Trabajo Colaborativo Materiles
35
MATERIALES INDUSTRIALES ACTIVIDAD 10 TRABAJO COLABORATIVO DOS CLAUDIA CRISTINA ARIZA SÁNCHEZ CODIGO: 1018441983 GRUPO: 256599_62 TUTOR: WILLIAM ANDRES TARAZONA
-
Upload
aikanaro88 -
Category
Documents
-
view
31 -
download
0
Transcript of Trabajo Colaborativo Materiles

MATERIALES INDUSTRIALES
ACTIVIDAD 10 TRABAJO COLABORATIVO DOS
CLAUDIA CRISTINA ARIZA SÁNCHEZ
CODIGO: 1018441983
GRUPO:
256599_62
TUTOR:
WILLIAM ANDRES TARAZONA
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA
BOGOTÁ 2013

Actividad: No. 2
Las actividades planteadas exigen de la formalización de un trabajo individual y un trabajo colaborativo que deben entregarse de la siguiente manera:
- Trabajo individual,
Discutir y resolver los siguientes numerales,
Diagramas de fases y transformaciones de los materiales
Estado de la materia: Son los procesos a través de los cuales un estado de la materia cambia a otro manteniendo una semejanza en su composición
OBJETIVO
Conocer la evolución de los materiales industriales a través del tiempo., tratamientos térmicos, igualmente trabajar de una manera más eficiente la estructura interna de los materiales para un mejor uso y aprovechamiento.
Conocer los tratamientos térmicos que dichos materiales puede recibir con el objeto de darles una mayor durabilidad y mejor aplicaciones a la industria.
Aplicación de diferentes Mapas y diagramas para el mejor estudio del curso

INTRODUCCIÓN
A continuación se presenta a grandes rasgos algunos temas que integran la materia de materia prima industrial, así mismo se contempla a nivel de la industria del acero sus tratamientos, aplicaciones y a la vida diaria, algunos de los conceptos. Historia de los materiales y su evolución a través de los años, su influencia en la sociedad, igualmente las clases de tratamientos térmicos, así
Como la estructura interna de los materiales, uso y que puedan ser de mejor aprovechamiento, los tratamientos térmicos que dichos materiales pueden recibir con el objeto de darles una mayor durabilidad y mejor aplicaciones en la industria, otro aspecto tratados son los tipos de aceros y como su uso y aplicaciones a lo largo del tiempo ha evolucionado y mejorado.

Existen muchas aplicaciones de los materiales en el campo de la ingeniería; por lo general los materiales no se usan puros como se mencionó anteriormente, sino que se usan como aleaciones en la gran mayoría de los casos. Estas aleaciones también poseen diferentes estructuras y por ende propiedades a diferentes temperaturas y/o presiones, lo que hace adquirir importancia el conocimiento de los diagramas de fases.
El Acero es una aleación del hierro y el carbono, más fuerte, más flexible y más ligero que el hierro, el cobre o el bronce y se convirtió en el material preferido para fabricar espadas y armaduras. Durante la revolución industrial se basó en el acero,
Se construyeron los rieles de grandes ferrocarriles, equipos agrícolas, se elevaron rascacielos a medida que las fuerzas de las vigas permitían crear armazones internos con lo que podían crear construcciones verticales, se construyó el Empire State en acero, por su resistencia y flexibilidad grandes puentes, estimulo la económica norte americana.
Hoy en día utilizamos el acero en muchas cosas, como los muelles de un colchón, cafeteras o por lo menos la plancha de la cafetera, cucharas, motores de los autos, estructuras de escaleras o cables de los ascensores, etc.Este material es usado en la construcción y no se encuentran en la naturaleza en estado puro y por lo que para su empleo hay que someterlos a una serie de operaciones metalúrgicas cuyo fin es separar el metal de las impurezas u otros minerales que lo acompañen. El acero fue muy importante durante la revolución industrial por medio de este se dio paso para la fabricación de máquinas, para impulsar la industria. El acero tiene múltiples aplicaciones principalmente en la construcción, automotriz, naval etc. El acero, como material indispensable de refuerzo en las construcciones, es una aleación de hierro y carbono. Una de sus características es admitir el temple, con lo que aumenta su dureza y su flexibilidad. El hierro en estado puro no posee la resistencia y dureza necesarias para las aplicaciones de uso común. Sin embargo, cuando se combina con pequeñas cantidades de carbono se obtiene un metal denominado acero, cuyas propiedades varían en función de su contenido en carbono y de otros elementos en aleación.
El acero se puede obtener a partir de dos materias primas fundamental una de ella es la CHATARRA se utiliza exclusivamente el horno eléctrico, se funde a una temperatura de 1600°C. Las propiedades físicas de los aceros y su comportamiento a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su distribución.
Para poder producir acero, las industrias generalmente utilizan uno de dos procesos, cada proceso utiliza diferentes materiales y tecnología. Estos dos procesos principales para hacer acero son:
- El horno de oxígeno básico (BOF, por sus siglas en inglés Basic Oxygen Furnace)- El horno de arco eléctrico (EAF, por sus siglas en inglpes Electric Arc Furnace)

El proceso de Horno de Oxígeno Básico básicamente funde hierro rico en carbono que se transforma en acero, su proceso se distingue por los siguiente pasos:El hierro es fundido en un horno, posteriormente es vertido en un contenedor grande para realizarle un pre-tratamiento llamado contenedor BOF.Este pre- tratamiento consiste en tratar al metal para reducir la carga de azufre, silicio y fósforo. La cantidad de impurezas que se quita del metal determina la calidad final del acero fabricado.El proceso BOF se distingue por hacer uso de hierro viejo para fabricar acero nuevo, así que es necesario balancear la carga del acero nuevo con hierro viejo, se hace en una proporción aproximada de 50% de cada tipo de metal.Una vez en el contenedor, se le inyecta oxigeno 99% puro dentro del acero y hierro, se quema el carbono disolviéndose en el acero para formar monóxido de carbono y dióxido de carbono, causando que la temperatura suba cerca de los 1700°C. Cuando es fundido, el metal reduce su contenido de carbono y ayuda a remover los indeseados elementos químicos. Este es el uso del oxígeno es este proceso.Se mezcla cal viva o dolomita para formar un tipo de residuo que absorbe las impurezas en el proceso de fabricación del aceroEl recipiente de BOS se inclina de nuevo y el acero se vierte en un cazo gigante. El acero se refina en este horno, mediante la adición de productos de aleación para dar a las propiedades de aceros especiales requeridos por el cliente. A veces, argón o nitrógeno gaseoso. El acero ahora contiene 0.1-1% de carbono. Cuanto más carbono en el acero, más duro es, pero también es más frágil y menos flexible.Después el acero se retira del recipiente de BOS, los residuos llena de impurezas, se separan y enfrían.Este proceso para realizar el acero constituye en 40% de fabricación de acero en Estados UnidosEn el del proceso de Horno de Arco Eléctrico básicamente se hace uso de la electricidad para fabricar acero a partir de casi el 100% de acero viejo para fabricar acero nuevo. El proceso consiste en los siguientes pasos:Los residuos de metal son colocados en un contenedor el cual se compone por residuos de chatarra de autos, línea blanca y con hierro fundido para mantener el equilibrio químico.La chatarra es colocada en una cesta donde se realiza un pre-calentamiento y será llevada al horno EAF donde se dejará caer esta chatarra. Es generada una gran cantidad de energía a la hora de dejar caer la chatarra en el horno EAF.Una vez cargado el horno con la chatarra de metal se colocan unos electrodos que serán alimentados de electricidad por el horno de arco que permitirán triturar el metal empezando por la parte superior, voltajes inferiores son seleccionados para esta primera parte de la operación para proteger el techo y las paredes del calor excesivo y daño de los arcos eléctricos. Una vez que los electrodos han llegado a la gran fusión en la base del horno y los arcos están protegidos por la chatarra de metal, el voltaje se puede aumentar.Esto permite que se funda más rápido el metal.Una parte importante de la producción de acero es la formación de escoria, que flota en la superficie del acero fundido. esta escoria por lo general consiste de metales óxidos, y ayudan a quitar las impurezas del metal.
Una vez hecho este primer proceso de fundición puede volver se a cargar el horno y fundirse, después de este proceso se puede revisar y corregir la composición química del acero. Con la formación de escoria se pueden eliminar las impurezas de silicio, azufre, fósforo, aluminio, magneso y calcio. La eliminación de carbono tiene lugar después de que estos elementos se han quemado, ya que tienen mayor afinidad al oxígeno. Los metales que tiene una afinidad más pobre de oxígeno que el hierro, tales como el níquel y cobre, no se pueden quitar a través de la oxidación y debe ser controlado a través del tratamiento químico solo de la chatarra.Una vez que la temperatura y la química son correctas, el acero se extrae en un cazo pre-calentado a través de la inclinación del horno. Para algunos tipos de acero especiales, incluyendo el acero inoxidable, la escoria se vierte en el contenedor, así, para ser tratado en el horno para recuperar los valiosos elementos de aleación.
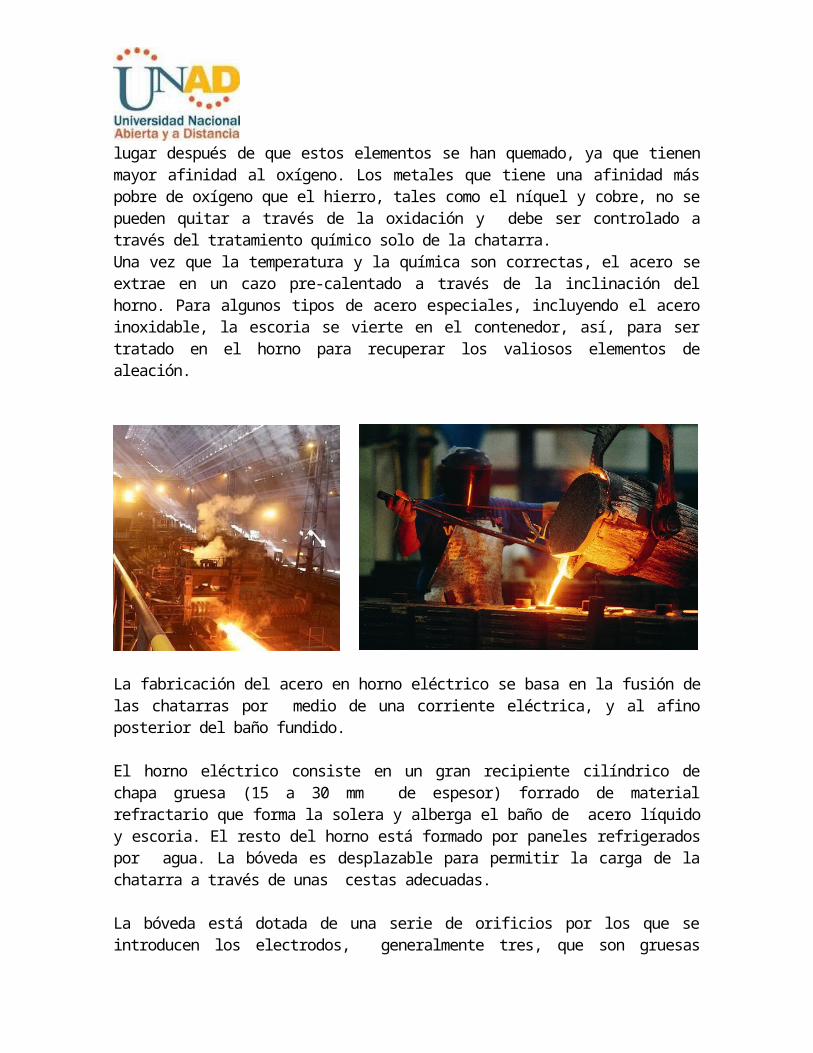
La fabricación del acero en horno eléctrico se basa en la fusión de las chatarras por medio de una corriente eléctrica, y al afino posterior del baño fundido. El horno eléctrico consiste en un gran recipiente cilíndrico de chapa gruesa (15 a 30 mm de espesor) forrado de material refractario que forma la solera y alberga el baño de acero líquido y escoria. El resto del horno está formado por paneles refrigerados por agua. La bóveda es desplazable para permitir la carga de la chatarra a través de unas cestas adecuadas.
La bóveda está dotada de una serie de orificios por los que se introducen los electrodos, generalmente tres, que son gruesas barras de grafito de hasta 700 mm de diámetro. Los electrodos se desplazan de forma que se puede regular su distancia a la carga a medida que se van consumiendo. Los electrodos están conectados a un transformador que proporciona unas condiciones de voltaje e intensidad adecuadas para hacer saltar el arco, con intensidad variable, en función de la fase de operación del horno.

Otro orificio practicado en la bóveda permite la captación de los gases de combustión, que son depurados convenientemente para evitar contaminar la atmósfera. El horno va montado sobre una estructura oscilante que le permite bascular para proceder al sangrado de la escoria y el vaciado del baño. El proceso de fabricación se divide básicamente en dos fases: la fase de fusión y la fase de afino. Fase de fusión Una vez introducida la chatarra en el horno y los agentes reactivos y escorificantes (principalmente cal) se desplaza la bóveda hasta cerrar el horno y se bajan los electrodos hasta la distancia apropiada, haciéndose saltar el arco hasta fundir completamente los materiales cargados. El proceso se repite hasta completar la capacidad del horno, constituyendo este acero una colada. Fase de afino El afino se lleva a cabo en dos etapas. La primera en el propio horno y la segunda en un horno cuchara. En el primer afino se analiza la composición del baño fundido y se procede a la eliminación de impurezas y elementos indeseables (silicio, manganeso, fósforo, etc.) y realizar un primer ajuste de la composición química por medio de la adición de ferroaleaciones que contienen los elementos necesarios (cromo, níquel, molibdeno, vanadio o titanio). El acero obtenido se vacía en una cuchara de colada, revestida de material refractario, que hace la función de cuba de un segundo horno de afino en el que termina de ajustarse la composición del acero y de dársele la temperatura adecuada para la siguiente fase en el proceso de fabricación. La colada continua
Finalizado el afino, la cuchara de colada se lleva hasta la artesa receptora de la colada continua donde vacía su contenido en una artesa receptora dispuesta al efecto. La colada continua es un procedimiento siderúrgico en el que el acero se vierte directamente en un molde de fondo desplazable, cuya sección transversal tiene la forma geométrica del semiproducto que se desea fabricar; en este caso la palanquilla. La artesa receptora tiene un orificio de fondo, o buza, por el que distribuye el acero líquido en varias líneas de colada, cada una de las cuales dispone de su lingotera o molde, generalmente de cobre y paredes huecas para permitir su refrigeración con agua, que sirve para dar forma al producto. Durante el proceso la lingotera se mueve alternativamente hacia arriba y hacia abajo, con el fin de despegar la costra sólida que se va formando durante el enfriamiento.
Posteriormente se aplica un sistema de enfriamiento controlado por medio de duchas de agua fría primero, y al aire después, cortándose el semiproducto en las longitudes deseadas mediante sopletes que se desplazan durante el corte. En todo momento el semiproducto se encuentra en movimiento continuo gracias a los rodillos de arrastre dispuestos a los largo de todo el sistema. Finalmente, se identifican todas las palanquillas con el número de referencia de la colada a la que pertenecen, como parte del sistema implantado para determinar la trazabilidad del producto, vigilándose la cuadratura de su sección, la sanidad interna, la ausencia de defectos externos y la longitud obtenida. La laminación
Las palanquillas no son utilizables directamente, debiendo transformarse en productos comerciales por medio de la laminación o forja en caliente. De forma simple, podríamos describir la laminación como un proceso en el que se hace pasar al semiproducto (palanquilla) entre dos rodillos o cilindros, que giran a la misma velocidad y en sentidos contrarios, reduciendo su sección transversal gracias a la presión ejercida por éstos. En este proceso se aprovecha la ductilidad del acero, es decir, su capacidad de deformarse, tanto mayor cuanto mayor es su temperatura. De ahí que la laminación en caliente se realice a temperaturas comprendidas entre 1.250ºC, al inicio del proceso, y 800ºC al final del mismo. La laminación sólo permite obtener productos de sección constante, como es el caso de las barras corrugadas. El proceso comienza elevando la temperatura de las palanquillas mediante hornos de recalentamiento hasta un valor óptimo para ser introducidas en el tren de laminación.
Generalmente estos hornos son de gas y en ellos se distinguen tres zonas: de precalentamiento, de calentamiento y de homogeneización. El paso de las palanquillas de una zona a otra se realiza por medio de distintos dispositivos de avance. La atmósfera en el interior del horno es oxidante, con el fin de reducir al máximo la formación de cascarilla. Alcanzada la temperatura deseada en toda la masa de la palanquilla, ésta es conducida a través de un camino de rodillos hasta el tren de laminación. Este tren está formado por parejas de cilindros que van reduciendo la sección de la palanquilla. Primero de la forma cuadrada a forma de óvalo, y después de forma de óvalo a forma redonda. A medida que disminuye la sección, aumenta la longitud del producto transformado y, por tanto, la velocidad de laminación. El tren se controla de forma automática, de forma que la velocidad de las distintas cajas que lo componen va aumentando en la misma proporción en la que se redujo la sección en la anterior.
El tren de laminación se divide en tres partes:
Tren de desbaste: donde la palanquilla sufre una primera pasada muy ligera para romper y eliminar la posible capa de cascarilla formada durante su permanencia en el horno. Tren intermedio: formado por distintas cajas en las que se va conformando por medio de sucesivas pasadas la sección. Tren acabador: donde el producto experimenta su última pasada y obtiene su geometría de corrugado. Las barras ya laminadas se depositan en una gran placa o lecho de enfriamiento. De ahí, son trasladadas a las líneas de corte a medida y empaquetado y posteriormente pasan a la zona de almacenamiento y expedición. En el caso de la laminación de rollos, éstos salen del tren acabador en forma de espira, siendo transportados por una cinta enfriadora, desde la que las espiras van siendo depositadas en un huso, donde se compacta y se ata para su expedición, o bien se lleva a una zona de encarretado, dónde se forman bobinas en carrete. Durante la laminación se controlan los distintos parámetros que determinarán la calidad del producto final: la temperatura inicial de las palanquillas, el grado de deformación de cada pasada —para evitar que una deformación excesiva dé lugar a roturas o agrietamientos del material—, así como el grado de reducción final, que define el grado de forja, y sobre todo el sistema de enfriamiento controlado.
TRATAMIENTOS DE LOS METALES
El objeto de estos tratamientos es mejorar las propiedades mecánicas de los metales bien mejorando su dureza y resistencia mecánica o bien aumentando su plasticidad para facilitar su conformado.
Estos tratamientos no deben alterar de forma notable la composición química de un metal. Se pueden distinguir cuatro clases diferentes de tratamientos:

TRATAMIENTOS TÉRMICOS: con este tipo de tratamiento, los metales son sometidos a procesos térmicos en los que no se varía su composición química aunque sí su estructura interna y, por tanto, sus propiedades.
TRATAMIENTOS TERMOQUÍMICOS: los metales son sometidos a enfriamientos y calentamientos, a la vez que se modifica la composición de su capa externa.
TRATAMIENTOS MECÁNICOS: tienen por objeto mejorar las características de los metales por medio de deformación mecánica, pudiendo realizarse en caliente o en frío.
TRATAMIENTOS SUPERFICIALES: se mejoran las propiedades de la superficie de los metales sin alterar su composición química. En este caso, a diferencia de los tratamientos termoquímicos, no es necesario someter el material a ningún proceso de calentamiento.
TRATAMIENTOS TERMICOS Y SUPERFICIALES
Arenado: El arenado es un proceso mecánico con el cual se erosiona la parte más superficial de un material a través de la abrasión debida a un chorro de arena y aire. El empleo más ampliamente usado es el de la limpieza superficial de metales. Al acabar la operación, el material subyacente a la capa eliminada resulta completamente descubierto y con aspereza dependiente del tamaño, del grano utilizado y de la presión del chorro, de todos modos muy acentuada en relación a los valores típicos de los tratamientos mecánicos.

El arenado resulta, por lo tanto, uno de los procesos preferidos para preparar la pieza para el sucesivo barnizado o solamente para mejorar el aspecto estético de dicho producto.
- Arenado de grano grueso de acero: Resulta ser el más grosero de los tres tipos de arenado considerado. Utilizado en los detalles particulares donde el aspecto estético superficial no representa un factor importante para el cliente.
- Arenado de grano fino de acero: Arenado de buena calidad. Logra ofrecer al artículo considerado un aspecto estético y una definición de la escritura de óptimo nivel.
- Arenado de latón: El mejor arenado considerado. Logra donar a las superficies tratadas una calidad superficial óptima, garantizando óptimos niveles de definición en lo que se refiere a eventuales escritos y símbolos sobre el producto considerado.
Recocido: El recocido de una aleación metálica es un tratamiento térmico que consiste en el calentamiento a una temperatura normalmente inferior a la de fusión, seguido por la permanencia de duración oportuna y por un lento enfriamiento generalmente en horno. Se debe obtener uno o más de los siguientes objetivos:
- Equilibrio químico: menor reducción de la segregación.
- Equilibrio estructural: transformación de las fases metaestables.
- Equilibrio mecánico: reducción de las tensiones residuas internas, endurecimiento incluido.
A través del recocido se altera la microestructura del material, causando mutación en sus propiedades, como la flexibilidad y la dureza convirtiendo el material en más maleable y más homogéneo según las directivas del cliente. El resultado típico es la eliminación de los defectos de la estructura cristalina.
Decapado: El decapado es una operación efectuada para eliminar, a través de soluciones de ácido, tensioactivos, inhibidores de corrosión u otras sustancias químicas; la calamina y los residuos de herrumbre de los productos siderúrgicos laminados en caliente.
En los latones el decapado se hace necesario ya que el recocido provoca oxidación de la capa superficial, la cual se elimina gracias a un baño de ácido sulfúrico (disuelto en agua al 10%) seguido por lavado y cepillado.
Pasivación: La pasivación es un tratamiento químico empleado para obtener la protección superficial de los metales a la corrosión. Es un proceso químico sucesivo al decapado que tiene el fin de potenciar la formación espontánea de una película pasivante y protectiva. Es un fenómeno muy importante en la corrosión atmosférica de las estructuras metálicas, por lo que metal “activo” ( es decir un metal que tiende espontaneamente a oxidarse) forma una capa

de compuesto oxidado sellante que aisla el metal subyacente del reactivo, impidiendo de esta manera, la continuación de la reacción de oxidación.
Algunos metales pasivan espontáneamente, ya que tienden a formar óxidos del tipo “ compacto”, como por ejemplo el aluminio. Otros pasivan sólo en determinadas condiciones medio-ambientales.
Cataforesis: El barniz en cataforesis es un tratamiento superficial de barnizado en grado de dar a elementos de hierro, acero y otras aleaciones ( conductores de corriente) una notable resistencia a la corrosión. Se caracteriza por un depósito uniforme de resina epoxídica o acrílica sobre la superficie del elemento, asegurando por largo período una extraordinaria protección contra los agentes químicos y otros tipos de ataques, permitiendo, además, mejor adhesión del barniz en el acabado. La resina acrílica diferente a la expoxídica, ya que puede mantenerse en contacto directo con los agentes atmosféricos manteniendo las características técnicas. Con este tratamiento se asegura mayor protección del herrumbre.
Impregnación: La impregnación es un tratamiento superficial en grado de sigilar las microporosidades presentes en el proceso de fusión a través de la utilización de resinas especiales, en grado de garantizar el sellado de la microporosidad en las piezas fundidas. Gracias a la capacidad de sellar permanentemente las porosidades, en modo de actuar eficazmente sobre los costes de reparación o de recuperación debido a los problemas bien conocidos, que las microporosidades pueden crear: pérdidas de presión, exudación, menoscabo del acabado superficial. Este tratamiento superficial se ha convertido en un instrumento de planificación y construcción avanzado.
Acabado en tambor: El acabado en tambor es una operación mecánica típicamente usada para la eliminación mecánica de residuos de substrato, sobre todo la rebaba, debido a la elaboración como moldeo, fusión. En particular es adapto para dar un acabado superficial a un número elevado de piezas, de pequeñas dimensiones. Se realiza por rodadura e impacto de las piezas entre sí, dentro un tonel (cernedor) y si necesario con material abrasivo, perfilado a tal fin que acelera la operación. En la eventualidad la elaboración puede hacerse mediante la inmersión en líquido, con el fin de prevenir ataques químicos. La velocidad de rotación del tambor influencia la rapidez de elaboración. Esta elaboración provoca variaciones dimensionales generalizadas sobre la superficie de la pieza entre 2 y 20 μm.
Barnizado: El revestimiento en polvo es un proceso de revestimiento de superficies metálicas con una película orgánica efectuada con finalidades decorativas y/o de protección de la corrosión y de agentes agresivos.
Las piezas tratadas se revisten de polvos de resinas sintéticas, que adhieren por efecto electrostático, y luego pasan por un horno donde, a causa de la temperatura, el barniz, en primer lugar funde y luego se polimeriza produciendo una capa adherente.

Como para los otros tipos de barnizado, el resultado obtenido en el ámbito de adhesión, duración y resistencia a la corrosión está muy influenciado por la preparación pre-barnizado de la superficie
Niquelado: El niquelado es un tratamiento superficial que tiene como objeto modificar las características superficiales de los materiales elaborados (dureza, resistencia a agentes externos, etc). El niquelado electrolítico, a causa del método de elaboración utilizado, puede ser realizado exclusivamente sobre material metálico, que sumergido en baños específicos, se recubre a través de un pasaje de corriente eléctrica que transporta átomos de barras de material puro al material que se desea recubrir. El niquelado químico, resulta de mayor rendimiento que el electrolítico. Y se aconseja para usos especiales en el sector médico y de la alimentación.

PROPIEDAD TRATAMIENTO TERMICO TRATAMIENTO SUPERFICIAL
DUREZA
Temple:consiste en calentar el acero hasta la zona auténtica y enfriarlo rápidamente en agua, aceite o salmuera (enfriamiento más rápido) con el fin de obtener una estructura llamada martensita
Carbonitruración:consiste en endurecer la superficie del acero combinando la absorción de carbono y nitrógeno para obtener la dureza superficial necesaria en materiales
DUREZA YDUCTIVILIDAD
Revenido:consiste en calentar el acero luego de realizar un temple hasta una temperatura por debajo de La temperatura eutectoide (generalmente entre 600ºC -727ºC) con el fin de bajarle al acero la dureza y fragilidad adquirida en el temple, es decir, hacerlo más blando y más dúctil
Carbonización:tratamiento de endurecimiento superficial que consiste básicamente en calentar la pieza de acero debajo carbono en presencia de un medio rico en carbono. La superficie de la pieza posee una estructura martensítica revenida, mientras el núcleo de la pieza permanece con estructura blanda y dúctil.
SUPRIMIEEFECTOS DETEMPLE
Recocido:aplica a los metales cuando se han trabajado en frío ya que su objetivo es eliminar los defectos de este proceso. Consiste en calentar el metal a una temperatura adecuada, Reduce la dureza y fragilidad
Cianuración:Es un tratamiento intermedio en tre los dos anteriores. Se utiliza no solamente en aceros con bajo contenido en carbono, sino también en aquéllos cuyo contenido en carbonosea medio o alto, cuando sepretende que adquieran una buena resistencia
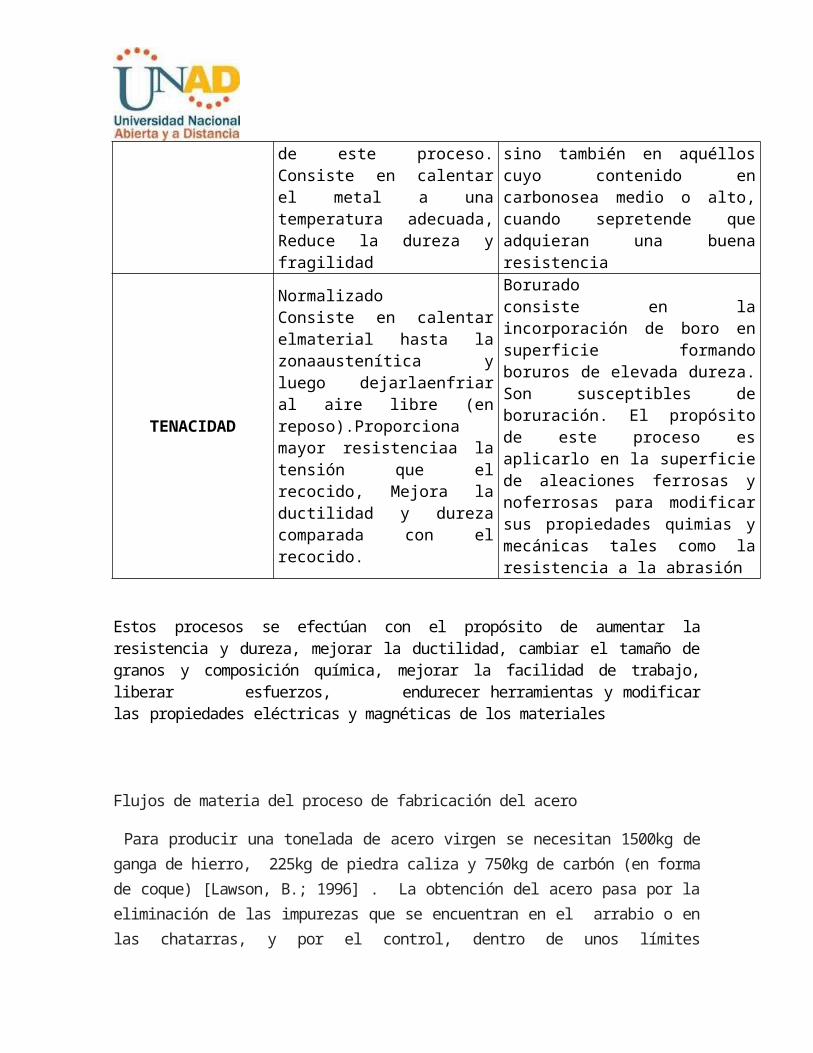
TENACIDAD
NormalizadoConsiste en calentar elmaterial hasta la zonaaustenítica y luego dejarlaenfriar al aire libre (en reposo).Proporciona mayor resistenciaa la tensión que el recocido, Mejora la ductilidad y dureza comparada con el recocido.
Boruradoconsiste en la incorporación de boro en superficie formando boruros de elevada dureza. Son susceptibles de boruración. El propósito de este proceso es aplicarlo en la superficie de aleaciones ferrosas y noferrosas para modificar sus propiedades quimias y mecánicas tales como la resistencia a la abrasión
Estos procesos se efectúan con el propósito de aumentar la resistencia y dureza, mejorar la ductilidad, cambiar el tamaño de granos y composición química, mejorar la facilidad de trabajo, liberar esfuerzos, endurecer herramientas y modificar las propiedades eléctricas y magnéticas de los materiales
Flujos de materia del proceso de fabricación del acero
Para producir una tonelada de acero virgen se necesitan 1500kg de ganga de hierro, 225kg de piedra caliza y 750kg de carbón (en forma de coque) [Lawson, B.; 1996] . La obtención del acero pasa por la eliminación de las impurezas que se encuentran en el arrabio o en las chatarras, y por el control, dentro de unos límites especificados según el tipo de acero, de los contenidos de los elementos que influyen en sus propiedades.
Las reacciones químicas que se producen durante el proceso de fabricación del acero requieren temperaturas superiores a los 1000ºC para poder eliminar las sustancias perjudiciales, bien en forma gaseosa o bien trasladándolas del baño a la escoria (ver tabla ).
Tabla 5.1. Principales reacciones químicas en el afino
Por cada tonelada de bloque de acero fabricado se generan: 145kg de escoria, 230kg de escoria granulada, aproximadamente 150 000 litros de agua residual y alrededor de 2 toneladas de emisiones gaseosas (incluyendo CO2, óxidos sulfurosos y óxidos de nitrógeno) [Lawson, B.; 1996] (Ver tabla).
Perfil medioambiental del acero [Lawson, B.; 1996] [World Bank Group, 1998]:
Los valores del desglose de las emisiones gaseosas de la tabla 5.2 han sido obtenidos a partir de las estadísticas de emisiones de la industria de hierro y acero del Reino Unido en el año 1997 y la producción de acero de dicha industria ese año (datos publicados por el gobierno del Reino Unido y actualizados según los factores de conversión indicados por el mismo).

CONCLUSIONES
El acero se puede obtener a partir de dos materias primas fundamentales. El arrabio, obtenido a partir de mineral en instalaciones dotadas de alto horno (proceso integral) Y las chatarras tanto férricas como inoxidables, El tipo de materia prima condiciona el proceso de fabricación. En líneas generales, para fabricar acero a partir de arrabio se utiliza el convertidor con oxígeno, mientras que partiendo de chatarra como única materia prima se utiliza exclusivamente el horno de arco eléctrico (proceso electro-siderúrgico). Los procesos en horno de arco eléctrico pueden usar casi un 100% de chatarra metálica como primera materia [Steel Recycling Institute; 2000], convirtiéndolo en un proceso más favorable desde un punto de vista ecológico. Aun así, la media de las estadísticas actuales calcula que el 85% de las materias primas utilizadas en los hornos de arco eléctrico son chatarra metálica [Wolf, B.; et al; 2001]. Las estimaciones del porcentaje mundial de industrias que utilizan el convertidor con oxígeno en 1995 eran del 59% y de un 33% para las que utilizaban horno de arco eléctrico [Wolf, B.; et al; 2001]. Las aleaciones de acero se realizan generalmente a través del horno de arco eléctrico, incluyendo el acero inoxidable. En algunos tipos de acero inoxidable se añade a su composición molibdeno, titanio, niobio u otro elemento con el fin de conferir a los aceros distintas propiedades. Tras el proceso de reconversión industrial de la siderurgia se abandonó la vía del alto horno y se apostó de forma decidida por la obtención de acero a través de horno eléctrico. En este proceso, la materia prima es la chatarra, a la que se le presta una especial atención, con el fin de obtener un elevado grado de calidad de la misma. Para ello, la chatarra es sometida a unos severos controles e inspecciones por parte del fabricante de acero, tanto en su lugar de origen como en el momento de la recepción del material en fábrica. La calidad de la chatarra depende de tres factores:
- Su facilidad para ser cargada en el horno - Su comportamiento de fusión (densidad de la chatarra, tamaño, espesor, forma)- Su composición, siendo fundamental la presencia de elementos residuales que sean difíciles de eliminar en el proceso del horno
Atendiendo a su procedencia, la chatarra se puede clasificar en tres grandes grupos:
a) Chatarra reciclada: formada por despuntes, rechazos, etc. originados en la propia fábrica. Se trata de una chatarra de excelente calidad. b) Chatarra de transformación: producida durante la fabricación de piezas y componentes de acero (virutas de máquinas herramientas, recortes de prensas y guillotinas, etc.).

c) Chatarra de recuperación: suele ser la mayor parte de la chatarra que se emplea en la acería y procede del desguace de edificios con estructura de acero, plantas industriales, barcos, automóviles, electrodomésticos, etc.

REFERENCIAS
http:/www.infoacero.cl/acero/hornos
http:/www.upcommons.upc.edu/pfc/bitstream/2099.1/3319/7/55868.pdf
http:/www.bibliotecadigital.ilce.edu.mx/sites/ciencia/volumen2/cicencia3/080/htm/sec_7.htm
BALESTRINI, C. (1959) Economía Minera y Petrolera, Caracas. Universidad Central de Venezuela. 366 p.
GOLD, G. G. y J, JUBANY CASANOVAS. Atlas de mineralogía. S.l., Colección de ATLAS DE CIENCIAS, EDIBOOK, SA, 94 p.
KLOCKMANN, F. & RAMDOHR, P. (1955). Tratado de Mineralogía, Barcelona. Edit. Gustavo Gili S.A. 716 p.
& O. V. KÓNONOV. (1982). Mineralogía, Moscú. MIR. 319 p.
MINISTERIO DE MINAS E HIDROCARBUROS DIRECCIÓN GENERAL (1963). La industria minera de Venezuela, Caracas. 79 p.
RODRIGUEZ, S. (1986). Recursos Minerales. Boletín del Ministerio de Energía y Minas, Caracas. 15(27). 215 p.
Para presentar en trabajo grupal
Describa en qué consisten, con aplicaciones y ejemplos reales, los diferentes diagramas de fases para sustancias.
INTRODUCCION
En la industria metalurgia es importante el manejo como la utilización de los materiales ferrosos de entre los cuales podemos mencionar los materiales aleados, es necesario tener conocimientos dentro de la manufactura sobre aspectos trascendentales para poder diferenciar dentro de una la gran variedad de aleaciones existentes en la actualidad.
Es substancial hacer mención sobre las diferentes instituciones normalizadoras de dichos materiales como lo es la American iron and steel institute AISI), la cual es la encargados a de manejar normas técnicas de aceros y su variedad de aleaciones.Además es importante hacer mención de la diferentes características de los materiales aleados en cuanto a su durabilidad características fiscas, químicas, e inclusive las características eléctricas.
OBJETIVOS
Objetivo GeneralInvestigar nuevos aspectos de la química y/o apliquen los conocimientos adquiridos en la asignatura de los diferentes aspectos de la ingenieria
Objetivos Específicos
Adquirir conocimientos adicionales sobre los procesos de obtención y/o de producción de los materiales de interés en las distintas áreas de la ingenieria (compuestos, mezclas o elementos).
Reconocer las aplicaciones de mayor importancia, Aspectos fundamentales y complementarios de la química. Aspectos económicos y ecológicos para conocer las implicaciones sobre nuestro medio ambiente por el uso de estas sustancias.
Diagrama de fases de Gibs

Mediante una regla sencilla que Gibbs dedujo originalmente, puede predecirse información útil en lo que respecta a los equilibrios de fases:
f = c – p + 2
donde c es el número de componentes y p es el número de fases presente en un sistema. El número de grados de libertad (f) proporciona el número de variables (presión, temperatura y composición) que debe fijarse para describir completamente al sistema.
Por ejemplo, en un gas puro, se tiene un solo componente y una sola fase, de modo que f = 2. Esto significa que para describir completamente al sistema, sólo tienen que conocerse dos de las tres variables P, V y T. La tercera variable puede calcularse a partir de las ecuaciones de estado.Si se considera el diagrama de fases del agua, en la región de la fase pura (sólido, líquido o gas), de nuevo se tienen dos grados de libertad, lo cual significa que la presión puede variarse independientemente de la temperatura. Sin embargo, a lo largo de las fronteras sólido-líquido, líquido-vapor o sólido-vapor, f= 1, en consecuencia, para cada valor de presión, sólo puede haber un valor específico de temperatura.
Por último, el punto triple, tiene 3 fases y el resultado de la ecuación es cero, es decir, el sistema está fijado totalmente y no es posible variación alguna.A diferencia de lo anterior, cuando existe más de un componente, por ejemplo, una solución binaria y las fases líquido-vapor están en equilibrio, la regla de las fases queda de la siguiente forma: f = 4-2 = 2. Como la temperatura es fija, cualquiera de una de las variables presión, fracción molar en el líquido o fracción molar en el gas es suficiente para describir el sistema
Diagrama de una sustancia pura
Los diagramas de fase más sencillos son los de presión - temperatura de una sustancia pura, como puede ser el del agua. En el eje de ordenadas se coloca la presión y en el de abscisas la temperatura. Generalmente, para una presión y temperatura dadas, el cuerpo presenta una única fase excepto en las siguientes zonas:
Punto triple: En este punto del diagrama coexisten los estados sólido, líquido y gaseoso. Estos puntos tienen cierto interés, ya que representan un invariante y por lo tanto se pueden utilizar para calibrar termómetros.Los pares (presión, temperatura) que corresponden a una transición de fase entre:
Dos fases sólidas: Cambio alotrópico;

Entre una fase sólida y una fase líquida: fusión - solidificación;Entre una fase sólida y una fase vapor (gas): sublimación - deposición (o sublimación inversa);Entre una fase líquida y una fase vapor: vaporización - condensación (o licuefacción).Es importante señalar que la curva que separa las fases vapor-líquido se detiene en un punto llamado punto crítico. Más allá de este punto, la materia se presenta como un fluido supercrítico que tiene propiedades tanto de los líquidos como de los gases. Modificando la presión y temperatura en valores alrededor del punto crítico se producen reacciones que pueden tener interés industrial, como por ejemplo las utilizadas para obtener café descafeinado.Es preciso anotar que, en el diagrama P-T del agua, la línea que separa los estados líquido y sólido tiene pendiente negativa, lo cual es algo bastante inusual. Esto quiere decir que aumentando la presión el hielo se funde, y también que la fase sólida tiene menor densidad que la fase líquida.
Diagramas binarios
Cuando aparecen varias sustancias, la representación de los cambios de fase puede ser más compleja. Un caso particular, el más sencillo, corresponde a los diagramas de fase binarios. Ahora las variables a tener en cuenta son la temperatura y la concentración, normalmente en masa. En un diagrama binario pueden aparecer las siguientes regiones:
Sólido puro o disolución sólidaMezcla de disoluciones sólidas (eutéctica, eutectoide, peritéctica, peritectoide)Mezcla sólido - líquidoÚnicamente líquido, ya sea mezcla de líquidos inmiscibles (emulsión), ya sea un líquido completamente homogéneo.Mezcla líquido - gasGas (lo consideraremos siempre homogéneo, trabajando con pocas variaciones da altitud).
Hay punto y líneas en estos diagramas importantes para su caracterización:
Línea de líquidus, por encima de la cual solo existen fases líquidas.Línea de sólidus, por debajo de la cual solo existen fases sólidas.Línea eutéctica y eutectoide. Son líneas horizontales (isotermas) en las que tienen lugar transformaciones eutécticas y eutectoides, respectivamente.Línea de solvus, que indica las temperaturas para las cuales una disolución sólida (α) de A y B deja de ser soluble para transformarse en (α)+ sustancia pura (A ó B).
Concentraciones definidas, en las que tienen lugar transformaciones a temperatura constante: Eutéctica, Eutectoide, Peritéctica, Peritectoide, Monotéctica, Monotectoide, Sintéctica, Catatéctica.
Un ejemplo de este fenómeno ocurre con el tungsteno, cuya temperatura de fusión ronda los 3500 K. Respecto de ella, la temperatura ambiente es muy baja, pero el funcionamiento de una lámpara con filamento de tungsteno eleva la temperatura a unos 2000 C: esta temperatura es suficientemente alta como para que comience a notarse el creep, provocándose deformaciones que finalmente hacen que el contacto entre espiras vecinas lleguen a quemar el filamento (vale la pena analizar una lámpara finada para corroborarlo).La mayoría de los metales se funden a temperaturas altas (por encima de 1000 K), y el creep se hace notorio cuando se trabaja a temperaturas medianamente cercanas a las de fusión; por este motivo, este fenómeno resulta poco familiar. Una excepción es el plomo, que se funde a 600 K, de manera que a temperatura ambiente puede observarse el creep, por ejemplo en cañerías de algunas instalaciones sanitarias.
Diagrama de solubilidad total
Regla de la palanca
Diagrama de solubilidad parcial
Es muy difícil establecer una clasificación precisa y completa para todos los tipos de acero existentes. Más difícil aún, es establecer una equivalencia exacta entre los aceros de diferentes denominaciones, ya que el ordenamiento de estos materiales en clasificaciones y normas difiere según el país de origen. En el caso de los aceros al Carbono comunes, los sistemas usuales de clasificación –SAE, AISI, COPANT, DIN, etc.- cubren apenas aquellos aceros hasta un porcentaje de Carbono del 1%. En el caso de los aceros aleados, la elaboración de sistemas de clasificación es más dificultosa aún, debido al constante nacimiento de nuevos tipos de acero, con la presencia de nuevos elementos de aleación. Aún así, para los tipos más comunes de aceros y las cantidades relativamente bajas de elementos aleantes, tanto la SAE, AISI y otras asociaciones técnicas, elaboraron sistemas de clasificación que atienden satisfactoriamente las necesidades de nuestro medio.Las normas internacionales son especificaciones que regulan la calidad de materiales utilizados en el industrial general (aleaciones de cobre, aluminio, aceros fundiciones, etc.) las cuales benefician y sirve de patrón a las empresas que manufacturan productos metálicos.
Estas especificaciones son reguladas y elaboradas en base a estudio de investigación que se llevan a cabo en laboratorios especializados y que son reconocidos a nivel internacional.
La norma AISI/SAE (también conocida por SAE-AISI) es una clasificación de aceros y aleaciones de materiales no ferrosos. Es la más común en los Estados Unidos.AISI es el acrónimo en inglés de American Iron and Steel Institute (Instituto americano del hierro y el acero), mientras que SAE es el acrónimo en inglés de Society of Automotive Engineers(Sociedad de Ingenieros Automotores).En 1912, la SAE promovió una reunión de productores y consumidores de aceros donde se estableció una nomenclatura y composición de los aceros que posteriormente AISI expandió.En este sistema los aceros se clasifican con cuatro dígitos. El primero especifica la aleación principal, el segundo indica el porcentaje aproximado del elemento principal y con los dos últimos dígitos se conoce la cantidad de carbono presente en la aleación
DIN es el acrónimo deDeutsches Institut für Normung (InstitutoAlemán deNormalización). El Deutsches Institut für Normung e.V. (su marca empresarial es DIN),TI OME VETE AH sede enBerlín, es el organismo nacional de normalización de Alemania. Elabora, en cooperación con elcomercio, la industria, laciencia, los consumidorese instituciones públicas, estándares técnicos (normas) para laracionalización y el aseguramiento de la calidad. El DIN representa los intereses alemanes en las organizaciones internacionales de normalización (ISO, CEI, entre otros.). El comité electrotécnico es la DKE en DIN y VDE (Frankfurt).El DIN fue establecido el 22 de diciembre de 1917 comoNormenausschuss der deutschen Industrie (NADI). El acrónimo DIN también ha sido interpretado como Deutsche Industrie Norm y Das Ist Norm.A través de la metodología empleada en la elaboración de las normas se pretende garantizar que sus contenidos correspondan con el «estado de la ciencia».
La UNI CEI EN ISO / IEC 17021 es el estándar internacional que define los requisitos para los organismos que la auditoría y certificación de sistemas de gestión en general por la calidad, el medio ambiente y la salud y seguridad de los trabajadores. Reemplaza la UNI CEI EN 45012 e ISO / IEC Guía 66 . El objetivo es garantizar que todas las partes interesadas de que los sistemas de gestión certificados cumplen con los requisitos definidos en la norma de referencia. Básicamente garantizar la credibilidad de las certificaciones.La primera edición de la norma fue publicada en 2006 . En 2011 se publicó una nueva revisión que se ve, los principales cambios , la inclusión de los requisitos para la realización y documentación de las auditorías externas , que han sido

asignados a la guía ISO 19011 , y algunos de los temas en esa línea por lo tanto, de guía, se incluyeron , en forma de un requisito para las auditorías de certificación en ISO 17021 . En la nueva revisión de 2011 se hacía referencia también especificadas ( en la forma de una exigencia es a título informativo ) para la selección y calificación de los organismos de certificación de recursos humanos en función de sus habilidades , la experiencia , la educación y la formación.
AFNOR (en francés; Association française de Normalisation) es la organización nacional francesa para la estandarización y miembro de la Organización Internacional para la Estandarización.El grupo AFNOR desarrolla sus actividades internacionales de normalización, provisión de información, certificación y ensayo a través de una red de filiales en toda Francia que son miembros de la asociación.