
UNIVERSIDAD DE GUAYAQUIL -...
142
Características Generales de la Empresa 1 UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO DE GRADUACIÓN SEMINARIO DE GRADUACIÓN TESIS DE GRADO PREVIO A LA OBTENCIÓN DEL TITULO DE INGENIERO INDUSTRIAL ORIENTACIÓN GESTION DE CALIDAD TEMA APLICACIÓN DE LA NORMA ISO 9001/2000 PARA EVITAR PRODUCTOS NO CONFORMES EN LA EMPRESA “NEGOCIOS INDUSTRIALES REAL S.A.” AUTOR ROMERO SUAREZ MIGUEL ANTONIO DIRECTOR DE TESIS ING. IND. CISNEROS ARMIJOS JORGE 2002 - 2003 GUAYAQUIL - ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL -...
Características Generales de la Empresa 1
UUNNIIVVEERRSSIIDDAADD DDEE GGUUAAYYAAQQUUIILLFFAACCUULLTTAADD DDEE IINNGGEENNIIEERRIIAA IINNDDUUSSTTRRIIAALL
DEPARTAMENTO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO INDUSTRIAL
ORIENTACIÓN GESTION DE CALIDAD
TEMA
APLICACIÓN DE LA NORMA ISO 9001/2000
PARA EVITAR PRODUCTOS NO CONFORMES
EN LA EMPRESA “NEGOCIOS INDUSTRIALES REAL S.A.”
AUTOR
ROMERO SUAREZ MIGUEL ANTONIO
DIRECTOR DE TESIS
ING. IND. CISNEROS ARMIJOS JORGE
2002 - 2003GUAYAQUIL - ECUADOR

Características Generales de la Empresa 2
Art. 18.- “ La responsabilidad de los hechos, ideas y doctrinas expuestas en
esta tesis corresponden exclusivamente al autor. “
ROMERO SUÁREZ MIGUEL ANTONIOC.I. 091314366-5

Características Generales de la Empresa 3
DEDICATORIA
A Dios primeramente por haberme ayudado en todos los momentos de mi vida. A mi
madre María Suárez Quimí, quien con esfuerzo, sacrificio y dedicación en mis días de
estudio siempre ha sido un apoyo para no rendirme en los momentos más difíciles.
A mi esposa Betsy Lázaro Macias quien con su amor, paciencia, dedicación y apoyo
incondicional fue una aliciente para seguir adelante, durante la ejecución de este
trabajo.
Características Generales de la Empresa 4
AGRADECIMIENTO
A Dios por llenarme de bendiciones y ayudarme en todo momento. Doy gracias a mis
padres, en especial a mi madre quien ha sabido ser una luz en mi camino de
formación personal y estudiantil dándome ejemplos de esfuerzo, honradez y
dedicación durante toda mi vida.
De manera especial a mis profesores por haber guiado en la realización de este
trabajo, transmitiéndome sus conocimientos y experiencias de forma desinteresada e
incondicional.
Al gerente Ing. Julio Aguirre, y a la Dra. Mildred Rivera gerente del Departamento
de Control de Calidad, por brindarme la oportunidad de realizar el presente estudio en
la empresa Negocios Industriales REAL.
Características Generales de la Empresa 5
INDICE GENERAL
CAPITULO I
CARACTERISTICAS GENERALES DE LA EMPRESA
1.1. Antecedentes 1
1.2. Localización y Ubicación 2
1.3. Estructura Organizacional 2
1.4. Distribución de Planta 3
1.5. Diagrama de Recorrido 3
1.6. Proceso de Producción 3
1.6.1. Olor de las Agallas 4
1.6.2. Color de las Agallas 4
1.6.3. Sabor del Pescado 4
1.6.4. Apariencia Textura 4
1.6.5. Temperatura 4
1.6.6. Análisis de Sal 4
1.7. Ingeniería del Proceso 5
1.7.1. Recepción y Almacenamiento 5
1.7.2. Descongelamiento 5
1.7.3. Desbuche y Clasificación 5
1.7.4. Cocción 5
1.7.5. Enfriamiento 5

Características Generales de la Empresa 6
1.7.6 Chill Room 5
1.7.7. Limpieza, Llenado, Sellado y Esterilizado 5
1.7.8. Encartonado y Etiquetado 6
1.7.9. Almacenamiento 6
1.8. Producto que Elabora 6
1.9. Características de la Materia Prima 6
1.10. Mercado que atiende 7
1.11. Proveedores 8
1.12. Facilidades Operacionales 8
1.13. Marco Teórico 9
1.14. Objetivos 10
1.14.1. Objetivos Generales 10
1.14.2. Objetivos Específicos 10
1.15. Metodología 11
CAPITULO II
AUDITORÍA INTERNA
2.1. Situación Actual de la Empresa relación a la Calidad 12
2.1.1. Política de Calidad 12
2.1.2. Misión y Visión de la Empresa 12
2.1.3. Tipos de Controles 12
2.1.4. Tipos de Análisis 13
2.1.5. Certificación Bajo Norma 14

Características Generales de la Empresa 7
2.2. Foda de la Empresa 14
2.2.1. Factores Internos 14
2.2.2. Factores Externos 15
2.3. Auditoria Interna 16
2.3.1. Explicación del Método de Valoración para la
Auditoria 16
2.3.2. Evaluación de la Auditoria Interna 18
2.3.2.1 Sistema de Gestión de Calidad 18
2.3.2.2. Responsabilidad de la Dirección 19
2.3.2.3. Gestión de los Recursos 20
2.3.2.4. Realización de Producto 21
2.3.2.5. Medición, Análisis y Mejora 23
2.3.2.6. Descripción de cada punto de la Auditoria
realizada en los siguientes items 25
2.3.2.7. Resumen General de la auditoria interna
de Calidad Bajo Norma ISO 9001/2000 30
CAPITULO III
DIAGNOSTICO DE LA AUDITORIA
3.1. Determinación del Problema Principal 33
3.2. Tabla de Eventos (Productos no conforme) 35
3.3. Diagrama de Pareto del problema de latas
de ½ libra 36

Características Generales de la Empresa 8
3.3.1 Diagrama de Pareto 37
3.4. Estudio del Diagrama Causa – Efecto 38
3.5. Diagrama Causa y Efecto 39
CAPITULO IV
ANÁLISIS DE LOS COSTOS DE LOS PROBLEMAS
4.1. Costo de Calidad generado por Productos no conformes 40
4.2. Costo de Fabricación de una Unidad de Atún de ½ libra 42
CAPITULO V
PROPUESTA A LOS PROBLEMAS ENCONTRADOS
5.1. Alternativa de Solución 44
5.2. Descripción del Formato para el Manual de Calidad 46
5.2.1. Sistema de Calidad 46
5.2.2. Control de los Documentos 50
5.2.3. Control de los Registros 51
5.3. Elaboración de una Síntesis de Manual de Calidad
en el Área de Producción 52
5.4. Codificación del Área donde se desarrolla la
Actividad que induce el problema 70
5.5. Descripción del Contenido del Procedimiento
e Instructivo 72

Características Generales de la Empresa 9
5.6. Detalle del Formato del Encabezado y Pie de
Página para la Elaboración del Procedimiento Técnico 73
5.7. Elaboración de Procedimiento e Instructivo de
Trabajo General para el Área de Producción 75
5.8. Elaboración del Instructivo General de Trabajo 79
5.9. Elaboración de Procedimiento e Instructivo Específico
para la Solución de Productos no conformes 83
5.9.1. Instructivo de Trabajo para la Máquina Llenadora 86
5.9.2. Instructivo de Trabajo para la Máquina Dosificadora 90
5.9.3 Instructivo de Trabajo para la Máquina Selladora 94
CAPITULO VI
CONCLUSIONES Y RECOMENDACIONES
6.1. Conclusiones 98
6.2. Recomendaciones 98
INDICE DE ANEXOS
ANEXO 1: Localización y Ubicación 101
ANEXO 2: Localización del Departamento de Ventas 102
ANEXO 3: Organigrama Estructural de la Planta Atunera 103
ANEXO 3.1: Organigrama Funcional de la Fábrica de
Conservas de Atún 104
ANEXO 3.2: Descripción del Organigrama Funcional 105
Características Generales de la Empresa 10
ANEXO 4: Plano de Distribución de Planta 107
ANEXO 4.1: Plano de Diagrama de recorrido 108
ANEXO 5: Sección Proceso de Almacenamiento 109
ANEXO 6: Diagrama de Operaciones: Recepción y
Almacenamiento 110
ANEXO 7: Formato de Ingreso y Egreso de Materia
Prima a Producción 111
ANEXO 7.1: Orden de Egreso para Producción 112
ANEXO 8: Área Proceso de Descongelamiento 113
ANEXO 9: Diagrama de Operaciones: Área de
Descongelamiento 116
ANEXO 10: Tabla de Tiempo de Descongelamiento 117
ANEXO 11: Sección Proceso de Desbuche y Clasificación 118
ANEXO 12: Diagrama de Operaciones: Sección Desbuche
Y Rakeo 120
ANEXO 13: Sección Proceso de Cocción 121
ANEXO 14: Determinación de Tiempo Estándares de
Cocción 123
ANEXO 15: Diagrama de Operaciones: Sección de Cocción 124
ANEXO 16: Área de Proceso de Enfriamiento e Hidratación 125
ANEXO 17: Diagrama de Operaciones: Sección de
Enfriamiento e Hidratación 126
ANEXO 18: Proceso Área de Producción 127
ANEXO 19: Diagrama de Operaciones: Planta de Producción 128
ANEXO 20: Área de Esterilizado 129
Características Generales de la Empresa 11
ANEXO 21: Diagrama de Operaciones: Proceso de
Esterilización 130
ANEXO 22:Área de Etiquetado y Encartonado 131
ANEXO 23: Diagrama de Operación: Proceso Etiquetado
y Encartonado 132
ANEXO 24: Codificación del Producto ( video Jet ) 133
ANEXO 25: Códigos para Rotular en Pallets los Productos
Defectuosos y no conformes 134
ANEXO 26: Cajas Producidas en el Mes de Noviembre y
Diciembre del 2002 135
ANEXO 27: Diagrama de Flujo de la Ingeniería del Proceso 136
ANEXO 28: Formato para Protocolo de Atún 137
ANEXO 29: Formato para el Control de Humedades 138
ANEXO 30: Formato para el Reporte por Máquinas de Llenado
De Latas 139
ANEXO 31: Formato para el Control Final del Llenado de Latas 140
ANEXO 32: Formato para el Control de Análisis de Sal 141
ANEXO 33: Formato de Control de Cierre/ Latas llenas 142
ANEXO 34: Formato para la Inspección Visual de Cierre 143
ANEXO 35: Formato para el Control de Pantalla 144
Características Generales de la Empresa 12
RESUMEN
TEMA: APLICACIÓN DE LA NORMA ISO 9001/2000 PARA EVITARPRODUCTOS NO CONFORMES EN LA EMPRESA “NEGOCIOSINDUSTRIALES REAL S.A.”
AUTOR: MIGUEL ANTONIO ROMERO SUAREZ
Identificar y asegurar los parámetros a medir en el Control de Calidad y lasacciones a tomar, una vez recogida la información mediante la aplicación de unSistema de Calidad basado en la Norma ISO 9001: 2000. Identificar los problemas(origen - causas) y realizar un estudio acerca de los costos que generan losproblemas.
Se realizó una Auditoria interna, bajo la Norma ISO 9001/2002, para determinarlos problemas más críticos de la empresa. Además para obtener la recopilación dela información actualizada, en dicha empresa se utilizo otras técnicas: Encuesta alpersonal, observaciones, monitoreo durante el proceso productivo y análisis en losreportes estadísticos de dicho proceso, también se aplicó técnicas de ingenieríaindustrial tale como : diagrama Ishikawa, diagrama de Pareto, diagrama deoperaciones y estudio de tiempo-movimiento
De la evaluación obtenida en la auditoria, se determinó el problema principal(Realización del producto), que presenta la empresa, siendo éste el alto índice deproductos no conformes (peso neto bajo, latas colapsadas, golpes y mal cierre ).
Como propuesta de solución a éste problema se recomienda elaborar un síntesisde Manual de Calidad para el área de producción con su respectivo manual deprocedimiento e instructivo de trabajo, que son herramientas necesarias basadasen la norma antes mencionada. Es de mucha importancia la difusión del manual de

Características Generales de la Empresa 13
procedimiento al personal involucrado en la realización del producto para obtenerresultados como: Minimizar productos no conformes, trabajo a conciencia ymejorar el nivel de competitividad de la empresa.
Ing. Ind. CISNEROS ARMIJOS JORGEDIRECTOR DE TESIS.
Características Generales de la Empresa 14
INTRODUCCIÓN
Antes de mencionar sobre el contenido de esta investigación científica,
quiero hacer llegar mis mas sinceros agradecimientos a la Industria PesqueraNIRSA representada por el Ing. Julio Aguirre, Gerente del Dpto. Control deCalidad, Dra. Mildred Rivera, que desinteresadamente me brindaron la
oportunidad de realizar mi tesis de grado, previa a la obtención del titulo
Ingeniero Industrial.
En compensación o retribución para la empresa, pondré todos mis
conocimientos adquiridos en la Universidad de Guayaquil, Facultad de Ingeniería
Industrial el cual trata de detectar los problemas y enfocar soluciones aplicando
diversas técnicas de la rama.
Este análisis preliminar presenta un esquema de la situación actual sobre la
organización del sistema de calidad con la finalidad de obtener una visión global de la
forma como utilizan los recursos con que cuenta la empresa en su área técnica y
profesional, trata también sobre los análisis y controles que se realizan a la materia
prima, producto en proceso y producto terminado en el Departamento de Control de
Calidad.
Como mi especialización es, en la gestión de calidad y después de haber
analizado que mi país ocupa uno de los últimos lugares en competitividad y que sólo el
2% de las empresas activas en nuestro Ecuador han alcanzado una certificación ISO(Organización Internacional para la Normalización) decidí realizar una evaluación en la
empresa basándome en la Norma ISO 9001 versión 2000 para diagnosticar las
áreas que necesitan solucionar problemas.
C A P Í T U L O I

Auditoria Interna 16
1.1 ANTECEDENTES
Los propietarios de NIRSA, iniciaron su primer proceso de producción en el
año de 1.958; con la elaboración de conservas de pescado (sardinas) cuya
capacidad era de 1 tonelada por día, para obtener 30 cajas de 48 latas de una
libra, utilizando sistemas y métodos antiguos en sus instalaciones ubicada en la
ciudadela La Atarazana al norte de la ciudad de Guayaquil.
En 1.961 la empresa aumentó su producción, viéndose en la necesidad de
cambiar su maquinaria y reemplazarla por modernos y actuales, efectuándose la
compra de 3 Barcos pesqueros para cubrir la demanda. Cabe indicar que la
pesca la transportaban en camiones debidamente acondicionados con sal y
hielo, hasta la planta de Guayaquil.
En 1.975 compran en Perú 2 líneas de secado de harina de pescado de 20
toneladas por hora y se crea procesadora de harina y aceite de pescado ubicada
en la parroquia de Posorja, y su flota pesquera estaba constituida por 9 barcos.
El 25 de marzo de 1.979 la empresa liquida su planta conservadora ubicada
en la ciudadela La Atarazana y la trasladan a sus nuevas instalaciones de
Posorja.
El 28 de febrero de 1.981 empezó a producir la planta envasadora de atún,
gracias a las diversas embarcaciones tanto propias como particulares que
descargan en su Puerto. La empresa tiene sirviendo al país con sus productos
alrededor de 44 años, desde su creación. En la actualidad consta con más de
3000 trabajadores que colaboran en los diferentes procesos, teniendo una
producción de 200 a 250 toneladas diarias. La Empresa tiene una situación
laboral estable, por no existir sindicato, ni comité alguno dentro o fuera de la
Empresa.

Auditoria Interna 17
1.2 LOCALIZACIÓN Y UBICACIÓN.-
NIRSA se encuentra localizada en la Provincia del Guayas, Cantón
Guayaquil, Parroquia Posorja, en el sector Pesquero Industrial, junto al Malecón
s/n. (Ver anexo # 1).
Debido al reducido espacio físico que posee el área de Bodega del Producto
Terminado, Nirsa posee bodegas de almacenamiento en lugares como:
Guayaquil, Manta, Quito, Santo Domingo donde se almacena el producto
terminado para luego ser distribuido en el mercado local, para el mercado
internacional el producto es embarcado en la matriz de la empresa. ( Posorja )
El Departamento de Venta se encuentra ubicado en la ciudad de Guayaquil
en la Av. Plaza Dañín y Democracia (ver anexo # 2).
1.3 ESTRUCTURA ORGANIZACIONAL.-
La Industria Pesquera “Negocios Industriales Real S.A.” (Nirsa.) tiene una
estructura organizacional de tipo funcional, cuenta con un recurso humano de
aproximadamente 3000 trabajadores que colaboran en los diferentes procesos,
siendo en gran porcentaje mujeres.
Esta estructura organizacional se compone por un presidente, un gerente
general, los mismos que están al frente de la empresa, ellos, a su vez trabajan
con 8 gerentes de áreas como: Ventas, Flota, Control de Calidad, Planta –
Producción, Recursos Humanos, Empacadora, Técnico, Administrativo,
Seguridad y un Supervisor de Planta de Harina. Como nuestro estudio va ser
sobre la fabricación de conservas de atún, especificamos el organigrama
estructural, funcional y la descripción del mismo, en los anexo: # 3, 3.1, 3.2.
Auditoria Interna 18
1.4 DISTRIBUCIÓN DE PLANTA.-
La empresa tiene suficiente espacio físico y está constituida de hormigón
armado, donde se levantan los departamentos correspondientes de la fábrica
tales como: Oficinas administrativas, áreas de proceso, cámaras frigoríficas,
tanques reservorios de agua, de aceite de soya, combustible; bodegas, Taller
de mantenimiento, Comedor, Dpto. Médico, Recursos Humano, patio de carga
y descarga de materia prima y producto terminado, producción, Control de
Calidad, Etiquetado y Encartonado, Servicios Sanitarios (ver anexo # 4).
1.5 DIAGRAMA DE RECORRIDO.-
El diagrama de recorrido se lo elaboran con la finalidad de poder
visualizar la secuencia del proceso o flujo de operaciones. Es un esquema
necesario para llevar a cabo revisiones de la distribución de los equipos de la
Planta (ver anexo # 4.1)
1.6 PROCESO DE PRODUCCIÓN.-
Comienza con la captura en alta mar por medio de barcos, la cual es
realizada cuando está en cardume (manchas), brisas (comiendo),
seguidamente la materia prima es depositada en cubas (pozas) de
congelamiento que poseen los barcos, luego al llegar al puerto respectivo
(Muelle – Posorja) se procede a su transportación para su respectiva
clasificación, pesaje y codificación, enseguida son puestos en los scows (
tanques de hierro) donde el pescado es codificado por tamaño, origen, especie,
lote y barco; esta operación es realizada manualmente.
Es aquí donde comienza el trabajo de Control de Calidad realizando el
Auditoria Interna 19
muestreo de rigor para hacer las pruebas de análisis organoléptico del
producto por medio de los ojos, olfato y gusto de la persona.
Los puntos sometidos a exámenes son:
1.6.1 Olor de las agallas.- Este examen demuestra si el producto es fresco.
1.6.2 Color de las agallas.- Su color natural debe ser rojo sangre, por ningún
motivo se acepta un color opaco.
1.6.3 Sabor del pescado.- No debe tener sabor picante, si se detecta éste
sabor, significa que al producto se le está descomponiendo la proteína
“Histirina” y el pescado tiene histamina que de acuerdo a normas de la
Empresa se acepta hasta un rango no mayor a 1.5, pasado de esto el producto
es rechazado.
1.6.4 Apariencia textura.- no debe tener aplastada sus panzas, ni lomos. Su
textura debe ser firme o semifirme.
1.6.5 Temperatura.- la materia prima debe llegar con una temperatura entre –
8 y – 9°C, si el producto llega con una temperatura superior o inferior al rango
establecido por la empresa, se descarga dicha pesca colocando la observación
respectiva.
1.6.6 Análisis de sal.- Según normas establecidas por la presidencia de la
empresa, se acepta un rango mínimo de 2.8 % de sal para barcos locales (de
la empresa), para barcos ajenos a la fábrica se acepta pesca de hasta 2.4 %
sal.
Auditoria Interna 20
Realizadas estas pruebas, el pescado es depositado en los respectivos
scows y trasladado por medio de montacargas hasta la cámara, donde es
identificado por origen, tamaño, especie, talla y Barco; para los procedimientos
posteriores.
1.7 INGENIERÍA DEL PROCESO.-
1.7.1 Recepción y Almacenamiento.- La materia prima es conservada en las
cámaras a una temperatura de – 12°C + 4°C, aquí es identificado el scows (ver
anexo # 5 - 7).
1.7.2 Descongelamiento.- Producción emite el respectivo orden de egreso
para el proceso productivo ( ver anexo No. 7.1), siendo su temperatura de –2º
a –4º C, este proceso se lo realiza por el método de duchas (ver anexo # 8 -
10).
1.7.3 Desbuche y Clasificación.- En esta área se produce la remoción de
panzas y sus vísceras, además de su respectiva clasificación y colocación en
los coches (ver anexo # 11 – 12).
1.7.4 Cocción.- En esta sección la materia prima es precocida a una
temperatura de entre 60 y 64°C, dependiendo del procesamiento de la pesca
en Planta (es decir, si es para lata o para lonjas), el tiempo de cocción esta
dado de acuerdo al tamaño y especie del pescado. (ver anexo # 13 – 15).
1.7.5 Enfriamiento.- Una vez cumplido el ciclo de cocción se le otorga un
choque térmico de 2 minutos inicialmente, luego de 15 minutos se le rosea 1
minuto de agua a temperatura normal, se repite el ciclo hasta alcanzar una
temperatura de =< 50°C. (ver anexo # 16 – 17 ).
1.7.6 Chill Room.- Este proceso tiene como finalidad recuperar la humedad
Auditoria Interna 21
perdida de la piel del pescado en el proceso de cocción, mediante nebulización
(frío – vapor) para de esta manera, en el momento de entrar a las líneas de
limpieza, la piel no esté reseca; la pesca debe ingresar al chill room a una
temperatura de =< 50 °C.
1.7.7 Limpieza, Llenado, Sellado y Esterilizado.- En esta área se sigue el
concepto del método FIFO (primero en entrar, primero en salir).
En ésta área existen dos clasificaciones de limpieza: SINGLE CLEAN
(despellejado y fileteado) y DEEP CLEAN (limpieza profunda). Ver anexo # 18
– 21.
1.7.8 Encartonado y Etiquetado.- Salido el producto del esterilizador son
volteadas en una mesa transportadora, pasa por el secado con el fin de secar
las latas para luego ser etiquetado y encartonado. (Ver anexo # 22 – 23).
1.7.9 Almacenamiento.- Es transportado por montacargas hasta el área de
Bodega para su respectivo almacenamiento y futura comercialización.
1.8 PRODUCTO QUE ELABORA .-
NIRSA fabrica una variedad de productos tales como:
Harina de pescado.
Empacadora de Camarón.
Conservas de Sardinas.
Conservas de Atún:
Empaque en aceite y agua.
Empaque ventrisca (panzas)
Empaque sólidos (varios tipos)
Ensalada de Atún (varios tipos)
Auditoria Interna 22
Lomos precocidos (enfundados y congelados)
Producto desmenuzado
Producto Chunks.
1.9 CARACTERÍSTICA DE LA MATERIA PRIMA .-
La materia prima utilizada en la empresa es el pescado (atún) el cual se
provee nacional e internacionalmente. Por su comercialización y sabor, NIRSA a
preferido las especies siguientes:
- Yellow Fin Y/F (Aleta Amarilla).- Su nombre científico es thunus albacares,
alcanza un peso de 40 hasta +60 kg, su carne es clara y no es consistente al
cocinarla, su costo es mayor, y posee unos puntos sobre la piel.
- Skip Jack S/J ( Picudo o Bonito).- Su nombre científico es euthynnus affinis
este es pequeño y no rebasa a las 20 Libras, su carne es oscura y consistente al
cocinarlo; tiene un costo menor, sobre la piel posee unas rayas.
- Big Eyes B/E (Ojos Grandes).- Su nombre científico es thunus obesus, se
aparece y alcanza, igual que el peso del Yellow Fin, la diferencia es que sus
aletas son gris oscuras, y más largas que la del Yellow fin, sus ojos son grandes,
al cocinarla contiene más humedad.
1.10 MERCADO QUE ATIENDE.-
La Industria Pesquera NIRSA brinda sus productos tanto en el ámbito
nacional como internacional. En el ámbito nacional, posee bodegas de
almacenamiento en diferentes provincias para su respectiva comercialización,
además a un precio más bajo en comparación con los competidores del mercado
nacional, en el ámbito internacional abarca el mercado Americano y Europeo.
Auditoria Interna 23
Mercado Nacional
Mercado Norteamericano
Mercado Sudamericano
Mercado Europeo
M. Norteamericano Mercado Sudamericano Mercado Europeo
Estados Unidos Venezuela Alemania
México Colombia Inglaterra
Costa Rica Chile España
M. Norteamericano Mercado Sudamericano Mercado Europeo
Panamá Argentina Italia
Brasil Japón
Uruguay Bélgica
Paraguay Nederland
Perú
Bolivia
1.11 PROVEEDORES.-
La flota atunera son sus principales proveedores de la materia prima (Atún).
Actualmente la empresa cuenta con su propia flota pesquera de
aproximadamente 10 barcos:

Auditoria Interna 24
NOMBRE DEL BARCO
Gabriela A.
Roberto A.
Drennec
Vía Simouns
Elizabeth
María del Mar
Milagros A.
Gloria A.
Rosa Fernández
Ile Aux. Moines
Los proveedores de envases son; Enlit y Fadesa, las láminas (cartón) le
provee procarsa.
1.12 FACILIDADES OPERACIONALES
NIRSA posee en los actuales momentos máquinas de alta tecnología, se
encuentra sistematizada; se podría decir que la Empresa avanza conforme a la
tecnología de punta.
Las facilidades operacionales que tiene la fábrica son:
- Máquinas y equipos automatizados

Auditoria Interna 25
- Volteadores Rock
- Sierra eléctrica
- Bombas de agua.
- Compresores.
- Máquina cerradora continental (cerradora de latas)
- Máquina cerradora Luthi.
- Máquina Fraga de 100 y 200 (Cerradora y Dosificadora de latas) usado
en producto 2 libras.
- Máquina Luthi (cerradora y dosificadora de latas) para producto de 1/8,
¼, ½, 1 y 4 Libras.
- Máquina etiquetadora Durt.
- Máquina encartonadora Luthi (armadora de cartón)
- Máquina selladora
- Máquina Palletizadora.
- Máquina Surdry (despalletizadora)
- Autoclaves de vapor y Surdry
- Montacargas.
- Máquina Tripack (3 latas de 1/8 en un paquete.
1.13 MARCO TEORICO.-
Para esta auditoria se aplicaran las normas ISO 9001 versión 2000, modelo
para el aseguramiento de la calidad del producto y de aumentar la satisfacción
del cliente.
La norma ISO 9001 versión 2000 anula y reemplaza las normas ISO 9001,
9002 y 9003 de la versión de 1994, recalcamos también que para obtener la
certificación bajo esta norma, la empresa debe cumplir con uno de los requisitos
por parte de la ISO 9001; Ítem 8.2.2 que se refiere a tener implantado un sistema
de Auditoria Interna.
Esta norma son una serie o familia de reglamentos sobre la Gestión de la
Calidad de una empresa u organización en diferentes situaciones. El termino

Auditoria Interna 26
ISO, corresponde al Organismo Internacional de Estandarización, este mismo
fue creado a fines de los años 40. Su sede está situada en la ciudad de Ginebra
(Suiza).
Todas las normas desarrollada por este organismo son voluntarias, ningún
requerimiento legal obliga a los países a adoptarlos. Sin embargo, las industrias
a nivel mundial, muy a menudo adoptan las normas ISO como requisito para
llevar a cabo sus actividades comerciales, por lo que son primordiales en dichos
casos.
1.14 OBJETIVOS.-
1.14.1 OBJETIVOS GENERALES
- Analizar la situación actual de la empresa en relación con la calidad.
- Identificar y asegurar los parámetros a medir en el Control de Calidad y las
acciones a tomar, una vez recogida la información mediante la aplicación de un
Sistema de Calidad basado en la Norma ISO 9001: 2000.
1.14.2 OBJETIVOS ESPECÍFICOS
Realizar una evaluación de calidad, las operaciones del Departamento de
Control de Calidad.
Identificar los problemas del departamento.
Descripción de los problemas, su origen y su causa.
Definir responsabilidades.
Auditoria Interna 27
Realizar un estudio acerca de los costos que generan los problemas.
Elaborar y mantener procedimientos e instructivos de trabajo, para el
correcto funcionamiento del proceso productivo.
Ofrecer conclusiones y recomendaciones.
1.15 METODOLOGÍA.-
Se utiliza el cuestionario guía de la norma ISO 9001: 2000, para realizar la
auditoria interna en la empresa.
Recopilación de información actualizada a través de; encuestas al personal
de la empresa, observaciones y monitoreo durante los procesos, además
reportes estadísticos de la empresa.
Análisis de las causas y efectos de los problemas principales, mediante el
Diagrama de Ishikawa o Diagrama Causa – Efecto.
Determinar en cuanto a importancia y magnitud de frecuencias las causas de
los problemas, por medio del Diagrama de Pareto.
Representación de los procesos productivos por medio de diagramas de
operaciones.
Auditoria Interna 28
CAPITULO II

Auditoria Interna 29
AUDITORIA INTERNA
2.1 SITUACIÓN ACTUAL DE LA EMPRESA RELACIÓN A LA CALIDAD
2.1.1 POLÍTICA DE CALIDAD.-
Mantener nuestros estándares de calidad del producto de acuerdo con los
requisitos de nuestros clientes.
Elaborar un producto seguro y apto para el consumo, que cumpla con todas las
regulaciones y normas.
2.1.2 MISIÓN Y VISIÓN DE LA EMPRESA
MISIÓN.-
Elaborar un producto de alta calidad para llegar a la satisfacción del cliente.
Ser líderes en la conservación, industrialización y comercialización de los
recursos costeros a nivel nacional como internacional.
VISIÓN.-
Ser líderes en las ventas de su producto (harina de pescado, camarón,
conservas de atún y sardinas).
La empresa crece o se actualiza conforme avanza la tecnología de punta y
su demanda.

Auditoria Interna 30
2.1.3 TIPOS DE CONTROLES.-
La empresa realiza diferentes tipos de controles al producto, comenzando
desde la recepción de la Materia Prima hasta la transformación que sufre ésta, o
sea que los controles se los ejecutan, en cada área del proceso productivo.
Control Físico
Control Químico
Control Microbiológico
Control Organoléptico
2.1.4 TIPOS DE ANÁLISIS.-
Como mencionamos anteriormente en los controles del producto, también se
lleva a cabo los análisis del mismo tanto en la Materia Prima como producto en
proceso y en el Producto Terminado que a continuación detallaremos:
a.- Análisis ( Parámetro Físico).
Control de Descarga
- Tamaño
- Peso
- Especie
Control de Temperatura- Recepción de Materia Prima.
- Congelado y Descongelado
- Encerado Pre – cocción
- Enfriamiento he Hidratación
- Esterilizado
b.- Análisis ( Parámetro Químico)
Auditoria Interna 31
- Análisis del Agua
- Histamina ( 2% mgr/ 100 de Histamina)
- Análisis del Cloruro ( 2% de sal)
- Análisis del Nitrógeno Volátil
- Análisis de Proteína
- Análisis del Aceite
c.- Análisis ( Parámetro Microbiológico)
- Análisis Aerobios – Mezo filos - Termo filos
- Análisis Anaerobios – Mesófiros
- Análisis Clostridium
- Análisis Hongos de levaduras
- Prueba estabilidad (Envejecimiento acelerado)
d.- Análisis (Parámetro Organoléptico )
- Visual
- Color
- Olor
- Sabor
e.- Análisis ( Parámetro Físico y Químico)
- Control de Humedad
2.1.5 CERTIFICACIÓN BAJO NORMA.-
La Industria Pesquera NIRSA, se encuentra certificada bajo la norma :
HAACP ( Análisis de Peligros y Puntos Críticos de Controles )
INP ( Instituto Nacional de Pesca)
GMP ( Buena Práctica de Manufactura )
SSOPS ( Estándar de Sanitación en Practicas Operacionales )
La empresa, tiene implantado un sistema de Auditoria Interna, que la realiza
anualmente , actualmente se encuentra proyección de ejecutarla cada 6 meses e
implantar las Normas ISO 9001: 2000. NIRSA, también trabaja con la Normas
INEM, pero ésta no se encuentra certificada.
Auditoria Interna 32
2.2 FODA DE LA EMPRESA
2.2.1 FACTORES INTERNOS
FORTALEZAS Los suministros e insumos representan un papel importante para la buena
operación de las actividades diarias, posee sus propios proveedores de
materia prima (Flota Atunera), donde refleja la calidad de la misma.
La empresa es reconocida a nivel internacional, ya que está certificada bajo
la Norma HACCP (Hazard and Análisis Critical Control Points).
Posee un mínimo índice de desperdicio, por mantener implantado un
Sistema de Gestión de la Calidad, y un mejoramiento continuo. Con respecto
al desperdicio, ésta es reciclada y aprovechada al máximo.
Obtiene un buen posicionamiento en el mercado, cuenta con empresas
sólidas en su cartera de clientes. (Mercado Local e internacional)
DEBILIDADES
Existe una deficiencia de energía eléctrica, donde a veces se paraliza el
proceso productivo.
No existe un plan de capacitación al personal por parte de la dirección.
Paralizaciones en el proceso productivo cuando se presenta problemas
como:
- Mala calibración de la máquina
- Paralización de la Máquina ( se atranca producto )
- Falta de coordinación entre operarios y supervisores.
- Por mantenimiento correctivo.
- Por falta de materia prima ( lomos ), para el empaque del producto
Auditoria Interna 33
2.2.2 FACTORES EXTERNOS
OPORTUNIDADES
La alta tecnología de punta permite introducir nuevas máquinas y equipos y
así elaborar nuevos productos por la empresa.
Capacitación de nuevos mercados internos y externos, en los cuales se
comercializan una variedad de sus productos.
La tendencia de crecimiento y desarrollo de las actividades productivas,
mejorando los procesos, para lograr una mayor competitividad y eficacia.
AMENAZAS
Falta de inversión nacional, gubernamental y extranjera, ya que desacelera el
crecimiento económico.
Escasez de materia prima(Veda de atún y sardinas).
Competencia en su alrededor (SALIKA, RICAPESCA).
2.3 AUDITORIA INTERNA
La Auditoria efectuada al interior de la empresa NIRSA está basada en la
Norma ISO 9001:2000, en la cual se tiene las preguntas respectivas para cada
ítem de la norma. La auditoria se ha realizado por medio de observaciones,
análisis de documentos, y por entrevistas con los involucrados en el proceso
de elaborado de atún.
Es muy importante determinar la valoración que deben asignarse para el
cumplimiento de la Norma ISO 9001 VERSIÓN 2000 en la empresa. Las
técnicas de valoración a utilizar puede ser de tipo lineal, por deméritos o
ponderada.
Auditoria Interna 34
La auditoria practicada en este estudio tiene como valoración la técnica por
deméritos o incumplimiento, el mismo que fue proporcionado en el Seminario de
Graduación.
2.3.1 EXPLICACIÓN DEL MÉTODO DE VALORACIÓN PARA LA AUDITORIA
Este método de valoración tiene un total de 1000 puntos para todas las
cláusulas de la Norma ISO 9001:2000. Estos 1000 puntos son distribuidos para
cada ítem de la norma de acuerdo a la importancia que tenga dentro de la
empresa, siendo muy importante la pericia del que está auditando para la
asignación de la puntuación.
La puntuación es distribuida de forma equitativa para las preguntas que
contenga, por ejemplo, para el ítem número 5 Responsabilidad de la Dirección
de la empresa se asigna 300 puntos. Estos a su vez son divididos para cada
subitem, tale que para el Compromiso de la Dirección se asigna 50, el Enfoque
al Cliente 50, Política de Calidad 50, Planificación 50, Responsabilidad y
comunicación 50 y Revisión por la Dirección 50.
De la puntuación asignada a la política de calidad (50), son divididos en tres
subitems, el 5.3.1. con 20 puntos de deméritos, y los ítem 5.3.2. y 5.3.3. con 15
puntos de deméritos asignados, de la misma manera para los otros numerales
de la norma, se podrá observar los puntos asignados.
El puntaje final por deméritos para cada numeral se la calculará por medio de
la suma de los puntos otorgados a las preguntas de cada subitems o subnumeral
sumando luego todos los subnumerales. Los deméritos total son dividiendo para
el total de puntos asignados para el numeral y a su vez multiplicando por el
ciento por ciento, obteniendo de esta manera el porcentaje para cada numeral de
la norma.
Auditoria Interna 35
2.3.2 EVALUACIÓN DE LA AUDITORIA INTERNA
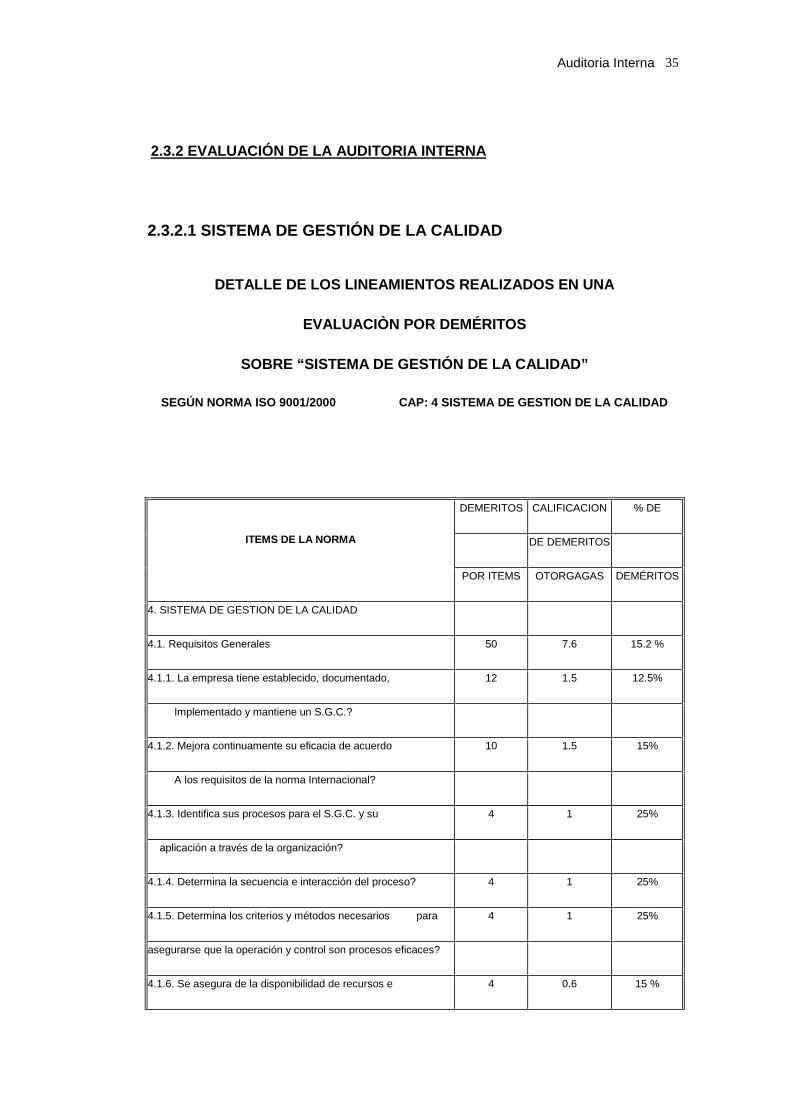
2.3.2.1 SISTEMA DE GESTIÓN DE LA CALIDAD
DETALLE DE LOS LINEAMIENTOS REALIZADOS EN UNA
EVALUACIÒN POR DEMÉRITOS
SOBRE “SISTEMA DE GESTIÓN DE LA CALIDAD”
SEGÚN NORMA ISO 9001/2000 CAP: 4 SISTEMA DE GESTION DE LA CALIDAD
ITEMS DE LA NORMA
DEMERITOS CALIFICACION % DE
DE DEMERITOS
POR ITEMS OTORGAGAS DEMÉRITOS
4. SISTEMA DE GESTION DE LA CALIDAD
4.1. Requisitos Generales 50 7.6 15.2 %
4.1.1. La empresa tiene establecido, documentado, 12 1.5 12.5%
Implementado y mantiene un S.G.C.?
4.1.2. Mejora continuamente su eficacia de acuerdo 10 1.5 15%
A los requisitos de la norma Internacional?
4.1.3. Identifica sus procesos para el S.G.C. y su 4 1 25%
aplicación a través de la organización?
4.1.4. Determina la secuencia e interacción del proceso? 4 1 25%
4.1.5. Determina los criterios y métodos necesarios para 4 1 25%
asegurarse que la operación y control son procesos eficaces?
4.1.6. Se asegura de la disponibilidad de recursos e 4 0.6 15 %
Auditoria Interna 36
2.3.2.2 RESPONSABILIDAD DE LA DIRECCIÓN
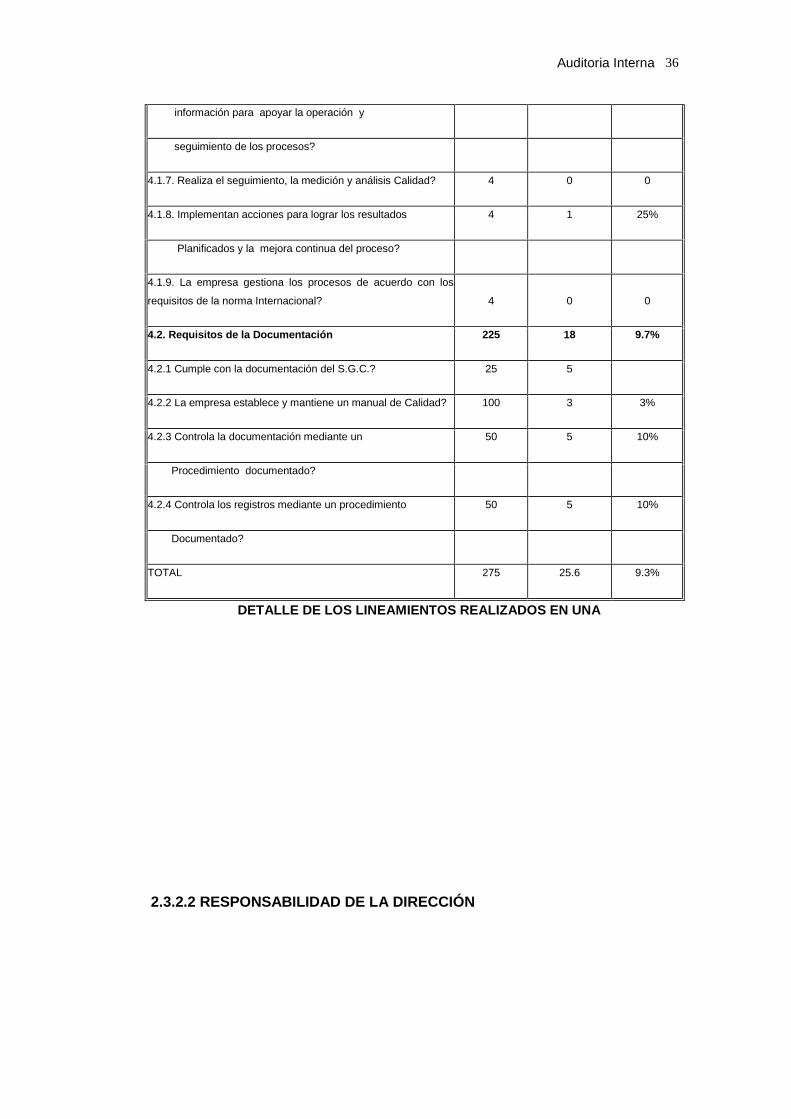
información para apoyar la operación y
seguimiento de los procesos?
4.1.7. Realiza el seguimiento, la medición y análisis Calidad? 4 0 0
4.1.8. Implementan acciones para lograr los resultados 4 1 25%
Planificados y la mejora continua del proceso?
4.1.9. La empresa gestiona los procesos de acuerdo con los
requisitos de la norma Internacional? 4 0 0
4.2. Requisitos de la Documentación 225 18 9.7%
4.2.1 Cumple con la documentación del S.G.C.? 25 5
4.2.2 La empresa establece y mantiene un manual de Calidad? 100 3 3%
4.2.3 Controla la documentación mediante un 50 5 10%
Procedimiento documentado?
4.2.4 Controla los registros mediante un procedimiento 50 5 10%
Documentado?
TOTAL 275 25.6 9.3%
DETALLE DE LOS LINEAMIENTOS REALIZADOS EN UNA

Auditoria Interna 37
EVALUACIÓN POR DEMÉRITOS
SOBRE “SISTEMA DE GESTIÓN DE LA CALIDAD”
SEGÚN NORMA ISO 9001/2000 CAP: 5 RESPONSABILIDAD DE LA DIRECCION
ITEMS DE LA NORMADEMÉRITO
POR ITEMS
CALIFICACION
% DE
DEMÉRITOSDE DEMÉRITOS
OTORGADAS
5. RESPONSABILIDAD DE LA DIRECCIÓN
5.1 COMPROMISO DE LA DIRECCIÓN 50 0 0 %
5.1.1 Los requisitos del cliente son comunicado a los operarios? 25 0
5.1.2 Se encuentran establecidos las políticas y objetivos de calidad? 25 0
5.2 ENFOQUE AL CLIENTE 50
5.2.1 La alta dirección se asegura en determinar y hacer 50 0
cumplir los requisitos del cliente?
5.3 POLITICA DE LA CALIDAD 50 0
5.3.1 La política de la calidad es adecuada para la empresa? 20 0
5.3.2 Existe el compromiso de la Dirección por 15 0
Mejorar el S.G.C. De manera continua?
5.3.3 Es comunicada y entendida la política de la 15 0
calidad en la organización?
5.4. PLANIFICACIÓN 50 0
5.4.1 Cuenta la empresa con objetivos de la calidad 25 0
Los cuales son medidles?
5.4.2 Se planifica el S.G.C. Para poder cumplir con 25 0
Los objetivos de la calidad?
5.5. RESPONSABILIDAD, AUTORIDAD Y COMUNICACIÓN 50 3 6 %
5.5.1 ¿Se encuentran definidas las funciones del personal? 15 0
5.5.2 ¿Tiene designado un miembro de la dirección 15 0
Auditoria Interna 38
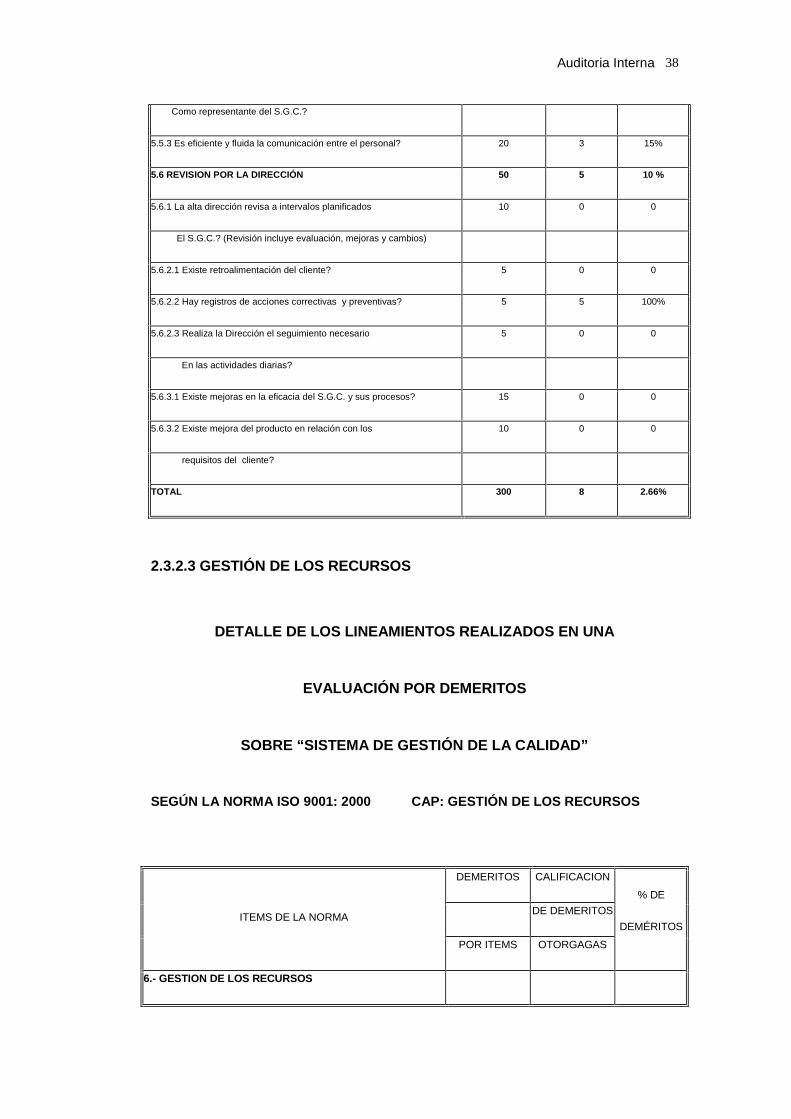
2.3.2.3 GESTIÓN DE LOS RECURSOS
DETALLE DE LOS LINEAMIENTOS REALIZADOS EN UNA
EVALUACIÓN POR DEMERITOS
SOBRE “SISTEMA DE GESTIÓN DE LA CALIDAD”
SEGÚN LA NORMA ISO 9001: 2000 CAP: GESTIÓN DE LOS RECURSOS
Como representante del S.G.C.?
5.5.3 Es eficiente y fluida la comunicación entre el personal? 20 3 15%
5.6 REVISION POR LA DIRECCIÓN 50 5 10 %
5.6.1 La alta dirección revisa a intervalos planificados 10 0 0
El S.G.C.? (Revisión incluye evaluación, mejoras y cambios)
5.6.2.1 Existe retroalimentación del cliente? 5 0 0
5.6.2.2 Hay registros de acciones correctivas y preventivas? 5 5 100%
5.6.2.3 Realiza la Dirección el seguimiento necesario 5 0 0
En las actividades diarias?
5.6.3.1 Existe mejoras en la eficacia del S.G.C. y sus procesos? 15 0 0
5.6.3.2 Existe mejora del producto en relación con los 10 0 0
requisitos del cliente?
TOTAL 300 8 2.66%
ITEMS DE LA NORMA
DEMERITOS CALIFICACION
% DE
DEMÉRITOSDE DEMERITOS
POR ITEMS OTORGAGAS
6.- GESTION DE LOS RECURSOS

Auditoria Interna 39
6.1.- PROVISIÓN DE RECURSOS15
0 0 %
6.1.1.- La empresa proporciona los recursos para implementar, 8 0
Mantener y mejorar continuamente el S.G.C.?
6.1.2.- Proporciona recursos para aumentar la satisfacción del 7 0
Cliente mediante el cumplimiento de sus requisitos?
6.2.- RECURSOS HUMANOS 15 2.6 5.20%
6.2.1.- La empresa capacita al personal que realiza trabajos 7 0
Que afecta a la calidad del producto?
6.2.2.- Existe un plan de capacitación para que el personal 8 1.6 20%
Sea competente, consciente en la importancia de sus
Actividades?
6.3.- INFRAESTRUCTURA 10 0 0%
6.3.1.- La empresa determina, proporciona y mantiene la 10 0%
Infraestructura necesaria para lograr la conformidad
Con los requisitos del producto?
6.4.- AMBIENTE DE TRABAJO 10 1 10%
6.4.1.- La organización determina y gestiona un buen 10 1 10%
Ambiente de trabajo para lograr la conformidad
Con los requisitos del producto?
TOTAL 50 2.6 5.20%

Auditoria Interna 40
2.3.3.4 REALIZACIÓN DEL PRODUCTO
DETALLE DE LOS LINEAMIENTOS REALIZADOS EN UNA
EVALUACIÒN POR DEMÉRITOS
SOBRE “SISTEMA DE GESTIÓN DE LA CALIDAD”
SEGÚN NORMA ISO 9001/2000 CAP: 7 REALIZACION DEL PRODUCTO
ITEMS DE LA NORMA
DEMÉRITO CALIFICACION % DE
DE DEMÉRITOS
POR
ITEMS OTORGADAS
DEMÉRITO
S
7. REALIZACIÓN DEL PRODUCTO
7.1 PLANIFICACION DE LA REALIZACION DEL PRODUCTO20
0 0 %
7.1.1 La empresa planifica y desarrolla los procesos 10 0
Para la realización del producto.
7.1.2 Verifican, Validan, inspeccionan, realizan 10 0
seguimientos y pruebas al producto.
7.2. PROCESOS RELACIONADO CON EL CLIENTE 40 0 0 %
7.2.1 Determina la empresa los requisitos especificados por el cliente, 8 0
incluyendo las actividades de entrega y la posterior a la misma.
7.2.2 Determina también los requisitos relacionado con el producto. 7 0
7.2.3. La empresa revisa los requisitos relacionado con el producto. 10 0
7.2.4. La organización determina e implementa 15 0
disposiciones eficaces para la comunicación con los clientes
7.4. COMPRAS 75
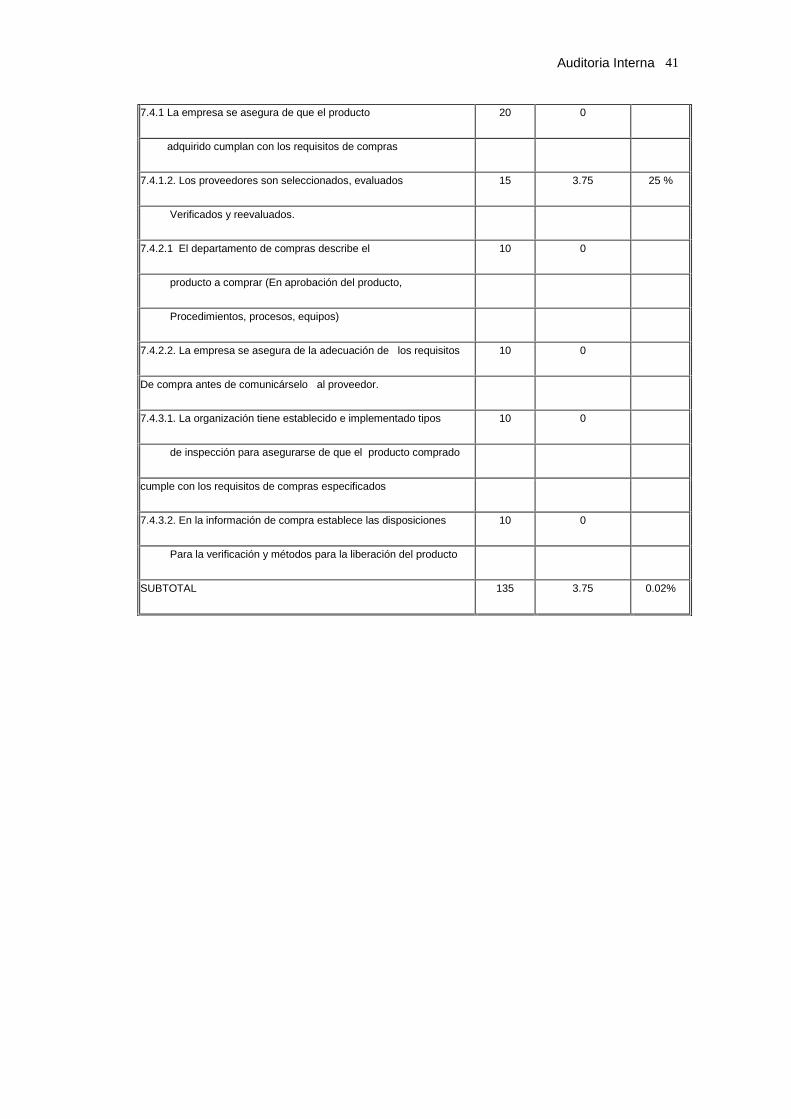
Auditoria Interna 41
7.4.1 La empresa se asegura de que el producto 20 0
adquirido cumplan con los requisitos de compras
7.4.1.2. Los proveedores son seleccionados, evaluados 15 3.75 25 %
Verificados y reevaluados.
7.4.2.1 El departamento de compras describe el 10 0
producto a comprar (En aprobación del producto,
Procedimientos, procesos, equipos)
7.4.2.2. La empresa se asegura de la adecuación de los requisitos 10 0
De compra antes de comunicárselo al proveedor.
7.4.3.1. La organización tiene establecido e implementado tipos 10 0
de inspección para asegurarse de que el producto comprado
cumple con los requisitos de compras especificados
7.4.3.2. En la información de compra establece las disposiciones 10 0
Para la verificación y métodos para la liberación del producto
SUBTOTAL 135 3.75 0.02%

Auditoria Interna 42
DETALLE DE LOS LINEAMIENTOS REALIZADOS EN UNA
EVALUACIÓN POR DEMÉRITOS
SOBRE “SISTEMA DE GESTIÓN DE LA CALIDAD”
SEGÚN NORMA ISO 9001/200 CAP: 7 REALIZACION DEL PRODUCTO
ITEMS DE LA NORMA
DEMERITOS CALIFICACION % DE
DEDEMERITOS
POR
ITEMS OTORGAGAS DEMÉRITOS
SUBTOTAL135
3.75 0.02
7.5 PRODUCCION Y PRESTACION DEL SERVICIO 30
7.5.1.1 La organización planifica y controla la Producción 4 0
Y la prestación de servicio (Servicio de Post Venta)
7.5.1.2 Controla la producción bajos equipos y 3 0
Dispositivos de medición
7.5.1.3 Tiene a disponibilidad procedimientos e 10 10 100%
Instructivos de trabajo
7.5.2.1 Validan los procesos de producción y la 3 0
prestación de servicio
7.5.3.1 La empresa tiene identificado su producto con 2 0
Respecto a los requisitos de seguimiento y medición.
7.5.3.2 Controla y registra la identificación única del Producto 3 0
7.5.4.1 La organización identifica, verifica y protege los NO APLICA
bienes que son propiedad del cliente suministrado
Para la utilización dentro del producto
7.5.5.1 La empresa preserva la conformidad del 3 0

Auditoria Interna 43
producto tanto interno como la entrega al destino previsto
7.5.5.2 Esta preservación es identificada, manipulada, 2 0
almacenada y protegida por la empresa.
7.6 Control de los dispositivos de seguimientos y medición. 20
7.6.1 La empresa determina y realiza el seguimiento 5 0
medición mediante los dispositivos necesarios
para evidenciar la conformidad del producto.
7.6.2 Existen procesos establecidos para asegurarse que el 5 1 20 %
seguimiento y medición se lo realiza de manera eficaz
7.6.3 Existe a intervalos planificados un servicio de 5 1.25 25 %
calibración o verificación para los equipos de medición.
7.6.4 La organización evalúa y registra los resultados 5 2 40 %
De la calibración y la verificación.
TOTAL 185 18 9.72%
DESCRIPCIÓN DEM.PTOS.
ASIG.
%
DEMERITOS
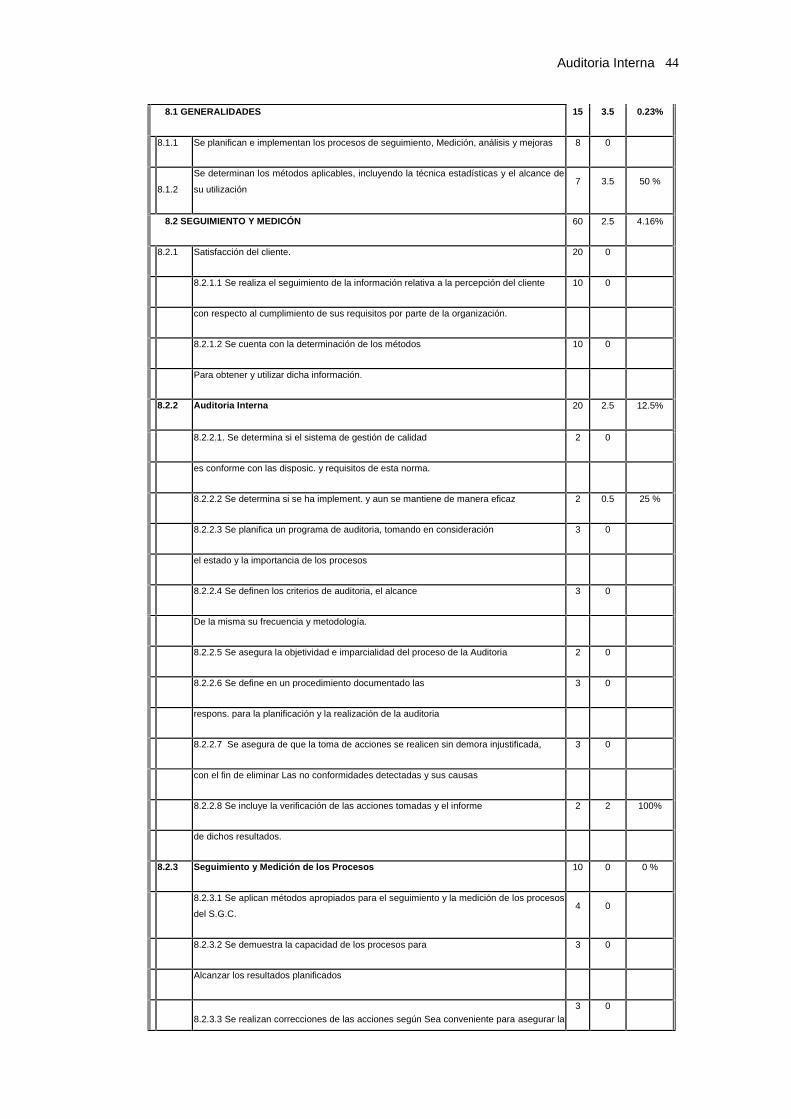
2.3.2.5 MEDICIÓN, ANÁLISIS Y MEJORA
Auditoria Interna 44
8.1 GENERALIDADES 15 3.5 0.23%
8.1.1 Se planifican e implementan los procesos de seguimiento, Medición, análisis y mejoras 8 0
8.1.2
Se determinan los métodos aplicables, incluyendo la técnica estadísticas y el alcance de
su utilización7 3.5 50 %
8.2 SEGUIMIENTO Y MEDICÓN 60 2.5 4.16%
8.2.1 Satisfacción del cliente. 20 0
8.2.1.1 Se realiza el seguimiento de la información relativa a la percepción del cliente 10 0
con respecto al cumplimiento de sus requisitos por parte de la organización.
8.2.1.2 Se cuenta con la determinación de los métodos 10 0
Para obtener y utilizar dicha información.
8.2.2 Auditoria Interna 20 2.5 12.5%
8.2.2.1. Se determina si el sistema de gestión de calidad 2 0
es conforme con las disposic. y requisitos de esta norma.
8.2.2.2 Se determina si se ha implement. y aun se mantiene de manera eficaz 2 0.5 25 %
8.2.2.3 Se planifica un programa de auditoria, tomando en consideración 3 0
el estado y la importancia de los procesos
8.2.2.4 Se definen los criterios de auditoria, el alcance 3 0
De la misma su frecuencia y metodología.
8.2.2.5 Se asegura la objetividad e imparcialidad del proceso de la Auditoria 2 0
8.2.2.6 Se define en un procedimiento documentado las 3 0
respons. para la planificación y la realización de la auditoria
8.2.2.7 Se asegura de que la toma de acciones se realicen sin demora injustificada, 3 0
con el fin de eliminar Las no conformidades detectadas y sus causas
8.2.2.8 Se incluye la verificación de las acciones tomadas y el informe 2 2 100%
de dichos resultados.
8.2.3 Seguimiento y Medición de los Procesos 10 0 0 %
8.2.3.1 Se aplican métodos apropiados para el seguimiento y la medición de los procesos
del S.G.C.4 0
8.2.3.2 Se demuestra la capacidad de los procesos para 3 0
Alcanzar los resultados planificados
8.2.3.3 Se realizan correcciones de las acciones según Sea conveniente para asegurar la3 0
Auditoria Interna 45
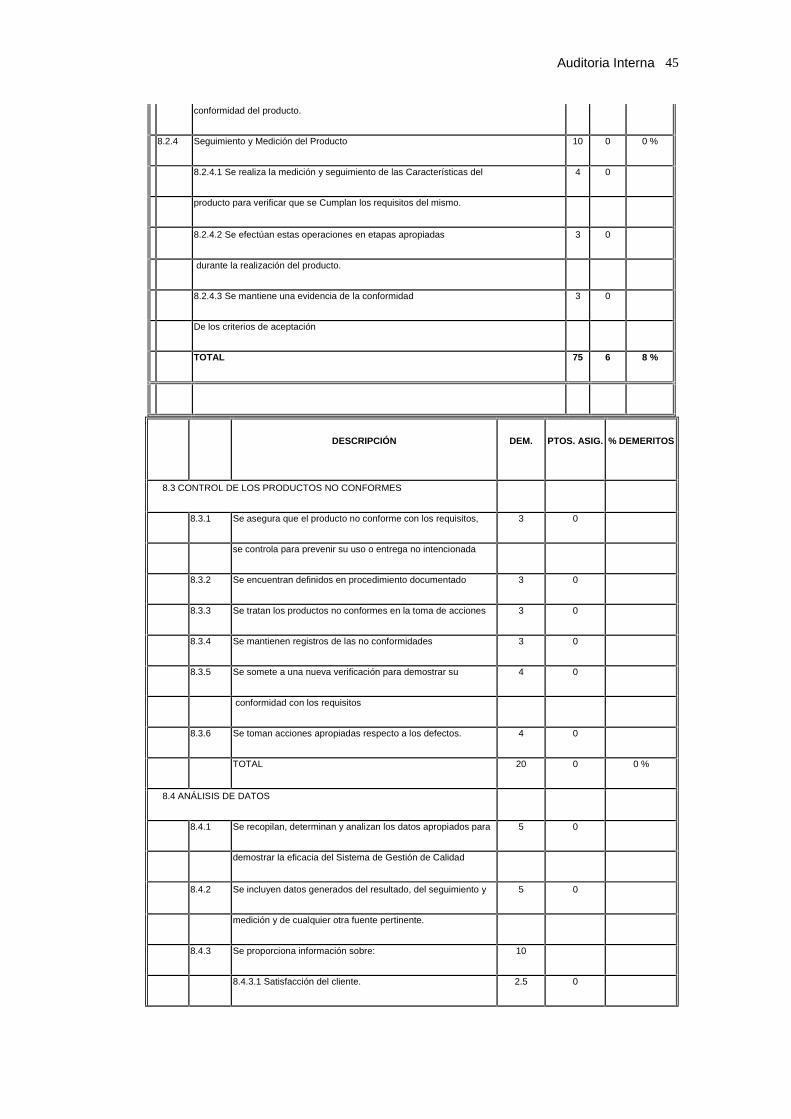
DESCRIPCIÓN DEM. PTOS. ASIG. % DEMERITOS
8.3 CONTROL DE LOS PRODUCTOS NO CONFORMES
8.3.1 Se asegura que el producto no conforme con los requisitos, 3 0
se controla para prevenir su uso o entrega no intencionada
8.3.2 Se encuentran definidos en procedimiento documentado 3 0
8.3.3 Se tratan los productos no conformes en la toma de acciones 3 0
8.3.4 Se mantienen registros de las no conformidades 3 0
8.3.5 Se somete a una nueva verificación para demostrar su 4 0
conformidad con los requisitos
8.3.6 Se toman acciones apropiadas respecto a los defectos. 4 0
TOTAL 20 0 0 %
8.4 ANÁLISIS DE DATOS
8.4.1 Se recopilan, determinan y analizan los datos apropiados para 5 0
demostrar la eficacia del Sistema de Gestión de Calidad
8.4.2 Se incluyen datos generados del resultado, del seguimiento y 5 0
medición y de cualquier otra fuente pertinente.
8.4.3 Se proporciona información sobre: 10
8.4.3.1 Satisfacción del cliente. 2.5 0
conformidad del producto.
8.2.4 Seguimiento y Medición del Producto 10 0 0 %
8.2.4.1 Se realiza la medición y seguimiento de las Características del 4 0
producto para verificar que se Cumplan los requisitos del mismo.
8.2.4.2 Se efectúan estas operaciones en etapas apropiadas 3 0
durante la realización del producto.
8.2.4.3 Se mantiene una evidencia de la conformidad 3 0
De los criterios de aceptación
TOTAL 75 6 8 %
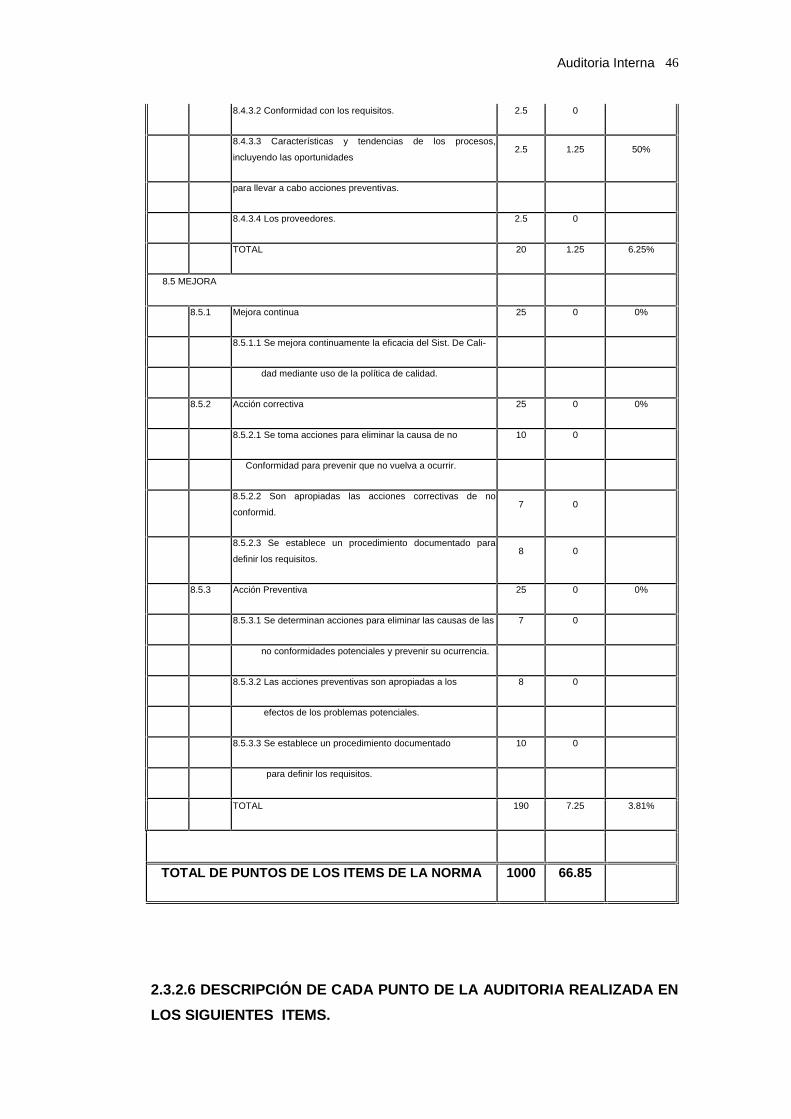
Auditoria Interna 46
8.4.3.2 Conformidad con los requisitos. 2.5 0
8.4.3.3 Características y tendencias de los procesos,
incluyendo las oportunidades2.5 1.25 50%
para llevar a cabo acciones preventivas.
8.4.3.4 Los proveedores. 2.5 0
TOTAL 20 1.25 6.25%
8.5 MEJORA
8.5.1 Mejora continua 25 0 0%
8.5.1.1 Se mejora continuamente la eficacia del Sist. De Cali-
dad mediante uso de la política de calidad.
8.5.2 Acción correctiva 25 0 0%
8.5.2.1 Se toma acciones para eliminar la causa de no 10 0
Conformidad para prevenir que no vuelva a ocurrir.
8.5.2.2 Son apropiadas las acciones correctivas de no
conformid.7 0
8.5.2.3 Se establece un procedimiento documentado para
definir los requisitos.8 0
8.5.3 Acción Preventiva 25 0 0%
8.5.3.1 Se determinan acciones para eliminar las causas de las 7 0
no conformidades potenciales y prevenir su ocurrencia.
8.5.3.2 Las acciones preventivas son apropiadas a los 8 0
efectos de los problemas potenciales.
8.5.3.3 Se establece un procedimiento documentado 10 0
para definir los requisitos.
TOTAL 190 7.25 3.81%
TOTAL DE PUNTOS DE LOS ITEMS DE LA NORMA 1000 66.85
2.3.2.6 DESCRIPCIÓN DE CADA PUNTO DE LA AUDITORIA REALIZADA ENLOS SIGUIENTES ITEMS.

Auditoria Interna 47
4.- Sistema de Gestión de la Calidad (25.6 DE 275 Deméritos, 9.3 %)
Requisitos Generales (7.6 de 50 Deméritos, 15,2 %)
La empresa si tiene implantado y documentado un Sistema de Gestión de la
Calidad, trabaja con la norma INEN 184 (Instituto Nacional Ecuatoriano de
Normalización)
Actualmente NIRSA, tiene un Sistema Internacional de Calidad HACCP para
conservación de riesgos específicos del pescado. Este es un sistema que
permite identificar riesgos específicos y puntos críticos de control e
implementar las medidas preventivas, con el fin de garantizar la inocuidad de
los alimentos (atún).
Por ende, tiene identificado sus procesos y ejecuta una mejora continua en
su sistema de calidad, pero no bajo esta norma.
Constantemente realiza el seguimiento, medición y análisis de calidad
durante el proceso productivo.
Requisitos de la Documentación (18 de 225 Deméritos, 9.7 %)
La Organización si cumple con la documentación del sistema de calidad
(trabaja con la INEN, pero bajo esta norma no se encuentra certificada. Para
el mercado externo está certificado bajo la norma HACCP, EFSI que significa
Europa, Alimento, Seguridad, Inspección, Servicios)
La empresa si establece y mantiene un manual de calidad para la fabricación
de conservas de atún, pero no bajo la norma ISO 9001 versión 2000.
Por lo consiguiente no es eficiente el control de la documentación y registros
mediante procedimientos documentados, como exige la norma antes
mencionada.
5.- Responsabilidad de la Dirección (8 de 300 Deméritos,2,66 %)

Auditoria Interna 48
Compromiso de la Dirección (0 de 50 Deméritos,0 % )
La Alta Dirección si comunica los requisitos del cliente a la
Organización (dan a conocer los requisitos al Gerente de Control de Calidad,
Gerente de Producción, Gerente Administrativo, estos a su vez comunica a
sus subordinados) para la elaboración de conservas de atún
Tiene establecido y mantiene políticas y objetivos de calidad
Enfoque al Cliente ( 0 de 50 Deméritos, 0 % )
La Dirección si se asegura en hacer cumplir los requisitos del cliente y cuenta
con los métodos específicos para poder determinar el grado de satisfacción
del cliente (verifican todos los registros del proceso productivo del día,
mantiene el servicio de pos-venta)
Política de la Calidad (0 de 50 Deméritos, 0 %)
Ya que su misión es de ser líderes en la conservación, industrialización y
comercialización de los recursos costeros a nivel nacional como internacional:
La Alta Gerencia si cumple con la con la implantación, comunicación y
entendimiento de la política de calidad
La Alta Dirección tiene el compromiso de mejorar continuamente el Sistema
de Gestión de Calidad, ya que las ventas de sus productos tiende más al
mercado local como internacional
Planificación (0 de 50 Deméritos, 0 % )
Actualmente la empresa cuenta con objetivos claros en relación a la calidad
del producto y a la organización, estos objetivos son medibles anualmente,
cuando se realiza la auditoria interna (como se mencionó al analizar la
situación actual de la empresa en relación a la calidad).
La Gerencia si planifica y establece los Objetivos de Calidad a coto y a
mediano plazo
Responsabilidad, Autoridad y comunicación (3 de 50 Deméritos, 6 %)
Las funciones de la empresa se encuentran definidas, ya que todos los
Auditoria Interna 49
trabajadores saben el puesto que ocupan. La empresa cuenta con el
organigrama estructural y funcional
Sí, se motiva al personal de acuerdo al rendimiento, se lleva a cabo esto ya
que en el proceso interviene el recurso humano (incentivo económico de
acuerdo a su eficiencia)
No es muy eficiente la comunicación por parte de la Alta Dirección con el
personal de la Organización
Revisión por la Dirección (5 de 50 Deméritos, 10 %)
La Alta Dirección si revisa, evalúa y realiza mejoras al Sistema de Gestión de
Calidad
Además existen mejoras en el producto en relación con los requisitos del
cliente y de la empresa
A pesar de que no existe mantenimiento preventivo se proporciona
mantenimiento rutinario en el proceso productivo, y si es de realizar acciones
correctivas la ejecutan, pero no hay registros de la misma o toman
decisiones improvisadas
6.- Gestión de los Recursos (5.4 de 50 Deméritos, 10.8 % )
Provisión de los Recursos (0 de 15 Deméritos, 0 %)
La empresa si proporciona los recursos para implementar mantener y
mejorar el Sistema de Gestión de Calidad
De la misma manera proporciona recursos para aumentar la satisfacción del
cliente (cumpliendo con los requisitos con el mismo)
La Organización se actualiza con equipos y accesorios de tecnología
Recursos Humanos (4.4 de 15 Deméritos, 29.33 %)
No existe un plan de capacitación para el personal, pero si capacitan a los
trabajadores que realizan trabajos que afecta a la calidad del producto
Infraestructura ( 0 de 10 Deméritos, 0 % ).
Auditoria Interna 50
La empresa si posee la infraestructura necesaria para lograr la conformidad
con los requisitos del producto
A futuro construirá un centro de capacitación para el personal
Ambiente de Trabajo (1 de 10 Deméritos, 10 % )
En unas áreas del proceso productivo el ambiente de trabajo no es muy
bueno, debido a las condiciones ambientales del mismo (Área de Pre-
proceso, sección cocción, temperatura poco alta, Área de etiquetado y
encartonado, ruido de las máquinas, operarios no son protegidos del ruido)
7.- Realización del producto (18 de 185 Deméritos, 9.72 %)
Planificación de la realización del producto ( 0 de 20 Deméritos, 0 % )
La organización tiene establecido la cantidad de tonelada de materia prima a
producir. También tiene definido los requerimientos que debe tener cada tipo
de conservas de atún. (ver anexo # 7.1 y anexo # 8 )
Las inspecciones, seguimientos y pruebas que se le realiza al producto están
bien definidas son pruebas: físicas, químicas, microbiológicos y
organolépticos
Si existen registros sobre estas inspecciones y controles en el proceso
productivo
Procesos relacionado con el Cliente (0 de 40 Deméritos, 0 % )
La empresa si cumple con los requisitos determinado por el cliente,
incluyendo la entrega del producto donde se encuentra el cliente, si existe el
servicio de post – venta
La organización determina y cumple con los requisitos relacionados con el
producto
Si existe comunicación con el cliente, y sus quejas o no conformidad con el
cliente son escuchados o atendidas, para luego tomar las respectivas
acciones correctivas y preventivas
Compras (3,75 de 75 Deméritos, 5 %)

Auditoria Interna 51
La empresa se asegura que el producto adquirido cumplan con los requisitos
de compras, si no cumple la empresa devuelve el producto no conforme a
los proveedores
Los proveedores son seleccionados, evaluados y reevaluados por la
empresa, las políticas de compras están bien definidas y entendidas por
parte de los proveedores.
La organización no tiene establecido ni implantado tipos de inspecciones, a
los productos comprados (envases, láminas, proteínas, etc. ) ya que el
proveedor lo realiza al 100%
Producción y Prestación del Servicio ( 3 de 30 Deméritos, 10 %)
La empresa planifica y controla la producción y prestación de servicio
No posee instructivos de trabajo, solo lo expresa verbalmente, hay mucho
control por parte de la mano de obra indirecta ( supervisores, controladores,
etc. )
La empresa, tanto internamente como externamente preserva la conformidad
del producto.
Si existe procedimiento establecido por cada suministro que permite la fácil
identificación del producto durante los capítulo de fabricación, almacenaje,
entrega e instalación, las identificaciones se realizan a través de la
codificaciones electrónicas Video Jet (codificación del producto y fecha de
caducidad) ver anexo # 24
Control de los Dispositivos de Seguimientos y medición ( 4.25 de 20Deméritos, 21.25%)
La organización si cuenta con los equipos apropiados para realizar el
mantenimiento a sus equipos o dispositivos de seguimientos y medición
Si posee un servicio de calibración para sus equipos, pero no lo cumple de
manera eficaz
La organización evalúa y registra los resultados de calibración y verificación
pero no de manera eficiente
La empresa ha obtenido un puntaje total de 18 puntos asignados sobre los
185 puntos ( 9.72 % ) en el numeral 7 de la norma ISO versión 2000, referente a
la realización del producto.
Auditoria Interna 52
NOTA: El numeral 7.3 y 7.5.4.1. la empresa no la aplica
8.- Medición, Análisis y mejora (7.25 de 190 Deméritos, 3.81 % )
La organización si planifica e implementa los procesos de seguimientos,
medición y mejoras al producto
La empresa si cuenta con un plan de auditoria interna (Dpto de Auditoria
Interna), esta se la realiza anualmente, proyectándose a realizarse
semestralmente.
El seguimiento y medición del proceso productivo se lo realiza desde la
recepción de materia prima (muelle), producto en proceso, hasta el área de
bodega de producto terminado (es muy eficiente el control del proceso
productivo por parte de la mano de obra directa e indirecta).
El control de productos defectuosos y no conformes es eficiente, se registra
y se vuelve verificar para demostrar su conformidad o no, se define si el
producto puede ser comercializado o destruido. Todo producto no conforme y
defectuoso queda retenido en un área denominada JAULA (En ésta área, el
departamento de control de calidad realiza los respectivos remuestreos, para
el análisis y control al producto retenido) ver anexo # 25
Si existe una mejora continua en el sistema de gestión de calidad, las
acciones correctivas y preventivas se ejecutan en el momento indicado y
archivado mediante un procedimiento documentado
2.3.2.7 RESUMEN GENERAL DE LA AUDITORIA INTERNA DE CALIDADBAJO LA NORMA ISO 9001 VERSIÓN 2000
El cuadro y la gráfica que a continuación representamos en la página
subsiguiente, expresan que el mayor incumplimiento de los numerales de la
Norma ISO 9001 versión 2000, radica en lo relativo del numeral 7, Realización
del Producto, (9.72 % de Deméritos), debido a que no existe procedimientos e
instructivo de trabajo, para el área de producción, sección ; dosificadora y
llenadora, donde la no conformidad del producto (peso neto bajo) comienza en
esta sección.
Auditoria Interna 53
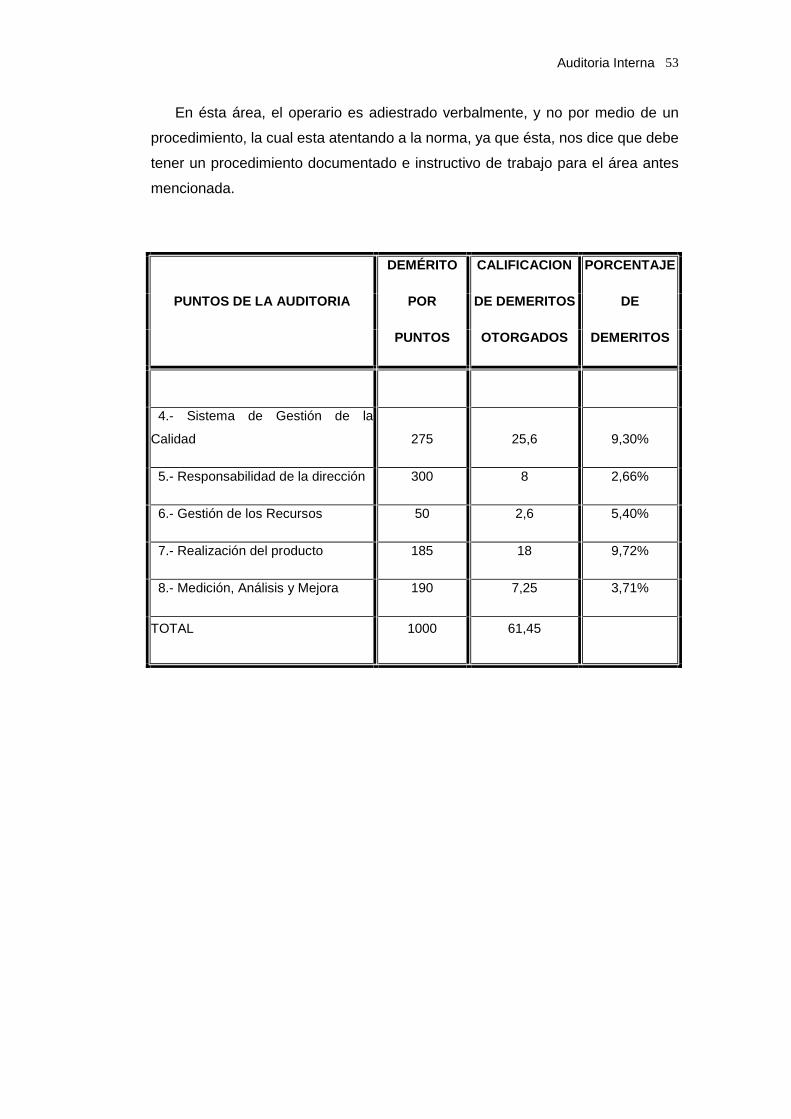
En ésta área, el operario es adiestrado verbalmente, y no por medio de un
procedimiento, la cual esta atentando a la norma, ya que ésta, nos dice que debe
tener un procedimiento documentado e instructivo de trabajo para el área antes
mencionada.
DEMÉRITO CALIFICACION PORCENTAJE
PUNTOS DE LA AUDITORIA POR DE DEMERITOS DE
PUNTOS OTORGADOS DEMERITOS
4.- Sistema de Gestión de la
Calidad 275 25,6 9,30%
5.- Responsabilidad de la dirección 300 8 2,66%
6.- Gestión de los Recursos 50 2,6 5,40%
7.- Realización del producto 185 18 9,72%
8.- Medición, Análisis y Mejora 190 7,25 3,71%
TOTAL 1000 61,45
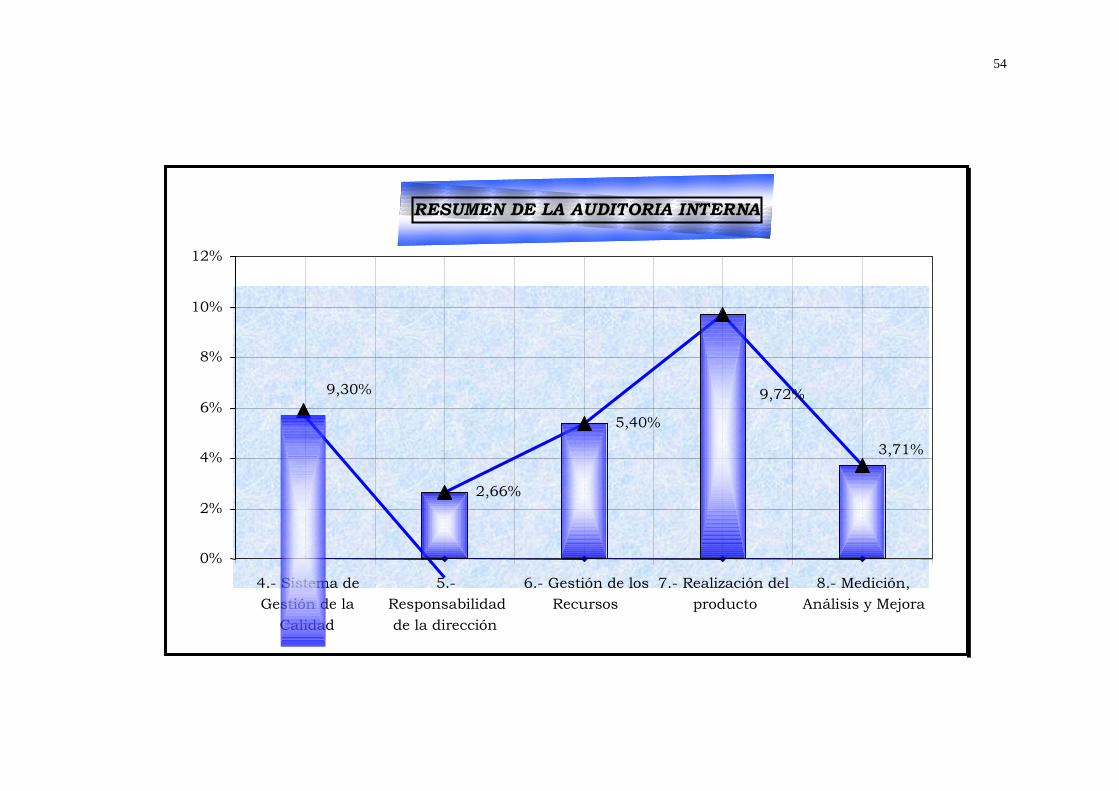
54
RESUMEN DE LA AUDITORIA INTERNA
9,72%
3,71%
5,40%
2,66%
0%
2%
4%
6%
8%
10%
12%
4.- Sistema deGestión de la
Calidad
5.-Responsabilidadde la dirección
6.- Gestión de losRecursos
7.- Realización delproducto
8.- Medición,Análisis y Mejora
9,30%

Diagnostico de la Auditoria 55
CAPITULO III

Diagnostico de la Auditoria 56
DIAGNOSTICO DE LA AUDITORIA
3.1 DETERMINACIÓN DEL PROBLEMA PRINCIPAL
De acuerdo con la evaluación de la auditoria interna, basada en la Norma
ISO 9001 versión 2000, se pudo determinar las siguientes cláusula de mayor
porcentaje de deméritos:
Numeral 7: Realización del Producto con 9.72 %
Numeral 4: Sistema de Gestión de la Calidad con 9.30 %
Numeral 6: Gestión de los Recursos con 5,20 %
Numeral 8: Medición, Análisis y mejora con 3.28 %
Numeral 5: Responsabilidad de la Dirección con 2.66 %
Para la empresa, que me permite realizar el estudio correspondiente, se ha
dado a la conclusión de analizar el numeral 7: Realización del Producto, debido a
que existe producto no conforme y productos defectuosos. Originando, bajando y
atrasando la venta del producto para el mercado externo y local, ya que no
cumple con las especificaciones del cliente que son exigentes en dichos
mercados.
El producto defectuoso y no conforme queda retenido en Jaula, para que el
Departamento de Control de Calidad realice los respectivos análisis, donde este
determina si el producto es liberado para ser destruido o comercializado (
realizan remuestreo para analizar a los productos no conformes o defectuosos )
Los productos defectuosos ( latas con sulfuro, golpes en el envase, bajo
peso de drenado, alto porcentaje de Flake ), son analizados sus causas y sus
Diagnostico de la Auditoria 57
subcausas mediante el diagrama de Ishikawa. El producto defectuoso por
sulfuro, la empresa lo devuelve al proveedor y esta cubre los costos y los gastos
del producto, esta es una política de la empresa hacia los proveedores de
envases (Enlit y Fadesa), la empresa no pierde, con los productos defectuosos,
por tal motivo analizamos los productos de no conformidad.
La empresa de la misma manera, no pierde con los productos no conforme,
ya que estos son destinado para el consumo del personal y para el comedor de
la empresa, (a precio de costo), pero si ocasiona restricción en ventas, por ende
dejando de ganar, perdiendo tiempo productivo y dinero en las ventas de
conservas de atún, a continuación se describe las no conformidades principales:
Mediante la técnica de muestreo (conteo de datos) se procedió a cuantificar
el problema de productos no conformes (peso neto bajo, latas colapsadas,
golpes y mal cierre, y otros), y posteriormente distribuidos por frecuencias, los
datos se recopilan en un turno de 12 horas, en un periodo de dos meses (4
quincena), obteniendo un valor representativo de 325 unidades quincenal de
productos no conforme, y 1300 unidades bimensual, los productos defectuosos y
no conforme quedan registrados en la sección Jaula y en el Laboratorio de
Control de Calidad.
PROBLEMA A PROBLEMA B PROBLEMA C PROBLEMA D
PESO NETO
BAJO
LATASCOLAPSADAS
GOLPES Y MALCIERRE
OTROS
Diagnostico de la Auditoria 58
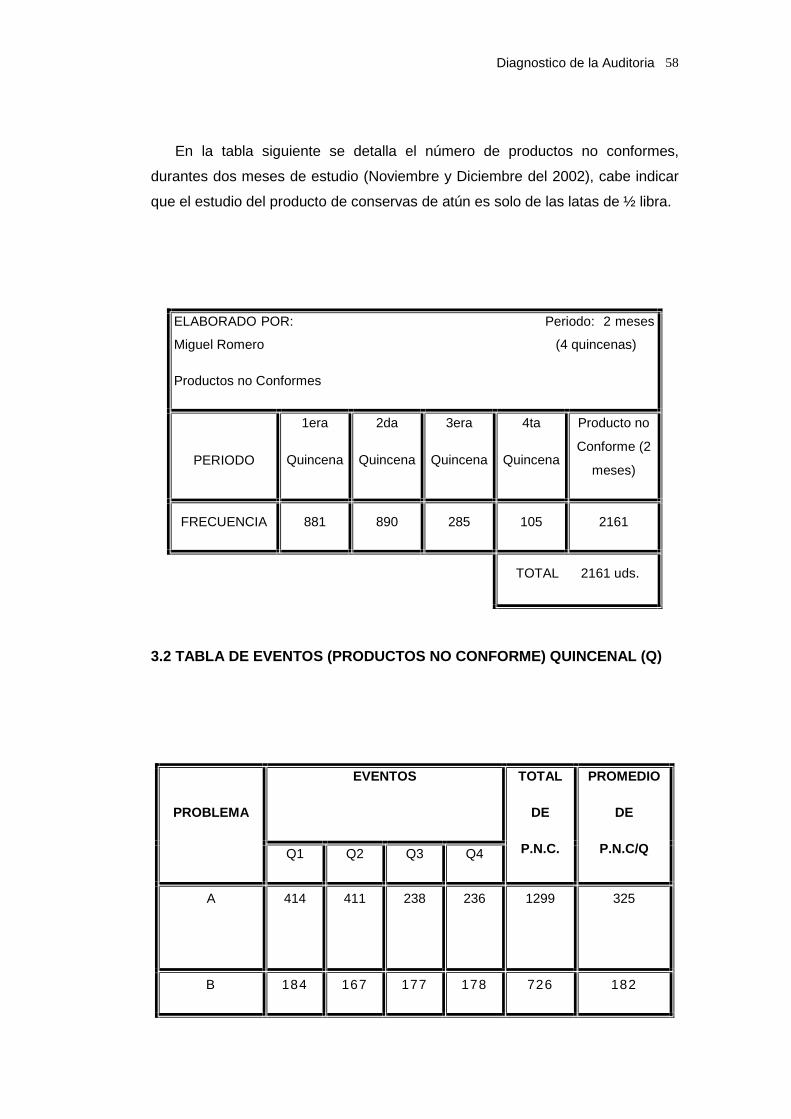
En la tabla siguiente se detalla el número de productos no conformes,
durantes dos meses de estudio (Noviembre y Diciembre del 2002), cabe indicar
que el estudio del producto de conservas de atún es solo de las latas de ½ libra.
3.2 TABLA DE EVENTOS (PRODUCTOS NO CONFORME) QUINCENAL (Q)
ELABORADO POR: Periodo: 2 meses
Miguel Romero (4 quincenas)
Productos no Conformes
PERIODO
1era
Quincena
2da
Quincena
3era
Quincena
4ta
Quincena
Producto no
Conforme (2
meses)
FRECUENCIA 881 890 285 105 2161
TOTAL 2161 uds.
PROBLEMA
EVENTOS TOTAL
DE
P.N.C.
PROMEDIO
DE
P.N.C/QQ1 Q2 Q3 Q4
A 414 411 238 236 1299 325
B 184 167 177 178 726 182

Diagnostico de la Auditoria 59
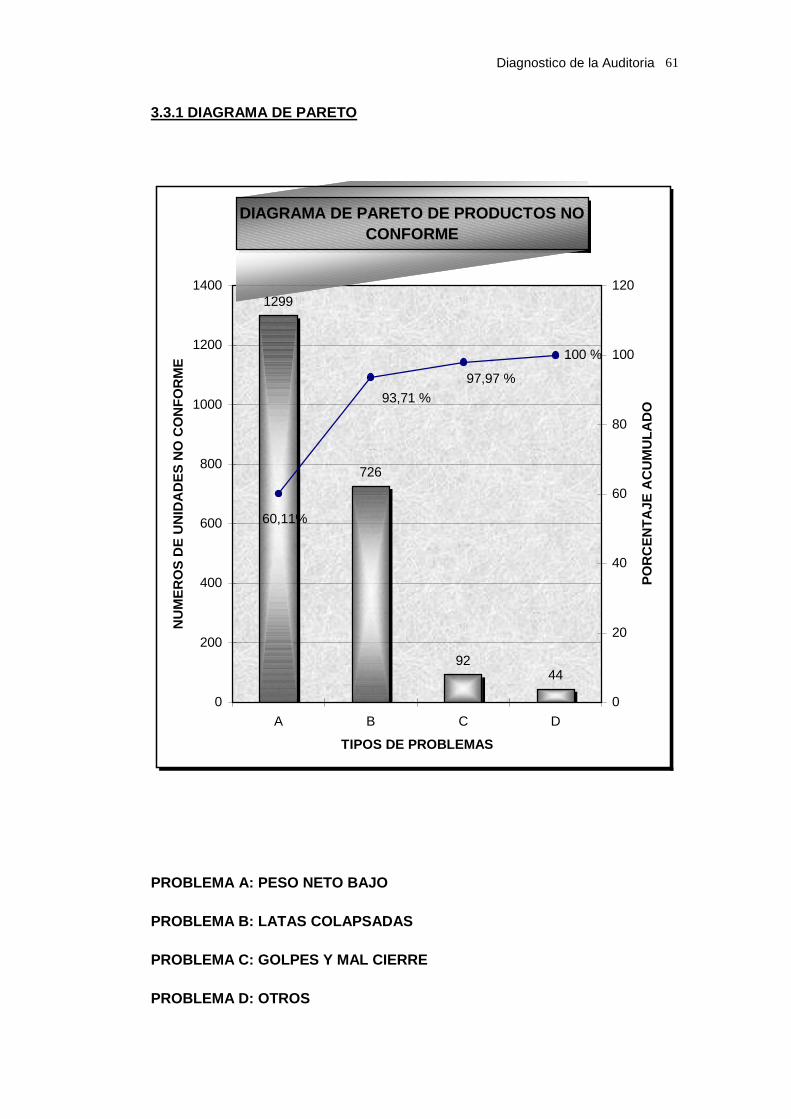
A través de los datos obtenidos en el cuadro “ tabla de datos ”, se procede a
la elaboración de un diagrama de Pareto, con sus respectivos valores, que nos
permitirá determinar visualmente los problemas de mayor incidencia, en el área
de producción, (máquina dosificadora y llenadora) siendo los productos no
conforme:
Peso neto bajo
Latas colapsadas
Golpes y mal cierre
Otros
Mediante el análisis de la gráfica de Pareto, nos damos cuenta que el
problema de peso neto bajo, es el producto no conforme de mayor incidencia en
la conserva de atún (latas de ½ libra), dando un origen de un alto porcentaje de
producto no conforme y por ende, la organización deja de vender y ganar dinero,
lo que significa pérdidas económicas para la empresa ( cabe indicar que este
estudio se basa, solo del producto de ½ libra ).
3.3 DIAGRAMA DE PARETO DEL PROBLEMA DE LATAS DE ½ LIBRA
C 18 22 25 27 92 23
D 8 10 11 15 44 11
TOTAL PROMEDIO/QUINCENAL 541
TIPOS DEPRODUCTOS NO
No. DEPRODUCTOS NO
FRECUENCIA FRECUENCIA
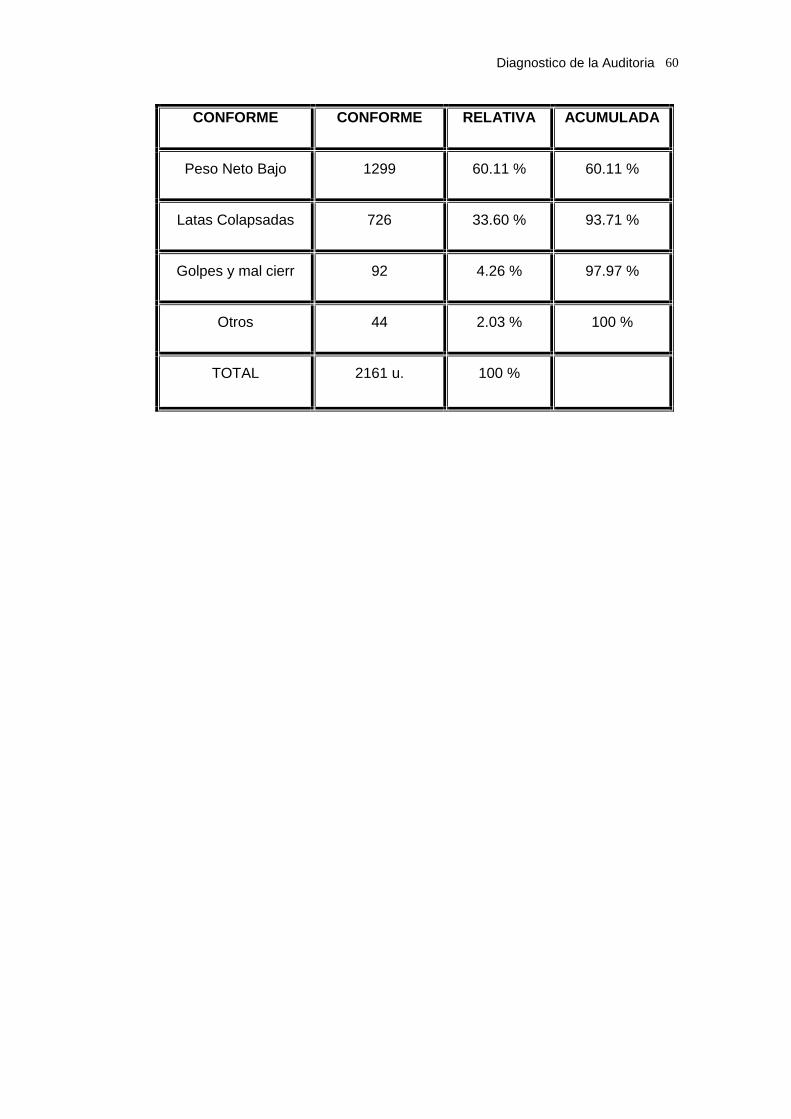
Diagnostico de la Auditoria 60
CONFORME CONFORME RELATIVA ACUMULADA
Peso Neto Bajo 1299 60.11 % 60.11 %
Latas Colapsadas 726 33.60 % 93.71 %
Golpes y mal cierr 92 4.26 % 97.97 %
Otros 44 2.03 % 100 %
TOTAL 2161 u. 100 %
Diagnostico de la Auditoria 61
3.3.1 DIAGRAMA DE PARETO
DIAGRAMA DE PARETO DE PRODUCTOS NOCONFORME
1299
726
9244
100 %
97,97 %93,71 %
60,11%
0
200
400
600
800
1000
1200
1400
A B C D
TIPOS DE PROBLEMAS
NU
MER
OS
DE
UN
IDA
DES
NO
CO
NFO
RM
E
0
20
40
60
80
100
120
POR
CEN
TAJE
AC
UM
ULA
DO
PROBLEMA A: PESO NETO BAJO
PROBLEMA B: LATAS COLAPSADAS
PROBLEMA C: GOLPES Y MAL CIERRE
PROBLEMA D: OTROS
Diagnostico de la Auditoria 62
3.4 ESTUDIO DEL DIAGRAMA CAUSA – EFECTO
A continuación se procede a elaborar el diagrama Causa - Efecto con la
finalidad de observar la relación que existe entre una característica de calidad y
sus factores principales, el resultado del análisis se ha obtenido mediante una
lluvia de ideas para identificar las causas y subcausas que influyen directamente
en el efecto del problema.
Problema A,B,C,D
Origen: Producción
Causa : Mala calibración de la máquina, problema con la bomba dosificadora y
falta de método de trabajo, (el operario es adiestrado verbalmente)
Efecto: Producto no conforme que origina restricción en las ventas,
destinando el producto para consumo del personal y para el comedor de la
empresa, a precio de costo.

Diagnostico de la Auditoria 63
DIAGRAMA CAUSA – EFECTO
PRODUCTO
NOCONFORME
OPERARIO MAQUINA
MAT. PRIMA
CAPITULO IV
Análisis de los Costos de los Problemas 65
ANALISIS DE LOS COSTOS DE LOS PROBLEMAS
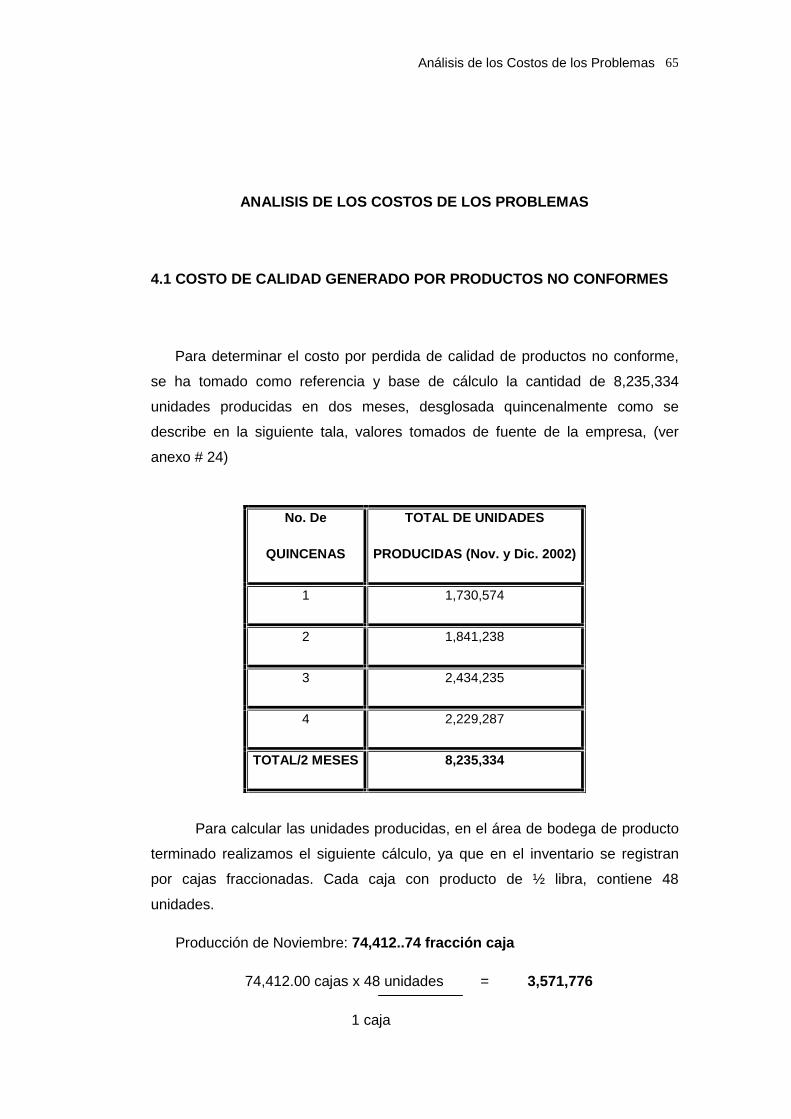
4.1 COSTO DE CALIDAD GENERADO POR PRODUCTOS NO CONFORMES
Para determinar el costo por perdida de calidad de productos no conforme,
se ha tomado como referencia y base de cálculo la cantidad de 8,235,334
unidades producidas en dos meses, desglosada quincenalmente como se
describe en la siguiente tala, valores tomados de fuente de la empresa, (ver
anexo # 24)
Para calcular las unidades producidas, en el área de bodega de producto
terminado realizamos el siguiente cálculo, ya que en el inventario se registran
por cajas fraccionadas. Cada caja con producto de ½ libra, contiene 48
unidades.
Producción de Noviembre: 74,412..74 fracción caja
74,412.00 cajas x 48 unidades = 3,571,776
1 caja
No. De
QUINCENAS
TOTAL DE UNIDADES
PRODUCIDAS (Nov. y Dic. 2002)
1 1,730,574
2 1,841,238
3 2,434,235
4 2,229,287
TOTAL/2 MESES 8,235,334
Análisis de los Costos de los Problemas 66
+
0.74 cajas x 48 unidades = 36
1 caja 3,571,812,00 u.
De la misma manera se calcula el mes de diciembre (97,156.70 fracción
caja) dando como resultado 4,663,522.oo unidades producidas del mes antes
mencionado. La suma de las unidades de los dos meses de producción es de
8,235,334.oo unidades.
Dentro de este parámetro se obtuvo la cantidad representativa de 2161
unidades no conformes durante los dos meses de producción. Cabe señalar que
las unidades defectuosas y no conformes quedan retenidas en un área
denominada Jaula, el objetivo de esta es para que las unidades sean de nuevas
verificadas (si cumple o no con las especificaciones, si el producto puede ser
comercializado o destruido). La cantidad de unidades defectuosas registrado
mediante la observación de una quincena de trabajo, que se menciona en el
capítulo tres, nos da la pauta para cuantificar el costo que representa en dos
meses de producción, es decir que las 325 unidades no conforme (peso neto
bajo) lo multiplicamos por cuatro quincenas laboradas en la empresa (estudio
bimensual), obteniendo como resultados la cantidad de 1300 productos no
conforme, de la misma manera se realiza el calculo para las demás no
conformidades plasmadas en la tabla, pero para calcular el costo bimensual,
calculamos el costo de fabricación de una unidad.
Los datos obtenidos de los costos de fabricación de una conserva de atún
(una unidad) fueron facilitados en el departamento de contabilidad de costos,
como lo ilustramos en la siguiente tabla.

Análisis de los Costos de los Problemas 67
4.2 COSTO DE FABRICACIÓN DE UNA UNIDAD DE ATÚN DE ½ LIBRA
DESGLOSE DE COSTO COSTO ($)
MATERIA PRIMA
- Pescado
10,52
INGREDIENTES
- Aceite
- Proteína
- Sal
1,17
MATERIAL DE EMPAQUE
- Lata
- Cartón
- Etiqueta
4,08
GASTOS IND. FAB.
- Mano de obra
- Mantenimiento
- Depreciación
- Etc.
2,97

Análisis de los Costos de los Problemas 68
Como podemos observar en la tabla anterior el costo de fabricación de una
unidad es de 0.39 $/u.
El valor representativo de $ 843.96 es el costo generados por productos no
conformes durante dos meses de producción, generando un costo de calidad por
fallas internas un total de 5063.76 dólares anuales.
TOTAL 18,74 $/Caja
TOTAL/48 u. 0.39 $/u
NO
CONFORMIDAD
FRECUENCIA
UNIDS/QUINC.
QUINCENAS
LABORADAS
UNIDADES
PROMEDIO
BIMENSUAL
COSTO
($)
POR
UNIDAD
COSTO
POR
NO
CONFORM.
Peso Neto Bajo325 4 1300 0.39 507.00
Latas
Colapsadas 182 4 728 0.39 283.92
Golpes y Mal
cierre 23 4 92 0.39 35.88
Otros 11 4 44 0.39 17.16
COSTO TOTAL 843.96
Análisis de los Costos de los Problemas 69
Pero la empresa vende su producto a razón de 28.32 dólares la caja, pero
esta contiene 48 unidades, quiere decir que, el precio de venta de cada unidad
es de $ 0.59.
Multiplicando por las 2161 unidades no conforme nos da un resultado de $
1274.99 bimensual, anualmente sería 7649.94 dólares, la diferencia es lo que la
empresa esta dejando de ganar.

CCAAPPIITTUULLOO VV
Propuesta a los Problemas Encontrados 71
5.1 ALTERNATIVA DE SOLUCIÓN
De las evaluaciones obtenidas en la auditoria interna, realizada en la
empresa NIRSA, bajo la norma ISO 9001 versión 2000, se determinó el
problema principal que presenta la empresa siendo este el alto índice de
productos no conforme (peso neto bajo, latas colapsadas, golpes y mal cierre),
se detectó la falta de procedimiento documentado que asegure el eficaz control
del proceso en el área de producción, la cual se basa nuestro trabajo
investigativo que está relacionada a esta área, sección de llenado y sellado del
producto de esta empresa, donde se determinó los mayores problemas como
son:
La pérdida de tiempo por paralizaciones de máquinas (mala calibración)
Producto retenido por no cumplir con el peso requerido
Por falta de procedimiento e instructivo de trabajo en esta sección
Como propuesta de solución a estos problemas que generan tiempos
improductivos, reclamos por la alta di0rección por productos no conformes en un
rediseño del proceso, elaborando un manual de procedimiento e instructivo de
trabajo, que son herramientas necesaria basada en la Norma ISO 9001/2000,
ésta tiene como característica un objeto y un campo de aplicación:
OBJETO
Esta norma internacional especifica los requisitos para un Sistema
de Gestión de Calidad cuando una organización:
Necesita demostrar su capacidad, para proporcionar de forma
coherente, productos que satisfagan los requisitos del cliente y los
Propuesta a los Problemas Encontrados 72
reglamentos aplicables y, aspirar aumentar la satisfacción del cliente a
través de la aplicación eficaz del sistema, incluido los procesos para la
mejora continua del sistema y del aseguramiento de la conformidad
con los requisitos del cliente y los reglamentos aplicables.
APLICACIÓN
Todos los requisitos de esta norma internacional son genéricos y
se pretende que sean aplicables a toda organización, sin importar su
tipo, tamaño y producto suministrado.
Cuando uno o varios requisitos de esta norma internacional no se
pueda aplicar debido a la naturaleza de la organización y su producto,
puede considerarse para su exclusión.
Cada numeral, la norma ISO 9001/2000 cumple con determinado
parámetros, los cuales verifican y certifican que la empresa está
cumpliendo con el aseguramiento de la calidad del producto, para el
efecto del estudio se ha tomado la cláusula 7.5.1 que se refiere a la
producción y a la prestación de servicio, cuyos parámetros indican lo
siguiente:
a) La organización DEBE planificar y llevar a cabo la producción y
prestación de servicio bajo condiciones controladas.
Las condiciones controladas DEBEN incluir cuando sea aplicable:
b) La disponibilidad de información que describa la característica del
producto.
c) La disponibilidad de instrucciones de trabajo, cuando sea necesario
(procedimientos e instructivos).
d) El uso de equipos apropiados.
e) La disponibilidad y uso de dispositivos de seguimiento y medición.
f) La implementación del seguimiento y de la medición, y
g) La implementación de actividades de liberación, entrega y posterior a la
entrega.
5.2 DESCRIPCIÓN DEL FORMATO PARA EL MANUAL DE CALIDAD

Propuesta a los Problemas Encontrados 73
El Manual de Calidad de la Empresa Negocios Industriales Real S. A. estará
compuesto por el siguiente formato de encabezado de página, con el objetivo de
facilitar cualquier modificación específica en alguna sección del documento. A
continuación se elabora y se desglosa el formato de la siguiente manera:
1.- Nombre de la Empresa
2.- El Número de Código existente
3.- Nombre del Documento que se elabora en el Sistema de Calidad
4.- Número de Revisión del Documento
5.- Área donde se desarrolla el documento
6.- Número de Página del Documento
7.- Fecha de Elaboración del Documento
EMPRESA: CODIGO N.- 0
REVISIÓN: 00
AREA: PÁGINA: 1/
APROBADO POR: ELABORABO POR: REVISADO POR:
G. /PLANTA, C. CALIDAD MIGUEL ROMERO S. J./ PRODUCCIÓN, C.
CALIDAD
FECHA DE VIGENCIA
1 2
3 4
56
7
Propuesta a los Problemas Encontrados 74
5.2.1. SISTEMA DE CALIDAD
El Sistema de Calidad documentado consta de una base documental, para
que se cumplan todos los requerimientos de calidad, para un mejor control.
ESTRUCTURA DE LA DOCUMENTACIÓN DEL SISTEMA DE CALIDAD
Las series de Normas ISO 9000 (conocidas en EE. UU., como las series
ANSI/SQC Q 9000 - 1994) ahora establece que “ el índice de la documentación
que cubre los requerimientos del Sistema de Calidad de ésta Norma
Internacional deben estar definido en el Manual de Calidad. ” El Manual de
Calidad debe incluir y hacer referencia a los procedimientos documentados, que
forma parte del Sistema de Calidad – cláusula 4.2.1.
La Norma establece también que “el proveedor” debe preparar e implementar
el Sistema de Calidad y procedimientos documentados de una forma
consistente, con los requerimientos de la Norma y su propia política de calidad –
establecida en el manual.
Se satisfacen estos requerimientos documentados y estructurando su
Sistema de Calidad mediante la “ Pirámide de calidad – establecida en el Manual
de Calidad.” Este método, eficiente y comúnmente utilizado consiste de un
planeamiento de cuatro niveles.
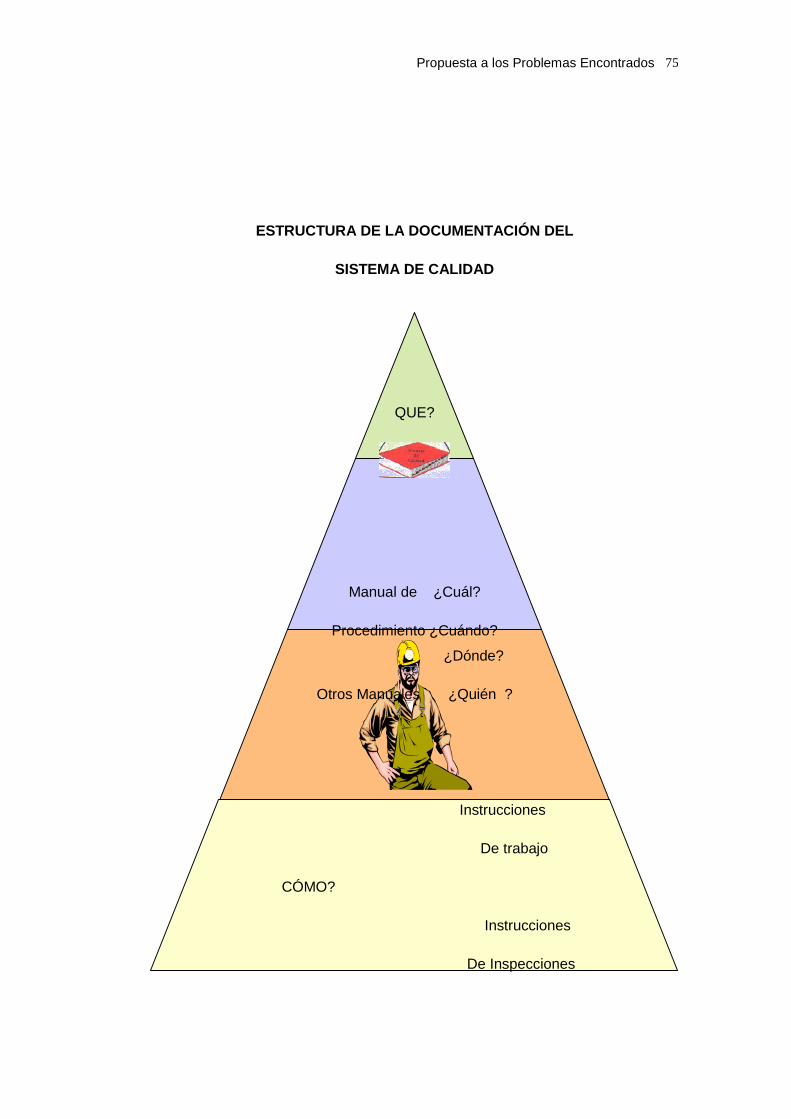
Propuesta a los Problemas Encontrados 75
ESTRUCTURA DE LA DOCUMENTACIÓN DEL
SISTEMA DE CALIDAD
QUE?
Manual de ¿Cuál?
Procedimiento ¿Cuándo?
¿Dónde?
Otros Manuales ¿Quién ?
Instrucciones
De trabajo
CÓMO?
Instrucciones
De Inspecciones
Propuesta a los Problemas Encontrados 76
Registros Evidencias
Documentales
Propuesta a los Problemas Encontrados 77
NIVEL 1: MANUAL DE CALIDAD.
El Manual de Calidad describe la organización, política y responsabilidades
por la calidad de la compañía y la estructura general de la documentación que
cubre el sistema de calidad, a fin de satisfacer los requerimientos de la norma.
Este hace referencia a los procedimientos del sistema de calidad establecidos en
la compañía.
Manual de Calidad.- Es un documento que establece la política de calidad y
describe el sistema de calidad de una organización. Un Manual de Calidad
puede referirse a la totalidad de las actividades de una organización o solo a una
parte de esta. El título de Manual de Calidad y el alcance del manual explicitan el
campo de aplicación.
1.- Un manual de calidad contendrá normalmente, o hará referencia por lo
menos a:
La Política de Calidad
Las Responsabilidades, las autoridades y las relaciones entre el personal
que dirigen, efectúan, verifican o revisan los trabajos que tienen incidencia
sobre la calidad.
Los procedimientos y los instructivos del sistema de calidad.
NIVEL 2: PROCEDIMIENTOS DE SISTEMA DE CALIDAD
Los procedimientos son utilizados para especificar quién hace, qué, cuándo
se hace, y qué documentación se usa para verificar que las actividades de
calidad sean ejecutadas como es requerido. Los procedimientos describen, que
cada departamento o persona seguirá a fin de satisfacer las responsabilidades
definidas por la organización de calidad, enfoque, y políticas de calidad
establecida en el nivel 1.
NIVEL 3: INSTRUCCIONES DE TRABAJO
Propuesta a los Problemas Encontrados 78
Las instrucciones de trabajo son utilizadas para detallar en que ciertas tareas
deben realizarse, en aquellos casos donde la ausencia de dichas instrucciones
de trabajo afecten adversamente la calidad. Estas instrucciones también provee
conocimiento y/o guías necesarias para la toma de decisiones o interpretación
de la información. En particular, las siguientes dos clases de instrucciones de
trabajo son utilizadas:
Instrucciones relacionadas con el sistema, estos complementa los
procedimientos por medio de:
Instrucciones detalladas a cerca de la forma de llevar a cabo los controles,
inspecciones o análisis requerido; o de la forma de procesar materiales o
documentos.
Instrucciones relacionadas con el contrato. Estas transforma los
requerimientos, listos de materiales, carta de ruta, inspección especial, análisis,
instrucción para procesamientos o empaques, etc.
NIVEL 4: REGISTROS Y “FORMAS”
Los registros son utilizados para proveer seguridad / evidencias de que la
calidad requerida por el producto o servicio fue obtenida, y que el sistema de
calidad de la empresa ha sido implementado correctamente.
Las formas se refiere a etiquetas, rótulos, calcomanías, hojas timbradas,
sellos y otros medios para identificar el estado de los materiales, producto,
equipos, medidores y otros dispositivos utilizados en la empresa, para lograr los
requerimientos especificados.
5.2.2 CONTROL DE LOS DOCUMENTOS
Los documentos requeridos por el Sistema de Gestión de la Calidad deben
controlarse. Los registros son un tipo especial de documento y deben controlarse
Propuesta a los Problemas Encontrados 79
de cuerdo con los requisitos citados en el numeral 4.2.4 de la Norma ISO 9001
versión 2000. Deben establecerse un procedimiento documentado que definan
los controles necesarios para:
a) Aprobar los documentos en cuanto su adecuación antes de su emisión
b) Revisar y actualizar los documentos cuando sea necesario y aprobarlos de
nuevo
c) Asegurarse de que se identifique los cambios y el estado de revisión de los
documentos.
d) Asegurarse de que las versiones pertinentes de los documentos aplicables en
cuanto a la disponibilidad en los puntos de uso
e) Asegurarse de que los documentos permanezcan legibles y fácilmente
identificables
f) Asegurarse de que se identifican los documentos de origen externo y controle
su distribución
g) Prevenir el uso no intencionado de documentos obsoletos, y aplicarle una
identificación adecuada en el caso de que se mantenga por cualquier razón
5.2.3 CONTROL DE LOS REGISTROS
Los registros deben establecerse y mantenerse para proporcionar evidencia
de la conformidad con los requisitos, así como de la operación eficaz del Sistema
de Gestión de la Calidad. Deben permanecer legibles, fácilmente identificable.
Debe establecerse un procedimiento documentado para definir los controles
necesarios para la identificación, el almacenamiento, la protección, la
recuperación, el tiempo de retención y la disposición de los registros.

Propuesta a los Problemas Encontrados 80
5.3 ELABORACIÓN DE UNA SÍNTESIS DE MANUAL DE CALIDAD EN ELÁREA DE PRODUCCIÓN (LLENADO Y SELLADO DEL PRODUCTO) DE LAEMPRESA NIRSA.
SÍNTESIS DE MANUAL DE CALIDAD
ÁREA DE PRODUCCIÓN
NORMA ISO 9001 VERSIÓN 2000
CÓDIGO: MGC REVISIÓN: 00
ELABORADO POR: MIGUEL ROMERO FECHA: 22-03-02
REVISADO POR: JEFE DE PLANTA
JEFE CONTROL CALIDAD
APROBADO POR: GERENTE PRODUCCIÓNGERENTE CONTROL CALIDAD
Propuesta a los Problemas Encontrados 81
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:PÁGINA:
1 / 27
Propuesta a los Problemas Encontrados 82
INTRODUCCIÓN
Para brindar una visión general sobre el sistema de calidad vigente en
NIRSA, como es HACCP (Hazard and Análisis Critical Control Points) de la
misma manera trabajando con la NORMA INEN 184 y relacionándolo al área
objeto de nuestro estudio “ producto no conforme, peso neto bajo ” se procederá
a la elaboración de una Síntesis de Manual de Calidad, siguiendo los
lineamientos que exige la Norma ISO 9001 versión 2000.
Para el estudio de control de procesos se especifica los siguientes
parámetros:
Debe existir procedimientos e instructivos de trabajo que definan causas
principales del proceso
Se debe definir responsabilidades
Los documentos, deben estar en poder de quién lo aplique
Condiciones ambientales
Cómo se aprobarán los procesos
Registros
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
FECHA DE VIGENCIA:
27-03-03

Propuesta a los Problemas Encontrados 83
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDAD REVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
2 / 27
FECHA DE VIGENCIA:
27-03-03
Archivos de resultados
En la Síntesis de Manual de Calidad que se describirá, deberá contemplar en
su estructura documental, la política de calidad, procedimientos organizativos de
trabajo e instrucciones del mismo que detallen aspectos físicos de la actividad
concreta.
INFORMACIÓN GENERAL DE LA EMPRESA
Negocios Industriales Real S. A. (NIRSA) fue fundado en el año 1957.
Está dedicada al procesamiento de atún para conservas enlatadas y para la
producción de lonjas pre-cocidas para ventas de consumo local y de exportación.
Ubicación: Provincia del Guayas, Cantón Guayaquil, Parroquia Posorja,
Sector Industrial (Avda. del Malecón)
Número de Teléfono: (593 - 4) 2764254 – 2284010
Número de Fax: (593 - 4) 2764148 – 2292440
Correo Electrónico: nirsal @ porta.net.
Registro Sanitario: 388-3-93; 7.892-1-94; 11.905-94
Propuesta a los Problemas Encontrados 84
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
DESCRIPCIÓN DEL PRODUCTO – LATAS
Nombre Común: Skip Jack Tuna - Yellow Fin Tuna - Big - Eye Tuna
Nombre Científico: Euthynnus Affinis – Thunus Albacares – Thunus
Obesus
Nombre Comercial: Atún Enlatado
Procedencia: Océano Pacífico – Alta Mar
Destino: Unión Europea – Continente Americano
Embalaje: Envases Sanitarios;
307 * 112 - ¼ Lb. 307 * 110.5 - ½ Lb.
211 * 201 - ¼ Lb. 603 * 214 - 2.0 Lb.
307 * 109 - ½ Lb. 603 * 408 - 4.0 Lb.
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDAD REVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
3 / 27
FECHA DE VIGENCIA:
27-03-03

Propuesta a los Problemas Encontrados 85
Consumidor: Público General
Recomendaciones: Mantener el producto en ambiente fresco
Consumir preferentemente antes de 4 años.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
ORGANIGRAMA ESTRUCTURAL DE NIRSA
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDAD REVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
4 / 27
FECHA DE VIGENCIA:
27-03-03
GERENTE
PLANTA
GERENTEGENERAL
PRESIDENTE
GERENTE DEMANTENIMIENTO
GERENTE DEBODEGA
JEFE DE ENCARTONADO
GERENTE
PRODUCCIÓN
JEFE MICROBIOLOGIAGERENTE CONTROLCALIDAD

Propuesta a los Problemas Encontrados 86
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
5 / 27
FECHA DE VIGENCIA:
27-03-03
DESCRIPCIÓN E ILUSTRACIÓN DEL DIAGRAMA DE FLUJO EN ELPROCESO PRODUCTIVO
Las especies de atún, usadas en los empaques de atún son por lo general
albacora, barrilete, aleta amarilla y patudo (big eyes). El atún puede provenir de
diferentes áreas de los Océanos, pero el usado en esta empresa proviene del
Océano Pacífico.
Estas especies son capturadas promedios de varios métodos. El atún de
NIRSA es capturados por su propia flota atunera. Estos barcos están equipados
con equipos de congelamiento y brine, estos sistemas son utilizados para poder
congelar el pescado a temperaturas de espinas lo más rápido posible. El
pescado es enviado a las cañerías por los mismos barcos que los pescan. El
pescado se recibe en total estado de congelamiento. Durante la descarga de
barcos, se llevan a cabo muestreos organolépticos, análisis de sal e histamina.

Propuesta a los Problemas Encontrados 87
Cada barco es inspeccionado como parte de un procedimiento de inspecciones
para determinar si existe algún tipo de evidencia de algún peligro físico.
Cualquier situación de no conformidad se tomarán las
respectivas acciones correctivas.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
6 / 27
FECHA DE VIGENCIA:
27-03-03
El atún es descargado utilizando grúas que levanten las redes desde la
bodega de los barcos. El pescado es transportado desde el área del muelle
hasta el área de clasificación en volquetas. Una vez en ésta área se clasifica el
pescado por tamaño y especies. Después es transferido y pesado en tanques de
acero inoxidable, identificándolo con ticket, por lotes y especies; para poder darle
el seguimiento a través del proceso productivo, luego se transporta los cajones
en montacargas al área de cámaras de almacenamiento de frío.
La operación de descongalamiento de pescado crudo envuelve la clorinación
del agua. Una vez descongelada la materia prima se transporta hasta el área de
desviscerado. Durante la desviceración se olerá el pescado para determinar

Propuesta a los Problemas Encontrados 88
descomposición organoléptica, olores a combustible y pescado agrio. También
se inspecciona la cavidad de la panza por quemaduras causadas por exposición
a alta temperatura.
Una vez que se le saca la vísceras al atún, se coloca en canastilla de acero
inoxidable por tamaño y se lleva hasta el pre-cocinado. Las temperaturas de
espina del centro del pescado que entra y sale de las cocinas, son tomadas y
documentadas para asegurar que se ha conseguido las cocciones correctas.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
7 / 27
FECHA DE VIGENCIA:
27-03-03
Enseguida el pescado es enfriado (choque térmico) con ciclos de spray de
agua potable a temperatura ambiental antes de ser llevado al área del chill-room.
Una vez que el pescado alcanza la temperatura (>= 50º C) para limpieza es
enviado a las mesas de fileteado. El atún es limpiado manualmente, éste
proceso envuelve la remoción de la cola, la cabeza, la espina central, los huesos
de las agallas, piel y las escamas (limpieza singleclean y deepclean). Los lomos
limpiados son puestos en canastilla y transferido hasta el área de las máquinas

Propuesta a los Problemas Encontrados 89
para ser empacados (llenado y sellado). Posteriormente antes de ser empacados
los lomos, son inspeccionados y controlados por evidencias de escamas,
huesos, piel u otros defectos que no hayan sido removidos durante la limpieza
del pescado.
El diagrama de flujo lo podemos observar en el anexo # 27
OBJETIVO DEL MANUAL DE CALIDAD
El Objetivo para este manual, es de llevar a cabo la producción y la
prestación de servicio bajo condiciones controladas, para lograr que en
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
8 / 27
FECHA DE VIGENCIA:
27-03-03
todo momento las actividades, procesos y servicio se realicen con base en el
cumplimiento de la política u objetivo de la calidad dentro de la empresa.

Propuesta a los Problemas Encontrados 90
RESPONSABILIDADEl Jefe de Planta y el Jefe de Control de Calidad son los responsables de la
implantación de este manual de calidad.
ALCANCEEste Manual de Calidad es aplicable en el área de Producción, sección
Llenado y Sellado, que servirá como guía para todo el personal que interviene en
la ejecución de las diferentes actividades a realizar para la fabricación de
conservas de atún. Este Manual de Gestión de la Calidad deberá ser revisado
por lo menos una vez por año.
POLÍTICA CALIDAD La Política de Calidad para esta organización es mantener los estándares de
calidad del producto (conservas de atún) de acuerdo con los requisitos de los
clientes, a un precio competitivo y apto para el consumo humano.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:PÁGINA:
9 / 27

Propuesta a los Problemas Encontrados 91
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
FECHA DE VIGENCIA:
27-03-03
Mejorando cada día los procesos de producción, minimizando los productos
defectuosos y no conformes y capacitando al personal, para de esta manera
satisfacer las necesidades de los clientes.
MISIÓNSer Líderes en la Conservación, Industrialización y Comercialización de los
recursos costeros a nivel nacional como internacional.
Satisfacer las necesidades y expectativas de calidad del mercado local y
externo mediante la fabricación de productos ecológicos y de alta calidad.
VISIÓNSer Líderes en el mercado atunero nacional y expandirlos internacionalmente
hacia los mercados Europeos con mayor capacidad competitiva a través de
la calidad de nuestros productos.
La empresa deberá crecer o actualizarse conforme avanza la tecnología de
punta y su demanda.
SISTEMA DE GESTIÓN DE LA CALIDAD
NIRSA tiene sustentado su Sistema de Calidad HACCP (Análisis y
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:

Propuesta a los Problemas Encontrados 92
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
10 / 27
FECHA DE VIGENCIA:
27-03-03
Control de los Puntos Críticos), y con la Norma INEN 184 en los siguientes
documentos:
Nivel 1: Manual de Calidad
Nivel 2: Procedimientos del Sistema de Calidad
Nivel 3: Instrucciones de Trabajo e Inspecciones
Nivel 4: Registros y Formatos
Requisitos y Control de la DocumentaciónLa empresa tiene procedimiento, pero no aplica en el área de Producción
incumpliendo de esta manera con los requisitos de la Norma ISO 9001 versión
2000. el Gerente de Calidad y Producción son l os responsables del
aseguramiento, revisión y aprobación de los documentos antes de su distribución
y uso, de acuerdo al documento de control autorizado por el Gerente General.
Control de los Registros de CalidadEstos se lo realiza por medio de formatos codificados, los que serán
archivados en el departamento de Calidad y Producción, para realizar futuras
correcciones en el caso de alguna no conformidad. Estos deben

Propuesta a los Problemas Encontrados 93
mantenerse en condiciones apropiadas para su conservación, de tal
forma que puedan ser fácil su recuperación y evitar su deterioro.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
11 / 27
FECHA DE VIGENCIA:
27-03-03
RESPONSABILIDAD POR LA DIRECCIÓN
Los Jefes de Producción Y Control de Calidad son los responsable de hacer
que se cumpla la política de calidad en el área de Producción sección llenado y
sellado del producto con sus principales objetivos propuestos. El área de
producción Se encuentra estructurada por el Gerente de Producción y a la par
con el Gerente de Control de Calidad, ambos trabajan en equipo, por ende son
las personas con la autoridad correspondiente, además se encuentra inmersos
50 operarios, 6 supervisores, bajo el mando de la Gerencia antes mencionada.
Se debe establecer reuniones cada cierto periodo, para intercambiar ideas y
plantear soluciones a los problemas que se genere en materia de calidad,
además trazar metas a corto plazo y acciones que se cumpla.

Propuesta a los Problemas Encontrados 94
GESTIÓN DE LOS RECURSOS
La organización proporciona los recursos y la infraestructura necesaria para
implantar y mantener el sistema de gestión de la calidad y mejorar
continuamente su eficacia. Cumpliendo así con los requisitos del cliente para
aumentar su satisfacción.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
12 / 27
FECHA DE VIGENCIA:
27-03-03
El departamento de RR. HH. Conjuntamente con el jefe de planta y el jefe de
control de calidad son los encargado de planificar y ejecutar los cursos de
capacitación para la actualización de conocimientos del personal.
REALIZACIÓN DEL PRODUCTO
Planificación de la realización del productoNIRSA planifica la realización del producto antes de fabricarlo, ya que la
elaboración del programa de producción es emitido por el departamento de

Propuesta a los Problemas Encontrados 95
ventas desde la ciudad de Guayaquil. El Gerente de Producción recepciona el
programa y después de haber analizado, planificado, comunicado a las
respectivas área, y haber verificado que la empresa está apta para producir las
toneladas requeridas, elabora la orden de producción del día ya sea para
mercado local o externo.
Procesos relacionados con el clienteAntes de producir las conservas de atún, la empresa deberán de
encargarse de revisar y comunicar los requisitos requeridos por la misma
organización y por el cliente, para determinar si está apta, para cumplir o no con
los requisitos relacionados con el producto y el cliente.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
13 / 27
FECHA DE VIGENCIA:
27-03-03
De la misma manera deberán quedar registros controlados como resultados
de la revisión y las acciones originadas.
El diseño y desarrollo del producto la empresa no lo aplica, ya que el

Propuesta a los Problemas Encontrados 96
producto a fabricar se encuentra diseñado y desarrollado antes de comenzar a
implantar la fábrica de conservas de atún. Cualquier revisión y modificación del
producto quedan registros archivados.
La empresa tiene implementado y establecidos tipos de controles e
inspecciones necesarios para el producto comprado, el mismo que se determina
si cumple o no con los requisitos de compra, caso contrario la empresa devuelve
el producto comprado a sus proveedores, cobrando los costos y gastos
ocasionados por el mismo. Esta es una política de la empresa hacia sus
proveedores.
PRODUCCIÓN Y PRESTACIÓN DE SERVICIO
Control y validación de los procesos
La empresa aplica las normas de practica de buena manufactura en el
proceso de atún, pero no así en el área de producción sección de llenado y
sellado donde se evidencia una falta de metodología e instructivos de trabajo,
originando de esta manera que ocurran productos no conformes.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:PÁGINA:
14 / 27

Propuesta a los Problemas Encontrados 97
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
FECHA DE VIGENCIA:
27-03-03
Los jefes de Producción y Control de Calidad son las personas responsables
de hacer que se apliquen los procedimientos e instructivos de trabajo, los
procedimientos especifican la manera generalizada de realizar el llenado y
sellado correcto de las latas para conservas de atún, por otro lado las
instrucciones detallan en prosa la forma de desarrollar la actividad a fin de
proceder de la mejor manera.
Identificación y trazabilidad del productoNIRSA tiene la metodología de identificación del producto (video jet) a través
de formatos codificados que le sirven de registros para el seguimiento y
localización oportuna, en caso de anomalías existentes.
Control de la propiedad del clienteLa política de calidad dela empresa no permite ningún tipo de suministro por
parte de los clientes, para no arriesgar la calidad de su producto terminado y por
así disponerlo la alta dirección.
Preservación del productoLa empresa si preserva la conformidad del producto durante el proceso
interno como en la entrega al destino provisto. Esta preservación
va incluida con identificación, manipulación, embalaje, almacenaje y
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
Propuesta a los Problemas Encontrados 98
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
15 / 27
FECHA DE VIGENCIA:
27-03-03
protección del producto, para así evitar el deterioro del producto el cual garantice
la conservación del mismo.
Control de los dispositivos de seguimientos y de mediciónEl jefe de planta y el jefe de análisis químico del laboratorio de control de
calidad son los encargados de hacer cumplir y controlar los equipos o
dispositivos utilizados para la medición del producto (balanza electrónica,
Infrarrojos, salino metros, fluorometro). Además es importante que se conozca la
incertidumbre de las medidas en los equipos, que constan en el programa de
calibración. Se mantiene un registro de calibración por equipos, se identifican el
equipo marcando un código, la tarjeta del equipo se actualiza después que el
técnico realiza su calibración
Medición , Análisis y MejoraLa empresa tiene implementado los procesos de seguimiento, medición,
análisis y mejora necesaria, demostrando la conformidad del producto, del
sistema de gestión de calidad, y la mejora continua del sistema antes
mencionado, los registros reposan en el departamento de Control de Calidad.
Satisfacción del clienteLa principal política de calidad de la empresa es mejorar día a día el
Propuesta a los Problemas Encontrados 99
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
16 / 27
FECHA DE VIGENCIA:
27-03-03
proceso productivo, minimizando productos defectuosos, no conformes y
capacitando al personal, para de esta manera satisfacer las expectativas del
cliente.
Auditoria InternaComo se mencionó en la situación actual de la empresa en relación a la
calidad, de que la empresa tiene planificado e implementado un programa de
auditoria anual, pero para este caso , el contralor es el responsable de auditar la
sección de llenado y sellado a fin de detectar si se está cumpliendo con el
procedimiento e instructivos designado a esta área.
Seguimiento y medición del proceso y del productoNIRSA tiene implementado métodos para el seguimiento y medición del
proceso y del producto, desde que se recepciona la materia prima, producto en
proceso y producto terminado por medio de análisis y controles tales como;
análisis químicos, físicos, organolépticos, microbiológicos, donde se evidencia la
conformidad de aceptación por medios de registros controlados.
Propuesta a los Problemas Encontrados 100
Control de productos no conformeEl registro de los productos defectuosos y no conformes se lleva por
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
17 / 27
FECHA DE VIGENCIA:
27-03-03
método de muestreo, luego se elabora informes que quedan archivados
para su respectivo control. Existe un área denominada Jaula, donde el producto
defectuoso y no conforme queda retenido, quedando identificado, controlado y
registrado para prevenir su uso o entrega no intencional.
El jefe de control de calidad es el responsable de evitar su uso o entrega no
intencional al cliente, de cualquier no conformidad. Una vez realizado el
remuestreo al producto con sus respectivos análisis y verificado sus resultados,
el producto es liberado ya sea para ser comercializado o destruido.
Acción correctivaLos operadores de las máquinas llenadoras, dosificadoras y cerradoras son
los encargados de notificar al jefe de área cualquier no conformidad registrada
en el proceso de llenado y sellado, éste inicia una solicitud de acciones
correctivas (SAC) dirigida al Gerente de Producción y Control de Calidad,
Propuesta a los Problemas Encontrados 101
notificando la no conformidad real o potencial, para luego ser investigado el
origen del problema y posteriormente tomar la acción pertinente.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
18 / 27
FECHA DE VIGENCIA:
27-03-03
5.4.- CODIFICACIÓN DEL ÁREA DONDE SE DESARROLA LA ACTIVIDADQUE INDUCE AL PROBLEMA
Antes de elaborar el procedimiento e instructivo de trabajo, para solucionar el
problema que afecta a la empresa, se debe codificar el área, equipos, jefes. En
el siguiente cuadro se puede apreciar lo antes mencionado:
ÁREA CÓDIGO
Planta Atunera PA
FUNCIÓN CÓDIGO
Gerente Calidad GC
Gerente Producción GP
Propuesta a los Problemas Encontrados 102
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
19 / 27
FECHA DE VIGENCIA:
27-03-03
A continuación se detalla la forma de interpretación de los códigos propuestos
Jefe de Calidad JC
Jefe de Planta JP
Supervisor de Calidad SC
Sección de Máquinas SMSUB-ÁREA CÓDIGO
Sección Máquinas SM
Llenado LL
Dosificado D
Serrado S
Propuesta a los Problemas Encontrados 103
que servirán para el procedimiento, instructivo y formato de registros es decir:
PGCC – PA - SM - LL - 01Lo cual significa:
PGCC = Procedimiento General de Control de Calidad
PA = Es el área donde se realiza operaciones para obtener el producto
empacado o sellado (Planta Atunera)
LL = significa la sub – área al cual pertenece el procedimiento (llenado)
01 = Indica el número secuencial de elaboración del procedimiento
PECC – PA –SM – 01 = Procedimiento Especifico de Control de Calidad
De la misma manera se interpreta para los instructivos y formatos de
registros es decir:
ICC – PA – LL – 01 = Primera Instrucción de Control de Calidad de la Planta
Atunera, Sección Llenado.
FCC – PA – LL – 01 = Primer Formato de Control de Calidad de la Planta
Atunera, Sección Llenado.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
Propuesta a los Problemas Encontrados 104
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
20 / 27
FECHA DE VIGENCIA:
27-03-03
5.5.- DESCRIPCIÓN DEL CONTENIDO DEL PROCEDIMIENTO EINSTRUCTIVO.
Para la elaboración del procedimiento e instructivo debe estar estructurado el
contenido interno del documento de la siguiente manera:
RESPONSABILIDADIndica la responsabilidad acerca del documento con el objetivo de asegurar
el cumplimiento del mismo.
PROPÓSITOEl propósito indica el objetivo del procedimiento y/o instructivo para el que
fue elaborado.
ALCANCENo es más que la descripción de las áreas funcionales, personal y otros, que
afectan directamente al procedimiento.
PROCEDIMIENTOEs donde se desarrolla en forma generalizada la declaración en forma
enumeradas, las cuales especifican quién hace, qué hace, cuándo lo hace y
cómo es verificado el resultado.
Propuesta a los Problemas Encontrados 105
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
21 /27
FECHA DE VIGENCIA:
27-03-03
REGISTROSSon evidencias objetivas que demuestran el cumplimiento de
especificaciones, requisitos contractuales, pruebas y ensayos.
5.6.- DETALLE DEL FORMATO DEL ENCABEZADO Y PIE DE PÁGINA PARALA ELABORACIÓN DEL PROCEDIMIENTO TÉCNICO.
El encabezado y pie de página deberá cumplir con los parámetros de la
norma ISO 9001 versión 2000, y su presentación se la elabora de la siguiente
manera:
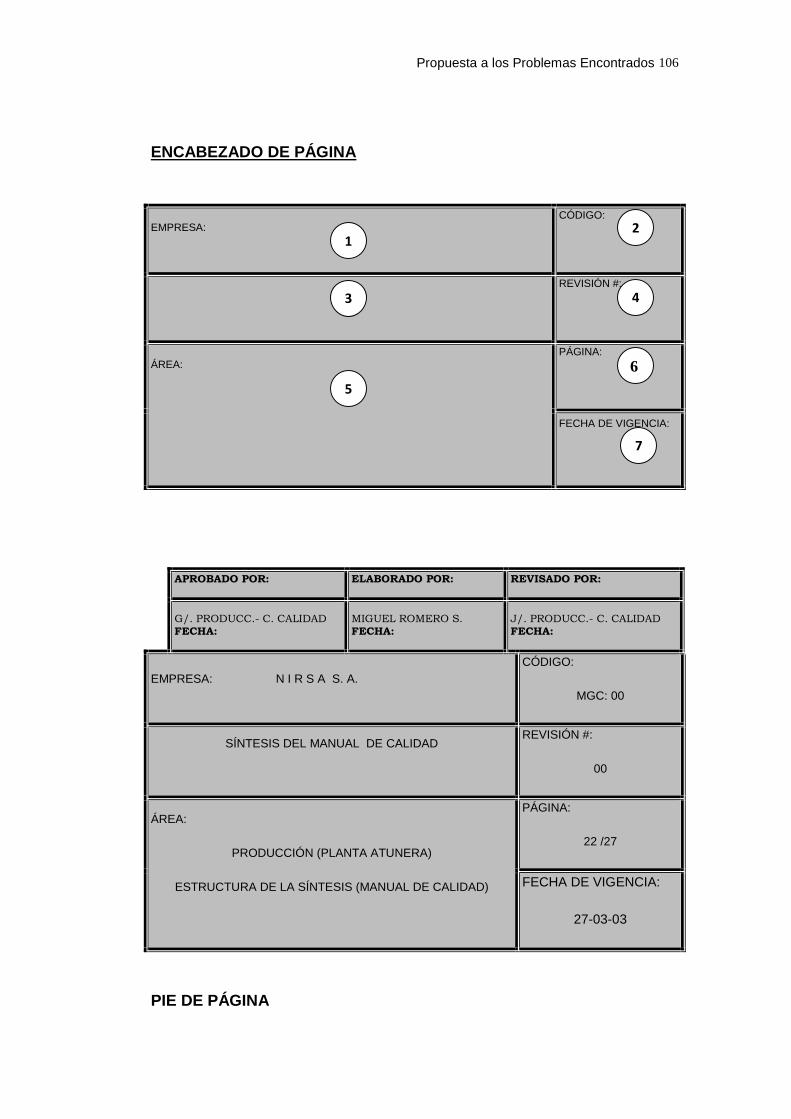
Propuesta a los Problemas Encontrados 106
ENCABEZADO DE PÁGINA
EMPRESA:CÓDIGO:
REVISIÓN #:
ÁREA:PÁGINA:
FECHA DE VIGENCIA:
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
MGC: 00
SÍNTESIS DEL MANUAL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
ESTRUCTURA DE LA SÍNTESIS (MANUAL DE CALIDAD)
PÁGINA:
22 /27
FECHA DE VIGENCIA:
27-03-03
PIE DE PÁGINA
2
4
6
7
1
3
5
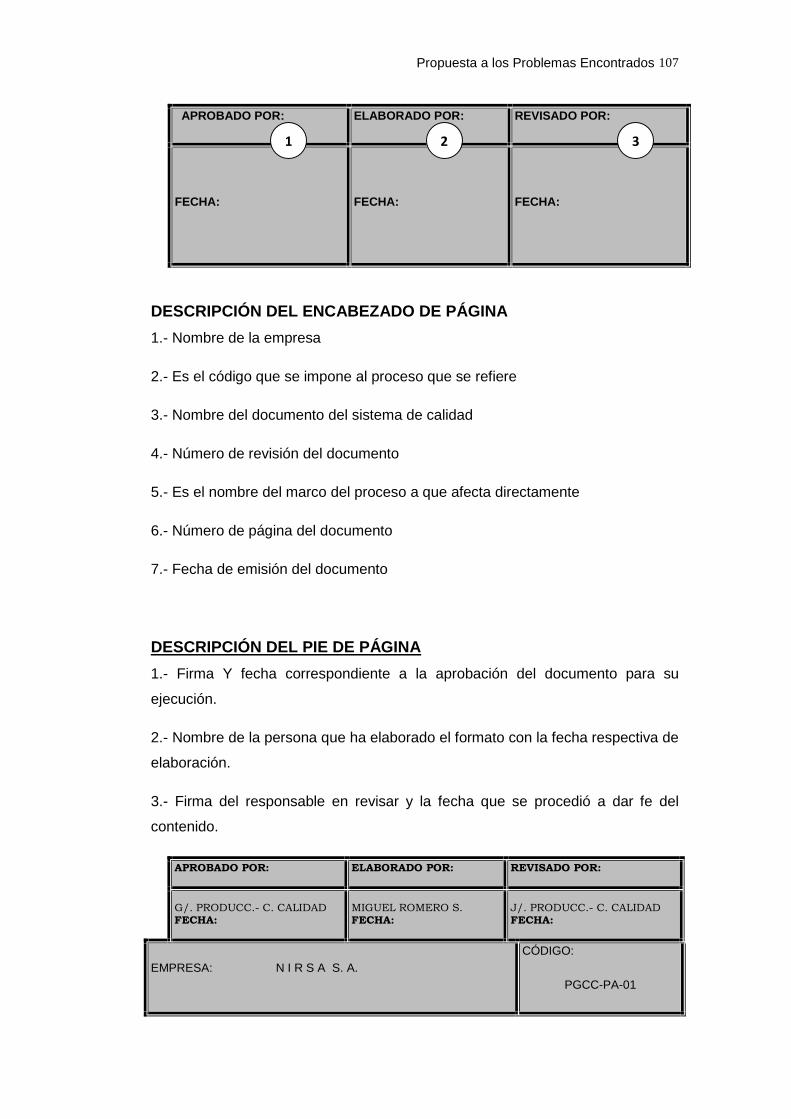
Propuesta a los Problemas Encontrados 107
APROBADO POR: ELABORADO POR: REVISADO POR:
FECHA: FECHA: FECHA:
DESCRIPCIÓN DEL ENCABEZADO DE PÁGINA1.- Nombre de la empresa
2.- Es el código que se impone al proceso que se refiere
3.- Nombre del documento del sistema de calidad
4.- Número de revisión del documento
5.- Es el nombre del marco del proceso a que afecta directamente
6.- Número de página del documento
7.- Fecha de emisión del documento
DESCRIPCIÓN DEL PIE DE PÁGINA1.- Firma Y fecha correspondiente a la aprobación del documento para su
ejecución.
2.- Nombre de la persona que ha elaborado el formato con la fecha respectiva de
elaboración.
3.- Firma del responsable en revisar y la fecha que se procedió a dar fe del
contenido.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
PGCC-PA-01
2 31
Propuesta a los Problemas Encontrados 108
PROCEDIMIENTO GENERAL PARA CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
1 / 4
FECHA DE VIGENCIA:
27-03-03
5.7.- ELABORACIÓN DE PROCEDIMIENTO GENERAL E INSTRUCTIVO DETRABAJO PARA EL ÁREA DE PRODUCCIÓN (PLANTA ATUNERA)
Antes de elaborar este procedimiento con respecto al área de producción
(Planta Atunera) de conservas de atún, es importante conocer que en ésta área
se trabaja sin procedimiento alguno que ayude a minimizar productos no
conformes, además condiciones de trabajo como; protecciones auditivas, de
repente fuga de gas (amoniaco) entre otros, no son las adecuadas para realizar
esta operación.
Este procedimiento se ha elaborado con su respectiva instrucción de trabajo,
diagrama de operaciones del proceso, así como los formatos de control y los
documentos de referencia.
RESPONSABILIDADEs de responsabilidad, para la implantación de este procedimiento técnico,
el Gerente de Calidad (GC) y el Gerente de Producción (GP).
PRÓPOSITOEste procedimiento tiene como objetivo principal, mejorar y controlar las
Propuesta a los Problemas Encontrados 109
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
PGCC-PA-01
PROCEDIMIENTO GENERAL PARA CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
2 / 4
FECHA DE VIGENCIA:
27-03-03
unidades producidas, para así llegar a minimizar productos no conformes (peso
neto bajo, latas mal cerradas, golpeadas), que se lleva a cabo en la planta
atunera.
ALCANCEDicho procedimiento es aplicable, en el área de producción (planta atunera)
sección llenado y sellado y además servirá como guía para el personal que
ejecuta la operación en dicha área.
PROCEDIMIENTO
1.- El Gerente de Producción recepciona el programa de producción por parte
departamento de ventas
2.- Gerente de Producción analiza, a la vez planifica y elabora la orden de
producción del día
3.- La materia prima comienza a ser procesada hasta llegar al área del chill
room
Propuesta a los Problemas Encontrados 110
4.- Control al 100 % de los envases
5.- Limpieza de la materia prima por parte de las fileteadoras
6.- Control sobre rendimiento de la limpieza de la materia prima
7.- Operación del llenado al envase (pastilla)
8.- Control del peso de la pastilla (pescado)
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
PGCC-PA-01
PROCEDIMIENTO GENERAL PARA CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
3 / 4
FECHA DE VIGENCIA:
27-03-03
9.- Dosificación del producto (llenado de proteína, agua y aceite)
10.- Control del dosificado (% líquidos)
11.- Operación del sellado del producto (producto empacado)
12.- Control del sellado
13.- Lavado de latas (agua, vapor y detergente líquido)
14.- Codificación del producto (video jet)
15.- Control de la codificación

Propuesta a los Problemas Encontrados 111
REGISTROEn el departamento de control de calidad, reposa el registro original del
diagrama del proceso de operaciones, para la ejecución de este procedimiento
será enviada una copia controlada al área de producción (planta atunera).
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
PGCC-PA-01
PROCEDIMIENTO GENERAL PARA CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
4 / 4
FECHA DE VIGENCIA:
27-03-03
DIAGRAMA DE OPERACIONES
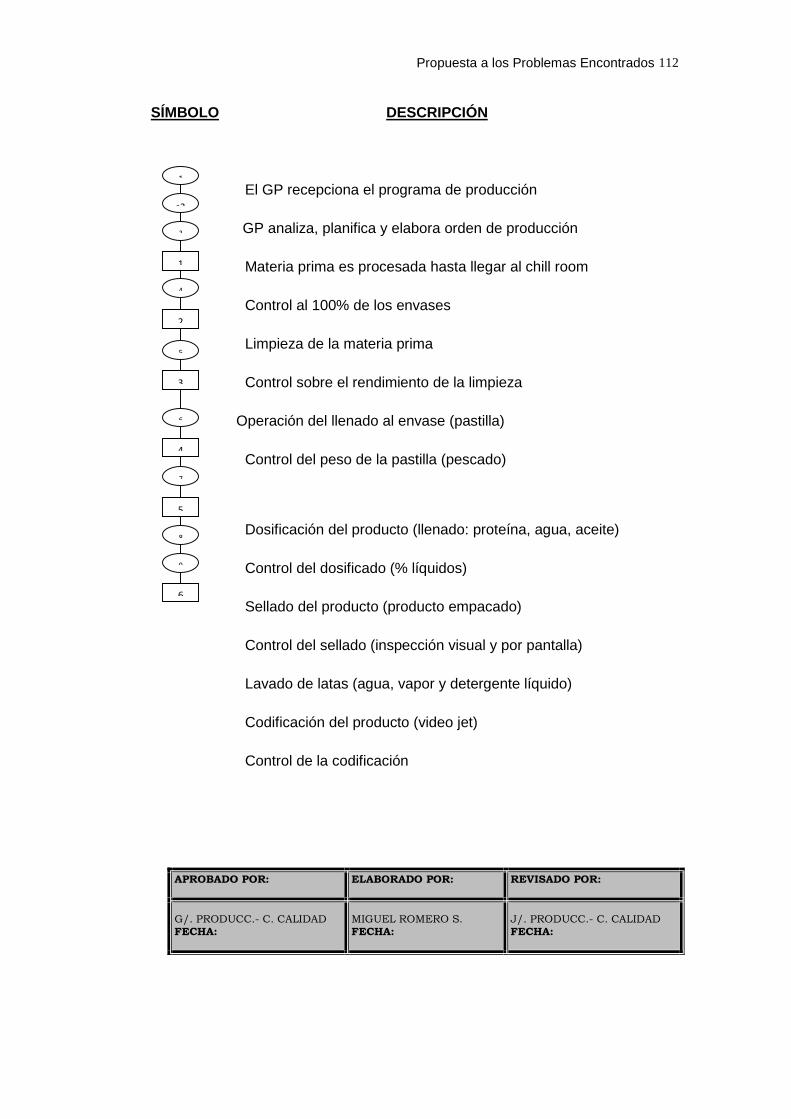
Propuesta a los Problemas Encontrados 112
SÍMBOLO DESCRIPCIÓN
El GP recepciona el programa de producción
GP analiza, planifica y elabora orden de producción
Materia prima es procesada hasta llegar al chill room
Control al 100% de los envases
Limpieza de la materia prima
Control sobre el rendimiento de la limpieza
Operación del llenado al envase (pastilla)
Control del peso de la pastilla (pescado)
Dosificación del producto (llenado: proteína, agua, aceite)
Control del dosificado (% líquidos)
Sellado del producto (producto empacado)
Control del sellado (inspección visual y por pantalla)
Lavado de latas (agua, vapor y detergente líquido)
Codificación del producto (video jet)
Control de la codificación
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
1
23
3
4
1
5
6
2
3
4
5
7
9
8
6
Propuesta a los Problemas Encontrados 113
5.8.- ELABORACIÓN DEL INSTRUCTIVO GENERAL DE TRABAJO
RESPONSABILIDADLos responsables para la implantación de este instructivo de trabajo en el
área de producción (planta atunera) son los jefes de turno; tanto de producción
como de calidad.
PROPÓSITOEl objetivo de esta instrucción de trabajo es mejorar y controlar todas las
actividades que se realizan en la planta atunera, para llegar a obtener el
producto semi-terminado sin ninguna no conformidad, además servirá como guía
para los operadores del área.
ALCANCEEsta instrucción de trabajo se aplica en el área de producción (planta
atunera), guía que servirá para el personal interno que realizan las diferentes
actividades en dicha área.
EMPRESA: N I R S A S. A.CÓDIGO:
IGCC-PA-01
INSTRUCCIÓN GENERAL DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
1 / 4
FECHA DE VIGENCIA:
27-03-03
Propuesta a los Problemas Encontrados 114
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EQUIPOS A UTILIZARMáquina Selladora Luthi o Continental Mesas de limpiezas
Máquina llenadora Luthi o Fraga Balanza electrónica
Máquina Dosificadora Luthi o Fraga Video Jet
PROCEDIMIENTO1. Materia prima comienza ser procesada hasta llegar al chill room
2. Control de los envases al 100 %
3. Limpieza de la materia prima
4. Control sobre el rendimiento de la limpieza
5. Operación del llenado (pastilla)
6. Control del peso de la pastilla
7. Dosificación del producto (llenado de proteína, agua, aceite)
8. Control de la dosificación (% líquidos)
9. Operación de Sellado (producto empacado)
10. Control del doble sierre del sellado (inspección visual y pantalla)
EMPRESA: N I R S A S. A.CÓDIGO:
IGCC-PA-01
INSTRUCCIÓN GENERAL DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
2 / 4
FECHA DE VIGENCIA:
27-03-03

Propuesta a los Problemas Encontrados 115
11. Lavado de latas
12. Codificación del producto (video jet)
13. Control de la codificación
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
DIAGRAMA DE FLUJO
EMPRESA: N I R S A S. A.CÓDIGO:
IGCC-PA-01
INSTRUCCIÓN GENERAL DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
3 / 4
FECHA DE VIGENCIA:
27-03-03
INICIO
M. P. EsProcesada
Limpieza de
ControlEnvases
Sellado
Del Producto
A
ConformidadDosificado
Regulación
% Líquidos
B

Propuesta a los Problemas Encontrados 116
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
REGISTRO
En el departamento de control de calidad, se archiva el formato para el
control de prueba o protocolo y de humedades, para los clientes y el INP
(Instituto Nacional de Pesca), con el código FCC-PA-01 y FCC-PA-02
respectivamente, ver anexo # 28 y 29. El control del llenado y sellado del
producto se lo ilustrará más detalladamente en los instructivos de trabajo por
máquina que se elaborará en el procedimiento técnico para la solución de
productos no conformes.
Fin del procedimiento general.
EMPRESA: N I R S A S. A.CÓDIGO:
IGCC-PA-01
INSTRUCCIÓN GENERAL DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA)
PÁGINA:
4 / 4
FECHA DE VIGENCIA:
27-03-03
Propuesta a los Problemas Encontrados 117
APROBADO POR:
ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
PECC-PA-SM-01
PROCEDIMIENTO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
PÁGINA:
1 /3
FECHA DE VIGENCIA:
27-03-03
5.9.- ELABORACIÓN DE PROCEDIMIENTO E INSTRUCTIVO ESPECIFICOPARA LA SOLUCIÓN DE PRODUCTOS NO CONFORMES (PESO NETOBAJO, MAL CIERRE U OTROS) EN EL ÁREA DE PRODUCCIÓN (PLANTAATUNERA)
RESPONSABILIDADPara la implantación de este procedimiento serán responsables el Gerente
de Calidad (GC) y el Gerente de Producción (GP)
PROCEDIMIENTO PARA LA SECCIÓN DE MÁQUINAS (SM)

Propuesta a los Problemas Encontrados 118
PROPÓSITOTiene como objetivo controlar las operaciones que se realizan en la sección
de máquinas (Llenado, Dosificado y Sellado) con el fin de evitar que se fabriquen
productos no conforme.
ALCANCE
Este procedimiento se aplicará en la sección de máquinas Llenadora,
Dosificadora y Selladora en la Planta Atunera, además servirá como guía
principal para los operadores de las máquinas que ejecutan este proceso.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
PECC-PA-SM-01
PROCEDIMIENTO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
PÁGINA:
2 /3
FECHA DE VIGENCIA:
27-03-03
PROCEDIMIENTO1. Operadores limpian y desinfectan las máquinas (Llenadora, Dosificadora)
2. Operario coloca formato en máquina para latas de ½ lb. (Llenadora,
Selladora)
3. Operadores calibran máquinas (Llenadora, Dosificadora, Selladora)
4. Llenado de la pastilla al envase (pescado)
5. Control del peso de la pastilla
Propuesta a los Problemas Encontrados 119
6. Dosificación de las latas (llenado de líquidos)
7. Control o regulación del % de líquidos (agua, aceite, proteínas)
8. Sellado o cerrado del producto
9. Inspección y control del doble cierre (visual, por pantalla)
10. Lavado de las latas (agua, detergente líquido)
11. Codificación del producto
12. Control de la codificación
REGISTROEn el departamento de Control de Calidad se archivan los formatos con copia
controlada para las correctas operaciones en la sección de máquinas (llenado,
dosificado y sellado), acompañado con el diagrama de operaciones
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
PECC-PA-SM-01
PROCEDIMIENTO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
PÁGINA:
3 /3
FECHA DE VIGENCIA:
27-03-03
DIAGRAMA DE OPERACIONES
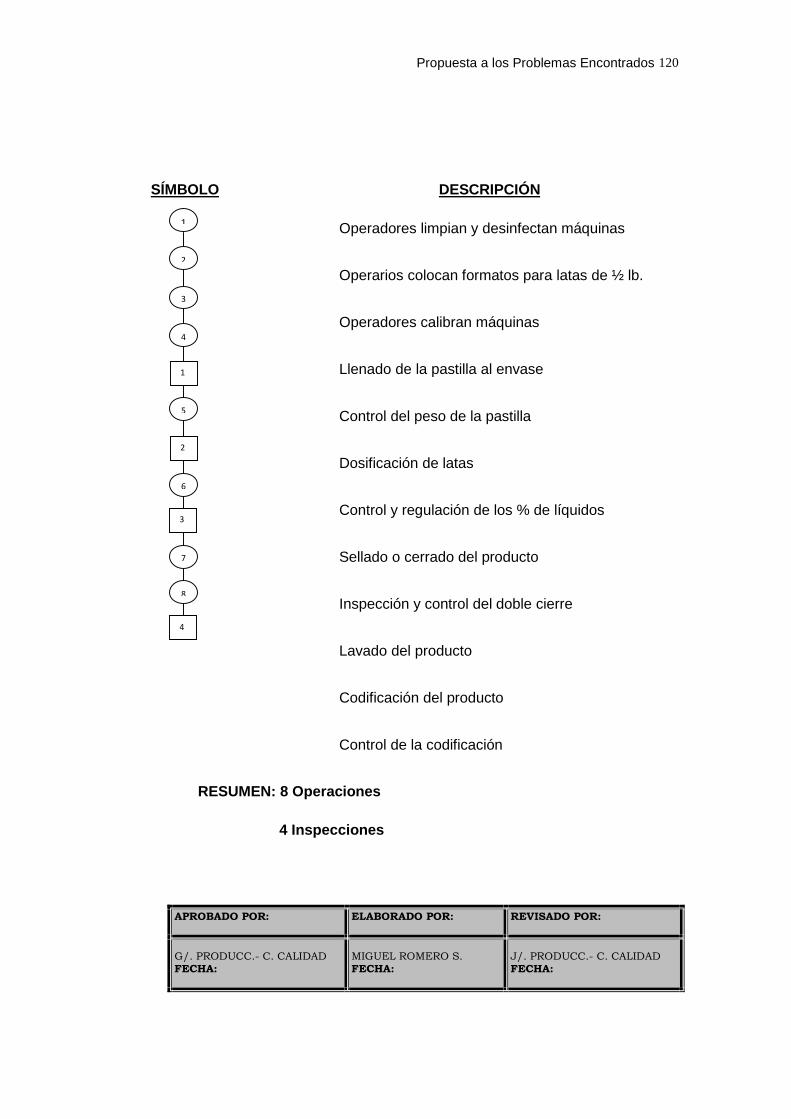
Propuesta a los Problemas Encontrados 120
SÍMBOLO DESCRIPCIÓN
Operadores limpian y desinfectan máquinas
Operarios colocan formatos para latas de ½ lb.
Operadores calibran máquinas
Llenado de la pastilla al envase
Control del peso de la pastilla
Dosificación de latas
Control y regulación de los % de líquidos
Sellado o cerrado del producto
Inspección y control del doble cierre
Lavado del producto
Codificación del producto
Control de la codificación
RESUMEN: 8 Operaciones
4 Inspecciones
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
1
2
3
4
5
1
2
6
3
7
8
4

Propuesta a los Problemas Encontrados 121
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/LL-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
LLENADORA
PÁGINA:
1 /4
FECHA DE VIGENCIA:
27-03-03
Para poder evitar de que se produzcan productos no conformes y
explicar más detalladamente las operaciones o actividades que se realizan en la
sección de máquinas, se determinó realizar un instructivo de trabajo por cada
máquina:
5.9.1.- INSTRUCTIVO DE TRABAJO PARA LA MÁQUINA LLENADORA
RESPONSABILIDADPara la implantación de este instructivo de trabajo en el área de producción
(planta atunera), sección máquinas llenadoras serán responsables el supervisor
de máquinas y el supervisor de control de calidad
PROPÓSITOEl objetivo de este instructivo, es de mejorar y controlar la operación del
llenado (control del peso de la pastilla) que se realiza en esta sección, con el fin
INSTRUCTITVOS DE TRABAJO PARA LA SECCIÓN DE MÁQUINAS (SM)
LLENADORA,
DOSIFICADORA Y SELLADORA

Propuesta a los Problemas Encontrados 122
de evitar que se fabriquen productos no conformes y que el producto cumpla con
el peso del pescado requerido (g).
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/LL-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
LLENADORA
PÁGINA:
2 /4
FECHA DE VIGENCIA:
27-03-03
ALCANCEEste instructivo se aplicará en la sección de máquinas llenadoras de la planta
atunera, además servirá como guía principal para los operadores de las
máquinas que ejecutan este proceso.
PROCEDIMIENTO1. Operador limpia máquina
2. Operario desinfecta máquina
3. Operario enjuaga máquina
4. Mecánico coloca formato para latas de ½ lb.
5. Operador prende máquina
6. Llenado de latas (pastilla)
7. Control del peso de la pastilla

Propuesta a los Problemas Encontrados 123
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/LL-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
LLENADORA
PÁGINA:
3 /4
FECHA DE VIGENCIA:
27-03-03
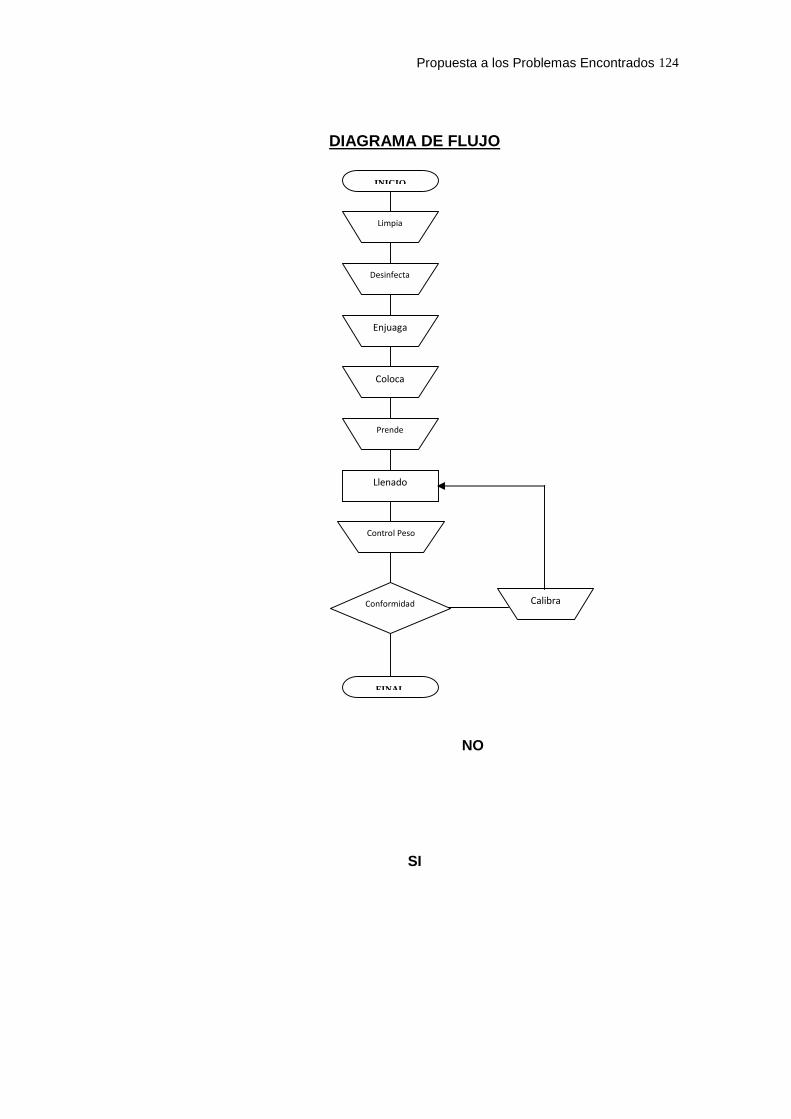
Propuesta a los Problemas Encontrados 124
DIAGRAMA DE FLUJO
NO
SI
INICIO
Limpia
Máquina
Desinfecta
Máquina
Enjuaga
Máquina
Coloca
Formato
Prende
Máquina
Control Peso
De la Pastilla
Llenado
Latas (pastilla)
Conformidad
Llenado
Calibra
Máquina
FINAL

Propuesta a los Problemas Encontrados 125
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/LL-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
LLENADORA
PÁGINA:
4 /4
FECHA DE VIGENCIA:
27-03-03
MÁQUINAS Y DISPOSITIVOS A UTILIZAR
Balanza electrónica
Máquina Llenadora Luthi, Fraga 100 y 200
Detergente líquido
Desinfectante (Bio-San)
Formato para latas de ½ lb.
Agua
REGISTROEn el departamento de control de calidad, reposará el registro original del
reporte y control del llenado, con el formato cuyo código es FCC-PA-SM/LL-01 y
FCC-PA-SM/LL-02 respectivamente con copia controlada para el Jefe de Planta,
Jefe de Control de Calidad acompañado con el flujo grama, ver anexo # 30 y 31.

Propuesta a los Problemas Encontrados 126
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/D-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
DOSIFICADORA
PÁGINA:
1 /4
FECHA DE VIGENCIA:
27-03-03
5.9.2.- INSTRUCTIVO DE TRABAJO PARA LA MÁQUINA DOSIFICADORA
RESPONSABILIDAD
Para la implantación de este instructivo de trabajo en el área de producción
(planta atunera), sección máquinas dosificadoras serán responsables el
supervisor de máquinas y el supervisor de control de calidad
PROPÓSITOEl objetivo de este instructivo, es de mejorar, regular y controlar la operación
del Dosificado en el producto, que se realiza en esta sección. Con el fin de evitar
que los porcentajes o la medición de líquidos (agua, aceite, proteína) salgan
bajos, para así no llegar a obtener productos no conformes y que el producto
cumpla con los líquidos requeridos.

Propuesta a los Problemas Encontrados 127
ALCANCEEste instructivo se aplicará en la Sección de Máquinas Dosificadoras de la
Planta Atunera, además servirá como guía principal para los operadores de las
máquinas que ejecutan este proceso.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/D-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
DOSIFICADORA
PÁGINA:
2 /4
FECHA DE VIGENCIA:
27-03-03
PROCEDIMIENTO1. Operador lava máquina
2. Operario enjuaga máquina
3. Operario carga máquina con los líquidos respectivos
4. Mecánico coloca riel en la máquina, para latas de ½ lb.
5. Operador abre llave de paso de líquidos
6. Dosificado de latas (líquidos de cobertura)
7. Controla y regula los líquidos
MÁQUINA Y DISPOSITIVOS A UTILIZAR Máquina dosificadora
Propuesta a los Problemas Encontrados 128
Probeta de 100 ml.
Detergente líquido
Desinfectante (Bio-San)
Riel para latas de ½ lb.
Agua clorada
Agua, aceite, proteína
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/D-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
DOSIFICADORA
PÁGINA:
3 /4
FECHA DE VIGENCIA:
27-03-03
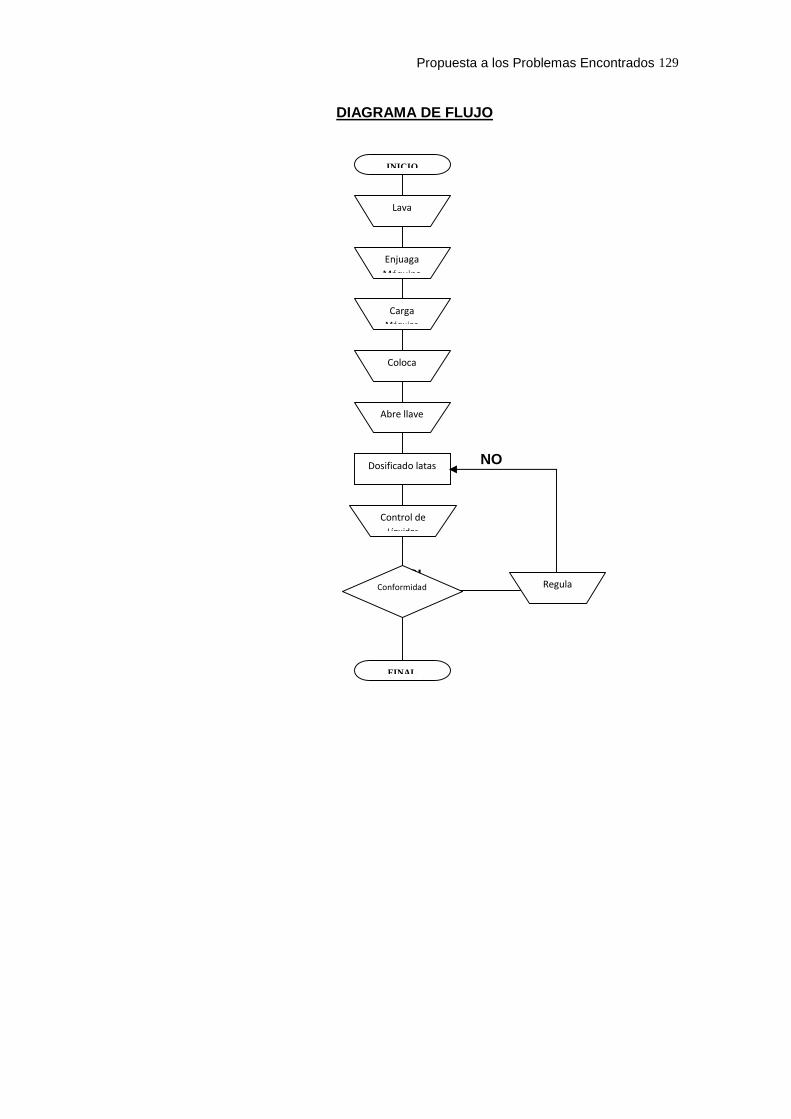
Propuesta a los Problemas Encontrados 129
DIAGRAMA DE FLUJO
NO
SI
INICIO
Lava
Máquina
EnjuagaMáquina
CargaMáquina
Coloca
Riel
Abre llave
De paso
Control deLíquidos
Dosificado latas
(% líquidos)
Conformidad
Dosificado
Regula
Máquina
FINAL

Propuesta a los Problemas Encontrados 130
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/D-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
DOSIFICADORA
PÁGINA:
4 /4
FECHA DE VIGENCIA:
27-03-03
REGISTROEn el departamento de control de calidad, reposará el registro original del
reporte del Dosificado, formato FCC-PA-SM/D-01 con copia controlada para el
Jefe de Planta (JP), Jefe de Control de Calidad (JC) acompañado con el flujo
grama. Cabe señalar que en el mismo reporte del llenado se lleva el control para
la operación del dosificado, ver anexo # 30.
Como reporte adicional para el producto, se llevará a cabo el control de
salinidad después de la operación del dosificado, formato FCC-PA-SM/D-02, ver
anexo # 32.
Propuesta a los Problemas Encontrados 131
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/S-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
SELLADORA
PÁGINA:
1 /4
FECHA DE VIGENCIA:
27-03-03
5.9.3.- INSTRUCTIVO DE TRABAJO PARA LA MÁQUINA SELLADORA
RESPONSABILIDADPara la implantación de este instructivo de trabajo en el área de producción
(planta atunera), sección máquinas selladoras serán responsables el supervisor
de máquinas y el supervisor de control de calidad
PROPÓSITOEl objetivo de este instructivo, es de mejorar, calibrar y controlar la operación
del sellado, que se realiza en esta sección. Con el fin de evitar que se produzca
un mal cierre en el producto (arrugas en gancho de tapas, peladuras en el
espesor del cierre, peladura en la pared del mandril, peladuras en el fondo del
envase, labios en el ancho del cierre, etc.) para así no llegar a obtener un mal
cerrado o sellado del producto.
Cabe señalar que en caso de que se ocasione un mal cerrado o sellado en

Propuesta a los Problemas Encontrados 132
esta operación, aparte de que se registre en el formato de control, se deberá
tomar las acciones correctivas pertinentes como: parar máquina, verificar,
calibrar cabezales, mandriles, rulina, etc.
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/S-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
SELLADORA
PÁGINA:
2 /4
FECHA DE VIGENCIA:
27-03-03
ALCANCEEste instructivo se aplicará en la Sección de Máquinas Selladoras de la
Planta Atunera, además servirá como guía principal para los operadores de las
máquinas que ejecutan este proceso.
PROCEDIMIENTO1. Operador lava máquina
2. Operario lubrica máquina
3. Mecánico coloca mandriles para latas de ½ lb.
4. Operario verifica alimentador de latas
5. Operador prende máquina
6. Sellado o Cerrado del producto (latas cerradas)
Propuesta a los Problemas Encontrados 133
7. Controla e inspecciona el doble cierre del producto (aprueba calidad)
8. Producto pasa por la lavadora de latas
9. Control del peso neto del producto
10. Codificación del producto (máquina video jet)
11. Control de la codificación
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/S-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
SELLADORA
PÁGINA:
3 /4
FECHA DE VIGENCIA:
27-03-03
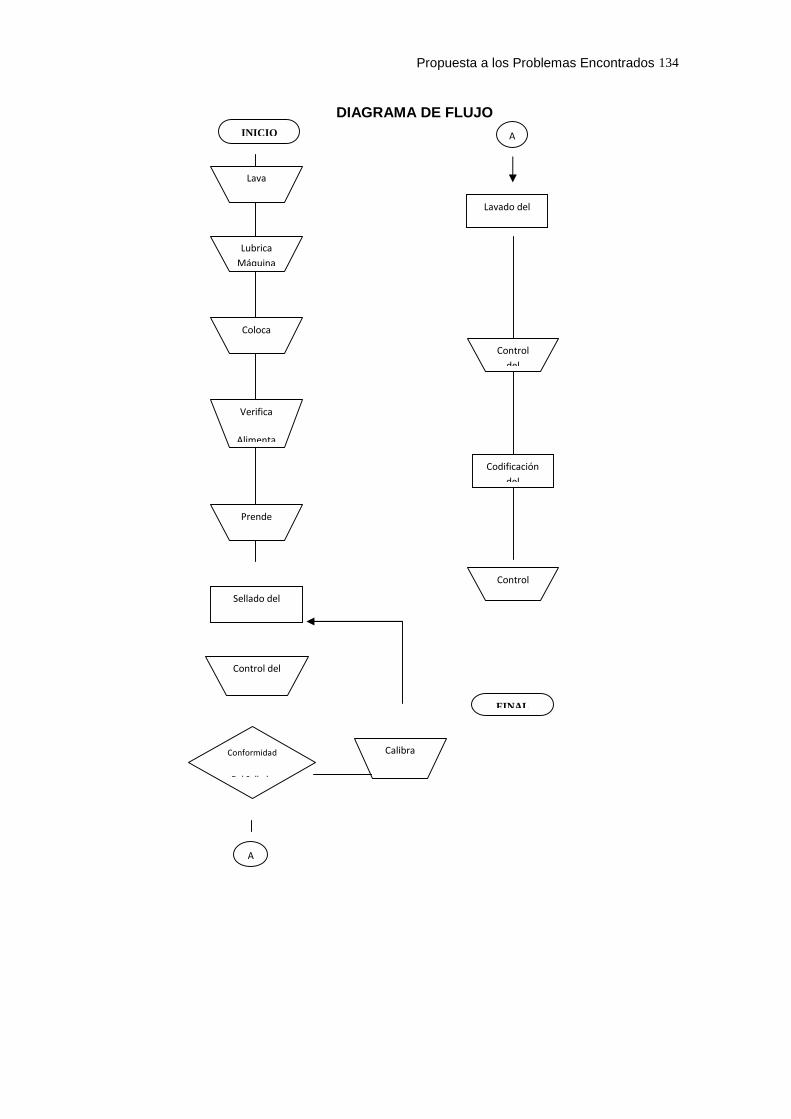
Propuesta a los Problemas Encontrados 134
DIAGRAMA DE FLUJOINICIO
Calibra
Máquina
A
A
Lava
Máquina
LubricaMáquina
Coloca
Mandril
Verifica
Alimentador
Prende
Máquina
Control del
Cierre
Sellado del
Producto
Conformidad
Del Sellado
FINAL
Lavado del
Producto
Controldel
PesoNeto
Codificacióndel
Producto
Control
Codificación

Propuesta a los Problemas Encontrados 135
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:
EMPRESA: N I R S A S. A.CÓDIGO:
IECC-PA-SM/S-01
INSTRUCTIVO ESPECIFICO DE CONTROL DE CALIDADREVISIÓN #:
00
ÁREA:
PRODUCCIÓN (PLANTA ATUNERA) SECCIÓN MAQUINAS
SELLADORA
PÁGINA:
4 /4
FECHA DE VIGENCIA:
27-03-03
DISPOSITIVOS A UTILIZAR
Máquina Selladora Continental y Luthi
Grasa con grados alimenticios
Vaselina líquida
Aceite para transmisión
Máquina video jet
Mek solvente y Mek tinta (Químico para codificación)
Agua
Detergente líquido
REGISTROEn el departamento de control de calidad, reposará el registro original del
control del Sellado, con el formato cuyo código es FCC-PA-SM/S-04, además se
realizará una inspección visual de cierre y un control por pantalla con el registro
cuyo código serán: FCC-PA-SM/S-05 y FCC-PA-SM/S-06 respectivamente, con
copia controlada para el Jefe de Planta, Jefe de Control de Calidad acompañado
con el flujo grama, ver anexo # 33, 34 y 35.

Propuesta a los Problemas Encontrados 136
APROBADO POR: ELABORADO POR: REVISADO POR:
G/. PRODUCC.- C. CALIDADFECHA:
MIGUEL ROMERO S.FECHA:
J/. PRODUCC.- C. CALIDADFECHA:

Propuesta a los Problemas Encontrados 137
CAPITULO VI

Propuesta a los Problemas Encontrados 138
CONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIONES
Al finalizar el estudio de los resultados de la auditoria interna de calidad realizada a
NIRSA, y por medio de estos capítulos se logro detectar productos no conformes más
concurrentes en el área de producción (Planta Atunera), quedando en observación y
retenido el producto por no cumplir con las especificaciones del cliente y de la
empresa. El objetivo de este, es para realizar un remuestreo y análisis al producto no
conforme.
Dependiendo los resultados del remuestreo y el visto bueno del laboratorio de
control de calidad, el producto es liberado; para ser comercializado o destruido
finalmente, esto se ejecuta para cumplir con el proceso de mejoramiento continuo de
calidad.
Con la aplicación de técnicas de Ingeniería tales como diagrama de pareto y
causa-efecto, se logro identificar que la causa de mayor incidencia de los productos no
conforme es el producto de peso neto bajo, originándose en la Planta Atunera,
Sección Máquinas, por la falta de una planificación para llevar a cabo la producción y
la prestación de servicios según la cláusula 7.5 (falta de procedimiento e instructivos
de trabajo), siendo esta la razón que conllevo a la investigación.
6.2 RECOMENDACIONES
Se recomienda la adopción de un Sistema de Gestión de la Calidad de acuerdo a
la característica y/o la necesidad de la organización, con el objetivo de evitar la
fabricación de productos no conformes y aumentar la satisfacción del cliente
mediante el cumplimiento de sus requisitos.
Sabiendo que muchos procesos que se realizan en la Empresa deben tener y
mantener actualizados los procedimientos con sus respectivos instructivos que
Propuesta a los Problemas Encontrados 139
especifiquen los pasos a seguir, y como se debe realizar las cosas, para que una
misma operación se realice igual, sea en el turno que fuere.
Es importante la difusión de este procedimiento y la sensibilización del personal
involucrado en la calidad, para obtener resultados como:
Minimizar productos no conformes
Trabajo a conciencia
Mejorar el nivel de competitividad de la Empresa
Propuesta a los Problemas Encontrados 140
GLOSARIO DE TERMINOS
CALIDAD.- Es la capacidad de un producto o servicio para cumplir o exceder las
necesidades y expectativas del consumidor de manera consistente y predecible.
SISTEMA DE GESTIÓN DE LA CALIDAD.- Es un sistema para dirigir y controlar una
organización con respecto a la calidad. Sistema para establecer y alcanzar una política
y objetivos de Calidad.
FODA.- Son los factores internos y externos de una organización , las siglas significan;
Fortalezas, Oportunidades, Debilidades y Amenazas.
HACCP.- Norma Internacional elaborada por los EE. UU. (Análisis de Peligros y
Puntos Críticos de Controles). Esta Norma es un sistema que permite identificar
riesgos específicos y puntos críticos e implementar las medidas preventivas, con el fin
de garantizar la inocuidad de los alimentos (atún).
PROCEDIMIENTO.- indica la manera específica de realizar una actividad, que
generalmente contiene: el objeto y el alcance de una actividad, qué debe hacerse;
quién debe hacerlo; cuándo; dónde y cómo se debe hacer; qué materiales, equipos y
documentos deben utilizarse; cómo debe controlarse y registrarse.
REGISTRO.- documento que provee evidencias objetivas de las actividades
efectuadas o de los resultados obtenidos, como cumplimiento con los requisitos para
la calidad, cuyo propósito es demostrar la trazabilidad y las acciones preventivas y
correctivas.
OBJETIVOS.- esto es una meta; es el resultado final a la que se requiere llegar; el
objetivo orienta a los esfuerzos del dirigente y aclara el panorama, facilitando la
previsión de las acciones que hay que tomar para conseguirlo.

Propuesta a los Problemas Encontrados 141
MÉTODOS.- estos corresponde a una parte de un procedimiento e indican la manera
de hacer una
labor específica.
PROGRAMA.- los programas son listas o gráficas que muestran claramente la línea
de conducta que ha de seguirse para alcanzar el objetivo; en ellos también se indica
quién debe de hacer cada trabajo, cuándo empezarlo y cómo terminarlo.
DOCUMENTO.- todos los manuales de procedimientos, diagrama de flujo,
instrucciones de trabajo, formatos, normas de calidad, planos, especificaciones,
registros u otra especificación que esté referenciada e incluida en el presente
documento.
FORMATO.- documento impreso o establecido para coleccionar las evidencias de
objetivos de las actividades dela implantación de la calidad.
MATERIA PRIMA.- todo material o insumos utilizados para la elaboración u obtener
un producto final. (conservas de atún)
MATERIALES.- son todos aquellos artículos necesarios para el funcionamiento de los
equipos y máquinas del proceso productivo.
MUESTRA.- es un grupo de objetos extraídos de una población (lote) con el objeto de
obtener, la información necesaria que permita apreciar una o más características de
esa población, para servir de base a una decisión sobre esa población o sobre el
proceso que la produjo.
CAUSA.- es una fuente de variación que siempre está presente, es la parte de la
variación normal, inherente al mismo proceso.
Propuesta a los Problemas Encontrados 142
PROCESO.- es la combinación de máquinas, equipos, personal, materia prima,
métodos y condiciones ambientales que generan un determinado producto.
PROCESO INTERMITENTE.- es aquel proceso que sigue una misma serie de pasos
para producir en masa cada producto, pero no necesita funcionar todo el tiempo.
(aplica la empresa)
PROCESO CONTINUO.- es el que se realiza ininterrumpidamente las 24 horas del
día.
MANTENIMIENTO.- es una serie de trabajo que hay que ejecutar en algún artefacto,
lugar o método, a fin de conservar el servicio para lo cual fue diseñado.
MANTENIMIENTO PREVENTIVO.- consiste en la serie de trabajos que es necesario
desarrollar en alguna máquina o instalación para evitar que ésta pueda interrumpir el
servicio que proporciona.
MANTENIMIENTO CORRECTIVO.- por definición, mantenimiento correctivo es la
serie de trabajos que es necesario ejecutar en las instalaciones, aparatos o máquinas
de nuestro cuidado, cuando estos dejan de proporcionar el servicio, para el cual ha
sido diseñado, es decir, cuando ya es necesario recuperar el servicio.
ESTERILIZADO.- es una operación que consiste en eliminar todo tipo de agentes
patógenos (bacterias, hongos, virus, etc. que perjudiquen a la salud humana.
SCOWS.- tanque metálico que sirve para colocar la materia prima, para luego ser
almacenada en las respectivas cámaras. Su dimensión es de 2 mt de largo por 1 mt de
ancho, de fondo 1.5 mt. Su capacidad es aproximadamente de una tonelada.


















