Ultrasonido Eloy
17
UNIVERSIDAD TECNOLOGICA DEL ESTADO DE ZACATECAS MANTENIMIENTO INDUSTRIAL ENSAYOS NO DESTRUCTIVOS QUINTA UNIDAD “ULTRASONIDO” MAESTRO: ING. JULIAN RAMIREZ CARRILLO ALUMNO: ELOY ENCARNACIÓN REYNA ZAMARRÓN GRUPO: 10 ¨A¨
-
Upload
eloy-reyna -
Category
Documents
-
view
60 -
download
4
Transcript of Ultrasonido Eloy

UNIVERSIDAD TECNOLOGICA DEL ESTADO DE ZACATECAS
MANTENIMIENTO INDUSTRIAL
ENSAYOS NO DESTRUCTIVOS
QUINTA UNIDAD “ULTRASONIDO”
MAESTRO: ING. JULIAN RAMIREZ CARRILLO
ALUMNO: ELOY ENCARNACIÓN REYNA ZAMARRÓN
GRUPO: 10 ¨A¨
GUADALUPE, ZACATECAS A 19 DE NOVIEMBRE DEL 2013.

I. Introducción.
Los ultrasonidos son ondas acústicas de idéntica naturaleza que las ondas sónicas, diferenciándose de éstas en que su campo de frecuencias se encuentra en la zona audible. Este método es uno de los principales métodos de ensayos nodestructivos, para el control de la calidad y evaluación de materiales en la industria de hoy en día.
Su aplicación permite conocer la integridad del material en su espesor y detectar discontinuidades internas que no son visibles en la superficie de la soldadura. Además de la determinación de diferencias en la estructura del material y sus propiedades físicas.
OBJETIVO
Aplicar el ensayo de ultrasonido a una tubería para detectar si ésta ha sufrido una disminución de su espesor e identificar las causas.
Técnica a utilizar.
Utilizar la técnica de ultrasonido de contacto directo mediante el método de Haz Angular, método de impulso y eco, técnica de trayectoria de zig-zag. Esta técnica transmite ondas con un ángulo de refracción determinado con respecto a la superficie de exploración.
Todos los equipos que trabajen con la técnica de contacto requieren de un acoplante en forma de película fina, debido a que el aire atenuaría la mayoría de la energía ultrasónica.
Este método de contacto se adapta perfectamente a la geometría de la tubería y además es mucho más práctico.
Materiales y equipos a ser utilizados.
Equipo Ultrasónico con generador de señales de 2.25 MHZ con un elemento de Lucita de 6 mm*6 mm (1/4in * 1/4in) como mínimo. Se recomienda los siguientes equipos entre otros:
Krautkramer 6 MHZ, modelo USL-32.
Krautkramer 2.2 MHZ, modelo USN-52.

Krautkramer 6 MHZ, modelo USL-32.
Palpadores de incidencia angular, específicamente de emisión 60º.
· Acoplante: solución acuosa como aceite, vaselina, etc. dependiendo del equipo y del ángulo de emisión a utilizar.
· Trapos de limpieza.
Preparación de la superficie.
Se recomienda aplicar una limpieza manual en toda el área de la soldadura y sus alrededores, con el propósito de eliminar todo rastro de suciedad presente en la misma y dejarla completamente seca. Se calibrará el equipo a una frecuencia nominal de 4 MHZ.
Procedimiento.
· Una vez limpia la superficie se procederá a la aplicación del acoplante a utilizar.
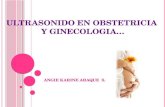
· Si el haz ultrasónico es suficientemente divergente, se cubre la altura o espesor de la unión sin necesidad de desplazar el palpador con movimiento de vaivén entre las distancias d y d/2 como se muestra en la figura 2.1
· Si la muestra es gruesa y el haz estrecho, una vez orientado el palpador con un ángulo recto con la unión soldada, habrá que desplazarlo de acuerdo a la figura 2.2. · Siguiendo un movimiento de vaivén, entre las distancias mencionadas d y d/2, a fin de explorar la sección entera de la unión, y un poco más para tener en cuenta el ancho del cordón.
· Para mayor seguridad, se recomienda repetir el ensayo desde el otro lado de la unión (dirección 2), ya que algunas heterogeneidades se detectan mejor en una dirección que en la otra.

FIGURA 2.2 UNIONES SOLDADAS. INCIDENCIA ANGULAR. METODO DE IMPULSO ECO.
Conviene combinar el movimiento de vaivén entre d y d/2, con una ligera rotación del palpador a un lado y a otro de su dirección perpendicular a la unión, a fin de detectar con ángulos más favorables las heterogeneidades inclinadas.
· Para detectar grietas transversales, se aplican dos palpadores como (1) y (2) de la figura 2.2 (c), conectados en paralelo.
Morfología de la heterogeneidad.

Interpretación de las indicaciones.
La presentación de los resultados es del tipo AScan en la cual la altura de los ecos de indicación o “picos”, representan la intensidad del haz ultrasónico reflejado. La línea base horizontal indica el tiempo o la distancia de recorrido, mientras que verticalmente se observa la amplitud de la señal.
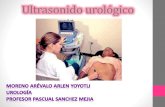
La forma de la indicación del eco, puede proporcionar alguna información acerca de la morfología de la heterogeneidad. Si la indicación del eco alcanza una altura total con pocos escalones (nodos de alta frecuencia), normalmente suele proceder de un reflector plano irradiado en dirección próxima a la perpendicularidad en dicho plano, figura 2.3(a).
Por el contrario si la heterogeneidad no es plana o es irregular o, siendo plana o rugosa no se irradia perpendicularmente, la elevación de la indicación del eco suele ser más gradual resultando, pues, más ancha, Figura 2.3 (b).
Fig. 2.3Influencia de la morfología de la heterogeneidad sobre la forma de la indicación del eco
A continuación se presentan unas figuras, en las cuales se dan unos criterios generales aplicables a los ensayos con palpadores angulares, que pueden ayudar a clasificar la heterogeneidad dentro de alguna de las tres formas simples.
· Plana (Fig. 2.4)· Cilíndrica (Fig. 2.5)· Esférica (Fig. 2.6)




Antecedentes
Después de soldar la tubería pero antes de bajar la tubería en la zanja, si un inspector encontraba una embolladura, comunicaba la necesidad de una inspección superficial aTechint. Luego un inspector contratista hacia esta inspección con ultrasonido pulso eco para confirmar que el sitio de daño físico todavía tenía el espesor dentro de la norma.
Además de confirmar el espesor de tubo en los alrededores del daño físico, el Sr. Salazar a titulo personal tomaba mediciones circunferenciales con ultrasonido en los extremos descubiertos (sin revestimiento tricapa) de estos tubos para confirmar el espesor del tubo.
Estas pruebas se realizaron en el poliducto entre Km. 6 y Km. 40 en la zona de selva, zona de Rumichaka al Km. 400, entre otros. Por medio de estas mediciones el Sr. Salazar se enteró de una corrosión acelerada en muchos de estos tubos.
Medición de espesor - ultrasonido
Las tuberías están sujetas a corrosión, es decir a la pérdida de material que va disminuyendo el espesor de la pared y que puede llegar a condiciones criticas. El espesor mínimo admisible de una tubería lo determina las normas API y el ASME según la aplicación y dependiendo de las características físicas y de los procedimientos de construcción.
La medición ultrasónica para determinar el espesor real de la tubería se hizo mediante la técnica pulso-eco de contacto directo utilizando transductores de 0,375” (9,525 mm) de diámetro con frecuencias centrales de 5 MHz, además de glicerina como medio acoplante. Los resultados mostraron una variación insignificante de la velocidad ultrasónica.
Precisión del equipo ± 0,02 mm Temperatura superficial - 10 + 50 °C Nuestra inspección consistía en realizar la medición de espesores por ultrasonido en las paredes de la tubería de acuerdo a las especificaciones y recomendaciones del
Código
ASME Sección VIII, División 1 y 2, y el Procedimiento Interno de Techint.
Se toma un muestreo de puntos de medición en el diámetro exterior del tubo, se consideraba de 4 a 5 puntos de la zona dañada en cada punto se tomaba 3 mediciones y se hacia el promedio para luego promediar con los demás puntos. Siendo esta una referencia de medición codificada en la que se reportaban los espesores máximo y mínimo.
La suma de estas 3 mediciones (total 15) se dividían entre 5 y este era el espesor realEncontrado 3 mediciones.

DESARROLLO
Se ha obtenido una probeta de la tubería para hacerle la prueba de ultrasonido y determinar su espesor.
En la siguiente imagen se muestra la probeta:
Ahora bien se tomaron las medidas de espesor de la probeta y se obtuvo la siguiente información.

INFORME DE MEDICIÓN DE ESPESORES DE TUBERÍAS
Con las características técnicas originales la tubería y los valores actuales encontrados se determinarán la velocidad de corrosión. Con los parámetros anteriores y espesores mínimos calculados y recomendados por el Código, se determinará su vida útil.
Los espesores nominales de la tubería utilizada
Nota: La mayoría de la tubería siempre viene con un espesor extra, encima del espesor nominal, de 0.3 a 0.4milímetros.
Mediciones de Espesores en Campo
Se hacían únicamente para dos formas establecidas por el procedimiento de Techint:
1) Por Accidente Físico de la Tubería.
Estos accidentes físico eran producidos por los vehículos que transitaban por el derecho de vía (Pay-Car y Seibos) originado abolladuras, o hundimiento de las tuberías
2) Por salto de Arco

Esto era ocasionado no intencionalmente por la antorcha del soldador, originando en el metal base del tubo una especie de quemon que originaba ser reparado manualmente con un limaron y después ser medido por medio ultrasónico. En todos estos casos si el material base (tubo) se encontraba muy dañado y sobrepasaba el limite del 10% menos del espesor nominal este era cambiado o únicamente era cortado en el área dañada ASME B31.8 y Procedimiento Techint.
Además a título personal:
3) hice algunas mediciones en todas las circunferencia de las tuberías esto lo hice en un porcentaje de unos 90-100 tubos de diámetro de 14¨ 18¨ y 24.Estas mediciones no eran reportadas ya que estas no estaban estipuladas hacerlas en el procedimiento de Techint, he podido constatar que gran parte de estas mostraban una corrosión acelerada en la pared del tubo y que en algunos casos estas medicionesestaban fuera del límite del espesor nominal debido a su corrosión interna.
Grado de corrosión anual según norma ASME
El grado máximo de corrosión anual estipulado en la norma ASME es de 0.134 mm. Por año. Esto quiere decir que toda tubería bien protegida únicamente sufriría una corrosión anual de 0.0134 o menos. La tubería que inspeccionó el Sr. Salazar en el campo a título personal con equipo ultrasonido, de un total de alrededor de 100 tubos, aproximadamente 50 por ciento tenían un grado de corrosión mayor al grado de corrosión esperada, un máximo de 0.134 mm. en tubería nueva.
Estas tuberías que fueron expuestas a la intemperie y diversos cambios climáticos, y sin protección en los extremos, y más aún con un posible lapso largo entre la fecha defabricación y la fecha de instalación, contaban con un grado de corrosión acelerada.
CONCLUSIONES
Con los datos obtenidos mediante las pruebas realizadas, se puede comprobar que la técnica de ultrasonido por inmersión para líneas de tuberías submarinas, es una técnica confiable en la evaluación de medición de pérdida de espesores a nivel externo.
Se encontró también que el ensayo ultrasónico es uno de los métodos más rápidos, fáciles y seguros de aplicar, debido a que posee una gran exactitud en el momento de la evaluación de las condiciones de tuberías.
Se encuentra que la repetitividad y confiabilidad de los ensayos no destructivos dependen en gran medida de los conocimientos y de la habilidad de los operadores que la realizan, de allí, nace la importancia de la calificación del personal bajo alguno de los dos programas internacionales que existen (ASNT o la ISO), ya que de ello depende el éxito de cualquier prueba no destructiva que se lleve a cabo, con el fin de asegurar resultados consistentes y aumente la confiabilidad de las mediciones.

En base al planteamiento del procedimiento de inspección por ultrasonido, se verifica la importancia de su empleo en el momento de las inspecciones, debido a que es de gran ayuda para la obtención de resultados reproducibles, de igual manera evitando errores que podrían generarse debido al cambio del operador, modificación o avería del equipo, influencias del clima, parámetros operaciones, condiciones de las piezas a inspeccionar entre otros.
El control calidad juega un papel muy importante en los materiales, debido a que se puede realizar mediante ensayos no destructivos, con los cuales se pueden detectar defectologia superficial, Subsuperficial e interna, por lo que el ultrasonido se destaca por tener ventajas tales como: que no necesita la destrucción del elemento a inspeccionar, la inspección puede realizarse en sitio, los equipos son portables y los resultados se conocen inmediatamente.
REFERENCIAS
AMERICAN SOCIETY FOR NODESTRUCTIVE TESTING. Recommended Practice N° SNT-TC-1A. Non Destructive Testing. ASTN SNT-TC-1A-2011. 2) AMERICAN SOCIETY FOR TESTING AND MATERIAL. Standard Practice for Ultrasonic Pulse-Echo Straight-Beam Contact Testing. ASTM; 2010. ASTM E 114-10. 3) AMERICAN SOCIETY FOR TESTING AND MATERIAL. Standard Practice for Ultrasonic Testing of Metal Pipe and Tubing. ASTM; 2009. ASTM E 213-09 4) AMERICAN SOCIETY FOR TESTING AND MATERIAL. Standard Practice for Evaluating Performance Characteristics of Ultrasonic Pulse-Echo Testing Instruments and Systems without the Use of Electronic Measurement Instruments. ASTM; 2011 . ASTM E 317-11. 5) AMERICAN SOCIETY FOR TESTING AND MATERIAL. Standard Practice for Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact Method.ASTM; 2010, ASMT E 797-10. 6) AMERICAN SOCIETY FOR TESTING AND MATERIAL. Standard Practice for Detection and Evaluation of Discontinuities by the Immersed Pulse-Echo Ultrasonic Method Using Longitudinal Waves. ASTM; 2011. 10 p. ASTM E 1001-11. 7) Ballesteros, A, J.L, Acevedo, Tecnologías de Ensayos No Destructivos aplicados en ambientes marinos. Corporación Mexicana de Investigación de Materiales, 2010.