Unidad 4 Instrumentacion
29
INSTITUTO TECNOLÓGICO DE CUAUTLA MATERIA: INSTRUMENTACIÓN TRABAJO: DESARROLLO DE LA UNIDAD 4 CONTROLADORES PROFESOR DAVID FLORES HERNÁNDEZ ALUMNO: MARÍA SUSANA VILLAFAN DE LEÓN
-
Upload
susy-villafan -
Category
Documents
-
view
36 -
download
0
Transcript of Unidad 4 Instrumentacion
INSTITUTO TECNOLÓGICO DE CUAUTLA
MATERIA:
INSTRUMENTACIÓN
TRABAJO:
DESARROLLO DE LA UNIDAD 4
CONTROLADORES
PROFESOR
DAVID FLORES HERNÁNDEZ
ALUMNO:
MARÍA SUSANA VILLAFAN DE LEÓN
4.1 APLICACIONES DE SISTEMAS DE LAZO ABIERTO Y LAZO CERRADO.
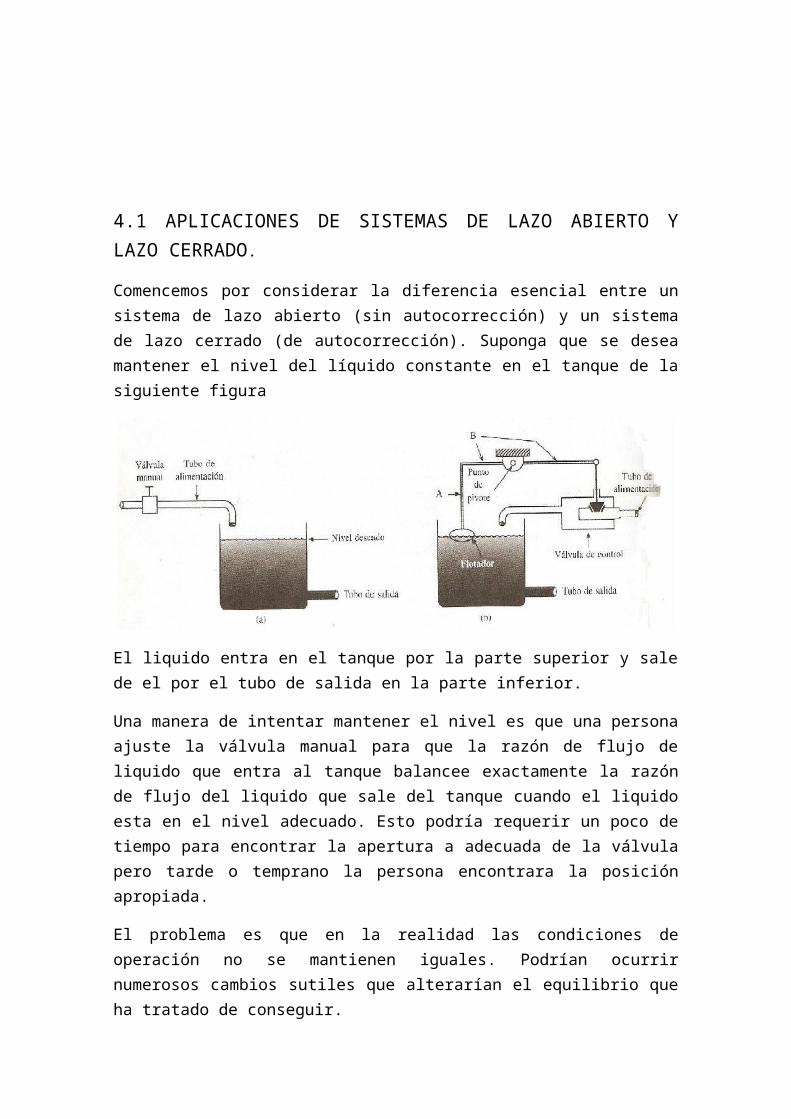
Comencemos por considerar la diferencia esencial entre un sistema de lazo abierto (sin autocorrección) y un sistema de lazo cerrado (de autocorrección). Suponga que se desea mantener el nivel del líquido constante en el tanque de la siguiente figura
El liquido entra en el tanque por la parte superior y sale de el por el tubo de salida en la parte inferior.
Una manera de intentar mantener el nivel es que una persona ajuste la válvula manual para que la razón de flujo de liquido que entra al tanque balancee exactamente la razón de flujo del liquido que sale del tanque cuando el liquido esta en el nivel adecuado. Esto podría requerir un poco de tiempo para encontrar la apertura a adecuada de la válvula pero tarde o temprano la persona encontrara la posición apropiada.
El problema es que en la realidad las condiciones de operación no se mantienen iguales. Podrían ocurrir numerosos cambios sutiles que alterarían el equilibrio que ha tratado de conseguir.
Por ejemplo la presión de alimentación en la entrada de la válvula manual podría incrementarse por alguna razón. Esto aumentaría la razón de flujo de entrada sin correspondiente aumento de la razón de flujo de salida. El nivel del liquido comenzara a subir y el tanque pronto se desbordaría.
Un incremento en la presión de alimentación es solo un ejemplo de un cambio que alteraría el ajuste manual. Cualquier cambio de temperatura podría modificar la viscosidad del liquido y por tanto las razones de flujo. Un cambio en una restricción del sistema aguas abajo del tubo de salida cambiaria la razón de flujo de salida.
Ahora consideremos el arreglo del lado b de la figura. Si el nivel del líquido llega a ser un poco bajo, el flotador baja abriendo por tanto la válvula cónica

para permitir un flujo mayo de líquido. Si el nivel del líquido llega a ser un poco alto el flotador sube y la válvula cónica se cierra un poco para reducir la afluencia del líquido. Mediante una construcción adecuada y un dimensionamiento correcto de la válvula y el mecanismo de enlace entre el flotador y la válvula, será posible controlar el nivel del líquido a un punto muy cercano al deseado. (Tendrá que haber una pequeña desviación del líquido deseado para permitir la variación de la apertura de la válvula).
Son este sistema las condiciones pueden variar tanto como quieran. Sin importar la dirección en que intente desviarse del punto deseado del nivel del líquido y sin importar la razón de esta desviación, el sistema tendera a restablecerlo al punto deseado.
Sin embargo desde el punto de vista general muchos sistemas de control industriales tienen ciertas cosas en común. Sin importar el sistema exacto, hay ciertas cosas que nunca cambian entre los mecanismos de control y la variable de control.
4.2 MODOS DE CONTROL APLICADOS EN INSTRUMENTACIÓN
Los actuadores o elementos finales de control, pueden hacer correcciones en varias formas:
1. En caso de ser una válvula puede abrir o cerrar instantáneamente.2. Puede abrir o cerrar la válvula lentamente, a una velocidad constante,
mientras se mantenga la desviación.3. Puede abrir la válvula en mayor grado cuando la desviaciones mas
rápida.4. Puede abrir la válvula un número de vueltas constante por cada unidad
de desviación.

Estas correcciones son hechas por el controlador, en los sistemas industriales se emplean básicamente uno o una combinación de los siguientes sistemas de control:
2 posiciones todo o nada (ON-OFF) Proporcional Proporcional-integral Proporcional -derivativo Proporcional-integral-derivativo.
4.2.1 ON-OFF
En el modo de control de encendido-apagado el dispositivo corrector final solo tiene dos posiciones o estados de operación. Por esta razón el sistema de encendido-apagado es también conocido como sistema de dos posiciones y también como control bang-bang. Si la señal de erro es positiva el controlador envía el dispositivo corrector a una de sus dos posiciones. Si la señal de error es negativa el controlador envía el dispositivo corrector final a la otra posición. El control de encendido-apagado puede visualizarse adecuadamente considerando que el dispositivo corrector final es una válvula actuada por solenoide. Al ser actuada una válvula por un solenoide esta completamente abierta o completamente cerrada. No hay ningún punto intermedió. Por tanto una válvula actuada por solenoide encaja perfectamente en nuestro sistema de control de encendido-apagado. Una grafica de la posición del dispositivo corrector final (porcentaje de apertura de la válvula), para un control de encendido-apagado ideal aparece en la siguiente figura inciso (a):
En la figura (b) se muestra una grafica típica del valor medido de la temperatura contra el tiempo, con la posición de la válvula graficada contra el mismo eje del

tiempo. Note que la temperatura tiende a oscilar alrededor del punto de ajuste. Esta es una característica universal del control encendido-apagado.
La sobre corrección ocurre porque el proceso no puede responder instantáneamente a los cambios de posición de la válvula. Cuando la temperatura se incrementa, es porque la razón de entrada de calor es mayor a la razón de perdida de calor en el proceso. El cierre rápido de la válvula de control no puede revertir instantáneamente esa tendencia, porque habrá una energía calorífica residual acumulada en y alrededor del dispositivo de calentamiento que debe difundirse a través de la cámara de proceso. A medida que este calor residual es distribuido, temporalmente continúa aumentando la temperatura.
Brecha diferencial: ningún controlador de encendido-apagado puede presentar el comportamiento ideal dibujado en la siguiente figura:
La brecha diferencial de un controlador de encendido-apagado se define como el rango menor de valores que debe atravesar el valor medido para hacer que el dispositivo corrector pase de una posición a la otra. La brecha diferencial esta definida específicamente para el control de encendido apagado. No hay algo a una brecha diferencial en los otros modos de control. Con frecuencia se expresa como un porcentaje de una escala completa.
La brecha diferencial es una expresión que dice cuanto debe pasar el valor medido por encima del punto de ajuste una cierta cantidad pequeña (la señal de error debe alcanzar un cierto valor positivo) para cerrar la válvula. De la misma manera el valor medido debe caer por debajo del punto de ajuste en una cantidad pequeña (la señal de erro debe alcanzar un cierto valor negativo) para abrir la válvula.

4.2.2 PROPORCIONAL
En el sistema de posición proporcional existe una relación lineal continua entre el valor de la variable controlada y la posición del elemento final de control (dentro de la banda proporcional). Es decir la válvula se mueve el mismo valor por cada unidad de desviación.
Banda proporcional:
Suponiendo que el dispositivo corrector final es una válvula de posición variable controlada por un motor con reducción de baja velocidad y un acoplamiento podemos ilustrar los efectos del control proporcional dibujado una grafica de porcentaje de apertura de la válvula contra temperatura. Para visualizar lo que ocurre imagine que una válvula controla el flujo de combustible a un quemador. Este arreglo se ilustra en la figura siguiente:
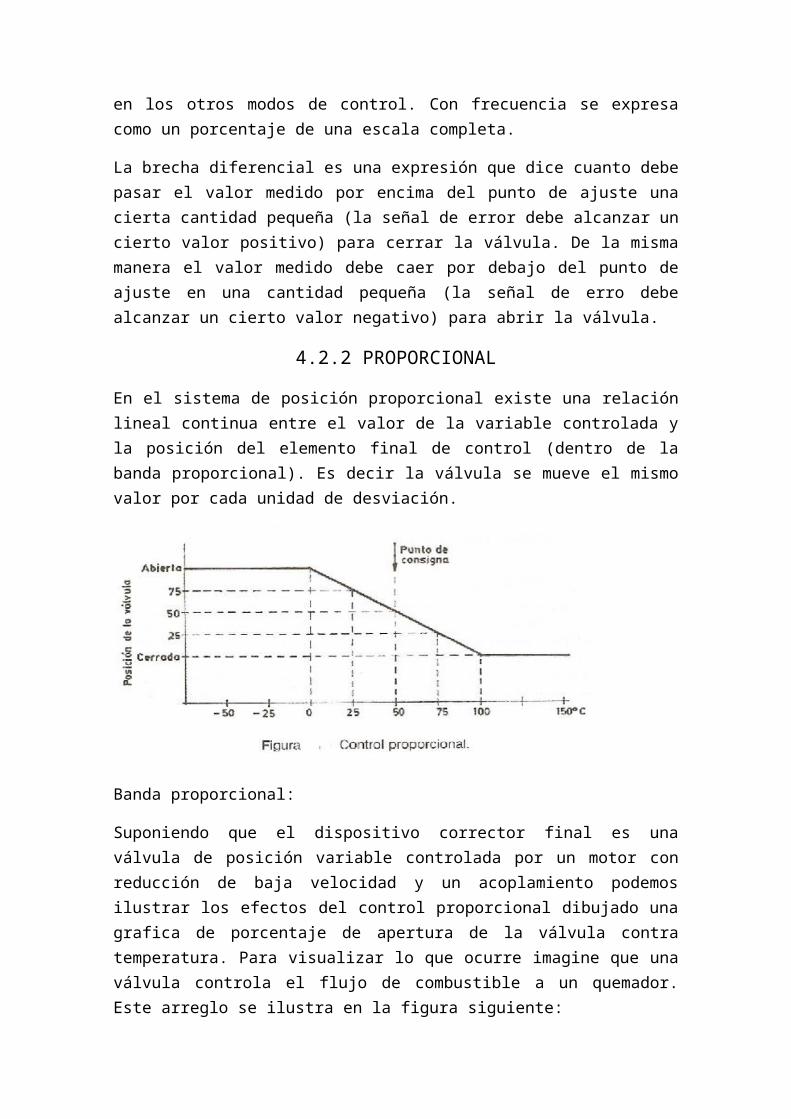
Al aumentar la apertura de la válvula el suministro del combustible aumenta y se libera más calor al proceso. Por tanto la temperatura del proceso tiende a aumentar. Al hacerse más pequeña la apertura de la válvula, se suministra menos combustible al quemador y la temperatura del proceso tiende a bajar.
Efectos de control proporcional:
Elimina la oscilación permanente que siempre acompaña al control de encendido-apagado. Puede haber alguna oscilación temporal al llegar al controlador a la temperatura del control final pero tarde o temprano las oscilaciones desaparecen si la banda proporcional esta ajustada de manera adecuada.
Así podemos ver que el modo de control proporcional tiene una ventaja importante sobre el control de encendido-apagado. Elimina la oscilación constante alrededor del punto de ajuste. En consecuencia proporciona un control mas preciso de la temperatura y reduce el desgaste de la válvula.
En la siguiente figura se muestran algunas respuestas típicas de un controlador proporcional de temperatura a una perturbación de carga. En cada caso de la figura a ocurrido una perturbación de carga que tiende a bajar la temperatura. En el inciso (a) se muestra la respuesta para una banda proporcional pequeña (10%). El acercamiento a la posición d e control es rápido pero una vez ahí la temperatura oscila un rato antes de estabilizarse.
En la figura (b) una banda proporcional mediana (50%) causa una aproximación más lenta al punto de control pero casi elimina la oscilación.
Offset en el control proporcional:
El diseño de los controladores proporcionales de temperatura en la vida real es tal que una señal de error de cero absoluto causa una apertura del 50% en la

válvula de control (esto puede ser alterado por el usuario pero consideremos que es exactamente del 50%). La cifra del 50% es deseable para que el controlador tenga disponibles correcciones máximas iguales en ambas direcciones. Es decir que tenga la misma capacidad de corrección para los errores positivos y negativos.
Ahora bajo un conjunto dado de condiciones de proceso una apertura de la válvula del 50% provocara una temperatura dada en el proceso. Si el punto de ajuste es esa temperatura en particular entonces el controlador mantendrá abierta al 50% la válvula cuando el error alcance cero y esa apertura de 50% ocasionara que la temperatura medida corresponda exactamente con el punto de ajuste.
El concepto de offset se muestra gráficamente en la figura siguiente:
En el inciso (a) existe un offset en el primer punto de ajuste. Cuando el punto de ajuste es cambiado en la misma dirección que el primer desequilibrio, el nuevo punto de ajuste produce en un offset peor.
En el inciso (b) cuando el punto de ajuste es cambiado en la dirección opuesta del primer offset el nuevo `punto de ajuste produce un mejor (mas pequeño) offset.
Ejemplo: controlador proporcional eléctrico de temperatura:
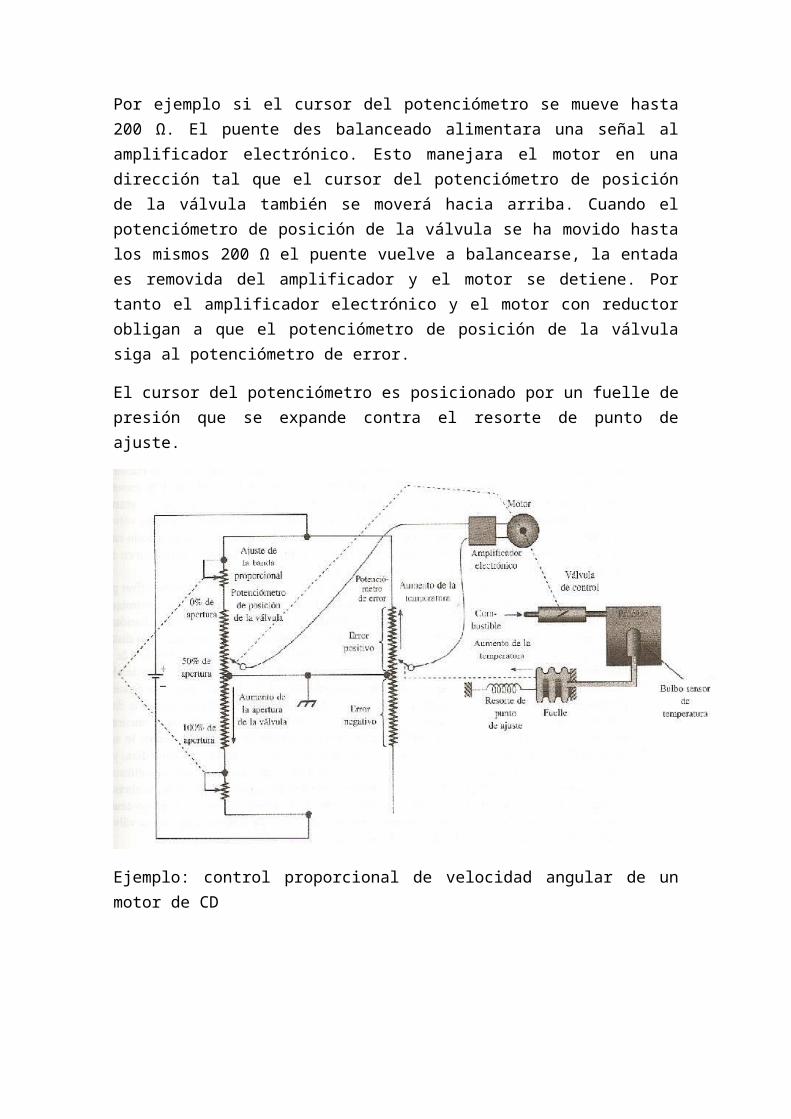
Dos potenciómetros iguales están dispuestos en una con figuración en puente con los centros de ambos potenciómetros conectados a la tierra. El potenciómetro de la derecha es llamado potenciómetro de error y el potenciómetro de la izquierda del puente es llamado potenciómetro de posición de la válvula. Suponga por un momento que el ajuste de la banda proporcional esta cancelado (en corto circuito). Entonces cualquier posición a la que se ajuste el cursor del potenciómetro de error debe ser repetida por el cursor del potenciómetro de posición de la válvula.

Por ejemplo si el cursor del potenciómetro se mueve hasta 200 Ω. El puente des balanceado alimentara una señal al amplificador electrónico. Esto manejara el motor en una dirección tal que el cursor del potenciómetro de posición de la válvula también se moverá hacia arriba. Cuando el potenciómetro de posición de la válvula se ha movido hasta los mismos 200 Ω el puente vuelve a balancearse, la entada es removida del amplificador y el motor se detiene. Por tanto el amplificador electrónico y el motor con reductor obligan a que el potenciómetro de posición de la válvula siga al potenciómetro de error.
El cursor del potenciómetro es posicionado por un fuelle de presión que se expande contra el resorte de punto de ajuste.
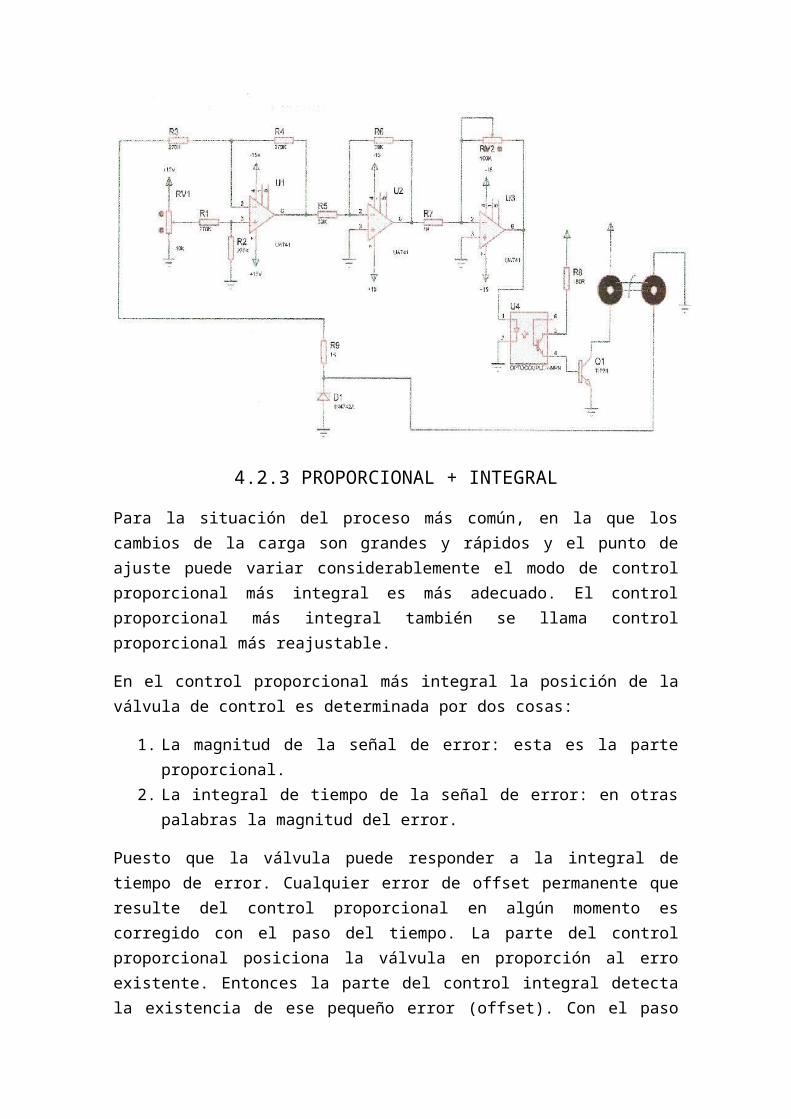
Ejemplo: control proporcional de velocidad angular de un motor de CD

4.2.3 PROPORCIONAL + INTEGRAL
Para la situación del proceso más común, en la que los cambios de la carga son grandes y rápidos y el punto de ajuste puede variar considerablemente el modo de control proporcional más integral es más adecuado. El control proporcional más integral también se llama control proporcional más reajustable.
En el control proporcional más integral la posición de la válvula de control es determinada por dos cosas:
1. La magnitud de la señal de error: esta es la parte proporcional.2. La integral de tiempo de la señal de error: en otras palabras la magnitud
del error.
Puesto que la válvula puede responder a la integral de tiempo de error. Cualquier error de offset permanente que resulte del control proporcional en algún momento es corregido con el paso del tiempo. La parte del control proporcional posiciona la válvula en proporción al erro existente. Entonces la parte del control integral detecta la existencia de ese pequeño error (offset). Con el paso del tiempo la parte integral aleja la válvula en la misma dirección, ayudando a reducir el offset. Entre mayor tiempo persista el error mayor distancia se mueve la válvula. En algún momento el error se reducirá a cero y el movimiento de la válvula cesara.
La mejor manera de visualizar la acción de este control proporcional más integral es concentrarnos en el circuito RC conectado al cursor del potenciómetro de posición de la válvula. Recuerde que el capacitor nunca se
carga instantáneamente y que a veces le lleva un tiempo mas bien prolongado acumular cualquier cantidad apreciable de voltaje. Este es el caso de este circuito pues la constante de tiempo RC es bastante grande. Cuando la posición del cursor del potenciómetro de posición de la válvula se desplaza del centro y aplica un voltaje al circuito RC, al principio el voltaje total del cursor aparece a través de R porque el capacitor C no tiene ninguna carga. Con el paso del tiempo C se carga reduciendo por tanto el voltaje a través de R. el voltaje a través de R es igual al voltaje del cursor menos el voltaje del capacitor. A medida que se acumula voltaje en el capacitor el voltaje del resistor disminuye.
En la mayoría de los controladores industriales la constante de tiempo integral no es usada como referencia. En su lugar el reciproco de la constante de tiempo integral es la razón de reajuste. Cuando la razón de reajuste es baja (constante de tiempo grande) la parte integral es lenta para hacer sentir al proceso sus efectos. Cuando la razón de reajuste es alta (constante d tiempo pequeña), la parte integral de control es rápida para hacer sentir al proceso sus efectos.
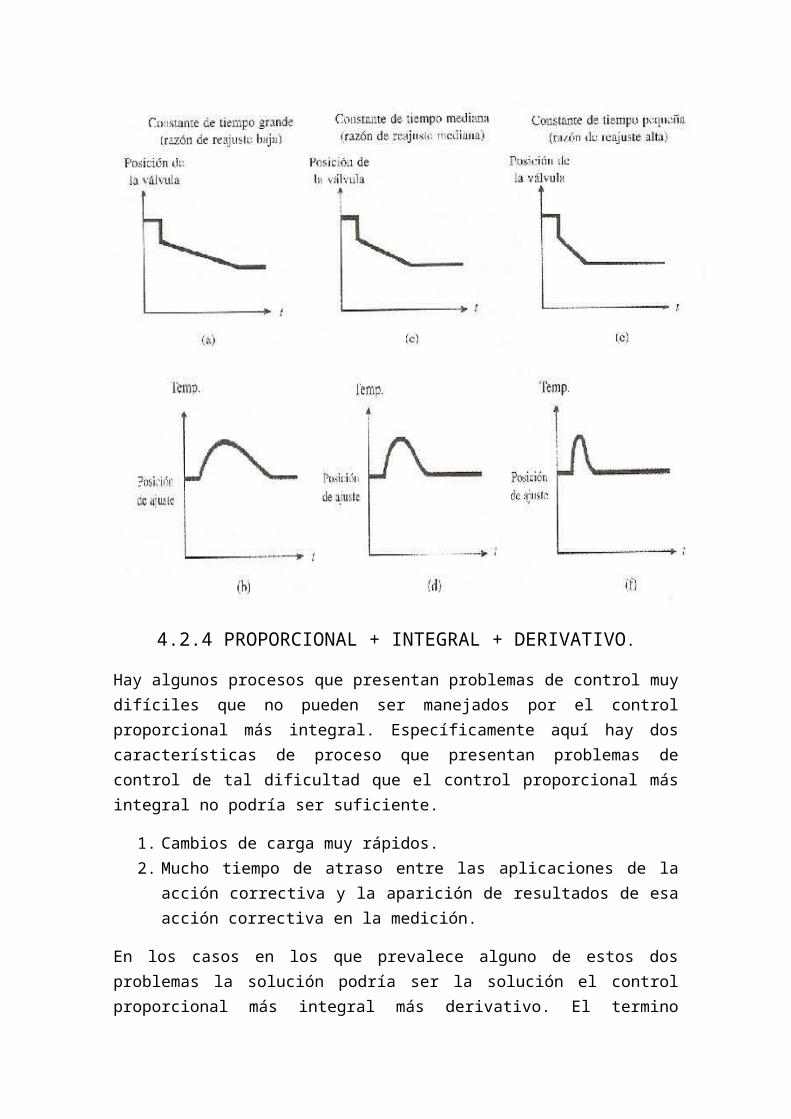
En la siguiente figura se muestra una grafica de posición de la válvula (porcentaje de apertura) contra tiempo para una constante de tiempo integral grande. A mayor altura del eje vertical, mayor la apertura de la válvula y a menor altura del eje vertical menor apertura dela válvula.
En el inciso (b) se muestra la temperatura medida real contra tiempo para la constante de tiempo integral grande. Las graficas a y b deben considerarse
como pareja. Las graficas c y d comprenden otra pareja para una constante de tiempo mediana, y las graficas e y l comprenden una tercera pareja para una constante de tiempo pequeña.
4.2.4 PROPORCIONAL + INTEGRAL + DERIVATIVO.
Hay algunos procesos que presentan problemas de control muy difíciles que no pueden ser manejados por el control proporcional más integral. Específicamente aquí hay dos características de proceso que presentan problemas de control de tal dificultad que el control proporcional más integral no podría ser suficiente.
1. Cambios de carga muy rápidos.2. Mucho tiempo de atraso entre las aplicaciones de la acción correctiva y
la aparición de resultados de esa acción correctiva en la medición.
En los casos en los que prevalece alguno de estos dos problemas la solución podría ser la solución el control proporcional más integral más derivativo. El termino control derivativo también se llama control de razón de cambio. En el
control proporcional más integral más derivativo la acción correctiva es determinada por tres cosas.
1. La magnitud del error. Esta es la parte proporcional.2. La integral del tiempo de error o la magnitud del error multiplicada por el
tiempo que ha persistido. Esta es la parte integral.3. La razón del cambio del error con el tiempo. Un rápido cambio del error
provoca una mayor acción correctiva que un cambio de error lento. Esta es la parte derivativa.
Control proporcional más derivativo eléctrico.
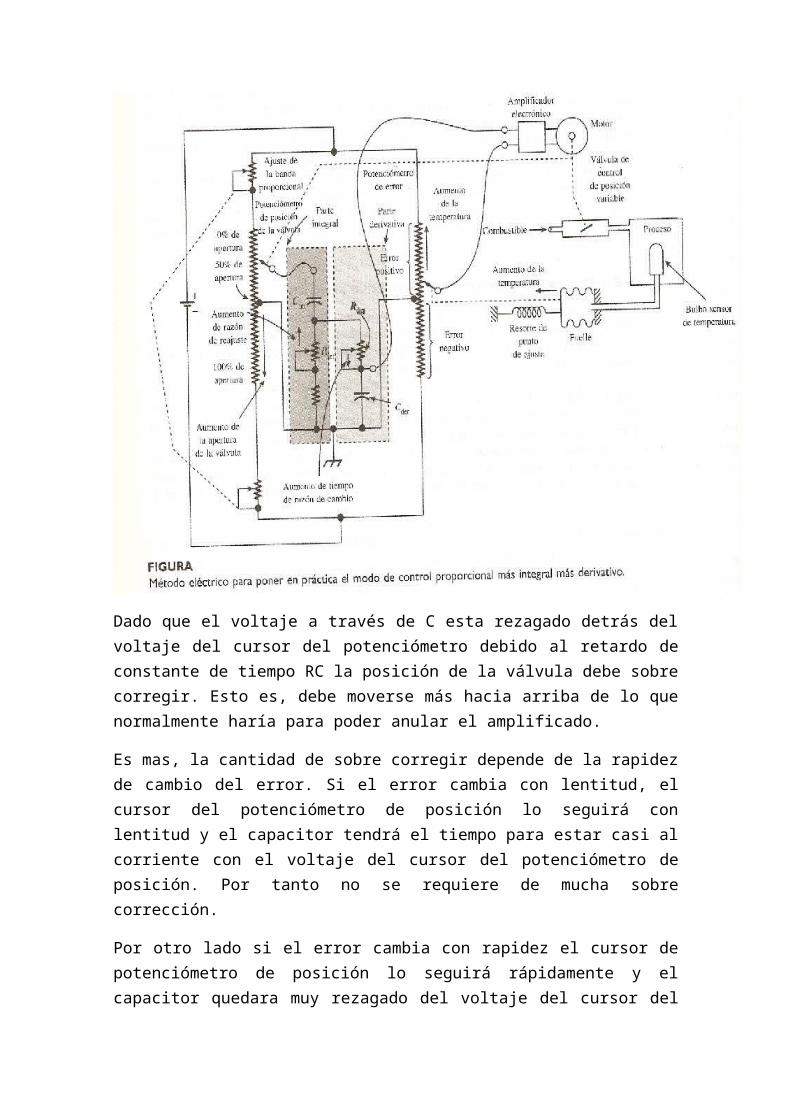
El control proporcional más derivativo eléctrico como se muestra en la siguiente figura es de muy poco uso en el control industrial de temperatura. Se presenta aquí solo para explicar la parte derivativa de un control proporcional más integral más derivativo. Sin embargo el control proporcional más derivativo es común en el sistema de control de seguimiento.
El circuito RC esta conectado entre el cursor del potenciómetro de posición de la válvula y la tierra. Note que las posiciones del resistor y de capacitor han sido invertidas en relación con las del controlador integral de la figura. Si ocurre una perturbación que eleve la temperatura el potenciómetro de error subirá una cierta distancia. El potenciómetro de posición de la válvula intentara seguirlo debido a la acción del amplificador-motor. Sin embargo para nulificar el voltaje de entrada del amplificador el voltaje a través del capacitor debe ser igual al voltaje del cursor del potenciómetro de error.

Dado que el voltaje a través de C esta rezagado detrás del voltaje del cursor del potenciómetro debido al retardo de constante de tiempo RC la posición de la válvula debe sobre corregir. Esto es, debe moverse más hacia arriba de lo que normalmente haría para poder anular el amplificado.
Es mas, la cantidad de sobre corregir depende de la rapidez de cambio del error. Si el error cambia con lentitud, el cursor del potenciómetro de posición lo seguirá con lentitud y el capacitor tendrá el tiempo para estar casi al corriente con el voltaje del cursor del potenciómetro de posición. Por tanto no se requiere de mucha sobre corrección.
Por otro lado si el error cambia con rapidez el cursor de potenciómetro de posición lo seguirá rápidamente y el capacitor quedara muy rezagado del voltaje del cursor del potenciómetro de posición. Por tanto se requiere de una sobre corrección grande para mantener nulificado el amplificador (para mantener el voltaje del capacitor igual al voltaje del potenciómetro de error).
De esta manera la parte derivativa del controlador responde a la razón de cambio del error. Introduce un ajuste adicional en la apertura de la válvula mas

allá de lo que el control proporcional produciría por si mismo. La cantidad de movimiento adicional depende de la rapidez de cambio del error.
En un controlador industrial real el resistor R es un potenciómetro por lo que se puede variar la constante de tiempo derivativa. Cuando la constante de tiempo derivativa es pequeña (R baja), la parte derivativa del control es menos efectiva. Introduce solamente una pequeña sobre corrección debido al cambio rápido del error. Cuando la constante de tiempo derivativa es grande (R grande) la parte derivativa se vuelve más efectiva. Introduce una sobrecrecían grande al ocurrir un cambio rápido del error.
La variable de referencia comúnmente usada al trabajar con el control derivativo es el tiempo de razón de cambio. El tiempo de razón de cambio es una variable bastante complicada desde el punto de vista matemático. No obstante, esta es su definición formal: tiempo de razón de cambio es la cantidad de tiempo permitida para que la variable medida cambie a través del rango completo del controlador, si va a manejar el dispositivo corrector final a través de su rango completo de ajuste suponiendo una banda proporcional de 100%.
Intuitivamente el tiempo de razón de cambio es la cantidad de tiempo durante la cual el controlador ve adelante o ve en el futuro. Es obvio que esta interpretación es muy poco rigurosa del tiempo de razón de cambio ya que nada puede ver el futuro en realidad. Entre mayor el tiempo de razón de cambio mayor la cantidad de sobre corrección que hace el controlador para un cambio rápido en el error.
Controlador proporcional más integral más derivativo eléctrico:
En la figura siguiente se muestra un diagrama esquemático de un controlador proporcional más integral más derivativo completo (comúnmente llamado controlador PID). Nótese que la pate derivativa esta conectada a la parte integral. La salida del circuito integral RC es la entrada del circuito derivativo RC.
En la figura se muestra la dirección de ajuste del potenciómetro integral para incremental la razón de reajuste:

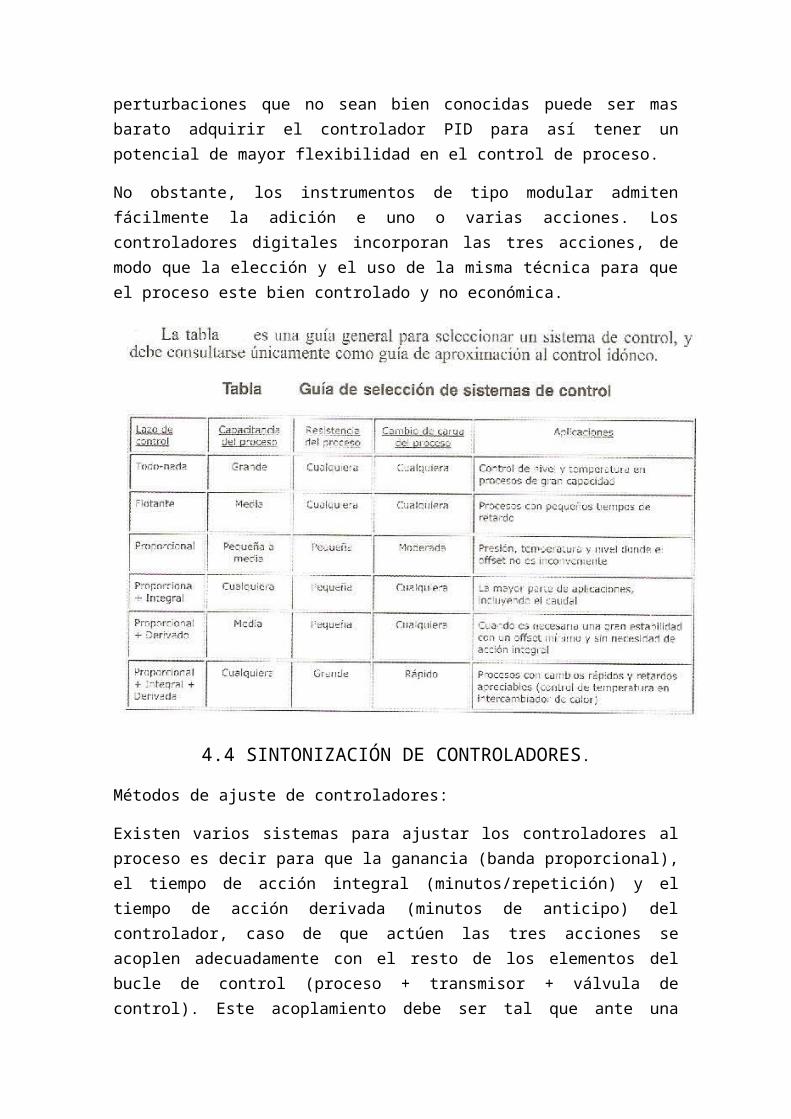
4.3 CRITERIOS PARA LA SELECCIÓN DE UN CONTROLADOR
Selección del sistema de control:
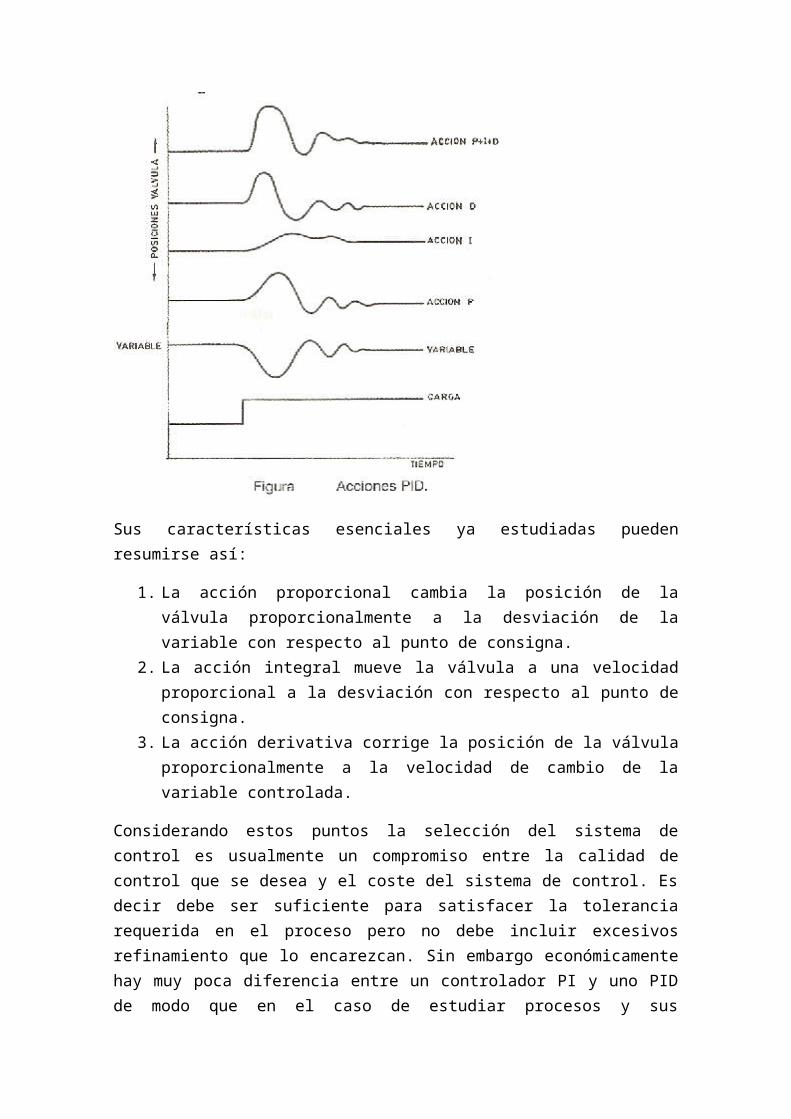
Las tres acciones combinadas PID actúan sobre el elemento final de control en la forma señalada en la figura.
Sus características esenciales ya estudiadas pueden resumirse así:
1. La acción proporcional cambia la posición de la válvula proporcionalmente a la desviación de la variable con respecto al punto de consigna.
2. La acción integral mueve la válvula a una velocidad proporcional a la desviación con respecto al punto de consigna.
3. La acción derivativa corrige la posición de la válvula proporcionalmente a la velocidad de cambio de la variable controlada.
Considerando estos puntos la selección del sistema de control es usualmente un compromiso entre la calidad de control que se desea y el coste del sistema de control. Es decir debe ser suficiente para satisfacer la tolerancia requerida en el proceso pero no debe incluir excesivos refinamiento que lo encarezcan. Sin embargo económicamente hay muy poca diferencia entre un controlador PI y uno PID de modo que en el caso de estudiar procesos y sus perturbaciones que no sean bien conocidas puede ser mas barato adquirir el controlador PID para así tener un potencial de mayor flexibilidad en el control de proceso.
No obstante, los instrumentos de tipo modular admiten fácilmente la adición e uno o varias acciones. Los controladores digitales incorporan las tres acciones, de modo que la elección y el uso de la misma técnica para que el proceso este bien controlado y no económica.
4.4 SINTONIZACIÓN DE CONTROLADORES.
Métodos de ajuste de controladores:
Existen varios sistemas para ajustar los controladores al proceso es decir para que la ganancia (banda proporcional), el tiempo de acción integral (minutos/repetición) y el tiempo de acción derivada (minutos de anticipo) del controlador, caso de que actúen las tres acciones se acoplen adecuadamente con el resto de los elementos del bucle de control (proceso + transmisor + válvula de control). Este acoplamiento debe ser tal que ante una perturbación se obtenga una curva de recuperación que satisfaga cualquiera de los criterios mencionado para que el control sea estable, en particular el de área mínima con una relación de amortiguamiento de 0.25 entre crestas sucesivas de la onda.
Para que este acoplamiento entre el controlador y el proceso sea posible es necesario un conocimiento inicial de las características estáticas y dinámicas del sistema controlado. Existen dos métodos fundamentales para determinar estas características el método analítico y el experimental.
El método analítico se basa en determinar el modelo o ecuación relativa a la dinámica del sistema es decir su evolución en función del tiempo. Este método es generalmente difícil de aplicar por la complejidad de los procesos industriales y se incorpora a los controladores digitales que disponen de la potencia de cálculo adecuada en la determinación de la identificación del proceso y de los parámetros del modelo.
En el método experimental las características estáticas y dinámicas del proceso se obtienen a partir de una medida o de una serie de medidas realizadas en el proceso real. Estas respuestas del proceso pueden efectuarse de tres formas principales.
1. Método de tanteo (lazo cerrado)
Requiere que el controlador y el proceso estén instalados completamente y trabajando en su forma normal. El procedimiento general se basa en poner en marcha el proceso con bandas anchas en todas las acciones y estrecharlas después poco a poco individualmente hasta obtener la estabilidad deseada.
Para provocar cambios de cagas en el proceso y observar sus reacciones se mueve el punto de consigna arriba y abajo en ambas direcciones lo suficiente para lograr una perturbación considerable, pero no demasiado grande que pueda dañar el producto perjudicar la marcha de la planta o bien crear perturbaciones intolerables e los procesos asociados.
Para ajustar los controladores proporcionales se empieza con una ganancia pequeña (banda proporcional ancha) y se estrecha gradualmente observando el comportamiento del sistema hasta obtener la estabilidad deseada. Hay que hacer notar que al aumentar la ganancia (estrechar la banda proporcional)

aumenta la estabilidad y que al disminuirla (ampliar la banda proporcional) se incrementa el error del offset tal como se ve en la siguiente figura.
2. Método de ganancia limite (lazo cerrado)
Este método de lazo cerrado fue desarrollado por Ziegler y Nichols en 1941 y permite calentar los tres términos de ajuste del controlador a partir de los datos obtenidos en una prueba rápida de características de lazo cerrado de control. El método se basa en estrechar gradualmente la banda proporcional con los ajustes de integral y derivada en su valor mas bajo mientras se crean pequeños cambios en el punto de consigna hasta que el proceso comienza a oscilar de modo continuo.
Esta banda proporcional se denomina banda proporcional límite.
Se anota el periodo de ciclo de las oscilaciones Pu en minutos y la ultima banda proporcional PBa.
Los ajustes de control que producirán aproximadamente una respuesta con una relación de amplitudes 0.25. Se calcula como sigue:
Control proporcionalBanda proporcional (%) = 2 PBa
Controlador proporcional + integralBanda proporcional (%) = 2 PBa
Banda integral (min/rep) = Pu/1,2 Controlador proporcional + integral + derivativo
Banda proporcional (%) = 2 PBa
Banda integral (min/rep) = Pu/2Banda derivativa (minutos) = Pu/8
En la siguiente figura puede verse un ejemplo de método de ganancia límite
3. Método de curva de reacción (lazo abierto)
El procedimiento general consiste en abrir el lazo cerrado de control antes que la válvula es decir operar directamente la válvula con el controlador en manual y crear un pequeño y rápido cambio en escalón en el proceso de entrada. La respuesta obtenida se introduce en un registrador de grafico de banda de precisión con el mayor tamaño posible de grafico para obtener la mayor exactitud.
En el punto de inflexión de la curva obtenida se traza una tangente lo mas aproximada posible y se miden los valores R (pendiente de la tangente en el punto de inflexión de la curva) y L (tiempo de retardo en minutos que transcurre entre el instante del cambio en escalón y el punto en la que la tangente anterior cruza el valor inicial de la variable controlada). AP es el % de variación de posición de la válvula de control que introduce el escalón en el proceso.
La formulas a aplicar son las siguientes:
*control proporcional: %BP=100 RL∆ P
*control P + L %BP=110RL∆ P
minutos por repetición L/0.3.
*control P + L + D %BP=83 RL∆P
minutos por repetición L/0.5.