Trabajo Colaborativo 2_ Richard_cabrera
32
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA “UNAD" ESCUELA DE CIENCIAS BASICAS TECNOLOGIA E INGENIERIA INGENIERIA INDUSTRIAL TRABAJO COLABORATIVO 2 GESTION DE LA PRODUCCION PREPARADO POR: RICHARD CABRERA OVIEDO COD: 72265933 BARRANQUILLA/COLOMBIA NOVIEMBRE 1 de 2012
-
Upload
ricardo-cabrera -
Category
Documents
-
view
494 -
download
4
Transcript of Trabajo Colaborativo 2_ Richard_cabrera

UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA “UNAD"
ESCUELA DE CIENCIAS BASICAS TECNOLOGIA E INGENIERIA
INGENIERIA INDUSTRIAL
TRABAJO COLABORATIVO 2
GESTION DE LA PRODUCCION
PREPARADO POR:
RICHARD CABRERA OVIEDO
COD: 72265933
BARRANQUILLA/COLOMBIA
NOVIEMBRE 1 de 2012

INTRODUCCION
La administración de la cadena de suministro (ACS) (en Ingles, Supply chain management, SCM) es el proceso de planificación, ejecución y control de las operaciones de la cadena de suministros con el propósito de satisfacer una necesidad del cliente. La cadena de suministros o logística integral es un conjunto de organizaciones, proveedores y clientes que se organizan para satisfacer una necesidad específica del mercado.Esta unión proporciona seguridad, mediante una fácil adaptación al mundo cambiante y logrando así evitar el colapso de un miembro. Decimos que es integral porque se considera que los clientes, proveedores y distribuidores son parte de la estructura de la cadena de suministros ósea, que la cadena de suministros está integrada al menos por el proveedor de mi proveedor y el cliente de mi cliente.En el presente trabajo exploraremos las principales características del Modelo Justo a Tiempo (JIT) como estrategia empresarial de amplia implementación en el aseguramiento de los suministros en las industrias de bienes de consumo masivo. Este documento es una construcción grupal, en la cual se recogen los aportes de todos los compañeros del grupo colaborativo

OBJETIVOS
Conocer e identificar los diferentes métodos que generan la teoría de las restricciones
Conocer las diferentes herramientas implementadas para el funcionamiento del JIT.
Comprender el significado de la herramienta SMED fundamental para la reducción de costos, mejora de productividad y calidad, y las técnicas y pasos necesarios para implementarlo
Transferir experiencias y prácticas realizadas en la aplicación de SMED.
Aplicación de competencias básicas de comunicación para el desarrollo del trabajo colaborativo.

CUESTIONARIO Y DESARROLLO DEL TRABAJO
1. Realizar la lectura del libro La Meta y desarrollar un mapa conceptual sobre los temas tratados en éste, específicamente en el mapa conceptual se deben de responder las siguientes preguntas:
Cuál es la meta de una organización?
De acuerdo con el libro recomendado “LA META”, en su capítulo 8, la meta de una organización es ganar dinero. Esto se puede expresar como en Aumento del Beneficio Neto, mientras crecen simultáneamente tanto el ROI como la liquidez
Cuáles son los Indicadores de desempeño propuestos por TOC?
Throughput: La velocidad a la que el sistema genera dinero a través de las ventas (se pueden denominar simplemente Ingresos) Inventario, Todo el dinero invertido en el sistema para generar Ingresos.
Gastos de operación (GO): Todo el dinero que el sistema tiene que gastar para generar Ingresos.
Qué es una restricción y cuáles son los tipos de restricciones que se presentan en una empresa?
Restricción: Acción y efecto de restringir; En especial, la que se impone a la distribución y venta de bienes de consumo en el mercado en ocasión. Sim embargo, en TOC una restricción es todo aquello que nos impide sistemáticamente lograr más beneficios.

TIPOS DE RESTRINCCIONES
Restricciones físicas:
Cuando la limitación pueda ser relacionado con un factor tangible del proceso de producción.
Restricciones de mercado:
Cuando el impedimento está impuesto por la demanda de sus productos o servicios.
Restricciones de políticas:
Cuando la compañía ha adoptado prácticas, procedimientos, estímulos o formas de operación que son contrarios a su productividad o conducen (a veces inadvertidamente) a resultados contrarios a los deseados.
Cuál es la importancia de la administración de las Restricciones?
Existen poderosas razones que nos inducen a afirmar que no solo merece la pena planificar, sino que es totalmente necesario que las empresas, en momentos de tanta incertidumbre y cambio como los actuales, planifiquen sus actividades y no se conviertan en Barcos a la deriva. Muchos autores han disertado sobre la importancia de la planificación. (Koontz & O´Donnell, 1967) también han expuesto sus razones concretas sobre la importancia fundamental de la función de planificación las mismas se muestran a continuación:
Neutralización de la incertidumbre y el cambio. El futuro se caracteriza por la incertidumbre y el cambio, y ello hace que la planificación sea una necesidad. Concentración de la atención en los objetivos: Debido a que toda la planificación está dirigida hacia la obtención de los objetivos de la empresa, el acto mismo de planificar concentra su atención en esos objetivos. Obtención de una operación económica. La plantación minimiza los costos debido a la importancia que da a una operación eficiente y consistente. Sustituye la actividad individual poco coordinada por el esfuerzo conjunto dirigido; el flujo de trabajo desigual por el flujo de trabajo uniforme y los juicios precipitados por la decisión deliberada.

Facilitación del control: un ejecutivo no puede controlar las realizaciones de sus subordinados sin haber planificado metas con las cuales compararlas.Para (Mercado, 1995) planear es tan importante como organizar, dirigir o controlar, porque la eficiencia no se logra con la improvisación y, si administrar es hacer a través de otros, necesitamos hacer planes sobre la forma como esa acción se habrá de coordinar. El objetivo no se lograría si los planes no lo detallaron para ser alcanzado. Todo control sería poco efectivo si no se compara con un plan previo. Sin planes se trabaja a ciegas.
Cuál es el Ciclo de Mejora que propone la TOC?
Para lograr la mejora continua en el caso de las restricciones físicas, la Teoría de Restricciones ha desarrollado un ciclo de cinco pasos simples que garantizan el acercamiento enfocado a la meta:
1. Identificar la restricción
2. Decidir como explotarla
3. Subordinar todo lo demás a esa decisión
4. Elevar la restricción
5. Si en algún paso anterior se ha roto la restricción, volver al primer paso.
El ciclo de cinco pasos cumple el objetivo en lo referente a la explotación económica de nuestras restricciones del tipo físico, pero para lograr la meta de "Más Utilidades Ahora y en el Futuro" es necesario tener una metodología para la solución de las restricciones de política, que son las más comunes en cualquier tipo de empresa y son las que tienen un impacto estratégico en el corto, mediano y largo plazo.

Cuál es y en qué consiste el sistema de programación de la producción propuesta por TOC?.
El sistema de programación y control de la producción propuesto por Goldratt se conoce como DBR (Drum=tambor, Buffer=colchón, amortiguador, Rope= cuerda). El DBR propone que puesto que los recursos CB son los que determinan la capacidad global del sistema y por lo tanto su facturación, sean el “tambor” que marque el “ritmo” de la producción y el flujo de materiales a lo largo de la planta. Para acompasar la entrada de materiales en el proceso productivo según las necesidades del CB, el DBR “ata con una cuerda” al elemento cuello de botella y al primer elemento del proceso de producción. Así se logra evitar que los diferentes CT tengan opción a procesar más materiales de los requeridos en cada momento.
El último elemento que conforma el DBR es el colchón o amortiguador de tiempo, el cual protege la producción del CB de los retrasos en los CT que se encuentran delante del CB y que por lo tanto le suministran materiales, así como la producción de artículos terminados. Este colchón es el intervalo de tiempo que se adelanta la fecha de lanzamiento de un trabajo con respecto a la fecha que está programada que lo consuma la limitación. En el enfoque DBR “arrastra” la producción en las operaciones que no son cuello de botella y amortigua el cuello de botella y los productos terminados. El concepto básico es mover los materiales lo más rápido posible a través de los CT que no son cuellos de botella hasta que alcanzan el CB, ahí el trabajo se programa para la máxima eficiencia (mediante el empleo de lotes grandes). Posteriormente el trabajo se mueve a máxima velocidad hacia los productos terminados. En cuanto a la dimensión de lote, esto significa que habrán lotes de transferencia pequeños de y hacia los CB, con un gran lote de proceso en el CB; de hecho, se emplean condiciones de JIT excepto en los CB.
Los pasos recomendados para realizar una programación basada en los principios del DBR se comentan a continuación. Por complicada que sea la planta, siempre se seguirá el mismo proceso, por lo que, con estas sencillas reglas, se puede programar cualquier sistema complejo. Evidentemente, debido a la posible cantidad de datos, será necesario el empleo de software. 1. Programación del cuello de botella Para la programación del CB sólo se debe tener en cuenta su propia limitación de capacidad y los datos relevantes de la demanda que tiene que cubrir. Se debe considerar siempre los pedidos de los clientes como limitaciones del sistema y protegerse con un “buffer de envío”, BE. Su misión es proteger la fecha de entrega a los clientes, para lo cual como regla general el CB deberá comenzar su trabajo con una antelación igual al BE. El programa generado, además de garantizar la plena utilización de la capacidad limitada del CB, debe favorecer un buen cumplimiento de las fechas

de entrega. El tamaño de los lotes de procesamiento de los CB no será el mismo en todos los casos, sino que será función del propio Programa Maestro a realizar. Se emplearán en el CB grandes lotes de procesamiento para minimizar el tiempo gastado en preparaciones y lotes de transferencia pequeños para disminuir el tiempo global de manufactura. 2. Programación de los recursos no limitados que siguen en la secuencia de operaciones al CB, y que, por lo tanto, utilizan componentes ya procesados por él.
Los CT limitados que siguen en la secuencia de operaciones al CB trabajarán con una programación subordinada a la del CB. Sólo se deberá considerar la fecha de terminación de los componentes por parte del CB y el tiempo de operación de cada uno de ellos. Estos centros empezarán a trabajar cuando dispongan de material para ello. 3. Programación de los recursos no limitados que anteceden en la secuencia de operaciones al CB, y que, por lo tanto, le suministran componentes La programación de estos recursos se realizará a partir de los datos obtenidos para el CB, de forma que se asegure su pleno funcionamiento. Para esto es fundamental que se establezca un “buffer de tiempo” que proteja al CB de las perturbaciones que se puedan producir en estos CT. 4. Programación de los recursos que, si bien no tienen una conexión directa con el CB, fabrican ítems que, posteriormente, se unirán a otros procesados por éste para componer un producto de ensamble Para proteger la producción y sus fechas previstas de entrega hay que procurar que en ningún momento, falten ítems que han tenido que pasar por el CB, ya que esta disponibilidad es la que determinará cuándo pueden despacharse los productos. Sin embargo, también hay que procurar que en ningún momento falten ítems procedentes de recursos NCB, porque eso perturbaría el programa de montaje. Para conseguir este objetivo, se creará otro buffer de tiempo que ensamblará piezas ya procesadas por el CB. Para conseguir la protección deseada, se debe realizar la programación de la primera actividad de esta cadena con una antelación igual al buffer de tiempo estimado.

2. Realizar una investigación sobre las herramientas utilizadas en el sistema de Producción Justo A Tiempo (JIT). El grupo deberá consultar la bibliografía del curso y bibliografía complementaria para desarrollar una investigación que permita Identificar los siguientes aspectos:
JUSTO A TIEMPO
La metodología de la producción justo a tiempo es utilizada en empresas que utilizan el modelo de la calidad total como procedimiento para gestionar y reducir el tiempo en la elaboración de sus productos terminados.
La metodología de producción Justo a tiempo (Just In Time) tiene como objetivo un procesamiento continuo, sin interrupciones de la producción. Conseguir este objetivo supone la minimización del tiempo total necesario desde el comienzo de la fabricación hasta la facturación del producto.
Sistema ideal: En un sistema ideal de producción justo a tiempo, el tiempo total para un producto es igual al tiempo del proceso
Aproximación al concepto justo a tiempo
El tiempo total para cualquier producto manufacturado se puede representar como:
(+) Tiempo de preparación |
(+) Tiempo de proceso |
(+) Tiempo de espera |
(+) Tiempo de inspección |
(+)Tiempo de transporte interno |
(=) Tiempo total |
De lo anterior se puede deducir que el tiempo total es igual al tiempo de todas las actividades que añaden valor al producto más todas las que no lo hacen.
ESTRUCTURACIÓN BÁSICA DEL JUSTO A TIEMPO
Esta metodología surge por las debilidades que tiene el sistema de valoración tradicional, de los retrasos en el proceso de fabricación al producir cantidades de productos en exceso de la demanda corriente, debido a la utilización de modelos basados en la determinación de las cantidades económicas de pedido.

La filosofía del justo a tiempo tiene una visión dinámica de como optimizar la producción, basando sus fundamentos en la minimización de las tareas que no añaden valor sin preocuparse mucho por la optimización y tamaño de los lotes de producción.
Esto tiene como consecuencia dentro de estos parámetros que los inventarios se ven como una forma de remanentes, conduciendo a la idea que "los inventarios más altos son la necesidad de proteger estadios de producción de la escasa calidad o de la producción y aprovisionamiento inciertos"
Por lo anteriormente mencionado y para la aplicación de esta metodología las empresas que adoptan un programa de calidad total son las que más eficientemente pueden aplicar el modelo del justo a tiempo, ya que en ellas el problema de la calidad desaparece y las posibles fallas o tareas que no agreguen valor son erradicadas en un gran porcentaje.
También debe tenerse en cuenta que al no existir problemas técnicos dentro de la etapa productiva, no se necesita mantener un stock considerable de inventarios para protegerse contra insuficiencias de la pobre calidad de producción eliminando así una gran cantidad de productos en proceso.
En la aplicación del justo a tiempo los tiempos de producción son disminuidos considerablemente, ya que al producir en pequeños lotes, son fácilmente detectadas las partes defectuosas en cada uno de los departamentos que entran en el proceso de producción, así llevando un control que permite en cualquier momento modificar el proceso que está causando la desviación.
El trabajo que añade valor a la producción, es aquel que durante el procesamiento sobre los materiales y componentes representa un agregado más del producto final.
BENEFICIOS DEL JUSTO A TIEMPO
Disminuyen las inversiones para mantener el inventario, Aumenta la rotación del inventario, Reducen las pérdidas de material, Mejora la productividad global, Bajan los costos financieros, Ahorro en los costos de producción, Menor espacio de almacenamiento, Se evitan problemas de calidad, cuello de botella. problemas de coordinación, proveedores no confiables etc., Racionalización en los costos de producción, Obtención de pocos desperdicios, Conocimiento eficaz de desviaciones, Toma de decisiones en el momento justo, Cada operación produce sólo lo necesario para satisfacer la demanda, No existen procesos aleatorios ni desordenados, Los componentes que intervienen en la producción llegan en el momento de ser utilizados.

ENTORNO PARA LA APLICACIÓN DEL JUSTO A TIEMPO
La metodología del Justo a Tiempo como procedimiento de gestión y manejo productivo puede ser utilizado en cualquier tipo de empresa, tanto industrial como de servicios.
Cualquier proceso se puede examinar con el fin de determinar las operaciones que no le añaden valor y las causas para que el trabajo se interrumpa, facilitando la detección de las anomalías, eliminando las tareas ineficaces que impiden un buen desarrollo de la organización.
JUSTO A TIEMPO VS. PRODUCCIÓN TRADICIONAL
Las principales diferencias que se presentan del modelo Justo a Tiempo y la metodología de la producción tradicional se resumen a continuación:
Disminución de inventarios
El sistema Justo a Tiempo busca reducir los inventarios a niveles muy bajos, mientras que en el sistema tradicional los materiales se suministran y transfieren al siguiente proceso sin tener en cuenta el nivel de la demanda existente.
Células de producción
E la producción tradicional, los productos se mueven desde un grupo de máquinas idénticas a otro departamento con máquinas que realizan otro trabajo específico, el Justo a Tiempo reemplaza este patrón por uno de células de producción en las cuales se agrupan las máquinas en familias y se disponen de tal forma que se pueden desarrollar una serie de operaciones secuenciales. Cada célula es instalada para realizar un grupo de productos o uno en particular.
Mano de obra interdisciplinaria
En la metodología tradicional los trabajadores se especializan en el manejo de una sola máquina en un solo departamento, el modelo JIT busca que todos los trabajadores sepan operan todo el conjunto de máquinas creando entorno interdisciplinario.
Gestión de la Calidad Total
El sistema Justo a Tiempo no puede implantarse en una empresa que no tenga un claro compromiso con la Gestión de la Calidad Total, ello por que si no se encuentra un proceso productivo sin deficiencias no podrá crearse la confiabilidad en la cual basa su fundamento el modelo.
Descentralización de servicios

Para la aplicación del Justo a Tiempo se requiere de un fácil y rápido acceso a los servicios de apoyo, lo cual significa que los departamentos de servicios deben estar descentralizados y su personal asignado a trabajar directamente para apoyar la producción, lo que no ocurre en el sistema tradicional.
En el siguiente cuadro se hace un resumen de lo anteriormente dicho.
Diferencias entre el justo a tiempo y la producción tradicional
JUSTO A TIEMPO | PRODUCCIÓN TRADICIONAL |
1. Sistema Pull-through. | 1. Sistema Push-through. |
2. Inventarios insignificantes. | 2. Inventarios significativos. |
3. Células de producción. | 3. Estructura departamental. |
4. Mano de obra interdisciplinaria. | 4. Mano de obra especializada. |
5. Control de Calidad Total. | 5. Nivel de Calidad aceptable. |
6. Servicios descentralizados. | 6. Servicios centralizados. |
EJEMPLO DE APLICACIÓN
Desde el momento que entra un material o componente al proceso de fabricación, hasta que sale el producto final, se están incluyendo una serie de fases como el transporte, los controles y la espera entre fases de fabricación sucesivas. De todas estas fases mencionadas, la fabricación es la única que añade valor al producto.
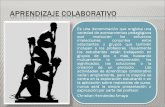
La reducción del tiempo de producción trae consigo numerosas ventajas. La figura 1 muestra un ciclo de fabricación clásico (sistema push), donde se ejecutan cuatro fases de fabricación consecutivas, con lotes de 1.000 unidades cada uno.
Si cada unidad requiere una media de 7 segundos de tiempo de proceso en cada fase, se completará un lote de 1.000 piezas en dos horas aproximadamente. Por lo tanto, el tiempo de producción requiere alrededor de 8 horas. Supongamos que reducimos el tiempo de producción al mínimo posible. Esto se puede lograr trabajando con lotes de una sola unidad (figura 2), y limitando el número de unidades a una por cada fase. No se debe permitir

que se acumule el material semi-elaborado, ya que las diversas fases no pueden realizar su tarea hasta que la fase siguiente esté lista para recibir las unidades semi-elaboradas. Es decir, sistema “pull”.
FIGURA 1: PRODUCCION POR LOTES Y SISTEMAS “PUSH”
Fase 4
Fase 3
Fase 2
Fase 1
1000 Unidades
1000 Unidades
1000 Unidades
1000 Unidades
Lotes de 1000 unidades el tiempo por cada fase es 7 seg/unidad
Siempre 4000 unidades de trabajo en curso, el tiempo de producción es 8h
En este ejemplo (figura 2), el tiempo de producción total es de alrededor de 30 segundos. Las ventajas obtenidas a causa de esta reducción de tiempo son las siguientes:
* En cada momento, debemos contar como “trabajo en curso” solamente 4 unidades. Supongamos que se descubre en la fase 4 que el producto tiene un defecto causado en la fase 1, o bien que ya era defectuoso el material al comienzo del ciclo de fabricación. Si tenemos que reparar el material o, lo que es peor todavía, rechazarlo, el número de piezas afectadas será de 4 en vez de 4.000.
* El coste de mantener el material en stock es mil veces menor de lo que sería para lotes de 1.000 unidades.
* Si el cliente encarga un tipo de producto distinto, y lo desea recibir con urgencia, en el caso de lotes de una unidad podemos completar la fabricación antes de comenzar con el nuevo producto. En el caso de 4.000 unidades,

habrá que retirarlas del ciclo de fabricación y almacenarlas o aumentar nuestro tiempo de respuesta.
* Cuando se mantienen en inventario grandes cantidades de componentes, ya sea dentro del ciclo de fabricación o bien en almacén, existe siempre la posibilidad de que se vuelvan obsoletas. Este riesgo no existe con los lotes de una unidad.
* Si el cliente desea modificar el componente que se está fabricando, y estamos utilizando lotes de una unidad, podemos dar respuesta a su petición treinta segundos después de recibirla. Si los lotes fueran de 1.000 unidades, habría que completar el procesamiento de 4.000 unidades (una jornada de trabajo).
* Cuando se almacenan componentes, especialmente en una línea de fabricación, existe el riesgo de que se mezclen con otros componentes en apariencia del mismo tipo, pero diferentes. Si la línea de fabricación no contiene ningún stock, es físicamente imposible, que se produzca este .
SISTEMAS SMED
Este sistema se originó por necesidad para lograr la producción del JIT. Este sistema fue desarrollado para acortar los tiempos de la preparación de máquinas, posibilitando hacer lotes más pequeños de tamaño. Los procedimientos de set up se simplificaron usando los elementos más comunes o similares usados habitualmente.
Este acercamiento estaba en contraste completo con los procedimientos industriales tradicionales, cuando Shingo señaló: generalmente y erróneamente se cree que las políticas más eficaces por tratar con los set up se dirigen al problema en términos de la habilidad. Aunque muchas compañías han preparado y diseñado políticas para levantar el nivel de habilidad de los El sistema SMED surgió por necesidad para lograr la producción JIT, uno de las piedras angulares del sistema obreros en los set up, pocos han llevado a cabo estrategias que bajen el nivel de habilidad requeridas por el propio set up.
El éxito de este sistema se ilustró en 1982 en Toyota, cuando el tiempo de cambios de matrices en el forjando en frío del proceso se estaba reduciendo de un periodo de una hora y cuarenta minutos a tres minutos.

Beneficios
Generar una organización con personas dinámicas, técnica y tecnológicamente capacitadas para llevar a cabo profesionalmente sus funciones operativas y de gestión de mejoras, y principalmente, mantenerlas en el tiempo requerido.
3. El grupo de trabajo colaborativo realizará un trabajo escrito sobre la aplicación de los conceptos de Justo A Tiempo (JIT) o Teoría de Restricciones (TOC), en una organización donde tengan acceso a información, es decir el trabajo es el resultado de realizar un diagnóstico de la organización escogida, relacionada con los procesos productivos que allí se realizan y como gestionan la producción.
Para el caso de Justo A tiempo (JIT) se debe evidenciar sus cuatro objetivos esenciales:
Poner en evidencia los problemas fundamentales.
Eliminar despilfarros.
Buscar la simplicidad.
Diseñar sistemas para identificar problemas.
Para el caso de la Teoría de Restricciones (TOC), se debe evidenciar:
a) Identificar las restricciones del sistema
b) Explotar las restricciones del sistema
c) Subordinar todo a la restricción anterior:
d) Elevar las restricciones del sistema
e) Si en las etapas previas se elimina una restricción, volver al paso uno.
En el siguiente link encuentra un documento que le ayuda a profundizar en cada uno de estos aspectos:
El trabajo debe presentar como mínimo la descripción de la organización, su proceso productivo, la forma en que se gestiona la producción, las propuestas de mejoramiento a partir de los temas desarrollados en la presente unidad, balance económico de la intervención, beneficios esperados, incluir diagramas de proceso, flujo, estadísticas de proceso, fuentes bibliográficas, anexos (mapas, cuadros), todo lo necesario para evidenciar la propuesta de

intervención. El grupo de trabajo debe presentar una propuesta de intervención de acuerdo con las herramientas que ofrecen la teoría de las restricciones y los sistemas justo a tiempo. El resultado de este trabajo debe quedar evidenciado en el foro de trabajo del equipo.
Desarrollo de la aplicación del Justo a Tiempo
1. Descripción de la organización
La empresa objeto de presente estudio es la Cooperativa Integral Lechera del Cesar – COOLESAR. Esta organización tiene su sede principal en la ciudad de Valledupar. Es el único matadero frigorífico clase 1 del norte del Dpto. del Cesar, es decir que cuenta con la infraestructura necesaria para prestar los servicios de sacrificio, beneficio y maduración de carnes bovinas.
2. Proceso productivo
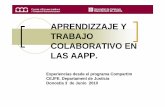
El sistema de producción propio de este tipo de unidades es por lotes. Lo cual significa que diariamente se sacrifica un lote de bovinos los cuales deben recibir un reposo ante mórtem (en los corrales de la empresa). A continuación se presenta, a través de un diagrama de bloques, las actividades que incluye el proceso de beneficio bovino implementado en la empresa COOLESAR.
RECEPCIÓN DE BOVINOS
REPOSO ANTE MORTEN
TRASLADO
DUCHA
INSENSIBILIZACION
DESANGRE CORTE DE “MANOS”
LIGADURA DEL RECTO
PESAJE

IZADO
DECUERADO
EVISCERADO
CORTE DE MEDIAS CANALES
CORTE DE CUARTOS DE CANAL
LIMPIEZA
PESAJE
ALMACENAMIENTO EN CUARTO FRIO
PROCESO DE BENEFICIO BOVINO EN EL MATADERO FRIGORIFCO DE COLLESAR
TRANSPORTE Y DISTRIBUCION
3. La forma en que se gestiona la producción.
Como ya se indicó, la producción se realiza por lotes diarios, sin embargo es importante aclarar que el servicio de sacrificio y beneficio bovino se realiza tanto para la producción de la cooperativa, como para “firmadores” que comercializan la carne a nivel de la ciudad de Valledupar
4. Propuestas de mejoramiento a partir de los temas desarrollados en la presente unidad
Problemas fundamentales identificados:
* Formación de cuellos de botella en algunos puntos de la “línea de producción”, particularmente en la etapa de ducha y eviscerado: se hace necesario aumentar la capacidad de realización de estas dos labores, bien sea rediseñando el área de ducha y perfeccionando la destreza del encargado del eviscerado, o en su defecto dedicando más personal a esta labor.

* Interrupciones en el descuerado por fallas en el equipo: es necesario someter este equipo a ajustes y reparaciones que garanticen su uso continuo y su fiabilidad.
* Retrasos durante el transporte y distribución: se solucionaría tercerizando esta etapa puesto según se ha determinado por el Dpto. de Mantenimiento, los camiones de transporte presentan fallas y averías frecuentemente. Si se contara con un servicio de transporte confiable se obviaría este problema.
Eliminar despilfarros: en esta actividad en particular no es muy fácil analizar este aspecto dado que los mayores tiempos de espera se dan en la “estancia en corrales” y “Almacenamiento en cuarto frio” y, de acuerdo con la legislación nacional estas etapas son necesarias para garantizar tanto la inocuidad de esta producto, como su calidad nutricional. Además, en lo referente a la Inspección del producto para vigilar su procesamiento, es realizada por funcionarios de FEDEGAN y de la Secretaría de Salud Municipal, por ello no se considera la labor de inspección como despilfarro.
Buscar la simplicidad: la línea de producción del Matadero Frigorífico de Coolesar presenta un diseño muy satisfactorio y conveniente, el cual corresponde a estaciones de trabajo, hasta las que llega el animal en proceso gracias al sistema de izado y traslado a través de un riel superior. Sin embargo, existe una posibilidad de mejoramiento en la labor de traslado de los animales desde los corrales ya que por la distancia de recorrido (relativamente alta), los trabajadores se ven expuestos a golpes y ataques de algún animal. Se presenta una relación directamente proporcional entre el recorrido y las probabilidades de sufrir algún daño. Esto se remediaría acortando los traslados descritos.
Diseñar sistemas para identificar problemas: de las conversaciones (fluyen naturalmente)
con los trabajadores que intervienen en el proceso de sacrificio bovino en Coolesar, se obtienen excelentes diagnósticos e incluso ideas de mejora para situaciones negativa existentes. Con base en lo anterior, propondría a La Empresa que se estimule el aporte del trabajador en esta etapa, con lo que se podría tener información de primera mano, a través de charlas técnicas ( de 5 minutos), buzones de sugerencias y demás mecanismos de participación de los trabajadores.

5. Balance económico de la intervención: a pesar de no contar con cotizaciones exactas de los costos de las labores de rediseño de instalaciones y procesos y, formación sobre el JIT para todos los empleados consideramos que los beneficios que esta implementación traerá para la empresa (en términos de disminución de paradas e incremento de productividad global) solventarían en muy corto plazo las inversiones requeridas.
6. Beneficios esperados: con la implementación de las medidas recomendadas se avanzará en términos de efectividad de la capacidad instalada, dado que La Empresa ha hecho grandes inversiones en lograr la certificación de su planta de sacrificio como apta para exportaciones.
7. Estadísticas de proceso: actualmente no se cuenta con registros confiables que permitan plantear los estadígrafos que serían de utilidad en este caso, tales como promedio de tiempo de sacrificio, tiempo de sacrificio por lotes, etc.
8. Fuentes bibliográficas
Hay, Edward J. "Justo a Tiempo" Editorial Norma,1989
Brocka Bruce; Brocka Suzanne M. "Quality Management",

CONCLUSIONES
La aplicación de un modelo Justo a tiempo puede minimizar en un gran porcentaje los costos que la empresa tradicionalmente asigna a sus departamentos de producción, aumentando la posibilidad de dar una mejor visión a los administradores financieros para la gestión y toma de decisiones
En la actualidad uno de los objetivos más buscados por todas las empresas es la mayor eficiencia al menor costo, sin dejar por un lado los estándares de calidad y servicio al cliente.
Actualmente no existe legislación gubernamental específica que exija ordenamiento de la cadena de suministros. No obstante, es de interés para las empresas que lo hagan para sus accionistas. En razón de que se trata de auto declaraciones de funcionamiento eficiente.
La mejora continua es más que una frase. Más bien, es un proceso donde los líderes van evaluando constantemente el sistema para garantizar que la organización está haciendo mejoras reales y medibles, manteniéndose fiel a su misión, y el mantenimiento de una visión del sistema que analiza sus limitaciones.