATIMIENTO SÚBITO DE LA
TEMPERATURA DE LA LECHE DE 20
A 22ºC PARA LA DESTRUCCIÓN DE
MICROORGANISMOS
ENVASADO BAJO CONDICIONES
ASÉPTICAS
EMBALAJE EN CAJAS DE
CARTÓN CORRUGADO
DOSIFICACIÓN DE LA ENZIMA
LACTASA FRÍA (0.20/0.25 g/l)
ALMACÉN HIDRÓLISIS DE
LA LECHE AL 80%
(MÍNIMO 72 HORAS)
DISTRIBUCIÓN DEL
PRODUCTO
DESLACTOSADO
22
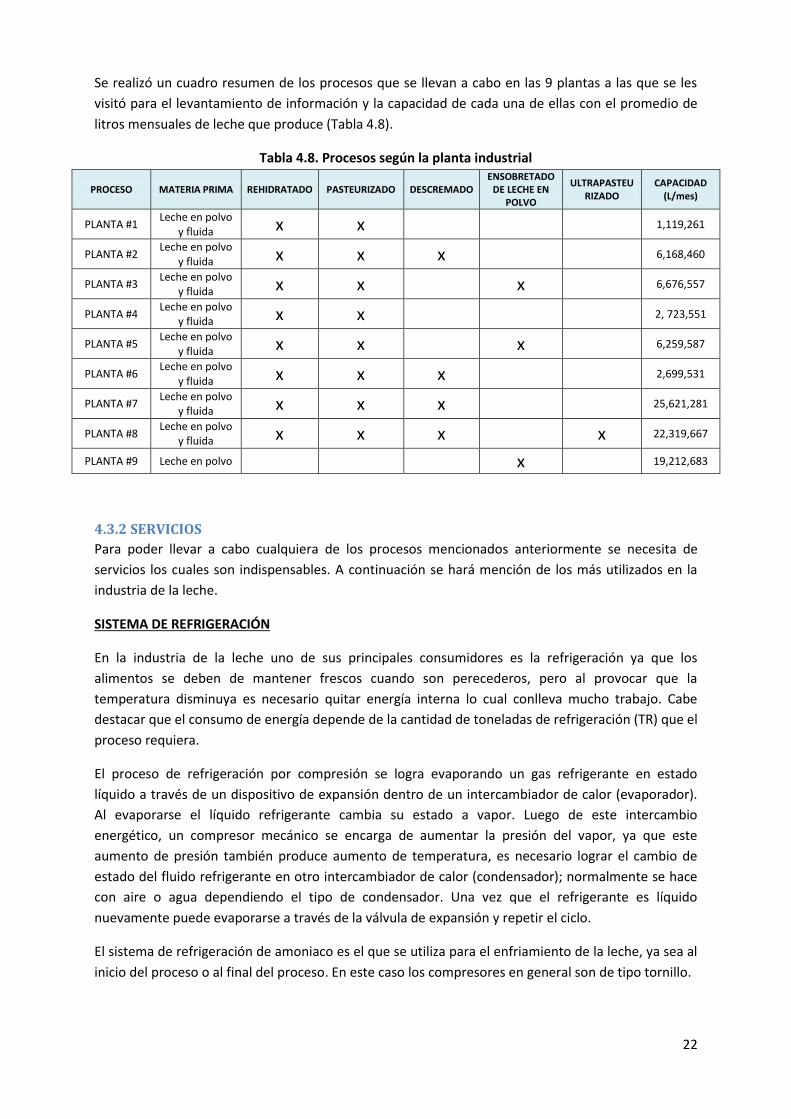
Se realizó un cuadro resumen de los procesos que se llevan a cabo en las 9 plantas a las que se les
visitó para el levantamiento de información y la capacidad de cada una de ellas con el promedio de
litros mensuales de leche que produce (Tabla 4.8).
Tabla 4.8. Procesos según la planta industrial
PROCESO MATERIA PRIMA REHIDRATADO PASTEURIZADO DESCREMADO ENSOBRETADO
DE LECHE EN POLVO
ULTRAPASTEURIZADO
CAPACIDAD (L/mes)
PLANTA #1 Leche en polvo
y fluida x x 1,119,261
PLANTA #2 Leche en polvo
y fluida x x x 6,168,460
PLANTA #3 Leche en polvo
y fluida x x x 6,676,557
PLANTA #4 Leche en polvo
y fluida x x 2, 723,551
PLANTA #5 Leche en polvo
y fluida x x x 6,259,587
PLANTA #6 Leche en polvo
y fluida x x x 2,699,531
PLANTA #7 Leche en polvo
y fluida x x x 25,621,281
PLANTA #8 Leche en polvo
y fluida x x x x 22,319,667
PLANTA #9 Leche en polvo x 19,212,683
4.3.2 SERVICIOS
Para poder llevar a cabo cualquiera de los procesos mencionados anteriormente se necesita de
servicios los cuales son indispensables. A continuación se hará mención de los más utilizados en la
industria de la leche.
SISTEMA DE REFRIGERACIÓN
En la industria de la leche uno de sus principales consumidores es la refrigeración ya que los
alimentos se deben de mantener frescos cuando son perecederos, pero al provocar que la
temperatura disminuya es necesario quitar energía interna lo cual conlleva mucho trabajo. Cabe
destacar que el consumo de energía depende de la cantidad de toneladas de refrigeración (TR) que el
proceso requiera.
El proceso de refrigeración por compresión se logra evaporando un gas refrigerante en estado
líquido a través de un dispositivo de expansión dentro de un intercambiador de calor (evaporador).
Al evaporarse el líquido refrigerante cambia su estado a vapor. Luego de este intercambio
energético, un compresor mecánico se encarga de aumentar la presión del vapor, ya que este
aumento de presión también produce aumento de temperatura, es necesario lograr el cambio de
estado del fluido refrigerante en otro intercambiador de calor (condensador); normalmente se hace
con aire o agua dependiendo el tipo de condensador. Una vez que el refrigerante es líquido
nuevamente puede evaporarse a través de la válvula de expansión y repetir el ciclo.
El sistema de refrigeración de amoniaco es el que se utiliza para el enfriamiento de la leche, ya sea al
inicio del proceso o al final del proceso. En este caso los compresores en general son de tipo tornillo.

23
Figura 4.13. Sistema de refrigeración por compresión
Fuente: http://www.revista-
anales.es/web/n_10/seccion_4.html&docid=883OHgCTXdJhkM&imgurl=http://www.revista-
anales.es/web/n_10/img/s_4/imag_4_4_grande.jpg&w=600&h=313&ei=jSH_UMaZF4K5qQGK2YCoD
g&zoom=1&iact=hc&vpx=4&vpy=148&dur=4546&hovh=162&hovw=311&tx=137&ty=57&sig=11800
5407162593745974&page=1&tbnh=150&tbnw=293&start=0&ndsp=20&ved=1t:429,r:0,s:0,i:76
SISTEMA DE BOMBEO
Un sistema de bombeo consiste en un conjunto de elementos que permiten el transporte a través de tuberías y el almacenamiento temporal de los fluidos, de forma que se cumplan las especificaciones de caudal y presión necesarias en los diferentes sistemas y procesos. La bomba es el medio mecánico para obtener conducción o transferencia del fluido y por ello es
parte esencial de todos los procesos. Las bombas centrífugas son las más utilizadas dentro de la
industria; aplican energía al líquido que se bombea con un impulsor o una hélice que gira en su eje.
La energía aplicada le da velocidad al fluido por el impulsor para ejercer una presión, el líquido sale
del impulsor y avanza a lo largo de una voluta o carcasa de difusor estacionarias. La flecha de una
bomba centrifuga tiene como función transmitir el torque que recibe del motor impulsor durante la
operación de bombeo, a la vez sujeta al impulsor y a las otras partes giratorias.
El sistema de bombeo se encuentra en todo el proceso, desde llevar el agua a la caldera, el trasporte de la leche por sus diferentes etapas, la planta de tratamiento de agua, etc.
Figura 4.14. Sistema de bombeo
Fuente: http://limacallao.olx.com.pe/tableros-para-sistemas-de-bombeo-iid-
253757739&docid=KEB6cIIpFBHFCM&imgurl=http://images01.olx.com.pe/ui/15/86/39/1316469079
_253757739_1-Tableros-para-sistemas-de-Bombeo-San-Borja.jpg
24
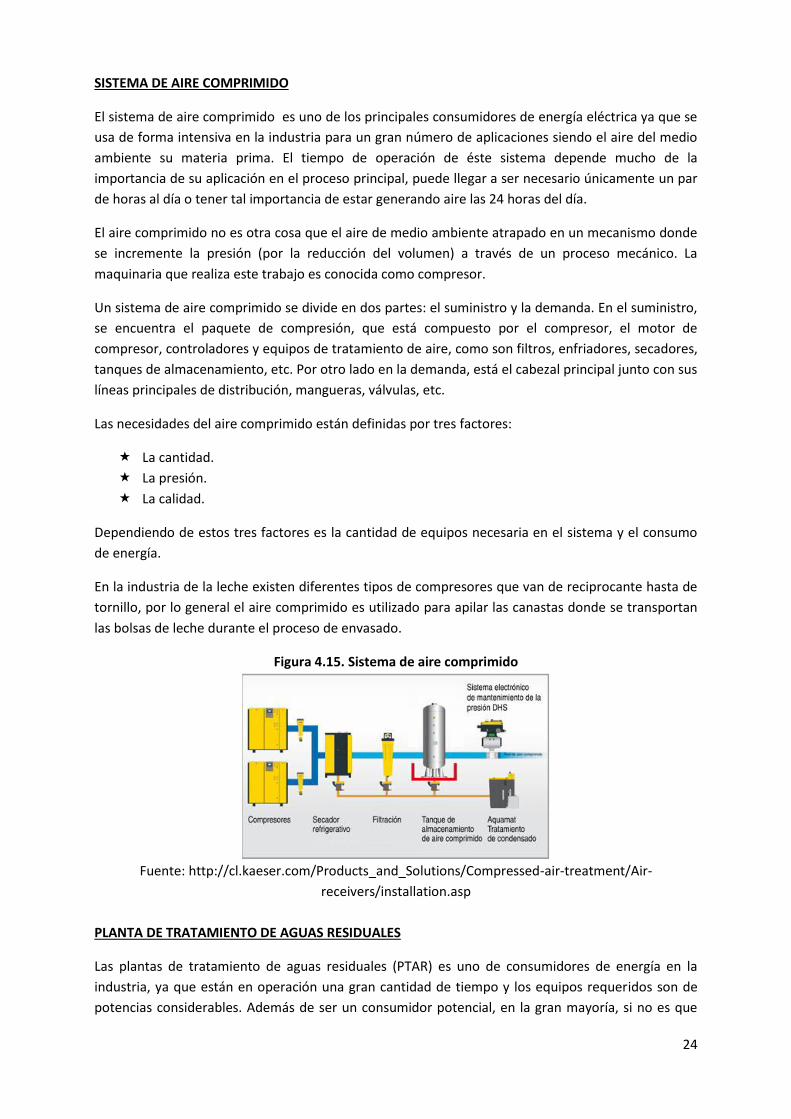
SISTEMA DE AIRE COMPRIMIDO
El sistema de aire comprimido es uno de los principales consumidores de energía eléctrica ya que se
usa de forma intensiva en la industria para un gran número de aplicaciones siendo el aire del medio
ambiente su materia prima. El tiempo de operación de éste sistema depende mucho de la
importancia de su aplicación en el proceso principal, puede llegar a ser necesario únicamente un par
de horas al día o tener tal importancia de estar generando aire las 24 horas del día.
El aire comprimido no es otra cosa que el aire de medio ambiente atrapado en un mecanismo donde
se incremente la presión (por la reducción del volumen) a través de un proceso mecánico. La
maquinaria que realiza este trabajo es conocida como compresor.
Un sistema de aire comprimido se divide en dos partes: el suministro y la demanda. En el suministro,
se encuentra el paquete de compresión, que está compuesto por el compresor, el motor de
compresor, controladores y equipos de tratamiento de aire, como son filtros, enfriadores, secadores,
tanques de almacenamiento, etc. Por otro lado en la demanda, está el cabezal principal junto con sus
líneas principales de distribución, mangueras, válvulas, etc.
Las necesidades del aire comprimido están definidas por tres factores:
La cantidad.
La presión.
La calidad.
Dependiendo de estos tres factores es la cantidad de equipos necesaria en el sistema y el consumo
de energía.
En la industria de la leche existen diferentes tipos de compresores que van de reciprocante hasta de
tornillo, por lo general el aire comprimido es utilizado para apilar las canastas donde se transportan
las bolsas de leche durante el proceso de envasado.
Figura 4.15. Sistema de aire comprimido
Fuente: http://cl.kaeser.com/Products_and_Solutions/Compressed-air-treatment/Air-
receivers/installation.asp
PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES
Las plantas de tratamiento de aguas residuales (PTAR) es uno de consumidores de energía en la
industria, ya que están en operación una gran cantidad de tiempo y los equipos requeridos son de
potencias considerables. Además de ser un consumidor potencial, en la gran mayoría, si no es que

25
todas las industrias se cuenta con una. Éstas por lo general se utilizan para el recirculamiento de agua
dentro de la misma industria para reducir su consumo.
La planta de tratamiento generalmente tiene un registro de pre tratamiento donde la materia no
degradable tal como el plástico, arena, metales, etc., es retenida.
Luego las aguas residuales entran a la cámara de aeración donde son mezcladas y aeradas con
grande volúmenes de aire los cuales son bombeados al interior de la cámara de baja presión. Los
difusores, en el fondo de la cámara de aeración producen grandes cantidades de burbujas de aire con
dos propósitos. Uno, satisfacer la demanda de oxígeno en el proceso de digestión aeróbica y, el otro,
mezclar el contenido de la cámara de aeración asegurándose así un tratamiento completo.
En la medida que el aire de la planta de tratamiento sube a la superficie en forma de burbujas,
transfiere oxígeno, a los líquidos en la cámara de tal manera que, las bacterias aeróbicas presentes
en el lodo activado usan este oxígeno para degradar la materia orgánica.
En la cámara, las aguas pre tratadas son retenidas 24 horas mientras se produce la transformación de
estas en un líquido claro, inodoro y sin gases.
Desde la cámara de aeración las aguas pasan a la cámara de sedimentación, donde el líquido se
mantiene en completa calma. Las partículas en suspensión se sedimentan y son devueltas
nuevamente a la cámara de aeración mediante la línea de retorno de lodos, para completar su
tratamiento. De esta manera, solamente el líquido altamente tratado e inodoro sale por el vertedero
hacia la disposición final.
La capacidad de diseño de la cámara de sedimentación provee un mínimo de retención de 4 horas.
En la mayor parte de los casos, a la salida de la cámara de sedimentación se construye una cámara de
cloración de contacto, la cual en su línea de ingreso contiene un clorinador que funciones con
pastillas de cloro. A la salida de esta cámara se coloca igualmente un declorador que contiene
pastillas con una concentración mínima de 75% de sulfito de sodio que remueve el cloro en
proporción al flujo tratado. De esta manera el efluente convertido en un líquido claro y sin olores y
debidamente purificado sale de la planta es devuelto al medio ambiente o tiene un sistema de
recirculación.
Figura 4.16. Planta de tratamiento de agua
Fuente:http://mx.kalipedia.com/popup/popupWindow.html?tipo=imagen&titulo=Esquema+de+las+
partes+de+una+planta+depuradora+de+aguas.&url=/kalipediamedia/cienciasnaturales/media/20070
4/18/ecologia/20070418klpcnaecl_91.Ees.LCO.png&popw=749&poph=475
26
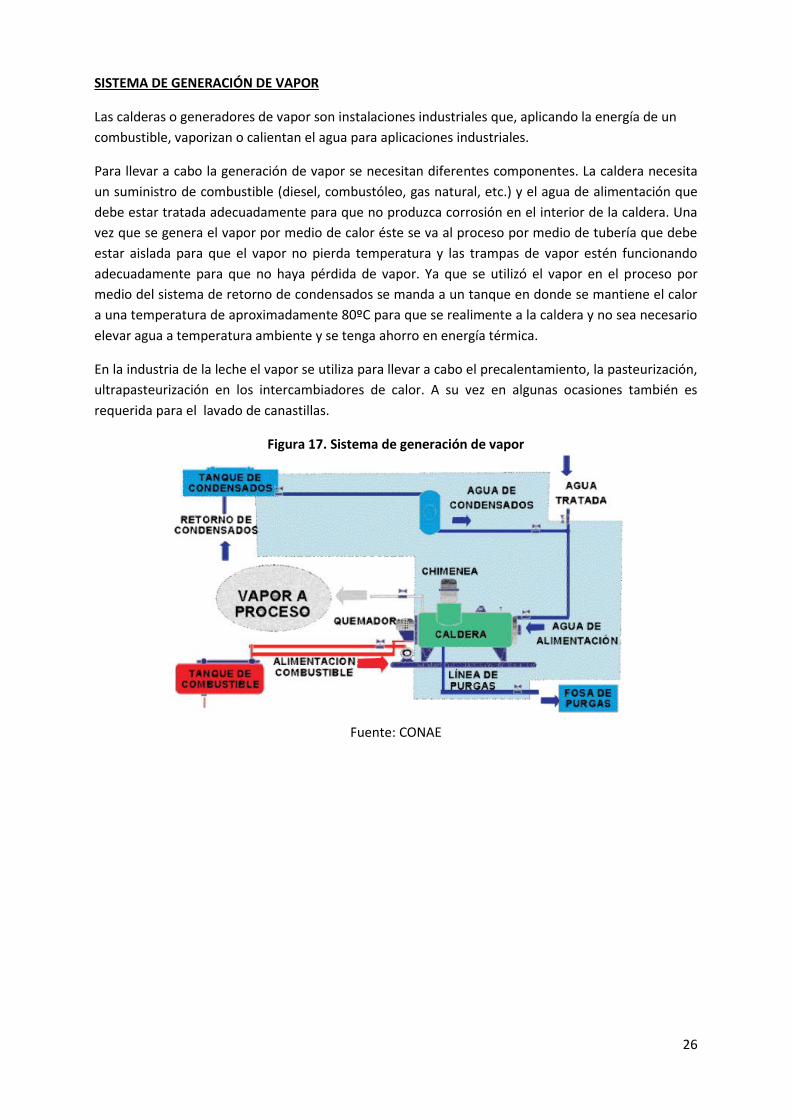
SISTEMA DE GENERACIÓN DE VAPOR
Las calderas o generadores de vapor son instalaciones industriales que, aplicando la energía de un
combustible, vaporizan o calientan el agua para aplicaciones industriales.
Para llevar a cabo la generación de vapor se necesitan diferentes componentes. La caldera necesita
un suministro de combustible (diesel, combustóleo, gas natural, etc.) y el agua de alimentación que
debe estar tratada adecuadamente para que no produzca corrosión en el interior de la caldera. Una
vez que se genera el vapor por medio de calor éste se va al proceso por medio de tubería que debe
estar aislada para que el vapor no pierda temperatura y las trampas de vapor estén funcionando
adecuadamente para que no haya pérdida de vapor. Ya que se utilizó el vapor en el proceso por
medio del sistema de retorno de condensados se manda a un tanque en donde se mantiene el calor
a una temperatura de aproximadamente 80ºC para que se realimente a la caldera y no sea necesario
elevar agua a temperatura ambiente y se tenga ahorro en energía térmica.
En la industria de la leche el vapor se utiliza para llevar a cabo el precalentamiento, la pasteurización,
ultrapasteurización en los intercambiadores de calor. A su vez en algunas ocasiones también es
requerida para el lavado de canastillas.
Figura 17. Sistema de generación de vapor
Fuente: CONAE
27
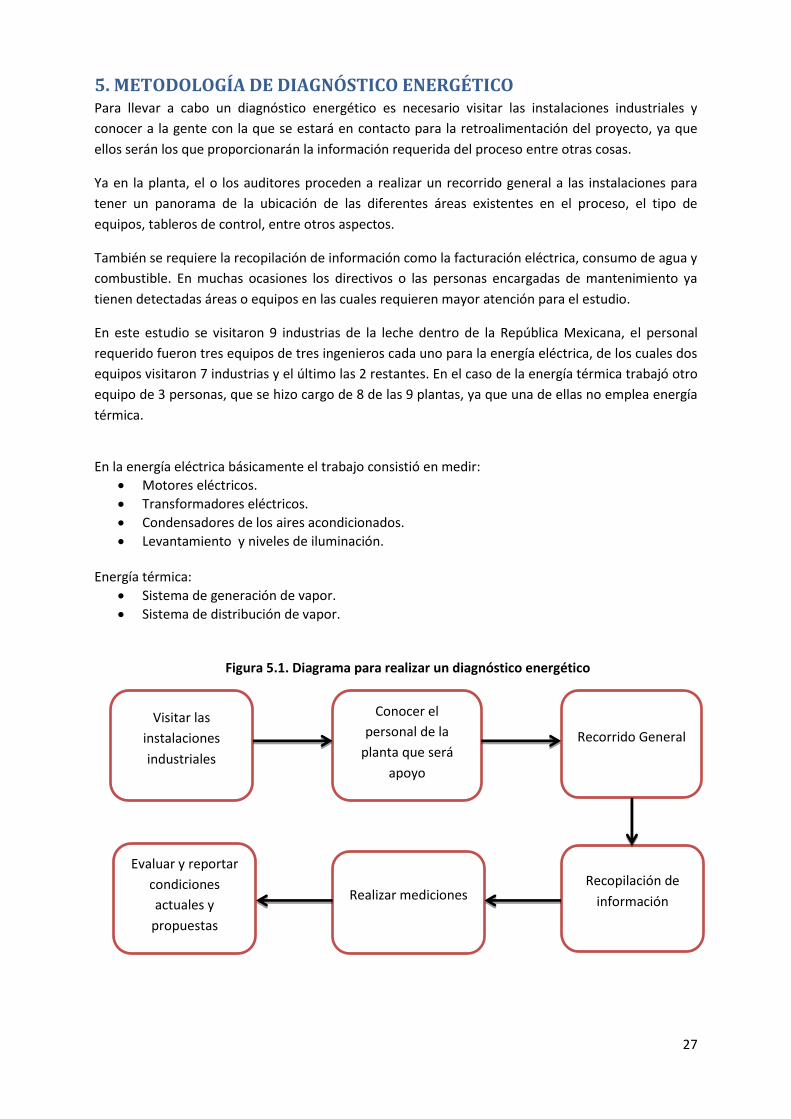
5. METODOLOGÍA DE DIAGNÓSTICO ENERGÉTICO Para llevar a cabo un diagnóstico energético es necesario visitar las instalaciones industriales y
conocer a la gente con la que se estará en contacto para la retroalimentación del proyecto, ya que
ellos serán los que proporcionarán la información requerida del proceso entre otras cosas.
Ya en la planta, el o los auditores proceden a realizar un recorrido general a las instalaciones para
tener un panorama de la ubicación de las diferentes áreas existentes en el proceso, el tipo de
equipos, tableros de control, entre otros aspectos.
También se requiere la recopilación de información como la facturación eléctrica, consumo de agua y
combustible. En muchas ocasiones los directivos o las personas encargadas de mantenimiento ya
tienen detectadas áreas o equipos en las cuales requieren mayor atención para el estudio.
En este estudio se visitaron 9 industrias de la leche dentro de la República Mexicana, el personal
requerido fueron tres equipos de tres ingenieros cada uno para la energía eléctrica, de los cuales dos
equipos visitaron 7 industrias y el último las 2 restantes. En el caso de la energía térmica trabajó otro
equipo de 3 personas, que se hizo cargo de 8 de las 9 plantas, ya que una de ellas no emplea energía
térmica.
En la energía eléctrica básicamente el trabajo consistió en medir:
Motores eléctricos.
Transformadores eléctricos.
Condensadores de los aires acondicionados.
Levantamiento y niveles de iluminación. Energía térmica:
Sistema de generación de vapor.
Sistema de distribución de vapor.
Figura 5.1. Diagrama para realizar un diagnóstico energético
Visitar las
instalaciones
industriales
Conocer el
personal de la
planta que será
apoyo
Recorrido General
Recopilación de
información Realizar mediciones
Evaluar y reportar
condiciones
actuales y
propuestas
28
5.1 RECOPILACIÓN DE INFORMACIÓN Es necesario recopilar información para poder saber las condiciones actuales de consumo de energía
en la industria. Se comienza por la facturación eléctrica, en ella se puede observar qué tipo de tarifa
se maneja, así como el consumo y demanda que se tiene. Es por eso que de preferencia tiene que ser
al menos de un año para lograr ver su comportamiento.
Con el combustible se puede ver qué tipo de combustible se está utilizando y la cantidad necesaria
de energía requerida para realizar el proceso. El consumo de agua también es muy importante.
Otra información que se puede recolectar es: Diagramas unifilares e isométricos Planos arquitectónicos Bitácoras de operación y producción Inventario de equipos Datos de equipos que no estén al alcance
La información antes mencionada es la que proporciona el personal de la planta. Al equipo de
ingenieros que realizan el diagnóstico energético les corresponde básicamente el levantamiento de
datos de placa de los motores, variadores, compresores, bombas, calderas, etc. Así como el tipo de
luminarias que hay en las instalaciones y sus características. Si no se tiene la información es muy
complicado llevar a cabo un buen estudio, es por eso que la recopilación es un factor decisivo.
5.2 APARATOS DE MEDICIÓN Para realizar mediciones de los equipos hay una gran variedad, en este estudio se utilizaron los
siguientes:
Analizador de redes. Luxómetro. Cámara térmica. Analizador de gases de combustión.
ANALIZADOR DE REDES Equipo de medición programable que permite el análisis y registro de los principales parámetros de
calidad de servicio de una red eléctrica. Mide todos los parámetros eléctricos.
Su programa permite medir tensiones, corrientes, potencias y energía en todas y cada una de las
fases y guarda estos datos a intervalos regulares de registro, así como visualizar y registrar
armónicos.
En este caso se utilizaron dos tipos de analizadores de redes, uno de ellos es el AR5 de la marca
CIRCUTOR que principalmente se utilizó para medir los transformadores de distribución y motores de
mayor potencia ya que tiene un alcance en corriente alto.

29
Figura 5.2. Analizador de redes Circutor AR5
Fuente: http://circutor.es/m-medida/m8-analizadores-de-redes-portatiles-y-
accesorios/analizadores-portatiles-serie-ar5_p_145.aspx El otro analizador de redes que se utilizó es el NANOVIP PLUS que es para motores más pequeños ya
que tiene un límite de 200 amperes, y este analizador de redes mide los parámetros trifásicos, no de
línea a línea.
Figura 5.3. Analizador de redes Nanovip plus
LUXÓMETRO El luxómetro mide el nivel de iluminación recibido en un punto dado. Es un instrumento de medición
que permite medir simple y rápidamente la iluminancia real y no subjetiva de un ambiente. La unidad
de medida es lux. Contiene una célula fotoeléctrica que capta la luz y la convierte en impulsos
electrónicos, los cuales son interpretados y representada en un display con la correspondiente escala
de luxes. Para el estudio se hizo uso de diferentes modelos y marcas de luxómetros.
Figura 5.4. Luxómetro
Fuente: http://www.directindustry.es/prod/gondo-electronic-co-ltd/luxometros-digitales-40137-
574774.html
ANALIZADOR EQ/ EFFICIENCY QUOTIENT
El analizador EQ registra la energía y el rendimiento de los compresores y los niveles de presión de
aire en su sistema de aire comprimido durante la producción normal.
30
Figura 5.5. Analizador EQ
Fuente: http://www.energiaenaire.com.mx/eacsa/Manuales/auditorias.pdf
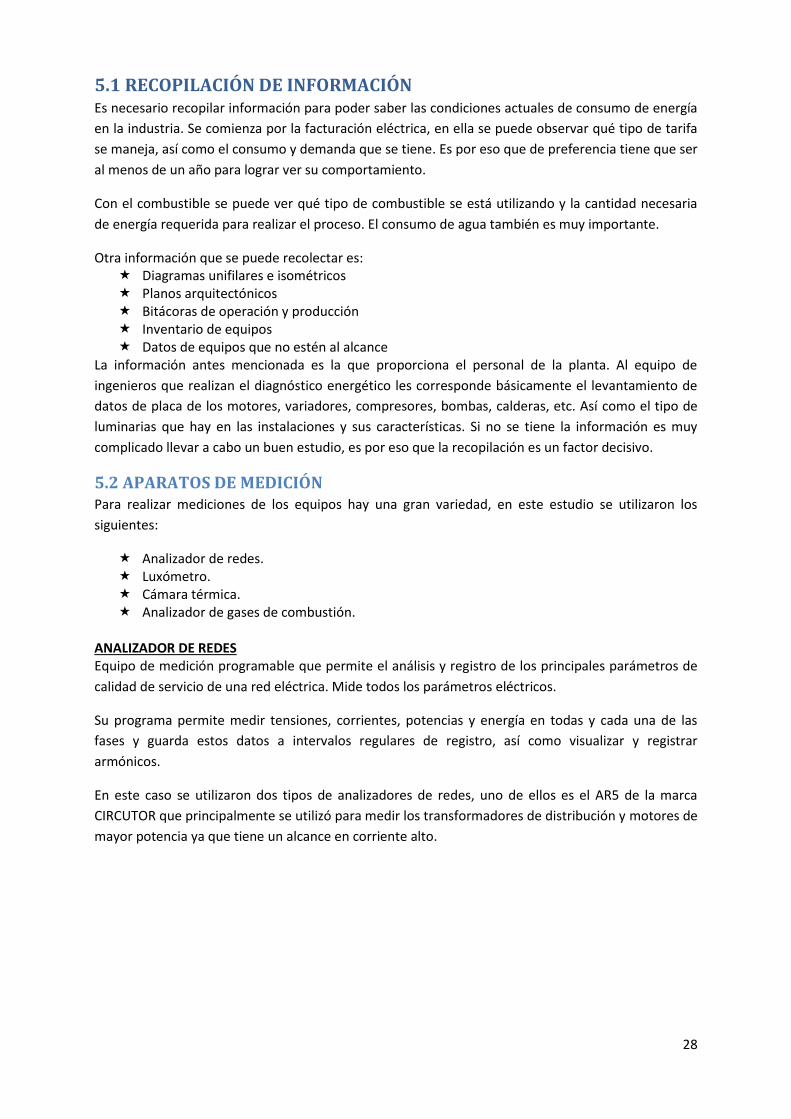
CÁMARA TÉRMICA
Dispositivo que, a partir de las emisiones de infrarrojos medios del espectro electromagnético de los
cuerpos detectados, forma imágenes luminosas visibles por el ojo humano. Mide la temperatura y
procesan las imágenes para que se muestren coloreadas, cada color corresponde una temperatura.
En este caso se utilizó el modedo Ti25 de la marca Fluke.
Figura 5.6. Cámara térmica Ti25
Fuente: http://www.fluke.com/fluke/eses/Termograf%C3%ADa/Fluke-Ti25.htm?PID=56723
PISTOLA LASER DE TEMPERATURA
La pistola de láser se coloca de modo que ocupe toda el área donde se encuentra el objeto cuya
temperatura se quiere medir para que pueda leerlo correctamente.
La visión total del campo y la correcta distancia del objeto son requisitos para efectuar una medición
correcta. No debe haber otros objetos dentro del campo de visión de la pistola de medición de la
temperatura ya que puede arrojar un valor incorrecto.
Figura 5.7. Pistola laser de temperatura
Fuente: http://www.supercontrols.com.ar/productos/termometros_laser.html
31
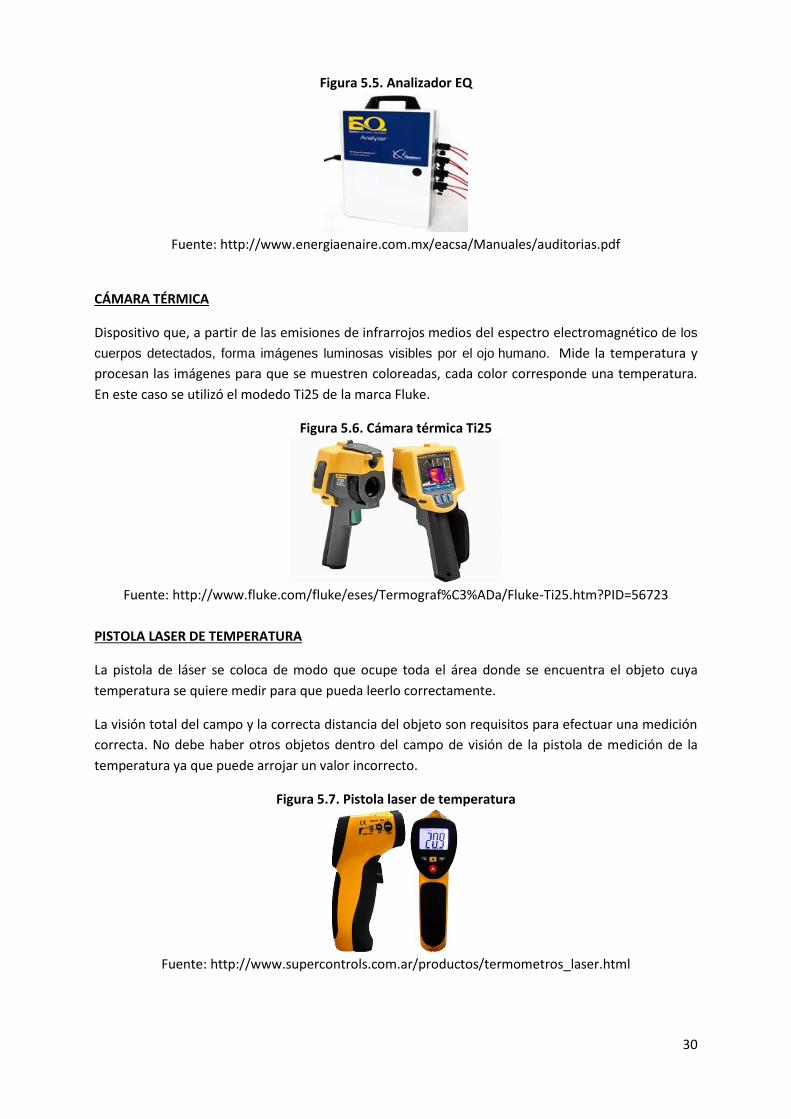
ANALIZADOR DE GASES DE COMBUSTIÓN
Se utiliza para la medición de los gases, por ejemplo en el escape de motores a combustión,
chimeneas industriales, aire atmosférico, corrientes de gases en procesos, etc. Del proceso de
combustión se obtienen diversos gases y productos, entre ellos los más importantes son el monóxido
de carbono (CO), el dióxido de carbono (CO2), el oxígeno (O2), los hidrocarburos no quemados (HC),
el nitrógeno, agua y bajo ciertas condiciones óxidos de nitrógeno (NOx), también proporciona el
exceso de aire que hay en la combustión.
Figura 5.8. Analizador de gases de combustión Bacharach PCA 25
http://www.instrumentation2000.com/bacharachpca25combustionanalyzerwithcoanddraftmeasure
ment.aspx
5.3 METODOLOGÍA DE RECOPILACIÓN DE DATOS DE ENERGÍA Como se mencionó con anterioridad es necesario hacer la recopilación de datos de energía para
realizar el estudio, en este caso se explicará la manera en la que se conjunta la información en la
planta industrial para cada sistema a evaluar.
5.3.1 FACTURACIÓN ELÉCTRICA
En la industria de la leche se encontró que en su gran mayoría se tiene una tarifa horaria (HM), sin
embargo, en algunas se tienen diferentes acometidas para separar gastos, ocasionalmente se tenía
un recibo para el área de oficinas y otro para el proceso. En el caso de tener varios recibos es común
no encontrar la misma tarifa, ya que también se obtuvieron recibos con tarifa OM o tarifa 2. Para
fines prácticos únicamente se mencionará los de la tarifa HM que aporta el mayor gasto económico.
Una vez que se cuenta con los recibos de facturación de electricidad o las bitácoras de donde llevan
los registros de demanda, consumo, costo, etc. Se determina el comportamiento de la planta a lo
largo de todo el año, por lo cual es conveniente tener al menos 12 meses.
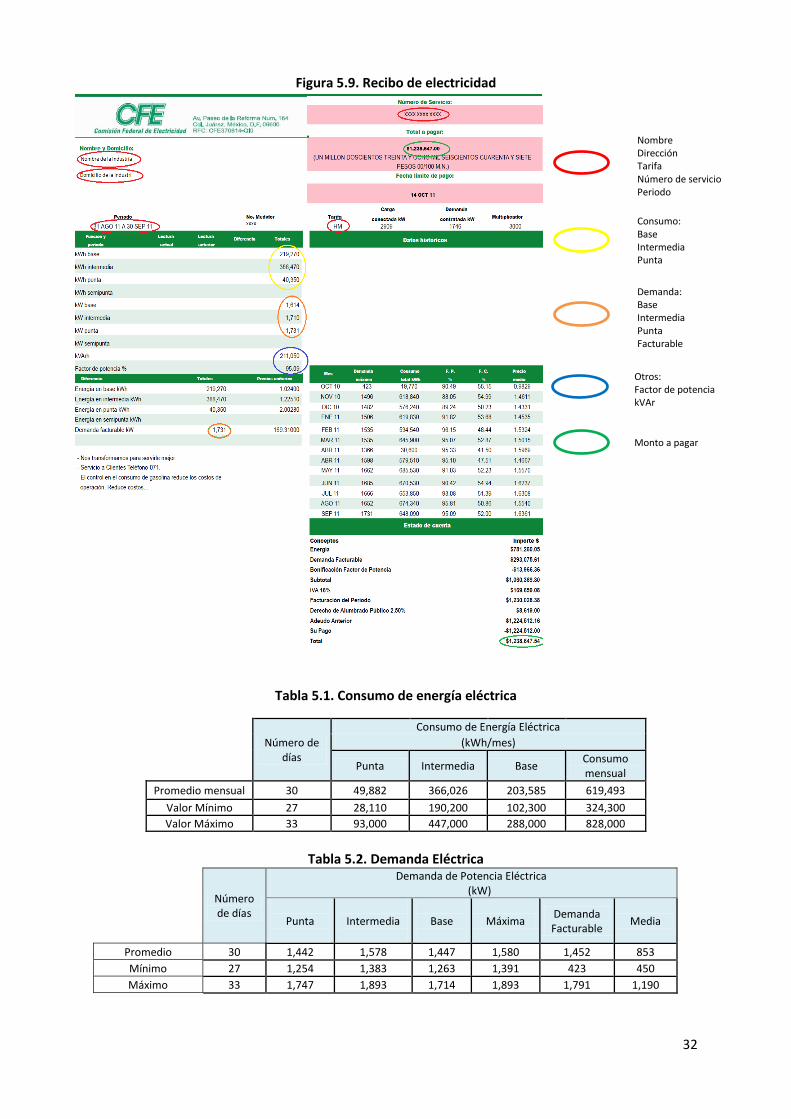
En la Figura 5.9 se muestran de dónde se obtienen los valores de las variables de cada uno de los
meses, una vez capturados los datos se obtiene el máximo, mínimo y promedio como se muestra en
la Tabla 5.1, 5.2 y 5.3 para graficarlos y ver la tendencia de cada uno de los factores relevantes. En el
recibo no dice qué región tarifaria es, para eso se debe verificar en la página oficial de CFE.
32
Figura 5.9. Recibo de electricidad
Tabla 5.1. Consumo de energía eléctrica
Número de
días
Consumo de Energía Eléctrica
(kWh/mes)
Punta Intermedia Base Consumo mensual
Promedio mensual 30 49,882 366,026 203,585 619,493
Valor Mínimo 27 28,110 190,200 102,300 324,300
Valor Máximo 33 93,000 447,000 288,000 828,000
Tabla 5.2. Demanda Eléctrica
Número de días
Demanda de Potencia Eléctrica (kW)
Punta
Intermedia
Base
Máxima
Demanda Facturable
Media
Promedio 30 1,442 1,578 1,447 1,580 1,452 853
Mínimo 27 1,254 1,383 1,263 1,391 423 450
Máximo 33 1,747 1,893 1,714 1,893 1,791 1,190
Nombre Dirección Tarifa Número de servicio Periodo
Consumo: Base Intermedia Punta
Demanda: Base Intermedia Punta Facturable
Otros: Factor de potencia kVAr
Monto a pagar
33
Tabla 5.3. Datos generales Datos Generales
Número de días
Factor de Potencia
Costos del Recibo
Promedio mensual 30 92.76% $1,408,884.86
Valor Mínimo 27 88.05% $545,868.00
Valor Máximo 33 97.46% $1,947,990.00
5.3.2 TRANSFORMADORES ELÉCTRICOS
En los transformadores eléctricos se evalúa la potencia que tiene, a partir de eso al realizar las
mediciones eléctricas se observa el comportamiento general de la planta, desde los momentos
donde hay menor demanda hasta los valores máximos. También a partir de las mediciones se ve la
carga que realmente se demanda para ver si no se tiene un transformador sobredimensionado.
Con los datos de placa, se aprecia qué tan viejo es, la potencia nominal, otro factor importante es la
eficiencia, pero en algunos casos la placa del transformador no la tiene.
Las mediciones se realizan a cada uno de los transformadores, ya que en muchas plantas industriales
se tiene más de uno ya sea porque han ido creciendo o simplemente para tener contabilizada la
carga de cada una de las áreas. En la Figura 5.10 se muestra el ejemplo de la placa de un
transformador eléctrico.
Figura 5.10. Placa de transformador
Ahora es necesario llevar un registro de estos datos como se muestra a continuación para tener un
mejor orden.
Tabla 5.4. Ejemplo levantamiento de transformadores
Transformador Potencia (kVA) Voltaje Marca Eficiencia
Transf Producción 500 23,000-220/127 Voltran No tiene
Al tener la carga que realmente demanda la planta es posible obtener el balance de energía, para
saber qué servicios son los más relevantes.
5.3.3 MOTORES ELÉCTRICOS
Una vez que se hayan ubicado los motores que se evaluarán lo primero que se debe de hacer es
obtener los datos de placa y recopilarlos en un formato para evitar olvidos o confusiones.
34
Los datos que se requieren son los siguientes:
Marca del motor Potencia del motor (Hp) Voltaje de placa Eficiencia nominal Equipo acoplado: bomba, ventilador, compresor, etc. Velocidad de rotación a plena carga
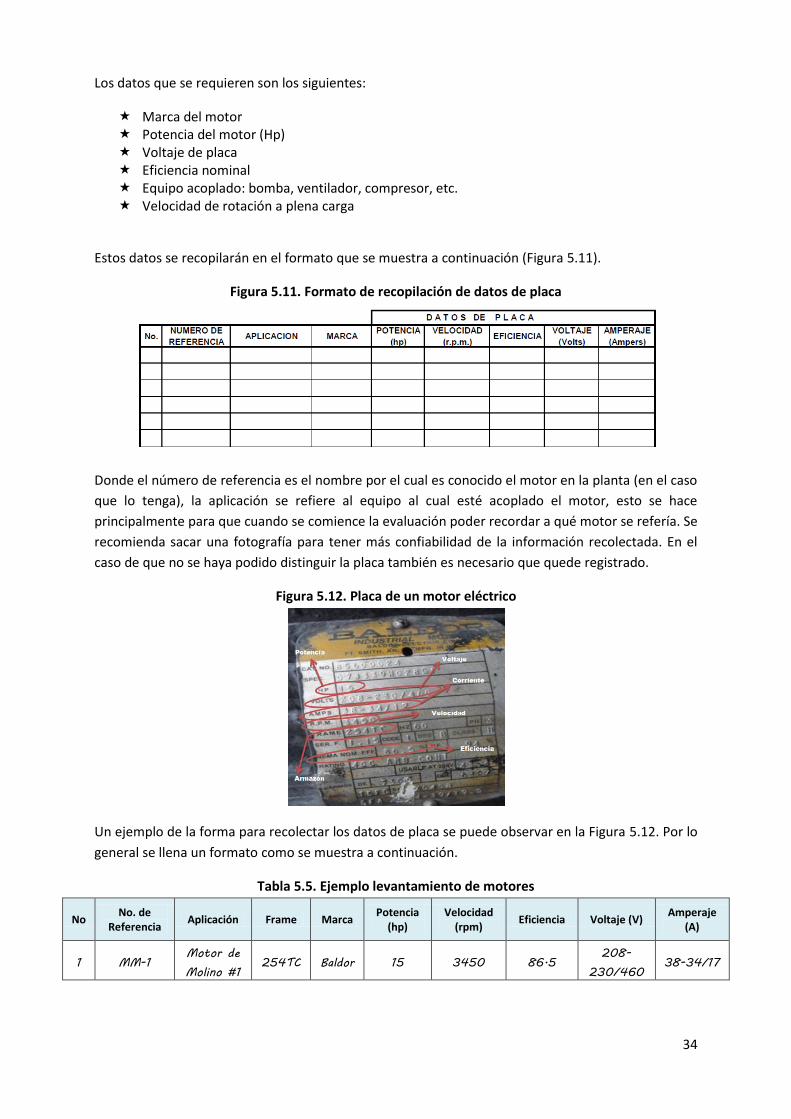
Estos datos se recopilarán en el formato que se muestra a continuación (Figura 5.11).
Figura 5.11. Formato de recopilación de datos de placa
Donde el número de referencia es el nombre por el cual es conocido el motor en la planta (en el caso
que lo tenga), la aplicación se refiere al equipo al cual esté acoplado el motor, esto se hace
principalmente para que cuando se comience la evaluación poder recordar a qué motor se refería. Se
recomienda sacar una fotografía para tener más confiabilidad de la información recolectada. En el
caso de que no se haya podido distinguir la placa también es necesario que quede registrado.
Figura 5.12. Placa de un motor eléctrico
Un ejemplo de la forma para recolectar los datos de placa se puede observar en la Figura 5.12. Por lo
general se llena un formato como se muestra a continuación.
Tabla 5.5. Ejemplo levantamiento de motores
No No. de
Referencia Aplicación Frame Marca
Potencia (hp)
Velocidad (rpm)
Eficiencia Voltaje (V) Amperaje
(A)
1 MM-1 Motor de
Molino #1 254TC Baldor 15 3450 86.5
208-
230/460 38-34/17

35
Para iniciar a hacer las mediciones es necesario saber en qué lugar se encuentra el cuarto de control
de motores (CCM) que se quieren diagnosticar, también es necesario ver si cuenta con variador de
frecuencia, en caso que cuente con uno fijarse a qué frecuencia se encuentra operando el motor al
que se va realizar la medición. Los parámetros necesarios son los siguientes:
Corriente por fase: I1, I2, I3 y corriente trifásica (promedio aritmético de las fases). Voltaje entre fases: V1-2, V1-3, V2-3 y el voltaje trifásico (promedio aritmético de las fases). Factor de potencia L1, L2, L3 y el factor de potencia trifásico (promedio aritmético de las
fases). Potencia: kW1, kW2, kW3 y la potencia trifásica que es la suma de las fases.
Como se mencionó con anterioridad cuando se realizan mediciones con el NANOVIP PLUS los
parámetros que obtendremos serán únicamente los trifásicos, y en el caso del AR5 sí se obtienen
tanto los trifásicos como los de línea a línea.
Es importante que antes de hacer cualquier tipo de medición se haya leído el manual del
instrumento de medición y se haya sido capacitado para poder hacer buen uso de él, así como tomar
todas las medidas de seguridad para evitar accidentes.
Una vez hecha la conexión el equipo se verá de la siguiente manera la Figura 5.13 es un AR5,
mientras que la Figura 5.14 es del NANOVIP.
Figura 5.13. AR5 conectado Figura 5.14. NANOVIP conectado
Cabe destacar que los motores a los que se les hará el diagnóstico son de 5HP en adelante porque los
motores pequeños en este tipo de proyectos no son rentables ya que el ahorro que representan
energéticamente es muy poco y no tienen el impacto como los motores de alta capacidad, las
mediciones se hacen en un intervalo de tiempo que van de 10 a 30 minutos y debe de estar en
operación normal para que los valores obtenidos sean de utilidad. También es importante preguntar
las horas aproximadas de operación, la antigüedad del motor y si ha sido rebobinado ya que son
factores que afectan la eficiencia y son necesarios para llevar a cabo la evaluación correctamente.
Ya recopilada toda la información y descargadas las mediciones se hará un promedio y se
identificarán los valores máximos y mínimos (Tabla 5.7) de cada uno de los parámetros (en este caso
se realizaron con el NANOVIP por lo que son trifásicos).
Tabla 5.7. Promedio, máximo y mínimos de mediciones.
V A kW F.P
Mínimo 464.00 13.60 9.13 0.82
Promedio 464.00 13.67 9.15 0.83
Máximo 464.00 13.70 9.16 0.84

36
Tanto los datos de placa como la tabla de mediciones mostradas son arbitrarios, únicamente su
función es ilustrar la manera en la que se realiza la metodología de recopilación de información para
cada uno de los sistemas a evaluar, más adelante se dará un ejemplo real de cómo se evalúa cada
sistema ya teniendo en cuenta toda la información necesaria.
5.3.4 SISTEMA DE AIRE COMPRIMIDO
Como en motores eléctricos también es necesario revisar los datos de placa del compresor y sus
componentes como son los secadores, tanques de almacenamiento, motores, etc. En el caso que se
quiera realizar un análisis completo para el sistema de distribución, se tendrá que hacer el
levantamiento del recorrido de la tubería con hojas isométricas preferentemente y realizar el dibujo
a mano alzada lo más claro posible.
En la Figura 5.15 se muestran los datos más relevantes de un compresor, necesitamos saber cuánto
aire comprimido se genera y a la presión a la que se necesita. Teniendo esto en cuenta se podrá
realizar una propuesta adecuada.
Figura 5.15. Datos de placa de un compresor
Se muestra el ejemplo de cómo llenar los formatos para el aire comprimido, también es necesario
hacer lo mismo con sus diferente componentes y revisar si cuenta con tanque de almacenamiento y
de qué capacidad.
Tabla 5.8. Ejemplo levantamiento de compresores
No Modelo Aplicación Marca Potencia
(hp) Presión
Flujo (CFM)
Voltaje (V) Amperaje
(A)
1 SSR-
EP50SE
Compresor
#1
Ingersoll-
Rand 50
125 op
128 desc
128 max
194 230/460 140/70
Para llevar a cabo las mediciones de los compresores el intervalo de tiempo es mucho mayor, ya que
se recomienda que sea mínimo de 12 horas hasta 2 ó 3 días para poder ver su comportamiento,
también de preferencia las mediciones se realizan con el AR5 en el tablero principal, hay que ser
cuidadosos de que si hay más de un compresor en la planta las mediciones de cada uno de ellos
deben de ser simultaneas, de lo contrario la evaluación no será adecuada. Se debe tener en cuenta
que para el sistema de aire comprimido hay diferentes equipos y cada uno de ellos cumple una
función específica, por eso es importante identificarlos. Una vez realizadas las mediciones y
descargadas se hace lo mismo que con los motores, se obtiene el valor máximo, mínimo y promedio

37
para poder realizar la evaluación (Tabla 5.2). También se realizan mediciones con el Analizador EQ
para obtener los valores de presión.
5.3.5 SISTEMA DE ILUMINACIÓN
El sistema de iluminación por lo general es el más laborioso ya que se tiene que recorrer cada una de
las áreas de la planta industrial, cada una de las oficinas, laboratorio, etc. Es cuando un diagrama,
layout o los planos son de mucha ayuda para la persona que va a estar haciendo el levantamiento de
iluminación, ya que de esta manera es más difícil que se le olvide algún área. Consiste en identificar
el tipo de luminario, arreglo y número de gabinetes que están instalados actualmente.
Como se puede ver en la Figura 5.16 se muestra un área en la cual se encuentran dos gabinetes, el
tipo de luminario es a prueba de humedad y cada uno de ellos tiene un arreglo de lámparas
fluorescente T-8 de 2x32 W.
Figura 5.16. Área de levantamiento de iluminación
El formato a seguir para estos casos es el siguiente (Tabla 5.10).
Tabla 5.10. Ejemplo levantamiento de iluminación
Área Número de luminarias
Tipo de luminario
Lámpara Horario Observaciones Luxes
Laboratorio X 2 A prueba de
humedad T-8 2x32 W 11:00-18:00
Un solo
apagador 215,192,188,207
Esto se hace para cada una de las áreas, ya sean pasillos, el exterior de la planta, etc. Es muy
importante que en cada lugar en donde se haga el levantamiento se pregunte el horario de trabajo
(el tiempo en que las luces se encuentran encendidas), si hay o no sensor de algún tipo, el circuito
que se tiene, en algunos casos se pone el color de las paredes, techo y piso o el área del lugar y su
altura.
Se tiene que tener en cuenta que la persona que llevará a cabo el levantamiento debe de conocer
diferentes tipos de lámparas y luminarios, en caso de que no se reconozca alguno se recomienda
tomarle una fotografía y preguntar a algún colega, en el caso de que tampoco lo conozca tu
acompañante, lo mejor es preguntar a las persona de mantenimiento para que te digan qué tipo de
lámpara es o te muestren los repuestos.
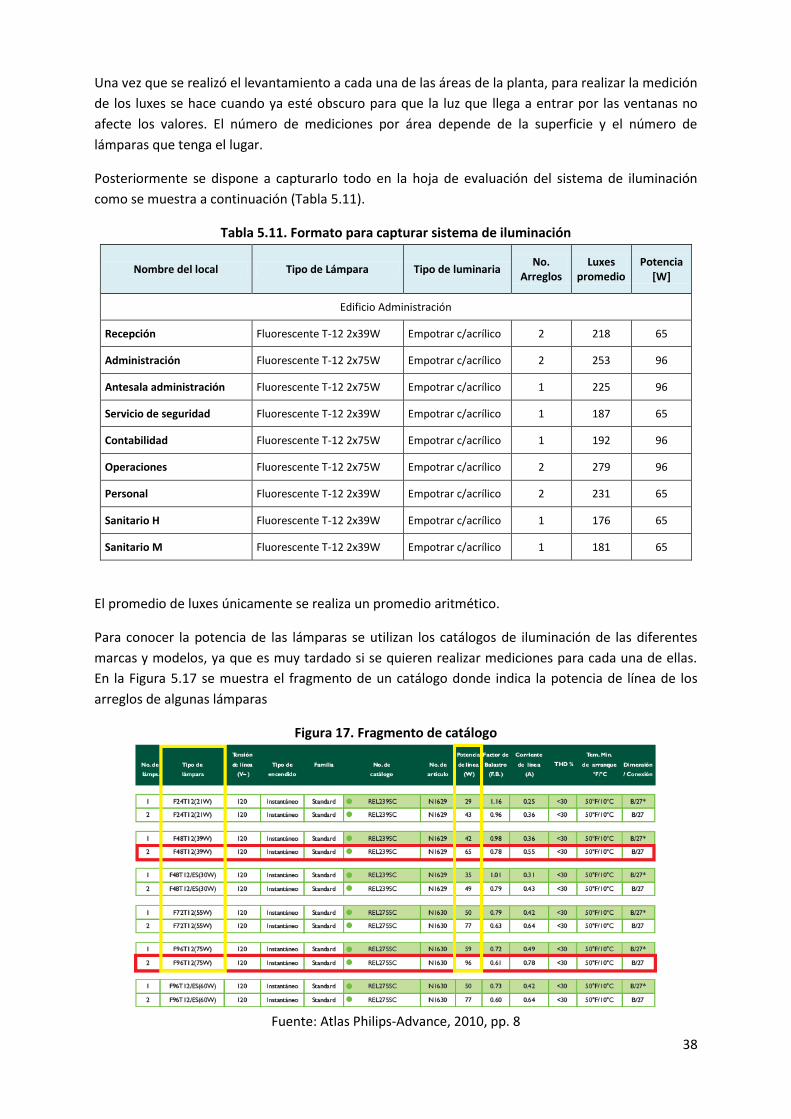
38
Una vez que se realizó el levantamiento a cada una de las áreas de la planta, para realizar la medición
de los luxes se hace cuando ya esté obscuro para que la luz que llega a entrar por las ventanas no
afecte los valores. El número de mediciones por área depende de la superficie y el número de
lámparas que tenga el lugar.
Posteriormente se dispone a capturarlo todo en la hoja de evaluación del sistema de iluminación
como se muestra a continuación (Tabla 5.11).
Tabla 5.11. Formato para capturar sistema de iluminación
Nombre del local Tipo de Lámpara Tipo de luminaria No.
Arreglos Luxes
promedio Potencia
[W]
Edificio Administración
Recepción Fluorescente T-12 2x39W Empotrar c/acrílico 2 218 65
Administración Fluorescente T-12 2x75W Empotrar c/acrílico 2 253 96
Antesala administración Fluorescente T-12 2x75W Empotrar c/acrílico 1 225 96
Servicio de seguridad Fluorescente T-12 2x39W Empotrar c/acrílico 1 187 65
Contabilidad Fluorescente T-12 2x75W Empotrar c/acrílico 1 192 96
Operaciones Fluorescente T-12 2x75W Empotrar c/acrílico 2 279 96
Personal Fluorescente T-12 2x39W Empotrar c/acrílico 2 231 65
Sanitario H Fluorescente T-12 2x39W Empotrar c/acrílico 1 176 65
Sanitario M Fluorescente T-12 2x39W Empotrar c/acrílico 1 181 65
El promedio de luxes únicamente se realiza un promedio aritmético.
Para conocer la potencia de las lámparas se utilizan los catálogos de iluminación de las diferentes
marcas y modelos, ya que es muy tardado si se quieren realizar mediciones para cada una de ellas.
En la Figura 5.17 se muestra el fragmento de un catálogo donde indica la potencia de línea de los
arreglos de algunas lámparas
Figura 17. Fragmento de catálogo
Fuente: Atlas Philips-Advance, 2010, pp. 8

39
5.3.6 SISTEMA DE BOMBEO
Para el sistema de bombeo es necesario tener los datos de placa de la bomba ya que sin ellos no se
puede conocer la curva característica y no se podrá realizar la evaluación. Los datos relevantes son el
caudal, la altura y la velocidad (Figura 5.18).
Figura 5.18. Placa de bomba
Los datos se transcriben en el formato para tener todo en orden, pero en el sistema de bombeo no
es de interés únicamente la bomba, también es muy importante el motor que tiene acoplado, ya que
por sus mediciones y características nos dará información para conocer la eficiencia de la bomba
entre otras cosas.
Tabla 5.12. Ejemplo de levantamiento de datos de una bomba
Aplicación Marca Gasto CDT Velocidad
Bomba a proceso
#1 Grundfos 90.26 GPM
254 ft
Max 331.4 ft 3470
Como se mencionó anteriormente, en realidad en este caso no se realiza la medición eléctrica a la
bomba, se utilizarán las mediciones de los motores. Se puede medir el flujo de la bomba si así lo
requiere, en el caso que no se puede se deberá hacer un cálculo empírico. También se observa el
recorrido de la tubería para ver la distancia y la altura que viaja el fluido.
5.3.7 SISTEMA DE REFRIGERACIÓN
En el sistema de refrigeración en general se revisa el tipo de compresor y refrigerante, como se
mencionó anteriormente en el caso de la industria de la leche se utiliza el amoniaco (R-717), se
realizan mediciones y levantamiento al motor acoplado. Se debe tener el dato de la capacidad, en
toneladas de refrigeración, que genera el compresor, pero en muchas ocasiones la placa del
compresor no lo tiene, en ese caso se tiene que buscar en algún catálogo (Figura 5.19). En el caso
que en la planta industrial se tenga un sistema de monitoreo deben sacarse fotos a las pantallas en
diferentes momentos. Ya que para poder realizar la evaluación es necesario saber las temperaturas y
presiones de carga y descarga, ya sea de los termómetros y manómetros del sistema o por bitácoras
que te puedan proporcionar.
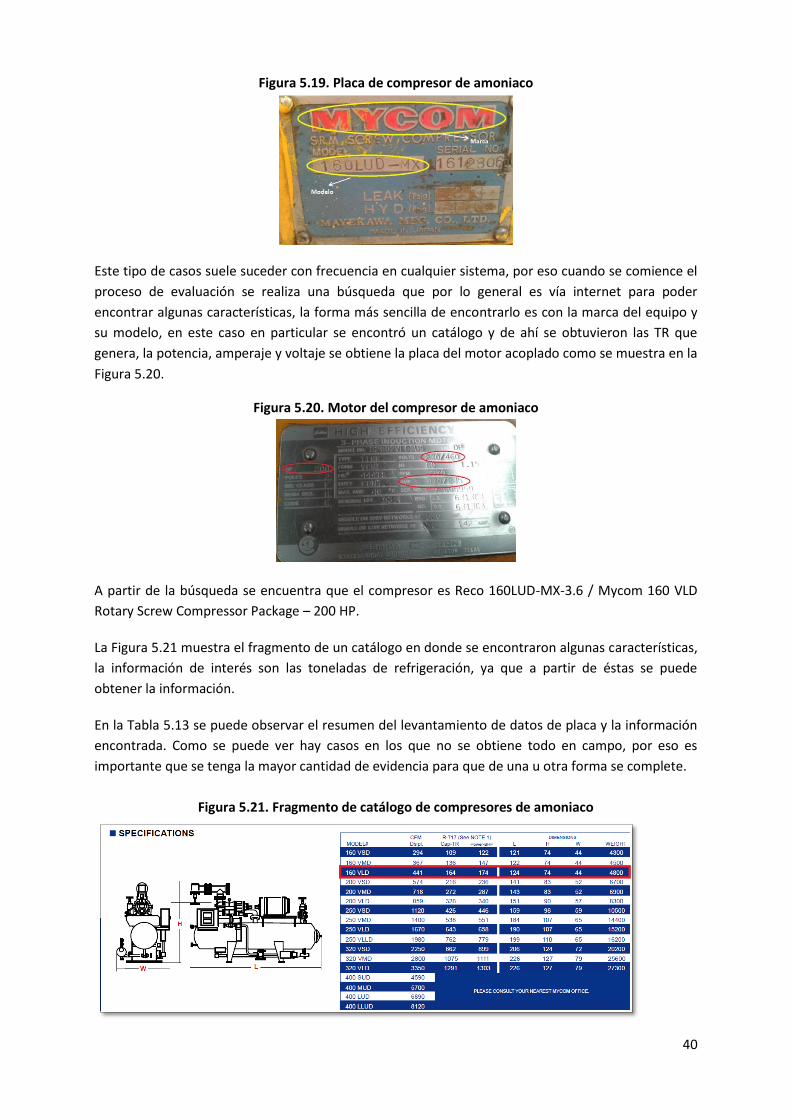
40
Figura 5.19. Placa de compresor de amoniaco
Este tipo de casos suele suceder con frecuencia en cualquier sistema, por eso cuando se comience el
proceso de evaluación se realiza una búsqueda que por lo general es vía internet para poder
encontrar algunas características, la forma más sencilla de encontrarlo es con la marca del equipo y
su modelo, en este caso en particular se encontró un catálogo y de ahí se obtuvieron las TR que
genera, la potencia, amperaje y voltaje se obtiene la placa del motor acoplado como se muestra en la
Figura 5.20.
Figura 5.20. Motor del compresor de amoniaco
A partir de la búsqueda se encuentra que el compresor es Reco 160LUD-MX-3.6 / Mycom 160 VLD
Rotary Screw Compressor Package – 200 HP.
La Figura 5.21 muestra el fragmento de un catálogo en donde se encontraron algunas características,
la información de interés son las toneladas de refrigeración, ya que a partir de éstas se puede
obtener la información.
En la Tabla 5.13 se puede observar el resumen del levantamiento de datos de placa y la información
encontrada. Como se puede ver hay casos en los que no se obtiene todo en campo, por eso es
importante que se tenga la mayor cantidad de evidencia para que de una u otra forma se complete.
Figura 5.21. Fragmento de catálogo de compresores de amoniaco
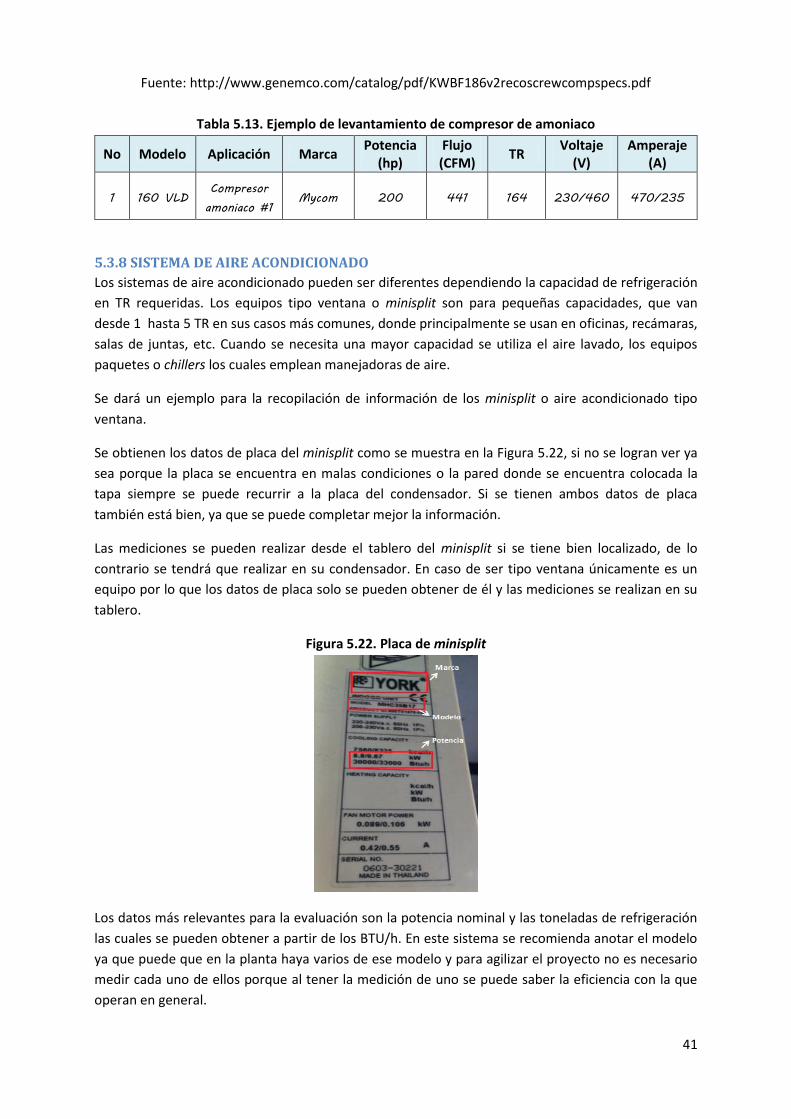
41
Fuente: http://www.genemco.com/catalog/pdf/KWBF186v2recoscrewcompspecs.pdf
Tabla 5.13. Ejemplo de levantamiento de compresor de amoniaco
No Modelo Aplicación Marca Potencia
(hp) Flujo (CFM)
TR Voltaje
(V) Amperaje
(A)
1 160 VLD Compresor
amoniaco #1 Mycom 200 441 164 230/460 470/235
5.3.8 SISTEMA DE AIRE ACONDICIONADO
Los sistemas de aire acondicionado pueden ser diferentes dependiendo la capacidad de refrigeración
en TR requeridas. Los equipos tipo ventana o minisplit son para pequeñas capacidades, que van
desde 1 hasta 5 TR en sus casos más comunes, donde principalmente se usan en oficinas, recámaras,
salas de juntas, etc. Cuando se necesita una mayor capacidad se utiliza el aire lavado, los equipos
paquetes o chillers los cuales emplean manejadoras de aire.
Se dará un ejemplo para la recopilación de información de los minisplit o aire acondicionado tipo
ventana.
Se obtienen los datos de placa del minisplit como se muestra en la Figura 5.22, si no se logran ver ya
sea porque la placa se encuentra en malas condiciones o la pared donde se encuentra colocada la
tapa siempre se puede recurrir a la placa del condensador. Si se tienen ambos datos de placa
también está bien, ya que se puede completar mejor la información.
Las mediciones se pueden realizar desde el tablero del minisplit si se tiene bien localizado, de lo
contrario se tendrá que realizar en su condensador. En caso de ser tipo ventana únicamente es un
equipo por lo que los datos de placa solo se pueden obtener de él y las mediciones se realizan en su
tablero.
Figura 5.22. Placa de minisplit
Los datos más relevantes para la evaluación son la potencia nominal y las toneladas de refrigeración
las cuales se pueden obtener a partir de los BTU/h. En este sistema se recomienda anotar el modelo
ya que puede que en la planta haya varios de ese modelo y para agilizar el proyecto no es necesario
medir cada uno de ellos porque al tener la medición de uno se puede saber la eficiencia con la que
operan en general.
42
Tabla 5.14. Ejemplo de recopilación de datos de minisplit
Ubicación Tipo Marca Modelo kW BTU/h
Laboratorio Y Minisplit York MHC35B17 8.8/9.67 30,000/33,000
5.3.9 SISTEMA DE GENERACIÓN DE VAPOR
En el sistema de generación de vapor antes que nada es necesario que el personal de la planta
industrial nos proporcione los recibos o la bitácora de consumo de combustible,
independientemente de cuál sea. A continuación se muestra la manera en la que se requiere la
información para saber el consumo en energía térmica requerida y su costo, este ejemplo es con gas
natural como combustible, si el combustible llegara a ser diesel el consumo se da en litros.
Existe una gran variedad de empresas que se dedican a la distribución de los diferentes combustibles,
por lo que no se mostrará un recibo en particular, pero los datos que son de mayor interés es la
cantidad de combustible, su equivalente en energía y el costo.
También suele suceder que no te muestran los recibos, esto principalmente pasa cuando el
combustible es diesel o gas lp por lo que únicamente facilitan la cantidad de combustible utilizada,
en este caso se recomienda que para obtener los demás datos como el equivalente en energía se
haga el cálculo con el poder calorífico y para el costo se haga con los precios actuales.
Tabla 5.13. Consumo de combustible
MES
CONSUMO COSTO
GJ m3 Poder Calorífico
[GJ/m3] Importe Total [$] $/GJ
Feb-11 2,948.50 80,769 0.03650866 $172,448.5 $58.49
Abr-11 2,868.65 78,605 0.036496038 $186,194.8 $64.91
May-11 3,298.60 89,954 0.036666909 $213,834.0 $64.83
Jun-11 3,194.98 87,354 0.036557143 $205,528.8 $64.33
Jul-11 2,931.58 80,103 0.036585158 $191,936.7 $65.47
Ago-11 2,821.52 77,043 0.036624561 $183,190.1 $64.93
Sep-11 2,025.54 55,364 0.036585935 $125,925.3 $62.17
Oct-11 1,925.48 52,846 0.036429982 $124,873.9 $64.85
Nov-11 2,472.22 68,075 0.036311699 $152,542.1 $61.70
Dic-11 1,918.95 52,846 0.036315717 $118,225.0 $61.61
Mínimo 1,918.95 52,846 0.036311699 $118,225.0 $58.49
Máximo 3,298.60 89,954 0.36557143 $213,834.0 $65.47
Promedio 2,640.60 72,296 0.03650818 $167,469.9 $63.33
Ya que se tiene el consumo de combustible, el personal que hará el diagnóstico energético se dirige
al cuarto de calderas, en la que se toman los datos de placa como se muestra en la Figura 5.22, en
realidad lo que interesa más es saber la capacidad de la caldera y el tipo de combustible que utiliza.

43
Figura 5.22. Placa de caldera
Normalmente en la industria de la leche se tiene una caldera como uso cotidiano y otra de respaldo
por si se llega a requerir, ya sea que tenga alguna falla o porque se le vaya a realizar algún tipo de
servicio a la caldera principal. En este caso no es necesario tener como tal un formato, solo anotar en
algún lugar donde no se vayan a extraviar los datos o tomar foto.
Primero se revisa la caldera viendo de qué color tiene la llama por la mirilla, ahí sin necesidad de
realizar ninguna medición se puede ver si se tiene algo fuera de lo normal.
Con ayuda de la pistola laser de temperatura para evitar cualquier accidente se hacen mediciones
puntuales de la carcasa de la caldera para ver su temperatura exterior lo que provocaría pérdida de
calor. También se toman fotos térmicas para este fin.
Una vez realizada la inspección visual se dispone a verificar los gases de combustión, en este caso hay
ocasiones que no se necesita realizar la medición ya que la planta lo hace con cotidianidad así que se
les piden sus resultados, los resultados por lo general se ven así (Figura 5.23). En ellos se podrá
apreciar los porcentajes de los gases, su temperatura y eficiencia global de combustión.
Para las purgas lo mejor es preguntar la cantidad que se le ponen por días, si se llega a considerar
que no son las adecuadas se dispone a realizar mediciones al agua para ver si los niveles de pureza
están dentro de la norma.
Figura 5.23. Mediciones gases de combustión
Para finalizar se realizan mediciones eléctricas al motor de la bomba de alimentación y el ventilador
de la caldera para saber sus tiempos de operación.
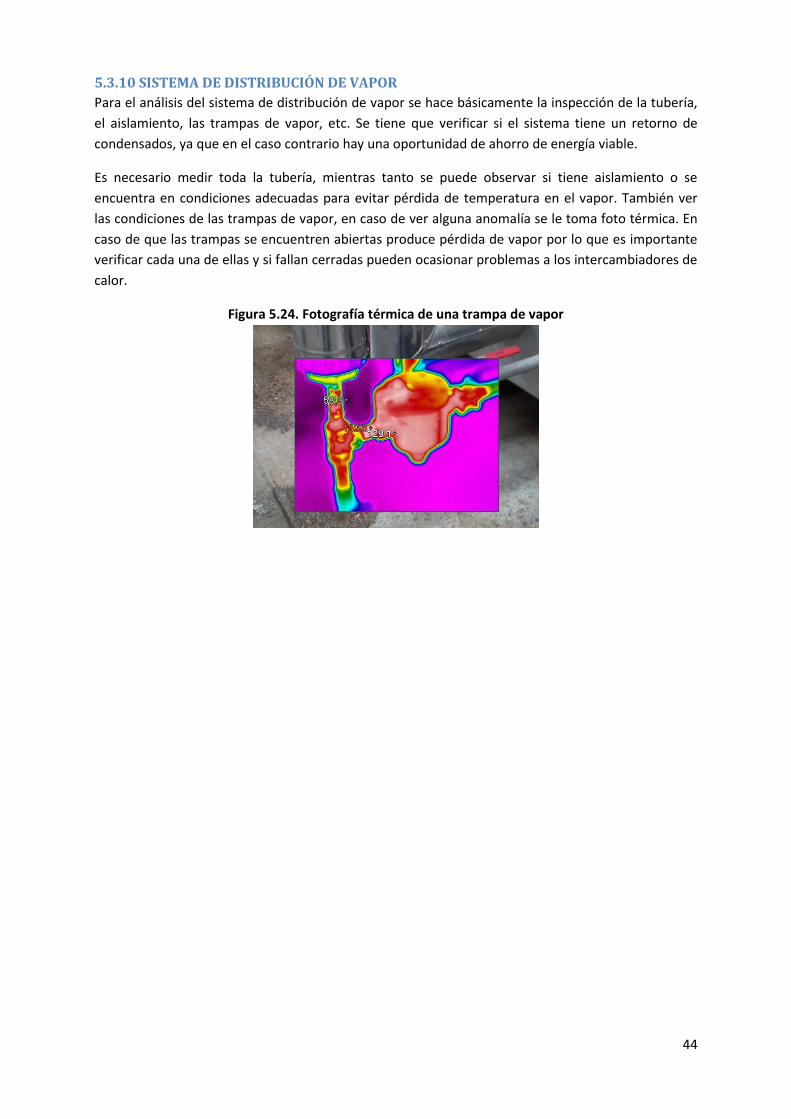
44
5.3.10 SISTEMA DE DISTRIBUCIÓN DE VAPOR
Para el análisis del sistema de distribución de vapor se hace básicamente la inspección de la tubería,
el aislamiento, las trampas de vapor, etc. Se tiene que verificar si el sistema tiene un retorno de
condensados, ya que en el caso contrario hay una oportunidad de ahorro de energía viable.
Es necesario medir toda la tubería, mientras tanto se puede observar si tiene aislamiento o se
encuentra en condiciones adecuadas para evitar pérdida de temperatura en el vapor. También ver
las condiciones de las trampas de vapor, en caso de ver alguna anomalía se le toma foto térmica. En
caso de que las trampas se encuentren abiertas produce pérdida de vapor por lo que es importante
verificar cada una de ellas y si fallan cerradas pueden ocasionar problemas a los intercambiadores de
calor.
Figura 5.24. Fotografía térmica de una trampa de vapor
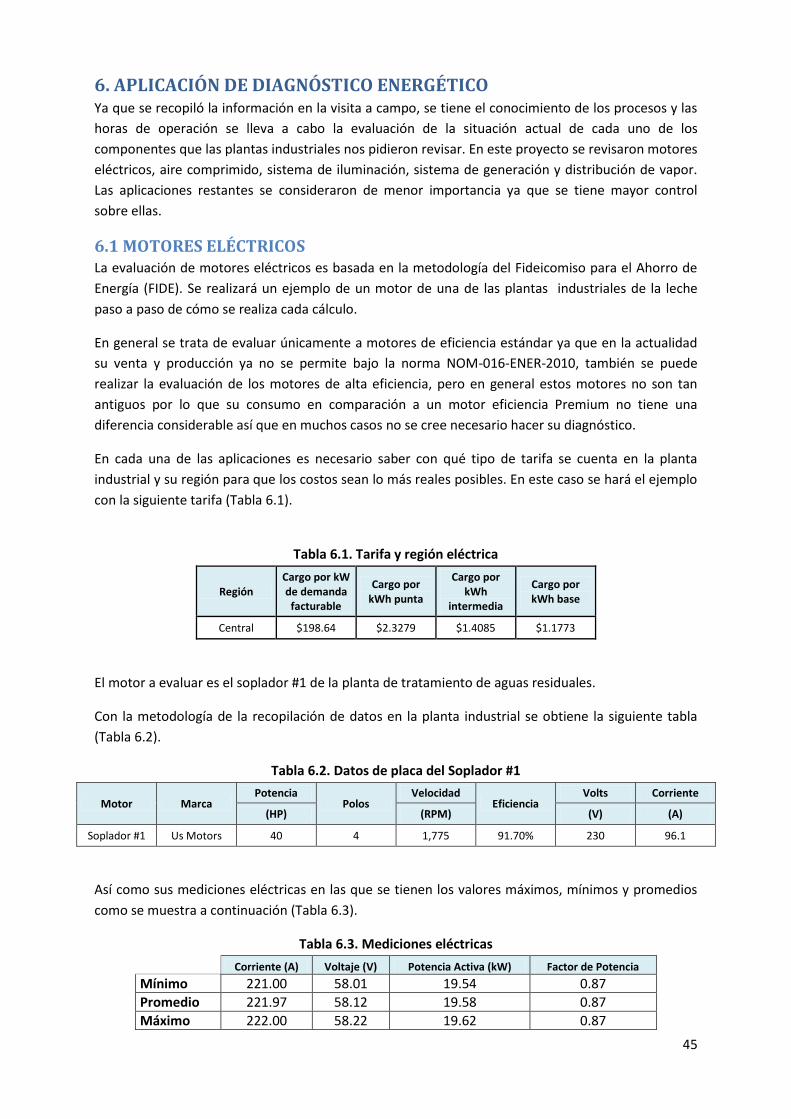
45
6. APLICACIÓN DE DIAGNÓSTICO ENERGÉTICO Ya que se recopiló la información en la visita a campo, se tiene el conocimiento de los procesos y las
horas de operación se lleva a cabo la evaluación de la situación actual de cada uno de los
componentes que las plantas industriales nos pidieron revisar. En este proyecto se revisaron motores
eléctricos, aire comprimido, sistema de iluminación, sistema de generación y distribución de vapor.
Las aplicaciones restantes se consideraron de menor importancia ya que se tiene mayor control
sobre ellas.
6.1 MOTORES ELÉCTRICOS La evaluación de motores eléctricos es basada en la metodología del Fideicomiso para el Ahorro de
Energía (FIDE). Se realizará un ejemplo de un motor de una de las plantas industriales de la leche
paso a paso de cómo se realiza cada cálculo.
En general se trata de evaluar únicamente a motores de eficiencia estándar ya que en la actualidad
su venta y producción ya no se permite bajo la norma NOM-016-ENER-2010, también se puede
realizar la evaluación de los motores de alta eficiencia, pero en general estos motores no son tan
antiguos por lo que su consumo en comparación a un motor eficiencia Premium no tiene una
diferencia considerable así que en muchos casos no se cree necesario hacer su diagnóstico.
En cada una de las aplicaciones es necesario saber con qué tipo de tarifa se cuenta en la planta
industrial y su región para que los costos sean lo más reales posibles. En este caso se hará el ejemplo
con la siguiente tarifa (Tabla 6.1).
Tabla 6.1. Tarifa y región eléctrica
Región Cargo por kW de demanda
facturable
Cargo por kWh punta
Cargo por kWh
intermedia
Cargo por kWh base
Central $198.64 $2.3279 $1.4085 $1.1773
El motor a evaluar es el soplador #1 de la planta de tratamiento de aguas residuales.
Con la metodología de la recopilación de datos en la planta industrial se obtiene la siguiente tabla
(Tabla 6.2).
Tabla 6.2. Datos de placa del Soplador #1
Motor Marca Potencia
Polos Velocidad
Eficiencia Volts Corriente
(HP) (RPM) (V) (A)
Soplador #1 Us Motors 40 4 1,775 91.70% 230 96.1
Así como sus mediciones eléctricas en las que se tienen los valores máximos, mínimos y promedios
como se muestra a continuación (Tabla 6.3).
Tabla 6.3. Mediciones eléctricas
Corriente (A) Voltaje (V) Potencia Activa (kW) Factor de Potencia
Mínimo 221.00 58.01 19.54 0.87
Promedio 221.97 58.12 19.58 0.87
Máximo 222.00 58.22 19.62 0.87
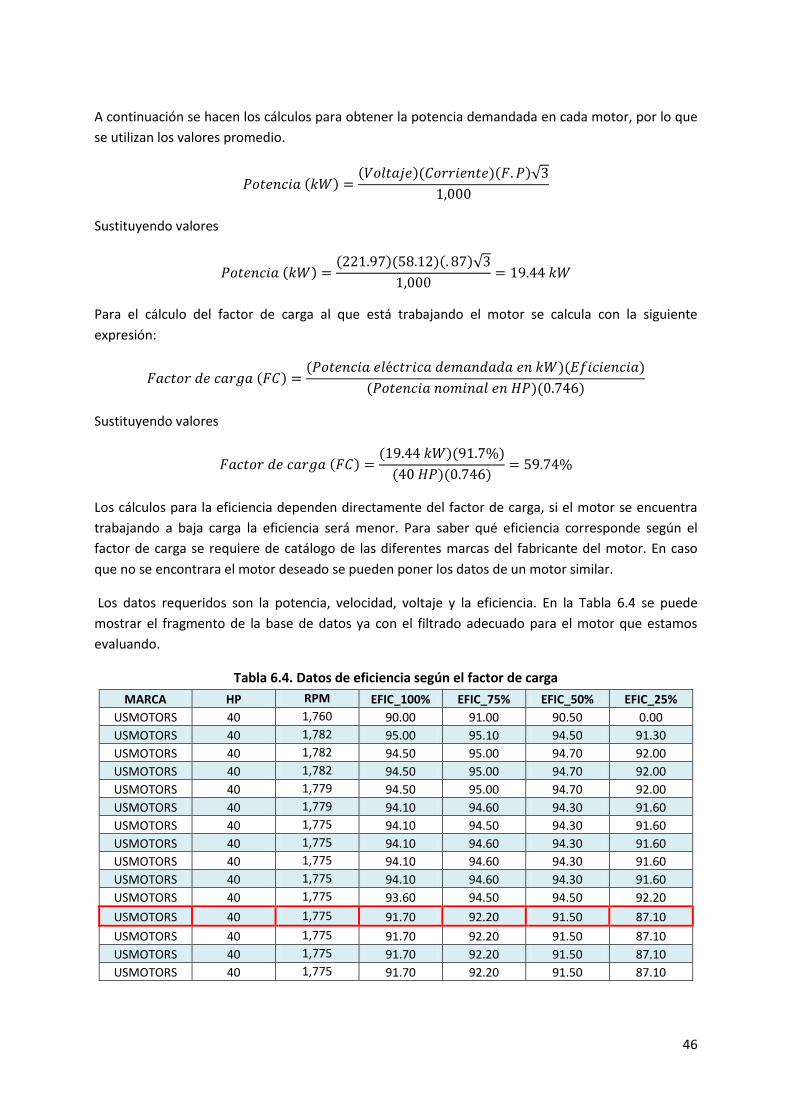
46
A continuación se hacen los cálculos para obtener la potencia demandada en cada motor, por lo que
se utilizan los valores promedio.
( ) ( )( )( )√
Sustituyendo valores
( ) ( )( )( )√
Para el cálculo del factor de carga al que está trabajando el motor se calcula con la siguiente
expresión:
( ) ( )( )
( )( )
Sustituyendo valores
( ) ( )( )
( )( )
Los cálculos para la eficiencia dependen directamente del factor de carga, si el motor se encuentra
trabajando a baja carga la eficiencia será menor. Para saber qué eficiencia corresponde según el
factor de carga se requiere de catálogo de las diferentes marcas del fabricante del motor. En caso
que no se encontrara el motor deseado se pueden poner los datos de un motor similar.
Los datos requeridos son la potencia, velocidad, voltaje y la eficiencia. En la Tabla 6.4 se puede
mostrar el fragmento de la base de datos ya con el filtrado adecuado para el motor que estamos
evaluando.
Tabla 6.4. Datos de eficiencia según el factor de carga
MARCA HP RPM EFIC_100% EFIC_75% EFIC_50% EFIC_25%
USMOTORS 40 1,760 90.00 91.00 90.50 0.00
USMOTORS 40 1,782 95.00 95.10 94.50 91.30
USMOTORS 40 1,782 94.50 95.00 94.70 92.00
USMOTORS 40 1,782 94.50 95.00 94.70 92.00
USMOTORS 40 1,779 94.50 95.00 94.70 92.00
USMOTORS 40 1,779 94.10 94.60 94.30 91.60
USMOTORS 40 1,775 94.10 94.50 94.30 91.60
USMOTORS 40 1,775 94.10 94.60 94.30 91.60
USMOTORS 40 1,775 94.10 94.60 94.30 91.60
USMOTORS 40 1,775 94.10 94.60 94.30 91.60
USMOTORS 40 1,775 93.60 94.50 94.50 92.20
USMOTORS 40 1,775 91.70 92.20 91.50 87.10
USMOTORS 40 1,775 91.70 92.20 91.50 87.10
USMOTORS 40 1,775 91.70 92.20 91.50 87.10
USMOTORS 40 1,775 91.70 92.20 91.50 87.10

47
De acuerdo con lo anterior, se requiere obtener a qué porcentaje de eficiencia se encuentra
trabajando el motor sabiendo que el porcentaje de carga es igual a 59.74%, en este caso se requiere
de una interpolación entre los datos del 50% y 75% de carga, la ecuación de interpolación es la
siguiente:
(( )( )
)
Donde
Eficiencia [%]
Factor de carga [%]
A=50.00 D=91.50
B=59.74 E=?
C=75.00 F=92.20
Sustituyendo valores
(( )( )
)
Por lo tanto la eficiencia al 59.74% de factor de carga es 91.77%.
Pero el factor de carga no es el único factor que afecta la eficiencia, también la variación de voltaje
(VV), el desbalanceo de voltaje y el rebobinado.
La ecuación para calcular la variación de voltaje es la siguiente:
[ ] (
)
Sustituyendo valores
[ ] (
)
Para saber en qué porcentaje afecta la variación de voltaje a la eficiencia se tiene una gráfica (Figura
6.1) en la cual a cada punto de variación de voltaje le corresponde el porcentaje que afecta a la
eficiencia, por lo cual se hizo una aproximación de la ecuación de la curva.
( ( ))
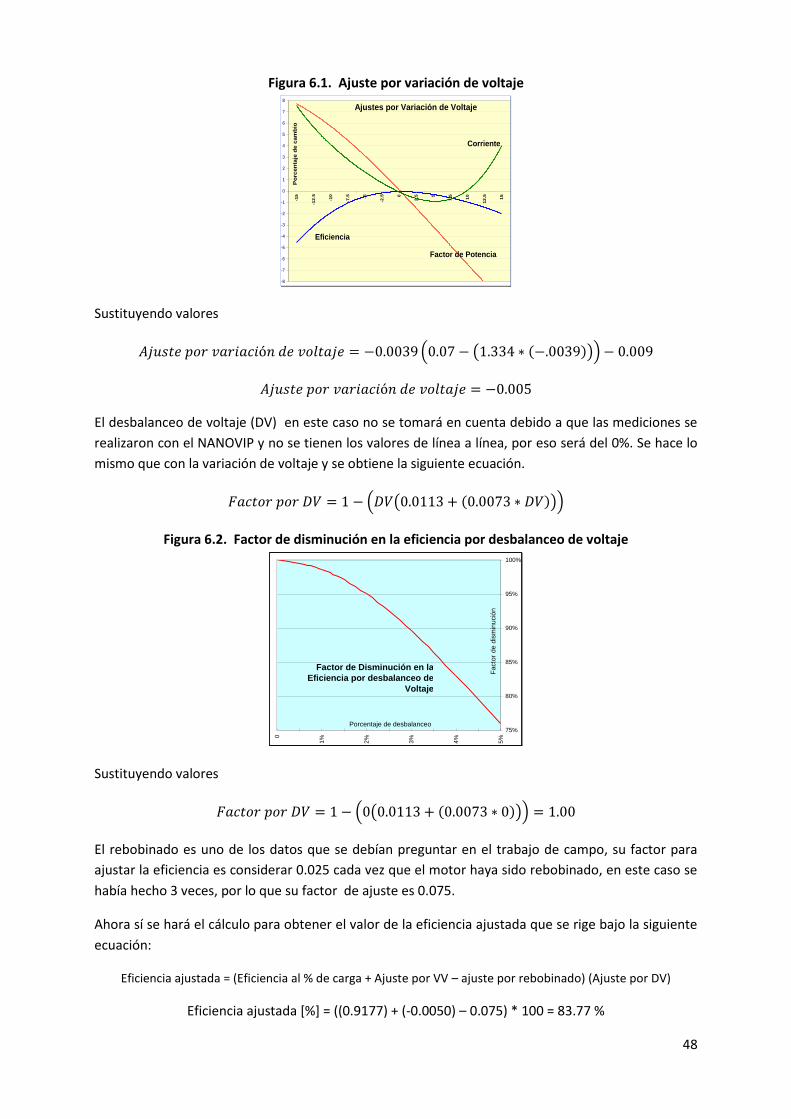
48
Figura 6.1. Ajuste por variación de voltaje
Sustituyendo valores
( ( ( )))
El desbalanceo de voltaje (DV) en este caso no se tomará en cuenta debido a que las mediciones se
realizaron con el NANOVIP y no se tienen los valores de línea a línea, por eso será del 0%. Se hace lo
mismo que con la variación de voltaje y se obtiene la siguiente ecuación.
( ( ( )))
Figura 6.2. Factor de disminución en la eficiencia por desbalanceo de voltaje
Sustituyendo valores
( ( ( )))
El rebobinado es uno de los datos que se debían preguntar en el trabajo de campo, su factor para
ajustar la eficiencia es considerar 0.025 cada vez que el motor haya sido rebobinado, en este caso se
había hecho 3 veces, por lo que su factor de ajuste es 0.075.
Ahora sí se hará el cálculo para obtener el valor de la eficiencia ajustada que se rige bajo la siguiente
ecuación:
Eficiencia ajustada = (Eficiencia al % de carga + Ajuste por VV – ajuste por rebobinado) (Ajuste por DV)
Eficiencia ajustada [%] = ((0.9177) + (-0.0050) – 0.075) * 100 = 83.77 %
-8
-7
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
6
7
8
-15
-12
.5
-10
-7.5 -5
-2.5 0
2.5 5
7.5 10
12
.5 15
Ajustes por Variación de Voltaje
Eficiencia
Factor de Potencia
Corriente
Po
rcen
taje
de
cam
bio
75%
80%
85%
90%
95%
100%
0
1%
2%
3%
4%
5%
Factor de Disminución en la
Eficiencia por desbalanceo de
Voltaje
Porcentaje de desbalanceo
Facto
r de d
ism
inució
n

49
Como se puede observar el motor actual está trabajando con una eficiencia del 83.77% que para la
potencia del motor es una eficiencia baja. El siguiente paso es realizar la evaluación económica.
Para poder determinar el costo de operación se debe de saber el consumo del motor, por esto se
hace una aproximación de las horas de operación anuales por tipo de horario.
Tabla 6.5. Horas de operación anuales para el soplador #1
VERANO
Lunes a Viernes Horas al día Horas semanales Horas mensuales Horas anuales
Base 6 30 120 720
Intermedia 16 80 320 1,920
Punta 2 9 36 216
Sábado
Base 7 7 28 168
Intermedia 17 17 68 408
Domingo
Base 19 19 76 456
Intermedia 5 5 20 120
INVIERNO
Lunes a Viernes Horas al día Horas semanales Horas mensuales Horas anuales
Base 6 30 120 720
Intermedia 13 65 260 1,560
Punta 4 20 80 480
Sábado
Base 8 8 32 192
Intermedia 12 12 48 288
Punta 1 1 4 24
Domingo
Base 18 18 72 432
Intermedia 6 6 24 144
TOTALES
Base 2,688
Intermedia 4,440
Punta 720
Anuales 7,848
Se tienen las horas de operación en base, intermedia y punta, así que se calcula el consumo para
cada uno de los horarios tarifarios (Tabla 6.5).
( )( )
( )( )
( )( )
A continuación se calcula el costo anual de operación, para el precio se utilizan los valores de las
tarifas de la Tabla 6.1.
( )( )
( )( )
( )( )
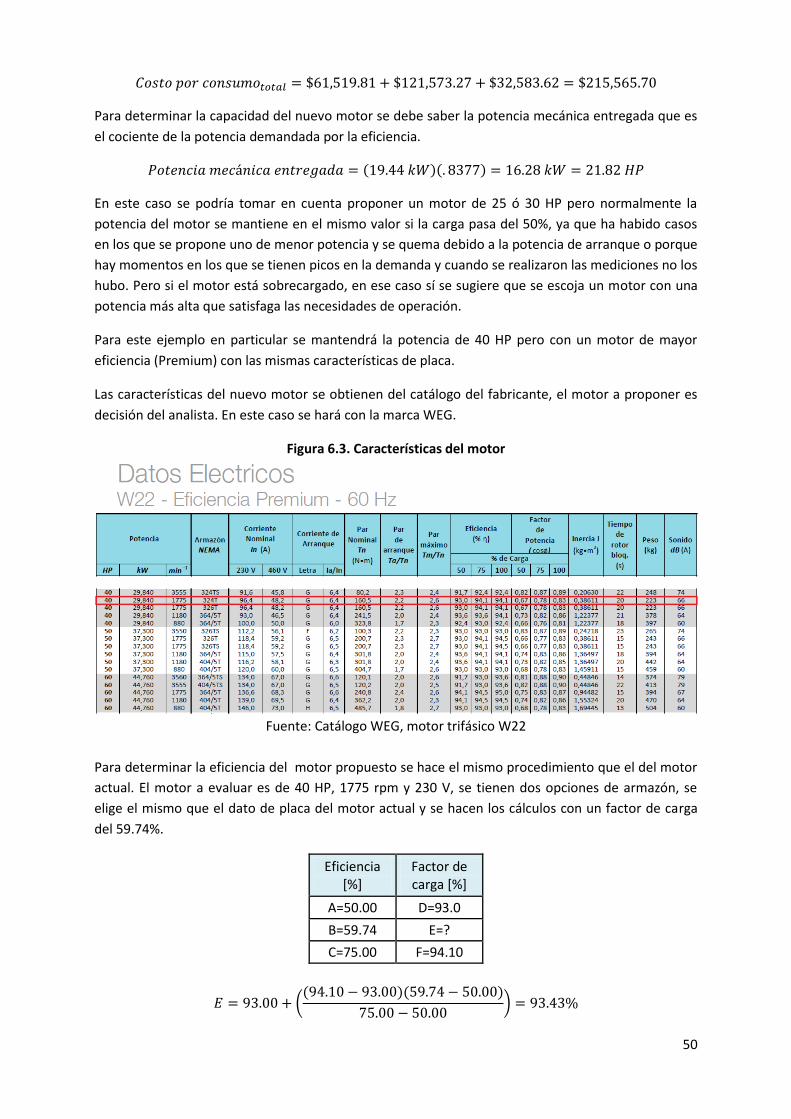
50
Para determinar la capacidad del nuevo motor se debe saber la potencia mecánica entregada que es
el cociente de la potencia demandada por la eficiencia.
( )( )
En este caso se podría tomar en cuenta proponer un motor de 25 ó 30 HP pero normalmente la
potencia del motor se mantiene en el mismo valor si la carga pasa del 50%, ya que ha habido casos
en los que se propone uno de menor potencia y se quema debido a la potencia de arranque o porque
hay momentos en los que se tienen picos en la demanda y cuando se realizaron las mediciones no los
hubo. Pero si el motor está sobrecargado, en ese caso sí se sugiere que se escoja un motor con una
potencia más alta que satisfaga las necesidades de operación.
Para este ejemplo en particular se mantendrá la potencia de 40 HP pero con un motor de mayor
eficiencia (Premium) con las mismas características de placa.
Las características del nuevo motor se obtienen del catálogo del fabricante, el motor a proponer es
decisión del analista. En este caso se hará con la marca WEG.
Figura 6.3. Características del motor
Fuente: Catálogo WEG, motor trifásico W22
Para determinar la eficiencia del motor propuesto se hace el mismo procedimiento que el del motor
actual. El motor a evaluar es de 40 HP, 1775 rpm y 230 V, se tienen dos opciones de armazón, se
elige el mismo que el dato de placa del motor actual y se hacen los cálculos con un factor de carga
del 59.74%.
Eficiencia [%]
Factor de carga [%]
A=50.00 D=93.0
B=59.74 E=?
C=75.00 F=94.10
(( )( )
)
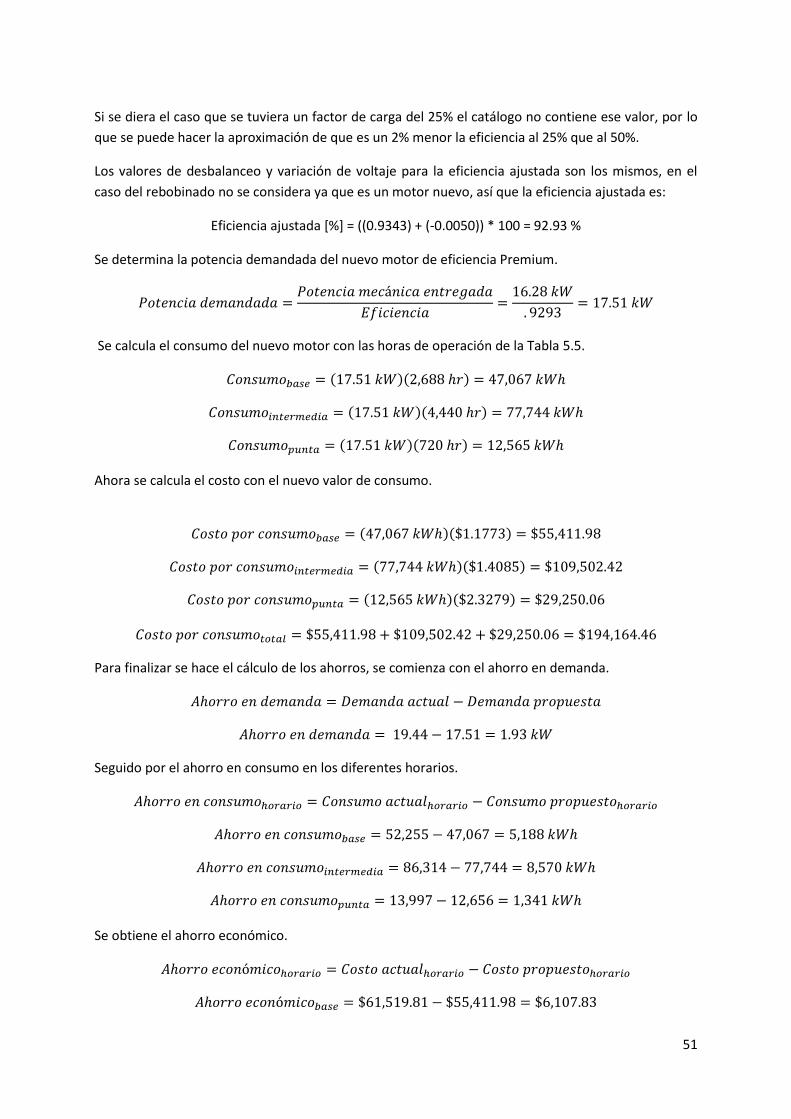
51
Si se diera el caso que se tuviera un factor de carga del 25% el catálogo no contiene ese valor, por lo
que se puede hacer la aproximación de que es un 2% menor la eficiencia al 25% que al 50%.
Los valores de desbalanceo y variación de voltaje para la eficiencia ajustada son los mismos, en el
caso del rebobinado no se considera ya que es un motor nuevo, así que la eficiencia ajustada es:
Eficiencia ajustada [%] = ((0.9343) + (-0.0050)) * 100 = 92.93 %
Se determina la potencia demandada del nuevo motor de eficiencia Premium.
Se calcula el consumo del nuevo motor con las horas de operación de la Tabla 5.5.
( )( )
( )( )
( )( )
Ahora se calcula el costo con el nuevo valor de consumo.
( )( )
( )( )
( )( )
Para finalizar se hace el cálculo de los ahorros, se comienza con el ahorro en demanda.
Seguido por el ahorro en consumo en los diferentes horarios.
Se obtiene el ahorro económico.
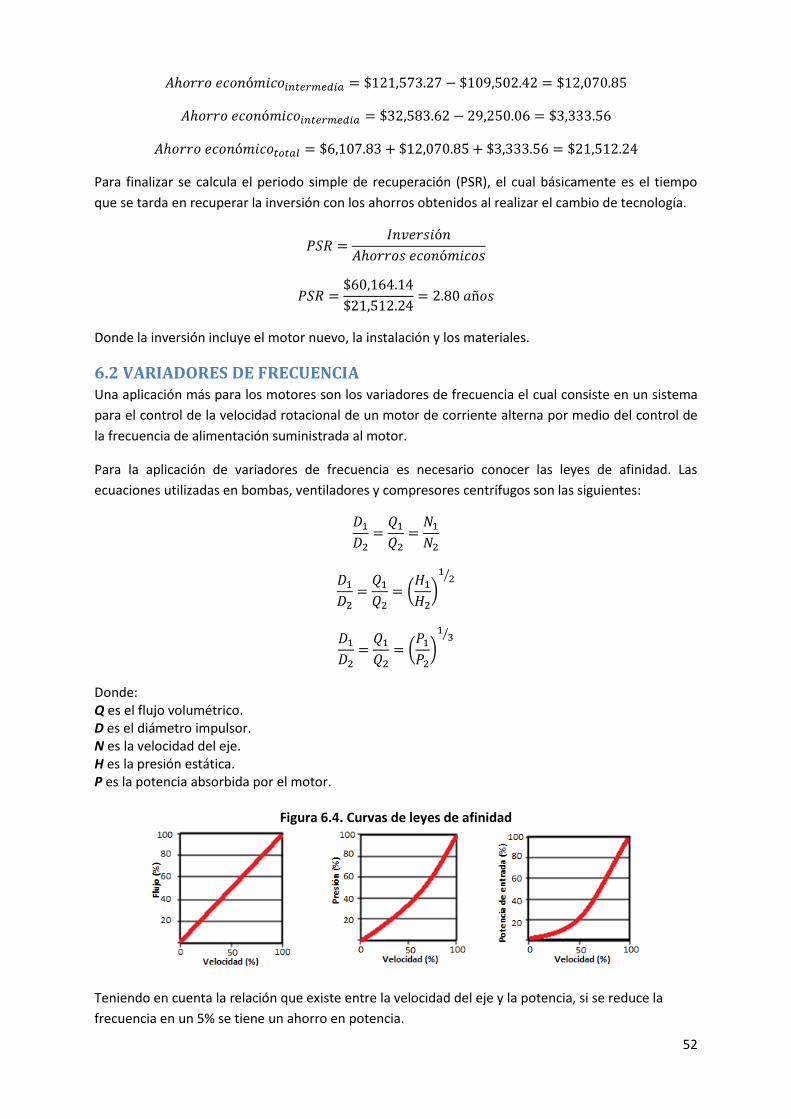
52
Para finalizar se calcula el periodo simple de recuperación (PSR), el cual básicamente es el tiempo
que se tarda en recuperar la inversión con los ahorros obtenidos al realizar el cambio de tecnología.
Donde la inversión incluye el motor nuevo, la instalación y los materiales.
6.2 VARIADORES DE FRECUENCIA Una aplicación más para los motores son los variadores de frecuencia el cual consiste en un sistema
para el control de la velocidad rotacional de un motor de corriente alterna por medio del control de
la frecuencia de alimentación suministrada al motor.
Para la aplicación de variadores de frecuencia es necesario conocer las leyes de afinidad. Las
ecuaciones utilizadas en bombas, ventiladores y compresores centrífugos son las siguientes:
(
)
⁄
( )
⁄
Donde: Q es el flujo volumétrico. D es el diámetro impulsor. N es la velocidad del eje. H es la presión estática. P es la potencia absorbida por el motor.
Figura 6.4. Curvas de leyes de afinidad
Teniendo en cuenta la relación que existe entre la velocidad del eje y la potencia, si se reduce la
frecuencia en un 5% se tiene un ahorro en potencia.
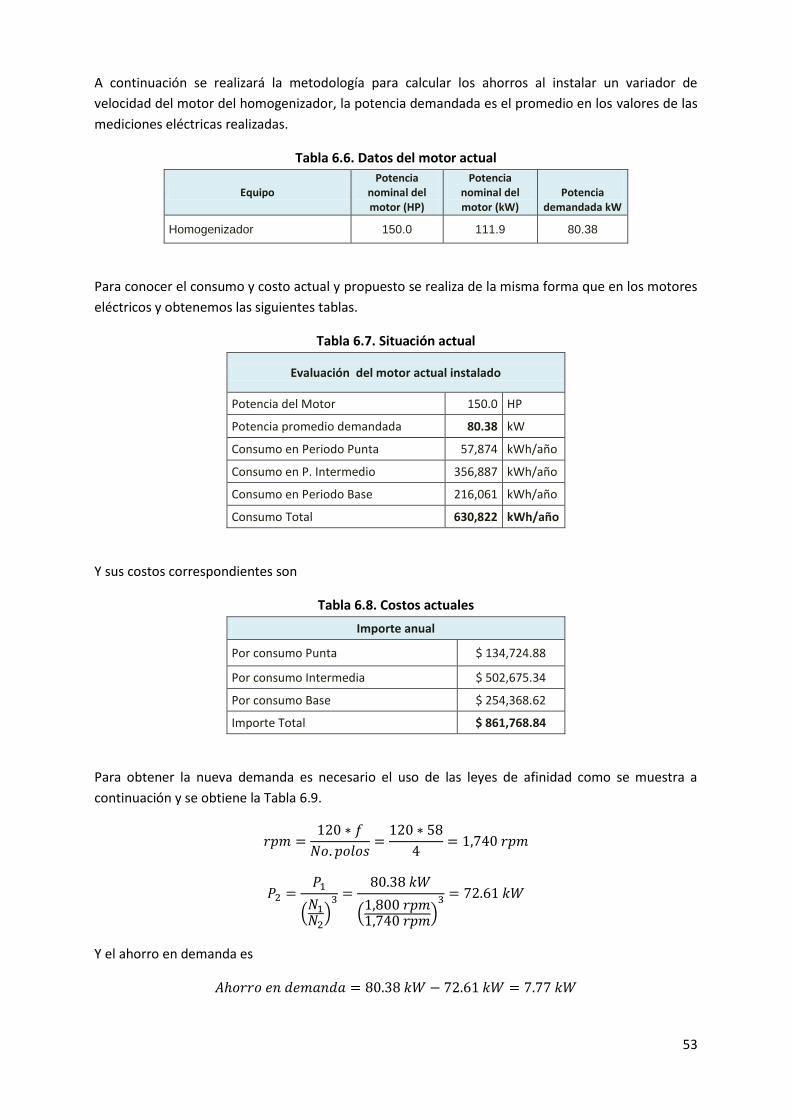
53
A continuación se realizará la metodología para calcular los ahorros al instalar un variador de
velocidad del motor del homogenizador, la potencia demandada es el promedio en los valores de las
mediciones eléctricas realizadas.
Tabla 6.6. Datos del motor actual
Equipo Potencia
nominal del motor (HP)
Potencia nominal del motor (kW)
Potencia
demandada kW
Homogenizador 150.0 111.9 80.38
Para conocer el consumo y costo actual y propuesto se realiza de la misma forma que en los motores
eléctricos y obtenemos las siguientes tablas.
Tabla 6.7. Situación actual
Evaluación del motor actual instalado
Potencia del Motor 150.0 HP
Potencia promedio demandada 80.38 kW
Consumo en Periodo Punta 57,874 kWh/año
Consumo en P. Intermedio 356,887 kWh/año
Consumo en Periodo Base 216,061 kWh/año
Consumo Total 630,822 kWh/año
Y sus costos correspondientes son
Tabla 6.8. Costos actuales
Importe anual
Por consumo Punta $ 134,724.88
Por consumo Intermedia $ 502,675.34
Por consumo Base $ 254,368.62
Importe Total $ 861,768.84
Para obtener la nueva demanda es necesario el uso de las leyes de afinidad como se muestra a
continuación y se obtiene la Tabla 6.9.
(
)
( )
Y el ahorro en demanda es
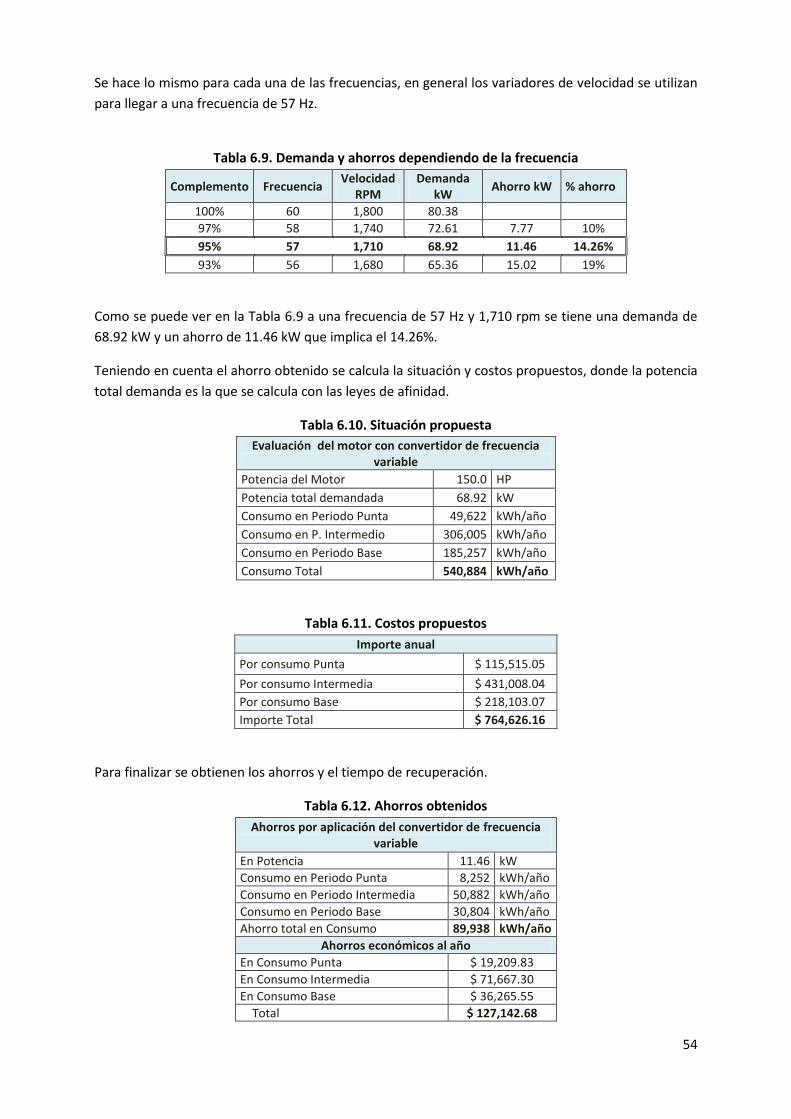
54
Se hace lo mismo para cada una de las frecuencias, en general los variadores de velocidad se utilizan
para llegar a una frecuencia de 57 Hz.
Tabla 6.9. Demanda y ahorros dependiendo de la frecuencia
Complemento Frecuencia Velocidad
RPM Demanda
kW Ahorro kW % ahorro
100% 60 1,800 80.38
97% 58 1,740 72.61 7.77 10%
95% 57 1,710 68.92 11.46 14.26%
93% 56 1,680 65.36 15.02 19%
Como se puede ver en la Tabla 6.9 a una frecuencia de 57 Hz y 1,710 rpm se tiene una demanda de
68.92 kW y un ahorro de 11.46 kW que implica el 14.26%.
Teniendo en cuenta el ahorro obtenido se calcula la situación y costos propuestos, donde la potencia
total demanda es la que se calcula con las leyes de afinidad.
Tabla 6.10. Situación propuesta
Evaluación del motor con convertidor de frecuencia variable
Potencia del Motor 150.0 HP
Potencia total demandada 68.92 kW
Consumo en Periodo Punta 49,622 kWh/año
Consumo en P. Intermedio 306,005 kWh/año
Consumo en Periodo Base 185,257 kWh/año
Consumo Total 540,884 kWh/año
Tabla 6.11. Costos propuestos
Importe anual
Por consumo Punta $ 115,515.05
Por consumo Intermedia $ 431,008.04
Por consumo Base $ 218,103.07
Importe Total $ 764,626.16
Para finalizar se obtienen los ahorros y el tiempo de recuperación.
Tabla 6.12. Ahorros obtenidos
Ahorros por aplicación del convertidor de frecuencia variable
En Potencia 11.46 kW
Consumo en Periodo Punta 8,252 kWh/año
Consumo en Periodo Intermedia 50,882 kWh/año
Consumo en Periodo Base 30,804 kWh/año
Ahorro total en Consumo 89,938 kWh/año
Ahorros económicos al año
En Consumo Punta $ 19,209.83
En Consumo Intermedia $ 71,667.30
En Consumo Base $ 36,265.55
Total $ 127,142.68
55
La inversión incluye el variador, su programación e instalación y los materiales
6.3 SISTEMA DE ILUMINACIÓN Una vez que se ha recopilado la información de las luminarias existentes en la planta se realizará la
siguiente metodología para su evaluación, se parte básicamente del tipo de luminaria, número de
arreglos y la potencia actual.
Tabla 6.13. Sistema actual
Nombre del local Tipo de Lámpara actual Número
Luminarias Potencia
Luminaria (W) Luxes Prom. Noche
Servicios Auxiliares 1
Casa de calderas Fluorescente T12 2x75w 4 170 69
Se calcula la potencia del área
( )( )
Para poder calcular el consumo es necesario tener la aproximación de las horas de operación, se
toma en cuenta que las luces se mantienen prendidas 12 horas al día, el cálculo para los diferentes
horarios se realiza de una manera más sencilla, ya que al tener una gran cantidad de áreas es muy
tardado hacerlo de la misma forma que en los motores.
Teniendo las horas de operación se calcula el consumo del área.
Ahora se calcula el costo anual con ayuda de la Tabla 6.1.

56
Ya que se tiene la situación actual se lleva a cabo la propuesta (si es necesario, de lo contrario se
pone sistema adecuado) del nuevo sistema, puede ir desde únicamente cambio de lámparas y
balastros hasta que haya necesidad de cambiar el luminario completo. En este caso se dejará el
luminario actual y solo se hará el cambio de las lámparas y por consiguiente del balastro, ya que el
balastro actual no sirve con la nueva tecnología propuesta.
Tabla 6.14. Sistema propuesto
Nombre de Local Tipo de Lámpara y/o Acción
Propuesta Tipo de
Luminaria Número
Luminarias
Potencia Luminaria
(W)
Potencia Área (kW)
Servicios Auxiliares 1
Casa de calderas Sustitución de Lámpara
Fluorescente T12 2X75W por T8 2X32W
Gavilán Suspendido
4 57 0.23
Se realiza la evaluación con la acción propuesta con las mismas horas de operación.
El costo propuesto si se realiza el cambio de lámparas sería
Para finaliza la evaluación se calculan los ahorros obtenidos y su tiempo de recuperación.
Ahorro económico = (1,671.77+862+1,140.67)-(565.10+291.56+386.43) = $2,430.69
En el caso de querer saber los niveles de iluminación propuestos se puede hacer uso del
programa de simulación DIALux que sirve para crear proyectos de iluminación profesionales,
esto es para verificar que se cumpla la norma NOM-025-STPS-2008, para exteriores se debe
de cumplir la norma NOM-013-ENER-2004.
6.4 SISTEMA DE AIRE COMPRIMIDO Hay una gran variedad de alternativas de mejora en el sistema de aire comprimido, que pueden ir
desde cambiar el compresor actual por uno más eficiente, hasta rediseñar el sistema de distribución
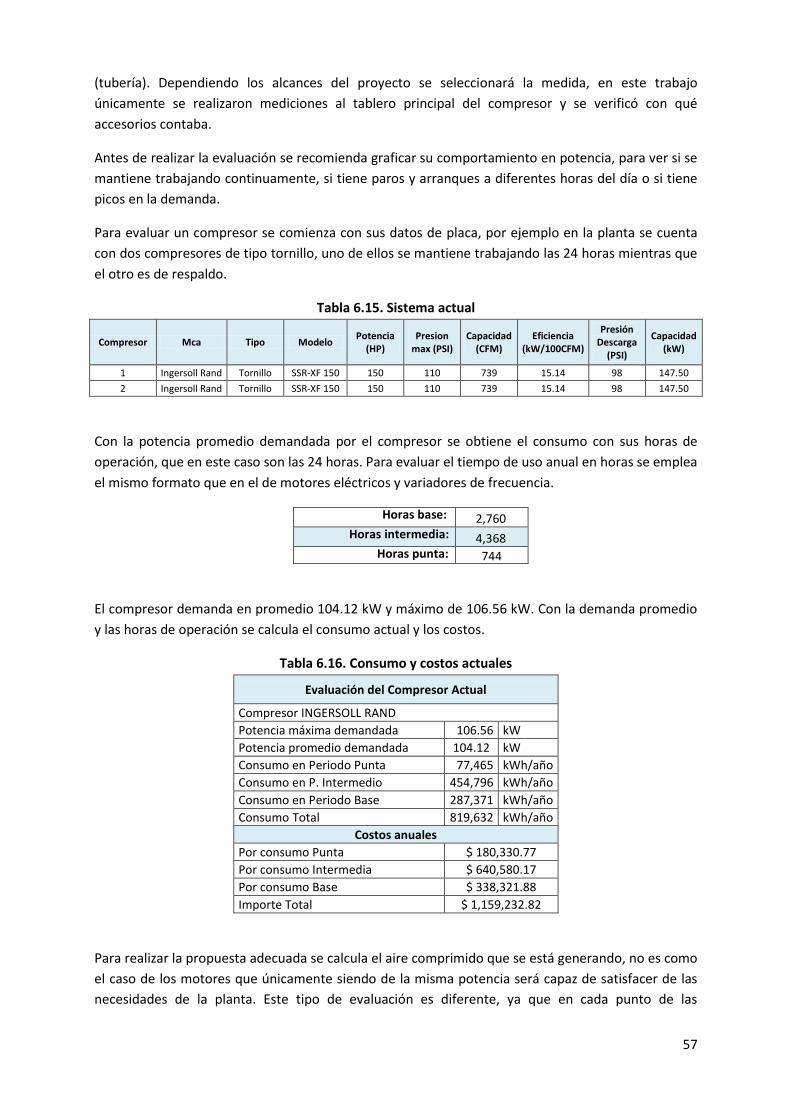
57
(tubería). Dependiendo los alcances del proyecto se seleccionará la medida, en este trabajo
únicamente se realizaron mediciones al tablero principal del compresor y se verificó con qué
accesorios contaba.
Antes de realizar la evaluación se recomienda graficar su comportamiento en potencia, para ver si se
mantiene trabajando continuamente, si tiene paros y arranques a diferentes horas del día o si tiene
picos en la demanda.
Para evaluar un compresor se comienza con sus datos de placa, por ejemplo en la planta se cuenta
con dos compresores de tipo tornillo, uno de ellos se mantiene trabajando las 24 horas mientras que
el otro es de respaldo.
Tabla 6.15. Sistema actual
Compresor Mca Tipo Modelo Potencia
(HP) Presion
max (PSI) Capacidad
(CFM) Eficiencia
(kW/100CFM)
Presión Descarga
(PSI)
Capacidad (kW)
1 Ingersoll Rand Tornillo SSR-XF 150 150 110 739 15.14 98 147.50
2 Ingersoll Rand Tornillo SSR-XF 150 150 110 739 15.14 98 147.50
Con la potencia promedio demandada por el compresor se obtiene el consumo con sus horas de
operación, que en este caso son las 24 horas. Para evaluar el tiempo de uso anual en horas se emplea
el mismo formato que en el de motores eléctricos y variadores de frecuencia.
Horas base: 2,760 Horas intermedia: 4,368
Horas punta: 744
El compresor demanda en promedio 104.12 kW y máximo de 106.56 kW. Con la demanda promedio
y las horas de operación se calcula el consumo actual y los costos.
Tabla 6.16. Consumo y costos actuales
Evaluación del Compresor Actual
Compresor INGERSOLL RAND
Potencia máxima demandada 106.56 kW
Potencia promedio demandada 104.12 kW
Consumo en Periodo Punta 77,465 kWh/año
Consumo en P. Intermedio 454,796 kWh/año
Consumo en Periodo Base 287,371 kWh/año
Consumo Total 819,632 kWh/año
Costos anuales
Por consumo Punta $ 180,330.77
Por consumo Intermedia $ 640,580.17
Por consumo Base $ 338,321.88
Importe Total $ 1,159,232.82
Para realizar la propuesta adecuada se calcula el aire comprimido que se está generando, no es como
el caso de los motores que únicamente siendo de la misma potencia será capaz de satisfacer de las
necesidades de la planta. Este tipo de evaluación es diferente, ya que en cada punto de las
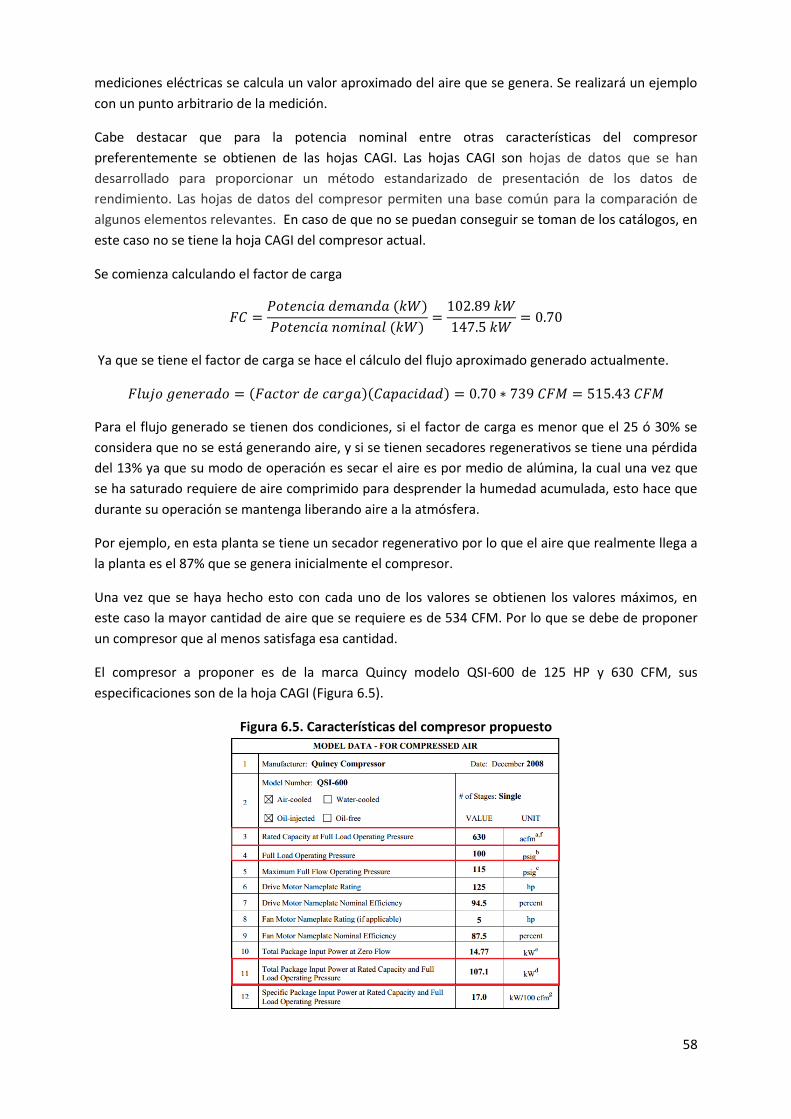
58
mediciones eléctricas se calcula un valor aproximado del aire que se genera. Se realizará un ejemplo
con un punto arbitrario de la medición.
Cabe destacar que para la potencia nominal entre otras características del compresor
preferentemente se obtienen de las hojas CAGI. Las hojas CAGI son hojas de datos que se han
desarrollado para proporcionar un método estandarizado de presentación de los datos de
rendimiento. Las hojas de datos del compresor permiten una base común para la comparación de
algunos elementos relevantes. En caso de que no se puedan conseguir se toman de los catálogos, en
este caso no se tiene la hoja CAGI del compresor actual.
Se comienza calculando el factor de carga
( )
( )
Ya que se tiene el factor de carga se hace el cálculo del flujo aproximado generado actualmente.
( )( )
Para el flujo generado se tienen dos condiciones, si el factor de carga es menor que el 25 ó 30% se
considera que no se está generando aire, y si se tienen secadores regenerativos se tiene una pérdida
del 13% ya que su modo de operación es secar el aire es por medio de alúmina, la cual una vez que
se ha saturado requiere de aire comprimido para desprender la humedad acumulada, esto hace que
durante su operación se mantenga liberando aire a la atmósfera.
Por ejemplo, en esta planta se tiene un secador regenerativo por lo que el aire que realmente llega a
la planta es el 87% que se genera inicialmente el compresor.
Una vez que se haya hecho esto con cada uno de los valores se obtienen los valores máximos, en
este caso la mayor cantidad de aire que se requiere es de 534 CFM. Por lo que se debe de proponer
un compresor que al menos satisfaga esa cantidad.
El compresor a proponer es de la marca Quincy modelo QSI-600 de 125 HP y 630 CFM, sus
especificaciones son de la hoja CAGI (Figura 6.5).
Figura 6.5. Características del compresor propuesto
59
Para calcular la potencia esperada es necesario el factor de carga
( )( )
Se obtiene el valor promedio y máximo de potencia esperada, en este caso es de 88.60 kW y 90.67
kW, respectivamente, para calcular el consumo y costo de operación propuesto si es que no se
realiza otra propuesta.
Existen otros tipos de propuestas de ahorro aparte de la sustitución de compresor, las más comunes
suelen ser: mayor almacenamiento, sustitución de secadores regenerativos por refrigerativos para
tener un ahorro del 13% y control de flujo para disminuir el desperdicio de aire principalmente
cuando se tienen fugas al controlar su presión.
Para realizar los cálculos de ahorro por almacenamiento se tiene la siguiente metodología, primero
se tiene que calcular el almacenamiento requerido, teniendo en cuenta el actual.
La capacidad necesaria de almacenamiento es
( )
Actualmente se tiene un tanque de 1,600 L, así que para que el sistema sea adecuado falta
almacenar 8,507.05 L, por lo que se proponen dos tanques de 5,000 L.
Teniendo en cuenta el almacenamiento actual y propuesto se obtiene la nueva relación de
almacenamiento.
El cálculo de ahorro es por método gráfico. En el eje de las abscisas se tiene el porcentaje de
capacidad que es el factor de carga y en el eje de las ordenadas, el porcentaje de potencia de
entrada. Se traza una línea vertical en el valor del factor de carga que atraviese las curvas de
almacenamiento y líneas horizontales en la curva correspondiente según el factor de
almacenamiento actual y propuesto (Figura 6.6). El ahorro que se lograría sería del 6% sobre la
potencia total de entrada.

60
Figura 6.6. Gráfica con curvas de almacenamiento
La obtención de los ahorros se realiza con los valores de demanda promedio.
Acción Ahorro en
potencia [kW]
Sustitución de compresor 15.52
Mayor almacenamiento 8.33
Sustitución de secador 13.55
En el caso que se hagan las propuestas juntas, los cálculos para el ahorro por mayor almacenamiento
y sustitución del secador se harán con la demanda máxima propuesta, ya que al cambiar el
compresor, la potencia demandada es menor.
En este caso en particular, se prefirió no realizar la propuesta de cambio de compresor así que el
consumo y costos propuestos son los siguientes (Tabla 6.17).
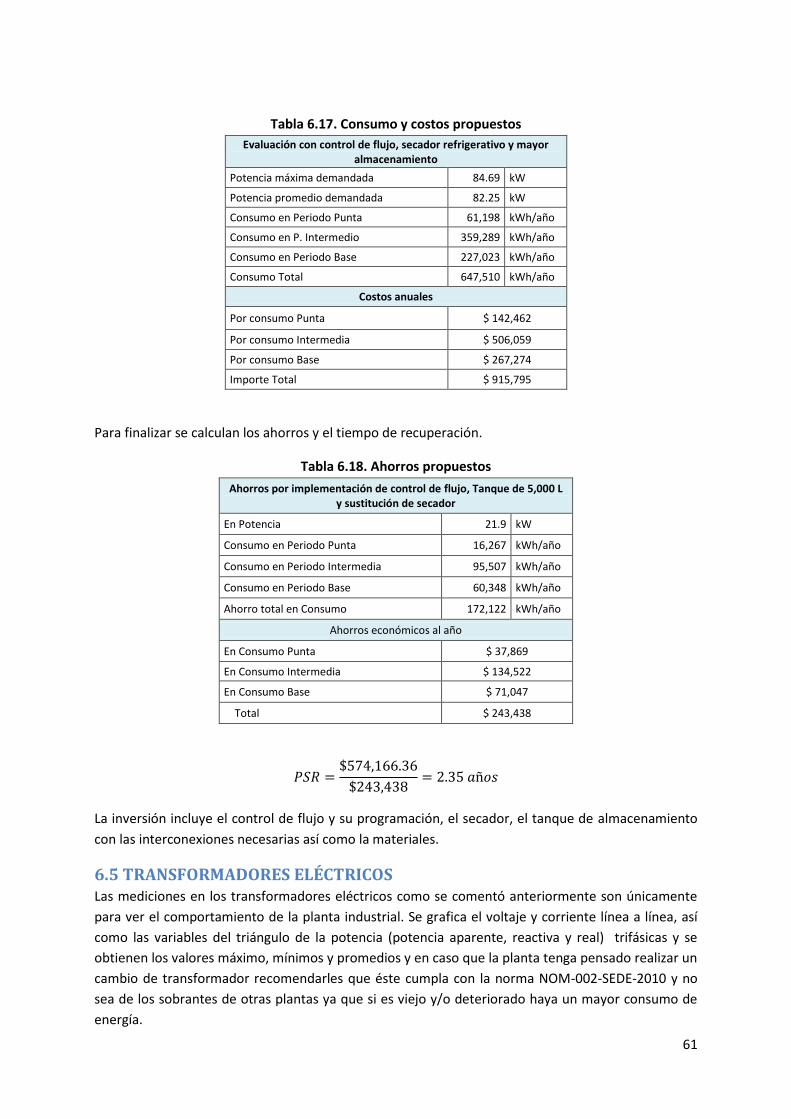
61
Tabla 6.17. Consumo y costos propuestos
Evaluación con control de flujo, secador refrigerativo y mayor almacenamiento
Potencia máxima demandada 84.69 kW
Potencia promedio demandada 82.25 kW
Consumo en Periodo Punta 61,198 kWh/año
Consumo en P. Intermedio 359,289 kWh/año
Consumo en Periodo Base 227,023 kWh/año
Consumo Total 647,510 kWh/año
Costos anuales
Por consumo Punta $ 142,462
Por consumo Intermedia $ 506,059
Por consumo Base $ 267,274
Importe Total $ 915,795
Para finalizar se calculan los ahorros y el tiempo de recuperación.
Tabla 6.18. Ahorros propuestos
Ahorros por implementación de control de flujo, Tanque de 5,000 L y sustitución de secador
En Potencia 21.9 kW
Consumo en Periodo Punta 16,267 kWh/año
Consumo en Periodo Intermedia 95,507 kWh/año
Consumo en Periodo Base 60,348 kWh/año
Ahorro total en Consumo 172,122 kWh/año
Ahorros económicos al año
En Consumo Punta $ 37,869
En Consumo Intermedia $ 134,522
En Consumo Base $ 71,047
Total $ 243,438
La inversión incluye el control de flujo y su programación, el secador, el tanque de almacenamiento
con las interconexiones necesarias así como la materiales.
6.5 TRANSFORMADORES ELÉCTRICOS Las mediciones en los transformadores eléctricos como se comentó anteriormente son únicamente
para ver el comportamiento de la planta industrial. Se grafica el voltaje y corriente línea a línea, así
como las variables del triángulo de la potencia (potencia aparente, reactiva y real) trifásicas y se
obtienen los valores máximo, mínimos y promedios y en caso que la planta tenga pensado realizar un
cambio de transformador recomendarles que éste cumpla con la norma NOM-002-SEDE-2010 y no
sea de los sobrantes de otras plantas ya que si es viejo y/o deteriorado haya un mayor consumo de
energía.
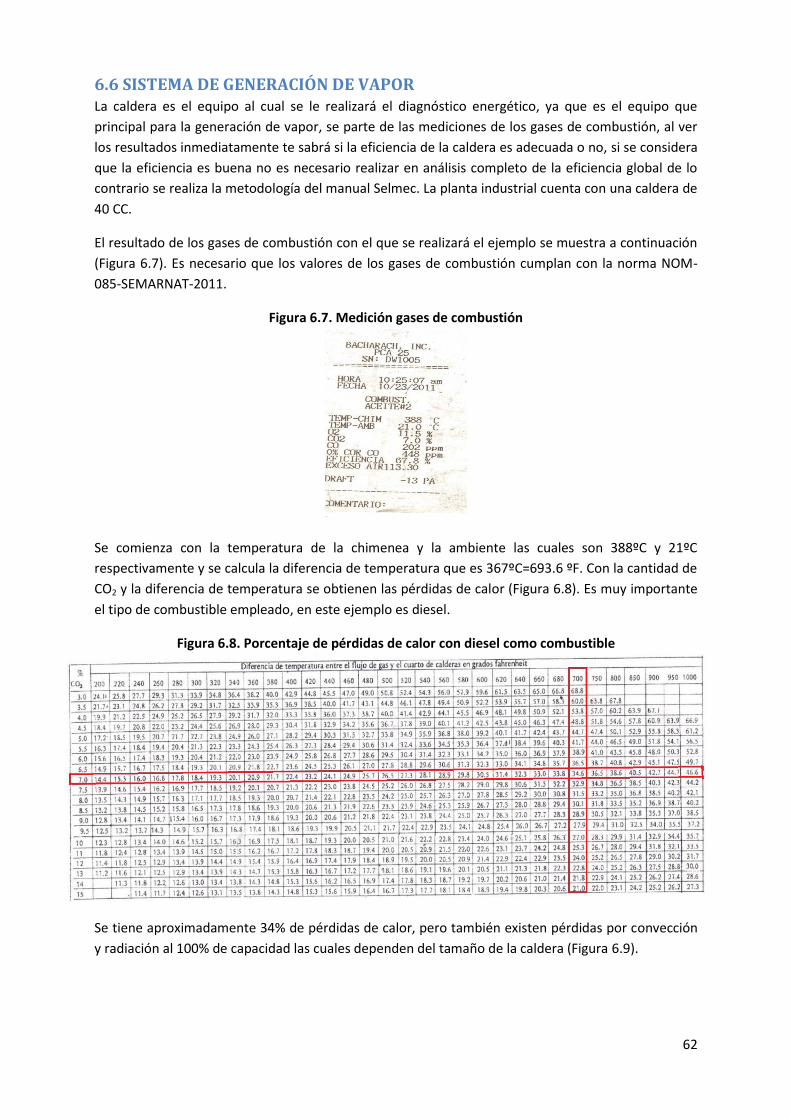
62
6.6 SISTEMA DE GENERACIÓN DE VAPOR La caldera es el equipo al cual se le realizará el diagnóstico energético, ya que es el equipo que
principal para la generación de vapor, se parte de las mediciones de los gases de combustión, al ver
los resultados inmediatamente te sabrá si la eficiencia de la caldera es adecuada o no, si se considera
que la eficiencia es buena no es necesario realizar en análisis completo de la eficiencia global de lo
contrario se realiza la metodología del manual Selmec. La planta industrial cuenta con una caldera de
40 CC.
El resultado de los gases de combustión con el que se realizará el ejemplo se muestra a continuación
(Figura 6.7). Es necesario que los valores de los gases de combustión cumplan con la norma NOM-
085-SEMARNAT-2011.
Figura 6.7. Medición gases de combustión
Se comienza con la temperatura de la chimenea y la ambiente las cuales son 388ºC y 21ºC
respectivamente y se calcula la diferencia de temperatura que es 367ºC=693.6 ºF. Con la cantidad de
CO2 y la diferencia de temperatura se obtienen las pérdidas de calor (Figura 6.8). Es muy importante
el tipo de combustible empleado, en este ejemplo es diesel.
Figura 6.8. Porcentaje de pérdidas de calor con diesel como combustible
Se tiene aproximadamente 34% de pérdidas de calor, pero también existen pérdidas por convección
y radiación al 100% de capacidad las cuales dependen del tamaño de la caldera (Figura 6.9).
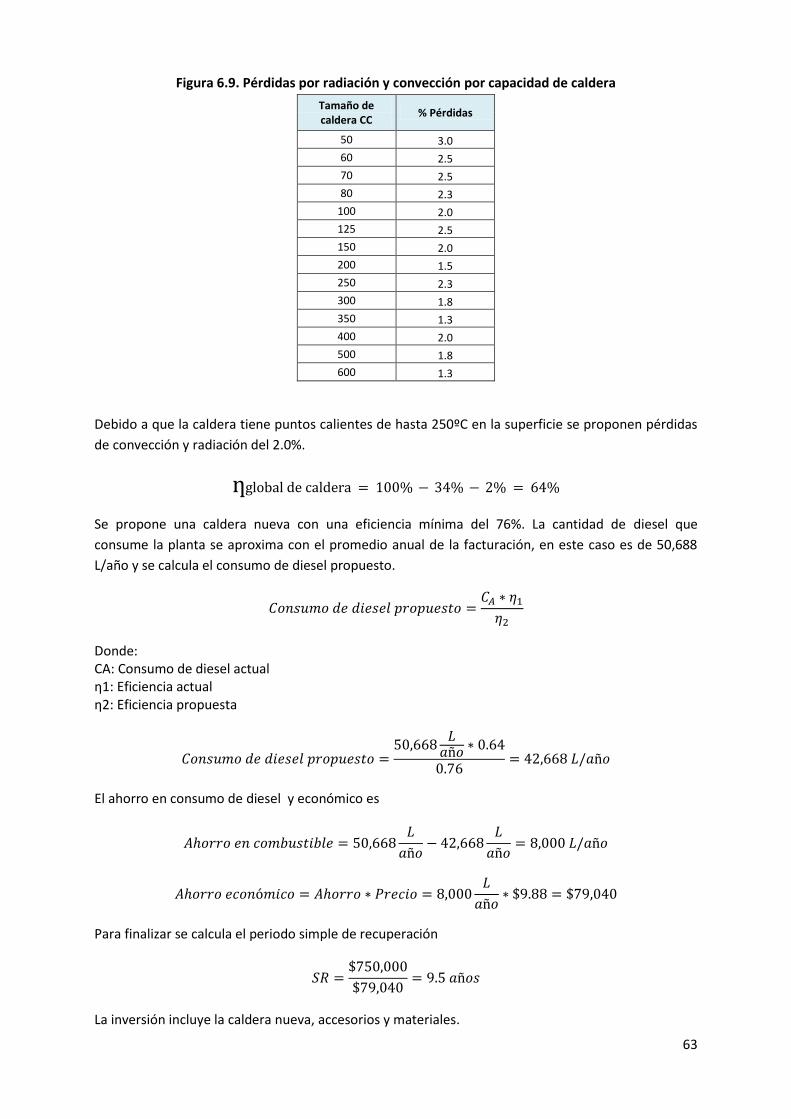
63
Figura 6.9. Pérdidas por radiación y convección por capacidad de caldera
Tamaño de caldera CC
% Pérdidas
50 3.0
60 2.5
70 2.5
80 2.3
100 2.0
125 2.5
150 2.0
200 1.5
250 2.3
300 1.8
350 1.3
400 2.0
500 1.8
600 1.3
Debido a que la caldera tiene puntos calientes de hasta 250ºC en la superficie se proponen pérdidas
de convección y radiación del 2.0%.
Se propone una caldera nueva con una eficiencia mínima del 76%. La cantidad de diesel que
consume la planta se aproxima con el promedio anual de la facturación, en este caso es de 50,688
L/año y se calcula el consumo de diesel propuesto.
Donde: CA: Consumo de diesel actual η1: Eficiencia actual η2: Eficiencia propuesta
El ahorro en consumo de diesel y económico es
Para finalizar se calcula el periodo simple de recuperación
La inversión incluye la caldera nueva, accesorios y materiales.
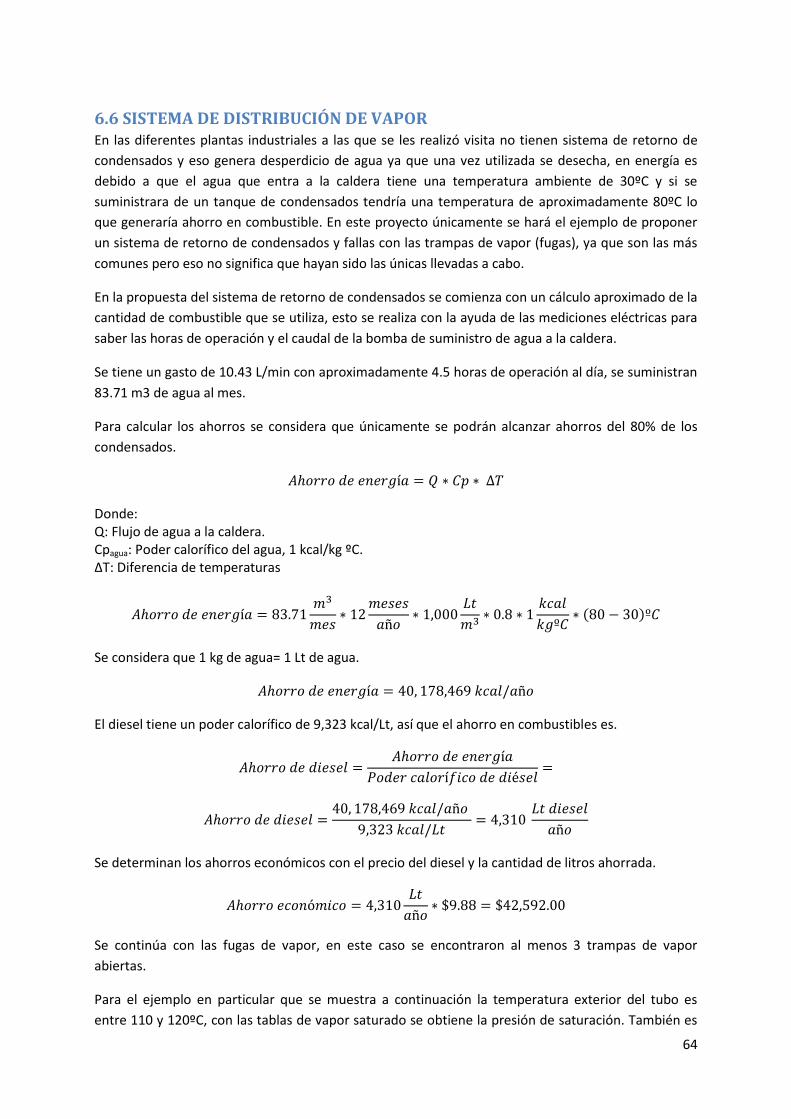
64
6.6 SISTEMA DE DISTRIBUCIÓN DE VAPOR En las diferentes plantas industriales a las que se les realizó visita no tienen sistema de retorno de
condensados y eso genera desperdicio de agua ya que una vez utilizada se desecha, en energía es
debido a que el agua que entra a la caldera tiene una temperatura ambiente de 30ºC y si se
suministrara de un tanque de condensados tendría una temperatura de aproximadamente 80ºC lo
que generaría ahorro en combustible. En este proyecto únicamente se hará el ejemplo de proponer
un sistema de retorno de condensados y fallas con las trampas de vapor (fugas), ya que son las más
comunes pero eso no significa que hayan sido las únicas llevadas a cabo.
En la propuesta del sistema de retorno de condensados se comienza con un cálculo aproximado de la
cantidad de combustible que se utiliza, esto se realiza con la ayuda de las mediciones eléctricas para
saber las horas de operación y el caudal de la bomba de suministro de agua a la caldera.
Se tiene un gasto de 10.43 L/min con aproximadamente 4.5 horas de operación al día, se suministran
83.71 m3 de agua al mes.
Para calcular los ahorros se considera que únicamente se podrán alcanzar ahorros del 80% de los
condensados.
Donde: Q: Flujo de agua a la caldera. Cpagua: Poder calorífico del agua, 1 kcal/kg ºC. ΔT: Diferencia de temperaturas
( )
Se considera que 1 kg de agua= 1 Lt de agua.
El diesel tiene un poder calorífico de 9,323 kcal/Lt, así que el ahorro en combustibles es.
Se determinan los ahorros económicos con el precio del diesel y la cantidad de litros ahorrada.
Se continúa con las fugas de vapor, en este caso se encontraron al menos 3 trampas de vapor
abiertas.
Para el ejemplo en particular que se muestra a continuación la temperatura exterior del tubo es
entre 110 y 120ºC, con las tablas de vapor saturado se obtiene la presión de saturación. También es

65
necesario saber en diámetro de la fuga, en este caso es aproximadamente 4.6 cm2 para obtener la
cantidad de vapor que se está disipando al medio ambiente.
√ ( )
Donde: Q: Flujo de vapor perdido d: Diámetro de la fuga P: Presión diferencia
( ) √
(
)
Se considera que la caldera opera 577.5 horas al año, por lo que la pérdida de vapor al año resulta
ser de 12,705 kg de vapor.
Se utiliza la entalpia a las condiciones que se está trabajando (entre 648 kcal/kg y 660 kcal/kg), el
poder calorífico del diesel y la cantidad de vapor perdido para obtener los litros de combustible que
se están desperdiciando.
El ahorro económico es de $8,803 al año por esta trampa de vapor en particular.
Se realiza la misma metodología para cada una de las trampas de vapor, cabe destacar que hay
diferentes diseños, o sea que puede variar el diámetro de la fuga así como la presión o temperatura a
la que se encuentra el vapor.
Para finalizar se calculan los ahorros totales con las dos propuestas en el sistema de distribución de
vapor y su periodo simple de recuperación.
La inversión incluye las trampas de vapor, tubería y accesorios así como su instalación y materiales.
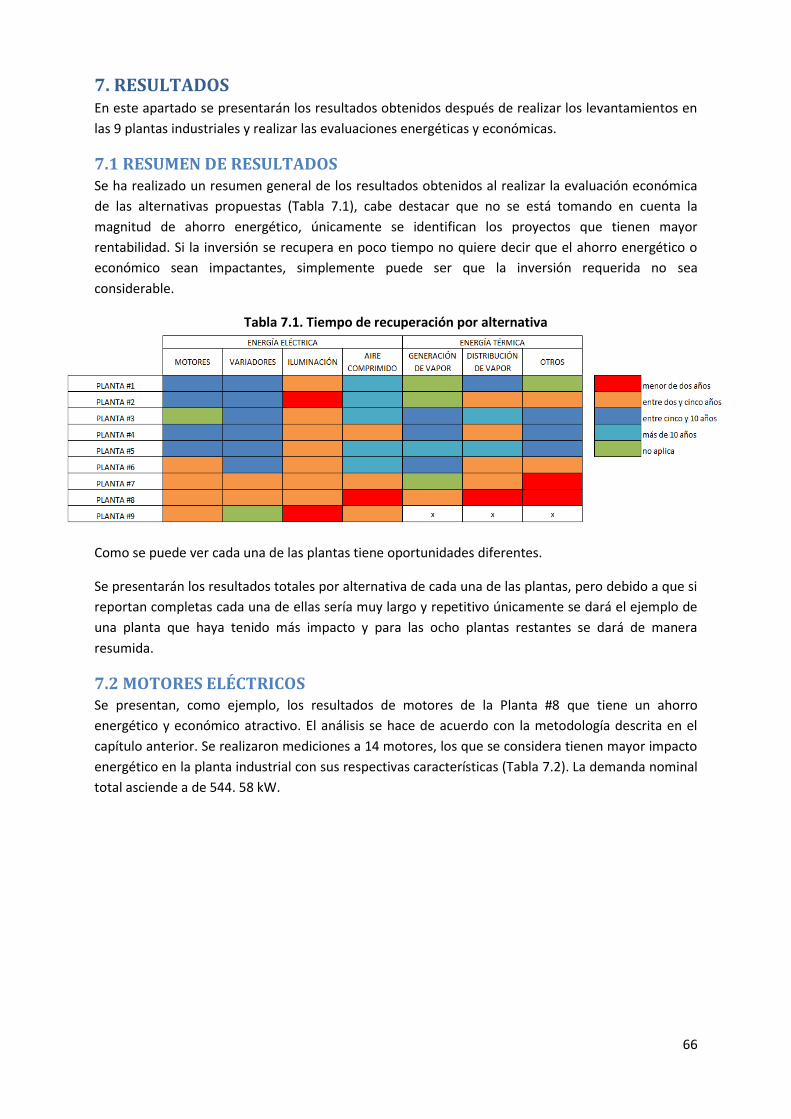
66
7. RESULTADOS En este apartado se presentarán los resultados obtenidos después de realizar los levantamientos en
las 9 plantas industriales y realizar las evaluaciones energéticas y económicas.
7.1 RESUMEN DE RESULTADOS Se ha realizado un resumen general de los resultados obtenidos al realizar la evaluación económica
de las alternativas propuestas (Tabla 7.1), cabe destacar que no se está tomando en cuenta la
magnitud de ahorro energético, únicamente se identifican los proyectos que tienen mayor
rentabilidad. Si la inversión se recupera en poco tiempo no quiere decir que el ahorro energético o
económico sean impactantes, simplemente puede ser que la inversión requerida no sea
considerable.
Tabla 7.1. Tiempo de recuperación por alternativa
Como se puede ver cada una de las plantas tiene oportunidades diferentes.
Se presentarán los resultados totales por alternativa de cada una de las plantas, pero debido a que si
reportan completas cada una de ellas sería muy largo y repetitivo únicamente se dará el ejemplo de
una planta que haya tenido más impacto y para las ocho plantas restantes se dará de manera
resumida.
7.2 MOTORES ELÉCTRICOS Se presentan, como ejemplo, los resultados de motores de la Planta #8 que tiene un ahorro
energético y económico atractivo. El análisis se hace de acuerdo con la metodología descrita en el
capítulo anterior. Se realizaron mediciones a 14 motores, los que se considera tienen mayor impacto
energético en la planta industrial con sus respectivas características (Tabla 7.2). La demanda nominal
total asciende a de 544. 58 kW.
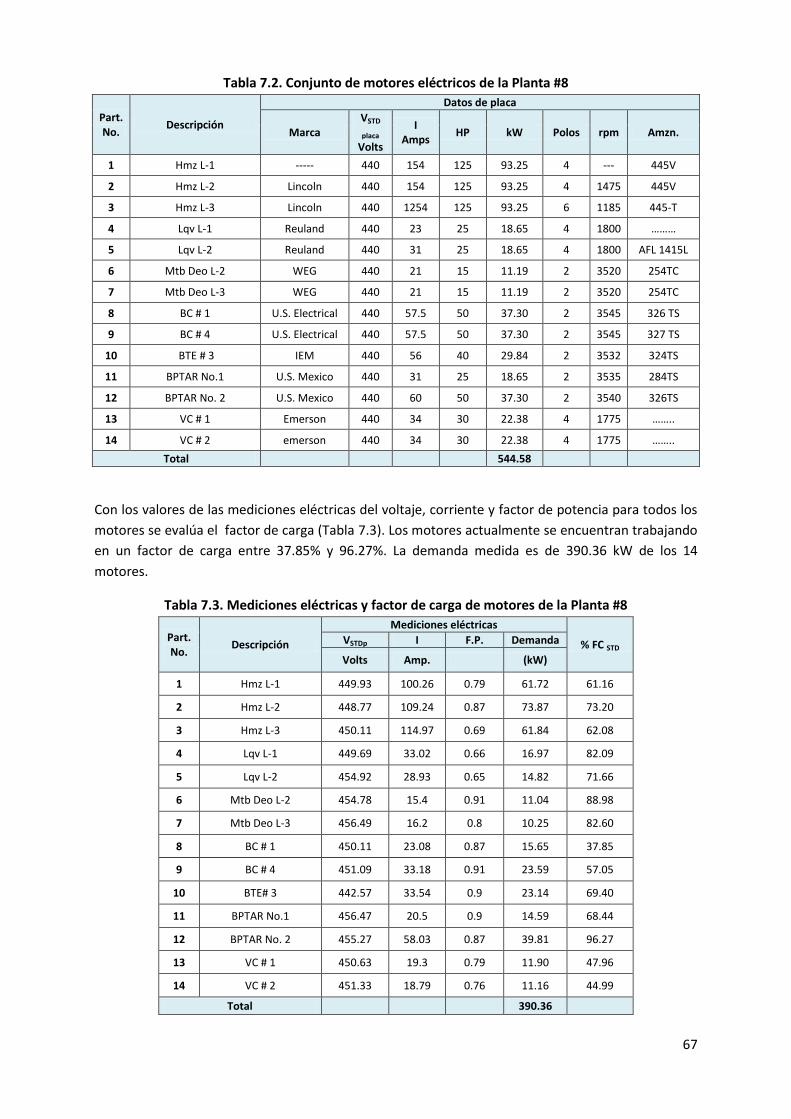
67
Tabla 7.2. Conjunto de motores eléctricos de la Planta #8
Part. No.
Descripción
Datos de placa
Marca VSTD
placa
Volts
I Amps
HP kW Polos rpm Amzn.
1 Hmz L-1 ----- 440 154 125 93.25 4 --- 445V
2 Hmz L-2 Lincoln 440 154 125 93.25 4 1475 445V
3 Hmz L-3 Lincoln 440 1254 125 93.25 6 1185 445-T
4 Lqv L-1 Reuland 440 23 25 18.65 4 1800 ………
5 Lqv L-2 Reuland 440 31 25 18.65 4 1800 AFL 1415L
6 Mtb Deo L-2 WEG 440 21 15 11.19 2 3520 254TC
7 Mtb Deo L-3 WEG 440 21 15 11.19 2 3520 254TC
8 BC # 1 U.S. Electrical 440 57.5 50 37.30 2 3545 326 TS
9 BC # 4 U.S. Electrical 440 57.5 50 37.30 2 3545 327 TS
10 BTE # 3 IEM 440 56 40 29.84 2 3532 324TS
11 BPTAR No.1 U.S. Mexico 440 31 25 18.65 2 3535 284TS
12 BPTAR No. 2 U.S. Mexico 440 60 50 37.30 2 3540 326TS
13 VC # 1 Emerson 440 34 30 22.38 4 1775 ……..
14 VC # 2 emerson 440 34 30 22.38 4 1775 ……..
Total
544.58
Con los valores de las mediciones eléctricas del voltaje, corriente y factor de potencia para todos los
motores se evalúa el factor de carga (Tabla 7.3). Los motores actualmente se encuentran trabajando
en un factor de carga entre 37.85% y 96.27%. La demanda medida es de 390.36 kW de los 14
motores.
Tabla 7.3. Mediciones eléctricas y factor de carga de motores de la Planta #8
Part. No.
Descripción
Mediciones eléctricas
% FC STD VSTDp I F.P. Demanda
Volts Amp. (kW)
1 Hmz L-1 449.93 100.26 0.79 61.72 61.16
2 Hmz L-2 448.77 109.24 0.87 73.87 73.20
3 Hmz L-3 450.11 114.97 0.69 61.84 62.08
4 Lqv L-1 449.69 33.02 0.66 16.97 82.09
5 Lqv L-2 454.92 28.93 0.65 14.82 71.66
6 Mtb Deo L-2 454.78 15.4 0.91 11.04 88.98
7 Mtb Deo L-3 456.49 16.2 0.8 10.25 82.60
8 BC # 1 450.11 23.08 0.87 15.65 37.85
9 BC # 4 451.09 33.18 0.91 23.59 57.05
10 BTE# 3 442.57 33.54 0.9 23.14 69.40
11 BPTAR No.1 456.47 20.5 0.9 14.59 68.44
12 BPTAR No. 2 455.27 58.03 0.87 39.81 96.27
13 VC # 1 450.63 19.3 0.79 11.90 47.96
14 VC # 2 451.33 18.79 0.76 11.16 44.99
Total
390.36

68
Del total de los 14 motores, 3 de ellos son de alta eficiencia así que se descartan ya que su
sustitución no se considera rentable. Lo que hace que queden 11 motores a evaluar. Se obtiene el
consumo de energía eléctrica de en los tres periodos horarios y el costo (Tabla 7.4). Cabe destacar
que no se está considerando el costo de la demanda eléctrica debido a que lo que se cobra en la
facturación es la demanda facturable que depende de la demanda en cada periodo, por esta razón el
costo real de operación del motor puede resultar mayor al que se está considerando, lo cual incidiría
favorablemente en la evaluación de la rentabilidad.
Tabla 7.4. Consumo y costo actual por motor de la Planta #8
Part. No.
Descripción
Consumo Costos
Actual Actual
Base (kWh/año)
Intermedio (kWh/año)
Punta (kWh/año)
Base (anual)
Intermedio (anual)
Punta (anual)
1 Hmz L-2 127,649 262,390 53,187 $150,281.17 $369,576.32 $123,814.02
2 Hmz L-3 106,866 219,670 44,528 $125,813.34 $309,405.20 $103,656.73
3 Lqv L-1 19,554 30,961 9,777 $23,020.92 $43,608.57 $22,759.88
4 Lqv L-2 17,069 27,026 8,535 $20,095.33 $38,066.12 $19,868.63
5 BC # 1 42,078 72,134 12,022 $49,538.43 $101,600.74 $27,986.01
6 BC # 4 63,410 108,703 18,117 $74,652.59 $153,108.18 $42,174.56
7 BTE # 3 62,198 106,625 17,771 $73,225.71 $150,181.31 $41,369.11
8 BPTAR No.1 39,210 67,217 11,203 $46,161.93 $94,675.14 $26,079.46
9 BPTAR No. 2 107,007 183,440 30,573 $125,979.34 $258,375.24 $71,170.89
10 VC # 1 31,987 54,835 9,139 $37,658.30 $77,235.10 $21,274.68
11 VC # 2 30,006 51,439 8,573 $35,326.06 $72,451.83 $19,957.09
Total 647,034 1,184,440 223,425 $761,753.12 $1,668,283.75 $520,111.06
A continuación, se procede a elaborar la propuesta de sustitución de los motores actuales estándar
por motores eficiencia Premium (Tabla 7.5). Se tiene la demanda que requiere el nuevo motor, su
consumo energético y los costos de operación. Si se sustituyeran los 11 motores se tendría una
demanda de 271.61 kW y un consumo total de 1,817,172 kWh anuales.
Tabla 7.5. Demanda, consumo y costo propuesto de motores de la Planta #8
Part. No.
Descripción
Consumo Costos
Demanda Esperado Esperado
(kW) Base
(kWh/año) Intermedio (kWh/año)
Punta (kWh/año)
Base (anual)
Intermedio (anual)
Punta (anual)
1 Hmz L-2 65.707 113,542 233,391 47,309 $133,673.00 $328,731.22 $110,130.62
2 Hmz L-3 54.966 94,981 195,239 39,576 $111,821.13 $274,994.13 $92,128.97
3 Lqv L-1 14.660 16,888 26,740 8,444 $19,882.24 $37,663.29 $19,656.79
4 Lqv L-2 12.833 14,784 23,407 7,392 $17,405.20 $32,968.76 $17,207.84
5 BC # 1 13.806 37,111 63,618 10,603 $43,690.78 $89,605.95 $24,682.72
6 BC # 4 20.980 56,394 96,676 16,113 $66,392.66 $136,168.15 $37,509.45
7 BTE # 3 20.213 54,333 93,142 15,524 $63,966.24 $131,190.51 $36,138.32
8 BPTAR No.1 12.791 34,382 58,941 9,823 $40,477.93 $83,018.40 $22,866.96
9 BPTAR No. 2 35.103 94,357 161,755 26,959 $111,086.50 $227,831.92 $62,757.86
10 VC # 1 10.614 28,530 48,909 8,152 $33,588.37 $68,888.33 $18,977.04
11 VC # 2 9.940 26,719 45,804 7,634 $31,456.28 $64,514.93 $17,771.19
Total 271.61 572,021 1,047,622 197,529 $673,440.33 $1,475,575.59 $459,827.76
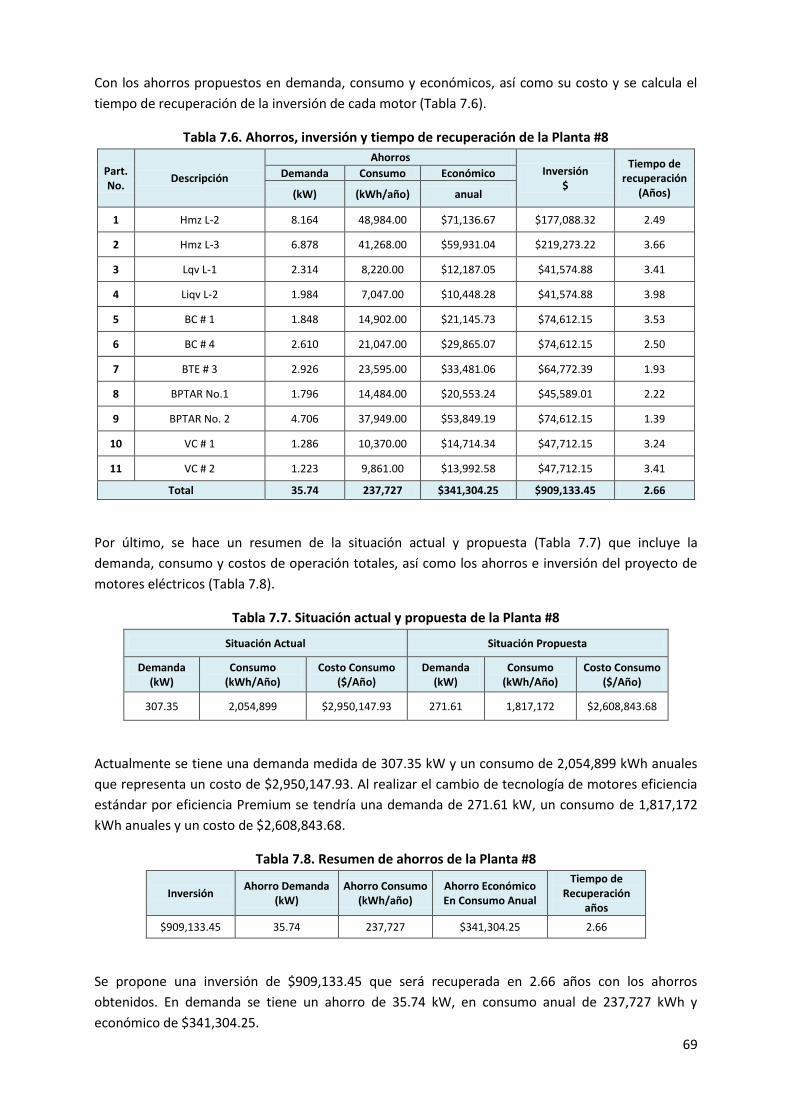
69
Con los ahorros propuestos en demanda, consumo y económicos, así como su costo y se calcula el
tiempo de recuperación de la inversión de cada motor (Tabla 7.6).
Tabla 7.6. Ahorros, inversión y tiempo de recuperación de la Planta #8
Part. No.
Descripción
Ahorros Inversión
$
Tiempo de recuperación
(Años)
Demanda Consumo Económico
(kW) (kWh/año) anual
1 Hmz L-2 8.164 48,984.00 $71,136.67 $177,088.32 2.49
2 Hmz L-3 6.878 41,268.00 $59,931.04 $219,273.22 3.66
3 Lqv L-1 2.314 8,220.00 $12,187.05 $41,574.88 3.41
4 Liqv L-2 1.984 7,047.00 $10,448.28 $41,574.88 3.98
5 BC # 1 1.848 14,902.00 $21,145.73 $74,612.15 3.53
6 BC # 4 2.610 21,047.00 $29,865.07 $74,612.15 2.50
7 BTE # 3 2.926 23,595.00 $33,481.06 $64,772.39 1.93
8 BPTAR No.1 1.796 14,484.00 $20,553.24 $45,589.01 2.22
9 BPTAR No. 2 4.706 37,949.00 $53,849.19 $74,612.15 1.39
10 VC # 1 1.286 10,370.00 $14,714.34 $47,712.15 3.24
11 VC # 2 1.223 9,861.00 $13,992.58 $47,712.15 3.41
Total 35.74 237,727 $341,304.25 $909,133.45 2.66
Por último, se hace un resumen de la situación actual y propuesta (Tabla 7.7) que incluye la
demanda, consumo y costos de operación totales, así como los ahorros e inversión del proyecto de
motores eléctricos (Tabla 7.8).
Tabla 7.7. Situación actual y propuesta de la Planta #8
Situación Actual Situación Propuesta
Demanda (kW)
Consumo (kWh/Año)
Costo Consumo ($/Año)
Demanda (kW)
Consumo (kWh/Año)
Costo Consumo ($/Año)
307.35 2,054,899 $2,950,147.93 271.61 1,817,172 $2,608,843.68
Actualmente se tiene una demanda medida de 307.35 kW y un consumo de 2,054,899 kWh anuales
que representa un costo de $2,950,147.93. Al realizar el cambio de tecnología de motores eficiencia
estándar por eficiencia Premium se tendría una demanda de 271.61 kW, un consumo de 1,817,172
kWh anuales y un costo de $2,608,843.68.
Tabla 7.8. Resumen de ahorros de la Planta #8
Inversión Ahorro Demanda
(kW) Ahorro Consumo
(kWh/año) Ahorro Económico En Consumo Anual
Tiempo de Recuperación
años
$909,133.45 35.74 237,727 $341,304.25 2.66
Se propone una inversión de $909,133.45 que será recuperada en 2.66 años con los ahorros
obtenidos. En demanda se tiene un ahorro de 35.74 kW, en consumo anual de 237,727 kWh y
económico de $341,304.25.
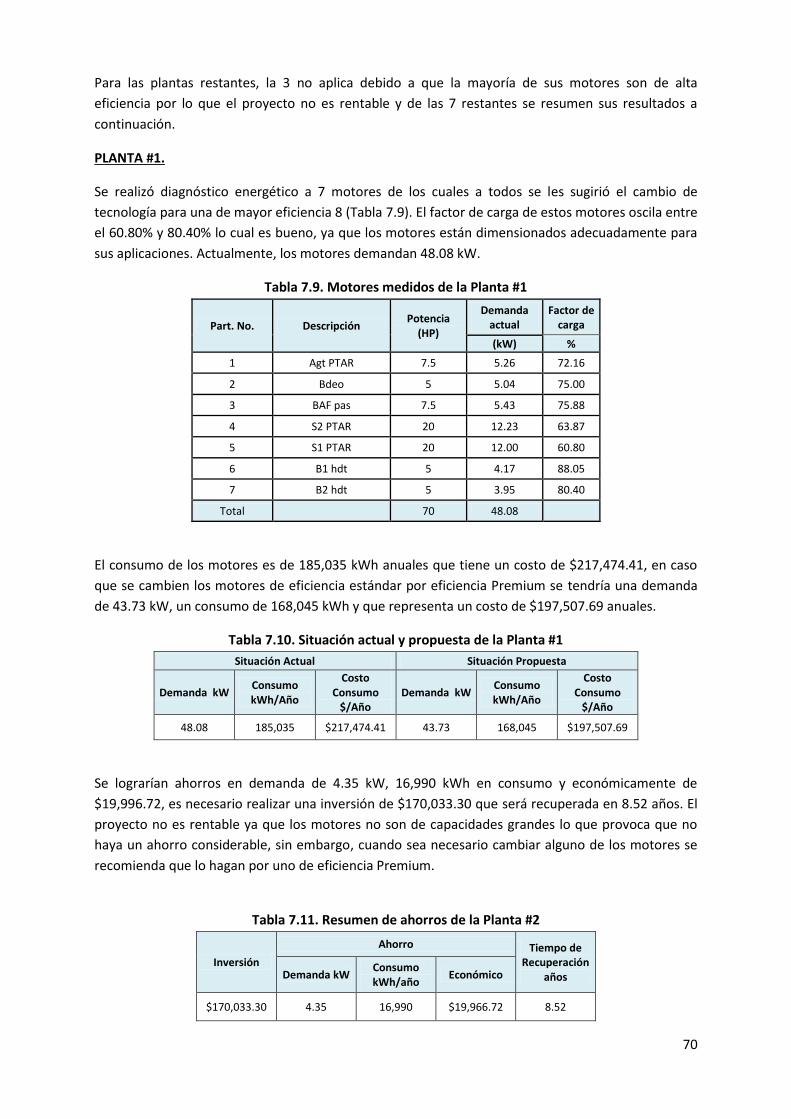
70
Para las plantas restantes, la 3 no aplica debido a que la mayoría de sus motores son de alta
eficiencia por lo que el proyecto no es rentable y de las 7 restantes se resumen sus resultados a
continuación.
PLANTA #1.
Se realizó diagnóstico energético a 7 motores de los cuales a todos se les sugirió el cambio de
tecnología para una de mayor eficiencia 8 (Tabla 7.9). El factor de carga de estos motores oscila entre
el 60.80% y 80.40% lo cual es bueno, ya que los motores están dimensionados adecuadamente para
sus aplicaciones. Actualmente, los motores demandan 48.08 kW.
Tabla 7.9. Motores medidos de la Planta #1
Part. No. Descripción Potencia
(HP)
Demanda actual
Factor de carga
(kW) %
1 Agt PTAR 7.5 5.26 72.16
2 Bdeo 5 5.04 75.00
3 BAF pas 7.5 5.43 75.88
4 S2 PTAR 20 12.23 63.87
5 S1 PTAR 20 12.00 60.80
6 B1 hdt 5 4.17 88.05
7 B2 hdt 5 3.95 80.40
Total
70 48.08
El consumo de los motores es de 185,035 kWh anuales que tiene un costo de $217,474.41, en caso
que se cambien los motores de eficiencia estándar por eficiencia Premium se tendría una demanda
de 43.73 kW, un consumo de 168,045 kWh y que representa un costo de $197,507.69 anuales.
Tabla 7.10. Situación actual y propuesta de la Planta #1
Situación Actual Situación Propuesta
Demanda kW Consumo kWh/Año
Costo Consumo
$/Año Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
48.08 185,035 $217,474.41 43.73 168,045 $197,507.69
Se lograrían ahorros en demanda de 4.35 kW, 16,990 kWh en consumo y económicamente de
$19,996.72, es necesario realizar una inversión de $170,033.30 que será recuperada en 8.52 años. El
proyecto no es rentable ya que los motores no son de capacidades grandes lo que provoca que no
haya un ahorro considerable, sin embargo, cuando sea necesario cambiar alguno de los motores se
recomienda que lo hagan por uno de eficiencia Premium.
Tabla 7.11. Resumen de ahorros de la Planta #2
Inversión
Ahorro Tiempo de Recuperación
años Demanda kW Consumo kWh/año
Económico
$170,033.30 4.35 16,990 $19,966.72 8.52
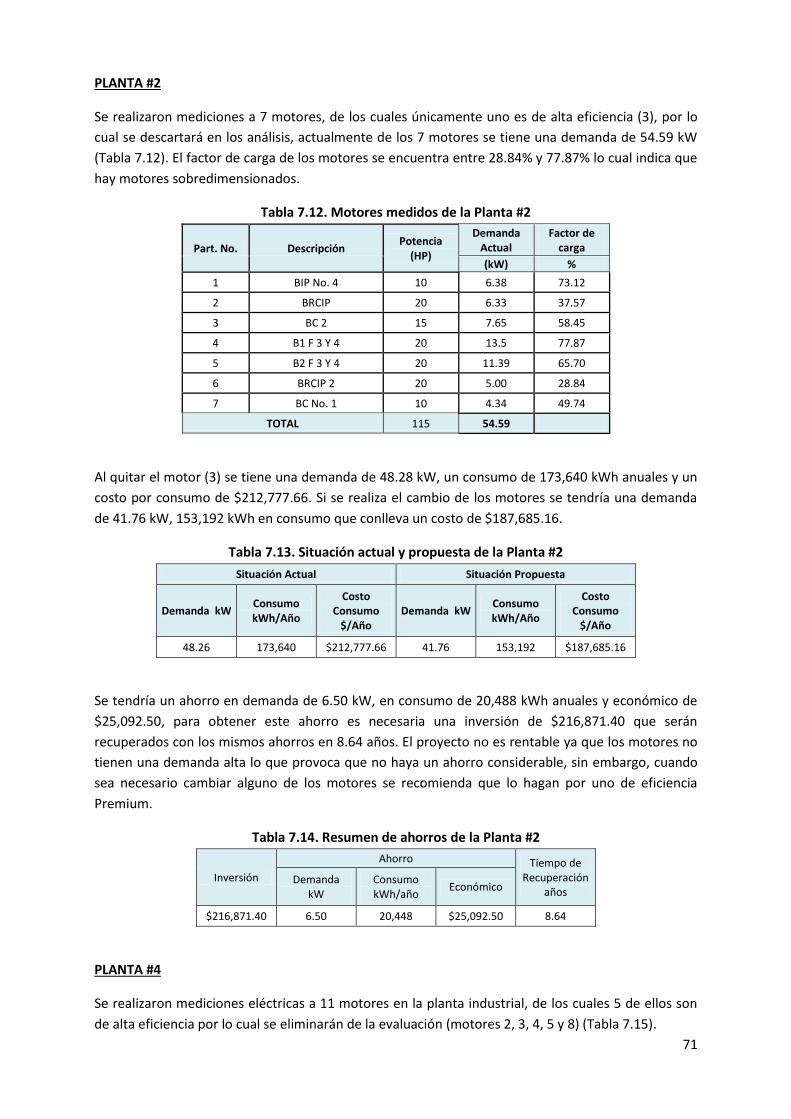
71
PLANTA #2
Se realizaron mediciones a 7 motores, de los cuales únicamente uno es de alta eficiencia (3), por lo
cual se descartará en los análisis, actualmente de los 7 motores se tiene una demanda de 54.59 kW
(Tabla 7.12). El factor de carga de los motores se encuentra entre 28.84% y 77.87% lo cual indica que
hay motores sobredimensionados.
Tabla 7.12. Motores medidos de la Planta #2
Part. No. Descripción Potencia
(HP)
Demanda Actual
Factor de carga
(kW) %
1 BIP No. 4 10 6.38 73.12
2 BRCIP 20 6.33 37.57
3 BC 2 15 7.65 58.45
4 B1 F 3 Y 4 20 13.5 77.87
5 B2 F 3 Y 4 20 11.39 65.70
6 BRCIP 2 20 5.00 28.84
7 BC No. 1 10 4.34 49.74
TOTAL 115 54.59
Al quitar el motor (3) se tiene una demanda de 48.28 kW, un consumo de 173,640 kWh anuales y un
costo por consumo de $212,777.66. Si se realiza el cambio de los motores se tendría una demanda
de 41.76 kW, 153,192 kWh en consumo que conlleva un costo de $187,685.16.
Tabla 7.13. Situación actual y propuesta de la Planta #2
Situación Actual Situación Propuesta
Demanda kW Consumo kWh/Año
Costo Consumo
$/Año Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
48.26 173,640 $212,777.66 41.76 153,192 $187,685.16
Se tendría un ahorro en demanda de 6.50 kW, en consumo de 20,488 kWh anuales y económico de
$25,092.50, para obtener este ahorro es necesaria una inversión de $216,871.40 que serán
recuperados con los mismos ahorros en 8.64 años. El proyecto no es rentable ya que los motores no
tienen una demanda alta lo que provoca que no haya un ahorro considerable, sin embargo, cuando
sea necesario cambiar alguno de los motores se recomienda que lo hagan por uno de eficiencia
Premium.
Tabla 7.14. Resumen de ahorros de la Planta #2
Inversión
Ahorro Tiempo de Recuperación
años Demanda
kW Consumo kWh/año
Económico
$216,871.40 6.50 20,448 $25,092.50 8.64
PLANTA #4
Se realizaron mediciones eléctricas a 11 motores en la planta industrial, de los cuales 5 de ellos son
de alta eficiencia por lo cual se eliminarán de la evaluación (motores 2, 3, 4, 5 y 8) (Tabla 7.15).
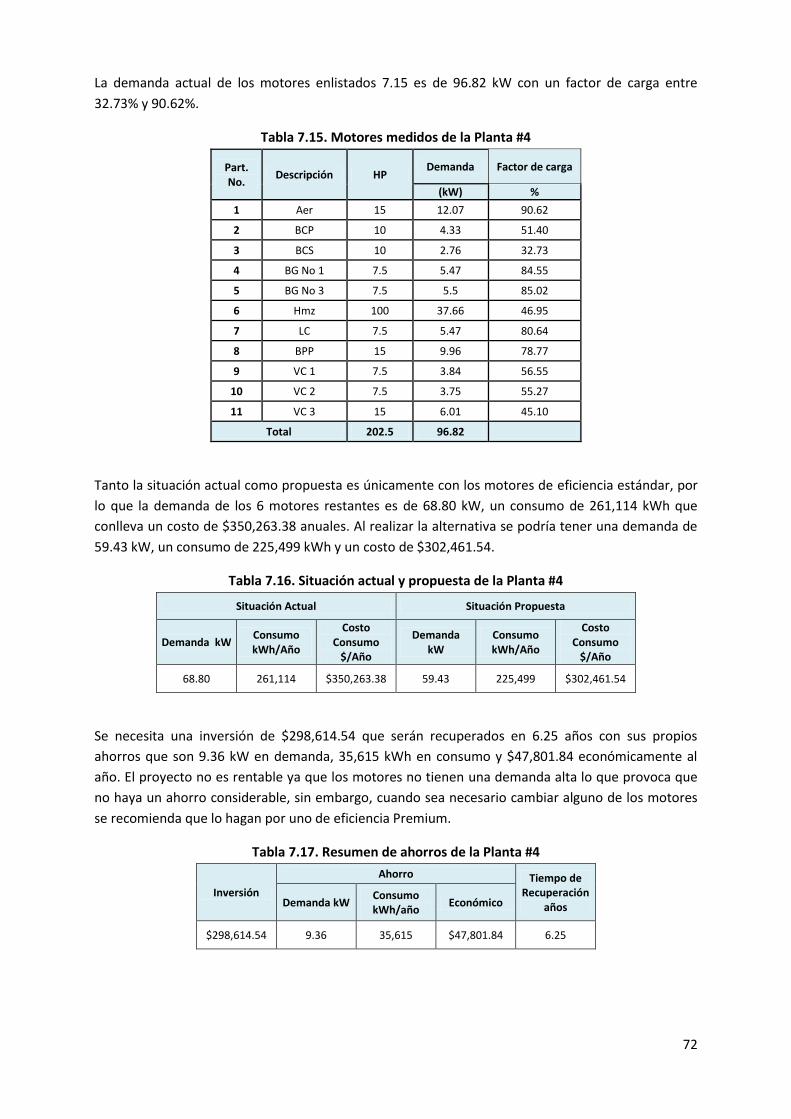
72
La demanda actual de los motores enlistados 7.15 es de 96.82 kW con un factor de carga entre
32.73% y 90.62%.
Tabla 7.15. Motores medidos de la Planta #4
Part. No.
Descripción HP Demanda Factor de carga
(kW) %
1 Aer 15 12.07 90.62
2 BCP 10 4.33 51.40
3 BCS 10 2.76 32.73
4 BG No 1 7.5 5.47 84.55
5 BG No 3 7.5 5.5 85.02
6 Hmz 100 37.66 46.95
7 LC 7.5 5.47 80.64
8 BPP 15 9.96 78.77
9 VC 1 7.5 3.84 56.55
10 VC 2 7.5 3.75 55.27
11 VC 3 15 6.01 45.10
Total 202.5 96.82
Tanto la situación actual como propuesta es únicamente con los motores de eficiencia estándar, por
lo que la demanda de los 6 motores restantes es de 68.80 kW, un consumo de 261,114 kWh que
conlleva un costo de $350,263.38 anuales. Al realizar la alternativa se podría tener una demanda de
59.43 kW, un consumo de 225,499 kWh y un costo de $302,461.54.
Tabla 7.16. Situación actual y propuesta de la Planta #4
Situación Actual Situación Propuesta
Demanda kW Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
68.80 261,114 $350,263.38 59.43 225,499 $302,461.54
Se necesita una inversión de $298,614.54 que serán recuperados en 6.25 años con sus propios
ahorros que son 9.36 kW en demanda, 35,615 kWh en consumo y $47,801.84 económicamente al
año. El proyecto no es rentable ya que los motores no tienen una demanda alta lo que provoca que
no haya un ahorro considerable, sin embargo, cuando sea necesario cambiar alguno de los motores
se recomienda que lo hagan por uno de eficiencia Premium.
Tabla 7.17. Resumen de ahorros de la Planta #4
Inversión
Ahorro Tiempo de Recuperación
años Demanda kW Consumo kWh/año
Económico
$298,614.54 9.36 35,615 $47,801.84 6.25
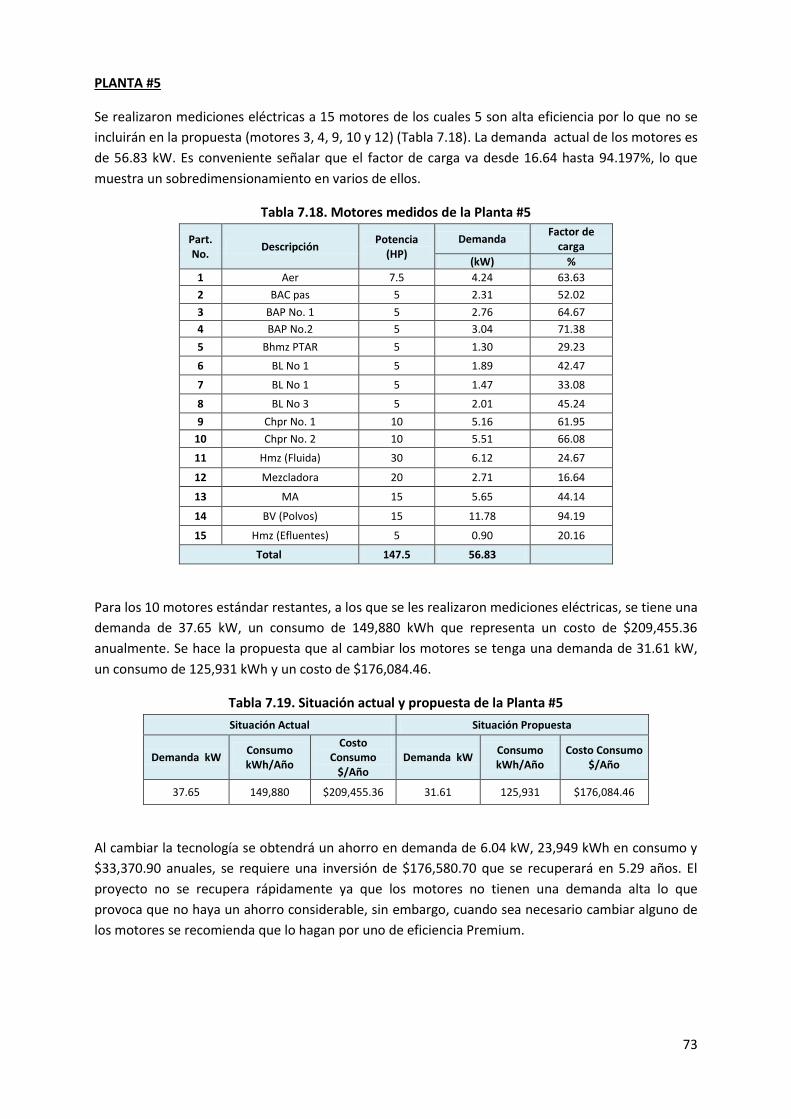
73
PLANTA #5
Se realizaron mediciones eléctricas a 15 motores de los cuales 5 son alta eficiencia por lo que no se
incluirán en la propuesta (motores 3, 4, 9, 10 y 12) (Tabla 7.18). La demanda actual de los motores es
de 56.83 kW. Es conveniente señalar que el factor de carga va desde 16.64 hasta 94.197%, lo que
muestra un sobredimensionamiento en varios de ellos.
Tabla 7.18. Motores medidos de la Planta #5
Part. No.
Descripción Potencia
(HP)
Demanda Factor de
carga
(kW) %
1 Aer 7.5 4.24 63.63
2 BAC pas 5 2.31 52.02
3 BAP No. 1 5 2.76 64.67
4 BAP No.2 5 3.04 71.38
5 Bhmz PTAR 5 1.30 29.23
6 BL No 1 5 1.89 42.47
7 BL No 1 5 1.47 33.08
8 BL No 3 5 2.01 45.24
9 Chpr No. 1 10 5.16 61.95
10 Chpr No. 2 10 5.51 66.08
11 Hmz (Fluida) 30 6.12 24.67
12 Mezcladora 20 2.71 16.64
13 MA 15 5.65 44.14
14 BV (Polvos) 15 11.78 94.19
15 Hmz (Efluentes) 5 0.90 20.16
Total 147.5 56.83
Para los 10 motores estándar restantes, a los que se les realizaron mediciones eléctricas, se tiene una
demanda de 37.65 kW, un consumo de 149,880 kWh que representa un costo de $209,455.36
anualmente. Se hace la propuesta que al cambiar los motores se tenga una demanda de 31.61 kW,
un consumo de 125,931 kWh y un costo de $176,084.46.
Tabla 7.19. Situación actual y propuesta de la Planta #5
Situación Actual Situación Propuesta
Demanda kW Consumo kWh/Año
Costo Consumo
$/Año Demanda kW
Consumo kWh/Año
Costo Consumo $/Año
37.65 149,880 $209,455.36 31.61 125,931 $176,084.46
Al cambiar la tecnología se obtendrá un ahorro en demanda de 6.04 kW, 23,949 kWh en consumo y
$33,370.90 anuales, se requiere una inversión de $176,580.70 que se recuperará en 5.29 años. El
proyecto no se recupera rápidamente ya que los motores no tienen una demanda alta lo que
provoca que no haya un ahorro considerable, sin embargo, cuando sea necesario cambiar alguno de
los motores se recomienda que lo hagan por uno de eficiencia Premium.
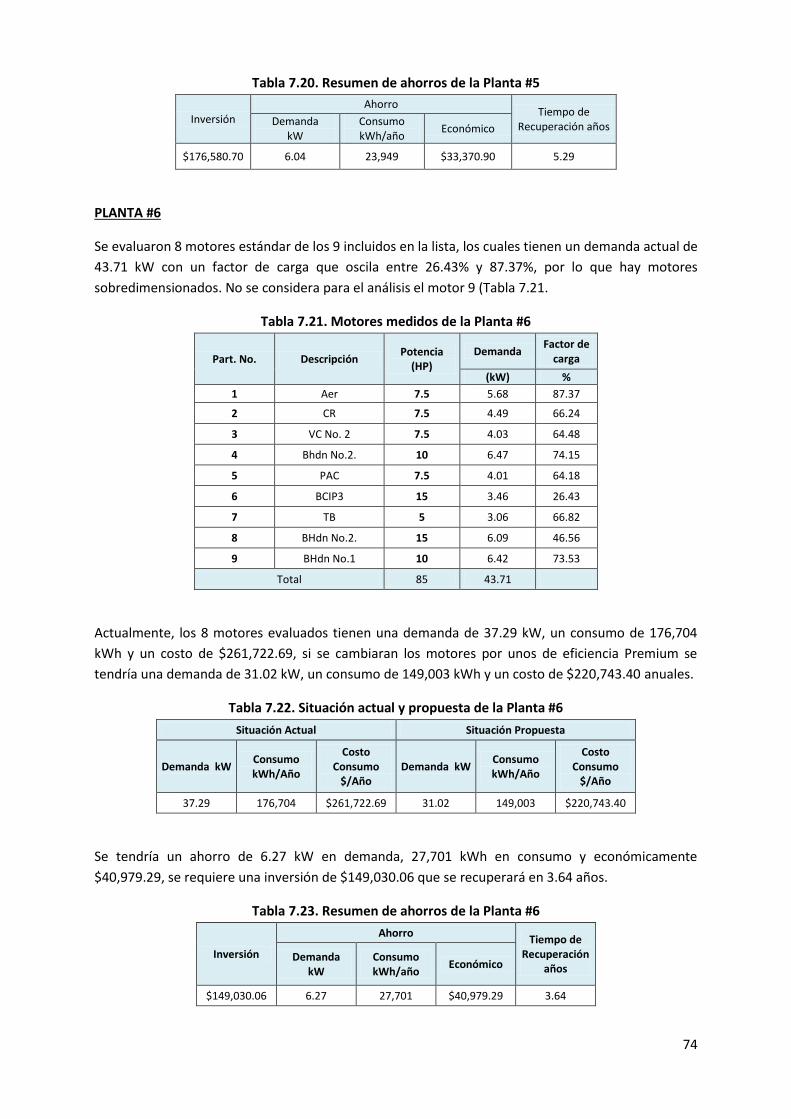
74
Tabla 7.20. Resumen de ahorros de la Planta #5
Inversión
Ahorro Tiempo de
Recuperación años Demanda kW
Consumo kWh/año
Económico
$176,580.70 6.04 23,949 $33,370.90 5.29
PLANTA #6
Se evaluaron 8 motores estándar de los 9 incluidos en la lista, los cuales tienen un demanda actual de
43.71 kW con un factor de carga que oscila entre 26.43% y 87.37%, por lo que hay motores
sobredimensionados. No se considera para el análisis el motor 9 (Tabla 7.21.
Tabla 7.21. Motores medidos de la Planta #6
Part. No. Descripción Potencia
(HP) Demanda
Factor de carga
(kW) %
1 Aer 7.5 5.68 87.37
2 CR 7.5 4.49 66.24
3 VC No. 2 7.5 4.03 64.48
4 Bhdn No.2. 10 6.47 74.15
5 PAC 7.5 4.01 64.18
6 BCIP3 15 3.46 26.43
7 TB 5 3.06 66.82
8 BHdn No.2. 15 6.09 46.56
9 BHdn No.1 10 6.42 73.53
Total 85 43.71
Actualmente, los 8 motores evaluados tienen una demanda de 37.29 kW, un consumo de 176,704
kWh y un costo de $261,722.69, si se cambiaran los motores por unos de eficiencia Premium se
tendría una demanda de 31.02 kW, un consumo de 149,003 kWh y un costo de $220,743.40 anuales.
Tabla 7.22. Situación actual y propuesta de la Planta #6
Situación Actual Situación Propuesta
Demanda kW Consumo kWh/Año
Costo Consumo
$/Año Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
37.29 176,704 $261,722.69 31.02 149,003 $220,743.40
Se tendría un ahorro de 6.27 kW en demanda, 27,701 kWh en consumo y económicamente
$40,979.29, se requiere una inversión de $149,030.06 que se recuperará en 3.64 años.
Tabla 7.23. Resumen de ahorros de la Planta #6
Inversión
Ahorro Tiempo de
Recuperación años
Demanda kW
Consumo kWh/año
Económico
$149,030.06 6.27 27,701 $40,979.29 3.64
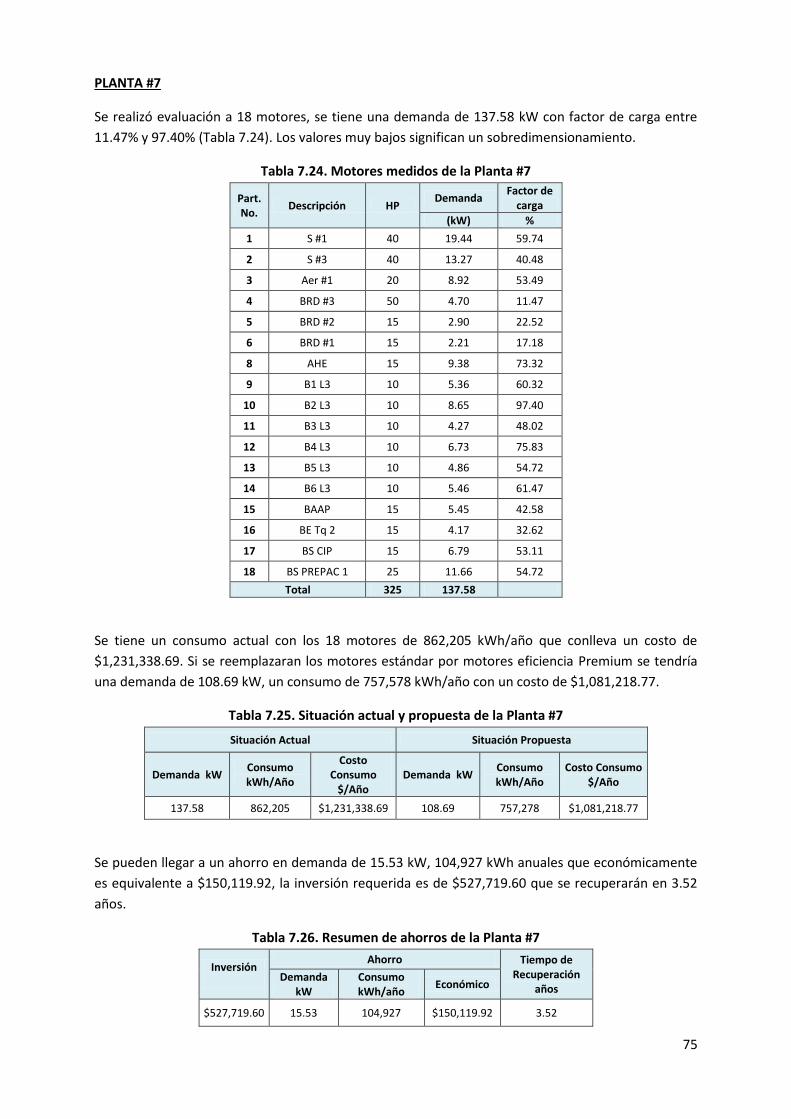
75
PLANTA #7
Se realizó evaluación a 18 motores, se tiene una demanda de 137.58 kW con factor de carga entre
11.47% y 97.40% (Tabla 7.24). Los valores muy bajos significan un sobredimensionamiento.
Tabla 7.24. Motores medidos de la Planta #7
Part. No.
Descripción HP Demanda
Factor de carga
(kW) %
1 S #1 40 19.44 59.74
2 S #3 40 13.27 40.48
3 Aer #1 20 8.92 53.49
4 BRD #3 50 4.70 11.47
5 BRD #2 15 2.90 22.52
6 BRD #1 15 2.21 17.18
8 AHE 15 9.38 73.32
9 B1 L3 10 5.36 60.32
10 B2 L3 10 8.65 97.40
11 B3 L3 10 4.27 48.02
12 B4 L3 10 6.73 75.83
13 B5 L3 10 4.86 54.72
14 B6 L3 10 5.46 61.47
15 BAAP 15 5.45 42.58
16 BE Tq 2 15 4.17 32.62
17 BS CIP 15 6.79 53.11
18 BS PREPAC 1 25 11.66 54.72
Total 325 137.58
Se tiene un consumo actual con los 18 motores de 862,205 kWh/año que conlleva un costo de
$1,231,338.69. Si se reemplazaran los motores estándar por motores eficiencia Premium se tendría
una demanda de 108.69 kW, un consumo de 757,578 kWh/año con un costo de $1,081,218.77.
Tabla 7.25. Situación actual y propuesta de la Planta #7
Situación Actual Situación Propuesta
Demanda kW Consumo kWh/Año
Costo Consumo
$/Año Demanda kW
Consumo kWh/Año
Costo Consumo $/Año
137.58 862,205 $1,231,338.69 108.69 757,278 $1,081,218.77
Se pueden llegar a un ahorro en demanda de 15.53 kW, 104,927 kWh anuales que económicamente
es equivalente a $150,119.92, la inversión requerida es de $527,719.60 que se recuperarán en 3.52
años.
Tabla 7.26. Resumen de ahorros de la Planta #7
Inversión
Ahorro Tiempo de Recuperación
años Demanda
kW Consumo kWh/año
Económico
$527,719.60 15.53 104,927 $150,119.92 3.52
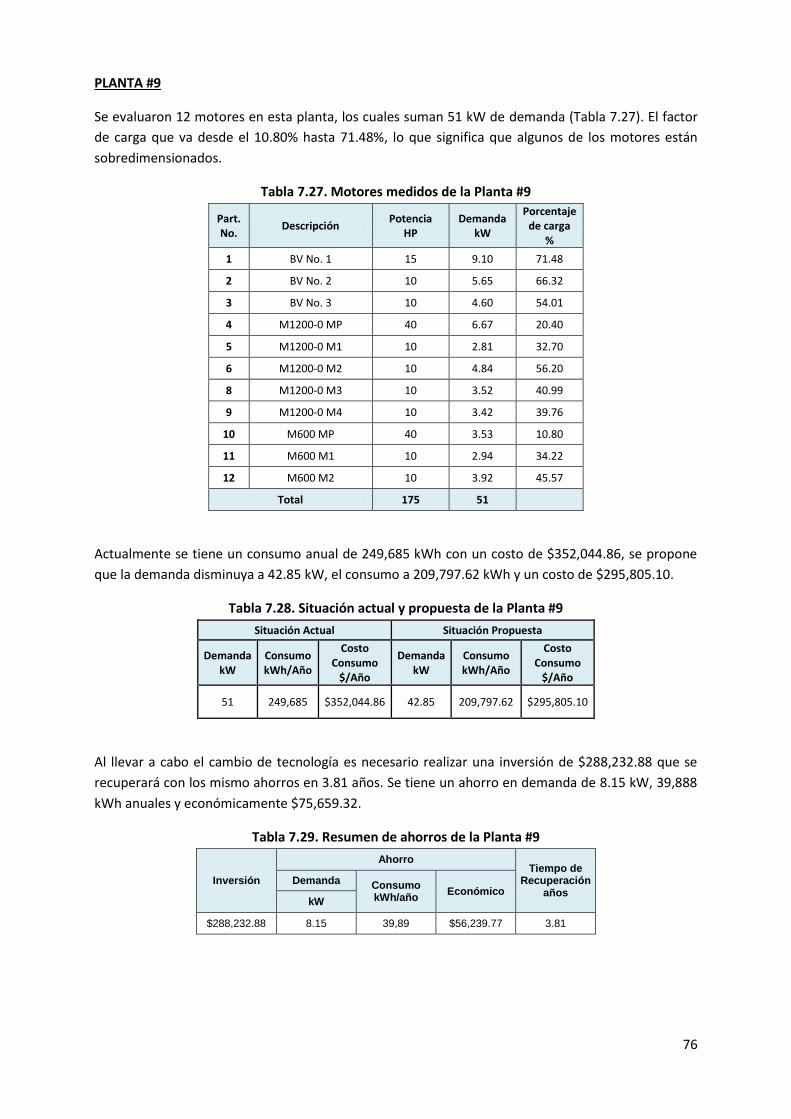
76
PLANTA #9
Se evaluaron 12 motores en esta planta, los cuales suman 51 kW de demanda (Tabla 7.27). El factor
de carga que va desde el 10.80% hasta 71.48%, lo que significa que algunos de los motores están
sobredimensionados.
Tabla 7.27. Motores medidos de la Planta #9
Part. No.
Descripción Potencia
HP Demanda
kW
Porcentaje de carga
%
1 BV No. 1 15 9.10 71.48
2 BV No. 2 10 5.65 66.32
3 BV No. 3 10 4.60 54.01
4 M1200-0 MP 40 6.67 20.40
5 M1200-0 M1 10 2.81 32.70
6 M1200-0 M2 10 4.84 56.20
8 M1200-0 M3 10 3.52 40.99
9 M1200-0 M4 10 3.42 39.76
10 M600 MP 40 3.53 10.80
11 M600 M1 10 2.94 34.22
12 M600 M2 10 3.92 45.57
Total 175 51
Actualmente se tiene un consumo anual de 249,685 kWh con un costo de $352,044.86, se propone
que la demanda disminuya a 42.85 kW, el consumo a 209,797.62 kWh y un costo de $295,805.10.
Tabla 7.28. Situación actual y propuesta de la Planta #9
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
51 249,685 $352,044.86 42.85 209,797.62 $295,805.10
Al llevar a cabo el cambio de tecnología es necesario realizar una inversión de $288,232.88 que se
recuperará con los mismo ahorros en 3.81 años. Se tiene un ahorro en demanda de 8.15 kW, 39,888
kWh anuales y económicamente $75,659.32.
Tabla 7.29. Resumen de ahorros de la Planta #9
Inversión
Ahorro Tiempo de
Recuperación años
Demanda Consumo kWh/año
Económico kW
$288,232.88 8.15 39,89 $56,239.77 3.81
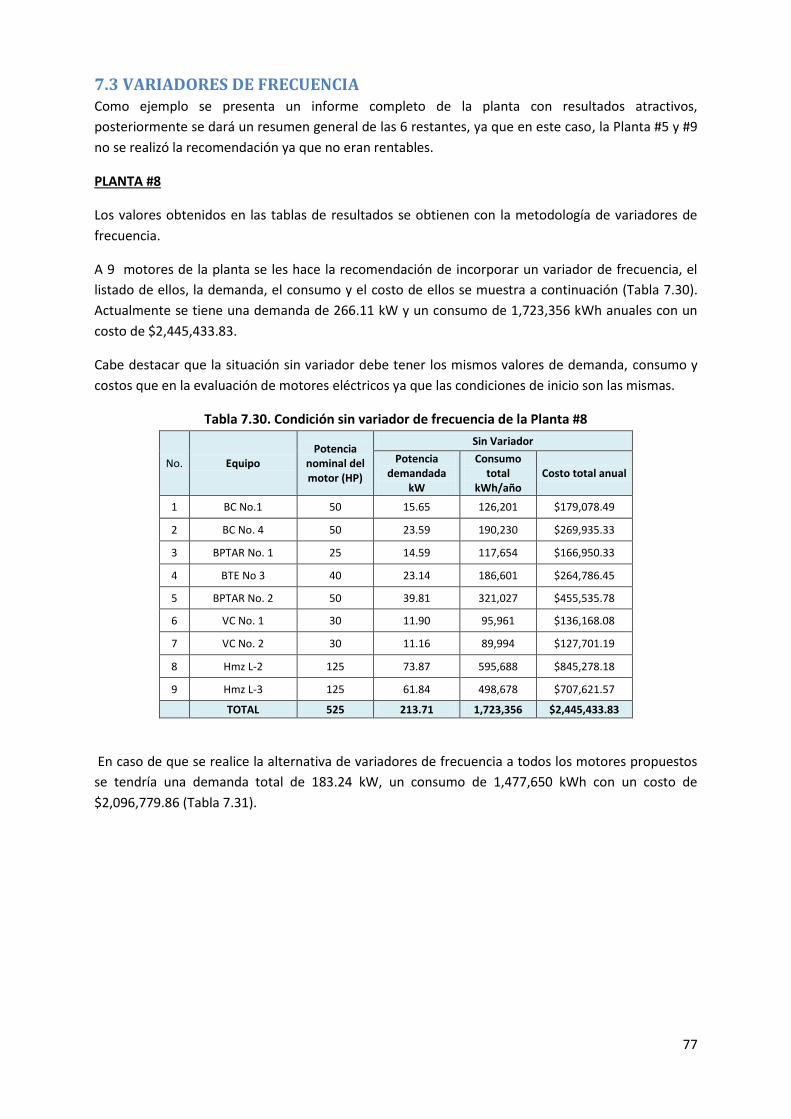
77
7.3 VARIADORES DE FRECUENCIA Como ejemplo se presenta un informe completo de la planta con resultados atractivos,
posteriormente se dará un resumen general de las 6 restantes, ya que en este caso, la Planta #5 y #9
no se realizó la recomendación ya que no eran rentables.
PLANTA #8
Los valores obtenidos en las tablas de resultados se obtienen con la metodología de variadores de
frecuencia.
A 9 motores de la planta se les hace la recomendación de incorporar un variador de frecuencia, el
listado de ellos, la demanda, el consumo y el costo de ellos se muestra a continuación (Tabla 7.30).
Actualmente se tiene una demanda de 266.11 kW y un consumo de 1,723,356 kWh anuales con un
costo de $2,445,433.83.
Cabe destacar que la situación sin variador debe tener los mismos valores de demanda, consumo y
costos que en la evaluación de motores eléctricos ya que las condiciones de inicio son las mismas.
Tabla 7.30. Condición sin variador de frecuencia de la Planta #8
No. Equipo Potencia
nominal del motor (HP)
Sin Variador
Potencia demandada
kW
Consumo total
kWh/año Costo total anual
1 BC No.1 50 15.65 126,201 $179,078.49
2 BC No. 4 50 23.59 190,230 $269,935.33
3 BPTAR No. 1 25 14.59 117,654 $166,950.33
4 BTE No 3 40 23.14 186,601 $264,786.45
5 BPTAR No. 2 50 39.81 321,027 $455,535.78
6 VC No. 1 30 11.90 95,961 $136,168.08
7 VC No. 2 30 11.16 89,994 $127,701.19
8 Hmz L-2 125 73.87 595,688 $845,278.18
9 Hmz L-3 125 61.84 498,678 $707,621.57
TOTAL 525 213.71 1,723,356 $2,445,433.83
En caso de que se realice la alternativa de variadores de frecuencia a todos los motores propuestos
se tendría una demanda total de 183.24 kW, un consumo de 1,477,650 kWh con un costo de
$2,096,779.86 (Tabla 7.31).
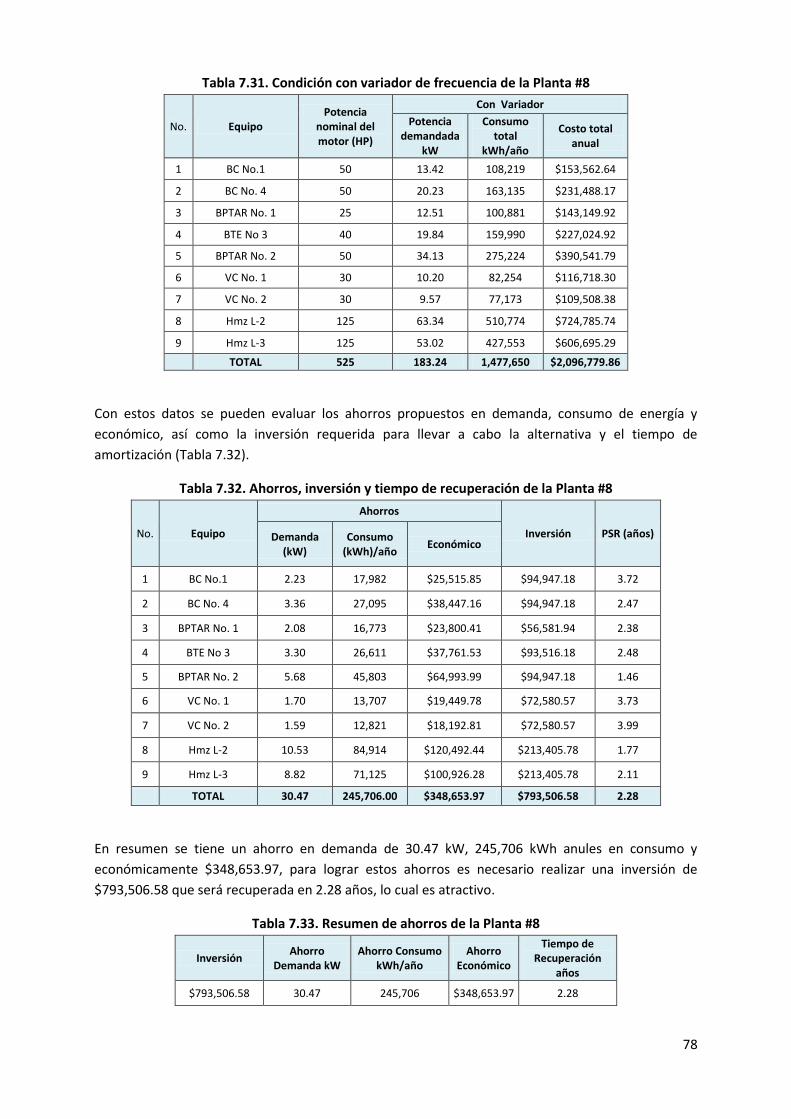
78
Tabla 7.31. Condición con variador de frecuencia de la Planta #8
No. Equipo Potencia
nominal del motor (HP)
Con Variador
Potencia demandada
kW
Consumo total
kWh/año
Costo total anual
1 BC No.1 50 13.42 108,219 $153,562.64
2 BC No. 4 50 20.23 163,135 $231,488.17
3 BPTAR No. 1 25 12.51 100,881 $143,149.92
4 BTE No 3 40 19.84 159,990 $227,024.92
5 BPTAR No. 2 50 34.13 275,224 $390,541.79
6 VC No. 1 30 10.20 82,254 $116,718.30
7 VC No. 2 30 9.57 77,173 $109,508.38
8 Hmz L-2 125 63.34 510,774 $724,785.74
9 Hmz L-3 125 53.02 427,553 $606,695.29
TOTAL 525 183.24 1,477,650 $2,096,779.86
Con estos datos se pueden evaluar los ahorros propuestos en demanda, consumo de energía y
económico, así como la inversión requerida para llevar a cabo la alternativa y el tiempo de
amortización (Tabla 7.32).
Tabla 7.32. Ahorros, inversión y tiempo de recuperación de la Planta #8
No. Equipo
Ahorros
Inversión PSR (años) Demanda (kW)
Consumo (kWh)/año
Económico
1 BC No.1 2.23 17,982 $25,515.85 $94,947.18 3.72
2 BC No. 4 3.36 27,095 $38,447.16 $94,947.18 2.47
3 BPTAR No. 1 2.08 16,773 $23,800.41 $56,581.94 2.38
4 BTE No 3 3.30 26,611 $37,761.53 $93,516.18 2.48
5 BPTAR No. 2 5.68 45,803 $64,993.99 $94,947.18 1.46
6 VC No. 1 1.70 13,707 $19,449.78 $72,580.57 3.73
7 VC No. 2 1.59 12,821 $18,192.81 $72,580.57 3.99
8 Hmz L-2 10.53 84,914 $120,492.44 $213,405.78 1.77
9 Hmz L-3 8.82 71,125 $100,926.28 $213,405.78 2.11
TOTAL 30.47 245,706.00 $348,653.97 $793,506.58 2.28
En resumen se tiene un ahorro en demanda de 30.47 kW, 245,706 kWh anules en consumo y
económicamente $348,653.97, para lograr estos ahorros es necesario realizar una inversión de
$793,506.58 que será recuperada en 2.28 años, lo cual es atractivo.
Tabla 7.33. Resumen de ahorros de la Planta #8
Inversión Ahorro
Demanda kW Ahorro Consumo
kWh/año Ahorro
Económico
Tiempo de Recuperación
años
$793,506.58 30.47 245,706 $348,653.97 2.28

79
PLANTA #1
Se hace la recomendación de variadores de frecuencia a 3 motores en esta planta (Tabla 7.34).
Tabla 7.34. Motores seleccionados y demanda de la Planta #1
No. Equipo Potencia
nominal del motor (HP)
Potencia demandada
kW
1 Agit PTAR 7.5 5.26
2 S2 PTAR 20.0 12.23
3 S1 PTAR 20.0 12.00
TOTAL 47.5 29.49
En la condición inicial (sin variador de frecuencia) de los 3 motores se tiene una demanda de 29.29
kW, un consumo de 99,029 kWh/año y un costo de $134,206.12 anuales. Al instalar los variadores de
frecuencia se tendría una demanda de 25.29 kW, un consumo de 84,911 kWh y un costo de
$115,087.23 al año.
Tabla 7.35. Situación con y sin variador de velocidad de la Planta #1
Situación sin variador Situación con variador
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
29.49 99,029 $134,206.12 25.29 84,911 $115,087.23
En resumen se tiene un ahorro de 4.20 kW en demanda, 14,118 kWh anuales en consumo y
económico $19,118.89, para lograr estos ahorros es necesario realizar una inversión de $136,805.34
que se recuperarán en 7.16 años. Lo cual es poco atractivo.
Tabla 7.36. Resumen de ahorros de la Planta #1
Inversión $
Ahorro Tiempo de Recuperación
años Demanda
kW Consumo kWh/año
Económico $
$136,805.34 4.20 14,118 $19,118.89 7.16
PLANTA #2
En la Planta #2 se realiza la propuesta de variadores de frecuencia a los 5 de los 6 motores a los que
se les realizó evaluación. (Tabla 7.37).
Actualmente se tiene una demanda de 43.26 kW, un consumo de 155,227 kWh anuales con un costo
de $220,883.17, al instalar variadores la demanda sería de 37.09 kW, el consumo 133,089 kWh y su
costo $189,381.90 (Tabla 7.38).
Se pueden alcanzar ahorros de 7.78 kW en demanda, 25,739 kWh en consumo y $36,617.24
económicamente. Es necesaria una inversión de $219,073.82 que se recuperará en 6.95 años (Tabla
7.39).
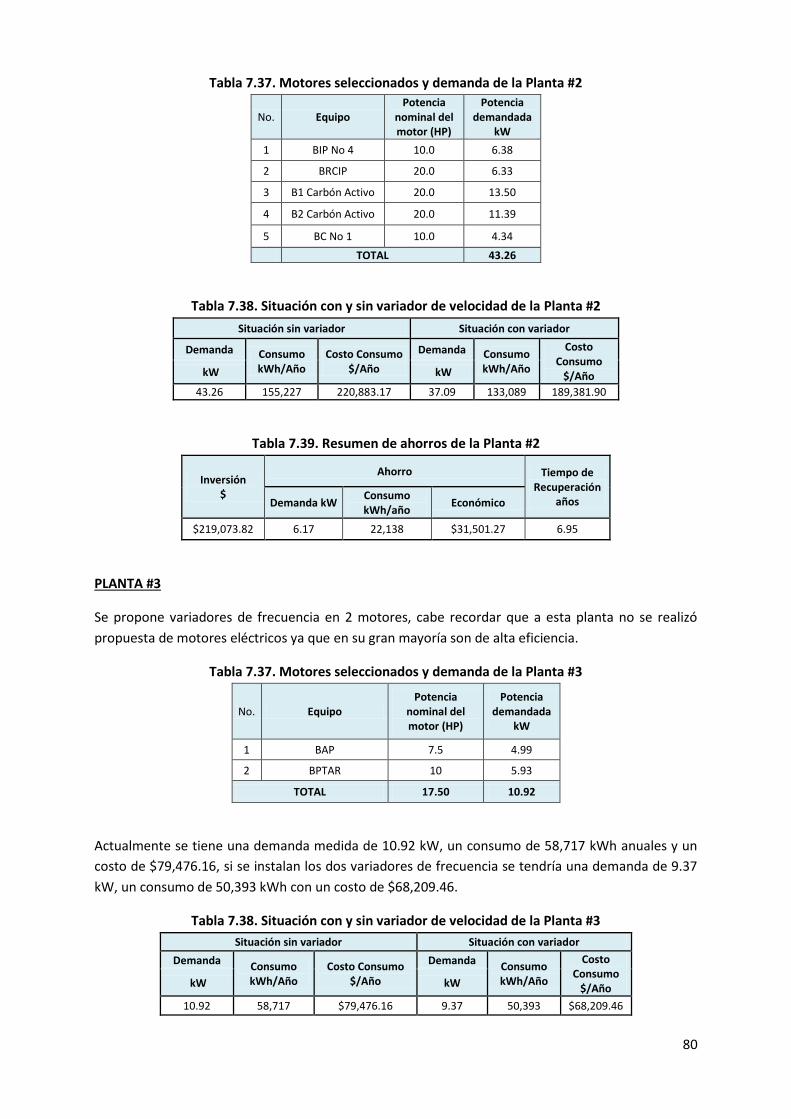
80
Tabla 7.37. Motores seleccionados y demanda de la Planta #2
No. Equipo Potencia
nominal del motor (HP)
Potencia demandada
kW
1 BIP No 4 10.0 6.38
2 BRCIP 20.0 6.33
3 B1 Carbón Activo 20.0 13.50
4 B2 Carbón Activo 20.0 11.39
5 BC No 1 10.0 4.34
TOTAL 43.26
Tabla 7.38. Situación con y sin variador de velocidad de la Planta #2
Situación sin variador Situación con variador
Demanda Consumo kWh/Año
Costo Consumo $/Año
Demanda Consumo kWh/Año
Costo Consumo
$/Año kW kW
43.26 155,227 220,883.17 37.09 133,089 189,381.90
Tabla 7.39. Resumen de ahorros de la Planta #2
Inversión $
Ahorro Tiempo de Recuperación
años Demanda kW Consumo kWh/año
Económico
$219,073.82 6.17 22,138 $31,501.27 6.95
PLANTA #3
Se propone variadores de frecuencia en 2 motores, cabe recordar que a esta planta no se realizó
propuesta de motores eléctricos ya que en su gran mayoría son de alta eficiencia.
Tabla 7.37. Motores seleccionados y demanda de la Planta #3
No. Equipo Potencia
nominal del motor (HP)
Potencia demandada
kW
1 BAP 7.5 4.99
2 BPTAR 10 5.93
TOTAL 17.50 10.92
Actualmente se tiene una demanda medida de 10.92 kW, un consumo de 58,717 kWh anuales y un
costo de $79,476.16, si se instalan los dos variadores de frecuencia se tendría una demanda de 9.37
kW, un consumo de 50,393 kWh con un costo de $68,209.46.
Tabla 7.38. Situación con y sin variador de velocidad de la Planta #3
Situación sin variador Situación con variador
Demanda Consumo kWh/Año
Costo Consumo $/Año
Demanda Consumo kWh/Año
Costo Consumo
$/Año kW kW
10.92 58,717 $79,476.16 9.37 50,393 $68,209.46
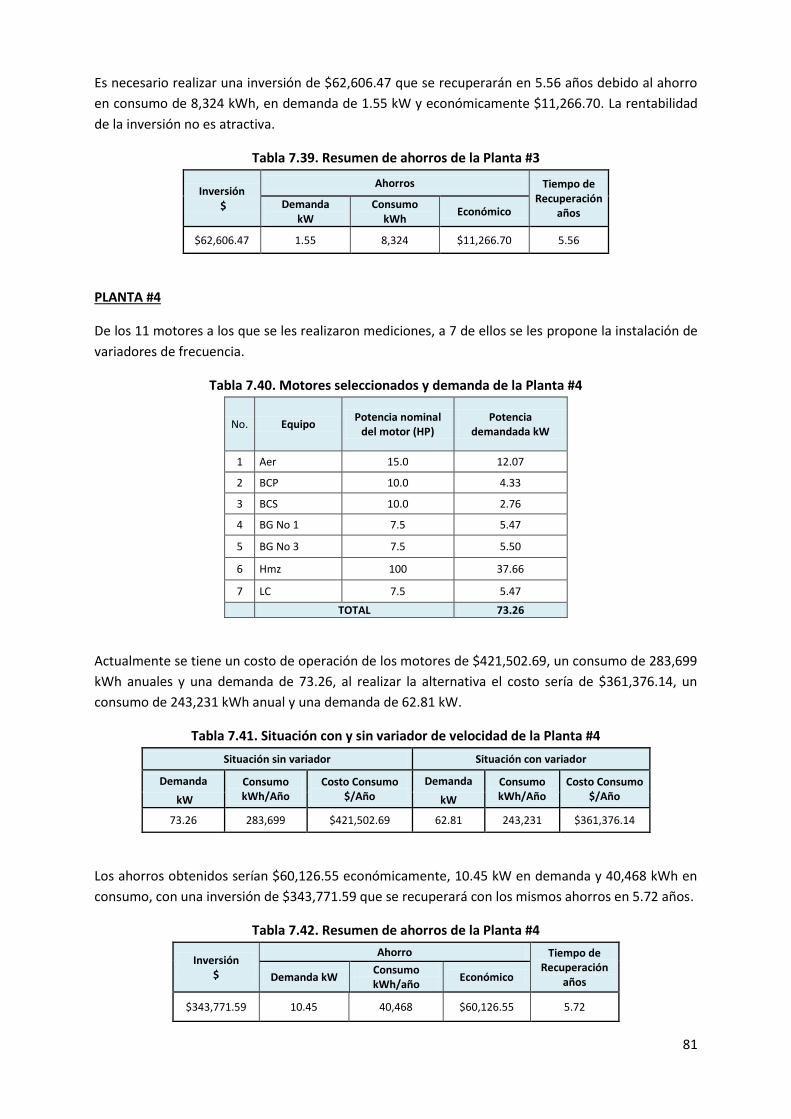
81
Es necesario realizar una inversión de $62,606.47 que se recuperarán en 5.56 años debido al ahorro
en consumo de 8,324 kWh, en demanda de 1.55 kW y económicamente $11,266.70. La rentabilidad
de la inversión no es atractiva.
Tabla 7.39. Resumen de ahorros de la Planta #3
Inversión $
Ahorros Tiempo de Recuperación
años Demanda
kW Consumo
kWh Económico
$62,606.47 1.55 8,324 $11,266.70 5.56
PLANTA #4
De los 11 motores a los que se les realizaron mediciones, a 7 de ellos se les propone la instalación de
variadores de frecuencia.
Tabla 7.40. Motores seleccionados y demanda de la Planta #4
No. Equipo Potencia nominal
del motor (HP) Potencia
demandada kW
1 Aer 15.0 12.07
2 BCP 10.0 4.33
3 BCS 10.0 2.76
4 BG No 1 7.5 5.47
5 BG No 3 7.5 5.50
6 Hmz 100 37.66
7 LC 7.5 5.47
TOTAL 73.26
Actualmente se tiene un costo de operación de los motores de $421,502.69, un consumo de 283,699
kWh anuales y una demanda de 73.26, al realizar la alternativa el costo sería de $361,376.14, un
consumo de 243,231 kWh anual y una demanda de 62.81 kW.
Tabla 7.41. Situación con y sin variador de velocidad de la Planta #4
Situación sin variador Situación con variador
Demanda Consumo kWh/Año
Costo Consumo $/Año
Demanda Consumo kWh/Año
Costo Consumo $/Año kW kW
73.26 283,699 $421,502.69 62.81 243,231 $361,376.14
Los ahorros obtenidos serían $60,126.55 económicamente, 10.45 kW en demanda y 40,468 kWh en
consumo, con una inversión de $343,771.59 que se recuperará con los mismos ahorros en 5.72 años.
Tabla 7.42. Resumen de ahorros de la Planta #4
Inversión $
Ahorro Tiempo de Recuperación
años Demanda kW Consumo kWh/año
Económico
$343,771.59 10.45 40,468 $60,126.55 5.72

82
PLANTA #6
De los 9 motores a los que se les realizaron mediciones eléctricas a 3 de ellos se les propone la
instalación de los variadores de frecuencia (Tabla 7.43). Actualmente se tiene una demanda de 18.2
kW, un consumo de 91,691 kWh anual y un costo de $138,360.6, al instalar los variadores se tendría
una demanda de 15.6 kW, un consumo de 78,634 kWh y un costo de $118,657.9 (Tabla 7.44). Se
propone un ahorro de 2.59 kW en demanda, 13,057 kWh en consumo y económicamente
$19,702.69. Se necesita una inversión de $112,020.33 que se recuperarán en 5.69 años, lo cual no es
atractivo (Tabla 7.45).
Tabla 7.43. Motores seleccionados y demanda de la Planta #6
No. Equipo Potencia nominal
del motor (HP)
Potencia demandada kW
1 Aer 7.5 5.68
2 Hdn # 2 15.0 6.09
3 Hdn #1 10.0 6.42
TOTAL 18.2
Tabla 7.44. Situación con y sin variador de velocidad de la Planta #6
Situación sin variador Situación con variador
Demanda Consumo kWh/Año
Costo Consumo
$/Año
Demanda Consumo kWh/Año
Costo Consumo
$/Año kW kW
18.2 91,691 $138,360.6 15.6 78,634 $118,657.9
Tabla 7.45. Resumen de ahorros de la Planta #6
Inversión $
Ahorro Tiempo de Recuperación
años Demanda
kW Consumo kWh/año
Económico
$112,020.33 2.59 13,057 $19,702.69 5.69
PLANTA #7
Se hace la recomendación a 6 motores, de los cuales 3 de ellos no se habían incluido en las
evaluaciones de los motores eléctricos ya que se habían sido adquiridos recientemente.
Tabla 7.46. Motores seleccionados y demanda de la Planta #7
No. Equipo Potencia
nominal del motor (HP)
Potencia demandada
kW
1 S1 40.0 19.44
2 Aer #1 20.0 8.92
3 BS PREPAC 2 25.0 13.38
4 BS PREPAC 1 25.0 11.66
5 Hmz #2 150.0 73.19
6 Hmz #3 150.0 80.38
TOTAL 206.97
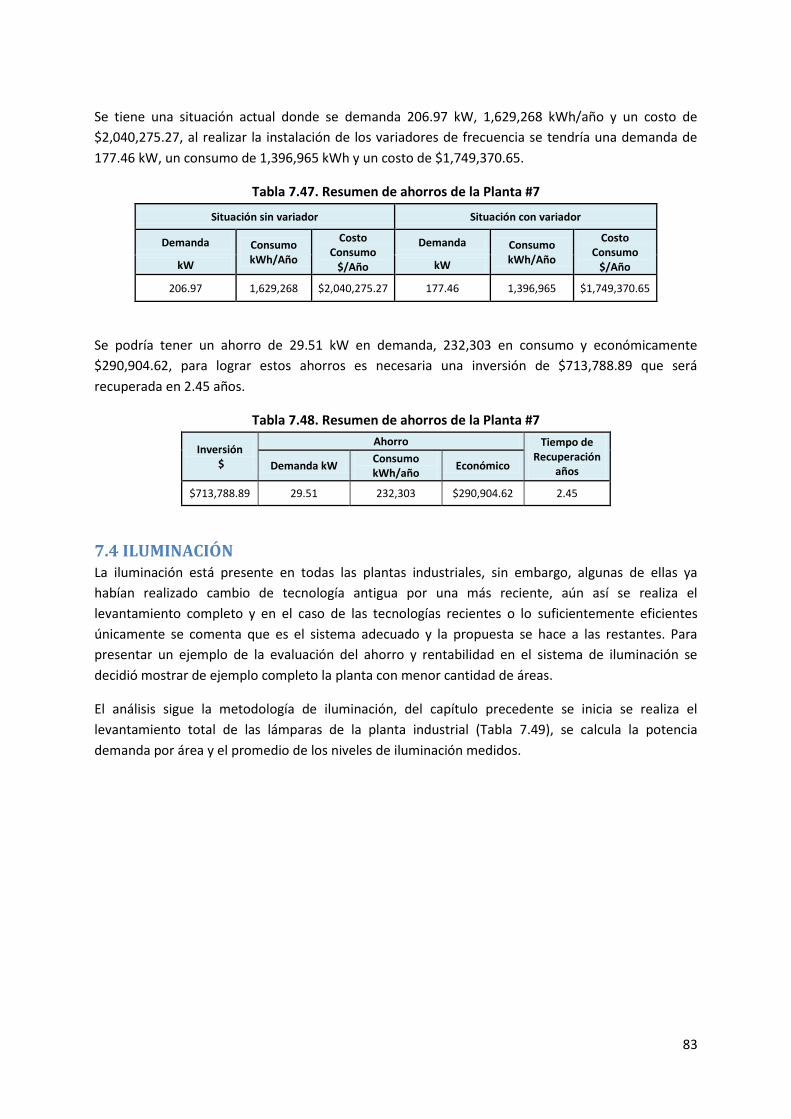
83
Se tiene una situación actual donde se demanda 206.97 kW, 1,629,268 kWh/año y un costo de
$2,040,275.27, al realizar la instalación de los variadores de frecuencia se tendría una demanda de
177.46 kW, un consumo de 1,396,965 kWh y un costo de $1,749,370.65.
Tabla 7.47. Resumen de ahorros de la Planta #7
Situación sin variador Situación con variador
Demanda Consumo kWh/Año
Costo Consumo
$/Año
Demanda Consumo kWh/Año
Costo Consumo
$/Año kW kW
206.97 1,629,268 $2,040,275.27 177.46 1,396,965 $1,749,370.65
Se podría tener un ahorro de 29.51 kW en demanda, 232,303 en consumo y económicamente
$290,904.62, para lograr estos ahorros es necesaria una inversión de $713,788.89 que será
recuperada en 2.45 años.
Tabla 7.48. Resumen de ahorros de la Planta #7
Inversión $
Ahorro Tiempo de Recuperación
años Demanda kW Consumo kWh/año
Económico
$713,788.89 29.51 232,303 $290,904.62 2.45
7.4 ILUMINACIÓN La iluminación está presente en todas las plantas industriales, sin embargo, algunas de ellas ya
habían realizado cambio de tecnología antigua por una más reciente, aún así se realiza el
levantamiento completo y en el caso de las tecnologías recientes o lo suficientemente eficientes
únicamente se comenta que es el sistema adecuado y la propuesta se hace a las restantes. Para
presentar un ejemplo de la evaluación del ahorro y rentabilidad en el sistema de iluminación se
decidió mostrar de ejemplo completo la planta con menor cantidad de áreas.
El análisis sigue la metodología de iluminación, del capítulo precedente se inicia se realiza el
levantamiento total de las lámparas de la planta industrial (Tabla 7.49), se calcula la potencia
demanda por área y el promedio de los niveles de iluminación medidos.
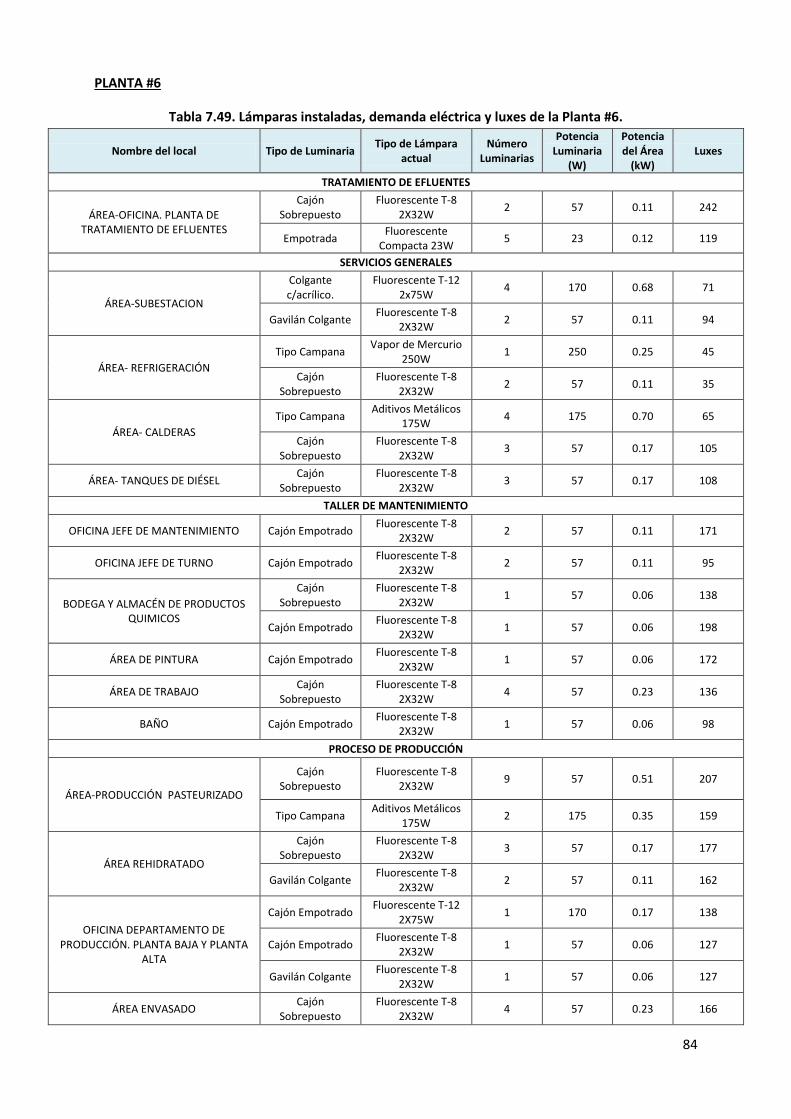
84
PLANTA #6
Tabla 7.49. Lámparas instaladas, demanda eléctrica y luxes de la Planta #6.
Nombre del local Tipo de Luminaria Tipo de Lámpara
actual Número
Luminarias
Potencia Luminaria
(W)
Potencia del Área
(kW) Luxes
TRATAMIENTO DE EFLUENTES
ÁREA-OFICINA. PLANTA DE TRATAMIENTO DE EFLUENTES
Cajón Sobrepuesto
Fluorescente T-8 2X32W
2 57 0.11 242
Empotrada Fluorescente
Compacta 23W 5 23 0.12 119
SERVICIOS GENERALES
ÁREA-SUBESTACION
Colgante c/acrílico.
Fluorescente T-12 2x75W
4 170 0.68 71
Gavilán Colgante Fluorescente T-8
2X32W 2 57 0.11 94
ÁREA- REFRIGERACIÓN
Tipo Campana Vapor de Mercurio
250W 1 250 0.25 45
Cajón Sobrepuesto
Fluorescente T-8 2X32W
2 57 0.11 35
ÁREA- CALDERAS
Tipo Campana Aditivos Metálicos
175W 4 175 0.70 65
Cajón Sobrepuesto
Fluorescente T-8 2X32W
3 57 0.17 105
ÁREA- TANQUES DE DIÉSEL Cajón
Sobrepuesto Fluorescente T-8
2X32W 3 57 0.17 108
TALLER DE MANTENIMIENTO
OFICINA JEFE DE MANTENIMIENTO Cajón Empotrado Fluorescente T-8
2X32W 2 57 0.11 171
OFICINA JEFE DE TURNO Cajón Empotrado Fluorescente T-8
2X32W 2 57 0.11 95
BODEGA Y ALMACÉN DE PRODUCTOS QUIMICOS
Cajón Sobrepuesto
Fluorescente T-8 2X32W
1 57 0.06 138
Cajón Empotrado Fluorescente T-8
2X32W 1 57 0.06 198
ÁREA DE PINTURA Cajón Empotrado Fluorescente T-8
2X32W 1 57 0.06 172
ÁREA DE TRABAJO Cajón
Sobrepuesto Fluorescente T-8
2X32W 4 57 0.23 136
BAÑO Cajón Empotrado Fluorescente T-8
2X32W 1 57 0.06 98
PROCESO DE PRODUCCIÓN
ÁREA-PRODUCCIÓN PASTEURIZADO
Cajón Sobrepuesto
Fluorescente T-8 2X32W
9 57 0.51 207
Tipo Campana Aditivos Metálicos
175W 2 175 0.35 159
ÁREA REHIDRATADO
Cajón Sobrepuesto
Fluorescente T-8 2X32W
3 57 0.17 177
Gavilán Colgante Fluorescente T-8
2X32W 2 57 0.11 162
OFICINA DEPARTAMENTO DE PRODUCCIÓN. PLANTA BAJA Y PLANTA
ALTA
Cajón Empotrado Fluorescente T-12
2X75W 1 170 0.17 138
Cajón Empotrado Fluorescente T-8
2X32W 1 57 0.06 127
Gavilán Colgante Fluorescente T-8
2X32W 1 57 0.06 127
ÁREA ENVASADO Cajón
Sobrepuesto Fluorescente T-8
2X32W 4 57 0.23 166
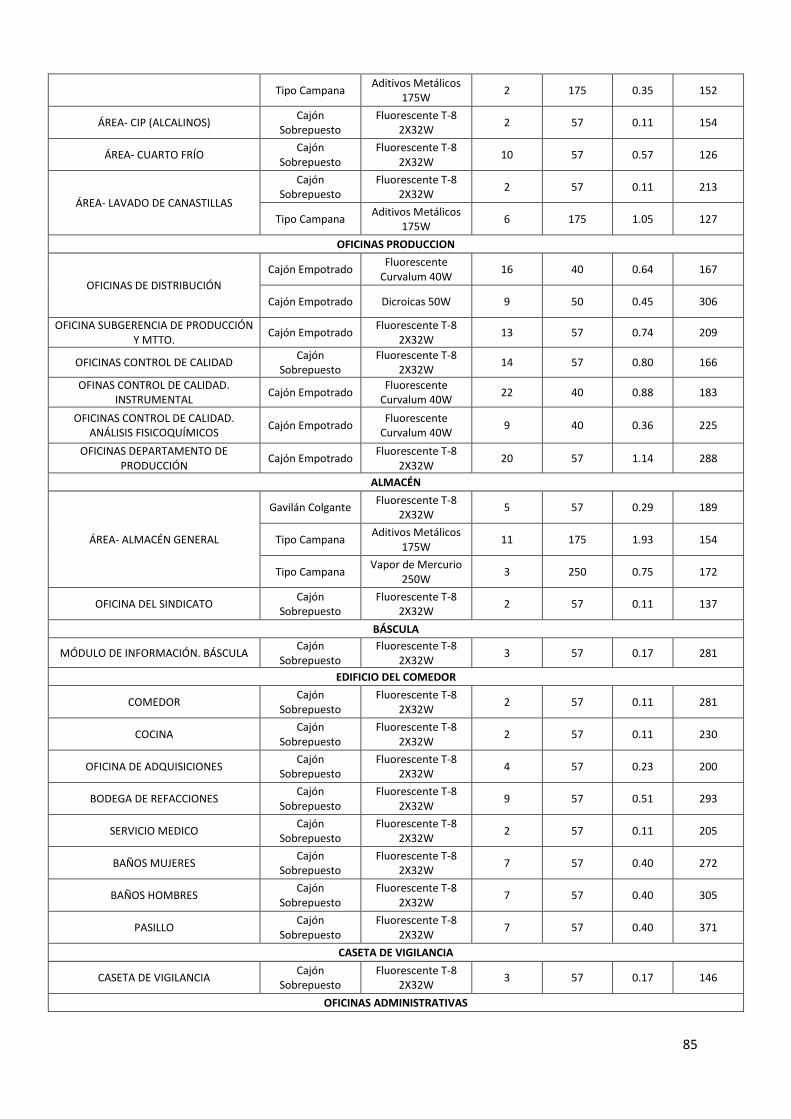
85
Tipo Campana Aditivos Metálicos
175W 2 175 0.35 152
ÁREA- CIP (ALCALINOS) Cajón
Sobrepuesto Fluorescente T-8
2X32W 2 57 0.11 154
ÁREA- CUARTO FRÍO Cajón
Sobrepuesto Fluorescente T-8
2X32W 10 57 0.57 126
ÁREA- LAVADO DE CANASTILLAS
Cajón Sobrepuesto
Fluorescente T-8 2X32W
2 57 0.11 213
Tipo Campana Aditivos Metálicos
175W 6 175 1.05 127
OFICINAS PRODUCCION
OFICINAS DE DISTRIBUCIÓN
Cajón Empotrado Fluorescente
Curvalum 40W 16 40 0.64 167
Cajón Empotrado Dicroicas 50W 9 50 0.45 306
OFICINA SUBGERENCIA DE PRODUCCIÓN Y MTTO.
Cajón Empotrado Fluorescente T-8
2X32W 13 57 0.74 209
OFICINAS CONTROL DE CALIDAD Cajón
Sobrepuesto Fluorescente T-8
2X32W 14 57 0.80 166
OFINAS CONTROL DE CALIDAD. INSTRUMENTAL
Cajón Empotrado Fluorescente
Curvalum 40W 22 40 0.88 183
OFICINAS CONTROL DE CALIDAD. ANÁLISIS FISICOQUÍMICOS
Cajón Empotrado Fluorescente
Curvalum 40W 9 40 0.36 225
OFICINAS DEPARTAMENTO DE PRODUCCIÓN
Cajón Empotrado Fluorescente T-8
2X32W 20 57 1.14 288
ALMACÉN
ÁREA- ALMACÉN GENERAL
Gavilán Colgante Fluorescente T-8
2X32W 5 57 0.29 189
Tipo Campana Aditivos Metálicos
175W 11 175 1.93 154
Tipo Campana Vapor de Mercurio
250W 3 250 0.75 172
OFICINA DEL SINDICATO Cajón
Sobrepuesto Fluorescente T-8
2X32W 2 57 0.11 137
BÁSCULA
MÓDULO DE INFORMACIÓN. BÁSCULA Cajón
Sobrepuesto Fluorescente T-8
2X32W 3 57 0.17 281
EDIFICIO DEL COMEDOR
COMEDOR Cajón
Sobrepuesto Fluorescente T-8
2X32W 2 57 0.11 281
COCINA Cajón
Sobrepuesto Fluorescente T-8
2X32W 2 57 0.11 230
OFICINA DE ADQUISICIONES Cajón
Sobrepuesto Fluorescente T-8
2X32W 4 57 0.23 200
BODEGA DE REFACCIONES Cajón
Sobrepuesto Fluorescente T-8
2X32W 9 57 0.51 293
SERVICIO MEDICO Cajón
Sobrepuesto Fluorescente T-8
2X32W 2 57 0.11 205
BAÑOS MUJERES Cajón
Sobrepuesto Fluorescente T-8
2X32W 7 57 0.40 272
BAÑOS HOMBRES Cajón
Sobrepuesto Fluorescente T-8
2X32W 7 57 0.40 305
PASILLO Cajón
Sobrepuesto Fluorescente T-8
2X32W 7 57 0.40 371
CASETA DE VIGILANCIA
CASETA DE VIGILANCIA Cajón
Sobrepuesto Fluorescente T-8
2X32W 3 57 0.17 146
OFICINAS ADMINISTRATIVAS
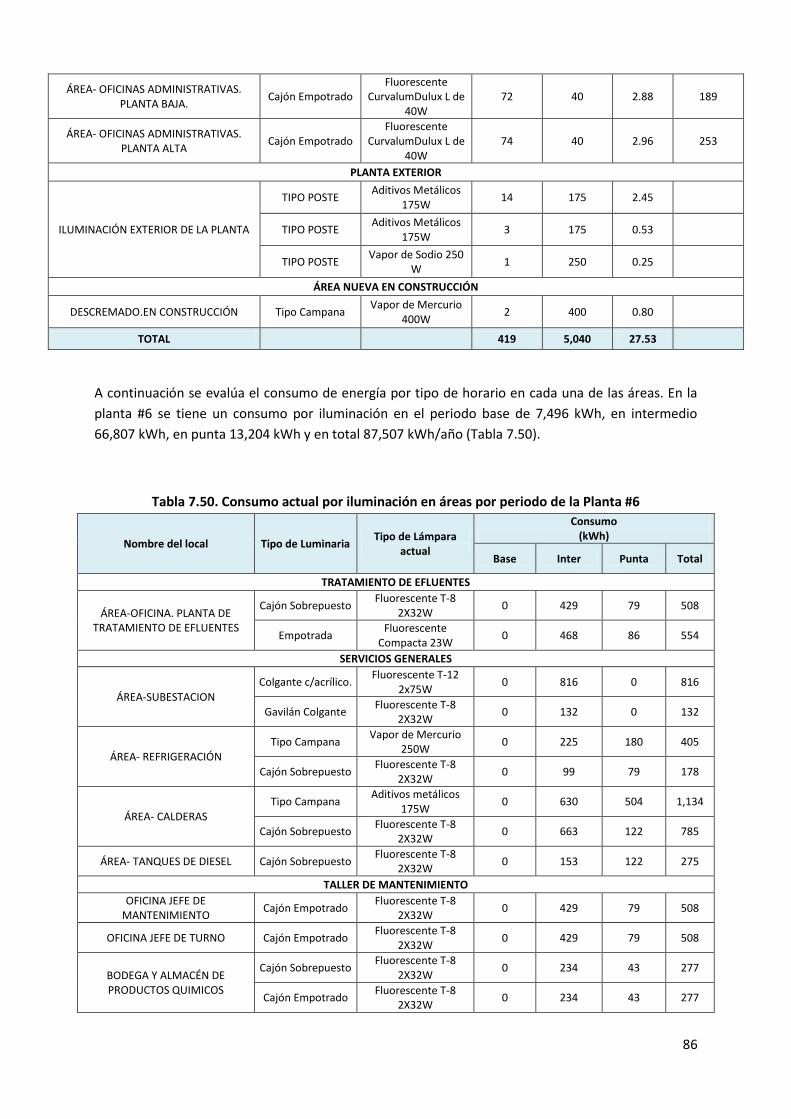
86
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA BAJA.
Cajón Empotrado Fluorescente
CurvalumDulux L de 40W
72 40 2.88 189
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA ALTA
Cajón Empotrado Fluorescente
CurvalumDulux L de 40W
74 40 2.96 253
PLANTA EXTERIOR
ILUMINACIÓN EXTERIOR DE LA PLANTA
TIPO POSTE Aditivos Metálicos
175W 14 175 2.45
TIPO POSTE Aditivos Metálicos
175W 3 175 0.53
TIPO POSTE Vapor de Sodio 250
W 1 250 0.25
ÁREA NUEVA EN CONSTRUCCIÓN
DESCREMADO.EN CONSTRUCCIÓN Tipo Campana Vapor de Mercurio
400W 2 400 0.80
TOTAL
419 5,040 27.53
A continuación se evalúa el consumo de energía por tipo de horario en cada una de las áreas. En la
planta #6 se tiene un consumo por iluminación en el periodo base de 7,496 kWh, en intermedio
66,807 kWh, en punta 13,204 kWh y en total 87,507 kWh/año (Tabla 7.50).
Tabla 7.50. Consumo actual por iluminación en áreas por periodo de la Planta #6
Nombre del local Tipo de Luminaria Tipo de Lámpara
actual
Consumo (kWh)
Base Inter Punta Total
TRATAMIENTO DE EFLUENTES
ÁREA-OFICINA. PLANTA DE TRATAMIENTO DE EFLUENTES
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 429 79 508
Empotrada Fluorescente
Compacta 23W 0 468 86 554
SERVICIOS GENERALES
ÁREA-SUBESTACION
Colgante c/acrílico. Fluorescente T-12
2x75W 0 816 0 816
Gavilán Colgante Fluorescente T-8
2X32W 0 132 0 132
ÁREA- REFRIGERACIÓN Tipo Campana
Vapor de Mercurio 250W
0 225 180 405
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 99 79 178
ÁREA- CALDERAS
Tipo Campana Aditivos metálicos
175W 0 630 504 1,134
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 663 122 785
ÁREA- TANQUES DE DIESEL Cajón Sobrepuesto Fluorescente T-8
2X32W 0 153 122 275
TALLER DE MANTENIMIENTO
OFICINA JEFE DE MANTENIMIENTO
Cajón Empotrado Fluorescente T-8
2X32W 0 429 79 508
OFICINA JEFE DE TURNO Cajón Empotrado Fluorescente T-8
2X32W 0 429 79 508
BODEGA Y ALMACÉN DE PRODUCTOS QUIMICOS
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 234 43 277
Cajón Empotrado Fluorescente T-8
2X32W 0 234 43 277
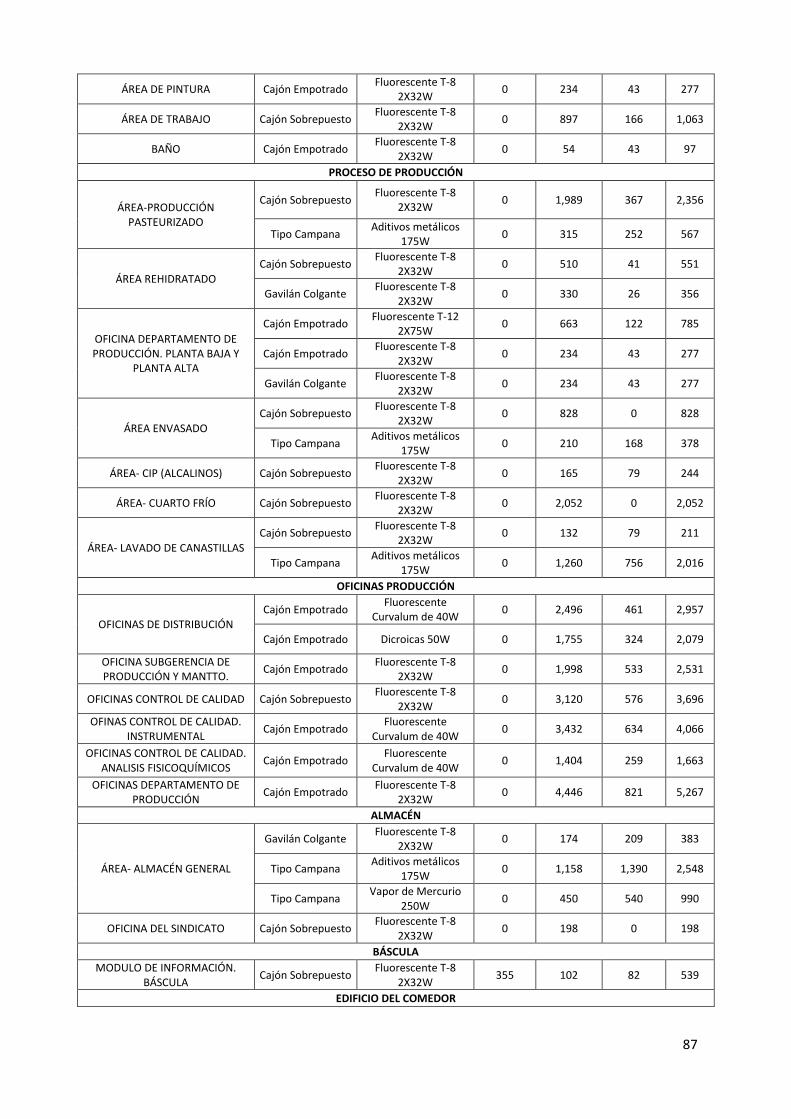
87
ÁREA DE PINTURA Cajón Empotrado Fluorescente T-8
2X32W 0 234 43 277
ÁREA DE TRABAJO Cajón Sobrepuesto Fluorescente T-8
2X32W 0 897 166 1,063
BAÑO Cajón Empotrado Fluorescente T-8
2X32W 0 54 43 97
PROCESO DE PRODUCCIÓN
ÁREA-PRODUCCIÓN PASTEURIZADO
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 1,989 367 2,356
Tipo Campana Aditivos metálicos
175W 0 315 252 567
ÁREA REHIDRATADO
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 510 41 551
Gavilán Colgante Fluorescente T-8
2X32W 0 330 26 356
OFICINA DEPARTAMENTO DE PRODUCCIÓN. PLANTA BAJA Y
PLANTA ALTA
Cajón Empotrado Fluorescente T-12
2X75W 0 663 122 785
Cajón Empotrado Fluorescente T-8
2X32W 0 234 43 277
Gavilán Colgante Fluorescente T-8
2X32W 0 234 43 277
ÁREA ENVASADO
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 828 0 828
Tipo Campana Aditivos metálicos
175W 0 210 168 378
ÁREA- CIP (ALCALINOS) Cajón Sobrepuesto Fluorescente T-8
2X32W 0 165 79 244
ÁREA- CUARTO FRÍO Cajón Sobrepuesto Fluorescente T-8
2X32W 0 2,052 0 2,052
ÁREA- LAVADO DE CANASTILLAS
Cajón Sobrepuesto Fluorescente T-8
2X32W 0 132 79 211
Tipo Campana Aditivos metálicos
175W 0 1,260 756 2,016
OFICINAS PRODUCCIÓN
OFICINAS DE DISTRIBUCIÓN Cajón Empotrado
Fluorescente Curvalum de 40W
0 2,496 461 2,957
Cajón Empotrado Dicroicas 50W 0 1,755 324 2,079
OFICINA SUBGERENCIA DE PRODUCCIÓN Y MANTTO.
Cajón Empotrado Fluorescente T-8
2X32W 0 1,998 533 2,531
OFICINAS CONTROL DE CALIDAD Cajón Sobrepuesto Fluorescente T-8
2X32W 0 3,120 576 3,696
OFINAS CONTROL DE CALIDAD. INSTRUMENTAL
Cajón Empotrado Fluorescente
Curvalum de 40W 0 3,432 634 4,066
OFICINAS CONTROL DE CALIDAD. ANALISIS FISICOQUÍMICOS
Cajón Empotrado Fluorescente
Curvalum de 40W 0 1,404 259 1,663
OFICINAS DEPARTAMENTO DE PRODUCCIÓN
Cajón Empotrado Fluorescente T-8
2X32W 0 4,446 821 5,267
ALMACÉN
ÁREA- ALMACÉN GENERAL
Gavilán Colgante Fluorescente T-8
2X32W 0 174 209 383
Tipo Campana Aditivos metálicos
175W 0 1,158 1,390 2,548
Tipo Campana Vapor de Mercurio
250W 0 450 540 990
OFICINA DEL SINDICATO Cajón Sobrepuesto Fluorescente T-8
2X32W 0 198 0 198
BÁSCULA
MODULO DE INFORMACIÓN. BÁSCULA
Cajón Sobrepuesto Fluorescente T-8
2X32W 355 102 82 539
EDIFICIO DEL COMEDOR
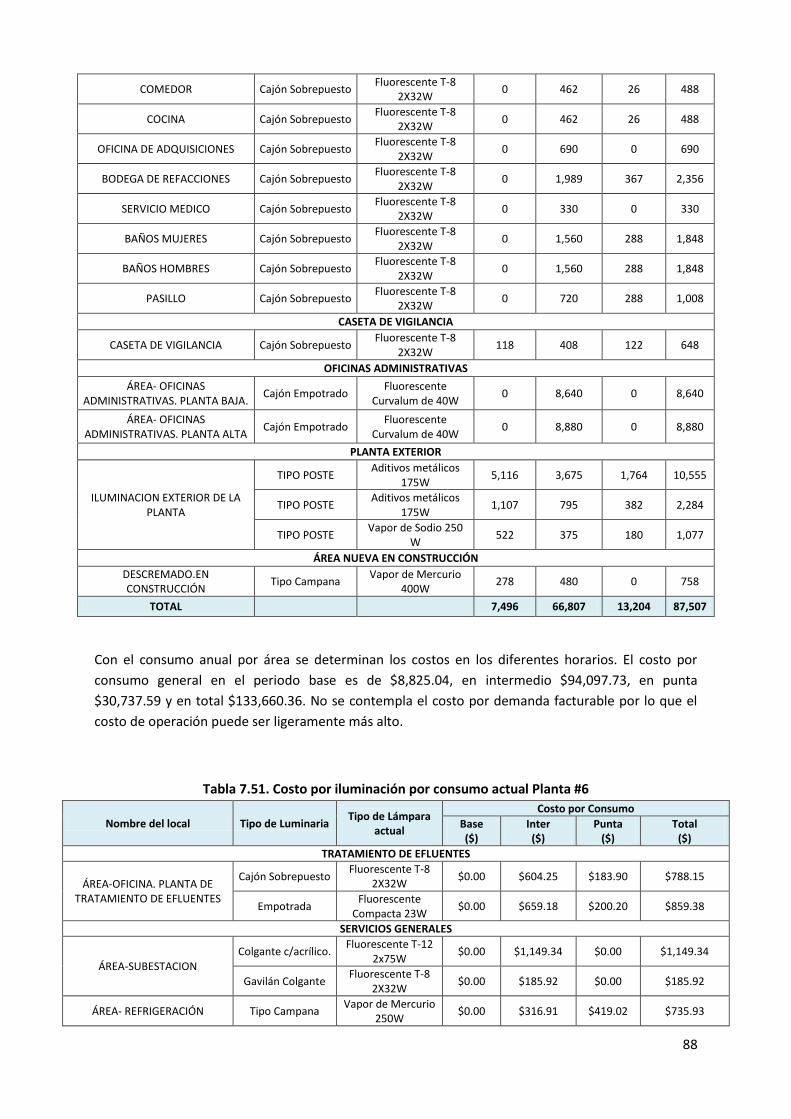
88
COMEDOR Cajón Sobrepuesto Fluorescente T-8
2X32W 0 462 26 488
COCINA Cajón Sobrepuesto Fluorescente T-8
2X32W 0 462 26 488
OFICINA DE ADQUISICIONES Cajón Sobrepuesto Fluorescente T-8
2X32W 0 690 0 690
BODEGA DE REFACCIONES Cajón Sobrepuesto Fluorescente T-8
2X32W 0 1,989 367 2,356
SERVICIO MEDICO Cajón Sobrepuesto Fluorescente T-8
2X32W 0 330 0 330
BAÑOS MUJERES Cajón Sobrepuesto Fluorescente T-8
2X32W 0 1,560 288 1,848
BAÑOS HOMBRES Cajón Sobrepuesto Fluorescente T-8
2X32W 0 1,560 288 1,848
PASILLO Cajón Sobrepuesto Fluorescente T-8
2X32W 0 720 288 1,008
CASETA DE VIGILANCIA
CASETA DE VIGILANCIA Cajón Sobrepuesto Fluorescente T-8
2X32W 118 408 122 648
OFICINAS ADMINISTRATIVAS
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA BAJA.
Cajón Empotrado Fluorescente
Curvalum de 40W 0 8,640 0 8,640
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA ALTA
Cajón Empotrado Fluorescente
Curvalum de 40W 0 8,880 0 8,880
PLANTA EXTERIOR
ILUMINACION EXTERIOR DE LA PLANTA
TIPO POSTE Aditivos metálicos
175W 5,116 3,675 1,764 10,555
TIPO POSTE Aditivos metálicos
175W 1,107 795 382 2,284
TIPO POSTE Vapor de Sodio 250
W 522 375 180 1,077
ÁREA NUEVA EN CONSTRUCCIÓN
DESCREMADO.EN CONSTRUCCIÓN
Tipo Campana Vapor de Mercurio
400W 278 480 0 758
TOTAL
7,496 66,807 13,204 87,507
Con el consumo anual por área se determinan los costos en los diferentes horarios. El costo por
consumo general en el periodo base es de $8,825.04, en intermedio $94,097.73, en punta
$30,737.59 y en total $133,660.36. No se contempla el costo por demanda facturable por lo que el
costo de operación puede ser ligeramente más alto.
Tabla 7.51. Costo por iluminación por consumo actual Planta #6
Nombre del local Tipo de Luminaria Tipo de Lámpara
actual
Costo por Consumo
Base ($)
Inter ($)
Punta ($)
Total ($)
TRATAMIENTO DE EFLUENTES
ÁREA-OFICINA. PLANTA DE TRATAMIENTO DE EFLUENTES
Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $604.25 $183.90 $788.15
Empotrada Fluorescente
Compacta 23W $0.00 $659.18 $200.20 $859.38
SERVICIOS GENERALES
ÁREA-SUBESTACION Colgante c/acrílico.
Fluorescente T-12 2x75W
$0.00 $1,149.34 $0.00 $1,149.34
Gavilán Colgante Fluorescente T-8
2X32W $0.00 $185.92 $0.00 $185.92
ÁREA- REFRIGERACIÓN Tipo Campana Vapor de Mercurio
250W $0.00 $316.91 $419.02 $735.93
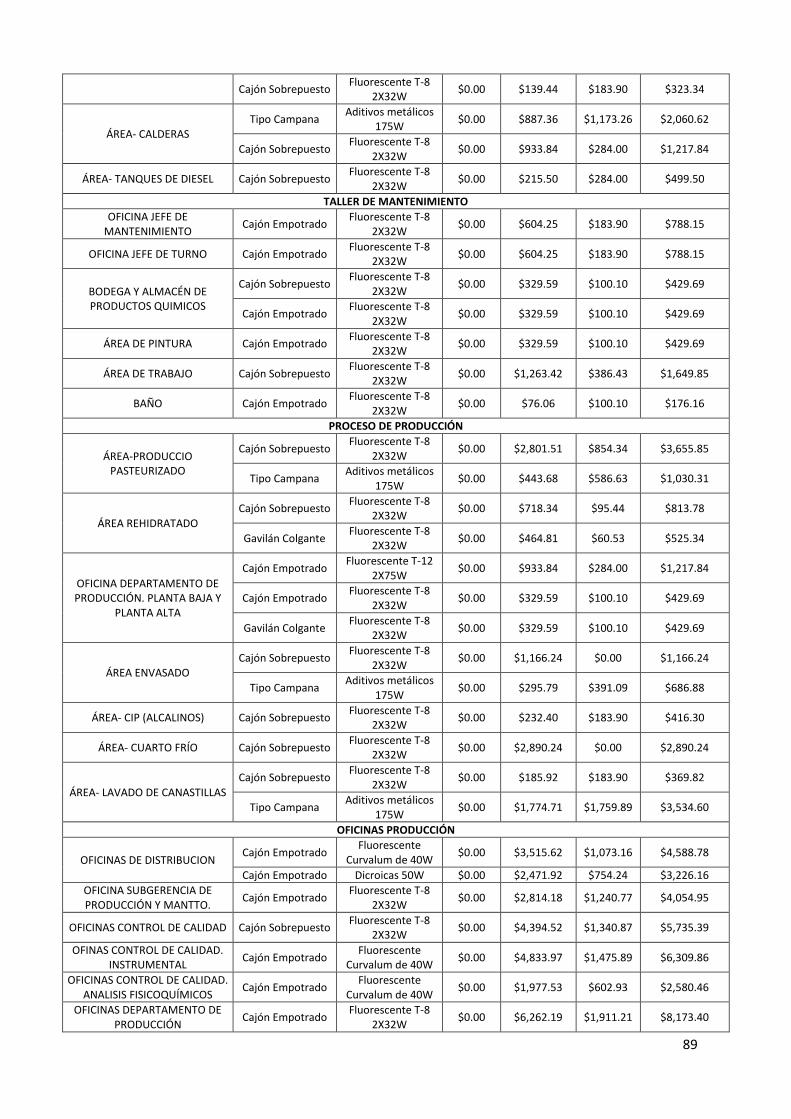
89
Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $139.44 $183.90 $323.34
ÁREA- CALDERAS Tipo Campana
Aditivos metálicos 175W
$0.00 $887.36 $1,173.26 $2,060.62
Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $933.84 $284.00 $1,217.84
ÁREA- TANQUES DE DIESEL Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $215.50 $284.00 $499.50
TALLER DE MANTENIMIENTO
OFICINA JEFE DE MANTENIMIENTO
Cajón Empotrado Fluorescente T-8
2X32W $0.00 $604.25 $183.90 $788.15
OFICINA JEFE DE TURNO Cajón Empotrado Fluorescente T-8
2X32W $0.00 $604.25 $183.90 $788.15
BODEGA Y ALMACÉN DE PRODUCTOS QUIMICOS
Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $329.59 $100.10 $429.69
Cajón Empotrado Fluorescente T-8
2X32W $0.00 $329.59 $100.10 $429.69
ÁREA DE PINTURA Cajón Empotrado Fluorescente T-8
2X32W $0.00 $329.59 $100.10 $429.69
ÁREA DE TRABAJO Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $1,263.42 $386.43 $1,649.85
BAÑO Cajón Empotrado Fluorescente T-8
2X32W $0.00 $76.06 $100.10 $176.16
PROCESO DE PRODUCCIÓN
ÁREA-PRODUCCIO PASTEURIZADO
Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $2,801.51 $854.34 $3,655.85
Tipo Campana Aditivos metálicos
175W $0.00 $443.68 $586.63 $1,030.31
ÁREA REHIDRATADO
Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $718.34 $95.44 $813.78
Gavilán Colgante Fluorescente T-8
2X32W $0.00 $464.81 $60.53 $525.34
OFICINA DEPARTAMENTO DE PRODUCCIÓN. PLANTA BAJA Y
PLANTA ALTA
Cajón Empotrado Fluorescente T-12
2X75W $0.00 $933.84 $284.00 $1,217.84
Cajón Empotrado Fluorescente T-8
2X32W $0.00 $329.59 $100.10 $429.69
Gavilán Colgante Fluorescente T-8
2X32W $0.00 $329.59 $100.10 $429.69
ÁREA ENVASADO Cajón Sobrepuesto
Fluorescente T-8 2X32W
$0.00 $1,166.24 $0.00 $1,166.24
Tipo Campana Aditivos metálicos
175W $0.00 $295.79 $391.09 $686.88
ÁREA- CIP (ALCALINOS) Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $232.40 $183.90 $416.30
ÁREA- CUARTO FRÍO Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $2,890.24 $0.00 $2,890.24
ÁREA- LAVADO DE CANASTILLAS
Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $185.92 $183.90 $369.82
Tipo Campana Aditivos metálicos
175W $0.00 $1,774.71 $1,759.89 $3,534.60
OFICINAS PRODUCCIÓN
OFICINAS DE DISTRIBUCION Cajón Empotrado
Fluorescente Curvalum de 40W
$0.00 $3,515.62 $1,073.16 $4,588.78
Cajón Empotrado Dicroicas 50W $0.00 $2,471.92 $754.24 $3,226.16
OFICINA SUBGERENCIA DE PRODUCCIÓN Y MANTTO.
Cajón Empotrado Fluorescente T-8
2X32W $0.00 $2,814.18 $1,240.77 $4,054.95
OFICINAS CONTROL DE CALIDAD Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $4,394.52 $1,340.87 $5,735.39
OFINAS CONTROL DE CALIDAD. INSTRUMENTAL
Cajón Empotrado Fluorescente
Curvalum de 40W $0.00 $4,833.97 $1,475.89 $6,309.86
OFICINAS CONTROL DE CALIDAD. ANALISIS FISICOQUÍMICOS
Cajón Empotrado Fluorescente
Curvalum de 40W $0.00 $1,977.53 $602.93 $2,580.46
OFICINAS DEPARTAMENTO DE PRODUCCIÓN
Cajón Empotrado Fluorescente T-8
2X32W $0.00 $6,262.19 $1,911.21 $8,173.40
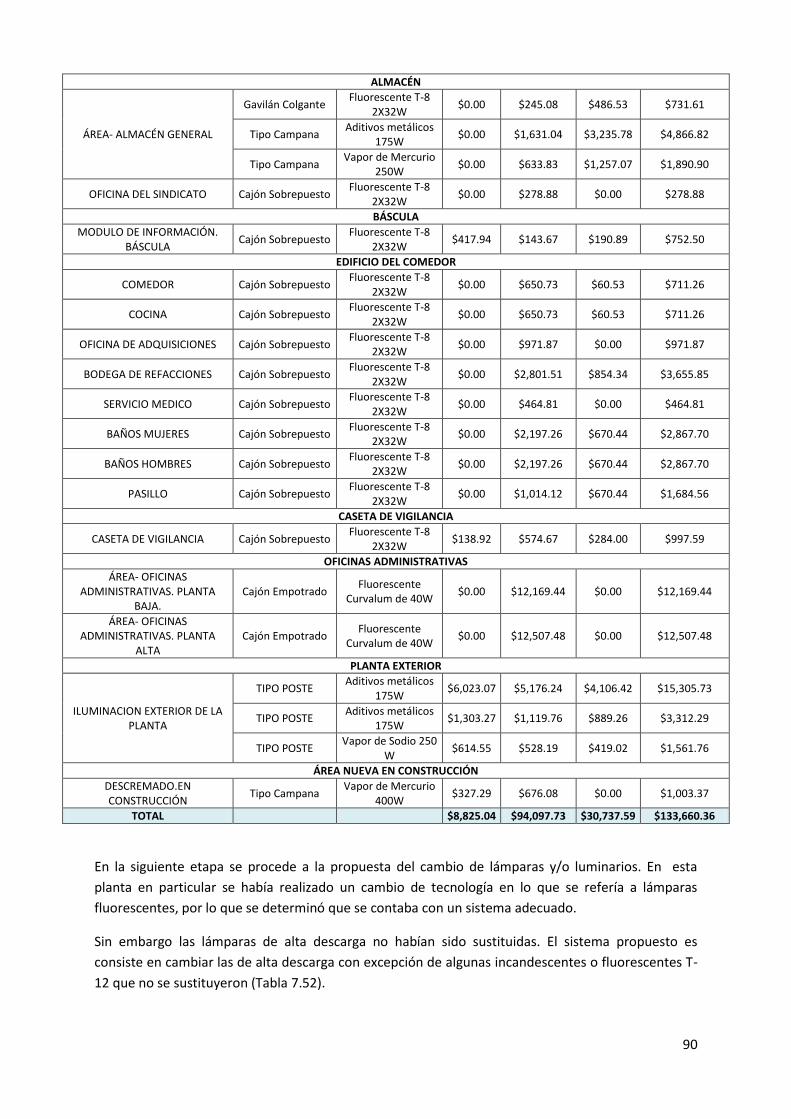
90
ALMACÉN
ÁREA- ALMACÉN GENERAL
Gavilán Colgante Fluorescente T-8
2X32W $0.00 $245.08 $486.53 $731.61
Tipo Campana Aditivos metálicos
175W $0.00 $1,631.04 $3,235.78 $4,866.82
Tipo Campana Vapor de Mercurio
250W $0.00 $633.83 $1,257.07 $1,890.90
OFICINA DEL SINDICATO Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $278.88 $0.00 $278.88
BÁSCULA
MODULO DE INFORMACIÓN. BÁSCULA
Cajón Sobrepuesto Fluorescente T-8
2X32W $417.94 $143.67 $190.89 $752.50
EDIFICIO DEL COMEDOR
COMEDOR Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $650.73 $60.53 $711.26
COCINA Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $650.73 $60.53 $711.26
OFICINA DE ADQUISICIONES Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $971.87 $0.00 $971.87
BODEGA DE REFACCIONES Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $2,801.51 $854.34 $3,655.85
SERVICIO MEDICO Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $464.81 $0.00 $464.81
BAÑOS MUJERES Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $2,197.26 $670.44 $2,867.70
BAÑOS HOMBRES Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $2,197.26 $670.44 $2,867.70
PASILLO Cajón Sobrepuesto Fluorescente T-8
2X32W $0.00 $1,014.12 $670.44 $1,684.56
CASETA DE VIGILANCIA
CASETA DE VIGILANCIA Cajón Sobrepuesto Fluorescente T-8
2X32W $138.92 $574.67 $284.00 $997.59
OFICINAS ADMINISTRATIVAS
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
BAJA. Cajón Empotrado
Fluorescente Curvalum de 40W
$0.00 $12,169.44 $0.00 $12,169.44
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
ALTA Cajón Empotrado
Fluorescente Curvalum de 40W
$0.00 $12,507.48 $0.00 $12,507.48
PLANTA EXTERIOR
ILUMINACION EXTERIOR DE LA PLANTA
TIPO POSTE Aditivos metálicos
175W $6,023.07 $5,176.24 $4,106.42 $15,305.73
TIPO POSTE Aditivos metálicos
175W $1,303.27 $1,119.76 $889.26 $3,312.29
TIPO POSTE Vapor de Sodio 250
W $614.55 $528.19 $419.02 $1,561.76
ÁREA NUEVA EN CONSTRUCCIÓN
DESCREMADO.EN CONSTRUCCIÓN
Tipo Campana Vapor de Mercurio
400W $327.29 $676.08 $0.00 $1,003.37
TOTAL
$8,825.04 $94,097.73 $30,737.59 $133,660.36
En la siguiente etapa se procede a la propuesta del cambio de lámparas y/o luminarios. En esta
planta en particular se había realizado un cambio de tecnología en lo que se refería a lámparas
fluorescentes, por lo que se determinó que se contaba con un sistema adecuado.
Sin embargo las lámparas de alta descarga no habían sido sustituidas. El sistema propuesto es
consiste en cambiar las de alta descarga con excepción de algunas incandescentes o fluorescentes T-
12 que no se sustituyeron (Tabla 7.52).

91
Tabla 7.52. Acciones recomendadas y demanda de la Planta #6
Nombre de Local Tipo de Lámpara y/o Acción
Propuesta Tipo de
Luminaria Número
Luminarias
Potencia Luminaria
(W)
Potencia Área (kW)
TRATAMIENTO DE EFLUENTES
ÁREA-OFICINA. PLANTA DE TRATAMIENTO DE EFLUENTES
Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11
Sistema Adecuado Empotrada 5 23 0.12
SERVICIOS GENERALES
ÁREA-SUBESTACION
Sustitución de lámparas Fluorescentes T12 2X75W por T8
2X32W
Colgante c/acrílico.
4 57 0.23
Sistema Adecuado Gavilán
Colgante 2 57 0.11
ÁREA- REFRIGERACIÓN
Sustitución de Lámpara aditivo metálico de 250W por T-5 3x49.
Tipo Campana 1 168 0.17
Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11
ÁREA- CALDERAS
Sustitución de Lámpara mixta 175W por T8 2X32W
Tipo Campana 4 57 0.23
Sistema Adecuado Cajón
Sobrepuesto 3 57 0.17
AREA- TANQUES DE DIESEL Sistema Adecuado Cajón
Sobrepuesto 3 57 0.17
TALLER DE MANTENIMIENTO
OFICINA JEFE DE MANTENIMIENTO
Sistema Adecuado Cajón
Empotrado 2 57 0.11
OFICINA JEFE DE TURNO Sistema Adecuado Cajón
Empotrado 2 57 0.11
BODEGA Y ALMACEN DE PRODUCTOS QUIMICOS
Sistema Adecuado Cajón
Sobrepuesto 1 57 0.06
Sistema Adecuado Cajón
Empotrado 1 57 0.06
ÁREA DE PINTURA Sistema Adecuado Cajón
Empotrado 1 57 0.06
ÁREA DE TRABAJO Sistema Adecuado Cajón
Sobrepuesto 4 57 0.23
BAÑO Sistema Adecuado Cajón
Empotrado 1 57 0.06
PROCESO DE PRODUCCIÓN
ÁREA-PRODUCCIO PASTEURIZADO
Sistema Adecuado Cajón
Sobrepuesto 9 57 0.51
sustitución de lámpara de aditivos metálicos de 175W por Fluorescente
T8 2x32W Tipo Campana 2 57 0.114
ÁREA REHIDRATADO
Sistema Adecuado Cajón
Sobrepuesto 3 57 0.17
Sistema Adecuado Gavilán
Colgante 2 57 0.11
OFICINA DEPARTAMENTO DE PRODUCCIÓN. PLANTA BAJA Y
PLANTA ALTA
Sustitución de lámparas Fluorescentes T12 2X75W por T8
2X32W
Cajón Empotrado
1 57 0.06
Sistema Adecuado Cajón
Empotrado 1 57 0.06
Sistema Adecuado Gavilán
Colgante 1 57 0.06
ÁREA ENVASADO
Sistema Adecuado Cajón
Sobrepuesto 4 57 0.23
sustitución de lámpara de aditivos metálicos de 175W por Fluorescente
T8 2x32W colgante 2 57 0.11
ÁREA- CIP (ALCALINOS) Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11

92
ÁREA- CUARTO FRÍO Sistema Adecuado Cajón
Sobrepuesto 10 57 0.57
ÁREA- LAVADO DE CANASTILLAS
Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11
sustitución de lámpara de aditivos metálicos de 175W por Fluorescente
T8 2x32W Tipo Campana 6 57 0.34
OFICINAS DE PRODUCCIÓN
OFICINAS DE DISTRIBUCION Sistema Adecuado
Cajón Empotrado
16 40 0.64
sustitución de lámparas Dicroicas de 50W por LFC de 13W
Cajón Empotrado
9 13 0.12
OFICINA SUBGERENCIA DE PRODUCCIÓN Y MANTTO.
Sistema Adecuado Cajón
Empotrado 13 57 0.74
OFICINAS CONTROL DE CALIDAD
Sistema Adecuado Cajón
Sobrepuesto 14 57 0.80
OFINAS CONTROL DE CALIDAD. INSTRUMENTAL
Sistema Adecuado Cajón
Empotrado 22 40 0.88
OFICINAS CONTROL DE CALIDAD. ANALISIS FISICOQUÍMICOS
Sistema Adecuado Cajón
Empotrado 9 40 0.36
OFICINAS DEPARTAMENTO DE PRODUCCIÓN
Sistema Adecuado Cajón
Empotrado 20 57 1.14
ALMACÉN
ÁREA- ALMACÉN GENERAL
Sistema Adecuado Gavilán
Colgante 5 57 0.29
sustitución de lámpara de aditivos metálicos de 175W por Fluorescente
T8 2x32W Tipo Campana 11 57 0.63
sustitución de lámparas de vapor sodio de 250W por Fluorescente T5
3x49W Tipo Campana 3 168 0.50
OFICINA DEL SINDICATO Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11
BÁSCULA
MÓDULO DE INFORMACIÓN. BÁSCULA
Sistema Adecuado Cajón
Sobrepuesto 3 57 0.17
EDIFICIO DEL COMEDOR
COMEDOR Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11
COCINA Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11
OFICINA DE ADQUISICIONES Sistema Adecuado Cajón
Sobrepuesto 4 57 0.23
BODEGA DE REFACCIONES Sistema Adecuado Cajón
Sobrepuesto 9 57 0.51
SERVICIO MEDICO Sistema Adecuado Cajón
Sobrepuesto 2 57 0.11
BAÑOS MUJERES Sistema Adecuado Cajón
Sobrepuesto 7 57 0.40
BAÑOS HOMBRES Sistema Adecuado Cajón
Sobrepuesto 7 57 0.40
PASILLO Sistema Adecuado Cajón
Sobrepuesto 7 57 0.40
CASETA DE VIGILANCIA
CASETA DE VIGILANCIA Sistema Adecuado Cajón
Sobrepuesto 3 57 0.17
OFICINAS ADMINISTRATIVAS
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
BAJA. Sistema Adecuado
Cajón Empotrado
72 40 2.88
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
ALTA Sistema Adecuado
Cajón Empotrado
74 40 2.96
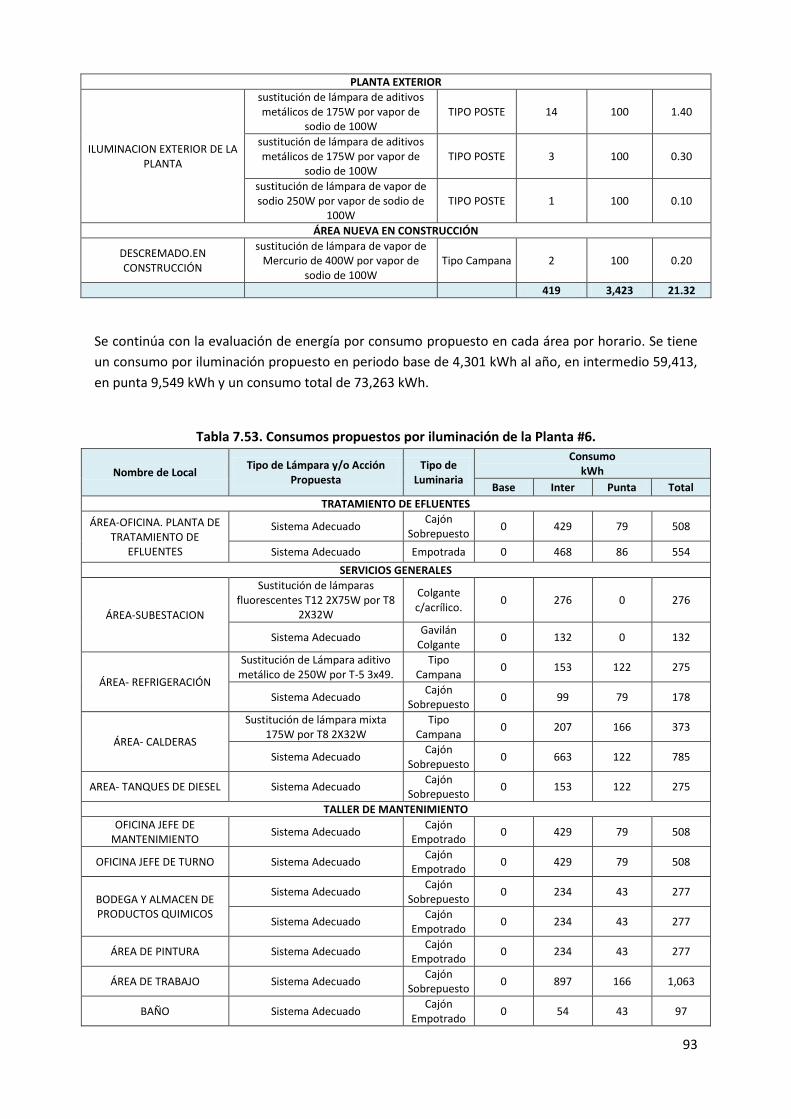
93
PLANTA EXTERIOR
ILUMINACION EXTERIOR DE LA PLANTA
sustitución de lámpara de aditivos metálicos de 175W por vapor de
sodio de 100W TIPO POSTE 14 100 1.40
sustitución de lámpara de aditivos metálicos de 175W por vapor de
sodio de 100W TIPO POSTE 3 100 0.30
sustitución de lámpara de vapor de sodio 250W por vapor de sodio de
100W TIPO POSTE 1 100 0.10
ÁREA NUEVA EN CONSTRUCCIÓN
DESCREMADO.EN CONSTRUCCIÓN
sustitución de lámpara de vapor de Mercurio de 400W por vapor de
sodio de 100W Tipo Campana 2 100 0.20
419 3,423 21.32
Se continúa con la evaluación de energía por consumo propuesto en cada área por horario. Se tiene
un consumo por iluminación propuesto en periodo base de 4,301 kWh al año, en intermedio 59,413,
en punta 9,549 kWh y un consumo total de 73,263 kWh.
Tabla 7.53. Consumos propuestos por iluminación de la Planta #6.
Nombre de Local Tipo de Lámpara y/o Acción
Propuesta Tipo de
Luminaria
Consumo kWh
Base Inter Punta Total
TRATAMIENTO DE EFLUENTES
ÁREA-OFICINA. PLANTA DE TRATAMIENTO DE
EFLUENTES
Sistema Adecuado Cajón
Sobrepuesto 0 429 79 508
Sistema Adecuado Empotrada 0 468 86 554
SERVICIOS GENERALES
ÁREA-SUBESTACION
Sustitución de lámparas fluorescentes T12 2X75W por T8
2X32W
Colgante c/acrílico.
0 276 0 276
Sistema Adecuado Gavilán
Colgante 0 132 0 132
ÁREA- REFRIGERACIÓN
Sustitución de Lámpara aditivo metálico de 250W por T-5 3x49.
Tipo Campana
0 153 122 275
Sistema Adecuado Cajón
Sobrepuesto 0 99 79 178
ÁREA- CALDERAS
Sustitución de lámpara mixta 175W por T8 2X32W
Tipo Campana
0 207 166 373
Sistema Adecuado Cajón
Sobrepuesto 0 663 122 785
AREA- TANQUES DE DIESEL Sistema Adecuado Cajón
Sobrepuesto 0 153 122 275
TALLER DE MANTENIMIENTO
OFICINA JEFE DE MANTENIMIENTO
Sistema Adecuado Cajón
Empotrado 0 429 79 508
OFICINA JEFE DE TURNO Sistema Adecuado Cajón
Empotrado 0 429 79 508
BODEGA Y ALMACEN DE PRODUCTOS QUIMICOS
Sistema Adecuado Cajón
Sobrepuesto 0 234 43 277
Sistema Adecuado Cajón
Empotrado 0 234 43 277
ÁREA DE PINTURA Sistema Adecuado Cajón
Empotrado 0 234 43 277
ÁREA DE TRABAJO Sistema Adecuado Cajón
Sobrepuesto 0 897 166 1,063
BAÑO Sistema Adecuado Cajón
Empotrado 0 54 43 97
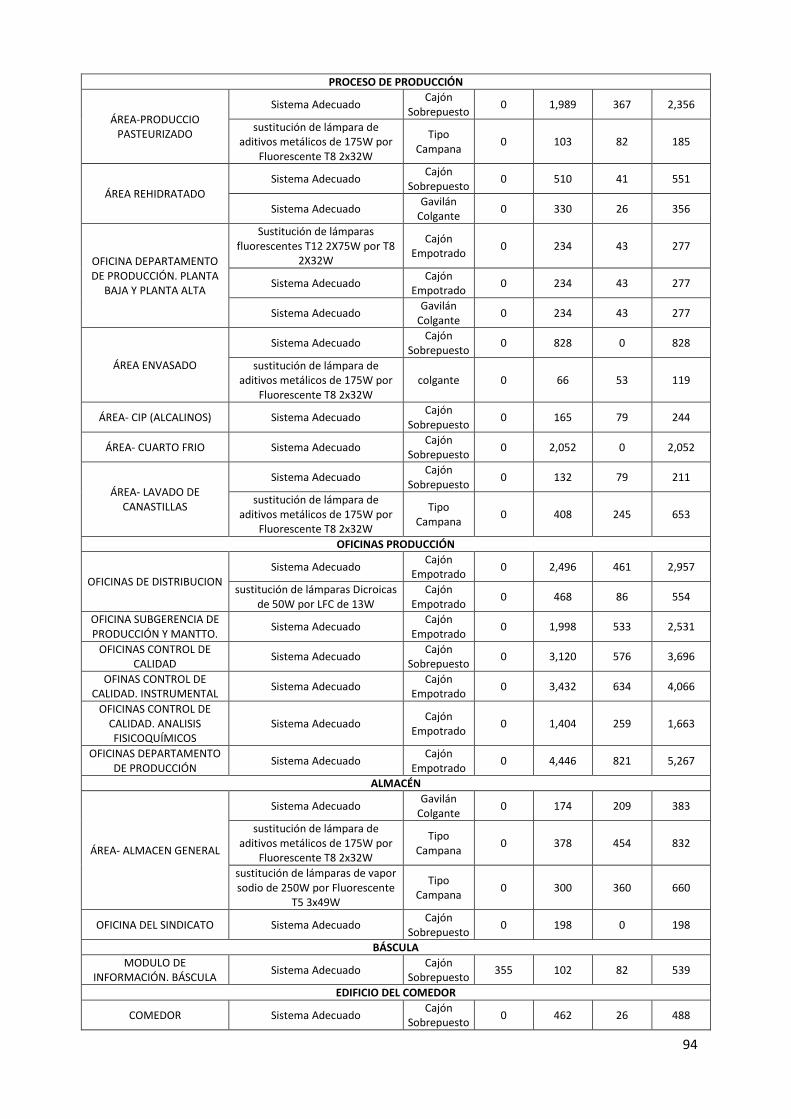
94
PROCESO DE PRODUCCIÓN
ÁREA-PRODUCCIO PASTEURIZADO
Sistema Adecuado Cajón
Sobrepuesto 0 1,989 367 2,356
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
0 103 82 185
ÁREA REHIDRATADO
Sistema Adecuado Cajón
Sobrepuesto 0 510 41 551
Sistema Adecuado Gavilán
Colgante 0 330 26 356
OFICINA DEPARTAMENTO DE PRODUCCIÓN. PLANTA
BAJA Y PLANTA ALTA
Sustitución de lámparas fluorescentes T12 2X75W por T8
2X32W
Cajón Empotrado
0 234 43 277
Sistema Adecuado Cajón
Empotrado 0 234 43 277
Sistema Adecuado Gavilán
Colgante 0 234 43 277
ÁREA ENVASADO
Sistema Adecuado Cajón
Sobrepuesto 0 828 0 828
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W colgante 0 66 53 119
ÁREA- CIP (ALCALINOS) Sistema Adecuado Cajón
Sobrepuesto 0 165 79 244
ÁREA- CUARTO FRIO Sistema Adecuado Cajón
Sobrepuesto 0 2,052 0 2,052
ÁREA- LAVADO DE CANASTILLAS
Sistema Adecuado Cajón
Sobrepuesto 0 132 79 211
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
0 408 245 653
OFICINAS PRODUCCIÓN
OFICINAS DE DISTRIBUCION Sistema Adecuado
Cajón Empotrado
0 2,496 461 2,957
sustitución de lámparas Dicroicas de 50W por LFC de 13W
Cajón Empotrado
0 468 86 554
OFICINA SUBGERENCIA DE PRODUCCIÓN Y MANTTO.
Sistema Adecuado Cajón
Empotrado 0 1,998 533 2,531
OFICINAS CONTROL DE CALIDAD
Sistema Adecuado Cajón
Sobrepuesto 0 3,120 576 3,696
OFINAS CONTROL DE CALIDAD. INSTRUMENTAL
Sistema Adecuado Cajón
Empotrado 0 3,432 634 4,066
OFICINAS CONTROL DE CALIDAD. ANALISIS FISICOQUÍMICOS
Sistema Adecuado Cajón
Empotrado 0 1,404 259 1,663
OFICINAS DEPARTAMENTO DE PRODUCCIÓN
Sistema Adecuado Cajón
Empotrado 0 4,446 821 5,267
ALMACÉN
ÁREA- ALMACEN GENERAL
Sistema Adecuado Gavilán
Colgante 0 174 209 383
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
0 378 454 832
sustitución de lámparas de vapor sodio de 250W por Fluorescente
T5 3x49W
Tipo Campana
0 300 360 660
OFICINA DEL SINDICATO Sistema Adecuado Cajón
Sobrepuesto 0 198 0 198
BÁSCULA
MODULO DE INFORMACIÓN. BÁSCULA
Sistema Adecuado Cajón
Sobrepuesto 355 102 82 539
EDIFICIO DEL COMEDOR
COMEDOR Sistema Adecuado Cajón
Sobrepuesto 0 462 26 488

95
COCINA Sistema Adecuado Cajón
Sobrepuesto 0 462 26 488
OFICINA DE ADQUISICIONES Sistema Adecuado Cajón
Sobrepuesto 0 690 0 690
BODEGA DE REFACCIONES Sistema Adecuado Cajón
Sobrepuesto 0 1,989 367 2,356
SERVICIO MEDICO Sistema Adecuado Cajón
Sobrepuesto 0 330 0 330
BAÑOS MUJERES Sistema Adecuado Cajón
Sobrepuesto 0 1,560 288 1,848
BAÑOS HOMBRES Sistema Adecuado Cajón
Sobrepuesto 0 1,560 288 1,848
PASILLO Sistema Adecuado Cajón
Sobrepuesto 0 720 288 1,008
CASETA DE VIGILANCIA
CASETA DE VIGILANCIA Sistema Adecuado Cajón
Sobrepuesto 118 408 122 648
OFICINAS ADMINISTRATIVAS
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
BAJA. Sistema Adecuado
Cajón Empotrado
0 8,640 0 8,640
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
ALTA Sistema Adecuado
Cajón Empotrado
0 8,880 0 8,880
PLANTA EXTERIOR
ILUMINACION EXTERIOR DE LA PLANTA
sustitución de lámpara de aditivos metálicos de 175W por
vapor de sodio de 100W TIPO POSTE 2,923 2,100 1,008 6,031
sustitución de lámpara de aditivos metálicos de 175W por
vapor de sodio de 100W TIPO POSTE 626 450 216 1,292
sustitución de lámpara de vapor de sodio 250W por vapor de
sodio de 100W TIPO POSTE 209 150 72 431
ÁREA NUEVA EN CONSTRUCCIÓN
DESCREMADO.EN CONSTRUCCIÓN
sustitución de lámpara de vapor de Mercurio de 400W por vapor
de sodio de 100W
Tipo Campana
70 120 0 190
4,301 59,413 9,549 73,263
El siguiente paso consiste en calcular los costos de operación con la tecnología propuesta en cada
uno de los horarios (Tabla 7.54). El costo del consumo por iluminación propuesto en el periodo base
es de $5,063.57, en intermedio $83,683.27, en punta $22,229.12 y en total $110,975.96 al año.
Tabla 7.54. Costos propuestos de la Planta #6
Nombre de Local Tipo de Lámpara y/o Acción
Propuesta Tipo de
Luminaria
Costo
Base $
Inter $
Punta $
Total $
TRATAMIENTO DE EFLUENTES
ÁREA-OFICINA. PLANTA DE TRATAMIENTO DE
EFLUENTES
Sistema Adecuado Cajón
Sobrepuesto $0.00 $604.25 $183.90 $788.15
Sistema Adecuado Empotrada $0.00 $659.18 $200.20 $859.38
SERVICIOS GENERALES
ÁREA-SUBESTACION
Sustitución de lámparas fluorescentes T12 2X75W por T8
2X32W
Colgante c/acrílico.
$0.00 $388.75 $0.00 $388.75
Sistema Adecuado Gavilán
Colgante $0.00 $185.92 $0.00 $185.92
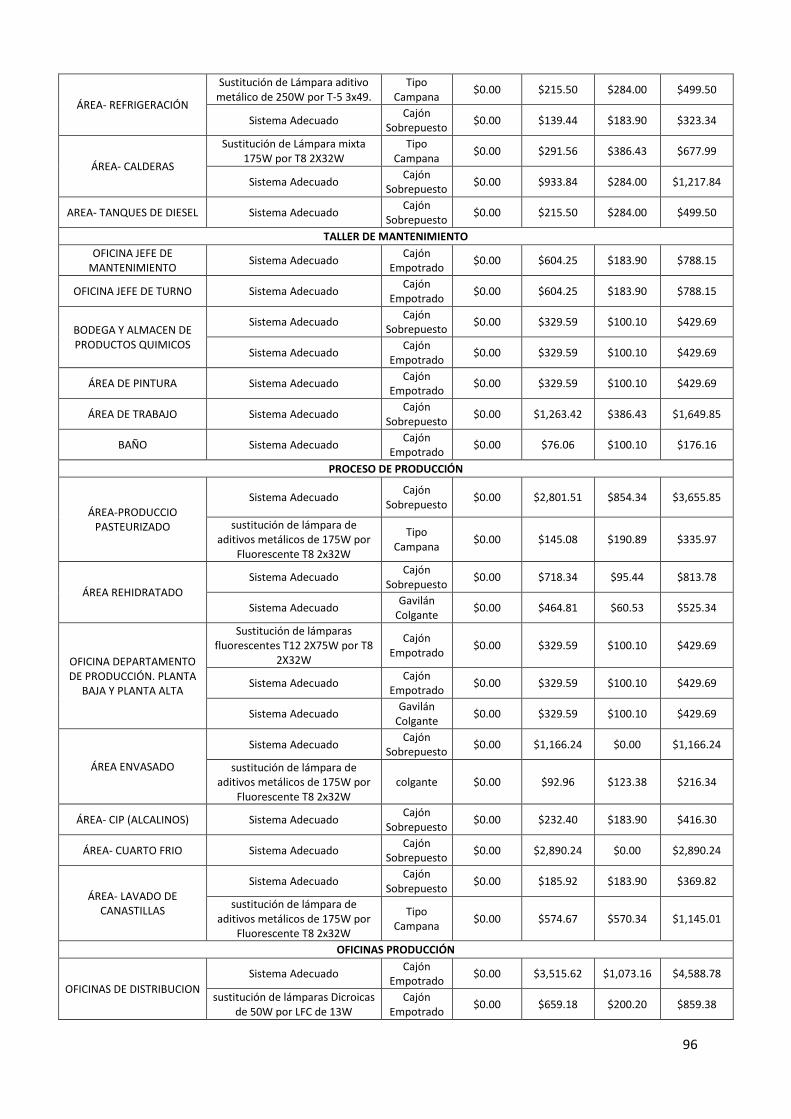
96
ÁREA- REFRIGERACIÓN
Sustitución de Lámpara aditivo metálico de 250W por T-5 3x49.
Tipo Campana
$0.00 $215.50 $284.00 $499.50
Sistema Adecuado Cajón
Sobrepuesto $0.00 $139.44 $183.90 $323.34
ÁREA- CALDERAS
Sustitución de Lámpara mixta 175W por T8 2X32W
Tipo Campana
$0.00 $291.56 $386.43 $677.99
Sistema Adecuado Cajón
Sobrepuesto $0.00 $933.84 $284.00 $1,217.84
AREA- TANQUES DE DIESEL Sistema Adecuado Cajón
Sobrepuesto $0.00 $215.50 $284.00 $499.50
TALLER DE MANTENIMIENTO
OFICINA JEFE DE MANTENIMIENTO
Sistema Adecuado Cajón
Empotrado $0.00 $604.25 $183.90 $788.15
OFICINA JEFE DE TURNO Sistema Adecuado Cajón
Empotrado $0.00 $604.25 $183.90 $788.15
BODEGA Y ALMACEN DE PRODUCTOS QUIMICOS
Sistema Adecuado Cajón
Sobrepuesto $0.00 $329.59 $100.10 $429.69
Sistema Adecuado Cajón
Empotrado $0.00 $329.59 $100.10 $429.69
ÁREA DE PINTURA Sistema Adecuado Cajón
Empotrado $0.00 $329.59 $100.10 $429.69
ÁREA DE TRABAJO Sistema Adecuado Cajón
Sobrepuesto $0.00 $1,263.42 $386.43 $1,649.85
BAÑO Sistema Adecuado Cajón
Empotrado $0.00 $76.06 $100.10 $176.16
PROCESO DE PRODUCCIÓN
ÁREA-PRODUCCIO PASTEURIZADO
Sistema Adecuado Cajón
Sobrepuesto $0.00 $2,801.51 $854.34 $3,655.85
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
$0.00 $145.08 $190.89 $335.97
ÁREA REHIDRATADO
Sistema Adecuado Cajón
Sobrepuesto $0.00 $718.34 $95.44 $813.78
Sistema Adecuado Gavilán
Colgante $0.00 $464.81 $60.53 $525.34
OFICINA DEPARTAMENTO DE PRODUCCIÓN. PLANTA
BAJA Y PLANTA ALTA
Sustitución de lámparas fluorescentes T12 2X75W por T8
2X32W
Cajón Empotrado
$0.00 $329.59 $100.10 $429.69
Sistema Adecuado Cajón
Empotrado $0.00 $329.59 $100.10 $429.69
Sistema Adecuado Gavilán
Colgante $0.00 $329.59 $100.10 $429.69
ÁREA ENVASADO
Sistema Adecuado Cajón
Sobrepuesto $0.00 $1,166.24 $0.00 $1,166.24
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W colgante $0.00 $92.96 $123.38 $216.34
ÁREA- CIP (ALCALINOS) Sistema Adecuado Cajón
Sobrepuesto $0.00 $232.40 $183.90 $416.30
ÁREA- CUARTO FRIO Sistema Adecuado Cajón
Sobrepuesto $0.00 $2,890.24 $0.00 $2,890.24
ÁREA- LAVADO DE CANASTILLAS
Sistema Adecuado Cajón
Sobrepuesto $0.00 $185.92 $183.90 $369.82
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
$0.00 $574.67 $570.34 $1,145.01
OFICINAS PRODUCCIÓN
OFICINAS DE DISTRIBUCION
Sistema Adecuado Cajón
Empotrado $0.00 $3,515.62 $1,073.16 $4,588.78
sustitución de lámparas Dicroicas de 50W por LFC de 13W
Cajón Empotrado
$0.00 $659.18 $200.20 $859.38
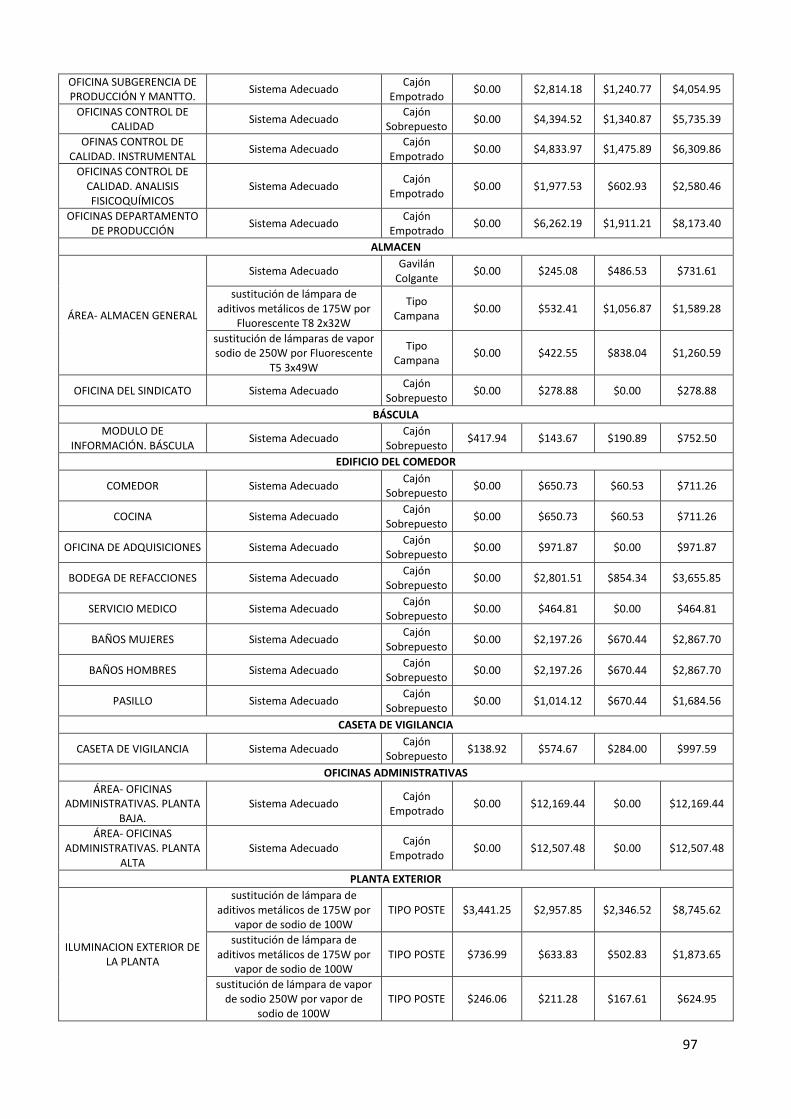
97
OFICINA SUBGERENCIA DE PRODUCCIÓN Y MANTTO.
Sistema Adecuado Cajón
Empotrado $0.00 $2,814.18 $1,240.77 $4,054.95
OFICINAS CONTROL DE CALIDAD
Sistema Adecuado Cajón
Sobrepuesto $0.00 $4,394.52 $1,340.87 $5,735.39
OFINAS CONTROL DE CALIDAD. INSTRUMENTAL
Sistema Adecuado Cajón
Empotrado $0.00 $4,833.97 $1,475.89 $6,309.86
OFICINAS CONTROL DE CALIDAD. ANALISIS FISICOQUÍMICOS
Sistema Adecuado Cajón
Empotrado $0.00 $1,977.53 $602.93 $2,580.46
OFICINAS DEPARTAMENTO DE PRODUCCIÓN
Sistema Adecuado Cajón
Empotrado $0.00 $6,262.19 $1,911.21 $8,173.40
ALMACEN
ÁREA- ALMACEN GENERAL
Sistema Adecuado Gavilán
Colgante $0.00 $245.08 $486.53 $731.61
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
$0.00 $532.41 $1,056.87 $1,589.28
sustitución de lámparas de vapor sodio de 250W por Fluorescente
T5 3x49W
Tipo Campana
$0.00 $422.55 $838.04 $1,260.59
OFICINA DEL SINDICATO Sistema Adecuado Cajón
Sobrepuesto $0.00 $278.88 $0.00 $278.88
BÁSCULA
MODULO DE INFORMACIÓN. BÁSCULA
Sistema Adecuado Cajón
Sobrepuesto $417.94 $143.67 $190.89 $752.50
EDIFICIO DEL COMEDOR
COMEDOR Sistema Adecuado Cajón
Sobrepuesto $0.00 $650.73 $60.53 $711.26
COCINA Sistema Adecuado Cajón
Sobrepuesto $0.00 $650.73 $60.53 $711.26
OFICINA DE ADQUISICIONES Sistema Adecuado Cajón
Sobrepuesto $0.00 $971.87 $0.00 $971.87
BODEGA DE REFACCIONES Sistema Adecuado Cajón
Sobrepuesto $0.00 $2,801.51 $854.34 $3,655.85
SERVICIO MEDICO Sistema Adecuado Cajón
Sobrepuesto $0.00 $464.81 $0.00 $464.81
BAÑOS MUJERES Sistema Adecuado Cajón
Sobrepuesto $0.00 $2,197.26 $670.44 $2,867.70
BAÑOS HOMBRES Sistema Adecuado Cajón
Sobrepuesto $0.00 $2,197.26 $670.44 $2,867.70
PASILLO Sistema Adecuado Cajón
Sobrepuesto $0.00 $1,014.12 $670.44 $1,684.56
CASETA DE VIGILANCIA
CASETA DE VIGILANCIA Sistema Adecuado Cajón
Sobrepuesto $138.92 $574.67 $284.00 $997.59
OFICINAS ADMINISTRATIVAS
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
BAJA. Sistema Adecuado
Cajón Empotrado
$0.00 $12,169.44 $0.00 $12,169.44
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
ALTA Sistema Adecuado
Cajón Empotrado
$0.00 $12,507.48 $0.00 $12,507.48
PLANTA EXTERIOR
ILUMINACION EXTERIOR DE LA PLANTA
sustitución de lámpara de aditivos metálicos de 175W por
vapor de sodio de 100W TIPO POSTE $3,441.25 $2,957.85 $2,346.52 $8,745.62
sustitución de lámpara de aditivos metálicos de 175W por
vapor de sodio de 100W TIPO POSTE $736.99 $633.83 $502.83 $1,873.65
sustitución de lámpara de vapor de sodio 250W por vapor de
sodio de 100W TIPO POSTE $246.06 $211.28 $167.61 $624.95
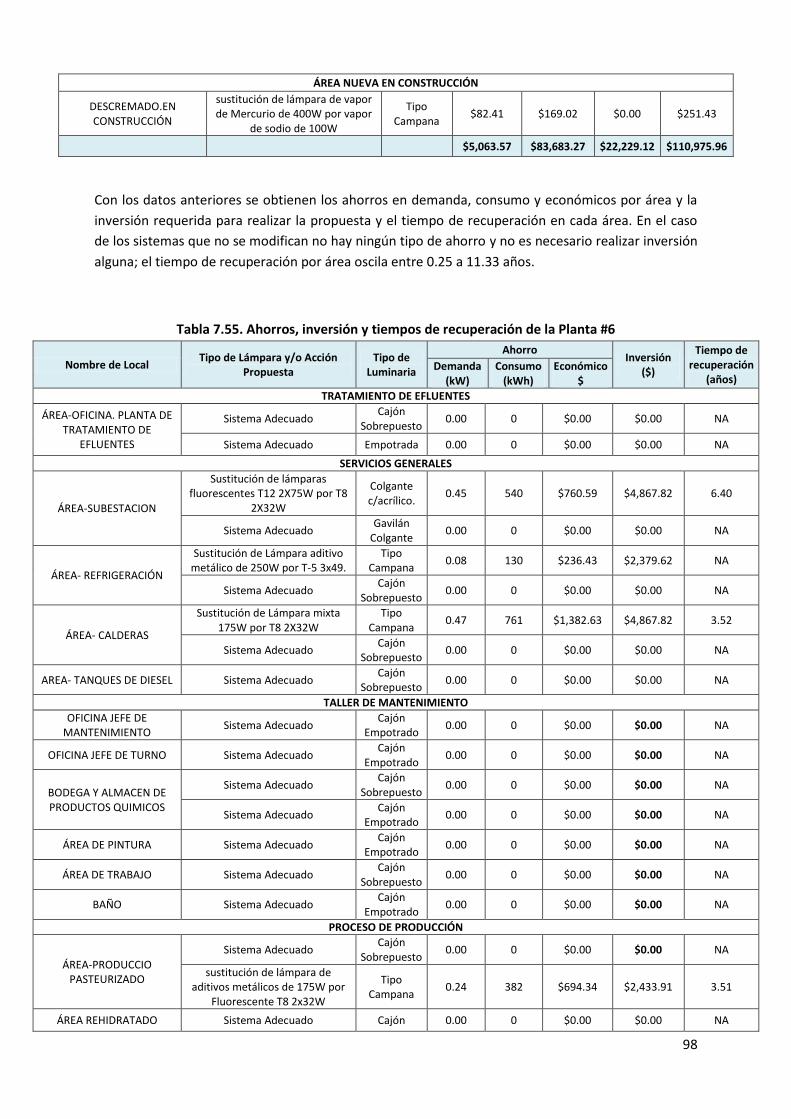
98
ÁREA NUEVA EN CONSTRUCCIÓN
DESCREMADO.EN CONSTRUCCIÓN
sustitución de lámpara de vapor de Mercurio de 400W por vapor
de sodio de 100W
Tipo Campana
$82.41 $169.02 $0.00 $251.43
$5,063.57 $83,683.27 $22,229.12 $110,975.96
Con los datos anteriores se obtienen los ahorros en demanda, consumo y económicos por área y la
inversión requerida para realizar la propuesta y el tiempo de recuperación en cada área. En el caso
de los sistemas que no se modifican no hay ningún tipo de ahorro y no es necesario realizar inversión
alguna; el tiempo de recuperación por área oscila entre 0.25 a 11.33 años.
Tabla 7.55. Ahorros, inversión y tiempos de recuperación de la Planta #6
Nombre de Local Tipo de Lámpara y/o Acción
Propuesta Tipo de
Luminaria
Ahorro Inversión
($)
Tiempo de recuperación
(años) Demanda
(kW) Consumo
(kWh) Económico
$
TRATAMIENTO DE EFLUENTES
ÁREA-OFICINA. PLANTA DE TRATAMIENTO DE
EFLUENTES
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
Sistema Adecuado Empotrada 0.00 0 $0.00 $0.00 NA
SERVICIOS GENERALES
ÁREA-SUBESTACION
Sustitución de lámparas fluorescentes T12 2X75W por T8
2X32W
Colgante c/acrílico.
0.45 540 $760.59 $4,867.82 6.40
Sistema Adecuado Gavilán
Colgante 0.00 0 $0.00 $0.00 NA
ÁREA- REFRIGERACIÓN
Sustitución de Lámpara aditivo metálico de 250W por T-5 3x49.
Tipo Campana
0.08 130 $236.43 $2,379.62 NA
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
ÁREA- CALDERAS
Sustitución de Lámpara mixta 175W por T8 2X32W
Tipo Campana
0.47 761 $1,382.63 $4,867.82 3.52
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
AREA- TANQUES DE DIESEL Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
TALLER DE MANTENIMIENTO
OFICINA JEFE DE MANTENIMIENTO
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
OFICINA JEFE DE TURNO Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
BODEGA Y ALMACEN DE PRODUCTOS QUIMICOS
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
ÁREA DE PINTURA Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
ÁREA DE TRABAJO Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
BAÑO Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
PROCESO DE PRODUCCIÓN
ÁREA-PRODUCCIO PASTEURIZADO
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
0.24 382 $694.34 $2,433.91 3.51
ÁREA REHIDRATADO Sistema Adecuado Cajón 0.00 0 $0.00 $0.00 NA
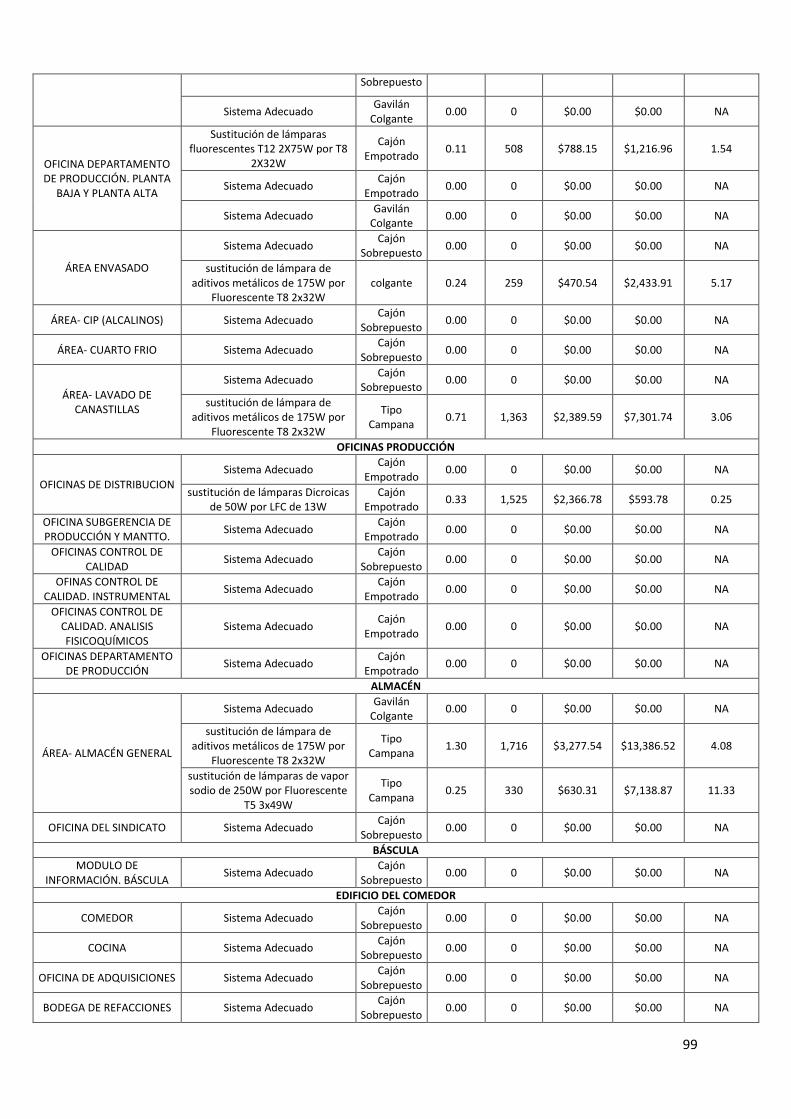
99
Sobrepuesto
Sistema Adecuado Gavilán
Colgante 0.00 0 $0.00 $0.00 NA
OFICINA DEPARTAMENTO DE PRODUCCIÓN. PLANTA
BAJA Y PLANTA ALTA
Sustitución de lámparas fluorescentes T12 2X75W por T8
2X32W
Cajón Empotrado
0.11 508 $788.15 $1,216.96 1.54
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
Sistema Adecuado Gavilán
Colgante 0.00 0 $0.00 $0.00 NA
ÁREA ENVASADO
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W colgante 0.24 259 $470.54 $2,433.91 5.17
ÁREA- CIP (ALCALINOS) Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
ÁREA- CUARTO FRIO Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
ÁREA- LAVADO DE CANASTILLAS
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
0.71 1,363 $2,389.59 $7,301.74 3.06
OFICINAS PRODUCCIÓN
OFICINAS DE DISTRIBUCION
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
sustitución de lámparas Dicroicas de 50W por LFC de 13W
Cajón Empotrado
0.33 1,525 $2,366.78 $593.78 0.25
OFICINA SUBGERENCIA DE PRODUCCIÓN Y MANTTO.
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
OFICINAS CONTROL DE CALIDAD
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
OFINAS CONTROL DE CALIDAD. INSTRUMENTAL
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
OFICINAS CONTROL DE CALIDAD. ANALISIS FISICOQUÍMICOS
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
OFICINAS DEPARTAMENTO DE PRODUCCIÓN
Sistema Adecuado Cajón
Empotrado 0.00 0 $0.00 $0.00 NA
ALMACÉN
ÁREA- ALMACÉN GENERAL
Sistema Adecuado Gavilán
Colgante 0.00 0 $0.00 $0.00 NA
sustitución de lámpara de aditivos metálicos de 175W por
Fluorescente T8 2x32W
Tipo Campana
1.30 1,716 $3,277.54 $13,386.52 4.08
sustitución de lámparas de vapor sodio de 250W por Fluorescente
T5 3x49W
Tipo Campana
0.25 330 $630.31 $7,138.87 11.33
OFICINA DEL SINDICATO Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
BÁSCULA
MODULO DE INFORMACIÓN. BÁSCULA
Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
EDIFICIO DEL COMEDOR
COMEDOR Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
COCINA Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
OFICINA DE ADQUISICIONES Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
BODEGA DE REFACCIONES Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
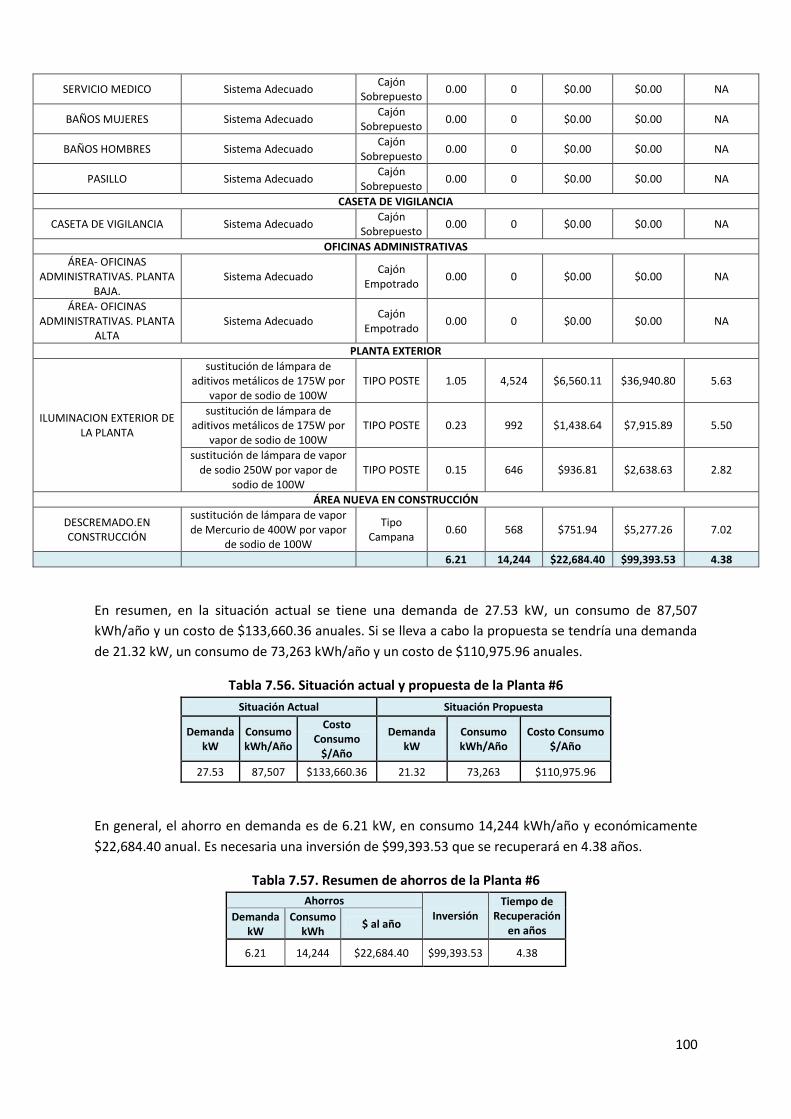
100
SERVICIO MEDICO Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
BAÑOS MUJERES Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
BAÑOS HOMBRES Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
PASILLO Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
CASETA DE VIGILANCIA
CASETA DE VIGILANCIA Sistema Adecuado Cajón
Sobrepuesto 0.00 0 $0.00 $0.00 NA
OFICINAS ADMINISTRATIVAS
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
BAJA. Sistema Adecuado
Cajón Empotrado
0.00 0 $0.00 $0.00 NA
ÁREA- OFICINAS ADMINISTRATIVAS. PLANTA
ALTA Sistema Adecuado
Cajón Empotrado
0.00 0 $0.00 $0.00 NA
PLANTA EXTERIOR
ILUMINACION EXTERIOR DE LA PLANTA
sustitución de lámpara de aditivos metálicos de 175W por
vapor de sodio de 100W TIPO POSTE 1.05 4,524 $6,560.11 $36,940.80 5.63
sustitución de lámpara de aditivos metálicos de 175W por
vapor de sodio de 100W TIPO POSTE 0.23 992 $1,438.64 $7,915.89 5.50
sustitución de lámpara de vapor de sodio 250W por vapor de
sodio de 100W TIPO POSTE 0.15 646 $936.81 $2,638.63 2.82
ÁREA NUEVA EN CONSTRUCCIÓN
DESCREMADO.EN CONSTRUCCIÓN
sustitución de lámpara de vapor de Mercurio de 400W por vapor
de sodio de 100W
Tipo Campana
0.60 568 $751.94 $5,277.26 7.02
6.21 14,244 $22,684.40 $99,393.53 4.38
En resumen, en la situación actual se tiene una demanda de 27.53 kW, un consumo de 87,507
kWh/año y un costo de $133,660.36 anuales. Si se lleva a cabo la propuesta se tendría una demanda
de 21.32 kW, un consumo de 73,263 kWh/año y un costo de $110,975.96 anuales.
Tabla 7.56. Situación actual y propuesta de la Planta #6
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo $/Año
27.53 87,507 $133,660.36 21.32 73,263 $110,975.96
En general, el ahorro en demanda es de 6.21 kW, en consumo 14,244 kWh/año y económicamente
$22,684.40 anual. Es necesaria una inversión de $99,393.53 que se recuperará en 4.38 años.
Tabla 7.57. Resumen de ahorros de la Planta #6
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh
$ al año
6.21 14,244 $22,684.40 $99,393.53 4.38
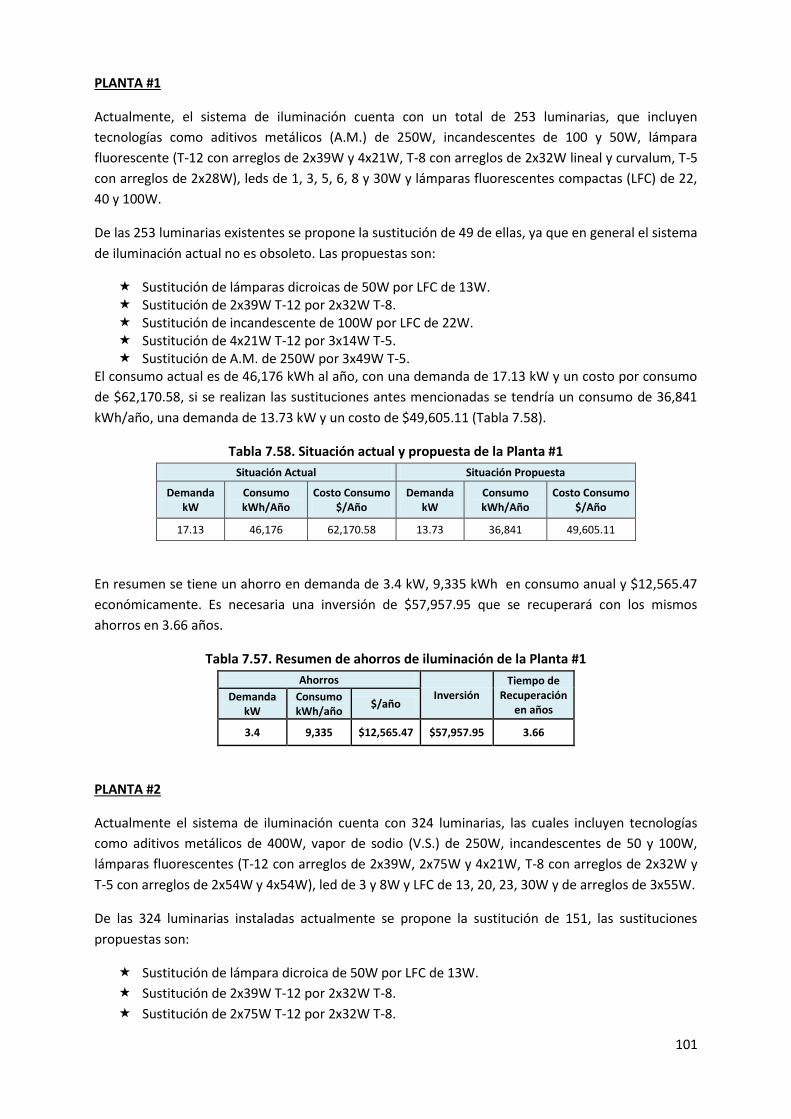
101
PLANTA #1
Actualmente, el sistema de iluminación cuenta con un total de 253 luminarias, que incluyen
tecnologías como aditivos metálicos (A.M.) de 250W, incandescentes de 100 y 50W, lámpara
fluorescente (T-12 con arreglos de 2x39W y 4x21W, T-8 con arreglos de 2x32W lineal y curvalum, T-5
con arreglos de 2x28W), leds de 1, 3, 5, 6, 8 y 30W y lámparas fluorescentes compactas (LFC) de 22,
40 y 100W.
De las 253 luminarias existentes se propone la sustitución de 49 de ellas, ya que en general el sistema
de iluminación actual no es obsoleto. Las propuestas son:
Sustitución de lámparas dicroicas de 50W por LFC de 13W. Sustitución de 2x39W T-12 por 2x32W T-8. Sustitución de incandescente de 100W por LFC de 22W. Sustitución de 4x21W T-12 por 3x14W T-5. Sustitución de A.M. de 250W por 3x49W T-5.
El consumo actual es de 46,176 kWh al año, con una demanda de 17.13 kW y un costo por consumo
de $62,170.58, si se realizan las sustituciones antes mencionadas se tendría un consumo de 36,841
kWh/año, una demanda de 13.73 kW y un costo de $49,605.11 (Tabla 7.58).
Tabla 7.58. Situación actual y propuesta de la Planta #1
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo $/Año
Demanda kW
Consumo kWh/Año
Costo Consumo $/Año
17.13 46,176 62,170.58 13.73 36,841 49,605.11
En resumen se tiene un ahorro en demanda de 3.4 kW, 9,335 kWh en consumo anual y $12,565.47
económicamente. Es necesaria una inversión de $57,957.95 que se recuperará con los mismos
ahorros en 3.66 años.
Tabla 7.57. Resumen de ahorros de iluminación de la Planta #1
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh/año
$/año
3.4 9,335 $12,565.47 $57,957.95 3.66
PLANTA #2
Actualmente el sistema de iluminación cuenta con 324 luminarias, las cuales incluyen tecnologías
como aditivos metálicos de 400W, vapor de sodio (V.S.) de 250W, incandescentes de 50 y 100W,
lámparas fluorescentes (T-12 con arreglos de 2x39W, 2x75W y 4x21W, T-8 con arreglos de 2x32W y
T-5 con arreglos de 2x54W y 4x54W), led de 3 y 8W y LFC de 13, 20, 23, 30W y de arreglos de 3x55W.
De las 324 luminarias instaladas actualmente se propone la sustitución de 151, las sustituciones
propuestas son:
Sustitución de lámpara dicroica de 50W por LFC de 13W.
Sustitución de 2x39W T-12 por 2x32W T-8.
Sustitución de 2x75W T-12 por 2x32W T-8.
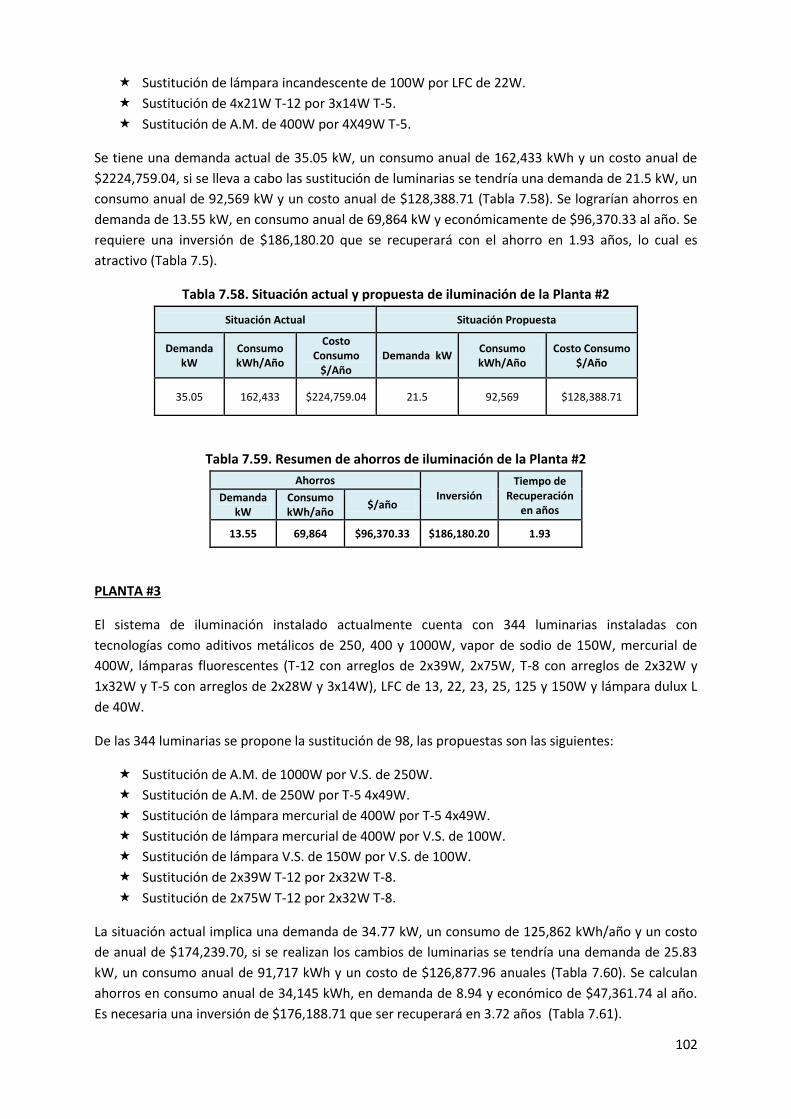
102
Sustitución de lámpara incandescente de 100W por LFC de 22W.
Sustitución de 4x21W T-12 por 3x14W T-5.
Sustitución de A.M. de 400W por 4X49W T-5.
Se tiene una demanda actual de 35.05 kW, un consumo anual de 162,433 kWh y un costo anual de
$2224,759.04, si se lleva a cabo las sustitución de luminarias se tendría una demanda de 21.5 kW, un
consumo anual de 92,569 kW y un costo anual de $128,388.71 (Tabla 7.58). Se lograrían ahorros en
demanda de 13.55 kW, en consumo anual de 69,864 kW y económicamente de $96,370.33 al año. Se
requiere una inversión de $186,180.20 que se recuperará con el ahorro en 1.93 años, lo cual es
atractivo (Tabla 7.5).
Tabla 7.58. Situación actual y propuesta de iluminación de la Planta #2
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año Demanda kW
Consumo kWh/Año
Costo Consumo $/Año
35.05 162,433 $224,759.04 21.5 92,569 $128,388.71
Tabla 7.59. Resumen de ahorros de iluminación de la Planta #2
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh/año
$/año
13.55 69,864 $96,370.33 $186,180.20 1.93
PLANTA #3
El sistema de iluminación instalado actualmente cuenta con 344 luminarias instaladas con
tecnologías como aditivos metálicos de 250, 400 y 1000W, vapor de sodio de 150W, mercurial de
400W, lámparas fluorescentes (T-12 con arreglos de 2x39W, 2x75W, T-8 con arreglos de 2x32W y
1x32W y T-5 con arreglos de 2x28W y 3x14W), LFC de 13, 22, 23, 25, 125 y 150W y lámpara dulux L
de 40W.
De las 344 luminarias se propone la sustitución de 98, las propuestas son las siguientes:
Sustitución de A.M. de 1000W por V.S. de 250W.
Sustitución de A.M. de 250W por T-5 4x49W.
Sustitución de lámpara mercurial de 400W por T-5 4x49W.
Sustitución de lámpara mercurial de 400W por V.S. de 100W.
Sustitución de lámpara V.S. de 150W por V.S. de 100W.
Sustitución de 2x39W T-12 por 2x32W T-8.
Sustitución de 2x75W T-12 por 2x32W T-8.
La situación actual implica una demanda de 34.77 kW, un consumo de 125,862 kWh/año y un costo
de anual de $174,239.70, si se realizan los cambios de luminarias se tendría una demanda de 25.83
kW, un consumo anual de 91,717 kWh y un costo de $126,877.96 anuales (Tabla 7.60). Se calculan
ahorros en consumo anual de 34,145 kWh, en demanda de 8.94 y económico de $47,361.74 al año.
Es necesaria una inversión de $176,188.71 que ser recuperará en 3.72 años (Tabla 7.61).
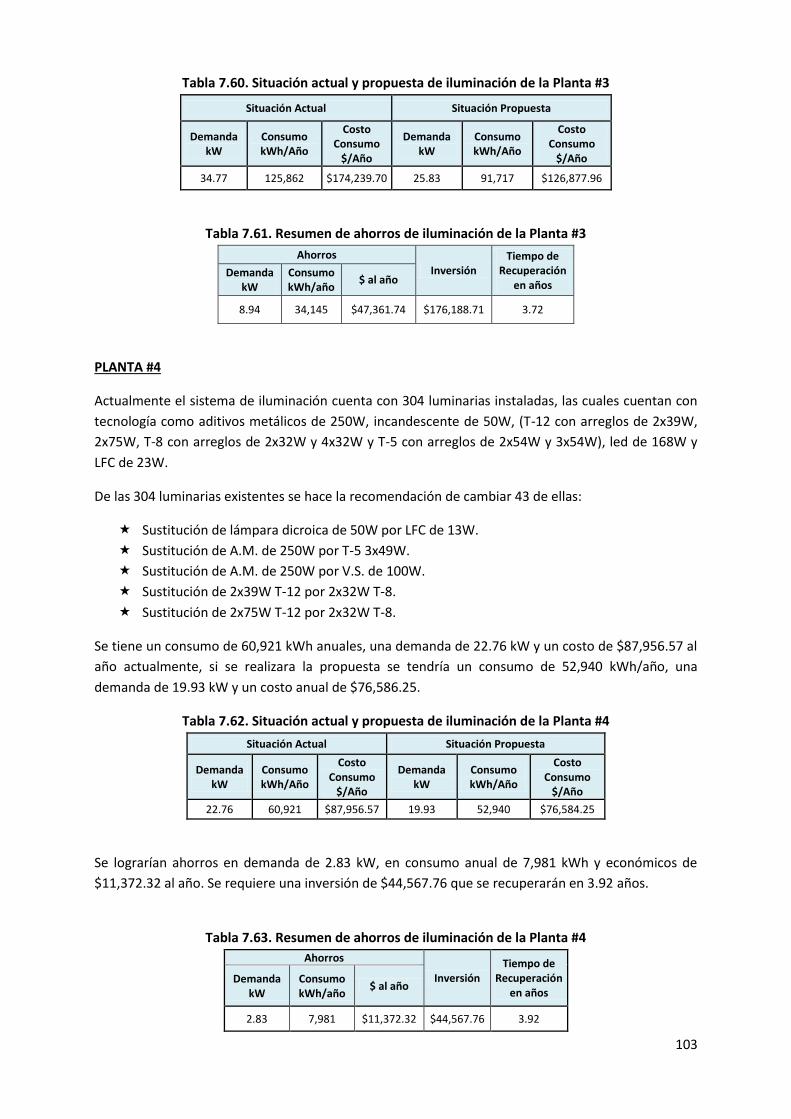
103
Tabla 7.60. Situación actual y propuesta de iluminación de la Planta #3
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
34.77 125,862 $174,239.70 25.83 91,717 $126,877.96
Tabla 7.61. Resumen de ahorros de iluminación de la Planta #3
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh/año
$ al año
8.94 34,145 $47,361.74 $176,188.71 3.72
PLANTA #4
Actualmente el sistema de iluminación cuenta con 304 luminarias instaladas, las cuales cuentan con
tecnología como aditivos metálicos de 250W, incandescente de 50W, (T-12 con arreglos de 2x39W,
2x75W, T-8 con arreglos de 2x32W y 4x32W y T-5 con arreglos de 2x54W y 3x54W), led de 168W y
LFC de 23W.
De las 304 luminarias existentes se hace la recomendación de cambiar 43 de ellas:
Sustitución de lámpara dicroica de 50W por LFC de 13W.
Sustitución de A.M. de 250W por T-5 3x49W.
Sustitución de A.M. de 250W por V.S. de 100W.
Sustitución de 2x39W T-12 por 2x32W T-8.
Sustitución de 2x75W T-12 por 2x32W T-8.
Se tiene un consumo de 60,921 kWh anuales, una demanda de 22.76 kW y un costo de $87,956.57 al
año actualmente, si se realizara la propuesta se tendría un consumo de 52,940 kWh/año, una
demanda de 19.93 kW y un costo anual de $76,586.25.
Tabla 7.62. Situación actual y propuesta de iluminación de la Planta #4
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
22.76 60,921 $87,956.57 19.93 52,940 $76,584.25
Se lograrían ahorros en demanda de 2.83 kW, en consumo anual de 7,981 kWh y económicos de
$11,372.32 al año. Se requiere una inversión de $44,567.76 que se recuperarán en 3.92 años.
Tabla 7.63. Resumen de ahorros de iluminación de la Planta #4
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh/año
$ al año
2.83 7,981 $11,372.32 $44,567.76 3.92
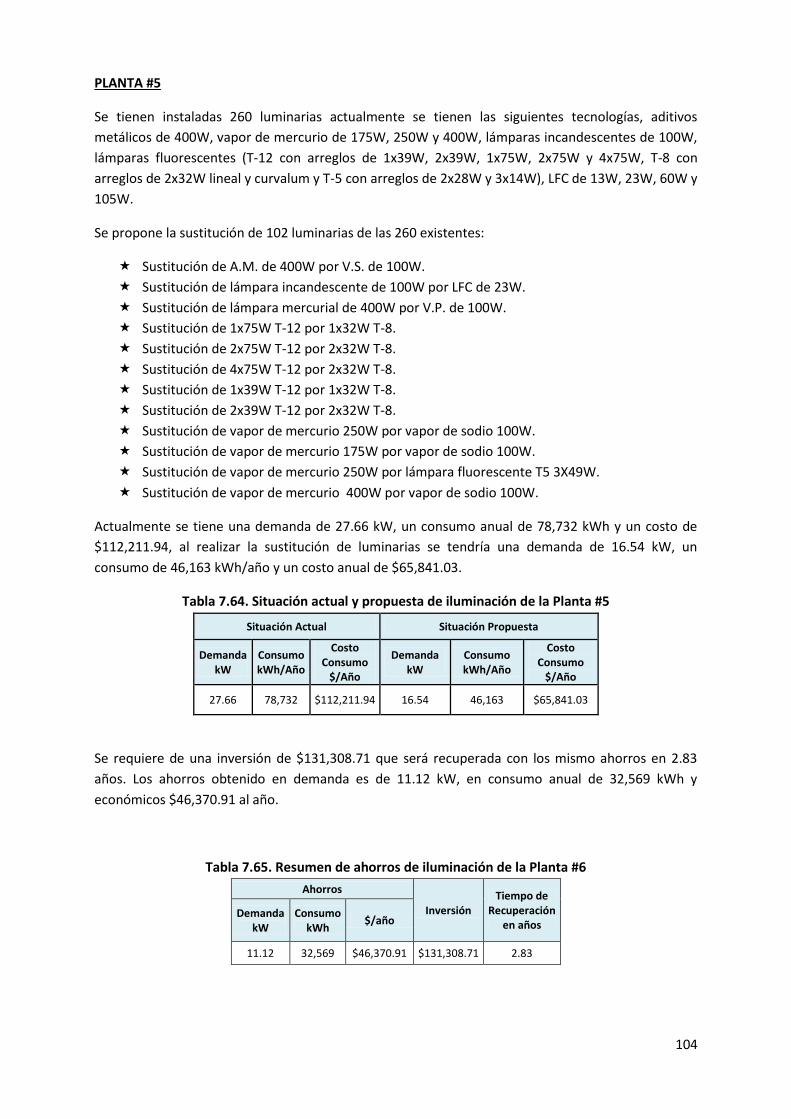
104
PLANTA #5
Se tienen instaladas 260 luminarias actualmente se tienen las siguientes tecnologías, aditivos
metálicos de 400W, vapor de mercurio de 175W, 250W y 400W, lámparas incandescentes de 100W,
lámparas fluorescentes (T-12 con arreglos de 1x39W, 2x39W, 1x75W, 2x75W y 4x75W, T-8 con
arreglos de 2x32W lineal y curvalum y T-5 con arreglos de 2x28W y 3x14W), LFC de 13W, 23W, 60W y
105W.
Se propone la sustitución de 102 luminarias de las 260 existentes:
Sustitución de A.M. de 400W por V.S. de 100W.
Sustitución de lámpara incandescente de 100W por LFC de 23W.
Sustitución de lámpara mercurial de 400W por V.P. de 100W.
Sustitución de 1x75W T-12 por 1x32W T-8.
Sustitución de 2x75W T-12 por 2x32W T-8.
Sustitución de 4x75W T-12 por 2x32W T-8.
Sustitución de 1x39W T-12 por 1x32W T-8.
Sustitución de 2x39W T-12 por 2x32W T-8.
Sustitución de vapor de mercurio 250W por vapor de sodio 100W.
Sustitución de vapor de mercurio 175W por vapor de sodio 100W.
Sustitución de vapor de mercurio 250W por lámpara fluorescente T5 3X49W.
Sustitución de vapor de mercurio 400W por vapor de sodio 100W.
Actualmente se tiene una demanda de 27.66 kW, un consumo anual de 78,732 kWh y un costo de
$112,211.94, al realizar la sustitución de luminarias se tendría una demanda de 16.54 kW, un
consumo de 46,163 kWh/año y un costo anual de $65,841.03.
Tabla 7.64. Situación actual y propuesta de iluminación de la Planta #5
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
27.66 78,732 $112,211.94 16.54 46,163 $65,841.03
Se requiere de una inversión de $131,308.71 que será recuperada con los mismo ahorros en 2.83
años. Los ahorros obtenido en demanda es de 11.12 kW, en consumo anual de 32,569 kWh y
económicos $46,370.91 al año.
Tabla 7.65. Resumen de ahorros de iluminación de la Planta #6
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh
$/año
11.12 32,569 $46,370.91 $131,308.71 2.83
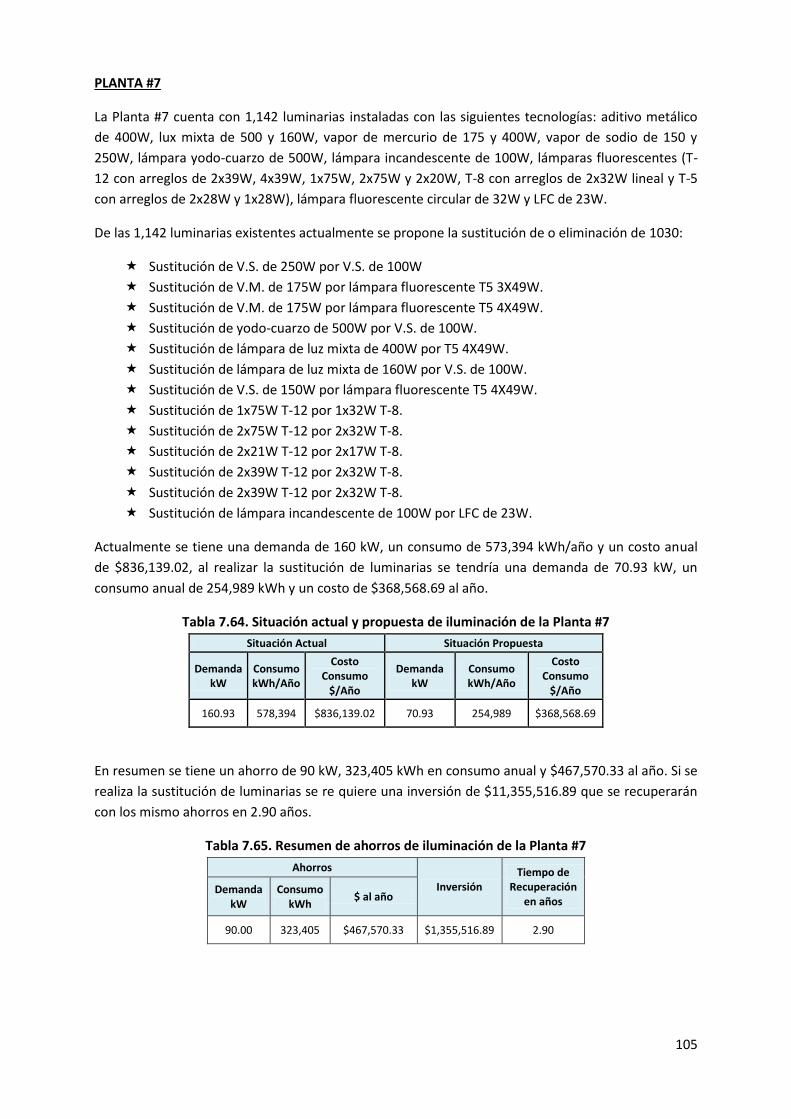
105
PLANTA #7
La Planta #7 cuenta con 1,142 luminarias instaladas con las siguientes tecnologías: aditivo metálico
de 400W, lux mixta de 500 y 160W, vapor de mercurio de 175 y 400W, vapor de sodio de 150 y
250W, lámpara yodo-cuarzo de 500W, lámpara incandescente de 100W, lámparas fluorescentes (T-
12 con arreglos de 2x39W, 4x39W, 1x75W, 2x75W y 2x20W, T-8 con arreglos de 2x32W lineal y T-5
con arreglos de 2x28W y 1x28W), lámpara fluorescente circular de 32W y LFC de 23W.
De las 1,142 luminarias existentes actualmente se propone la sustitución de o eliminación de 1030:
Sustitución de V.S. de 250W por V.S. de 100W
Sustitución de V.M. de 175W por lámpara fluorescente T5 3X49W.
Sustitución de V.M. de 175W por lámpara fluorescente T5 4X49W.
Sustitución de yodo-cuarzo de 500W por V.S. de 100W.
Sustitución de lámpara de luz mixta de 400W por T5 4X49W.
Sustitución de lámpara de luz mixta de 160W por V.S. de 100W.
Sustitución de V.S. de 150W por lámpara fluorescente T5 4X49W.
Sustitución de 1x75W T-12 por 1x32W T-8.
Sustitución de 2x75W T-12 por 2x32W T-8.
Sustitución de 2x21W T-12 por 2x17W T-8.
Sustitución de 2x39W T-12 por 2x32W T-8.
Sustitución de 2x39W T-12 por 2x32W T-8.
Sustitución de lámpara incandescente de 100W por LFC de 23W.
Actualmente se tiene una demanda de 160 kW, un consumo de 573,394 kWh/año y un costo anual
de $836,139.02, al realizar la sustitución de luminarias se tendría una demanda de 70.93 kW, un
consumo anual de 254,989 kWh y un costo de $368,568.69 al año.
Tabla 7.64. Situación actual y propuesta de iluminación de la Planta #7
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
160.93 578,394 $836,139.02 70.93 254,989 $368,568.69
En resumen se tiene un ahorro de 90 kW, 323,405 kWh en consumo anual y $467,570.33 al año. Si se
realiza la sustitución de luminarias se re quiere una inversión de $11,355,516.89 que se recuperarán
con los mismo ahorros en 2.90 años.
Tabla 7.65. Resumen de ahorros de iluminación de la Planta #7
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh
$ al año
90.00 323,405 $467,570.33 $1,355,516.89 2.90
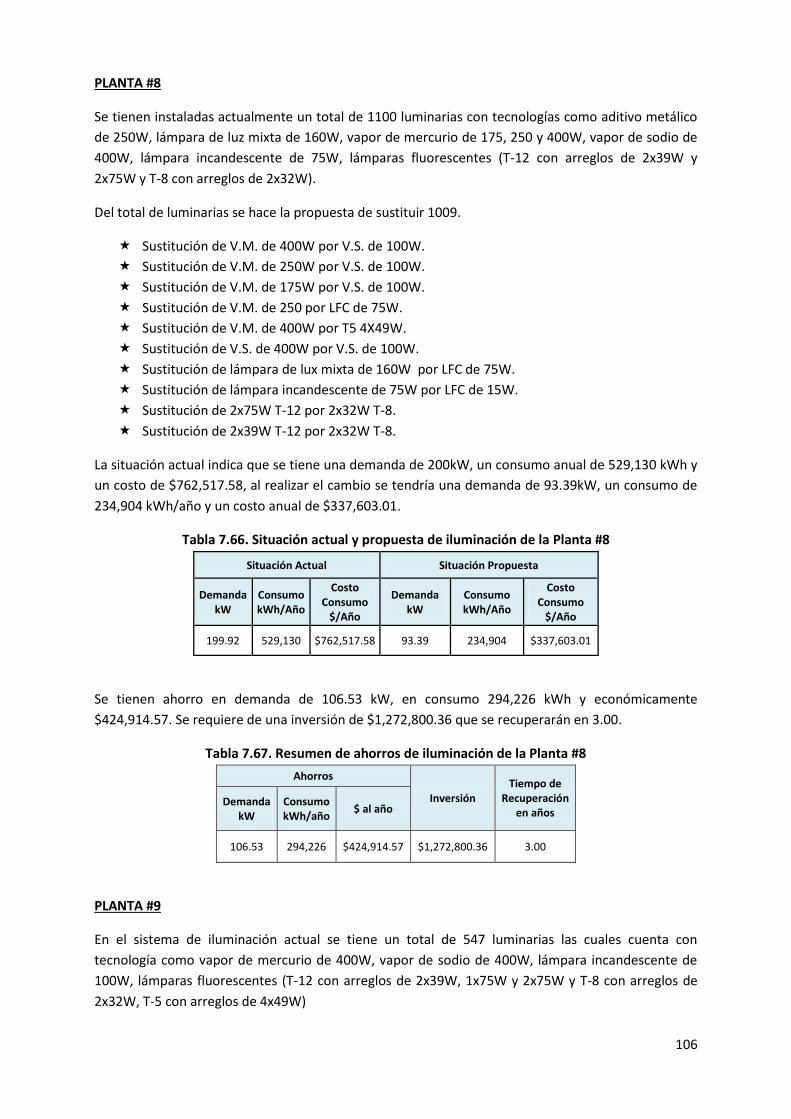
106
PLANTA #8
Se tienen instaladas actualmente un total de 1100 luminarias con tecnologías como aditivo metálico
de 250W, lámpara de luz mixta de 160W, vapor de mercurio de 175, 250 y 400W, vapor de sodio de
400W, lámpara incandescente de 75W, lámparas fluorescentes (T-12 con arreglos de 2x39W y
2x75W y T-8 con arreglos de 2x32W).
Del total de luminarias se hace la propuesta de sustituir 1009.
Sustitución de V.M. de 400W por V.S. de 100W.
Sustitución de V.M. de 250W por V.S. de 100W.
Sustitución de V.M. de 175W por V.S. de 100W.
Sustitución de V.M. de 250 por LFC de 75W.
Sustitución de V.M. de 400W por T5 4X49W.
Sustitución de V.S. de 400W por V.S. de 100W.
Sustitución de lámpara de lux mixta de 160W por LFC de 75W.
Sustitución de lámpara incandescente de 75W por LFC de 15W.
Sustitución de 2x75W T-12 por 2x32W T-8.
Sustitución de 2x39W T-12 por 2x32W T-8.
La situación actual indica que se tiene una demanda de 200kW, un consumo anual de 529,130 kWh y
un costo de $762,517.58, al realizar el cambio se tendría una demanda de 93.39kW, un consumo de
234,904 kWh/año y un costo anual de $337,603.01.
Tabla 7.66. Situación actual y propuesta de iluminación de la Planta #8
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
199.92 529,130 $762,517.58 93.39 234,904 $337,603.01
Se tienen ahorro en demanda de 106.53 kW, en consumo 294,226 kWh y económicamente
$424,914.57. Se requiere de una inversión de $1,272,800.36 que se recuperarán en 3.00.
Tabla 7.67. Resumen de ahorros de iluminación de la Planta #8
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh/año
$ al año
106.53 294,226 $424,914.57 $1,272,800.36 3.00
PLANTA #9
En el sistema de iluminación actual se tiene un total de 547 luminarias las cuales cuenta con
tecnología como vapor de mercurio de 400W, vapor de sodio de 400W, lámpara incandescente de
100W, lámparas fluorescentes (T-12 con arreglos de 2x39W, 1x75W y 2x75W y T-8 con arreglos de
2x32W, T-5 con arreglos de 4x49W)
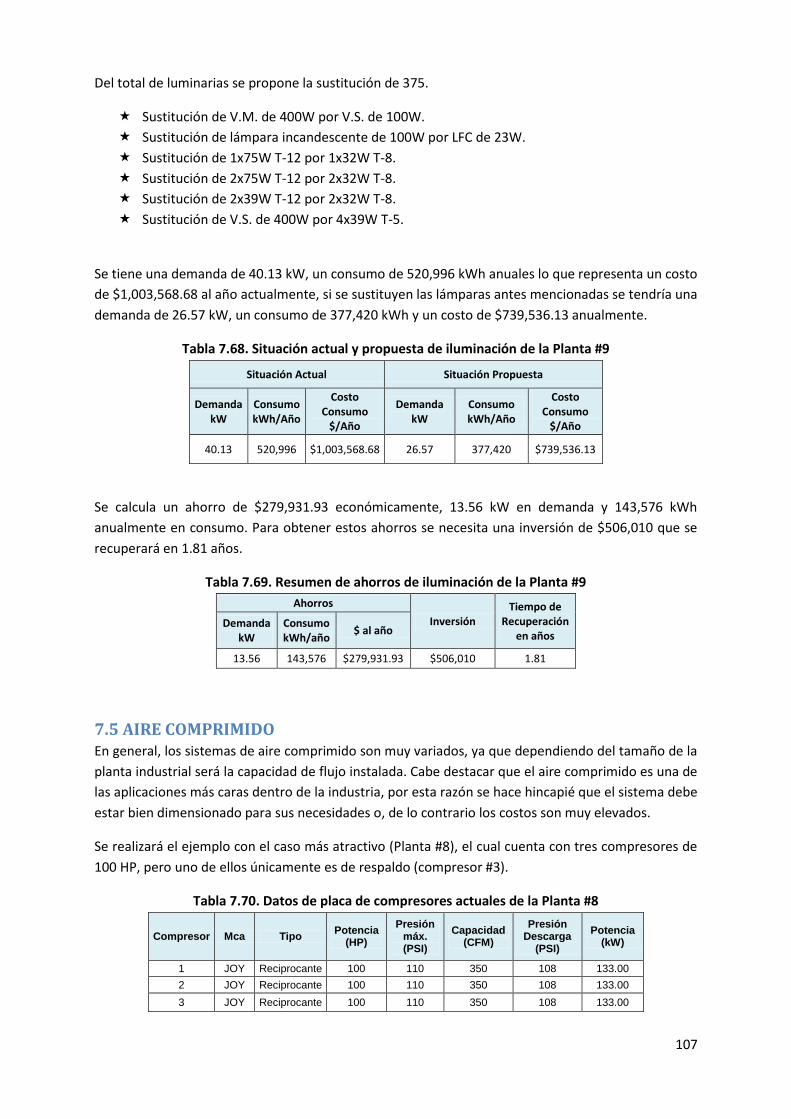
107
Del total de luminarias se propone la sustitución de 375.
Sustitución de V.M. de 400W por V.S. de 100W.
Sustitución de lámpara incandescente de 100W por LFC de 23W.
Sustitución de 1x75W T-12 por 1x32W T-8.
Sustitución de 2x75W T-12 por 2x32W T-8.
Sustitución de 2x39W T-12 por 2x32W T-8.
Sustitución de V.S. de 400W por 4x39W T-5.
Se tiene una demanda de 40.13 kW, un consumo de 520,996 kWh anuales lo que representa un costo
de $1,003,568.68 al año actualmente, si se sustituyen las lámparas antes mencionadas se tendría una
demanda de 26.57 kW, un consumo de 377,420 kWh y un costo de $739,536.13 anualmente.
Tabla 7.68. Situación actual y propuesta de iluminación de la Planta #9
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
40.13 520,996 $1,003,568.68 26.57 377,420 $739,536.13
Se calcula un ahorro de $279,931.93 económicamente, 13.56 kW en demanda y 143,576 kWh
anualmente en consumo. Para obtener estos ahorros se necesita una inversión de $506,010 que se
recuperará en 1.81 años.
Tabla 7.69. Resumen de ahorros de iluminación de la Planta #9
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh/año
$ al año
13.56 143,576 $279,931.93 $506,010 1.81
7.5 AIRE COMPRIMIDO En general, los sistemas de aire comprimido son muy variados, ya que dependiendo del tamaño de la
planta industrial será la capacidad de flujo instalada. Cabe destacar que el aire comprimido es una de
las aplicaciones más caras dentro de la industria, por esta razón se hace hincapié que el sistema debe
estar bien dimensionado para sus necesidades o, de lo contrario los costos son muy elevados.
Se realizará el ejemplo con el caso más atractivo (Planta #8), el cual cuenta con tres compresores de
100 HP, pero uno de ellos únicamente es de respaldo (compresor #3).
Tabla 7.70. Datos de placa de compresores actuales de la Planta #8
Compresor Mca Tipo Potencia
(HP)
Presión máx. (PSI)
Capacidad (CFM)
Presión Descarga
(PSI)
Potencia (kW)
1 JOY Reciprocante 100 110 350 108 133.00
2 JOY Reciprocante 100 110 350 108 133.00
3 JOY Reciprocante 100 110 350 108 133.00
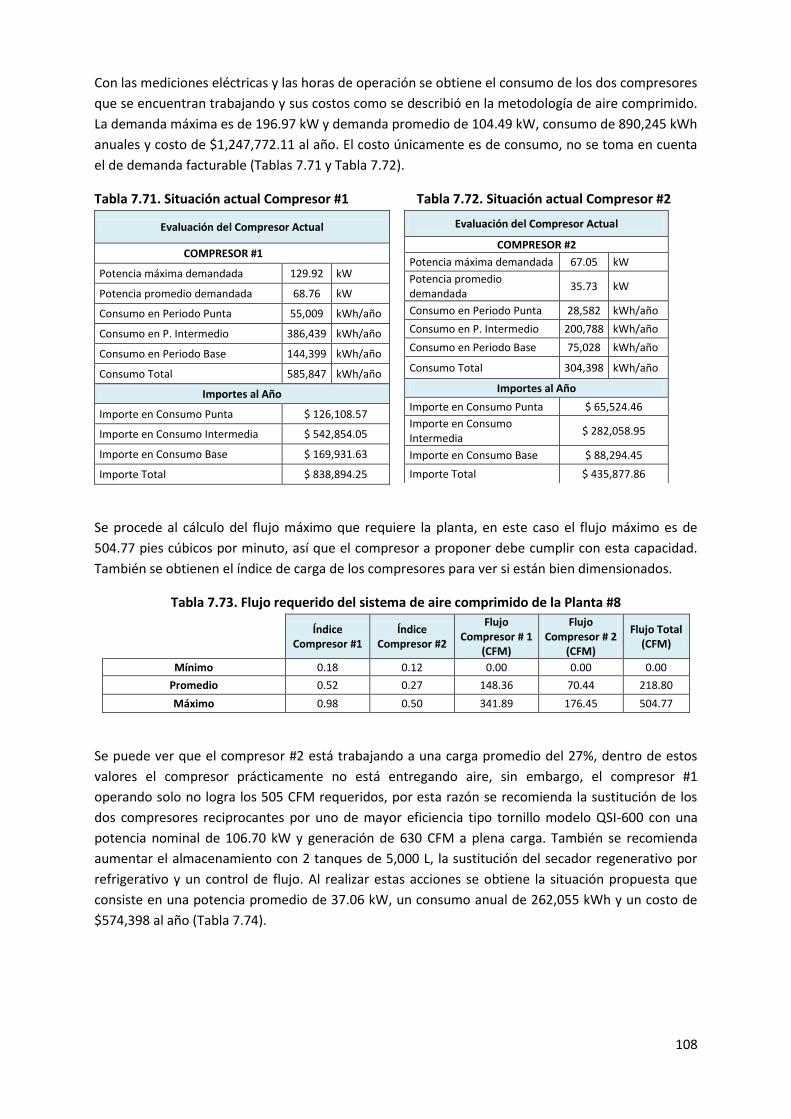
108
Con las mediciones eléctricas y las horas de operación se obtiene el consumo de los dos compresores
que se encuentran trabajando y sus costos como se describió en la metodología de aire comprimido.
La demanda máxima es de 196.97 kW y demanda promedio de 104.49 kW, consumo de 890,245 kWh
anuales y costo de $1,247,772.11 al año. El costo únicamente es de consumo, no se toma en cuenta
el de demanda facturable (Tablas 7.71 y Tabla 7.72).
Tabla 7.71. Situación actual Compresor #1 Tabla 7.72. Situación actual Compresor #2
Evaluación del Compresor Actual
COMPRESOR #1
Potencia máxima demandada 129.92 kW
Potencia promedio demandada 68.76 kW
Consumo en Periodo Punta 55,009 kWh/año
Consumo en P. Intermedio 386,439 kWh/año
Consumo en Periodo Base 144,399 kWh/año
Consumo Total 585,847 kWh/año
Importes al Año
Importe en Consumo Punta $ 126,108.57
Importe en Consumo Intermedia $ 542,854.05
Importe en Consumo Base $ 169,931.63
Importe Total $ 838,894.25
Evaluación del Compresor Actual
COMPRESOR #2
Potencia máxima demandada 67.05 kW
Potencia promedio demandada
35.73 kW
Consumo en Periodo Punta 28,582 kWh/año
Consumo en P. Intermedio 200,788 kWh/año
Consumo en Periodo Base 75,028 kWh/año
Consumo Total 304,398 kWh/año
Importes al Año
Importe en Consumo Punta $ 65,524.46
Importe en Consumo Intermedia
$ 282,058.95
Importe en Consumo Base $ 88,294.45
Importe Total $ 435,877.86
Se procede al cálculo del flujo máximo que requiere la planta, en este caso el flujo máximo es de
504.77 pies cúbicos por minuto, así que el compresor a proponer debe cumplir con esta capacidad.
También se obtienen el índice de carga de los compresores para ver si están bien dimensionados.
Tabla 7.73. Flujo requerido del sistema de aire comprimido de la Planta #8
Índice
Compresor #1 Índice
Compresor #2
Flujo Compresor # 1
(CFM)
Flujo Compresor # 2
(CFM)
Flujo Total (CFM)
Mínimo 0.18 0.12 0.00 0.00 0.00
Promedio 0.52 0.27 148.36 70.44 218.80
Máximo 0.98 0.50 341.89 176.45 504.77
Se puede ver que el compresor #2 está trabajando a una carga promedio del 27%, dentro de estos
valores el compresor prácticamente no está entregando aire, sin embargo, el compresor #1
operando solo no logra los 505 CFM requeridos, por esta razón se recomienda la sustitución de los
dos compresores reciprocantes por uno de mayor eficiencia tipo tornillo modelo QSI-600 con una
potencia nominal de 106.70 kW y generación de 630 CFM a plena carga. También se recomienda
aumentar el almacenamiento con 2 tanques de 5,000 L, la sustitución del secador regenerativo por
refrigerativo y un control de flujo. Al realizar estas acciones se obtiene la situación propuesta que
consiste en una potencia promedio de 37.06 kW, un consumo anual de 262,055 kWh y un costo de
$574,398 al año (Tabla 7.74).
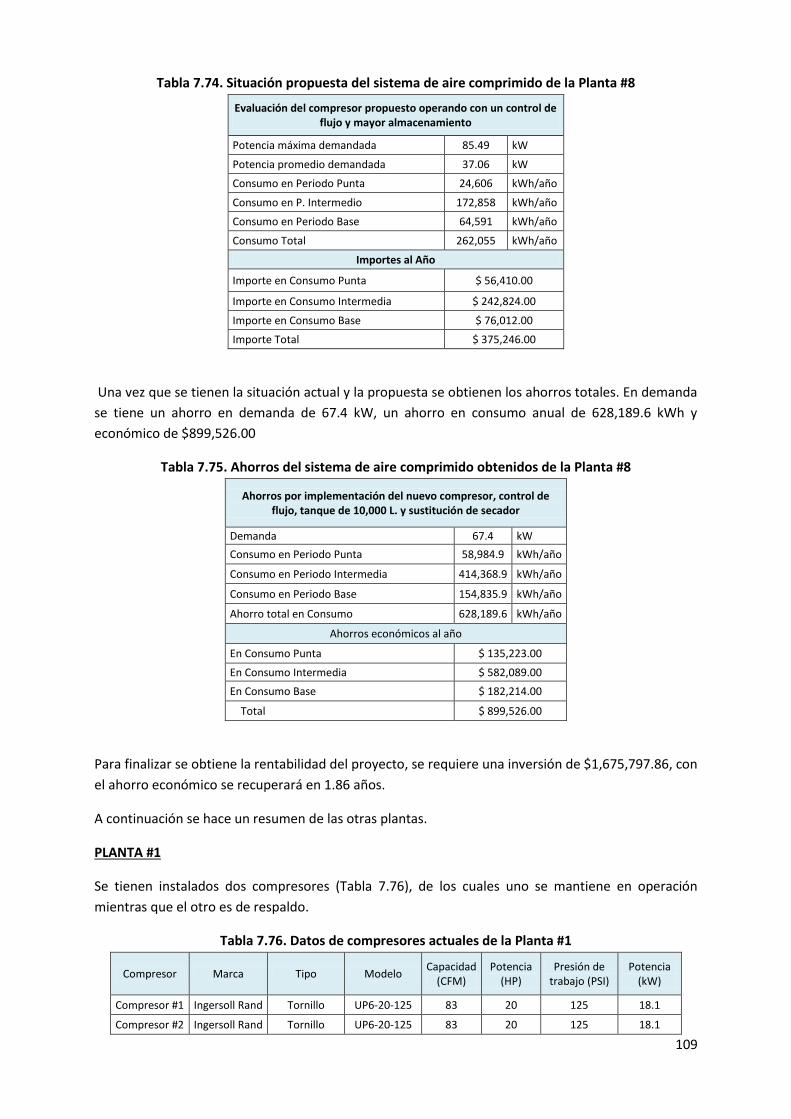
109
Tabla 7.74. Situación propuesta del sistema de aire comprimido de la Planta #8
Evaluación del compresor propuesto operando con un control de flujo y mayor almacenamiento
Potencia máxima demandada 85.49 kW
Potencia promedio demandada 37.06 kW
Consumo en Periodo Punta 24,606 kWh/año
Consumo en P. Intermedio 172,858 kWh/año
Consumo en Periodo Base 64,591 kWh/año
Consumo Total 262,055 kWh/año
Importes al Año
Importe en Consumo Punta $ 56,410.00
Importe en Consumo Intermedia $ 242,824.00
Importe en Consumo Base $ 76,012.00
Importe Total $ 375,246.00
Una vez que se tienen la situación actual y la propuesta se obtienen los ahorros totales. En demanda
se tiene un ahorro en demanda de 67.4 kW, un ahorro en consumo anual de 628,189.6 kWh y
económico de $899,526.00
Tabla 7.75. Ahorros del sistema de aire comprimido obtenidos de la Planta #8
Ahorros por implementación del nuevo compresor, control de flujo, tanque de 10,000 L. y sustitución de secador
Demanda 67.4 kW
Consumo en Periodo Punta 58,984.9 kWh/año
Consumo en Periodo Intermedia 414,368.9 kWh/año
Consumo en Periodo Base 154,835.9 kWh/año
Ahorro total en Consumo 628,189.6 kWh/año
Ahorros económicos al año
En Consumo Punta $ 135,223.00
En Consumo Intermedia $ 582,089.00
En Consumo Base $ 182,214.00
Total $ 899,526.00
Para finalizar se obtiene la rentabilidad del proyecto, se requiere una inversión de $1,675,797.86, con
el ahorro económico se recuperará en 1.86 años.
A continuación se hace un resumen de las otras plantas.
PLANTA #1
Se tienen instalados dos compresores (Tabla 7.76), de los cuales uno se mantiene en operación
mientras que el otro es de respaldo.
Tabla 7.76. Datos de compresores actuales de la Planta #1
Compresor Marca Tipo Modelo Capacidad
(CFM) Potencia
(HP) Presión de
trabajo (PSI) Potencia
(kW)
Compresor #1 Ingersoll Rand Tornillo UP6-20-125 83 20 125 18.1
Compresor #2 Ingersoll Rand Tornillo UP6-20-125 83 20 125 18.1

110
Con las mediciones eléctricas se obtiene el consumo actual de 55,231 kWh/año, una demanda
promedio de 11.34 kW y un costo por consumo anual de $55,231 (Tabla 7.77).
Tabla 7.77. Situación actual del sistema de aire comprimido de la Planta #1
Evaluación del Compresor Actual
COMPRESOR #1
Potencia máxima demandada 18.10 kW
Potencia promedio demandada 11.34 kW
Consumo en Periodo Punta 0 kWh/año
Consumo en P. Intermedio 38,069 kWh/año
Consumo en Periodo Base 11,465 kWh/año
Consumo Total 49,534 kWh/año
Costos anuales
Por consumo Punta $0.00
Por consumo Intermedia $ 44,164
Por consumo Base $ 11,067
Importe Total $ 55,231
De acuerdo con las necesidades de la planta, se genera un flujo máximo de 82.93 CFM y en promedio
de 32.75 CFM. Se propone un compresor modelo QGD 20 con una capacidad de 89 CFM y una
demanda máxima de 18.6 kW y un control de flujo. Al realizar los cálculos se obtiene que el
compresor operará a una demanda promedio de 9.30 kW, un consumo anual de 40,642 kWh y un
costo de 45,316.00.
Tabla 7.78. Situación propuesta del sistema de aire comprimido de la Planta #1
Evaluación del compresor propuesto operando con un control de flujo
Potencia máxima demandada 17.76 kW
Potencia promedio demandada 9.30 kW
Consumo en Periodo Punta 0 kWh/año
Consumo en P. Intermedio 31,235 kWh/año
Consumo en Periodo Base 9,407 kWh/año
Consumo Total 40,642 kWh/año
Costos anuales
Por Consumo Punta $ 0.00
Por Consumo Intermedia $ 36,236.00
Por Consumo Base $ 9,081.00
Importe Total $ 45,316.00
Los ahorros propuestos al realizar el cambio de compresor y la implementación de un control de flujo
son de 2.04 kW en demanda, 8,892 kWh en consumo anual y $11,402.00 al año.
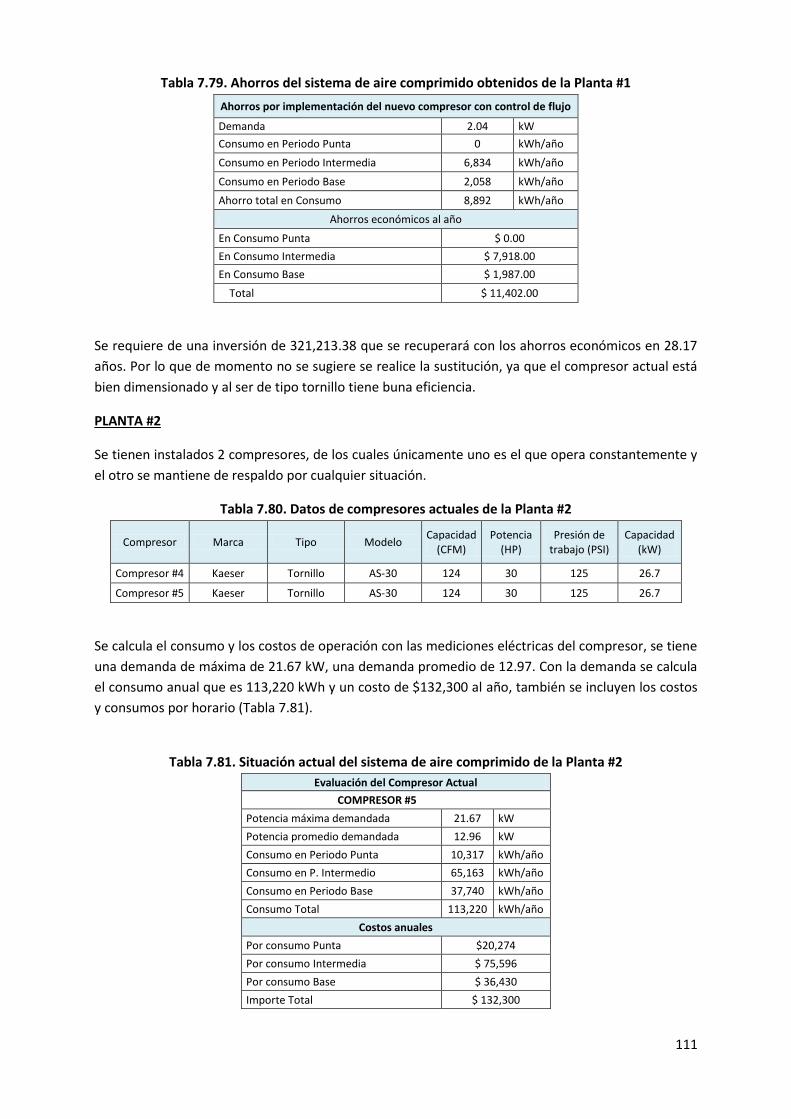
111
Tabla 7.79. Ahorros del sistema de aire comprimido obtenidos de la Planta #1
Ahorros por implementación del nuevo compresor con control de flujo
Demanda 2.04 kW
Consumo en Periodo Punta 0 kWh/año
Consumo en Periodo Intermedia 6,834 kWh/año
Consumo en Periodo Base 2,058 kWh/año
Ahorro total en Consumo 8,892 kWh/año
Ahorros económicos al año
En Consumo Punta $ 0.00
En Consumo Intermedia $ 7,918.00
En Consumo Base $ 1,987.00
Total $ 11,402.00
Se requiere de una inversión de 321,213.38 que se recuperará con los ahorros económicos en 28.17
años. Por lo que de momento no se sugiere se realice la sustitución, ya que el compresor actual está
bien dimensionado y al ser de tipo tornillo tiene buna eficiencia.
PLANTA #2
Se tienen instalados 2 compresores, de los cuales únicamente uno es el que opera constantemente y
el otro se mantiene de respaldo por cualquier situación.
Tabla 7.80. Datos de compresores actuales de la Planta #2
Compresor Marca Tipo Modelo Capacidad
(CFM) Potencia
(HP) Presión de
trabajo (PSI) Capacidad
(kW)
Compresor #4 Kaeser Tornillo AS-30 124 30 125 26.7
Compresor #5 Kaeser Tornillo AS-30 124 30 125 26.7
Se calcula el consumo y los costos de operación con las mediciones eléctricas del compresor, se tiene
una demanda de máxima de 21.67 kW, una demanda promedio de 12.97. Con la demanda se calcula
el consumo anual que es 113,220 kWh y un costo de $132,300 al año, también se incluyen los costos
y consumos por horario (Tabla 7.81).
Tabla 7.81. Situación actual del sistema de aire comprimido de la Planta #2
Evaluación del Compresor Actual
COMPRESOR #5
Potencia máxima demandada 21.67 kW
Potencia promedio demandada 12.96 kW
Consumo en Periodo Punta 10,317 kWh/año
Consumo en P. Intermedio 65,163 kWh/año
Consumo en Periodo Base 37,740 kWh/año
Consumo Total 113,220 kWh/año
Costos anuales
Por consumo Punta $20,274
Por consumo Intermedia $ 75,596
Por consumo Base $ 36,430
Importe Total $ 132,300
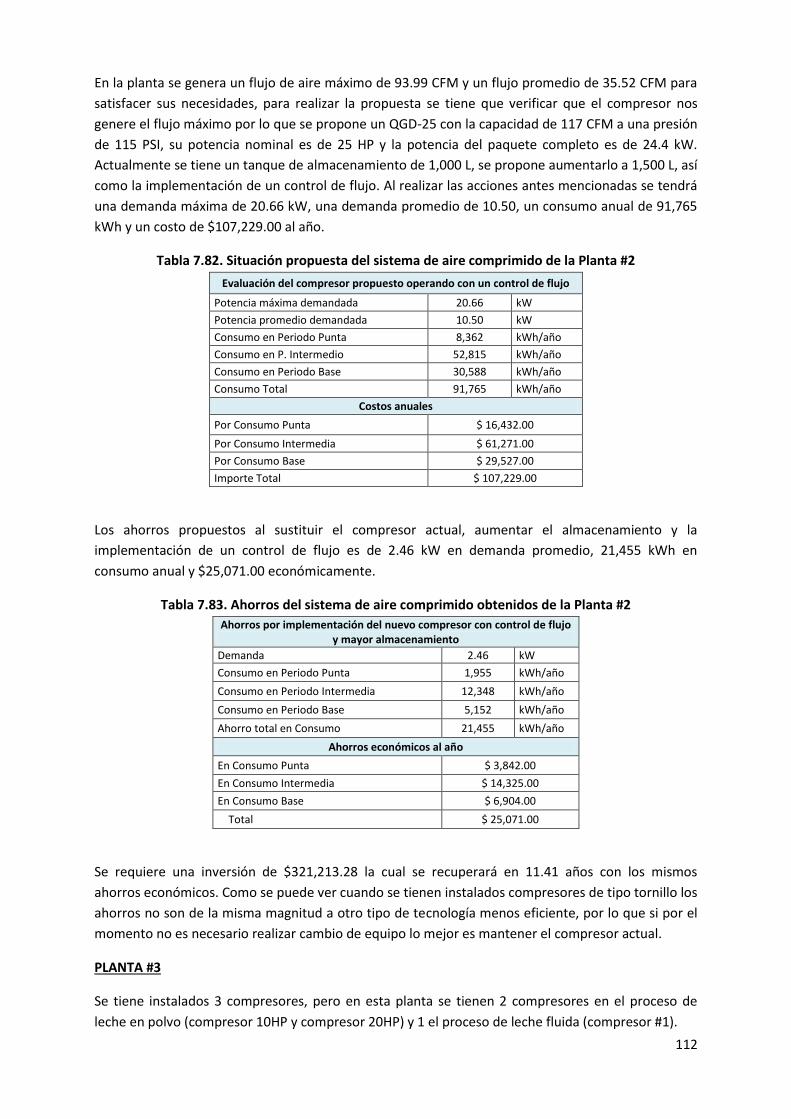
112
En la planta se genera un flujo de aire máximo de 93.99 CFM y un flujo promedio de 35.52 CFM para
satisfacer sus necesidades, para realizar la propuesta se tiene que verificar que el compresor nos
genere el flujo máximo por lo que se propone un QGD-25 con la capacidad de 117 CFM a una presión
de 115 PSI, su potencia nominal es de 25 HP y la potencia del paquete completo es de 24.4 kW.
Actualmente se tiene un tanque de almacenamiento de 1,000 L, se propone aumentarlo a 1,500 L, así
como la implementación de un control de flujo. Al realizar las acciones antes mencionadas se tendrá
una demanda máxima de 20.66 kW, una demanda promedio de 10.50, un consumo anual de 91,765
kWh y un costo de $107,229.00 al año.
Tabla 7.82. Situación propuesta del sistema de aire comprimido de la Planta #2
Evaluación del compresor propuesto operando con un control de flujo
Potencia máxima demandada 20.66 kW
Potencia promedio demandada 10.50 kW
Consumo en Periodo Punta 8,362 kWh/año
Consumo en P. Intermedio 52,815 kWh/año
Consumo en Periodo Base 30,588 kWh/año
Consumo Total 91,765 kWh/año
Costos anuales
Por Consumo Punta $ 16,432.00
Por Consumo Intermedia $ 61,271.00
Por Consumo Base $ 29,527.00
Importe Total $ 107,229.00
Los ahorros propuestos al sustituir el compresor actual, aumentar el almacenamiento y la
implementación de un control de flujo es de 2.46 kW en demanda promedio, 21,455 kWh en
consumo anual y $25,071.00 económicamente.
Tabla 7.83. Ahorros del sistema de aire comprimido obtenidos de la Planta #2
Ahorros por implementación del nuevo compresor con control de flujo y mayor almacenamiento
Demanda 2.46 kW
Consumo en Periodo Punta 1,955 kWh/año
Consumo en Periodo Intermedia 12,348 kWh/año
Consumo en Periodo Base 5,152 kWh/año
Ahorro total en Consumo 21,455 kWh/año
Ahorros económicos al año
En Consumo Punta $ 3,842.00
En Consumo Intermedia $ 14,325.00
En Consumo Base $ 6,904.00
Total $ 25,071.00
Se requiere una inversión de $321,213.28 la cual se recuperará en 11.41 años con los mismos
ahorros económicos. Como se puede ver cuando se tienen instalados compresores de tipo tornillo los
ahorros no son de la misma magnitud a otro tipo de tecnología menos eficiente, por lo que si por el
momento no es necesario realizar cambio de equipo lo mejor es mantener el compresor actual.
PLANTA #3
Se tiene instalados 3 compresores, pero en esta planta se tienen 2 compresores en el proceso de
leche en polvo (compresor 10HP y compresor 20HP) y 1 el proceso de leche fluida (compresor #1).
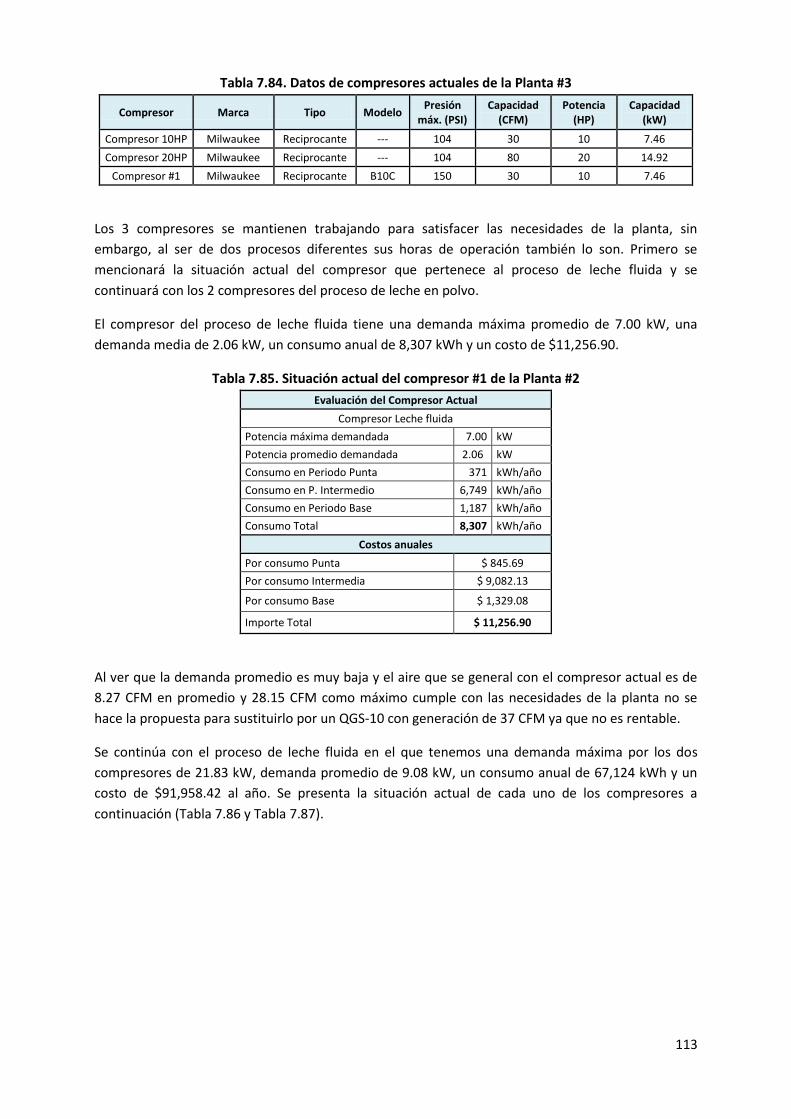
113
Tabla 7.84. Datos de compresores actuales de la Planta #3
Compresor Marca Tipo Modelo Presión
máx. (PSI) Capacidad
(CFM) Potencia
(HP) Capacidad
(kW)
Compresor 10HP Milwaukee Reciprocante --- 104 30 10 7.46
Compresor 20HP Milwaukee Reciprocante --- 104 80 20 14.92
Compresor #1 Milwaukee Reciprocante B10C 150 30 10 7.46
Los 3 compresores se mantienen trabajando para satisfacer las necesidades de la planta, sin
embargo, al ser de dos procesos diferentes sus horas de operación también lo son. Primero se
mencionará la situación actual del compresor que pertenece al proceso de leche fluida y se
continuará con los 2 compresores del proceso de leche en polvo.
El compresor del proceso de leche fluida tiene una demanda máxima promedio de 7.00 kW, una
demanda media de 2.06 kW, un consumo anual de 8,307 kWh y un costo de $11,256.90.
Tabla 7.85. Situación actual del compresor #1 de la Planta #2
Evaluación del Compresor Actual
Compresor Leche fluida
Potencia máxima demandada 7.00 kW
Potencia promedio demandada 2.06 kW
Consumo en Periodo Punta 371 kWh/año
Consumo en P. Intermedio 6,749 kWh/año
Consumo en Periodo Base 1,187 kWh/año
Consumo Total 8,307 kWh/año
Costos anuales
Por consumo Punta $ 845.69
Por consumo Intermedia $ 9,082.13
Por consumo Base $ 1,329.08
Importe Total $ 11,256.90
Al ver que la demanda promedio es muy baja y el aire que se general con el compresor actual es de
8.27 CFM en promedio y 28.15 CFM como máximo cumple con las necesidades de la planta no se
hace la propuesta para sustituirlo por un QGS-10 con generación de 37 CFM ya que no es rentable.
Se continúa con el proceso de leche fluida en el que tenemos una demanda máxima por los dos
compresores de 21.83 kW, demanda promedio de 9.08 kW, un consumo anual de 67,124 kWh y un
costo de $91,958.42 al año. Se presenta la situación actual de cada uno de los compresores a
continuación (Tabla 7.86 y Tabla 7.87).
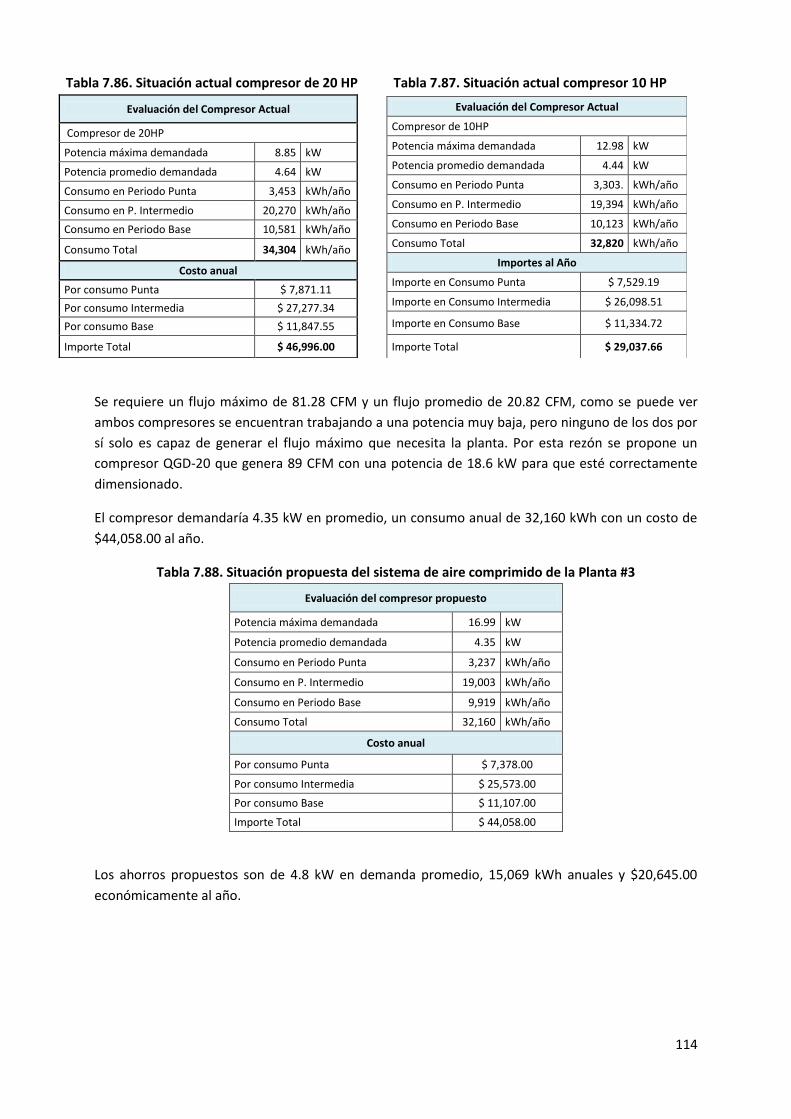
114
Tabla 7.86. Situación actual compresor de 20 HP Tabla 7.87. Situación actual compresor 10 HP
Evaluación del Compresor Actual
Compresor de 20HP
Potencia máxima demandada 8.85 kW
Potencia promedio demandada 4.64 kW
Consumo en Periodo Punta 3,453 kWh/año
Consumo en P. Intermedio 20,270 kWh/año
Consumo en Periodo Base 10,581 kWh/año
Consumo Total 34,304 kWh/año
Costo anual
Por consumo Punta $ 7,871.11
Por consumo Intermedia $ 27,277.34
Por consumo Base $ 11,847.55
Importe Total $ 46,996.00
Evaluación del Compresor Actual
Compresor de 10HP
Potencia máxima demandada 12.98 kW
Potencia promedio demandada 4.44 kW
Consumo en Periodo Punta 3,303. kWh/año
Consumo en P. Intermedio 19,394 kWh/año
Consumo en Periodo Base 10,123 kWh/año
Consumo Total 32,820 kWh/año
Importes al Año
Importe en Consumo Punta $ 7,529.19
Importe en Consumo Intermedia $ 26,098.51
Importe en Consumo Base $ 11,334.72
Importe Total $ 29,037.66
Se requiere un flujo máximo de 81.28 CFM y un flujo promedio de 20.82 CFM, como se puede ver
ambos compresores se encuentran trabajando a una potencia muy baja, pero ninguno de los dos por
sí solo es capaz de generar el flujo máximo que necesita la planta. Por esta rezón se propone un
compresor QGD-20 que genera 89 CFM con una potencia de 18.6 kW para que esté correctamente
dimensionado.
El compresor demandaría 4.35 kW en promedio, un consumo anual de 32,160 kWh con un costo de
$44,058.00 al año.
Tabla 7.88. Situación propuesta del sistema de aire comprimido de la Planta #3
Evaluación del compresor propuesto
Potencia máxima demandada 16.99 kW
Potencia promedio demandada 4.35 kW
Consumo en Periodo Punta 3,237 kWh/año
Consumo en P. Intermedio 19,003 kWh/año
Consumo en Periodo Base 9,919 kWh/año
Consumo Total 32,160 kWh/año
Costo anual
Por consumo Punta $ 7,378.00
Por consumo Intermedia $ 25,573.00
Por consumo Base $ 11,107.00
Importe Total $ 44,058.00
Los ahorros propuestos son de 4.8 kW en demanda promedio, 15,069 kWh anuales y $20,645.00
económicamente al año.
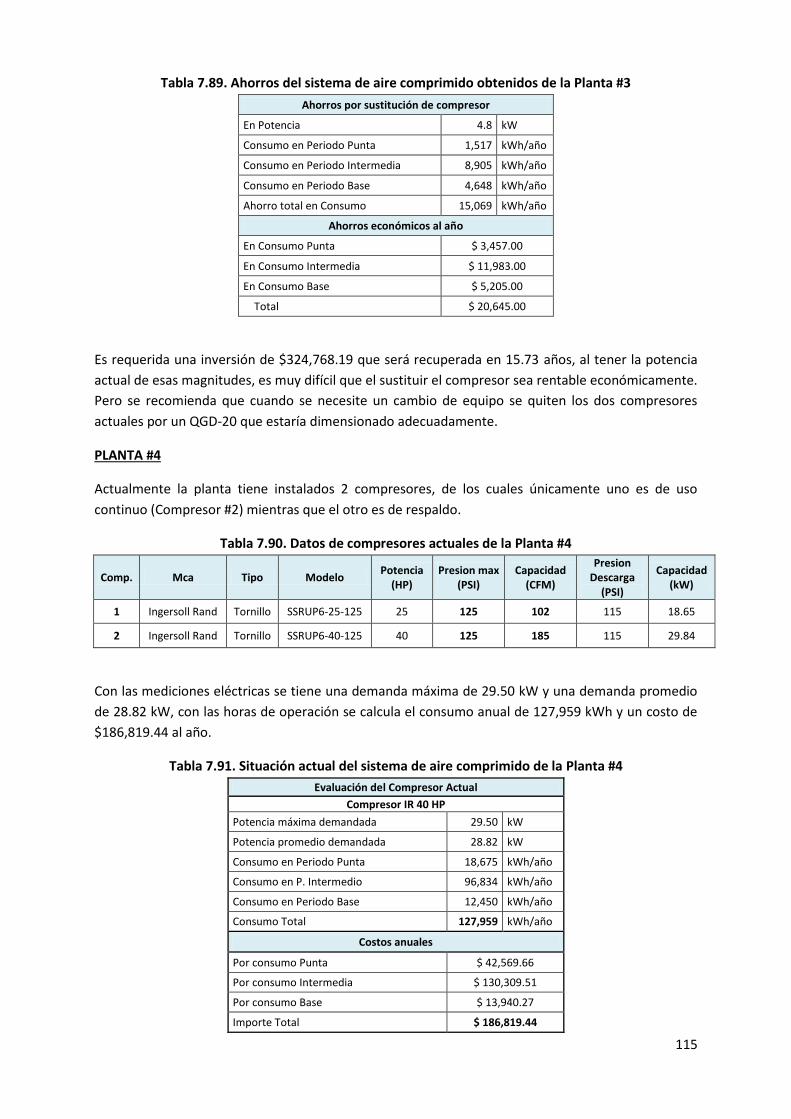
115
Tabla 7.89. Ahorros del sistema de aire comprimido obtenidos de la Planta #3
Ahorros por sustitución de compresor
En Potencia 4.8 kW
Consumo en Periodo Punta 1,517 kWh/año
Consumo en Periodo Intermedia 8,905 kWh/año
Consumo en Periodo Base 4,648 kWh/año
Ahorro total en Consumo 15,069 kWh/año
Ahorros económicos al año
En Consumo Punta $ 3,457.00
En Consumo Intermedia $ 11,983.00
En Consumo Base $ 5,205.00
Total $ 20,645.00
Es requerida una inversión de $324,768.19 que será recuperada en 15.73 años, al tener la potencia
actual de esas magnitudes, es muy difícil que el sustituir el compresor sea rentable económicamente.
Pero se recomienda que cuando se necesite un cambio de equipo se quiten los dos compresores
actuales por un QGD-20 que estaría dimensionado adecuadamente.
PLANTA #4
Actualmente la planta tiene instalados 2 compresores, de los cuales únicamente uno es de uso
continuo (Compresor #2) mientras que el otro es de respaldo.
Tabla 7.90. Datos de compresores actuales de la Planta #4
Comp. Mca Tipo Modelo Potencia
(HP) Presion max
(PSI) Capacidad
(CFM)
Presion Descarga
(PSI)
Capacidad (kW)
1 Ingersoll Rand Tornillo SSRUP6-25-125 25 125 102 115 18.65
2 Ingersoll Rand Tornillo SSRUP6-40-125 40 125 185 115 29.84
Con las mediciones eléctricas se tiene una demanda máxima de 29.50 kW y una demanda promedio
de 28.82 kW, con las horas de operación se calcula el consumo anual de 127,959 kWh y un costo de
$186,819.44 al año.
Tabla 7.91. Situación actual del sistema de aire comprimido de la Planta #4
Evaluación del Compresor Actual
Compresor IR 40 HP
Potencia máxima demandada 29.50 kW
Potencia promedio demandada 28.82 kW
Consumo en Periodo Punta 18,675 kWh/año
Consumo en P. Intermedio 96,834 kWh/año
Consumo en Periodo Base 12,450 kWh/año
Consumo Total 127,959 kWh/año
Costos anuales
Por consumo Punta $ 42,569.66
Por consumo Intermedia $ 130,309.51
Por consumo Base $ 13,940.27
Importe Total $ 186,819.44
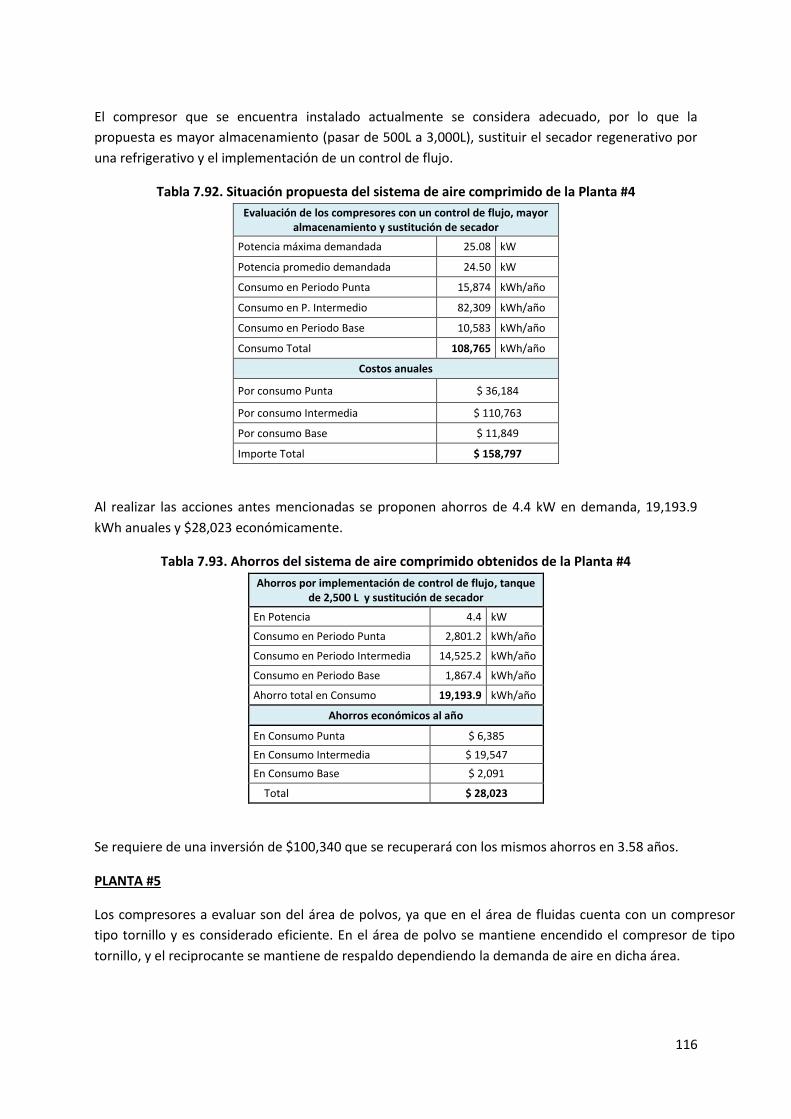
116
El compresor que se encuentra instalado actualmente se considera adecuado, por lo que la
propuesta es mayor almacenamiento (pasar de 500L a 3,000L), sustituir el secador regenerativo por
una refrigerativo y el implementación de un control de flujo.
Tabla 7.92. Situación propuesta del sistema de aire comprimido de la Planta #4
Evaluación de los compresores con un control de flujo, mayor almacenamiento y sustitución de secador
Potencia máxima demandada 25.08 kW
Potencia promedio demandada 24.50 kW
Consumo en Periodo Punta 15,874 kWh/año
Consumo en P. Intermedio 82,309 kWh/año
Consumo en Periodo Base 10,583 kWh/año
Consumo Total 108,765 kWh/año
Costos anuales
Por consumo Punta $ 36,184
Por consumo Intermedia $ 110,763
Por consumo Base $ 11,849
Importe Total $ 158,797
Al realizar las acciones antes mencionadas se proponen ahorros de 4.4 kW en demanda, 19,193.9
kWh anuales y $28,023 económicamente.
Tabla 7.93. Ahorros del sistema de aire comprimido obtenidos de la Planta #4
Ahorros por implementación de control de flujo, tanque de 2,500 L y sustitución de secador
En Potencia 4.4 kW
Consumo en Periodo Punta 2,801.2 kWh/año
Consumo en Periodo Intermedia 14,525.2 kWh/año
Consumo en Periodo Base 1,867.4 kWh/año
Ahorro total en Consumo 19,193.9 kWh/año
Ahorros económicos al año
En Consumo Punta $ 6,385
En Consumo Intermedia $ 19,547
En Consumo Base $ 2,091
Total $ 28,023
Se requiere de una inversión de $100,340 que se recuperará con los mismos ahorros en 3.58 años.
PLANTA #5
Los compresores a evaluar son del área de polvos, ya que en el área de fluidas cuenta con un compresor
tipo tornillo y es considerado eficiente. En el área de polvo se mantiene encendido el compresor de tipo
tornillo, y el reciprocante se mantiene de respaldo dependiendo la demanda de aire en dicha área.
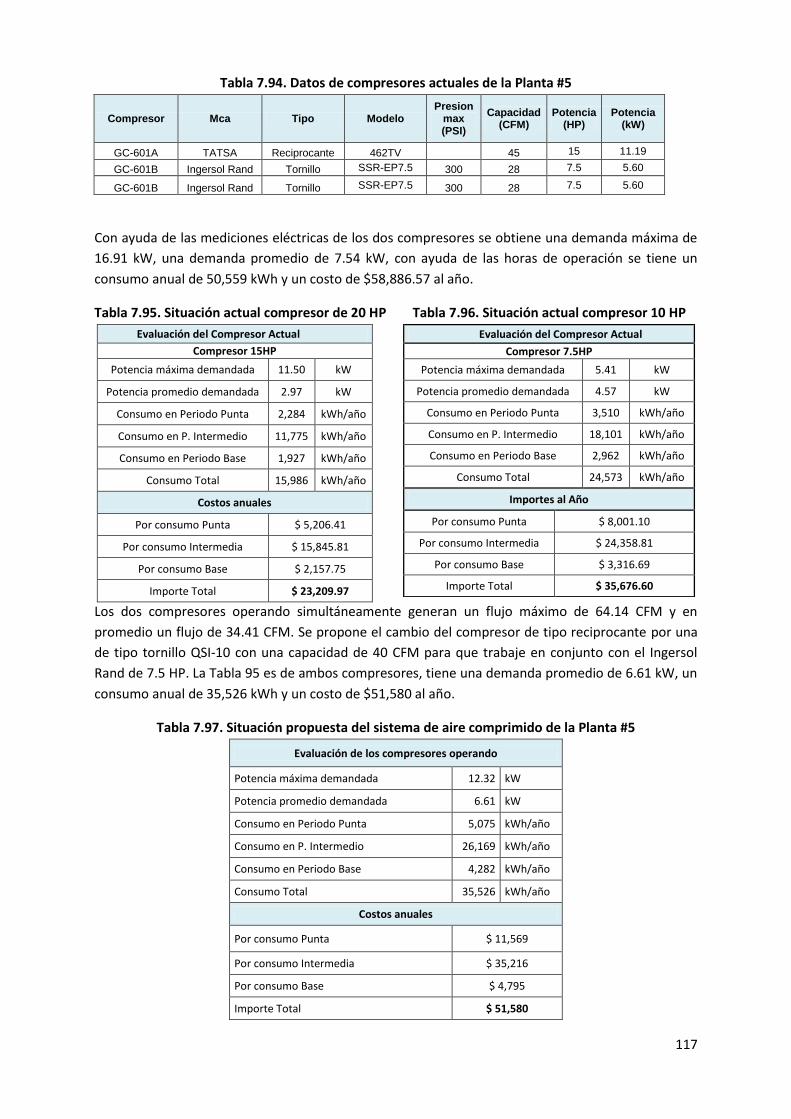
117
Tabla 7.94. Datos de compresores actuales de la Planta #5
Compresor Mca Tipo Modelo Presion
max (PSI)
Capacidad (CFM)
Potencia (HP)
Potencia (kW)
GC-601A TATSA Reciprocante 462TV 45 15 11.19
GC-601B Ingersol Rand Tornillo SSR-EP7.5 300 28 7.5 5.60
GC-601B Ingersol Rand Tornillo SSR-EP7.5 300 28 7.5 5.60
Con ayuda de las mediciones eléctricas de los dos compresores se obtiene una demanda máxima de
16.91 kW, una demanda promedio de 7.54 kW, con ayuda de las horas de operación se tiene un
consumo anual de 50,559 kWh y un costo de $58,886.57 al año.
Tabla 7.95. Situación actual compresor de 20 HP Tabla 7.96. Situación actual compresor 10 HP
Evaluación del Compresor Actual
Compresor 15HP
Potencia máxima demandada 11.50 kW
Potencia promedio demandada 2.97 kW
Consumo en Periodo Punta 2,284 kWh/año
Consumo en P. Intermedio 11,775 kWh/año
Consumo en Periodo Base 1,927 kWh/año
Consumo Total 15,986 kWh/año
Costos anuales
Por consumo Punta $ 5,206.41
Por consumo Intermedia $ 15,845.81
Por consumo Base $ 2,157.75
Importe Total $ 23,209.97
Evaluación del Compresor Actual
Compresor 7.5HP
Potencia máxima demandada 5.41 kW
Potencia promedio demandada 4.57 kW
Consumo en Periodo Punta 3,510 kWh/año
Consumo en P. Intermedio 18,101 kWh/año
Consumo en Periodo Base 2,962 kWh/año
Consumo Total 24,573 kWh/año
Importes al Año
Por consumo Punta $ 8,001.10
Por consumo Intermedia $ 24,358.81
Por consumo Base $ 3,316.69
Importe Total $ 35,676.60
Los dos compresores operando simultáneamente generan un flujo máximo de 64.14 CFM y en
promedio un flujo de 34.41 CFM. Se propone el cambio del compresor de tipo reciprocante por una
de tipo tornillo QSI-10 con una capacidad de 40 CFM para que trabaje en conjunto con el Ingersol
Rand de 7.5 HP. La Tabla 95 es de ambos compresores, tiene una demanda promedio de 6.61 kW, un
consumo anual de 35,526 kWh y un costo de $51,580 al año.
Tabla 7.97. Situación propuesta del sistema de aire comprimido de la Planta #5
Evaluación de los compresores operando
Potencia máxima demandada 12.32 kW
Potencia promedio demandada 6.61 kW
Consumo en Periodo Punta 5,075 kWh/año
Consumo en P. Intermedio 26,169 kWh/año
Consumo en Periodo Base 4,282 kWh/año
Consumo Total 35,526 kWh/año
Costos anuales
Por consumo Punta $ 11,569
Por consumo Intermedia $ 35,216
Por consumo Base $ 4,795
Importe Total $ 51,580
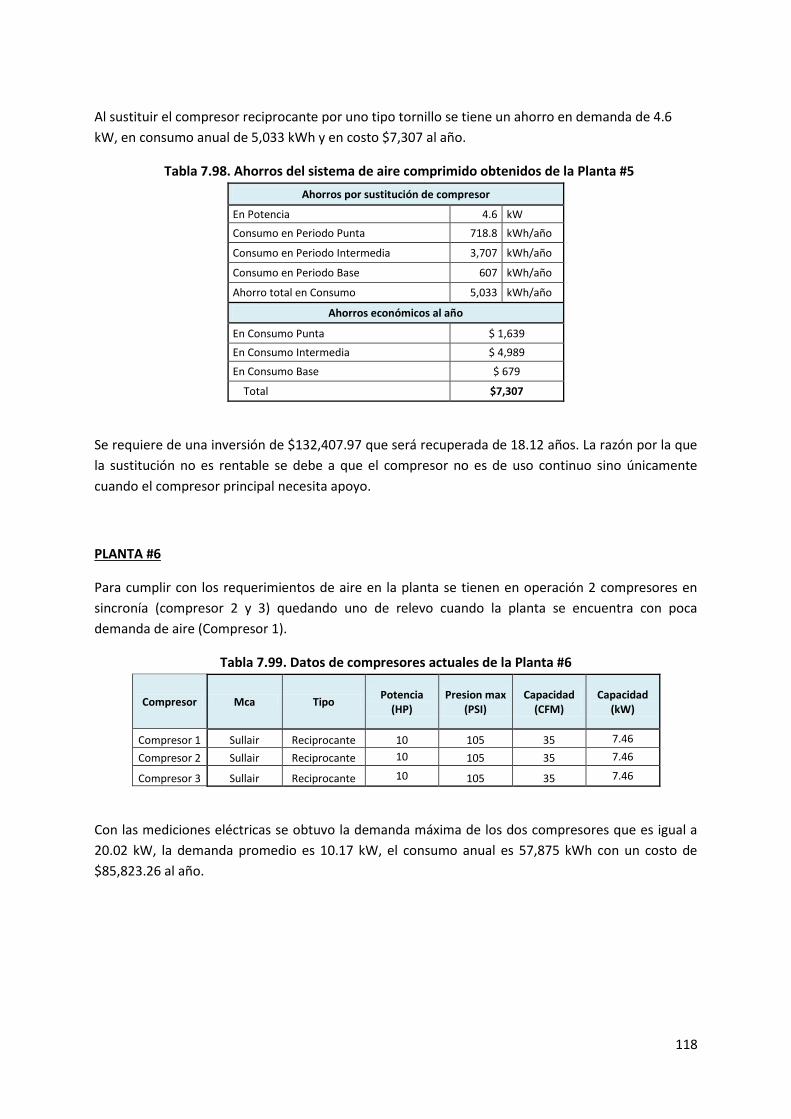
118
Al sustituir el compresor reciprocante por uno tipo tornillo se tiene un ahorro en demanda de 4.6
kW, en consumo anual de 5,033 kWh y en costo $7,307 al año.
Tabla 7.98. Ahorros del sistema de aire comprimido obtenidos de la Planta #5
Ahorros por sustitución de compresor
En Potencia 4.6 kW
Consumo en Periodo Punta 718.8 kWh/año
Consumo en Periodo Intermedia 3,707 kWh/año
Consumo en Periodo Base 607 kWh/año
Ahorro total en Consumo 5,033 kWh/año
Ahorros económicos al año
En Consumo Punta $ 1,639
En Consumo Intermedia $ 4,989
En Consumo Base $ 679
Total $7,307
Se requiere de una inversión de $132,407.97 que será recuperada de 18.12 años. La razón por la que
la sustitución no es rentable se debe a que el compresor no es de uso continuo sino únicamente
cuando el compresor principal necesita apoyo.
PLANTA #6
Para cumplir con los requerimientos de aire en la planta se tienen en operación 2 compresores en
sincronía (compresor 2 y 3) quedando uno de relevo cuando la planta se encuentra con poca
demanda de aire (Compresor 1).
Tabla 7.99. Datos de compresores actuales de la Planta #6
Compresor Mca Tipo Potencia
(HP) Presion max
(PSI) Capacidad
(CFM) Capacidad
(kW)
Compresor 1 Sullair Reciprocante 10 105 35 7.46
Compresor 2 Sullair Reciprocante 10 105 35 7.46
Compresor 3 Sullair Reciprocante 10 105 35 7.46
Con las mediciones eléctricas se obtuvo la demanda máxima de los dos compresores que es igual a
20.02 kW, la demanda promedio es 10.17 kW, el consumo anual es 57,875 kWh con un costo de
$85,823.26 al año.
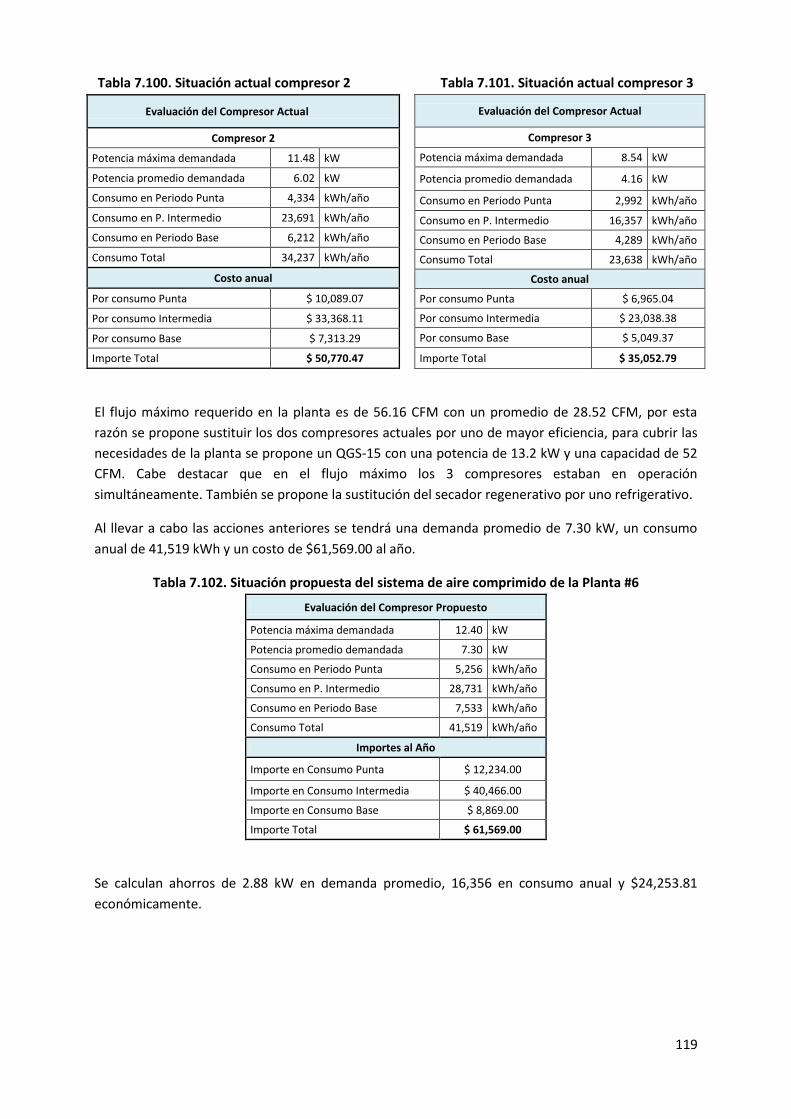
119
Tabla 7.100. Situación actual compresor 2 Tabla 7.101. Situación actual compresor 3
Evaluación del Compresor Actual
Compresor 2
Potencia máxima demandada 11.48 kW
Potencia promedio demandada 6.02 kW
Consumo en Periodo Punta 4,334 kWh/año
Consumo en P. Intermedio 23,691 kWh/año
Consumo en Periodo Base 6,212 kWh/año
Consumo Total 34,237 kWh/año
Costo anual
Por consumo Punta $ 10,089.07
Por consumo Intermedia $ 33,368.11
Por consumo Base $ 7,313.29
Importe Total $ 50,770.47
Evaluación del Compresor Actual
Compresor 3
Potencia máxima demandada 8.54 kW
Potencia promedio demandada 4.16 kW
Consumo en Periodo Punta 2,992 kWh/año
Consumo en P. Intermedio 16,357 kWh/año
Consumo en Periodo Base 4,289 kWh/año
Consumo Total 23,638 kWh/año
Costo anual
Por consumo Punta $ 6,965.04
Por consumo Intermedia $ 23,038.38
Por consumo Base $ 5,049.37
Importe Total $ 35,052.79
El flujo máximo requerido en la planta es de 56.16 CFM con un promedio de 28.52 CFM, por esta
razón se propone sustituir los dos compresores actuales por uno de mayor eficiencia, para cubrir las
necesidades de la planta se propone un QGS-15 con una potencia de 13.2 kW y una capacidad de 52
CFM. Cabe destacar que en el flujo máximo los 3 compresores estaban en operación
simultáneamente. También se propone la sustitución del secador regenerativo por uno refrigerativo.
Al llevar a cabo las acciones anteriores se tendrá una demanda promedio de 7.30 kW, un consumo
anual de 41,519 kWh y un costo de $61,569.00 al año.
Tabla 7.102. Situación propuesta del sistema de aire comprimido de la Planta #6
Evaluación del Compresor Propuesto
Potencia máxima demandada 12.40 kW
Potencia promedio demandada 7.30 kW
Consumo en Periodo Punta 5,256 kWh/año
Consumo en P. Intermedio 28,731 kWh/año
Consumo en Periodo Base 7,533 kWh/año
Consumo Total 41,519 kWh/año
Importes al Año
Importe en Consumo Punta $ 12,234.00
Importe en Consumo Intermedia $ 40,466.00
Importe en Consumo Base $ 8,869.00
Importe Total $ 61,569.00
Se calculan ahorros de 2.88 kW en demanda promedio, 16,356 en consumo anual y $24,253.81
económicamente.

120
Tabla 7.103. Ahorros del sistema de aire comprimido obtenidos de la Planta #6
Ahorros por sustitución de compresor y secador
En Potencia 2.88 kW
Consumo en Periodo Punta 2,070 kWh/año
Consumo en Periodo Intermedia 11,317 kWh/año
Consumo en Periodo Base 2,968 kWh/año
Ahorro total en Consumo 16,356 kWh/año
Ahorro Económico Anual
En Consumo Punta $ 4,819.62
En Consumo Intermedia $ 15,940.08
En Consumo Base $ 3,494.12
Total $ 24,253.81
Se requiere de una inversión de $254,957.76 que se recuperará en 10.51 años, como se puede ver no
es rentable debido a la potencia a la que se tiene trabajando los compresores.
PLANTA #7
La propuesta para la planta #7 es el ejemplo que se realizó en la aplicación de diagnóstico energético
para sistema de aire comprimido, así que únicamente se mostrará una tabla resumen de la situación
actual, propuesta y ahorros.
Tabla 7.104. Situación actual y propuesta de aire comprimido de la Planta #8
Situación Actual Situación Propuesta
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
Demanda kW
Consumo kWh/Año
Costo Consumo
$/Año
104.12 819,632 $1,159,232.82 84.69 647,510 $915,795
Se tienen ahorro en demanda de 21.9 kW, en consumo 172,122 kWh anuales y económicamente
$234,438.00. Se requiere de una inversión de $574,166.36 que se recuperarán en 2.35.
Tabla 7.105. Resumen de ahorros de aire comprimido de la Planta #8
Ahorros
Inversión Tiempo de
Recuperación en años
Demanda kW
Consumo kWh/año
$ al año
21.9 172,122 $243,438.00 $574,166.36 2.35
PLANTA #9
El sistema de aire comprimido está formado por 3 compresores tipo tornillo, para satisfacer la
demanda total de aire en la planta, se utilizan en sincronía 2 compresores (compresor 1 y 2), por lo
tanto el compresor 3 se mantiene como respaldo.
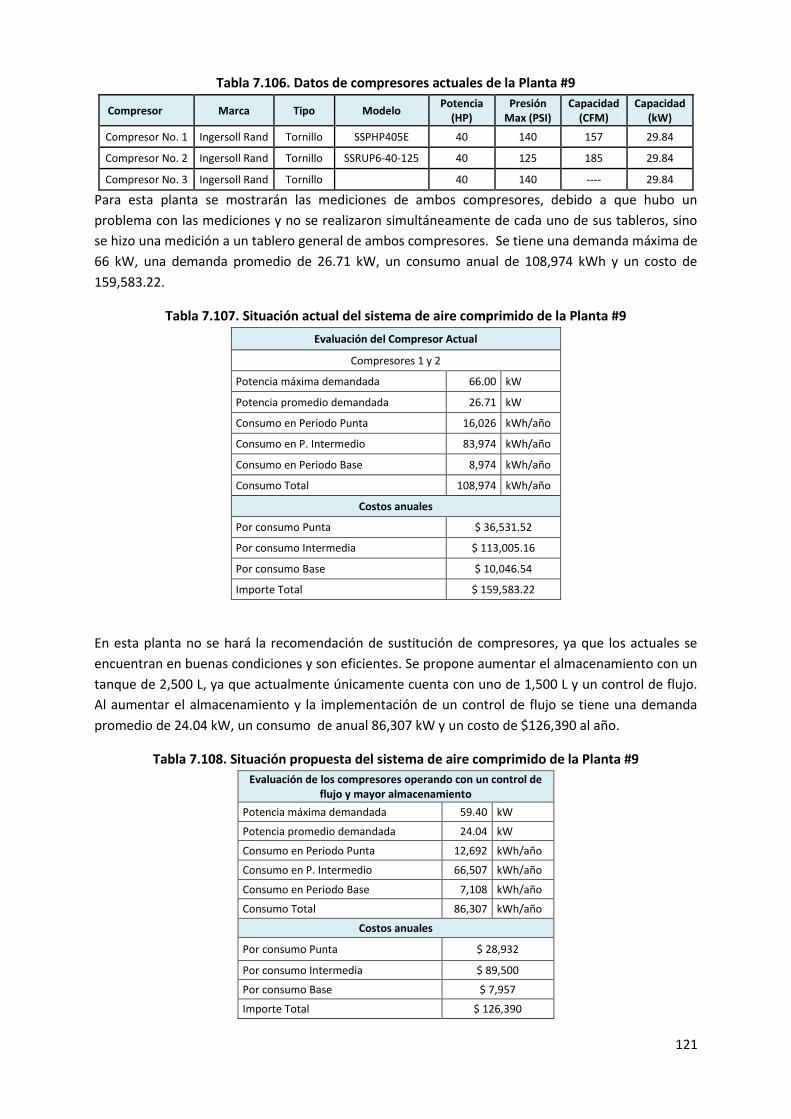
121
Tabla 7.106. Datos de compresores actuales de la Planta #9
Compresor Marca Tipo Modelo Potencia
(HP) Presión
Max (PSI) Capacidad
(CFM) Capacidad
(kW)
Compresor No. 1 Ingersoll Rand Tornillo SSPHP405E 40 140 157 29.84
Compresor No. 2 Ingersoll Rand Tornillo SSRUP6-40-125 40 125 185 29.84
Compresor No. 3 Ingersoll Rand Tornillo 40 140 ---- 29.84
Para esta planta se mostrarán las mediciones de ambos compresores, debido a que hubo un
problema con las mediciones y no se realizaron simultáneamente de cada uno de sus tableros, sino
se hizo una medición a un tablero general de ambos compresores. Se tiene una demanda máxima de
66 kW, una demanda promedio de 26.71 kW, un consumo anual de 108,974 kWh y un costo de
159,583.22.
Tabla 7.107. Situación actual del sistema de aire comprimido de la Planta #9
Evaluación del Compresor Actual
Compresores 1 y 2
Potencia máxima demandada 66.00 kW
Potencia promedio demandada 26.71 kW
Consumo en Periodo Punta 16,026 kWh/año
Consumo en P. Intermedio 83,974 kWh/año
Consumo en Periodo Base 8,974 kWh/año
Consumo Total 108,974 kWh/año
Costos anuales
Por consumo Punta $ 36,531.52
Por consumo Intermedia $ 113,005.16
Por consumo Base $ 10,046.54
Importe Total $ 159,583.22
En esta planta no se hará la recomendación de sustitución de compresores, ya que los actuales se
encuentran en buenas condiciones y son eficientes. Se propone aumentar el almacenamiento con un
tanque de 2,500 L, ya que actualmente únicamente cuenta con uno de 1,500 L y un control de flujo.
Al aumentar el almacenamiento y la implementación de un control de flujo se tiene una demanda
promedio de 24.04 kW, un consumo de anual 86,307 kW y un costo de $126,390 al año.
Tabla 7.108. Situación propuesta del sistema de aire comprimido de la Planta #9
Evaluación de los compresores operando con un control de flujo y mayor almacenamiento
Potencia máxima demandada 59.40 kW
Potencia promedio demandada 24.04 kW
Consumo en Periodo Punta 12,692 kWh/año
Consumo en P. Intermedio 66,507 kWh/año
Consumo en Periodo Base 7,108 kWh/año
Consumo Total 86,307 kWh/año
Costos anuales
Por consumo Punta $ 28,932
Por consumo Intermedia $ 89,500
Por consumo Base $ 7,957
Importe Total $ 126,390
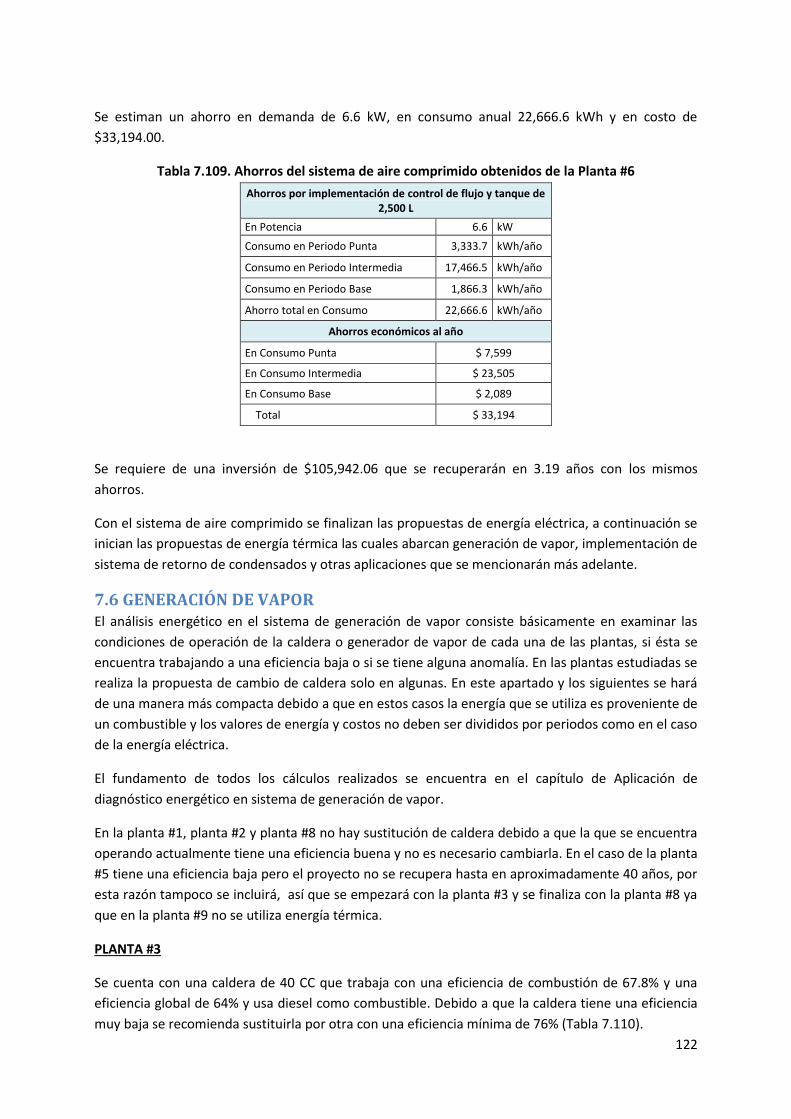
122
Se estiman un ahorro en demanda de 6.6 kW, en consumo anual 22,666.6 kWh y en costo de
$33,194.00.
Tabla 7.109. Ahorros del sistema de aire comprimido obtenidos de la Planta #6
Ahorros por implementación de control de flujo y tanque de 2,500 L
En Potencia 6.6 kW
Consumo en Periodo Punta 3,333.7 kWh/año
Consumo en Periodo Intermedia 17,466.5 kWh/año
Consumo en Periodo Base 1,866.3 kWh/año
Ahorro total en Consumo 22,666.6 kWh/año
Ahorros económicos al año
En Consumo Punta $ 7,599
En Consumo Intermedia $ 23,505
En Consumo Base $ 2,089
Total $ 33,194
Se requiere de una inversión de $105,942.06 que se recuperarán en 3.19 años con los mismos
ahorros.
Con el sistema de aire comprimido se finalizan las propuestas de energía eléctrica, a continuación se
inician las propuestas de energía térmica las cuales abarcan generación de vapor, implementación de
sistema de retorno de condensados y otras aplicaciones que se mencionarán más adelante.
7.6 GENERACIÓN DE VAPOR El análisis energético en el sistema de generación de vapor consiste básicamente en examinar las
condiciones de operación de la caldera o generador de vapor de cada una de las plantas, si ésta se
encuentra trabajando a una eficiencia baja o si se tiene alguna anomalía. En las plantas estudiadas se
realiza la propuesta de cambio de caldera solo en algunas. En este apartado y los siguientes se hará
de una manera más compacta debido a que en estos casos la energía que se utiliza es proveniente de
un combustible y los valores de energía y costos no deben ser divididos por periodos como en el caso
de la energía eléctrica.
El fundamento de todos los cálculos realizados se encuentra en el capítulo de Aplicación de
diagnóstico energético en sistema de generación de vapor.
En la planta #1, planta #2 y planta #8 no hay sustitución de caldera debido a que la que se encuentra
operando actualmente tiene una eficiencia buena y no es necesario cambiarla. En el caso de la planta
#5 tiene una eficiencia baja pero el proyecto no se recupera hasta en aproximadamente 40 años, por
esta razón tampoco se incluirá, así que se empezará con la planta #3 y se finaliza con la planta #8 ya
que en la planta #9 no se utiliza energía térmica.
PLANTA #3
Se cuenta con una caldera de 40 CC que trabaja con una eficiencia de combustión de 67.8% y una
eficiencia global de 64% y usa diesel como combustible. Debido a que la caldera tiene una eficiencia
muy baja se recomienda sustituirla por otra con una eficiencia mínima de 76% (Tabla 7.110).
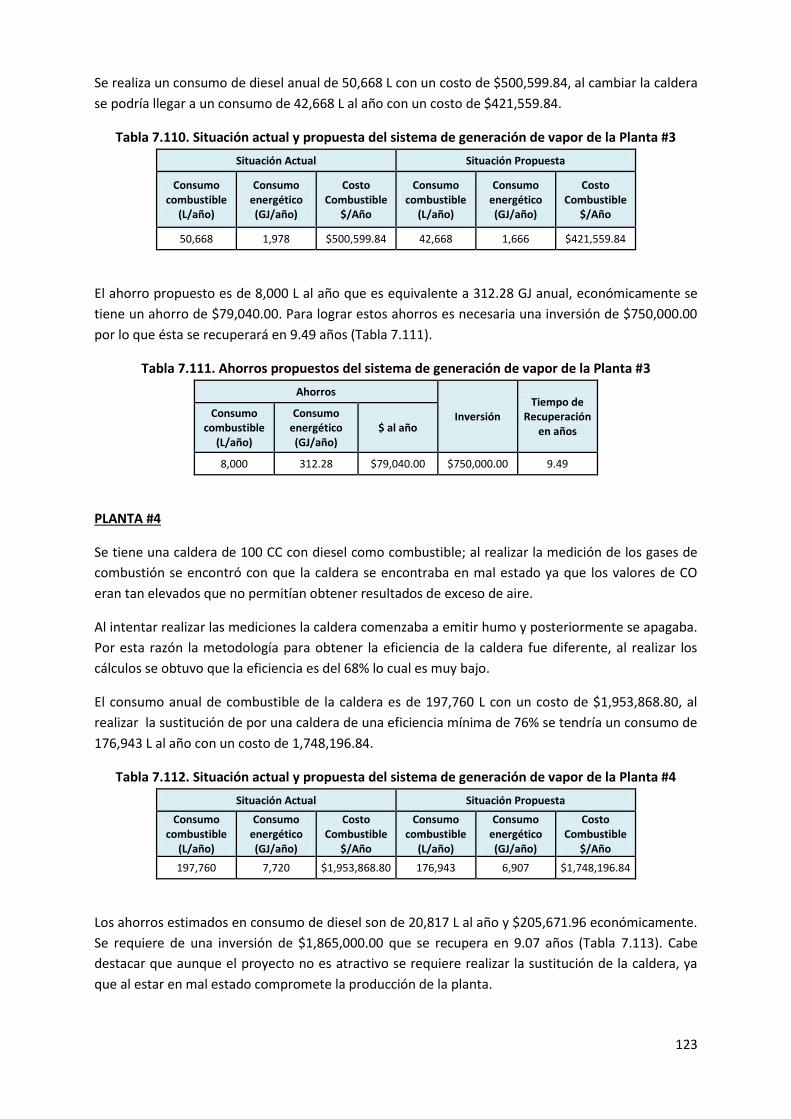
123
Se realiza un consumo de diesel anual de 50,668 L con un costo de $500,599.84, al cambiar la caldera
se podría llegar a un consumo de 42,668 L al año con un costo de $421,559.84.
Tabla 7.110. Situación actual y propuesta del sistema de generación de vapor de la Planta #3
Situación Actual Situación Propuesta
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
50,668 1,978 $500,599.84 42,668 1,666 $421,559.84
El ahorro propuesto es de 8,000 L al año que es equivalente a 312.28 GJ anual, económicamente se
tiene un ahorro de $79,040.00. Para lograr estos ahorros es necesaria una inversión de $750,000.00
por lo que ésta se recuperará en 9.49 años (Tabla 7.111).
Tabla 7.111. Ahorros propuestos del sistema de generación de vapor de la Planta #3
Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año
8,000 312.28 $79,040.00 $750,000.00 9.49
PLANTA #4
Se tiene una caldera de 100 CC con diesel como combustible; al realizar la medición de los gases de
combustión se encontró con que la caldera se encontraba en mal estado ya que los valores de CO
eran tan elevados que no permitían obtener resultados de exceso de aire.
Al intentar realizar las mediciones la caldera comenzaba a emitir humo y posteriormente se apagaba.
Por esta razón la metodología para obtener la eficiencia de la caldera fue diferente, al realizar los
cálculos se obtuvo que la eficiencia es del 68% lo cual es muy bajo.
El consumo anual de combustible de la caldera es de 197,760 L con un costo de $1,953,868.80, al
realizar la sustitución de por una caldera de una eficiencia mínima de 76% se tendría un consumo de
176,943 L al año con un costo de 1,748,196.84.
Tabla 7.112. Situación actual y propuesta del sistema de generación de vapor de la Planta #4
Situación Actual Situación Propuesta
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
197,760 7,720 $1,953,868.80 176,943 6,907 $1,748,196.84
Los ahorros estimados en consumo de diesel son de 20,817 L al año y $205,671.96 económicamente.
Se requiere de una inversión de $1,865,000.00 que se recupera en 9.07 años (Tabla 7.113). Cabe
destacar que aunque el proyecto no es atractivo se requiere realizar la sustitución de la caldera, ya
que al estar en mal estado compromete la producción de la planta.
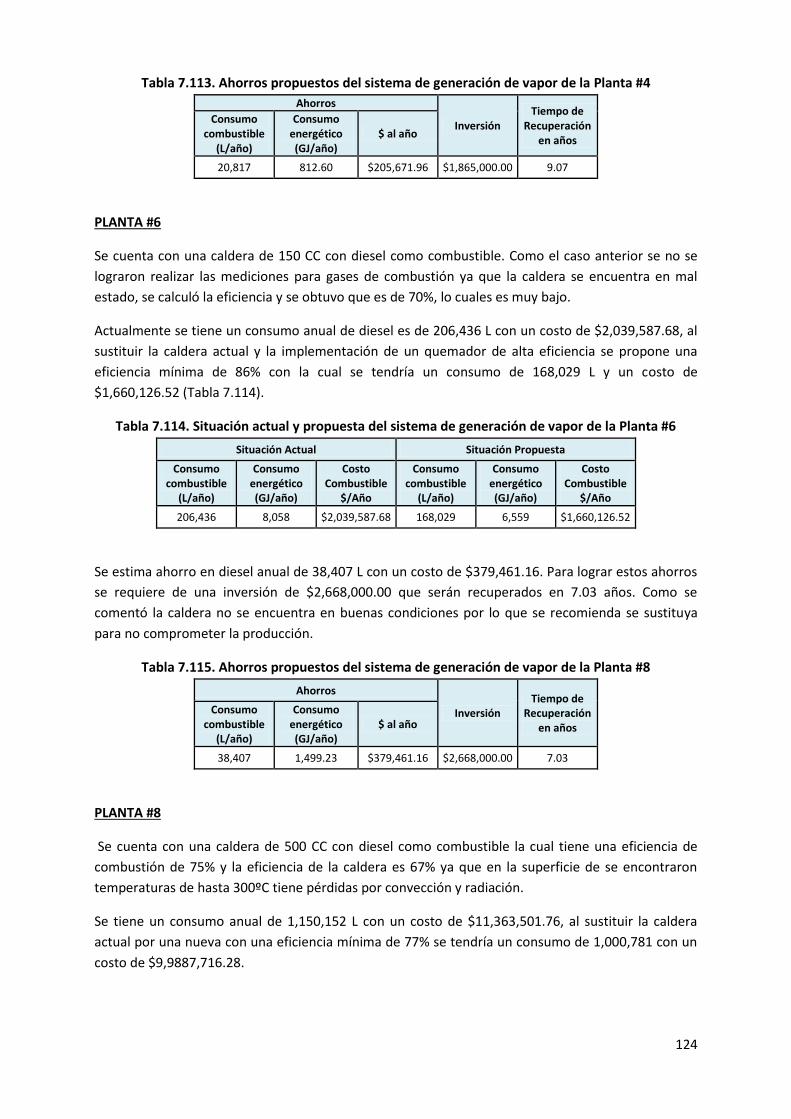
124
Tabla 7.113. Ahorros propuestos del sistema de generación de vapor de la Planta #4
Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año
20,817 812.60 $205,671.96 $1,865,000.00 9.07
PLANTA #6
Se cuenta con una caldera de 150 CC con diesel como combustible. Como el caso anterior se no se
lograron realizar las mediciones para gases de combustión ya que la caldera se encuentra en mal
estado, se calculó la eficiencia y se obtuvo que es de 70%, lo cuales es muy bajo.
Actualmente se tiene un consumo anual de diesel es de 206,436 L con un costo de $2,039,587.68, al
sustituir la caldera actual y la implementación de un quemador de alta eficiencia se propone una
eficiencia mínima de 86% con la cual se tendría un consumo de 168,029 L y un costo de
$1,660,126.52 (Tabla 7.114).
Tabla 7.114. Situación actual y propuesta del sistema de generación de vapor de la Planta #6
Situación Actual Situación Propuesta
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
206,436 8,058 $2,039,587.68 168,029 6,559 $1,660,126.52
Se estima ahorro en diesel anual de 38,407 L con un costo de $379,461.16. Para lograr estos ahorros
se requiere de una inversión de $2,668,000.00 que serán recuperados en 7.03 años. Como se
comentó la caldera no se encuentra en buenas condiciones por lo que se recomienda se sustituya
para no comprometer la producción.
Tabla 7.115. Ahorros propuestos del sistema de generación de vapor de la Planta #8
Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año
38,407 1,499.23 $379,461.16 $2,668,000.00 7.03
PLANTA #8
Se cuenta con una caldera de 500 CC con diesel como combustible la cual tiene una eficiencia de
combustión de 75% y la eficiencia de la caldera es 67% ya que en la superficie de se encontraron
temperaturas de hasta 300ºC tiene pérdidas por convección y radiación.
Se tiene un consumo anual de 1,150,152 L con un costo de $11,363,501.76, al sustituir la caldera
actual por una nueva con una eficiencia mínima de 77% se tendría un consumo de 1,000,781 con un
costo de $9,9887,716.28.
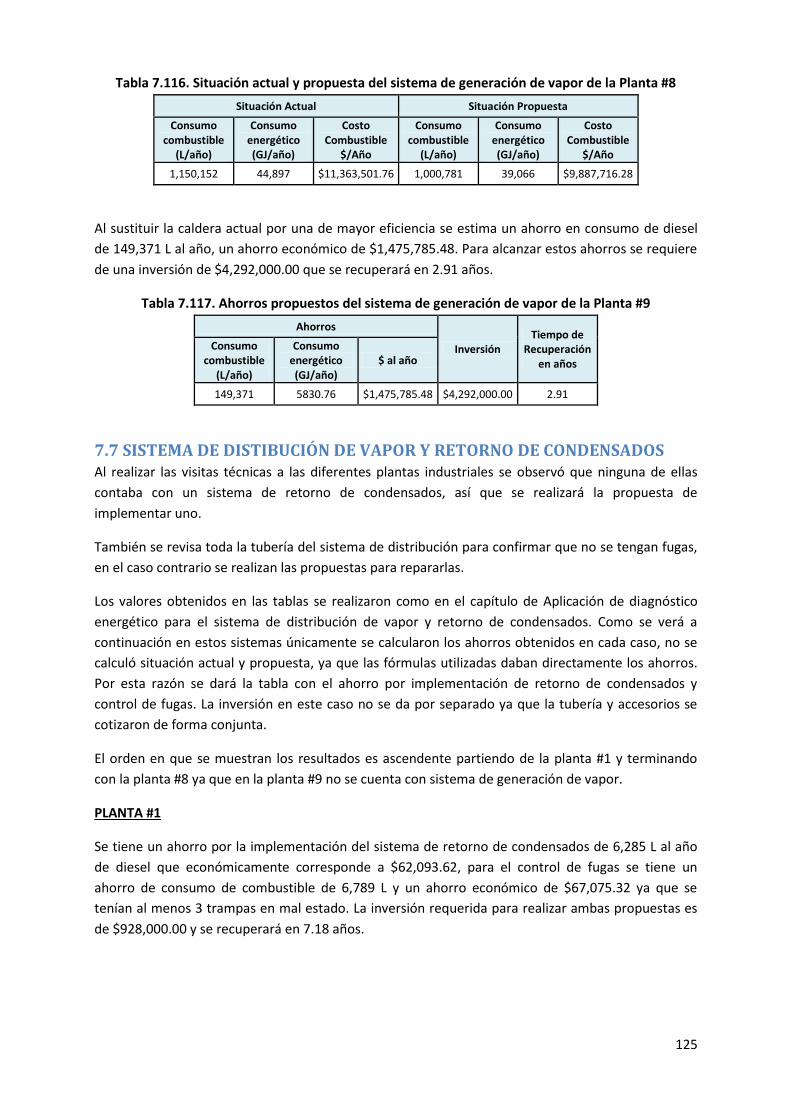
125
Tabla 7.116. Situación actual y propuesta del sistema de generación de vapor de la Planta #8
Situación Actual Situación Propuesta
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
Consumo combustible
(L/año)
Consumo energético (GJ/año)
Costo Combustible
$/Año
1,150,152 44,897 $11,363,501.76 1,000,781 39,066 $9,887,716.28
Al sustituir la caldera actual por una de mayor eficiencia se estima un ahorro en consumo de diesel
de 149,371 L al año, un ahorro económico de $1,475,785.48. Para alcanzar estos ahorros se requiere
de una inversión de $4,292,000.00 que se recuperará en 2.91 años.
Tabla 7.117. Ahorros propuestos del sistema de generación de vapor de la Planta #9
Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año
149,371 5830.76 $1,475,785.48 $4,292,000.00 2.91
7.7 SISTEMA DE DISTIBUCIÓN DE VAPOR Y RETORNO DE CONDENSADOS Al realizar las visitas técnicas a las diferentes plantas industriales se observó que ninguna de ellas
contaba con un sistema de retorno de condensados, así que se realizará la propuesta de
implementar uno.
También se revisa toda la tubería del sistema de distribución para confirmar que no se tengan fugas,
en el caso contrario se realizan las propuestas para repararlas.
Los valores obtenidos en las tablas se realizaron como en el capítulo de Aplicación de diagnóstico
energético para el sistema de distribución de vapor y retorno de condensados. Como se verá a
continuación en estos sistemas únicamente se calcularon los ahorros obtenidos en cada caso, no se
calculó situación actual y propuesta, ya que las fórmulas utilizadas daban directamente los ahorros.
Por esta razón se dará la tabla con el ahorro por implementación de retorno de condensados y
control de fugas. La inversión en este caso no se da por separado ya que la tubería y accesorios se
cotizaron de forma conjunta.
El orden en que se muestran los resultados es ascendente partiendo de la planta #1 y terminando
con la planta #8 ya que en la planta #9 no se cuenta con sistema de generación de vapor.
PLANTA #1
Se tiene un ahorro por la implementación del sistema de retorno de condensados de 6,285 L al año
de diesel que económicamente corresponde a $62,093.62, para el control de fugas se tiene un
ahorro de consumo de combustible de 6,789 L y un ahorro económico de $67,075.32 ya que se
tenían al menos 3 trampas en mal estado. La inversión requerida para realizar ambas propuestas es
de $928,000.00 y se recuperará en 7.18 años.
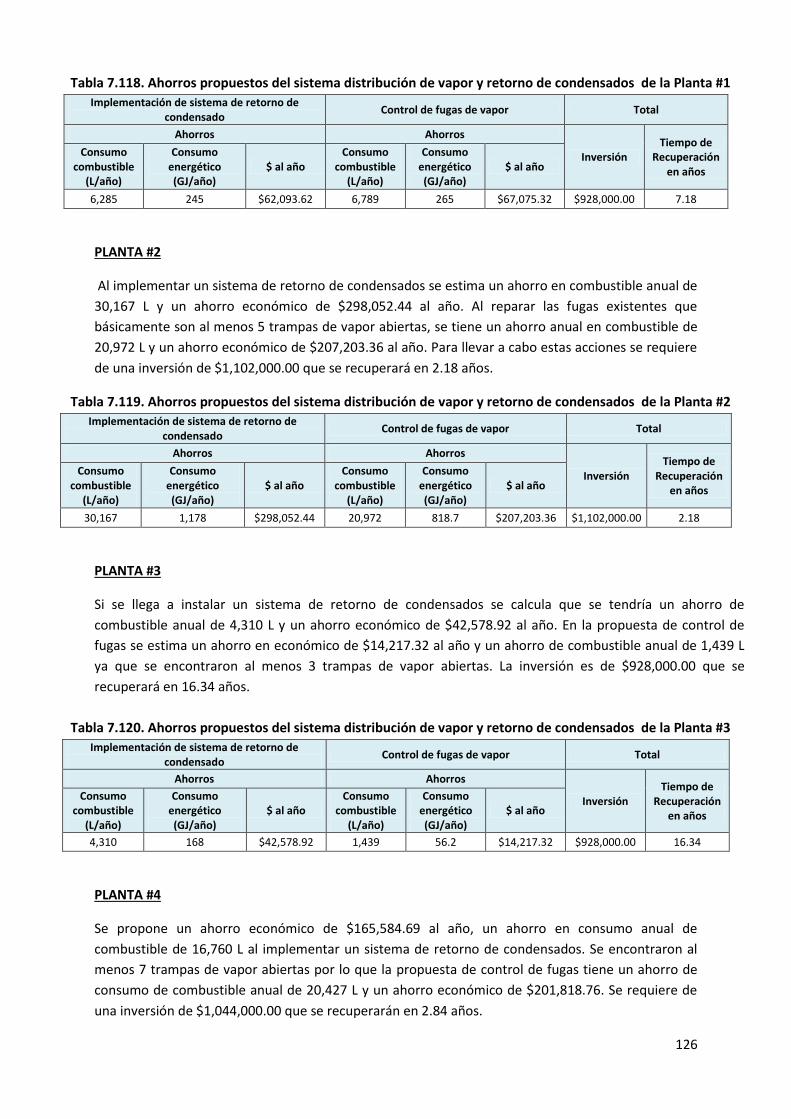
126
Tabla 7.118. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #1
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
6,285 245 $62,093.62 6,789 265 $67,075.32 $928,000.00 7.18
PLANTA #2
Al implementar un sistema de retorno de condensados se estima un ahorro en combustible anual de
30,167 L y un ahorro económico de $298,052.44 al año. Al reparar las fugas existentes que
básicamente son al menos 5 trampas de vapor abiertas, se tiene un ahorro anual en combustible de
20,972 L y un ahorro económico de $207,203.36 al año. Para llevar a cabo estas acciones se requiere
de una inversión de $1,102,000.00 que se recuperará en 2.18 años.
Tabla 7.119. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #2
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
30,167 1,178 $298,052.44 20,972 818.7 $207,203.36 $1,102,000.00 2.18
PLANTA #3
Si se llega a instalar un sistema de retorno de condensados se calcula que se tendría un ahorro de
combustible anual de 4,310 L y un ahorro económico de $42,578.92 al año. En la propuesta de control de
fugas se estima un ahorro en económico de $14,217.32 al año y un ahorro de combustible anual de 1,439 L
ya que se encontraron al menos 3 trampas de vapor abiertas. La inversión es de $928,000.00 que se
recuperará en 16.34 años.
Tabla 7.120. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #3
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
4,310 168 $42,578.92 1,439 56.2 $14,217.32 $928,000.00 16.34
PLANTA #4
Se propone un ahorro económico de $165,584.69 al año, un ahorro en consumo anual de
combustible de 16,760 L al implementar un sistema de retorno de condensados. Se encontraron al
menos 7 trampas de vapor abiertas por lo que la propuesta de control de fugas tiene un ahorro de
consumo de combustible anual de 20,427 L y un ahorro económico de $201,818.76. Se requiere de
una inversión de $1,044,000.00 que se recuperarán en 2.84 años.
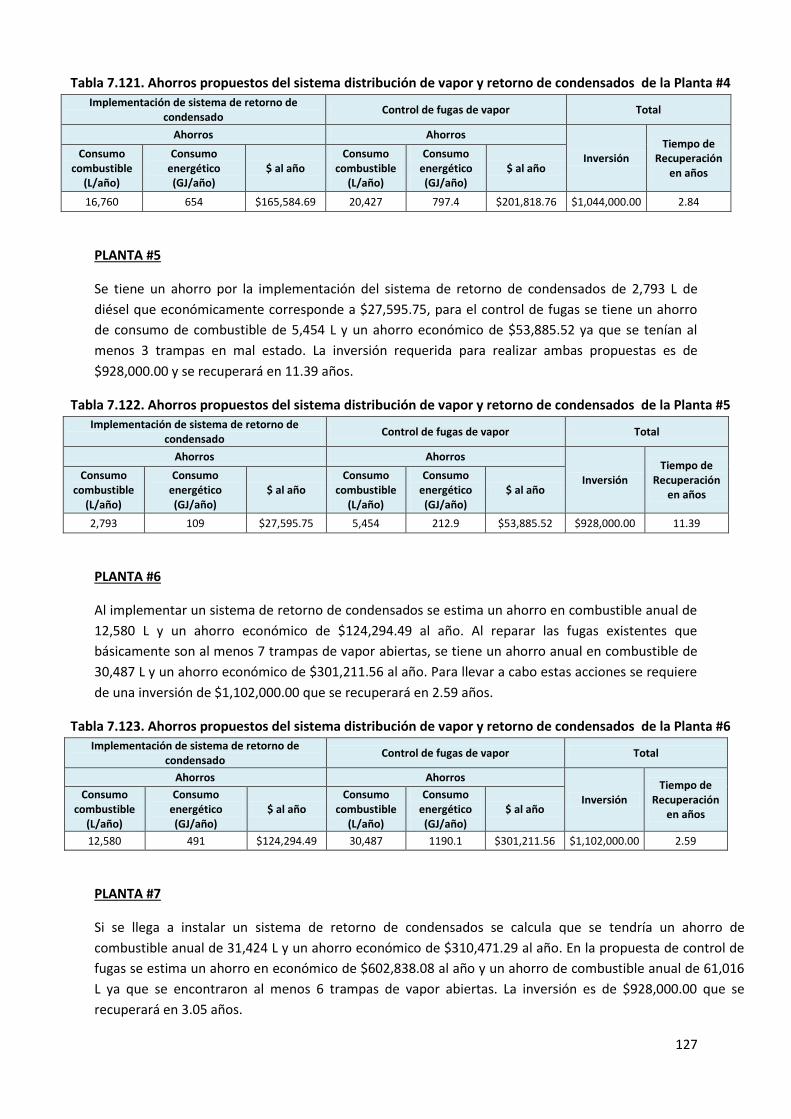
127
Tabla 7.121. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #4
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
16,760 654 $165,584.69 20,427 797.4 $201,818.76 $1,044,000.00 2.84
PLANTA #5
Se tiene un ahorro por la implementación del sistema de retorno de condensados de 2,793 L de
diésel que económicamente corresponde a $27,595.75, para el control de fugas se tiene un ahorro
de consumo de combustible de 5,454 L y un ahorro económico de $53,885.52 ya que se tenían al
menos 3 trampas en mal estado. La inversión requerida para realizar ambas propuestas es de
$928,000.00 y se recuperará en 11.39 años.
Tabla 7.122. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #5
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
2,793 109 $27,595.75 5,454 212.9 $53,885.52 $928,000.00 11.39
PLANTA #6
Al implementar un sistema de retorno de condensados se estima un ahorro en combustible anual de
12,580 L y un ahorro económico de $124,294.49 al año. Al reparar las fugas existentes que
básicamente son al menos 7 trampas de vapor abiertas, se tiene un ahorro anual en combustible de
30,487 L y un ahorro económico de $301,211.56 al año. Para llevar a cabo estas acciones se requiere
de una inversión de $1,102,000.00 que se recuperará en 2.59 años.
Tabla 7.123. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #6
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
12,580 491 $124,294.49 30,487 1190.1 $301,211.56 $1,102,000.00 2.59
PLANTA #7
Si se llega a instalar un sistema de retorno de condensados se calcula que se tendría un ahorro de
combustible anual de 31,424 L y un ahorro económico de $310,471.29 al año. En la propuesta de control de
fugas se estima un ahorro en económico de $602,838.08 al año y un ahorro de combustible anual de 61,016
L ya que se encontraron al menos 6 trampas de vapor abiertas. La inversión es de $928,000.00 que se
recuperará en 3.05 años.
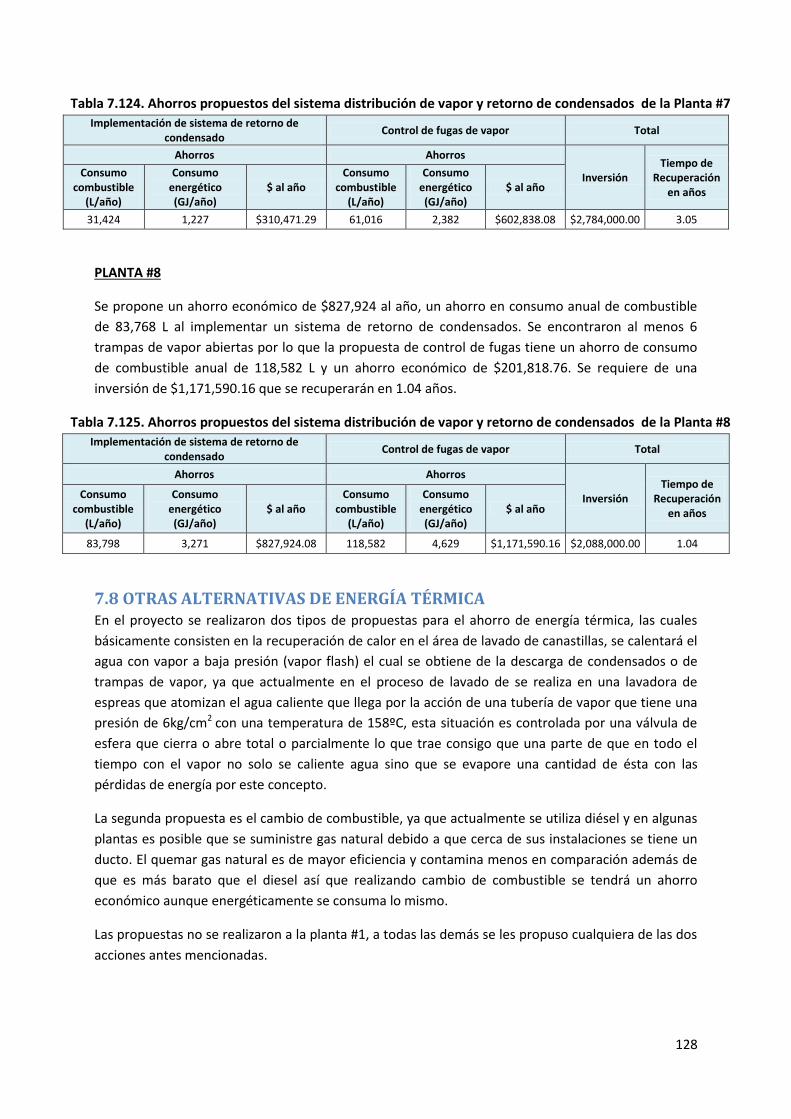
128
Tabla 7.124. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #7
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
31,424 1,227 $310,471.29 61,016 2,382 $602,838.08 $2,784,000.00 3.05
PLANTA #8
Se propone un ahorro económico de $827,924 al año, un ahorro en consumo anual de combustible
de 83,768 L al implementar un sistema de retorno de condensados. Se encontraron al menos 6
trampas de vapor abiertas por lo que la propuesta de control de fugas tiene un ahorro de consumo
de combustible anual de 118,582 L y un ahorro económico de $201,818.76. Se requiere de una
inversión de $1,171,590.16 que se recuperarán en 1.04 años.
Tabla 7.125. Ahorros propuestos del sistema distribución de vapor y retorno de condensados de la Planta #8
Implementación de sistema de retorno de condensado
Control de fugas de vapor Total
Ahorros Ahorros
Inversión Tiempo de
Recuperación en años
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Consumo
combustible (L/año)
Consumo energético (GJ/año)
$ al año
83,798 3,271 $827,924.08 118,582 4,629 $1,171,590.16 $2,088,000.00 1.04
7.8 OTRAS ALTERNATIVAS DE ENERGÍA TÉRMICA En el proyecto se realizaron dos tipos de propuestas para el ahorro de energía térmica, las cuales
básicamente consisten en la recuperación de calor en el área de lavado de canastillas, se calentará el
agua con vapor a baja presión (vapor flash) el cual se obtiene de la descarga de condensados o de
trampas de vapor, ya que actualmente en el proceso de lavado de se realiza en una lavadora de
espreas que atomizan el agua caliente que llega por la acción de una tubería de vapor que tiene una
presión de 6kg/cm2 con una temperatura de 158ºC, esta situación es controlada por una válvula de
esfera que cierra o abre total o parcialmente lo que trae consigo que una parte de que en todo el
tiempo con el vapor no solo se caliente agua sino que se evapore una cantidad de ésta con las
pérdidas de energía por este concepto.
La segunda propuesta es el cambio de combustible, ya que actualmente se utiliza diésel y en algunas
plantas es posible que se suministre gas natural debido a que cerca de sus instalaciones se tiene un
ducto. El quemar gas natural es de mayor eficiencia y contamina menos en comparación además de
que es más barato que el diesel así que realizando cambio de combustible se tendrá un ahorro
económico aunque energéticamente se consuma lo mismo.
Las propuestas no se realizaron a la planta #1, a todas las demás se les propuso cualquiera de las dos
acciones antes mencionadas.
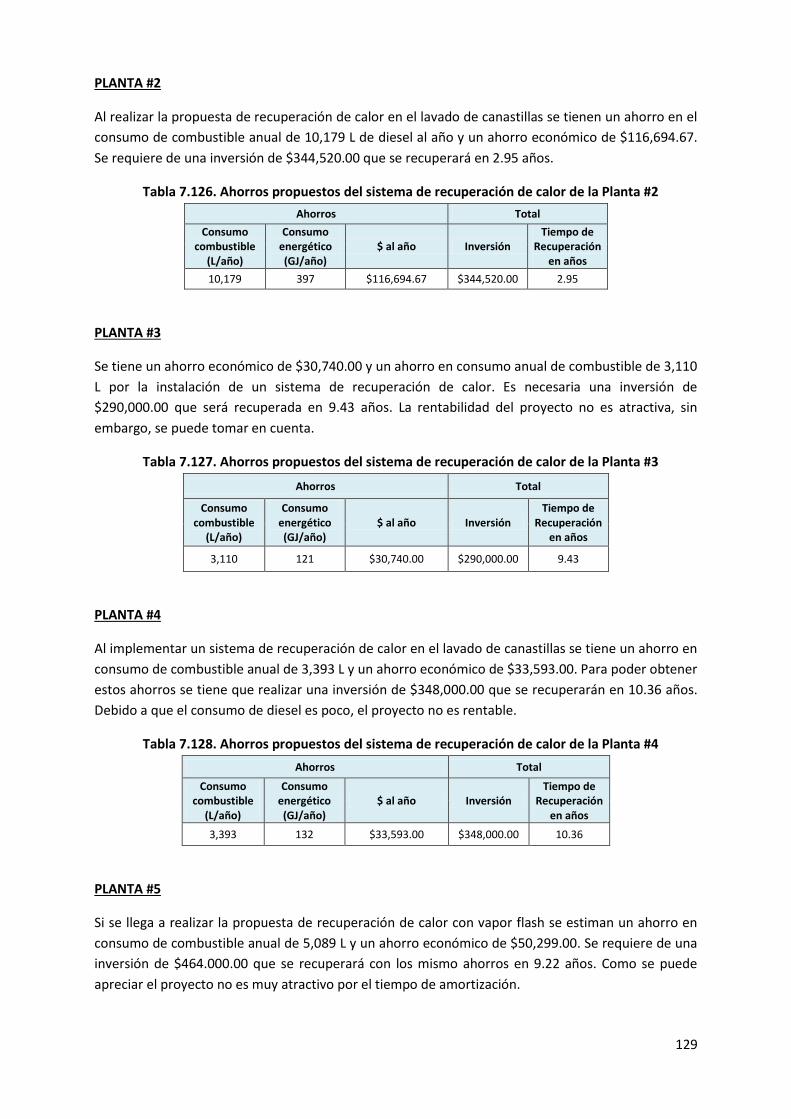
129
PLANTA #2
Al realizar la propuesta de recuperación de calor en el lavado de canastillas se tienen un ahorro en el
consumo de combustible anual de 10,179 L de diesel al año y un ahorro económico de $116,694.67.
Se requiere de una inversión de $344,520.00 que se recuperará en 2.95 años.
Tabla 7.126. Ahorros propuestos del sistema de recuperación de calor de la Planta #2
Ahorros Total
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Inversión Tiempo de
Recuperación en años
10,179 397 $116,694.67 $344,520.00 2.95
PLANTA #3
Se tiene un ahorro económico de $30,740.00 y un ahorro en consumo anual de combustible de 3,110
L por la instalación de un sistema de recuperación de calor. Es necesaria una inversión de
$290,000.00 que será recuperada en 9.43 años. La rentabilidad del proyecto no es atractiva, sin
embargo, se puede tomar en cuenta.
Tabla 7.127. Ahorros propuestos del sistema de recuperación de calor de la Planta #3
Ahorros Total
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Inversión Tiempo de
Recuperación en años
3,110 121 $30,740.00 $290,000.00 9.43
PLANTA #4
Al implementar un sistema de recuperación de calor en el lavado de canastillas se tiene un ahorro en
consumo de combustible anual de 3,393 L y un ahorro económico de $33,593.00. Para poder obtener
estos ahorros se tiene que realizar una inversión de $348,000.00 que se recuperarán en 10.36 años.
Debido a que el consumo de diesel es poco, el proyecto no es rentable.
Tabla 7.128. Ahorros propuestos del sistema de recuperación de calor de la Planta #4
Ahorros Total
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Inversión Tiempo de
Recuperación en años
3,393 132 $33,593.00 $348,000.00 10.36
PLANTA #5
Si se llega a realizar la propuesta de recuperación de calor con vapor flash se estiman un ahorro en
consumo de combustible anual de 5,089 L y un ahorro económico de $50,299.00. Se requiere de una
inversión de $464.000.00 que se recuperará con los mismo ahorros en 9.22 años. Como se puede
apreciar el proyecto no es muy atractivo por el tiempo de amortización.
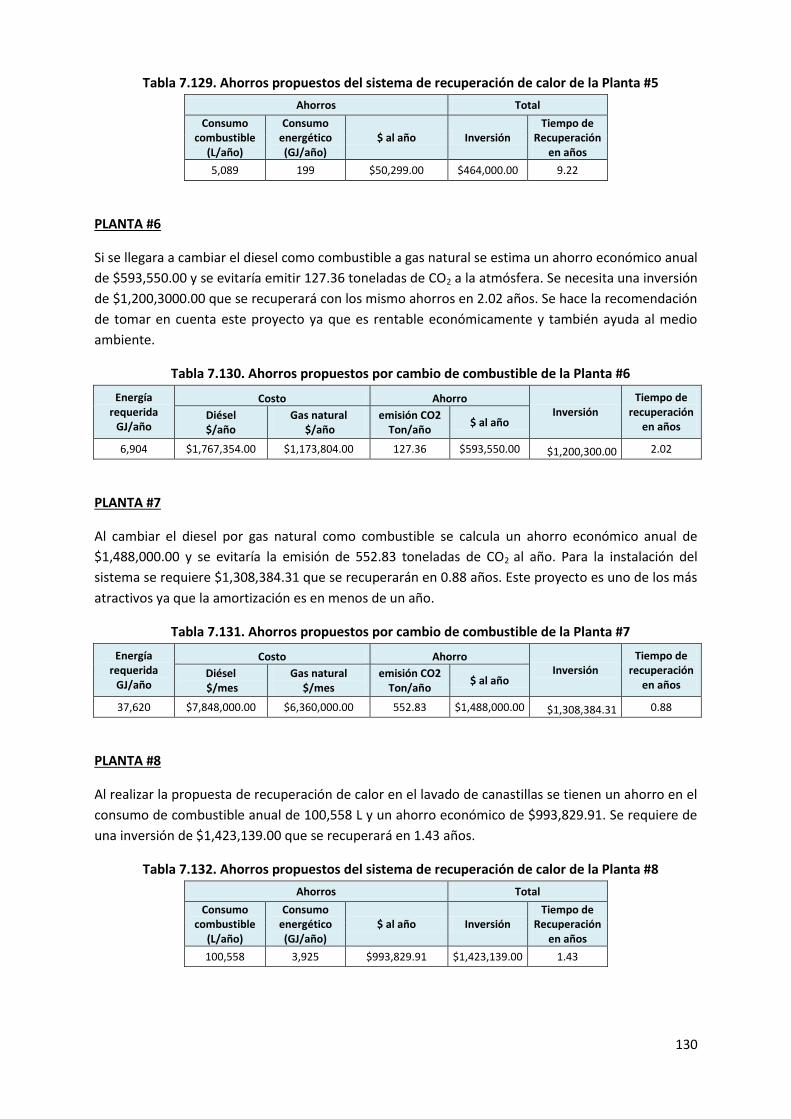
130
Tabla 7.129. Ahorros propuestos del sistema de recuperación de calor de la Planta #5
Ahorros Total
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Inversión Tiempo de
Recuperación en años
5,089 199 $50,299.00 $464,000.00 9.22
PLANTA #6
Si se llegara a cambiar el diesel como combustible a gas natural se estima un ahorro económico anual
de $593,550.00 y se evitaría emitir 127.36 toneladas de CO2 a la atmósfera. Se necesita una inversión
de $1,200,3000.00 que se recuperará con los mismo ahorros en 2.02 años. Se hace la recomendación
de tomar en cuenta este proyecto ya que es rentable económicamente y también ayuda al medio
ambiente.
Tabla 7.130. Ahorros propuestos por cambio de combustible de la Planta #6
Energía requerida
GJ/año
Costo Ahorro Inversión
Tiempo de recuperación
en años Diésel $/año
Gas natural $/año
emisión CO2 Ton/año
$ al año
6,904 $1,767,354.00 $1,173,804.00 127.36 $593,550.00 $1,200,300.00 2.02
PLANTA #7
Al cambiar el diesel por gas natural como combustible se calcula un ahorro económico anual de
$1,488,000.00 y se evitaría la emisión de 552.83 toneladas de CO2 al año. Para la instalación del
sistema se requiere $1,308,384.31 que se recuperarán en 0.88 años. Este proyecto es uno de los más
atractivos ya que la amortización es en menos de un año.
Tabla 7.131. Ahorros propuestos por cambio de combustible de la Planta #7
Energía requerida
GJ/año
Costo Ahorro Inversión
Tiempo de recuperación
en años Diésel $/mes
Gas natural $/mes
emisión CO2 Ton/año
$ al año
37,620 $7,848,000.00 $6,360,000.00 552.83 $1,488,000.00 $1,308,384.31 0.88
PLANTA #8
Al realizar la propuesta de recuperación de calor en el lavado de canastillas se tienen un ahorro en el
consumo de combustible anual de 100,558 L y un ahorro económico de $993,829.91. Se requiere de
una inversión de $1,423,139.00 que se recuperará en 1.43 años.
Tabla 7.132. Ahorros propuestos del sistema de recuperación de calor de la Planta #8
Ahorros Total
Consumo combustible
(L/año)
Consumo energético (GJ/año)
$ al año Inversión Tiempo de
Recuperación en años
100,558 3,925 $993,829.91 $1,423,139.00 1.43
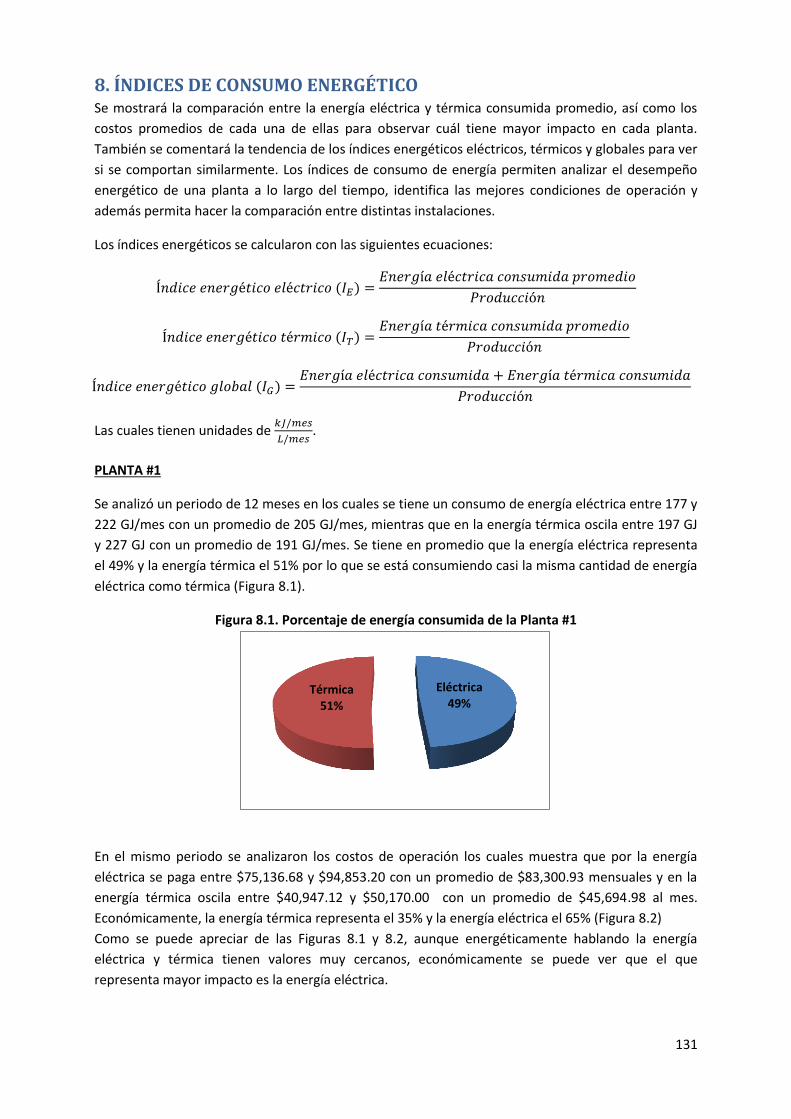
131
8. ÍNDICES DE CONSUMO ENERGÉTICO Se mostrará la comparación entre la energía eléctrica y térmica consumida promedio, así como los
costos promedios de cada una de ellas para observar cuál tiene mayor impacto en cada planta.
También se comentará la tendencia de los índices energéticos eléctricos, térmicos y globales para ver
si se comportan similarmente. Los índices de consumo de energía permiten analizar el desempeño
energético de una planta a lo largo del tiempo, identifica las mejores condiciones de operación y
además permita hacer la comparación entre distintas instalaciones.
Los índices energéticos se calcularon con las siguientes ecuaciones:
( )
( )
( )
Las cuales tienen unidades de
.
PLANTA #1
Se analizó un periodo de 12 meses en los cuales se tiene un consumo de energía eléctrica entre 177 y
222 GJ/mes con un promedio de 205 GJ/mes, mientras que en la energía térmica oscila entre 197 GJ
y 227 GJ con un promedio de 191 GJ/mes. Se tiene en promedio que la energía eléctrica representa
el 49% y la energía térmica el 51% por lo que se está consumiendo casi la misma cantidad de energía
eléctrica como térmica (Figura 8.1).
Figura 8.1. Porcentaje de energía consumida de la Planta #1
En el mismo periodo se analizaron los costos de operación los cuales muestra que por la energía
eléctrica se paga entre $75,136.68 y $94,853.20 con un promedio de $83,300.93 mensuales y en la
energía térmica oscila entre $40,947.12 y $50,170.00 con un promedio de $45,694.98 al mes.
Económicamente, la energía térmica representa el 35% y la energía eléctrica el 65% (Figura 8.2)
Como se puede apreciar de las Figuras 8.1 y 8.2, aunque energéticamente hablando la energía
eléctrica y térmica tienen valores muy cercanos, económicamente se puede ver que el que
representa mayor impacto es la energía eléctrica.
Eléctrica 49%
Térmica 51%
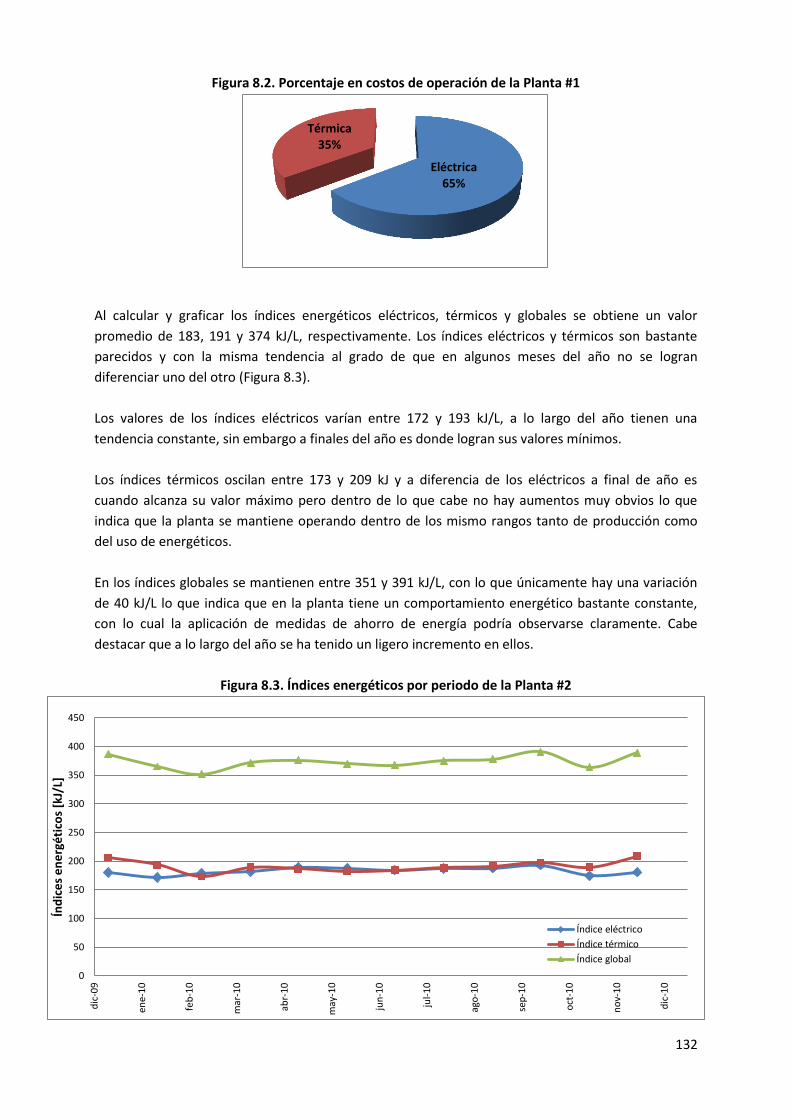
132
Figura 8.2. Porcentaje en costos de operación de la Planta #1
Al calcular y graficar los índices energéticos eléctricos, térmicos y globales se obtiene un valor
promedio de 183, 191 y 374 kJ/L, respectivamente. Los índices eléctricos y térmicos son bastante
parecidos y con la misma tendencia al grado de que en algunos meses del año no se logran
diferenciar uno del otro (Figura 8.3).
Los valores de los índices eléctricos varían entre 172 y 193 kJ/L, a lo largo del año tienen una
tendencia constante, sin embargo a finales del año es donde logran sus valores mínimos.
Los índices térmicos oscilan entre 173 y 209 kJ y a diferencia de los eléctricos a final de año es
cuando alcanza su valor máximo pero dentro de lo que cabe no hay aumentos muy obvios lo que
indica que la planta se mantiene operando dentro de los mismo rangos tanto de producción como
del uso de energéticos.
En los índices globales se mantienen entre 351 y 391 kJ/L, con lo que únicamente hay una variación
de 40 kJ/L lo que indica que en la planta tiene un comportamiento energético bastante constante,
con lo cual la aplicación de medidas de ahorro de energía podría observarse claramente. Cabe
destacar que a lo largo del año se ha tenido un ligero incremento en ellos.
Figura 8.3. Índices energéticos por periodo de la Planta #2
Eléctrica 65%
Térmica 35%
0
50
100
150
200
250
300
350
400
450
dic
-09
ene-
10
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
Índ
ice
s e
ne
rgé
tico
s [k
J/L]
Índice eléctrico
Índice térmico
Índice global
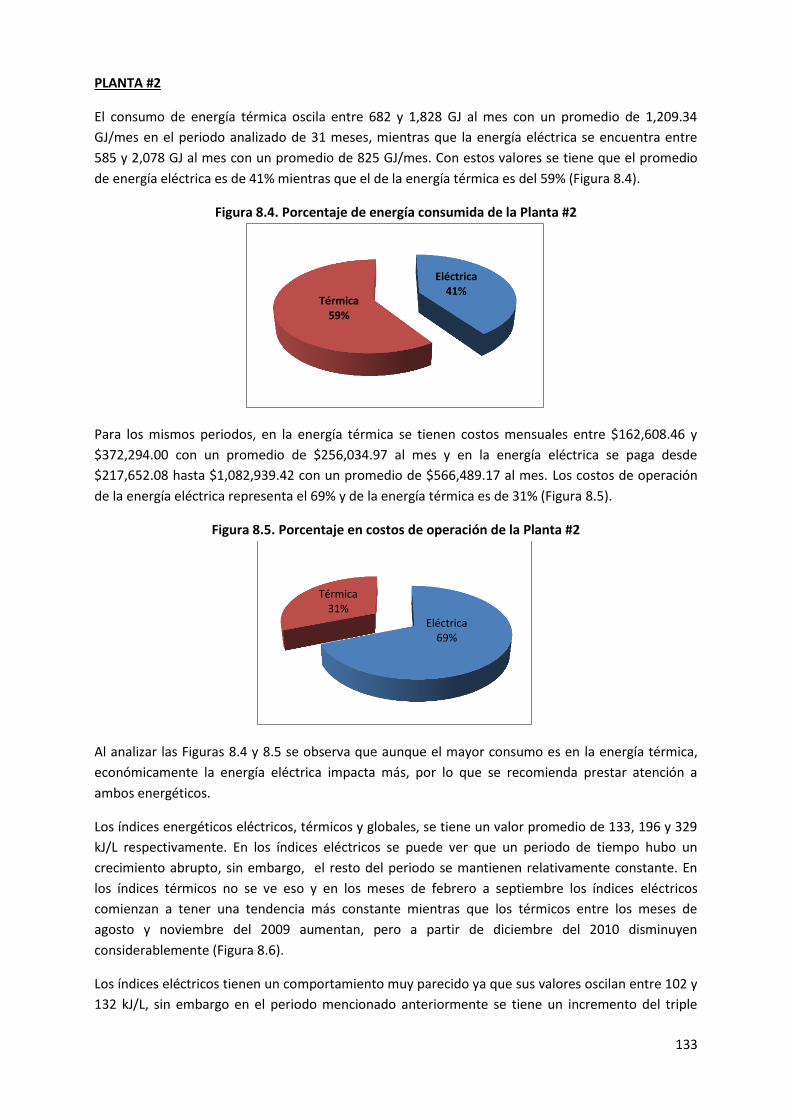
133
PLANTA #2
El consumo de energía térmica oscila entre 682 y 1,828 GJ al mes con un promedio de 1,209.34
GJ/mes en el periodo analizado de 31 meses, mientras que la energía eléctrica se encuentra entre
585 y 2,078 GJ al mes con un promedio de 825 GJ/mes. Con estos valores se tiene que el promedio
de energía eléctrica es de 41% mientras que el de la energía térmica es del 59% (Figura 8.4).
Figura 8.4. Porcentaje de energía consumida de la Planta #2
Para los mismos periodos, en la energía térmica se tienen costos mensuales entre $162,608.46 y
$372,294.00 con un promedio de $256,034.97 al mes y en la energía eléctrica se paga desde
$217,652.08 hasta $1,082,939.42 con un promedio de $566,489.17 al mes. Los costos de operación
de la energía eléctrica representa el 69% y de la energía térmica es de 31% (Figura 8.5).
Figura 8.5. Porcentaje en costos de operación de la Planta #2
Al analizar las Figuras 8.4 y 8.5 se observa que aunque el mayor consumo es en la energía térmica,
económicamente la energía eléctrica impacta más, por lo que se recomienda prestar atención a
ambos energéticos.
Los índices energéticos eléctricos, térmicos y globales, se tiene un valor promedio de 133, 196 y 329
kJ/L respectivamente. En los índices eléctricos se puede ver que un periodo de tiempo hubo un
crecimiento abrupto, sin embargo, el resto del periodo se mantienen relativamente constante. En
los índices térmicos no se ve eso y en los meses de febrero a septiembre los índices eléctricos
comienzan a tener una tendencia más constante mientras que los térmicos entre los meses de
agosto y noviembre del 2009 aumentan, pero a partir de diciembre del 2010 disminuyen
considerablemente (Figura 8.6).
Los índices eléctricos tienen un comportamiento muy parecido ya que sus valores oscilan entre 102 y
132 kJ/L, sin embargo en el periodo mencionado anteriormente se tiene un incremento del triple
Eléctrica 41%
Térmica 59%
Eléctrica 69%
Térmica 31%

134
llegando a 313 kJ/L, esto es una situación anormal por lo que se debe de recordar si hubo algo
inusual en la planta si se cobró de distinta manera o si se realizó algún cambio en el proceso.
En el caso de los índices energéticos térmicos se observa una disminución; En el periodo de enero del
2008 a noviembre del 2010 se mantiene entre 200 y 250 kJ/L si bien se ve una subida en mayo a
septiembre del 2009 con 306 kJ/L. Sin embargo, a partir de diciembre del 2010 se tiene una
disminución a valores entre 100 y 150 kJ/L. Se debe revisar si se realizaron modificaciones a los
procesos de la leche en los que la energía térmica o si se cambió el proceso.
Los índices globales tienen una tendencia muy parecida a la de los índices térmicos con excepción
del periodo donde los índices eléctricos se disparan donde alcanza su valor máximo de 530 kJ/L y el
valor mínimo se logra en el mínimo de los índices térmicos con 221 kJ/L.
Figura 8.6. Índices energéticos por periodo de la Planta #2
PLANTA #3
Se tiene un consumo mensual de energía eléctrica que varía de 166 y 232 GJ con un promedio de 201
GJ/ mes en un periodo de 12 meses; la energía térmica se encuentra entre 123 y 182 GJ al mes con
un promedio de 159 GJ mensuales. Por lo que porcentualmente la energía térmica representa un
44% y la energía eléctrica un 56% (Figura 8.7).
Figura 8.7. Porcentaje de energía consumida de la Planta #3
50
100
150
200
250
300
350
400
450
500
550
dic
-08
mar
-09
jul-
09
oct
-09
ene-
10
may
-10
ago
-10
no
v-1
0
feb
-11
jun
-11
sep
-11
Índ
ice
en
ergé
tico
[kJ
/L]
Índice eléctrico
Índice térmico
Índice global
Eléctrica 56%
Térmica 44%

135
Después del análisis de los costos de la energía consumida en el mismo periodo analizado se tiene
que por energía térmica se paga mensualmente entre $25,561.76 y $40,283.05 con un promedio de
$34,002.95 mientras que en eléctrica se tienen costos entre $73,894.00 y $117,053.00 con un
promedio de $96,188.67. Económicamente, la energía eléctrica representa el 74% y la térmica un
26% (Figura 8.8).
Figura 8.8. Porcentaje en costos de operación de la Planta #3
De este análisis se observa que la energía eléctrica tiene un consumo ligeramente mayor que la
térmica, pero en el aspecto económico representa tres cuartas partes del total, por lo que su
atención es fundamental.
Los valores promedio de los índices eléctricos, térmicos y globales son de 32, 26 y 58 kJ/L,
respectivamente. En esta planta se pude ver que los tres índices tienen la misma tendencia y el
térmico y eléctrico tienen valores cercanos. En el periodo de febrero a abril se tiene un incremento
de cerca de aproximadamente 50% lo que indica que algo inusual sucedió en el proceso, lo cual
convendría explorar (Figura 8.9). Los índices eléctricos en el mes de marzo muestran un aumento, sin
embargo no de la misma magnitud que del índice térmico (58 kJ/L) ya que es el único punto donde
supera el valor del índice eléctrico (56 kJ/L). Posterior a ese periodo los índices regresan a valores
estables y hasta llegan a disminuir y mantenerse en esos intervalos.
Figura 8.9. Índices energéticos por periodo de la Planta #3
Eléctrica 74%
Térmica 26%
0
20
40
60
80
100
120
ene-
10
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
Índ
ice
s e
ne
rgé
tico
s [k
J/L]
Índice eléctrico
Índice térmico
Índice global
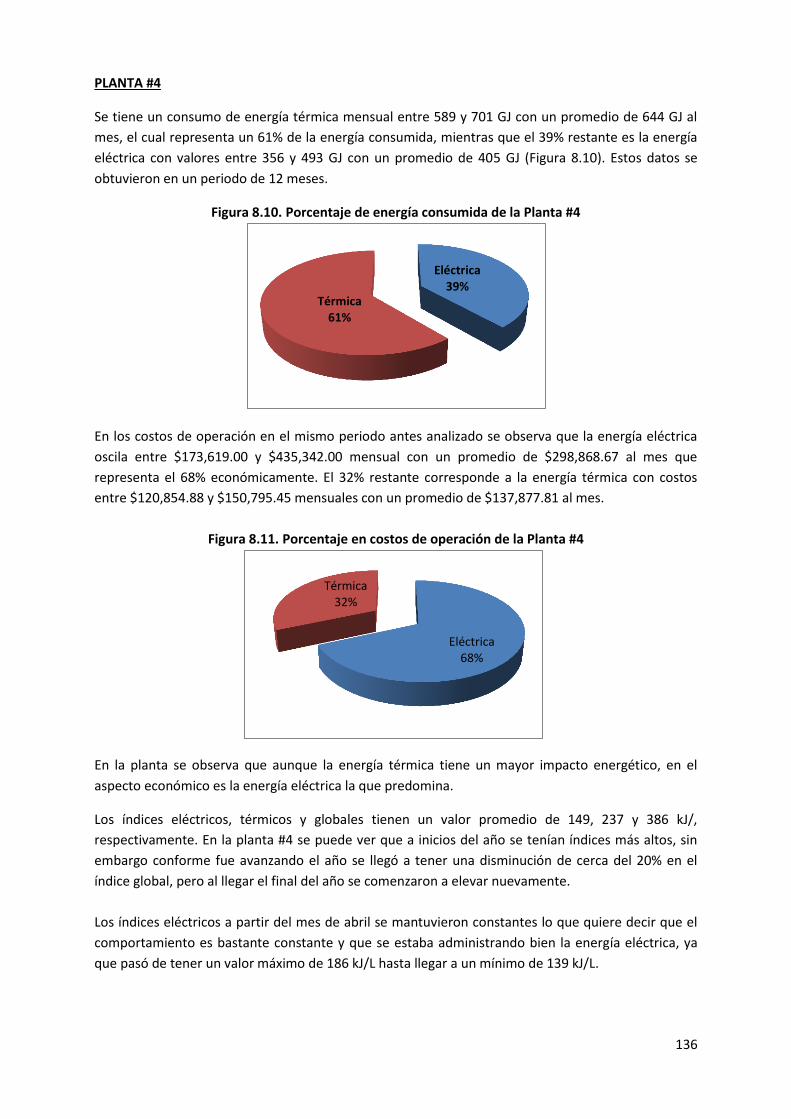
136
PLANTA #4
Se tiene un consumo de energía térmica mensual entre 589 y 701 GJ con un promedio de 644 GJ al
mes, el cual representa un 61% de la energía consumida, mientras que el 39% restante es la energía
eléctrica con valores entre 356 y 493 GJ con un promedio de 405 GJ (Figura 8.10). Estos datos se
obtuvieron en un periodo de 12 meses.
Figura 8.10. Porcentaje de energía consumida de la Planta #4
En los costos de operación en el mismo periodo antes analizado se observa que la energía eléctrica
oscila entre $173,619.00 y $435,342.00 mensual con un promedio de $298,868.67 al mes que
representa el 68% económicamente. El 32% restante corresponde a la energía térmica con costos
entre $120,854.88 y $150,795.45 mensuales con un promedio de $137,877.81 al mes.
Figura 8.11. Porcentaje en costos de operación de la Planta #4
En la planta se observa que aunque la energía térmica tiene un mayor impacto energético, en el
aspecto económico es la energía eléctrica la que predomina.
Los índices eléctricos, térmicos y globales tienen un valor promedio de 149, 237 y 386 kJ/,
respectivamente. En la planta #4 se puede ver que a inicios del año se tenían índices más altos, sin
embargo conforme fue avanzando el año se llegó a tener una disminución de cerca del 20% en el
índice global, pero al llegar el final del año se comenzaron a elevar nuevamente.
Los índices eléctricos a partir del mes de abril se mantuvieron constantes lo que quiere decir que el
comportamiento es bastante constante y que se estaba administrando bien la energía eléctrica, ya
que pasó de tener un valor máximo de 186 kJ/L hasta llegar a un mínimo de 139 kJ/L.
Eléctrica 39%
Térmica 61%
Eléctrica 68%
Térmica 32%
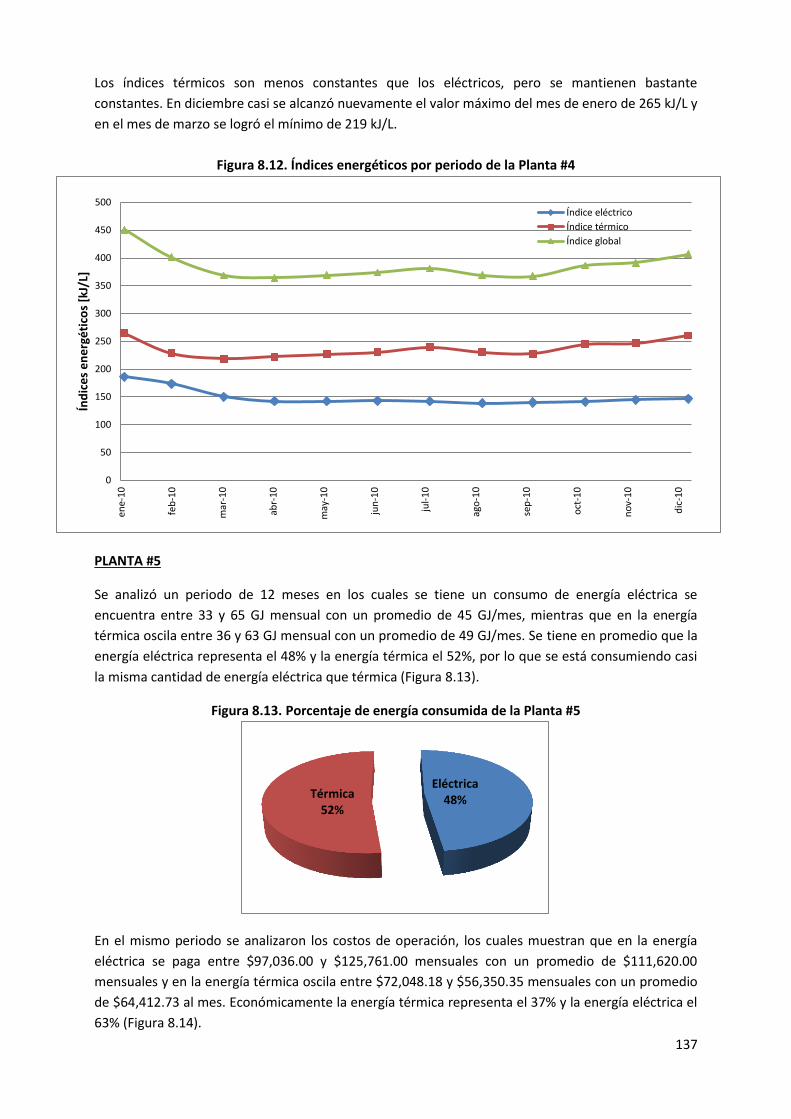
137
Los índices térmicos son menos constantes que los eléctricos, pero se mantienen bastante
constantes. En diciembre casi se alcanzó nuevamente el valor máximo del mes de enero de 265 kJ/L y
en el mes de marzo se logró el mínimo de 219 kJ/L.
Figura 8.12. Índices energéticos por periodo de la Planta #4
PLANTA #5
Se analizó un periodo de 12 meses en los cuales se tiene un consumo de energía eléctrica se
encuentra entre 33 y 65 GJ mensual con un promedio de 45 GJ/mes, mientras que en la energía
térmica oscila entre 36 y 63 GJ mensual con un promedio de 49 GJ/mes. Se tiene en promedio que la
energía eléctrica representa el 48% y la energía térmica el 52%, por lo que se está consumiendo casi
la misma cantidad de energía eléctrica que térmica (Figura 8.13).
Figura 8.13. Porcentaje de energía consumida de la Planta #5
En el mismo periodo se analizaron los costos de operación, los cuales muestran que en la energía
eléctrica se paga entre $97,036.00 y $125,761.00 mensuales con un promedio de $111,620.00
mensuales y en la energía térmica oscila entre $72,048.18 y $56,350.35 mensuales con un promedio
de $64,412.73 al mes. Económicamente la energía térmica representa el 37% y la energía eléctrica el
63% (Figura 8.14).
0
50
100
150
200
250
300
350
400
450
500
ene-
10
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
Índ
ice
s e
ne
rgé
tico
s [k
J/L]
Índice eléctrico
Índice térmico
Índice global
Eléctrica 48% Térmica
52%
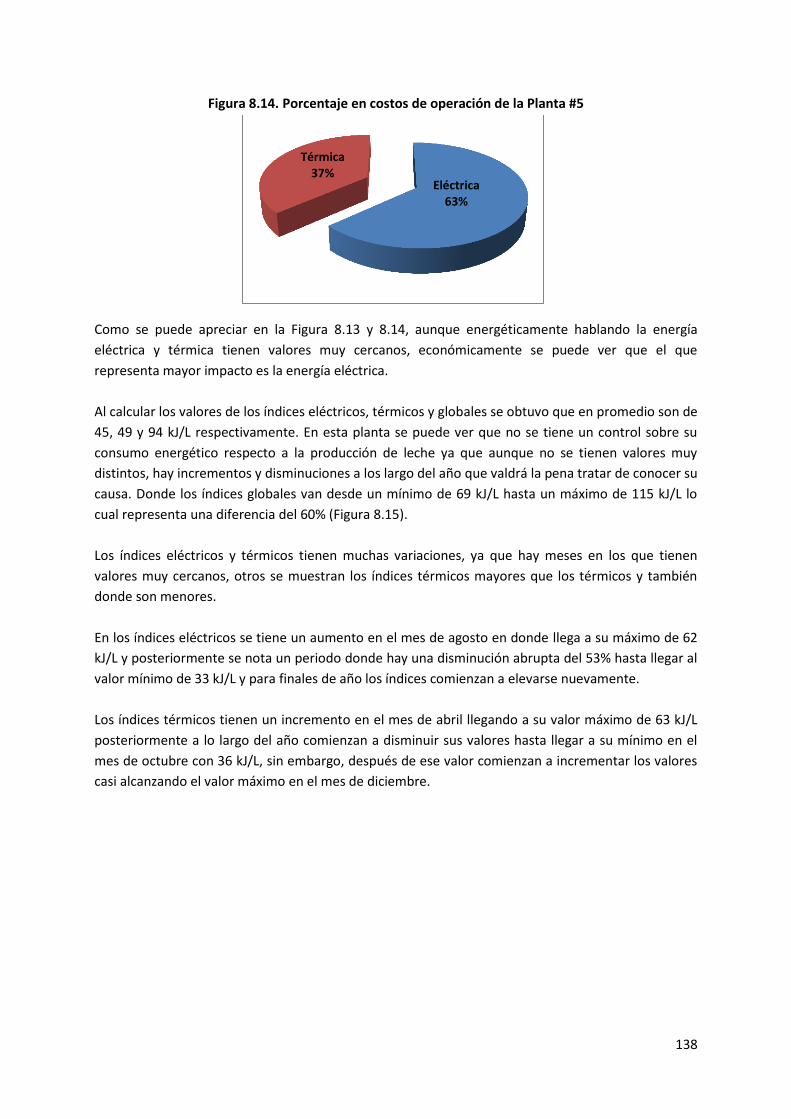
138
Figura 8.14. Porcentaje en costos de operación de la Planta #5
Como se puede apreciar en la Figura 8.13 y 8.14, aunque energéticamente hablando la energía
eléctrica y térmica tienen valores muy cercanos, económicamente se puede ver que el que
representa mayor impacto es la energía eléctrica.
Al calcular los valores de los índices eléctricos, térmicos y globales se obtuvo que en promedio son de
45, 49 y 94 kJ/L respectivamente. En esta planta se puede ver que no se tiene un control sobre su
consumo energético respecto a la producción de leche ya que aunque no se tienen valores muy
distintos, hay incrementos y disminuciones a los largo del año que valdrá la pena tratar de conocer su
causa. Donde los índices globales van desde un mínimo de 69 kJ/L hasta un máximo de 115 kJ/L lo
cual representa una diferencia del 60% (Figura 8.15).
Los índices eléctricos y térmicos tienen muchas variaciones, ya que hay meses en los que tienen
valores muy cercanos, otros se muestran los índices térmicos mayores que los térmicos y también
donde son menores.
En los índices eléctricos se tiene un aumento en el mes de agosto en donde llega a su máximo de 62
kJ/L y posteriormente se nota un periodo donde hay una disminución abrupta del 53% hasta llegar al
valor mínimo de 33 kJ/L y para finales de año los índices comienzan a elevarse nuevamente.
Los índices térmicos tienen un incremento en el mes de abril llegando a su valor máximo de 63 kJ/L
posteriormente a lo largo del año comienzan a disminuir sus valores hasta llegar a su mínimo en el
mes de octubre con 36 kJ/L, sin embargo, después de ese valor comienzan a incrementar los valores
casi alcanzando el valor máximo en el mes de diciembre.
Eléctrica 63%
Térmica 37%
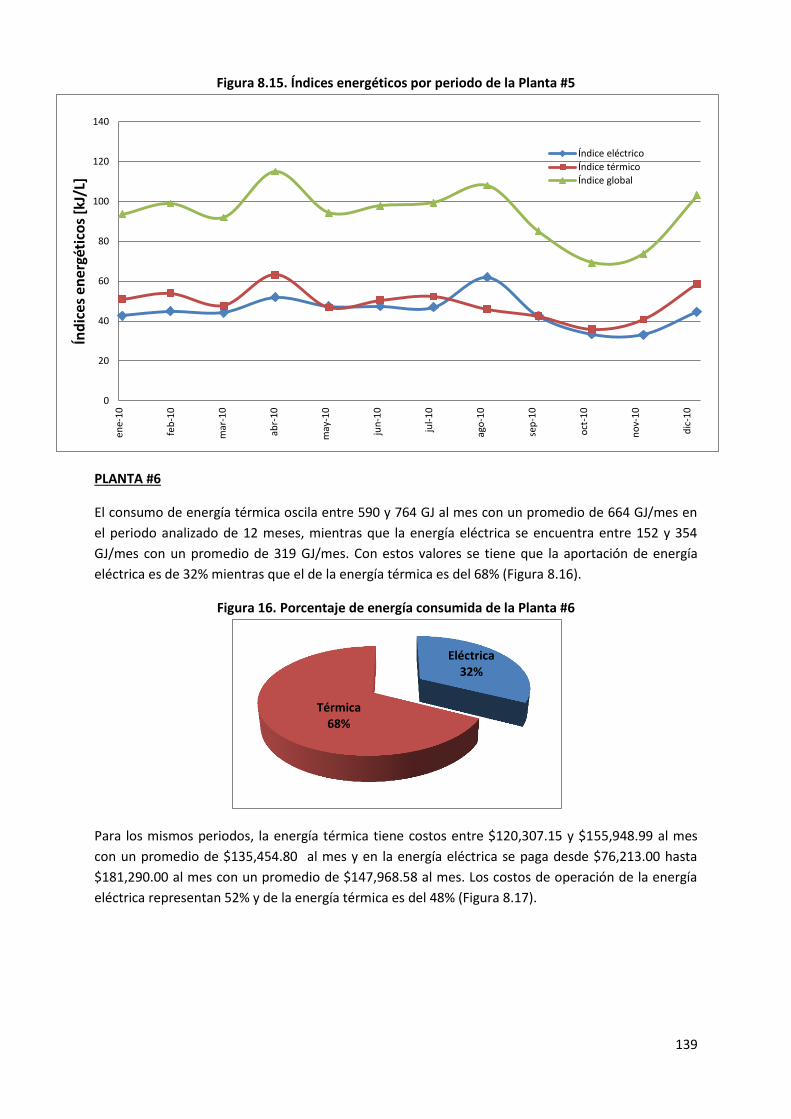
139
Figura 8.15. Índices energéticos por periodo de la Planta #5
PLANTA #6
El consumo de energía térmica oscila entre 590 y 764 GJ al mes con un promedio de 664 GJ/mes en
el periodo analizado de 12 meses, mientras que la energía eléctrica se encuentra entre 152 y 354
GJ/mes con un promedio de 319 GJ/mes. Con estos valores se tiene que la aportación de energía
eléctrica es de 32% mientras que el de la energía térmica es del 68% (Figura 8.16).
Figura 16. Porcentaje de energía consumida de la Planta #6
Para los mismos periodos, la energía térmica tiene costos entre $120,307.15 y $155,948.99 al mes
con un promedio de $135,454.80 al mes y en la energía eléctrica se paga desde $76,213.00 hasta
$181,290.00 al mes con un promedio de $147,968.58 al mes. Los costos de operación de la energía
eléctrica representan 52% y de la energía térmica es del 48% (Figura 8.17).
0
20
40
60
80
100
120
140en
e-1
0
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
Índ
ice
s en
ergé
tico
s [k
J/L]
Índice eléctrico
Índice térmico
Índice global
Eléctrica 32%
Térmica 68%
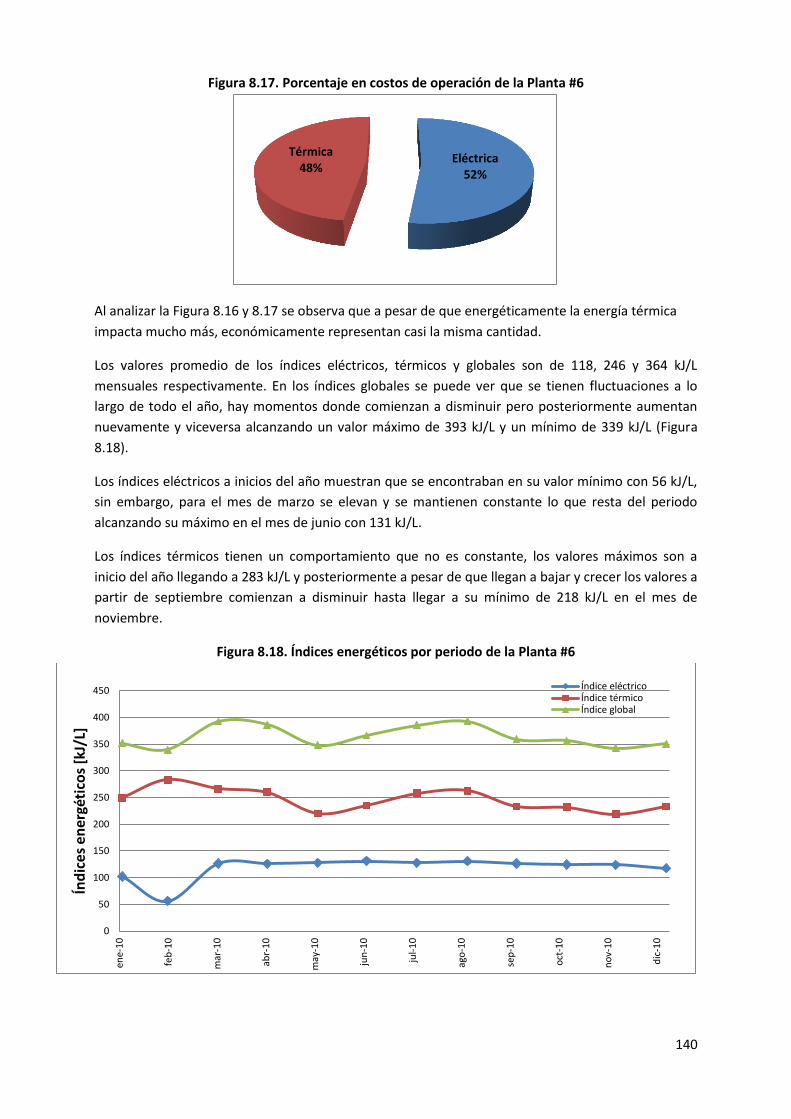
140
Figura 8.17. Porcentaje en costos de operación de la Planta #6
Al analizar la Figura 8.16 y 8.17 se observa que a pesar de que energéticamente la energía térmica
impacta mucho más, económicamente representan casi la misma cantidad.
Los valores promedio de los índices eléctricos, térmicos y globales son de 118, 246 y 364 kJ/L
mensuales respectivamente. En los índices globales se puede ver que se tienen fluctuaciones a lo
largo de todo el año, hay momentos donde comienzan a disminuir pero posteriormente aumentan
nuevamente y viceversa alcanzando un valor máximo de 393 kJ/L y un mínimo de 339 kJ/L (Figura
8.18).
Los índices eléctricos a inicios del año muestran que se encontraban en su valor mínimo con 56 kJ/L,
sin embargo, para el mes de marzo se elevan y se mantienen constante lo que resta del periodo
alcanzando su máximo en el mes de junio con 131 kJ/L.
Los índices térmicos tienen un comportamiento que no es constante, los valores máximos son a
inicio del año llegando a 283 kJ/L y posteriormente a pesar de que llegan a bajar y crecer los valores a
partir de septiembre comienzan a disminuir hasta llegar a su mínimo de 218 kJ/L en el mes de
noviembre.
Figura 8.18. Índices energéticos por periodo de la Planta #6
Eléctrica 52%
Térmica 48%
0
50
100
150
200
250
300
350
400
450
ene-
10
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
Índ
ice
s en
ergé
tico
s [k
J/L]
Índice eléctricoÍndice térmicoÍndice global
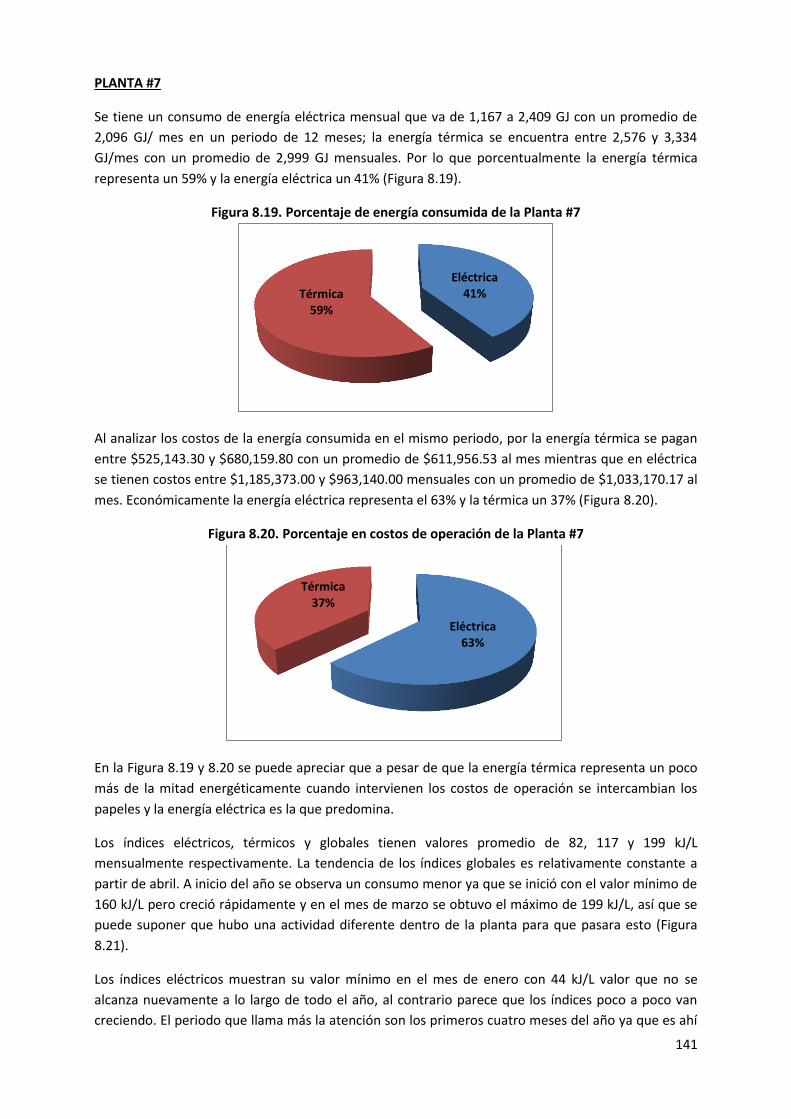
141
PLANTA #7
Se tiene un consumo de energía eléctrica mensual que va de 1,167 a 2,409 GJ con un promedio de
2,096 GJ/ mes en un periodo de 12 meses; la energía térmica se encuentra entre 2,576 y 3,334
GJ/mes con un promedio de 2,999 GJ mensuales. Por lo que porcentualmente la energía térmica
representa un 59% y la energía eléctrica un 41% (Figura 8.19).
Figura 8.19. Porcentaje de energía consumida de la Planta #7
Al analizar los costos de la energía consumida en el mismo periodo, por la energía térmica se pagan
entre $525,143.30 y $680,159.80 con un promedio de $611,956.53 al mes mientras que en eléctrica
se tienen costos entre $1,185,373.00 y $963,140.00 mensuales con un promedio de $1,033,170.17 al
mes. Económicamente la energía eléctrica representa el 63% y la térmica un 37% (Figura 8.20).
Figura 8.20. Porcentaje en costos de operación de la Planta #7
En la Figura 8.19 y 8.20 se puede apreciar que a pesar de que la energía térmica representa un poco
más de la mitad energéticamente cuando intervienen los costos de operación se intercambian los
papeles y la energía eléctrica es la que predomina.
Los índices eléctricos, térmicos y globales tienen valores promedio de 82, 117 y 199 kJ/L
mensualmente respectivamente. La tendencia de los índices globales es relativamente constante a
partir de abril. A inicio del año se observa un consumo menor ya que se inició con el valor mínimo de
160 kJ/L pero creció rápidamente y en el mes de marzo se obtuvo el máximo de 199 kJ/L, así que se
puede suponer que hubo una actividad diferente dentro de la planta para que pasara esto (Figura
8.21).
Los índices eléctricos muestran su valor mínimo en el mes de enero con 44 kJ/L valor que no se
alcanza nuevamente a lo largo de todo el año, al contrario parece que los índices poco a poco van
creciendo. El periodo que llama más la atención son los primeros cuatro meses del año ya que es ahí
Eléctrica 41% Térmica
59%
Eléctrica 63%
Térmica 37%
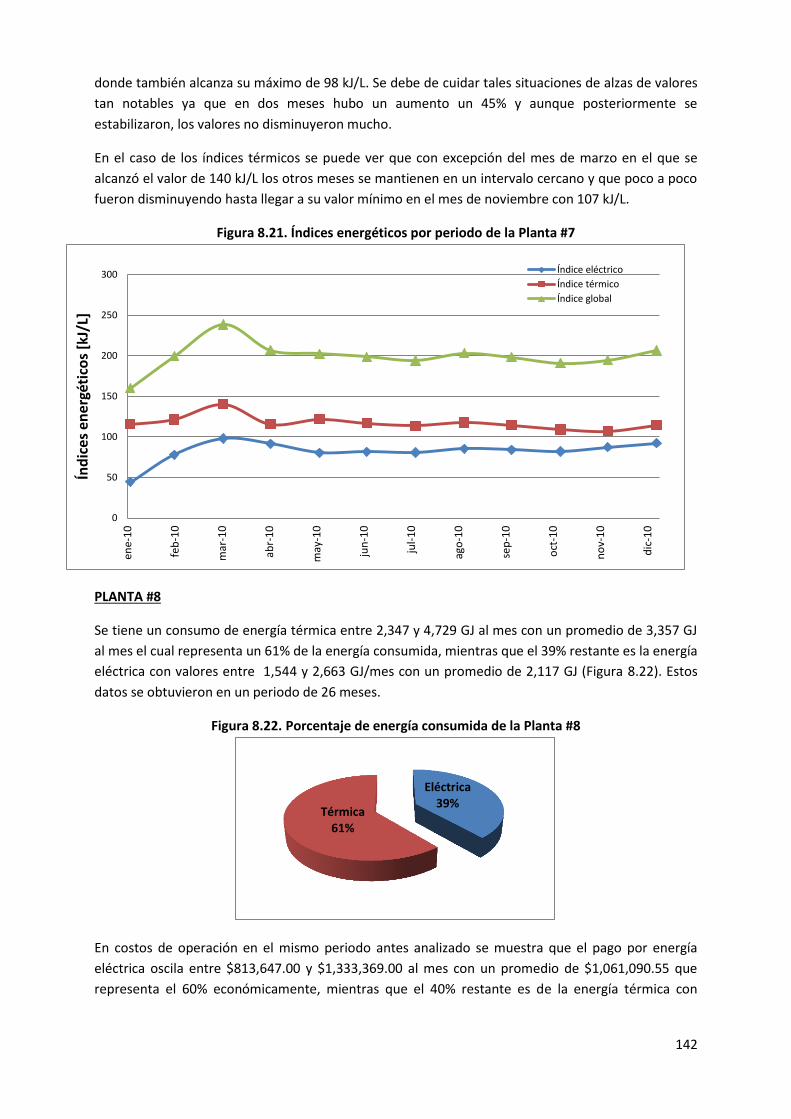
142
donde también alcanza su máximo de 98 kJ/L. Se debe de cuidar tales situaciones de alzas de valores
tan notables ya que en dos meses hubo un aumento un 45% y aunque posteriormente se
estabilizaron, los valores no disminuyeron mucho.
En el caso de los índices térmicos se puede ver que con excepción del mes de marzo en el que se
alcanzó el valor de 140 kJ/L los otros meses se mantienen en un intervalo cercano y que poco a poco
fueron disminuyendo hasta llegar a su valor mínimo en el mes de noviembre con 107 kJ/L.
Figura 8.21. Índices energéticos por periodo de la Planta #7
PLANTA #8
Se tiene un consumo de energía térmica entre 2,347 y 4,729 GJ al mes con un promedio de 3,357 GJ
al mes el cual representa un 61% de la energía consumida, mientras que el 39% restante es la energía
eléctrica con valores entre 1,544 y 2,663 GJ/mes con un promedio de 2,117 GJ (Figura 8.22). Estos
datos se obtuvieron en un periodo de 26 meses.
Figura 8.22. Porcentaje de energía consumida de la Planta #8
En costos de operación en el mismo periodo antes analizado se muestra que el pago por energía
eléctrica oscila entre $813,647.00 y $1,333,369.00 al mes con un promedio de $1,061,090.55 que
representa el 60% económicamente, mientras que el 40% restante es de la energía térmica con
0
50
100
150
200
250
300
ene-
10
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
Índ
ice
s en
ergé
tico
s [k
J/L]
Índice eléctrico
Índice térmico
Índice global
Eléctrica 39%
Térmica 61%

143
costos mensuales entre $476,497.22 y $1,127,114.87 con un promedio de $3,356,806.73 mensual
(Figura 8.23).
Figura 8.23. Porcentaje en costos de operación de la Planta #8
En las Figuras 8.22 y 8.23 se muestra que a pesar de que la energía térmica tiene mayor impacto
energético en el aspecto económico la energía eléctrica es la que predomina y los porcentajes se
invierten.
Los índices eléctricos, térmicos y globales tienen un valor promedio de 95, 150 y 245 kJ/L
respectivamente. Se puede ver que la tendencia es que a partir de diciembre del 2009 los índices
globales comienzan a crecer considerablemente hasta llegar casi un 68% de los valores que se tenían
con anterioridad lo que hace pensar que el proceso tuvo una ampliación, si bien debe verificarse, en
el mes de marzo del 2009 se logró el valor mínimo con 194 kJ/L y en agosto del 2010 se tiene el
máximo con 315 kJ/L (Figura 8.24).
En los índices eléctricos también han ido creciendo poco a poco partiendo desde su valor mínimo de
71 kJ/L en el mes de enero del 2009 hasta llegar a su máximo de 122 kJ/L en julio del 2010 con un
crecimiento promedio del 23%.
Los índices térmicos son lo que evidentemente han aumentado por lo que se debe averiguar qué
originó este comportamiento. En el 2009 se ve que estaba disminuyendo y a partir de noviembre de
ese mismo año es cuando empiezan a aumentar drásticamente hasta llegar a un valor máximo de
201 kJ/L en marzo del 2011. En comparación con su valor mínimo de 110 kJ/L en el mes de agosto del
2009 se tiene que los índices aumentaron casi un 55%.
Eléctrica 60%
Térmica 40%
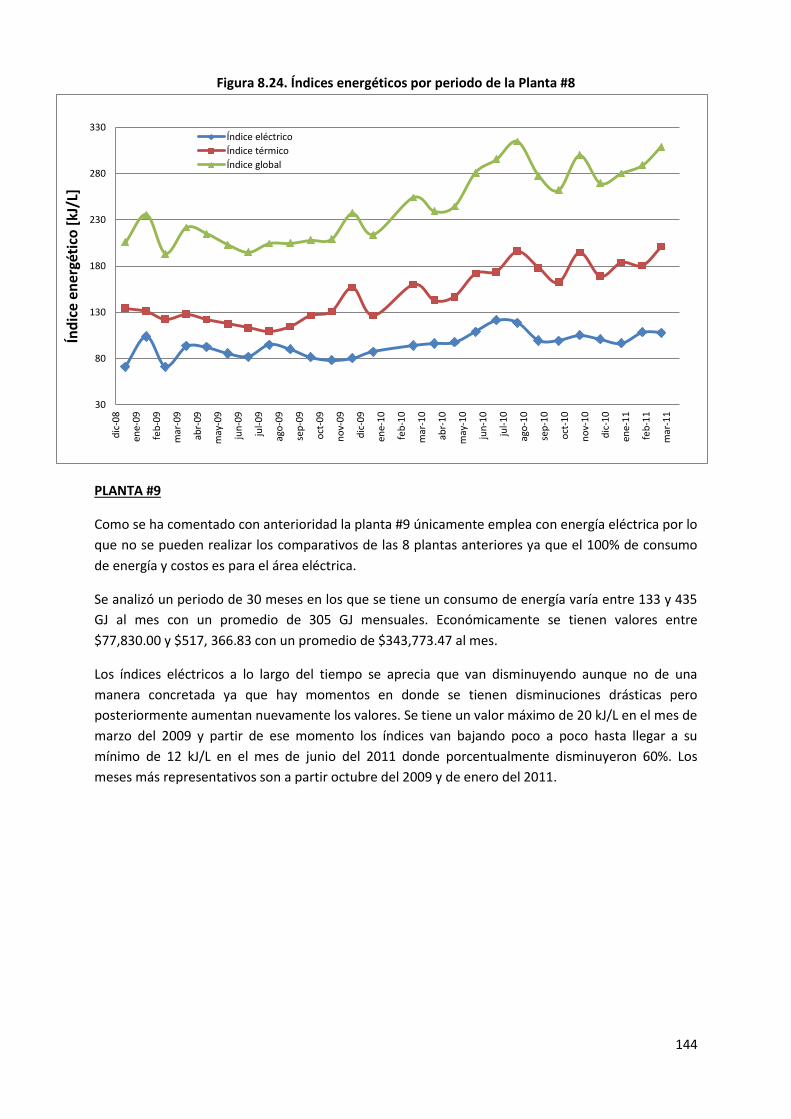
144
Figura 8.24. Índices energéticos por periodo de la Planta #8
PLANTA #9
Como se ha comentado con anterioridad la planta #9 únicamente emplea con energía eléctrica por lo
que no se pueden realizar los comparativos de las 8 plantas anteriores ya que el 100% de consumo
de energía y costos es para el área eléctrica.
Se analizó un periodo de 30 meses en los que se tiene un consumo de energía varía entre 133 y 435
GJ al mes con un promedio de 305 GJ mensuales. Económicamente se tienen valores entre
$77,830.00 y $517, 366.83 con un promedio de $343,773.47 al mes.
Los índices eléctricos a lo largo del tiempo se aprecia que van disminuyendo aunque no de una
manera concretada ya que hay momentos en donde se tienen disminuciones drásticas pero
posteriormente aumentan nuevamente los valores. Se tiene un valor máximo de 20 kJ/L en el mes de
marzo del 2009 y partir de ese momento los índices van bajando poco a poco hasta llegar a su
mínimo de 12 kJ/L en el mes de junio del 2011 donde porcentualmente disminuyeron 60%. Los
meses más representativos son a partir octubre del 2009 y de enero del 2011.
30
80
130
180
230
280
330d
ic-0
8
ene-
09
feb
-09
mar
-09
abr-
09
may
-09
jun
-09
jul-
09
ago
-09
sep
-09
oct
-09
no
v-0
9
dic
-09
ene-
10
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
ene-
11
feb
-11
mar
-11
Índ
ice
en
ergé
tico
[kJ
/L]
Índice eléctrico
Índice térmico
Índice global

145
Figura 8.24. Índices energéticos por periodo de la Planta #9
Para finalizar se hace la comparación de los índices energéticos de las plantas que tienen el mismo
proceso (Tabla 8.1). Para recordar la capacidad de cada una de las plantas se puede verificar en la
Tabla 4.8.
Las plantas que tienen el proceso de rehidratado y pasteurización (plantas #1 y #4), ambas cuentan
con una tendencia constante en los índices. Los valores se encuentran en un intervalo cercano, sin
embargo en la planta #4 los índices térmicos son mayores que los de la planta #1 cuando los índices
eléctricos son menores. Esta situación quiere decir que están consumiendo más energía térmica para
producir un litro de leche, cabe recordar en el apartado 7.6 Sistema de generación de vapor la
caldera de la planta #4 se encuentra en mal estado lo que puede provocar estos valores. En resumen
la planta #1 es menos eficiente en la parte eléctrica, sin embargo en la térmica es más eficiente.
Para el proceso de rehidratado, descremado y pasteurización las plantas que los realizan son la #2,
#6 y #7. La planta #2 no cuenta con una tendencia constante. Se puede observar que la planta #7 es
la más eficiente debido a que sus índices son los más bajos en todos los aspectos. La planta #2 y #6
muestran valores cercanos, curiosamente la planta #2 que es más controlada por así decirlo es la que
se muestra menor eficiencia, tiene una situación muy parecida al caso anterior, ya que sus valores de
índices térmicos son los más altos debido a que su caldera también se encuentra en mal estado, cosa
que no sucede con las otras dos plantas con las que se está comparando.
Las plantas #3 y #5 cuentan con los procesos de rehidratado, pasteurización y ensobretado de leche
en polvo. Los valores de los índices energéticos son de los más bajos debido a que el proceso de
ensobretado de leche únicamente es eléctrico y no es tan complejo como los que necesitan la parte
térmica.
Al comparar las plantas se puede ver que la planta #5 tiene valores de casi el doble que la #3 y donde
la diferencia es muy marcada es en la parte térmica. La caldera de ambas plantas se encontraban
operando con una eficiencia baja, sin embargo, para la planta #5 el proyecto no se consideró
10
12
14
16
18
20
22d
ic-0
8
ene-
09
feb
-09
mar
-09
abr-
09
may
-09
jun
-09
jul-
09
ago
-09
sep
-09
oct
-09
no
v-0
9
dic
-09
ene-
10
feb
-10
mar
-10
abr-
10
may
-10
jun
-10
jul-
10
ago
-10
sep
-10
oct
-10
no
v-1
0
dic
-10
ene-
11
feb
-11
mar
-11
abr-
11
may
-11
jun
-11
Índ
ice
en
ergé
tico
[kJ
/L]
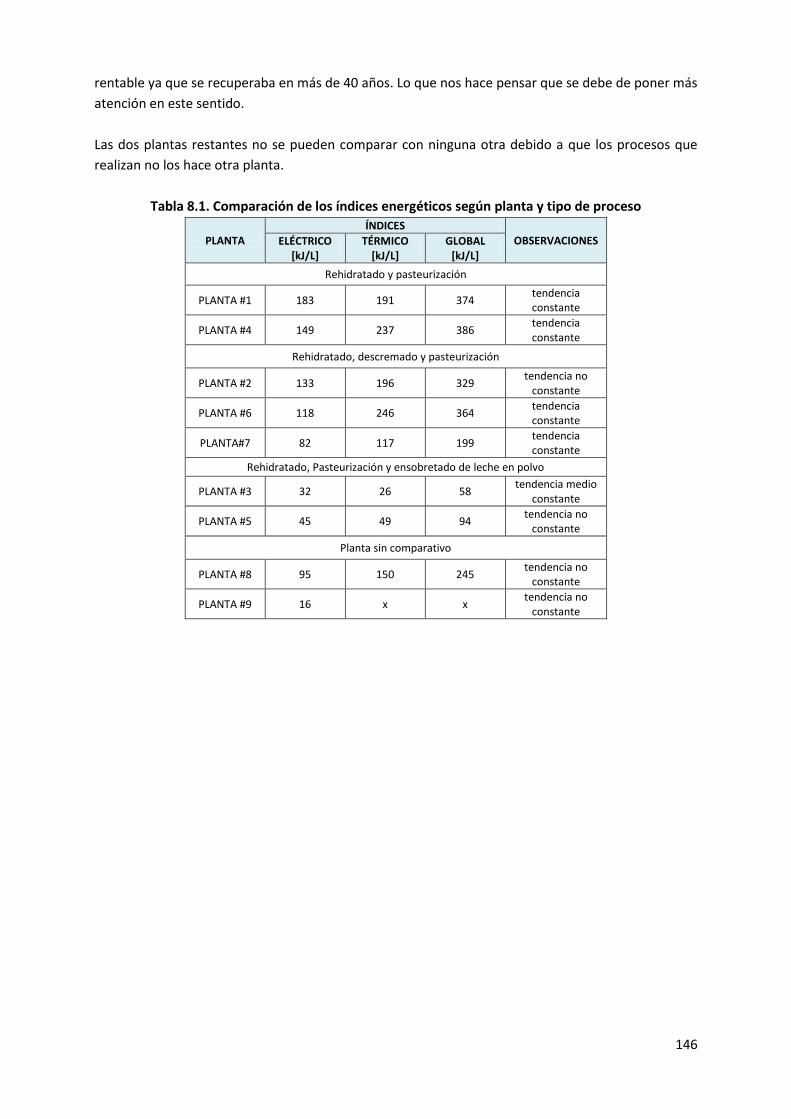
146
rentable ya que se recuperaba en más de 40 años. Lo que nos hace pensar que se debe de poner más
atención en este sentido.
Las dos plantas restantes no se pueden comparar con ninguna otra debido a que los procesos que
realizan no los hace otra planta.
Tabla 8.1. Comparación de los índices energéticos según planta y tipo de proceso
PLANTA
ÍNDICES
OBSERVACIONES ELÉCTRICO [kJ/L]
TÉRMICO [kJ/L]
GLOBAL [kJ/L]
Rehidratado y pasteurización
PLANTA #1 183 191 374 tendencia constante
PLANTA #4 149 237 386 tendencia constante
Rehidratado, descremado y pasteurización
PLANTA #2 133 196 329 tendencia no
constante
PLANTA #6 118 246 364 tendencia constante
PLANTA#7 82 117 199 tendencia constante
Rehidratado, Pasteurización y ensobretado de leche en polvo
PLANTA #3 32 26 58 tendencia medio
constante
PLANTA #5 45 49 94 tendencia no
constante
Planta sin comparativo
PLANTA #8 95 150 245 tendencia no
constante
PLANTA #9 16 x x tendencia no
constante
147
9. CONCLUSIONES Se propuso una metodología para llevar a cabo el levantamiento de información necesaria para
realizar un diagnóstico energético en 9 plantas de la industria de la leche. En estas plantas se cuenta
con diferentes procesos para la producción de la leche, sin embargo, se tienen áreas o procesos
comunes lo facilita la identificación de los equipos más relevantes durante la visita. También se pudo
observar que algunas de las plantas contaban con tecnología más actual que otras.
La metodología incluye la forma en que comúnmente se recopilan los datos necesarios para las
evaluaciones de diferente tipo de equipos. Este trabajo hace las recomendaciones para todos los
equipos que se encuentran en la industria de la leche como son los compresores de refrigeración y
aire comprimido, motores y transformadores eléctricos, bombas, sistemas de aire acondicionado e
iluminación en el área eléctrica; para la parte térmica básicamente es el sistema de generación y
distribución de vapor. Al recabar la información de la forma propuesta fue posible realizar el
diagnóstico energético de forma exitosa para la situación actual de los equipos y generar alguna
propuesta.
En los recorridos se identificaron equipos que se encontraban operando adecuadamente y con una
buena eficiencia, para estos casos no se realizó propuesta alguna, sin embargo, hubo casos donde se
tenía tecnología antigua por lo que se puso énfasis con esta situación. Los equipos a los que se les
realizó alguna alternativa de ahorro son: los motores eléctricos, sistema de aire comprimido e
iluminación en la energía eléctrica; y el generador de vapor y a la distribución de mismo en la energía
térmica.
Se realizaron evaluaciones de cómo operan actualmente los equipos para posteriormente hacer
recomendaciones para mejorar la eficiencia del sistema, se pudo obtener resultados de la situación
actual de cada una de las aplicaciones con la metodología propuesta. Se presentaron 7 alternativas
para el ahorro de energía cumpliendo las necesidades actuales de cada una de las plantas sin afectar
el proceso y se determinó la rentabilidad de los proyectos. En algunos casos aunque el proyecto en sí
no se consideraba rentable, por el bien del proceso es necesario realizar acciones para no
comprometer la producción, en otros casos se proponen acciones con las que no se cuenta
actualmente como es el caso del sistema de retorno de condensados que aparte de generar un
ahorro, es una infraestructura que tiene larga vida de uso.
En los motores eléctricos se realizó la propuesta de cambiar los motores de eficiencia estándar por
motores de eficiencia Premium con los cuales se obtuvieron un tiempo de recuperación de 2.66 años
en una de las plantas más grandes. También se recomienda la implementación de variadores de
frecuencia los cuales pueden ser instalados al cambiar el motor o con el que se encuentra operando
actualmente donde se alcanzaron ahorros en los cuales se recupera la inversión en 2.28 años. En las
algunas plantas se encontró que ya se contaba con motores de alta eficiencia y con variadores de
velocidad, lo que indica que se están modernizando.
El sistema de iluminación es muy variado, ya que cuentan con todo tipo de tecnología que va desde
lámparas de alta descarga, lámparas fluorescentes, lámparas incandescentes, leds, etc. Algunas
plantas ya contaban con tecnología de mayor eficiencia, sin embargo, en otras aún cuentan con
lámparas antiguas. Al reemplazar las lámparas o luminarias que se consideran ineficientes se
lograron obtener ahorros que se recupera.
148
Para la generación de aire comprimido se cuenta con compresores de tipo reciprocante y tipo
tornillo, en esta aplicación se pudo observar que en algunos casos los compresores se encontraban
sobredimensionados, pero debido a que la potencia que demandan es baja, los proyectos no eran
suficientemente atractivos, sin embargo, se hace la recomendación que cuando sea necesaria su
sustitución se haga por uno más acorde a las necesidades reales de la planta. También se hicieron
otro tipo de propuestas diferentes del cambio de compresor. El aumento de almacenamiento o
incorporación de otros accesorios que ayudan al sistema para que no se tengan tantas pérdidas.
En todas las plantas se encontró que los generadores de vapor son de diferentes capacidades
dependiendo de la cantidad de vapor que requiere en el proceso, de las cuales 3 se encuentran
trabajando con una eficiencia buena; 2 están en muy mal estado que deben de ser sustituidas para
no comprometer la producción. Todas las plantas cuentan con diésel como combustible en donde el
caso más exitoso se calculan ahorros de hasta el 13%.
Ninguna de las plantas cuenta con retorno de condensados, lo que ocasiona que se tenga que elevar
la temperatura del agua de 30ºC hasta su temperatura de ebullición lo que ocasiona que se consuma
mucha más energía a que si se elevara desde aproximadamente 80ºC al tener un tanque de
condensados, no únicamente se ahorra energía por el combustible, también se ahorra agua al tener
un circuito cerrado en el cual se desecharía muy poca agua que no puede ser reutilizada.
Al revisar el sistema de distribución de vapor se encontró que había algunos trayectos con el aislante
en mal estado. También se encontraron hasta 7 trampas de vapor abiertas lo que ocasiona que haya
una pérdida considerable del vapor que ya fue generado, por lo que se propone la sustitución de
unas que estén operando correctamente. La propuesta del sistema de retorno de condensados y
reparación de las trampas de vapor se realizaron en conjunto.
También se propuso la alternativa de la recuperación de calor en el área de lavado de canastillas al
usar el vapor flash para calentar el agua utilizada donde en algunas plantas el proyecto es atractivo; y
el cambio de combustible en las plantas por las que pase un ducto de gas natural cerca, pero los
ahorros obtenidos son únicamente económicamente ya que la energía requerida es la misma. Dos de
las plantas analizadas tienen esta opción con tiempos de recuperación bastante atractivos.
Como se puede observar se hicieron diferentes recomendaciones para ahorrar energía, por lo que la
metodología utilizada en este trabajo da un panorama amplio de lo que se requiere para realizar un
levantamiento, las evaluaciones de la situación actual y propuesta así como la rentabilidad de los
proyectos.
En el análisis de las plantas se observó que la energía térmica tiene mayor peso que la energía
eléctrica hablando energéticamente, pero cuando se estudian los costos de operación se puede
apreciar claramente que la energía eléctrica es la que predomina. Por esta razón es importante que
se tenga cuidado con ambos energéticos ya que son igual de importantes.
Finalmente, se calcularon los índices energéticos donde se tiene que las plantas que llevan un mejor
control respecto a otras, ya que en algunas sus tendencias son constantes y al aplicar alguna
alternativa de ahorro de energía se verían notoriamente los cambios. Hay casos donde se nota que
los índices van disminuyendo a lo largo del tiempo lo cual se considera bueno, y hay otros donde
crecen, lo que debe ser estudiado con mayor atención para entender por qué pasa esto. También se
hizo la comparación entre plantas que tienen los mismos procesos para ver cómo se manejan
energéticamente.

149
En estudios de este tipo intervienen muchos factores, sin embargo, al ser una industria donde se
utiliza la energía eléctrica y térmica permite ofrecer alternativas de mejora, con lo cual la rama
industrial de la leche podría ser más competitiva. Con esto se determina que se cumplieron los
objetivos.
150
10. REFERENCIAS Secretaría de Economía (2012), “Análisis del sector lácteo”
http://www.economia.gob.mx/files/comunidad_negocios/industria_comercio/informacionS
ectorial/analisis_sector_lacteo.pdf
Conae (2002), “Guía de vapor para la industria”
http://www.conae.gob.mx/work/sites/CONAE/resources/LocalContent/3856/2/GUIA_VAPO
R_FINAL.pdf
Blanco, Eduardo; Velarde, Sandra; Fernández, Joaquín; (1994), “Sistema de bombeo”.
http://www.unioviedo.es/Areas/Mecanica.Fluidos/investigacion/_publicaciones/pdfs_libros/
PDF_SistemasdeBombeo2.pdf
Elfego Gallego Cerón (2006), “Diagnóstico energético a una planta envasadora de leche”,
Seminario de proyectos de la Universidad Autónoma Metropolitana Unidad Iztapalapa.
http://tesiuami.izt.uam.mx/uam/aspuam/presentatesis.php?recno=13278&docs=UAMI1327
8.pdf
Schneider Electric, “Soluciones para el ahorro de energía con Variadores de Velocidad”
http://www.schneider-electric.com.co/documents/press-release/soluciones-y-ahorro-de-
energia-con-variadores-de-velocidad.pdf
SENER (2011), “Balance Nacional de Energía 2010.”
http://www.sener.gob.mx/res/PE_y_DT/pub/2011/Balance%20Nacional%20de%20Energ%C
3%ADa%202010_2.pdf
Liconsa S.A. de C.V. (2011); “Manual de normas de calidad de insumos y productos
elaborados por liconsa”
http://www.liconsa.gob.mx/wp-content/uploads/2012/06/00000331.pdf
Liconsa S.A. de C.V. (2006); “Guía para el uso eficiente de la energía en la infraestructura
Productiva de Liconsa S.A. de C.V.”
http://www.liconsa.gob.mx/wp-content/uploads/2012/08/GUIA-USO-EFIC-ENERG-INFRA-
PROD-LICONSA.pdf
http://www.canilec.org.mx/