Programación Orientada a Objetos (POO) DSAUPOO Mtra. Carolina Galaviz I. CBTIS No. 37 1.

If you can't read please download the document
Ingeniera de materiales M.C. Gilberto Oroz Galaviz
1
TRATAMIENTOS TRMICOS.
Desde la antigedad se ha apreciado como el fuego es capaz de cambiar las propiedades de las sustancias. Con fuego los hombres de la edad de piedra desdoblaban las protenas de la carne de los animales, para aprovechar mejor sus nutrientes y endurecan las varas de madera de sus flechas para darles mayor rigidez. Para los antiguos griegos, el fuego formaba parte de los cuatro elementos fundamentales: agua, aire, tierra y fuego. Representaba el triunfo de la humanidad sobre los dioses, al ser robado por prometeo de la forja de Hefesto. Durante mucho tiempo los tratamientos trmicos han sido un medio relativamente econmico para mejorar las propiedades mecnicas de los metales. Involucran la adecuada aplicacin de procesos de calentamiento y enfriamiento, con el propsito de efectuar los cambios necesarios, en las estructuras cristalinas del material, para el mejoramiento de las propiedades requeridas.
Se pueden llevar a cabo tratamientos trmicos sobre piezas, a lo largo del proceso de manufactura de un producto. En algunos casos, el tratamiento se aplica antes del proceso de formado, por ejemplo para ablandar el metal y ayudar a formarlo ms fcilmente mientras se encuentra caliente. En otros casos, se usa el tratamiento trmico para aliviar los efectos del endurecimiento por deformacin que ocurren durante el formado y poder as producir en la pieza una deformacin posterior. Y finalmente, el tratamiento trmico puede realizarse durante o casi al finalizar la secuencia de manufactura para lograr la resistencia y dureza requeridas en el producto terminado. Como ejemplo interesante de tratamientos trmicos sucesivos en un proceso de fabricacin, se tiene la elaboracin tradicional de espadas de combate japonesas, las
cuales estn constituidas por capas sucesivas de material ferroso con diferentes propiedades mecnicas, capas con alta resiliencia y poca dureza en el centro, pero con gran dureza en el exterior. Los principales tratamientos trmicos son: 1) Templado (formacin de martensita en el acero) 2) revenido, 3) recocido, 4) endurecimiento por precipitacin y 5) Tratamientos superficiales.
TEMPLADO. Consiste en calentar el material hasta una temperatura lo suficiente alta para convertirlo entera o parcialmente en austenita, dentro o por arriba de su zona crtica; esta temperatura puede determinarse por medio del diagrama de fases para la composicin particular de la aleacin. Procediendo luego a enfriar rpido, para evitar la interseccin con la nariz de la curva de templabilidad y obtener una estructura martenstica. La dureza obtenida depender de la velocidad del temple, contenido de carbono y dimensiones de la pieza. Si el material tiene secciones amplias, el tiempo de calentamiento deber ser mayor.
La transformacin a austenita implica un cambio de fase que requiere tiempo y calentamiento; en consecuencia, se debe mantener el acero a temperatura elevada por un periodo suficiente de tiempo para permitir que se forme la nueva fase y alcance la homogeneidad de composicin requerida. Para aceros de bajo y medio carbono, el temple en un bao de agua, como medio enfriador, es un mtodo muy utilizado; para aceros al alto carbono y aleados, se usa generalmente aceite mineral, debido a que su accin no es tan severa como la del agua. El temple en salmuera suministra el enfriamiento ms rpido de las superficies calentadas, mientras que el temple al aire es el ms lento. El problema es que mientras ms efectivo sea el medio de temple en el enfriamiento, es ms probable que cause esfuerzos internos, distorsin y grietas en el producto.
Velocidad critica de templado Es la mnima velocidad de enfriamiento, que da por resultado un 100% de martensita Mtodos de calentamiento Se puede alcanzar la temperatura deseada en los tratamientos trmicos, aumentando la energa interna de las piezas, mediante diferentes formas de calentamiento, entre las ms comunes se encuentran.
Ingeniera de materiales M.C. Gilberto Oroz Galaviz
2
Flama directa. Las piezas se exponen directamente a la flama con el propsito de incrementar la transferencia de calor por conveccin, la flama se logra mediante la combustin de slidos como el carbn mineral o vegetal, o lquidos como la mayora de los hidrocarburos comerciales, y gases.
Con este proceso se obtienen superficies duras con un ncleo dctil, se pueden tratar piezas grandes sin calentarlas en su totalidad, sin embargo no se controla fcilmente la profundidad de la capa. El calentamiento se obtiene por la flama producida por cualquier combustible, como por ejemplo la oxiacetilnica aplicada directamente sobre la superficie de la pieza.
Flama indirecta
En esta modalidad tambin existe liberacin de gases ya que la temperatura necesaria para el tratamiento trmico se alcanza mediante la combustin de hidrocarburos, sin embargo la flama no se dirige a las piezas, pues el conjunto se encuentra confinado en un blindaje trmico.
Induccin
Es un mtodo relativamente rpido ya que solo requiere algunos segundos para calentar hasta una profundidad de significativa para un tratamiento trmico;. No se presenta oxidacin, su operacin es limpia y la distorsin producida es pequea. Es ideal para acero al medio carbono, en piezas donde es importante que la composicin de la superficie no vare, como cigeales, engranes y otras piezas sometidas a desgaste.
La pieza a templar se coloca dentro una bobina de induccin, a la que se le aplica una corriente elctrica alterna de alta frecuencia; el calentamiento se logra debido a las corrientes inducidas de Foucault y las perdidas por histresis en la superficie del material al magnetizarse y desmagnetizarse a gran velocidad.
Eventualmente la pieza debe someterse a procesos de enfriamiento controlado, hasta adquirir la dureza requerida
Horno elctrico
El calentamiento se logra mediante el uso de resistencias elctricas, adecuadamente dispuestas dentro de un espacio confinado, coordinadas por un sistema de control automatizado
TEMPLABILIDAD El trmino templabilidad se refiere a la capacidad relativa de un acero de ser endurecido por transformacin de la austenita a martensita. Es una propiedad que determina la profundidad por debajo de la superficie templada a la cual el acero se endurece o la severidad del temple requerido para lograr una cierta penetracin de la dureza. Los aceros con buena templabilidad se endurecen a ms distancia bajo la superficie y no requieren altas velocidades de enfriamiento, por lo que la templabilidad no se refiere a la mxima dureza que se puede lograr, ya que eso depende del contenido de carbono.
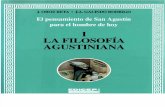
La templabilidad de un acero se incrementa mediante la aleacin. Los elementos aleantes que tienen el mayor efecto son cromo, el manganeso, el molibdeno y el nquel en menor grado. El mecanismo mediante el cual operan estos elementos aleantes, es el aumento del tiempo antes de que ocurra la transformacin de austenita a perlita en el diagrama TTT. En efecto, la curva TTT se mueve hacia la derecha, permitiendo as velocidades de enfriamiento ms lentas. Por tanto la trayectoria del enfriamiento es capaz de seguir ms fcilmente una ruta ms lenta hacia la lnea Ms, evitando el obstculo impuesto por la nariz de la curva TTT. Prueba Jominy El mtodo ms comn para medir la templabilidad es el ensayo de Jominy. Involucra el calentamiento de una probeta de dimetro= 1.0 pulg (25.4 mm) y una longitud =4.0 pulg (102 mm) hasta austenitizar y despus es templado de uno de sus extremos con agua fra mientras se sostiene verticalmente. La velocidad de enfriamiento en la probeta de prueba disminuye con el incremento de la distancia desde el extremo que se templa. La templabilidad es indicada por la dureza de la probeta
como una funcin de la distancia desde el extremo templado.
Ingeniera de materiales M.C. Gilberto Oroz Galaviz
3
Prueba Jominy
REVENIDO Consiste en un recalentamiento del acero endurecido por temple a una temperatura inferior a la crtica, seguido de un enfriamiento a cualquier velocidad, la estructura que se obtiene es martensita revenida. El revenido es posible debido a la inestabilidad de la martensita. Mediante este tratamiento es posible reducir: La dureza, resistencia a la tensin y la fragilidad; aumentando su ductilidad y tenacidad. Los revenidos a baja temperatura (150 a 205 C) no originan un gran decremento en la dureza y se usan para liberar los esfuerzos internos. Los elementos de aleacin tienen gran influencia en el revenido, produciendo un retraso en la velocidad de suavizacin, de manera que requieren temperaturas de revenido ms altas, para obtener la suavidad deseada Austemplado. Es una transformacin isotrmica que convierte la austenita en bainita. El proceso se limita a piezas pequeas con buena templabilidad.
Martemplado. El acero es templado rpidamente desde la regin austentica, hasta una temperatura justo por encima de la lnea Ms , donde se mantiene lo suficiente hasta permitir que el ncleo y la superficie de la pieza alcancen la misma temperatura. Cuando esto ocurre, la pieza es enfriada al aire a temperatura ambiente, formando as martensita. Posteriormente el acero se recalienta a una temperatura que vara con los contenidos de carbono y aleantes.
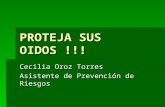
Una vez fro, se corta una superficie plana a lo largo de la probeta, para remover los carburos
4
Fibra de vidrio
Corte
Se practican diez marcas equidistantes, sobre la superficie plana
HRC
1 2 3 4 5 6 7 8 9 10
10
9
8
7
6
5
4
3
2
1
Oroz
Se mide la dureza a lo largo de la superficie de la probeta
Se busca proteger la pieza con fibra de vidrio para minimizar la tran