Tutorial Mastercam X7 AX
11
Tutorial Mastercam X7 En aquest tutorial s'explica l'utilització del software Mastercam(Mx7) per a l'elaboració de motllos ortopèdics. El cas que s'utilitzarà com exemple, és l'elaboració d'un motlle per a DAFO(Dynamic Ankle Foot Orthosis); en aquest cas dividit en 3 parts per obtenir la correcta forma del peu i sense tenir limitacions en cap dels 3 eixos. PAS 1: Obrir Mastercam. En obrir Mx7 ens apareix aquesta pantalla: Ens dirigim a File‐> Open a la part superior esquerra i obrim l'arxiu .STL generat prèviament amb un CAD. NOTA: El Mastercam també té eines de CAD però més limitades.
-
Upload
francescgirona -
Category
Documents
-
view
154 -
download
4
description
Tutorial para primera toma de contacto y mecanización de una pieza con Mastercam X7
Transcript of Tutorial Mastercam X7 AX
Tutorial Mastercam X7
En aquest tutorial s'explica l'utilització del software Mastercam(Mx7) per a l'elaboració
de motllos ortopèdics.
El cas que s'utilitzarà com exemple, és l'elaboració d'un motlle per a DAFO(Dynamic
Ankle Foot Orthosis); en aquest cas dividit en 3 parts per obtenir la correcta forma del
peu i sense tenir limitacions en cap dels 3 eixos.
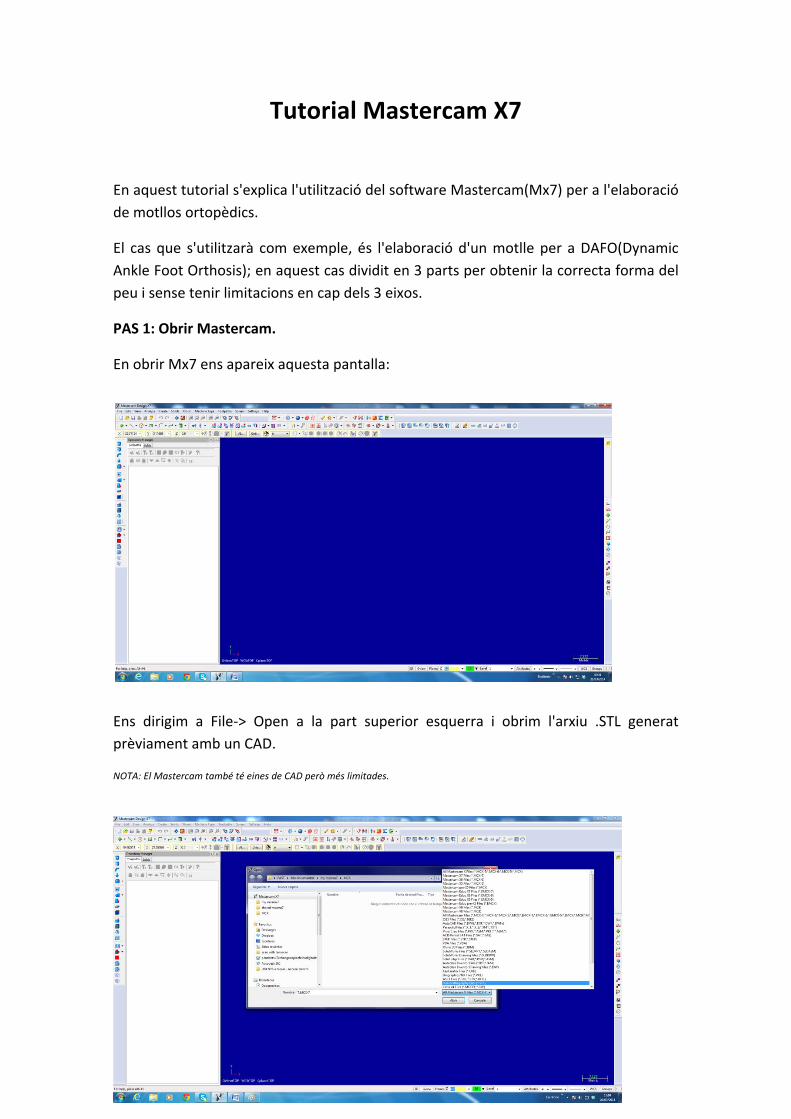
PAS 1: Obrir Mastercam.
En obrir Mx7 ens apareix aquesta pantalla:
Ens dirigim a File‐> Open a la part superior esquerra i obrim l'arxiu .STL generat
prèviament amb un CAD.
NOTA: El Mastercam també té eines de CAD però més limitades.
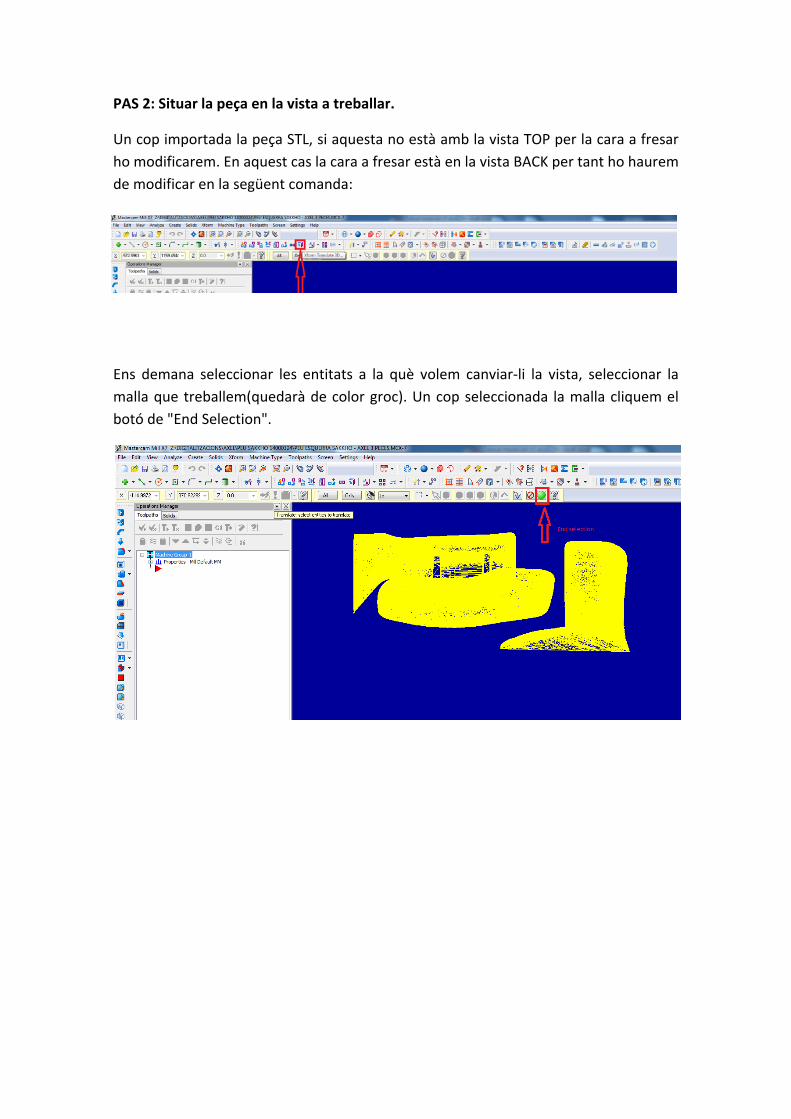
PAS 2: Situar la peça en la vista a treballar.
Un cop importada la peça STL, si aquesta no està amb la vista TOP per la cara a fresar
ho modificarem. En aquest cas la cara a fresar està en la vista BACK per tant ho haurem
de modificar en la següent comanda:
Ens demana seleccionar les entitats a la què volem canviar‐li la vista, seleccionar la
malla que treballem(quedarà de color groc). Un cop seleccionada la malla cliquem el
botó de "End Selection".
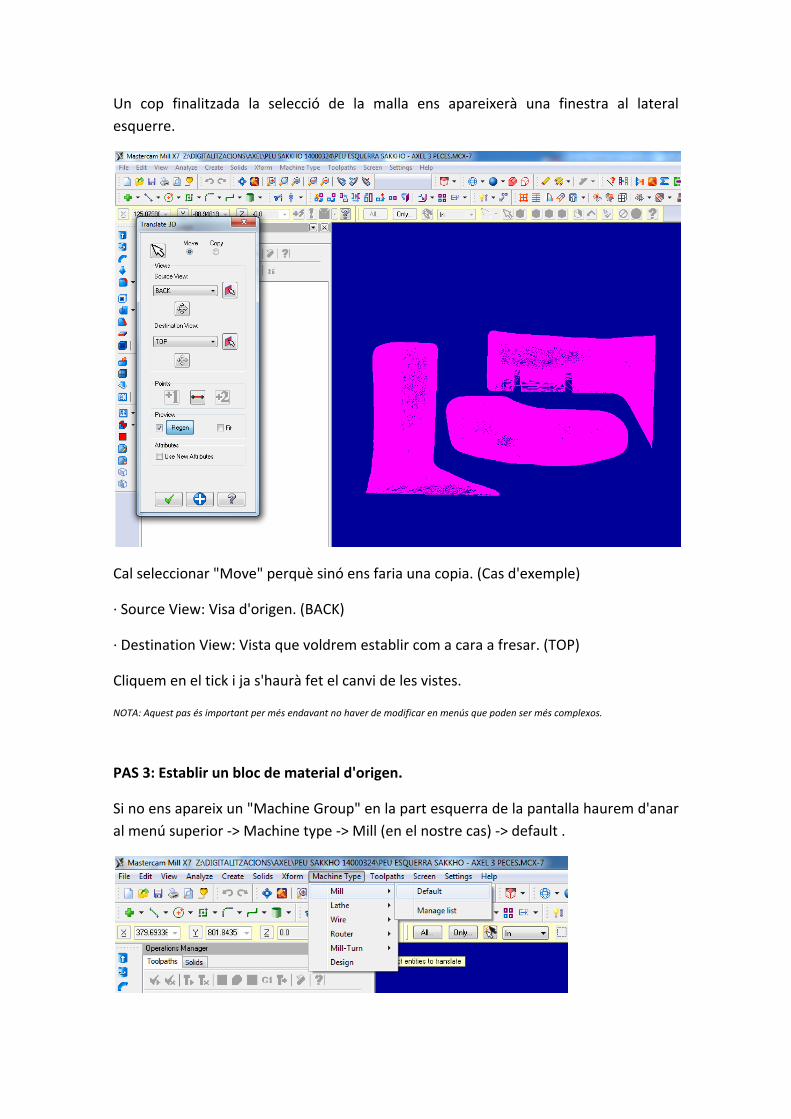
Un cop finalitzada la selecció de la malla ens apareixerà una finestra al lateral
esquerre.
Cal seleccionar "Move" perquè sinó ens faria una copia. (Cas d'exemple)
∙ Source View: Visa d'origen. (BACK)
∙ Destination View: Vista que voldrem establir com a cara a fresar. (TOP)
Cliquem en el tick i ja s'haurà fet el canvi de les vistes.
NOTA: Aquest pas és important per més endavant no haver de modificar en menús que poden ser més complexos.
PAS 3: Establir un bloc de material d'origen.
Si no ens apareix un "Machine Group" en la part esquerra de la pantalla haurem d'anar
al menú superior ‐> Machine type ‐> Mill (en el nostre cas) ‐> default .
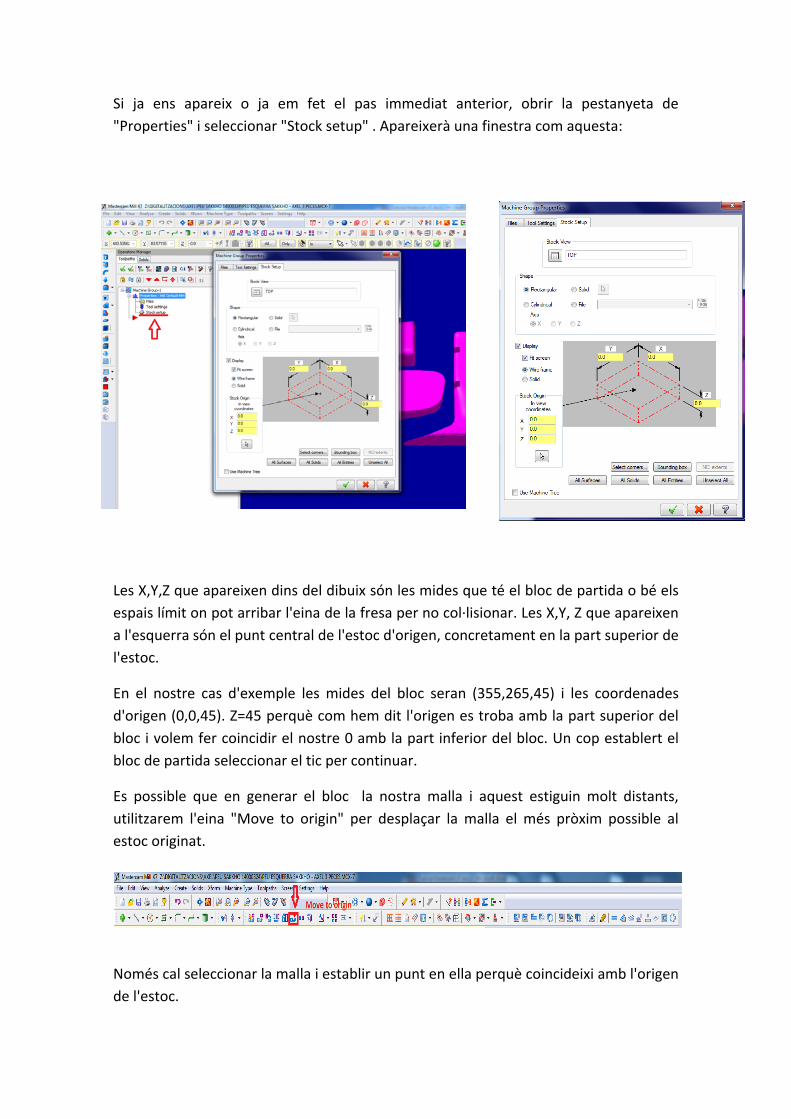
Si ja ens apareix o ja em fet el pas immediat anterior, obrir la pestanyeta de
"Properties" i seleccionar "Stock setup" . Apareixerà una finestra com aquesta:
Les X,Y,Z que apareixen dins del dibuix són les mides que té el bloc de partida o bé els
espais límit on pot arribar l'eina de la fresa per no col∙lisionar. Les X,Y, Z que apareixen
a l'esquerra són el punt central de l'estoc d'origen, concretament en la part superior de
l'estoc.
En el nostre cas d'exemple les mides del bloc seran (355,265,45) i les coordenades
d'origen (0,0,45). Z=45 perquè com hem dit l'origen es troba amb la part superior del
bloc i volem fer coincidir el nostre 0 amb la part inferior del bloc. Un cop establert el
bloc de partida seleccionar el tic per continuar.
Es possible que en generar el bloc la nostra malla i aquest estiguin molt distants,
utilitzarem l'eina "Move to origin" per desplaçar la malla el més pròxim possible al
estoc originat.
Només cal seleccionar la malla i establir un punt en ella perquè coincideixi amb l'origen
de l'estoc.
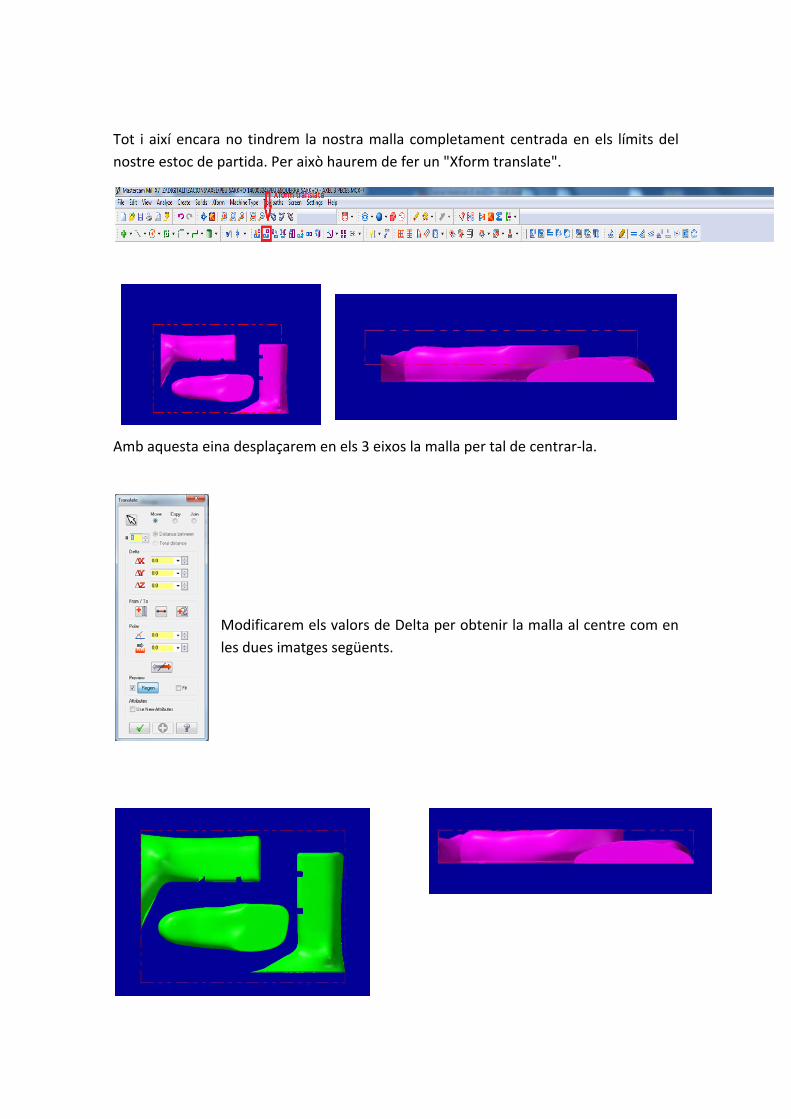
Tot i així encara no tindrem la nostra malla completament centrada en els límits del
nostre estoc de partida. Per això haurem de fer un "Xform translate".
Amb aquesta eina desplaçarem en els 3 eixos la malla per tal de centrar‐la.
Modificarem els valors de Delta per obtenir la malla al centre com en
les dues imatges següents.
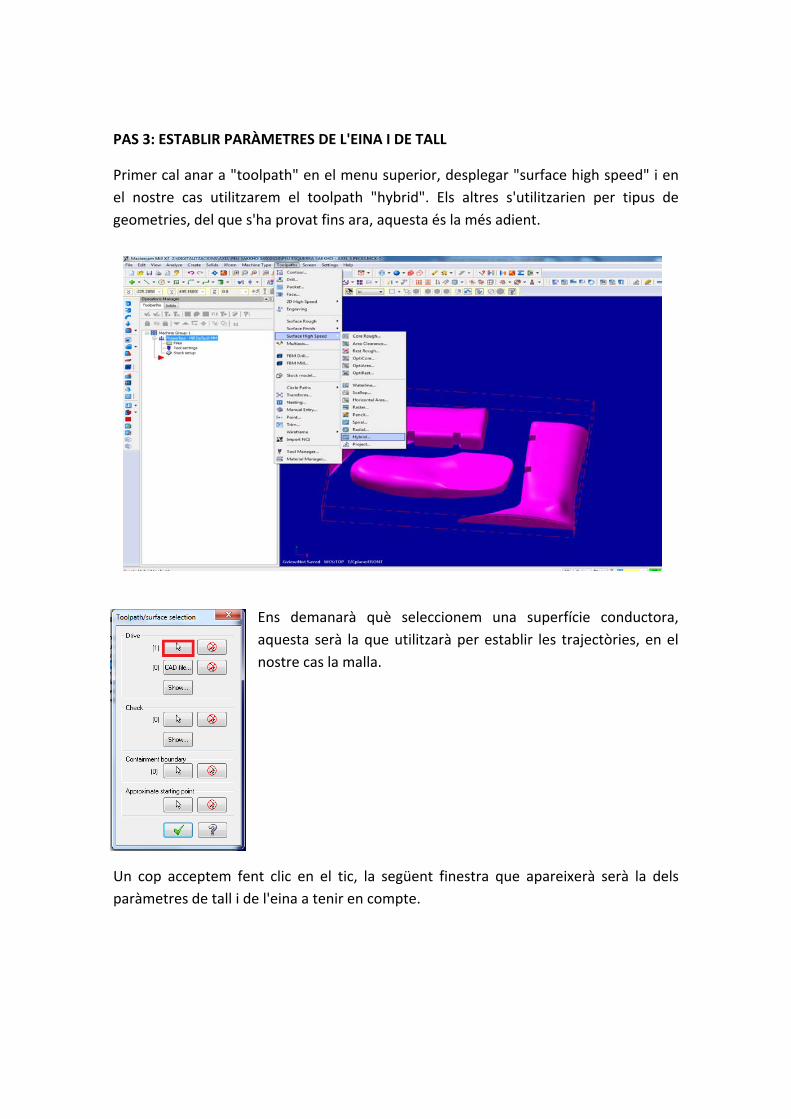
PAS 3: ESTABLIR PARÀMETRES DE L'EINA I DE TALL
Primer cal anar a "toolpath" en el menu superior, desplegar "surface high speed" i en
el nostre cas utilitzarem el toolpath "hybrid". Els altres s'utilitzarien per tipus de
geometries, del que s'ha provat fins ara, aquesta és la més adient.
Ens demanarà què seleccionem una superfície conductora,
aquesta serà la que utilitzarà per establir les trajectòries, en el
nostre cas la malla.
Un cop acceptem fent clic en el tic, la següent finestra que apareixerà serà la dels
paràmetres de tall i de l'eina a tenir en compte.
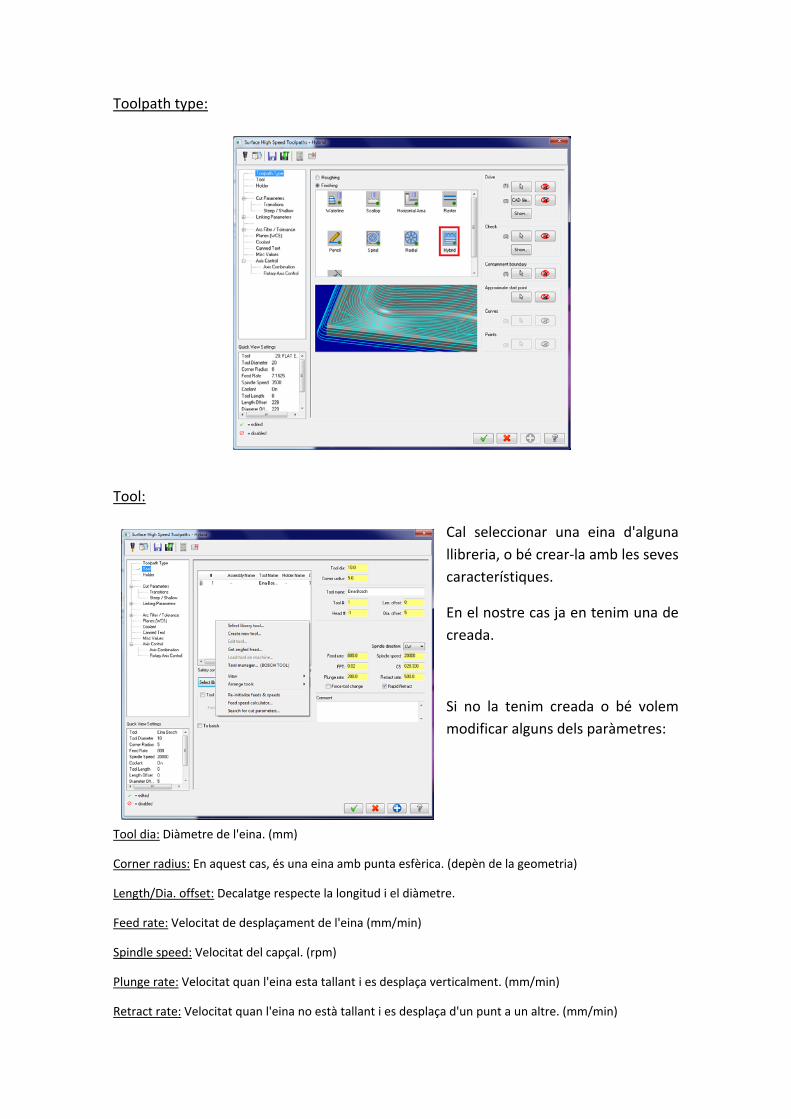
Toolpath type:
Tool:
Cal seleccionar una eina d'alguna
llibreria, o bé crear‐la amb les seves
característiques.
En el nostre cas ja en tenim una de
creada.
Si no la tenim creada o bé volem
modificar alguns dels paràmetres:
Tool dia: Diàmetre de l'eina. (mm)
Corner radius: En aquest cas, és una eina amb punta esfèrica. (depèn de la geometria)
Length/Dia. offset: Decalatge respecte la longitud i el diàmetre.
Feed rate: Velocitat de desplaçament de l'eina (mm/min)
Spindle speed: Velocitat del capçal. (rpm)
Plunge rate: Velocitat quan l'eina esta tallant i es desplaça verticalment. (mm/min)
Retract rate: Velocitat quan l'eina no està tallant i es desplaça d'un punt a un altre. (mm/min)
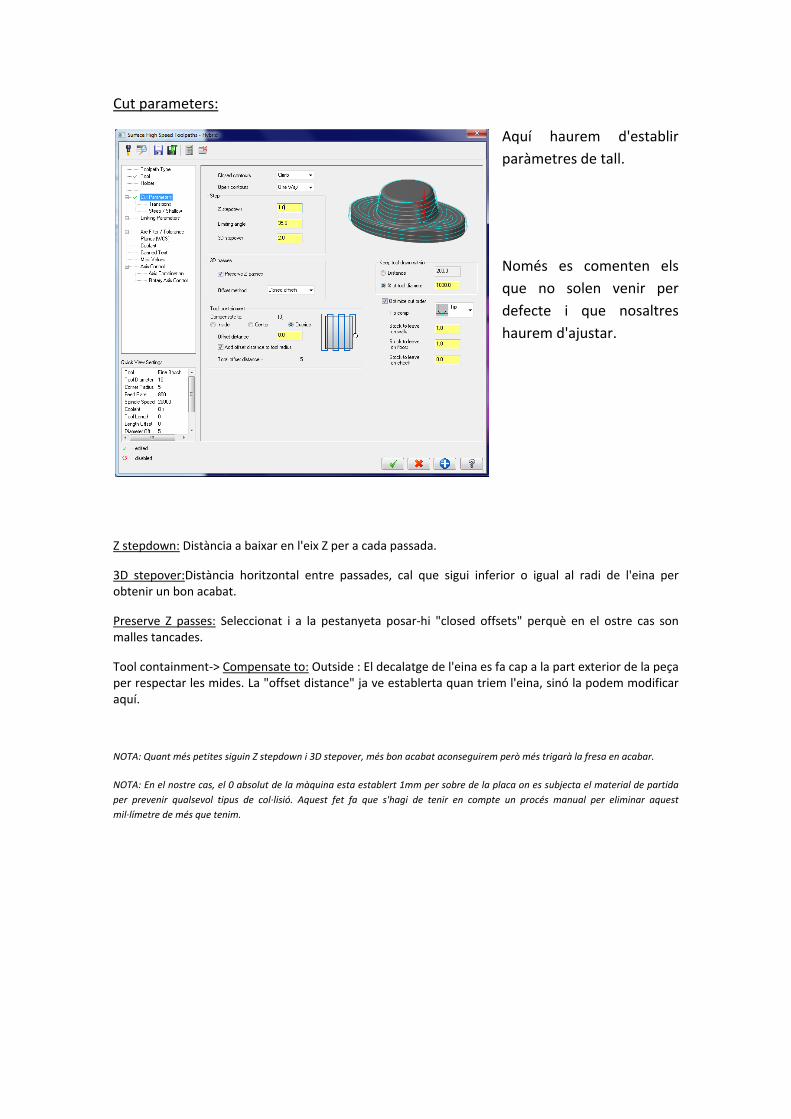
Cut parameters:
Aquí haurem d'establir
paràmetres de tall.
Només es comenten els
que no solen venir per
defecte i que nosaltres
haurem d'ajustar.
Z stepdown: Distància a baixar en l'eix Z per a cada passada.
3D stepover:Distància horitzontal entre passades, cal que sigui inferior o igual al radi de l'eina per obtenir un bon acabat.
Preserve Z passes: Seleccionat i a la pestanyeta posar‐hi "closed offsets" perquè en el ostre cas son malles tancades.
Tool containment‐> Compensate to: Outside : El decalatge de l'eina es fa cap a la part exterior de la peça per respectar les mides. La "offset distance" ja ve establerta quan triem l'eina, sinó la podem modificar aquí.
NOTA: Quant més petites siguin Z stepdown i 3D stepover, més bon acabat aconseguirem però més trigarà la fresa en acabar.
NOTA: En el nostre cas, el 0 absolut de la màquina esta establert 1mm per sobre de la placa on es subjecta el material de partida
per prevenir qualsevol tipus de col∙lisió. Aquest fet fa que s'hagi de tenir en compte un procés manual per eliminar aquest
mil∙límetre de més que tenim.
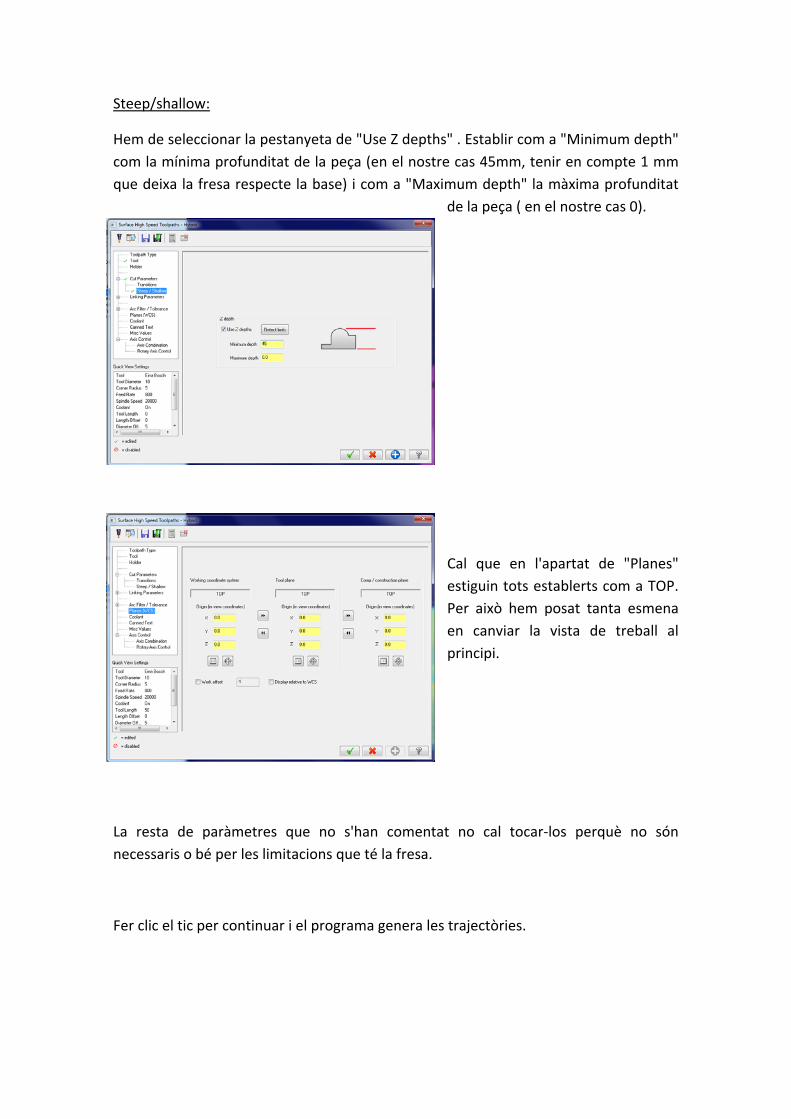
Steep/shallow:
Hem de seleccionar la pestanyeta de "Use Z depths" . Establir com a "Minimum depth"
com la mínima profunditat de la peça (en el nostre cas 45mm, tenir en compte 1 mm
que deixa la fresa respecte la base) i com a "Maximum depth" la màxima profunditat
de la peça ( en el nostre cas 0).
Cal que en l'apartat de "Planes"
estiguin tots establerts com a TOP.
Per això hem posat tanta esmena
en canviar la vista de treball al
principi.
La resta de paràmetres que no s'han comentat no cal tocar‐los perquè no són
necessaris o bé per les limitacions que té la fresa.
Fer clic el tic per continuar i el programa genera les trajectòries.
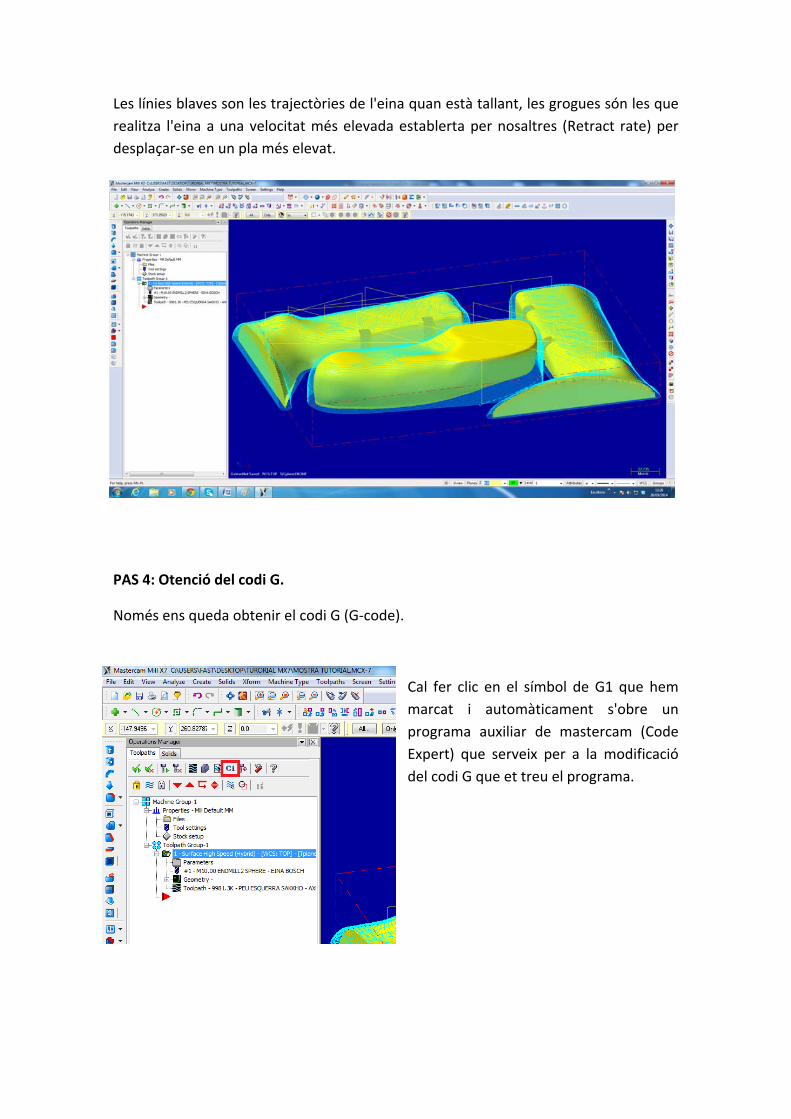
Les línies blaves son les trajectòries de l'eina quan està tallant, les grogues són les que
realitza l'eina a una velocitat més elevada establerta per nosaltres (Retract rate) per
desplaçar‐se en un pla més elevat.
PAS 4: Otenció del codi G.
Només ens queda obtenir el codi G (G‐code).
Cal fer clic en el símbol de G1 que hem
marcat i automàticament s'obre un
programa auxiliar de mastercam (Code
Expert) que serveix per a la modificació
del codi G que et treu el programa.
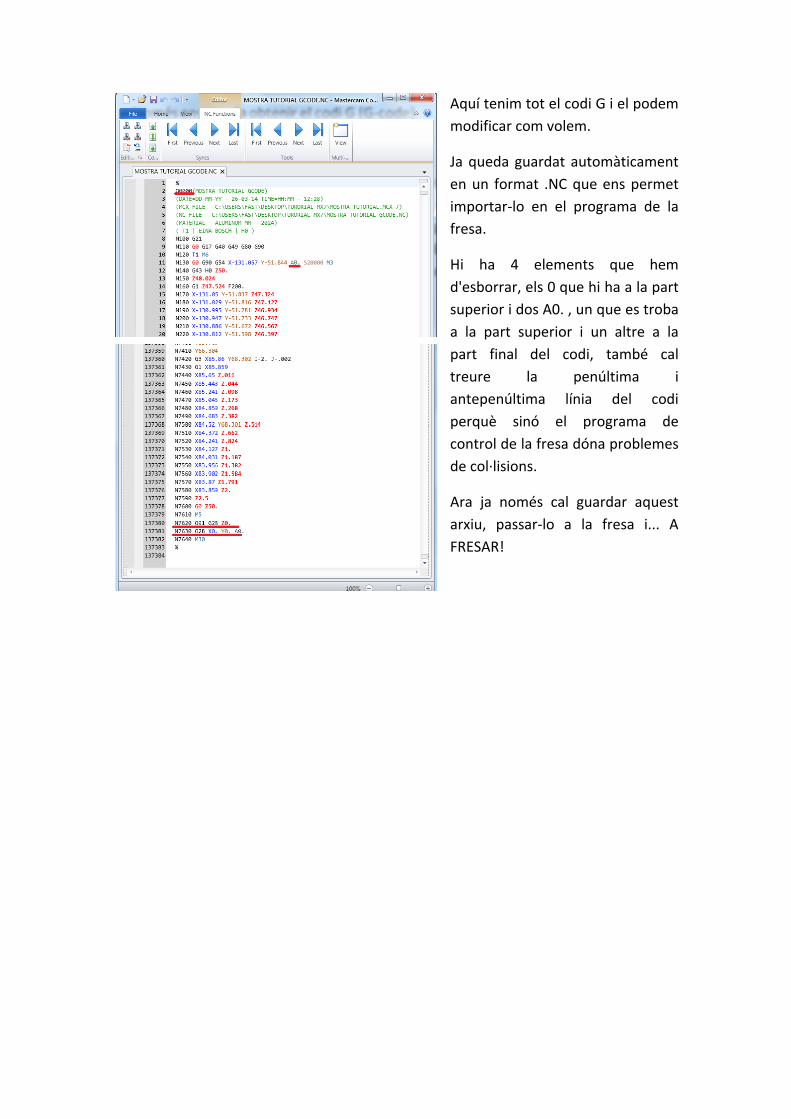
Aquí tenim tot el codi G i el podem
modificar com volem.
Ja queda guardat automàticament
en un format .NC que ens permet
importar‐lo en el programa de la
fresa.
Hi ha 4 elements que hem
d'esborrar, els 0 que hi ha a la part
superior i dos A0. , un que es troba
a la part superior i un altre a la
part final del codi, també cal
treure la penúltima i
antepenúltima línia del codi
perquè sinó el programa de
control de la fresa dóna problemes
de col∙lisions.
Ara ja només cal guardar aquest
arxiu, passar‐lo a la fresa i... A
FRESAR!