Tratamiento de RILES_Valencia España
58
1 TEXTIL-HOGAR Por: M a SOL MONTES MORLANES Técnica del Departamento de Vertidos Industriales Sanejament d'Aigües Generalitat Valenciana 1. INTRODUCCIÓN En general, la industria del sector textil abarca un amplio abanico de tareas que comienzan en la producción de fibras, natural es o artificiales, tienen como etapa intermedia la fabricación del tejido y acabado, y finalizan con su conversión en ropa, tejidos para el hogar y distintos productos industriales denominados "confección". El sector textil en la Comunidad Valenciana, se concentra mayoritariamen te entre las provincias de Valencia y Alicante, que agrupa la s comarcas de la Costera, la Vall d'Albaida, el Comtat y l'Alcoiá. Entre las cuatro suponen el 56,4% del empleo del sector. En se gundo lugar se sitúan otras comarcas como el Baix Vinalopó y el C anal de Navarrés , aunque co n un volume n de empleo más reducido en términos absolutos. En cuanto a la estructura empresarial, existe un predominio de la pequeña empresa donde la dimensión media es de 19,5 trabajadores. Esta estructura, excesivamente atomizada, reduce las posibles opciones estratégicas de las empresas, al hacer más difíciles las decisiones sobre inversiones elevadas en equipamiento, así como en la comerciali zación del producto situándolas en desventaja en las relaciones con proveedores y distribuidore s, y dificultando la respuesta ante las nuevas exigencias en materia medioambiental que impone la sociedad. El sector se divide a su vez en subsectores con una problemática medioambiental distinta; el más afectado es el subsector del ennoblecimiento textil también denominado "Ramo de agua". Dicho subsector, forma parte integrante de la cadena de producción y, por tanto, influye de manera decisiva en el precio del producto final. Consiste en el procesado de tejidos de géneros de punto y de c alada,
-
Upload
farancibiacarvallo -
Category
Documents
-
view
4.193 -
download
0
Transcript of Tratamiento de RILES_Valencia España
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 1/58
1
TEXTIL-HOGAR
Por: Ma SOL MONTES MORLANES Técnica del Departamento de Vertidos Industriales
Sanejament d'AigüesGeneralitat Valenciana
1. INTRODUCCIÓN
En general, la industria del sector textil abarca un amplio abanico de tareasque comienzan en la producción de fibras, naturales o artificiales, tienencomo etapa intermedia la fabricación del tejido y acabado, y finalizan con suconversión en ropa, tejidos para el hogar y distintos productos industrialesdenominados "confección".
El sector textil en la Comunidad Valenciana, se concentra mayoritariamenteentre las provincias de Valencia y Alicante, que agrupa las comarcas de laCostera, la Vall d'Albaida, el Comtat y l'Alcoiá. Entre las cuatro suponen el56,4% del empleo del sector.
En segundo lugar se sitúan otras comarcas como el Baix Vinalopó y el Canalde Navarrés, aunque con un volumen de empleo más reducido en términosabsolutos.
En cuanto a la estructura empresarial, existe un predominio de la pequeñaempresa donde la dimensión media es de 19,5 trabajadores.
Esta estructura, excesivamente atomizada, reduce las posibles opcionesestratégicas de las empresas, al hacer más difíciles las decisiones sobreinversiones elevadas en equipamiento, así como en la comercialización del
producto situándolas en desventaja en las relaciones con proveedores ydistribuidores, y dificultando la respuesta ante las nuevas exigencias enmateria medioambiental que impone la sociedad.
El sector se divide a su vez en subsectores con una problemáticamedioambiental distinta; el m ás afectado es el subsector delennoblecimiento textil también denominado "Ramo de agua". Dichosubsector, forma parte integrante de la cadena de producción y, portanto, influye de manera decisiva en el precio del producto final.
Consiste en el procesado de tejidos de géneros de punto y de calada,
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 2/58
2
hilos, flocas y no tejidos.
El sector realiza un gran número de operaciones antes de obtener elproducto final, involucrando a empresas que realizan procesos muydistintos.
Así pues, la industria textil de la comunidad Valenciana se caracterizapor:
• Estructura empresarial excesivamente atomizada. • Es un sector integrado por distintos subsectores, lo que dificulta larespuesta ante las exigencias medioambientales. • El subsector mas afectado es el del "ennoblecimiento textil" o ramo delagua, el cual forma parte integrante de la cadena de producción,influyendo decisivamente en el precio del producto final. • El alto componente de moda de su producción impide la formación de
stocks por parte del fabricante. • El carácter de bien de consumo duradero del producto textil da lugar a lacompra del producto para reposición, prescindiendo de él en épocasde crisis. • Se trata de un producto muy sensible a las variaciones de la rentadisponible en la economía doméstica.
2. MATERIAS PRIMAS MÁS UTILIZADAS
2.1. FIBRAS NATURALES
2.1.1. Vegetales como el algodón, lino o yute 2.1.2. Animales, como lana, pelos y seda 2.1.3. Minerales como asbestos, fibras minerales y vidrio
2.2. POLÍMEROS NATURALES
2.2.1. Acetato 2.2.2. Rayón 2.2.3. Proteínicas
2.3. POLÍMEROS SINTÉTICOS
2.3.1. Poliamida 2.3.2. Poliéster 2.3.3. Fibras acrílicas 2.3.4. Derivados polivinílicos 2.3.5. Otros
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 3/58
3
Los procesos de descrudado, desencolado, blanqueo y mercerizado amenudo se denominan pretratamiento o preparación; la tintura y estam-pación son procesos independientes y, por acabado se entiende eltratamiento químico final, aplicado a los artículos para dotarlos de las pro-piedades requeridas.
3. PROCESOS TEXTILES MÁS FRECUENTES EN EL SUBSECTORDEL ENNOBLECIMIENTO TEXTIL (RAMO DEL AGUA)
3.1. PREPARACIÓN
3.1.1. Desencolado-descrudado 3.1. 2. Blanqueo 3.1. 3. Mercerizado
3.2. TINTURA 3.3. ESTAMPACIÓN 3.4. APRESTOS Y ACABADOS
La fabricación de una tm de producto textil requiere de unas 200 tm deagua y se vierten un 90% de los productos químicos utilizados.
3.1. PREPARACIÓN
3.1.1. Desencolado-descrudado
La materia prima contiene impurezas naturales que serán eliminadasmediante el descrudado, y adicionadas, que lo serán, mediante lasoperaciones de desencolado.
Entre estas últimas, se encuentran biocidas que contienen fenolesclorados o sales metálicas, así como antipolillas para prevenir posiblesataques de larvas.
3.1. 1. 1. Impurezas naturales
Constituyen aproximadamente un 6% de la composición total de lafibra de algodón; el 7% es agua y el 83% restante, celulosa.
Entre ellas encontramos desde compuestos minerales como salespotásicas, sódicas, cálcicas y magnésicas, compuestos de hierro yfósforo, polvo y tierra, materias pépticas en forma de sales de ácidoscomplejos, las ceras que son ácidos grasos libres o ésteres de elevado
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 4/58
4
peso molecular (palmítico, oleico, esteárico...), hasta los residuospigmentarios como motas y tabacos cuya eliminación requieretratamien-tos enérgicos.
3.1.1.2. Impurezas adicionadas
Constituídas por los aceites empleados en el proceso de hilatura yencolantes para hilos de urdimbre.
Encolantes más usuales:
Almidones y derivados, carboximetilcelulosa, alcohol de polivinilo,acetato de polivinilo, polímeros acrílicos y poliésteres solubles.
En el caso de tejidos realizados con mezclas de fibras celulósicas y sin-téticas, se realizan idénticas operaciones, pero utilizando concentracio- nes de productos químicos inferiores así como procesos menos enérgicos.
En el caso de fibras sintéticas, se debe utilizar agua descalcificada.
3.1.2. Blanqueo
Aquellas impurezas coloreadas que no han sido eliminadas en la faseanterior deben ser destruidas mediante el empleo de agentes oxidantes
(soluciones acuosas de compuestos que contienen cloro o peróxidos).
El blanqueo de las fibras de poliéster, acrílicas y poliamida, en caso demuestras homogéneas, se corresponde con una tintura con agentesblanqueadores ópticos.
3.1.3. Mercerizado
Son todos aquellos procesos que confieren a las fibras celulósicas un brillopermanente y que comunican a la fibra una mayor capacidad de absorción
de los colorantes y provocan su retracción e hinchamiento.
3.2. TINTURA
Proceso mediante el cual, el tejido entra en contacto con una disolución odispersión de colorante, absorbiéndolo o reteniéndolo, en mayor o menorgrado, y cuyo desarrollo pasa por las siguientes fases:
• Preparación del baño de tintura • Transferencia del colorante en función de la presión y temperatura
• Fijación del colorante
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 5/58
5
• Lavado y aclarado • Secado
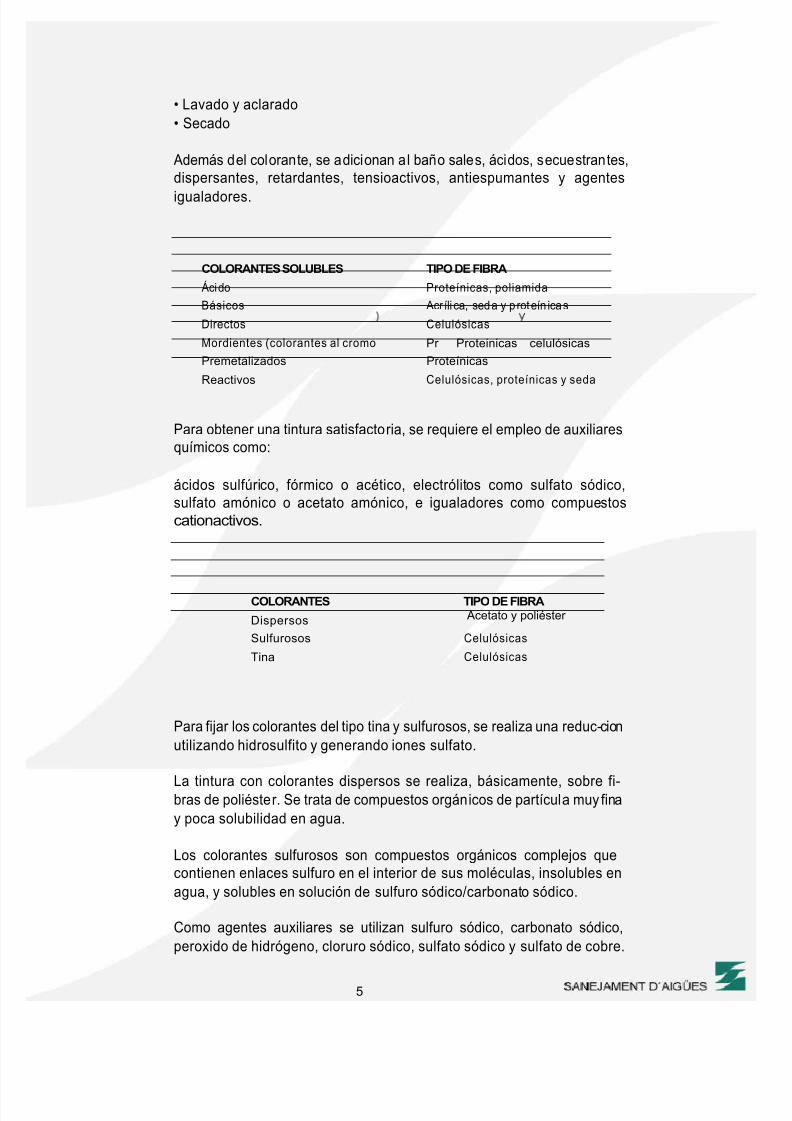
Además del colorante, se adicionan al baño sales, ácidos, secuestrantes,dispersantes, retardantes, tensioactivos, antiespumantes y agentes
igualadores.
COLORANTES SOLUBLES TIPO DE FIBRA
Ácido Proteínicas, poliamida
Básicos Acrílica, seda y proteínicas
Directos Celulósicas
Mordientes (colorantes al cromo) Pr Proteinicas celulósicas
Premetalizados Proteínicas
Reactivos Celulósicas, proteínicas y seda
Para obtener una tintura satisfactoria, se requiere el empleo de auxiliaresquímicos como:
ácidos sulfúrico, fórmico o acético, electrólitos como sulfato sódico,sulfato amónico o acetato amónico, e igualadores como compuestoscationactivos.
Para fijar los colorantes del tipo tina y sulfurosos, se realiza una reduc-cionutilizando hidrosulfito y generando iones sulfato.
La tintura con colorantes dispersos se realiza, básicamente, sobre fi-bras de poliéster. Se trata de compuestos orgánicos de partícula muy finay poca solubilidad en agua.
Los colorantes sulfurosos son compuestos orgánicos complejos quecontienen enlaces sulfuro en el interior de sus moléculas, insolubles enagua, y solubles en solución de sulfuro sódico/carbonato sódico.
Como agentes auxiliares se utilizan sulfuro sódico, carbonato sódico,peroxido de hidrógeno, cloruro sódico, sulfato sódico y sulfato de cobre.
COLORANTES TIPO DE FIBRA
Dispersos Acetato y poliéster
Sulfurosos Celulósicas
Tina Celulósicas
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 6/58
6
Los colorantes tina se fabrican a partir del índigo, antraquinona y carba-zol, y se utilizan sobre fibras de algodón, lino, rayón, lana, seda y, rara-mente, sobre poliamida.
Como agentes auxiliares se utilizan sosa, hidrosulfito sódico, cloruro
sódico, humectante y agua oxigenada.
3.3. ESTAMPACIÓN
Proceso con el cual se efectúa una coloración localizada, en forma dedibujos sobre una muestra textil.
3.3.1. Productos empleados en la estampación
•Colorantes y pigmentos. Estos últimos son materias coloreadas insolublesen agua que carecen de afinidad por las fibras y que se utilizan juntamentecon un ligante. •Espesantes, para dotar a la pasta de la viscosidad necesaria. •Agentes auxiliares como mordientes, solubilizantes, antiespumantes,oxidantes, reductores, suavizantes y abrillantadores, fijadores, ligantes,glicerina como agente higroscópico y urea.
3.3.2. Tipos de estampación
3.3.2.1. Estampación pigmentaria
Composición de la pasta: agua, pigmento, espesante, ligante, perfilador,fijador, suavizante y catalizador.
3.3.2.2. Estampación con colorantes soluble
El colorante se une a la fibra mediante un enlace, al existir afinidad entreellos.
3.3.2.3. Estampación por corrosión y reserva
Se puede utilizar para todo tipo de fibras.
Primero se real iza la tintura con colorantes directos o reactivos y des-pués,se estampa con la pasta de corrosión. Esta pasta puede ser blanca ocoloreada y su misión es destruir el colorante en las zonas predeterminadas.
3.3.2.4. Estampación tránsfer
Consiste en estampar papel, con una máquina rotativa convencionalpara, posteriormente, transferir el dibujo estampado mediante determi-
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 7/58
7
nadas condiciones de temperatura, tiempo y presión, a la materia textil.Este proceso no requiere la utilización de agua.
3.4. APRESTOS Y ACABADOS
Conjunto de operaciones mecánicas y/o químicas que se efectúansobre los tejidos con el fin de mejorar su aspecto y propiedades.
Existen distintos tipos de aprestos y acabados, en función de:
• Naturaleza de la fibra• Estado del tejido • Durabilidad del efecto que se pretende: permanentes y no permanentes • Propiedad a comunicar • Proceso o tipo de maquinaria a emplear
4. ORIGEN DE LAS AGUAS RESIDUALES EN EL EFLUENTE
Las aguas residuales generadas por la actividad proceden fundamen-talmente de las operaciones que a continuación se relacionan:
• Baños de preparación • Baños de tintura
• Ciclos de lavado y aclarado • Limpieza de equipos
Así pues, éstas se generan como resultado de:
• Eliminación de productos naturales procedentes de las impurezaspresentes en las fibras de origen natural. • Eliminación de productos incorporados de forma provisional en algu-nade las etapas del proceso. • Colorantes y productos auxiliares no incorporados, en procesos detintura y estampación.
Limpieza de maquinaria, elementos auxiliares y envases de productosutilizados en procesos de impregnación y estampación.
De entre todos ellos, son los procesos de estampación y tintura los quemayor volumen de aguas residuales generan.
Origen de las aguas residuales en las operaciones de tintado:
Proceden de las operaciones de lavado, aclarado y descarga de los baños
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 8/58
8
de tintura.
El potencial contaminante de estas aguas residuales es, a su vez, función dedos factores:
• Relación de baño de la máquina utilizada (las más antiguas tienen unarelación de baño del orden de 1:100).
• Grado de fijación del colorante (los sulfurosos son los que tienen un % decolorante no fijado mayor).
Generalmente, a mayor relación de baño, mayor porcentaje de colorante nofijado.
También el volumen de aguas residuales generado varía de un estable-cimiento a otro en función de los pedidos, equipos de fabricación, tipo decolorante utilizado y los procedimientos seguidos en las operaciones de
lavado y aclarado.
COLORANTES TIPO DE CONTAMINANTE
DIRECTOS − Sal
− Restos colorante
− Sales de cobre y agentes de
fijación catiónicos
REACTIVOS − Sal − Álcalis − Restos colorante (10-40%)
TINA − Álcalis y agentes oxidantes − Agentes reductores
SULFUROSOS − Álcalis y agentes oxidantes
− Agentes reductores
− Restos de colorante (20-40%)
5. MÉTODOS DE TRATAMIENTO DE LAS AGUAS
RESIDUALES
No existe un tra tamiento universal para las aguas residuales textiles, sibien, la tendencia actual es la de utilizar procesos biológicos frente a losfisicoquímicos y, fundamentalmente, por el problema que genera eldestino de lodos que se producen.
Los lodos procedentes de un tratamiento biológico podrían, en su caso,ser reutilizados, previo compostaje o como material de recubrimientoprevia deshidratación.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 9/58
9
Ver ANEXO I.
6. RECOMENDACIONES Y BUENAS PRÁCTICAS
La minimización, tanto de la carga contaminante como del consumo deagua efectuado durante el proceso de fabricación, debería constituir unaprioridad en la búsqueda de soluciones para la gestión de los residuos yemisiones generados en las industrias, permitiéndoles, asimis mo, lareducción de los costes derivados de la producción.
En este sentido, todas las recomendaciones se orientan a la consecu-ción de una reducción, tanto en la carga contaminante del efluente deaguas residuales, como a las posibles alternativas en las operacionesefectuadas durante el desarrollo del proceso productivo.
La reducción en el consumo de agua supone no solo la reducción en loscostes derivados del mismo así como de los pretratamientos del agua deproceso, sino también, los derivados del tratamiento previo a la descargadel vertido.
Por su parte, la adopción de buenas prácticas orientadas a estaminimización, aumentará la competitividad de la empresa dado quemejora las condiciones de seguridad e higiene en el trabajo, motiva a losempleados, incrementa la productividad y mejora la ca lidad del producto
acabado.6.1. FORMACIÓN DEL PERSONAL
La formación y concienciación del personal en este sentido repercut irá, sinduda, en la disminución y, en su caso, eliminación del riesgo de derramesaccidentales, fugas, grifos abiertos...
De entre la relación de buenas prácticas que deben llevarse a cabo,podemos señalar las que a continuación se exponen:
• Limpieza de aceites y grasas de las máquinas y el suelo, asegurando suadecuada gestión posterior; esto evitará la necesidad, en muchos casos, derepetir una operación determinada.
• Aplicar limpiezas en seco allí donde sea posible y así se evitará el consumoexcesivo de agua y, en consecuencia, la producción de corrientes devertido innecesarias.
• Implantación de un sistema de gestión de los productos químicos utilizadosque contribuyen de manera notable en la carga contaminante portada por elefluente de aguas residuales.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 10/58
10
6.2. SUSTITUCIÓN DE PRODUCTOS QUÍMICOS
La reducción en la cantidad de producto químico utilizado repercutirápositivamente en la reducción de la carga contaminante asociada alefluente de aguas residuales, así como en los costes de fabricación.
Es por ello, que se debe determinar la cantidad óptima a emplear ajus-tando las formulaciones en cada caso concreto.
Asimismo, los productos químicos utilizados deben ser biodegradables o,en su defecto, lo más respetuosos posible ambientalmente hablando. Parasu selección, son de gran ayuda las hojas de seguridad de los productosque contienen la información necesaria para compararla con otros productosque pueden desempeñar la misma función.
Se deben también revisar las fórmulas y procesos periódicamente paraasegurar que continúan siendo aceptables respecto a su coste y riesgo parael medio.
6.3. RECUPERACIÓN Y REUTILIZACIÓN DE PRODUCTOSQUÍMICOS
La reutilización reviste, en numerosas ocasiones, dificultades técnicas quesuponen una cantidad de producto recuperado tan reducida que pone demanifiesto su escasa rentabilidad.
Aquellas recuperaciones técnicamente viables como las soluciones de sosacáustica, son posibles en tratamientos de descrudado y mercerizado delalgodón.
Los productos de encolado (carboximetilcelulosa, alcohol de polivinilo yderivados acrílicos) pueden también ser recuperados.
6.4. RECUPERACIOÓN Y REUTILIZACIÓN DEL AGUA
La mayor parte de los procesos textiles requieren una determinada calidaddel agua a emplear en ellos, lo que no permite presencia de colorantes ni
siquiera en pequeña cantidad.
Así pues, la reutilización del agua se ve comprometida por la cantidad decarga contaminante que pueda llevar asociada.
Con respecto al agua de enfriamiento, dado que se trata de un vehículo deintercambio de calor y no entra en contacto con tejidos ni productosquímicos empleados en el proceso, es viable su recuperación y reutilizacióndirecta en operaciones tales como tintura, blanqueo, aclarado y limpieza.
Por otra parte, el agua de un proceso determinado podría reutilizarse en
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 11/58
11
otras operaciones independientes de éste tales como aquellas generadas enlos baños de blanqueo, lavados cáusticos y descrudados, baños deaclarado de descrudado para desencolado o limpieza de equipos deestampación, y el agua de lavado de mercerizado, para baños dedescrudado, blanqueo y humectación de tejidos.
6.5. MODIFICACIONES EN EL PROCESO PRODUCTIVO
Las modificaciones que pueden llevarse a cabo son las que a continuación serelacionan:
• Instalación de sistemas de refrigeración en circuito cerrado. • Emplear procesos de operación continua o con relaciones cortas debaños. • Sustitución de baños estáticos por baños en movimiento que requierenrelaciones mas cortas de estos. • Utilización de dos de lavado más efectivos tales como el lavado encontracorriente. • Disponer de una red separativa de efluentes. • Combinación de operaciones como tintura y acabado simultáneo enfibras acrílicas, entre otras. • Instalación de automatismos limitadores de tiempo y/o caudal.
7. INFLUENCIA SOBRE LOS SISTEMAS DE SANEAMIENTO DEVERTIDOS DE AGUAS RESIDUALES GENERADOS POR LAINDUSTRIA TEXTIL
Tal y como se ha descrito anteriormente, dentro de la actividad de aca-bado de materias textiles existen numerosos procesos destinados a dar alos tejidos su textura y color final. El número y orden de los procesospuede variar dependiendo de la materia que se esté tratando (algodón,lana, seda, fibras sintéticas...) y las aguas residuales generadas suelentener concentraciones elevadas de SS, DBO 5, DQO, COND, detergen-tes, pH, Ta y color.
En la mayor parte de los casos, son los encolantes utilizados en los teji-dos los responsables del 60% de la DQO no b iodegradable de losefluentes textiles.
Los colorantes son, en general, poco biodegradables, generan alarmapor el color e impiden la reutilización del efluente tratado para riegoagrícola, que no supone un riesgo real para la salvaguarda de las insta-laciones o la salud de las personas.
No obstante lo anterior, en la reducción necesaria para fijar los colorantes
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 12/58
12
tina y sulfurosos se utiliza hidrosulfito que genera iones sulfato, res -ponsables junto con los cloruros, de los elevados valores de conductivi-dad de los efluentes textiles.
Con respecto a los detergentes, son los tensoactivos los responsables de
la formación de las espumas.
Los valores de pH en los efluentes de industrias dedicadas al ennoble-cimiento textil suelen ser muy elevados, pero no de forma continua,debido a la discontinuidad de los procesos unitarios (blanqueo, funda-mentalmente).
7.1. SISTEMAS DE SANEAMIENTO AFECTADOS
• Sistema de Saneamiento Canals-l'Alcudia de Crespins (Valencia) • Sistema de Saneamiento Ontinyent-Agullent (Valencia) • Sistema de Saneamiento de I'Alqueria-Muro-Cocentaina (Alicante) • Sistema de Saneamiento Alcoi (Alicante) • Sistema de Saneamiento de Crevillente Derramador (Alicante)
7.1.1. Sistema de Saneamiento Font de la Pedra
La estación depuradora de aguas residuales de Font de la Pedra seencuentra ubicada en el termino municipal de Muro d'Alcoi (Alicante),
junto al río Serpis.
Esta EDAR presta servicio a los municipios de Muro d'Alcoi, I'Alqueriad'Asnar y Cocentaina (Alicante), y la titularidad de las instalaciones es delos municipios afectados.
Consta de un tratamiento biológico mediante fangos activados, y unalínea de tratamiento de fangos mediante digestión anaerobia, espesa-miento y deshidratación mecánica mediante filtros banda.
Población equivalente de 27.400 habitantes y caudal de 9.000 m³/dia.
Distribución de caudales de entrada en planta por municipio:
El municipio de Cocentaina aporta, aproximadamente unos 280 m 3 /hora, lo que supone un aporte del 64,7% del total influente.
El municipio de I'Alqueria aporta, aproximadamente y como máximo,unos 22 m³/hora, lo que representa el 5,1 % del total influente.
El municipio de Muro d'Alcoi aporta, aproximadamente y como máxi-mo,131 m³/hora, lo que representa el 30,2% del total influente.
Debido a la gran concentración de empresas del sector, ubicadas en su
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 13/58
13
mayor parte en los municipios de Muro de Alcoi y Cocentaina, se detectanelevados valores de pH, como DBO 5, DQO, NKT, aceites y grasas,detergentes y toxicidad en el influente de la EDAR, mientras en el municipiode I'Alqueria no se detectaron valores críticos.
En el caso que nos ocupa, la información relativa a los parámetros convalores críticos es la que a continuación se expone:
PARÁMETROS CRÍTICOS PRESENTES EN LAS AGUAS RESIDUALES QUE
________________CIRCULAN POR LA RED________________
______________DQO, DB05, pH, COND, Ta NKT ______________
__________________DB05, DQO, COND __________________
pH, DB06, DQO, SS, COLOR, DETERGENTES NKT
Con respecto a la influencia que tienen los parámetros con valores elevadosencontrados, debe tenerse en cuenta que la mayor aportación de caudal ycarga contaminante se debe al elevado número de industrias del sectortextil, con procesos de acondicionamiento, tintado, estampación yacabado del tejido.
Así, y como puede deducirse de los valores encontrados en el influente dela EDAR, los parámetros que superan determinados valores (aquellosconsiderados para un agua urbana) se corresponden totalmente con lascaracterísticas de las aguas residuales generadas en procesos textiles.
De hecho, una de las características de las citadas aguas es su reducidabiodegradabilidad, extremo que se constata en algunos de los resultadosencontrados a la entrada de la EDAR en los que la relación DQO/DBO5 esinferior al 10%.
7.1.2. Sistema de saneamiento de Crevillente (Derramador)
Crevillente se halla al sur de la sierra de su mismo nombre, en la comar-cadel Baix Vinalopó provincia de Alicante, al sur de la comunidad
Valenciana.
Destaca como núcleo netamente industrial, donde la actividad básica esla fabricación de alfombras, seguida de la del calzado y la de fabricaciónde puertas de madera.
La industria textil de la fabricación de alfombras es la base de la econo-mía en Crevillente, y tiene sus antecedentes más remotos en la EdadMedia con las manufacturas de esparto y junco. Es a principios desiglo, con la llegada de los primeros telares mecánicos, cuando secomienzan a tejer alfombras de lana y se da lugar al inicio de la activi-
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 14/58
14
dad industrial.
En sus inicios, esta industria seguía modelos de tipo familiar, pero apartir de los años cuarenta, comienzan a crearse grandes empresas ori-gen de las actuales. .
Existen unas 80 empresas dedicadas exclusivamente a la fabricación dealfombras, con cerca de 1.000 empleados y una producción de más de4.000.000 de m2.
Es importante destacar la presencia de industria del látex, como com-plementaria de la anterior.
Esta marcada especialización industrial en torno a este subsector textilconcreto del tratamiento de la lana para la fabricación posterior de laalfombra, tiene su proyección en un descenso estival en la producción y
es recuperado en el mes de septiembre a pleno rendimiento.
En cuanto a las infraestructuras, las actuales instalaciones de la EDARde Crevillente (Derramador), datan del ano 1984, a las que se añadió,posteriormente, una segunda Iínea industrial de tipo fisicoquímico, en elano 1991 .
La capacidad hidráulica de tratamiento de la línea urbana es de 4.000m³/día, mientras el caudal medio de proyecto de la línea industrial es de2.200 m³/día.
Las aguas residuales llegan a la planta a través de dos colectores gene-ralesdenominados colector oeste y colector sur; actualmente, se encuentranen funcionamiento dos nuevos colectores generales que permiten recogerlos vertidos de determinadas zonas industriales donde predominan lasactividades del textil, cartonajes, elaboración de dulces y cuero.
Con respecto al tratamiento de la lana, las aguas residuales que generatienen su origen en los procesos de descrudado, tintado, engrasado,batanado, carbonizado y lavado ya comentados anteriormente.
El contenido real de fibra de lana en la lana sucia, tal como se obtiene de laoveja, es, por término medio, un 40%; el 60% restante lo constitu yenimpurezas naturales tales como arena, grasa, churre y motas o brozas.
Prácticamente todas las impurezas naturales y adicionales de la lana seeliminan mediante lavado en soluciones de elevada Ta con detergentes y enmedio alcalino.
En ocasiones, la lana se lava con disolventes orgánicos recuperadosposteriormente por destilación.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 15/58
15
Las características más importantes de estas aguas residuales se definen acontinuación:
•Gran variabilidad de caudal y carga contaminante •Bajo contenido en materias en suspensión •Elevado contenido en grasa •Difíciles de tratar •Efluentes coloreados, muy alcalinos, con valores de DQO, DBO5 NKT, SS ytemperaturas muy elevadas
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 16/58
16
ANEXOS: GRÁFICOS
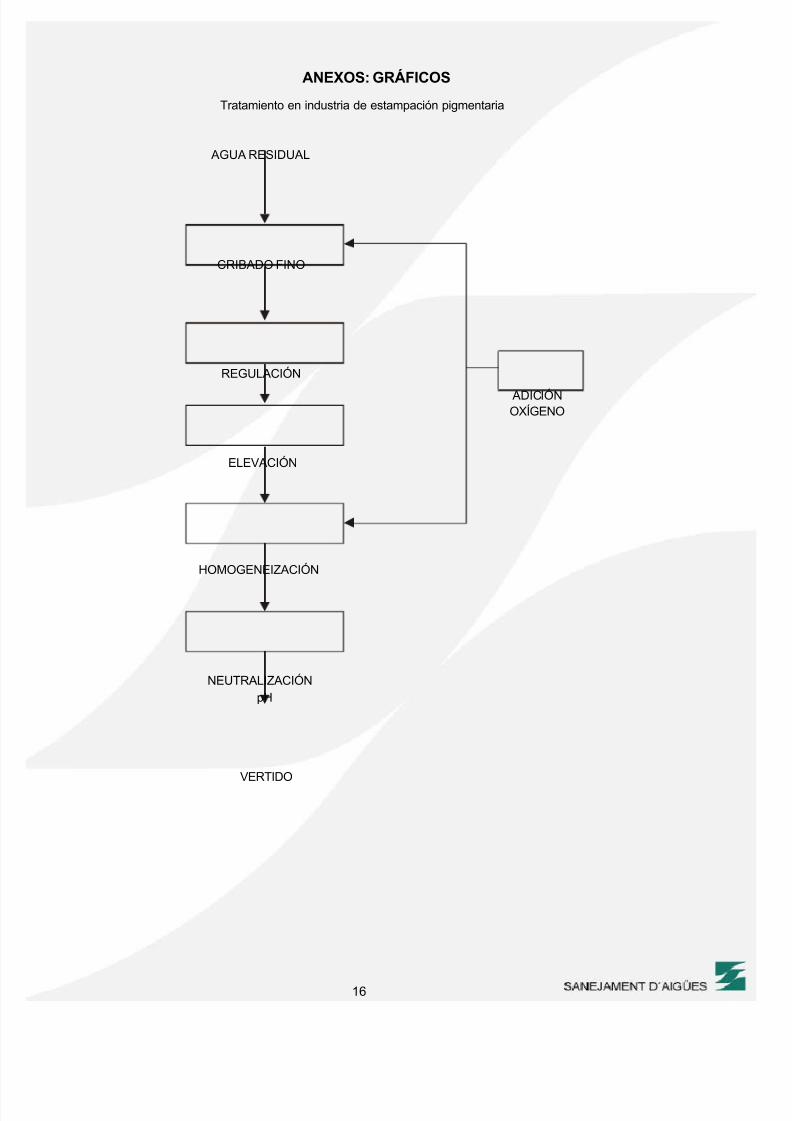
Tratamiento en industria de estampación pigmentaria
AGUA RESIDUAL
CRIBADO FINO
REGULACIÓN
ELEVACIÓN
HOMOGENEIZACIÓN
NEUTRALIZACIÓNpH
VERTIDO
ADICIÓNOXÍGENO
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 17/58
17
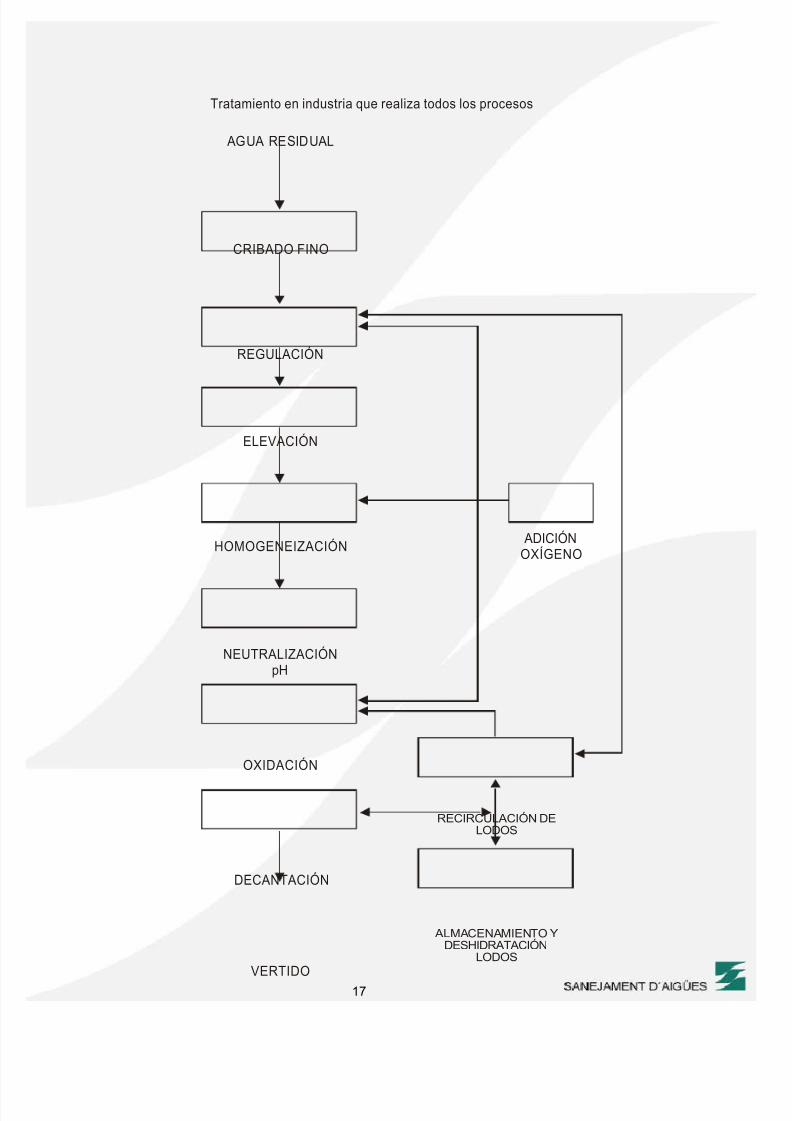
Tratamiento en industria que realiza todos los procesos
AGUA RESIDUAL
CRIBADO FINO
REGULACIÓN
ELEVACIÓN
HOMOGENEIZACIÓN
NEUTRALIZACIÓNpH
VERTIDO
ADICIÓNOXÍGENO
RECIRCULACIÓN DELODOS
ALMACENAMIENTO YDESHIDRATACIÓN
LODOS
OXIDACIÓN
DECANTACIÓN
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 18/58
18
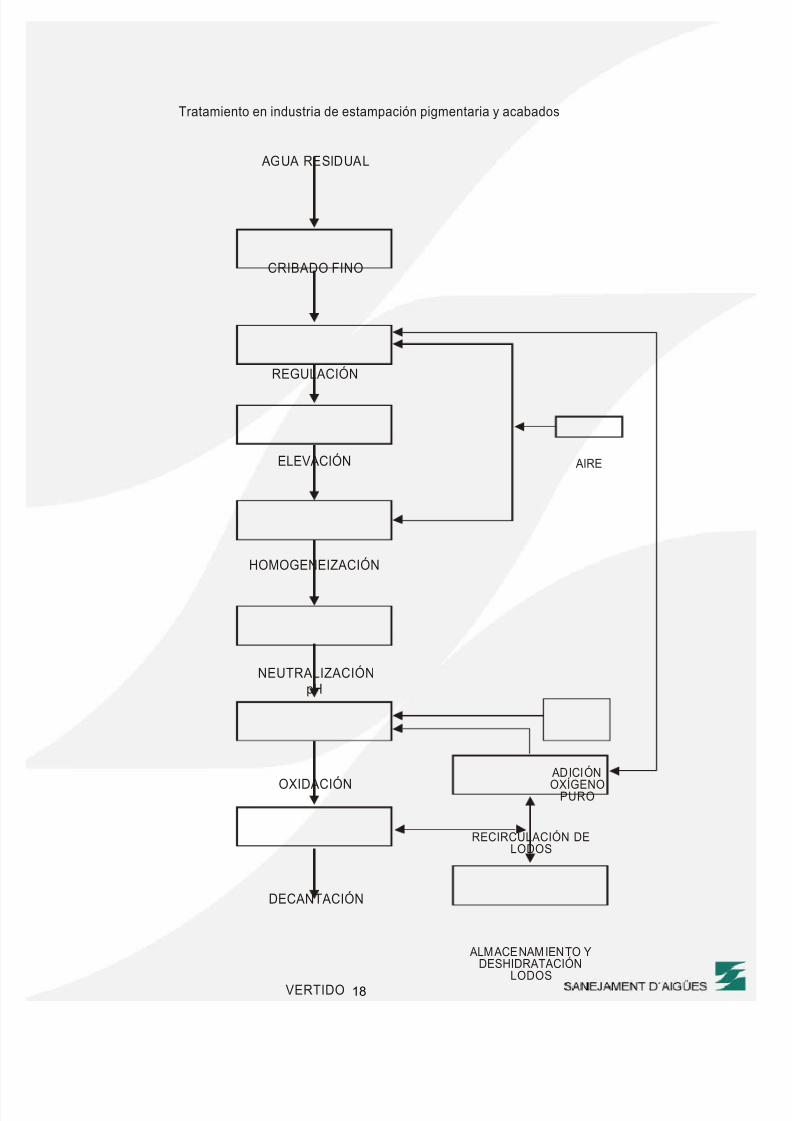
Tratamiento en industria de estampación pigmentaria y acabados
AGUA RESIDUAL
CRIBADO FINO
REGULACIÓN
ELEVACIÓN
HOMOGENEIZACIÓN
NEUTRALIZACIÓNpH
VERTIDO
ADICIÓN
OXÍGENOPURO
AIRE
RECIRCULACIÓN DELODOS
ALMACENAMIENTO YDESHIDRATACIÓN
LODOS
OXIDACIÓN
DECANTACIÓN
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 19/58
19
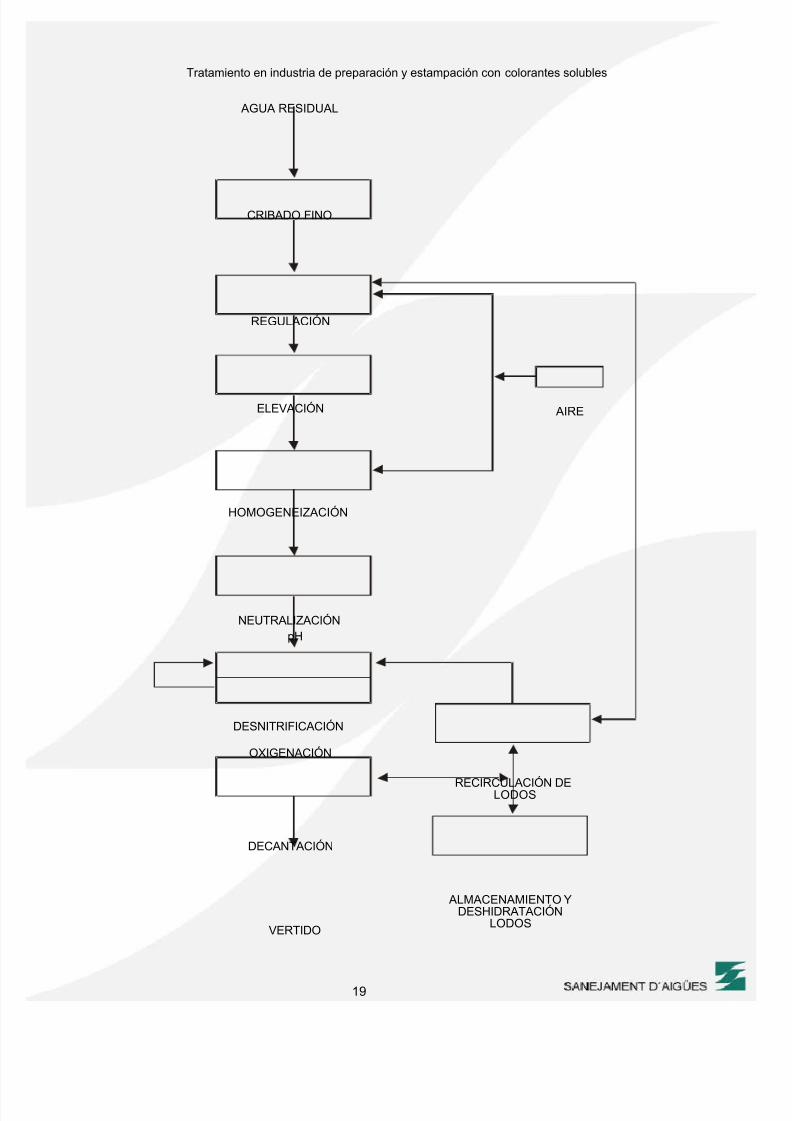
Tratamiento en industria de preparación y estampación con colorantes solubles
AGUA RESIDUAL
CRIBADO FINO
REGULACIÓN
ELEVACIÓN
VERTIDO
ALMACENAMIENTO YDESHIDRATACIÓN
LODOS
HOMOGENEIZACIÓN
DECANTACIÓN
DESNITRIFICACIÓN
OXIGENACIÓN
NEUTRALIZACIÓNpH
AIRE
RECIRCULACIÓN DELODOS
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 20/58
20
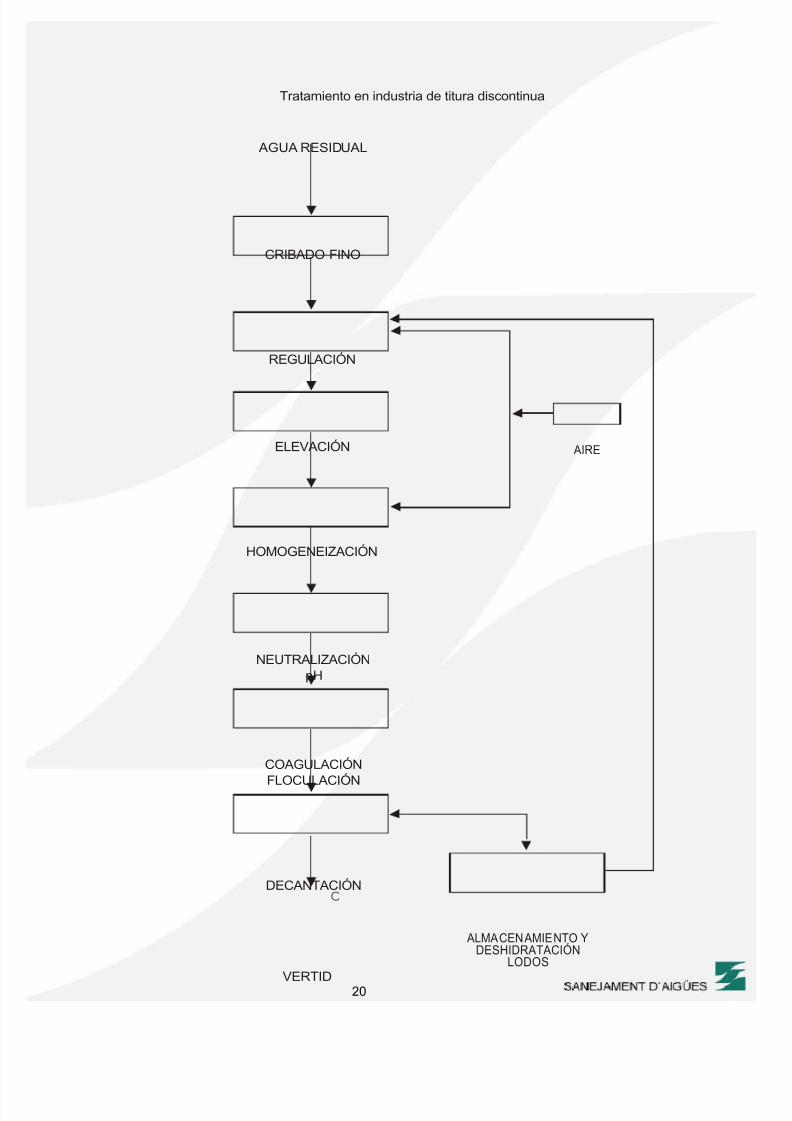
Tratamiento en industria de titura discontinua
AGUA RESIDUAL
CRIBADO FINO
REGULACIÓN
ELEVACIÓN
VERTID
ALMACENAMIENTO YDESHIDRATACIÓN
LODOS
HOMOGENEIZACIÓN
DECANTACIÓN
COAGULACIÓN
FLOCULACIÓN
NEUTRALIZACIÓNpH
AIRE
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 21/58
21
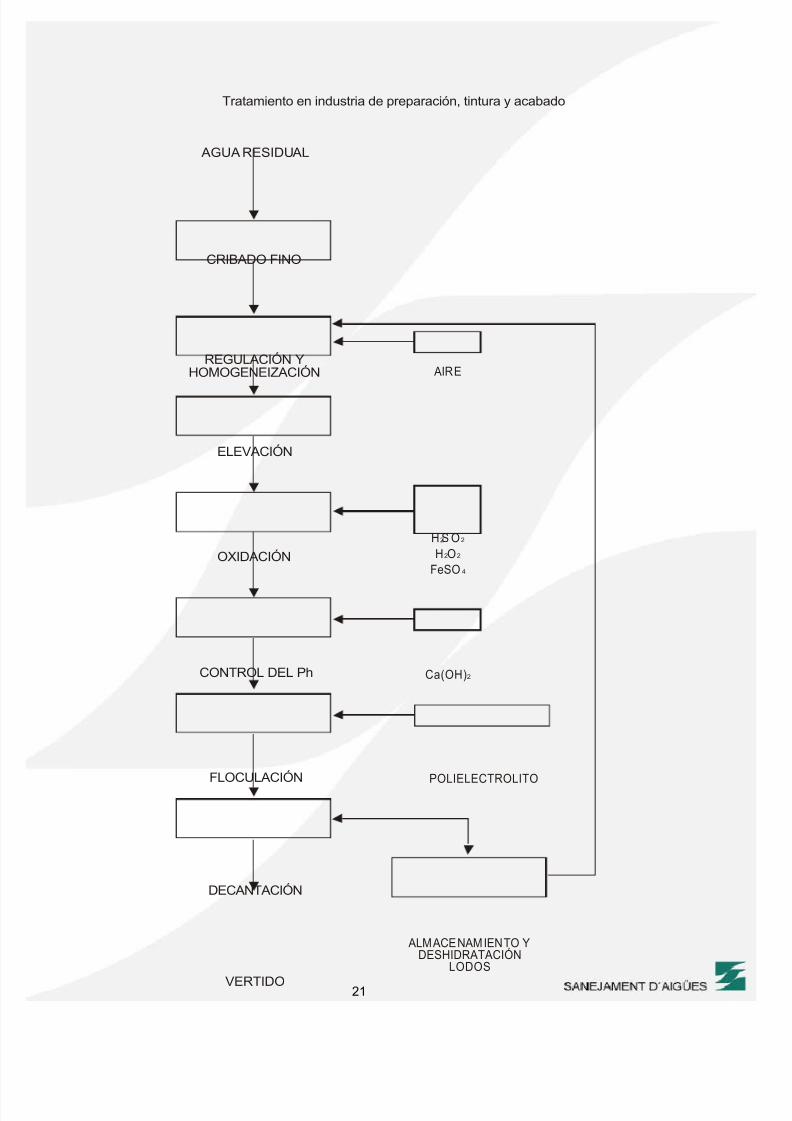
Tratamiento en industria de preparación, tintura y acabado
AGUA RESIDUAL
CRIBADO FINO
REGULACIÓN YHOMOGENEIZACIÓN
ELEVACIÓN
VERTIDO
AIRE
ALMACENAMIENTO YDESHIDRATACIÓN
LODOS
H S O2 2
H O2 2
FeSO 4
Ca(OH)2
POLIELECTROLITO
OXIDACIÓN
DECANTACIÓN
FLOCULACIÓN
CONTROL DEL Ph
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 22/58
22
CERÁMICA
Por:
Ma SOL MONTES MORLANES
Técnica del Departamento de Vertidos IndustrialesSanejament d'AigüesGeneralitat Valenciana
1. INTRODUCCIÓN
La industria cerámica es tradicionalmente una de las actividades indus-triales más importantes de las desarrolladas en la comunidad Valenciana.
En la actualidad, es la fabricación de pavimentos y revestimientos cerá-micos la actividad principal de esta industria, concentrada geográfica-mente en la provincia de Castellón.
Es, posiblemente, una de las actividades más dinámicas en el panoramaindustrial de la comunidad Valenciana, pero la reducida dimensión de lasempresas, con un número inferior a 80 trabajadores, puede ser uninconveniente para su desarrollo futuro.
El desarrollo industrial, basado en la fabricación del azulejo, tiene suorigen histórico en la Real Fábrica de Loza y Porcelana del conde deAranda, fundada en el año 1727, aunque su expansión comienza realmentea partir del siglo XX.
La instalación de una manufactura de loza y porcelana por D. BuenaventuraJiménez de Urrea, Conde de Aranda, supuso una auténtica revolución enel panorama de la cerámica española de principios del siglo XVIII. Segúnlas crónicas, el motivo que impulsó al conde a llevar a cabo esta magnaobra fue la posibilidad de fabricar piezas de loza y porcelana de la mayorcalidad capaces de competir con otros centros de producción europeos.
En definitiva, el proyecto fue una cuestión de prestigio personal más queeconómico.
La materia prima y la mano de obra experta, aportadas por I'Alcora, junto a los recursos patrimoniales de la casa condal de los Aranda y suinfluencia en la Corte, hicieron posible el proyecto de esta Real Fábrica deLoza y Porcelana de I'Alcora, considerada como el origen histórico de laactual industria azulejera de la provincia de Castellón.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 23/58
23
2. MATERIAS PRIMAS Y PRODUCTOS AUXILIARES
En la fabricación de los productos cerámicos denominados "tradiciona-les", las materias primas utilizadas (tal y como se extraen de la mina ocantera) son, fundamentalmente, arcillas, caolines, feldespatos, cuarzo
y carbonatos.
Su procedencia natural exige, en la mayoría de los casos, una homoge-neización previa que asegure la continuidad de sus características.
Una vez realizada la mezcla, se somete a un proceso de molturación quepuede ser vía seca (molinos de martillos o pendulares), o vía húme da(molinos de bolas continuas o discontinuas). En el primero de los casos,se produce una fragmentación, manteniéndose tanto los agrega-doscomo los aglomerados de partículas, y el tamaño resultante de estases de más de 300 micras, es decir, superior al obtenido por vía húmeda(200 micras).
Las materias primas que intervienen en el vidriado son:
Sílice como componente fundamental; como fundentes elementos al-calinos, alcalinotérreos, zinc, plomo y boro; zirconio, estaño y titaniocomo opacificantes, y hierro, cromo, cobalto y manganeso como colo-rantes.
En otros procesos cerámicos (fabricación de porcelana artística, sanita-
rios) se utilizan en la formulación de vidriados, materias primas cristali-nas exclusivamente, naturales o de síntesis, que aportan los óxidosnecesarios.
Por el contrario, en el caso de los procesos de fabricación de pavimentos yrevestimientos cerámicos se utilizan materias primas de naturaleza vítrea(fritas), preparadas a partir de los mismos materiales cristalinos, sometidospreviamente a un tratamiento térmico de elevada temperatura.
Existen gran variedad de fritas según su composición química (plúmbicas,borácicas), según sus características físicas (opacas, transparentes) y
según su intervalo de fusión (fundentes, duras).
El pavimento gresificado de baja porosidad, denominado gres, está for-mado por una elevada proporción de fase vítrea, mientras que el reves-timiento poroso, denominado "azulejo", contiene calcio en forma decarbonate como materia prima, y cuarzo y feldespato como materialesdesengrasantes.
3. DESCRIPCIÓN DEL PROCESO
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 24/58
24
Dentro del sector cerámico podemos distinguir cuatro actividades in-dustriales:
3.1. ATOMIZACIÓN DE ARCILL AS
El proceso cerámico comienza con la selección de las materias primas quedeben formar parte de la composición de partida. En los productoscerámicos denominados "tradicionales", las materias primas utilizadas sonfundamentalmente arcillas, caolines feldespatos, cuarzo y carbonatos.
En la industria cerámica tradicional las materias primas se suelen utilizar,por lo general, tal y como se extraen de la mina o cantera, o después desometerlas a un mínimo tratamiento. Su procedencia natural exige, en lamayoría de los casos, una homogenización previa que asegure lacontinuidad de sus características.
Una vez realizada la primera mezcla de los distintos componentes de lapasta cerámica, ésta se somete, por lo general, a un proceso demolturación, que puede ser v ía seca (molinos de martillos o pendulares) ovía húmeda (molinos de bolas continuos o discontinuos).
El material resultante de la molturación presenta características distintassi se realiza por vía seca o por vía húmeda. En el primer caso seproduce una fragmentación, manteniéndose tanto los agregados comolos aglomerados de partículas, y el tamaño de partículas resultante es
superior al obtenido por vía húmeda (todas las partículas son inferiores a200 micras).
El procedimiento que se ha impuesto totalmente en la fabricación depavimentos y revestimientos cerámicos por monococción, como conse-cuencia de las importantes mejoras técnicas que supone, es el de la víahúmeda y posterior secado de la suspensión resultante por atomización.
En este procedimiento, las materias primas pueden introducirse total oparcialmente en el molino de bolas, que es lo habitual, o desle írsedirectamente.
A la suspensión resultante, denominada barbotina, se le elimina unaparte del agua hasta alcanzar el contenido en humedad necesario paracada proceso. El método más utilizado es el secado por atomización.En este proceso se requieren grandes volúmenes de agua para lamolienda de las arcillas, que es evaporada posteriormente en el atomi-zador. Numerosas empresas reutilizan las aguas residuales de los clien-tes a los que suministran arcilla atomizada, así como las de uso sanita-rio generadas en el propio establecimiento, tras sufrir un proceso detratamiento.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 25/58
25
3.2. FABRICACIÓN DE PAVIMENTOS Y REVESTIMIENTOS CERÁMICOS
Suponen la actividad predominante en el sector.
El proceso se desarrolla normalmente en tres fases sucesivas:
• Preparación de materias primas. • Conformación de la pieza. • Tratamientos adicionales para conferir al producto las propiedadesfinales deseadas, tras someterlo a cocción una o más veces.
En la actualidad, la mayoría de las empresas cerámicas compran laarcilla atomizada a otras empresas, aunque existen algunas fábricasque disponen de atomizador propio.
A continuación tiene lugar el proceso de conformación de piezas, reali-zado por prensado en semiseco (5-8% de humedad en base seca),mediante el uso de prensas hidráulicas, aunque en algunos casos semoldean por extrusión.
La pieza cerámica, una vez conformada, suele someterse a una etapa desecado, con el fin de eliminar el agua contenida en ella a la máximavelocidad posible, procurando que no se produzcan defectos.
En los secaderos industriales que se utilizan normalmente, se aporta elcalor necesario para efectuar el secado de las piezas, predominante-
mente por convección, desde los gases calientes generados en un que-mador y/o de aire de recuperación del horno.
En los productos no esmaltados, tras la etapa de secado se realiza lacocción.
En los productos esmaltados fabricados por monococción, la etapasiguiente al secado es la del esmaltado.
El esmaltado consiste en la aplicación, por distintos métodos, de una o
varias capas de vidriado con un espesor comprendido entre 75-500micras en total, que cubre la superficie de la pieza. Este tratamiento serealiza para conferir al producto cocido una serie de propiedades técni-cas y estéticas tales como impermeabilidad, facilidad de limpieza, brillo,color, textura y resistencia química y mecánica.
La naturaleza de la capa resultante es esencialmente vítrea, aunqueincluye, en muchas ocasiones, elementos cristalinos en su estructura.
El vidriado contiene sílice como componente fundamental, así comootros elementos que actúan como fundentes (alcalinos, alcalinotérreos,
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 26/58
26
zinc, plomo y boro), opacificantes (zirconio, titanio, estaño, colorantes(hierro, cromo, cobalto, manganeso...).
En función del tipo de producto, de su temperatura de cocción y de losefectos y propiedades a conseguir en el producto acabado se fórmula
una amplia variedad de esmaltes.
Las fritas son, pues, materiales vítreos de composición química com-pleja, que se obtienen por fusión, a temperatura elevada (1.500 °C), delas materias primas correspondientes, combinadas en la proporciónadecuada, para dar lugar al vidriado de la composición deseada.
Las fritas se emplean solas o mezcladas con otras materias primas nofritadas con el fin de alcanzar las características deseadas en el vidriadofinal. Su utilización comporta las siguientes ventajas:
• Insolubilización de algunos elementos químicos. Algunas de las mate-rias primas contienen elementos como el boro, muy solubles en agua porlo que, al ser molturadas, se disuelven parcialmente provocandoirregularidades en la composición química final del esmalte y posiblesalteraciones en la estabilidad de la suspensión del mismo. Por contra,tras el fritado se obtiene un vidrio en el que se encuentran los mismoselementos químicos, pero mucho menos solubles que la s materiasprimas de partida, asegurando así, una constancia en la composiciónquímica final de los esmaltes. • Disminución de la toxicidad. Determinadas sales (minio, sales de
bario...) presentan una elevada toxicidad, por lo que su trasiego, quegenera polvo ambiental, resulta peligroso. El vidrio obtenido tras el fri-tado tiene una composición química compleja y un tamaño y estructuracon una menor tendencia a la formación de polvo ambiental. • Ampliación del intervalo de temperaturas de trabajo del esmalte loque facilita las operaciones de cocción.
Los componentes de las fritas que por sí son solubles o tóxicos seaportan siempre en forma fritada para reducir considerablemente susolubilidad, como en el caso del boro.
El resto de componentes pueden ser utilizados en forma de frita ocomo materia prima cristalina, según el efecto que se desee.
Los esmaltes fritados se suelen utilizar en materiales cuya temperatura decocción se sitúa por debajo de los 1.200 °C.
El proceso de fritado consiste en la fusión de las materias primas paraformar un vidrio de una composición determinada.
El proceso comienza con la dosificación de las materias primas, previa-mente seleccionadas y controladas, en la proporción establecida. Esta
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 27/58
27
operación, seguida de la pesada, se realiza en continuo mediantebalanzas automáticas situadas a la salida de los silos donde se almace-nan las materias primas.
Mediante transporte neumático se trasladan las diferentes materias pri-
mas a una mezcladora. La operación de mezclado es fundamental parala optimización del fritado.
La mezcla de materias primas pasa a una tolva de alimentación desde laque entra en el horno, donde tiene lugar el proceso de fritado propia-mente dicho. Este proceso puede llevarse a cabo en hornos disconti-nuos o continuos. En el interior de estos últimos va formándose con lamezcla de materias primas que se va fundiendo progresivamente y flu -yendo hasta la solera del horno. Debido a la inclinación de éste, el mon-tón se desliza hasta la boca de salida.
Así, se forma una balsa de material fundido de alta viscosidad que, paramejorar su homogeneidad, se hace rebosar por encima de un separadorantes de salir del horno.
El tiempo de permanencia en el interior del horno viene definido por lavelocidad de fusión de las materias primas y por la fluidez del materialfundido. De este tiempo de permanencia, así como de la temperaturamáxima alcanzada dependerá el mayor o menor grado del fritado.
El material fundido sale por la boca del horno a temperatura muy elevada
y se enfría rápidamente con el fin de pasar al estado vítreo (líquidosubenfriado).
El enfriamiento se puede llevar a cabo mediante dos procedimientos:
• Sobre agua. El chorro de material fundido cae sobre una corriente deagua fría que provoca su inmediato enfriamiento. Al mismo tiempo, ydebido al choque térmico, se produce la rotura del vidrio en pequeñosfragmentos de forma irregular. Estos, tras ser separados del agua, sesuelen llevar a un secadero para eliminarles la humedad del tratamientoinmediatamente anterior.
• Con aire. En este caso el chorro de material fundido se hace pasar através de dos cilindros refrigerados en su interior, que lo convierten enuna delgada lámina. Ésta se hace circular en contracorriente con aire fríoy a continuación se recogen los fragmentos de frita, en este casolaminares. Con este procedimiento se evita la operación de secado defrita necesaria cuando el enfriamiento se realiza sobre agua.
En determinados casos se produce una calcinación previa de losesmaltes con la finalidad de evitar pérdidas de gas durante la fase decocción que podrían ocasionar defectos en la pieza acabada.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 28/58
28
Asimismo, este tratamiento es muy útil para algunos colorantes cerámi-cos con vistas a que adquieran una estructura cristalina determinada,que permita obtener una tonalidad de color estable.
El proceso de preparación de los esmaltes consiste normalmente en
someter a la frita y aditivos a una fase de molienda, en molino de bolasde alúmina, hasta obtener un rechazo prefijado. A continuación, seajustan las condiciones de la suspensión acuosa, cuyas característicasdependen del método de aplicación que se vaya a utilizar.
El esmaltado de las piezas cerámicas se realiza en continuo, y losmétodos de aplicación más usuales en la fabricación de estos productoscerámicos son:
3.2.1. Pulverización
Exige una gran uniformidad en las características de la barbotina utiliza-da para asegurar la uniformidad de la producción. Existen equiposmanuales, automáticos y robotizados. Las características a tener encuenta son: reología (densidad, viscosidad, tixotropía...), presión delaire y de la barbotina, caudal de la barbotina, diseño, número y distrib.-ción de las boquillas, granulometría del esmalte, capacidad de succióndel soporte y temperatura.
La aplicación del esmalte mediante un disco que gira a una velocidad
elevada es una de las técnicas más empleadas.
2.2. En cascada o cortina
La pieza se recubre de esmalte al pasar por debajo de una cortina debarbotina. Los dispositivos más corrientemente utilizados para este tipo deaplicación son los denominados de "campana" y de "filera". Lascaracterísticas reológicas del material son muy importantes para asegurar launiformidad en la aplicación. Las piezas deben ser necesariamente planas yel esmalte se aplica únicamente en la cara superior.
3.2.3. En seco
Este tipo de esmaltes permite conseguir efectos estéticos denominados"mármol", "granito"...
3.2.4. Decoraciones
Destacan la serigrafía, la calcomanía y la estampación por tampón.
Tras la etapa de esmaltado se real iza la cocción del esmalte en los procesos
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 29/58
29
de bicocción, o la cocción del esmalte y del soporte conjuntamente en losprocesos de monococción. La cocción de los productos cerámicos es unade las etapas más importantes del proceso de fabricación, ya que de elladependen gran parte de las caracter ísticas del producto cerámico:resistencia mecánica, estabilidad dimensional, resistencia a los agentes
químicos, facilidad de limpieza, resistencia al fuego, etc.
Las variables a considerar en la etapa de cocción son el ciclo térmico(temperatura-tiempo), y la atmósfera del horno que deben adaptarse acada composición y tecnología de fabricación en función del productocerámico que se desee obtener.
La cocción rápida de pavimentos y revestimientos cerámicos se realiza
actualmente en hornos monoestrato de rodillos, que han permitidoreducir la duración de los ciclos de cocción hasta tiempos inferiores a los40 minutos, debido a los coeficientes de transmisión de calor de las piezas
y a la uniformidad y flexibilidad de los mismos.
La producción mayoritaria de baldosas cerámicas se realiza por prensadounidireccional y utilizando composiciones de "pasta roja", de dos tipos,fundamentalmente:
• Pavimento gresificado de baja porosidad denominado "gres". Presentauna elevada resistencia mecánica debido a su baja porosidad, por laformación de una elevada proporción de fase vítrea. Esta baja porosidad,que corresponde a una capacidad de absorción de agua del 3-6%, se
obtiene mediante ciclos de cocción con una temperatura máxima delorden de 1.140 °C y lleva asociada una contracción de las piezas delorden del 5%.
En las pastas de "gres blanco" obtenidas fundamentalmente a partir dearcilla, cuarzo y feldespato, la temperatura máxima de cocción se sitúaalrededor de los 1.200 °C, así se consiguen unas características técni-cas del producto final semejantes a las que resultan utilizando pastaroja.
En el "gres porcelánico", la porosidad es tan baja que la absorción de
agua es menor del 0,5%.
• Revestimiento poroso o "azulejo". Presenta una elevada capacidad deabsorción de agua (mayor del 10%) , menor resistencia mecánica que elpavimento, y una elevada estabilidad dimensional.
3.3. FABRICACIÓN DE COLORES Y ESMALTES CERÁMICOS
Este subsector está muy ligado al anterior puesto que depende de él.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 30/58
30
Los colores y esmaltes en la industria cerámica se utilizan para aplicar,por distintos métodos, una o varias capas de recubrimiento vítreo sobrela pieza prensada con el propósito de hacer el material impermeable a lahumedad, mejorar su aspecto y decoración (brillo, color, textura...), asícomo aumentar su resistencia química y mecánica.
Un esmalte cerámico se obtiene por mezcla de varios componentes,cada uno de los cuales tiene una función bien definida para establecer laspropiedades finales que se deseen obtener. Los componentes que entrana formar parte de un esmalte se pueden clasificar en: fritas, arci llas,agentes de suspensión y colorantes.
La mayor parte de empresas de fabricación de colores y esmaltes cerá-micos se dedican a la fabricación de fritas. El proceso de fabricación defritas consiste en la fusión de las materias primas necesarias, por mediode hornos, a temperaturas que pueden alcanzar los 1.500 °C, seguidade un brusco enfriamiento, con lo que se consigue hacer pasar el mate-rial fundido a un estado vítreo.
El enfriamiento se realiza mediante aire o sobre agua. En este últimocaso, el chorro de material fundido cae sobre una corriente de agua fría.
El agua utilizada para el enfriamiento de las fritas suele estar en un cir-cuito cerrado, de forma que se recircula continuamente en este proceso.Existen pérdidas importantes de agua, debidas principalmente a laevaporación provocada por el contacto con el material fundido a altas
temperaturas.
La fabricación de colores y esmaltes suele realizarse por vía húmeda,posteriormente, el agua incorporada por medio de secaderos se evapo-ra aunque algunos productos se venden directamente en forma líquida.
3.4. TERCER FUEGO
Se denomina tercer fuego al proceso de fabricación de piezas cerámi-cas con acabados especiales, como el pintado a mano, serigrafías,
acabados con esmaltes al oro, fabricación de lístelos, etc. En general,se trata de piezas que por su acabado no se pueden realizar a escalaindustrial en un proceso cerámico convencional.
La denominación de tercer fuego se debe a que, tradicionalmente, serealizaba una tercera cocción de las piezas esmaltadas ya que el procesoque predominaba era el de bicocción.
La mayoría de las empresas son pequeñas y los procesos, manuales.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 31/58
31
4. CONSUMO Y USOS DEL AGUA
El agua es indispensable en el proceso de fabricación de pavimentos y revestimientos cerámicos. Atendiendo a la función que desarrolla dentro del proceso industrial, se
pueden establecer tres grupos coincidentes con los tres usos que de ellase realizan:
4.1. COMO MATERIA PRIMA Y COMO VEHÍCULO DE TRANSPORTEDE OTRAS MATERIAS PRIMAS
Denominada "agua de proceso", en la preparaci ón de pastas parasoportes cerámicos, preparación de esmaltes y humectación de las pie-zas para posterior esmaltado de las mismas.
El consumo de agua destinado a estos usos, no revierte en la producciónde aguas residuales puesto que es devuelta en su totalidad a laatmósfera vía evaporación, en la atomización, secado, esmaltado ycocción.
4.2. COMO VEHÍCULO DE INTERCAMBIO DE CALOR
Considerada también como agua de proceso interviene en las siguientesoperaciones:
• Fritado de vidriados cerámicos donde se enfría la masa fundida direc-tamente en agua o mediante rodillos metálicos refrigerados internamentecon agua. • Conformación de piezas mediante prensas hidráulicas. • Pulido y biselado de gres porcelánico donde se utiliza como refrige-rante y vehículo de arrastre de partículas.
El consumo de agua se limita a las pérdidas por evaporación y purgasdel circuito ya que es recirculado el mayor volumen posible tras unenfriamiento o depuración, en su caso. :
4.3. COMO VEHÍCULO DE EVACUACIÓN
Agua de lavado de gran parte de los residuos generados en las siguientesfases del proceso:
• Sección de preparación de pastas
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 32/58
32
• Sección de preparación de esmaltes
• Líneas y equipos de esmaltado
El agua de lavado en la sección de preparación de pastas por víahúmeda es poco importante en volumen, y puede reutilizarse en la pre-
paración de barbotinas de manera que no se produzca vertido alguno.
Por el contrario, el agua utilizada para el lavado de las secciones depreparación y aplicación de esmaltes constituye la primera fuente degeneración de aguas residuales en el proceso de fabricación.
4.4. OTROS USOS
Lavado de colorantes calcinados, refrigeración, enfriamiento de com-
presores, lavado de gases, etc.
5. ORIGEN DE LAS AGUAS RESIDUALES GENERADAS
La mayor parte de aguas residuales generadas en la industria cerámicase produce durante las operaciones de limpieza de las secciones depreparación y aplicación de esmaltes. En consecuencia, en la medidaen que sea posible reciclar estas aguas, se reducirán los vertidos de
esta planta.
En muchos casos, estas aguas son recicladas tras un proceso de depu-ración más o menos eficaz, y utilizadas de nuevo como aguas de lavado,lo que produce un incremento progresivo de la concentraci ón dealgunas sustancias en el circuito y obliga así, a realizar purgas en el sis-tema.
Estas aguas se caracterizan por su turbidez y color, derivados funda-mentalmente de la presencia de finas partículas de esmaltes y arcillasen suspensión. Son aguas con bajos contenidos en materia orgánica y
concentraciones elevadas de sólidos en suspensión.
La dificultad de gestión del tratamiento de estas aguas residuales sedebe a la presencia de metales pesados, aniones y boro en solución,dado que no pueden ser asumidas por EDAR urbanas convencionales queaun disponiendo de tratamiento fisicoquímico, carecen de tratamientoespecífico para éste último. En consecuencia, son las propias industriaslas que deben limitar la concentración de boro en sus efluentes.
En procesos de preparación de pastas por vía seca con bicocción, el
agua es necesaria en la preparación de pastas, en la humectadora, en la
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 33/58
33
preparación de esmaltes y en el lavado de las líneas de esmaltado.
De entre todo el caudal de agua utilizado, sólo una parte es evaporadagenerando así un volumen importante de aguas residuales.
En este caso, la mayor parte del agua sólo es posible reutilizarla en ellavado de las secciones de preparación y aplicación de esmaltes previotratamiento fisicoquímico.
En los procesos de fabricación de bizcocho, exclusivamente, la produc-ción de aguas residuales es mínima puesto que el agua empleada en elproceso es posteriormente evaporada.
En los procesos de preparación de pastas por vía húmeda, todas aquellasplantas que disponen de atomizador no generan aguas residuales puestoque el agua es emitida a la atm ósfera mediante los procesos de
evaporación. En estos casos, la demanda de agua es muy importante.
En aquellas otras plantas que carecen de atomizador, las etapas en lasque se producen aguas residuales se corresponden con las de los pro-cesos de preparación de pastas por vía seca.
6. PRINCIPALES PARÁMETROS DE CALIDAD DE LASAGUAS RESIDUALES
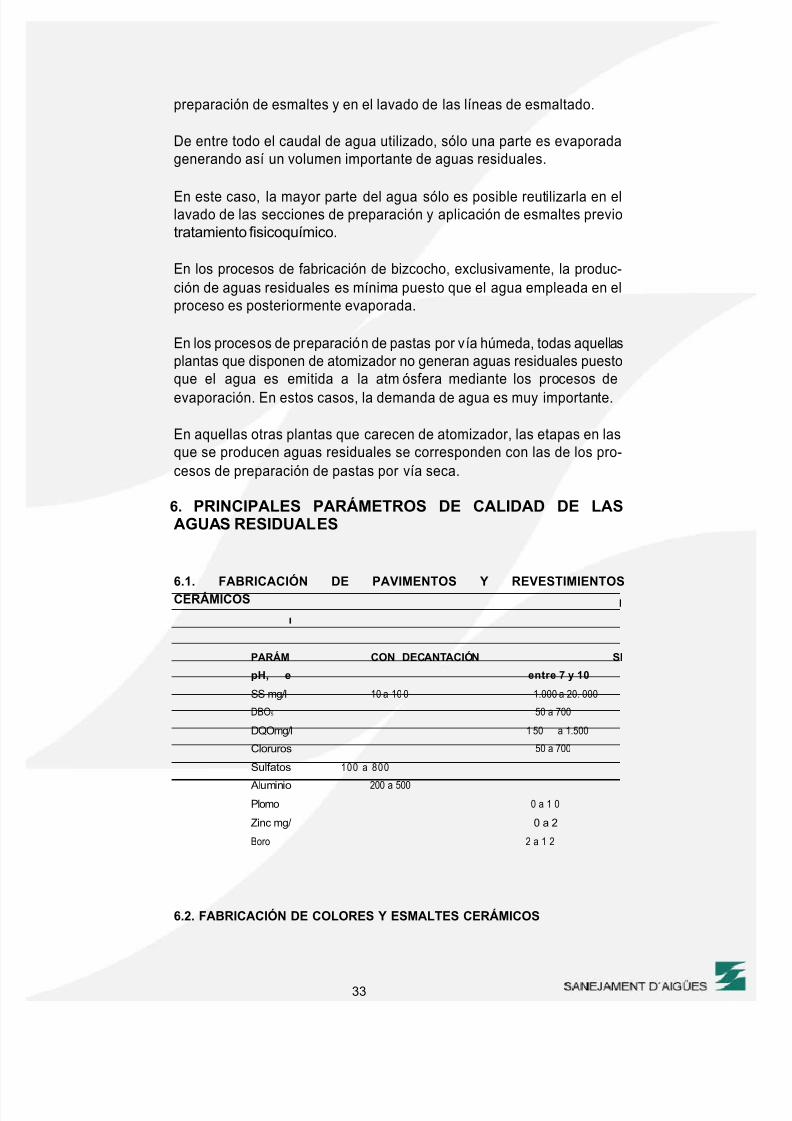
6.1. FABRICACIÓN DE PAVIMENTOS Y REVESTIMIENTOSCERÁMICOS
PARÁM CON DECANTACIÓN SI
pH, e entre 7 y 10 SS mg/l 10 a 10 0 1.000 a 20. 000 DBO5 50 a 700 DQOmg/l 1 50 a 1.500 Cloruros 50 a 700 Sulfatos 100 a 800
Aluminio 200 a 500 Plomo 0 a 1 0
Zinc mg/ 0 a 2
Boro 2 a 1 2
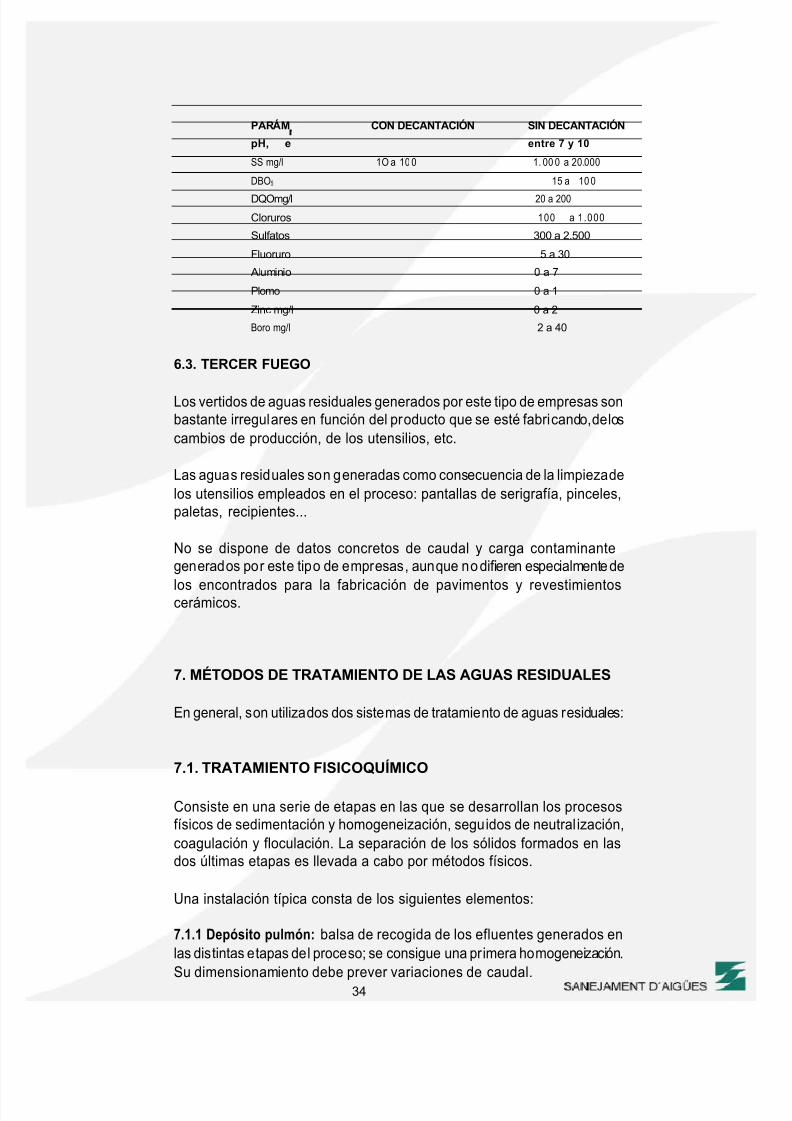
6.2. FABRICACIÓN DE COLORES Y ESMALTES CERÁMICOS
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 34/58
34
PARÁM CON DECANTACIÓN SIN DECANTACIÓN pH, e entre 7 y 10 SS mg/l 1O a 100 1. 000 a 20.000 DBO5 15 a 10 0
DQOmg/l 20 a 200 Cloruros 100 a 1.000 Sulfatos 300 a 2.500 Fluoruro 5 a 30 Aluminio 0 a 7 Plomo 0 a 1 Zinc mg/l 0 a 2 Boro mg/l 2 a 40
6.3. TERCER FUEGO
Los vertidos de aguas residuales generados por este tipo de empresas sonbastante irregulares en función del producto que se esté fabricando, de loscambios de producción, de los utensilios, etc.
Las aguas residuales son generadas como consecuencia de la limpieza delos utensilios empleados en el proceso: pantallas de serigrafía, pinceles,paletas, recipientes...
No se dispone de datos concretos de caudal y carga contaminantegenerados por este tipo de empresas, aunque no difieren especialmente de
los encontrados para la fabricación de pavimentos y revestimientoscerámicos.
7. MÉTODOS DE TRATAMIENTO DE LAS AGUAS RESIDUALES
En general, son utilizados dos sistemas de tratamiento de aguas residuales:
7.1. TRATAMIENTO FISICOQUÍMICO
Consiste en una serie de etapas en las que se desarrollan los procesosfísicos de sedimentación y homogeneización, seguidos de neutralización,coagulación y floculación. La separación de los sólidos formados en lasdos últimas etapas es llevada a cabo por métodos físicos.
Una instalación típica consta de los siguientes elementos:
7.1.1 Depósito pulmón: balsa de recogida de los efluentes generados enlas distintas etapas del proceso; se consigue una primera homogeneización.
Su dimensionamiento debe prever variaciones de caudal.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 35/58
35
Los sólidos depositados en el fondo son recogidos y tratados comofangos.
7.1.2. Sedimentador: aquí tiene lugar la separación de las partículasgruesas. Los lodos generados son llevados al tratamiento de fangos.
7.1.3. Balsa de homogeneización: el agua, tras la sedimentación, esbombeada hasta una balsa agitada con el fin de conseguir una compo-sición constante del agua a tratar, y regular la alimentación de la balsade reacción posterior.
La agitación puede realizarse mediante un equipo de aireación, así seconsigue, de forma simultánea, un aporte de oxígeno necesario parareducir los olores generados en caso de reutilización de las aguas.
7.1.4. Balsa de reacción: el agua procedente de la balsa de homoge-
neización es bombeada hasta la balsa de reacción donde es adicionadoel coagulante. El sistema de agitación debe garantizar en todomomento, el contacto entre el reactivo y la disolución.
A continuación tiene lugar la neutralización realizando una medida con-tinua del pH.
Seguidamente, el agua se alimenta a una tercera balsa donde se adi-ciona el floculante.
7.1.5. Clarificador: el agua es bombeada a un clarificador donde se eli-minarán los sólidos generados en el tratamiento. El agua es eliminadapor la parte superior del clarificador, y se deposita en una balsa para sureutilización posterior y/o vertido. Los fangos generados se reutilizan enla fase de molturación por vía húmeda, o bien son enviados a trata-miento.
7.2. TRATAMIENTO DEL BORO
En ocasiones, en función del tipo de producto fabricado, la concentra-ción de boro presente en las aguas residuales puede ser importante y los
tratamientos fisicoquímicos ineficaces para su separación comoconsecuencia de su elevada solubilidad.
Es por ello que debe realizarse un tratamiento específico mediante lautilización de resinas de intercambio iónico, o mediante procesos deósmosis inversa.
7.2.1. Intercambio iónico
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 36/58
36
En un proceso de fabricación de pavimentos y revestimientos cerámicospor monococción o bicocción, la concentración de boro presente en lasaguas residuales generadas puede llegar a concentraciones entre 30-60 mg/l.
El tratamiento por intercambio iónico suele estar constituido por lossiguientes elementos:
• Columna con resinas de intercambio iónico • Grupo automático de regeneración con H2SO4 • Grupo automático de regeneración con NaOH • Contenedores para la recogida de los l íquidos de la regeneración
Las fases de operación de la planta de intercambio iónico son lassiguientes:
• Operación con agua a tratar • Expansión de la resina
• Drenaje • Regeneración con ácido sulfúrico
• Reposo • Lavado contracorriente • Drenaje • Regeneración con sosa cáustica • Lavado final
En los ensayos realizados en las plantas industriales se aprecia un ren-dimiento, en términos de eliminación del boro, del 94% para concentra-ciones del agua de entrada de 13 ,5 mg/l, y un rendimiento del 99,2% paraconcentraciones de boro en el agua de entrada de 96 mg/l. Estosresultados permiten tener una concentración residual de boro siempreinferior a 2 mg/l.
La relación entre el volumen del líquido de regeneración y el volumen deagua tratada, que depende de la concentración de boro en la entrada, esdel orden de 1:20.
Las aguas residuales antes de ser alimentadas a la columna deben sersometidas a la eliminación de los sólidos en suspensión y materia orgá-nica que pueden alterar el funcionamiento de la columna, aumentar laspérdidas de carga y reducir la superficie de intercambio efectiva.
7.2.2. Planta de ósmosis inversa
El agua a tratar se acondiciona mediante la adición de HCI hasta unpH=5, con la finalidad de solubilizar perfectamente todas las sustanciasy evitar la formación de precipitados que pudieran dañar las membra-
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 37/58
37
nas.
Seguidamente, se bombea a presiones del orden de 40 at a través deuna batería de membranas donde tiene lugar la concentración del boropor ósmosis inversa. La temperatura de trabajo debe ser de unos 25 °C
y es aconsejable no superar los 35 °C pues pueden presentarse proble-mas de mantenimiento de las membranas.
La corriente de salida se lleva a un pH=10 para facilitar la formación deborato sódico, de mayor tamaño de molécula.
Una vez acondicionada la corriente, se introduce en otra bater ía demembranas de la que se extrae totalmente depurada.
La limpieza de las membranas se realiza con ácido cítrico.
El principal problema de estas instalaciones es la presencia de materiaorgánica por la proliferación de bacterias en el agua a tratar, por tanto,es aconsejable tratarla previamente con carbón activo o cualquier otrométodo para eliminarla.
En ambos casos, tanto en el intercambio iónico como en la ósmosisinversa, se obtiene un rechazo que, en caso de no ser viable su recupe-ración, deberá ser tratado como RTP.
8. RECOMENDACIONES Y BUENAS PRÁCTICAS
8.1. CONSIDERACIONES AMBIENTALES
Aún dentro del propio sector de pavimentos y revestimientos cerámicosno existe una solución única al problema de la contaminación. Las solu-ciones adoptadas en una planta pueden no resultar efectivas en otra desimilares características. Por ello, es importante establecer, antesde escoger una estrategia concreta de actuación, procesos alternati-vos de gestión.
En el diseño de una planta de nueva creación deben contemplarse losplanes de gestión a desarrollar. Así, la ubicación relativa de la planta dedepuración de aguas y el atomizador pueden posibilitar o facilitar larecuperación de fangos.
Las instalaciones con ciclo completo de producción pueden estudiar laposibilidad de recircular todas las corrientes residuales (agua y fango) alinicio del proceso (atomización).
8.2. MEDIDAS INTERNAS: TECNOLOGÍAS LIMPIAS
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 38/58
38
Realizar un adecuado programa de producción que permita minimizar loscambios de modelo en la línea de esmaltado, disminuyendo así elnúmero de operaciones de limpieza de las instalaciones.
Trabajar con regímenes productivos de doble o triple turno para disminuir
el número de operaciones de limpieza en planta.
Instalar válvulas automáticas en la línea de agua para evitar escapes yutilizar cierres con resortes.
Utilizar agua de alta presión para la limpieza en planta. El caudalnecesario es menor si se utilizan presiones más elevadas para realizar lamisma operación de limpieza.
Cambiar la limpieza vía húmeda por aspiración con aire, por ejemplo.
Desarrollar y utilizar, cuando el proceso lo permita, sistemas de aplica-ción en seco.
8.3. RECOMENDACIONES
Formar al personal, sobre todo en la sección de esmaltado, ya que ellavado suele ser manual, y este vertido representa la fracci ón másimportante del total generado. Para ello, además de los seminariosinformativos, deberían instalarse medidores de caudal o contadores,
así como realizar seguimientos de consumo mediante la elaboración departes diarios.
Reducir el consumo de agua, reciclando parcial o totalmente las aguas,pero como materia prima para la preparación de pastas, dado que elagua es devuelta a la atmósfera mediante evaporación.
En plantas de nueva construcción, se debe tener en cuenta la ubicacióny geometría de las balsas de barbotina o de decantación en el trata-miento del vertido, para evitar la utilización de enormes volúmenes deagua para su limpieza. También debe tenerse en cuenta la pendiente de
la balsa, para evacuar los sólidos depositados con la menor cantidad deagua posible.
Instalar sistemas de recogida in situ del esmalte no aplicado, y sistemaspor conducción de transporte de barbotinas.
Estudiar la posibilidad de empleo de unidades de aplicación de esmaltesmenos voluminosas, con menor superficie ocupada, y con un di señoadecuado para reducir la cantidad de agua empleada en su limpieza.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 39/58
39
9. INFLUENCIA SOBRE LOS SISTEMAS DE SANEAMIENTODE EFLUENTES DE AGUAS RESIDUALES CON PRESENCIADE BORO
El sector cerámico en la comunidad Valenciana se concentra en la pro-
vincia de Castellón y, dentro de ésta, la mayor parte de las industrias selocaliza, entre otros, en los siguientes términos municipales:
Onda, Betxí, Vila-Real, L´AIcora, San Juan de Moró, Nules, Almassora yCastellón.
Como ya se apuntó anteriormente, los efluentes de vertido generadosen la fabricación de productos cerámicos contienen metales pesados(Zn y Pb, fundamentalmente) y boro, cuya presencia, en determinadasconcentraciones, puede resultar conflictiva no sólo para el propio siste-ma de saneamiento, sino para el proceso de depuración y, en especial,para la reutilización del efluente ya tratado y de los biosólidos.
9.1. ORIGEN
El boro es un elemento no metálico, que no se encuentra libre en lanaturaleza. Los compuestos donde se halla presente el boro son, entreotros:
Bórax Na2B4O7 Borato Cálcico (colemanita): Ca2B6O11
Borato Magnésico (boracita): 2Mg 3B6O15
El agua potable, según la bibliografía, rara vez contiene más de 1 mg/lboro.
En la comarca de la Plana de Castellón, los valores hallados habitual-mente son inferiores a 0,3 mg/l. El agua de mar contiene aproxima-damente 5 mg B/l.
Su presencia en las aguas residuales puede ser debida al uso deproductos para limpieza y a determinadas actividades industriales (in-
dustria cerámica, fabricación de detergentes, productos químicos, etc.).
En la industria cerámica el boro se utiliza como fundente en la fabrica-ción de fritas para obtener esmaltes de baja temperatura de cocción.Así, contribuye a aumentar el brillo, dificulta la pérdida de vitrificado ydisminuye la tensión superficial. Las materias primas más comunes uti-lizadas en la industria cerámica para el aporte de boro son: ácido bórico,bórax, y borato cálcico.
En la fabricación de pavimentos y revestimientos cerámicos, el boro seutiliza en la fase de esmaltado, cuando se aplica un recubrimiento vítreo
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 40/58
40
sobre la pieza prensada con el propósito de hacer el material imper-meable a la humedad, mejorar su aspecto y decoración, asícomo aumentar su resistencia química y mecánica.
Las aguas residuales generadas por las empresas de fabricación
de colores y esmaltes cerámicos suelen ser debidas a purgasrealizadas en los circuitos del agua utilizada para el enfriamiento delas fritas y aquellas generadas por la limpieza instalaciones, equiposrecipientes utilizados para la preparación de los esmaltes.
En las empresas dedicadas al tercer fuego, las aguas residualesse generan de manera discontinua y como consecuencia de lalimpieza de utensilios empleados: pantallas de serigrafía,pinceles, paletas, recipientes...
Las empresas que fabrican productos químicos cerámicos quecontienen sales de boro y metales pesados generan aguasresiduales con presencia de los mismos, cuando existen derrames,o bien realizan la limpieza de las instalaciones.
Así pues, el agua juega un papel muy importante en preparaciónde esmaltes, como vehículo de intercambio de calor, etc.,aunque las aguas residuales generadas son debidas principalmentea la limpieza de equipos e instalaciones. El caudal es muy variablede unos establecimientos a otros ya que la limpieza es unaoperación que se realiza manualmente y que depende de
numerosos factores: cambios en los tipos de productosfabricados, instalaciones existentes, reutilización y reciclado delagua en el mismo o distinto proceso, turnos que se reali cen,costumbres adquiridas por los trabajadores y otros factores queafectan directa o indirectamente al proceso.
9.2. TRATAMIENTO PARA LA ELIMINACIÓN DE BORO EN ELEFLUENTE
Las alternativas desarrolladas actualmente para la eliminación deeste elemento se basan en la utilización de resinas de intercambio
iónico o en procesos de ósmosis inversa.
Ambos procesos necesitan un tratamiento previo del agua paraevitar obstrucciones y colmataciones de las membranas, por lo quesuelen requerir cuidados permanentes. El coste de instalación ymantenimiento de este tipo de instalaciones es bastante caro.
En ambos casos, se obtiene un residuo denominado "rechazo",proce-dente del caudal residual de la ósmosis, o de la regeneraciónde la resina de intercambio iónico, con elevado contenido en salesdisueltas y boro.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 41/58
41
Este residuo puede suponer del orden del 10 - 1 5 % del volumen deagua tratada. Los riesgos de que su presencia interfiera en laspropiedades de la barbotina (densidad, viscosidad...), o delproducto acabado hacen que su reutilización se encuentre todavíaen fase experimental.
9.3. PROBLEMÁTICA DE LA PRESENCIA DE BORO EN LOS
SISTEMAS DE SANEAMIENTO AFECTADOS
Paradójicamente, se da la circunstancia de que en el ámbitogeográfico del que se trata, la actividades económicas que generanriqueza son, por un lado, la industria cer ámica junto a otrasrelacionadas con la misma (talleres, maquinaria industrial, etc.), y,por otro la agricultura, principalmente el cultivo y comercialización
de c ítricos y en especial la naran ja, cuyo desarrollo se vecomprometido por la presencia de boro en concentracionessuperiores a 1 mg/l.
El boro es un elemento esencial para el crecimiento de las plantas,pero su exceso es perjudicial para determinadas especies. Laevaluación en la concentración de boro (en mg B/l) en análisisefectuados sobre aguas de riego, según el Fruit Growers Laboratory de Santa Paula (California) son las siguientes:
Menor de 0,5: aguas aptas para todo tipo de cultivos.
De 0,5 a 1,0: aguas aptas para la mayoría de los cultivos. Loscultivos sensibles pueden comenzar a presentar daños visibles(síntomas en las hojas).
De 1,0 a 2,0: no existe peligro para cultivos semitolerantes. Loscultivos sensibles pueden perder vigor y disminuye la producción.
De 2,0 a 4,0: sólo se aconseja su uso para cultivos tolerantes.Mayor de 4,0: aguas no aconsejables para su uso continuado en
riego.
La tolerancia a la presencia de boro de distintas especiesvegetales, ordenada de arriba abajo, en orden creciente, es lasiguiente:
SENSIBLES OLERANTES TOLERANTES
Limoneros Boniato Zanahoria
Pomelo Tomate Lechuga
Aguacate Calabaza Col
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 42/58
42
Naranjo Avena Nabo
Morera Mijo Cebolla
Albaricoque Maíz Alfalfa
Melocotonero Trigo Remolacha
Cerezo Cebada Remolacha forrajera
Caqui Olivo Remolacha azucarera
Viñedo Guisante Palmera
Manzano Rábano Espárrago
Peral Algodón Tamarisco
Ciruelo Patata Césped
Alcachofa Girasol
Nogal Habichuelas
Pimientos
Los tratamientos fisicoquímicos y biológicos convencionalesutilizados en el tratamiento de aguas residuales son ineficaces en laseparación del boro dada su elevada solubilidad y, en con secuencia,es previsible que el efluente ya tratado contenga id énticaconcentración que el influente.
En consecuencia, es necesario limitar su concentración en lasdescargas de vertidos a la red de saneamiento para evitarcomprometer la reutilización del efluente tratado para riego
agrícola, práctica necesaria con el fin de incrementar ladisponibilidad de recursos hídricos en una comunidad con déficitde los mismos.
La totalidad de los municipios afectados por esta situación disponede un sistema de saneamiento que responde a dos situacionesdistintas en cuanto a la distribuci ón de competenciasadministrativas sobre el control de los vertidos:
9.3.1. El sistema de saneamiento presta servicio a un únicomunicipio, como sería el caso de l'Alcora, San Juan de Moró,Almassora y Castellón.
9.3.2. El sistema de saneamiento presta servicio, de formamancomunada, a varios municipios, como en el caso de Nules-Villavieja (cuya puesta en funcionamiento es muy reciente) yOnda-Betxí-Vila-Real.
Mientras en el primero de los casos, la titularidad de lasinstalaciones es exclusivamente municipal, y la forma legalhabitual de regular los vertidos a la red de saneamiento es
mediante la Ordenanza Municipal de Vertidos, en el segundo, la
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 43/58
43
titularidad de las instalaciones es compartida como sigue:
9.3.2.1. La red de alcantarillado, en todos los casos, es detitularidad municipal (así lo establece la Ley Reguladora de Basesde Régimen Local), y es la forma legal habitual de regular los
vertidos, la Ordenanza Municipal, como en el caso anterior.
9.3.2.2. La titularidad tanto de la red de colectores generalescomo de la EDAR corresponde a la Generalitat Valenciana, y laforma legal habitual de regular los vertidos es la OrdenanzaMunicipal y, en ausencia de la misma, es de aplicación el Modelode Ordenanza de Vertidos a la red municipal de saneamiento,editada por la Entidad de Saneamiento en colaboración con laFederación Valenciana de Municipios y Provincias.
La problemática generada como consecuencia de la presencia deelevadas concentraciones de boro en el efluente, puesta demanifiesto, ya hace algunos años, en aquellos municipios quedisponían de instalaciones de saneamiento, junto a ladisponibilidad cada vez menor del recurso en esa zona, dio lugara numerosos estudios sobre la posible influencia no sólo de lareutilización de las aguas residuales generadas durante el procesode fabricación (y con elevado contenido en boro) en la preparaciónde las materias primas (plantas de atomizado), sino también a suinfluencia por adición a la composición de la pasta cerámica.
En consecuencia, la demanda creciente de agua para usoindustrial y la legislación en esta materia, cada vez más estricta,que supone, a su vez, un incremento en los costes deabastecimiento de agua y tratamiento de los efluentes han dadolugar a la reutilización como alternativa para superar estasdificultades.
En procesos de preparación de pastas, y para una produccióndada, la relación entre el agua empleada y el agua residualproducida en el lavado de instalaciones es aproximadamente1:1. Es decir, si técnicamente es admisible reutilizar todas las
aguas residuales del lavado, como agua para la preparación depastas, se puede conseguir un reciclado total.
En las plantas de atomizaci ón, y como ya se coment óanteriormente, el proceso de preparación de la arcilla para elprensado se realiza mayori-tariamente por medio de la molienda delas materias primas por vía húmeda, seguida del secado de lasuspensión resultante de esta molienda (barbotina) mediante laatomización. En este proceso se requieren grandes volúmenes deagua para la molienda de las arcillas; este agua, posteriormente, esevaporada en el atomizador y, en conse cuencia, no comporta
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 44/58
44
producción de aguas residuales puesto que se emite a laatmósfera.
En ellas, el agua de lavado suele ser f ácilmente reciclada para lapreparación de barbotinas, tanto por su cantidad (supone un
pequeño porcentaje del volumen total de agua), como por suscaracterísticas (el material en suspensi ón es de la mismacomposición de la pasta) y, en consecuencia, no modifica elcomportamiento de la misma.
En definitiva, en estos procesos el reciclado de las propias aguasresiduales es prácticamente inmediato.
Actualmente, existe una gran parte de las empresas cerámicasque no disponen de atomizador y que negocian con su proveedor,no sólo el suministro de la materia prima, es decir, la arcillaatomizada, sino también, la retirada de las aguas residualesgeneradas durante el proceso de fabricación, así como de losfangos, que servirán de vehículo de esta materia prima, de nuevoen el atomizador.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 45/58
45
MADERA-MUEBLE
Ma SOL MONTES MORLANES
Técnica del Departamento de Vertidos Industriales
Sanejament d'Aigües
Generalitat Valenciana
1. INTRODUCCIÓN
Se trata de uno de los sectores industriales con mayor volumen deempleo en la comunidad Valenciana.
Pese a que la comunidad Valenciana es deficitaria en materia prima,se trata de una industria de las de mayor arraigo y tradición, conmétodos de producción bastante tradicionales y un nivel deautomatización no excesivamente elevado.
El impacto medioambiental que genera esta actividad se centrafundamentalmente en la generación de ruido de maquinaria, polvo de
serrín, vapores de compuestos orgánicos, humos de calderas,residuos de barnices, colas y pinturas, así como residuos de lostratamientos de la madera.
Por lo que respecta a la producción de aguas residuales, pueden con-tener sustancias y productos cuya presencia puede conferir elcarácter de residuo peligroso al efluente.
2. MATERIAS PRIMAS UTILIZADAS EN EL PROCESOINDUSTRIAL
2.1. MADERA Y DERIVADOS
• Tablero de partículas • Tablero de fibras • Tablero contrachapado • Madera maciza • Ratán, caña, mimbre y otros
2.2. ESTRATIFICADO Y MELAMINADO
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 46/58
46
2.3. RECUBRIMIENTO TEXTIL
• Telas • Piel • Cuero
• Espumas • Accesorios (velcro, cremalleras...)
2.4. ESTRUCTURA METÁLICA
• Tubos
• Elementos decorativos
2.5. ACCESORIOS Y HERRAJES
• Remaches • Cantos • Tornillos • Tuercas • Bisagras • Cerraduras
2.6. COLAS Y ADHESIVOS
• Acetato de polivinilo • Urea-formaldehído • Termofusibles
2.7. BARNICES, TINTES, PINTURAS Y DISOLVENTES
• Nitrocelulosa • Poliuretanos
• Reactivos • Poliésteres • Acrílicos • Tintes al agua • Tintes hidroalcohólicos • Tintes al disolvente • Disolventes orgánicos aromáticos • Hidrocarburos • Compuestos organohalogenados y otros
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 47/58
47
2.8. ENVASES Y EMBALAJES
• Plástico • Cartón • Flejes
• Palets
2.9. OTROS
• Aceites de mantenimiento • Aceites de corte • Aceites de tratamiento térmico • Aceites para sistemas hidráulicos • Lijas • Productos limpieza y mantenimiento • Filtros de aire
3. ACTIVIDADES PRINCIPALES EN EL SECTORINDUSTRIAL MADERA-MUEBLE
Dentro del sector, existen dos actividades principalmente:
3.1. ASERRADO, PRIMER TRATAMIENTO Y FABRICACIÓN DE
MADERA CONTRACHAPADA Y TABLEROS DE AGLOMERADO
Dado que la comunidad Valenciana es deficitaria en materia prima,es habitual la importación de madera en forma de troncos yadescortezados que serán transformados a su vez en listones.
Una vez listada la madera, se somete a desecación y a un primertratamiento para su conservación.
El primer tratamiento de conservación y protección de la madera
puede realizarse de diversas maneras según se aplique sobremadera húmeda o seca, o se empleen sistemas con autoclave osin él. Un método muy habitual consiste en la aplicación delprotector de manera forzada mediante presión. El ciclo detratamiento consta de una etapa inicial de vacío para extraer elaire de la madera, la aplicaci ón del conservante a presión(creosota o aceite de pentaclorofenol) y una fase final a vacío, queprovoca un arrastre de protector sobrante e impurezas (etapa devaporización). Este proceso incluye la recuperación de losconservantes no absorbidos por la madera. Actualmente latendencia es usar conser vantes hidrosolubles (sales
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 48/58
48
hidrosolubles que contienen arsénico, cobre y cromo), o losformados por mezclas de disolventes orgánicos (White-spirit),
insecticidas y ceras o resinas repelentes al agua, más que lascreosotas.
El proceso se inicia con el descortezado y secado de los listonesde madera.
Posteriormente, se procede a la extracción de los nudos y alrelleno de agujeros y grietas, tras lo cual se dosifica la cola y seprensan las piezas. La producción finaliza con el corte de lashojas al tamaño deseado y el lijado final.
La fabricación de tableros de aglomerado presenta unascaracterísticas muy similares a la fabricaci ón de loscontrachapados. La diferencia fundamental está más en la calidad
del producto final que en el propio proceso.
En el caso del aglomerado, la fabricaci ón se inicia con eltroceado de la madera y otros restos procedentes de aserraderosy carpinterías, entre otros, y su mezcla con serrín. Se procede a un secado de lasvirutas y se realiza el encolado con resinas sint éticas.Posteriormente, las láminas se prensan y se dejan un tiempo en elalmacén para su climatización. El paso final es el cortado de laspiezas al tamaño deseado.
3.2. FABRICACIÓN Y ACABADO DE MUEBLES
Bajo este epígrafe se incluyen las actividades de trabajo ytratamiento de la madera, como operaciones comunes a lafabricación y acabado de muebles y otros artículos de maderacomo puertas, ventanas, envases y embalajes.
Descripción del proceso:
Incluyen las operaciones de trabajo de la madera (tallado,torneado, lijado, encolado y ensamblaje), y los tratamientos deacabado superficial (imprimación, pintado, barnizado, pulido...).
3.2.1. Recepción y almacenamiento de materias primas
Las materias primas, tras su recepción, son sometidas a un primercontrol de calidad y posteriormente acondicionadas en almacén.
Los rechazos sobre materias primas defectuosas o que no han
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 49/58
49
superado las condiciones de calidad establecidas, bien por lapropia empresa, bien por la normativa aplicable, son devueltas alos proveedores respectivos.
Por el contrario, los materiales aceptados, una vez
acondicionados, son transportados hasta el lugar donde seránincorporados al proceso productivo.
3.2.2. Preparación y mecanizado
Las operaciones de preparación más frecuentes son el corte amedida, el cepillado, el regruesado y la selección de chapas, telasy otros.
A continuación, tiene lugar el mecanizado cuyas operacionesunitarias consisten primeramente en un seccionado de los tablerosen piezas de dimensiones acordes con las especificaciones de losmuebles a fabricar, así como taladro, moldurado, chapado decantos, punzonado, conformado y soldado de tubos, corte ycosido de chapas, telas y espu mas y preparación previa alacabado y/o premontaje.
En esta etapa se generan gran cantidad de retales, virutas, serrín ypolvo.
3.2.3. Acabado
En general, es la sección de mayor impacto ambiental.
En el caso de la madera y derivados, las operaciones comienzancon un lijado de la superficie y, en el caso de los metales, undesengrase y posterior secado.
El polvo generado en el lijado es aspirado y conducido a un silo.
Tras el lijado, tiene lugar el tintado, seguido de un proceso desecado mediante calor. Una vez seco, se aplica una primera capade barniz y/o pintura denominada "fondo", que una vez seca eslijada de nuevo para aplicar una segunda capa denominada"acabado".
La diferencia entre pintura y barniz estriba en que, en el primercaso, se trata de un material pigmentado, a diferencia del barnizque es transparente.
La aplicación de la pintura y/o barniz se realiza por diversos
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 50/58
50
sistemas de entre los que cabe destacar la aplicación aerográfica osus derivados y el sistema de rodillos.
En cualquier caso, la aplicación comporta un riesgo dada supropia composición química.
En estas operaciones, los compuestos químicos pueden entrar encontacto con la piel y provocar daños en la salud del operario.
Los factores que a continuación se relacionan determinan elefecto contaminante de estos compuestos, dado que tanto latécnica de aplicación como la distinta naturaleza química de losproductos empleados, la gestión de los residuos como losefluentes generados serán distintos, según se trate de estructurasmetálicas o superficies de madera.
• Naturaleza química de sus componentes • Técnica de aplicación
• Ambiente de trabajo (cabina seca o húmeda) • Tipo de instalación y su mantenimiento
• Tiempo de exposición y protección personal del operario • Formación del operario y conocimiento de la naturaleza y riesgoque conllevan estos productos y su manipulación
En caso de tratarse de una superficie met álica el sistema deaplicación más frecuente es el electrostático.
Las piezas, una vez barnizadas, son almacenadas en espera de supre-montaje o montaje.
En caso de que las piezas a pintar sean estructuras metálicas, elproceso tipo incluye una fase de desengrase seguida de secado enhorno, aplicación de la pintura en cabina electrostática y posteriorsecado y polimerización de ésta.
Descripción del proceso de aplicación:
A lo largo del proceso, la pintura se aplica en varias capasdenominadas "manos". De entre todas ellas, la que queda a lavista se llama acabado, mientras que las que quedan por debajode ésta, fondo.
El proceso consiste en las siguientes etapas:
3.2.3.1. Acondicionamiento o imprimación
Consiste en preparar el substrato para la posterior adherencia del
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 51/58
51
barniz. Por su función, se pueden clasificar en:
Masilla o tapaporo: material de elevado contenido en sólidos cuyoobjeto es rellenar el poro de la madera con material, relativamenteinerte, para obtener una superficie uniforme y nivelada.
Sellador: material ligero o cargado, aplicado en capas delgadaspara impedir el paso de sustancias de una capa a otra o delsubstrato hacia las capas. Forma una barrera parcial que impide elpaso de los disolventes de los barnices, fuera del contacto con eltapaporos y prepara la superficie para capas de color adicionales,tinturas de sombreado y glaseados.
Imprimación: su función es cambiar la naturaleza de la superficiepara mejorar la adherencia posterior del fondo, o como aislante deotros productos presentes en la madera que pudieran alterar el
fondo.
3.2.3.2. Teñido
El tinte está formado por compuestos orgánicos del tipo anilinas,que tienen por objeto dar una coloración determinada a la madera.
3.2.3.3. Capa de fondo
Su función es proporcionar espesor o cuerpo al barniz o pintura ynivelar las irregularidades de la superficie.
Suele tener un contenido en sólidos superior a las capas deacabado.
3.2.3.4. Acabado
Proporciona el aspecto final de tacto, color, brillo... Se aplica acontinuación de la capa de fondo, previo lijado de ésta.
3.2.4. Embalaje y expedición
Las distintas operaciones unitarias que conforman esta etapadeben estar sometidas a un riguroso control.
4. ORIGEN DE LAS AGUAS RESIDUALES GENERADA
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 52/58
52
4.1. AGUAS RESIDUALES GENERADAS EN LA ACTIVIDAD DEFABRICACIÓN DE MADERA CONTRACHAPADA Y TABLEROSDE AGLOMERADO
El caudal de las aguas residuales generadas durante el aserrado
de la madera depende de las operaciones que se realicen. Si setrata de un descortezado en húmedo, se genera una corriente deagua residual con abundancia de sólidos gruesos procedentes delos restos de cortezas. Asimismo, las aguas residuales generadasdurante la limpieza de las instalaciones contienen elevadascantidades de serrín.
Las aguas residuales generadas en el primer tratamiento de lamadera proceden de los condensados de la etapa de aplicaciónde vapor y vaporización. Se trata de aguas residuales con unelevado contenido en aditivos utilizados en dichas operaciones,
disolventes orgánicos, insecticidas y/o sales metálicas, y cuyocaudal asociado es muy pequeño.
En la fabricación de contrachapados y aglomerados, las aguasresiduales proceden fundamentalmente de la limpieza de lostanques de encolado y los dosificadores. Son caudales pequeñosy discontinuos, con pH entorno a 10, elevada DQO y,generalmente, con presencia de fenoles, formaldehídos, urea ypentaclorofenol.
La presencia de este tipo de compuestos en el agua residualobliga a gestionar adecuadamente el efluente.
4.2. AGUAS RESIDUALES GENERADAS EN LA ACTIVIDAD DEFABRICACIÓN Y ACABADO DE MUEBLES
La producción de aguas residuales durante el desarrollo de laactividad tiene un carácter discontinuo.
Éstas son generadas fundamentalmente en las operaciones delavado de las instalaciones y en las cuáles hay presencia de restosde serrín, colas, adhesivos, pinturas y barnices.
Las colas y adhesivos contienen su stancias como urea,formaldehídos, pentaclorofenol, cloruro amónico...
Las pinturas y barnices incluyen, en su composición,disolventes y otros compuestos orgánicos, y óxidos metálicoscuya presencia en las aguas residuales pueden conferirles elcarácter de residuo peligroso. En caso contrario, se trata de aguas
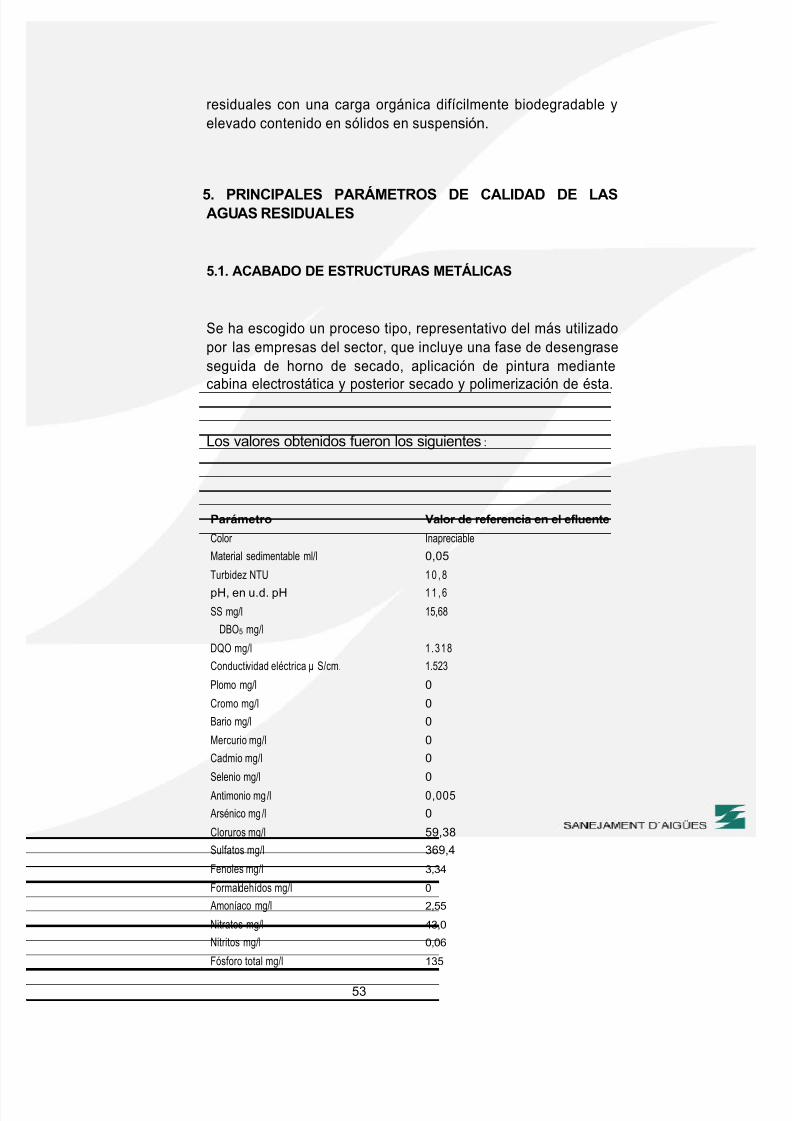
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 53/58
53
residuales con una carga orgánica difícilmente biodegradable yelevado contenido en sólidos en suspensión.
5. PRINCIPALES PARÁMETROS DE CALIDAD DE LASAGUAS RESIDUALES
5.1. ACABADO DE ESTRUCTURAS METÁLICAS
Se ha escogido un proceso tipo, representativo del más utilizadopor las empresas del sector, que incluye una fase de desengraseseguida de horno de secado, aplicación de pintura mediante
cabina electrostática y posterior secado y polimerización de ésta.
Los valores obtenidos fueron los siguientes :
Parámetro Valor de referencia en el efluente
Color Inapreciable Material sedimentable ml/l 0,05 Turbidez NTU 1 0 , 8
pH, en u.d. pH 1 1 , 6 SS mg/l 15,68
DBO5 mg/l DQO mg/l 1 .318 Conductividad eléctrica µ S/cm. 1.523 Plomo mg/l 0
Cromo mg/l 0 Bario mg/l 0
Mercurio mg/l 0 Cadmio mg/l 0 Selenio mg/l
0 Antimonio mg/l 0,005
Arsénico mg/l 0 Cloruros mg/l 59,38 Sulfatos mg/l 369,4 Fenoles mg/l 3,34 Formaldehídos mg/l 0 Amoníaco mg/l 2,55 Nitratos mg/l 43,0 Nitritos mg/l 0,06 Fósforo total mg/l 135
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 54/58
54
Una de las pinturas de uso más generalizado es la de tipo epoxi detextura polvo.
Se trata de una pintura que no requiere de la intervenci ón dedisolvente orgánico alguno en su formulación.
Esta pintura está constituida por un polímero reactivo, pigmentos,cargas y endurecedores y aditivos.
El endurecimiento se lleva a cabo en un túnel donde se aumentala temperatura a tal fin, y la aplicación se lleva a cabo medianteun equipo de pulverización electrostático que reduce la pérdida dematerial en comparación con la aplicación mediante pistolaconvencional, y minimizando el overspray.
La aplicación de pintura en polvo con pistola electrostática implicael riesgo de accidente por incendio o explosi ón, así comopérdidas de material y su destino.
El principio de aplicación consiste en que las partículas de polvo,fluidificadas en el aire, son transportadas neumáticamente a lapistola donde se les aplica una diferencia de potencial tal que, unavez cargadas, se proyectan en el túnel de pintado y se adhieren ala superficie a pintar.
El polvo no adherido se elimina mediante un sistema de
ventilación que dispone de filtro, mientras que el recuperado serecircula junto al polvo nuevo.
Después de la aplicación, las piezas entran en el horno de curadodonde la pintura depositada polimeriza.
5.2. SECCIONES DE BARNIZADO Y TINTADO DE LA MADERA
La sección de barnizado de la madera es la que mayor impacto
ambiental genera.
Las aguas residuales se generan, fundamentalmente, en lascabinas de aplicación de tintes y barnices, en las distintasoperaciones de limpieza, como consecuencia de derramesincontrolados y accidentes, as í como laboratorio y otrasinstalaciones donde se realizan las distintas pruebas de mezclas yaplicaciones de material.
La emisión de disolventes orgánicos se debe fundamentalmente alos procesos de ajuste de viscosidades de barnices, así como a
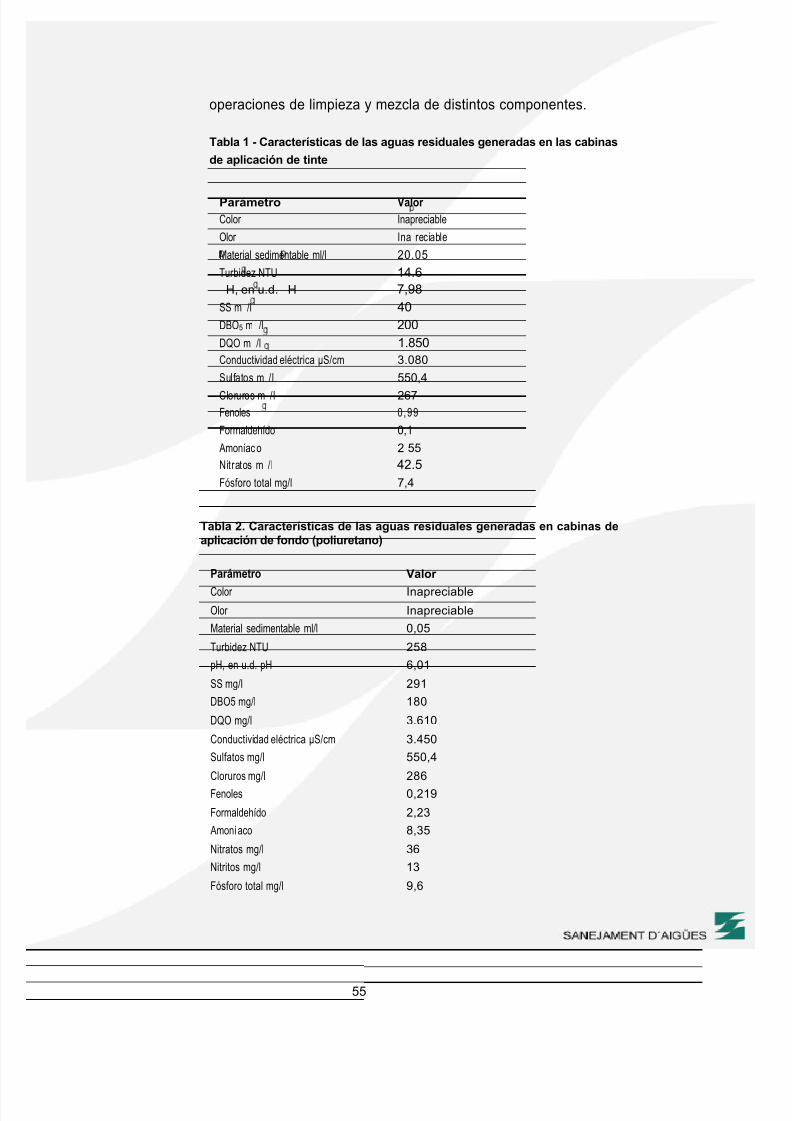
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 55/58
55
operaciones de limpieza y mezcla de distintos componentes.
Tabla 1 - Características de las aguas residuales generadas en las cabinas
de aplicación de tinte
Parámetro Valor Color Inapreciable Olor Ina reciable Material sedimentable ml/l 20.05 Turbidez NTU 14.6
H, en u.d. H 7,98SS m /l 40DBO5 m /l 200DQO m /l 1.850Conductividad eléctrica S/cm 3.080 Sulfatos m /l 550,4
Cloruros m /l 267 Fenoles 0 ,99 Formaldehído 0,1 Amoníaco 2 55 Nitratos m /l 42.5Fósforo total mg/l 7,4
Tabla 2. Características de las aguas residuales generadas en cabinas deaplicación de fondo (poliuretano)
Parámetro Valor
Color InapreciableOlor Inapreciable
Material sedimentable ml/l 0,05
Turbidez NTU 258
pH, en u.d. pH 6,01
SS mg/l 291
DBO5 mg/l 180
DQO mg/l 3.610
Conductividad eléctrica µ S/cm 3.450
Sulfatos mg/l 550,4
Cloruros mg/l 286
Fenoles 0,219
Formaldehído 2,23
Amoníaco 8,35
Nitratos mg/l 36
Nitritos mg/l 13
Fósforo total mg/l 9,6
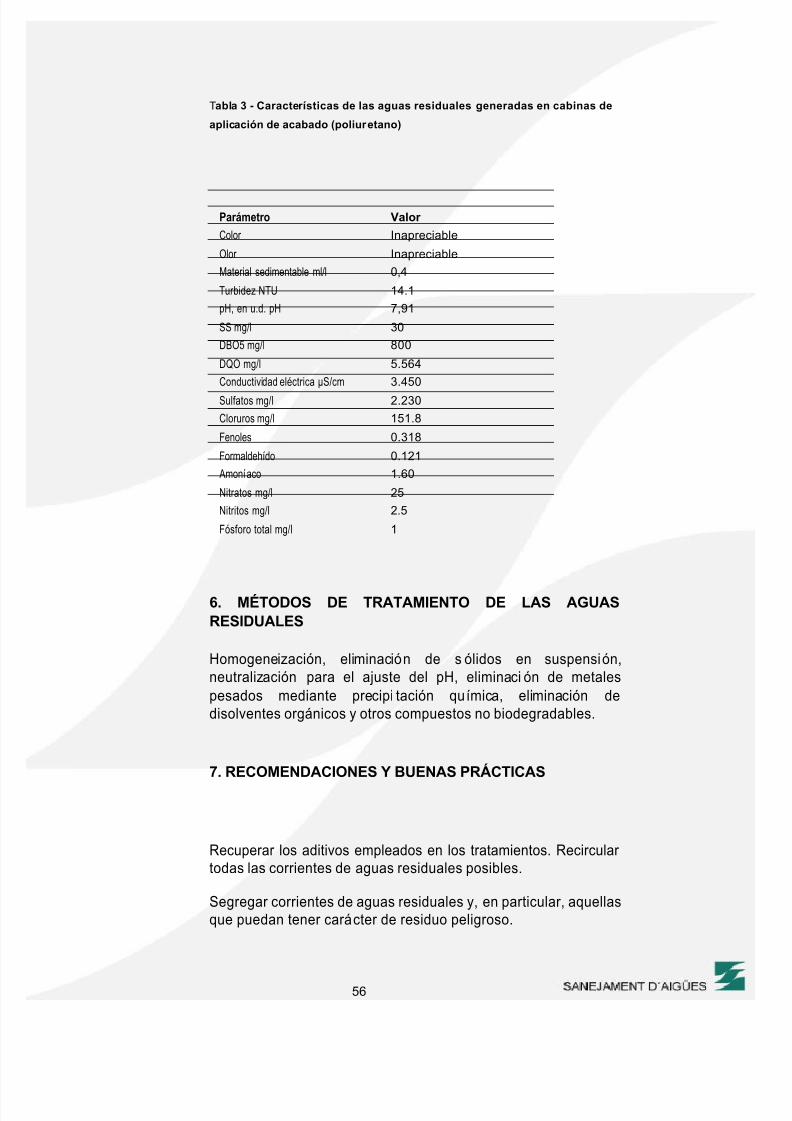
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 56/58
56
Tabla 3 - Características de las aguas residuales generadas en cabinas de
aplicación de acabado (poliuretano)
Parámetro Valor
Color Inapreciable
Olor Inapreciable
Material sedimentable ml/l 0,4
Turbidez NTU 14.1
pH, en u.d. pH 7,91
SS mg/l 30
DBO5 mg/l 800
DQO mg/l 5.564
Conductividad eléctrica µ S/cm 3.450
Sulfatos mg/l 2.230
Cloruros mg/l 151.8
Fenoles 0.318
Formaldehído 0.121
Amoníaco 1.60
Nitratos mg/l 25
Nitritos mg/l 2.5
Fósforo total mg/l 1
6. MÉTODOS DE TRATAMIENTO DE LAS AGUASRESIDUALES
Homogeneización, eliminación de sólidos en suspensión,neutralización para el ajuste del pH, eliminaci ón de metalespesados mediante precipi tación química, eliminación dedisolventes orgánicos y otros compuestos no biodegradables.
7. RECOMENDACIONES Y BUENAS PRÁCTICAS
Recuperar los aditivos empleados en los tratamientos. Recirculartodas las corrientes de aguas residuales posibles.
Segregar corrientes de aguas residuales y, en particular, aquellasque puedan tener carácter de residuo peligroso.
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 57/58
57
Sustituir, en la medida de lo posible, la limpieza con agua por limpiezaen seco.
Recircular al máximo el agua de las cabinas de pintura.
8. INFLUENCIA SOBRE LOS SISTEMAS DESANEAMIENTO DE LOS VERTIDOS DE AGUASRESIDUALES GENERADAS EN EL SECTOR
Es la sección de acabado y, concretamente las cabinas de pintura detipo "húmedo" utilizadas, una de las operaciones del proceso de pro-ducción más problemático en cuanto a las características delefluente de aguas residuales generado, debido a la presencia dedisolventes orgánicos y residuos pastosos o líquidos de pinturas,barnices y tintes.
No obstante, y dada la presión legislativa actual, acompañada de unmayor control por parte de la administración competente, la gestiónde los mismos en la mayor ía de las empresas, se efec túaadecuadamente a través de un gestor autorizado para ello.
Por otra parte, cada vez son más numerosas las empresas quesustituyen las cabinas de tipo "húmedo" por las cabinas en "seco",debido a que las primeras presentan algunos inconvenientes:
•
Limpieza larga y tediosa. • Producción de lodos con metales pesados que requieren suretirada por gestor autorizado. • Costes de funcionamiento elevados debido a los productosquímicos empleados para el tratamiento del agua y los filtros yenergía consumida por la bomba de mezcla. • Costes de mantenimiento elevados (circuito de filtraci ón yreciclaje, elevada corrosión debido a la humedad, limpieza deldepósito...). • Ciclo de vida de la cabina reducido debido a la corrosión. • Inversión inicial elevada en comparación con una cabina seca.
8.1. SISTEMAS DE SANEAMIENTO AFECTADOS
Dada la amplia distribución geográfica de las empresas del sector,son un gran número de sistemas de saneamiento los que, en sucaso, recogen aguas residuales generadas por las empresasdedicadas fundamentalmente a la fabricación y acabado demuebles.
No obstante, y como ya se ha apuntado anteriormente, pese al
5/11/2018 Tratamiento de RILES_Valencia Espa a - slidepdf.com
http://slidepdf.com/reader/full/tratamiento-de-rilesvalencia-espana 58/58
58
gran número de establecimientos, son un reducido número deellos las que disponiendo de cabina de tipo "húmedo" vierten lasaguas residuales generadas a la red de saneamiento ya que sugestión se realiza a través de empresas autorizadas para ello.
Así pues, las aguas residuales que son vertidas a la red procedengeneralmente de los usos asimilables a domésticos.
Entre otros, los sistemas de saneamiento que recogen las aguasresiduales de las empresas del sector son los que a continuación serelacionan:
• Sistema de Saneamiento Benicarló (Castellón)
• Sistema de Saneamiento Vinaroz (Castellón)
• Sistema de Saneamiento Almoradí (Alicante)
• Sistema de Saneamiento Gata de Gorgos (Alicante)
• Sistema de Saneamiento Castalla-Onil (Alicante)
• Sistema de Saneamiento Pinedo (Valencia)
• Sistema de Saneamiento Torrent (Valencia)
• Sistema de Saneamiento Quart-Benáger (Valencia)
• Sistema de Saneamiento Xátiva (Valencia)
En general en ninguno de ellos, la explotación y mantenimientodel sistema no se ve comprometido, pese a tratarse de aguasresiduales con una carga orgánica difícilmente biodegradable yelevado contenido en sólidos en suspensión, por los motivosapuntados anteriormente, además del escaso caudal asociado aellas.