Trabajo Colaborativo No 3.0
64
TRABAJO COLABORATIVO No 3 SIMULADOR VIRTUAL PLANT DIANA MARCELA ESTUPIÑÀN CASTRO COD. 1010164932 OLGA LILIANA BERMEO GRISALES COD. 42.108.898 CARLOS ALBERTO ARAUZ ABRIL COD. 88187163 FABIO ALEJANDRO MARTINEZ OCHOA COD. 74379225 Ingeniería de Alimentos Tutor Ing. CARLOS PASTRANA UNIVERSIDAD ABIERTA Y A DISTANCIA, UNAD ESCUELA DE CIENCIAS BÀSICAS, TECNOLOGIA E INGENIERÌA COLOMBIA
-
Upload
frijoldrilo -
Category
Documents
-
view
446 -
download
3
Transcript of Trabajo Colaborativo No 3.0
TRABAJO COLABORATIVO No 3
SIMULADOR VIRTUAL PLANT
DIANA MARCELA ESTUPIÑÀN CASTRO
COD. 1010164932
OLGA LILIANA BERMEO GRISALES
COD. 42.108.898
CARLOS ALBERTO ARAUZ ABRIL
COD. 88187163
FABIO ALEJANDRO MARTINEZ OCHOA
COD. 74379225
Ingeniería de Alimentos
Tutor
Ing. CARLOS PASTRANA
UNIVERSIDAD ABIERTA Y A DISTANCIA, UNAD
ESCUELA DE CIENCIAS BÀSICAS, TECNOLOGIA E INGENIERÌA
COLOMBIA
2013
INTRODUCCION

Con el presente trabajo se pretende profundizar y asimilar los conceptos estudiados durante el estudio de la Unidad 3 del Módulo de Transferencia de Momentum, inicialmente relacionando las formulas encontradas en el transcurso de la Unidad y resolviendo una serie de ejercicios aplicativos donde se reforzaran los conocimientos y se aplicaran las formulas descritas en la primera fase de este trabajo como una forma de ponerlos en práctica, con el fin resolver las posibles dudas que hayan quedado durante el proceso de estudio de esta unidad.
Igualmente estaremos aplicando los conocimientos al desarrollar las prácticas en el software de plantas virtuales de la UNAD, donde se simularan los diferentes procesos vistos en la unidad como lo son la Molienda, Sedimentación, Tamizado, Transporte mecánico de sólidos y el Transporte neumático de sólidos, obteniendo datos que deberán ser analizados de acuerdo a las diferentes variables observadas, buscado cumplir el objetivo de analizar y concluir al respecto de los resultados obtenidos con el fin de poner en practica los conocimientos y habilidades de cada uno de los integrantes del grupo.
OBJETIVO

Relacionar las formulas encontradas en el transcurso de la Unidad 3 del Módulo de transferencia de Momentum, y realizar ejercicios practicos sobre el tema visto según la bibliografía referente, con el fin de aplicar los conocimientos adquiridos con el estudio de dicha unidad.
Aplicar y desarrollar las actividades propuestas en el virtual plant para el refuerzo de la temática estudiada
FORMULAS UNIDAD 3. OPERACIONES CON SOLIDOS
CAPITULO 7. REDUCCION DE TAMAÑO
Lección 31. Clases de reducción de tamaño

Esfuerzo: σ=F /A
Lección 32. Equipos para reducción de tamaño
Esta lección trata de la descripción de los equipos usados para la reducción de tamaño. No se encuentran formulas para relacionar.
Lección 33. Aplicaciones de la operación de reducción de tamaño en productos alimenticios fibrosos
Factor de reducción de tamaño RR= Tamañomedio delinsumoTamañomediodel producto
Lección 34 Criterios de reducción mecánica.
En esta lección se hace énfasis criterios que permiten seleccionar eficientemente cualquiera de estos equipos, pero no se encuentran formulas como tal.
Lección 35. Modelos de operaciónEn esta lección se definen los diferentes tipos de instalación útil para determinada reducción de tamaño. No se encuentran formulas para relacionar.
CAPITULO 8 – SEPARACIONES MECANICAS
Lección 36 La operación de cribado
Área abierta de la tela de alambre de malla cuadrada
P= ∅ 2
(∅+D )2×100=(∅M )2×100
En donde:P = % de área abiertaM = MallaØ = Tamaño de la aberturaD = Diámetro del alambre
Eficiencia: E=R x db
En donde: E = EficienciaR = % de partículas finas que pasan por la cribad = % de partículas mas finas que el tamaño diseñado en la selecciónb = % de partículas mas finas que el tamaño diseñado, en la alimentación de la criba.

Otra forma de expresar la eficiencia de a cuerdo a la cantidad de partículas de tamaño mayores, es:
E=O xCA
En donde:O = % partículas de tamaños grandes sobre la cribaC = % más grueso que el tamaño diseñado en las partículas mayores de la criba.A = % más grueso que el tamaño diseñado en la alimentación de la criba.
Lección 37 Tamizado
Calculo de la abertura: Dc=(Pulgadas (en cms )¿¿≠malla)−diametro del hilo ¿
Balance de Materiales
A: Masa de material A en kg/hrB: Masa de material B en kg/hrT: Masa total por tamizan en kg/hrG: Fracción retenida en la parte superior o gruesos en kg/hr F: Fracción que pasa a la corriente inferior o fina en kg/hr X1: Fracción del material A en el total.Xg: Fracción del material A en el gruesos.Xf: Fracción del material A en los finos. Yt: Fracción del material B en el total.Yg: Fracción del material B en los gruesos. Yf: Fracción del material b en los finosPara el material B las fracciones son
Y t=1−X tY g=1−X gY f=1−X f
Balance para el tamiz es: T=F+G
Para el material A: T XT=F X F+G XG
Para el material B: T Y T=FY F+GY G
FT
=XT−X G
X F−XG
=XG−XT
XG−XF
GT
=Y T−Y F
Y G−Y F
FT
=Y G−Y T
Y G−Y F

Eficiencia del tamizado material a: Ea=G XG
T XT
Eficiencia del tamizado material b: Eb=F Y F
T Y T
Eficiencia global: E=XG (1−X T )
T 2 XT (1−XT )
Lección 38 Filtración
Tiempo de filtración: t= CV 2
A2∆ P
Siendo:t: tiempo de filtraciónC: constante de filtraciónV: volumen del filtrado P: caída de presión a través de la torta.
Constante de filtración esta definida por = C= ρ×μ2K ¿¿
Con:
µ: viscosidad del filtradoρ: densidad del filtradoρs: densidad de los sólidos en la tortax: espesor de la tortaX: porosidad de la torta.K: permeabilidad del lecho
Tasa de filtración: dVdT
= A2∆ P2CV V
Velocidad de Sedimentación:
Fa=G−E
Donde G representa el peso de la partícula y E el empuje que ésta recibe por estar inmersa en un líquido
G=g . τ . ρsDonde τ es el volumen y ρs es la masa especifica de la partícula.Empuje: E=g . τ . ρ
Donde τ es el volumen desalojado por la partícula y ρ la masa especifica del agua.

Fuerza activa:Fa=g . τ .(ρs−ρ)
Velocidad uniforme: V s=√ 4.g . (ps−p )d p
3.Cd . p Ley de Newton de la sedimentación
Para Re<0.5
V S=g18
(ps−p )μ
d p2= g18
d p2
v(δ−1 ) Ecuacionde Stokes
Lección 40. Centrifugación
Aceleracion: G=velocidad angular2 xradio de giro G=velocidad angular+radio
CAPITULO 9 DESCRIPCION DE EQUIPOS
Lección 41. Bombas
En esta lección se trata lo relacionado con las diferentes bombas existentes, su operación y sus partes. No se encuentran formulas para relacionar.
Lección 42 COMPRESORESLección 43 Ventiladores y sopladoresLección 44 Colectores de polvo, ciclones y refrigeradores de gasesLección 45 Mecanismos para producir el vacio
En estas cuatro últimas lecciones se habla al respecto de la operación de los equipos mencionados. No se encuentran formulas para relacionar.
1. Determinar la fuerza requerida para triturar granos de maiz, teniendo presente que la resistencia a la compresión es 550 N/ cm2 y se tiene un área de impacto de 0,001 cm2.
Solución: El esfuerzo de compresión a aplicar debe ser mayor que la resistencia; tomando un esfuerzo de 450 N / cm2, la fuerza requerida es: F=PxAReemplazando en la formula, F = 550 x 0,001 = 0,55 N
2. Determinar la fuerza de cizalladura en un molino de cuchillas para corte

de vegetales que presentan una resistencia de 600 N / cm2 El máximo largo de corte es de 3 centímetros y el espesor de la cuchilla es de 0,0003 centímetros.
Solución: La fuerza para la cual debe diseñarse el molino corresponde a la máxima aplicado cuando la cuchilla a su vez corte el máximo largo. Para el máximo largo, el área de aplicación de la fuerza es A = 3 x 0.0003 =0,0009 cm y la fuerza requeridas esF = 600 x 0,0009 = 0,54 N
3. Una planta que dispone de tres etapas de trituración, donde la primera etapa está constituida por una trituradora de mandíbulas con una razón de reducción igual a 3, con un secundario constituido por un cono de razón de reducción igual a 4 y finalmente un terciario constituido por un impactor de eje vertical de razón de reducción igual a 7. Teóricamente con estos datos, un fragmento de roca que entrara en el primario con una dimensión de 750 mm, ¿con qué dimensión esperable saldría por el terciario?
Podemos calcular la razón de reducción de todas las etapas, siendo ésta: 3x4x7 = 84Luego con este valor de reducción de las tres etapas, un tamaño de entrada de 750 mm en el primario, teóricamente se reduciría hasta un tamaño en el producto del terciario de:750 mm/84 = 8.93 m
4. Para caracterizar la filtración de una suspensión de sólido fino en agua, se realizaron experiencia a presión constante (10 psi) en el laboratorio, con un filtro de 45.6 [cm2] de área. La concentración del sólido fue de 0.1 [kg/l]. Al respecto, se formaron diferentes queques, se midió el caudal de filtración y se pesó el queque húmedo y seco. Los resultados se presentan en Tabla 1.

Por secado y pesaje se determinó que el queque era incompresible y la razón, M w/M C = 1.13Calcular: a) El volumen de filtrado recogido en cada experiencia
a) Volumen filtrado recogido. A partir de un balance de agua (cantidades se expresan en función de M C = masa de queque formado).
Agua que ingresa con la pulpa X[l], si concentración de la pulpa es 0.1 [kg/l]X = M C/0.1 [l] de agua.Agua retenida en el queque Y [l], a partir de: M w/M C= 1.13M w= M C+ Y’Y’
= 0.13· M C [kg] de agua Y = Y’/ ρ= 0.13· M C/ ρ [l] de agua
5. Una lechada se filtra por cochadas en un filtro de caída de presión constante de 55 psig formando al cabo de una hora una torta incompresible de 3/4 de pulgada, con un volumen de filtrado de 1000 galones. El lavado del filtro demanda 150 galones de agua fresca, en condiciones similares a las de la filtración. Asumiendo que el filtrado tiene iguales propiedades a las del agua y que el material filtrante no opone resistencia al flujo determinar:
a) Los galones filtrados en 24 horas.
Para determinar el volumen filtrado se debe establecer el número de cochadas efectuadas en las 24 horas. Este número de cochadas a la vez depende del tiempo total de operación por cochada, que involucra también el tiempo de lavado con agua fresca.Como se establece que las condiciones de lavado son iguales a las de la filtración, El flujo de lavado es el mismo que se tiene cuando termina la filtración.El tiempo de lavado se determina estableciendo el tiempo de filtración de los 150 galones.Para la finalización de la filtración, aplicando la ecuación se puede determinar la relación A2 /C, así:
Al final de la filtración la tasa de filtración es: Aplicando la ecuación
303,03x55/(2*1000)=8,33gal/minEl tiempo de lavado será de tL = 150 / 18,33 = 18 minutos.La cochada para filtrar 1.500 galones demanda 60 minutos para filtración3 minutos para drenar el filtro de lechada

2 minutos para llenar el filtro con agua18 minutos para lavado6 minutos para abrir, vaciar y cerrar el filtro.2 minutos para llenar el filtro con lechada91 minutos en total.Lo filtrado en las 24 horas será:18 x 60 x 1000 / 91 = 11868,13 galones
6.
.


7. Un análisis granulométrico de azúcar en polvo mostró los siguientes resultados. Calcular el diámetro de la masa promedio de la muestra.
Abertura del tamiz (µm)
Masa retenida (%)
12,5 13,87,5 33,64 35,22,50 12,80,75 4,6
Solución:Los porcentajes acumulativos son los siguientes.Para encontrar el diámetro medio de masa, se debe encontrar” d” la siguiente así:
Diámetro medio de las partículas d (µm)
m % d
0,375 4,6 1,7251,625 12,8 20,83,25 35,2 114,45,75 33,6 193,210,0 13,8 138,0
total 100,0 468,125
A partir de la ecuación d v=∑ d
∑ m
Diámetro medio de masa = 468,125100
=4,68µm
Abertura del tamiz (µm)
12,5 7,5 4 2,5 0,75
Porcentaje acumulado 13,8 47,4 82,6 95,4 100
8. Un alimento es molido de 6 mm a 0,0012 mm utilizando un motor de 10 V. Sería este motor adecuado para reducir el tamaño de las partículas a 0,0008 mm? Utilice la ecuación de Rittinger y que 1 hp = 745.7 W.
Solución:
Utilizamos la ecuación de energía

E=kR ¿ - 1d1
¿
Donde KR=Constante de Rittinger
7457=KR( 1
0,0012∗10−3 )−( 1
6∗10−3 )
Por lo tanto: KR=( 7457
11,2
∗10−6
−16∗10−3 )=0,0089
Para producir partículas de 0,0008 mm
E=0,0089 1
0,0008∗10−3− 1
6∗10−3=11123w
1 hp = 745.7 W Entonces 11123 w = 15 hp
9. Una centrífuga de tazón se utiliza para romper una emulsión de aceite-en-agua determinar el radio de la zona neutral con el fin de colocar el tubo de alimentación correctamente. (Suponga que la densidad de la fase continua es de 1000kgm−3 y la
densidad del aceite es de 870kg m−3. Los radios de salida de la centrífuga son 3 cm y 4,5 cm.)Solución
rn=∑ ⌊1000¿¿¿
√2,025−0 ,783
130
= 0,097 m
10. Una Cerveza con una gravedad específica de 1,042 y una viscosidad de 1,40*
10−3Nsm−2 contiene 1,5% de sólidos que tienen una densidad de 1160 kg m−3. Se
clarifica a razón de 240 l h−1 en una centrífuga de tazón que tiene un volumen de
operación de 0,09 m3 y una velocidad de 10 000 min−1 . El recipiente tiene un

diámetro de 5,5 cm y está equipado con una salida de 4 cm. Calcular el efecto sobre
la velocidad de alimentación de un aumento de la velocidad del recipiente 15 000
revoluciones por minuto−1 y el Tamaño de partícula mínimo de revoluciones que se
puede obtener a la velocidad más alta.
Solución
Q=D2W 2 ( ρs−ρ )V18µln¿¿
Caudal inicial Q1= D2(2 πN 160 )
2
( ρs−ρ )V
18µln ¿¿
Nuevo caudal Q2= D2(2 πN 260 )
2
( ρs−ρ )V
18µln ¿¿
Como todas las condiciones excepto la velocidad del recipiente siguen siendo los
mismos:
Q2
Q1
=( 2 πN 260 )
2
(2 πN 160 )2
Q2
2403600
=( 2∗3,142∗1500060 )
2
( 2∗3,142∗1000060 )2
Por Lo Tanto
Q2=0,15 Ls−1 = 540Lh−1
Para encontrar el tamaño mínimo de partícula
D2=Q2=Q2 ⌈ 18 µln(rw /r)⌉w2(ρs−ρ)V
Q2 ⌈ 18µln(rw/ r)⌉2πN2/60( ρs−ρ)V
= 0,015¿¿

√2,33∗10−4
2,62∗107
= 6,8 µm
FORMULAS UNIDAD 3. OPERACIONES CON SOLIDOS
CAPITULO 7. REDUCCION DE TAMAÑO
Lección 31. Clases de reducción de tamaño
Esfuerzo: σ=F /A
Lección 32. Equipos para reducción de tamaño
Esta lección trata de la descripción de los equipos usados para la reducción de tamaño. No se encuentran formulas para relacionar.
Lección 33. Aplicaciones de la operación de reducción de tamaño en productos alimenticios fibrosos
Factor de reducción de tamaño RR= Tamañomedio delinsumoTamañomediodel producto
Lección 34 Criterios de reducción mecánica.
En esta lección se hace énfasis criterios que permiten seleccionar eficientemente cualquiera de estos equipos, pero no se encuentran formulas como tal.
Lección 35. Modelos de operaciónEn esta lección se definen los diferentes tipos de instalación útil para determinada reducción de tamaño. No se encuentran formulas para relacionar.
CAPITULO 8 – SEPARACIONES MECANICAS
Lección 36 La operación de cribado
Área abierta de la tela de alambre de malla cuadrada
P= ∅ 2
(∅+D )2×100=(∅M )2×100

En donde:P = % de área abiertaM = MallaØ = Tamaño de la aberturaD = Diámetro del alambre
Eficiencia: E=R x db
En donde: E = EficienciaR = % de partículas finas que pasan por la cribad = % de partículas mas finas que el tamaño diseñado en la selecciónb = % de partículas mas finas que el tamaño diseñado, en la alimentación de la criba.
Otra forma de expresar la eficiencia de a cuerdo a la cantidad de partículas de tamaño mayores, es:
E=O xCA
En donde:O = % partículas de tamaños grandes sobre la cribaC = % más grueso que el tamaño diseñado en las partículas mayores de la criba.A = % más grueso que el tamaño diseñado en la alimentación de la criba.
Lección 37 Tamizado
Calculo de la abertura: Dc=(Pulgadas (en cms )¿¿≠malla)−diametro del hilo ¿
Balance de Materiales
A: Masa de material A en kg/hrB: Masa de material B en kg/hrT: Masa total por tamizan en kg/hrG: Fracción retenida en la parte superior o gruesos en kg/hr F: Fracción que pasa a la corriente inferior o fina en kg/hr X1: Fracción del material A en el total.Xg: Fracción del material A en el gruesos.Xf: Fracción del material A en los finos. Yt: Fracción del material B en el total.Yg: Fracción del material B en los gruesos. Yf: Fracción del material b en los finosPara el material B las fracciones son
Y t=1−X tY g=1−X gY f=1−X f
Balance para el tamiz es: T=F+G
Para el material A: T XT=F X F+G XG

Para el material B: T Y T=FY F+GY G
FT
=XT−X G
X F−XG
=XG−XT
XG−XF
GT
=Y T−Y F
Y G−Y F
FT
=Y G−Y T
Y G−Y F
Eficiencia del tamizado material a: Ea=G XG
T XT
Eficiencia del tamizado material b: Eb=F Y F
T Y T
Eficiencia global: E=XG (1−X T )
T 2 XT (1−XT )
Lección 38 Filtración
Tiempo de filtración: t= CV 2
A2∆ P
Siendo:t: tiempo de filtraciónC: constante de filtraciónV: volumen del filtrado P: caída de presión a través de la torta.
Constante de filtración esta definida por = C= ρ×μ2K ¿¿
Con:
µ: viscosidad del filtradoρ: densidad del filtradoρs: densidad de los sólidos en la tortax: espesor de la tortaX: porosidad de la torta.K: permeabilidad del lecho
Tasa de filtración: dVdT
= A2∆ P2CV V
Velocidad de Sedimentación:
Fa=G−E

Donde G representa el peso de la partícula y E el empuje que ésta recibe por estar inmersa en un líquido
G=g . τ . ρsDonde τ es el volumen y ρs es la masa especifica de la partícula.Empuje: E=g . τ . ρ
Donde τ es el volumen desalojado por la partícula y ρ la masa especifica del agua.
Fuerza activa:Fa=g . τ .(ρs−ρ)
Velocidad uniforme: V s=√ 4.g . (ps−p )d p
3.Cd . p Ley de Newton de la sedimentación
Para Re<0.5
V S=g18
(ps−p )μ
d p2= g18
d p2
v(δ−1 ) Ecuacionde Stokes
Lección 40. Centrifugación
Aceleracion: G=velocidad angular2 xradio de giro G=velocidad angular+radio
CAPITULO 9 DESCRIPCION DE EQUIPOS
Lección 41. Bombas
En esta lección se trata lo relacionado con las diferentes bombas existentes, su operación y sus partes. No se encuentran formulas para relacionar.
Lección 42 COMPRESORESLección 43 Ventiladores y sopladoresLección 44 Colectores de polvo, ciclones y refrigeradores de gasesLección 45 Mecanismos para producir el vacio
En estas cuatro últimas lecciones se habla al respecto de la operación de los equipos mencionados. No se encuentran formulas para relacionar.

Fase 2. Realizar las actividades de las cinco (5) últimas prácticas virtuales propuestas en el software plantasvirtuales.unad.edu.co
PRACTICA No. 10. Molienda
En el proceso de producción de harina de trigo y más propiamente en la elaboración de fécula, después de un análisis por tamizado y anterior a una separación de finos por medio de mallas, es necesario la reducción de tamaño, mediante la operación de molienda, que le da a la partícula el tamaño adecuado para facilitar la operación de separación.Los lotes de granos de trigo son dirigidos a un molino de rodillos para reducir su tamaño y almacenarlos como harina. Desarrollando esta práctica el usuario podrá establecer el consumo de energía en el molino en relación con el tamaño final de las partículas (determinado por la distancia entre los rodillos) y el flujo de alimentación de las semillas.
Fundamentación Teórica
Consumo de potencia según la ley de Bond
Descripción de la práctica: En esta práctica, el usuario deberá variar la alimentación del material de proceso y la separación entre los rodillos para registrar como datos de salida la potencia consumida por el molino
ResumenEn el procesos de producción de harina de trigo y más propiamente en la elaboración de fécula, después de un análisis por tamizado y anterior a una separación de finos por medio de mallas, es necesario la reducción de tamaño, mediante la operación de molienda, que le da a la partícula el tamaño adecuado para facilitar la operación de separación. Los lotes de granos de trigo son dirigidos a un molino de rodillos para reducir su tamaño y almacenarlos como harina. Desarrollando esta práctica el usuario podrá establecer el consumo de energía en el molino en relación con el tamaño final de las partículas (determinado por la distancia entre los rodillos) y el flujo de alimentación de las semillas.
Objetivo General Estudiar el comportamiento dinámico de un equipo de reducción de tamaño de partículas.
Parámetros
Variables
ProcedimientoEn esta práctica, el usuario deberá variar la alimentación del material de proceso y la separación entre los rodillos para registrar como datos de salida la potencia consumida por el molino.
Variables de entrada y salida
Variables de entrada Carga de material. Distancia entre los rodillos.
Variables de salida La potencia consumida por el molino, traducida en corriente de alimentación.
Guía de simulación
Equipos
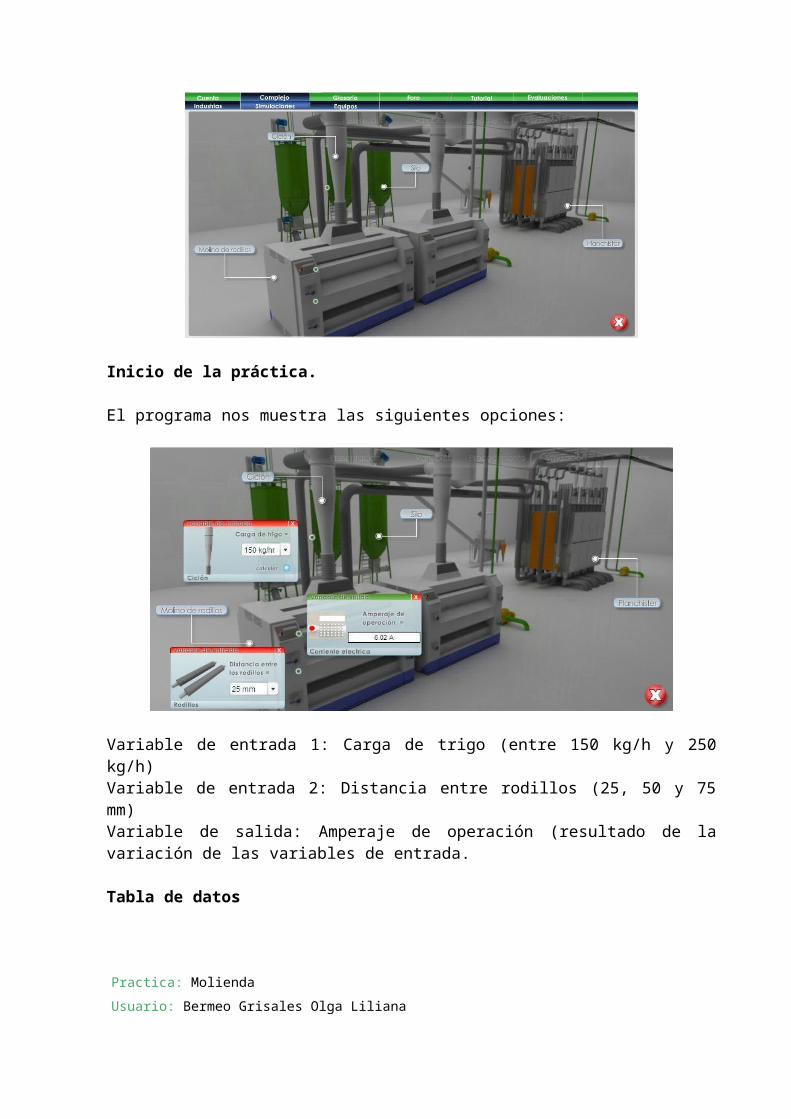
Inicio de la práctica.
El programa nos muestra las siguientes opciones:
Variable de entrada 1: Carga de trigo (entre 150 kg/h y 250 kg/h)Variable de entrada 2: Distancia entre rodillos (25, 50 y 75 mm)Variable de salida: Amperaje de operación (resultado de la variación de las variables de entrada.
Tabla de datos
Practica: Molienda
Usuario: Bermeo Grisales Olga Liliana
Entrada Salida
Carga de trigo (kg/hr) Distancia entre los rodillos (mm) Amperaje de operación (A)
150 25 6,02
160 25 6,42

170 25 6,82
180 25 7,22
190 25 7,62
200 25 8,02
210 25 8,43
220 25 8,83
230 25 9,23
240 25 9,63
250 25 10,03
150 50 3,71
160 50 3,96
170 50 4,2
180 50 4,45
190 50 4,7
200 50 4,95
210 50 5,19
220 50 5,44
230 50 5,69
240 50 5,94
250 50 6,18
150 75 3,02
160 75 3,22
170 75 3,42
180 75 3,63
190 75 3,83
200 75 4,03
210 75 4,23
220 75 4,43
230 75 4,63
240 75 4,83
250 75 5,04
Gráfico

150 160 170 180 190 200 210 220 230 240 2502
3
4
5
6
7
8
9
10
11
Amperaje de operacion para diferentes cargas de trigo y distintas distancias entre Rodi-llos
Amperaje a 25 mm entre rodillos(A)
Amperaje a 50 mm entre rodillos (A)
Amperaje a 75 mm enrte rodillos(A)
Carga de trigo en kg/h
Amperaje
Resultados:
El grafico obtenido corresponde a los amperajes obtenidos consecuencia de la variación de carga de producto a una rata de 150 kg/h hasta 250 kg/h con un delta entre mediciones de 10 kg/h y además por la variación de un segundo parámetro, la distancia entre rodillos en tres diferentes posiciones 25mm, 50 mm y 75mm.Se observan entonces tres graficas lineales ascendentes con mayor pronunciación (mayor pendiente) en la línea correspondiente al amperaje obtenido cuando se usa el rodillo de 25 mm de distancia entre ellos.
Análisis de datos:
Después de obtener la grafica para cada variable, podemos decir que existe una mayor incidencia en el amperaje por el cambio de la carga de trigo, para el valor de distancia entre rodillos de 25mm, con un aumento entre valores de 0.40 A aproximadamente, iniciando con 6.02 y llegando a un máximo de 10.03.
Por el contrario en el caso de la distancia entre rodillos de 50mm se ve un sistema mas cómodo desde el inicio de la secuencia de variación de carga, ya que va de 3.71A, hasta un máximo de 6.18 A, prácticamente el valor de inicio del análisis anterior. A demás el incremento se hace de forma gradual a un valor de 0.25 A, casi a la mitad del valor para los 25mm anteriormente analizado.En el caso de la distancia de 75mm, se observan valores aun mas bajos de amperaje para los mismos valores de carga, obteniendo un aumento entre mediciones de 0.2A, iniciando en un cómodo valor de 3.02 A, hasta un máximo de 5.04A. Siendo este el sistema con menor consumo de potencia de los tres analizados.

Conclusiones
Podemos concluir que a mayor distancia entre los rodillos es menor el consumo de potencia y viceversa, con lo que podemos establecer que el consumo de energía en el molino es mayor cuando la distancia entre los rodillos es menor lo que se traduce en el tamaño final de las partículas más finas y el flujo de alimentación de las semillas más alto.
De allí que se presente transferencia de calor hacia la harina producida, pero esto es corregido con el uso de un sistema de un sistema de refrigeración en los cilindros.
PLANTAS VIRTUALES

PRACTICA 11: SEDIMENTACIONResumen
Entre las primeras etapas de producción de vino blanco, se encuentra el procedimiento de clarificación para retirar impurezas y partículas contaminantes que lleva el mosto, y que pueden afectar las características organolépticas del producto. Esta separación se efectúa en un tanque cilíndrico clarificador ubicado antes del tanque de fermentación. En esta práctica se describirá el fenómeno de sedimentación de estas partículas.
Objetivo General
Estudiar el funcionamiento de un sedimentador utilizado en el asentamiento de una fase sólida dispersa.
Objetivo Específico
Determinar el efecto del caudal en el tiempo requerido para que una partícula promedio sedimente
Lista de equipos S-101-SedimentadorRestricciones
Las partículas sólidas en suspensión tienen una forma aproximadamente esférica.Se considera sedimentación libre.
La sedimentación de las partículas ocurre a su velocidad terminal con respecto al fluido.
Las partículas están distribuidas homogéneamente en ellíquido al momento de ingresar a la zona de sedimentación.
nombre simbolo descripcion Valor Valor Valor unida instrumentoinicial minimo máximo d
Caudal de Q flujo masico 4 2 6alimentacio den alimentacionConcentrac Cu Concentracio 22 12 40 Kgion de n de solidos solidsolidos deseada os/mdeseada 3alim
entoTiempo de t Tiempo de 6,0 5,50 6,60 hsedimentac sedimentacioio

VARIABLES
Parámetros simbolo valor unidadgravedad g 9,8 m/s2Propiedades del vino simbolo valor unidadDensidad de particula Pp 1603 Kg/m3
Densidad del mosto Pf 1095 Kg/m3
Diametro de particula µ 0,02 Kg/m*sDiametro de particula Dp 0,0001 mConcentracion de la Co 25,45 Kgsolidos/m3alimentoalimentacion
Procedimiento
El usuario determinará un caudal de alimentación y una concentración de sólidos deseada, posteriormente obtendrá el tiempo requerido para lograr dicha concentración en el caudal alimentado.
Variables de entrada y salida
Variables de entrada
Caudal de alimentación.
Concentración de sólidos requerida.
Variables de salida
Tiempo necesario para la sedimentación.
SIMULACION

De acuerdo a las guías alimentamos las variables de entrada según rangos y tabulamos (15 datos)
Con un caudal de 2 m3/h
Con un caudal de 3 m3/h

Con un caudal de 4 m3/h
Con un caudal de 5 m3/h
Con un caudal de 6 m3/h
Con un caudal de 7m3/h

Con un caudal de 8 m3/h

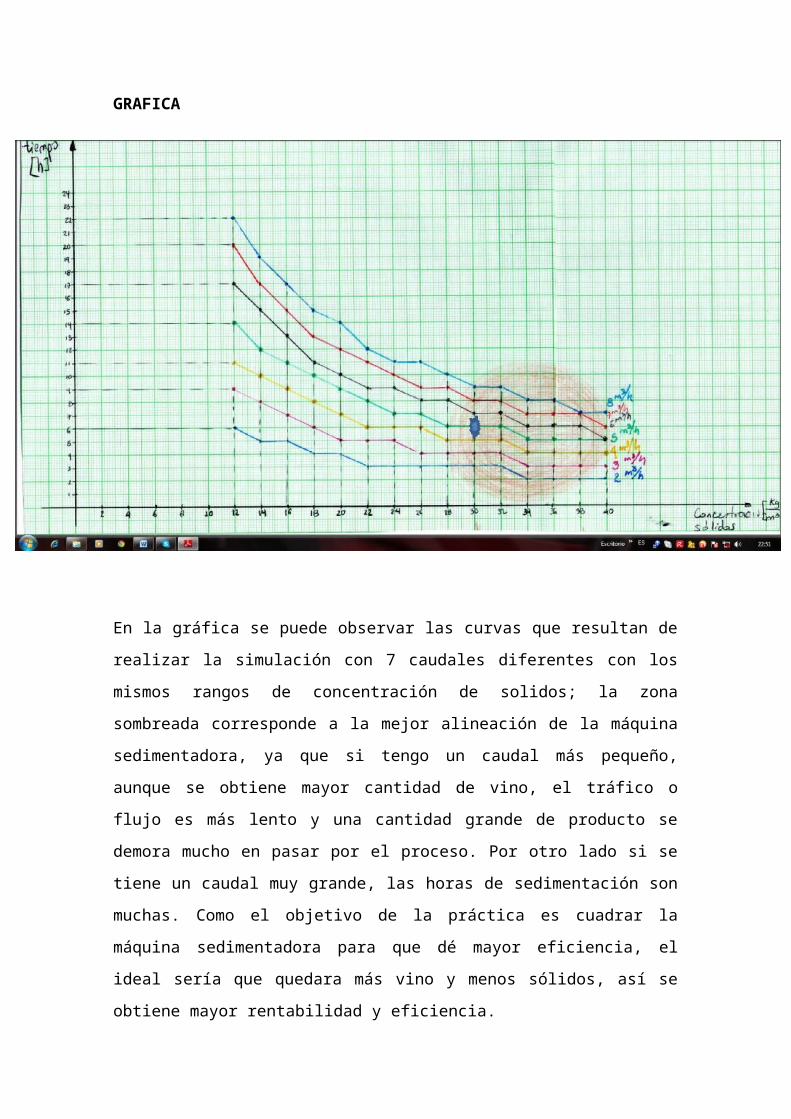
GRAFICA
En la gráfica se puede observar las curvas que resultan de realizar la
simulación con 7 caudales diferentes con los mismos rangos de concentración
de solidos; la zona sombreada corresponde a la mejor alineación de la
máquina sedimentadora, ya que si tengo un caudal más pequeño, aunque se
obtiene mayor cantidad de vino, el tráfico o flujo es más lento y una cantidad
grande de producto se demora mucho en pasar por el proceso. Por otro lado si
se tiene un caudal muy grande, las horas de sedimentación son muchas. Como
el objetivo de la práctica es cuadrar la máquina sedimentadora para que dé
mayor eficiencia, el ideal sería que quedara más vino y menos sólidos, así se
obtiene mayor rentabilidad y eficiencia.
Si se tomara como ejemplo un volumen de 50.000 litros se tendría
los siguientes resultados para el mínimo caudal y el máximo caudal:
Para una concentración de 12 kg/m3 con un volumen de 50.000 litros
caudal Horas de Tiempo en pasar el Vino obtenido
sedimentación fluido
2 6 horas 25 horas 49400 litros
8 22 horas 6,25 horas 49400 litros
Para una concentración de 40 kg/m3 con un volumen de 50.000 litros
caudal Horas de Tiempo en pasar el Vino obtenido
sedimentación fluido
2 2 horas 25 horas 48000 litros
8 7 horas 6,25 horas 48000 litros
No me serviría ninguno de los anteriores por que el que me da más eficiencia
en cantidad de vino, me emplea demasiado tiempo en procesar todo el lote,
ello puede traer consecuencias como la excesiva producción de color y sabor
alcohólico. Por otro lado, me serviría un rango de calibración del equipo que
me pase lo más rápido el fluido por el proceso, pero con la menor
concentración posible de sólidos y el menor tiempo de sedimentación. Por ello
la región sombreada es la que mejor me permite trabajar
Ejemplo para un volumen de 50000 litros (50m3), con una concentración de
sólidos de 30 kg por metro cubico, con un caudal de 5m3 por hora tendríamos :
caudal Horas de Tiempo en pasar el Vino obtenido
sedimentación fluido
5 6 horas 10 horas 48500 litros

PRÀCTICA No 12 TAMIZADO
Objetivo General
- Aplicar la técnica de tamizado para caracterizar y determinar el tamaño de un material sólido.
Objetivo Específico
- Determinar las propiedades granulométricas de varias muestras de un material sólido por medio de la técnica de tamizado, usando mallas estándar de la serie Tyler.
1. Procedimiento
El usuario seleccionará el número de la muestra a analizar, asignado en la práctica de molienda, y registrará luego del análisis el peso del material retenido en grupos de mallas como se describe en el algoritmo de cálculo.
1.1VARIABLES DE ENTRADA Y SALIDA
-Variables de entrada
. Número de la muestra a analizar.
Variables de salida
-Peso de sémola gruesa, sémola superior fina y semolina.
2. LISTA DE EQUIPOS
. Agitador de tamices tipo planchister.
. Mallas de tamizado, serie Tyler.

3.PARÁMETROS DE OPERACIÓN Y EQUIPOS
4. IMAGEN DE LA PRÀCTICA

5. SIMULACIÒN: para iniciar la simulación se deben activar los Equipos de la misma mediante la guía, así:
El desarrollo de esta simulación se baso en datos de un análisis granulométrico para arena encontrados en el libro Transferencia de momentum y manejo de sólidos referenciado en la bibliografía .Se definieron cuatro muestras con el mismo modelo de fracción retenida en las mallas, se vario la malla en que el material comienza a ser retenido, la distribución de partículas en las mallas para cada muestra.
6. RESULTADOS SIMULACIÒN
Tabla No 1 de datos

Se toman los valores calculados para cada muestra en cada una de las balanzas: 1,2 y 3, se describen a continuación:
Muestra Peso balanza 1 Peso balanza 2 Peso balanza 3
1 78 49 0
2 51 78 6
3 17 74 22
4 3 51 49
Tabla No 2 Datos vs porcentajes de cada fracción
MuestraPeso
balanza 1Peso
balanza 2Peso
balanza 3Sumatoria
(kg)porcentaje balanza 1
porcentaje balanza 2
porcentaje balanza 3
Total
1 78 49 0 127 61% 39% 0% 100%2 51 78 6 135 38% 58% 4% 100%3 17 74 22 113 15% 65% 19% 100%4 3 51 49 103 3% 50% 48% 100%
GRÀFICOS OBTENIDOS
Muestra No 1

Muestra No 2
Muestra 3

Muestra 4
7. ANÁLISIS DE DATOS Y GRÁFICOS
Para cada una de las muestras puede denotarse que cada una de las contiene mayor porcentaje de unas de las fracciones analizadas por granulometría, por

ejemplo la muestra 1 contiene 78kg, es decir un 61% de sémola gruesa, es decir este contiene mayor porcentaje de fracción de sémola gruesa(sémola de consumo directo), así como un 39% de sémola superior fina y ausencia de semolina en la muestra 1; en la muestra 2, hay mayor cantidad de fracción de sémola superior fina (58%)(Sémola de trigo duro mayoritariamente utilizada en la elaboración de pastas alimenticias, con una granulometría de más del 80% de sémola entre 180 micras y 400 micras), asimismo contiene una fracción de sémola gruesa y en menor cantidad de semolina.
Para la muestra 3, también predomina la cantidad de fracción presente de sémola superior fina, y casi en partes iguales de sémola gruesa (15%) y semolina (19%); en la muestra 4, hay un 50% de fracción de sémola superior fina y un 48% de semolina1 (Harina de trigo duro con una granulometría inferior a 250 micras). y en menor cantidad, casi ausente de fracción de sémola gruesa.
Es decir la muestra 2, es apta para la fabricación de pastas alimenticias por su granulometría característica, la muestra 4 puede ser indicada también para la fabricación de pastas o para panificación.
8. CONCLUSIONES
El tamizado es una de las técnicas más sencillas y básicas en una empresa de alimentos que maneje harinas, que permite seleccionar las mejores harinas o derivados de cereales aptos para cada uno de los procesos, ya que los porcentajes obtenidos de las fracciones analizadas (según los estándares que se tengan de granulometría para cada una de las muestras), permite determinar su uso o rechazo como materia prima.
1
PRACTICA 13 TRANSPORTE MEANICO DE SOLIDOS.
En el proceso de producción de jamón y más específicamente en las etapas de embutido, grapado y moldeado, es necesario hacer un transporte de las porciones embutidas que salen de la grapadora y van a la etapa de moldeo. Para tal propósito se utiliza una banda mecánica que nos facilita el transporte y recepción de las porciones de embutido. La práctica de transporte mecánico de sólidos permite al usuario determinar la demanda energética asociada al transporte mecánico del jamón variando su carga y la velocidad de transporte.
Objetivo general
Estudiar el funcionamiento de un sistema de transporte mecánico de sólidos.
Objetivo específico
Determinar la demanda de energía asociada al funcionamiento de una banda transportadora receptora y dosificadora de embutido, al variar su velocidad de operación y su carga.
SUPOSICIONES Y RESTRICCIONES
Las porciones de embutido cargadas a la banda transportadora tienen tamaño y peso homogéneo.
El factor de fricción, de las porciones de embutido sobre la banda transportadora, se considera constante.
PROCEDIMIENTO
En esta práctica el usuario deberá variar la carga de material alimentado a la tolva que está integrada al embutidor como cantidad a transportar (fijándola como set point al manipular la dimensión de la boquilla embutidora) y además deberá seleccionar la velocidad de la banda transportadora (una de tres opciones), la demandada de energía consumida por el motor del sistema de transporte.
VARIABLES DE ENTRADA Y SALIDA

Variables de entrada
Carga de material. Velocidad de la banda.
Variables de salida
Energía consumida por lote procesado.
LISTA DE EQUIPOS
EM–0501 Embutidora M–0501 Grapadora BT-101 Banda transportadora
PARÁMETROS DE OPERACIÓN Y EQUIPOS
VARIABLES ASOCIADAS A LA PRÁCTICA

Las variables asociadas a la práctica y sus principales características están reseñadas en la Tabla
FÓRMULAS
Al ingresar el valor de la carga Qi, valores opcionales para seleccionar por el usuario: Se determina la carga de material por metro lineal de cinta transportadora, que depende de F de la lista de valores de secciones de carga de la cinta transportadora.
Con el anterior valor de velocidad seleccionado, según el valor de F, y teniendo los parámetros de la banda trasportadora definidos determinamos la potencia de accionamiento de la banda Na
Potencia de accionamiento
Al tener definida la longitud L de la cinta transportadora, determinamos la potencia para guiar la cinta Ng.

Para que sumadas obtengamos la potencia total consumida por la cinta N.
De esta forma al considerar la eficiencia del motor.
Para determinar la energía consumida en KW·hr para el tiempo de operación de un lote de jamón procesado tenemos:
PRACTICA VIRTUAL.
Para el primer caso se establecen las variables de entrada de 2,014 tn/hr

Se obtiene la siguiente tabla de resultados.
Grafica 1. Vel vs potencia y consumo de energía del motor
Para el segundo caso la carga cambio a 1.944 tn/hr

Y presenta los siguientes resultados:
Grafica 2. Vel vs potencia y consumo de energía del motor
En este caso al disminuir la carga de entrada la pérdida de potencia es menor como podemos ver en las graficas y el consumo de energía es estable.
En el tercer caso se tiene una carga de 1.784 th/hr

Se obtiene la siguiente tabla de resultados:
Grafica 3. Vel vs potencia y consumo de energía del motor
Continuamos con la tendencia que a menor carga de entrada la potencia del motor es contante y el consumo de energía es estable.
Para el último caso tenemos una carga de entrada de 1,624 tn/hr
Y se observan resultados similares a los anteriores
Grafica 4. Vel vs potencia y consumo de energía del motor
CONCLUCIONES.

En la grafica de la primera práctica, con una carga fija de 2.014 tn/hr se puede apreciar mejor el comportamiento de las variables, tenemos una carga más elevada de material y a medida que se aumenta la velocidad de la banda transportadora aumenta la potencia del motor y el consumo de energía.
En las prácticas siguientes podemos observar el mismo comportamiento de la potencia y el consumo de energía pero ya no es tan apreciable y prácticamente se estabilizan las dos variables de salida
En el desarrollo de esta práctica se pudo observar el comportamiento de la potencia de los motores y su consumo de energía cuando se trabajan en bandas transportadoras y según los resultados la potencia y el consumo son directamente proporcionales a la velocidad con la que se trabaje y a la carga de la banda transportadora.