Unidad 12: Microbiología industrial. Tecnología de ...12+Micro...Fuentes alternativas de energía...
42
Unidad 12: Microbiología industrial. Tecnología de fermentación. Procesos industriales: bebidas alcohólicas, aminoácidos, acido cítrico, enzimas, vitaminas, alimentos y productos farmacéuticos. Fuentes alternativas de energía con utilización de microorganismos. BIBLIOGRAFIA: Madigan MT, Martinko JM, Parker J. 2009. Brock, Biología de los Microorganismos. 12º ed. Pearson/Prentice-Hall (Cap. 25) Tortora, Funke, Case. Introducción a la Microbiología 9º Ed. Ed. Médica Panamericana 2007 (Cap . 28) Prescott, Harley, Klein Microbiology. 7º ed. McGraw Hill Interamericana (Cap. 40 y cap 41). Microbiología, 2015
Transcript of Unidad 12: Microbiología industrial. Tecnología de ...12+Micro...Fuentes alternativas de energía...

Unidad 12: Microbiología industrial. Tecnología de fermentación. Procesos industriales: bebidas alcohólicas, aminoácidos, acido cítrico, enzimas, vitaminas, alimentos y productos farmacéuticos. Fuentes alternativas de energía con utilización de microorganismos.
BIBLIOGRAFIA: Madigan MT, Martinko JM, Parker J. 2009. Brock, Biología de los Microorganismos. 12º ed. Pearson/Prentice-Hall (Cap. 25) Tortora, Funke, Case. Introducción a la Microbiología 9º Ed. Ed. Médica Panamericana 2007 (Cap . 28) Prescott, Harley, Klein Microbiology. 7º ed. McGraw Hill Interamericana (Cap. 40 y cap 41).
Microbiología, 2015

Antecedentes Históricos
La era antes de Pasteur Cerveza, quesos, vinos,
pan Civilización sumeria
(6000 años aC )
Louis Pasteur (1822-1895) ”padre de la microbiología
industrial” Ácido láctico, etanol, ácido
butírico
Siglo XX (1900 a 1940) Penicilina, acetona,
butanol, glicerol y otros

Levadura Producto
Saccharomyces cerevisiae Pan, cerveza
Saccharomyces ellipsoideus Vino
Torulopsis utilis Candida lipolytica
Fuente de proteína
Schizosaccharomyces sp Alcohol industrial
Levaduras utilizadas en la industria
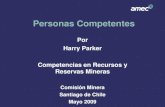
Mohos Producto
Aspergillus niger Ácido cítrico
Penicillum sp Ácido glucónico
Penicillum roqueforti Quesos roquefort
Rhizopus oryzae Ácido láctico
Aspergillus terreus Ácido itacónico
Penicillum griseofulvum griseofulvina
Algunos ejemplos de mohos utilizados en la industria

Algunos ejemplos de bacterias utilizadas en la industria
Bacterias Producto
Acetobacter Vinagre
Acetobacter suboxydans Sorbitol
Lactobacillus bulgaricus Yogur
Lactobacillus delbrueckii Ácido láctico
Clostridium acetobutylicum Butanol, acetona
Streptomyces griseus
Estreptomicina
Capacidad microbiana en la producción de compuestos industriales
• Poseen toda la información genética en el genoma natural
• Poseen información genética sólo para algunas etapas de la síntesis
• No poseen naturalmente la información genética pero es introducida mediante tecnología del ADN recombinante

Requisitos de un microorganismo industrial
El microorganismo debe: 1. Producir la sustancia de interés en forma rentable
2. Obtenerse en cultivo puro
3. Ser genéticamente estable.
4. Poder desarrollarse en cultivos a gran escala.
5. Poder mantener el cultivo del MO durante períodos largos en el laboratorio y en la planta industrial.
6. Microorganismos esporulados
7. Tener un tiempo de duplicación bajo y fabricar el producto deseado
en un período corto.
Crecimiento rápido: i) ocupar menos tiempo los equipos industriales
ii) disminuir los riesgos de contaminación en el fermentador
iii) mejor control de los factores ambientales
8. Ser susceptible de manipulación genética.
9. Debe poder ser capaz de crecer en un medio de cultivo líquido relativamente barato, que se obtenga en grandes cantidades.
Muchos procesos microbiológicos industriales utilizan productos de desecho carbonados provenientes de otras industrias, para los medios de cultivo a gran escala. Por ej. el licor de maceración del maíz (rico en nitrógeno y factores de crecimiento), suero de leche (contiene lactosa y minerales), y otros materiales residuales de la industria con elevado contenido en carbono orgánico. Con el fin de poder separar las células microbianas del medio de cultivo con facilidad, en la industria se prefieren los MOs grandes ya que este proceso es muy costoso a gran escala. Por este motivo se prefieren los hongos, levaduras y bacterias filamentosas. Es más económico efectuar la separación por filtración que por centrifugación. Condiciones que no debe tener un microorganismo industrial Los microorganismos industriales no deben: 1. ser peligrosos para el hombre, animales y plantas de interés económico. 2. liberar toxinas, o si lo hacen deben poder ser eliminadas fácilmente.
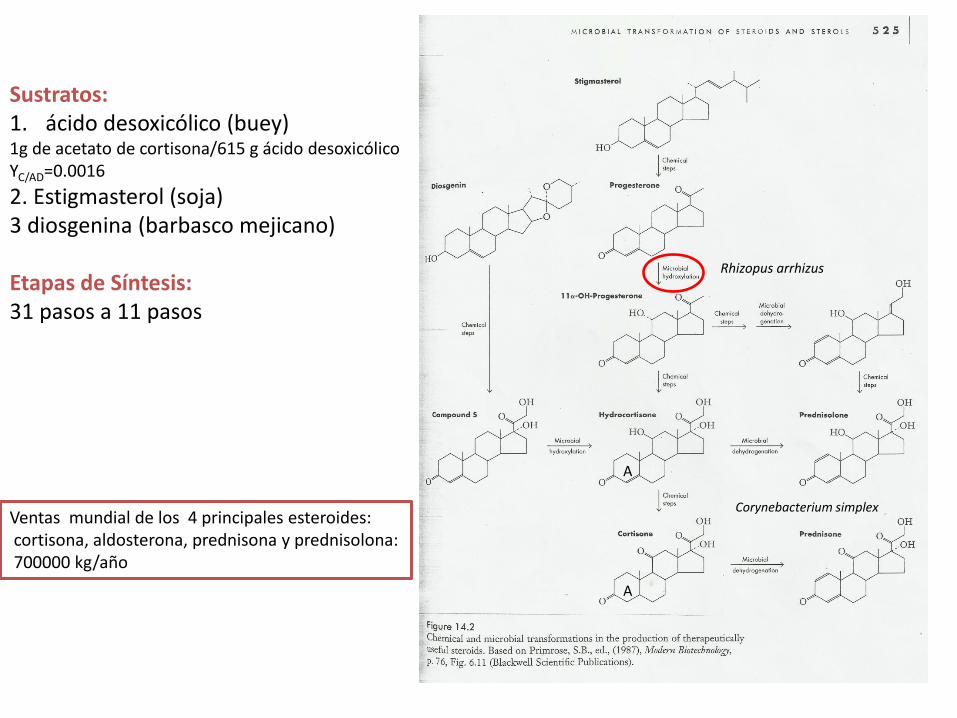
Sustratos: 1. ácido desoxicólico (buey) 1g de acetato de cortisona/615 g ácido desoxicólico YC/AD=0.0016
2. Estigmasterol (soja) 3 diosgenina (barbasco mejicano) Etapas de Síntesis: 31 pasos a 11 pasos
Rhizopus arrhizus
Corynebacterium simplex
A
A
Ventas mundial de los 4 principales esteroides: cortisona, aldosterona, prednisona y prednisolona: 700000 kg/año
Metabolitos microbianos
• Conceptos:
Metabolito primario
Metabolito secundario
SUSTRATO DE CRECIMIENTO
CÉLULAS METABOLITO PRIMARIO
METABOLITO SECUNDARIO
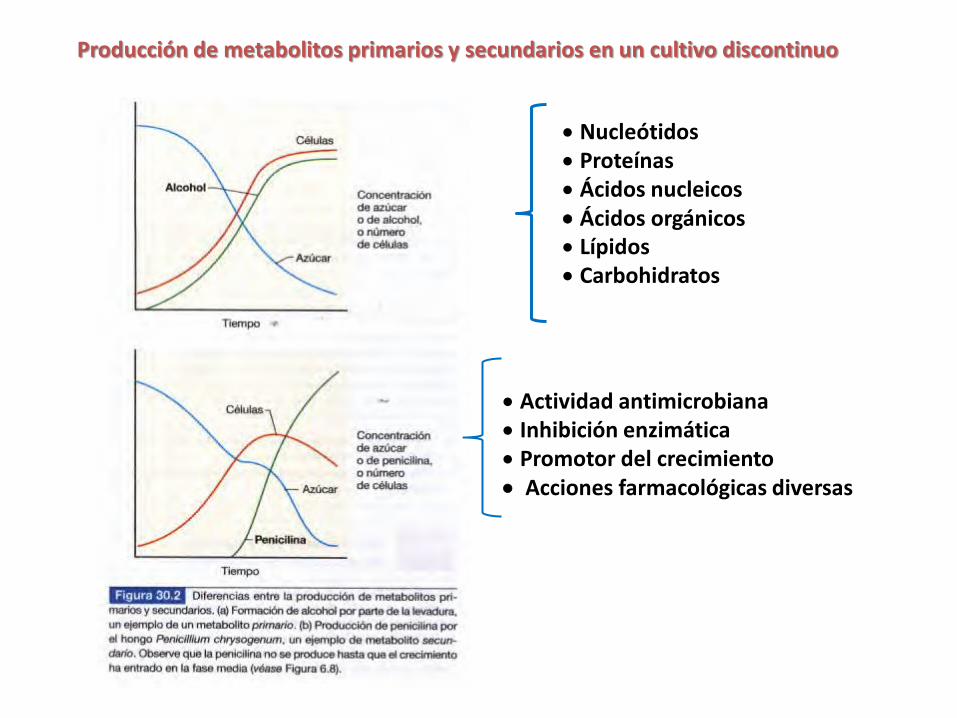
Nucleótidos Proteínas Ácidos nucleicos Ácidos orgánicos Lípidos Carbohidratos
Actividad antimicrobiana Inhibición enzimática Promotor del crecimiento Acciones farmacológicas diversas
Producción de metabolitos primarios y secundarios en un cultivo discontinuo

Características de los metabolitos secundarios (Particularmente los que presentan actividad antimicrobiana) 1.- Son específicos de grupos restringidos de microorganismos. ● Bacterias y hongos filamentosos ● Bacterias esporuladas
2.- No son indispensables para el crecimiento y reproducción. 3.- Su formación depende de las condiciones de crecimiento del organismo productor. 4.- Se producen como grupo de sustancias relacionadas (Ej: Penicilinas) 5.- Se puede obtener superproducción del metabolito por manipulación genética y mejoramiento de condiciones fermentativas. 6.- En algunos casos se han identificado inductores específicos.

Brock, Biología de los Microorganismos Cap.25
Biodigestor
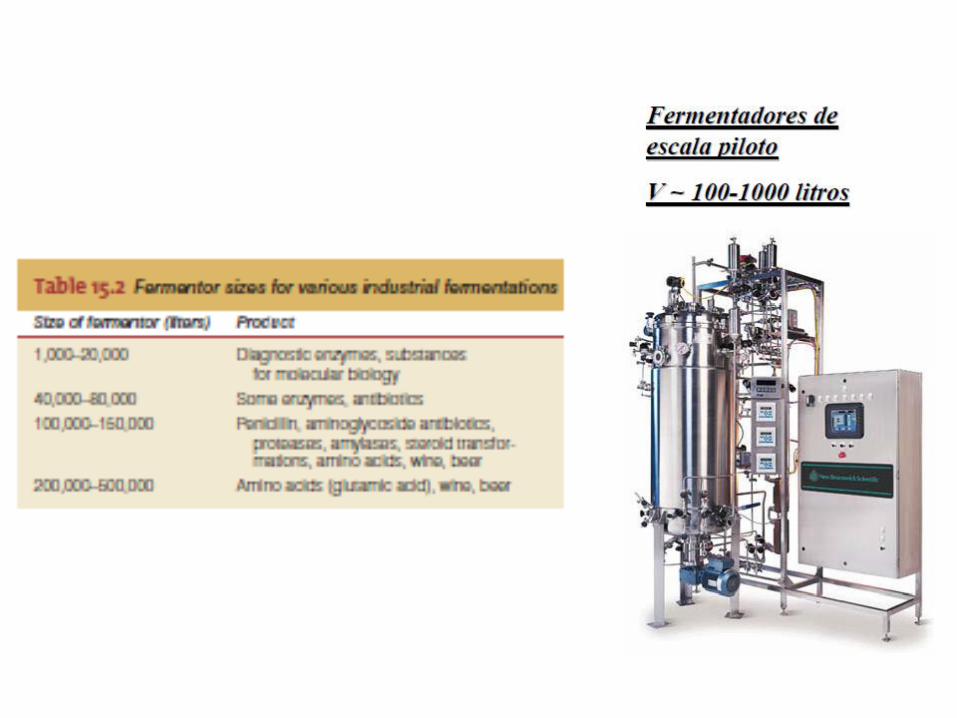
Tecnología de la Fermentación

Fermentador 1. Debe diseñarse para funcionar asépticamente por prolongados
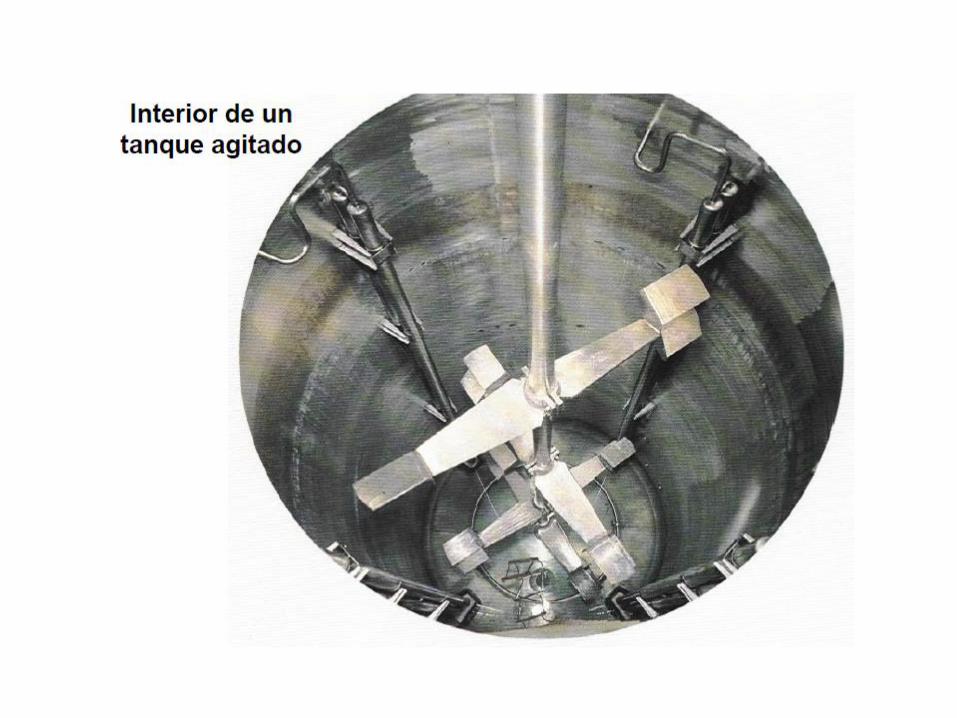
períodos de tiempo 2. Debe proporcionar adecuada agitación y aireación para satisfacer las
necesidades metabólicas microbianas 3. Bajo consumo de energía 4. Sistema de control de pH 5. Sistema de toma de muestra 6. Sistema de control de temperatura 7. Mínimas pérdidas de evaporación 8. Mínimas operaciones laborales para su funcionamiento, recolección,
limpieza y mantenimiento 9. Versatilidad en las diversas aplicaciones de los procesos 10. Superficies internas lisas 11. Similitud en la geometría en las distintas escalas 12. Materiales económicos con resultados satisfactorios 13. Servicios de repuestos adecuado


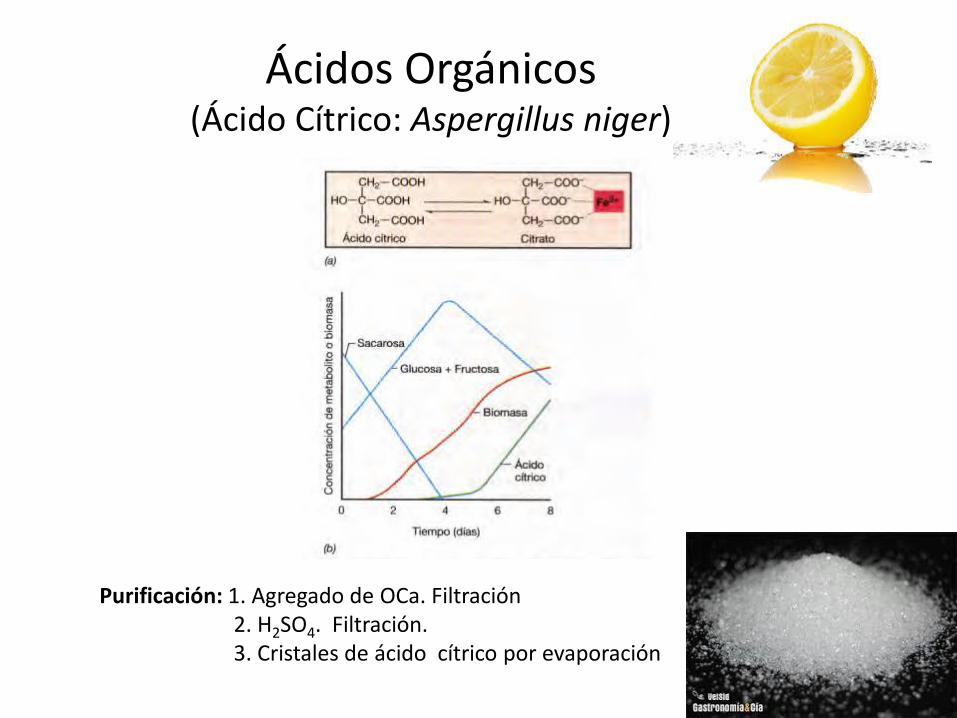
Purificación: 1. Agregado de OCa. Filtración 2. H2SO4. Filtración. 3. Cristales de ácido cítrico por evaporación
Ácidos Orgánicos (Ácido Cítrico: Aspergillus niger)
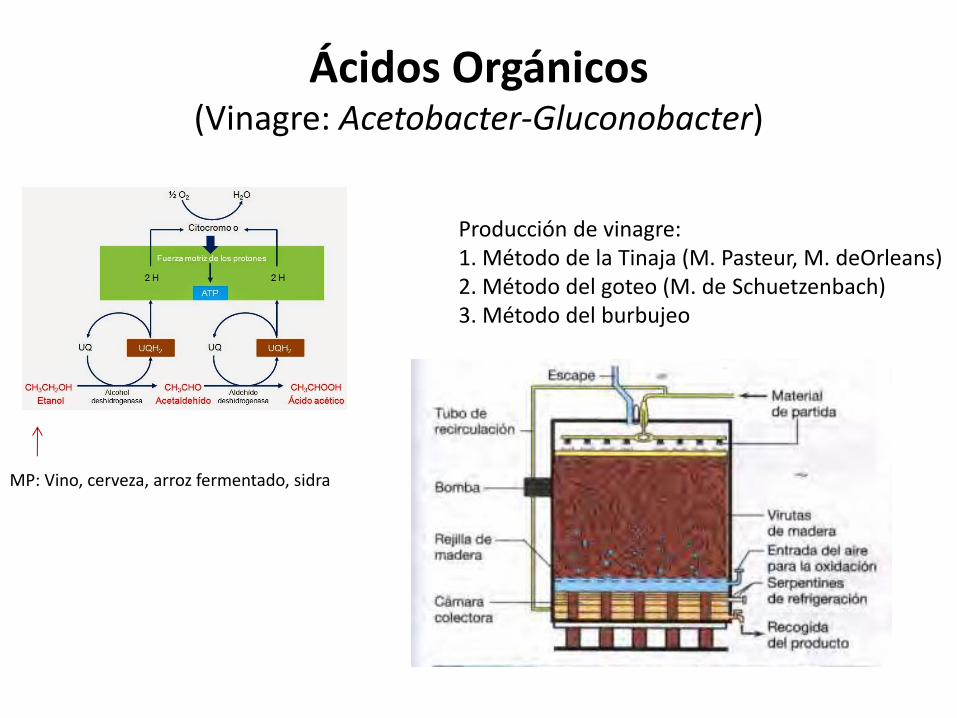
Ácidos Orgánicos (Vinagre: Acetobacter-Gluconobacter)
MP: Vino, cerveza, arroz fermentado, sidra
Producción de vinagre: 1. Método de la Tinaja (M. Pasteur, M. deOrleans) 2. Método del goteo (M. de Schuetzenbach) 3. Método del burbujeo
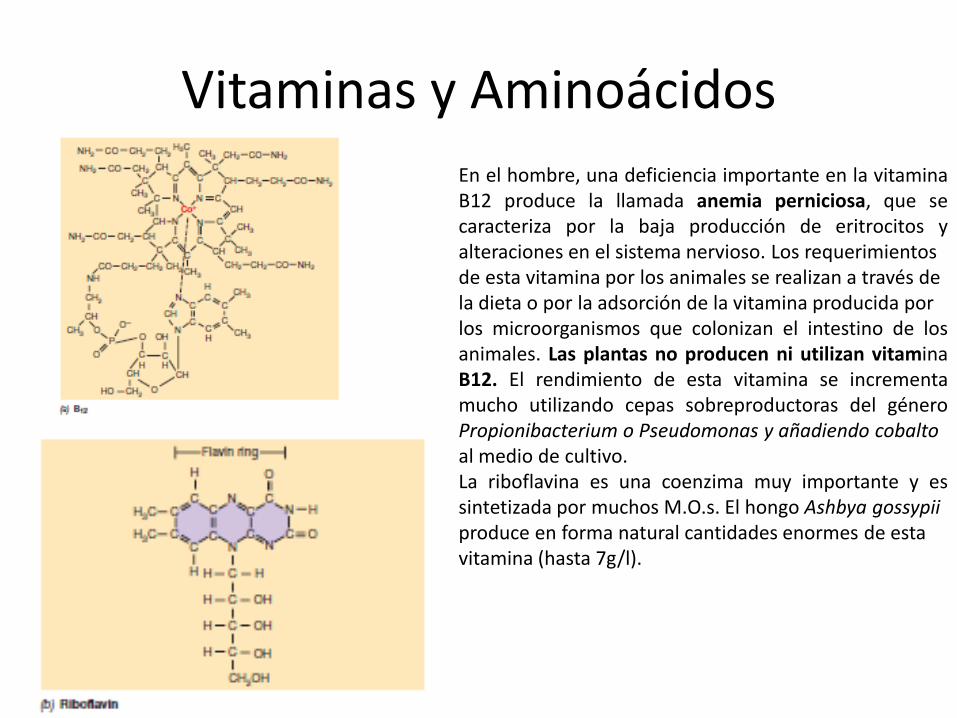
Vitaminas y Aminoácidos
En el hombre, una deficiencia importante en la vitamina B12 produce la llamada anemia perniciosa, que se caracteriza por la baja producción de eritrocitos y alteraciones en el sistema nervioso. Los requerimientos de esta vitamina por los animales se realizan a través de la dieta o por la adsorción de la vitamina producida por los microorganismos que colonizan el intestino de los animales. Las plantas no producen ni utilizan vitamina B12. El rendimiento de esta vitamina se incrementa mucho utilizando cepas sobreproductoras del género Propionibacterium o Pseudomonas y añadiendo cobalto al medio de cultivo. La riboflavina es una coenzima muy importante y es sintetizada por muchos M.O.s. El hongo Ashbya gossypii produce en forma natural cantidades enormes de esta vitamina (hasta 7g/l).
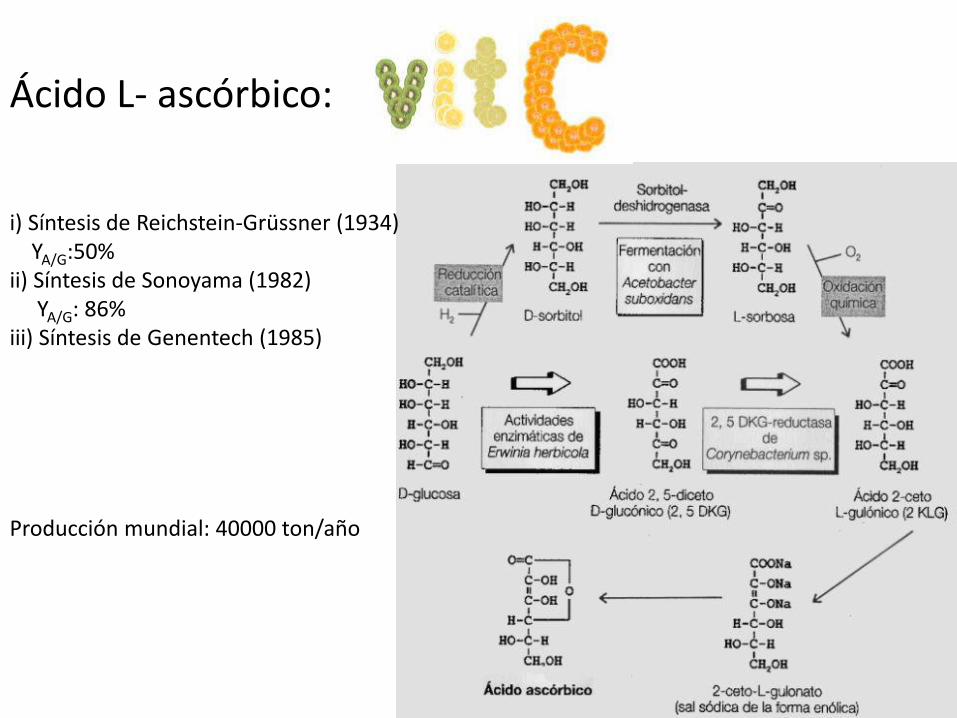
Ácido L- ascórbico: i) Síntesis de Reichstein-Grüssner (1934) YA/G:50% ii) Síntesis de Sonoyama (1982) YA/G: 86% iii) Síntesis de Genentech (1985)
Producción mundial: 40000 ton/año



α- cetoglutarato deshidrogenasa.
Cepa de Kinoshita (1957) • Cepa aislada: Biotina-
•No sintetiza α- CGD • Condiciones limitantes de Biotina
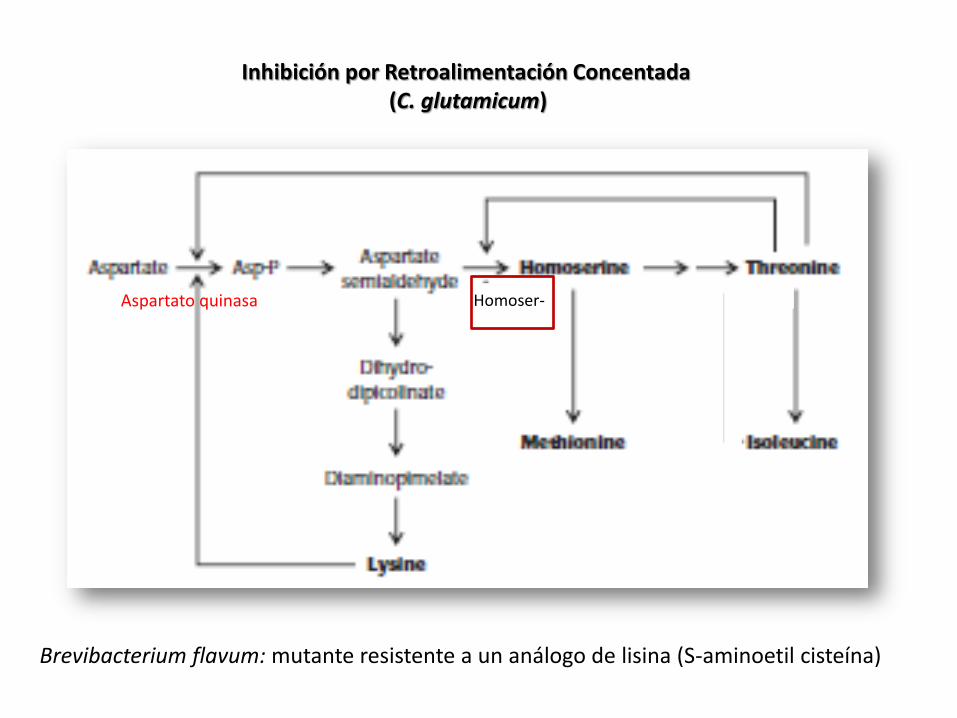
Aspartato quinasa
Inhibición por Retroalimentación Concentada (C. glutamicum)
Homoser-
Brevibacterium flavum: mutante resistente a un análogo de lisina (S-aminoetil cisteína)

Usos de la Enzimas
Productos Farmacéuticos
Alimentos
Detergentes
Textiles
Papel
Energía
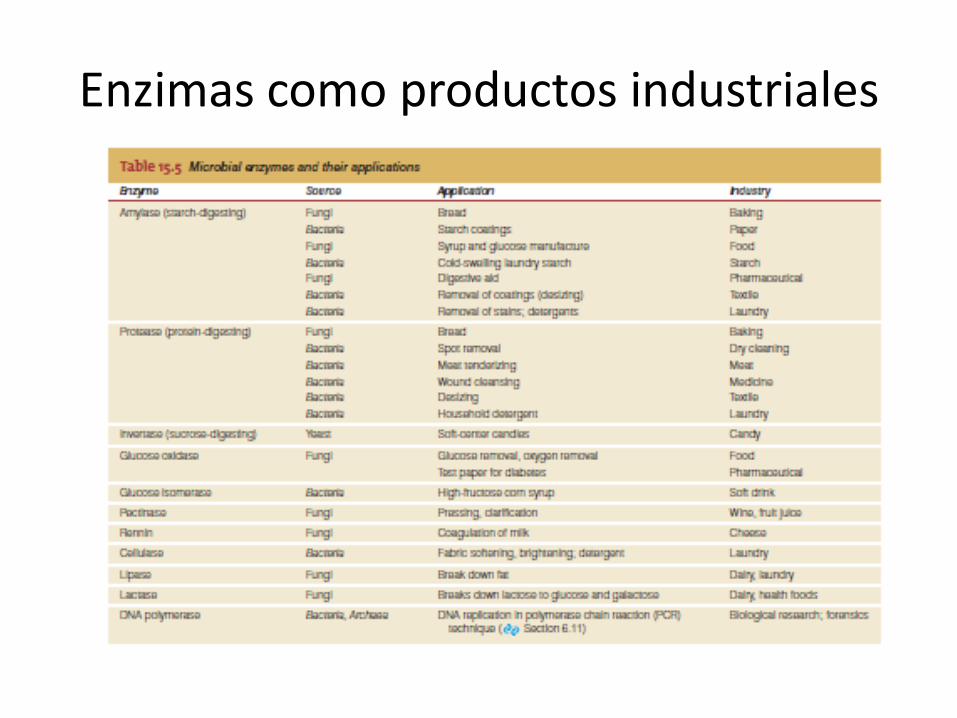
Enzimas como productos industriales
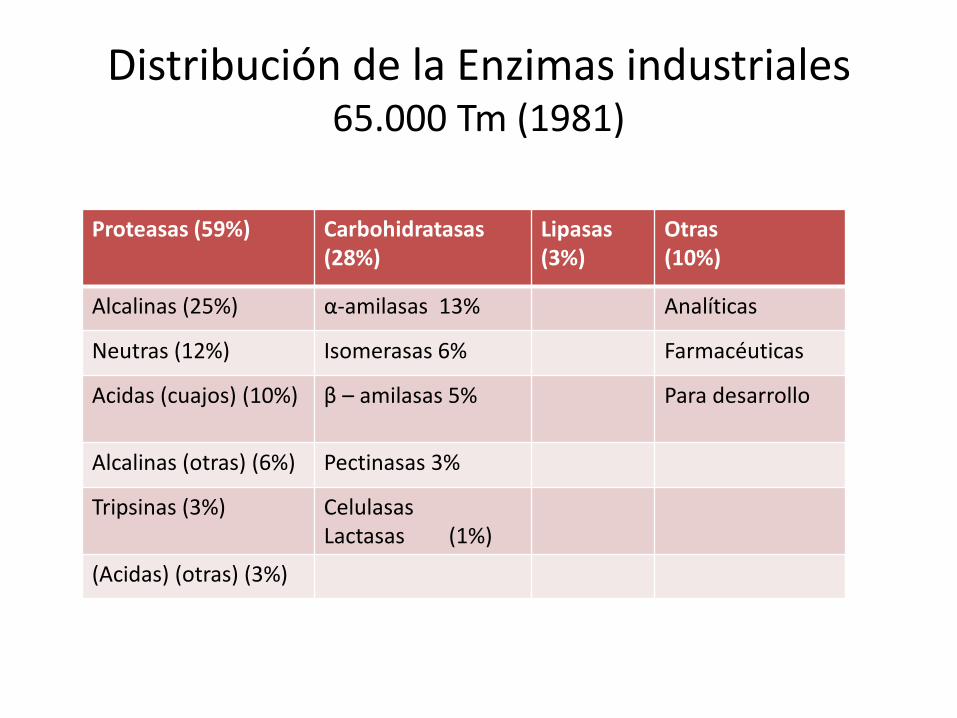
Distribución de la Enzimas industriales 65.000 Tm (1981)
Proteasas (59%) Carbohidratasas (28%)
Lipasas (3%)
Otras (10%)
Alcalinas (25%) α-amilasas 13% Analíticas
Neutras (12%) Isomerasas 6% Farmacéuticas
Acidas (cuajos) (10%) β – amilasas 5% Para desarrollo
Alcalinas (otras) (6%) Pectinasas 3%
Tripsinas (3%) Celulasas Lactasas (1%)
(Acidas) (otras) (3%)
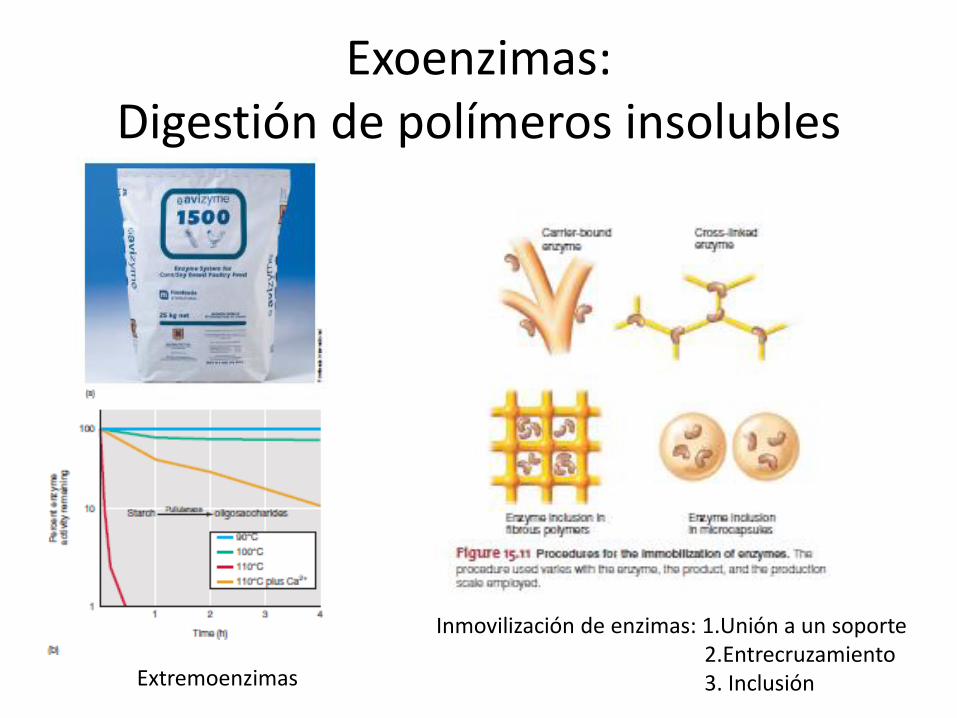
Exoenzimas: Digestión de polímeros insolubles
Extremoenzimas
Inmovilización de enzimas: 1.Unión a un soporte 2.Entrecruzamiento 3. Inclusión

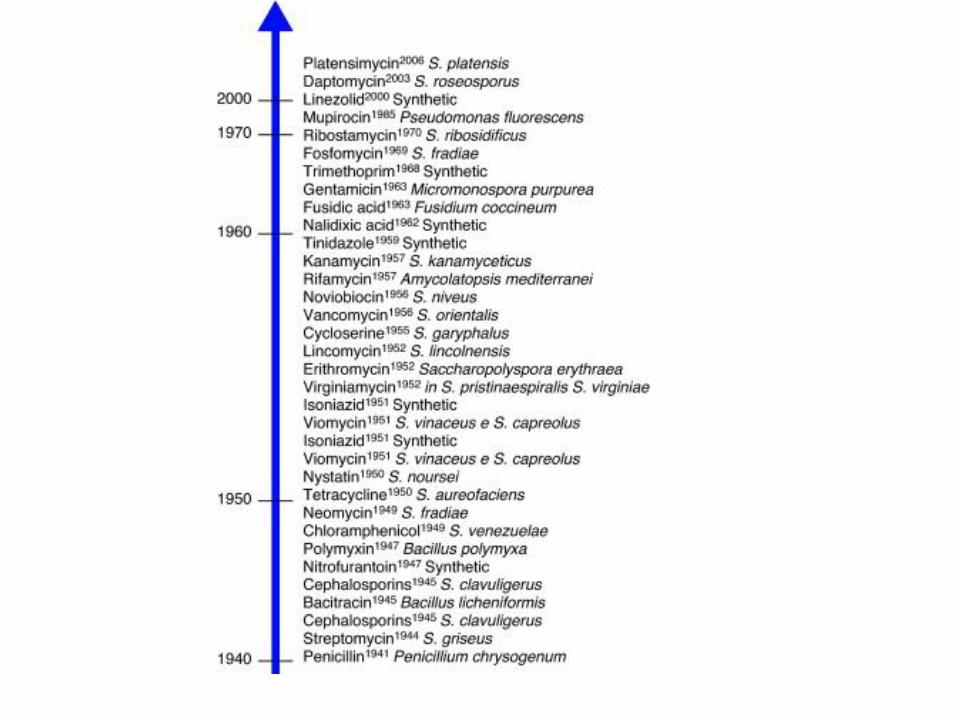
Fuentes de obtención de antimicrobianos
Las tres principales fuentes de obtención de antimicrobianos son:
1) Microorganismos
2) Síntesis química (quinolonas, sulfonamidas, fosfomicina, pirrolnitrina, agentes antituberculosos (PAS, isoniacida)
3) Semisíntesis
3) 1)
INCREMENTO DE LA PRODUCCION DE METABOLITOS SECUNDARIOS
1.- Manipulación ambiental • Catabolito: eliminación de la glucosa del medio.
• Inducción: adición de manano al medio.
• Carga energética: disminución de fosfato en el medio.
• Precursores: adición de precursores al medio.
2.- Selección de mutantes mal regulados • A. Revertientes
• B. Resistencia a análogos
• C. Mutasíntesis
• D. Cosíntesis
SISTEMAS DE REGULACION EN LA BIOSINTESIS DE METABOLITOS SECUNDARIOS
• INDUCCION ENZIMATICA EN LOS METABOLITOS SECUNDARIOS Ej: Triptófano en la biosíntesis de alcaloides por Claviceps Metionina (norleucina) en la biosíntesis de cefalosporina por Cephalosporium acremonium Manano en el equilibrio entre manósido estreptomicina y estreptomicina • REGULACION CATABOLICA EN LOS METABOLITOS SECUNDARIOS Monofosfato cíclico de adenosina (AMPc) en el equilibrio entre manósido estreptomicina y
estreptomicina (Streptomyces griseus) • REGULACION POR EL ESTADO O CARGA ENERGETICA EN LOS METABOLITOS SECUNDARIOS La producción de clortetraciclina es inversa al contenido de fosfato inorgánico en el medio
(Streptomyces aureofaciens)
• REGULACION POR RETROALIMENTACION Producción de penicilina (P. chrysogenium) y estreptomicina (S. griseus)

Mejoras de cepas • Programa convencional en el mejoramiento de cepas
Conseguir la sobreproducción Mantenimientos de tales características Adaptación del crecimiento a materias primas económicas
Agentes mutagénicos más comunes: Radiación UV, Rayos X, Rayos γ, agentes alquilantes, nitritos y nitrosoguanidina Logros: crecimiento como bolas (pellets) y no en forma filamentosa cultivos sin pigmentación eliminación de productos laterales
• Introducción de genes para la producción de nuevos antibioticos
• Manipulación de cepas bacterianas y de las enzimas en los procesos de producción
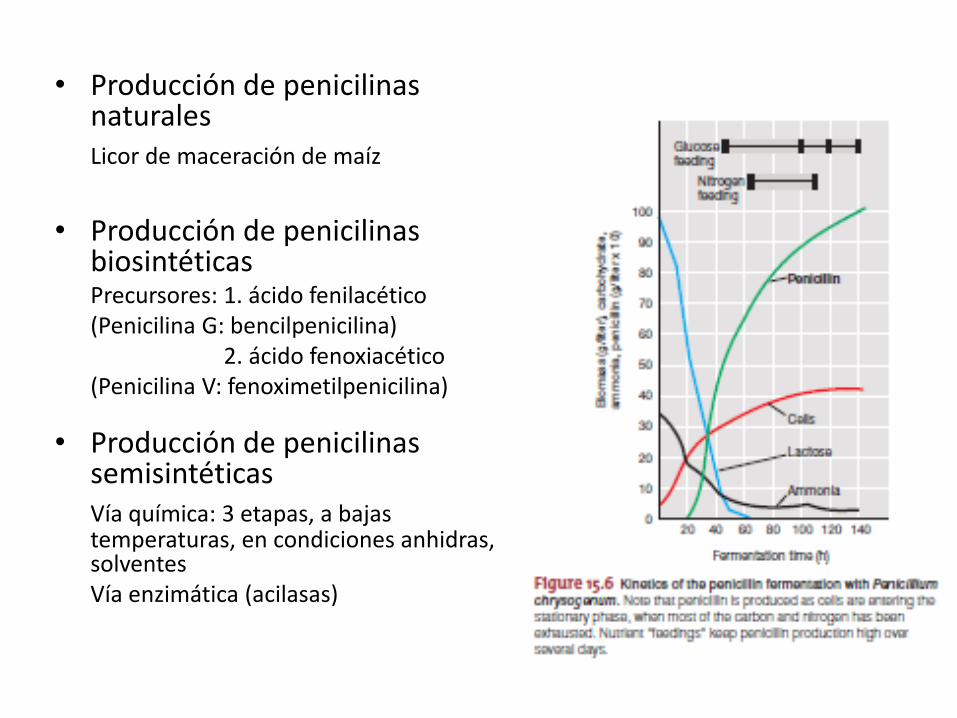
• Producción de penicilinas naturales
Licor de maceración de maíz
• Producción de penicilinas
biosintéticas Precursores: 1. ácido fenilacético (Penicilina G: bencilpenicilina) 2. ácido fenoxiacético (Penicilina V: fenoximetilpenicilina)
• Producción de penicilinas semisintéticas
Vía química: 3 etapas, a bajas temperaturas, en condiciones anhidras, solventes
Vía enzimática (acilasas)

Proceso de Producción
T:5ºC
“Scaling-up”
“Downstream Processing”