
U N UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA EE ... · Proveedores de Coque de Petróleo...
179
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA “ANTONIO JOSÉ DE SUCRE” VICE -RECTORADO PUERTO ORDAZ DEPARTAMENTO DE INGENIERÍA INDUSTRIAL TRABAJO DE GRADO CIUDAD GUAYANA, MAYO DE 2007. Montenegro, María C. C.I 16.869.051 U N E X P O
Transcript of U N UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA EE ... · Proveedores de Coque de Petróleo...

1
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE” VICE -RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL TRABAJO DE GRADO
CIUDAD GUAYANA, MAYO DE 2007.
Montenegro, María C. C.I 16.869.051
UU
NN
EE
XX
PP
OO

2

3
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE” VICE -RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL TRABAJO DE GRADO
CIUDAD GUAYANA, MAYO DE 2007.
UU
NN
EE
XX
PP
OO
Informe que se presenta para cumplir con el requisito de aprobación del Trabajo de Grado para optar al titulo de Ingeniero Industrial MONTENEGRO, MARÍA C.
4
MONTENEGRO, MARÍA C.
ESTUDIO DE FACTIBILIDAD TÉCNICO – ECONÓMICO PARA LA INSTALACIÓN DE
UNA PLANTA DE CALCINACIÓN DE COQUE VERDE DE PETRÓLEO GRADO ÁNODO
PARA LA INDUSTRIA NACIONAL DEL ALUMINIO.
164 Pág. Trabajo de Grado. Universidad Nacional Experimental Politécnica “Antonio José de Sucre”. Vicerrectorado Puerto Ordaz. Departamento de Ingeniería Industrial.
Tutor Académico: Ing. Mayra D’Armas. Tutor Industrial: Ing. Gertrudis Márquez
Bibliografias Pág.158 - 159 Anexos Pág.160 – 161 Apéndices Pág. 162 - 164 I. El Problema. II. Marco Empresarial. III. Marco Teórico. IV. Marco Metodológico. V. Estudio de Mercado. VI. Estudio Técnico. VII. Estudio Económico. Ciudad Guayana, Mayo de 2007.
5
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE” VICE -RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL TRABAJO DE GRADO
UU
NN
EE
XX
PP
OO
CIUDAD GUAYANA, MAYO DE 2007.
ACTA DE APROBACIÓN
Quienes suscriben, Miembros del Jurado Evaluador designado por la
comisión de Trabajo de Grado de Universidad Nacional Experimental
Politécnica “Antonio José De Sucre” Vice -Rectorado Puerto Ordaz, para
examinar el Trabajo de Grado presentado por la ciudadana: Br. María
Carolina Montenegro, titulado ESTUDIO DE FACTIBILIDAD TÉCNICO –
ECONÓMICO PARA LA INSTALACIÓN DE UNA PLANTA DE
CALCINACIÓN DE COQUE VERDE DE PETRÓLEO GRADO ÁNODO
PARA LA INDUSTRIA NACIONAL DEL ALUMINIO, para optar al titulo de:
Ingeniero Industrial, consideramos que dicho Trabajo de Grado cumple
con los requisitos exigidos para tal efecto y por lo tanto lo declaramos:
APROBADO.
En la ciudad de Puerto Ordaz a los diez días del mes de mayo de
dos mil siete.
Ing. Mayra D’Armas Ing. Gertrudis Márquez
Turor Académico Tutor Industrial
Ing. Iván Turmero MSc. Ing. Andrés E. Blanco
Jurado evaluador Jurado evaluador

6
INDICE GENERAL
Página
DEDICATORIA XII
AGRADECIMIENTOS XIII
RESUMEN XIV
INTRODUCCIÓN 1
CAPÍTULO I. El Problema
1. Antecedentes 3
2. Planteamiento del Problema 5
3. Alcance 7
4. Limitación 10
5. Delimitación 10
6. Justificación 11
7. Premisas 11
8. Objetivos 13
CAPÍTULO II. Marco empresarial
1. El aluminio en Guayana 15
2. Desarrollo de la Industria del Aluminio en Venezuela 16
3. Actual política del sector aluminio 21
CAPÍTULO III. Marco Teórico
1. El coque de petróleo 24
2. Procedimiento general para la toma de decisiones de
localización de planta 28
3. Necesidades de distribución de planta 30
4. Manejo de materiales 31
5. Generalidades para un estudio económico – financiero 33
CAPÍTULO IV. Marco Metodológico
1. Tipo de investigación 41
2. Población y muestra 42
3. Técnicas y/o instrumentos 43
7
4. Procedimiento 45
CAPÍTULO V. Estudio de Mercado
1. El producto 47
2. La demanda 54
3. La oferta 71
4. El precio 73
5. La comercialización 74
CAPÍTULO VI. Estudio Técnico
1. Localización de planta 78
2. Tecnología de calcinación de coque 90
3. Descripción del proceso de calcinación de coque 106
4. Configuración de la planta 118
5. Manejo de Materiales 127
CAPÍTULO VII. Estudio Económico
1. Inversiones 136
2. Capital de trabajo 140
3. Ingresos 143
4. Costos Totales 144
5. Generación de Empleos 149
6. Impacto económico y social del proyecto 152
CONCLUSIONES 154
RECOMENDACIONES 156
BIBLIOGRAFIAS 158

8
INDICE DE FIGURAS
Figura Página
1 Tipos de coque de acuerdo al método de producción
industrial y a la apariencia física. 5
2 Horno rotatorio empleado para calcinar coque de
petróleo 27
3 Esquema general del origen del coque de petróleo 50
4 Mercado mundial de coque verde de petróleo 55
5 Requerimiento mundial de coque de petróleo verde y
calcinado 55
6 Consumo mundial de coque de petróleo calcinado 57
7 Consumo en la región Occidental del Mundo de
Coque de Petróleo Calcinado 58
8 Crecimiento estimado en la demanda de Coque de
Petróleo Calcinado para la Industria del Aluminio 60
9 Crecimiento estimado en la demanda de Coque de
Petróleo Calcinado para la Industria Siderúrgica 60
10 Crecimiento estimado en la demanda de Coque de
Petróleo Calcinado para la Industria Recarburizante. 61
11
Crecimiento estimado en la demanda de Coque de
Petróleo Calcinado para la Industria de Dióxido de
Titanio.
61
12 Crecimiento estimado en la demanda de Coque de
Petróleo Calcinado para otras Industrias. 62
13 Crecimiento estimado en la demanda de Coque de
Petróleo Calcinado para varias Industrias. 62
14 Consumo Mundial de Coque de Petróleo Calcinado
por la Industria del Aluminio 63
15 Proyección mundial de crecimiento en la demanda de
coque de petróleo calcinado 66

9
16 Importaciones de Coque de Petróleo sin calcinar. 67
17 Importaciones de Coque de Petróleo Calcinado. 68
18 Consumo nacional de Coque de Petróleo Calcinado
por la Industria del Aluminio 70
19 Precios del Coque de Petróleo Calcinado 74
20 Canal de Distribución Productores - Consumidores 76
21 Propuesta I. Plano general de ubicación 80
22 Propuesta II. Plano general de ubicación 81
23 Propuesta III. Plano general de ubicación 82
24 Propuesta IV. Plano general de ubicación 83
25 Terreno correspondiente a la Propuesta I 86
26 Terreno correspondiente a la Propuesta II 87
27 Terreno correspondiente a la Propuesta III 88
28 Zona calorífica del Horno rotatorio Horizontal 95
29 Relación entre velocidad de calentamiento y
temperatura con la porosidad de las partículas. 99
30 Horno de árbol 103
31 Diagrama de flujo que describe el proceso del Horno
de árbol 104
32 Plan inicial en el proceso del Horno de árbol 105
33 Diagrama de Procesos de producción de coque de
petróleo calcinado 117
34 Tabla de relaciones 125
35 Diagrama de relaciones 126
36
Ecuación del Manejo de Material (coque verde de
petróleo) en la planta de Calcinación de Coque de
Petróleo.
129
37
Ecuación del Manejo de Material (coque de petróleo
calcinado) en la planta de Calcinación de Coque de
Petróleo.
130
38 Organigrama propuesto 149

10
INDICE DE TABLAS
Tabla Página
1 RPC - Rango de Propiedades 51
2 Consumo mundial de coque de petróleo Calcinado 57
3 Porcentajes de crecimiento anual en la demanda
mundial de coque calcinado 59
4
Proyección de crecimiento de la demanda de coque
de petróleo calcinado en las diferentes industrias a
nivel mundial.
59
5 Consumo Mundial de Coque de Petróleo Calcinado
por la Industria del Aluminio 63
6 Crecimiento Mundial de Coque de Petróleo Calcinado
por la Industria del Aluminio 64
7 Porcentaje de crecimiento mundial en la demanda de
coque de petróleo calcinado 65
8 Proyección Mundial del Crecimiento de la demanda
de Coque de Petróleo Calcinado. 65
9 Importaciones de Coque de Petróleo sin calcinar. 66
10 Importaciones de Coque de Petróleo calcinado 68
11 Consumo anual de Coque de Petróleo Calcinado por
la Industria Nacional del Aluminio 69
12 Proyecciones de Crecimiento en la Industria Nacional
del Aluminio 71
13 Proveedores de Coque de Petróleo Calcinado para la
Industria Nacional del Aluminio. 72
14 Compra nacional de Coque de Petróleo Calcinado 73
15 Clasificación de factores de acuerdo a condición y
puntaje. 84
16 Matriz De Ponderación 85
17 Temperaturas características de las diferentes etapas 91

11
en el proceso de calcinación
18 Diferencias entre el Horno Rotatorio Horizontal (H.H)
y el Horno de Hogar Rotatorio Vertical (H.V) 102
19 Simbología del método SLP 121
20 Tasas de Inflación de USA 135
21 Inversiones Directas 137
22 Resumen de inversiones directas 138
23 Inversiones Indirectas. 140
24 Capital de Trabajo 141
25 Ingresos generados por la planta de calcinación
propuesta en el año 1982 143
26 Ingresos estimados para la planta de calcinación
propuesta en el estudio 144
27 Costos variables de operación para el tren 1. 145
28 Costos variables de operación para el tren 2 146
29 Costos fijos de operación 146
30 Depreciación de os principales activos de la planta de
calcinación propuesta 147
31 Costos de mano de obra directa para la planta de
calcinación 150
32 Costos de mano de obra indirecta para la planta de
calcinación 151
33 Total de empleos generados por la planta de
calcinación 151
12
INDICE DE ANEXOS Y APÉNDICES
Anexo Página
1 Especificaciones técnicas del coque de petróleo
calcinado. 161
Apéndice Página
1 Dibujo en 3D de la configuración general de la
planta de calcinación propuesta 163
2 Plano de la configuración general de la planta
de calcinación. 164

13
DEDICATORIA
A Dios Todopoderoso que en ningún momento me abandona y me ha dado la
oportunidad de ir logrando todas mis metas satisfactoriamente.
A mi Mami Ismenia, por estar siempre a mi lado. Gracias por amarme tanto y
por existir en mi vida.
A mi Papá Chito, por haber hecho de mi quien soy hoy en día y enseñarme el
camino a seguir. QEPD.
A mi Mamá María, por creer en mí en todo momento y enseñarme a ser lo
suficientemente fuerte ante los obstáculos que día a día se presentan en la vida.
Eres la mejor.
A mi papá Jhon, por todos esos sabios consejos que en muchísimos momentos
me han ayudado a enriquecer mis conocimientos y a ser mejor persona.
A mis hermanos Abril, Andrea y Jhon, por su amor y compañía en tan gratos
momentos.
A mis tíos, tías, primas y demás familiares, por servirme en todo momento de
apoyo y de comprensión.
A todas aquellas personas que por creer en mí contribuyeron de una u
otra forma con mi formación integral.
Por supuesto a la autora, ya que de alguna manera merece merito por
el esfuerzo realizado y el tiempo invertido. Bienvenida a una nueva etapa
de la vida.
Montenegro, María C.
XII
14
AGRADECIMIENTOS
A Dios, por darme la vida.
A mis Familiares, por hacer de mi lo que soy hoy en día.
A la UNEXPO Vicerrectorado Puerto Ordaz, por ser mi casa de
estudios impartiéndome los conocimientos necesarios, para el logro
de mi formación integral como profesional.
A CVG VENALUM C.A por darme la oportunidad de desarrollar el
tema de investigación.
A mi tutor Industrial Ing. Gertrudis Márquez, por dedicarme importante
parte de su tiempo en contribución a mi formación como profesional, por
darme la oportunidad de aprender muchísimas cosas de ella y a su vez
por permitirme demostrarme que si puedo.
A mi Tutor Académico Ing. Mayra D’ Armas, por su asesoría y
dedicación para ayudarme a realizar este trabajo.
A la Sra. Gabriela Valecillos, por darme la oportunidad de realizar mi
Práctica Profesional y Trabajo de Grado en tan prestigiosa empresa.
Gracias a usted pude dar lo mejor de mí y cumplir con éstos importantes
requisitos para finalizar mi carrera como ingeniero.
Al Ing. José Arasme, por su valiosa colaboración prestada para la
realización de este trabajo.
A mis compañeros y amigos que gane en el transcurso de mi Trabajo
de Grado, Andrés, Alfredo, Sixto, José F., Aldemal y Luís, por los buenos
momentos que compartimos y todo el apoyo y colaboración brindada.
A mis amigos Analy, Yudith, Nathaly, Liseth, Rafael O., Jesús, Soiret y
Yuli, gracias por representar en mí el verdadero significado de amistad y
apoyo.
A todos aquellos que de una manera u otra contribuyeron con la
realización de éste trabajo y con los conocimientos adquiridos por mi
persona.
Muchísimas Gracias...
XIII

15
RESUMEN
La Presente investigación, fue realizada en La Industria Venezolana de Aluminio C.A. (CVG. VENALUM), específicamente en la División Tecnología Carbón adscrita a la Gerencia de Investigación y Desarrollo. Dicha investigación tuvo como objetivo principal realizar un estudio de Factibilidad Técnico – Económico para la instalación de una Planta de Calcinación de Coque Verde de Petróleo Grado Ánodo para la Industria Nacional del Aluminio. El estudio estuvo enfocado en respaldar a través de una evaluación de mercado (mundial y nacional), técnica y económica, la instalación de la planta de calcinación, ya que representa ser una obra con valor agregado nacional, la cual va a permitir en primer lugar la incorporación de compromisos de responsabilidad social, lo cual viene asociado con la generación de nuevos empleos, complementariedad y adaptabilidad tecnológica, así como también con la asociatividad para garantizar la calidad y cantidad de la producción demandada por el Estado. La metodología se basó en ser un diseño no experimental de tipo documental. Se pudo concluir, que actualmente existe una demanda mundial de 17.449.000 t/año de coque de petróleo calcinado, de la cual un 73 % es demandado por la Industria del Aluminio. La demanda nacional corresponde a 269.000 t/año, y se espera que con la inclusión de futuras ampliaciones dentro de la Industria Nacional del Aluminio, la demanda real de coque calcinado llegue a ser de 610.000 t/año. Actualmente el coque de petróleo verde tiene un costo de 180 $/t y el coque de petróleo calcinado de 450$/t aproximadamente. Se estimó una inversión inicial total de 302.208.611.7$ y un ingreso anual de 275.953.836,490 $. Es recomendable, considerar las futuras ampliaciones en la industria nacional del aluminio, al momento de definir la instalación y puesta en marcha de la planta de calcinación, del mismo modo se recomienda, realizar solicitudes de ofertas actuales a los principales proveedores de los equipos e insumos necesarios para la planta de calcinación, y de acuerdo a dichas solicitudes, evaluar nuevas tecnologías que puedan resultar favorables para la planta.
Palabras claves: 1. Coque verde de petróleo grado ánodo, 2. Coque de petróleo calcinado, 3. Planta de calcinación, 4. Ánodos.
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA “ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
TRABAJO DE GRADO
UU
NN
EE
XX
PP
OO
EESSTTUUDDIIOO DDEE FFAACCTTIIBBIILLIIDDAADD TTÉÉCCNNIICCOO –– EECCOONNÓÓMMIICCOO PPAARRAA LLAA
IINNSSTTAALLAACCIIÓÓNN DDEE UUNNAA PPLLAANNTTAA DDEE CCAALLCCIINNAACCIIÓÓNN DDEE CCOOQQUUEE VVEERRDDEE
DDEE PPEETTRRÓÓLLEEOO GGRRAADDOO ÁÁNNOODDOO PPAARRAA LLAA IINNDDUUSSTTRRIIAA NNAACCIIOONNAALL DDEELL
AALLUUMMIINNIIOO..
Autor: Montenegro, María C. Tutor Industrial: Ing. Gertrudis Márquez Tutor Académico: Ing. Mayra D’ Armas
XIV

16
INTRODUCCIÓN
La materia prima utilizada por la Industria Nacional del Aluminio para la
fabricación de ánodos requeridos en el proceso electrolítico para la
reducción del aluminio son un agregado de coque de petróleo calcinado,
brea de alquitrán de hulla, desecho verde y cabos.
Actualmente tal industria importa el coque de petróleo calcinado, con una
demanda real de 269.000 t/año, siendo ésta una cifra muy significativa.
Por tal razón, CVG y PDVSA, en convenio y teniendo en cuenta las
necesidades de la Industria Nacional del Aluminio, proponen sustituir el
coque de petróleo verde importado por el coque de petróleo verde
venezolano a ser producido en la Industria Petrolera Venezolana para la
fabricación de Ánodos en la Industria del Aluminio.
La presente investigación, tuvo como objetivo principal realizar un estudio
de factibilidad Técnico – Económico para la instalación de una Planta de
Calcinación de coque verde de petróleo grado ánodo para la Industria
Nacional del Aluminio. Su importancia se fundamenta en que la
instalación del proyecto, lograría promover el desarrollo sustentable de la
nación a través de la sustitución de importaciones.
La metodología se basó en ser un diseño no experimental de tipo
documental. En el estudio se pudo determinar, que actualmente existe
una demanda mundial de 17.449.000 t/año de coque de petróleo
calcinado, de la cual un 73 % es demandada por la Industria del Aluminio.
La demanda nacional corresponde a 269.000 t/año, y se espera que con
la inclusión de futuras ampliaciones dentro de la Industria Nacional del
Aluminio, la demanda real de coque calcinado llegue a ser de 610.000
t/año. Actualmente el coque de petróleo verde tiene un costo de 180 $/t y
el coque de petróleo calcinado de 450$/t aproximadamente. Se estimó

17
una inversión inicial total de 302.208.611.7$ y un ingreso anual de
275.953.836,490 $. El sitio seleccionado para la instalación de la planta
de calcinación es el terreno (UD- 525) ubicado en la Vía Puerto Ordaz –
Ciudad Bolívar (Después de peaje de Puerto. Ordaz), en el Estado
Bolívar,
El proyecto estuvo estructurado de la siguiente manera: En el Capítulo I
se mostró el planteamiento del problema, alcance y limitaciones,
justificación, premisas y los objetivos de la investigación. El Capítulo II
estuvo referido al marco empresarial. En el Capítulo III se describió en
forma breve la fundamentación teórica del trabajo. En el Capítulo IV se
planteó el tipo y diseño de investigación realizada, la población y muestra
sujeto de estudio, las técnicas e instrumentos de recolección de datos y el
procedimiento empleado. El Capítulo V estuvo referido al estudio de
mercado mundial y nacional de coque de petróleo verde y calcinado. El
Capítulo VI describió las características técnicas del proyecto. El Capítulo
VII mostró la evaluación económica del proyecto. Finalmente, se
presentaron conclusiones, recomendaciones y la bibliografía consultada.
18
CAPÍTULO I
EL PROBLEMA
El problema científico forma parte de la relación problema-investigación-
solución. Esto significa que el problema se concibe porque se está seguro
de que mediante una investigación se llegará a su solución. El vocablo
Problema designa una dificultad que no puede ser resuelta de forma
automática sino que requiere de un grupo de acciones encaminadas hacia
ese fin.
En el presente capítulo se describen entre otros puntos, los antecedentes,
el planteamiento del problema, el alcance, las limitaciones, las premisas y
los objetivos del estudio, los cuales, permitieron dar inicio al proceso de
investigación.
1. ANTECEDENTES
La Industria Nacional del Aluminio está constituida por las empresas CVG
VENALUM, CVG ALCASA y CVG CARBONORCA, donde las dos
primeras son empresas productoras de aluminio primario y la última es la
encargada de la fabricación de ánodos necesarios para llevar a cabo el
proceso electrolítico inmerso en la producción del aluminio.
El aluminio primario se obtiene a través de la reducción del Óxido de
Aluminio (Alúmina), el cual se efectúa a través de un proceso denominado

19
“Proceso Hall Heroult”. Este proceso se efectúa en una celda electrolítica
donde interactúan cinco elementos básicos: electricidad, alúmina, carbón,
criolita y aditivos. El proceso consiste en retirar oxígeno de la alúmina
disuelta en un medio electrolítico bajo los efectos de una corriente
eléctrica directa, suministrada por una fuerza externa. El oxígeno se
combina con el carbono del ánodo y forma gas carbónico (CO-CO2) que
se libera, mientras que el aluminio se deposita en el cátodo en forma
líquida.
Los ánodos son bloques de carbón que constituyen el polo positivo de la
celda electrolítica y es a través de ellos por donde entra la corriente a la
celda de reducción de aluminio. Los ánodos empleados en el proceso
electrolítico para la producción de aluminio son un agregado de Coque de
petróleo calcinado, brea de alquitrán de hulla, desecho verde y cabos.
Actualmente la Industria Nacional del Aluminio importa el Coque de
petróleo calcinado para la fabricación de ánodos, con una demanda real
de 269.000 t/año, siendo una cifra muy significativa para tal industria. Por
ésta razón, CVG y PDVSA, en convenio y teniendo en cuenta las
necesidades de la Industria Nacional del Aluminio, proponen sustituir el
Coque de Petróleo verde importado por el Coque de Petróleo verde
Venezolano a ser producido en la Industria Petrolera Venezolana para la
fabricación de Ánodos en la Industria del Aluminio.
Como antecedente ante tal situación, se tiene que el Fondo de
Inversiones de Venezuela decidió hacer un estudio de factibilidad de una
Planta de Calcinación de coque verde de petróleo a ser instalada en la
zona industrial de Guayana Estado Bolívar la cual representaría un paso
importante en la integración de la industria venezolana de aluminio. El
consorcio OTEPI-GPI, realizó el referido estudio el 18 de marzo de 1982,
donde se realizó un estudio de mercado y de tecnología.

20
2. PLANTEAMIENTO DEL PROBLEMA
La materia prima utilizada por la Industria Nacional del Aluminio para la
fabricación de ánodos requeridos en el proceso electrolítico para la
producción de aluminio son un agregado de Coque de petróleo calcinado,
brea de alquitrán de hulla, desecho verde y cabos.
El coque de petróleo, es un material sólido carbonoso, resultante de la
calcinación del Coque verde de petróleo. Según la estructura cristalina
existen dos tipos de coque, uno de estructura anisotrópica, que presenta
diferencias internas en la estructura cristalina y por lo tanto conductas
físico-químicos distinta en los diferentes planos o lados y otro de
estructura isotrópica, que normalmente se usa en la industria del aluminio.
A continuación se presenta la Figura 1 con los tipos de coque de acuerdo
al método de producción industrial y a la apariencia física.
COQUE RETARDADO
(DELAYED COKE)
COQUE FLUIDO
(FLUID COKE)
FLEXICOQUE
(FLEXICOKE)
ESPONJA (SPONGE)
PERDIGON (SHOT)AGUJA (NEEDLE) FLEXICOQUE
(FLEXICOKE)
(BEDCOKE)
TIPOS DE COQUE
Figura 1. Tipos de coque de acuerdo al método de producción industrial y a la apariencia física.
Fuente. Estudio de Factibilidad OTEPI-GPI

21
El 90% del coque utilizado en la industria del aluminio es el retardado,
específicamente el tipo esponja. Si el coque esponja encuentra
especificaciones adecuadas exactas, es considerado coque esponja
grado ánodo adecuado para la calcinación y usado en la fabricación de
ánodos en la industria del aluminio.
Este tipo de material es importado de otros países para la fabricación de
ánodos en la Industria Nacional del Aluminio; sin embargo, con el apoyo
de la industria de Petróleos de Venezuela (PDVSA), se espera llegar a
sustituir el coque de petróleo calcinado importado por el coque de
petróleo calcinado Venezolano.
PDVSA en pro de contribuir con el desarrollo industrial y económico del
país, y conocer si cuenta con la disponibilidad de producir coque verde de
petróleo, actualmente realiza un estudio detallado de la composición y
características que debe contener dicho coque verde, pudiéndose llevar a
cabo el convenio existente hoy en día entre CVG y PDVSA, donde la
Industria de Petróleos de Venezuela sería la encargada de producir el
coque verde de petróleo destinado para la fabricación de ánodos en la
Industria Nacional del Aluminio. Sin embargo, es importante mencionar
que para dicho proceso de fabricación es preciso que el coque de
petróleo se encuentre previamente calcinado.
El coque de petróleo calcinado es también utilizado para la fabricación de
bloques catódicos, los cuales son necesarios de igual manera para llevar
a cabo el proceso de reducción electrolítica en la obtención del aluminio
primario. Sin embargo, la Industria Nacional del Aluminio no fabrica
bloques catódicos, por lo que son netamente importados de países tales
como Francia y China. Por tal motivo, la instalación de la Planta de
Calcinación en el país puede llegar a representar una oportunidad para la
fabricación de tan indispensable material, y de tal manera promover con la
22
creación de nuevas fuentes de trabajo en la comunidad donde sea
localizada, a través de la identificación y desarrollo de nuevas áreas de
negocio a través la sustitución de importaciones.
Ante tal situación, surge la necesidad de realizar un estudio de factibilidad
técnico – económico para la instalación de una Planta de Calcinación de
coque verde de petróleo de grado ánodo, a fin de establecer conclusiones
y recomendaciones que permitan conocer la viabilidad del estudio.
Una vez que se cuente con la Planta de Calcinación instalada, se podrá
calcinar el coque verde de petróleo producido por PDVSA, logrando de tal
manera, hacer posible la producción de coque de petróleo calcinado
Venezolano, y así poder cumplir con los lineamientos establecidos por la
Ley de Sustitución de Importaciones.
3. ALCANCE
El trabajo de investigación tuvo un alcance referido a realizar un estudio
técnico – económico lo suficientemente completo, que permitió conocer la
factibilidad de instalación de una Planta de Calcinación de Coque verde
de petróleo.
Es importante mencionar que la Planta de Calcinación propuesta para ser
instalada reúne las características y capacidad adecuada para la
calcinación de coque tipo aguja destinado y servido para la Industria
Siderúrgica de Venezuela. Por lo cual, el estudio abarca toda la
información necesaria de tal industria y representa una mayor
sustentación para el estudio de factibilidad de instalación de la Planta de
Calcinación. Sin embargo, es preciso señalar que el objetivo principal de
la Planta de Calcinación es garantizar a la Industria Nacional del Aluminio

23
la calcinación del coque verde de petróleo tipo esponja destinado para la
fabricación de ánodos de dicha industria.
Para el desarrollo del estudio técnico se realizaron las siguientes
actividades:
Evaluación y análisis de la Ingeniería preliminar del estudio, la cual
consistió en:
1. Establecer la localización del sitio: Para la puesta en marcha de la
Planta de Calcinación con capacidad de 400.000 t/año para el primer
tren, y con 200.000 t/año para el segundo tren, se requiere de
aproximadamente 30 hectáreas de terreno considerando futuras
ampliaciones. Para la selección del sitio se tomó en cuenta las
necesidades de transporte, terreno, suministros, personal,
infraestructura, servicios, que el sitio cuente con una ubicación
cercana a las instalaciones de las plantas de reducción del sector
aluminio y por último que el terreno cuente con un canal de
navegación cercano que facilite el paso de barcos de carga a granel y
a su vez que permita el transporte de coque verde por vía marítima y/o
fluvial directamente de un puerto vecino a la planta.
2. Determinar la distribución de planta: Para la distribución de planta
se describió con especial cuidado los requerimientos de maquinaria,
tipo de tecnología y flujo de materiales, proyección de espacios
totales, siguiendo con la elaboración de diferentes técnicas para la
construcción del plan layout.
3. Concertar el flujo, manejo y almacenamiento de materiales: El
manejo de materiales incluye consideraciones de movimiento, lugar,
espacio y cantidad. Del mismo modo se aseguró que las partes,

24
materias primas, material en proceso, productos terminados y
suministros se desplacen periódicamente de un lugar a otro.
4. Establecer los servicios y edificios requeridos: se dispuso la
infraestructura, edificaciones y los servicios para cubrir con las
exigencias del proyecto.
5. Construcción de planos, gráficos y diagramas conceptuales: se
realizaron planos conceptuales que permitieron describir la
configuración general de la Planta de Calcinación a instalar, así como
también se realizaron gráficos y diagramas que estimaron la demanda
actual de Coque de petróleo calcinado, proyectando a su vez futuras
ampliaciones.
Análisis de los fundamentos de las diferentes tecnologías para la
instalación y puesta en marcha de la Planta de Calcinación.
Selección de la tecnología más apropiada a fin de ser considerada
para su implementación en el proyecto.
Establecimiento de la configuración general de la planta.
Descripción del proceso productivo de la Planta de Calcinación.
En el marco del estudio económico se garantizó el fiel cumplimiento de las
siguientes actividades:
Caracterización del Mercado nacional y mundial del coque verde de
petróleo y del Coque de petróleo calcinado.
Análisis de los costos que se pueden generar producto de la inversión
directa del proyecto. Para el análisis de la inversión directa se tomó en
cuenta los costos relacionados con:

25
1. Terreno
2. Preparación del sitio
3. Obras civiles
4. Suministro y fabricación de equipos y materiales.
5. Instalación y montaje.
6. Servicios misceláneos.
Análisis de los costos que se pueden generar producto de la inversión
indirecta del proyecto.
Evaluación de los ingresos que se pueden generar con la ejecución
del proyecto.
Análisis de los costos totales del proyecto.
Análisis del impacto económico y social que generaría la ejecución del
proyecto.
4. LIMITACIÓN
La presente investigación arrojó como única limitación, el corto tiempo
para realizar la evaluación económica requerida por el estudio, ya que la
solicitud de ofertas y costos, es un proceso largo que puede tardar
aproximadamente 15 días hábiles, y el tiempo disponible para culminar el
estudio era inferior al mismo. Por tal motivo, se procedió hacer una
actualización de datos históricos.
5. DELIMITACIÓN
La realización del trabajo estuvo delimitada en la empresa CVG
VENALUM, gerencia de Investigación y Desarrollo, específicamente en la
División Tecnología Carbón.

26
6. JUSTIFICACIÓN
La relevancia de ésta investigación consistió en realizar un análisis
técnico – económico para evaluar la factibilidad de instalación de una
Planta de Calcinación de coque verde de petróleo grado ánodo, ya que de
resultar viable el proyecto, CVG en convenio con PDVSA podrán producir
coque verde de petróleo con las condiciones requeridas para ser
calcinado, y de tal manera destinado a la fabricación de ánodos utilizados
en el proceso electrolítico para la producción de aluminio primario en la
Industria Nacional del Aluminio, logrando así promover el desarrollo
sustentable de la nación.
El estudio de factibilidad además se basó en que permitió identificar como
beneficios de la Instalación de la Planta de Calcinación, los siguientes
puntos:
Generará aproximadamente 99 empleos directos y 297 indirectos en la
fase de instalación y producción.
Sustitución de importaciones de Coque de petróleo calcinado (100%).
Reducción de costos de producción en el sector aluminio del país.
Promover el Desarrollo Industrial de Venezuela.
Introducción de Coque de petróleo calcinado Venezolano en el
Mercado del Aluminio.
Dar pasos firmes para la consolidación de la Soberanía Productiva, en
concordancia con lineamientos del Ejecutivo Nacional como lo son la
Misión Ciencia y la Soberanía Tecnológica.
7. PREMISAS
A lo largo del estudio de factibilidad se trabajó bajo ciertas premisas que
se enuncian a continuación:

27
El establecimiento de la demanda nacional de coque calcinado tipo
esponja para la Industria Nacional del Aluminio se basó en las siguientes
hipótesis:
1. No se producirán ampliaciones en la capacidad de producción del
aluminio.
2. Existirán futuras ampliaciones en la capacidad de producción de
CVG VENALUM correspondientes a la instalación de la VI y VII línea.
3. Existirán futuras ampliaciones en la capacidad de producción de
CVG ALCASA correspondientes a la instalación de la V línea.
4. Se producirán futuras ampliaciones en la capacidad de producción
del aluminio por concepto de nuevas plantas productoras en la
localidad Caicara-Cabruta.
En la industria siderúrgica de Venezuela el establecimiento de la
demanda nacional de coque calcinado tipo aguja se basó en las
siguientes hipótesis:
1. No se producirán ampliaciones en la capacidad de producción del
acero.
2. Se producirá una ampliación de aproximadamente 41.000 t/año.
El suministro de coque verde grado ánodo para la Planta de
Calcinación se basó en las siguientes hipótesis:
1. El coque verde de petróleo será totalmente importado.
2. La Industria de Petróleo Nacional producirá sólo un porcentaje del
coque verde de petróleo demandado por la Industria Nacional del
Aluminio; mientras que el porcentaje restante continuará siendo
importado.
28
3. La Industria de Petróleo Nacional producirá en su totalidad el coque
verde de petróleo destinado para su calcinación y posteriormente para
la fabricación de ánodos en la Industria Nacional del Aluminio.
El financiamiento para la instalación y puesta en marcha de la Planta
de Calcinación, se basó en las siguientes hipótesis:
1. El proyecto será 100% financiado por el Estado venezolano.
2. PDVSA aportará sólo un porcentaje del financiamiento del
proyecto, de acuerdo al convenio existente en la actualidad. La otra
parte será financiada por la nación.
3. El proyecto será financiado por la nación, PDVSA, y un tercero
ente público.
8. OBJETIVOS
8.1 OBJETIVO GENERAL
Realizar estudio de factibilidad Técnico – Económico para la
instalación de una Planta de Calcinación de coque verde de petróleo
grado ánodo para la Industria Nacional del Aluminio.
8.2 OBJETIVOS ESPECÍFICOS
1. Realizar un estudio del mercado mundial y nacional del coque de
petróleo verde y calcinado.
2. Ejecutar un estudio de localización de la planta
3. Determinar la distribución y configuración de la planta.
4. Establecer la tecnología más adecuada para su implementación en
la planta.
5. Describir el proceso productivo de la Planta de Calcinación.

29
6. Identificar los costos directos e indirectos y los ingresos de la
inversión.
7. Analizar el impacto económico y social que generaría la ejecución
del proyecto.

30
CAPÍTULO II
MARCO EMPRESARIAL
El marco empresarial del presente estudio, se encuentra referido a la
Industria Nacional del Aluminio, debido a que se espera que la planta de
calcinación propuesta, llegue a servir a cada una de las empresas que
componen tal industria.
1. EL ALUMINIO EN GUAYANA
Escoger a la región de Guayana como el centro de la industria del
aluminio en Venezuela, no fue una cuestión de suerte. Integrada por los
estados Bolívar, Delta Amacuro y Amazonas, ésta región privilegiada está
localizada al sur del río Orinoco, con una extensión de 448.000 km2 que
representa exactamente la mitad del territorio venezolano.
La región de Guayana posee una gran variedad de recursos naturales de
fácil explotación, aunado a esto está el vasto programa de desarrollo
liderizado por la Corporación Venezolana de Guayana desde inicios de
los años 60, el cual ha tenido su principal soporte en el inmenso potencial
hidroeléctrico, lo que asegura energía a bajo costo.
La principal planta de energía es la represa Raúl Leoni en Guri, con una
capacidad de generación de 10 millones kilowatts, lo cual la convierte en
una de las plantas hidroeléctricas con mayor capacidad de producción en
el mundo. Esta planta y las otras construidas en el río Caroní garantizan

31
energía confiable a bajo costo para la producción de hierro, alúmina,
aluminio, acero, ferrosilicio y otros.
La posibilidad de que grandes barcos naveguen el río Orinoco, una
distancia de aproximadamente 184 millas náuticas (341 Km.) hasta el mar
Caribe, y de ahí a todos los puertos del mundo, aumenta el potencial de
comercialización de los productos de Guayana.
A los abundantes recursos existentes en la región, se añaden vastas
reservas de bauxita localizada en 1976 en la serranía de Los Pijigüaos,
localizada al oeste del estado Bolívar. La Corporación Venezolana de
Guayana confirmó la existencia de posibles reservas en el orden de los 5
billones de toneladas, de los cuales 150 han sido probadas y 130 millones
son probables.
La disponibilidad de bauxita, energía eléctrica y la capacidad de obtener
alúmina en la región, aunado a las facilidades de transporte ofrecidas por
el río Orinoco, brindan una marcada independencia de producción
además de un alto grado de integración vertical en el proceso de
producción de aluminio.
2. DESARROLLO DE LA INDUSTRIA DEL ALUMINIO EN VENEZUELA
La industria del aluminio es uno de los sectores de la economía nacional
que presenta perspectivas promisorias, sobre todo si se tienen en cuenta
las medidas tomadas por países desarrollados, como el caso de Japón,
los cuales han reducido sus niveles de producción por razones de alto
costo. En Venezuela, los costos de producción son menores por la
integración vertical de la industria, la cual, además, trabaja con energía
hidroeléctrica relativamente barata, por lo que está en condiciones de
proveer esos mercados.

32
El aluminio, a criterio de los especialistas en la materia, va a ser
próximamente un factor sustitutivo de materias de exportación y un gran
generador de divisas. Habrá que tomar en cuenta las nuevas tecnologías,
como el uso de aluminio en automóviles.
Dentro de este cuadro favorable a la diversificación de nuestra estructura
económica, veamos cómo se produce la integración vertical de la industria
del aluminio: la cadena lógica es la producción de bauxita por parte de
BAUXlVEN; le sigue INTERALÚMINA y continúa con ALCASA, VENALUM
y otras empresas a las cuales haremos referencia más adelante.
Bauxiven: Esta empresa tiene dos vertientes: una que es la integración
vertical de la industria, cerrar el circuito de la industria de aluminio y no
depender de fuentes foráneas en cuanto al suministro de la materia prima
(bauxita); la segunda vertiente se centra en el costo de explotación y
suministro de la bauxita, que es sensiblemente inferior al actual, con el
mineral importado. Desde el punto de vista productivo, BAUXIVEN surtirá
de materia prima a INTERALÚMINA, planta que a su vez surtirá de
alúmina a VENALUM y ALCASA, reductoras de aluminio primario,
completando así la integración vertical de la industria del aluminio en
Venezuela.
Interalúmina: Esta planta comenzó a construirse en septiembre de
1978 y se terminó el 26 de abril de 1983. Fue construida estratégicamente
en el parcelamiento industrial de Matanzas, en Ciudad Guayana, Estado
Bolívar, sobre la margen derecha del río Orinoco, a unos 17 Km. de su
confluencia con el Caroní. Es la encargada de producir suficiente materia
prima -alúmina- para abastecer alas plantas de reducción de aluminio:
ALCASA y VENALUM. Tiene una capacidad instalada para producir un
millón de toneladas métricas (T), en dos líneas productivas, por medio
millón cada una. Trabaja con bauxita importada de Guyana, África, Brasil
y Surinam. La tecnología que se utiliza en esta planta es la desarrollada
33
por la empresa suiza Alusuisse, sobre la experiencia adquirida por ella
durante casi un siglo de actividades en el campo del aluminio.
Observaciones:
La producción inicial de bauxita de 500 toneladas, constituye una
muestra significativa del plan de explotación de los años subsiguientes.
A partir de 1987 comienza el Plan de producción temprana en la
serranía de Los Pijigüaos. el cual se completa a finales de 1992.
Este insumo (materia prima de la cual se extrae alúmina) se explota a
cielo abierto y constituye la materia prima básica de la industria nacional
de aluminio.
En 1993, el sector minero ejecuta el proyecto de desarrollo del
yacimiento Cerro Páez en la serranía de Los Pijigüaos. que representa el
resultado final del esfuerzo exploratorio realizado por el Estado.
El proyecto BAUXIVEN presentó una ejecución física del 100%. con lo
cual se estuvo en condiciones de proveer a la industria de aluminio de la
materia prima básica. De esta forma se logró la definitiva integración
vertical de la industria de aluminio y se independiza la misma de
suministros extranjeros.
Para 1993 se ha logró una producción acumulada de 7 millones de
toneladas de bauxita. Esta producción la consumió INTERALUMINA. Las
ventas en el mercado nacional estuvieron por encima de los 30 millones
de bolívares al año. INTERALÚMINA continúo importando cerca del 50%
de la bauxita consumida.
BAUXIVEN tenía una deuda de 4.096 millones de bolívares, por lo que
debía triplicar sus ingresos, lo cual estuvo dado por una recuperación
sólida del mercado del aluminio.
Desde el inicio de la construcción del proyecto de BAUXIVEN en Los
Pijigüaos, la zona se convirtió en un nuevo polo de desarrollo en
Guayana: la presencia de BAUXIVEN en una región deprimida

34
económicamente, como lo es el suroeste del Estado Bolívar, ha generado
en la zona un circulante que incentiva las actividades de comercio y de
servicios, dando un impulso importante a la economía regional y
extendiendo su zona de influencia a los estados vecinos. Paralelamente,
BAUXIVEN ha contribuido al desarrollo de la navegación por el Orinoco,
por donde se transporta la bauxita hasta INTERALUMINA.
La producción de VENALUM mantiene un promedio de 400.000 T/año,
que representa el 66% del total nacional.
VENALUM ha pasado por períodos de intensa actividad, alternados
por otros de receso, como el comprendido entre 1981 y 1983, cuando la
producción desciende peligrosamente como consecuencia de la llamada
"crisis de celdas" y de un incendio ocurrido en la Planta de Carbón. Pero
en 1984 la situación cambia porque se modifica favorablemente la
situación anterior, y es así como para 1985 supera la capacidad instalada,
para situarse en 280.000 T. Se inicia un período expansivo de la empresa
con la etapa de la V Línea, que tenía como meta poner a VENALUM en el
nivel de las 455.000 toneladas anuales, consolidar la conquista de
mercados externos y aprovechar las ventajas comparativas en una etapa
de integración vertical de la industria. Se logra de esta forma una
expansión acelerada del sector aluminio y se proyecta lograr uno de los
primeros lugares en la producción mundial de aluminio primario, procesar
cada vez más el metal, o sea, darle mayor valor agregado, e
internacionalizar la industria. Con miras al logro de estas metas en el
orden interno, se conciben nuevas plantas con asociación del capital
privado nacional y del capital extranjero, conjuntamente con la CVG, a
partir de 1986 aparecen Aluminios del Sur (ALUSUR), como empresa
reductora de aluminio primario; VIXXAL; ALUY ANA, cuya primera etapa
debió concluir en 1993, para aprovechar la bauxita de Los Pijigüaos y
exportar el 80% de la producción hacia los mercados europeos;
Aleaciones Ligeras S.A. (ALISA), que representa la primera planta del
sector privado con capital totalmente venezolano para la producción de
35
aluminio primario; ALDANCA (Aluminios de Angostura C.A.), creada en
1988, año considerado como el decisivo ¡tara el programa global del
aluminio; Productos industriales S.A. (PIVEN- SA), diseñada para la
laminación de aleaciones de aluminio; SULFORCA, productora de sulfato
de aluminio; Venezolana de Aleaciones S.A. (VALSA), productora de
aleaciones de aluminio requerido para la producción de rines; y
CABELUM C.A., dedicada ala fabricación de cables de aluminio.
En el centro de Venezuela nacen las empresas Foma de Venezuela S.A.
B.W .A. de Venezuela S.A., Ruedas de Aluminio S.A. (RUALCA),
ALLOYVEN y ALUMENA. Poma de Venezuela se dedica a la fabricación
de tapas y bases de alternadores, y B.W .A. se dedica a la fabricación de
rines; ambas funcionan en Mariara, Estado Carabobo. RUALCA produce
fines para exportar. Suramérica de Aleaciones Laminadas (SURAL) es
exportadora de manufacturas de aluminio.
La política de internacionalización del aluminio continúa en 1987, cuando
ALCASA entró en negociaciones para adquirir ALUNASA en Costa Rica.
Esta es una planta procesadora capaz de transformar 9.000 toneladas
anuales de lingotes enviados por esta industria desde Guayana; de esta
manera se abrían caminos en Centroamérica, como lo había abierto en
Bélgica la Asociación ALCASA-Reynolds, conocida como ALEUROPE.
Dentro de esta política, ALCASA compra el 33% de las acciones de
ALRUSS, firma puertorriqueña, cuya principal línea de producción son los
perfiles.
Esta estrategia de asociarse con empresas internacionales tenía como
objetivo conquistar mercados, con- solidarlos y expandirlos; y alcanzar
mayor valor agregado nacional en un escenario muy competitivo.

36
3. ACTUAL POLÍTICA DEL SECTOR ALUMINIO EN VENEZUELA
Aprovechando las condiciones excepcionales de Guayana para la
instalación de grandes factorías de aluminio primario, como es el hecho
de disponer de abundante energía y poco costo, abundante materia prima
y mano de obra barata, así como los proyectos de la Corporación
Venezolana de Guayana para producir un millón de t para el 2010,
CORDIPLAN escogió, a través del sistema de conversión de deuda en
inversión, los llamados megaproyectos del sector aluminio. La CVG, por
intermedio de ALCASA, permanece como parte accionaria (40%) en el
megaproyecto "Quinta Metal", cuya producción anual se estima en
215.000 t. Los otros son: ALCOA, con 300.000 t; ALUY ANA, con 215.000
t, y Orinoco Holding, con 239.000 T.
La situación de estos megaproyectos es la siguiente: ALCOVEN, cuya
planta funcionará en el Estado Sucre, tiene problemas con la instalación
de una línea de transmisión de energía eléctrica de 400 kilovatios desde
el Guri hasta el sitio de la planta. La Orinoco es la de mejor liquidez
financiera para asumir la ejecución y puesta en marcha del proyecto.
ALUY ANA, para dentro de tres años. "Quinta Metal" tiene dificultades con
las fuentes de financiamiento.
En el mes de noviembre de 1993 se dan los primeros pasos hacia la
fusión de las operadoras del sector aluminio de la CVG. En este sentido,
ya se aprobó la integración de BAUXIVEN e INTERALÚMINA en una
nueva empresa denominada CVG BAUXILUM. Este proceso de fusión se
hará extensivo próximamente a la CVG VENALUM, de modo que a corto
plazo las áreas de minería, refinación y reducción estén integradas en una
sola compañía CVG BAUXILUM, la cual, finalmente, se encargará de
operar toda la industria integrada del sector aluminio. Cuando se
consolide todo el proceso, se reducirá sustancialmente el costo de
producción y se incrementarán los ingresos. Aun cuando el negocio del
37
aluminio está en una tendencia de precios bajos, hay oportunidad de
competir en los mercados internacionales si esta nueva empresa logra
llevar los costos de producción a 954 dólares por tonelada, ya que la
cotización del aluminio en la Bolsa de Metales de Londres es de 1.160
dólares por tonelada.
En cuanto a las empresas producto de la internacionalización, el
Gobierno, a través de la Corporación Venezolana de Guayana, ha tomado
las acciones siguientes: cedió sus acciones de ALEUROPE a
INTERALUMINA, como acción de pago; ALRUSS (Puerto Rico) se
negocia con los socios mayoritarios; ALNUSA (Costa Rica) será vendida
desde Estados Unidos. Asimismo se venderán las participaciones en
CABELUM, TEVENCA, RUALCA y BW, A lo que junto a la venta de
Guacara le representa a la CVG unos 190 millones de dólares.
Observaciones
La producción de ALCASA, en comparación con el total nacional de
cada ano, representa una tercera parte, ya partir de 1990 las ventas de
aluminio se orientan hacia el mercado internacional, como consecuencia
de la diversificación de nuestras exportaciones, especialmente de
productos no tradicionales.
La producción de esta empresa mantiene un crecimiento sostenido,
del orden de las 200.000 T.
ALCASA produce aluminio primario y laminado. La producción y venta
varía en relación con la demanda en el mercado interno y externo.
ALCASA atraviesa por una crisis financiera, del orden de los 20.000
millones de bolívares. Para solventar este déficit, el Fondo de Inversiones
de Venezuela (FIV) le proporcionará en fideicomiso 100 millones de
dólares, los cuales se le desembolsarán a corto, mediano y largo plazo. El
destino de estos recursos es cancelar las deudas que tiene con EDELCA
e INTERALÚMINA y amortizar parte de la deuda ex- terna, que asciende

38
a 171 millones de dólares. Al término de este fideicomiso, ALCASA será
transferida totalmente al sector privado, a través del programa de
asociaciones estratégicas. Es así como la CVG adelanta negociaciones
con sus socios principales: Reynolds. Pechiney, para que adquieran el
mayor porcentaje posible de la propia ALCASA. Además, se trabaja en la
venta segmentada de las líneas de ALCASA.
La producción de aluminio primario ha mantenido un rito ascendente,
hasta ubicarse en un promedio de medio millón de toneladas métricas
anuales.
A partir de 1991 los precios del aluminio en los mercados
internacionales comenzaron a disminuir. lo cual se ha reflejado en una
caída de la producción nacional.
La producción de aluminio primario y productos se orienta en más del
60% a los mercados internacionales, hasta constituir, tanto en volumen
como en valor, el segundo producto de exportación después del petróleo.
El valor de la producción en miles de bolívares, para 1988, es de
12.035.166.

39
CAPÍTULO III
MARCO TEÓRICO
El marco teórico comprende todos los fundamentos teóricos necesarios
para la realización de la presente investigación, donde cada uno de ellos
son descritos y explicados de acuerdo a lo requerido por el estudio.
1. EL COQUE DE PETRÓLEO
El coque de petróleo es un producto residual de elevado contenido en
carbono, resultante de la pirólisis de las fracciones pesadas obtenidas en
el refino del petróleo, que ha pasado a través de un estado líquido
cristalino (también denominado mesofase) durante el proceso de
carbonización y que está constituido por carbono no grafítico pero
grafitizable. Básicamente, se pueden clasificar los distintos tipos de coque
de petróleo en cuatro calidades distintas:
coque de petróleo de combustión
coque de petróleo regular
coque de petróleo de aguja
coque de petróleo de recarburación.
La obtención de uno u otro depende, en parte, de las variables operativas,
pero sobre todo de las características de los residuos de partida, los
cuales tienen distinta procedencia.

40
El crudo, previamente acondicionado, se somete a una destilación a
presión ligeramente superior a la atmosférica en la que se obtienen,
además de gases, naftas y otros destilados más pesados, un residuo que
contiene la mayor parte del azufre, nitrógeno, metales pesados y
fracciones pesadas del petróleo (asfaltenos, resinas, etc) denominado
crudo reducido. Este crudo reducido suele alimentar una columna de
destilación a vacío en la cual se obtienen una serie de fracciones y un
nuevo residuo denominado Residuo de Vacío. Estos dos residuos van a
dar lugar, dependiendo de las características del crudo de partida, bien al
coque de combustión, o bien al regular.
En muchas refinerías, con el fin de aumentar el rendimiento en
determinadas fracciones ligeras (gasolinas, gas-oil, etc) existe otra serie
de procesos como el craqueo catalítico o la pirólisis, los cuales dan lugar
a otros residuos, con menos impurezas que los anteriores, denominados
Aceite Decantado (el primero) y Fuel-Oil de Pirólisis (el segundo). Estos
residuos una vez coquizados dan lugar al coque de aguja y al de
recarburación, respectivamente.
Los residuos anteriormente mencionados se someten a un tratamiento
térmico entre 400 y 600 ºC, obteniéndose un producto sólido primario, con
un contenido en materia volátil entre un 6 y un 20%, que se denomina
coque de petróleo verde.
La técnica de carbonización, o coquización, de residuos de petróleo
empleada por casi el 90% de la industria se conoce como coquización
retardada. También existe la coquización en lecho fluidizado pero es
menos utilizada.

41
El coque verde obtenido en el proceso de coquización no es,
generalmente, utilizable en estas condiciones. Sólo para el coque
combustible es suficiente este tratamiento térmico.
El coque regular, utilizado en la fabricación de electrodos para la
producción de aluminio por medios electrolíticos, debe ser tratado a una
temperatura superior (1350 ºC aproximadamente) debido a su tendencia a
contraerse cuando se le somete a un tratamiento térmico.
El coque de aguja utilizado para la fabricación de electrodos de grafito se
debe someter a una temperatura de 2600-2800 ºC para conseguir un
material con las características apropiadas. Este tratamiento térmico más
enérgico, a que son sometidos los coques verdes, se denomina
calcinación y da lugar al denominado coque de petróleo calcinado.
La calidad final del producto calcinado depende además de la propia
calidad del material verde, de las condiciones de calcinación utilizadas,
como son la velocidad de producción, la temperatura del horno, el tiempo
de residencia y el procedimiento de enfriamiento, que a su vez dependen
del equipo de calcinación que se utilice.
Los dos equipos utilizables en la calcinación comercial del coque verde
son el horno rotatorio y el horno de solera, siendo este último el más
utilizado. La Figura 2 muestra el modelo del horno rotatorio.

42
Figura 2. Horno rotatorio empleado para calcinar coque de petróleo
Fuente. http://images.google.co.ve/images?svnum=10&hl=es&gbv=2&q=horno+de+calcinacion
Los coques que presentan un mayor valor añadido son: el coque de
recarburación, utilizado para ajustar el contenido en carbono del acero y
por tanto con unas especificaciones muy restrictivas en cuanto al
contenido en impurezas, y el coque de aguja, que debido a sus altas
exigencias requiere de materias primas especiales (aceites de decantado)
y una selección muy rigurosa de las variables de coquización y
calcinación que optimicen la calidad del mismo. En un lugar intermedio se
encontraría el coque regular, utilizado en la fabricación de ánodos para la
producción de aluminio y con menores exigencias que los anteriores.
El coque combustible es el más barato de todos, ya que además de ser el
de más baja calidad no se somete al proceso de calcinación y se
comercializa en su estado de coque verde. Este coque de petróleo es el
de mayor producción a nivel mundial, lo que unido al descenso en la
demanda que está experimentando por parte de sus consumidores
tradicionales (centrales térmicas, industrias cementeras, etc.) hace
necesario buscar nuevos campos de aplicación para dicho tipo de coque.

43
2. PROCEDIMIENTO GENERAL PARA LA TOMA DE DECISIONES DE
LOCALIZACIÓN DE PLANTA
Análisis preliminar
Se trataría aquí de estudiar las estrategias empresariales y políticas de
las diversas áreas (Operaciones, Marketing, etc.) para traducirlas en
requerimientos para la localización de las instalaciones. Dada la gran
cantidad de factores que afectan a la localización, cada empresa deberá
determinar cuáles son los criterios importantes en la evaluación de
alternativas: necesidades de transporte, suelo, suministros, personal,
infraestructuras, servicios, condiciones medioambientales, etc. El equipo
de localización deberá evaluar la importancia de cada factor,
distinguiendo entre los factores dominantes o claves y los factores
secundarios.
Búsqueda de las alternativas de localización.
Se establecerá un conjunto de localizaciones candidatas para un análisis
más profundo, rechazándose aquéllas que claramente no satisfagan los
factores dominantes de la empresa (por ejemplo; existencia de recursos,
disponibilidad de mano de obra adecuada, mercado potencial, clima
político estable, etc.).
Evaluación de Alternativas (análisis detallado).
En esta fase se recoge toda la información acerca de cada localización
para medirla en función de cada uno de los factores considerados. Esta
evaluación puede consistir en medida cuantitativa, si estamos ante un
factor tangible (por ejemplo; el costo del transporte) o en la emisión de un
juicio si el factor es cualitativo.

44
Selección de la localización.
A través de análisis cuantitativos y/o cualitativos se comparan entre sí las
diferentes alternativas para conseguir determinar una o varias
localizaciones válidas, dado que, en general, no habrá una alternativa que
sea mejor que todas las demás en todos los aspectos, el objetivo del
estudio no debe ser buscar una localización óptima sino una o varias
localizaciones aceptables. En última instancia, otros factores más
subjetivos, como pueden ser las propias preferencias de la empresa a
instalar determinarán la localización definitiva.
Métodos cuantitativos
Una gran cantidad de métodos cuantitativos que varían en grado de
complejidad y en cuanto a las necesidades de procesamiento con ayuda
de la computadora, se han desarrollado y aplicado a los problemas de
ubicación.
Método de los Factores Ponderados
Es el método más general de los hasta aquí comentados, ya que permite
incorporar en el análisis toda clase de consideraciones, sean estas de
carácter cuantitativo o cualitativo. Brevemente descrito consistirá en lo
siguiente:
Se identifican los factores más relevantes a tener en cuenta en la
decisión.
Se establece una ponderación entre ellos en función de su importancia
relativa.
Se puntúa cada alternativa para cada uno de estos criterios a partir de
una escala previamente determinada.
45
Por último, se obtiene una calificación global, Pi, de cada alternativa,
teniendo en cuenta la puntuación de la misma en cada factor, P ij, y el
peso relativo del mismo, wj. De acuerdo con ello, Pi = S wj Pij.
3. NECESIDADES DE LA DISTRIBUCIÓN DE PLANTA
El principal motivo del arreglo de la planta es optimizar la distribución de
máquinas, recursos humanos, materiales y servicios auxiliares, de manera
que el valor creado por el sistema de producción sea elevado al máximo.
El término de fábrica o de una manera más general, planta fabril, significa
un edificio o grupo de edificios provistos de equipo mecánico,
herramientas y otros medios materiales necesarios para la producción de
mercancías y servicios. El tamaño más favorable de una fábrica o una
unidad industrial, puede examinarse desde varios puntos de vista, ya que
esto es posible aunque puede variar mucho de una industria a otra.
Una manera de averiguar este tamaño es hallar cual es la magnitud de la
organización que utilizando los recursos, las técnicas de fabricación y la
habilidad organizadora existentes, produce un costo unitario de
producción mínimo, cuando se incluyen todos los costos que tienen estar
comprendidos a lo largo de la operación. El crecimiento, ya sea gradual o
explosivo y el cambio son elementos esenciales en cualquier negocio,
tanto las instalaciones dedicadas a producción, como los edificios en que
se encuentran, deben expandirse en concordancia con el incremento de
las necesidades de la producción, nunca debe darse por sentado que se
tiene la mejor distribución óptima, puesto que los métodos, el manejo de
los materiales y la ubicación de las máquinas siempre son susceptibles de
mejoras.

46
Objetivo de la Distribución
Determinar la disposición de una fabrica, existente o en proyecto, es
colocar las máquinas y demás equipo de la manera que permita a los
materiales avanzar con mayor facilidad, al costo más bajo y con el mínimo
de manipulación desde que se reciben las materias primas hasta que se
despachan los productos terminados.
1. Asegurar la eficiencia, seguridad y comodidad de los ambientes de
trabajo.
2. Encontrando una distribución de las áreas de trabajo y del equipo que
sea la más económica para el trabajo.
Facilitando el proceso de manufactura.
Facilitando y minimizando el movimiento y manejo de materiales
entre operaciones.
Asegurando una alta rotación de materiales en proceso.
Optimizando la mano de obra.
Minimizando la inversión en equipos.
Optimizando el espacio disponible (en tres dimensiones).
Manteniendo la flexibilidad adecuada.
Logrando una supervisión más efectiva y eficiente.
Reduciendo el inventario de artículos terminados requeridos para
satisfacer la demanda de la clientela.
4. MANEJO DE MATERIALES
El “manejo de materiales” es aquella parte del sistema comercial y
económico que afecta a la relación física que existe entre los materiales,
productos y embalaje, con el producto, proceso, instalación, la geografía y
el cliente, sin agregar un valor utilizable ni modificar la naturaleza de los

47
productos. Desde el punto de vista de la ingeniería, el manejo de los
materiales se define como el arte y la ciencia que se aplican al traslado,
embalaje y almacenamiento de substancias en cualquiera de sus formas.
Un “sistema de manejo de materiales” se define como una serie de
elementos de equipos o dispositivos relacionados diseñados para obrar
de concierto o en sucesión en el traslado, almacenamiento y control de
los materiales en un proceso o actividad logística.
Cada sistema se debe diseñar específicamente para que funcione en un
medio específico de operación y con determinados materiales. Las
características del producto y el tipo de movimiento determinan la
naturaleza del sistema y el equipo de manejo de materiales.
El Flujo de Materiales debe analizarse en función de la secuencia de los
materiales en movimiento (ya sean materias primas, materiales en
productos terminados) según las etapas del proceso y la intensidad o
magnitud de esos movimientos. Un flujo efectivo será aquel que lleve los
materiales a través del proceso, siempre avanzando hacia su acabado
final, y sin detenciones o retrocesos excesivos.
Los factores que afectan el tipo de flujo pueden ser, entre otros:
1. Medio de transporte externo.
2. Número de partes en el producto y operaciones de cada parte.
3. Secuencia de las operaciones de cada componente y número de
subensambles.
4. Número de unidades a producir y flujo necesario entre áreas de
trabajo.
5. Cantidad y forma del espacio disponible.
6. Influencia de los procesos y ubicación de las áreas de servicio.
48
7. Almacenaje de materiales.
5. GENERALIDADES PARA UN ESTUDIO ECONÓMICO -
FINANCIERO
El control de los costos es de vital para cualquier empresa que se dedica
a la fabricación de cualquier tipo de producto ya que esto servirá para
determinar tanto el precio de venta como la utilidad que deseamos
obtener.
Es conveniente destacar que el llevar un control de costos bajo principios
perfectamente identificados no es exclusivo de las grandes empresas.
Existen varias formas de clasificar los costos, a continuación
mencionaremos algunos de los principales sistemas de agrupación de
costos:
Por función
De Producción: Costos aplicados a la elaboración de un producto.
De mercadeo: Costos causados por la venta de un servicio o producto.
Administrativa: Costos causados en actividades de formulación de
políticas.
Financiera: Costos relacionados con actividades financieras.
Por elementos
Materiales directos: Materiales que hacen parte integral del producto
terminado
Mano de obra directa: Mano de obra aplicada directamente a los
componentes del producto terminado.

49
Costos indirectos: Costos de materiales, de mano de obra indirecta y
de gastos de fabricación que no pueden cargarse directamente a
unidades específicas.
Por producto
Directos: Costos cargados al producto y que no requieren mas
prorrateo.
Indirectos: Costos que son prorrateados.
Por Departamento
Producción: Una unidad en donde las operaciones se ejecutan sobre
la parte o el producto sin que sus costos requieran prorrateo posterior.
Servicio: Una unidad que no esta comprometida directamente en la
producción y cuyos costos se prorratean en ultima instancia a una unidad
de producción.
Costos que se cargan al ingreso:
Producto: Costos incluidos cuando se hace el cálculo de los costos del
producto. Los costos del producto se incluyen en el inventario y en el
costo de ventas cuando de vende el producto.
Periodo: Costos asociados con el transcurso del tiempo y no con el
producto. Estos costos se cierran contra la cuenta resumen de ingresos
en cada periodo, puesto que no se espera que rindan beneficios futuros.

50
Con relación al volumen
Variable: Costos cuyo total varía en proporción directa a los cambios
en su actividad correspondiente. El costo unitario de mantiene igual,
independientemente del volumen de producción.
Fijos: Costos cuyo total no varia a lo largo de un gran volumen de
producción. Los costos unitarios disminuyen en la medida en que el
volumen de producción aumenta.
Periodo cubierto
Capital: Costos que pueden beneficiar periodos futuros y que se
clasifican como activos.
Ingresos: El costo total dividido por el numero de unidades de
actividad o de volumen.
Nivel de promedio
Total: El costo acumulado para la categoría especifica.
Unitario: El costo total dividido por el numero de unidades de actividad
o de volumen.
Tiempo en que se determinan
Predeterminados: Se determinan antes de que sean realizados.
Históricos: Costos que se determinan cuando ya se realizaron.
Predeterminados: Se determinan antes de que sean realizados.
51
Costos de Producción
Fabricar es consumir o transformar insumos para la producción de bienes
o servicios. La fabricación es un proceso de transformación que demanda
un conjunto de bienes y prestaciones, denominados elementos, y son las
partes con las que se elabora un producto o servicio:
Materiales directos
Mano de obra directa
Gastos indirectos de fabricación.
La registración de estos elementos consta de dos partes:
Concentración de los costos por elementos (el debe de la cuenta)
Transformación de los elementos por su incorporación a los procesos
(haber de la cuenta).
La administración, planeamiento y control hacen a otra función: la
coordinación, que está especialmente referida a:
Número y calidad de las partes componentes.
Niveles de inventarios (recursos físicos) o de disponibilidad (recursos
humanos).
Políticas de compras o aprovisionamiento y de contratación.
Esquemas de costos.
Costo primo: o primer costo, compuesto por la suma: MATERIALES +
MANO DE OBRA.
Costo de conversión: MANO DE OBRA + COSTOS INDIRECTOS DE
FABRICACIÓN.

52
Costo de producción: materiales + mano de obra + costos indirectos
de fabricación.
La aceptación o rechazo de un proyecto en el cual una empresa piense
en invertir, depende de la utilidad que este brinde en el futuro frente a los
ingresos y a las tasas de interés con las que se evalué.
Depreciación y amortización:
La depreciación corresponde al reconocimiento de "gastos" originados en
la obsolescencia y/o deterioro de los bienes de activo fijo. La amortización
corresponde a la eliminación, con efecto en resultados, de cualquier
monto a través de un período determinado de tiempo, como por ejemplo,
la amortización de la activación de un activo intangible.
Los cargos de depreciación y amortización sólo tiene sentido
determinarlos cuando se pagan impuestos, pues es una forma legal de
recuperar la inversión y de pagar menos impuestos, de manera que si la
inversión en un centro de cómputo es para vender información, se debe
considerar por fuerza el rubro de depreciación, pues en ese caso se
pagarían impuestos.
Capital de trabajo
El capital de trabajo puede definirse como "la diferencia que se presenta
entre los activos y los pasivos corrientes de la empresa". Se puede decir
que una empresa tiene un capital neto de trabajo cuando sus activos
corrientes sean mayores que sus pasivos a corto plazo, esto conlleva a
que si una entidad organizativa desea empezar alguna operación
comercial o de producción debe manejar un mínimo de capital de trabajo
que dependerá de la actividad de cada una.
53
Los pilares en que se basa la administración del capital de trabajo se
sustentan en la medida en la que se pueda hacer un buen manejo sobre
el nivel de liquidez, ya que mientras más amplio sea el margen entre los
activos corrientes que posee la organización y sus pasivos circulantes
mayor será la capacidad de cubrir las obligaciones a corto plazo, sin
embargo, se presenta un gran inconveniente porque cuando exista un
grado diferente de liquidez relacionado con cada recurso y cada
obligación, al momento de no poder convertir los activos corrientes más
líquidos en dinero, los siguientes activos tendrán que sustituirlos ya que
mientras más de estos se tengan mayor será la probabilidad de tomar y
convertir cualquiera de ellos para cumplir con los compromisos
contraídos.
Origen y necesidad del Capital de Trabajo
El origen y la necesidad del capital de trabajo esta basado en el entorno
de los flujos de caja de la empresa que pueden ser predecibles, (la
preparación del flujo de caja se encuentran en escritos de este canal)
también se fundamentan en el conocimiento del vencimiento de las
obligaciones con terceros y las condiciones de crédito con cada uno, pero
en realidad lo que es esencial y complicado es la predicción de las
entradas futuras a caja, ya que los activos como las cuentas por cobrar y
los inventarios son rubros que en el corto plazo son de difícil
convertibilidad en efectivo, esto pone en evidencia que entre más
predecibles sean las entradas a caja futuras, menor será el capital de
trabajo que necesita la empresa. El objetivo primordial de la
administración del capital de trabajo es manejar cada uno de los activos y
pasivos corrientes de la empresa.
54
Rentabilidad vs. Riesgo
Se dice que a mayor riesgo mayor rentabilidad, esto se basa en la
administración del capital de trabajo en el punto que la rentabilidad es
calculada por utilidades después de gastos frente al riesgo que es
determinado por la insolvencia que posiblemente tenga la empresa para
pagar sus obligaciones. Un concepto que toma fuerza en estos
momentos es la forma de obtener y aumentar las utilidades, y por
fundamentación teórica se sabe que para obtener un aumento de estas
hay dos formas esenciales de lograrlo, la primera es aumentar los
ingresos por medio de las ventas y en segundo lugar disminuyendo los
costos pagando menos por las materias primas, salarios, o servicios que
se le presten, este postulado se hace indispensable para comprender
como la relación entre la rentabilidad y el riesgo se unen con la de una
eficaz dirección y ejecución del capital de trabajo.
"Entre más grande sea el monto del capital de trabajo que tenga una
empresa, menos será el riesgo de que esta sea insolvente", esto tiene
fundamento en que la relación que se presenta entre la liquidez, el capital
de trabajo y riesgo es que si se aumentan el primero o el segundo el
tercero disminuye en una proporción equivalente.
Ya considerados los puntos anteriores, es necesario analizar los puntos
claves para reflexionar sobre una correcta administración del capital de
trabajo frente a la maximización de la utilidad y la minimización del riesgo.
Naturaleza de la empresa: Es necesario ubicar la empresa en un contexto
de desarrollo social y productivo, ya que el desarrollo de la administración
financiera en cada una es de diferente tratamiento.
Capacidad de los activos: Las empresas siempre buscan por
naturaleza depender de sus activos fijos en mayor proporción que de los

55
corrientes para generar sus utilidades, ya que los primeros son los que en
realidad generan ganancias operativas.
Costos de financiación: Las empresas obtienen recursos por medio de
los pasivos corrientes y los fondos de largo plazo, en donde los primeros
son más económicos que los segundos.
En consecuencia la administración del capital de trabajo tiene variables de
gran importancia que han sido analizadas anteriormente de forma rápida
pero concisa , cada una de ellas son un punto clave para la
administración que realizan los gerentes , directores y encargados de la
gestión financiera, es recurrente entonces tomar todas las medidas
necesarias para determinar una estructura financiera de capital donde
todos los pasivos corrientes financien de forma eficaz y eficiente los
activos corrientes y la determinación de un financiamiento óptimo para la
generación de utilidad y bienestar social.
56
CAPÍTULO IV
MARCO METODOLÓGICO
Mohammad Naghi (2000), comenta: “El Marco Metodológico es la
instancia referida a los métodos, las diversas reglas, registros,
técnicas y protocolos con los cuales una teoría y su método calculan
las magnitudes de lo real”. (p.126.)
Para la realización de esta investigación y de acuerdo con el objetivo del
tema que consiste en realizar un estudio de factibilidad Técnico –
Económico para la instalación de una Planta de Calcinación de Coque
Verde de Petróleo de grado ánodo, se utilizó de una serie de bases y
herramientas que complementen su contenido y que son imprescindibles
para el desarrollo de la misma.
El estudio fue realizado en la empresa CVG VENALUM y estuvo
caracterizado por ser una “investigación documental con diseño no
experimental” debido a que se presentó una formulación (sugerida por el
estudio) de objetivos y preguntas de investigación.
1. TIPO DE INVESTIGACIÓN
Según el propósito de la investigación es Documental:
Mohammad Naghi (2000) señala que “es una variante de la
investigación científica, cuyo objetivo fundamental es el análisis de
57
diferentes fenómenos de la realidad a través de la indagación
exhaustiva, sistemática y rigurosa, utilizando técnicas muy precisas;
de la documentación existente, que directa o indirectamente, aporte la
información atinente al fenómenos que estudiamos”. (p.21)
La investigación es de tipo documental ya que la fuente principal de
información fueron documentos ya existentes, entre los cuales se tuvo:
estudios de factibilidad Técnico – Económico, investigaciones anteriores,
textos, folletos y todo aquel material que sirve de soporte o argumento para
la investigación; asimismo permitieron la adquisición y autenticidad de la
información además de respaldar las bases teóricas del análisis
presentado.
Debido a que la investigación es documental, fue realizada bajo las
directrices eminentemente bibliográficas, donde la obtención de los datos
tuvo su origen en materiales impresos y otros registros que incluyen
Internet. Es importante mencionar que a lo largo de la investigación se
realizaron algunas visitas de campo a fin de poder argumentar y respaldar
los documentos revisados y utilizados.
2. POBLACIÓN Y MUESTRA
Mohammad Naghi (2000), “Se entiende por población es un conjunto
finito de personas, casos o elementos que presentan características
comunes, de los cuales pretendemos indagar, para el cual serán
validas las conclusiones obtenidas en la investigación”. (p.137).
A efectos de ésta investigación se consideró como población a la Industria
Nacional del Aluminio y la Industria Siderúrgica Nacional, debido a que el
estudio de factibilidad de instalación de una Planta de Calcinación de coque
verde de petróleo grado ánodo estuvo dirigido a tales industrias.

58
Mohammad Naghi (2000), “La muestra es un subconjunto tomado de la
población y es aquella a la que se le aplican las herramientas
necesarias para llevar a cabo la investigación”. (p.138).
La muestra que se tomo para el desarrollo de la presente investigación fue
la Industria Nacional del Aluminio, debido que el objetivo principal de la
investigación estuvo fundamentado en tal industria.
3. TÉCNICAS Y/O INSTRUMENTOS:
Mohammad Naghi (2000) dice que “Un instrumento de recolección de
datos, es en principio, cualquier recurso de que se vale el investigador
para acercarse a los fenómenos y extraer de ellos información”.
(p.143)
Luego de haber definido el diseño de la investigación, fue necesario
establecer las diversas técnicas de recolección de datos necesarias para
construir los instrumentos que permitieron obtener tales datos de la
realidad; entre los recursos utilizados se tiene:
Observación Directa
Mohammad Naghi (2000) “En la observación directa, el observador
trata de integrarse a la acción de los observados, de participar en ella
como si fuera, o como si se trata de un miembro mas del grupo que la
lleva a cabo”. (p.148)
Durante la realización de la presente investigación se pudo realizar visitas
al lugar que fue propuesto para la instalación de la Planta de Calcinación, a
fin de argumentar y sustentar mucho mejor la información del estudio de
factibilidad.

59
Entrevista No Estructurada
Mohammad Naghi (2000), “Es aquella en que no existe una
estandarización formal, habiendo por lo tanto u margen mas o menos
grande de libertad para formular las preguntas y respuestas”. (p.157)
En este estudio no fueron aplicados formatos preestablecidos ni preguntas
formales por lo cual las respuestas obtenidas tendrán un mayor grado de
espontaneidad. Esta técnica jugo un papel sumamente importante dentro
del estudio, puesto que parte de la información necesaria para la
investigación se obtuvo de todas las personas involucradas en el proyecto
de investigación.
Documentación Bibliográfica
Es una técnica cuyo propósito esta dirigido
principalmente a racionalizar la actividad investigadora,
para que esta se realice dentro de condiciones que
aseguren la obtención y autenticidad de la información
que se busca. (Mohammad Naghi (2000).
Se considero para el estudio, la revisión de documentos tales como:
estudios de factibilidad Técnico – Económico, trabajos de grado, textos,
folletos, y todo aquel material que sirvió de soporte y argumento para la
investigación.
Materiales
Los materiales utilizados para el desarrollo de la investigación fueron los
siguientes: cámara digital, computador, impresora, memoria extraíble (Pen
Driver), información adecuada a la investigación suministrada por la

60
empresa, material bibliográfico y en general todos los materiales utilizados
para tomar notas, hacer cálculos, entre otros.
4. PROCEDIMIENTO
Son todas aquellas operaciones aplicadas a los datos obtenidos a través
de las técnicas de recolección. El procedimiento que se siguió para el
desarrollo de la presente investigación se enuncia a continuación:
1. Planificación del proceso de investigación, la cual se basó en la
elaboración del plan de seguimiento o cronograma de actividades,
estrategias y estructura de la investigación y del informe.
2. Selección de los instrumentos de recolección de datos para recabar la
información necesaria para el estudio.
3. Realización del estudio de mercado mundial y nacional
correspondiente a la investigación.
4. Evaluación y selección de las alternativas más adecuadas para el
desarrollo del proyecto.
5. Determinación de la distribución de la planta de calcinación.
6. Análisis de los fundamentos de las diferentes tecnologías para la
instalación y puesta en marcha de la Planta de Calcinación.
7. Determinación de la tecnología más apropiada a fin de ser
considerada para su implementación en el proyecto.
8. Descripción del proceso productivo de la Planta de Calcinación.

61
9. Establecimiento y análisis del flujo de materiales para la planta.
10. Evaluación económica – financiera del proyecto.
11. Análisis del impacto económico y social que generaría la ejecución del
proyecto.

62
CAPÍTULO V
ESTUDIO DE MERCADO
El Estudio de Mercado es la recolección y evaluación de todos los
factores que influyen directamente en la oferta y demanda del producto.
Dentro de sus objetivos está determinar el segmento del mercado al que
se enfocará, y la cantidad del producto que se desea vender.
En un análisis de mercado se conocen cinco variables fundamentales que
componen su estructura, como lo son; el producto, la demanda, oferta,
precios y comercialización. En éste estudio se buscan diferentes datos
que van a ayudar a identificar nuestro mercado y debe asegurar que
realmente exista un mercado potencial, el cual se pueda aprovechar para
lograr los objetivos planeados.
1. EL PRODUCTO
Dentro de la materia prima utilizada para la producción de aluminio, se
utiliza el coque tipo esponja y es denominado así por su apariencia similar
a la esponja. Este es producido desde la destilación en vacío con una
concentración moderada de asfáltenos. Si el coque esponja encuentra
especificaciones adecuadas exactas, él es considerado coque esponja
grado ánodo adecuado para la calcinación y se usa en la fabricación de
ánodos en la industria del aluminio. El anexo 1 muestra las
especificaciones técnicas del coque de petróleo calcinado requerido por
CVG VENALUM.

63
El principal problema para las refinerías que producen coque esponja
grado ánodo es obtener bajo contenido de materia volátil requerido. Los
metales y el azufre son controlados por los crudos a ser procesados, pero
la materia volátil está en control de los operadores de los delayed coker.
La temperatura en el cilindro es el aspecto más crítico, junto con el tiempo
del ciclo y la presión del cilindro. Mayor tiempo de residencia en la
temperatura permite disminuir la materia volátil. Incrementar el reciclaje
puede aumentar la temperatura en el cilindro. Aislar la línea de
transferencia y el cilindro de coque, especialmente en la parte más alta de
los cilindros de coque, son críticas para obtener coque de bajo materia
volátil.
El coque esponja verde debe ser calcinado antes de ser utilizado en la
fabricación de ánodos. La densidad del coque calcinado es crítica para
producir buenos ánodos de carbón. A mayor densidad, más carbón puede
ser incorporado en el ánodo y se obtendrá mayor vida del ánodo en la
celda.
La densidad vibrada del coque calcinado debe ser mayor que 86 (g/100
cm3). La propiedad más simple de correlacionar a partir del coque verde
es el Índice de triturabilidad Hardgrove (HGI), los coques con HGI
menores que 70 usualmente pueden calcinarse para producir una
densidad vibrada de 86. La materia volátil es otra propiedad usada para
correlacionar como un buen coque verde y su calcinación.
La estructura es un factor importante en la calcinación, debido que el
coque con bajo coeficiente de expansión térmica debe tener menos
materia volátil que un coque tipo isotrópico para producir la misma
densidad. La porosidad del coque calcinado deberá ser baja y es una
función de la materia volátil del coque verde.

64
La ceniza en el coque calcinado es normalmente alrededor de 0,2 % con
una combinación de vanadio y níquel por debajo a 500 ppm. El sodio y el
calcio son catalizadores fuertes de la combustión por aire del ánodo. El
vanadio, el níquel y el hierro y otros metales causan incremento de la
reacción del carboxilo en el fondo del ánodo.
El azufre en el ánodo debe estar por debajo de 3.5% para evitar que el
azufre incremente la resistencia eléctrica de la colada que conecta el
ánodo con la varilla. Normalmente el azufre es mas un problema
ambiental y de depuración. El azufre puede causar que la densidad real
del coque calcinado disminuya debido a un incremento de la porosidad y
microagrietamiento del coque calcinado. El azufre ayuda a reducir la
reactividad (aire y carboxilo) al reaccionar con la cáustica que son
catalizadores fuertes.
Origen del Coque de petróleo
El petróleo crudo se procesa en la refinería a través de una serie de
pasos de la destilación apuntada a extraer la cantidad máxima de
productos ligeros como la gasolina, el combustible del motor de reacción,
etc. En algunas refinerías, este extracto de productos ligeros se lleva al
punto extremo de coquificación tardada. Una vez realizado este paso
final, se obtiene es el coque de petróleo verde o crudo (RPC). Después de
estar fuera del tambor que usa el agua de presión alta, el RPC se calcina
con otros coques verdes en un horno rotatorio. El coque de petróleo
calcinado resultante (CPC), se usa entonces principalmente en la
producción de ánodos para fundiciones de la Industria del Aluminio.
En la Figura 3, se muestra que desde el punto de vista de la refinería, los
productos ligeros constituyen aproximadamente 95% de su volumen total
procesados, pero consideran para más de 98% del rédito. El RPC

65
constituye 5% del volumen pero menos de 2% del rédito. El punto
importante aquí es que la prioridad de la cima de una refinería es
aumentar al máximo la cantidad de productos ligeros, RPC es una
preocupación menor y generalmente se ve como sólo un derivado.
Figura 3. Esquema general del origen del coque de petróleo
Fuente: 8va Conferencia Mundial del Carbono. (2006)
Debido a la prioridad baja dada al coque verde, las refinerías, sobre todo
en los países en vías de desarrollo, producen una gama amplia de
calidades del producto de RPC tal como es mostrado en la Figura 3. El
calcinador y el último usuario del coque, por otro lado, tienen un juego
más firme de parámetros deseado para hacer el CPC a la calidad de
ánodo más alta. Esto incluye el azufre y los niveles de impureza
elementales que necesitan ser guardados tan bajo como posible.
Igualmente importante, es el volumen de VM que debe guardarse tan bajo
La gasolina, el Querosén, El Combustible del motor de reacción, el Diesel,

66
como posible en el RPC para hacer un CPC con un VBD aceptable.
Paradójicamente, muchos coques verdes con el azufre bajo y las
impurezas elementales también tienen VM con un nivel inferior al 13%.
Mientras RPC con VM menos de 13% puede mezclarse para endulzar el
CPC calcinado, RPC con VM superior que 13% a menudo puede usarse
para el combustible. La Tabla 1 muestra el rango de propiedades del
RPC.
Tabla 1. RPC - Rango de Propiedades
Posible Preferido Usado Realmente
VM 8-15% 9-11% 9-13%
H2O 6-12% 7-9% 8-11%
azufre 0.5-5% 1.5-3% 0.5-5%
V, ppm 80-800 80-250 200-600
Fe, ppm
50-600 50-250 200-600
Si, ppm 50-600 50-250 200-600
Fuente: 8va Conferencia del Carbono. (2006)
Actualmente, PDVSA está realizando estudio para la producción del
coque verde de petróleo tipo esponja para la industria del aluminio. A
continuación se indican las etapas en desarrollo del proyecto:
Identificación de cargas potenciales para la producción de coque de
petróleo grado ánodo.
Estimación de rendimientos y calidades de productos de coquificación
retardada.
Pruebas experimentales en unidades de coquificación retardada a
escala banco para la determinación de rendimientos y calidades de
67
productos de aquellas cargas para las que no se disponía de
correlaciones para este fin.
Desarrollo del esquema de proceso por refinería y evaluación de las
facilidades de proceso y servicios industriales existentes en cada una de
las refinerías consideradas.
Definición de la viabilidad de acuerdo con criterios de cantidad y
calidad de coque producido.
Evaluación técnica de los procesos de manejo de coque verde
Evaluación económica de los diferentes casos.
Instalación de un complejo de producción de coque de petróleo grado
ánodo con unidad de retardado independiente.
El coque de petróleo, es un material sólido carbonoso (95 a 98% C; 0,03 a
0,06 % H; 0,5 a 1% N; 0,1 al 1% O; y 0,5% de material volátil), resultante
de la calcinación del coque verde de petróleo a temperaturas
comprendidas entre 1.250 y 1.400°C en calcinadores de horno tipo
rotatorio o de chimenea rotatoria con velocidades de calentamiento
controladas.
El coque producido en el calcinador de chimenea rotatoria es mas
homogéneo, desde el punto de vista del tratamiento térmico, que el
producido en el horno rotatorio, sin embargo este es el más utilizado por
su flexibilidad operativa en el rango de la temperatura de trabajo
(1.250°C-1.379°C). A continuación se indican los requerimientos para un
buen coque:
Alta pureza química
Alta conductividad eléctrica
Alta resistencia mecánica
Homogeneidad
Baja reactividad por O2 y CO2

68
Su estructura consta de un arreglo de cristales grafíticos de formas,
orientaciones y tamaños diferentes; atravesados por huecos cuyas
dimensiones varían de acuerdo a la pureza, a las condiciones del proceso
y a las características de los residuos de petróleo crudo del cual se
obtiene dicho coque.
Su grado de cristalinidad u ordenamiento estructural y consecuentemente
las propiedades físico-químicas van a estar principalmente determinadas
por la composición de estos residuos.
Una vez obtenido, el coque verde es calcinado en hornos rotatorios, las
cuales alcanzan temperaturas de 1.250°C a 1.400°C en ausencia de
oxigeno. El proceso se lleva a cabo entre 40 y 80 minutos.
Este proceso tiene un efecto significativo sobre la calidad del coque de
petróleo calcinado que a su vez es influenciada por cuatro factores
principales:
Perfil de temperatura del horno o chimenea rotatoria.
Tiempo de residencia.
Técnicas de apagado del horno o chimenea rotatoria.
Técnicas de enfriamiento del horno o chimenea rotatoria.
El objetivo de la calcinación del coque se puede resumir de la
siguiente forma:
Incremento de la relación Carbono – Hidrógeno (C/H) de la molécula
aromática promedio de 20 a 1000.
Obtención de granos suficientemente fuertes para facilitar manejo y
procesamiento.
Minimizar el encogimiento de granos (< 0,5 %) por el tratamiento
térmico final del ánodo.

69
Aumentar la conductividad térmica para un efectivo calentamiento
indirecto.
Estructuras de poros accesibles al aglutinante.
Aumentar la resistencia mecánica.
Baja resistividad eléctrica.
Baja sensibilidad a la oxidación.
Aumentar la pureza.
2. LA DEMANDA
El análisis de la demanda puede resultar un asunto de alto interés para
facilitar la planificación y gestión de instalación de la Planta de
Calcinación de Coque de Petróleo Calcinado, ya que se pudo conocer
cuáles son las características, las necesidades, los comportamientos, los
deseos y las actitudes de los clientes.
Para el estudio se tomaron en consideración la demanda Nacional y
Mundial del Coque de Petróleo Calcinado utilizado en la Industria del
Aluminio, debido a que de tal manera se pudo argumentar la necesidad
de Instalación de la Planta de Calcinación.
Demanda Mundial de Coque de Petróleo Calcinado
A fin de conocer la demanda y condición real del coque de petróleo
calcinado a nivel mundial, es preciso evaluar la situación actual en la que
se presenta el coque de petróleo verde dentro del mercado mundial.
La Figura 4 muestra un diagrama que presenta datos actuales y
proyecciones futuras referentes a la producción del coque verde.

70
Figura 4. Mercado mundial de coque verde de petróleo
Fuente de datos. CRU, Industry Sources, September 2006
La Figura 5 muestra la demanda actual y proyectada a futuro de coque de
petróleo verde y calcinado a nivel mundial.
Figura 5. Requerimiento mundial de coque de petróleo verde y calcinado
Fuente de datos. CRU, Industry Sources, September 2006
71
La Figura 5 indica que el consumo de coque de petróleo calcinado es y
seguirá siendo una cifra representativa dentro del mercado mundial, por lo
que es indispensable que se tomen en consideración los requerimientos
de coque verde mostrados en la grafica anterior, esto a fin de que se logre
satisfacer en todo momento de tan preciada materia prima a las
principales calcinadoras del mundo.
El consumo mundial de Coque de Petróleo calcinado, se encuentra
reflejado por diferentes industrias, entre algunas de ellas se puede hacer
mención de las siguientes:
Industria del Aluminio
Industria del Acero
Industria Recarburizante
Industria de Dióxido del Titanio
Entre otras.
Es importante destacar que el enfoque principal del estudio, estuvo
dirigido a la Industria del Aluminio, ya que surge de dicha industria la
necesidad primordial de instalación de la planta de calcinación de coque
de petróleo.
En la Tabla 2 se puede apreciar el consumo mundial de coque de petróleo
calcinado, el cual es consumido en cantidades muy considerables, por
industrias de la región occidental y oriental.

72
Tabla 2. Consumo mundial de coque de petróleo Calcinado
Industrias 2002 2003 2004 2005 2006
Región
Occidental
(,000 t)
Industria del Aluminio 6.726 6928 7111 7423 7533
Industria del Acero 719 731 777 778 790
Industria Recarburizante 620 636 661 657 670
la industria de dióxido del titanio 711 772 811 828 822
Otras 439 453 468 484 493
Sub-total 9.215 9.520 9.828 10.170 10.308
Región
Oriental
(,000 t)
Varias 4320 4954 5598 6189 7141
Consumo total en el mundo 13.535 14.474 15.426 16.359 17.449
Fuente de datos. CRU, Industry Sources, September 2006
En la Figura 6 se pueden observar los datos anteriormente mostrados, la
cual permite del mismo modo, apreciar el consumo mundial de coque de
petróleo calcinado por parte de las diferentes industrias.
59%
41%
zona Occidental Zona Oriental
Figura 6. Consumo mundial de coque de petróleo calcinado
Fuente de datos. Tabla 2.
Sin embargo, a través de la Figura 7 se puede apreciar que el mayor
consumo de coque de petróleo calcinado es dentro de la Industria del
Aluminio.
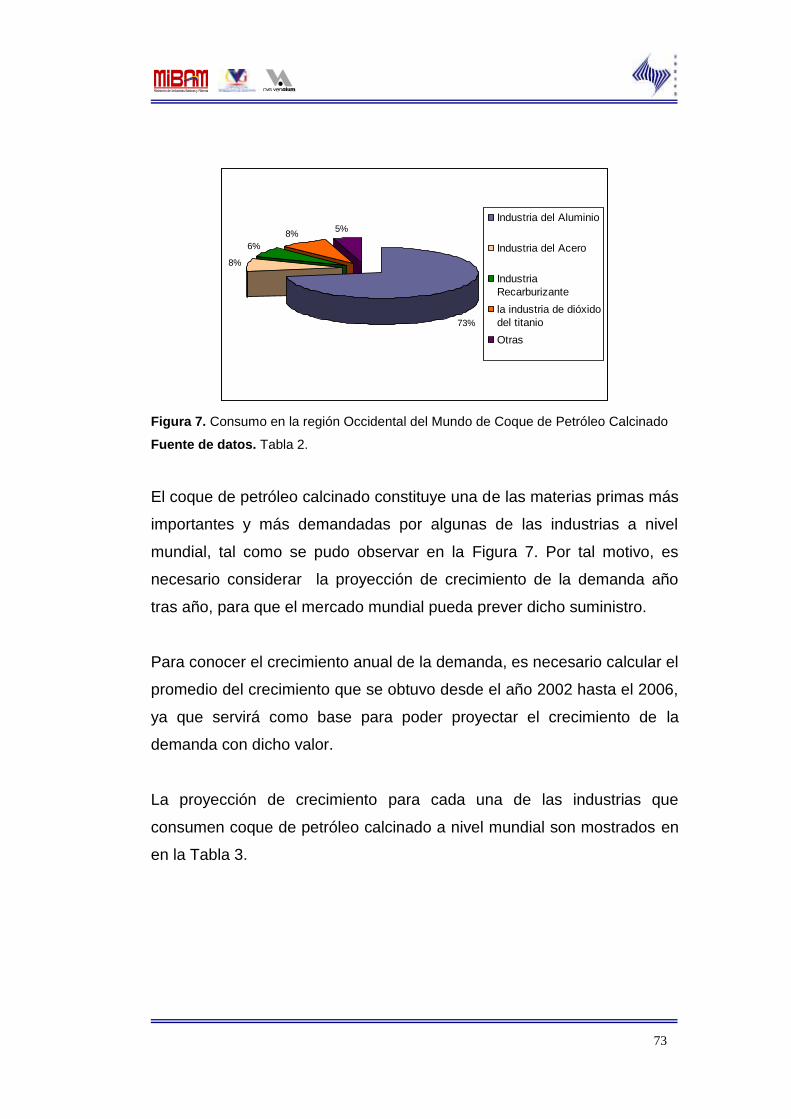
73
73%
8%
6%
8%5%
Industria del Aluminio
Industria del Acero
Industria
Recarburizante
la industria de dióxido
del titanio
Otras
Figura 7. Consumo en la región Occidental del Mundo de Coque de Petróleo Calcinado
Fuente de datos. Tabla 2.
El coque de petróleo calcinado constituye una de las materias primas más
importantes y más demandadas por algunas de las industrias a nivel
mundial, tal como se pudo observar en la Figura 7. Por tal motivo, es
necesario considerar la proyección de crecimiento de la demanda año
tras año, para que el mercado mundial pueda prever dicho suministro.
Para conocer el crecimiento anual de la demanda, es necesario calcular el
promedio del crecimiento que se obtuvo desde el año 2002 hasta el 2006,
ya que servirá como base para poder proyectar el crecimiento de la
demanda con dicho valor.
La proyección de crecimiento para cada una de las industrias que
consumen coque de petróleo calcinado a nivel mundial son mostrados en
en la Tabla 3.

74
Tabla 3. Porcentajes de crecimiento anual en la demanda mundial de coque calcinado
2002-2003 2003-2004 2004-2005 2005-2006 PROMEDIO
Zona
Occidental
Aluminio 3 2,6 4,4 1,5 3
Acero 1,7 6,3 0,1 1,5 2,4
Recarburizante 2,6 3,9 -0,6 2 2
Dióxido del Titanio 8,6 5,1 2,1 -0,7 4
Otras 3,2 3,3 3,4 1,9 3
Zona
Oriental Varias 14,7 13 10,6 15,3 13,4
Fuente. Elaboración propia
Una vez obtenido el promedio de los porcentajes de crecimiento para
cada una de las industrias, se procede a calcular la proyección de
crecimiento en la demanda para los próximos 6 años. Es importante
mencionar, que se calculó la proyección estimada de la demanda para
cada industria por separado con su respectivo promedio de porcentaje de
crecimiento.
En la Tabla 4 puede observarse la estimación de crecimiento de la
demanda mundial por los próximos 6 años de consumo de coque de
petróleo calcinado.
Tabla 4. Proyección de crecimiento de la demanda de coque de petróleo calcinado en
las diferentes industrias a nivel mundial.
Industrias Zona
Occidental (,000 t) 2007 2008 2009 2010 2011 2012
Aluminio 7759 7992 8232 8479 8733 8995
Acero 809 828 848 868 889 910
Recarburizante 683 697 711 725 740 755
Dióxido del Titanio 855 889 925 962 1000 1040
Otras 508 523 539 555 572 589
Industrias Zona
Oriental (,000 t) 2007 2008 2009 2010 2011 2012
Varias 8098 9183 10414 11809 13392 15186
Fuente. Elaboración propia.
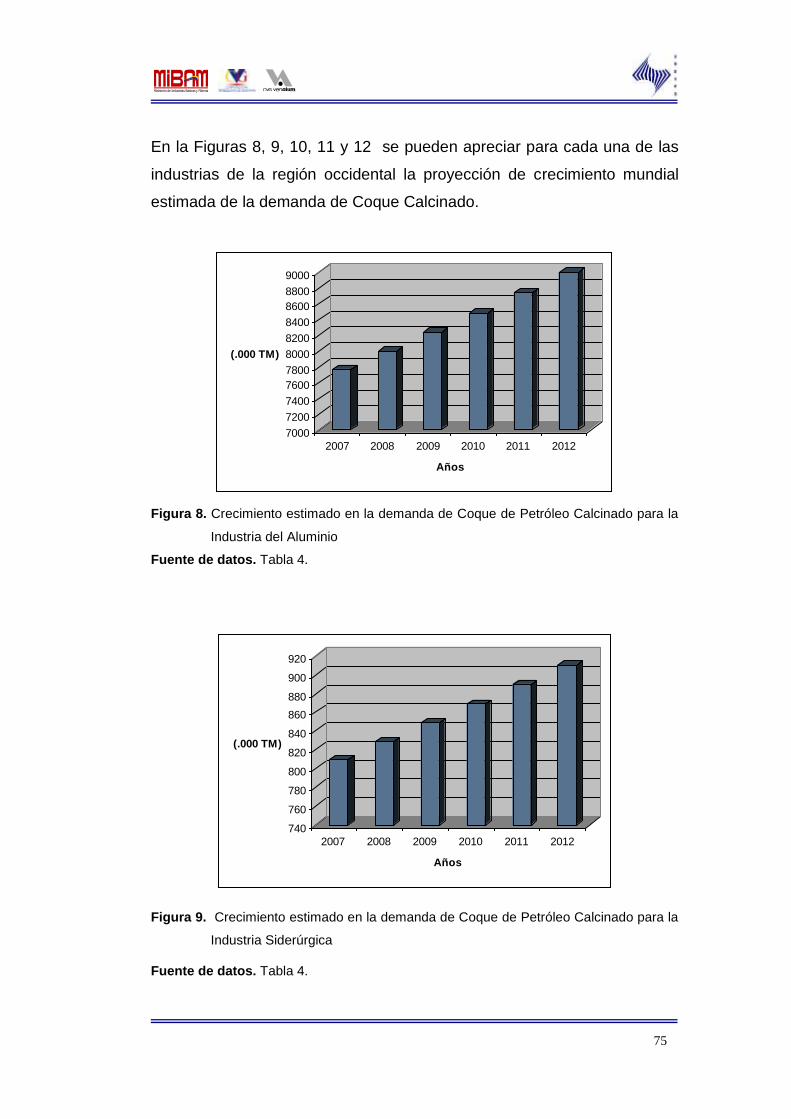
75
En la Figuras 8, 9, 10, 11 y 12 se pueden apreciar para cada una de las
industrias de la región occidental la proyección de crecimiento mundial
estimada de la demanda de Coque Calcinado.
7000
7200
7400
7600
7800
8000
8200
8400
8600
8800
9000
(.000 TM)
2007 2008 2009 2010 2011 2012
Años
Figura 8. Crecimiento estimado en la demanda de Coque de Petróleo Calcinado para la
Industria del Aluminio
Fuente de datos. Tabla 4.
740
760
780
800
820
840
860
880
900
920
(.000 TM)
2007 2008 2009 2010 2011 2012
Años
Figura 9. Crecimiento estimado en la demanda de Coque de Petróleo Calcinado para la
Industria Siderúrgica
Fuente de datos. Tabla 4.

76
640
660
680
700
720
740
760
(.000 TM)
2007 2008 2009 2010 2011 2012
Años
Figura 10. Crecimiento estimado en la demanda de Coque de Petróleo Calcinado para la
Industria Recarburizante.
Fuente de datos. Tabla 4.
0
200
400
600
800
1000
1200
(.000 TM)
2007 2008 2009 2010 2011 2012
Años
Figura 11. Crecimiento estimado en la demanda de Coque de Petróleo Calcinado para la
Industria de Dióxido de Titanio.
Fuente de datos. Tabla 4.

77
460
480
500
520
540
560
580
600
(.000 TM)
2007 2008 2009 2010 2011 2012
Años
Figura 12. Crecimiento estimado en la demanda de Coque de Petróleo Calcinado para
otras Industrias.
Fuente de datos. Tabla 4.
Del mismo modo, en la Figura 13 se puede apreciar para la región oriental
del mundo la estimación de crecimiento de la demanda de Coque de
Petróleo Calcinado.
0
2000
4000
6000
8000
10000
12000
14000
16000
2007 2008 2009 2010 2011 2012
Años
(.000 T
M)
Figura 13. Crecimiento estimado en la demanda de Coque de Petróleo Calcinado para
varias Industrias.
Fuente de datos. Tabla 4.

78
La Tabla 5 muestra el consumo Mundial de Coque de Petróleo Calcinado
por la Industria del Aluminio.
Tabla 5. Consumo Mundial de Coque de Petróleo Calcinado por la Industria del Aluminio
Año 2002 2003 2004 2005 2006
t /año 10,150,000 11,030,000 11,765,000 12,598,000 13,420,000
Fuente de datos. CRU, Industry Sources, September 2006
Como puede observarse, los datos anteriormente mostrados indican que
anualmente ha existido un crecimiento en el consumo Mundial de Coque
de Petróleo Calcinado utilizado por la Industria del Aluminio, lo cual
permite deducir que éste crecimiento anual continuará siendo progresivo
con el paso del tiempo, una vez que se incorporen futuras ampliaciones
en la Industria Mundial del Aluminio, razón por la cual, el mercado mundial
del aluminio debe estar atento a fin de poder cubrir con el requerimiento
de tal producto. La Figura 14 muestra el consumo Mundial de Coque de
Petróleo Calcinado por la Industria del Aluminio.
0
2
4
6
8
10
12
14
16
2002 2003 2004 2005 2006
Años de Consumo
Co
qu
e d
e P
etró
leo
Cal
cin
ado
(.0
00
TM
/añ
os)
Figura 14. Consumo Mundial de Coque de Petróleo Calcinado por la Industria del
Aluminio
Fuente de datos. Tabla 5

79
Considerando el consumo de Coque de Petróleo Calcinado del año 2002
con respecto al del año 2006, se observa que existió un crecimiento de
3.270.000 t/año.
Tomando en cuenta el consumo de coque de petróleo calcinado dentro de
la industria del aluminio en los últimos 5 años, es preciso conocer el
crecimiento que ha tenido hasta el presente.
La Tabla 6 muestra el crecimiento en la demanda de Coque de petróleo
calcinado expresado en t/año.
Tabla 6. Crecimiento Mundial de Coque de Petróleo Calcinado por la Industria del
Aluminio
Año 2002 2003 2004 2005 2006
Consumo
(t/año) 10,150,000 11,030,000 11,765,000 12,598,000 13,420,000
Crecimiento
(t/año) 0 880.000 735.000 833.000 822.000
Fuente de datos. Tabla 5
Para proyectar el crecimiento de la demanda de coque calcinado en la
industria mundial del aluminio, es necesario conocer el porcentaje del
crecimiento en cada año y obtener de ellos un promedio, a fin de poder
proyectar el crecimiento con dicho valor.
La Tabla 7 muestra los porcentajes de crecimiento de la demanda de
coque calcinado en la industria mundial del aluminio.
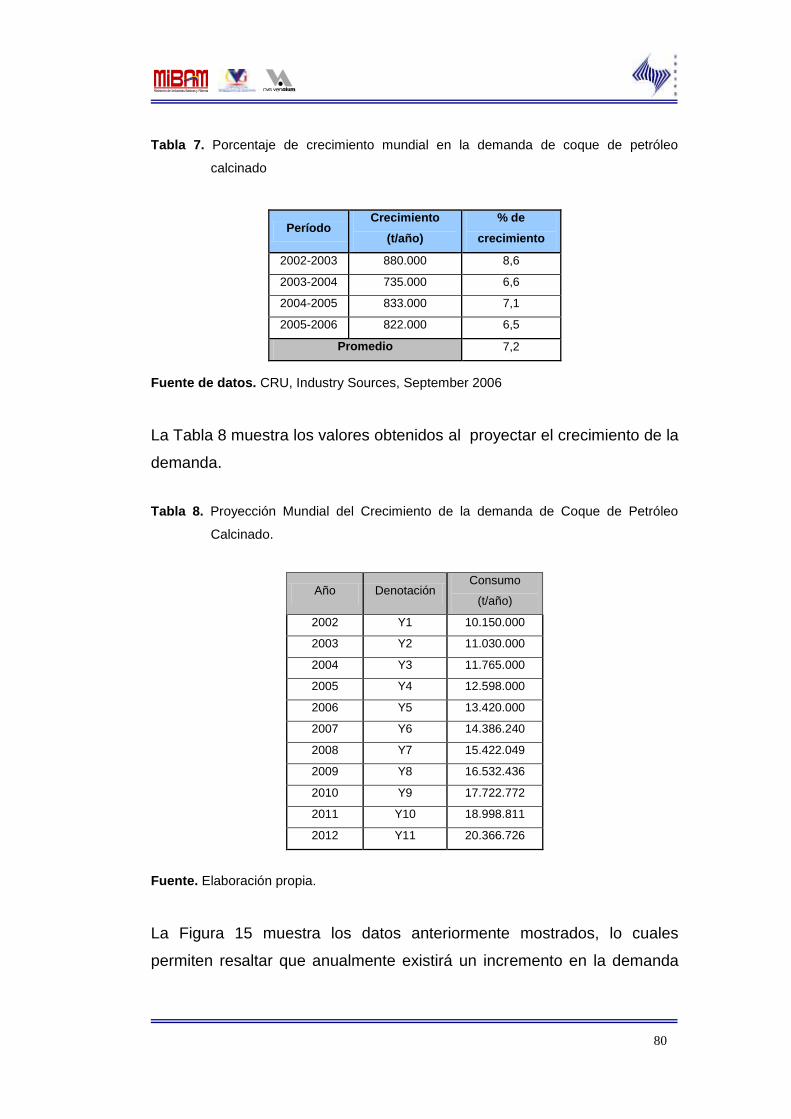
80
Tabla 7. Porcentaje de crecimiento mundial en la demanda de coque de petróleo
calcinado
Período Crecimiento
(t/año)
% de
crecimiento
2002-2003 880.000 8,6
2003-2004 735.000 6,6
2004-2005 833.000 7,1
2005-2006 822.000 6,5
Promedio 7,2
Fuente de datos. CRU, Industry Sources, September 2006
La Tabla 8 muestra los valores obtenidos al proyectar el crecimiento de la
demanda.
Tabla 8. Proyección Mundial del Crecimiento de la demanda de Coque de Petróleo
Calcinado.
Año Denotación Consumo
(t/año)
2002 Y1 10.150.000
2003 Y2 11.030.000
2004 Y3 11.765.000
2005 Y4 12.598.000
2006 Y5 13.420.000
2007 Y6 14.386.240
2008 Y7 15.422.049
2009 Y8 16.532.436
2010 Y9 17.722.772
2011 Y10 18.998.811
2012 Y11 20.366.726
Fuente. Elaboración propia.
La Figura 15 muestra los datos anteriormente mostrados, lo cuales
permiten resaltar que anualmente existirá un incremento en la demanda
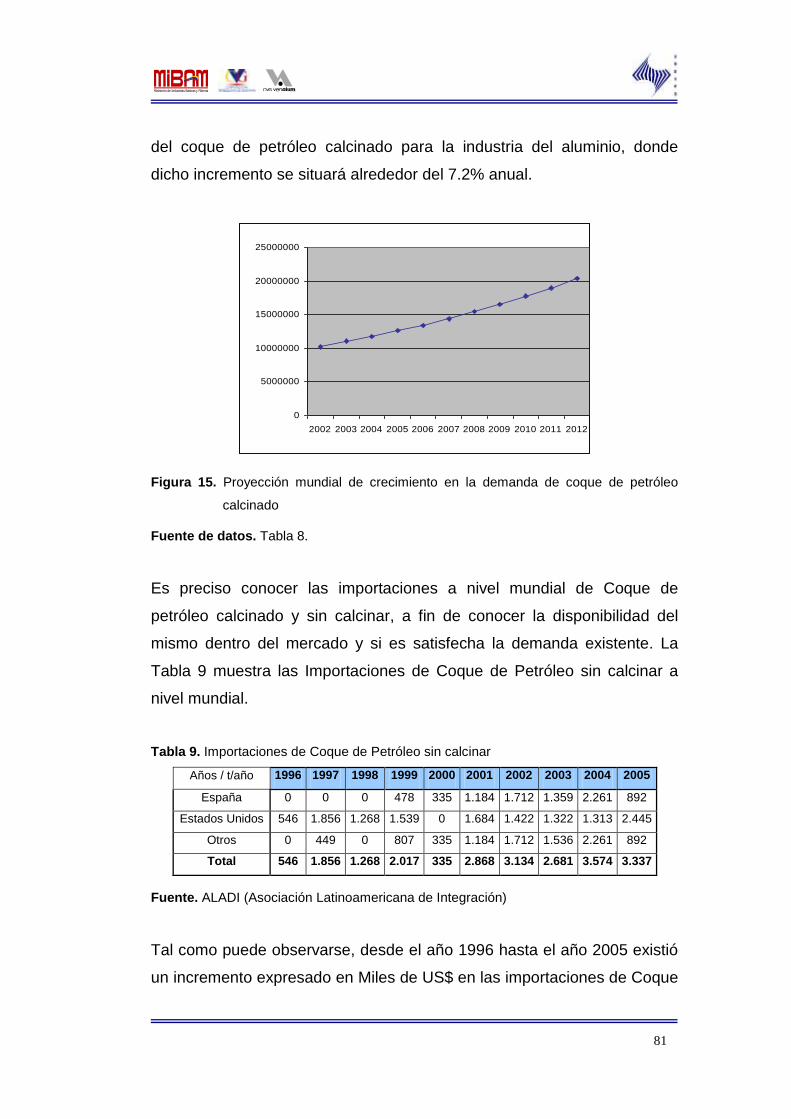
81
del coque de petróleo calcinado para la industria del aluminio, donde
dicho incremento se situará alrededor del 7.2% anual.
0
5000000
10000000
15000000
20000000
25000000
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
Figura 15. Proyección mundial de crecimiento en la demanda de coque de petróleo
calcinado
Fuente de datos. Tabla 8.
Es preciso conocer las importaciones a nivel mundial de Coque de
petróleo calcinado y sin calcinar, a fin de conocer la disponibilidad del
mismo dentro del mercado y si es satisfecha la demanda existente. La
Tabla 9 muestra las Importaciones de Coque de Petróleo sin calcinar a
nivel mundial.
Tabla 9. Importaciones de Coque de Petróleo sin calcinar
Años / t/año 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005
España 0 0 0 478 335 1.184 1.712 1.359 2.261 892
Estados Unidos 546 1.856 1.268 1.539 0 1.684 1.422 1.322 1.313 2.445
Otros 0 449 0 807 335 1.184 1.712 1.536 2.261 892
Total 546 1.856 1.268 2.017 335 2.868 3.134 2.681 3.574 3.337
Fuente. ALADI (Asociación Latinoamericana de Integración)
Tal como puede observarse, desde el año 1996 hasta el año 2005 existió
un incremento expresado en Miles de US$ en las importaciones de Coque
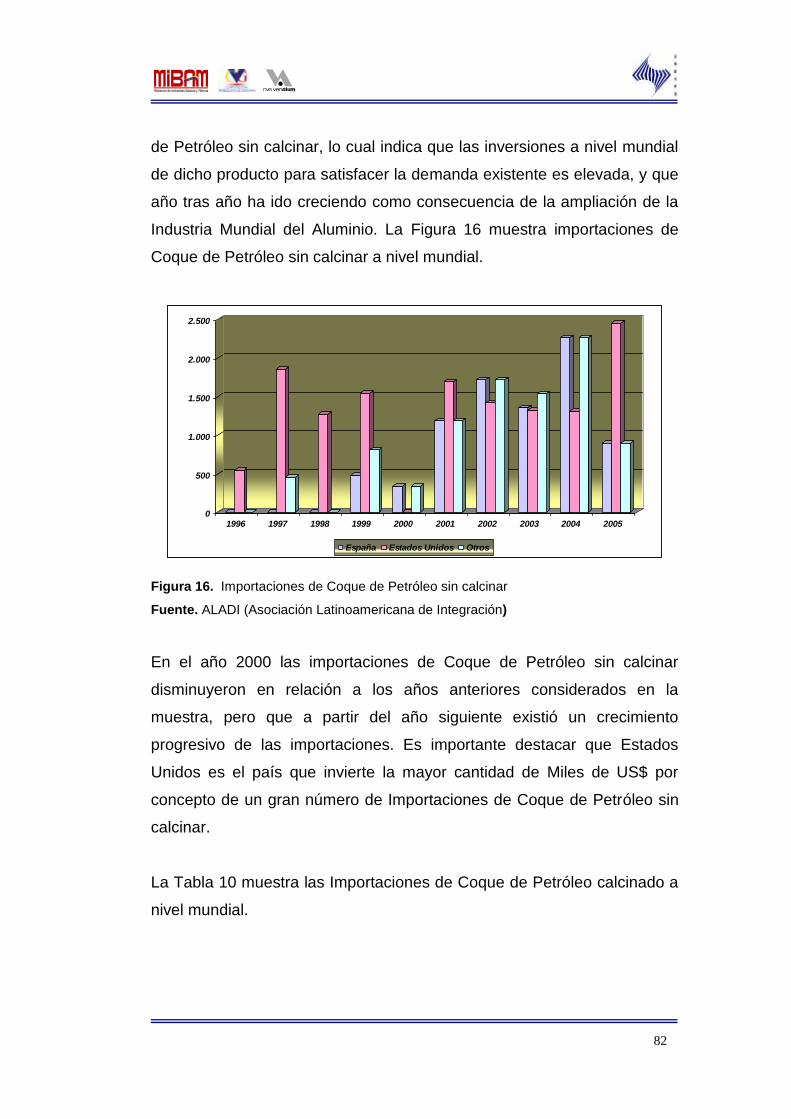
82
de Petróleo sin calcinar, lo cual indica que las inversiones a nivel mundial
de dicho producto para satisfacer la demanda existente es elevada, y que
año tras año ha ido creciendo como consecuencia de la ampliación de la
Industria Mundial del Aluminio. La Figura 16 muestra importaciones de
Coque de Petróleo sin calcinar a nivel mundial.
0
500
1.000
1.500
2.000
2.500
1996 1997 1998 1999 2000 2001 2002 2003 2004 2005
España Estados Unidos Otros
Figura 16. Importaciones de Coque de Petróleo sin calcinar
Fuente. ALADI (Asociación Latinoamericana de Integración)
En el año 2000 las importaciones de Coque de Petróleo sin calcinar
disminuyeron en relación a los años anteriores considerados en la
muestra, pero que a partir del año siguiente existió un crecimiento
progresivo de las importaciones. Es importante destacar que Estados
Unidos es el país que invierte la mayor cantidad de Miles de US$ por
concepto de un gran número de Importaciones de Coque de Petróleo sin
calcinar.
La Tabla 10 muestra las Importaciones de Coque de Petróleo calcinado a
nivel mundial.

83
Tabla 10. Importaciones de Coque de Petróleo calcinado
1996 1997 1998 1999 2000 2001 2002 2003 2004 2005
Estados
Unidos 43.787 78.984 28.268 43.516 50.901 34.241 55.313 46.255 47.241 49.936
India 0 0 0 8.270 1.292 8.141 6.834 10.897 12.300 12.625
Otros 14 454 0 8 0 440 106 102 79 39
Total 43.801 79.438 28.268 51.786 52.193 42.382 62.147 57.152 59.541 62.561
Fuente. ALADI (Asociación Latinoamericana de Integración)
A partir del año 1996 hasta el año 2005 existió un incremento en Miles de
US$ en las importaciones de Coque de Petróleo calcinado, elevando de
tal manera, las inversiones a nivel mundial del producto a fin de satisfacer
la demanda existente. La Figura 17 muestra las importaciones de Coque
de Petróleo Calcinado a nivel mundial.
0
10.000
20.000
30.000
40.000
50.000
60.000
70.000
80.000
1996 1997 1998 1999 2000 2001 2002 2003 2004 2005
Estados Unidos India Otros
Figura 17. Importaciones de Coque de Petróleo Calcinado
Fuente. ALADI (Asociación Latinoamericana de Integración)
En el año 1998 las importaciones de Coque de Petróleo calcinado
disminuyeron en relación a los años anteriores considerados en la

84
muestra, mientras que a partir del año siguiente existió un crecimiento
progresivo de las importaciones.
Es importante destacar que Estados Unidos es también el país que
invierte la mayor cantidad de Miles de US$ por concepto de un gran
número de Importaciones de Coque de Petróleo calcinado.
Demanda Nacional de Coque de Petróleo Calcinado.
En la Tabla 11 se muestra el Consumo anual de Coque de Petróleo
Calcinado por la Industria Nacional del Aluminio.
Tabla 11. Consumo anual de Coque de Petróleo Calcinado por la Industria Nacional del
Aluminio
Año 2002 2003 2004 2005 2006
t/año 263,000 263,000 271,000 269,000 269,000
Fuente de datos. Informe anual de CVG VENALUM
Los datos anteriormente mostrados indican que anualmente el consumo
nacional de Coque de Petróleo Calcinado utilizado por la Industria del
Aluminio se ha mantenido equilibrado, ya que sus variaciones han sido
muy pequeñas. Vale mencionar que a partir del año 2005 hasta el
presente el consumo por año no ha sufrido cambio alguno.
La Figura 18 muestra el consumo nacional de Coque de Petróleo
Calcinado por la Industria del Aluminio.
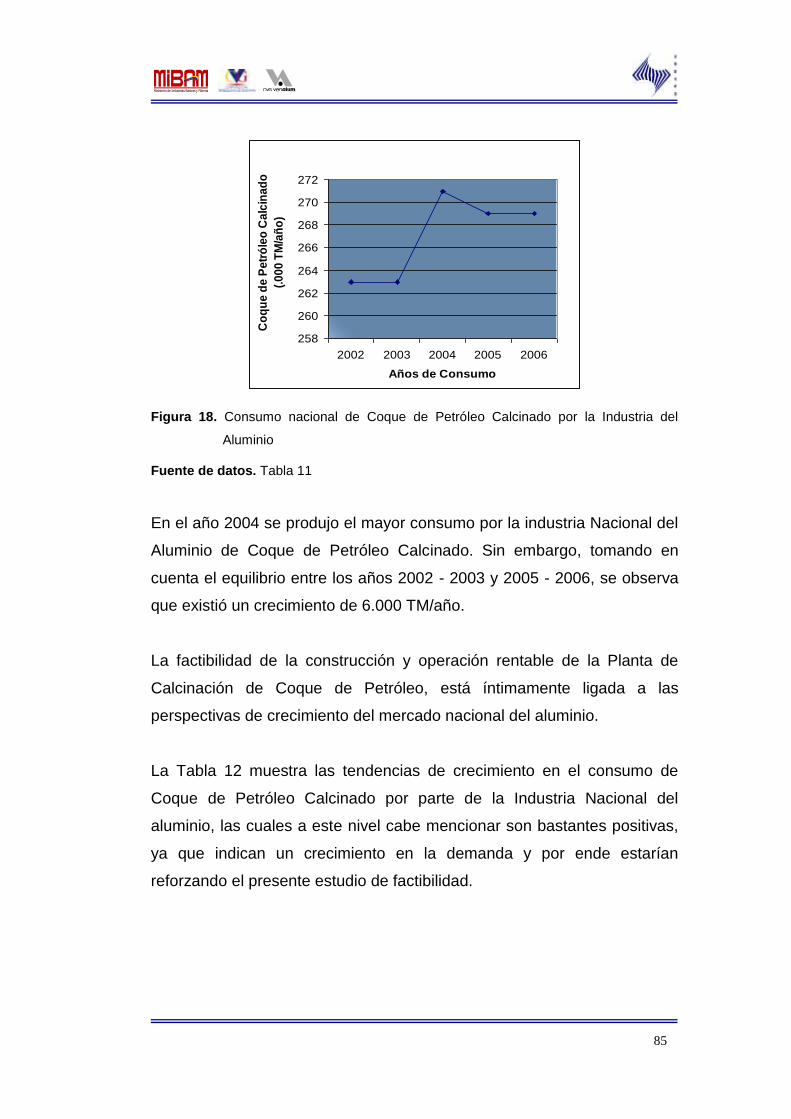
85
258
260
262
264
266
268
270
272
2002 2003 2004 2005 2006
Años de Consumo
Co
qu
e d
e P
etr
óle
o C
alc
ina
do
(.0
00
TM
/añ
o)
Figura 18. Consumo nacional de Coque de Petróleo Calcinado por la Industria del
Aluminio
Fuente de datos. Tabla 11
En el año 2004 se produjo el mayor consumo por la industria Nacional del
Aluminio de Coque de Petróleo Calcinado. Sin embargo, tomando en
cuenta el equilibrio entre los años 2002 - 2003 y 2005 - 2006, se observa
que existió un crecimiento de 6.000 TM/año.
La factibilidad de la construcción y operación rentable de la Planta de
Calcinación de Coque de Petróleo, está íntimamente ligada a las
perspectivas de crecimiento del mercado nacional del aluminio.
La Tabla 12 muestra las tendencias de crecimiento en el consumo de
Coque de Petróleo Calcinado por parte de la Industria Nacional del
aluminio, las cuales a este nivel cabe mencionar son bastantes positivas,
ya que indican un crecimiento en la demanda y por ende estarían
reforzando el presente estudio de factibilidad.

86
Tabla 12. Proyecciones de Crecimiento en la Industria Nacional del Aluminio
CVG VENALUM CVG ALCASA
VI Línea VII Línea VI +VII Línea VI Línea
120,000 TM/año 120,000 TM/año 240,000 TM/año 100,000 TM/año
TOTAL: 340.000 TM/año
Fuente de datos. Informe anual de CVG VENALUM
Se proyecta un crecimiento en el consumo de Coque de Petróleo
Calcinado de 340.000 TM/año, producto de futuras ampliaciones dentro
de la Industria Nacional del Aluminio. Por tal razón, considerando éstos
escenarios de crecimiento, es importante prever tal aumento en los
requerimientos de tan preciada materia prima, del mismo modo, es
necesario considerar la instalación y puesta en marcha de la Planta de
Calcinación, ya que al aumentar la demanda nacional de coque de
petróleo calcinado, también estaría aumentando el número de
importaciones y por tanto los costos de inversión; mientras que, con la
instalación de la planta se estaría cumpliendo con lineamientos
gubernamentales respecto a sustitución de Importaciones y existiría una
disminución en el numero de importaciones y en costos.
3. LA OFERTA
La capacidad que se tenga para satisfacer la demanda existente será la
oferta. Cuando se habla de capacidad se refiere al manejo de los recursos
y a la capacidad instalada de la competencia. Es importante mencionar
que actualmente no existe dentro del territorio nacional ninguna planta de
calcinación de coque de petróleo, que pueda satisfacer la demanda actual
de coque de petróleo calcinado para la industria nacional del aluminio. Por
ello, para la instalación y puesta en marcha de la planta de calcinación, no
existen competidores dentro del mercado, por lo que es preciso tomar en
cuenta los proveedores con los que cuenta el mercado nacional, ya que

87
éstos son los que garantizan hoy en día el suministro de coque calcinado
a la industria nacional del aluminio, y por ende los que llegarían a
representar la competencia en el futuro.
La Tabla 13 muestra los proveedores actuales de Coque de Petróleo
Calcinado para la Industria Nacional del Aluminio.
Tabla 13. Proveedores de Coque de Petróleo Calcinado para la Industria Nacional del
Aluminio.
Empresa País Titel Nombre Apellido
ExxonMobile Alemania Mr. Matthias Niesen
MiRo Mineraloelraffinarie Alemania Sales Export
OMV Austria Sales Export
Petrobras Brasil Mrs. Ana María Sousa Machado
Zhenjiang Coking & Gas Group (ZCGG) China Mr. Ren Fan Zhang
KaiFeng SRMGJS Co. China Mr. Zhang ChangXi
PetroChina Int.Jinzhou Co., Ltd. China Mr. Zhang Hongyan
Sunstone China Mr. Lang Hangui
LuckyDragon International China Sales Export
Shanxi Dajin International Group Co. China Mr. Gang Shao
Sinochem International Co. China Mr. Chen Lizhi
BP EE.UU. Mr. Frank Cannova
CII Carbon L.L.C. EE.UU. Mrs. Trudy Ferguson
Venco EE.UU. Mr. Mike
Great Lakes EE.UU. Mr. Lester McCoy
Koppers EE.UU. Mr. Donald Evans
Sumitomo EE.UU. Mr. Tsuyoshi Ueda
Aminco Resources Inc. EE.UU. Mr. Michael Wrotniak
SSM Petcoke LLC EE.UU. Mr. Rob Brantjes
TCP Petcoke Corporation EE.UU. Mr. Syed Nuruzzaman
Repsol España Mr. Luis Alcazar
Astral Calcining BV Holanda Mr. Walter Melles
Rain Calcining Limited India Sales Export
Zen International India Mr. Ray Sandip
Indian Oil Corporation Ltd. India Mr. S.K. Gupta
Reliance Industries India Sales Export
Mitsubishi Corporation (Alba) Japón Mr. Ryo "Roy" Kurokawa
Statoil Noruega Mr. Sales Export
Aeon Co. Ltd. Polonia Mr. Adam Szuba
Electrocarbon SA Rumanía Mr. Viorel Rogojinaru
Fuente de datos. CVG VENALUM

88
4. EL PRECIO
El precio es quizás el elemento más importante de la estrategia comercial
en la determinación de la rentabilidad del proyecto, ya que será el que
defina en último término el nivel de los ingresos.
El precio variará de acuerdo al juego de la oferta y la demanda, o si éste
es regulado de acuerdo a las disposiciones del organismo que lo controla.
Es importante considerar, que por no existir ofertantes en el país de
Coque de Petróleo Calcinado que puedan tomarse como referencia
acerca de volúmenes de producción y precios, los indicadores para el
presente estudio, son los precios que muestran los principales
proveedores a nivel mundial.
A continuación se muestra en la Tabla 14 los datos anuales referentes al
consumo nacional de coque de petróleo calcinado y a los precios en que
son obtenidos, es decir, en que son comprados a sus principales
proveedores.
Tabla 14. Compra nacional de Coque de Petróleo Calcinado
Año US$/TM
2002 170
2003 191
2004 207
2005 254
2006 270
Fuente de datos. CVG VENALUM
En la tabla anterior se puede apreciar, que el precio se ha ido
incrementando cada año, lo cual indica que de acuerdo a la demanda
nacional de coque de petróleo calcinado, Venezuela invierte grandes

89
sumas de dinero en tan preciada materia prima para la industria del
aluminio. La Figura 19 muestra los precios del Coque de Petróleo
Calcinado.
2000
2001
2002
2003
2004
2005
2006
2007
170 191 207 254 270
(.000 US$/TM)
Añ
o
Figura 19. Precios del Coque de Petróleo Calcinado
Fuente de datos CVG VENALUM
Los precios del coque de petróleo calcinado producido por la planta de
calcinación propuesta, serán establecidos bajo la fijación de precios
basados en el costo más un margen, donde la base será calcular los
costos totales de producción por t, y establecer el margen de ganancia
esperado, establecido como meta por la planta.
5. COMERCIALIZACIÓN DEL PRODUCTO
Es un conjunto de acciones realizadas por la empresa para hacer llegar
un producto a los consumidores, por lo tanto se deberán establecer los
mecanismos e instrumentos que hagan posible la realización de este
objetivo, es decir, los canales de distribución.

90
Para poder comercializar un producto son necesarias algunas funciones,
tales como: la transportación, conocimiento de precios, control de la
calidad, las normas de elaboración del producto, entre otras.
Mercado meta
El mercado meta es aquella parte o porción de un conjunto de personas a
la cual estarán dirigidos nuestros esfuerzos de mercadotecnia.
Por tanto, el mercado meta para el Coque de Petróleo Calcinado, estará
conformado por la Industria nacional del aluminio. Sin embargo, mientras
no se realicen ampliaciones en el mercado nacional del aluminio, la planta
de calcinación podrá satisfacer la demanda nacional y en algunos casos
parte de la de otros países.
En otros términos el mercado potencial de este producto, está constituido
por la Industria Nacional del aluminio, esto a fin de poder satisfacer la
demanda de Coque de Petróleo Calcinado necesario para hacer posible
el proceso de reducción electrolítica en la producción de aluminio
primario. Sin embargo, esto no limita el mercado, sino que es a éste
segmento al que esta dirigido muy especialmente. Es importante
considerar que la planta de calcinación contará con las condiciones
necesarias para la calcinación de coque de petróleo tipo aguja destinado
para la industria siderúrgica nacional.
Canal de Distribución
Los canales de distribución son los encargados de llevar al producto de
los productores o fabricantes hacia los consumidores.

91
Para hacer posible la comercialización y venta del Coque de Petróleo
Calcinado por la nueva planta, se seleccionó el canal de distribución:
Productores - Consumidores, ya que, es más indicado de acuerdo al tipo
de producto y a los consumidores. La Figura 20 muestra el esquema del
canal de distribución seleccionado.
Figura 20. Canal de Distribución Productores - Consumidores.
Fuente. EROSSA, Victoria. Proyectos de inversión en Ingeniería.
92
CAPÍTULO VI
ESTUDIO TÉCNICO
El estudio de factibilidad se fundamenta principalmente en la instalación
de una Planta de Calcinación de coque verde de petróleo grado ánodo, en
las necesidades de la Industria Nacional del Aluminio y en la importancia
de añadir una mayor conversión de la Industria Petrolera nacional a través
de la sustitución del Coque verde de Petróleo importado por el Coque
verde de Petróleo Venezolano a ser producido en la Industria Petrolera
Venezolana. Esta elemental materia prima requiere estar calcinada para
la fabricación de ánodos en la Industria de Aluminio, por tal motivo, no
sólo se considera necesario la producción de coque verde de petróleo en
Venezuela sino también su previa calcinación.
Sin embargo, la planta de calcinación además de estar diseñada para la
calcinación de coque de petróleo tipo esponja destinado para la industria
del aluminio, también contará con capacidad de calcinación de coque de
petróleo tipo aguja destinado para la Industria Siderúrgica.
Las investigaciones técnicas para el proyecto se refieren a la participación
de la ingeniería en el estudio para las fases de planeación, instalación e
inicio de la operación. Los aspectos básicos de ingeniería son
determinantes para determinar en términos generales, el tipo de
problemas que plantea la fase técnica del proyecto, al considerar que su
importancia relativa varía de acuerdo a su naturaleza.

93
Es importante mencionar que el estudio técnico de un proyecto es un
proceso interactivo al cual las demás investigaciones se refieren varias
veces hasta que finalmente se determina el concepto entero en el estudio
de factibilidad. Los estudios técnicos evidencian los conocimientos
profundos de los planificadores del proyecto en cuanto a las
características sobresalientes. Cualquier tipo de producción industrial se
define como el empleo de mano de obra, de materias primas, materiales
auxiliares y de energía, con el objeto de lograr fines productivos. Esto
requiere del uso de ciertos medios de producción, maquinaría y equipo,
que representan cierto concepto tecnológico.
1. LOCALIZACIÓN DE PLANTA
El análisis de localización tuvo por objeto analizar los diferentes lugares
donde es posible ubicar la Planta de Calcinación de Coque Verde de
Petróleo grado ánodo. Existen ciertos factores que determinan la
ubicación, los cuales son llamados fuerzas locacionales. Para efectos del
presente estudio se tomaron en consideración los siguientes factores:
Mercado.
Transporte.
Suministros.
Infraestructura/terreno.
Servicios.
Permisología requerida.
Para determinar la localización de planta se cuenta con dos métodos
principales:
1. Método cualitativo por puntos
2. Método cuantitativo de Vogel
94
En estos métodos se le asigna un valor a cada una de las características
de la localización, evaluando estas características en cada zona que se
tome en cuenta para la realización del proyecto, quien tenga mayor
puntuación será el lugar elegido donde se instalará el proyecto.
Para la toma de decisión de la localización de la Planta de Calcinación de
coque de petróleo, se contó con cuatro alternativas de ubicación que
serán evaluadas a través del método cualitativo por puntos, el cual
permite una valoración cualitativa a través de las apreciaciones,
cualidades y características de las diferentes zonas escogidas, para luego
seleccionar la alternativa que tenga mayor puntuación.
Las propuestas de localización evaluadas son las siguientes:
Propuesta I
1. Terminal Punta Cuchillo. Zona Industrial Matanzas. Estado Bolívar. UD
– 523. La Figura 21 muestra el plano general de ubicación del terreno.
2. Se encuentra dentro de los límites de seguridad de CVG BAUXILUM.
3. Cuenta con 37.8 HA de espacio físico.
4. Vía marítima y/o fluvial cercana.
5. Disponibilidad de servicios básicos.
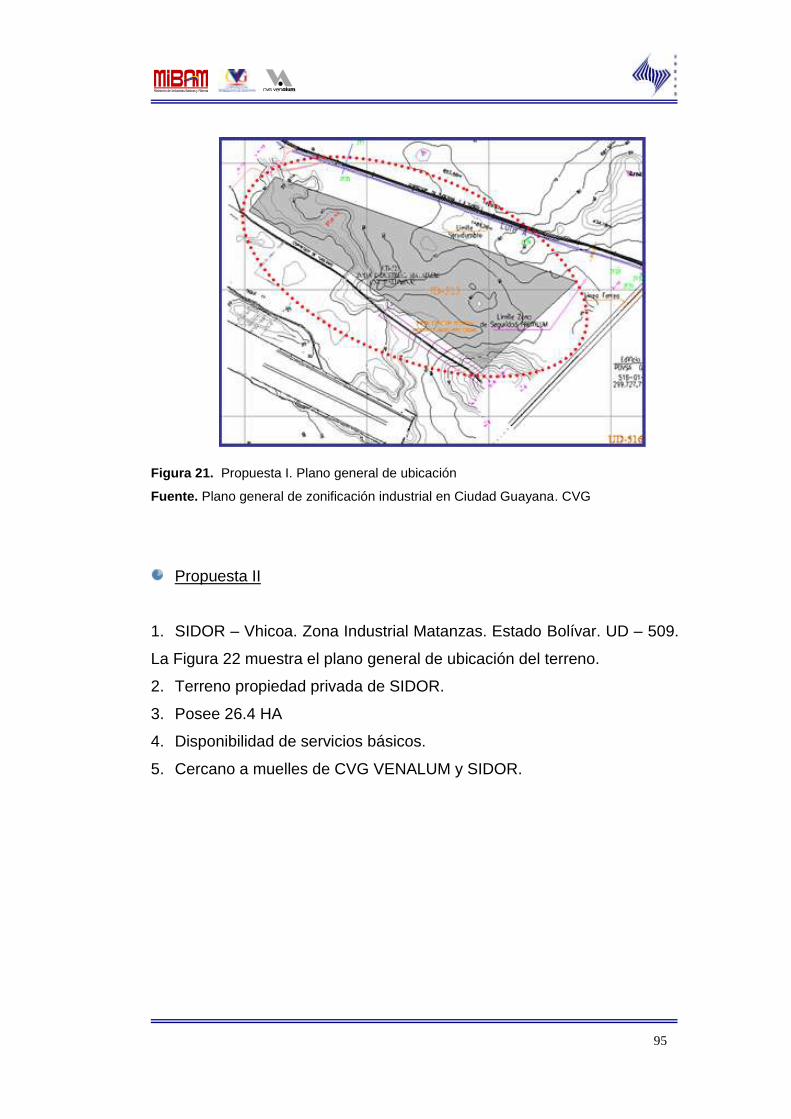
95
Figura 21. Propuesta I. Plano general de ubicación
Fuente. Plano general de zonificación industrial en Ciudad Guayana. CVG
Propuesta II
1. SIDOR – Vhicoa. Zona Industrial Matanzas. Estado Bolívar. UD – 509.
La Figura 22 muestra el plano general de ubicación del terreno.
2. Terreno propiedad privada de SIDOR.
3. Posee 26.4 HA
4. Disponibilidad de servicios básicos.
5. Cercano a muelles de CVG VENALUM y SIDOR.

96
Figura 22. Propuesta II. Plano general de ubicación
Fuente. Plano general de zonificación industrial en Ciudad Guayana. CVG
Propuesta III
1. Vía Pto. Ordaz – Ciudad Bolívar (después de peaje Puerto. Ordaz).
Estado Bolívar. UD- 525. La Figura 23 muestra el plano general de
ubicación del terreno.
2. Existe invasión parcial en el terreno.
3. Posee 25.12 HA.
4. No cuenta con Disponibilidad de servicios básicos.
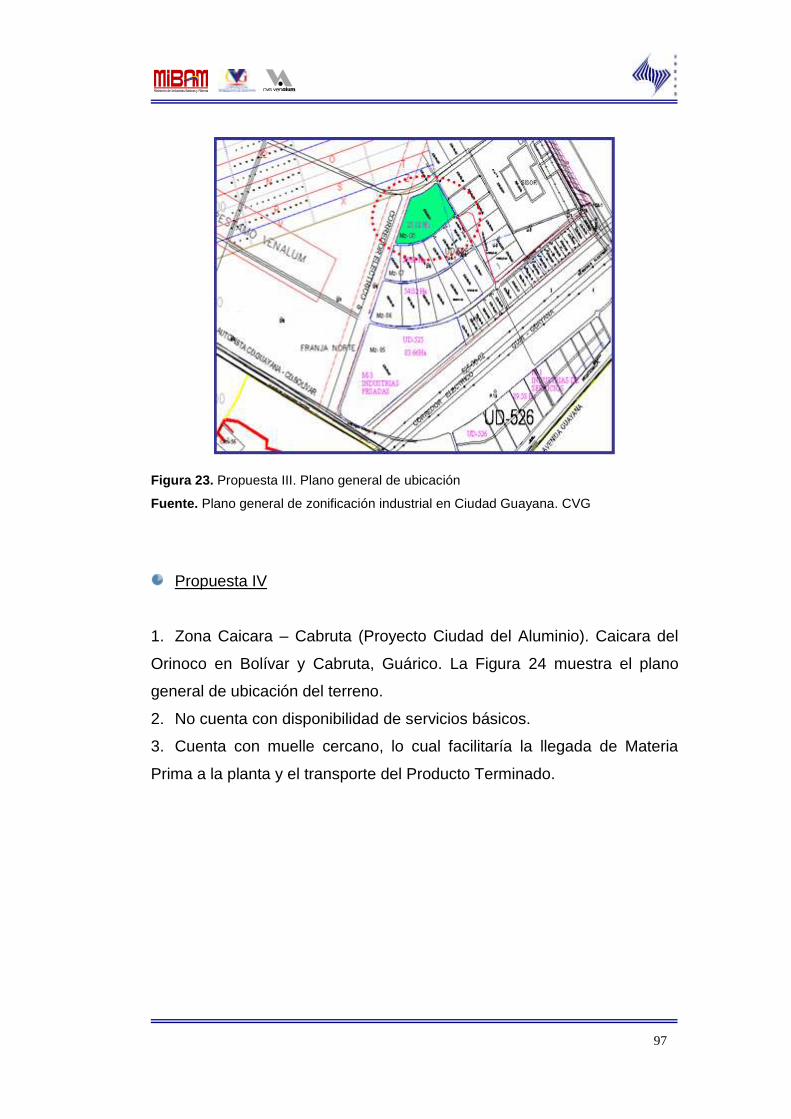
97
Figura 23. Propuesta III. Plano general de ubicación
Fuente. Plano general de zonificación industrial en Ciudad Guayana. CVG
Propuesta IV
1. Zona Caicara – Cabruta (Proyecto Ciudad del Aluminio). Caicara del
Orinoco en Bolívar y Cabruta, Guárico. La Figura 24 muestra el plano
general de ubicación del terreno.
2. No cuenta con disponibilidad de servicios básicos.
3. Cuenta con muelle cercano, lo cual facilitaría la llegada de Materia
Prima a la planta y el transporte del Producto Terminado.
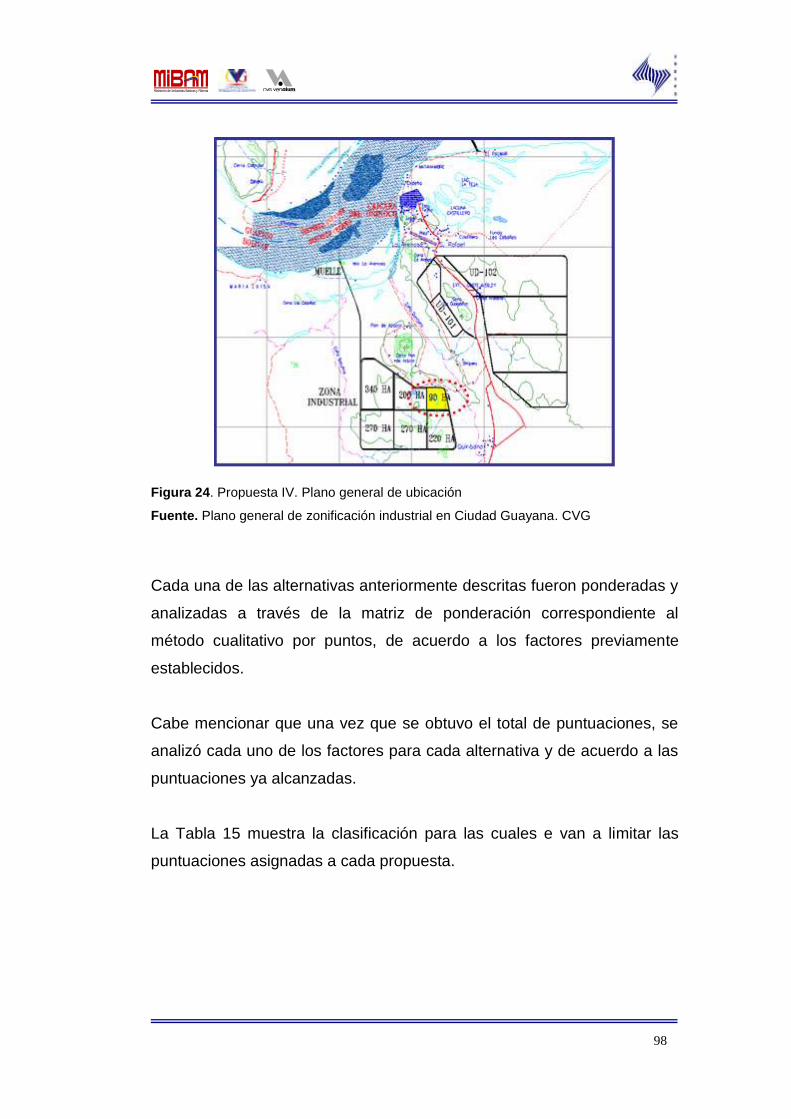
98
Figura 24. Propuesta IV. Plano general de ubicación
Fuente. Plano general de zonificación industrial en Ciudad Guayana. CVG
Cada una de las alternativas anteriormente descritas fueron ponderadas y
analizadas a través de la matriz de ponderación correspondiente al
método cualitativo por puntos, de acuerdo a los factores previamente
establecidos.
Cabe mencionar que una vez que se obtuvo el total de puntuaciones, se
analizó cada uno de los factores para cada alternativa y de acuerdo a las
puntuaciones ya alcanzadas.
La Tabla 15 muestra la clasificación para las cuales e van a limitar las
puntuaciones asignadas a cada propuesta.

99
Tabla 15. Clasificación de factores de acuerdo a condición y puntaje.
FACTOR CONDICIÓN PUNTAJE 1-100
Mercado
Concentrado 100
Medianamente Concentrado 80
Aislado 50
Transporte
Cercano con vías terrestre y marítima (menos de 5 Km.) 100
Cercano con vías terrestre y marítima (5 Km. - 10 Km.) 80
Cercano con vías terrestre y marítima (mayor a 15 Km.) 50
Suministros de Materia Prima e
Insumos
Fácil Acceso 100
Acceso limitado 70
Acceso restringido 40
Disponibilidad de Terreno
Gran disponibilidad 100
Poca disponibilidad 70
Ninguna disponibilidad 40
Infraestructura/ Terreno
excelente 100
bueno 80
regular 50
Servicios Básicos
Gran disponibilidad 100
Poca disponibilidad 70
Ninguna disponibilidad 40
Permisología requerida
Fácil de tramitar 100
Gestión de tramitación larga y un poco complicada 70
Difícil de conseguir 40
Fuente. Elaboración propia.
La Tabla 16 muestra la matriz de ponderación para cada propuesta de
localización seleccionada.

100
Tabla 16. Matriz De Ponderación
FACTOR
"1 - 10" "1 - 100"
PONDERACIÓN
Alternativa # 1 Alternativa # 2 Alternativa # 3 Alternativa # 4
Puntaje Multiplicación Puntaje Multiplicación Puntaje Multiplicación Puntaje Multiplicación
Mercado 8 100 800 100 800 80 640 50 400
Transporte 10 80 800 100 1000 80 800 50 500
Suministros 10 100 1000 100 1000 70 700 70 700
Disponibilidad de
Terreno 10 40 400 40 400 100 1000 1000 1000
Infraestructura 7 50 350 50 350 100 700 80 560
Servicios
Básicos 9 100 900 100 900 70 630 40 360
Permisología
requerida 8 40 320 40 320 100 800 100 800
TOTAL 4570 4770 5270 4320
Fuente. Tabla 5
De acuerdo a la ponderación asignada a cada una de las propuestas, la
localización seleccionada con una puntuación de 5270 puntos, es el
terreno ubicado en la Vía Puerto Ordaz – Ciudad Bolívar (Después de
peaje Pto. Ordaz), en el Estado Bolívar (UD- 525). Sin embargo, a
continuación se presenta un análisis de las puntuaciones obtenidas para
cada una de las propuestas de localización.
Propuesta I
La Figura 25 muestra el terreno del Terminal Punta Cuchillo. Zona
Industrial Matanzas. Estado Bolívar. UD – 523. Obtuvo un total de 4570
puntos, siendo ésta la tercera ubicación con mayor puntuación, de
acuerdo a cada uno de los factores evaluados.
Una de las características más importantes de éste terreno es que se
encuentra dentro de los “Límites de Seguridad de CVG BAUXILUM”, lo
cual puede llegar a representar un motivo de negación para la instalación
de la planta en dicho lugar. Sin embargo, ésta ubicación cuenta con
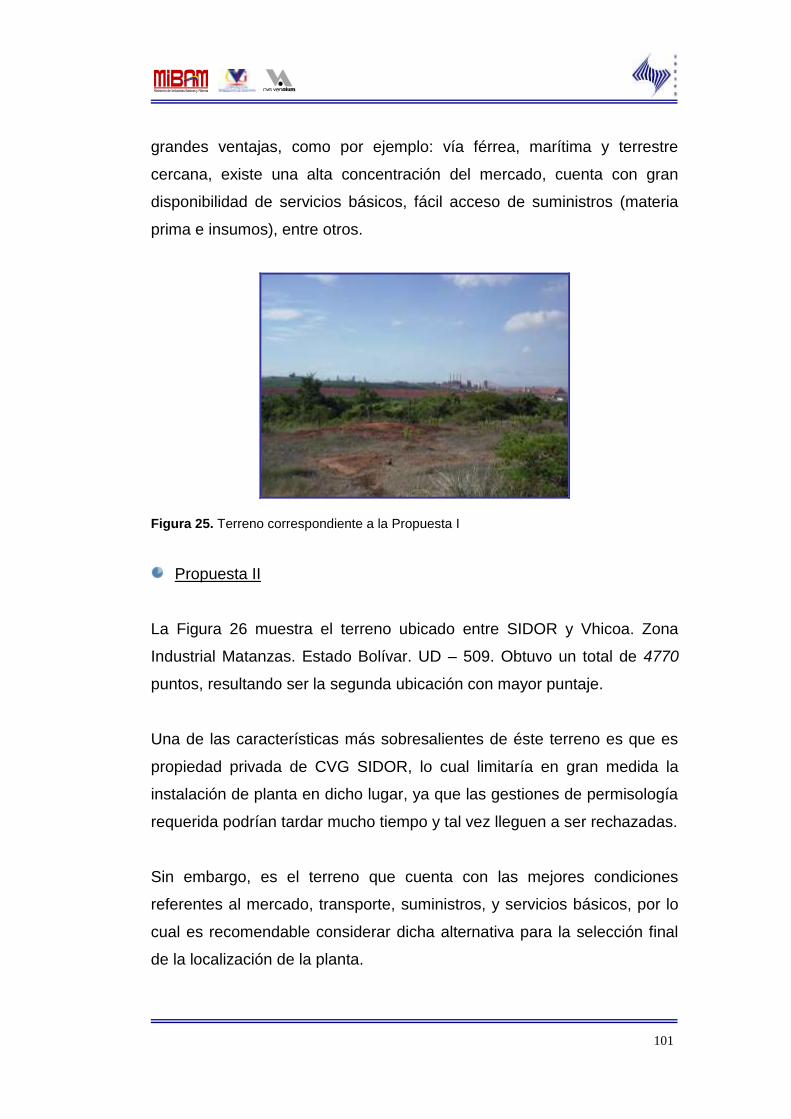
101
grandes ventajas, como por ejemplo: vía férrea, marítima y terrestre
cercana, existe una alta concentración del mercado, cuenta con gran
disponibilidad de servicios básicos, fácil acceso de suministros (materia
prima e insumos), entre otros.
Figura 25. Terreno correspondiente a la Propuesta I
Propuesta II
La Figura 26 muestra el terreno ubicado entre SIDOR y Vhicoa. Zona
Industrial Matanzas. Estado Bolívar. UD – 509. Obtuvo un total de 4770
puntos, resultando ser la segunda ubicación con mayor puntaje.
Una de las características más sobresalientes de éste terreno es que es
propiedad privada de CVG SIDOR, lo cual limitaría en gran medida la
instalación de planta en dicho lugar, ya que las gestiones de permisología
requerida podrían tardar mucho tiempo y tal vez lleguen a ser rechazadas.
Sin embargo, es el terreno que cuenta con las mejores condiciones
referentes al mercado, transporte, suministros, y servicios básicos, por lo
cual es recomendable considerar dicha alternativa para la selección final
de la localización de la planta.
102
Figura 26. Quebrada en terreno correspondiente a la Propuesta II
Propuesta III
La Figura 27 muestra el terreno que se encuentra ubicado por Vía Pto.
Ordaz – Ciudad Bolívar (Después de peaje Pto. Ordaz). Estado Bolívar.
UD- 525. Obtuvo un total de 5070 puntos, lo cual representa ser el mejor
terreno para la ejecución del proyecto.
Se pudo observar invasión parcial en dicha zona, y a su vez que es un
terreno totalmente desprovisto de servicios básicos, es decir, no existe
ningún tipo de urbanismo hasta el presente. Sin embargo, el terreno se
encuentra cercano a la empresa SISOR, por lo que los servicios básicos
podrían tomarse desde dicha empresa. La infraestructura del terreno es
buena y existe gran disponibilidad para adquirirlo. Se encuentra un poco
alejado de la Industria nacional del Aluminio.
El muelle de SIDOR se encuentra a pocos kilómetros del terreno, por lo
que se pudiera facilitar la recepción de la materia prima a la planta y el
despacho de producto terminado haciendo uso de él. Existe buena
vialidad terrestre cercana al terreno, lo cual facilitaría en gran medida el
manejo de materiales de la planta.
103
Figura 27. Terreno correspondiente a la Propuesta III
Alternativa IV
El terreno ubicado en la Zona Caicara – Cabruta (Proyecto Ciudad del
Aluminio). Caicara del Orinoco en Bolívar y Cabruta, Guárico, Obtuvo un
total de 4320 puntos, resultando ser la alternativa de localización con
menor puntaje, ya que, se encuentra alejado del mercado consumidor de
coque calcinado y de las vías de transporte, del mismo modo, no cuenta
con disponibilidad de servicios básicos y con fácil acceso de suministros
de materias primas e insumos.
Sin embargo, cabe mencionar que está zona parece contar con buena
infraestructura, y que por situarse allí el proyecto de construcción de
Ciudad del Aluminio, se pretende cubrir satisfactoriamente todo lo
referente a la permisología requerida.
Es importante tomar en cuenta que a pesar de haber resultado ésta la
peor alternativa de localización a través del método empleado, no se debe
pasar por alto al momento de la toma de decisión, ya que se proyecta a
futuro que en dicha zona industrial crezca cada vez más el mercado e
Industria Nacional del Aluminio y de tal manera cumplir con los

104
lineamientos gubernamentales referentes a la descentralización del
mercado.
El proceso de descentralización se hace cargo de la heterogeneidad
territorial, las disparidades regionales y las demandas de medidas para
las correcciones en las disparidades territoriales del modelo de desarrollo.
Exige avanzar hacia reformas políticas y económicas, destinadas a
aumentar la eficacia y eficiencia de la gestión para el desarrollo regional,
establecer estímulos, mejorar los recursos humanos así como la
capacitación en regiones. De allí la necesidad de impulsar una actitud
cívica que cautele la transparencia y el buen uso de los recursos
económicos.
Con todo, debe prevenirse que la gestión de los niveles subnacionales
(regionales y locales) tengan la suficiente autonomía de funciones,
atribuciones y recursos económicos, cautelando que en el ejercicio de los
mismos no ponga en riesgo los equilibrios macroeconómicos, por la vía
del sobre-endeudamiento o la ineficiente inversión.
La descentralización constituye una magatendencia mundial y se ha
convertido en uno de los procesos de reforma del Estado con mayores
expectativas. Por un lado fortalece la gobernabilidad y refuerza la
consolidación de la democracia, y por otro, promueve beneficios
económicos en términos de una mayor eficiencia y eficacia de bienes
públicos, mejora el acceso de las personas a los beneficios del progreso
en el nivel regional y local, y promueve la equidad interregional e
interpersonal. El proceso ha generado una reestructuración de los niveles
de autoridad, tanto en lo referido a las funciones y atribuciones, como en
los ingresos, alcanzando al nivel local y regional. Existe una tendencia a
maximizar la captación e incrementar los recursos propios en los ámbitos

105
subnacionales, tanto los que provienen de tributos y derechos propios
como otros de fuentes no tributarias.
2. TECNOLOGÍA DE CALCINACIÓN DE COQUE
El proceso de calcinación consiste en el tratamiento de coque verde a
elevadas temperaturas y por un período de tiempo prolongado. Este
tratamiento puede tener lugar ya sea en una atmósfera inerte o en una
atmósfera activa de gases, los cuales aumentan gradualmente su
temperatura hasta unos 1400 °C para que se logren los resultados
deseados. La calidad y las propiedades del producto final dependen
esencialmente de esta temperatura y del tiempo que dura el proceso de
calcinación o tiempo de residencia.
La calcinación tiene lugar en varias etapas sucesivas, las cuales ocurren
a medida que el coque se mueve lenta y progresivamente a través de
zonas de temperaturas cada vez más elevadas. En la primera etapa se
remueve la humedad residual, luego se calienta el coque a temperaturas
de devolatilización y más adelante experimenta cambios de volumen
(tanto expansión como contracción), antes de adquirir su configuración
final, con propiedades bien definidas.
La densidad real del coque, su resistividad y su densidad bruta son tres
de los parámetros que definen los mecanismos de control y las normas de
calidad a emplear.
La Tabla 17 muestra las temperaturas características de las diferentes
etapas en el proceso de calcinación

106
Tabla 17. Temperaturas características de las diferentes etapas en el proceso de
calcinación
Remoción de agua Temperatura ambiente a 150 °C
Devolatilización 150 °C a 480 °C
Pirolisis 480 °C a 760 °C
Densificación y Cristalización 760 °C a 1400 °C
Fuente. Estudio de Factibilidad. Planta de Calcinación de coque.1982
La materia prima inicial o coque verde, es un hidrocarburo polímero, el
cual se descompone térmicamente para formar carbón, hidrocarburos
gaseosos e hidrógeno. La composición del coque varía y depende del tipo
y origen del crudo que sea empleado para producirlo, y del pretratamiento
y las técnicas de operación que sean puestas en práctica en el proceso
de coquificación.
El proceso de calcinación se lleva a cabo a altas temperaturas en
unidades recubiertas internamente por refractarios tales como:
1. Hornos rotatorios horizontales
2. Calcinadores verticales de hogar rotatorio
3. Hornos de tiro
4. Calcinadores de lecho fluidizado
5. Retortas
6. Otros tipos de equipos para el tratamiento térmico de sólidos.
Descripción del Horno Rotatorio Horizontal
Este es el tipo de horno clásico que se ha establecido como la unidad de
calcinación más conocida en el mundo y de la cual existen unas 150
unidades en operación aproximadamente.
107
Un Horno Rotatorio Horizontal típico tiene un diámetro de unos 4.5 m., el
recubrimiento refractario es de unas 9 pulgadas de espesor y tiene
aproximadamente 76 m. de longitud.
El horno está soportado por tres ensamblajes cilíndricos en forma de
caucho y es rotado sobre estos ensamblajes a través de un piñón, un
juego de correas con un reductor triple de velocidad y un motor de
corriente directa.
Es posible variar la velocidad de rotación del horno entre
aproximadamente 0.8 y 2.5 revoluciones por minuto, siendo la velocidad
de operación de aproximadamente 1.5 revoluciones por minuto. Hacía la
parte de alimentación y descarga del horno se colocan sellos mecánicos
con la finalidad de minimizar la entrada de aire. Mediante dos ventiladores
se provee el aire de enfriamiento a los anillos que se instalan para retener
el recubrimiento del refractario.
El coque verde es alimentado en el horno a aproximadamente 6 m. de su
extremo mediante una unidad alimentadora de cuchara. Este arreglo
minimiza la pérdida de polvo de carbón, el regreso de partículas de
carbón a al mismo tiempo, reduce los costos de mantenimiento que se
encuentran asociados normalmente con los chutes convencionales de
alimentación para hornos rotatorios. Un quemador bajo en NOx se ubica
en el extremo del horno por el cual ocurre la descarga; este quemador es
diseñado para quemar tanto fuel oil como gas natural.
El aire primario fluye a través de la sección anular del horno supliendo la
combustión inicial y actuando como un medio refrigerante para el
quemador.

108
El aire adicional de combustión se provee mediante un ventilador
localizado en la caja de quemadores. Aproximadamente el 40% del
material volátil que se desprende durante la calcinación se mezcla con el
exceso de aire y se oxida dentro del horno. El movimiento de los gases de
combustión es en contra corriente al flujo del coque.
Los ventiladores de aire terciario pueden ser instalados directamente
sobre el cascarón del horno y aproximadamente la mitad del largo de la
unidad, para proveer aire de combustión adicional. Esto hace que de un
10% a un 15% más de los volátiles pueden ser quemados, ayudando de
esta forma a extender el tiempo de residencia del coque en la zona de
densificación.
El Horno Rotatorio Horizontal típico está equipado con un quemador y dos
fuentes de aire de combustión. El aire primario se suple junto con el
combustible en una cantidad menor que la estoiquiométrica, de manera
tal que se pueda mantener una atmósfera reductora en la zona caliente
del horno. El aire secundario se suple de tal manera que no obstaculice la
cama de coque incandescente.
El aire secundario provee el oxigeno remanente necesario para la
combustión del combustible que no ha sido quemado y además ayuda a
oxidar parte de los volátiles que se desprenden del lecho de coque.
El aire terciario o aire lateral, es aquel que se introduce por las paredes
laterales del cascarón del horno, en un punto localizado aproximadamente
a un tercio o a la mitad, de la distancia de la longitud del horno hacía la
caseta de combustión. El propósito de este aire es el de quemar una
mayor cantidad de volátiles, permitiendo de esta manera conservar
combustible. Algunos operadores de hornos rotatorios de calcinación han
reportado ahorros del 50% y más, mediante la utilización e aire terciario.
109
El aire terciario o aire lateral se suple comúnmente mediante ventiladores
axiales que se montan directamente sobre el cascarón del horno y que
entregan el aire mediante un sistema múltiple de alimentación. La energía
eléctrica requerida para poner en funcionamiento estos ventiladores, se
suple mediante un anillo conductor estacionario y contactos deslizantes
que rotan junto con el horno.
Otra forma de introducir aire terciario en el horno es mediante un
ventilador de piso, el cual suple el aire a través de un ducto a un sistema
de alimentación múltiple, cubierto con una campana e instalado sobre el
horno.
Mediante el uso del aire terciario, el consumo de energía se reduce al
mismo tiempo que se reduce la cantidad de los gases que se desprenden
como resultado de la reducción de las pérdidas de carbón.
La aplicación de aire terciario necesita ser cuidadosamente estudiada
para cada caso en particular, ya que puede tener efectos negativos sobre
la calidad del coque calcinado, si este hace que el coque se caliente
demasiado rápido. Coques de elevada calidad, tales como el coque tipo
aguja, requieren tiempos de residencia más largos y temperaturas más
altas y usualmente no deben ser tratados con la utilización de aire
terciario.
La Figura 28 muestra que el horno rotatorio horizontal cuenta con tres
temperaturas distintas en las cuales el coque verde de petróleo toma
lugar para su respectiva calcinación.

110
Figura 28. Zona calorífica del Horno rotatorio Horizontal
Fuente. 8va Conferencia Mundial de carbón (2006)
Descripción del Horno de Hogar Rotatorio Vertical
Este proceso utiliza el horno de hogar rotatorio, el cual es bien conocido
en la industria metalúrgica. Existen unas cuantas unidades de este tipo en
operación en Europa y los Estados Unidos, las cuales producen un total
de 1.2 millones de toneladas de coque calcinado por año. El horno de
hogar rotatorio es más eficiente en cuanto a su utilización de energía y en
cuanto a la recuperación del carbón, cuando se le compara en estas dos
características con el horno rotatorio horizontal.
Este tipo de unidad de calcinación consiste de una cámara cilíndrica de
calentamiento, cerrada en la parte superior mediante un arco plano
suspendido y en la parte inferior mediante un hogar inclinado que rota por
debajo de las paredes del horno.

111
La interfase se haya cerrada mediante un sello que se monta a lo largo de
su periferia. La zona de residencia (la cual rota como una parte integral
del hogar) está localizada en el centro de la unidad y se extiende hacía
abajo hasta la parte superior de la mesa rotatoria de salida. La velocidad
de rotación de hogar es inducida mediante dos motores de corriente
directa, con sus mecanismos de inducción, lo cual permite o hace posible
variar la velocidad entre 4 y 20 revoluciones por hora.
El hogar rotatorio está soportado por dos anillos concéntricos o
ensamblajes de ruedas, montados a cada lado del horno y que son
conducidos sobre rieles circulares. La mesa de descarga en la parte baja
de la cavidad de residencia tiene sus propios soportes y un ensamblaje
separado para su conducción o movimiento.
El coque verde es entregado al horno a través de un chute de acero
aleado que se extiende a lo largo del arco, cerca de la pared externa. La
altura del chute de alimentación sobre el hogar y la velocidad de rotación
del horno, fijan la cantidad del material que se mueve por unidad de
tiempo. A medida que rota el hogar, el coque es desviado mediante
hurgones fijos (montados en una depresión en el techo del horno) hacía la
próxima vereda concéntrica; cada rotación completa mueve el coque de
un paso más cerca de la zona de residencia. La combinación del número
de hurgones y la velocidad de rotación determinan el tiempo de residencia
en el hogar.
Los quemadores están montados en el techo y en las paredes del horno y
son utilizados para calentar el calcinador hasta la temperatura de
operación luego de haber una parada, o también para suplir calor
adicional. El proceso normal de calentamiento es previsto mediante el
quemado del material volátil contenido en el coque verde que se alimenta.
112
El aire del proceso es introducido en el calentador a través de una serie
de entradas que se encuentran en el techo y en las paredes. El calor de
combustión puede ser controlado con bastante precisión y debido a la
baja velocidad de los gases de combustión a través de la cámara del
horno, la pérdida del polvo de carbón es mínima.
Comparación entre el Horno Rotatorio Horizontal (H.H) y el Horno de
Hogar Rotatorio Vertical (H.V)
A continuación se presenta un análisis comparativo de las características
técnicas de ambos sistemas de calcinación, señalando en lo posible las
ventajas de cada sistema.
Calidad y uniformidad del producto:
Una de las diferencias fundamentales que existen entre los dos sistemas
de desprende de la forma como se desplaza el coque en el horno, desde
el punto de alimentación hasta su descarga.
En el Horno de Hogar Rotatorio Vertical (H.V) el coque depositado forma
un lecho de aproximadamente 15 cm., el cual recorre un camino
concéntrico desde su alimentación hasta su salida, debido a la acción de
empuje de los hurgones. Durante este movimiento las sucesivas capas
que forman el lecho de coque se trasladan en forma horizontal,
extendiendo muy poca mezcla. En otras palabras, las partículas tienden a
hacer un camino horizontal desde el principio, sin desplazamiento vertical.
Debe recordarse que el coque de petróleo es un buen aislante y que dado
el tipo de movimiento de las partículas, la transferencia de calor en el
Horno de Hogar Rotatorio Vertical (H.V) se hace principalmente por
radiación.

113
Las partículas de la parte superior del centro e inferior reciben cantidades
diferentes de calor. La capa superior recibe el calor más intenso y esto
hace que el coque en esta capa sea calcinado muy rápidamente, lo cual
se conoce como calcinación “flash” o instantánea. Esto no sucede con las
partículas de las capas inferiores, las cuales reciben cantidades de calor
no uniformes, por lo que en el caso del Horno de Hogar Rotatorio Vertical
(H.V) no es posible realizar el calentamiento gradual y uniforme de la
carga gradual y uniforme de la carga total.
La tasa de calentamiento de coque es muy importante y tiene efecto
directo sobre la porosidad y en consecuencia, sobre la densidad del
producto final.
En contraste, en el Horno Rotatorio Horizontal (H.H) las partículas de
coque están en continuo movimiento desde la alimentación hasta la
descarga, tanto en sentido horizontal como en sentido vertical. Este
movimiento es consecuencia de la acción conjunta de la rotación y de la
inclinación del horno, lo que da como resultado la transferencia de calor
en el Horno Rotatorio Horizontal (H.H) se produce por convección,
conducción y radiación, haciendo posible un calentamiento uniforme y
gradual de toda la carga.
En consecuencia, la calidad del producto obtenido con en el Horno
Rotatorio Horizontal es buena y consistente para un amplio rango de
calidades de coque verde.
En la Figura 29 se presenta un esquema que relaciona velocidad de
calentamiento y temperatura con la porosidad de las partículas. Nótese
que la calcinación instantánea produce una muy alta porosidad, debido a
la elevada proporción de poros de mayor tamaño que no han sido
reducidos por la acción del calor.

114
Las partículas expuestas a un calentamiento más gradual han disminuido
su porosidad a medida que avanzan desde la zona de precalentamiento y
pasan por la zona de calentamiento constante.
Figura 29. Relación entre velocidad de calentamiento y temperatura con la porosidad de
las partículas.
Fuente: Estudio de Factibilidad. Planta de Calcinación de coque.1982

115
Recuperación del Carbón:
La velocidad en contracorriente de los gases del proceso, hace que en el
Horno Rotatorio Horizontal (H.H) una porción de partículas puedan ser
arrastradas hacía el incinerador.
En el Horno de Hogar Rotatorio Vertical (H.V) los gases del proceso
tienen bajas velocidades y el arrastre de partículas en los gases es
menor. El resultado neto es una mayor recuperación de carbono fijo en el
Horno de Hogar Rotatorio Vertical.
Combustión de Volátiles:
En el Horno de Hogar Rotatorio Vertical (H.V) el movimiento de los gases
sigue la misma dirección del coque, lo cual permite una calcinación
completa de todos los volátiles que se desprenden del lecho.
En el Horno Rotatorio Horizontal (H.H) los gases fluyen en contra –
corriente con relación al movimiento del coque, por lo que no se produce
la combustión completa de la materia volátil en el horno. Por esta razón
se hace necesario utilizar en este caso un pirodepurador ó incinerador, en
conjunto con el horno.
Aislamiento térmico:
El diseño del Horno de Hogar Rotatorio Vertical (H.V) permite la utilización
de ladrillos refractarios de mayor capacidad aislante, lográndose una
mayor retención de calor que en el Horno Rotatorio Horizontal (H.H), con
el consecuente ahorro de energía.

116
Complejidad del diseño, fabricación y montaje:
El Horno Rotatorio Horizontal (H.H) es de diseño relativamente simple, es
además fácil de fabricar y montar. La complejidad de diseño del diseño
del Horno de Hogar Rotatorio Vertical (H.V) es relativamente mayor.
Versatilidad y Flexibilidad:
En el Horno Rotatorio Horizontal (H.H) las variables de operación pueden
modificarse fácilmente, sobre la marcha, para ajustarse a las
especificaciones de diferentes materias primas y calidad requerida en el
producto terminado.
El Horno de Hogar Rotatorio Vertical (H.V) presenta menos flexibilidad
operativa.
Oferta de Equipos y Repuestos:
El Horno Rotatorio Horizontal (H.H) tiene una muy amplia existencia de
equipos y repuestos en el mercado, provenientes de diversos fabricantes.
Esto permite al cliente obtener calidad y precios más competitivos. En el
Horno de Hogar Rotatorio Vertical (H.V) ésta disponibilidad es más
limitada.
Tecnología más conocida y probada:
El proceso de calcinación de coque con Horno Rotatorio Horizontal (H.H)
es utilizado en unas 150 unidades (aproximadamente 8.560.000
toneladas métricas por año de capacidad) que operan en todo el mundo,
considerándose una tecnología bien conocida y probada.

117
En Venezuela se conoce dicha tecnología por su similitud con la usada en
las plantas de cemento y en el proceso de calcinación de cal instalado en
SIDOR, en el que funcionan dos hornos con capacidad de 250.000
TM/año cada uno.
El Horno de Hogar Rotatorio Vertical es utilizado por 8 plantas que operan
9 unidades, con una capacidad total de producción de 1.470.000
toneladas métricas por año.
A continuación la Tabla 18 muestra las principales diferencias entre las
tecnologías descritas anteriormente:
Tabla 18. . Diferencias entre el Horno Rotatorio Horizontal (H.H) y el Horno de Hogar
Rotatorio Vertical (H.V)
Horno rotatorio Horizontal Horno de Hogar Rotatorio
Vertical
La velocidad de los gases del proceso es en
contracorriente, lo cual hace que una porción de
partículas puedan ser arrastradas hacía el
incinerador.
Los gases del proceso tienen bajas
velocidades y el arrastre de
partículas en los gases es menor.
Es de diseño relativamente simple, es además
fácil de fabricar y montar.
La complejidad del diseño es
relativamente mayor.
Tiene una muy amplia existencia de equipos y
repuestos en el mercado, provenientes de
diversos fabricantes.
Su disponibilidad es más limitada
El costo de los equipos mayores son bajos El costo de los equipos mayores
son muy altos
Consume mayor cantidad de combustible Consume menor cantidad de
combustible
El consumo de energía eléctrica es bajo El consumo de energía eléctrica es
elevado
Las cantidades de carbón recuperadas son
inferiores
Recupera mayores cantidades de
carbón
Fuente. Estudio de Factibilidad. Planta de Calcinación de coque.1982

118
Horno de árbol
Otra tecnología de calcinación menos familiar que puede encontrarse
principalmente en la Rusia y China es la instalación de horno de árbol tal
como lo muestra la Figura 30.
Figura 30. Horno de árbol
Fuente. 8va Conferencia Mundial de carbón (2006)
Como puede verse en la Figura 31, el proceso es relativamente simple.
Los rasgos principales de este proceso es la cresta que alimenta los
depósitos de alimentación, un grupo de hornos de árboles verticales
individuales y los depósitos de alimentación refrescantes localizados bajo
los hornos del árbol.

119
Figura 31. Diagrama de flujo que describe el proceso del Horno de árbol
Fuente. 8va Conferencia Mundial de carbón (2006)
El principio de funcionamiento es similar a un horno de cocción de ánodo.
La Figura 32 muestra que hay cañones delante de cualquier lateral del
árbol, en el cual son soltados los volátiles de coque verde y se mantiene
el calor requerido para el proceso de calcinación del coque. La
combustión se controla ajustando los apagadores de entrada aéreos.

120
Figura 32. Plan inicial en el proceso del Horno de árbol
Fuente. 8va Conferencia Mundial de carbón (2006)
En este proceso, se alimenta el coque crudo desde los depósitos de
alimentación de la cresta de los hornos del árbol. Como el coque se
desplaza despacio y por cuenta propia, se sueltan humedad y volátiles en
la porción superior del árbol y las temperaturas alcanzadas en la parte
más baja del árbol se sitúan en los 1250-1350°C.
El tiempo de residencia de coque típico es aproximadamente de 8 horas.
Luego el coque calcinación entra en el depósito de alimentación
refrescante antes de que descargue al almacenamiento.

121
3. DESCRIPCIÓN DEL PROCESO DE CALCINACIÓN DE COQUE
La planta de calcinación de coque de petróleo para llevar a cabo su
proceso productivo, consta de 21 unidades características, las cuales son
descritas a continuación:
Unidad 100: Manejo y Almacenamiento de Coque Verde
El coque verde se recibe desde la zona exterior a la planta mediante la
correa transportadora de alimentación, hasta alcanzar una torre de
muestreo y transferencia. El material pasa de la torre de transferencia a la
correa del apilador, el cual, puede descargar el material a ambos lados de
la correa del apilador, hasta formar pilas de hasta 16 m. de altura. Las
pilas se inician con la formación de un cono de material desde el nivel del
suelo hasta una altura de 16 m., y luego avanza el apilador por pasos,
formándose conchas cónicas de material hasta acomodar toda la carga.
El apilador estará provisto de rociadores de agua que mojará la pila en el
momento de descarga.
Unidad 200: Alimentación de Coque Verde
El sistema de alimentación de coque verde transfiere coque verde desde
las pilas de almacenamiento hasta ambos trenes de calcinación. La
recuperación del coque verde se efectuará mediante túneles ubicados
debajo de las pilas. El material será cargado sobre las correas de
recuperación, mediante los descargadores de pilas y alimentadores.
Las correas traspasarán el material a una correa alimentadora, que
llevará al coque verde a una correa alimentadora de traspaso que vaciará
el coque a la tolva de compensación y alimentación del horno N°1, ó lo
traspasará a la correa alimentadora del tren N°2.

122
Unidad 300 y 310: Calcinación de Coque
En términos del proceso, las unidades 300 y 310 son muy similares. Sus
diferencias estriban en que la unidad 310 a sido especialmente diseñada
para procesar tanto coque tipo esponja como coque tipo aguja, mientras
que la unidad 300 está diseñada para calcinar solamente coque tipo
esponja. La unidad 300 se ha diseñado para producir 400.000 TM/año de
coque calcinado tipo esponja. La unidad 310 se ha diseñado para producir
100.000 TM/año de coque calcinado tipo aguja y de coque calcinado tipo
esponja considerando futuras ampliaciones en la industria del aluminio.
La función de ambas unidades es la de calcinar el coque verde y
entregarlo a las unidades 400 y 410 respectivamente (sistemas de
enfriamiento y eliminación de polvo). La descripción de la unidad 300
(primer tren) servirá en consecuencia para describir igualmente la unidad
310 (segundo tren), a pesar de que los números de los equipos difieran.
En la unidad 300, el coque verde pasa de la tolva de compensación al
alimentador de balanza del horno, el cual dosifica el coque verde al horno
rotatorio, a la velocidad de alimentación deseada.
En el horno el coque fluye en contracorriente a los gases en calientes de
combustión que se producen en la caseta de quemadores que se
encuentra en el extremo de descarga del horno rotatorio. El coque es
primero secado, luego se le eliminan las partículas volátiles y es
posteriormente calcinado, antes de que sea descargado del horno a la
unidad de enfriamiento y eliminación de polvo (unidad 400), a una
temperatura de aproximadamente 1.300 °C. Los gases de combustión,
junto con partículas de coque y volátiles, son expelidos desde el horno,
por su extremo de alimentación y son conducidos a la unidad 600
(incinerador y chimenea caliente). Otros ítems misceláneos asociados con

123
el horno rotatorio incluyen: el ventilador de enfriamiento de la empacadura
del horno, el ventilador de aire primario de combustión y ventilador de aire
secundario de combustión.
Unidad 400 y 410: Sistemas de Enfriamiento y Eliminación de Polvo
Las unidades 400 y 410 están asociadas a las unidades 300 y 310
respectivamente, y tienen como función enfriar el coque y eliminar el
polvo en el coque calcinado, antes de que éste sea entregado a la unidad
500 de almacenamiento y despacho de coque calcinado. Las unidades
400 y 410 son esencialmente iguales, luego una descripción de la unidad
400, será suficiente para describir la unidad 410, a pesar de que los
equipos difieran un poco en su capacidad y número.
El coque incandescente se descarga desde el horno rotatorio horizontal al
enfriador rotatorio, donde es enfriado de manera inmediata mediante
chorros de agua, a una temperatura suficientemente baja para impedir la
combustión posterior en presencia del aire. El ventilador extractor del
enfriador rotatorio succiona la corriente de gases del enfriador rotatorio a
una tasa volumétrica fija, lo cual hace que una mezcla de aire de entrada
y vapor de agua de enfriamiento fluya conjuntamente con el coque
calcinado dentro del enfriador rotatorio. La siguiente transferencia de
calor entre el flujo de gas y coque sirve para enfriar aún más el coque
calcinado, mientras que se supercalienta la mezcla de aire - agua por
encima de su punto de rocío.
El coque calcinado es descargado del enfriador a aproximadamente 150
°C y entregado a la correa de descarga del enfriador rotatorio. A medida
que el coque es transportado sobre esta correa, se le rocía aceite para
eliminar polvo, mediante una bomba reguladora de aceite. La correa
transportadora entrega el coque ya enfriado y tratado a la unidad 500. Los

124
gases de escape del enfriador rotatorio se encuentran a una temperatura
de aproximadamente 135 °C.
Además de la mezcla aire – agua introducida inicialmente al enfriador, el
flujo de gases también contiene monóxido de carbono formado en la
reacción vapor – carbón en el extremo caliente del enfriador, así como
también una cantidad significativa de partículas finas de coque calcinado
que han sido arrastradas en el flujo. El gas fluye primero hacía el
recolector de polvo de salida del enfriador rotatorio, el cual es
normalmente del tipo multiciclón mecánico. La función del colector de
polvo es la de remover la mayor parte de las partículas finas de coque
que han sido arrastradas por el gas y regresarlas a la correa de descarga
del enfriador rotatorio.
El gas de salida del colector de finos es conducido mediante un ventilador
a la unidad 600 para su incineración.
Unidad 500: Almacenamiento y Despacho de Coque Calcinado
En la unidad 500 se recibe el coque calcinado tipo esponja del sistema de
enfriamiento y eliminación de polvo mediante la correa transportadora de
coque calcinado. La tasa de recepción de coque se controla, en esta
correa, mediante la balanza antes de que sea descargado, ya sea al silo
de almacenamiento de coque calcinado o desviado a la correa de
transferencia de coque calcinado, la cual entrega el coque al silo de
almacenamiento de coque calcinado o lo desvía hacia la correa de
transferencia de coque calcinado, la cual entrega el coque al silo de
almacenamiento de coque calcinado o lo desvía hacia la correa
transportadora de coque calcinado, la cual entrega el coque al silo de
almacenamiento de coque calcinado. El coque calcinado se carga
directamente sobre camiones desde cada uno de los silos.

125
Los camiones ingresarán a la planta pasando por la báscula donde se
determinará la tasa de cada camión. Seguidamente los camiones se
ubicaran debajo de las tolvas en direcciones Norte-Sur para recibir su
respectiva carga. Una vez cargados, pasarán de nuevo por la báscula
donde se determinará la carga bruta del camión y la carga neta del coque
calcinado despachado.
El coque tipo aguja que ha sido calcinado en la unidad 310, y enfriado y
tratado para eliminarle polvo en la unidad 410, entra a la unidad 500
mediante la correa de traspaso y alimentación de silos de coque tipo
aguja. Sobre esta correa, el coque tipo aguja es dosificado mediante la
balanza y enviado hacia el silo de almacenamiento de coque tipo aguja o
desviado hacia la correa alimentadora, la cual lo entrega al silo de
almacenamiento de coque tipo aguja, desde cada silo, el coque se carga
directamente a camiones.
La unidad 500 también incluye varios equipos para el control de
emisiones de polvo fugitivo. La colección de polvo se práctica en todos
los puntos de transferencia de correas y en todos los puntos de
alimentación a silos, utilizando el colector y el colector de finos de coque
tipo aguja. Los finos así recogidos, son desviados mediante un sin fin a
los silos correspondientes.
Unidad 600 y 610: Incinerador y Chimenea Caliente
Los gases de escape del horno llevan consigo una cantidad considerable
de partículas sólidas y volátiles no calcinadas de coque a una temperatura
de 870 °C, estos gases fluyen hacía el incinerador para ser incinerados.
El aire de incineración se suple mediante el ventilador de suministro de
aire de turbulencia a la entrada del incinerador. Los gases de escape del

126
enfriador rotatorio de la unidad 400 también fluyen hacia el incinerador
para ser incinerados.
Dentro del incinerador los volátiles y las partículas de coque son
quemadas produciendo un gas a una temperatura de aproximadamente
1.100 °C. Este gas se conduce a través de la compuerta de by-pass de la
chimenea hacia la caldera. La chimenea caliente juega el papel de una
chimenea de emergencia. En caso de que existan problemas
operacionales en las unidades 700 ó 710 o en las unidades 800 – 810, el
flujo puede desviarse a través de la compuerta de la chimenea y la
compuerta de by-pass puede cerrarse.
Unidad 700 y 710: Caldera de Recuperación de Calor
Estas unidades son esencialmente idénticas excepto por diferencias de
capacidad. En la unidad 700 los gases calientes que salen del incinerador
son conducidos mediante ductos a la caldera, la cual es una caldera de
gas horizontal de circulación por flujo natural y contiene una sección
radiante, un supercalentador, una sección de convección y un
economizador. Pasando a través de la caldera, el gas se enfría hasta
aproximadamente 195 °C antes de que sea entregado al sistema de
control de partículas.
El agua de alimentación de la caldera es suplida a la caldera mediante
bombas de alimentación, las cuales a su vez reciben agua de la unidad
950 (tratamiento de agua y alimentación de la caldera).
El agua de alimentación de la caldera enviada por las bombas es primero
entregada al precalentador de agua de la caldera, la cual utiliza vapor
saturado del tambor de vapor para precalentar el agua hasta
aproximadamente 165 °C antes de entregarla a la sección del

127
economizador de la caldera. La caldera genera vapor hacía una línea de
vapor de 18’’ de diámetro que exporta el vapor a BAUXILUM.
El paquete inyector de hidracina el paquete inyector de amina y el
paquete inyector de fosfato consisten de un pequeño tanque diario y
bombas reguladoras, las cuales tienen la función de suplir productos
químicos para el tratamiento de agua interna a la caldera.
El tambor de purga contínua y el tambor de purga intermitente tiene la
función de manejar diferentes purgas de ambos sistemas de calderas. El
vapor recuperado del tambor contínuo es utilizado en la unidad 950
(desaereador).
Unidad 800 y 810: Control de Partículas
Estas unidades son también esencialmente idénticas excepto por
diferencias de capacidad y numeración de los equipos. En la unidad 800,
el gas que ha sido enfriado en la caldera, se conduce hasta la casa de
filtros para removerle las partículas sólidas. La casa de filtros es un filtro
de tela del tipo aire reversible que contiene bolsas de fiberglas que operan
con una razón aire – tela de aproximadamente 4.1. La remoción de
partículas sólidas se logra con una eficiencia de más o menos del 99%.
Los gases así filtrados salen de la casa de filtros y se entregan al
ventilador de tiro inducido, el cual provee el tiro necesario para manejar
todo el tren de calcinación. Este ventilador descarga a la chimenea de
proceso, la cual a su vez descarga a la atmósfera.
Las partículas removidas en ambas casas de filtros en las unidades 800 y
810 se descargan en un silo de cenizas, las cuales de descargan en
camiones para ser posteriormente desechadas.

128
Unidad 900: Sistema de Combustible
El gas combustible se recibe de fuera de la planta a una presión
manométrica de 66 bars y a una temperatura de 43 °C. la presión del gas
se reduce aproximadamente a 3.5 bars (manométrica) mediante una
estación reductora de presión con la finalidad de entregar el gas
combustible a baja presión al cilindro receptor de gas combustible, el cual
provee la capacidad necesaria y permite la separación de cualquier
líquido condensado. Desde el cilindro receptor, el gas se entrega al
cabezal del suministro de gas de la planta.
Para prever interrupciones potenciales en el suministro de gas, se ha
incorporado en el diseño de la planta un sistema alternativo de aceite
combustible. El tanque de aceite combustible de techo cónico posee una
capacidad de almacenamiento de 151 m3. El aceite combustible a
utilizarse es el de tipo diesel N°2 y será entregado al sistema de
distribución mediante las bombas de aceite combustible. Todos los
quemadores del proceso en la planta serán diseñados para funcionar
tanto con aceite combustible como con gas natural.
Unidad 910: Sistema de Aceite para el Control de Polvo
El aceite para control de polvo se recibirá en la planta de camiones y se
almacenará en el tanque de almacenamiento de aceite. El aceite
proveniente de este tanque es circulado a través de la tubería de aceite
para el control de polvo mediante la bomba.
Unidad 920: Tratamiento de Aguas Crudas
El agua suple desde el exterior de la planta al sistema de tratamiento de
aguas crudas. En este sistema el agua se filtra mediante filtros de arena
129
para agua cruda. Estos filtros actúan en combinación para desinfectar el
agua y para reducir los niveles de sólidos suspendidos y turbidez. El agua
tratada fluye luego hacía el tanque de almacenamiento de agua tratada y
el tanque de almacenamiento de agua potable.
El agua tratada se suple a la planta mediante bombas de aguas tratadas,
mientras que el agua potable se suple mediante las bombas de agua
potable.
La bomba para el lavado de los filtros será empleada periódicamente para
lavar los filtros mediante contracorriente con la finalidad de eliminar la
acumulación de sólidos en suspensión. El contralavado será desviado
hacia el estanque de aguas de lluvia para la remoción de los sedimentos.
Unidad 930: Sistema de Agua Contra Incendio
Las aguas contra incendio serán suplidas desde el tanque de aguas
tratadas. Se suministrarán 154 m3 de agua contra incendio mediante una
capa interna en el tanque de aguas tratadas. La presión se mantendrá en
el sistema de distribución de aguas de incendio mediante la bomba
jockey. En caso de incendio, se suministrará agua mediante las bombas
de agua de incendio. Con la finalidad de mejorar la confiabilidad del
sistema, una de las bombas funcionará mediante un motor eléctrico y la
otra, mediante un motor diesel.
Unidad 940: Aire de Planta y Aire de Instrumentos
El servicio de aire para la planta es suministrado mediante los
compresores de aire de la planta y de instrumentos. El aire proveniente de
los compresores es enfriado en los enfriadores del compresor, después
de lo cual es desviado hacia el receptor de aire de planta. Desde el

130
receptor el aire de servicio se suple directamente al secador de aire de
instrumentos donde el punto de rocío de aire es bajado lo suficiente para
poder ser utilizado en instrumentación y en otros usos de aire seco.
Unidad 950: Tratamiento de Agua de Alimentación de la Caldera
Toda el agua de alimentación de la caldera será suplida desde fuera de la
planta por el cliente de vapor (BAUXILUM). Las bombas de condensado
entregan condensado desde fuera de la planta a través de una línea de
retorno condensado de 6’’ de diámetro. El condensado fluye a los tanques
de almacenamiento de condensado, lo cual permite el chequeo y control
de la calidad del condensado. Las bombas de transferencia de
condensado entregan el condensado a la tasa requerida al desaereador
donde se remueven los gases disueltos y el condensado se precalienta
con vapor a baja presión para entregarlo a la unidad 700 y la unidad 710.
Unidad 960: Sistema de Agua de Enfriamiento
Es necesario incorporar al diseño un pequeño paquete o sistema de agua
de enfriamiento, el cual se requiere para pequeñas tareas de enfriamiento
dentro de la planta. El sistema consiste de una torre de enfriamiento y de
las bombas de agua de enfriamiento.
Unidad 970: Aguas Servidas
a. Aguas de proceso: El criterio de diseño adoptado está orientado hacia
balancear el rehúso del agua servida del proceso en la misma producción,
logrando de esta manera minimizar la descarga hacia los canales.
131
Las aguas servidas del proceso consisten de purga de la torre de
enfriamiento, purga de la caldera, y desechos de la planta de
comprensión de aire.
El flujo de aguas servidas es conducido al estanque de aguas servidas; la
cual se reutiliza como agua de temple o de enfriamiento rápido en los
enfriadores rotatorios. Ambos enfriadores finalmente evaporan el agua
servida y la descargan a la atmósfera a través de la chimenea del
proceso.
Debido a que la demanda del agua de temple excede la cantidad de agua
producida en el proceso, se añade agua tratada al estanque de aguas
servidas. Las aguas negras de la planta serán conducidas a un sistema
de tanque séptico en sitio.
b. Aguas de lluvia: Los efluentes de agua en la planta consisten
fundamentalmente de aguas de lluvia, aguas lavadas, y aguas utilizadas
en el lavado de los filtros.
Estos efluentes fluirán al estanque de aguas de lluvia donde se le
separarán las partículas sólidas mediante sedimentación antes de que el
agua sea descargada fuera de la planta mediante las bombas de
descarga de las aguas de lluvia.
A continuación la Figura 33 muestra el diagrama de proceso que describe
con detalle el proceso de producción de coque de petróleo calcinado.

132
Resumen:
Diagrama de Procesos:
Proceso: Calcinación de coque verde de Petróleo
Inicio: Recepción de coque verde (Materia Prima)
Fin: Despacho de coque calcinado
Fecha: 15/01/07
Seguimiento: Al material
Modelo: Propuesto
Figura 33. Diagrama de Procesos de producción de coque de petróleo calcinado
Fuente. Elaboración propia
Almacenamiento: 2
Operación: 6
Inspección: 6
Traslados: 4
Total: 18 Operaciones
133
4. CONFIGURACIÓN GENERAL DE LA PLANTA
La Planta de Calcinación consta de una configuración de dos trenes
paralelos de calcinación de coque mediante el proceso de Horno
Rotatorio Horizontal (H.H). Estos trenes están ubicados en el centro del
sitio seleccionado y con orientación oeste – este.
Cada tren está formado por una mitad alimentadora de coque verde, un
horno rotatorio (o unidad de calcinación), una unidad de enfriamiento y
despacho de coque calcinado. Para el tratamiento de los gases de salida
de cada unidad de calcinación, se ha previsto un incinerador con su
chimenea de emergencia, una casa de filtros, un ventilador de tiro
inducido y una chimenea de proceso y se ha dejado espacio para la
eventual incorporación de una unidad depuradora de dióxido de azufre.
Para la recuperación de carbón en forma de vapor, cada tren cuenta con
una caldera.
El coque verde se almacenará en pilas abiertas ubicadas en el extremo
norte de la planta y el coque calcinado en silos cubiertos ubicados en el
extremo este.
La mayor parte del manejo de materiales de la planta se hará mediante
correas transportadoras.
La planta cuenta con cuatro edificios: un edificio alberga el almacén de
repuestos y el taller de mantenimiento, otro las oficinas y el laboratorio de
control de calidad, otro es el edificio de control que se ha ubicado entre
los dos trenes de calcinación, y por último está el edificio de servicios
auxiliares a la planta.
En el extremo nor-este de la planta se ha previsto un estanque de
sedimentación de aguas lavadas.

134
Del mismo modo se cuenta con cuatro servicios sanitarios distribuidos en
planta para cada sexo. Cabe mencionar que para cada edificio también se
debe contar con servicio sanitario para el personal que en él laboren.
Los trenes de calcinación cuentan con diferentes capacidades de
producción. El primero de 400.000 t/año pero sólo para producir coque
tipo esponja, y el segundo capaz de procesar los dos tipos de coque, el
tipo aguja y el de esponja con una capacidad de 200.000 t/año.
Esta configuración propuesta se adapta a las condiciones del mercado, ya
que puede manejar la demanda total actual de coque calcinado tipo
esponja generada por la industria del aluminio y considera futuras
ampliaciones.
Es importante mencionar que esta configuración presenta gran flexibilidad
operativa, ya que permite producir con los mismos equipos, tanto coque
tipo esponja como coque tipo aguja, con el menor número de cambios
debido a la menor capacidad del horno dual.
A su vez, permite la utilización de aire terciario en la producción de coque
tipo esponja, con el consecuente aumento de la productividad.
La Distribución de planta no es más que la ordenación física de los
elementos industriales. Esta ordenación, ya practicada o en proyecto,
incluye, tanto los espacios necesarios para el movimiento de materiales,
almacenamiento, trabajadores indirectos y todas las otras actividades o
servicios, así como el equipo de trabajo y el personal de taller.
Los tres tipos de distribución en planta son los siguientes:

135
Distribución por posición fija: Se trata de una distribución en la que el
material o el componente permanecen en lugar fijo. Todas las
herramientas, maquinaria, hombres y otras pi4ezas del material concurren
a ella.
Distribución por proceso o por Fusión: En ella todas las operaciones
del mismo proceso están agrupadas.
Distribución por producción en cadena. En línea o por producto: En
esta, producto o tipo de producto se realiza en un área, pero al contrario
de la distribución fija. El material está en movimiento.
Para efectos de la presente investigación se estableció una distribución
por proceso o funcional para la planta de calcinación, ya que, es la
distribución que agrupa a las personas y al equipo que realizan funciones
similares. Hacen trabajos rutinarios en bajos volúmenes de producción. El
trabajo es intermitente y guiados por órdenes de trabajo individuales.
Para determinar la distribución de planta, es necesario aplicar el método
más adecuado y a su vez diseñar un plano para colocar las maquinarias y
demás equipos de manera que permita a los materiales avanzar con
mayor facilidad, al costo más bajo y con el mínimo de manipulación,
desde que se reciben las materias primas, hasta que se despachan los
productos terminados.
Es importante resaltar que una mala distribución aumenta la duración total
del trabajo, ya sea porque origina movimientos innecesarios de material y
trabajadores; o bien porque el material sufre una larga y complicada
trayectoria en el curso de su elaboración.
Los métodos para realizar la distribución por proceso o funcional son el
diagrama de recorrido y el SLP (Systematic Layout Planning).

136
Para determinar la distribución más efectiva y eficiente de la planta de
calcinación se aplicó el método SLP, debido a que este utiliza una técnica
poco cuantitativa al proponer distribuciones con base en la conveniencia
de cercanía entre los departamentos.
Sin embargo vale mencionar, que el Diagrama de Recorrido es un método
que presenta en forma de matriz, datos cuantitativos sobre los
movimientos que tienen lugar entre dos estacones de trabajo
cualesquiera. Las unidades son por lo general el peso o la cantidad
transportada y la frecuencia de los viajes.
La Tabla 19 muestra la simbología internacional empleada en el método
SLP.
Tabla 19. Simbología del método SLP
LETRA ORDEN DE PROXIMIDAD VALOR EN LÍNEAS
A Absolutamente necesaria
E Especialmente importante
I Importante
O Ordinaria o normal
U Unimportante (sin importancia)
X Indeseable ………………………………….
XX Muy indeseable ………………………………….
………………………………….
Fuente. Grossa. Proyectos de Inversión en Ingeniería.
Con la finalidad de contar con la distribución más eficiente para la planta
se analizó detenidamente la forma en que cada espacio y actividad podría

137
afectar positiva o negativamente el buen desempeño productivo de la
empresa.
Por tal motivo, para la aplicación de éste método se realizó el siguiente
análisis:
Trenes de calcinación de coque
Los trenes de calcinación es donde se lleva a cabo el proceso productivo
de la planta. Por tal motivo, es absolutamente necesaria la comunicación
de ésta área con el edificio de control y con los silos cubiertos de coque
calcinado.
Es especialmente importante su cercanía y contacto con el edificio de
servicios auxiliares, con el estanque de sedimentación y con el edificio de
mantenimiento. La cercanía de los trenes de calcinación con el resto de
las unidades se considera normal.
Pilas abiertas de coque verde de petróleo
Ésta área es la encargada de la alimentación de coque verde de petróleo
a los trenes de calcinación. Por tal motivo se considera absolutamente
necesaria su cercanía a dichos trenes de calcinación.
Es importante con las unidades de control y estanque de sedimentación,
sin importancia con los silos cubiertos de coque calcinado y de tipo
normal con el resto de las unidades de la planta.

138
Silos cubiertos de coque calcinado
A estos silos es enviado el producto terminado directamente de los trenes
de calcinación, por lo que se considera absolutamente necesaria la
comunicación y cercanía entre ambas unidades. Es de tipo importante
con las unidades de control y estanque de sedimentación, mientras que
se considera de tipo normal con el resto de las unidades.
Edificio de almacén de repuestos y taller de mantenimiento
Ésta unidad es la encargada de albergar los repuestos de los equipos de
la planta y garantizar el mantenimiento de los mismos. Por tal motivo se
considera especialmente importante con las unidades de trenes de
calcinación, importante con las pilas abiertas de coque verde y con los
silos cubiertos de coque calcinado y por último se considera de tipo
normal la cercanía y comunicación con el resto de las unidades de la
planta.
Edificio de oficinas y control de calidad
Se encarga de abastecer al personal administrativo y ejecutivo de las
instalaciones necesarias para el desempeño de sus labores; del mismo
modo, éste edificio posibilita las gestiones de control de calidad dentro del
proceso productivo.
Se considera especialmente importante su comunicación y cercanía con
el edificio de control, importante con los silos cubiertos de coque
calcinado, sin importancia con el edificio de mantenimiento y de tipo
normal con el resto de las unidades.
139
Edificio de control
Ésta unidad es de vital importancia para el proceso general de la planta,
ya que, por medio de ella se podrá llevar un control directo respecto a los
trenes de calcinación y a la producción de coque calcinado en general.
Se considera absolutamente necesario su cercanía a los trenes de
calcinación, especialmente importante con el edificio de oficinas y
laboratorio de control de calidad, importante con las pilas abiertas de
coque verde, normal con los silos cubiertos de coque calcinado, con el
edificio de servicios auxiliares y con los sanitarios, por ultimo se considera
sin importancia con el edificio de taller de mantenimiento y con la unidad
de estanque de sedimentación.
Estanque de sedimentación de aguas lavadas y de lluvia
Ésta unidad está diseñada para el tratamiento de purificación de las
aguas para el proceso. Se considera especialmente importante su
cercanía con los trenes de calcinación, importante con las pilas abiertas
de coque verde y con los silos cubiertos de coque calcinado, normal con
el edificio de oficinas y laboratorio de control de calidad y con el edificio de
taller de mantenimiento, por ultimo se considera sin importancia con el
edificio de control y el de servicios auxiliares.
Edificio de servicios auxiliares
Está unidad es la encargada de suministrar a la planta servicios
especiales y necesarios para llevar a cabo el proceso productivo de la
planta, tales servicios son por ejemplo: luz, aire a presión, agua caliente,
entre otros.

140
Es especialmente importante con los trenes de calcinación, importante
con el edificio de taller de mantenimiento, sin importancia con el estanque
de sedimentación y de tipo normal con el resto de las unidades.
Sanitarios
La existencia de ésta área es sumamente necesaria para toda aquella
distribución de espacio físico, ya que, de tal manera se podrá brindar tan
indispensable servicio a los empleados de la planta. Por tal motivo, se
considera de tipo normal la cercanía y comunicación de ésta unidad con
las del resto de la planta.
En el Apéndice 1 y 2 se puede apreciar el plano general y el dibujo 3D de
la planta de calcinación propuesta. La Figura 34 muestra la tabla de
relaciones construida con el análisis de los datos anteriormente
mostrados.
Figura 34. Tabla de relaciones
Fuente. Elaboración propia

141
La Figura 35 presenta el diagrama e relaciones elaborado con la tabla de
relaciones previamente diseñada.
Figura 35. Diagrama de relaciones
Fuente. Figura 34.
De acuerdo al método empleado, con detalle se podrá observar en el
apéndice 2 el plano con la distribución de planta propuesta.
Es importante destacar que para el diseño de dicho plano se tomó en
consideración el terreno ubicado entre SIDOR y Vhicoa (UD – 509) en la
zona Industrial Matanzas, del estado Bolívar, seleccionado previamente a
través del método de los factores ponderados de localización en planta.
Del mismo modo se consideraron las longitudes requeridas por la
tecnología de calcinación seleccionada, mientras que para el resto de las
unidades de la planta se escogieron longitudes promedios establecidas
en plantas industriales ya existentes en el mercado.

142
5. MANEJO DE MATERIALES
El manejo de materiales es aquella parte del sistema comercial y
económico que afecta a la relación física que existe entre los materiales,
productos y embalaje, con el producto, proceso, instalación, la geografía y
el cliente, sin agregar un valor utilizable ni modificar la naturaleza de los
productos.
Desde el punto de vista de la ingeniería, el manejo de los materiales se
define como el arte y la ciencia que se aplican al traslado, embalaje y
almacenamiento de substancias en cualquiera de sus formas.
El Flujo de Materiales debe analizarse en función de la secuencia de los
materiales en movimiento (ya sean materias primas, materiales en
productos terminados) según las etapas del proceso y la intensidad o
magnitud de esos movimientos.
Un flujo efectivo será aquel que lleve los materiales a través del proceso,
siempre avanzando hacia su acabado final, y sin detenciones o retrocesos
excesivos.
Descripción del sistema del Manejo de Material
Durante el proceso de calcinación de coque de petróleo, se manipula
originalmente un solo material, el coque verde de petróleo, al cual se le
realizan alteraciones en su composición química y por tanto se le modifica
su forma física.
Este material será manejado dentro de la planta a través de dos
modalidades, como coque verde de petróleo y como coque calcinado de
petróleo.

143
Cabe destacar que aún cuando en el proceso se maneja un solo material,
existe un edificio de almacén de repuestos y taller de mantenimiento y
otro edificio de servicios auxiliares, los cuales cuentan con insumos y
maquinarias, para los cuales se considera inapropiado el uso de equipos
especiales para sus traslados, debido a sus características de poco peso
y volumen, por tanto, estos se trasladan de forma manual, según como
vaya siendo su requerimiento en las diferentes etapas del proceso. Sin
embargo, existirán equipos que aunque no se consideran especiales,
podrán facilitar el traslado y manejo de tales materiales.
Para hacer posible el flujo efectivo de los materiales que serán utilizados
en la planta de calcinación, es cabal plantear una ecuación para el
manejo de dichos materiales, la cual representa una propuesta dentro del
actual estudio de factibilidad.
Debido a que el material que se maneja dentro de la planta de calcinación
se presenta en dos modalidades diferentes, se debe plantear una
ecuación para cada una ellas, tal como lo muestran la Figuras 36 y 37.

144
Figura 36. Ecuación del Manejo de Material (coque verde de petróleo) en la planta de
Calcinación de Coque de Petróleo.
Fuente. Elaboración propia

145
Figura 37. Ecuación del Manejo de Material (coque de petróleo calcinado) en la planta
de Calcinación de Coque de Petróleo.
Fuente. Elaboración propia

146
Recorrido del material
El recorrido del material en sus dos modalidades se efectúa de la
siguiente manera:
Coque verde de petróleo
El coque verde de petróleo saldrá desde la refinería que lo produce, por
medio de embarcaciones marítimas, que lo trasladarán hasta el muelle
más cercano a la planta de calcinación instalada. Una vez recibido el
material por el personal obrero y calificado de la planta, es trasladado en
camiones o gandolas hasta la planta, para ser ubicado en las pilas de
almacenamiento de tal materia prima.
Es importante mencionar que este almacenamiento se considera
temporal, ya que, desde ahí el material es trasladado por medio de cintas
transportadoras a los silos pequeños de materia prima que son los
encargados de abastecer diariamente los trenes de calcinación y de tal
manera poder cumplir con las diferentes etapas del proceso de
calcinación.
Coque de petróleo calcinado
Una vez que el coque de petróleo cumple con las diferentes etapas dentro
de los hornos para su calcinación, éste pasa por un sistema de
enfriamiento y eliminación de polvo, el cual tiene como función enfriar el
coque y eliminar el polvo en el coque calcinado. Luego el material sale por
medio de una cinta transportadora que lo traslada hasta los silos de
producto terminado, para ser almacenado temporalmente, hasta el
momento de su venta y entrega a los clientes.
147
El coque de petróleo calcinado podrá salir de la planta por medio de
camiones o gandolas, asimismo, puede trasladarse a través de vías
marítima y férrea dependiendo de la ubicación de la empresa que solicite
el material; Sin embargo, es importante mencionar que para acceder a la
vía férrea y marítima será necesario trasladar antes el material por medio
de la vía terrestre.

148
CAPÍTULO VII
ESTUDIO ECONÓMICO
La evaluación económica financiera constituye el punto culminante del
estudio de factibilidad, pues mide en qué magnitud los beneficios que se
obtienen con la ejecución del proyecto superan los costos y los gastos
para su materialización. El resultado de estas evaluaciones constituye un
índice importante para la jerarquización y ordenamiento de los proyectos
en correspondencia con su rentabilidad y aporte en divisas a la economía
del país.
Como ya se sabe el control de los costos es de vital para cualquier
proyecto de inversión, ya que, esto sirvió para determinar tanto el precio
de venta como la utilidad que deseamos obtener.
El estudio económico se encuentra enmarcado en primer lugar por un
análisis de los requerimientos de inversión, tanto para las inversiones
directas como para las indirectas, y el capital de trabajo. En segundo lugar
se presenta el análisis de los volúmenes de producción y los ingresos
generados. En tercer lugar se analiza la estructura de costos, tanto a lo
que se refiere a los costos fijos, los costos variables y los costos de
capital. Finalmente se presenta el impacto económico y social que llegaría
a generar la ejecución del proyecto.
Es importante mencionar que para la obtención de los costos del
proyecto, se realizó una actualización de datos históricos del estudio de

149
factibilidad realizado en el año 1982, ya que, por cuestiones de tiempo
para el desarrollo del estudio, no se pudo realizar solicitudes de ofertas a
las principales empresas proveedoras de insumos y materias primas para
la planta de calcinación. Por tal motivo, muchos de los costos señalados
son estimados tomando como referencia otras estimaciones de obras
similares, pero es recomendable un estudio más profundo que involucre
los resultados de los estudios geotécnicos y de la propia ingeniería de las
edificaciones a construirse, a fin de obtener el verdadero costo final del
proyecto.
La actualización de los costos se realizó a través del método de valor
futuro, utilizando las tasas de inflación anual de los Estados Unidos, a fin
de poder establecer datos más precisos. Por esta razón, los datos están
presentados originalmente en la moneda de dicho país, es decir, en dólar
americano ($), que posteriormente son presentadas en Bolívares, a fin de
obtener una percepción más real en cuanto a los costos e ingresos que
resultarán de la instalación de la planta de calcinación en el país. El
método de valor futuro es aplicado a través de la siguiente ecuación:
F = P( F/P, i%, n)
Donde,
F = valor futuro
P =valor presente
(F/P, i%, n) = (1+i)n , i= tasa de inflación anual, n= número de años.
El valor presente de inicio es el costo para 1982, para así obtener el valor
del año 1983, pero para calcular el del próximo año, siempre se utilizó el
del año anterior, es decir, en este caso para obtener el valor de 1984 se
utilizó el valor de 1983, y así se fueron obteniendo todos los valores
respectivamente hasta el año 2006.

150
Es importante mencionar, que el número de años (n) siempre va a ser 1,
debido a que se pretende actualizar los datos año a año, y no en un
período de tiempo determinado. La Tabla 20 muestra las tasas de
inflación de USA para cada año, partiendo desde el año 1982 hasta el año
2006.
Tabla 20. Tasas de Inflación de USA
$ USA
Año Inflación Anual %
1982 3,83
1983 3,79
1984 3,95
1985 3,8
1986 1,1
1987 4,43
1988 4,42
1989 4,65
1990 6,11
1991 3,06
1992 2,9
1993 2,75
1994 2,7
1995 2,5
1996 3,3
1997 1,7
1998 1,6
1999 2,7
2000 3,4
2001 1,6
2002 2,4
2003 1,9
2004 3,3
2005 3,4
2006 2,5
Fuente. http://notinet.com.co/indices/inflacionusa.htm
Una vez actualizados los datos de acuerdo a la inflación de cierre del año
2006, es preciso expresar los datos en bolívares, y para ello se utilizó el
precio actual del dólar americano, es decir:
151
1 $ = 2.150 Bs.
Todos los costos que se encuentran íntimamente relacionados con los
equipos de la planta, fueron actualizados en primer lugar de acuerdo a las
capacidades de producción para cada uno de los trenes propuestos en el
presente estudio. Es decir, en un principio el primer tren contaba con una
capacidad de producción de 200.000 t/año, y el segundo tren tenía una
capacidad de 100.000 t/año, por lo que todos los costos que se derivaran
de ellos estarían sujetos a cada una de sus capacidades. Por tal motivo,
se actualizaron todos los costos de acuerdo a una nueva capacidad de
400.000 t/año y 200.000 t/año, para el primer y segundo tren
respectivamente. La actualización de los costos de acuerdo a las nuevas
capacidades de los trenes se realizó a través del siguiente índice:
I = $ inv
Cap. de Prod. Instalada
1. INVERSIONES
El término de inversión se refiere al empleo de capital en algún tipo de
negocio con el objetivo de incrementarlo. Dicho de otra manera, consiste
en posponer al futuro un posible consumo en el presente. Quien invierte
sólo cede su posibilidad de consumo de hoy a cambio de una adecuada
compensación. En el caso particular de una inversión financiera, los
recursos se colocan en títulos, valores y demás documentos financieros, a
cargo de otros entes, con el objeto de aumentar los excedentes
disponibles por medio de la percepción de rendimientos, dividendos,
variaciones de mercado y otros conceptos. Las inversiones son
clasificadas en inversiones directas e indirectas. Es importante hacer
notar que el financiamiento de las inversiones necesarias para la

152
instalación de la planta de calcinación, puede darse bajo tres escenarios
que se enuncian a continuación:
1. El proyecto será 100% financiado por el estado venezolano.
2. PDVSA aportará sólo un porcentaje del financiamiento del proyecto,
de acuerdo al convenio existente en la actualidad entre CVG y PDVSA,
mientras que la otra parte será financiada por la nación.
3. El proyecto será financiado por la nación, PDVSA, y un tercer
inversionista.
La evaluación de estos tres escenarios podrá apreciarse en detalle en el
análisis de los costos del capital.
Inversiones Directas
Los costos de inversiones directas considerados para la ejecución y
puesta en marcha del proyecto son mostrados en la tabla 21.
Tabla 21. Inversiones Directas
Concepto de Inversión Año 1982 Año 2006
$ $ Bs.
Terreno 9,30 $/m2 19,494 $/m
2 41.912,83 Bs./m
2
Obras fuera de Sitio 9.784.65 20.505.845,54 44.087.567.91
Preparación de sitio 1.622.73 3.400.789,98 7.311.698.45
Tren # 1
Obras Civiles 15.809.56 33.132.347,81 71.234.547.791,50
Equipos en unidades 100 a 970 36.684.00 76.879.206,76 165.290.294.50
Suministro de Materiales 11.462.56 24.022.274,98 51.647.891.20
Instalación y montaje 12.629.69 26.468.238,37 56.906.712.495,50
Servicios Misceláneos 2.395.34 5.019.966,58 10.792.928.155,60
Edificios 2.369.89 4.966.620,16 10.678.233.34
Equipo Móvil 1.497.55 3.138.454,67 6.747.677.540,50
Tren # 2
Obras Civiles 110.953.37 23.252.745,22 49.993.402.22
Equipos en unidades 110 a 810 22.422.00 46.990.120,33 101.028.758.709,50
Suministros de los Materiales 6.486.41 13.593.666,33 29.226.382.609,50
Instalación y Montaje 7.135.44 14.953.860,77 32.150.800.655,50
Fuente. Elaboración propia.

153
Es preciso señalar, que en la tabla anterior sólo se esta considerando el
precio de 1 m2 de terreno, por lo cual es necesario multiplicar ese monto
por el número de hectáreas necesarias para la construcción de la planta.
A continuación se muestra el costo total de inversión directa por concepto
del terreno:
Costo total del terreno = 41.912,831 Bs./m2 * 30 HA * 10.000 m2/HA
Costo total del terreno = 12.573.849.300 Bs.
La Tabla 22 muestra el resumen de inversiones directas totales que
generaría el proyecto.
Tabla 22. Resumen de inversiones directas
Concepto de Inversión $ Bs.
Terreno 5.847.000,00 12.573.849.300,00
Obras fuera de sitio 20.505.845,54 44.087.567.911,00
Preparación del sitio 3.400.789,98 7.311.698.457,00
Tren # 1
Sub-Total de Inversión Directa 173.627.109,33 373.298.285.034,10
Tren # 2
Sub-Total de Inversión Directa 98.790.392,65 212.399.344.197,50
TOTAL 302.171.137,50 649.670.744.899,60
Fuente. Tabla 21.
Finalmente, la inversión inicial directa para la instalación y puesta en
marcha de la planta de calcinación es de 649.670.744.899,60 Bs.
Los costos correspondientes al terreno, preparación del sitio y obras fuera
de sitio sólo fueron considerados para estimar la inversión directa de
instalación del primer tren con capacidad de producción de 400.000 t/año,
ya que, para el segundo tren no sería necesario volver a tomar en
consideración dichos costos.
154
Las partidas utilizadas para discriminar las inversiones directas
corresponden en general a las instalaciones y equipos necesarios para la
planta, y su costo se basa en las tasas de carga y características
principales de los mismos. Algunos de los costos de desarrollaron
utilizando información obtenida de una planta de referencia similar a la
considerada como objeto de éste estudio. Está planta fue construida en el
año 1982 en los Estados Unidos.
Tal como fue mencionado al principio del estudio, estos costos han sido
actualizados de una data histórica. Sin embargo, es importante resaltar,
que hoy en día para el tipo de terreno seleccionado para la instalación de
la planta de calcinación se tiene que el costo estimado por m2 de
movimiento de tierra (deforestación, remoción de la capa vegetal,
excavación, banqueo, rellenos y transporte) es de 115.000,00 Bs./m2. Es
decir, que para las 30 HA que se requieren de terreno, el costo de la
preparación del sitio se sitúa actualmente en los 34.500.000.000 Bs. Sin
embargo, para efectos del presente estudio, se continuará trabando con
cada uno de los datos actualizados.
Inversiones Indirectas
Las inversiones directas para la instalación de la planta de calcinación,
vienen dadas en primer lugar por las inversiones foráneas, es decir, es
toda aquella compra de equipos o insumos que se realice a empresas
extranjeras. En segundo lugar se tienen las inversiones nacionales, y por
último se estimó un 10% de las inversiones totales para imprevistos tanto
para el costo directo e indirecto de inversión, como para el capital de
trabajo. La Tabla 23 muestra los costos relativos a la inversión indirecta
del proyecto.

155
Tabla 23. Inversiones Indirectas.
Concepto de Inversión Año 1982 Año 2006
$/año $/año Bs./año
Tren # 1
Foráneas 3.592,58 7.529,02 16.187.405,19
Nacionales 4.853,81 10.172,21 21.870.261,11
Imprevistos (10%) 844,64 1.770,12 3.805.768,01
Tren # 2
Foráneas 3.532,67 7.403,47 15.917.467,98
Nacionales 3.756,16 7.871,84 16.924.470,86
Imprevistos (10%) 728,88 1.527,52 3.284.182,62
TOTAL 17.308,75 36.274,22 77.989.555,78
Fuente. Elaboración propia
Tal como pudo apreciarse anteriormente, se estimó un total de 36.274,2
$/año por concepto de inversiones indirectas. Es preciso señalar que la
actualización de estos costos es sólo referencial, debido a que
dependiendo del financiamiento con que vaya a contar el proyecto, las
inversiones foráneas y nacionales pueden variar.
2. CAPITAL DE TRABAJO
El capital de trabajo es el recurso económico destinado al funcionamiento
inicial y permanente del negocio, que cubre el desfase natural entre el
flujo de ingresos y egresos.
El capital de trabajo sólo se usa para financiar la operación de un negocio
y dar margen a recuperar la cartera de ventas. Es la inversión en activos a
corto plazo y sus componentes son el efectivo, valores negociables,
cuentas por cobrar e inventario.
El capital neto de trabajo es la diferencia obtenida al comparar el total de
activos circulantes con el total de pasivos circulantes o de corto plazo, en
un momento determinado.

156
El capital de trabajo con que contará la planta de calcinación fue
calculado para los dos trenes en base a los requerimientos de efectivo,
inventario de coque verde y calcinado, inventario de repuestos y cuentas
por cobrar. La Tabla 24 muestra los costos de capital de trabajo para la
ejecución y puesta en marcha del proyecto.
Tabla 24. Capital de Trabajo
Concepto de Capital Año 1982 Año 2006
$ $ Bs.
Tren # 1
Requerimientos de Efectivo 1.720.9 3.606.578,70 7.754.144.220,05
Inventario de Coque verde 164,20 $/t 344,11 $/t 739.850,24 Bs./t
Inventario de Coque calcinado 372,08 $/t 779,77 $/t 1.676.513,27 Bs./t
Inventario de Repuestos 1.674.41 3.509.102,81 7.544.571.050,10
Cuentas por cobrar 3.381.39 7.086.442,10 15.235.850.527,90
Tren # 2
Requerimientos de Efectivo 23.25 48.737,94 104.786.585,14
Inventario de Coque verde 164,20 $/t 344,11 $/t 739.850,24 Bs./t
Inventario de Coque calcinado 372,08 $/t 779,77 $/t 1.676.513,27 Bs./t
Inventario de Repuestos 697,67 1.462,12 3.143.570,51
Cuentas por cobrar 3.251.16 6.813.508,76 14.649.043.849,05
TOTAL 10.052.932,23 21.068.080,24 45.296.372.529,79
Fuente. Elaboración propia
Los criterios utilizados para la estimación del capital de trabajo, es preciso
señalarlos para cada uno de los trenes por separado, en tal sentido se
tiene:
Tren 1
1. Los requerimientos de efectivos fueron estimados en base a tres
meses de sueldos y salarios de la mano de obra directa e indirecta y tres
meses de gastos generales.
2. El inventario de coque verde fue estimado para un requerimiento de la
planta de 25 días.
157
3. El inventario de coque calcinado se basó en un requerimiento de 15
días, y se le aplicó un costo estimado en el 80% del precio de venta de
372,080 $/t.
4. El inventario de repuestos se estimó en el 1,5% de la inversión directa.
5. Las cuentas por cobrar corresponden al efecto neto entre las cuentas
por cobrar y las cuentas por pagar y se han estimado en 15 días de
producto terminado a precio de venta.
Tren 2
Es importante mencionar que las operaciones del segundo tren están
sujetas a que se hayan efectuado las inversiones del primer tren de
calcinación. Por lo tanto, el capital de trabajo correspondiente se refiere
únicamente al requerimiento adicional sobre el calculado para el tren 1.
1. El requerimiento de efectivo fue de tres meses de sueldos y salarios
de la mano de obra directa.
2. Para el inventario de coque verde se estimó un requerimiento de 25
días, tanto para el coque tipo esponja como para el coque tipo aguja.
3. El inventario de coque calcinado se estimó igualmente para 15 días de
producción de coque tipo esponja y tipo aguja, valorado al 80% del precio
de venta.
4. Para el inventario de repuestos se estimaron los costos en base al
1,5% de la inversión directa del tren 2.
5. Las cuentas por cobrar se estimaron considerando que el efecto neto
entre las cuentas por cobrar y las cuentas por pagar es de 15 días de
producto terminado a precio de venta.

158
3. INGRESOS
Los elementos determinantes en la expectativa de los ingresos son los
niveles de producción y ventas anuales de los productos que se
obtendrán de cada línea de producción. Estos productos serán los
siguientes:
Tren 1: Coque calcinado tipo esponja
Tren 2: Coque calcinado tipo esponja y coque calcinado tipo aguja
Los niveles de producción de calcinado corresponden a los
requerimientos expresados en el estudio de mercado. La tabla 25 muestra
la estimación de los ingresos para el año 1982.
Tabla 25. Ingresos generados por la planta de calcinación propuesta en el año 1982
Tren # 1
Coque tipo esponja
Año 1982
Precio de Venta ($/t)
Producción (t) Total ($) Total (Bs.)
186,047 200.000 37.209.302,32 79.999.999.98
Tren # 2
Coque tipo esponja
186,047 59.000 10.976.744,18 23.599.999.996,46
Coque tipo aguja 675 41.000 27.675.000 59.501.250.000
TOTAL 75.861.046,504 163.101.249.984,460
Fuente. Estudio de factibilidad para Planta de calcinación (1982)
Una vez actualizados los datos anteriormente mostrados, se pueden
estimar los ingresos que actualmente podrían generar la instalación y
puesta en marcha de la planta de calcinación propuesta en el presente
estudio. La Tabla 26 muestra la estimación de ingresos.

159
Tabla 26. Ingresos estimados para la planta de calcinación propuesta en el estudio
Tren # 1
Coque tipo esponja
Año 2006
Precio de Venta ($/t) Producción (t) Total ($) Total (Bs.)
389,901 400.000 155.960.590,76 335.315.270.134
Tren # 2
Coque tipo esponja 389,901 159.000 61.994.334,82 133.287.819.878,26
Coque tipo aguja 1.414,608 41.000 57.998.910,90 124.697.658.441,45
TOTAL 275.953.836,49 593.300.748.453,71
Fuente. Tabla 25.
Tal como puede mostrarse en la tabla anterior, el nivel de producción
previsto para el tren 1 en coque tipo esponja, cubre la totalidad de los
requerimientos del mercado actual de 269.000 t/año de coque de petróleo
calcinado grado ánodo, determinados por la capacidad instalada de
reducción en las plantas de CVG VENALUM y CVG ALCASA.
Por su parte la demanda para el segundo tren de calcinación está
condicionada a la concreción de dos factores:
1. La ampliación de la capacidad anual de reducción de aluminio, la cual
puede generar un consumo de coque de petróleo calcinado grado ánodo
alrededor de las 610.000 t/año.
2. La instalación de la planta de electrodo de grafito, la cual generará un
consumo de 41.000 t/año aproximadamente de coque de petróleo
calcinado tipo aguja.
4. COSTOS TOTALES
Los costos totales estimados para la instalación de la planta de
calcinación de coque de petróleo se realizaron en base a los costos
variables de operación, costos fijos de operación y a los costos de capital.
En tal sentido, se tiene:

160
Costos variables de operación:
Los costos variables son aquellos que se consideran proporcionales al
volumen de producción. En este sentido, se han calculado los costos
variables correspondientes a cada uno de los productos de cada tren. La
Tabla 27 muestra los costos estimados para en primer tren de calcinación
de la planta.
Tabla 27. Costos variables de operación para el tren 1.
TREN 1
Insumo Precio Unitario
$ Año1982 $ Año 2006 Bs. Año 2006
Coque verde esponja (t) 164,20 344,11 739.850,24
Mano de Obra directa 0,23 0,48 1.049,84
Energía Eléctrica (KWH/t) 0,09 0,19 419,03
Gas Combustible (m3/t) 0,04 0,08 189,24
Agua (m3/t) 0,25 0,53 1.153,48
Aceites (1 lt/t) 0,04 0,08 189,24
Suministros varios 0,46 0,97 2.095,19
Operación de Muelles 8 16,76 36.046,29
Disposición de sólidos 9,30 19,49 41.912,83
TOTAL: 182.63 382,74 822.905,41
Fuente. Elaboración propia
Los costos variables de operación estimados para el primer tren de
calcinación corresponden a 382,747 $.
Es importante mencionar que este costo equivale a la suma de los precios
unitarios para cada uno de los insumos del primer tren. La Tabla 28
muestra los costos variables de operación correspondientes al segundo
tren de calcinación.

161
Tabla 28. Costos variables de operación para el tren 2.
Insumo Precio Unitario
$ Año1982 $ Año 2006 Bs. Año 2006
Coque verde esponja 164,20 344,11 739.850,24
Coque verde aguja 265 555,36 1.194.033,64
Mano de Obra directa 0,23 0,48 1.049,84
Energía Eléctrica 0,09 0,19 419,03
Gas Combustible 0,04 0,08 189,24
Agua 0,25 0,53 1.153,48
Aceites 0,04 0,08 189,24
Suministros varios 0,46 0,97 2095,19
Operación de Muelles 8 16,76 36.046,29
Disposición de sólidos 4,65 9,74 20.956,41
TOTAL 442,98 928,36 1.995.982,64
Fuente. Elaboración propia
Los costos para el segundo el tren son mucho más elevados, ya que, el
precio unitario del coque verde tipo aguja es mucho más costoso que el
coque tipo esponja.
Costos fijos de operación
Los costos fijos de operación están constituidos por la mano de obra
indirecta, gastos generales y costos de mantenimiento. En tal sentido, la
Tabla 29 muestra los costos fijos de operación correspondientes al primer
y segundo tren de calcinación propuestos en el presente estudio.
Tabla 29. Costos fijos de operación
Insumo Precio Unitario
$ Año1982 $ Año 2006 Bs. Año 2006
Mano de Obra indirecta 0,23 0,48 1.049,84
Gatos generales 748.837,20 1.569.349,33 3.374.101.060
TREN 1
Mantenimiento 837.209,30 1.754.552,04 3.772.286.886
TREN 2
Mantenimiento 348. 837,20 731.063,35 1.571.786.203
Fuente. Elaboración propia

162
Costos de capital
El capital de trabajo necesario para la instalación y puesta en marcha de
la planta, viene asociado a la depreciación de los activos, y con la
amortización e intereses, dependiendo del escenario de financiamiento
con que el se cuente.
Depreciación
La depreciación se ha estimado en función de la vida útil de los activos
principales de la planta de calcinación. Como método de cálculo se utilizó
la Depreciación Lineal y se tomó como inicio el año siguiente al primero
de producción.
Una vez que un activo ha sido totalmente depreciado, se origina una
inversión para su reposición, y el nuevo activo comienza a depreciarse al
año siguiente de su instalación.
La Tabla 30 muestra los activos principales de la planta a los cuales se
les calcularon la depreciación.
Tabla 30. Depreciación de os principales activos de la planta de calcinación propuesta
Activos principales Vida Útil (años)
Capacidad (t)
Cuota de depreciación anual
TREN 1
Tren de calcinación 30 400000 13.333,33
Correas transportadoras 15 400000 26.666,66
Silos de Producto terminado 25 400000 16000
TREN 2
Tren de calcinación 30 200000 6.666,66
Correas transportadoras 15 200000 13.333,33
Silos de Producto terminado 25 200000 8000
Fuente. Elaboración propia

163
Intereses
Para estimar los intereses necesario considerar los tres escenarios
posibles para el financiamiento del proyecto. Por tal motivo, a
continuación se describen cada uno de ellos:
1. El proyecto será 100% financiado por el estado venezolano.
En este caso se estima un interés anual del 12% aproximadamente, para
el pago de la deuda.
2. PDVSA aportará sólo un porcentaje del financiamiento del proyecto,
de acuerdo al convenio existente en la actualidad con la CVG. La otra
parte será financiada por la nación.
Los intereses se estiman en base a una tasa del 14% anual,
comenzándose a pagar la deuda que se origina en cada tren, al segundo
año de operaciones. Esta deuda representará el equivalente a la cantidad
prestada por PDVSA.
3. El proyecto será financiado por la nación, PDVSA, y un tercer
inversionista.
Si el financiamiento proviene de éste escenario, se estima que la deuda
sea pagada a un 19%, el cual corresponde a la tasa activa de interés.
Amortización
La inversión indirecta, que es a la cual corresponden los costos por
préstamos, se amortiza durante los 10 primeros años de operación, tanto
para las inversiones del primer tren como para el segundo. Se tomó el

164
segundo año de operación para cada tren como período inicial de
amortización.
5. GENERACIÓN DE EMPLEOS
La instalación de la Planta de Calcinación de coque de petróleo grado
ánodo para la Industria Nacional del Aluminio, se espera que contribuya
en materia de desarrollo económico y social con la generación de un
número considerable de empleos directos e indirectos en la zona donde
se instale la planta. Por tal motivo, es imprescindible tomar en cuenta al
personal requerido e involucrado en el proceso de instalación y puesta en
marcha de la planta.
En este sentido a continuación se muestra la Figura 38 donde se propone
la estructura organizativa para la planta de calcinación:
Figura 38. Organigrama propuesto
Fuente. Elaboración propia

165
Tomando en consideración la estructura organizativa anteriormente
mostrada, es necesario clasificar y cuantificar tanto la mano de obra
directa como indirecta que se llegaría a requerir para la ejecución del
proyecto.
La mano de obra directa estará representada por el personal directamente
vinculado al área de operaciones, es decir, a los supervisores y
operadores de la planta de calcinación. La mano de obra indirecta se ha
estimado en base al organigrama propuesto anteriormente, y al número
de personas ocupadas a cada una de las gerencias.
Es importante mencionar que en el área de operaciones, mantenimiento e
ingeniería de la planta se considerarán tres (3) turnos de trabajo, para lo
cual es preciso contar con 4 grupos de empleados previamente
estructurados, a fin de que cada turno cuente con el personal requerido
para el buen funcionamiento y rendimiento de la planta, por lo tanto, es
donde se estima un mayor numero de personal. La Tabla 31 muestra la
estimación de costos para la mano de obra directa.
Tabla 31. Costos de mano de obra directa para la planta de calcinación
Descripción
Nº de personal por cada
turno
Remuneración mensual ($)
Costo total por Nº de personal ($)
Costo total por Nº de personal (Bs.)
TREN 1
Supervisores Técnicos
6 3889 70.002 150.504.300
Operadores 16 5.848,50 280.728,33 603.565.922,4
TREN 2
Supervisores Técnicos
3 3889 35.00 75.252.150
Operadores 8 5.848,50 140.364,16 301.782.961,2
TOTAL: 99 19.475,01 526.095,50 1.131.105.334
Fuente. Elaboración propia
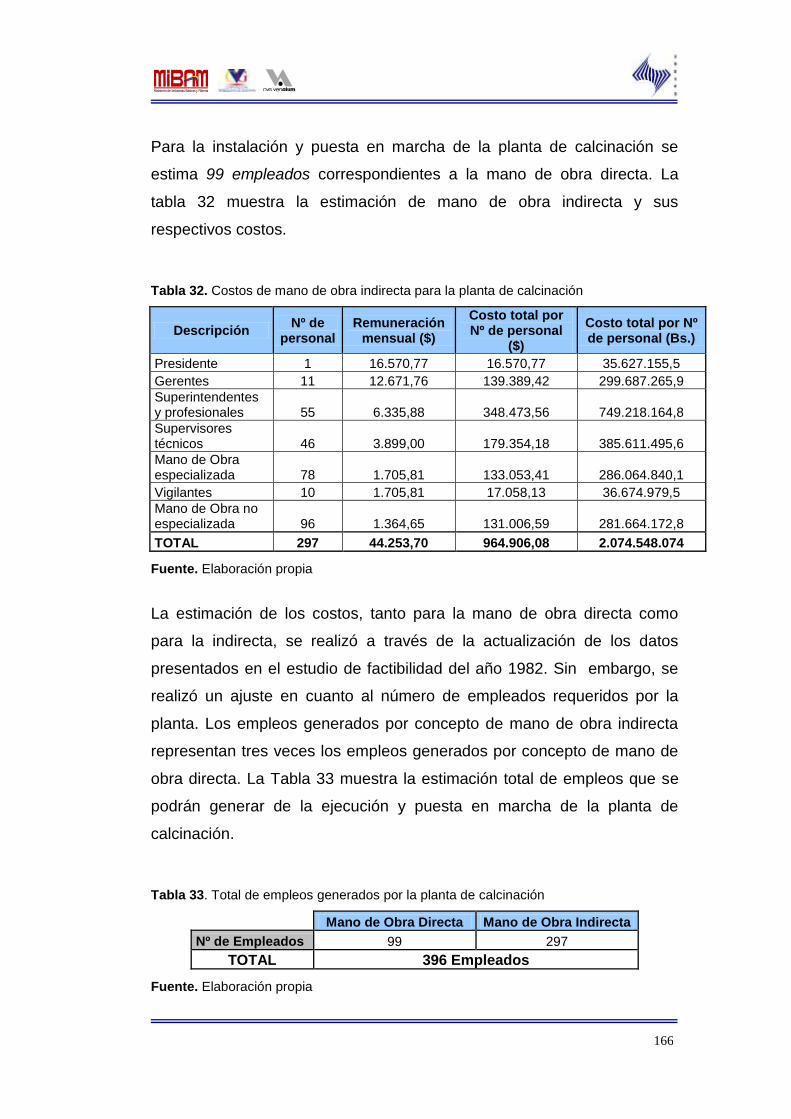
166
Para la instalación y puesta en marcha de la planta de calcinación se
estima 99 empleados correspondientes a la mano de obra directa. La
tabla 32 muestra la estimación de mano de obra indirecta y sus
respectivos costos.
Tabla 32. Costos de mano de obra indirecta para la planta de calcinación
Descripción Nº de
personal Remuneración
mensual ($)
Costo total por Nº de personal
($)
Costo total por Nº de personal (Bs.)
Presidente 1 16.570,77 16.570,77 35.627.155,5
Gerentes 11 12.671,76 139.389,42 299.687.265,9
Superintendentes y profesionales 55 6.335,88 348.473,56 749.218.164,8
Supervisores técnicos 46 3.899,00 179.354,18 385.611.495,6
Mano de Obra especializada 78 1.705,81 133.053,41 286.064.840,1
Vigilantes 10 1.705,81 17.058,13 36.674.979,5
Mano de Obra no especializada 96 1.364,65 131.006,59 281.664.172,8
TOTAL 297 44.253,70 964.906,08 2.074.548.074
Fuente. Elaboración propia
La estimación de los costos, tanto para la mano de obra directa como
para la indirecta, se realizó a través de la actualización de los datos
presentados en el estudio de factibilidad del año 1982. Sin embargo, se
realizó un ajuste en cuanto al número de empleados requeridos por la
planta. Los empleos generados por concepto de mano de obra indirecta
representan tres veces los empleos generados por concepto de mano de
obra directa. La Tabla 33 muestra la estimación total de empleos que se
podrán generar de la ejecución y puesta en marcha de la planta de
calcinación.
Tabla 33. Total de empleos generados por la planta de calcinación
Mano de Obra Directa Mano de Obra Indirecta
Nº de Empleados 99 297
TOTAL 396 Empleados
Fuente. Elaboración propia

167
Es importante mencionar que está es una cifra creciente de generación de
empleos, es decir, que se espera que con la puesta en marcha de la
planta de calcinación se creen mayores oportunidades de empleo en la
región donde vaya a ser instalada.
6. IMPACTO ECONÓMICO Y SOCIAL DEL PROYECTO
La instalación de la planta de calcinación representa ser una obra con
valor agregado nacional, la cual va a permitir en primer lugar la
incorporación de compromisos de responsabilidad social, lo cual viene
asociado con la generación de nuevos empleos, complementariedad y
adaptabilidad tecnológica, así como también con la asociatividad para
garantizar la calidad y cantidad de la producción demandada por el
Estado.
A continuación se presentan unas de las características más resaltantes
que permiten apreciar el impacto económico y social de ejecución del
proyecto:
La ejecución de este proyecto contribuye a una mayor integración de
la Industria Nacional del Aluminio, al proveerlo de uno de sus insumos
básicos.
En la medida en que se logre una incorporación del coque verde de
petróleo nacional en la planta de calcinación, se estará garantizando que
la Industria Nacional del Aluminio mantenga un nivel de competitividad en
el mercado mundial.
La instalación de la planta podría contribuir a una mayor integración de
la industria siderúrgica, al proveer el coque calcinado tipo aguja para la
fabricación de los electrodos de grafito.

168
También existirá un mayor aprovechamiento del coque verde nacional,
ya que, no tiene un uso alternativo diferente al de ser utilizado como
combustible de bajo costo.
Este proyecto ejerce un impacto favorable en la región Guayana, ya
que generaría un número considerable de empleos.
El proyecto busca añadir una mayor capacidad de conversión de la
Industria Petrolera Nacional a través de la sustitución del coque de
petróleo calcinado importado por el coque de petróleo calcinado
Venezolano a ser producido en la Industria Petrolera Venezolana para la
fabricación de Ánodos en la Industria del Aluminio.
Las estrategias de comercialización pueden orientarse a estrechar los
convenios de suministro con las empresas del sector aluminio nacional,
como estrategia para el autoabastecimiento de las empresas del estado
venezolano.

169
CONCLUSIONES
De acuerdo a los resultados obtenidos del estudio de factibilidad realizado
en el presente trabajo, para la instalación de una planta de calcinación de
coque de petróleo grado ánodo, se pueden concluir los siguientes
aspectos:
1. Actualmente existe una demanda mundial de 17.449.000 t/año de
coque de petróleo calcinado, de la cual un 73 % es demandada por la
Industria del Aluminio. La demanda nacional corresponde a 269.000 t/año,
y se espera que con la inclusión de futuras ampliaciones dentro de la
Industria Nacional del Aluminio, la demanda real de coque calcinado
llegue a ser de 610.000 t/año.
2. El sitio seleccionado para la instalación de la planta de calcinación es
el terreno (UD- 525) ubicado en la Vía Puerto Ordaz – Ciudad Bolívar
(después de peaje de Puerto. Ordaz), en el Estado Bolívar, el cual obtuvo
la puntuación más alta que corresponde a 5270 puntos, de acuerdo al
método utilizado de los factores ponderados.
3. La configuración de la planta fue establecida tomando en cuenta
modelos similares de plantas de calcinación ya instaladas en otras partes
del mundo. El análisis de distribución de la planta se efectúo a través del
método SLP, obteniendo de tal manera la distribución más efectiva de las
maquinarias y equipos, previendo a su vez el mejor manejo de materiales
dentro de la misma.
4. El Horno Rotatorio Horizontal fue la tecnología seleccionada, debido a
que presenta gran cantidad de ventajas en comparación con otras
tecnologías analizadas.
5. Actualmente el coque de petróleo verde tiene un costo de 180 $/t y el
coque de petróleo calcinado de 450$/t aproximadamente. Se estimo una
inversión inicial total de 302.208.611.7$ y un ingreso anual de
275.953.836,490 $.
170
6. La fuerza laboral que se emplearía en la planta se estimó en 99
empleos directos y alrededor de 297 indirectos. Por tal motivo, se
considera que este proyecto ejerce un impacto favorable en la región
Guayana, ya que generaría un número considerable de empleos.
7. La ejecución del proyecto contribuye a una mayor integración de la
Industria Nacional del Aluminio al proveerla de uno de sus insumos
básicos. En otras palabras, busca añadir una mayor capacidad de
conversión de la Industria Petrolera Nacional a través de la sustitución del
coque de petróleo calcinado importado por el coque de petróleo calcinado
Venezolano a ser producido en la Industria Petrolera Venezolana para la
fabricación de Ánodos en la Industria del Aluminio.
171
RECOMENDACIONES
En función de los resultados y conclusiones obtenidas en este estudio se
recomienda:
1. Considerar las futuras ampliaciones en la industria nacional del
aluminio, al momento de definir la instalación y puesta en marcha de la
planta de calcinación, a fin de no desestimar la demanda real y poder
cubrir con la misma.
2. En cuanto a la localización de la planta, es preciso tomar en
consideración para estudios más profundos la propuesta del terreno
ubicado en Caicara – Cabruta, lugar en el cual se tiene previsto la
construcción de la Ciudad del Aluminio. De llegar a resultar viable está
opción, se estaría cumpliendo con las ordenanzas del Ejecutivo Nacional,
que corresponden a la descentralización del mercado, a fin de promover
beneficios económicos en términos de una mayor eficiencia y eficacia de
bienes públicos, mejorar el acceso de las personas a los beneficios del
progreso en el nivel regional y local, y por último promover con la equidad
interregional e interpersonal.
3. Realizar solicitudes de ofertas actuales a los principales proveedores
de los equipos e insumos necesarios para la planta de calcinación, y de
acuerdo a dichas solicitudes, evaluar nuevas tecnologías que puedan
resultar favorables para la planta.
4. Solicitar cotizaciones a proveedores de materias primas, insumos y
equipos, que permitan una estimación más precisa de los costos de
inversión y de los ingresos que se puedan generar producto de la
ejecución del proyecto, ya que, los datos manejados has sido el resultado
de una actualización de más de 20 años atrás.
5. Emplear estrategias de comercialización que puedan orientarse a
estrechar los convenios de suministro con las empresas del sector

172
aluminio nacional, como estrategia para el autoabastecimiento de las
empresas del estado venezolano.
6. Instalar la planta de calcinación en convenio con PDVSA, ya que de tal
manera existirá un mayor aprovechamiento del coque verde nacional,
debido a que hoy en día no tiene un uso alternativo diferente al de ser
utilizado como combustible de bajo costo.
7. Realizar un estudio de impacto ambiental, sustentado en la Norma ISO
14001, con la finalidad de poder implementar en la planta de calcinación
un sistema de Gestión Ambiental totalmente adecuado al funcionamiento
de la planta y al desempeño laboral dentro de la misma.
173
BIBLIOGRÁFIA
1. Anonimo. (sf). Distribución de Planta. Disponible on line en:
http://webdelprofesor.ula.ve/economia/gsfran/materias/Producci%F3n_I/DI
STRIBUCION%20DE%20PLANT1.pdf
2. CONTRERAS Zeron, Cynthia (sf). Mercado. Disponible on line en:
http://www.monografias.com/trabajos13/mercado/mercado.shtml
3. COSS RAUL. (1981). Análisis y Evaluación de Proyectos de
Inversión. Editorial Limusa.
4. EROSSA VICTORIA. (1987). Proyectos de Inversión de Ingeniería.
Editorial Limusa.
5. ESCALONA, Iván. (sf). Métodos de de Proyectos. Disponible on line
en: http://www.monografias.com/trabajos16/metodos-evaluacion-
economica/metodos-evaluacion-economica.shtml
6. MOHAMMAD NAGHI (2000). Metodología de la Investigación.
Editorial Limusa.
7. OTEPI – GPI. (1982). Estudio de factibilidad, Planta de Calcinación
de Coque. (Volumen V – Tomo 1).
8. Quijano, Andrés (sf). Localización en Planta. Disponible on line en:
http://www.gestiopolis.com/recursos/documentos/fulldocs/ger1/capylocpla
nta.htm

174
9. ROJAS DE N., R. (1997). Orientaciones Prácticas para Elaboración
de Informes de Investigación. 2da Edición. UNEXPO. Vice - Rectorado
Puerto Ordaz.
10. TARQUIN ANTHONY. (2002). Ingeniería Económica. Quinta edición.
Editorial Mc Graw Hill.
175

176
PROPIEDADES UNIDADES ESPECIFICACIONES MÉTODO DE
ENSAYO
Composición química
Humedad % 0,10 max ASTM D 3173-87
Volatiles % 0,30 max ASTM D 3175-93
Cenizas % 0,30 max ASTM D 3174-97
Carbon fijo % 99,30 min ASTM D 3172-93
Azufre % 1,8 - 2,8 ASTM D 4239-97
Hierro ppm 250 max ASTM D 3682-96
Silicio ppm 160 max ASTM D 3682-96
Niquel ppm 200 max ASTM D 3682-96
Vanadio ppm 220 max ASTM D 3682-96
Ni + V ppm 400 max ASTM D 3682-96
Sodio ppm 100 max ASTM D 3682-96
Calcio ppm 100 max ASTM D 3682-96
Titanio ppm 30 max ASTM D 3682-96
Otros (Al, Mg, K, F, Cu, Zn) ppm 100 max NO
Propiedades físicas
Densidad real g/cc 2,06 - 2,10 ASTM D2638-97
Densidad vibrada (-28 mesh
+ 48 mesh) g/cc 0,87 min ASTM D 4292-92
Resistividad eléctrica uohm-m 480 - 520
ISO 015-10143-
95
Indice de molturabilidad H.G.I. 35 - 40 ASTM D 409-97
Reactividad al CO2 % 10,0 max ISO 12981-1
Reactividad al aire a 525 oC %/min
0,18 max (valor
típico 0,15) ISO 12981-1
Distribución granulometría
+19 mm % 5 ASMT D 293-93
-19 mm + 4,75 mm % 25 - 40 ASMT D 293-93
- 4,75 + 0,850 mm % Resto ASMT D 293-93
- 850 mm % 15 - 25 ASMT D 293-93
Anexo 1. Especificaciones técnicas del coque de petróleo calcinado.
Fuente. CVG Venalum

177
.
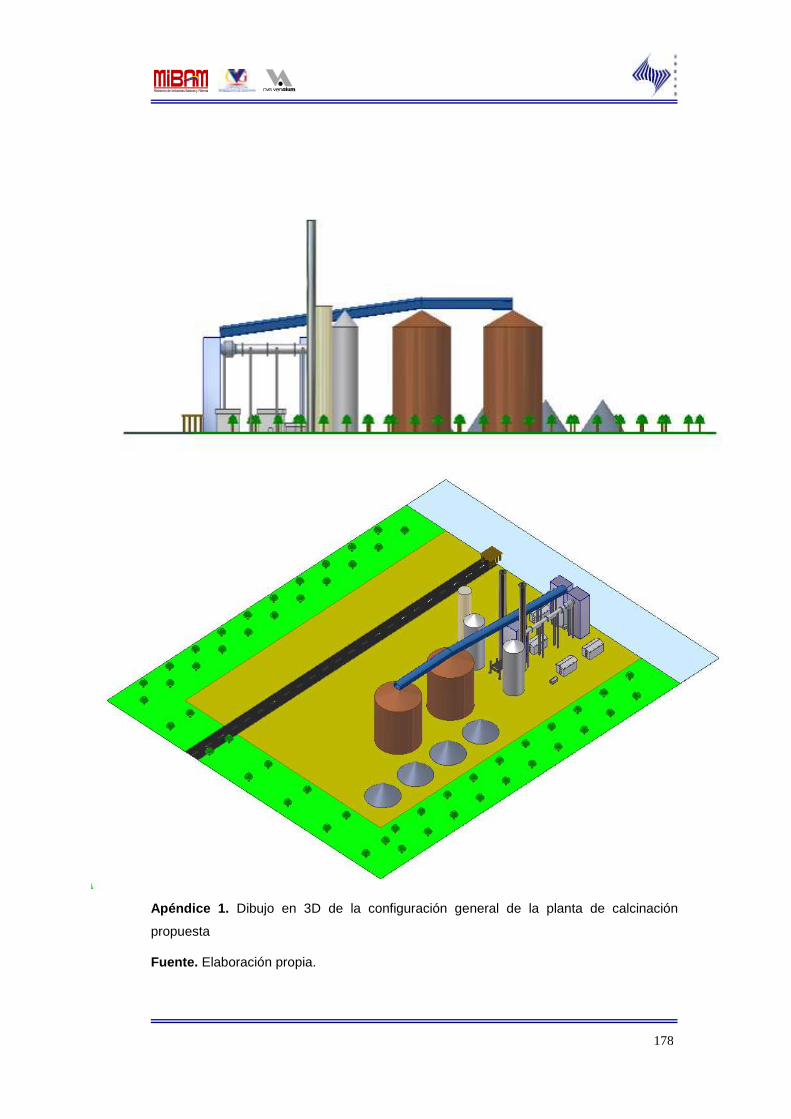
178
Apéndice 1. Dibujo en 3D de la configuración general de la planta de calcinación
propuesta
Fuente. Elaboración propia.

179
Apéndice 2. Plano de la configuración general de la planta de calcinación.
Fuente. Elaboración propia.


















