Trabajo Cartas de Control
22
CARTAS DE CONTROL Control de Calidad 5B1N Escuela Colombiana de Carreras Industriales Camilo Acosta Código 6870 Andrés Rivera Código 14694 Jonathan Flórez Código 10791 Carolina García Código 15314 Grupo: 6 3. ¿Cuáles son las causas comunes de variación y cuáles las especiales? CAUSAS COMUNES La variación por causas comunes es aquella que permanece día a día, lote a lote; y es aportada de forma natural por las condiciones de las 6 M. Esta variación es inherente a las actuales características del proceso y es resultado de la acumulación y combinación de diferentes causas que son difíciles de identificar y eliminar, ya que son inherentes al sistema y la contribución individual de cada causa es pequeña; no obstante, a largo plazo representan la mayor oportunidad de mejora. CAUSAS ESPECIALES La variación por causas especiales es causada por situaciones o circunstancias especiales que no están de manera permanente en el proceso. Por ejemplo, la falla ocasionada por el mal funcionamiento de una pieza de la máquina, el empleo de materiales no habituales o el descuido no frecuente de un operario. Las causas especiales, por su naturaleza relativamente discreta, a menudo pueden ser identificadas y eliminadas si se cuenta con los conocimientos y condiciones para ello. CAPITULO 7
-
Upload
camilo-acosta -
Category
Documents
-
view
4.413 -
download
87
description
Trabajo Cartas de Control
Transcript of Trabajo Cartas de Control

CARTAS DE CONTROLControl de Calidad 5B1N
Escuela Colombiana de Carreras IndustrialesCamilo Acosta Código 6870
Andrés Rivera Código 14694Jonathan Flórez Código 10791
Carolina García Código 15314 Grupo: 6
3. ¿Cuáles son las causas comunes de variación y cuáles las especiales?
CAUSAS COMUNES
La variación por causas comunes es aquella que permanece día a día, lote a lote; y es aportada de forma natural por las condiciones de las 6 M. Esta variación es inherente a las actuales características del proceso y es resultado de la acumulación y combinación de diferentes causas que son difíciles de identificar y eliminar, ya que son inherentes al sistema y la contribución individual de cada causa es pequeña; no obstante, a largo plazo representan la mayor oportunidad de mejora.
CAUSAS ESPECIALES
La variación por causas especiales es causada por situaciones o circunstancias especiales que no están de manera permanente en el proceso. Por ejemplo, la falla ocasionada por el mal funcionamiento de una pieza de la máquina, el empleo de materiales no habituales o el descuido no frecuente de un operario. Las causas especiales, por su naturaleza relativamente discreta, a menudo pueden ser identificadas y eliminadas si se cuenta con los conocimientos y condiciones para ello.
CAPITULO 7

6. Señale cuándo se debe aplicar cada una de las siguientes cartas: X - R, X - S y de individuales
CARTA X – R: Es un diagrama para variables aplicadas a procesos masivos de producción, en donde periódicamente se obtienen subgrupos de datos de los productos, se miden y se halla la media y el rango de éstos para así poder graficarlos y registrarlos en la carta que le corresponda.
CARTA X – S: Es similar a la carta X – R, se aplica para procesos masivos y se usan las desviaciones estándares pero sirve para tener una mayor potencia para detectar pequeños cambios. Los subgrupos, en esta carta, deben ser tomados o considerados mayores a 10 unidades.
CARTA DE INDIVIDUALES: Es un diagrama que se realiza o aplica a procesos continuos pero lentos o donde el espacio de tiempo de medición entre uno y otro producto es largo.
9. Considere el problema anterior y conteste las siguientes preguntas:
a) ¿Si todas las medias están dentro de especificaciones quiere decir que el proceso cumple con especificaciones? Explique.
RTA: Sí, puesto que si todas las medias se encuentran dentro de los límites específicos ya sea inferior o superior, el proceso es capaz de cumplir con las especificaciones que se requieren para el producto.
b) Si todos los promedios caen dentro de los límites de control en la carta X, ¿eso significa que se cumple con especificaciones?
RTA: No, si los promedios se ubican dentro de los límites de control de la carta X quiere decir que el proceso es estable, no varía, pero no implica que éste sea capaz de cumplir con las especificaciones del producto. Son conceptos diferentes.
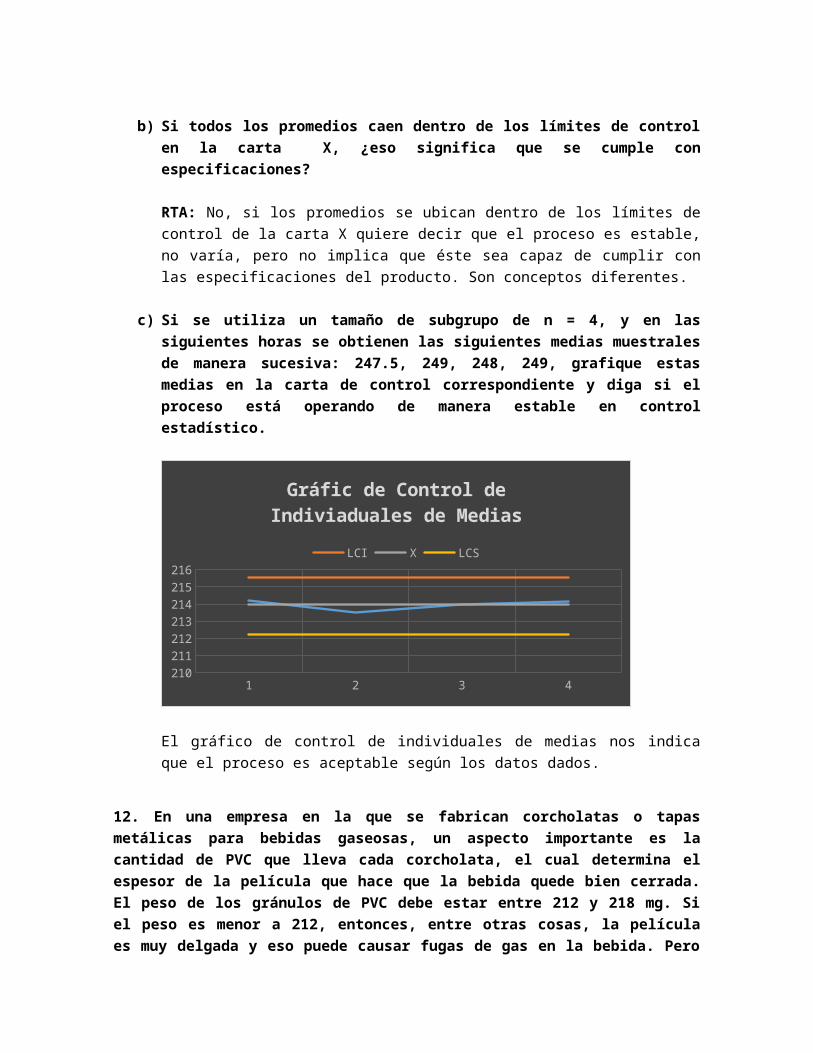
c) Si se utiliza un tamaño de subgrupo de n = 4, y en las siguientes horas se obtienen las siguientes medias muestrales de manera sucesiva: 247.5, 249, 248, 249, grafique estas medias en la carta de control correspondiente y diga si el proceso está operando de manera estable en control estadístico.
1 2 3 4210
211
212
213
214
215
216
Gráfic de Control de Indiviaduales de Medias
LCI X LCS
El gráfico de control de individuales de medias nos indica que el proceso es aceptable según los datos dados.
12. En una empresa en la que se fabrican corcholatas o tapas metálicas para bebidas gaseosas, un aspecto importante es la cantidad de PVC que lleva cada corcholata, el cual determina el espesor de la película que hace que la bebida quede bien cerrada. El peso de los gránulos de PVC debe estar entre 212 y 218 mg. Si el peso es menor a 212, entonces, entre otras cosas, la película es muy delgada y eso puede causar fugas de gas en la bebida. Pero si el peso es mayor a 218 g, entonces se gasta mucho PVC y aumentan los costos. Para asegurar que se cumple con especificaciones, de manera ordinaria se usa una carta de control: cada 30 minutos se toma una muestra de cuatro gránulos consecutivos de PVC y se pesan. En la tabla 7.3 se muestran las últimas 25 medias y los rangos obtenidos del proceso.

a) Calcule los límites de una carta X - R y obtenga las cartas.
LCS = ẋ + A₂ṜLCS = 213,966 + 0,153 x 2,136LCS = 215,5231
LCI = ẋ - A₂ṜLCI = 213,966 - 0,153 x 2,136LCI = 212,2088
b) Interprete las cartas (puntos fuera, tendencias, ciclos, etcétera).

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25200
205
210
215
220
225
230
235
Gráfico de Control X-R
LCI X LCS
Evidenciamos dos puntos fuera, los cuales son los puntos 7 y 9, ya que se encuentran salidos dentro de los límites respectivos, en el resto de la grafica se logra ver el trancurso de un proceso de producción estable y continuo.
c) Analice la capacidad del proceso, para ello:
i) Calcule los límites reales del proceso e interprételos.LRS = µ + 3ơLRS= 213.966 + 3(2,136/3,931) LRS = 215,59
LRI = µ - 3ơLRI = 213.966 - 3(2,136/3,931)LRI = 212,33
ii) Calcule los índices Cp, Cpk y K, e interprételos.
Cp = Es−Ei6ơ
Cp = 215,59−212,336 (0,5434 )
Cp = 1Proceso parcialmente adecuado

Cpk = mínimo [ µ−Ei3 ơ ]; [ Es−µ3ơ ]Cpk = mínimo [213,966−212,333 (0,5434) ];[215,59−213,9663 (0,5434) ]Cpk = mínimo [1 ] ; [1 ]
El índice Cpk nos muestra que está cerca de cumplir la especificación que se pide, ya que es = 1, Comparando Cp y Cpk, se deduce que la capacidad real y potencial es la misma.
15. En una industria alimenticia se quiere garantizar que la concentración mínima de grasa de un producto sea de 1.8%. En la tabla 7.6 se muestran los datos obtenidos para un estudio inicial, con tamaño de subgrupo de 4.
a) Realice un estudio de estabilidad mediante la carta X - R.

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 201.8
1.85
1.9
1.95
2
2.05
GRAFICO X
x LC LCS LCI
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 200
0.05
0.1
0.15
0.2
0.25
GRAFICO R
r LC LCS LCI
b) Comente los resultados obtenidos en cuanto a estabilidad.
Las gráficas demuestran que existe una media de medias de 1,933625 en los datos, lo que significa que está por muy arriba de lo especificado, ya que se requiere un 1,8 % mínimo de concentración de grasa, incluso la variación de las medias muestrales se encuentran entre 1,8720245 y 1,9952255. Se ve que la media es estable, ya que no presenta una tendencia. Se sugiere centrar la media.
c) Haga un estudio de capacidad. Reporte los principales estadísticos obtenidos y coméntelos. Ơ del proceso: 0,041039Media del proceso: 1,933625Límites Reales:

LRS: 1,9336 + 3(0,0845/2,059) = 2,0567LRI: 1,9336 - 3(0,0845/2,059) = 1,8105
Cp = Es−Ei6ơ
Cp = 2,0567−1,81056(0,041039)
Cp = 1
1=Cp<1,93… Proceso parcialmente adecuado
Cpk = mínimo [ µ−Ei3 ơ ]; [ Es−µ3ơ ]Cpk = mínimo [1 ] ; [1 ]
El índice Cpk nos muestra que está cerca de cumplir la especificación que se pide, ya que es = 1, Comparando Cp y Cpk, se deduce que la capacidad real y potencial es la misma.

Nota: Punto Adicional3. ¿Qué tipo de variables se analizan mediante una carta p o np?La variables que se analizan en estas cartas son las proporciones de artículos que no cumplen con unos requerimientos específicos categorizándolos como defectuosos o no actos.
P= Se evalúa la proporción de artículos defectuosos por muestra o subgrupos de un determinado proceso. muestra las variaciones en la fracción o proporción de artículos defectuosos por muestra.Evalua el desempeño de una parte o de todo un proceso, tomando en cuenta su variabilidad con el propósito de detectar causas o cambios especiales en el proceso. Esta carta de control analiza si las siguientes variables presentan cambios especiales: Lote, embarque, pedido, proceso de producción.
Np= indican qué tanto varía la cantidad esperada de piezas defectuosas por cada n artículos inspeccionados. Permitirá eventualmente detectar la presencia de causas especiales que afecten el proceso, se anticipa que aunque tales causas se eliminen y se logre un proceso estable, la cantidad de piezas defectuosas seguirá siendo relativamente grande, dado el nivel promedio de rechazos observados.
Nota: para realizar el punto 6 es necesario hacer el 5
5. En una empresa del ramo metalmecánico se fabrican válvulas. Después del proceso de fundición se realiza una inspección y las piezas que no cumplen con ciertas características son rechazadas. Las razones del rechazo son diversas: piezas incompletas, porosas, mal formadas, etc. Para evaluar la variabilidad y la magnitud de la proporción de piezas defectuosas en el proceso de fundición se decide implementar una carta p. El proceso de fundición se hace por lotes.
En la tabla 8.6 se muestran los datos obtenidos durante una semana para cierto tipo de válvulas. Aunque regularmente el tamaño de lote es fijo, n = 300,
CAPITULO 8

en ocasiones, por diferentes motivos, en algunos lotes se hacen unas cuantas piezas de más o de menos, como se aprecia en la tabla 8.
a) Calcule los límites de control utilizando el tamaño de subgrupo (lote) promedio.
NOMBRE DESCRIPCIÓN FORMULA RESULTADO
Tamaño de subgrupo promedio ~n 299
proporción promedio ~p 0,036
LIMITE DE CONTROL SUPERIOR LCS 0,068
LIMITE DE CONTROL INFERIOR LCI 0,004
LOTE TAMAÑO DE LOTE n DEFECTUOSAS, di P= di/ni LCI LCS LC1 300 15 0,050 0,004 0,068 0,0362 300 12 0,040 0,004 0,068 0,0363 300 15 0,050 0,004 0,068 0,0364 300 7 0,023 0,004 0,068 0,0365 300 16 0,053 0,004 0,068 0,0366 300 6 0,020 0,004 0,068 0,0367 300 18 0,060 0,004 0,068 0,0368 280 10 0,036 0,004 0,068 0,0369 290 9 0,031 0,004 0,068 0,036
10 300 15 0,050 0,004 0,068 0,03611 300 9 0,030 0,004 0,068 0,03612 300 4 0,013 0,004 0,068 0,03613 300 7 0,023 0,004 0,068 0,03614 300 9 0,030 0,004 0,068 0,03615 305 5 0,016 0,004 0,068 0,03616 295 15 0,051 0,004 0,068 0,03617 300 19 0,063 0,004 0,068 0,03618 300 7 0,023 0,004 0,068 0,03619 300 12 0,040 0,004 0,068 0,03620 300 10 0,033 0,004 0,068 0,03621 300 4 0,013 0,004 0,068 0,036
6270 224 0,037
El LCI se toma en cero (0) ya que son productos tangibles.

b) ¿Cómo explicaría los límites de control que obtuvo a alguien que no tiene conocimientos profundos de estadística?
Se puede apreciar que el proceso de fabricación de válvulas está controlado ya que se encuentra dentro de los límites superiores e inferiores establecidos para el proceso de fabricación.
c) Grafique la carta correspondiente e interprétela.
d) ¿El proceso es estable? Sí, es estable. Si lo evaluamos a que se encuentra dentro de los límites de control considerados para el proceso de fabricación, pero se identifica un proceso donde se evidencia demasiada variabilidad según la información obtenida.
e) ¿Se puede considerar que la calidad del proceso es aceptable? Si, Ya que los límites de control indican la variación esperada para la proporción de artículos defectuosos por subgrupo, sin embargo se debe entrar a validar la variación constante en el proceso.
6. En el caso del ejercicio 5:a) Obtenga una carta p con límites de control variables.

LOTE TAMAÑO DE LOTE n
DEFECTUOSAS, di
P= di/ni LCI LCS LC
1 300 15 0,050 0,004 0,068 0,0362 300 12 0,040 0,004 0,068 0,0363 300 15 0,050 0,004 0,068 0,0364 300 7 0,023 0,004 0,068 0,0365 300 16 0,053 0,004 0,068 0,0366 300 6 0,020 0,004 0,068 0,0367 300 18 0,060 0,004 0,068 0,0368 280 10 0,036 0,002 0,069 0,0369 290 9 0,031 0,003 0,068 0,036
10 300 15 0,050 0,004 0,068 0,03611 300 9 0,030 0,004 0,068 0,03612 300 4 0,013 0,004 0,068 0,03613 300 7 0,023 0,004 0,068 0,03614 300 9 0,030 0,004 0,068 0,03615 305 5 0,016 0,004 0,068 0,03616 295 15 0,051 0,003 0,068 0,03617 300 19 0,063 0,004 0,068 0,03618 300 7 0,023 0,004 0,068 0,03619 300 12 0,040 0,004 0,068 0,03620 300 10 0,033 0,004 0,068 0,03621 300 4 0,013 0,004 0,068 0,036
b) ¿Qué diferencias observa con respecto a la carta obtenida en el ejercicio anterior?

Según como se identifica en la gráfica, al tomar por variables (el tamaño de la muestra no es estable) los límites de control no son estables, Nos atreveríamos a decir que debemos estandarizar el proceso ya que los limites no pueden variar por ser nuestro punto de referencia para indicarnos si el proceso está dentro de los estándares establecidos.
9. En un proceso se lleva una carta p, cuya línea central es 0.08. Si se toma un lote de 100 artículos y se obtienen 16 defectuosos, ¿ese lote es anormal? Es decir, ¿en la producción de ese lote el proceso estuvo fuera de control estadístico? Calcule los límites de control considerando = 100 y p = 0.08.
NOMBRE DESCRIPCIÓN FORMULA RESULTADO
Tamaño de subgrupo promedio ~n 100
proporción promedio ~p 0,080
LIMITE DE CONTROL SUPERIOR LCS 0,161
LIMITE DE CONTROL INFERIOR LCI -0,001
RTA// Si tomamos solo esta información sin tener subgrupos de esta muestra, El lote es normal el número de defectuosos en la producción de los 100 artículos no se sale de los límites de control establecidos
12. En una empresa se ha usado una carta p para analizar la variación en la proporción de artículos defectuosos.
A. Si la línea central de esta carta es 0.05, el tamaño de subgrupo es de 150, calcule los límites de control.

NOMBRE DESCRIPCIÓN FORMULA RESULTADO
Tamaño de subgrupo promedio ~n 150
proporción promedio ~p 0,050
LIMITE DE CONTROL SUPERIOR LCS 0,103
LIMITE DE CONTROL INFERIOR LCI -0,003
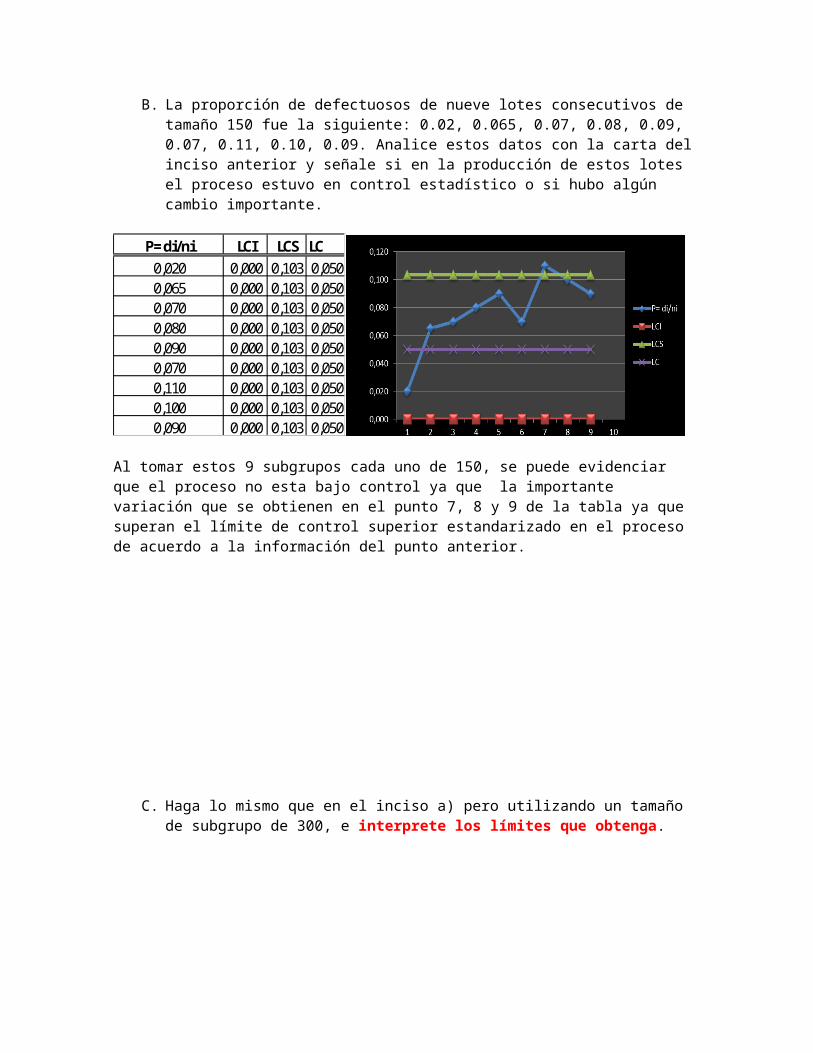
B. La proporción de defectuosos de nueve lotes consecutivos de tamaño 150 fue la siguiente: 0.02, 0.065, 0.07, 0.08, 0.09, 0.07, 0.11, 0.10, 0.09. Analice estos datos con la carta del inciso anterior y señale si en la producción de estos lotes el proceso estuvo en control estadístico o si hubo algún cambio importante.
P= di/ni LCI LCS LC0,020 0,000 0,103 0,0500,065 0,000 0,103 0,0500,070 0,000 0,103 0,0500,080 0,000 0,103 0,0500,090 0,000 0,103 0,0500,070 0,000 0,103 0,0500,110 0,000 0,103 0,0500,100 0,000 0,103 0,0500,090 0,000 0,103 0,050
Al tomar estos 9 subgrupos cada uno de 150, se puede evidenciar que el proceso no esta bajo control ya que la importante variación que se obtienen en el punto 7, 8 y 9 de la tabla ya que superan el límite de control superior estandarizado en el proceso de acuerdo a la información del punto anterior.

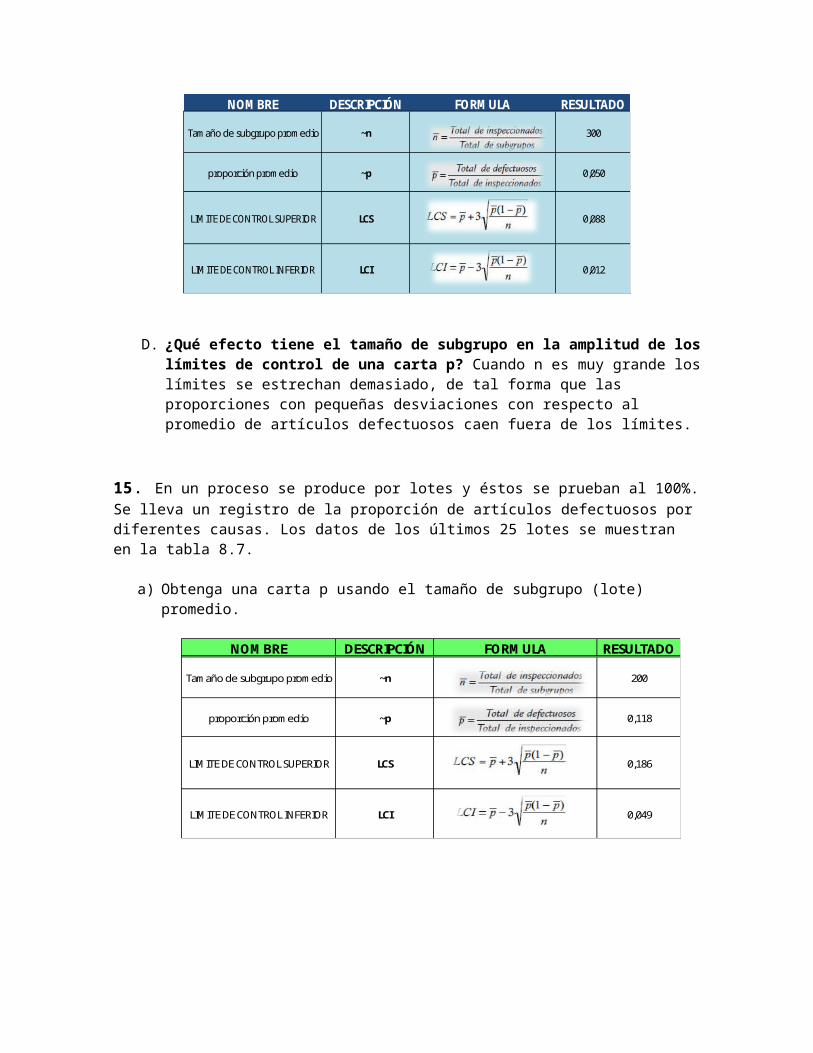
C. Haga lo mismo que en el inciso a) pero utilizando un tamaño de subgrupo de 300, e interprete los límites que obtenga.
NOMBRE DESCRIPCIÓN FORMULA RESULTADO
Tamaño de subgrupo promedio ~n 300
proporción promedio ~p 0,050
LIMITE DE CONTROL SUPERIOR LCS 0,088
LIMITE DE CONTROL INFERIOR LCI 0,012
D. ¿Qué efecto tiene el tamaño de subgrupo en la amplitud de los límites de control de una carta p? Cuando n es muy grande los límites se estrechan demasiado, de tal forma que las proporciones con pequeñas desviaciones con respecto al promedio de artículos defectuosos caen fuera de los límites.
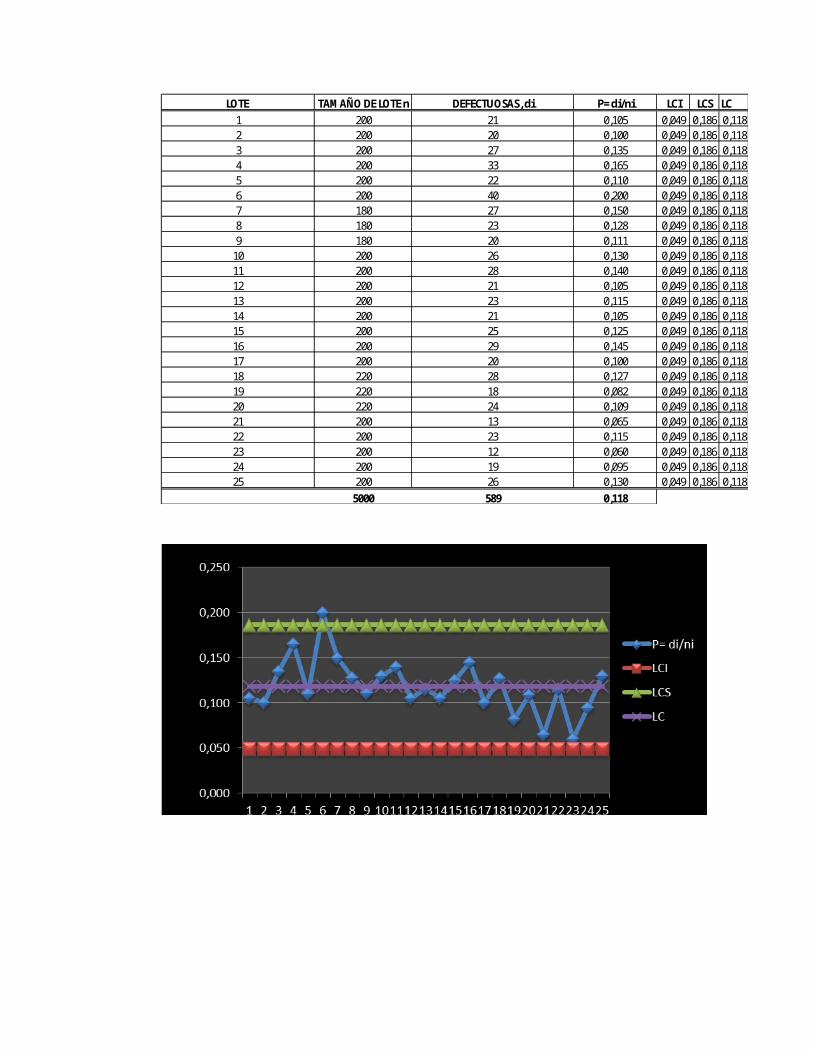
15. En un proceso se produce por lotes y éstos se prueban al 100%. Se lleva un registro de la proporción de artículos defectuosos por diferentes causas. Los datos de los últimos 25 lotes se muestran en la tabla 8.7.
a) Obtenga una carta p usando el tamaño de subgrupo (lote) promedio.
NOMBRE DESCRIPCIÓN FORMULA RESULTADO
Tamaño de subgrupo promedio ~n 200
proporción promedio ~p 0,118
LIMITE DE CONTROL SUPERIOR LCS 0,186
LIMITE DE CONTROL INFERIOR LCI 0,049
LOTE TAMAÑO DE LOTE n DEFECTUOSAS, di P= di/ni LCI LCS LC1 200 21 0,105 0,049 0,186 0,1182 200 20 0,100 0,049 0,186 0,1183 200 27 0,135 0,049 0,186 0,1184 200 33 0,165 0,049 0,186 0,1185 200 22 0,110 0,049 0,186 0,1186 200 40 0,200 0,049 0,186 0,1187 180 27 0,150 0,049 0,186 0,1188 180 23 0,128 0,049 0,186 0,1189 180 20 0,111 0,049 0,186 0,118
10 200 26 0,130 0,049 0,186 0,11811 200 28 0,140 0,049 0,186 0,11812 200 21 0,105 0,049 0,186 0,11813 200 23 0,115 0,049 0,186 0,11814 200 21 0,105 0,049 0,186 0,11815 200 25 0,125 0,049 0,186 0,11816 200 29 0,145 0,049 0,186 0,11817 200 20 0,100 0,049 0,186 0,11818 220 28 0,127 0,049 0,186 0,11819 220 18 0,082 0,049 0,186 0,11820 220 24 0,109 0,049 0,186 0,11821 200 13 0,065 0,049 0,186 0,11822 200 23 0,115 0,049 0,186 0,11823 200 12 0,060 0,049 0,186 0,11824 200 19 0,095 0,049 0,186 0,11825 200 26 0,130 0,049 0,186 0,118
5000 589 0,118
b) ¿Cómo explicaría los límites de control que obtuvo a alguien que no tiene conocimientos profundos de estadística?El grafico representa como se encuentra distribuidos los lotes por proporciones de defectuosos las línea horizontales representa los límites del proceso si los puntos sobre pasan las líneas el proceso no está bajo control y se deben tomar medidas en este caso el lote 6 sobre pasa los limites.
c) Obtenga una carta p con límites de control variables.LOTE TAMAÑO DE LOTE n DEFECTUOSAS, di P= di/ni LCI LCS LC
1 200 21 0,105 0,049 0,186 0,1182 200 20 0,100 0,049 0,186 0,1183 200 27 0,135 0,049 0,186 0,1184 200 33 0,165 0,049 0,186 0,1185 200 22 0,110 0,049 0,186 0,1186 200 40 0,200 0,049 0,186 0,1187 180 27 0,150 0,046 0,190 0,1188 180 23 0,128 0,046 0,190 0,1189 180 20 0,111 0,046 0,190 0,118
10 200 26 0,130 0,049 0,186 0,11811 200 28 0,140 0,049 0,186 0,11812 200 21 0,105 0,049 0,186 0,11813 200 23 0,115 0,049 0,186 0,11814 200 21 0,105 0,049 0,186 0,11815 200 25 0,125 0,049 0,186 0,11816 200 29 0,145 0,049 0,186 0,11817 200 20 0,100 0,049 0,186 0,11818 220 28 0,127 0,053 0,183 0,11819 220 18 0,082 0,053 0,183 0,11820 220 24 0,109 0,053 0,183 0,11821 200 13 0,065 0,049 0,186 0,11822 200 23 0,115 0,049 0,186 0,11823 200 12 0,060 0,049 0,186 0,11824 200 19 0,095 0,049 0,186 0,11825 200 26 0,130 0,049 0,186 0,118
5000 589 0,118
1 2 3 4 5 6 7 8 9 101112131415161718192021222324250.000
0.050
0.100
0.150
0.200
0.250
P= di/niLCILCSLC
d) Suponiendo que todos los lotes tienen el mismo tamaño (el promedio), obtenga una carta np para tales datos.
LOTE TAMAÑO DE LOTE n DEFECTUOSAS, di P= di/ni LCI LCS LC1 200 21 0,105 0,049 0,186 0,1182 200 20 0,100 0,049 0,186 0,1183 200 27 0,135 0,049 0,186 0,1184 200 33 0,165 0,049 0,186 0,1185 200 22 0,110 0,049 0,186 0,1186 200 40 0,200 0,049 0,186 0,1187 200 27 0,135 0,049 0,186 0,1188 200 23 0,115 0,049 0,186 0,1189 200 20 0,100 0,049 0,186 0,118
10 200 26 0,130 0,049 0,186 0,11811 200 28 0,140 0,049 0,186 0,11812 200 21 0,105 0,049 0,186 0,11813 200 23 0,115 0,049 0,186 0,11814 200 21 0,105 0,049 0,186 0,11815 200 25 0,125 0,049 0,186 0,11816 200 29 0,145 0,049 0,186 0,11817 200 20 0,100 0,049 0,186 0,11818 200 28 0,140 0,049 0,186 0,11819 200 18 0,090 0,049 0,186 0,11820 200 24 0,120 0,049 0,186 0,11821 200 13 0,065 0,049 0,186 0,11822 200 23 0,115 0,049 0,186 0,11823 200 12 0,060 0,049 0,186 0,11824 200 19 0,095 0,049 0,186 0,11825 200 26 0,130 0,049 0,186 0,118
5000 589 0,117

0.000
0.050
0.100
0.150
0.200
0.250
P= di/niLCILCSLC
e) ¿Observa alguna diferencia importante entre la carta p y la np?La grafica no representa cambios gráficos su diferencia son las proporciones en las que se encuentran expresadas.
f) ¿De qué depende la elección entre la carta p o np?La elección de las cartas p y np depende de las muestras pues si las muestras son uniformes o estables para todos los lotes podemos aplicar la carta np y la carta p puede ser aplicada en cualquier caso si la muestra es estable o variables.
g) ¿Qué límites de control usaría para analizar datos futuros mediante las cartas p y np?Usaría los límites de control hallados en la carta p pues esta es utilizada en casos de que los tamaños de muestra sean variables
h) ¿Cómo aplicaría el análisis de Pareto para enfocar mejor un proyecto de mejora?Como la proporción de defectuosos está dada por diferentes causas podemos aplicar un análisis de pareo a las causas de que los artículos sean defectuosos determinando cuales son las principales causas de fallas
18. ¿Cuándo se aplica una carta c y cuándo una u?
La carta C se utiliza para analizar la variabilidad del número de defectos por subgrupo o unidad con un tamaño de subgrupo constante.
La carta U se utiliza para analizar la variación del número promedio de defectos por artículo o unidad de referencia. Se usa cuando el tamaño del subgrupo no es constante.