
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/17245/1/HOJA...
117
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE TITULACIÓN TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA PLAN DE MEJORAMIENTO DEL SISTEMA DE LIMPIEZA (CIP) EN UNA PLANTA DE ELABORACIÓN DE HELADOS AUTOR NAZARENO COLOMA SAULO JOEL DIRECTOR DEL TRABAJO ING.IND. NAVARRETE PACHECO OSWALDO ALFREDO 2015 GUAYAQUIL – ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/17245/1/HOJA...
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS PRODUCTIVOS
TEMA PLAN DE MEJORAMIENTO DEL SISTEMA DE
LIMPIEZA (CIP) EN UNA PLANTA DE ELABORACIÓN DE HELADOS
AUTOR
NAZARENO COLOMA SAULO JOEL
DIRECTOR DEL TRABAJO ING.IND. NAVARRETE PACHECO OSWALDO ALFREDO
2015
GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este Trabajo de Titulación, me
corresponden exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil al autor”
NAZARENO COLOMA SAULO JOEL
C.C. 0916591431
iii
DEDICATORIA
La concepción de este proyecto está dedicada a mis padres,
pilares fundamentales en mi vida. Sin ellos, jamás hubiese podido
conseguir lo que hasta ahora.
Su tenacidad y lucha insaciable han hecho de ellos el gran ejemplo
a seguir y destacar, no solo para mí, sino para mis hermanos y familia en
general.
También dedico este proyecto a mi esposa, compañera inseparable
de cada jornada. Ella representó gran esfuerzo y tesón en momentos de
decline y cansancio. A ellos este proyecto, que sin ellos, no hubiese
podido ser.

iv
AGRADECIMIENTO
Los resultados de este proyecto, están dedicados a todas aquellas
personas que, de alguna forma, son parte de su culminación.
A mi familia por brindarme su apoyo, tanto sentimental, como
económico. Pero, principalmente mi agradecimiento está dirigidos hacia la
excelentísima autoridad de mi director de trabajo Ing. Ind. Oswaldo
Navarrete Pacheco y a la Ing. Ind. Lucy Borja Mora, por su apoyo
incondicional en la elaboración de mi trabajo.
Gracias A Dios, gracias padres y hermanos.
v
INDÍCE GENERAL
N° Descripción Pág.
PROLOGO 1
CAPÍTULO I
MARCO TEÓRICO
N° Descripción Pág.
1.1 Introducción 2
1.2 Antecedentes 3
1.3 Justificativos 3
1.4 Delimitación 4
1.5 Objetivos 4
1.5.1 Objetivo General 4
1.5.2 Objetivos específicos 4
1.6 Marco teórico 5
1.6.1 Fundamento conceptual 5
1.6.2 Fundamento histórico 8
1.6.3 Fundamento ambiental 10
1.6.4 Fundamento legal 11
1.6.5 Fundamento referencial 12
1.7 La empresa 13
1.8 Ubicación 13
1.9 Organización 14
1.10 Gama de Productos 15
CAPÍTULO II
SITUACIÓN ACTUAL Y DIAGNÓSTICO
N° Descripción Pág.
2.1 Metodología 21
vi
N° Descripción Pág.
2.1.1 Métodos ó técnica Teórica Inductiva – Deductiva 21
2.1.2 Método Empírico Fundamental 21
2.1.3 Métodos Empíricos Complementarios o Técnicas 22
2.1.4 Tratamiento estadístico de la información 22
2.2 Situación actual 22
2.2.1 Capacidad de producción 22
2.3 Tipo de sistema CIP y cantidad de circuitos. 23
2.4 Tipo de Producto a ser limpiado. 23
2.5 Tipo de detergente y concentraciones utilizadas. 24
2.6 Registro de problemas 24
2.7 Actividades Etapas Actuales del proceso Cip Actual 24
2.8 Programa de Limpieza de Equipos y Temperatura de CIP 25
2.9 Análisis y diagnóstico 27
2.9.1 Análisis de datos e Identificación de problemas 27
2.9.2 Impacto económico de problemas 28
2.10 Diagnóstico 30
CAPÍTULO III
PROPUESTA
N° Descripción Pág.
3.1 Propuesta 44
3.1.1 Planteamiento de alternativas de solución a problemas 44
3.2 Caudal de CIP requerido. 48
3.3 Presión Requerida. 48
3.4 Detalle De Los Ciclos De Limpieza De La Unidad De Cip 49
3.5 Requerimientos del Proceso Propuesto 55
3.6 Parte eléctrica y mecánica del sistema de limpieza cip 56
3.7 Costos de alternativas de solución 59
3.8 Evaluación económica y financiera 62
3.8.1 Plan de inversión y financiamiento 62
3.8.2 Plan de financiamiento 63
3.8.3 Evaluación financiera 63
3.8.4 (VAN) Valor actual neto 64
vii
N° Descripción Pág.
3.8.5 Tasa interna de retorno financiero (TIR) con financiamiento 65
3.8.6 Periodo de recuperación de la inversión 66
3.8.7 Coeficiente beneficio – costo 67
3.9 Programación para puesta en marcha 67
3.9.1 Planificación y Cronograma de implementación 67
3.10 Conclusiones y recomendaciones 69
3.10.1 Conclusiones 69
3.10.2 Recomendaciones 69
ANEXOS 71
BIBLIOGRAFIA 114

viii
INDICE DE CUADROS
N° Descripción Pág.
1 Numeros de reynolds 8
2 Programa de secuencia y tiempo de limpieza cip actual 25
3 Pérdidas de tiempo (min) x componente del cip 27
4 Costos de produccion linea de heladeria 29
5 Resumen de perdidas por la limpieza en sitio actual 29
6 Porcentaje de influencia en las pérdidas 30
7 Programa de secuencia y tiempo de limpieza cip propuesto 45
8 Cuadro de mejoras propuestas en sistema cip 46
9 Caudal de cip requerido 48
10 Costos de los componentes mecánicos 59
11 Componentes de la linea de vapor y detergente 60
12 Costo de componentes de recepcion de leche 61
13 Costo de componentes electricos en el cip 61
14 Cronograma de la inversion 62
15 Beneficio total 64
16 Flujos de beneficio para calculo del van 65
17 Flujos para cálculo del tir 66
18 Periodo de recuperacion de la inversion 66
ix
ÍNDICE DE IMÁGENES
N° Descripción Pág.
1 Ubicación de empresa de helados s.a. 14
2 Helados de impulso 15
3 Helados take home 15
4 Flujo proceso helado 17
5 Maquina paletera 18
6 Maquina elaboracion helados extruidos 18
7 Maquina conos y vasos 19
8 Equipo freezer llenado litros 19
9 Equipos de sistemas auxiliares 20
10 Capacidad de producción 23
11 Tablero obsoleto de control cip 31
12 Lineas de cip ubicacion de transmisores de temperatura 32
13 Linea tuberia de succion de bombas cip 32
14 Bomba con control independiente 33
15 Tanque actual de enjuague final 34
16 Transmisores de flujo 34
17 Falta de filtros en la linea 35
18 Bombas de alimentacion cip a y cip b (actual) 36
19 Intercambiador temperatura 37
20 Area de recepcion de leche 38
21 Tanque con cabezales estaticos 38
22 Tanque cip sin sensor de nivel bajo 39
23 Toma de muestras area de cip 40
24 Toma de muestra agua producto 40
25 Bomba de recirculacion de tanque de pre enjuague 41
26 Bombas de recirculacion fuera de norma sanitaria 41
27 Bomba de tanque de leche con riesgo de contaminacion 42
28 Diagrama de ingresos de agua y linea de recirculacion 42
x
N° Descripción Pág.
29 Tuberias de ingreso sin valvulas anti retorno 43
30 Diagrama de dosificacion de detergente actual 43
31 Unidad compacta módulo cip 57
32 Cronograma de la solución planteada 68
xi
ÍNDICE DE GRÁFICOS
N° Descripción Pág.
1 Valores de la carga orgánica del sistema cip en la línea de
producción, durante las etapas de limpieza. 26
2 Ishikawa del problema del CIP 28
xii
ÍNDICE DE ANEXOS N° Descripción Pág.
1 Plano de la planta 72
2 Flujo proceso helados paletas 73
3 Flujo proceso helados extruidos 74
4 Flujo proceso helados litros 75
5 Cantidad de equipos, lineas y tanques que requieren fluido de
limpieza cip 76
6 Diagrama flujo de sistema cip empresa de helados 77
7 Datos generales detergente alcalino 78
8 Datos generales detergente acido 79
9 Formato de control diario del area cip 80
10 Datos técnicos generales de los principales elementos propuestos
en el sistema CIP 81
11 Calculo capacidad nuevo tanque enjuague final 98
12 Calculo de fluido en tuberías cip 99
13 Vistas de unidad compacta módulo cip a implementar 100
14 Vista de planta area cip actual de empresa de helados 101
15 Plano general del sistema cip propuesto 102
xiii
AUTOR: NAZARENO COLOMA SAULO JOEL TITULO: PLAN DE MEJORAMIENTO DEL SISTEMA DE LIMPIEZA (CIP) EN UNA PLANTA DE ELABORACIÓN DE HELADO DIRECTOR: ING.IND. NAVARRETE PACHECO OSWALDO ALFREDO
RESUMEN
El trabajo de titulación se lo presenta como una oportunidad que deben plantearse las empresas para un proceso de mejora continua dentro de la misma, porque deben siempre estar involucrados para el desarrollo y beneficio, tanto del personal como de accionistas, al mejorar sus ganancias. Primeramente se realiza la explicación del concepto teórico de Limpieza en Sitio, que es aplicable a procesos en los cuales debe cuidarse la calidad del producto; para esto se analiza el proceso actual, con la finalidad de determinar las falencias, debiendo conocer el producto que se elabora, cantidades producidas, tiempo empleado en la limpieza, horas perdidas por este concepto, logrando determinar que se esta empleando demasiado tiempo, en la realización de este mantenimiento con la consecuente pérdida por demora en la producción, adicionalmente existe demasiado consumo de detergente y agua, ante lo cual se analiza las principales causas que originan este problema utilizando como técnica el diagrama de Ishikawa. Luego se determina que se debe realizar la implementación de un nuevo sistema de limpieza en sitio, el mismo que consiste en parte mecánica y eléctrica, para el cual se presenta la propuesta con una inversión de $ 178.607,52 dólares, los cuales se revertirán en un beneficio de $ 105.599,90; se realiza un análisis económico financiero en el cual se determina que la TIR obtenida es de 51,78% y un VAN positivo de $ 159.243,13 lo cual en resumen, determina que la propuesta planteada es viable. PALABRAS CLAVES: Producción, Limpieza, Sitio, Mejora, Proceso, CIP, Elaboración, Helado.
Nazareno Coloma Saulo J. Ing.Ind.Navarrete Pacheco Oswaldo Alfredo C.C. 0916591431 Director del trabajo
xiv
AUTHOR : NAZARENO COLOMA SAULO JOEL SUBJECT: IMPROVEMENT PLAN CLEANING SYSTEM (CIP) IN AN
ICE CREAM MANUFACTURING PLANT DIRECTOR : IND.ENG.NAVARRETE PACHECO OSWALDO ALFREDO
ABSTRACT This work degree is presented as an opportunity to ask the companies as a process of continuous improvement within it, which it should always be involved in the development and benefit both, the staff and the shareholders, to improve their profits. First the theoretical explanation of the concept Cleaning Site, which is applicable to processes which must be taken care the product quality, for this the current process is analyzed in order to identify gaps and must know the product that is made, quantities produced, the time spent in cleaning, lost by this concept hours, to determine that this spending too much time in performing this maintenance with the consequent lost for delay in production. Additionally there is too much detergent and water: consumption where upon the main cause of this problem that use a technique the Ishikawa diagram. Later it is determined to perform to implement a new system of cleaning site, the same consisting of mechanical and electrical components, for which the proposal is present with an investment of $ 178.607,52, which will be reserved at an annual profit $105.599, 90, a financial economic analysis in which it is determined that the IRR obtained is 51,78% and a positive NPV of $ 159.243,13 that summarizes that the proposal is feasible. KEY WORDS: Production, Cleaning, Site, Improvement, Processes,
CIP, Elaboration, Ice
Nazareno Coloma Saulo J. Ind.Eng.Navarrete Pacheco Oswaldo Alfredo C.C.0916591431 Director of work
PRÓLOGO
El objetivo principal de este trabajo de titulación es la propuesta
para realizar una mejor limpieza en sitio, optimizando tiempo,
descontaminación, limpieza y desinfección; con recursos, sean
tecnológicos o humanos, para lograr un producto de óptima calidad.
Tomando en cuenta que este proceso se lo ejecuta desde hace
mucho tiempo, pero que ante el desarrollo de los procesos productivos, se
requiere de mejora continua no solamente con el objetivo de proteger la
salud de los consumidores, sino a la vez generar una mejor rentabilidad,
producto de la disminución del tiempo improductivo.
Para lograr esto se utiliza agua caliente con solución preparada con
detergente y otras sustancias, que debe hacerse circular a presión y
temperatura, durante un tiempo establecido, realizando pre enjuague y
enjuague hasta lograr una limpieza total, para esto se toman muestras del
líquido que circula por las tuberías.
Todo lo realizado implica un proceso complejo, el cual debe ser
realizado bajo un procedimiento, pruebas de laboratorio y análisis con el
fin de precautelar la salud de los consumidores de los productos que se
procesan en esa línea de producción.
Para determinar el nuevo proceso se analiza el actual, el que en
algunas ocasiones ha estado generando problemas de pérdida de tiempo
CAPITULO I
1 MARCO TEÓRICO
1.1 Introducción
Actualmente las industrias alimenticias se ven en la obligación de
crear e implementar planes de mejoramiento continuo para evaluar y
corregir fallas que se presentan constantemente en el proceso productivo.
LA EMPRESA DE HELADOS S.A. Inicia esta estrategia con el fin de
reducir pérdidas representadas en su proceso a través del seguimiento de
las actividades que presentan deficiencias en su operación normal.
El trabajo de investigación a realizar en la empresa LA EMPRESA
DE HELADOS S.A., donde se conoce que existe pérdidas de tiempo,
inestable calidad de limpieza de sus equipos de preparación y
transportación de producto que a su vez ocasiona pérdidas económicas,
en un sistema denominado CIP (Cleaning in Place) o en español lavado
en sitio; el mismo consiste en un proceso de higiene y limpieza muy
crítico; el cual ayuda en la producción segura de productos alimenticios
salvaguardando la salud de los consumidores finales. Es por ello que
garantizando una limpieza segura se logra una alta calidad.
La principal ventaja de utilizar el sistema CIP es la substancial
reducción del tiempo y además, la facilidad de utilizar químicos más
agresivos en el proceso.
Se plantea analizar en la línea de producción de helados (conocida
como Ice Cream) de la compañía, encontrar la mejora continua en la
calidad de este sistema a fin de que sus productos sean obtenidos en
mejor tiempo y que sean altamente confiables para su consumo.

Marco teórico 3
1.2 Antecedentes
Hasta 1950, los equipos y sistemas de elaboración de productos
alimenticios eran desmontados y limpiados de forma manual. El sistema
CIP surge como una operación para las industrias que necesitan una
limpieza frecuente interna de sus equipos de proceso, para alcanzar altos
niveles de higiene, como son productos lácteos, bebidas, cerveza,
industria alimenticia, farmacéutica y cosmética.
El sistema de limpieza CIP ha evolucionado para incluir nuevos
sistemas totalmente automáticos con controladores de lógica
programable, tanques de equilibrio múltiples, sensores, válvulas,
intercambiadores de calor, la adquisición de datos y diseñados
especialmente para sistemas de boquillas de aspersión.
1.3 Justificativos
Actualmente la gestión de la empresa de helados se ve afectada
por factores tanto externos como internos, frente a la necesidad de
responder en forma dinámica y eficiente a los requerimientos cambiantes
del mercado, en el cual aumenta la diversificación de preferencias y por lo
tanto, también de los productos, lo que hace que los ciclos de vida de
estos productos se acorten y con ello aumente la complejidad de la
gestión.
La empresa de helados en busca de la mejora continua de la
calidad de sus productos y la reducción en consumos de energía y agua
en sus procesos, tiene como principal justificativo el de optimizar y
mejorar su actual sistema de limpieza CIP, para lo cual se presentará la
optimización de su sistema de CIP centralizado, debiendo de realizarse
las modificaciones, las cuales se verán en los capítulos siguientes.
Marco teórico 4
La justificación está dada por que mediante modificaciones al
sistema de lavado en sitio LES o sus siglas en inglés CIP, se disminuirá el
tiempo de lavado de la maquinaria, además de que son procesos de
higiene y limpieza críticos, los cuales ayudan a la producción segura de
productos alimenticios o farmacéuticos, salvaguardando la salud de los
consumidores finales. Una limpieza adecuada es esencial para la
producción de productos. Lo que redundará en incrementar la
productividad que es el objetivo de toda empresa, beneficiando no sólo al
mercado al estar cumpliendo con la demanda, sino también se mejorará
el método de trabajo.
1.4 Delimitación
Este proyecto de grado se lo esta realizando en LA EMPRESA DE
HELADOS S.A ubicada en Ecuador, Provincia del Guayas, cantón
Guayaquil, en la vía a Daule.
1.5 Objetivos
1.5.1 Objetivo General
Realizar el análisis y mejora del Sistema de Limpieza (CIP) en la
línea de heladería de LA EMPRESA DE HELADOS S.A.”,
1.5.2 Objetivos específicos
Verificar el funcionamiento e inconvenientes actuales del sistema
CIP en línea de producción de helados, denominada Ice Cream,
EMPRESA DE HELADOS.
Realizar un levantamiento (plano) de la línea en el área del
sistema CIP.

Marco teórico 5
Determinar los requerimientos de fluido de limpieza actual de la
línea.
Realizar el cálculo de costos del nuevo proceso.
1.6 Marco teórico
1.6.1 Fundamento conceptual
En esta parte se comenzará indicando los principales conceptos en
los que se basa el trabajo de investigación.
T.P.M.- Mantenimiento Productivo Total
El área de actividad del Mantenimiento Industrial es de suma
importancia en el ámbito de la ejecución de las operaciones en la
industria.
Un buen Mantenimiento, genera no sólo un funcionamiento
eficiente de las instalaciones, sino que además, es preciso llevarlo a cabo
con rigor para conseguir otros objetivos como son el control del ciclo de
vida de las instalaciones, sin disparar los costes destinados a
mantenerlas.
Evolución del mantenimiento
Las estrategias convencionales de "reparar cuando se produzca la
avería" ya no sirven. Esperar a que se produzca la avería para intervenir,
es incurrir en unos costes excesivamente elevados (pérdidas de
producción, deficiencias en la calidad, etc.) y por ello las empresas
industriales se plantearon implantar procesos de prevención de estas
averías mediante un adecuado programa de Mantenimiento.
Marco teórico 6
“TPM es el mantenimiento productivo realizado por todos los
integrantes de la compañía, a través de actividades de pequeños grupos.
La meta final del TPM es el cero averías, cero accidentes y el cero
defectos, mejorándose así las tasas de operación de los equipos y
minimizando los stocks y costes.” (Ledesma Palomino, 2010)
Sistema de limpieza CIP (Clean In Place)
En industrias necesariamente higiénicas -
como la alimentaria, la farmacéutica y la cosmética-
la limpieza sistemática de las instalaciones se debe
considerar como parte integrante de la producción y
no como una opción. El concepto de limpieza de una
instalación sin desmontar ningún equipo ni tubería
se resume como "limpieza CIP" (Cleaning In Place),
que puede traducirse por "Limpieza In Situ
(Harutiunian, 2009) ".
En los sistemas CIP, la limpieza se lleva a cabo mediante la
circulación de agua y diluciones de productos químicos calientes a través
del equipo o tubería que trabaja en contacto con los productos. Su acción
física, química y bacteriológica elimina la suciedad y los microrganismos
de las superficies. En el más amplio sentido de la palabra, el proceso de
limpieza comprende tres estadios:
Limpieza, eliminación de suciedad.
Desinfección, reducción del número residual de bacterias en los
depósitos y superficies pulidas.
Esterilización, eliminación de todas las bacterias.
Para eliminar elementos potencialmente contaminantes no basta
con aplicar métodos de limpieza convencionales, por el contrario, se
necesita implementar un sistema capaz de vencer las fuerzas de unión
tanto entre las impurezas y las superficies impregnadas como la de las
sustancias entre sí. La efectividad de la limpieza viene determinada por
cuatro factores significativos:

Marco teórico 7
Tiempo de duración del ciclo de limpieza.
Agente de limpieza, productos químicos o combinación de ellos y la
concentración de sus disoluciones.
Temperatura elevada, que proporciona limpiezas más rápidas.
Velocidad/caudal de paso de la disolución de limpieza a través de
la tubería o equipo a limpiar.
Frecuencia entre ciclos de limpieza.
Un correcto estudio de la ingeniería de diseño
permite evaluar el tipo de sistema y diseñar la
combinación apropiada de los factores arriba
mencionados. Es totalmente necesario que las
soluciones de limpieza pasen por toda la superficie
de los equipos que están en contacto con el
producto y, por tanto, no deben existir recovecos ni
bolsillos que resulten inaccesibles. (Harutiunian,
2009)
Limpieza de cañerías, tuberías o sistemas cerrados
Gran parte de los sistemas industriales de producción incorporan
cañerías, tuberías o sistemas cerrados por donde circulan alimentos o
ingredientes. Para lograr una higiene efectiva se hace circular la solución
de limpieza por los equipos e instalaciones durante un tiempo
determinado y con un caudal turbulento. Esta turbulencia sólo asegura la
efectividad de la limpieza si presenta el llamado número de Reynolds en
una franja de valores adecuada.
Según las experiencias de Osborn-Reynolds, el reparto de
velocidades en una tubería es función de:
D = diámetro de tubería
Q = caudal
μ = viscosidad dinámica
ρ = densidad del fluido
Marco teórico 8
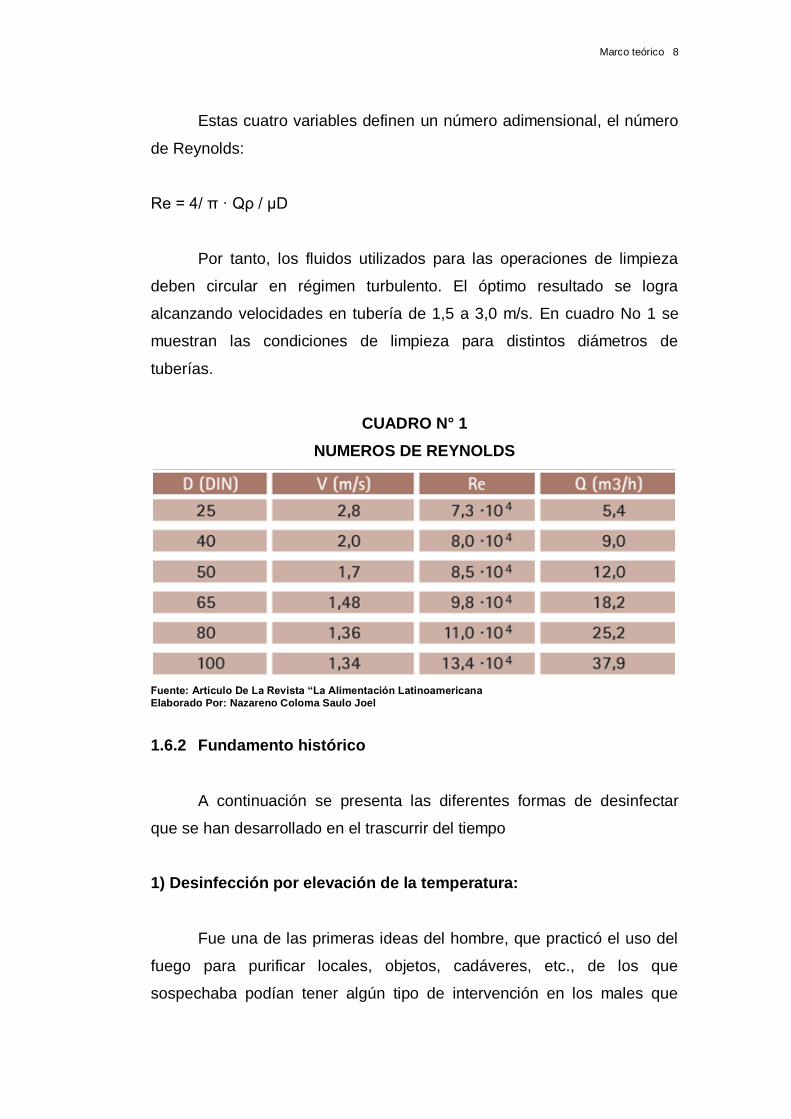
Estas cuatro variables definen un número adimensional, el número
de Reynolds:
Re = 4/ π · Qρ / μD
Por tanto, los fluidos utilizados para las operaciones de limpieza
deben circular en régimen turbulento. El óptimo resultado se logra
alcanzando velocidades en tubería de 1,5 a 3,0 m/s. En cuadro No 1 se
muestran las condiciones de limpieza para distintos diámetros de
tuberías.
CUADRO N° 1
NUMEROS DE REYNOLDS
Fuente: Artículo De La Revista “La Alimentación Latinoamericana
Elaborado Por: Nazareno Coloma Saulo Joel
1.6.2 Fundamento histórico
A continuación se presenta las diferentes formas de desinfectar
que se han desarrollado en el trascurrir del tiempo
1) Desinfección por elevación de la temperatura:
Fue una de las primeras ideas del hombre, que practicó el uso del
fuego para purificar locales, objetos, cadáveres, etc., de los que
sospechaba podían tener algún tipo de intervención en los males que
Marco teórico 9
afectaban a sus animales o a él mismo. Curiosamente, la eficacia de la
incineración no ha sido considerada, en ocasiones, mejor que el simple
escalamiento, como señalaban Lechlainché y Smith, entre otros. (Smith,
1973)
2) Desinfección por fumigación
La fumigación es un procedimiento utilizado desde hace mucho
tiempo para "purificar el aire", quizás porque se había observado que el
humo atrapaba los insectos, siempre sospechosos de causar
enfermedades humanas o animales. En el año 429 A.C. este método
había sido recomendado por Hipócrates para luchar contra una epidemia
que atacaba animales y humanos en Atenas. Esta técnica, que tenía la
ventaja de purificar el aire y que también podía desinfectar los objetos,
vestidos, etc., fue recomendada en el siglo V por Végèce y después en el
siglo XVIII en la lucha contra la peste bovina. (Smith, 1973)
3) Desinfección por desecación
Este procedimiento asocia con frecuencia, la acción del calor y de
los rayos ultravioleta, cuando se practica por exposición al sol. Había sido
recomendado ya 7 siglos A.C. en la doctrina de Zaratrusta, para purificar
las tierras donde habían reposado los cadáveres. Fue empleada en el
antiguo Egipto para llevar a cabo el embalsamamiento de los cuerpos,
después de un baño de sales. Seguramente fue el resultado de la
observación de los cadáveres que se momificaban de modo natural como
consecuencia de la desecación, en el desierto. (Smith, 1973)
4) Desinfección por filtración
Los antiguos Egipcios la utilizaban para purificar el jugo de uvas a
través de una tela. En Persia, Sayyi d Ismail Jorjani (1042-1135) observó
que un agua filtrada (o hervida) tardaba largo tiempo en corromperse.

Marco teórico 10
Este método fue recomendado también en 1757 en la marina
británica para purificar el agua, filtrándola en arena o en carbón. (Smith,
1973).
Contrariamente a lo que sucede en el caso de la desinfección
química o física, la desinfección por agentes biológicos no representa un
procedimiento puro, sino que se fundamenta, en último extremo, en bases
químicas o físicas.
Desde un punto de vista histórico cabe señalar el interés del
enterramiento, que constituye uno de los métodos más corrientes de
desinfección, en particular de los cadáveres (humanos o animales), como
consecuencia de un proceso biológico extremadamente complejo
consistente en su degradación enzimática, pero también en la variación
del contenido de oxígeno, presión, pH, temperatura, etc. (Block, 2001)
Este método de desinfección por filtración es, sin duda, el más
antiguamente utilizado por el hombre.
Es así, que pareció más eficaz, incluso que la incineración, En
1502, las autoridades de Nördlinger eran responsables del enterramiento
de los cadáveres de los animales muertos de rabia. (Block, 2001)
1.6.3 Fundamento ambiental
Se debe indicar que el presente trabajo de investigación, el
desarrollar su etapa de implementación no requiere realizar ningún tipo de
construcción (obra civil), ante lo cual no se procederá a generar impactos
y la empresa se rige bajo la legislación ambiental del ente encargado, el
mismo que corresponde al Municipio del Cantón Guayaquil, que tiene la
competencia en materia ambiental.
Marco teórico 11
1.6.4 Fundamento legal
Para el desarrollo de este trabajo de investigación se presenta el
siguiente marco legal, de acuerdo con la legislación de nuestro país, y
que menciona la obligatoriedad en cumplir en aspectos que contribuyan al
mejoramiento de la sociedad.
En primer lugar se toma a la Constitución de la República del
Ecuador del 2008, en su Título II de Derechos, dentro del capítulo
segundo de los derechos del buen vivir en su sección Primera de Agua y
Alimentación, en la cual el artículo 13 menciona, que las personas tienen
derecho a un acceso permanente y seguro de alimentos sanos,
suficientes y nutritivos, producidos a nivel local. Es decir el Estado
ecuatoriano tiene como fin promover la soberanía alimentaria.
De la misma forma, en la Sección Séptima de Salud, el artículo 32
plantea que la salud es un derecho que garantiza el Estado mediante
políticas económicas, sociales, culturales, educativas y ambientales; y el
acceso permanente, oportuno y sin exclusión a programas, acciones y
servicios de promoción y atención integral de salud, salud sexual y salud
reproductiva.
En la Sección novena de Personas usuarias y consumidoras, el
artículo 52 manifiesta que las personas tienen derecho a disponer de
bienes y servicios de óptima calidad y a elegirlos con libertad, así como a
una información precisa y no engañosa sobre su contenido y
características.
El artículo 54, establece que las personas o entidades que presten
servicios públicos o que produzcan o comercialicen bienes de consumo,
serán responsables civil y penalmente por la deficiente prestación del
servicio, por la calidad defectuosa del producto, o cuando sus condiciones
no estén de acuerdo con la publicidad efectuada o con la descripción que

Marco teórico 12
incorpore. Las personas serán responsables por la mala práctica en el
ejercicio de su profesión, arte u oficio, en especial aquella que ponga en
riesgo la integridad o la vida de las personas.
Dentro del Título VI del Régimen de Desarrollo en su capítulo
tercero referente a la Soberanía alimentaria, el artículo 281 argumenta
que la soberanía alimentaria constituye un objetivo estratégico y una
obligación del Estado para garantizar que las personas, comunidades,
pueblos y nacionalidades alcancen la autosuficiencia de alimentos sanos
y culturalmente apropiados de forma permanente y para ello ponemos a
continuación varias de las responsabilidades que debe cumplir el Estado
según lo establece la Constitución:
Aquí se mencionará a los literales que tienen incidencia en el
trabajo de investigación:
8. Asegurar el desarrollo de la investigación científica y de la
innovación tecnológica apropiada para garantizar la soberanía
alimentaria.
9. Regular bajo normas de bioseguridad el uso y desarrollo de
biotecnología, así como su experimentación, uso y comercialización.
12 Prevenir y proteger a la población del consumo de alimentos
contaminados o que pongan en riesgo su salud o que la ciencia tenga
incertidumbre sobre sus efectos.
1.6.5 Fundamento referencial
El documento que mas parecido tiene con el tema propuesto es el
desarrollado por la Sra. Ahora Ingeniera Química Silvia Juliana Chacón
con el tema: “ESTUDIO PARA EL MEJORAMIENTO DEL SISTEMA DE
LIMPIEZA DE LA LINEA DE YOGURT EN LA PLANTA DE DERIVADOS

Marco teórico 13
DE LA EMPRESA FRESKALECHE S.A.” (Chacón, 2011) Realizada en el
año 2011 en una Universidad de Santander, Colombia; la diferencia
radica básicamente en el tipo de producto, con lo cual cambia
radicalmente los datos, adicionalmente la estructura montada en tuberías
y accesorios es diferente.
1.7 La empresa
La empresa de Helados S.A, se dedica a la elaboración y
comercialización de helados desde el año 1996 al adquirir la marca de
helado de mayor participación en el mercado nacional, el mismo que está
segmentado en productos de agua y crema, los cuales se elaboran bajo
estrictos estándares de seguridad y calidad por ser un producto
alimenticio. Su indiscutible crecimiento trajo al Ecuador nuevos productos,
tecnología e innovaciones en servicios que impulsaron el desarrollo del
país, con la implementación de varias máquinas de avanzada tecnología
en una moderna planta. Fuimos nosotros quienes implementamos los
conocidos ¨heladeros¨ o ¨carretilleros¨, así como los helados de palito,
vasito, sánduche.
A través del tiempo se a demostrado vencer a nuestra competencia
y demostrando que somos los mejores y los preferidos por el consumidor.
1.8 Ubicación
La Empresa de Helados se encuentra localizada en la zona
industrial de Guayaquil, vía Daule, su ubicación es estratégica, por cuanto
se encuentra en una zona destinada al tráfico de vehículos pesados, los
mismos que no tienen inconvenientes para el ingreso de materia prima, el
despacho de producto terminado y acceso del personal a la planta.
A demás su ubicación permite tener los servicios de agua, energía
eléctrica, teléfono para el normal desenvolvimiento de las actividades de
la empresa.
Marco teórico 14
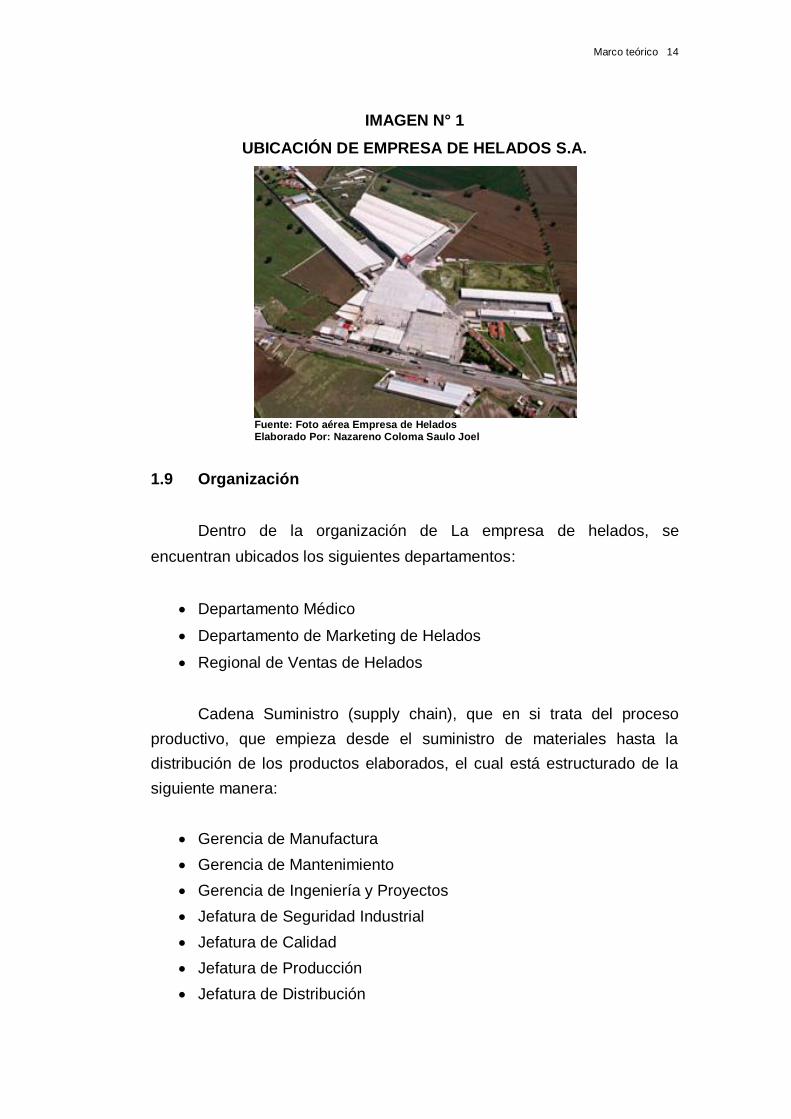
IMAGEN N° 1
UBICACIÓN DE EMPRESA DE HELADOS S.A.
Fuente: Foto aérea Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
1.9 Organización
Dentro de la organización de La empresa de helados, se
encuentran ubicados los siguientes departamentos:
Departamento Médico
Departamento de Marketing de Helados
Regional de Ventas de Helados
Cadena Suministro (supply chain), que en si trata del proceso
productivo, que empieza desde el suministro de materiales hasta la
distribución de los productos elaborados, el cual está estructurado de la
siguiente manera:
Gerencia de Manufactura
Gerencia de Mantenimiento
Gerencia de Ingeniería y Proyectos
Jefatura de Seguridad Industrial
Jefatura de Calidad
Jefatura de Producción
Jefatura de Distribución
Marco teórico 15
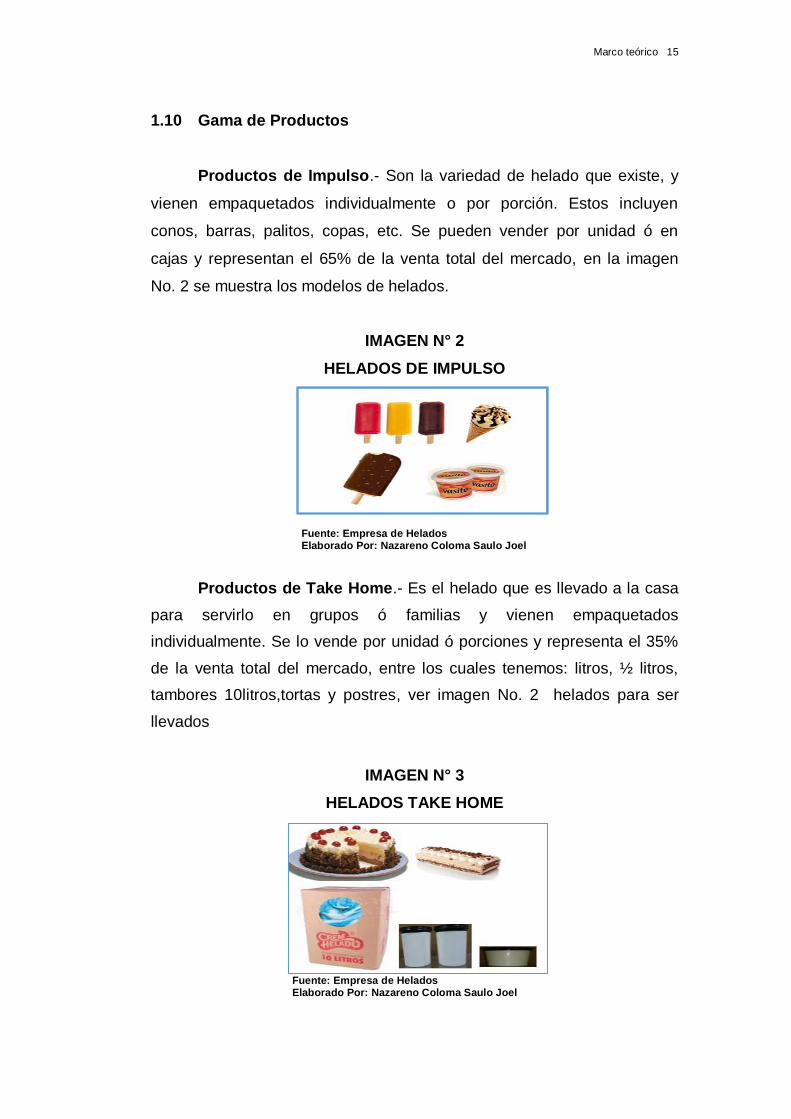
1.10 Gama de Productos
Productos de Impulso.- Son la variedad de helado que existe, y
vienen empaquetados individualmente o por porción. Estos incluyen
conos, barras, palitos, copas, etc. Se pueden vender por unidad ó en
cajas y representan el 65% de la venta total del mercado, en la imagen
No. 2 se muestra los modelos de helados.
IMAGEN N° 2
HELADOS DE IMPULSO
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Productos de Take Home.- Es el helado que es llevado a la casa
para servirlo en grupos ó familias y vienen empaquetados
individualmente. Se lo vende por unidad ó porciones y representa el 35%
de la venta total del mercado, entre los cuales tenemos: litros, ½ litros,
tambores 10litros,tortas y postres, ver imagen No. 2 helados para ser
llevados
IMAGEN N° 3
HELADOS TAKE HOME
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Marco teórico 16
1.11 Recursos Productivos
La Empresa de Helados mostrada en el plano 1 (ANEXO 1) , indica
la ubicación del proceso de helados, a su vez esta conformado por el
siguiente flujo
Helados. Está formado por:
Recepción de leche.- Se recibe tanquero de leche y es
almacenado en tanques chaquetas a una temperatura de 10º C
Preparación de leche y cremas.- Comprende tres tanques
agitadores donde se colocan todo los ingredientes para elaborar el
helado.
Pasteurización.- Es un proceso térmico, que ayuda a eliminar la
carga bacteorologica inicial existente en los ingredientes, este proceso se
realiza en un equipo de pasteurización , lo que significa alta temperatura
por corto tiempo.
Este proceso se lo realiza pasando la mezcla por un intercambiador
de placas, él cual calienta la mezcla hasta los 80°C y luego lo recircula
por unos tubos de retención por 20segundos, tiempo y temperatura
suficiente para lograr una eliminación del 99% de la carga bacteriológica
inicial.
Homogenización.- La homogeneización de la mezcla, tiene varios
efectos beneficiosos en la calidad del producto final: distribución Uniforme
de la grasa, color más brillante y atractivo, mejor cuerpo y textura en el
helado. Las presiones de homogeneización recomendadas para diversos
tipos de helados son: 1.500 a 2.000 PSI a una temperatura de 72 a 75 °C.
El homogenizador está provisto de un cabezal de homogeneización y un
manómetro para conocer en todo momento la presión del trabajo.
Marco teórico 17
Maduración.- El proceso de maduración proporciona algunos
beneficios a las mezclas, tales como: cristalización de la grasa, tiempo de
absorber agua para que el helado tenga buena consistencia, la mezcla
absorberá mejor él aire en su batido posterior
Envasado.- Consiste a las líneas de donde llega el producto para
ser transformado y moldeado en los diferentes tipos de helados existentes
en la cartera de productos de la empresa.
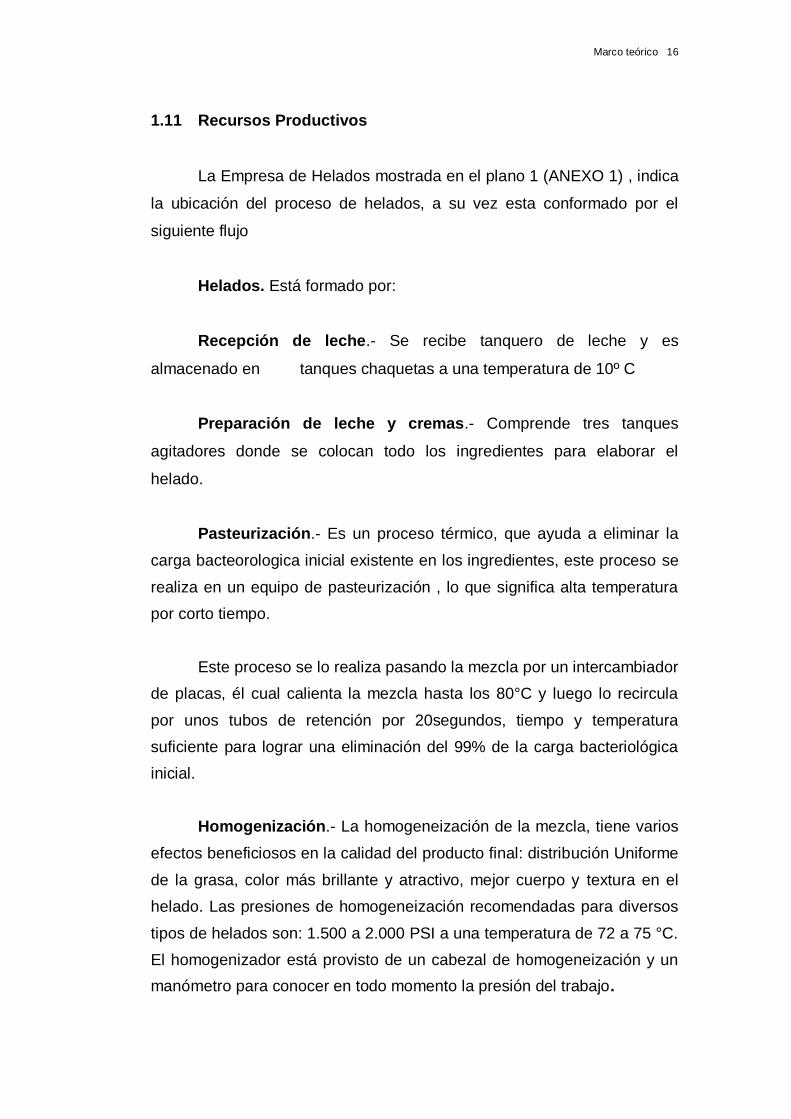
Paletizado de helados.- Espacio donde se recibe el producto
terminado para ser puesto en pallets y ser llevado a la cámara de
distribución. Ver imagen No 3 donde se muestra gráficamente el flujo de
la elaboración del helado.
IMAGEN N° 4
FLUJO PROCESO HELADO
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
1.12 Envasado Helados
El área de envasado de helados está conformada por varias líneas
para la producción de helados de paletas, para helados de extrusión, para
helados de conos, para tortas y litros; las cuales son:
Marco teórico 18
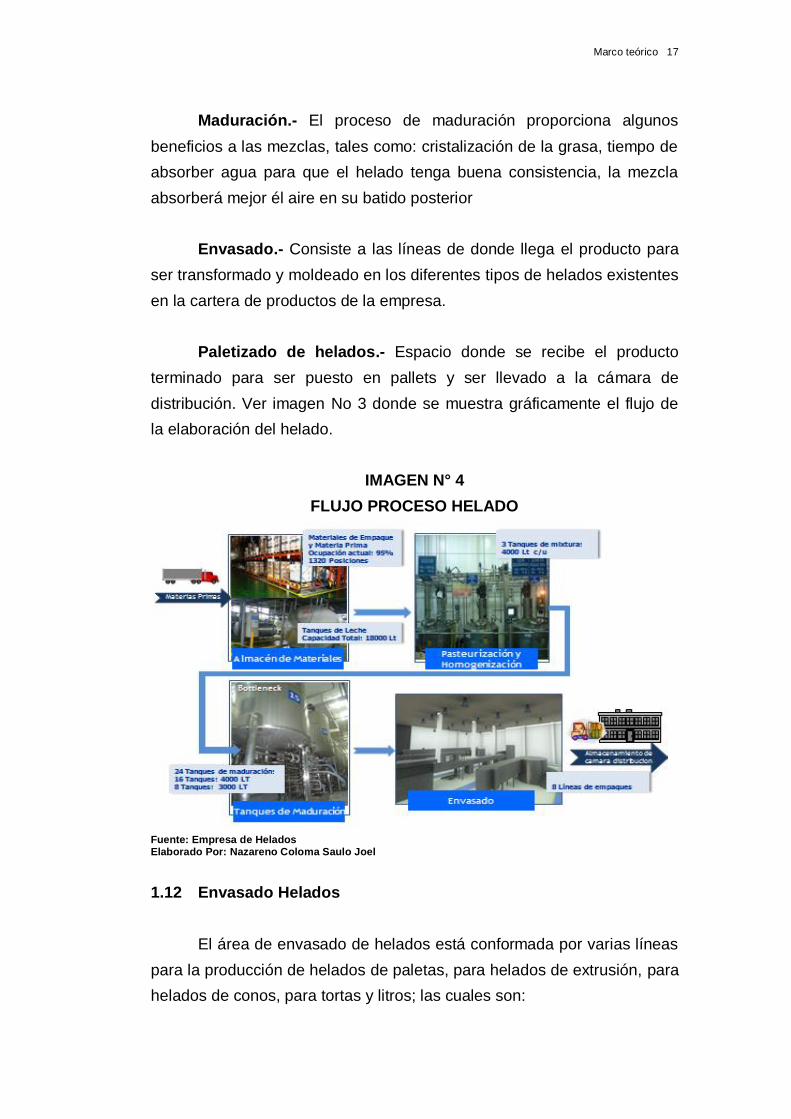
Helados de paletas: Empastados, Paletas, etc
IMAGEN N° 5
MAQUINA PALETERA
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
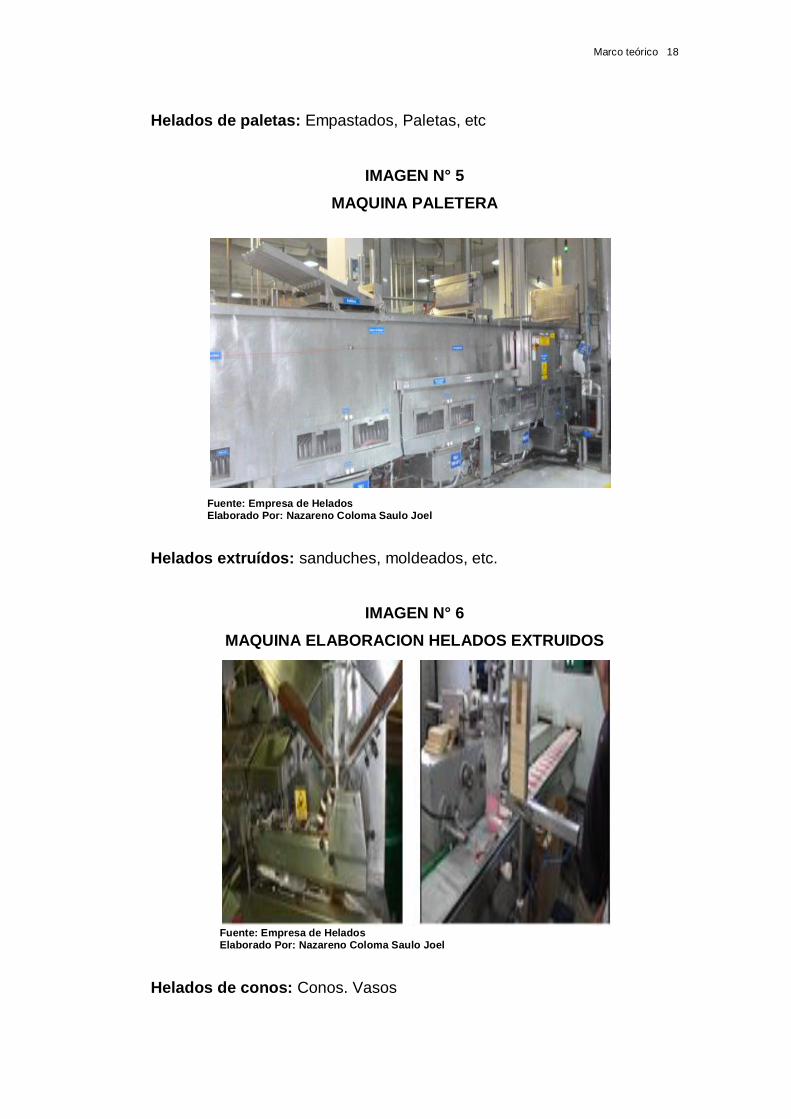
Helados extruídos: sanduches, moldeados, etc.
IMAGEN N° 6
MAQUINA ELABORACION HELADOS EXTRUIDOS
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Helados de conos: Conos. Vasos

Marco teórico 19
IMAGEN N° 7
MAQUINA CONOS Y VASOS
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
Helados de litros y tortas: Freezer 1 (Litros, tortas)
IMAGEN N° 8
EQUIPO FREEZER LLENADO LITROS
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Adicionalmente, se cuenta con seis freezers adicionales, los cuales
son equipos diseñados para bajar las temperaturas de las cremas de los
helados, con la finalidad de que estas lleguen con consistencia apropiada
a la línea de envasado. En el anexo 2, 3, 4, se observa el flujo en detalle
de productos de paletas , extruidos, litros
Marco teórico 20
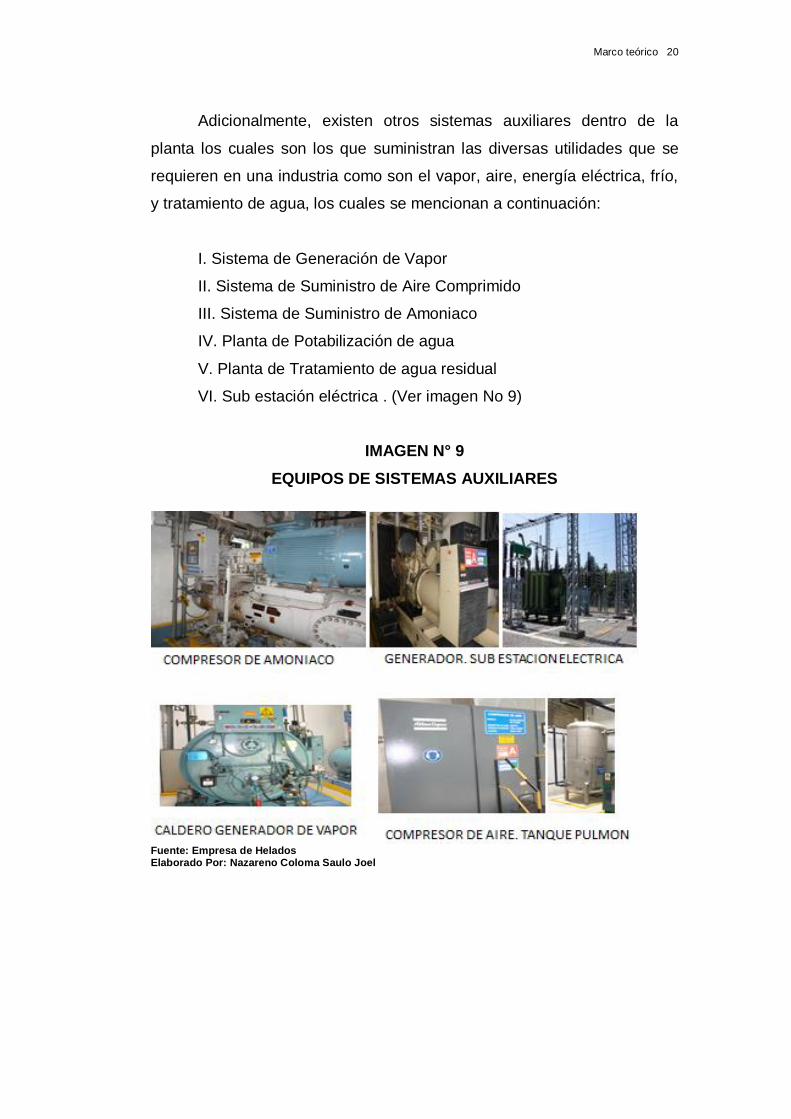
Adicionalmente, existen otros sistemas auxiliares dentro de la
planta los cuales son los que suministran las diversas utilidades que se
requieren en una industria como son el vapor, aire, energía eléctrica, frío,
y tratamiento de agua, los cuales se mencionan a continuación:
I. Sistema de Generación de Vapor
II. Sistema de Suministro de Aire Comprimido
III. Sistema de Suministro de Amoniaco
IV. Planta de Potabilización de agua
V. Planta de Tratamiento de agua residual
VI. Sub estación eléctrica . (Ver imagen No 9)
IMAGEN N° 9
EQUIPOS DE SISTEMAS AUXILIARES
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
CAPITULO II
2 SITUACIÓN ACTUAL Y DIAGNÓSTICO
2.1 Metodología
Normalmente en un estudio de investigación de campo se puede
indicar que la metodología a desarrollar esta basada en los siguientes
métodos de investigación:
2.1.1 Métodos o técnica Teórica Inductiva – Deductiva
El método Inductivo - Deductivo se lo utiliza porque inicia de los
casos, hechos o fenómenos particulares para llegar al descubrimiento de
un principio o ley general que rige, es decir va de lo particular a lo general
por medio del análisis; pero el método deductivo parte de leyes generales
y de estas consecuencias se aplican a casos particulares; es decir va de
lo general a lo particular, por medio de la síntesis, que es precisamente lo
que se pretende realizar en esta investigación.
2.1.2 Método Empírico Fundamental
Observación
La Observación se traduce en un registro visual de lo que ocurre en
la realidad, es decir la evidencia empírica.
Así toda observación, al igual que otros métodos o instrumentos
para consignar información, requiere del sujeto que investiga la definición
de los objetivos que persigue su investigación, determinar su unidad de
observación, las condiciones en que asumirá la observación y las
conductas que deberá registrar.

Situación actual y diagnóstico 22
1.- Recopilación de información: datos numéricos, diámetros de
tuberías, caudal, tiempos de limpieza, etc.
2.- Diagrama del circuito de la línea de producción, así como de
tuberías, válvulas, bombas.
3.- Determinación del costo de producción por tiempo de para para
la limpieza.
2.1.3 Métodos Empíricos Complementarios o Técnicas
La entrevista
Esta es una técnica o instrumento empleado por varios motivos,
cuya finalidad consiste en obtener información o criterios de expertos, en
base a las características que se establecen en el estudio.
2.1.4 Tratamiento estadístico de la información
La técnica utilizada ha sido la entrevista, la que ha permitido
obtener la información requerida y criterios de técnicos expertos, con
conocimientos en limpieza en sitio CIP. Para una mejor interpretación se
utilizará cuadros y gráficos estadísticos para representar los resultados
obtenidos; además por medio de este, poder presentar la implementación
de una propuesta como solución del problema.
2.2 Situación actual
2.2.1 Capacidad de producción
Al indicar la situación actual de la empresa se tomará como
referencia al año 2014, estos datos han sido proporcionados por el
departamento de producción. Ver imagen N° 10
Situación actual y diagnóstico 23
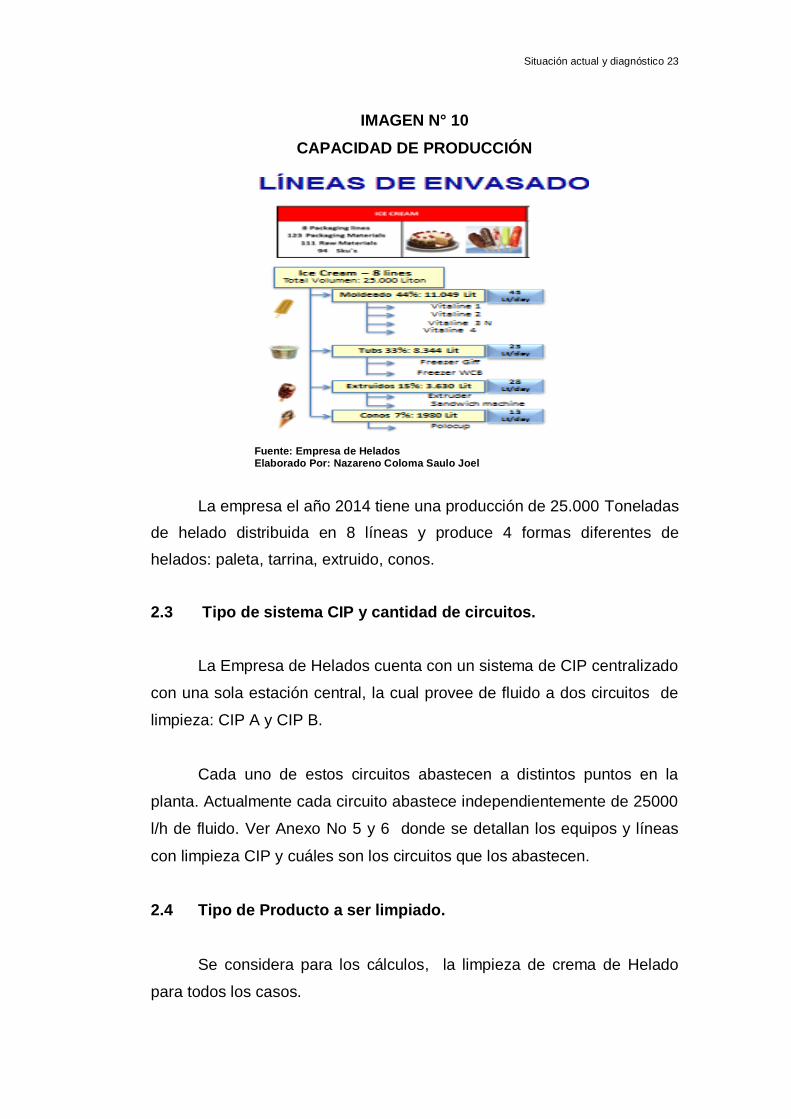
IMAGEN N° 10
CAPACIDAD DE PRODUCCIÓN
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
La empresa el año 2014 tiene una producción de 25.000 Toneladas
de helado distribuida en 8 líneas y produce 4 formas diferentes de
helados: paleta, tarrina, extruido, conos.
2.3 Tipo de sistema CIP y cantidad de circuitos.
La Empresa de Helados cuenta con un sistema de CIP centralizado
con una sola estación central, la cual provee de fluido a dos circuitos de
limpieza: CIP A y CIP B.
Cada uno de estos circuitos abastecen a distintos puntos en la
planta. Actualmente cada circuito abastece independientemente de 25000
l/h de fluido. Ver Anexo No 5 y 6 donde se detallan los equipos y líneas
con limpieza CIP y cuáles son los circuitos que los abastecen.
2.4 Tipo de Producto a ser limpiado.
Se considera para los cálculos, la limpieza de crema de Helado
para todos los casos.
Situación actual y diagnóstico 24
2.5 Tipo de detergente y concentraciones utilizadas.
Se utiliza actualmente el detergente AC-101 el cual es un
detergente alcalino, a una concentración del 1.5 al 2% Ver anexo No7
Datos general detergente alcalino. Y Detergente acido AC 55-5 a una
concentración del 1 al 1.5 % Ver anexo No 8 datos general detergente
acido .
2.6 Registro de problemas
Se tiene una serie de problemas de los cuales el principal es el
tiempo improductivo, consumo de insumos y retraso en el programa de
producción.
Para conocer exactamente la situación actual a continuación se
presentan las etapas de limpieza asociadas al sistema CIP; básicamente
las etapas de la propuesta no difieren del sistema actual; lo que distingue
a la propuesta es la automatización total del sistema de limpieza, lo cual
obviamente se traduce en diferentes tipos de insumos.
Insumos
Agua, agente alcalino y agente ácido
Bomba Centrífuga compatible con sistemas CIP
Intercambiador de calor
Equipo CIP
Tuberías de acero inoxidable
Medidores de flujo
Válvulas a prueba de mezcla (válvulas mix proof)
2.7 Actividades Etapas Actuales del proceso Cip Actual
A continuación se presenta las actividades de la limpieza de las
líneas de producción de helado crema que permanecen casi invariables al

Situación actual y diagnóstico 25
comparar el nuevo sistema automático, la diferencia radica principalmente
en los insumos y el incremento de la fuente de energía mecánica que se
utiliza para llevar a cabo dicha limpieza. Las etapas del sistema de
limpieza CIP son:
Pre-enjuague
Circulación de solución alcalina
Enjuague
Circulación de solución ácida
Enjuague final
2.8 Programa de Limpieza de Equipos y Temperatura de CIP
Actual Actualmente se tiene el siguiente programa de
Limpieza para todos los equipos, líneas y tanques. Ver cuadro Nº 2
CUADRO N° 2
PROGRAMA DE SECUENCIA Y TIEMPO DE LIMPIEZA CIP ACTUAL
Etapa Fluido de Limpieza Tiempo Temperatura de Fluido
Preenjuague Agua pura o agua reciclada de etapa de Enjuague Final. Después de realizarse el preenjuague se elimina el agua en todos los casos.
5 minutos
60 C
Limpieza Solución de Agua al 1.5 a 2% de detergente alcalino.
15 minutos
80 C
Enjuague Agua pura 5 minutos
30 C
limpieza Solución de Agua al 1% de detergente acido
15 minutos
80 C
Enjuague final
Agua Pura 10 minutos
30 C
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
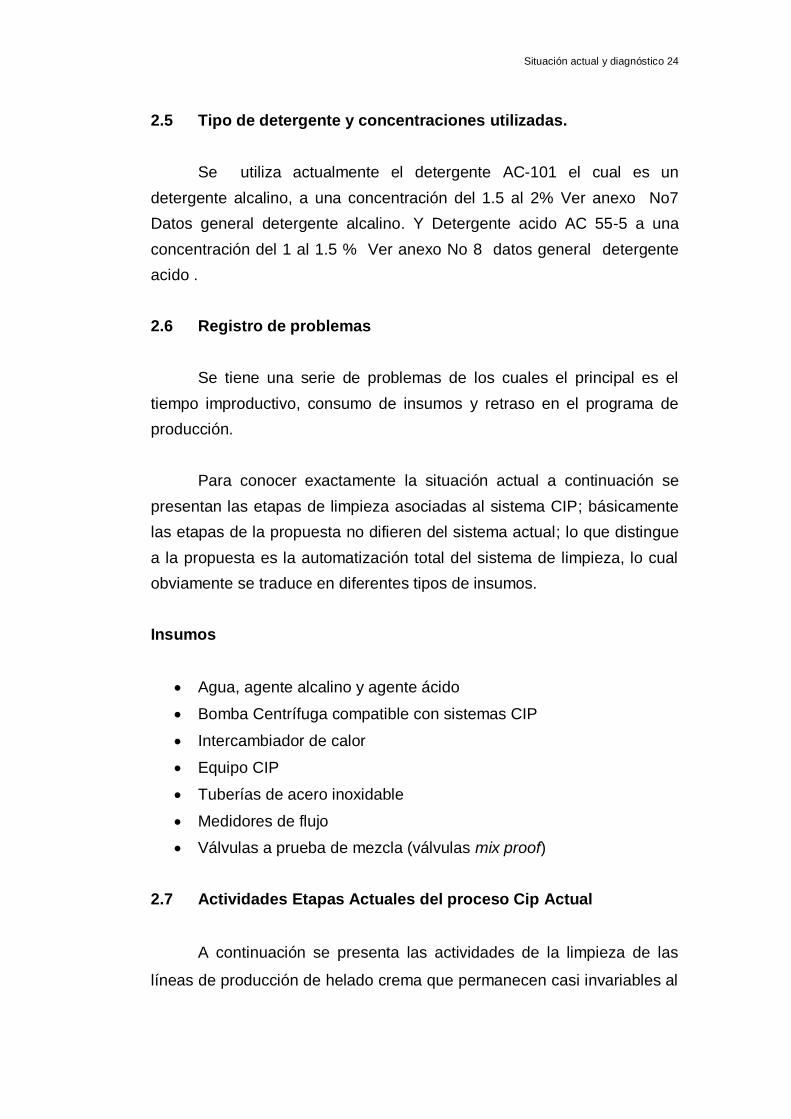
En el sistema de limpieza CIP es posible determinar en qué etapa
del proceso de limpieza se encuentra la línea de producción de acuerdo al
porcentaje de carga orgánica medida en un tiempo determinado. La carga
Situación actual y diagnóstico 26
orgánica se mide en la línea intermitentemente durante todo el tiempo que
dure el ciclo de limpieza.
A continuación se presenta el gráfico Nº 1 de carga orgánica versus
tiempo, para un sistema CIP de tanques en una línea de producción de
helado crema.
GRÁFICO N° 1
VALORES DE LA CARGA ORGÁNICA DEL SISTEMA CIP EN LA
LÍNEA DE PRODUCCIÓN, DURANTE LAS ETAPAS DE LIMPIEZA.
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
El realizar la limpieza de una línea de producción estructurada de la
forma indicada anteriormente requiere para su limpieza (utilizando el
sistema CIP actual) conlleva aproximadamente de unos 50 minutos, se
espera obtener un ahorro de tiempo efectivo de trabajo con el nuevo
sistema en base a las mejoras a implementar conociendo que se tiene 8
líneas de envasado.
En cada una de las etapas mencionadas con anterioridad se han
determinado problemas, el de mayor incidencia es la pérdida de tiempo
por fallas en los equipos de limpieza (tanques, circuitos, bombas, líneas
de alimentación de agua). Ver cuadro Nº 3.
Situación actual y diagnóstico 27
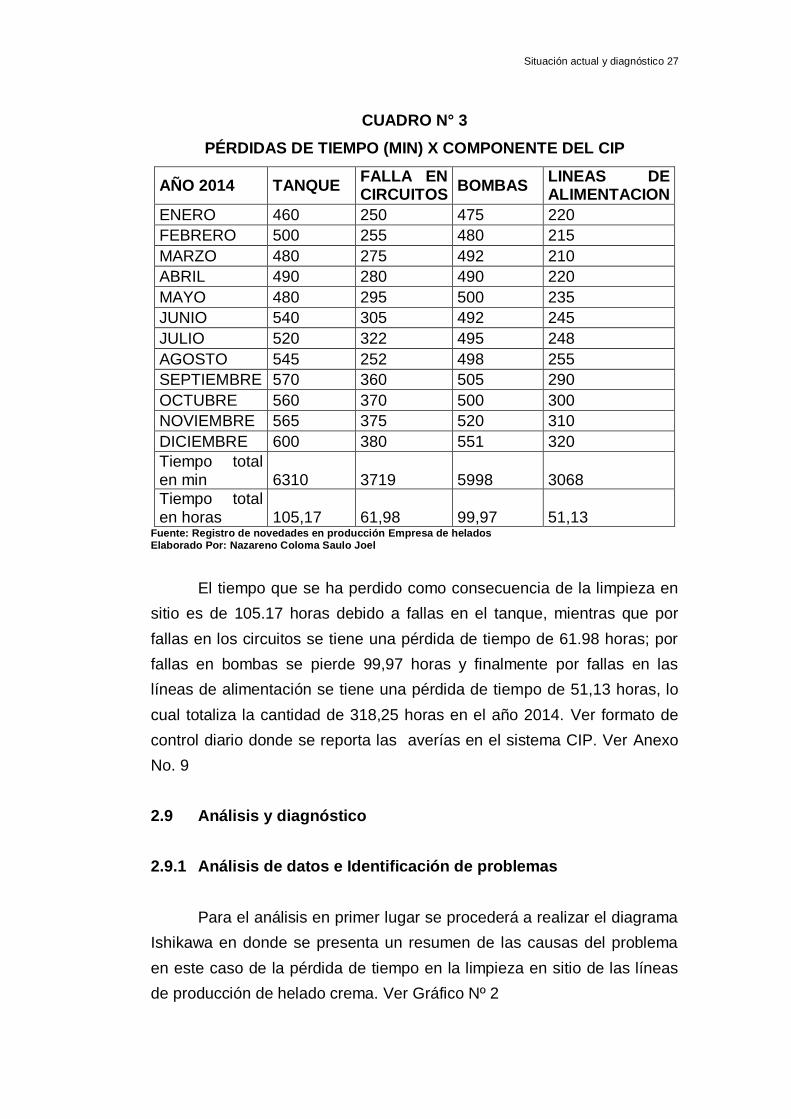
CUADRO N° 3
PÉRDIDAS DE TIEMPO (MIN) X COMPONENTE DEL CIP
AÑO 2014 TANQUE FALLA EN CIRCUITOS
BOMBAS LINEAS DE ALIMENTACION
ENERO 460 250 475 220
FEBRERO 500 255 480 215
MARZO 480 275 492 210
ABRIL 490 280 490 220
MAYO 480 295 500 235
JUNIO 540 305 492 245
JULIO 520 322 495 248
AGOSTO 545 252 498 255
SEPTIEMBRE 570 360 505 290
OCTUBRE 560 370 500 300
NOVIEMBRE 565 375 520 310
DICIEMBRE 600 380 551 320
Tiempo total en min 6310 3719 5998 3068
Tiempo total en horas 105,17 61,98 99,97 51,13
Fuente: Registro de novedades en producción Empresa de helados Elaborado Por: Nazareno Coloma Saulo Joel
El tiempo que se ha perdido como consecuencia de la limpieza en
sitio es de 105.17 horas debido a fallas en el tanque, mientras que por
fallas en los circuitos se tiene una pérdida de tiempo de 61.98 horas; por
fallas en bombas se pierde 99,97 horas y finalmente por fallas en las
líneas de alimentación se tiene una pérdida de tiempo de 51,13 horas, lo
cual totaliza la cantidad de 318,25 horas en el año 2014. Ver formato de
control diario donde se reporta las averías en el sistema CIP. Ver Anexo
No. 9
2.9 Análisis y diagnóstico
2.9.1 Análisis de datos e Identificación de problemas
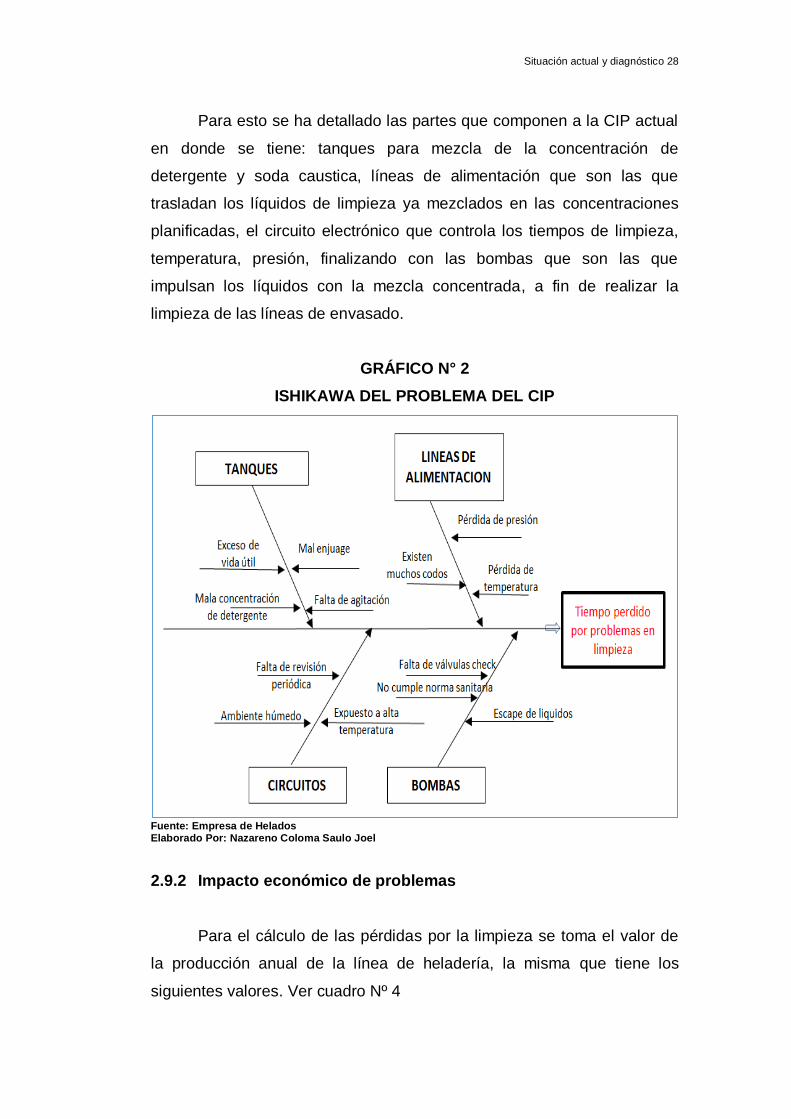
Para el análisis en primer lugar se procederá a realizar el diagrama
Ishikawa en donde se presenta un resumen de las causas del problema
en este caso de la pérdida de tiempo en la limpieza en sitio de las líneas
de producción de helado crema. Ver Gráfico Nº 2
Situación actual y diagnóstico 28
Para esto se ha detallado las partes que componen a la CIP actual
en donde se tiene: tanques para mezcla de la concentración de
detergente y soda caustica, líneas de alimentación que son las que
trasladan los líquidos de limpieza ya mezclados en las concentraciones
planificadas, el circuito electrónico que controla los tiempos de limpieza,
temperatura, presión, finalizando con las bombas que son las que
impulsan los líquidos con la mezcla concentrada, a fin de realizar la
limpieza de las líneas de envasado.
GRÁFICO N° 2
ISHIKAWA DEL PROBLEMA DEL CIP
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
2.9.2 Impacto económico de problemas
Para el cálculo de las pérdidas por la limpieza se toma el valor de
la producción anual de la línea de heladería, la misma que tiene los
siguientes valores. Ver cuadro Nº 4

Situación actual y diagnóstico 29
CUADRO N° 3
COSTOS DE PRODUCCION LINEA DE HELADERIA
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Una vez que se tiene estos valores se determina que por cada hora
se producen 0.49 Toneladas de helado y como cada hora tiene un costo
de $136,32 dólares, entonces se pierde o se deja de generar un ingreso
equivalente a este valor por el tiempo de paralización. Cuadro Nº5 y 6
CUADRO N° 4
RESUMEN DE PERDIDAS POR LA LIMPIEZA EN SITIO ACTUAL
AÑO 2014 TANQUE FALLA EN CIRCUITOS
BOMBAS LINEAS DE ALIMENTACION
SUBTOTAL MES
ENERO $ 1.045,12 $ 568,00 $ 1.079,20 $ 499,84 $ 3.192,16
FEBRERO $ 1.136,00 $ 579,36 $ 1.090,56 $ 488,48 $ 3.294,40
MARZO $ 1.090,56 $ 624,80 $ 1.117,82 $ 477,12 $ 3.310,30
ABRIL $ 1.113,28 $ 636,16 $ 1.113,28 $ 499,84 $ 3.362,56
MAYO $ 1.090,56 $ 670,24 $ 1.136,00 $ 533,92 $ 3.430,72
JUNIO $ 1.226,88 $ 692,96 $ 1.117,82 $ 556,64 $ 3.594,30
JULIO $ 1.181,44 $ 731,58 $ 1.124,64 $ 563,46 $ 3.601,12
AGOSTO $ 1.238,24 $ 572,54 $ 1.131,46 $ 579,36 $ 3.521,60
Labour DepreciationMtto &
RepairsUtilities Services Indirect Total VOLUMEN
COSTO DE
PRODUCCIÓN
($)
TOTAL HORAS
TRABAJADAS del
EQUIPO
Total PERSONAS
TRBAJADAS en el MES
TOTAL HH con
productividad
neta
CORNETTOS 14701,38 6078,97 2652,38 3414,33 5401,85 1928,35 34177,26 100,76 339,210 220 23,42 9,37
VASOS 4655,34 2506,94 1859,17 1784,23 2850,61 1142,77 14799,07 52,25 283,225 163 7,15 22,79
EXTRUDED sanduchera 12135,33 11601,25 6637,82 5612,38 8444,24 3037,54 47468,56 218,11 217,636 322 18,71 17,21
EXTRUDED extrusora 11877,56 11781,75 5328,54 4488,05 4764,86 2689,47 40930,22 28,99 1411,835 282 12,94 21,76
Vita 1 14947,20 13895,00 5777,92 8277,85 11325,46 5884,11 60107,54 193,84 310,092 623 21,76 28,63
Vita 2 16754,01 11073,73 6791,28 10089,73 7805,71 5198,24 57712,70 194,71 296,403 624 22,45 27,80
Vita 3 14117,29 25759,21 3801,92 8139,64 6901,70 4581,48 63301,24 207,62 304,893 413 18,15 22,76
Vita 4 16930,32 14113,69 5255,81 9489,70 8857,38 6514,19 61161,10 246,36 248,256 584 23,47 24,87
LITROS 33831,64 24680,82 11182,26 18982,01 19399,50 10977,97 119054,19 598,80 198,822 545 32,17 16,94
TORTAS 14758,84 3900,72 1760,28 2991,01 4896,01 1737,00 30043,84 82,70 363,266 104 12,03 8,64
154708,90 125392,08 51047,37 73268,93 80647,31 43691,12 528755,71 1924,14 274,801 3879
TOTALES 528755,71 1924,14
X HORA 136,32 0,496074
Costos (dólares)
Situación actual y diagnóstico 30
SEPTIEMBRE
$ 1.295,04 $ 817,92 $ 1.147,36 $ 658,88 $ 3.919,20
OCTUBRE $ 1.272,32 $ 840,64 $ 1.136,00 $ 681,60 $ 3.930,56
NOVIEMBRE
$ 1.283,68 $ 852,00 $ 1.181,44 $ 704,32 $ 4.021,44
DICIEMBRE
$ 1.363,20 $ 863,36 $ 1.251,87 $ 727,04 $ 4.205,47
Total en $/año
$ 14.336,32
$ 8.449,57
$ 13.627,46 $ 6.970,50
$ 43.383,84
Total porcentaje 33,05% 19,48% 31,40% 16,07%
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
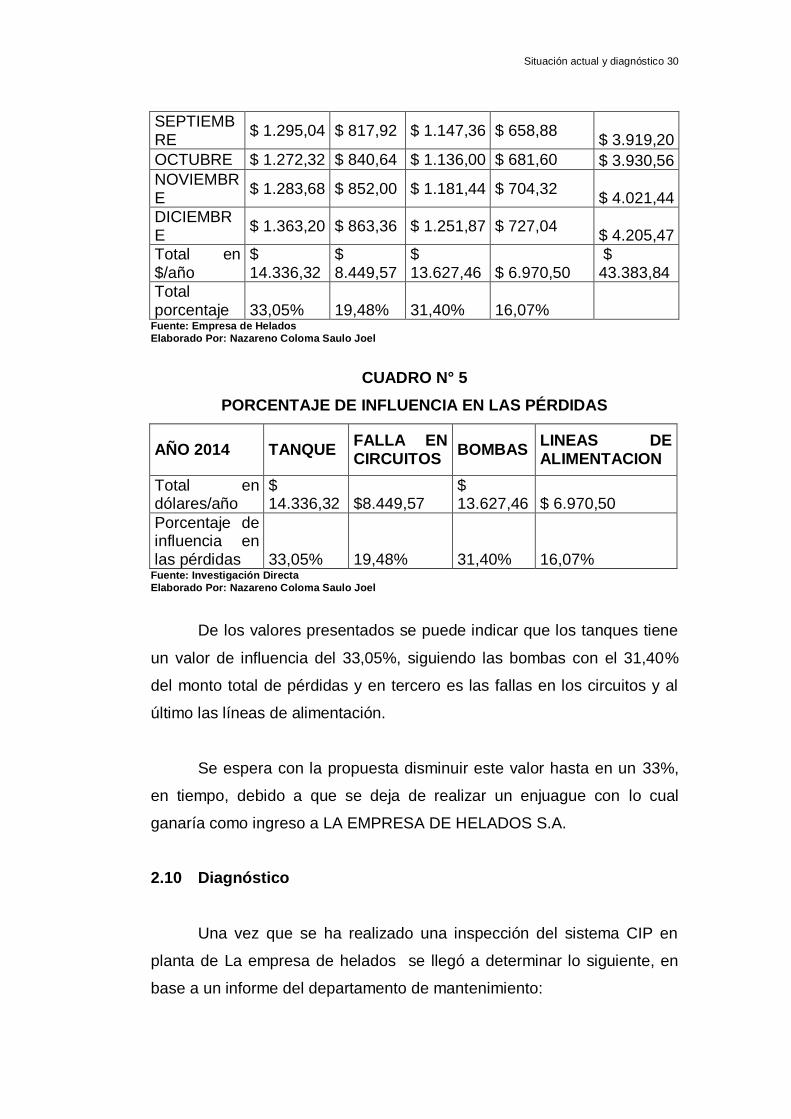
CUADRO N° 5
PORCENTAJE DE INFLUENCIA EN LAS PÉRDIDAS
AÑO 2014 TANQUE FALLA EN CIRCUITOS
BOMBAS LINEAS DE ALIMENTACION
Total en dólares/año
$ 14.336,32 $8.449,57
$ 13.627,46 $ 6.970,50
Porcentaje de influencia en las pérdidas 33,05% 19,48% 31,40% 16,07%
Fuente: Investigación Directa
Elaborado Por: Nazareno Coloma Saulo Joel
De los valores presentados se puede indicar que los tanques tiene
un valor de influencia del 33,05%, siguiendo las bombas con el 31,40%
del monto total de pérdidas y en tercero es las fallas en los circuitos y al
último las líneas de alimentación.
Se espera con la propuesta disminuir este valor hasta en un 33%,
en tiempo, debido a que se deja de realizar un enjuague con lo cual
ganaría como ingreso a LA EMPRESA DE HELADOS S.A.
2.10 Diagnóstico
Una vez que se ha realizado una inspección del sistema CIP en
planta de La empresa de helados se llegó a determinar lo siguiente, en
base a un informe del departamento de mantenimiento:
Situación actual y diagnóstico 31
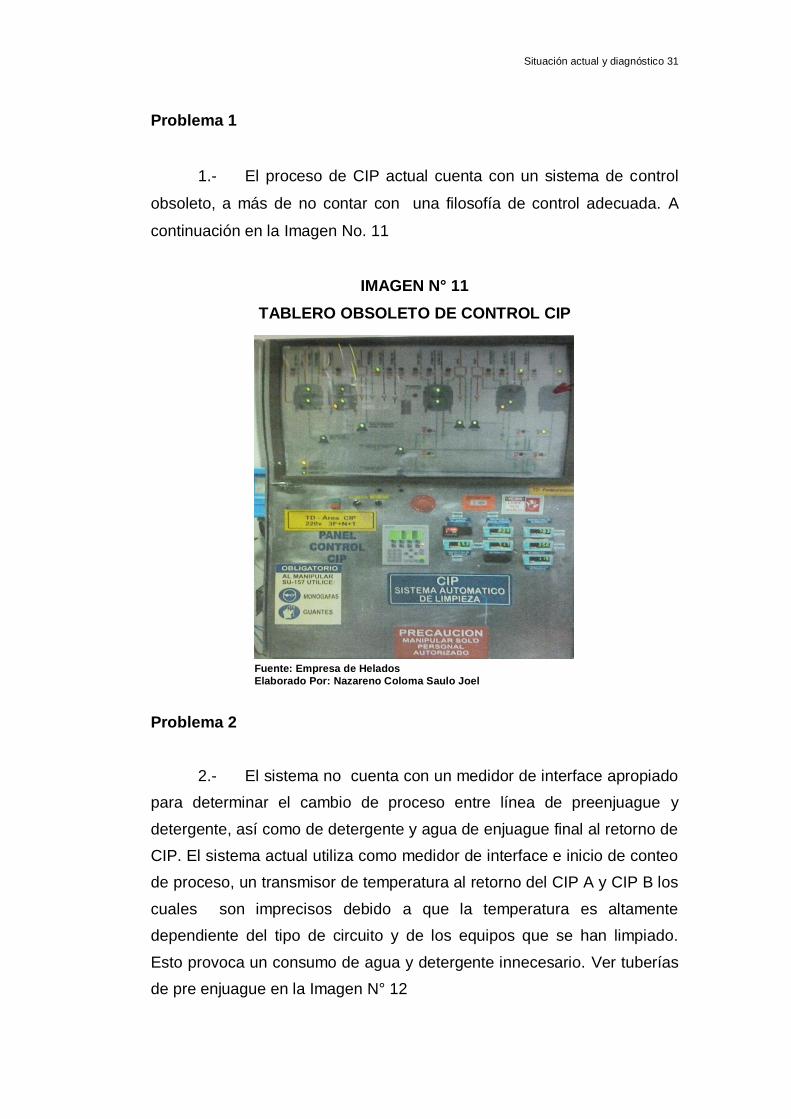
Problema 1
1.- El proceso de CIP actual cuenta con un sistema de control
obsoleto, a más de no contar con una filosofía de control adecuada. A
continuación en la Imagen No. 11
IMAGEN N° 11
TABLERO OBSOLETO DE CONTROL CIP
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
Problema 2
2.- El sistema no cuenta con un medidor de interface apropiado
para determinar el cambio de proceso entre línea de preenjuague y
detergente, así como de detergente y agua de enjuague final al retorno de
CIP. El sistema actual utiliza como medidor de interface e inicio de conteo
de proceso, un transmisor de temperatura al retorno del CIP A y CIP B los
cuales son imprecisos debido a que la temperatura es altamente
dependiente del tipo de circuito y de los equipos que se han limpiado.
Esto provoca un consumo de agua y detergente innecesario. Ver tuberías
de pre enjuague en la Imagen N° 12

Situación actual y diagnóstico 32
IMAGEN N° 12
LINEAS DE CIP UBICACION DE TRANSMISORES DE TEMPERATURA
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Problema 3
3.- Las Bombas de CIP y bomba de recirculación para
calentamiento de tanque de pre enjuague y detergente, están conectadas
a una misma boca en la salida del tanque. Esto provoca presiones
negativas en las succiones de las bombas afectando su desempeño
normal, provocando cavitación y deterioro prematuro. Ver las líneas de
alimentación y circulación en Imagen No. 13
IMAGEN N° 13
LINEA TUBERIA DE SUCCION DE BOMBAS CIP
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel

Situación actual y diagnóstico 33
Problema 4
4.- Las bombas de alimentación de CIP provocan golpes de
presión debido a la falta de control en su proceso de encendido y
apagado así como cierre y apertura de válvulas. Debido a la magnitud de
los golpes de presión estos pueden generar daños graves en la tubería,
accesorios y equipos de las líneas. Ver el diseño en Imagen n° 14
IMAGEN N° 14
BOMBA CON CONTROL INDEPENDIENTE
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
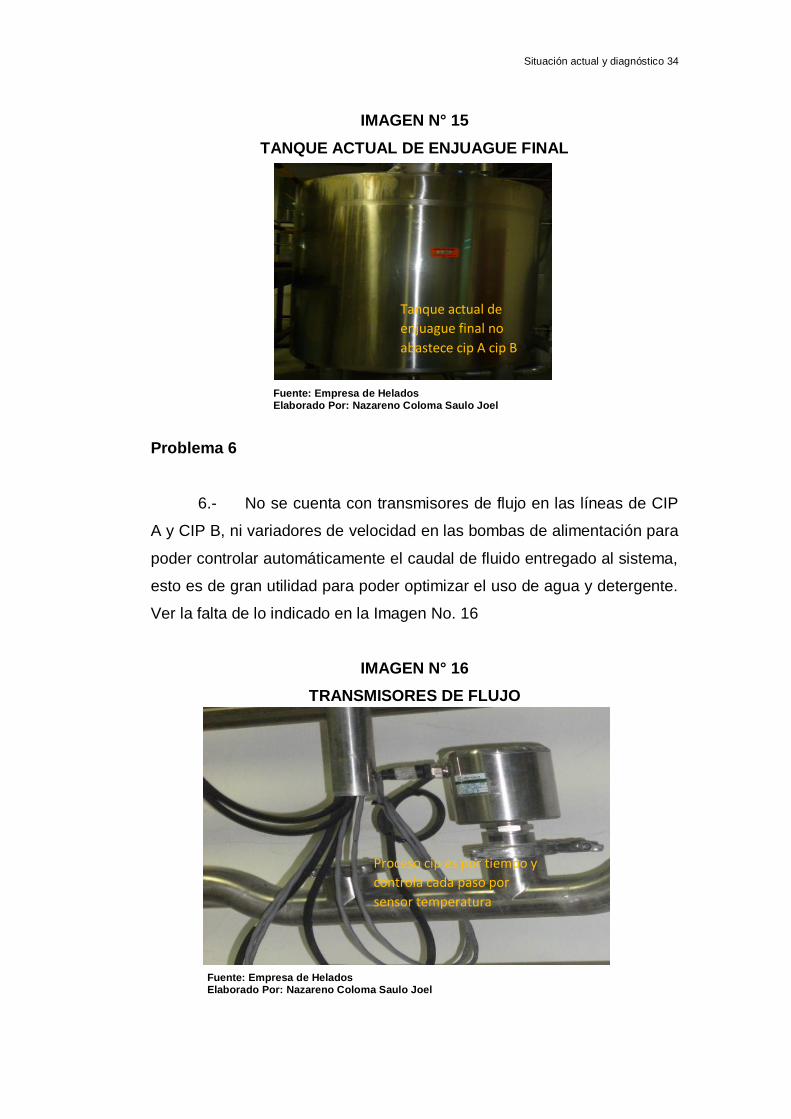
Problema 5
5.- La capacidad del tanque de enjuague final de 2000 l, no es
suficiente para poder realizar limpiezas utilizando el circuito de CIP A y
CIP B simultáneamente. Ver Imagen No. 15.
Bombas permanecen encendidas
tienen control independiente con
el sistema cip
Situación actual y diagnóstico 34
IMAGEN N° 15
TANQUE ACTUAL DE ENJUAGUE FINAL
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Problema 6
6.- No se cuenta con transmisores de flujo en las líneas de CIP
A y CIP B, ni variadores de velocidad en las bombas de alimentación para
poder controlar automáticamente el caudal de fluido entregado al sistema,
esto es de gran utilidad para poder optimizar el uso de agua y detergente.
Ver la falta de lo indicado en la Imagen No. 16
IMAGEN N° 16
TRANSMISORES DE FLUJO
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Tanque actual de
enjuague final no
abastece cip A cip B
simultáneamente
Proceso cip es por tiempo y
controla cada paso por
sensor temperatura

Situación actual y diagnóstico 35
Problema 7
7.- Sistema CIP no cuenta con filtros en línea para poder
realizar filtrado de residuos y prolongar el tiempo de vida del agua con
detergente. Ver Imagen No.17
IMAGEN N° 17
FALTA DE FILTROS EN LA LINEA
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
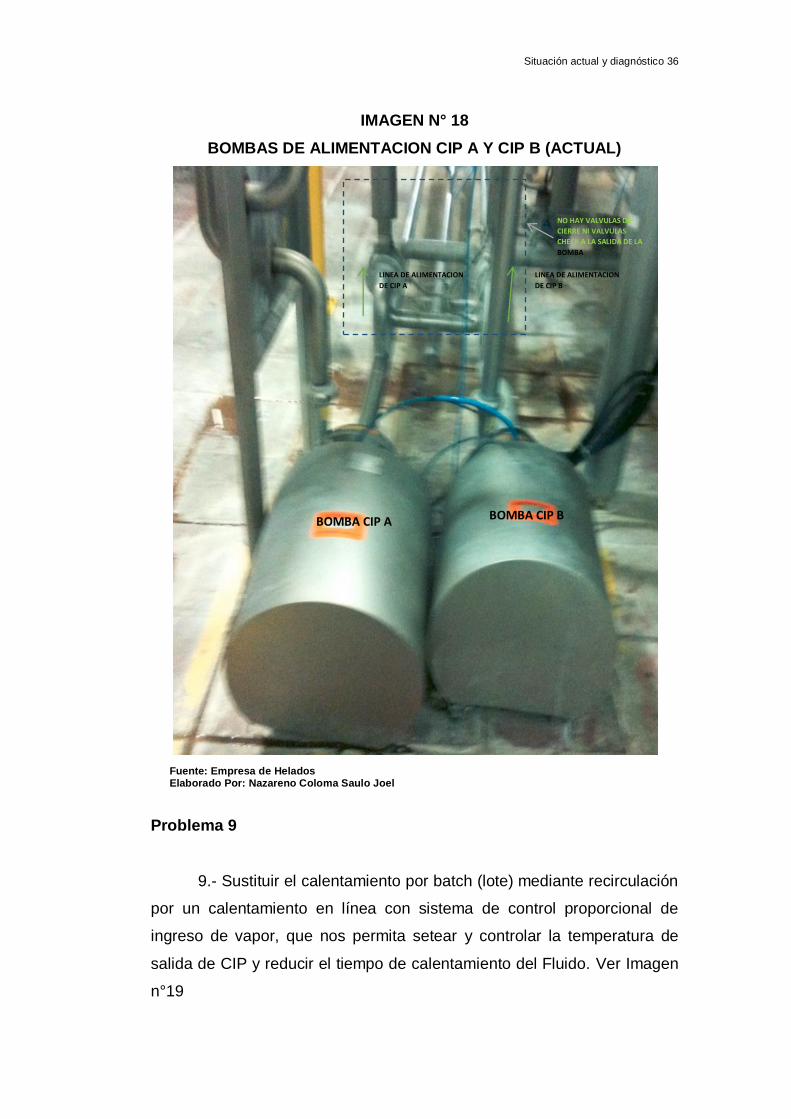
Problema 8
8.- Las Bombas de alimentación de CIP no cuentan con
válvulas check a su descarga. Esto evitaría sobre presiones en la bomba
y retornos de flujo que pueden causar deterioro prematuro de sellos
mecánicos. Ver detalle en la Imagen n° 18.
Salida tanque detergente
no cuenta con filtro para
retener partículas
incrustantes
Situación actual y diagnóstico 36
IMAGEN N° 18
BOMBAS DE ALIMENTACION CIP A Y CIP B (ACTUAL)
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Problema 9
9.- Sustituir el calentamiento por batch (lote) mediante recirculación
por un calentamiento en línea con sistema de control proporcional de
ingreso de vapor, que nos permita setear y controlar la temperatura de
salida de CIP y reducir el tiempo de calentamiento del Fluido. Ver Imagen
n°19
BOMBA CIP A BOMBA CIP B
LINEA DE ALIMENTACION
DE CIP A
LINEA DE ALIMENTACION
DE CIP B
NO HAY VALVULAS DE
CIERRE NI VALVULAS
CHECK A LA SALIDA DE LA
BOMBA

Situación actual y diagnóstico 37
IMAGEN N° 19
INTERCAMBIADOR TEMPERATURA
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
Problema 10
10.- Limpieza deficiente de líneas de alimentación de leche
desde tanques de recepción hacia tanques de mezcla, e intercambiador
de leche. Esto genera incrustaciones en el intercambiador y riesgos de
contaminación microbiológica.
Se utiliza actualmente como bomba de cip la bomba de leche de
3000 l/h, la cual se la utiliza como bomba de retorno para lo cual no esta
fabricada y la cantidad de fluido que envía no es suficiente para lograr una
limpieza adecuada de la línea y del intercambiador de leche. (caudal CIP
requerido:12000 l/h).
Ver el área de recepción de leche en la Imagen n° 20

Situación actual y diagnóstico 38
IMAGEN N° 20
AREA DE RECEPCION DE LECHE
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Problema 11
11.- La mayoría de los tanques de la planta cuentan con
cabezales estáticos de limpieza los cuales no son eficientes, tienen radios
de limpieza reducidos, incrementan tiempos de limpieza y requieren de
mayores caudales de detergentes. Ver Imagen N°. 21
IMAGEN N° 21
TANQUE CON CABEZALES ESTATICOS
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
BOMBA 3000 L/H, PARA
ALIMENTACION DE
LECHE,RETORNO DE CIP DE
TANQUES Y ALIMENTACION
DE CIP HACIA LINEAS E
INTERCAMBIADOR PARA
CALENTAMIENTO DE LECHE
INGRESO DE LECHE Y
CIP
Tanques de almacenamiento
disponen con cabezales
estáticos de limpieza siendo
deficientes para realizar
efectiva limpieza
Situación actual y diagnóstico 39
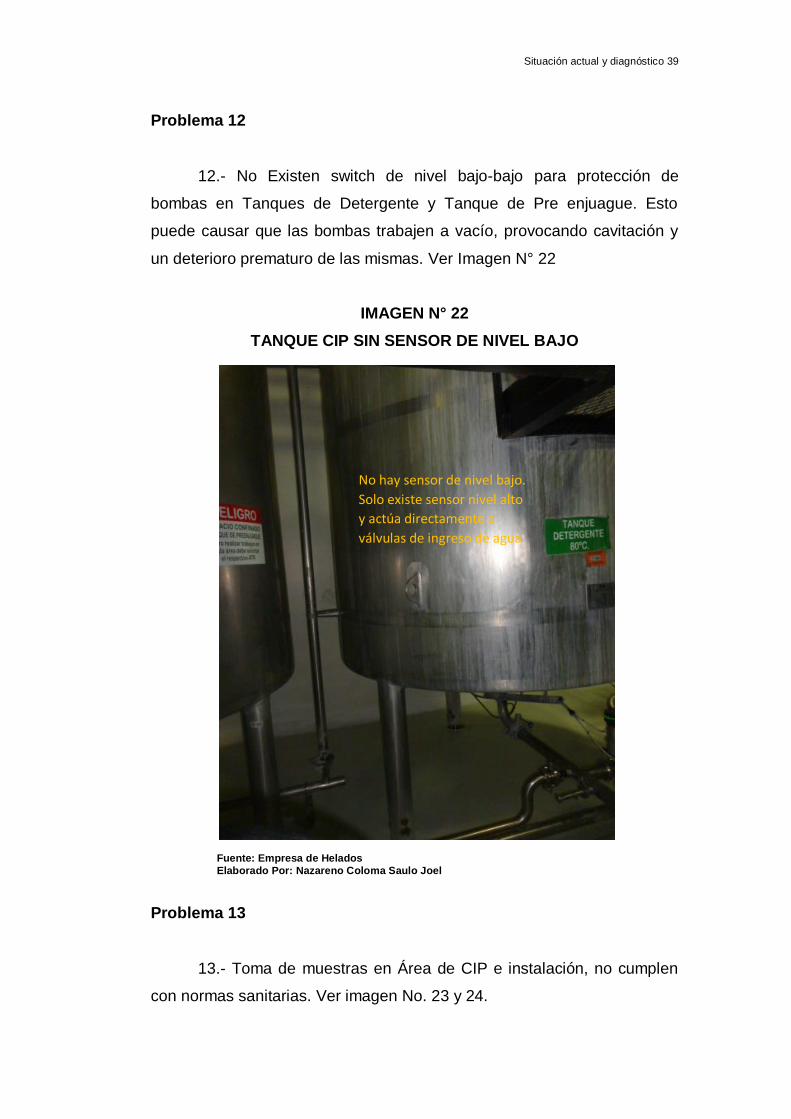
Problema 12
12.- No Existen switch de nivel bajo-bajo para protección de
bombas en Tanques de Detergente y Tanque de Pre enjuague. Esto
puede causar que las bombas trabajen a vacío, provocando cavitación y
un deterioro prematuro de las mismas. Ver Imagen N° 22
IMAGEN N° 22
TANQUE CIP SIN SENSOR DE NIVEL BAJO
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
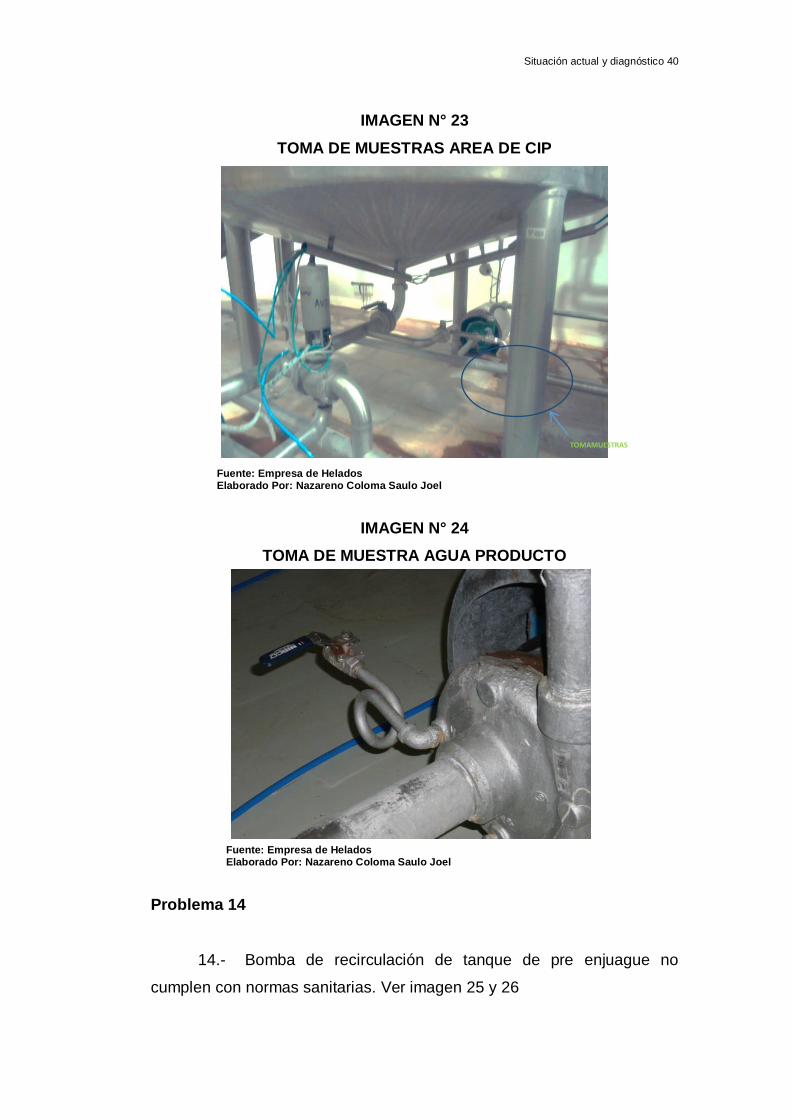
Problema 13
13.- Toma de muestras en Área de CIP e instalación, no cumplen
con normas sanitarias. Ver imagen No. 23 y 24.
No hay sensor de nivel bajo.
Solo existe sensor nivel alto
y actúa directamente a
válvulas de ingreso de agua
Situación actual y diagnóstico 40
IMAGEN N° 23
TOMA DE MUESTRAS AREA DE CIP
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
IMAGEN N° 24
TOMA DE MUESTRA AGUA PRODUCTO
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Problema 14
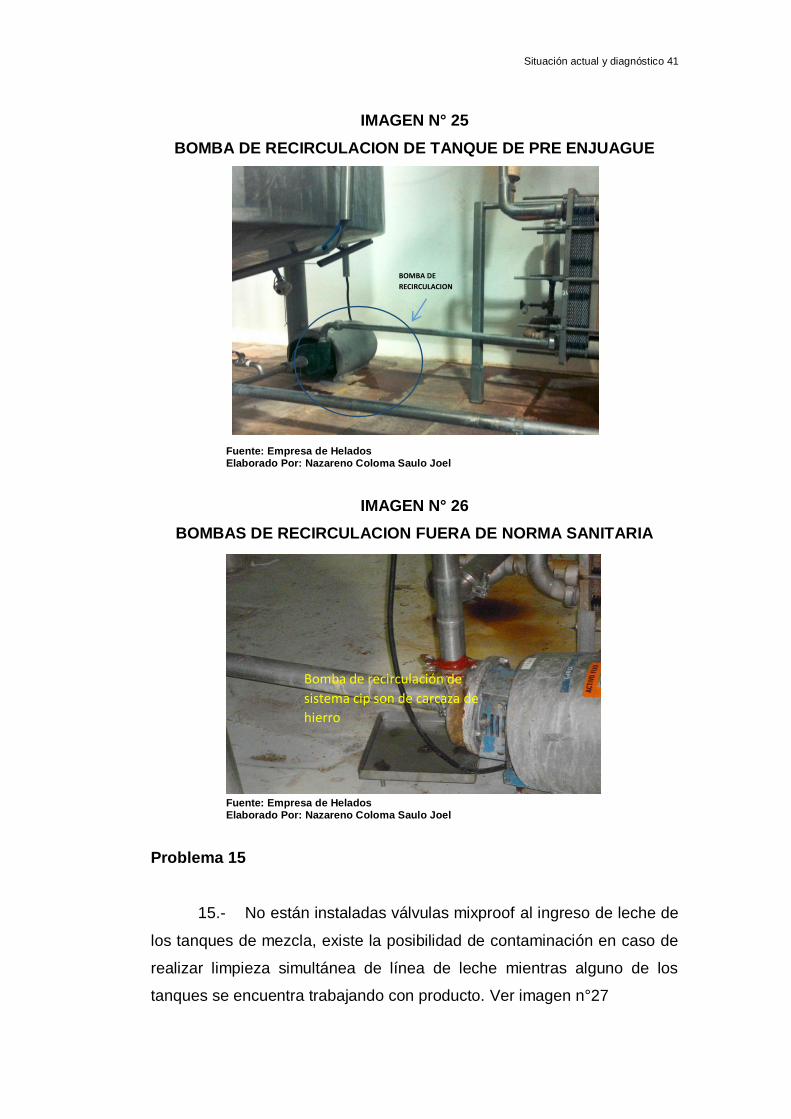
14.- Bomba de recirculación de tanque de pre enjuague no
cumplen con normas sanitarias. Ver imagen 25 y 26
TOMAMUESTRAS
Situación actual y diagnóstico 41
IMAGEN N° 25
BOMBA DE RECIRCULACION DE TANQUE DE PRE ENJUAGUE
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
IMAGEN N° 26
BOMBAS DE RECIRCULACION FUERA DE NORMA SANITARIA
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
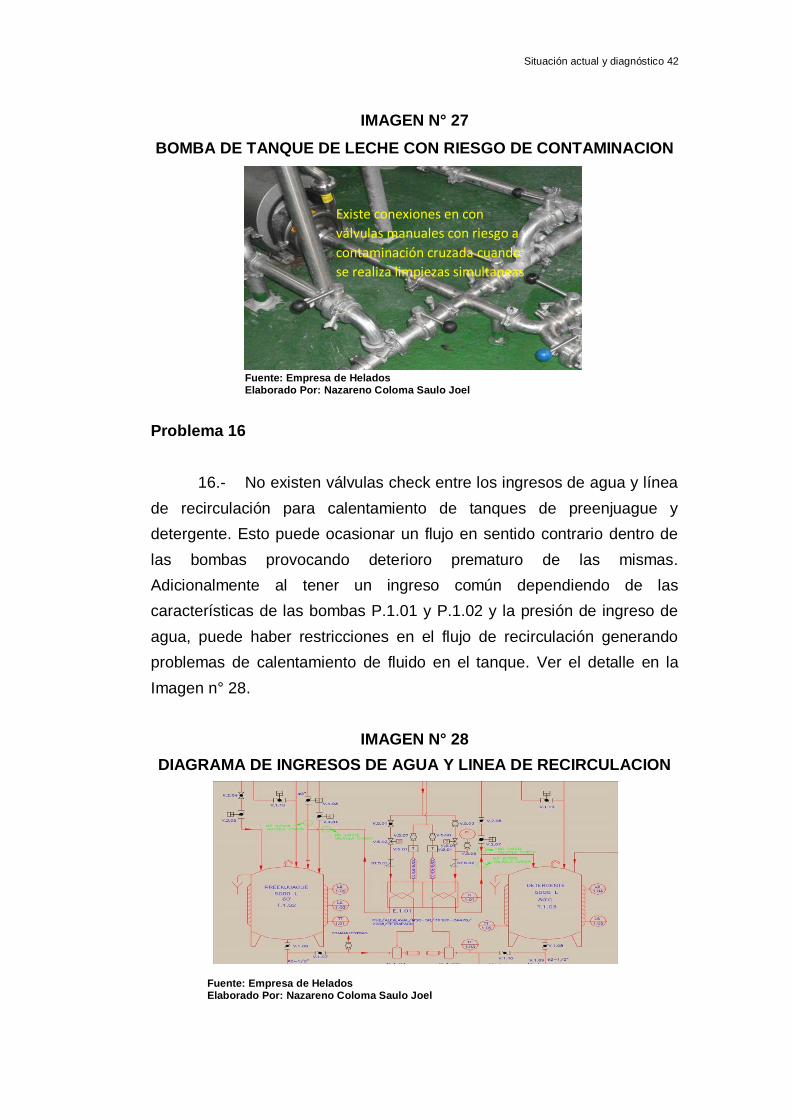
Problema 15
15.- No están instaladas válvulas mixproof al ingreso de leche de
los tanques de mezcla, existe la posibilidad de contaminación en caso de
realizar limpieza simultánea de línea de leche mientras alguno de los
tanques se encuentra trabajando con producto. Ver imagen n°27
BOMBA DE
RECIRCULACION
Bomba de recirculación de
sistema cip son de carcaza de
hierro
Situación actual y diagnóstico 42
IMAGEN N° 27
BOMBA DE TANQUE DE LECHE CON RIESGO DE CONTAMINACION
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
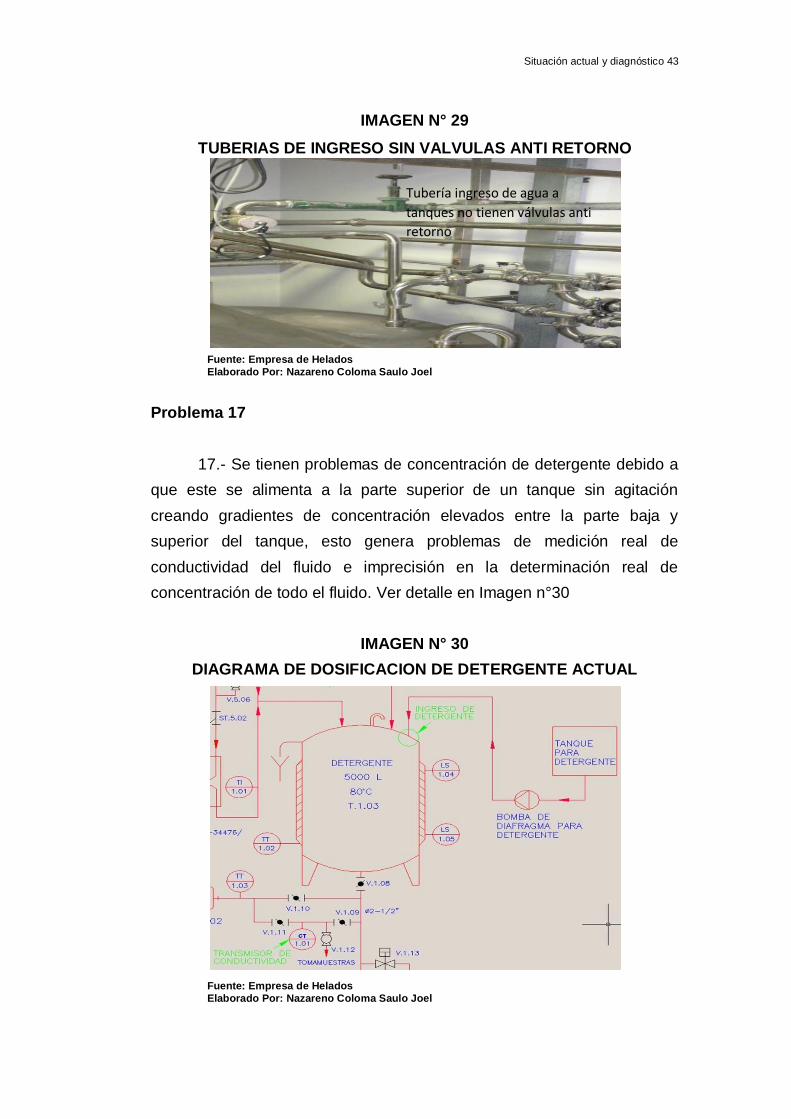
Problema 16
16.- No existen válvulas check entre los ingresos de agua y línea
de recirculación para calentamiento de tanques de preenjuague y
detergente. Esto puede ocasionar un flujo en sentido contrario dentro de
las bombas provocando deterioro prematuro de las mismas.
Adicionalmente al tener un ingreso común dependiendo de las
características de las bombas P.1.01 y P.1.02 y la presión de ingreso de
agua, puede haber restricciones en el flujo de recirculación generando
problemas de calentamiento de fluido en el tanque. Ver el detalle en la
Imagen n° 28.
IMAGEN N° 28
DIAGRAMA DE INGRESOS DE AGUA Y LINEA DE RECIRCULACION
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Existe conexiones en con
válvulas manuales con riesgo a
contaminación cruzada cuando
se realiza limpiezas simultaneas
Situación actual y diagnóstico 43
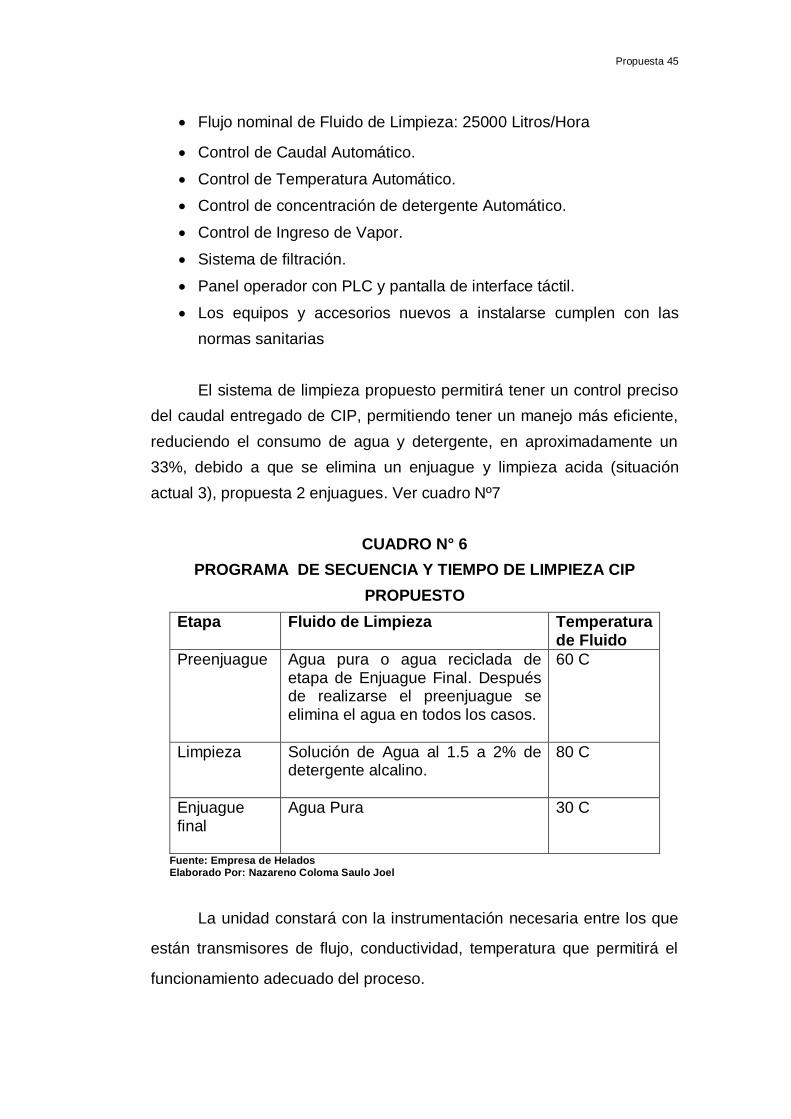
IMAGEN N° 29
TUBERIAS DE INGRESO SIN VALVULAS ANTI RETORNO
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
Problema 17
17.- Se tienen problemas de concentración de detergente debido a
que este se alimenta a la parte superior de un tanque sin agitación
creando gradientes de concentración elevados entre la parte baja y
superior del tanque, esto genera problemas de medición real de
conductividad del fluido e imprecisión en la determinación real de
concentración de todo el fluido. Ver detalle en Imagen n°30
IMAGEN N° 30
DIAGRAMA DE DOSIFICACION DE DETERGENTE ACTUAL
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
Tubería ingreso de agua a
tanques no tienen válvulas anti
retorno

CAPITULO III
3 PROPUESTA
3.1 Propuesta
3.1.1 Planteamiento de alternativas de solución a problemas
Una vez que se analizó en el capítulo anterior la problemática
existente, de la limpieza en la línea de proceso y de envasado se
presentará la propuesta de la MEJORA DEL SISTEMA DE LIMPIEZA
(CIP) EN LA PLANTA DE ELABORACION DE HELADOS.
Antecedentes de la línea CIP
Los sistemas de CIP, o Cleaning in Place (Lavado en sitio), son
procesos de higiene y limpieza críticos los cuales ayudan a la producción
segura de productos alimenticios o farmacéuticos salvaguardando la
salud de los consumidores finales. Una limpieza adecuada es esencial
para la producción de productos alimenticios de alta calidad con tiempos
de vida extendidos. La principal ventaja de un sistema CIP es la
substancial reducción en tiempos de limpieza y la facilidad de utilizar
químicos más agresivos para el proceso. La empresa de helados en
busca de la mejora continua de la calidad de sus productos y la reducción
en consumos de energía y agua en sus procesos tiene como objetivo
optimizar y actualizar su sistema de limpieza CIP, para lo cual se propone
la optimización de su sistema de CIP centralizado con las modificaciones
a realizarse.
El sistema CIP propuesto tendrá las siguientes características
generales:
Propuesta 45
Flujo nominal de Fluido de Limpieza: 25000 Litros/Hora
Control de Caudal Automático.
Control de Temperatura Automático.
Control de concentración de detergente Automático.
Control de Ingreso de Vapor.
Sistema de filtración.
Panel operador con PLC y pantalla de interface táctil.
Los equipos y accesorios nuevos a instalarse cumplen con las
normas sanitarias
El sistema de limpieza propuesto permitirá tener un control preciso
del caudal entregado de CIP, permitiendo tener un manejo más eficiente,
reduciendo el consumo de agua y detergente, en aproximadamente un
33%, debido a que se elimina un enjuague y limpieza acida (situación
actual 3), propuesta 2 enjuagues. Ver cuadro Nº7
CUADRO N° 6
PROGRAMA DE SECUENCIA Y TIEMPO DE LIMPIEZA CIP
PROPUESTO
Etapa Fluido de Limpieza Temperatura de Fluido
Preenjuague Agua pura o agua reciclada de etapa de Enjuague Final. Después de realizarse el preenjuague se elimina el agua en todos los casos.
60 C
Limpieza Solución de Agua al 1.5 a 2% de detergente alcalino.
80 C
Enjuague final
Agua Pura 30 C
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
La unidad constará con la instrumentación necesaria entre los que
están transmisores de flujo, conductividad, temperatura que permitirá el
funcionamiento adecuado del proceso.
Propuesta 46
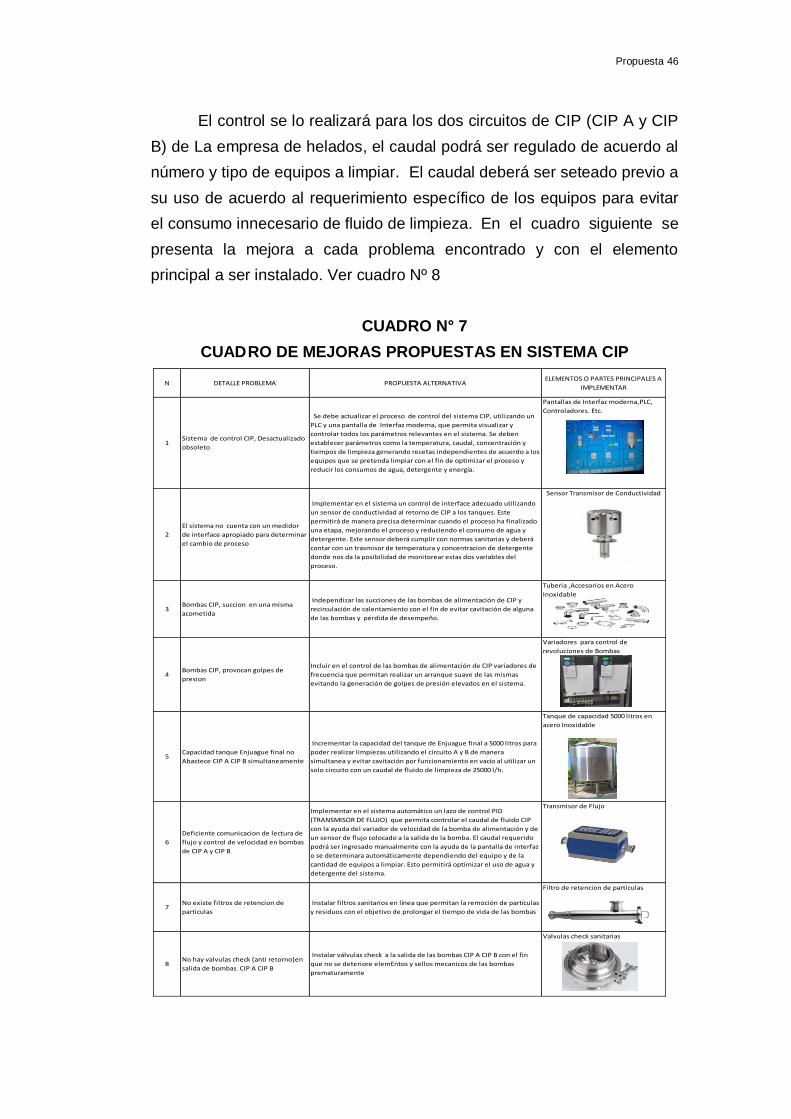
El control se lo realizará para los dos circuitos de CIP (CIP A y CIP
B) de La empresa de helados, el caudal podrá ser regulado de acuerdo al
número y tipo de equipos a limpiar. El caudal deberá ser seteado previo a
su uso de acuerdo al requerimiento específico de los equipos para evitar
el consumo innecesario de fluido de limpieza. En el cuadro siguiente se
presenta la mejora a cada problema encontrado y con el elemento
principal a ser instalado. Ver cuadro Nº 8
CUADRO N° 7
CUAD RO DE MEJORAS PROPUESTAS EN SISTEMA CIP
N DETALLE PROBLEMA PROPUESTA ALTERNATIVAELEMENTOS O PARTES PRINCIPALES A
IMPLEMENTAR
1Sistema de control CIP, Desactualizado
obsoleto
Se debe actualizar el proceso de control del sistema CIP, utilizando un
PLC y una pantalla de Interfaz moderna, que permita visualizar y
controlar todos los parámetros relevantes en el sistema. Se deben
establecer parámetros como la temperatura, caudal, concentración y
tiempos de limpieza generando recetas independientes de acuerdo a los
equipos que se pretenda limpiar con el fin de optimizar el proceso y
reducir los consumos de agua, detergente y energía.
Pantallas de Interfaz moderna,PLC,
Controladores. Etc.
2
El sistema no cuenta con un medidor
de interface apropiado para determinar
el cambio de proceso
Implementar en el sistema un control de interface adecuado utilizando
un sensor de conductividad al retorno de CIP a los tanques. Este
permitirá de manera precisa determinar cuando el proceso ha finalizado
una etapa, mejorando el proceso y reduciendo el consumo de agua y
detergente. Este sensor deberá cumplir con normas sanitarias y deberá
contar con un trasmisor de temperatura y concentracion de detergente
donde nos da la posibilidad de monitorear estas dos variables del
proceso.
Sensor Transmisor de Conductividad
3Bombas CIP, succion en una misma
acometida
Independizar las succiones de las bombas de alimentación de CIP y
recirculación de calentamiento con el fin de evitar cavitación de alguna
de las bombas y pérdida de desempeño.
Tuberia ,Accesorios en Acero
Inoxidable
4Bombas CIP, provocan golpes de
presion
Incluir en el control de las bombas de alimentación de CIP variadores de
frecuencia que permitan realizar un arranque suave de las mismas
evitando la generación de golpes de presión elevados en el sistema.
Variadores para control de
revoluciones de Bombas
5Capacidad tanque Enjuague final no
Abastece CIP A CIP B simultaneamente
Incrementar la capacidad del tanque de Enjuague final a 5000 litros para
poder realizar limpiezas utilizando el circuito A y B de manera
simultanea y evitar cavitación por funcionamiento en vacío al utilizar un
solo circuito con un caudal de fluido de limpieza de 25000 l/h.
Tanque de capacidad 5000 litros en
acero Inoxidable
6
Deficiente comunicacion de lectura de
flujo y control de velocidad en bombas
de CIP A y CIP B
Implementar en el sistema automático un lazo de control PID
(TRANSMISOR DE FLUJO) que permita controlar el caudal de fluido CIP
con la ayuda del variador de velocidad de la bomba de alimentación y de
un sensor de flujo colocado a la salida de la bomba. El caudal requerido
podrá ser ingresado manualmente con la ayuda de la pantalla de interfaz
o se determinara automáticamente dependiendo del equipo y de la
cantidad de equipos a limpiar. Esto permitirá optimizar el uso de agua y
detergente del sistema.
Transmisor de Flujo
7No existe filtros de retencion de
particulas
Instalar filtros sanitarios en línea que permitan la remoción de partículas
y residuos con el objetivo de prolongar el tiempo de vida de las bombas
Filtro de retencion de particulas
8No hay valvulas check (anti retorno)en
salida de bombas CIP A CIP B
Instalar válvulas check a la salida de las bombas CIP A CIP B con el fin
que no se deteriore elemEntos y sellos mecanicos de las bombas
prematuramente
Valvulas check sanitarias
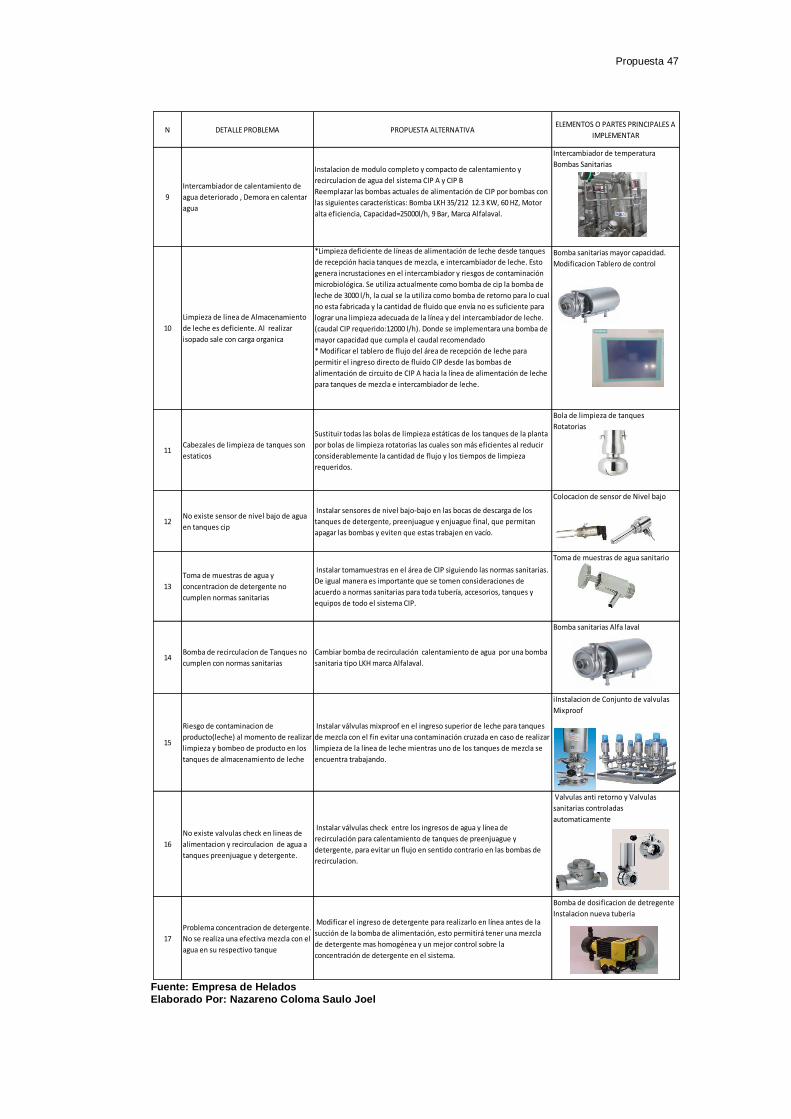
Propuesta 47
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
N DETALLE PROBLEMA PROPUESTA ALTERNATIVAELEMENTOS O PARTES PRINCIPALES A
IMPLEMENTAR
9
Intercambiador de calentamiento de
agua deteriorado , Demora en calentar
agua
Instalacion de modulo completo y compacto de calentamiento y
recirculacion de agua del sistema CIP A y CIP B
Reemplazar las bombas actuales de alimentación de CIP por bombas con
las siguientes características: Bomba LKH 35/212 12.3 KW, 60 HZ, Motor
alta eficiencia, Capacidad=25000l/h, 9 Bar, Marca Alfalaval.
Intercambiador de temperatura
Bombas Sanitarias
10
Limpieza de linea de Almacenamiento
de leche es deficiente. Al realizar
isopado sale con carga organica
*Limpieza deficiente de líneas de alimentación de leche desde tanques
de recepción hacia tanques de mezcla, e intercambiador de leche. Esto
genera incrustaciones en el intercambiador y riesgos de contaminación
microbiológica. Se utiliza actualmente como bomba de cip la bomba de
leche de 3000 l/h, la cual se la utiliza como bomba de retorno para lo cual
no esta fabricada y la cantidad de fluido que envía no es suficiente para
lograr una limpieza adecuada de la línea y del intercambiador de leche.
(caudal CIP requerido:12000 l/h). Donde se implementara una bomba de
mayor capacidad que cumpla el caudal recomendado
* Modificar el tablero de flujo del área de recepción de leche para
permitir el ingreso directo de fluido CIP desde las bombas de
alimentación de circuito de CIP A hacia la línea de alimentación de leche
para tanques de mezcla e intercambiador de leche.
Bomba sanitarias mayor capacidad.
Modificacion Tablero de control
11Cabezales de limpieza de tanques son
estaticos
Sustituir todas las bolas de limpieza estáticas de los tanques de la planta
por bolas de limpieza rotatorias las cuales son más eficientes al reducir
considerablemente la cantidad de flujo y los tiempos de limpieza
requeridos.
Bola de limpieza de tanques
Rotatorias
12No existe sensor de nivel bajo de agua
en tanques cip
Instalar sensores de nivel bajo-bajo en las bocas de descarga de los
tanques de detergente, preenjuague y enjuague final, que permitan
apagar las bombas y eviten que estas trabajen en vacío.
Colocacion de sensor de Nivel bajo
13
Toma de muestras de agua y
concentracion de detergente no
cumplen normas sanitarias
Instalar tomamuestras en el área de CIP siguiendo las normas sanitarias.
De igual manera es importante que se tomen consideraciones de
acuerdo a normas sanitarias para toda tubería, accesorios, tanques y
equipos de todo el sistema CIP.
Toma de muestras de agua sanitario
14Bomba de recirculacion de Tanques no
cumplen con normas sanitarias
Cambiar bomba de recirculación calentamiento de agua por una bomba
sanitaria tipo LKH marca Alfalaval.
Bomba sanitarias Alfa laval
15
Riesgo de contaminacion de
producto(leche) al momento de realizar
limpieza y bombeo de producto en los
tanques de almacenamiento de leche
Instalar válvulas mixproof en el ingreso superior de leche para tanques
de mezcla con el fin evitar una contaminación cruzada en caso de realizar
limpieza de la línea de leche mientras uno de los tanques de mezcla se
encuentra trabajando.
iInstalacion de Conjunto de valvulas
Mixproof
16
No existe valvulas check en lineas de
alimentacion y recirculacion de agua a
tanques preenjuague y detergente.
Instalar válvulas check entre los ingresos de agua y línea de
recirculación para calentamiento de tanques de preenjuague y
detergente, para evitar un flujo en sentido contrario en las bombas de
recirculacion.
Valvulas anti retorno y Valvulas
sanitarias controladas
automaticamente
17
Problema concentracion de detergente.
No se realiza una efectiva mezcla con el
agua en su respectivo tanque
Modificar el ingreso de detergente para realizarlo en línea antes de la
succión de la bomba de alimentación, esto permitirá tener una mezcla
de detergente mas homogénea y un mejor control sobre la
concentración de detergente en el sistema.
Bomba de dosificacion de detregente
Instalacion nueva tuberia

Propuesta 48
En el anexo 10 se presenta los datos técnicos generales de los
principales elementos propuestos en el sistema CIP
3.2 Caudal de CIP requerido.
Se considera un caudal de diseño de fluido CIP para los dos circuitos CIP
A y CIP B de 25000 l/h, el cual permitirá realizar limpiezas simultaneas de
dos tanques, dos freezers o dos líneas a la vez en caso de requerirlo y si
la configuración de líneas en el sistema lo permiten. No se considera un
caudal mayor debido a que provocaría una velocidad mayor a 3.7 m/s
generando un caída excesiva de presión y problemas de ruido excesivo
en la actual línea principal de alimentación de diámetro nominal 2” .Ver
cuadro Nº 9
CUADRO N° 8
CAUDAL DE CIP REQUERIDO
CIRCUITO CIP CAUDAL (l/h)
A 25000
B 25000
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
3.3 Presión Requerida.
Para definir la presión requerida se tomaron en cuenta las
siguientes consideraciones.
Los cabezales de limpieza Sanimidget 360, requieren una presión
de ingreso de entre 1-3 Barg siendo lo ideal 2 Barg.
Las Tuberías requieren la presión necesaria para poder vencer la
caída de presión en las tuberías para satisfacer el flujo necesario.
Propuesta 49
3.4 Detalle De Los Ciclos De Limpieza De La Unidad De Cip
1er ciclo.- PRE-ENJUAGUE
El pre enjuague es el primer paso en un proceso de limpieza CIP,
éste permite remover los residuos de producto remanentes en las
superficies de equipos o tubería, estos residuos son fácilmente
arrastrados si el agua de pre enjuague se encuentra caliente pero sin
exceder un máximo de 60° C para evitar la coagulación de proteínas lo
cual podría afectar las siguientes etapas de limpieza.
Funcionamiento
Antes de iniciar el proceso de pre-enjuague el tanque TK.1.02 del
P&ID deberá estar lleno de agua limpia o agua de enjuague final del
lavado anterior, se utilizará el switch de nivel alto del tanque LS.1.02. para
enviar una señal al sistema de control cuando el nivel se haya alcanzado.
Mientras no se haya alcanzado el nivel alto del tanque, la válvula V.2.05
permanecerá abierta permitiendo el ingreso de agua limpia al tanque. El
líquido en el tanque deberá estar a la temperatura de pre-enjuague
seteada en la pantalla del HMI (no se recomienda ingresar una
temperatura mayor a 60° C para evitar coagulación de proteínas de la
leche), para el calentamiento del fluido de limpieza se utilizará el
intercambiador de placas E.1.01 el cual trabajará con vapor como fluido
térmico permitiendo el calentamiento del agua de pre-enjuague.
Este calentamiento se lo realizará por batch mediante recirculación
continua del líquido entre el intercambiador y el tanque hasta alcanzar la
temperatura deseada. La recirculación se la realizará con la ayuda de la
bomba centrifuga sanitaria P.1.01 e iniciara cada vez que la temperatura
del líquido sea inferior a la temperatura de seteo. El inicio del proceso de
recirculación abrirá simultáneamente la válvula neumática V.5.02 que
permitirá el ingreso de vapor hacia el intercambiador.

Propuesta 50
El sistema cuenta con un sistema de seguridad que mediante el
transmisor de temperatura TT.1.06 evitara que el agua que sale del
intercambiador se caliente sobre los 70° C para evitar sobrecalentamiento
del líquido o evaporación del mismo.
La recirculación y el calentamiento se suspenderán en caso de que
el fluido llegue al switch de nivel bajo del tanque LS.1.07 con el objetivo
de precautelar la integridad de la bomba de recirculación y del
intercambiador.
Una vez alcanzada la temperatura de operación medida por el
transmisor de temperatura TT.1.01 ubicado en el fondo del tanque, se
habilitará la opción de inicio de Pre-enjuague en la pantalla del HMI.
Será factible realizar este procedimiento de forma independiente
para los circuitos CIP A y CIP B o para los dos simultáneamente. De
acuerdo al circuito seleccionado se abrirán las válvulas de descarga
V.1.04 o V.1.05 y se encenderán las bombas de alimentación P.1.03 o
P.1.04 las cuales enviarán el fluido de limpieza a los circuitos habilitados.
De manera paralela se iniciara el contador de tiempo en el sistema de
control, el proceso culminara apagando las bombas y cerrando las
válvulas de descarga cuando se haya cumplido el tiempo requerido para
el proceso, este tiempo será configurable desde el HMI. (En caso de
alimentar los dos circuitos a la vez con caudal máximo de 25000 l/h, no se
podrá ingresar un tiempo mayor a 5 min para el proceso). No se abrirá la
válvula de ingreso de agua V.2.05 al tanque de pre-enjuague mientras no
se haya terminado por completo el ciclo de limpieza.
De manera general y durante un proceso normal el tanque de pre-
enjuague se llenara con el agua utilizada en el proceso de enjuague final
permitiendo un ahorro importante en el consumo de agua de la planta. Si
el tanque de pre-enjuague no llega al nivel máximo con el agua del
proceso de enjuague final la válvula V.2.05 se abrirá permitiendo el
ingreso de agua al tanque hasta alcanzar el nivel deseado.
Propuesta 51
El agua utilizada en el proceso de pre-enjuague después de pasar
por los equipos retornara al área de CIP y sin ingresar a ningún tanque,
será desechada del sistema. Las válvulas V.1.22 y V.1.23 deberán estar
abiertas apenas se dé inicio al proceso. Bajo ningún concepto se
reutilizara agua de pre-enjuague para otra etapa u otro ciclo de limpieza.
2do ciclo.- LIMPIEZA CON DETERGENTE
El proceso de limpieza por detergente permite remover los residuos
de producto adheridos en las superficies y que no lograron ser removidos
por el proceso de pre-enjuague, estos residuos se lavan normalmente con
soluciones alcalinas y ocasionalmente con soluciones ácidas
dependiendo del producto a ser removido.
En el sistema CIP propuesto el detergente se lo inyectara en línea
permitiendo una mejor disipación del mismo reduciendo la posibilidad de
tener gradientes de concentración elevadas en el proceso.
Funcionamiento
Para la primera carga o después de una limpieza y evacuación
completa del tanque de detergente T.1.03, se procederá a elegir en la
pantalla del HMI la opción primera carga dentro del proceso de limpieza
con detergente, este abrirá la válvula neumática V.2.07 permitiendo el
ingreso de agua fresca hacia el tanque, esta se mantendrá en esa
posición hasta que el líquido alcance el nivel del switch alto LS.1.04,
alcanzado el nivel la válvula se cerrará y se empezará con el proceso de
recirculación y calentamiento.
El líquido en el tanque deberá llegar a la temperatura de trabajo
seteada en la pantalla del HMI. Para el calentamiento se utilizará el
intercambiador de placas E.1.01 que utilizando como fluido de
calentamiento vapor saturado que permitirá el calentamiento del
detergente. Este calentamiento se lo realizará por batch mediante
Propuesta 52
recirculación continua del líquido entre el intercambiador y el tanque hasta
alcanzar la temperatura deseada. La recirculación se la realizará con la
ayuda de la bomba centrífuga sanitaria P.1.02 e iniciara cada vez que la
temperatura del detergente baje de la temperatura de seteo. La
recirculación y el calentamiento se suspenderán en caso de que el fluido
llegue al switch de nivel bajo del tanque LS.1.08 para precautelar la
integridad de la bomba de recirculación y del intercambiador.
El inicio del proceso de recirculación abrirá simultáneamente la
válvula neumática V.5.04 que permitirá el ingreso de vapor hacia el
intercambiador. El sistema cuenta con un sistema de seguridad que
mediante el transmisor de temperatura TT.1.03 evitara que el agua que
sale del intercambiador se sobrecaliente o llegue a evaporar. De manera
paralela al proceso de calentamiento y recirculación se procederá a
dosificar el detergente en la línea de CIP con la ayuda de una bomba de
dosificación de químicos P.6.01 la cual incrementara gradualmente la
concentración de detergente en la línea (Para sosa caustica se
recomienda una concentración del 1 al 2%), se encenderá la bomba de
alimentación de CIP P.1.03 y se abrirá la válvula de recirculación V.1.30,
para esta aplicación se fijara el caudal a 12000 l/h (valor configurable
desde el HMI con password), la concentración de detergente se medirá
con la ayuda del transmisor de conductividad CT.1.02; cuando se haya
alcanzado la concentración deseada, la bomba P.6.01 se apagara y se
cerrara la válvula de ingreso.
Luego de alcanzadas la temperatura y concentración requeridas se
podrá iniciar con el proceso de limpieza con detergente, se habilitará en la
pantalla del HMI la opción de iniciar el proceso de limpieza con
detergente, para el circuito CIP A, CIP B o ambos a la vez. De acuerdo a
que circuito se desea habilitar se abrirán las válvulas de descarga V.1.04
o V.1.05 y se encenderán las bombas de alimentación P.1.03 o P.1.04 las
cuales enviaran el fluido de limpieza a los circuitos habilitados. El
contador de tiempo de este proceso iniciará cuando con la ayuda de los

Propuesta 53
transmisores de temperatura TT.1.04 y TT.1.05 se detecte que el retorno
de CIP ha llegado a la temperatura de proceso, el agua de retorno del
proceso será inicialmente enviada hacia el drenaje, mientras no se
detecte que se ha enviado toda el agua de la etapa de pre-enjuague; para
esto se utilizara como indicador de interface los transmisores de
conductividad CT.1.02 y CT.1.03. El detergente se mantendrá
recirculando todo el tiempo requerido entre el tanque de almacenamiento
y los equipos y líneas a ser limpiados. Debido al proceso de limpieza y a
la reutilización del fluido, gradualmente se reducirá la concentración de
detergente en la solución la cual será detectada por los sensores de
conductividad los cuales mandarán una señal para que se encienda la
bomba de dosificación y permita el ingreso de detergente a la línea, este
control se iniciara después de que se haya detectado el cambio de
interface entre el agua de pre-enjuague y el detergente. Este proceso se
mantendrá de manera continua durante todas las limpiezas que se
realicen. Cada cierto tiempo se deberá desechar el detergente ya
saturado y se deberá vaciarlo en su totalidad del tanque, de igual manera
se deberá hacer una inspección de las paredes internas del tanque para
asegurarse que no hayan depósitos de producto incrustados, de ser
necesario se deberá limpiar internamente el tanque antes de volver a
cargarlo. El tanque de detergente contara con una bola de limpieza
rotatoria funcionando continuamente la cual reducirá la formación de
incrustaciones en el tanque.
El sistema ofertado cuenta también con filtros sanitarios en línea
con malla desmontables que permitirán reducir la cantidad de residuos en
el detergente incrementando su tiempo útil de uso. Para un
funcionamiento adecuado estos filtros deberán ser limpiados una vez al
día antes de empezar el primer ciclo de limpieza CIP.
Luego de terminado el tiempo de limpieza el proceso se parará
automáticamente apagando las bombas de alimentación y cerrando las
válvulas de descarga.
Propuesta 54
3er ciclo .-ETAPA DE ENJUAGUE FINAL
El proceso de enjuague final permite remover el detergente
remanente del proceso de limpieza previo, dejando las líneas y equipos
listas para volver a producción.
Funcionamiento
Este proceso se iniciará de manera automática después de
finalizada la etapa de limpieza con detergente; se encenderán las bombas
de alimentación de CIP de acuerdo al circuito que se esté utilizando, su
tiempo de duración se contará inmediatamente después de que los
sensores de conductividad determinen el cambio de interface, en ese
momento se cerrarán las válvulas de ingreso al tanque de detergente
V.1.18 y V.1.19 y se abrirán las válvulas de ingreso al tanque de pre-
enjuague V.1.17 y V.1.16. Esto permitirá reutilizar el agua del enjuague
final en el siguiente ciclo de limpieza como agua de pre-enjuague.
La etapa de enjuague final se la realizará siempre con agua fresca,
por lo que la válvula de ingreso de agua V.2.02 se abrirá siempre que se
haya alcanzado el nivel medio del tanque hasta que este llegue al nivel
alto.
El proceso se terminará apagando las bombas y cerrando las
válvulas de descarga cuando se haya cumplido el tiempo requerido para
el proceso, este tiempo será configurable desde el HMI. (En caso de
alimentar los dos circuitos a la vez con caudal máximo de 25000 l/h.
Para la optimización del sistema CIP se considera un tanque nuevo
de pre-enjuague con capacidad de 5000 litros, el cual remplazará el
tanque actual de 2000 L. esto permitirá el funcionamiento simultáneo de
los dos circuitos CIP en caso de requerirlo. Ver Anexo No 11 el Cálculo
Capacidad nuevo Tanque enjuague final.

Propuesta 55
El fin de la etapa de pre-enjuague dará fin al ciclo de limpieza.
3.5 Requerimientos del Proceso Propuesto
Para el funcionamiento adecuado del proceso de limpieza CIP se
deberán tener las siguientes condiciones mínimas al ingreso de la unidad
de limpieza.
Vapor:
Presión requerida: 3 - 4 Barg
Flujo Másico: 1100 Kg/h
Agua fresca:
Caudal: 12 m3/h
Se deberá asegurar un diseño y dimensionamiento adecuado de
las líneas principales de ingreso de vapor que permitan cumplir con los
flujos indicados. De igual manera se deberán dimensionar de manera
adecuada las líneas principales de retorno de condensado a la salida de
la unida CIP para garantizar el funcionamiento adecuado de los
intercambiadores de calor. Ver anexo No 12 cálculos de fluido en tuberías
Cip
En caso de que no se cumplan con estos requerimientos no se
podrá garantizar el funcionamiento óptimo del sistema.
Se incluye además el incremento de una boca adicional para
ingreso de sanitizante en línea en el sistema de CIP (no se incluye
bomba, válvula automática para ingreso. Si se considera las entradas y
salidas requeridas en el PLC del sistema de control para ingreso
automático de químicos).
Propuesta 56
Se realizará también la mejora del sistema de limpieza CIP en el
área de recepción de leche, para lo cual se implementarán los siguientes
trabajos:
Fabricación y montaje de nueva placa de transferencia, la cual
servirá para alimentar CIP a un tanque de 4,000 litros, otro tanque de
4,000 litros, un tanque de recepción de leche líquida de 10,000 litros y
también servirá para limpiar las líneas del área de recepción de leche.
Desmontaje de actual placa de flujo.
Provisión y montaje de una bomba centrífuga sanitaria autocebante
para retorno de soluciones de limpieza CIP desde los 3 tanques de
recepción de leche.
Suministro y montaje de tubería y accesorios sanitarios en acero
inoxidable AISI 316L para interconexión entre nueva placa de distribución,
líneas sanitarias existentes y nueva bomba para retorno de soluciones
CIP.
Provisión de un Kit de mantenimiento para intercambiador de calor
de sistema CIP, BASELINE M6M.
Provisión de un Service kit para bomba centrífuga sanitaria LKH-
35.
Pruebas de funcionamiento.
Limpieza en general del área de trabajo.
3.6 Parte eléctrica y mecánica del sistema de limpieza cip
El modelo propuesto de limpieza CIP (Clean In Place) es
compacto, pre-ensamblado y montado sobre un skid. Dispondrá de un
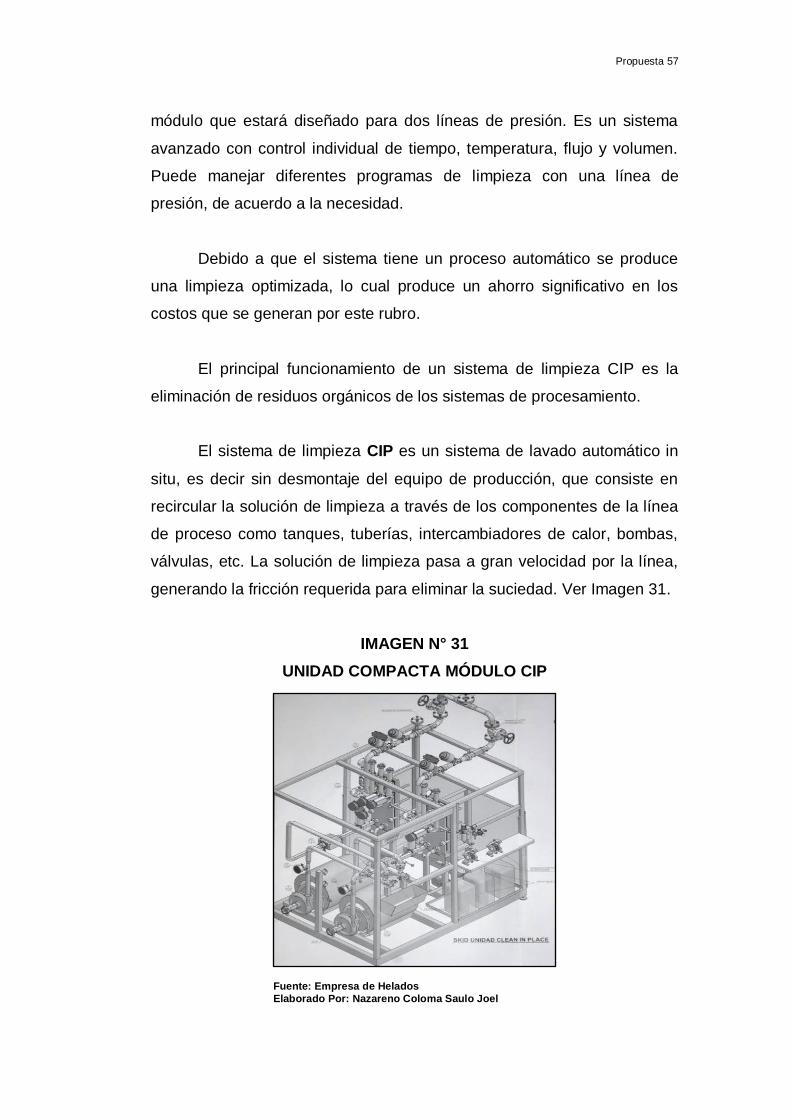
Propuesta 57
módulo que estará diseñado para dos líneas de presión. Es un sistema
avanzado con control individual de tiempo, temperatura, flujo y volumen.
Puede manejar diferentes programas de limpieza con una línea de
presión, de acuerdo a la necesidad.
Debido a que el sistema tiene un proceso automático se produce
una limpieza optimizada, lo cual produce un ahorro significativo en los
costos que se generan por este rubro.
El principal funcionamiento de un sistema de limpieza CIP es la
eliminación de residuos orgánicos de los sistemas de procesamiento.
El sistema de limpieza CIP es un sistema de lavado automático in
situ, es decir sin desmontaje del equipo de producción, que consiste en
recircular la solución de limpieza a través de los componentes de la línea
de proceso como tanques, tuberías, intercambiadores de calor, bombas,
válvulas, etc. La solución de limpieza pasa a gran velocidad por la línea,
generando la fricción requerida para eliminar la suciedad. Ver Imagen 31.
IMAGEN N° 31
UNIDAD COMPACTA MÓDULO CIP
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel

Propuesta 58
En el anexo 13 se aprecia las vistas laterales de La unidad de
modulo CIP a implementar y en el anexo 14 se aprecia la vista superior
del área del sistema cip actual donde se va a realizar el plan de
mejoramiento.
El sistema automático Eléctrico de manejo de soluciones de
limpieza cip
Estará compuesto por las siguientes partes eléctricas:
Un Tablero de control fabricado en acero inoxidable AISI 304 tipo
NEMA 4X en el que se incluyen:
Un PLC Siemens S7-1200.
Tres módulos de 16 entradas digitales.
Tres módulos de 16 salidas digitales.
Un módulo de entradas análogas.
Un módulo de salidas análogas.
Un panel de operador Siemens de 10”.
Dos variadores de frecuencia para las 2 bombas.
Dos módulos Profibus para variador.
Seis conectores Profibus.
Una fuente de 24 VDC.
Veinte metros de cable Profibus.
Dos guardamotores para motores de bombas.
Dos arrancadores para las bombas.
Un breaker principal.
Instalación neumática en general.
Borneras, cable de potencia, cable de control, cable de
instrumentación.
Accesorios eléctricos en general para el tablero.
Canaleta y tubería eléctrica de acero inoxidable para paso de
cableado eléctrico y neumático.
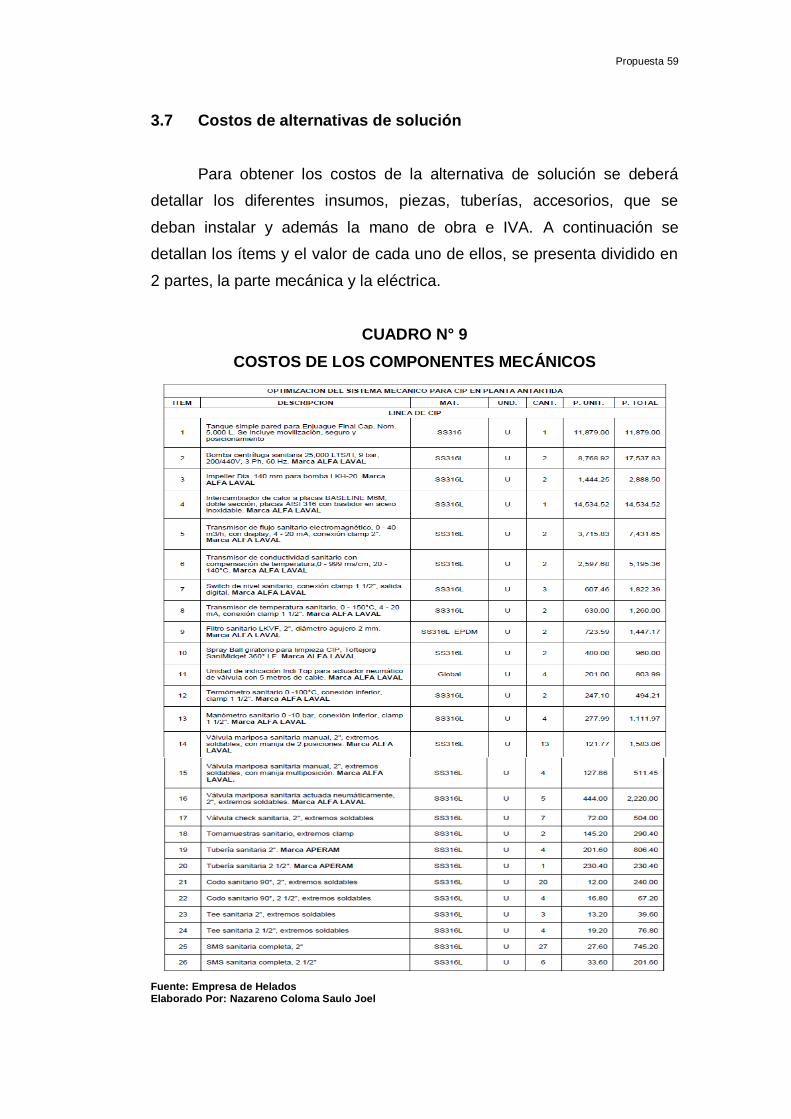
Propuesta 59
3.7 Costos de alternativas de solución
Para obtener los costos de la alternativa de solución se deberá
detallar los diferentes insumos, piezas, tuberías, accesorios, que se
deban instalar y además la mano de obra e IVA. A continuación se
detallan los ítems y el valor de cada uno de ellos, se presenta dividido en
2 partes, la parte mecánica y la eléctrica.
CUADRO N° 9
COSTOS DE LOS COMPONENTES MECÁNICOS
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel

Propuesta 60
En otro cuadro separado se detallará la parte mecánica para la
línea de vapor.
CUADRO N° 10
COMPONENTES DE LA LINEA DE VAPOR Y DETERGENTE
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
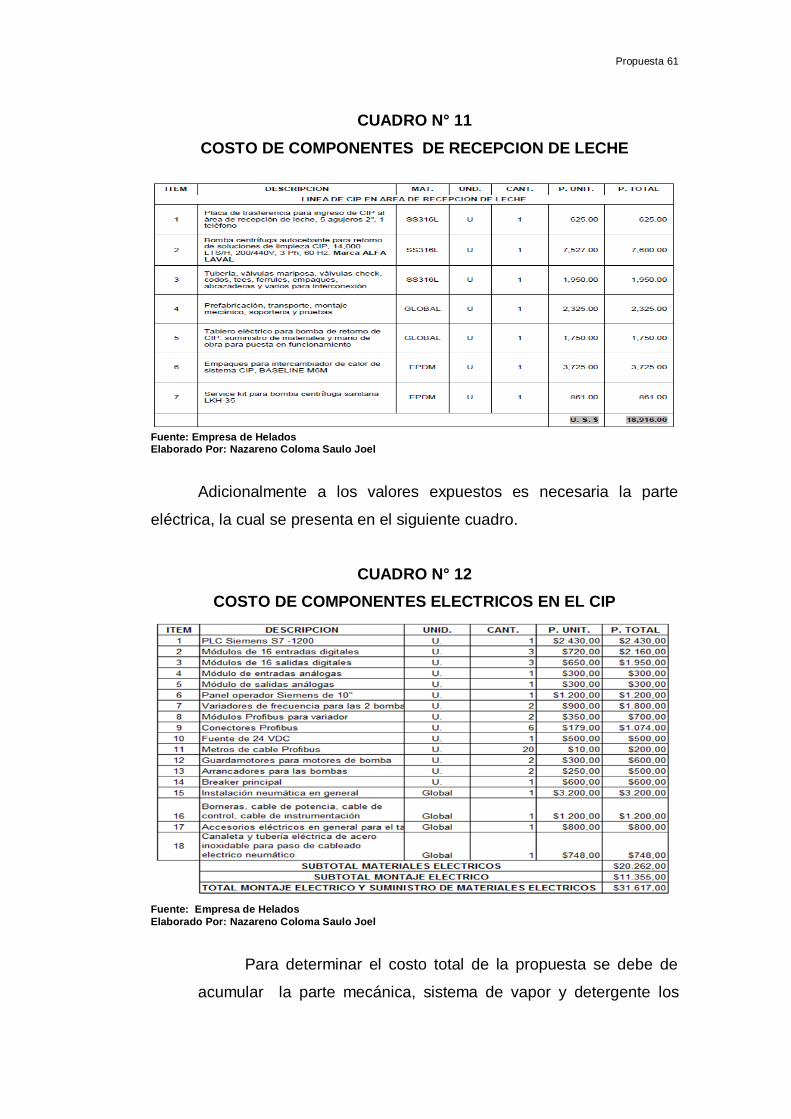
Propuesta 61
CUADRO N° 11
COSTO DE COMPONENTES DE RECEPCION DE LECHE
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Adicionalmente a los valores expuestos es necesaria la parte
eléctrica, la cual se presenta en el siguiente cuadro.
CUADRO N° 12
COSTO DE COMPONENTES ELECTRICOS EN EL CIP
Fuente: Empresa de Helados
Elaborado Por: Nazareno Coloma Saulo Joel
Para determinar el costo total de la propuesta se debe de
acumular la parte mecánica, sistema de vapor y detergente los
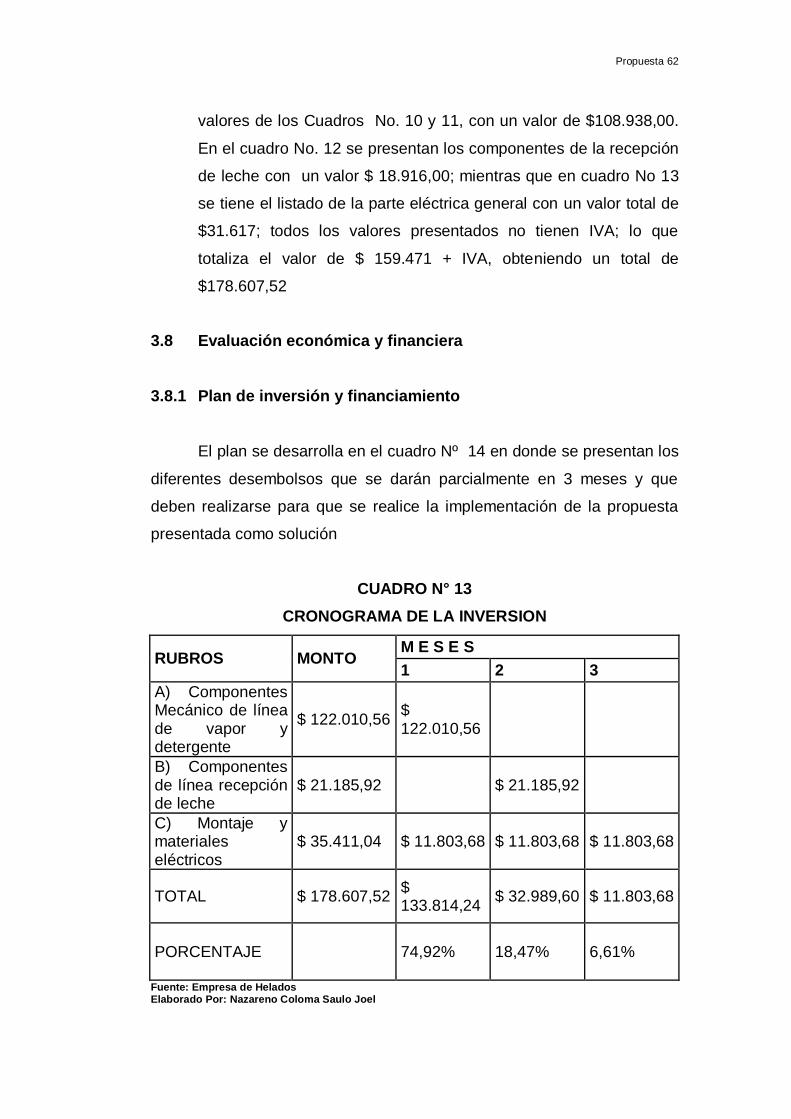
Propuesta 62
valores de los Cuadros No. 10 y 11, con un valor de $108.938,00.
En el cuadro No. 12 se presentan los componentes de la recepción
de leche con un valor $ 18.916,00; mientras que en cuadro No 13
se tiene el listado de la parte eléctrica general con un valor total de
$31.617; todos los valores presentados no tienen IVA; lo que
totaliza el valor de $ 159.471 + IVA, obteniendo un total de
$178.607,52
3.8 Evaluación económica y financiera
3.8.1 Plan de inversión y financiamiento
El plan se desarrolla en el cuadro Nº 14 en donde se presentan los
diferentes desembolsos que se darán parcialmente en 3 meses y que
deben realizarse para que se realice la implementación de la propuesta
presentada como solución
CUADRO N° 13
CRONOGRAMA DE LA INVERSION
RUBROS MONTO M E S E S
1 2 3
A) Componentes Mecánico de línea de vapor y detergente
$ 122.010,56 $ 122.010,56
B) Componentes de línea recepción de leche
$ 21.185,92 $ 21.185,92
C) Montaje y materiales eléctricos
$ 35.411,04 $ 11.803,68 $ 11.803,68 $ 11.803,68
TOTAL $ 178.607,52 $ 133.814,24
$ 32.989,60 $ 11.803,68
PORCENTAJE 74,92% 18,47% 6,61%
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Propuesta 63
De los montos presentados el más alto es el que se realiza en el
primer mes en donde se tiene que del monto total a desembolsar se
realiza un 74,92% en el primer mes, y después el desembolso es el
mismo que es un valor de $32.989,60 significando un 18,47% de
participación del monto total.
3.8.2 Plan de financiamiento
El mono a invertir junto con la propuesta de solución se la presenta
a los accionistas, los mismos que pretenden realizarla con recursos
propios.
El pago total de la alternativa de solución será de $178.067,52
dólares, la propuesta incluye IVA.
3.8.3 Evaluación financiera
Entre las principales evaluaciones financieras más conocidas y que
se utilizan son: VALOR ACTUAL NETO y TASA INTERNA DE
RETORNO. Para esto es necesario determinar el valor del beneficio total,
que está en función de los siguientes términos:
BT = X + Y + Z, en donde:
X= Eliminación de fallos que depende de = Horas anuales x el
costo/h ; siendo igual a $ 43.383,84
Y = Reducción del tiempo en cada limpieza = Horas disminuidas x
Frecuencia mensual x Costo hora, lo que significa que en cada limpieza
se reduce.17 min, llevados a horas es 0,28333 por la cantidad de veces
promedio mes (58) es igual a 16,43 horas x mes, para sacar por año se
multiplica por 12 siendo igual a 197,18 horas x año y esto multiplicado por
el costo x hora (136.32) da un valor de $ 26.879,14 anual
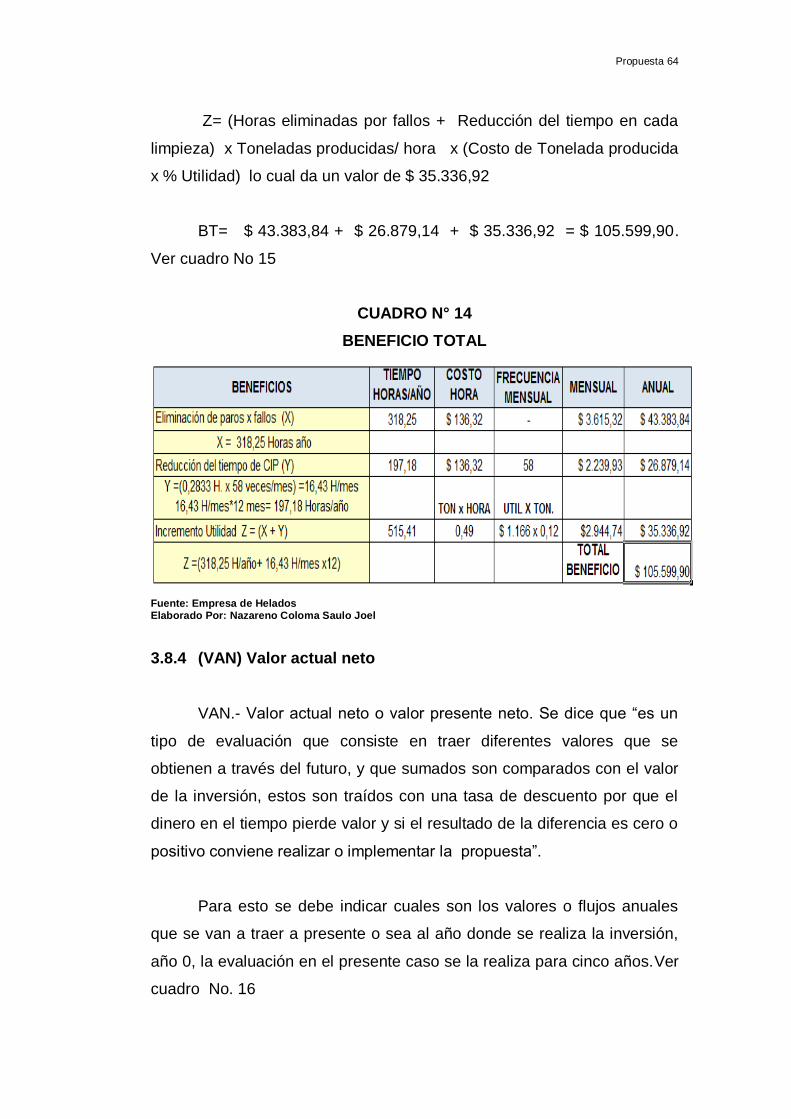
Propuesta 64
Z= (Horas eliminadas por fallos + Reducción del tiempo en cada
limpieza) x Toneladas producidas/ hora x (Costo de Tonelada producida
x % Utilidad) lo cual da un valor de $ 35.336,92
BT= $ 43.383,84 + $ 26.879,14 + $ 35.336,92 = $ 105.599,90.
Ver cuadro No 15
CUADRO N° 14
BENEFICIO TOTAL
Fuente: Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
3.8.4 (VAN) Valor actual neto
VAN.- Valor actual neto o valor presente neto. Se dice que “es un
tipo de evaluación que consiste en traer diferentes valores que se
obtienen a través del futuro, y que sumados son comparados con el valor
de la inversión, estos son traídos con una tasa de descuento por que el
dinero en el tiempo pierde valor y si el resultado de la diferencia es cero o
positivo conviene realizar o implementar la propuesta”.
Para esto se debe indicar cuales son los valores o flujos anuales
que se van a traer a presente o sea al año donde se realiza la inversión,
año 0, la evaluación en el presente caso se la realiza para cinco años.Ver
cuadro No. 16
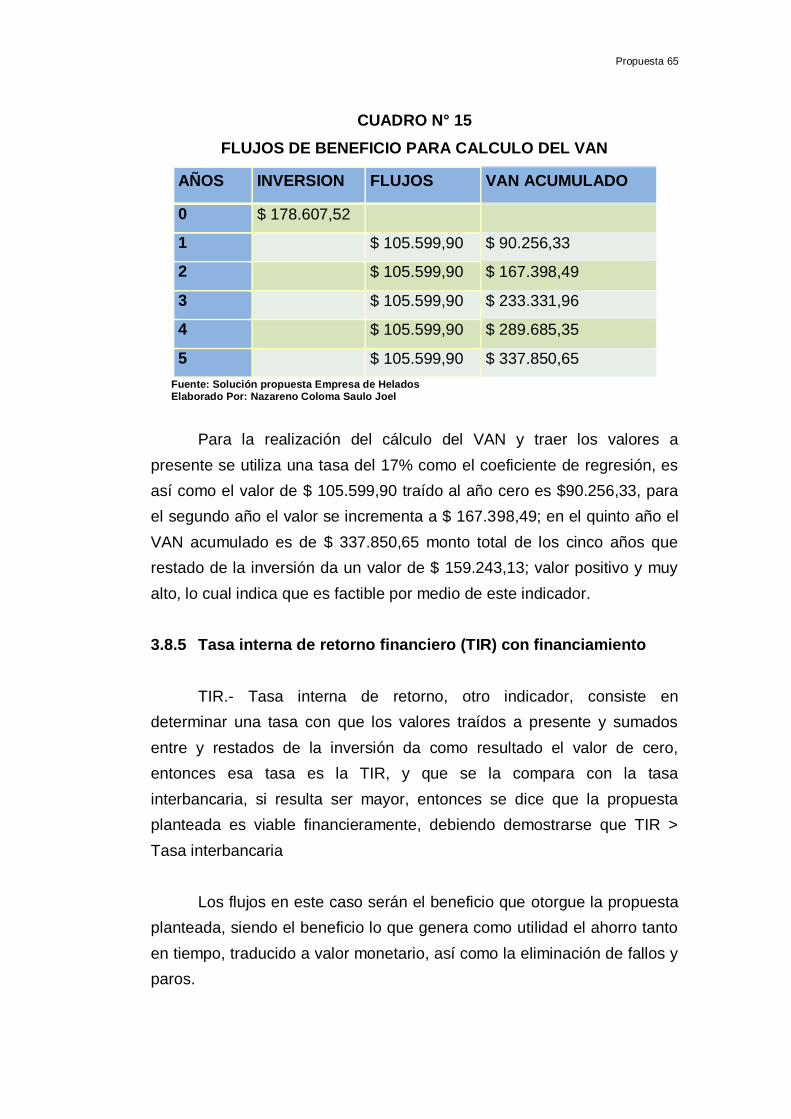
Propuesta 65
CUADRO N° 15
FLUJOS DE BENEFICIO PARA CALCULO DEL VAN
AÑOS INVERSION FLUJOS VAN ACUMULADO
0 $ 178.607,52
1 $ 105.599,90 $ 90.256,33
2 $ 105.599,90 $ 167.398,49
3 $ 105.599,90 $ 233.331,96
4 $ 105.599,90 $ 289.685,35
5 $ 105.599,90 $ 337.850,65
Fuente: Solución propuesta Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Para la realización del cálculo del VAN y traer los valores a
presente se utiliza una tasa del 17% como el coeficiente de regresión, es
así como el valor de $ 105.599,90 traído al año cero es $90.256,33, para
el segundo año el valor se incrementa a $ 167.398,49; en el quinto año el
VAN acumulado es de $ 337.850,65 monto total de los cinco años que
restado de la inversión da un valor de $ 159.243,13; valor positivo y muy
alto, lo cual indica que es factible por medio de este indicador.
3.8.5 Tasa interna de retorno financiero (TIR) con financiamiento
TIR.- Tasa interna de retorno, otro indicador, consiste en
determinar una tasa con que los valores traídos a presente y sumados
entre y restados de la inversión da como resultado el valor de cero,
entonces esa tasa es la TIR, y que se la compara con la tasa
interbancaria, si resulta ser mayor, entonces se dice que la propuesta
planteada es viable financieramente, debiendo demostrarse que TIR >
Tasa interbancaria
Los flujos en este caso serán el beneficio que otorgue la propuesta
planteada, siendo el beneficio lo que genera como utilidad el ahorro tanto
en tiempo, traducido a valor monetario, así como la eliminación de fallos y
paros.
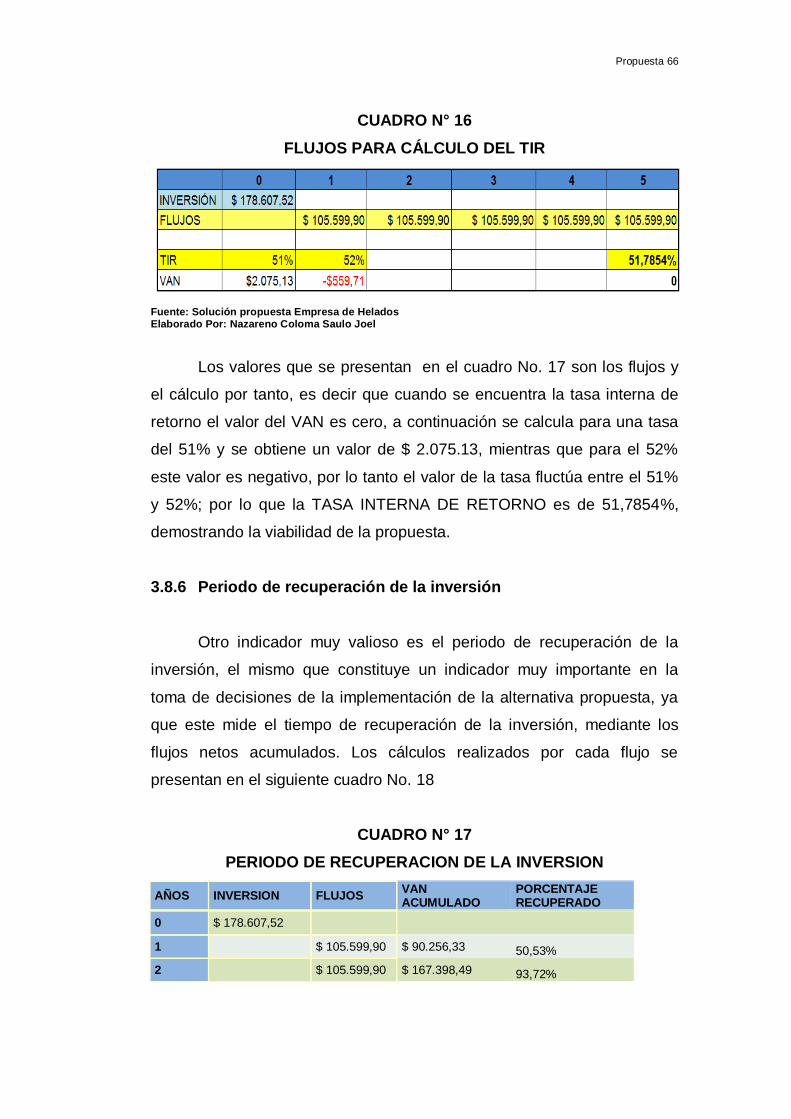
Propuesta 66
CUADRO N° 16
FLUJOS PARA CÁLCULO DEL TIR
Fuente: Solución propuesta Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Los valores que se presentan en el cuadro No. 17 son los flujos y
el cálculo por tanto, es decir que cuando se encuentra la tasa interna de
retorno el valor del VAN es cero, a continuación se calcula para una tasa
del 51% y se obtiene un valor de $ 2.075.13, mientras que para el 52%
este valor es negativo, por lo tanto el valor de la tasa fluctúa entre el 51%
y 52%; por lo que la TASA INTERNA DE RETORNO es de 51,7854%,
demostrando la viabilidad de la propuesta.
3.8.6 Periodo de recuperación de la inversión
Otro indicador muy valioso es el periodo de recuperación de la
inversión, el mismo que constituye un indicador muy importante en la
toma de decisiones de la implementación de la alternativa propuesta, ya
que este mide el tiempo de recuperación de la inversión, mediante los
flujos netos acumulados. Los cálculos realizados por cada flujo se
presentan en el siguiente cuadro No. 18
CUADRO N° 17
PERIODO DE RECUPERACION DE LA INVERSION
AÑOS INVERSION FLUJOS VAN ACUMULADO
PORCENTAJE RECUPERADO
0 $ 178.607,52
1 $ 105.599,90 $ 90.256,33 50,53%
2 $ 105.599,90 $ 167.398,49 93,72%
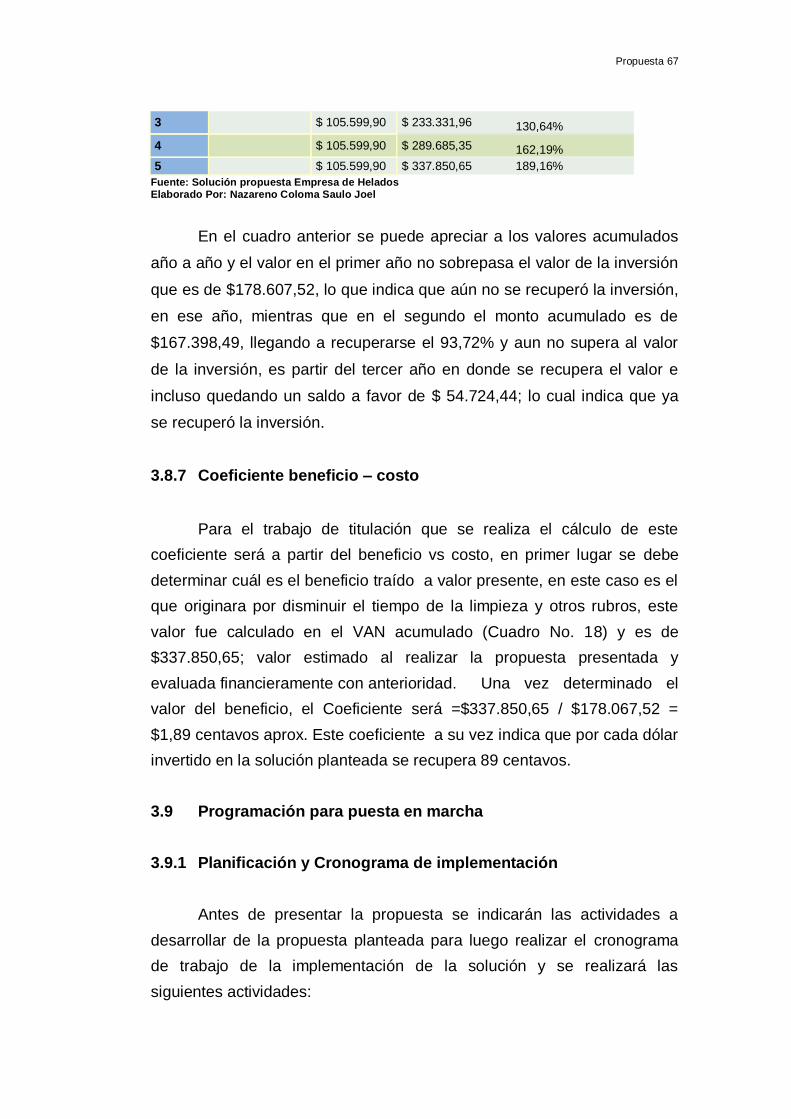
Propuesta 67
3 $ 105.599,90 $ 233.331,96 130,64%
4 $ 105.599,90 $ 289.685,35 162,19%
5 $ 105.599,90 $ 337.850,65 189,16%
Fuente: Solución propuesta Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
En el cuadro anterior se puede apreciar a los valores acumulados
año a año y el valor en el primer año no sobrepasa el valor de la inversión
que es de $178.607,52, lo que indica que aún no se recuperó la inversión,
en ese año, mientras que en el segundo el monto acumulado es de
$167.398,49, llegando a recuperarse el 93,72% y aun no supera al valor
de la inversión, es partir del tercer año en donde se recupera el valor e
incluso quedando un saldo a favor de $ 54.724,44; lo cual indica que ya
se recuperó la inversión.
3.8.7 Coeficiente beneficio – costo
Para el trabajo de titulación que se realiza el cálculo de este
coeficiente será a partir del beneficio vs costo, en primer lugar se debe
determinar cuál es el beneficio traído a valor presente, en este caso es el
que originara por disminuir el tiempo de la limpieza y otros rubros, este
valor fue calculado en el VAN acumulado (Cuadro No. 18) y es de
$337.850,65; valor estimado al realizar la propuesta presentada y
evaluada financieramente con anterioridad. Una vez determinado el
valor del beneficio, el Coeficiente será =$337.850,65 / $178.067,52 =
$1,89 centavos aprox. Este coeficiente a su vez indica que por cada dólar
invertido en la solución planteada se recupera 89 centavos.
3.9 Programación para puesta en marcha
3.9.1 Planificación y Cronograma de implementación
Antes de presentar la propuesta se indicarán las actividades a
desarrollar de la propuesta planteada para luego realizar el cronograma
de trabajo de la implementación de la solución y se realizará las
siguientes actividades:

Propuesta 68
No. Actividad Tiempo
1.- Diagnóstico y evaluación del sistema CLP 1 semana
2.- Análisis y compromiso de la Gerencia 3 días
3.- Compra de accesorios y equipos 1 mes
4.- Designación de personal 1 semana
5.- Instalación de tuberías y equipos 1 mes
6.- Instalación de líneas de energía y mandos 1 mes
7.-Ajuste y pruebas 2 días
IMAGEN N° 32
CRONOGRAMA DE LA SOLUCIÓN PLANTEADA
Fuente: Propuesta de implementación Empresa de Helados Elaborado Por: Nazareno Coloma Saulo Joel
Una vez que se determina el tiempo y las actividades se elaboro
el cronograma y esquematizado en un diagrama GANNT de la solución
propuesta queda definido que el tiempo que tomara desarrollar la
Propuesta 69
implementación es de aproximadamente 3 meses y 7 días, de no tener
ningún tipo de inconvenientes ni retrasos en la programación.
3.10 Conclusiones y recomendaciones
3.10.1 Conclusiones
Una vez que se ha terminado de realizar el análisis y la propuesta
se puede determinar lo siguiente:
El proceso de mejora continua en las empresas no termina nunca,
es por ello que siempre se esta innovando, cambiando y mejorando
tecnología, con la finalidad de entregar un producto de una buena calidad
y de confianza al mercado consumidor.
Que el actual proceso de limpieza, tiene muchas demoras, ha
perdido potencia, incluso se puede decir que algo obsoleto, hay mucha
pérdidas de calor y energía, por lo que requiere de un cambio.
Al mantener el proceso actual de limpieza se ha determinado
también que existe mucho consumo de agua y de detergente. En el anexo
15 se aprecia el plano General del sistema CIP propuesto donde esta la
inclusión de la unidad de modulo cip
3.10.2 Recomendaciones
Se puede realizar las siguientes:
La propuesta de ser aceptada, debe irremediablemente ser
implementada a corto plazo, ya que caso contrario se sigue perdiendo
dinero.

Propuesta 70
Se debe capacitar al personal de mantenimiento acerca del nuevo
proceso de limpieza.
Se debe realizar un cambio en el instructivo de limpieza, ya que
varía en algunos aspectos; como tiempos de recirculación de agua,
temperatura, formulación de detergente.
Se debe inspeccionar y verificar los periodos de limpieza, con la
finalidad de realizar los ajustes que se requieran.
4 ANEXOS
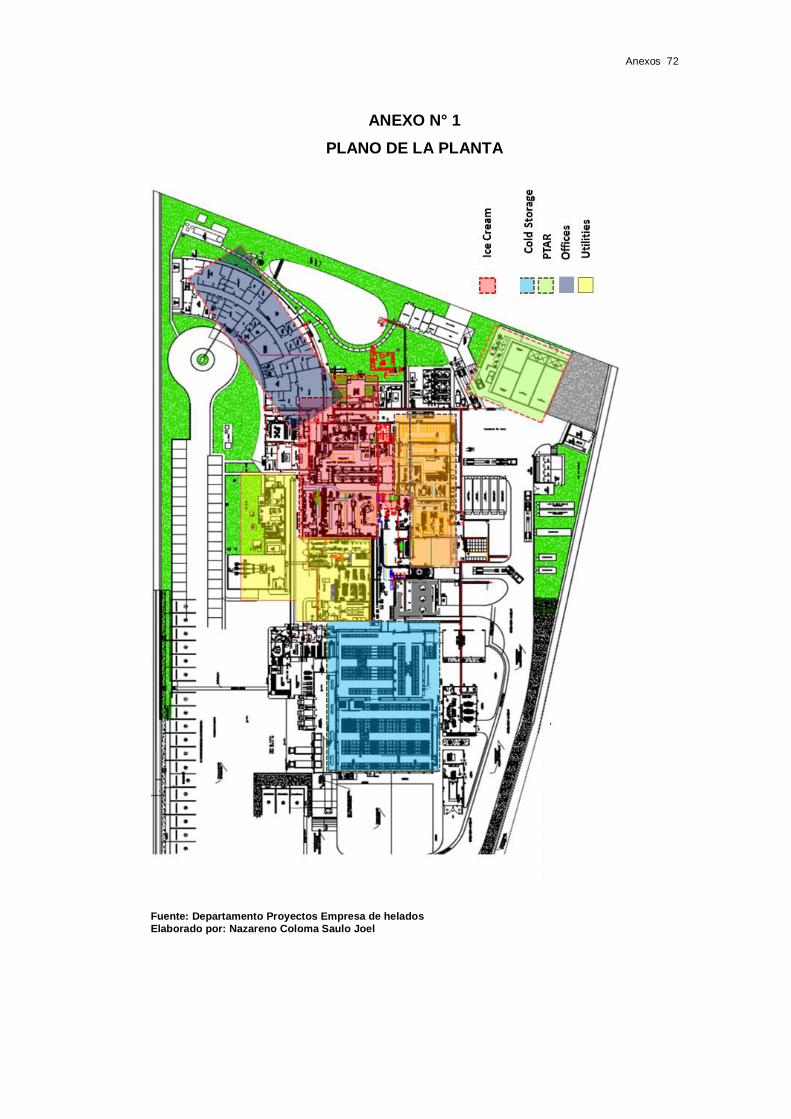
Anexos 72
ANEXO N° 1
PLANO DE LA PLANTA
Fuente: Departamento Proyectos Empresa de helados
Elaborado por: Nazareno Coloma Saulo Joel
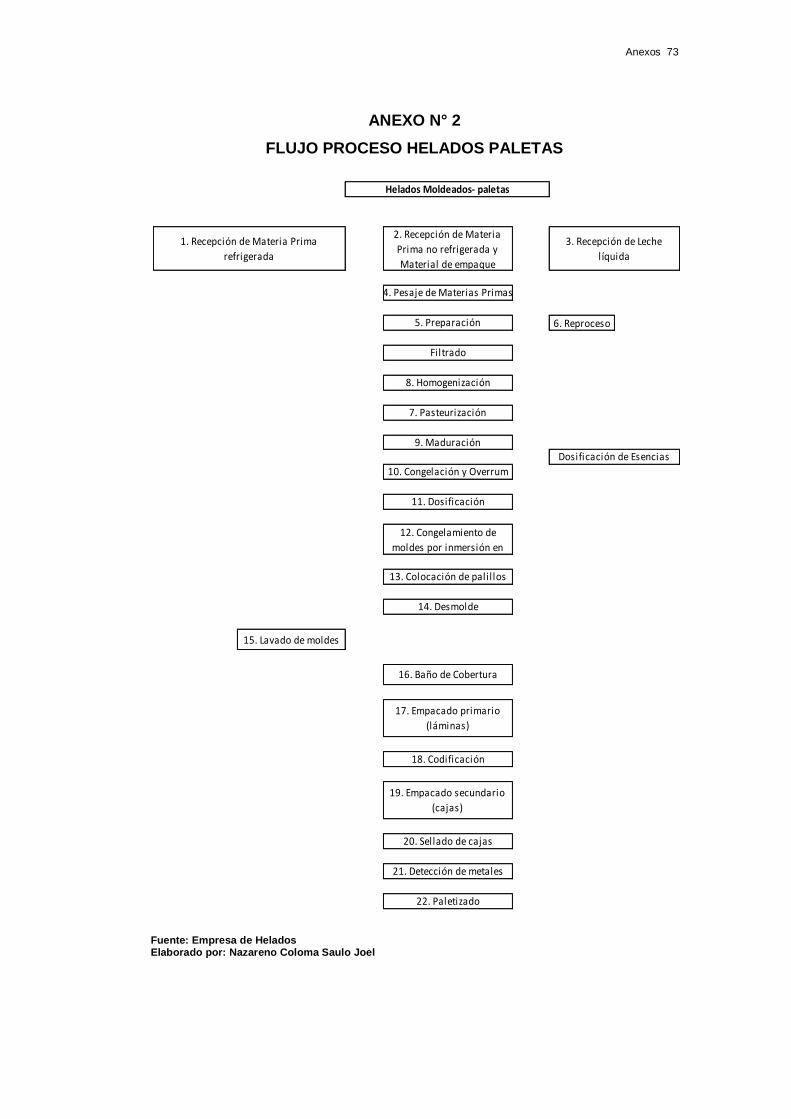
Anexos 73
ANEXO N° 2
FLUJO PROCESO HELADOS PALETAS
Fuente: Empresa de Helados Elaborado por: Nazareno Coloma Saulo Joel
6. Reproceso
15. Lavado de moldes
22. Paletizado
12. Congelamiento de
moldes por inmersión en
13. Colocación de palil los
14. Desmolde
17. Empacado primario
(láminas)
18. Codificación
19. Empacado secundario
(cajas)
10. Congelación y Overrum
16. Baño de Cobertura
11. Dosificación
20. Sellado de cajas
21. Detección de metales
5. Preparación
Dosificación de Esencias
Helados Moldeados- paletas
1. Recepción de Materia Prima
refrigerada
2. Recepción de Materia
Prima no refrigerada y
Material de empaque
3. Recepción de Leche
líquida
4. Pesaje de Materias Primas
7. Pasteurización
8. Homogenización
9. Maduración
Filtrado

Anexos 74
ANEXO N° 3
FLUJO PROCESO HELADOS EXTRUIDOS
Fuente: Empresa de Helados
Elaborado por: Nazareno Coloma Saulo Joel
9. Congelación y Overrum
Helados Extruidos
1. Recepción de Materia Prima
refrigerada
2. Recepción de Materia Prima no
refrigerada y Material de Empaque
3. Recepción de Leche
líquida
4. Pesaje de Materias Primas
5. Preparación de crema
Filtrado
7. Homogenización
6. Pasteurización
Dosificación de Colorantes
8. Maduración
11. Dosificación
12. Empacado primario
(lámina)
15. Codificación
19. Paletizado
Inserción de palil lo
Extracción de helado de las
bandejas
Baño de Cobertura de Chocolate
Traslado en canguilones
17. Transportación en bandeja
18. Congelamiento en túnel
12. Empacado secundario (cajas)
Sellado

Anexos 75
ANEXO N° 4
FLUJO PROCESO HELADOS LITROS
Fuente: Empresa de Helados
Elaborado por: Nazareno Coloma Saulo Joel
Helados Litros
1. Recepción de Materia Prima
refrigerada
2. Recepción de Materia
Prima no refrigerada y
Material de Empaque
3. Recepción de Leche
líquida
4. Pesaje de Materias Primas
6. Pasteurización
7. Homogenización
8. Maduración
Filtrado
5. Preparación de crema
19. Paletizado
Dosificación de Esencias
12. Empacado primario
(potes)
13. Colocación de collarín
14. Detección de metales
15. Codificación
9. Congelación y Overrum
11. Dosificación
16. Termoselladora
17. Transportación en banda
18. Congelamiento en túnel
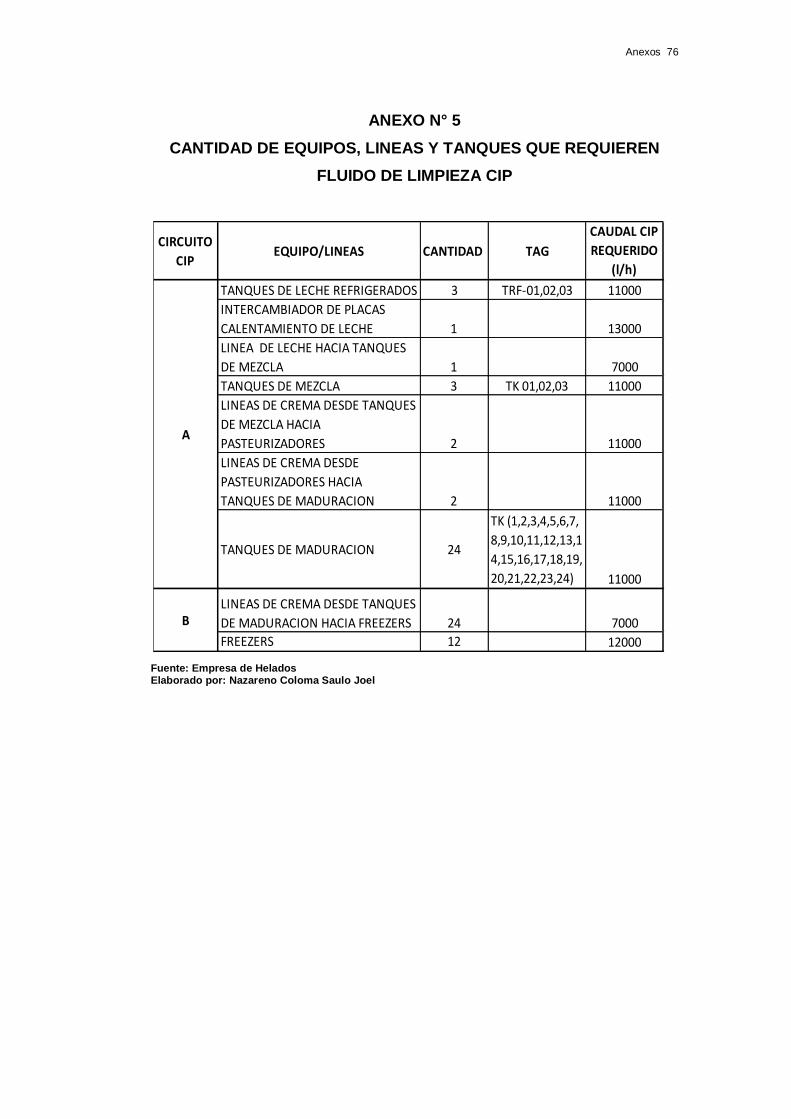
Anexos 76
ANEXO N° 5
CANTIDAD DE EQUIPOS, LINEAS Y TANQUES QUE REQUIEREN
FLUIDO DE LIMPIEZA CIP
Fuente: Empresa de Helados Elaborado por: Nazareno Coloma Saulo Joel
CIRCUITO
CIPEQUIPO/LINEAS CANTIDAD TAG
CAUDAL CIP
REQUERIDO
(l/h)
TANQUES DE LECHE REFRIGERADOS 3 TRF-01,02,03 11000
INTERCAMBIADOR DE PLACAS
CALENTAMIENTO DE LECHE 1 13000
LINEA DE LECHE HACIA TANQUES
DE MEZCLA 1 7000
TANQUES DE MEZCLA 3 TK 01,02,03 11000
LINEAS DE CREMA DESDE TANQUES
DE MEZCLA HACIA
PASTEURIZADORES 2 11000
LINEAS DE CREMA DESDE
PASTEURIZADORES HACIA
TANQUES DE MADURACION 2 11000
TANQUES DE MADURACION 24
TK (1,2,3,4,5,6,7,
8,9,10,11,12,13,1
4,15,16,17,18,19,
20,21,22,23,24) 11000
LINEAS DE CREMA DESDE TANQUES
DE MADURACION HACIA FREEZERS 24 7000
FREEZERS 12 12000
A
B

Anexos 77
ANEXO N° 6
DIAGRAMA FLUJO DE SISTEMA CIP EMPRESA DE HELADOS
Fuente: Departamento proyectos Empresa de helados Elaborado por: Nazareno Coloma Saulo Joel

Anexos 78
ANEXO N° 7
DATOS GENERALES DETERGENTE ALCALINO
Fuente: Catálogo productos Limpieza Empresa de Helados Elaborado por: Nazareno Coloma Saulo Joel

Anexos 79
ANEXO N° 8
DATOS GENERALES DETERGENTE ACIDO
Fuente: Catálogo productos Limpieza Empresa de Helados Elaborado por: Nazareno Coloma Saulo Joel

Anexos 80
ANEXO N° 9
FORMATO DE CONTROL DIARIO DEL AREA CIP
Fuente: Área de CIP Empresa de Helados Elaborado por: Nazareno Coloma Saulo Joel
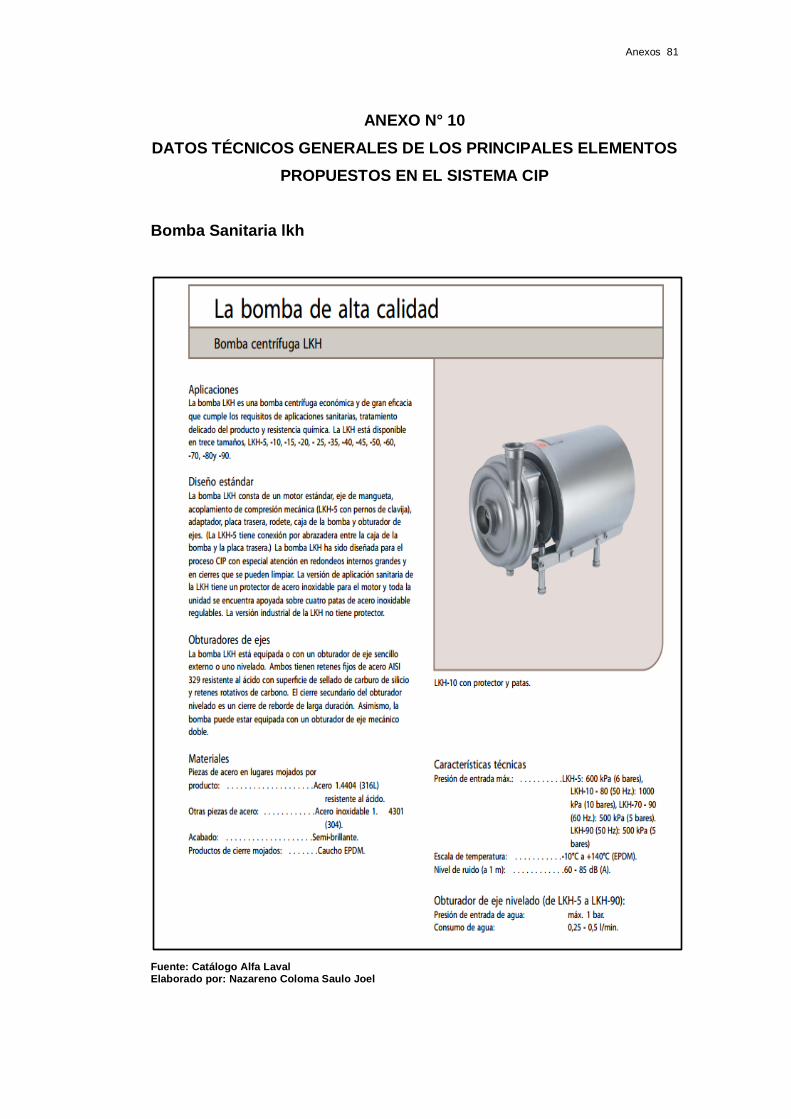
Anexos 81
ANEXO N° 10
DATOS TÉCNICOS GENERALES DE LOS PRINCIPALES ELEMENTOS
PROPUESTOS EN EL SISTEMA CIP
Bomba Sanitaria lkh
Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel

Anexos 82
Transmisor de Flujo
Fuente: Catálogo Alfa Laval
Elaborado por: Nazareno Coloma Saulo Joel

Anexos 83
Sensor de Conductividad
Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel
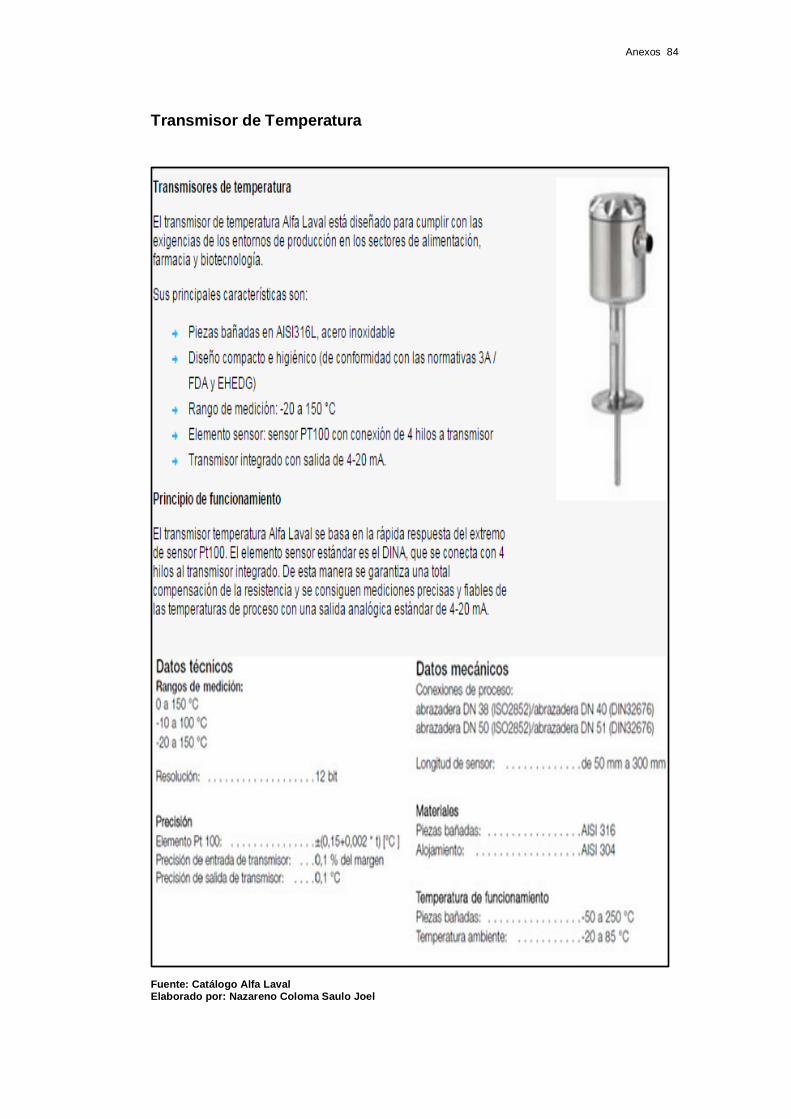
Anexos 84
Transmisor de Temperatura
Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel
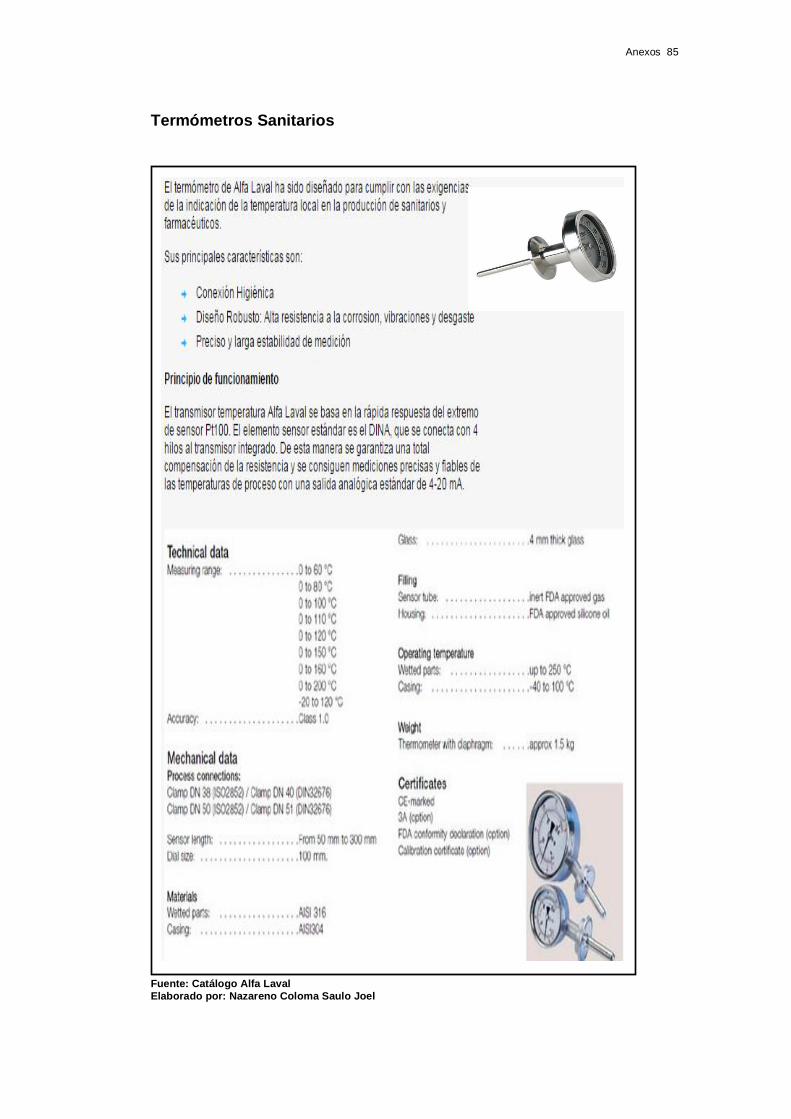
Anexos 85
Termómetros Sanitarios
Fuente: Catálogo Alfa Laval
Elaborado por: Nazareno Coloma Saulo Joel

Anexos 86
Sensor de Nivel
Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel

Anexos 87
Filtro de Retención de Partículas
Aplicación
LKVF tiene una amplia gama de aplicaciones en las que la
eliminación de
Se requiere un flujo de partículas, por ejemplo. para la protección de
una bomba de un otro equipo sensatau otro equipo sensible.
Principio de funcionamiento
Se recomienda utilizar la conexión de extremo (A) como de entrada
y la conexión del lado (B) como de salida, ver fig. 1. Este medio
que las partículas tensas fuera se reunirán dentro del filtro
elemento que facilita la limpieza, especialmente si el mango
apunta hacia abajo o si el filtro está instalado horizontalmente.
Sin embargo, ambas direcciones de flujo se pueden usar como el
perforado tubo está diseñado para resistir la caída de presión para
ambos direcciones de flujo. Si la conexión de lado (B) se utiliza como
entrada max.
presión del producto es de 7 bar.
Diseño estándar

Anexos 88
El filtro consiste en una carcasa con entrada y salida. Dentro el
elemento de la carcasa de filtro se fija de modo que se fuerza el flujo
a través de él. Este elemento consiste en un tubo perforado que
está soldada a una brida con un mango. Esta brida se ajusta a una
virola en la carcasa a la que está sujeta.
Materiales
Producto piezas húmedas de acero inoxidable: ácido-resistente AISI
316.
Otras piezas de acero: acero inoxidable AISI 304.
Juntas: caucho EPDM.
Acabado de la superficie: brillante Semi.
Tamaños
25mm (1 "), 38 mm (1½"), 51 (2 "), 63,5 mm (2 ½") y 76.1mm
(3 ").
Datos técnicos
Max. presión del producto (A = entrada): 1000 kPa (10 bar).
Max. presión del producto (B = entrada): 700kPa (7 bar).
Min. presión del producto: de vacío completo.
Rango de temperatura: -10 °
C a 140o
C (EPDM)
Área Colador:
25-38-51 mm: 430 cm2
Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel
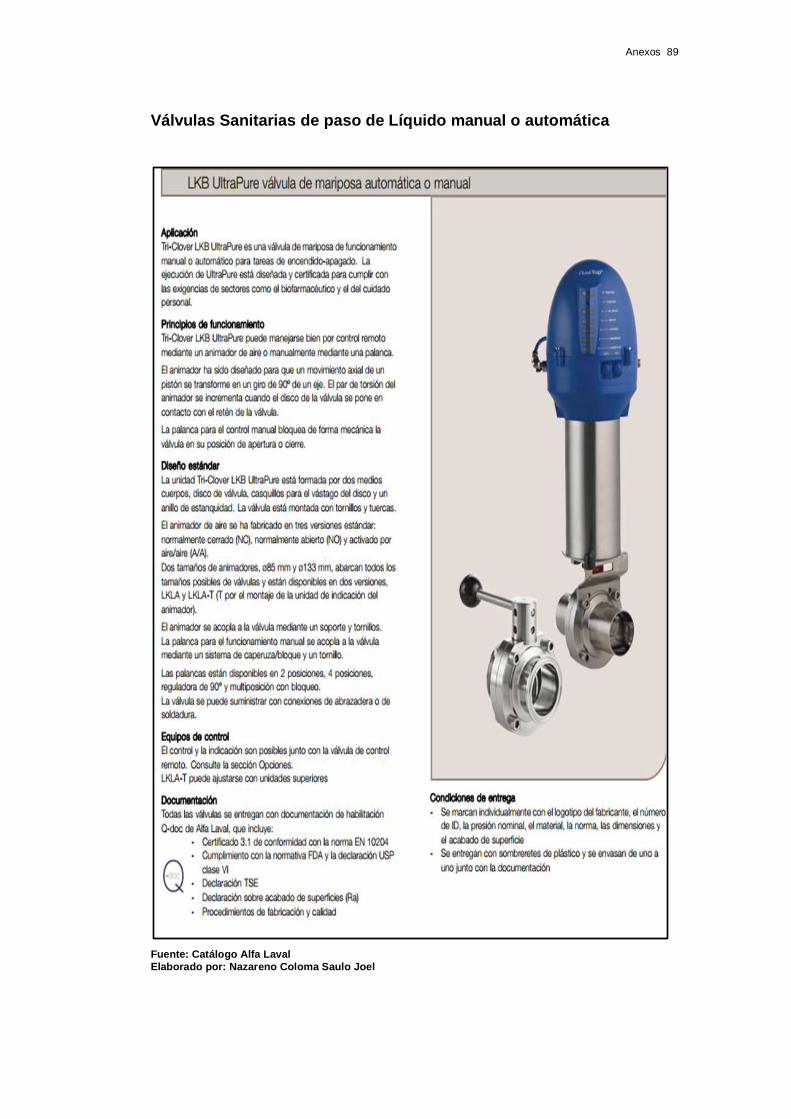
Anexos 89
Válvulas Sanitarias de paso de Líquido manual o automática
Fuente: Catálogo Alfa Laval
Elaborado por: Nazareno Coloma Saulo Joel

Anexos 90
Controlador de Válvulas
La ThinkTop D30 es una unidad básica de control de válvulas compuesta por un sistema contrastado de sensores sin contacto con indicador de estado LED a 360 grados; una válvula solenoide integrada de 3/2 vías para el actuador de resorte; y un panel de sensores de control de válvulas que permite conectarla a cualquier sistema PLC (Programming Logic Controller). Principio de funcionamiento
Instalada directamente en la parte superior del actuador de la válvula, la ThinkTop D30 es una unidad de control de válvulas fácil de usar con inteligencia integrada, que permite supervisar el estado de la presión del aire operativo, así como identificar las pérdidas y las fugas de aire. La válvula solenoide integrada sirve para controlar la válvula de procesado. La ThinkTop D30 recibe señales de un sistema PLC que controla la válvula solenoide y transmite las señales de presión de aire al sistema PLC, indicando si el actuador de válvula está activado o no, o si se produce una alarma de presión de aire. La ThinkTop D30 cuenta con un indicador de estado visual de 360 grados que puede visualizarse a distancia y en cualquier ángulo. Las comunicaciones integradas, ahora más sencillas La ThinkTop D30 puede comunicarse con cualquier sistema PLC mediante dos señales de retorno: una señal de vigilancia aérea y una señal de válvula de solenoide, utilizando cualquiera de las interfaces digitales de 24 VDC disponibles. Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel

Anexos 91
Válvula Burkert Reguladora de asiento inclinado
Descripción de tipo
La válvula de asiento inclinado con control externo se compone de un
accionamiento por émbolo neumático y de un cuerpo de válvula de 2 vías.
En función de la temperatura ambiente, el accionamiento está disponible
en dos materiales distintos: PA y PPS. La obturación del husillo
autorreajustable, de eficacia probada, garantiza una gran estanqueidad.
El cuerpo de válvula de 2/2 vías, que facilita el flujo, está fabricado de
bronce industrial o de acero inoxidable de fundición de precisión y permite
obtener altos valores de flujo. Estas robustas válvulas sin mantenimiento
pueden equiparse con un surtido de accesorios completo para la
indicación de posición, la limitación de carrera o el accionamiento manual
de emergencia.
Cuerpo de acero inoxidable o de bronce industrial con conexión con
manguito, de mordaza o por soldadura.
Flujo elevado
Larga vida útil
Fuente: Catálogo Burkert Aleman
Elaborado por: Nazareno Coloma Saulo Joel
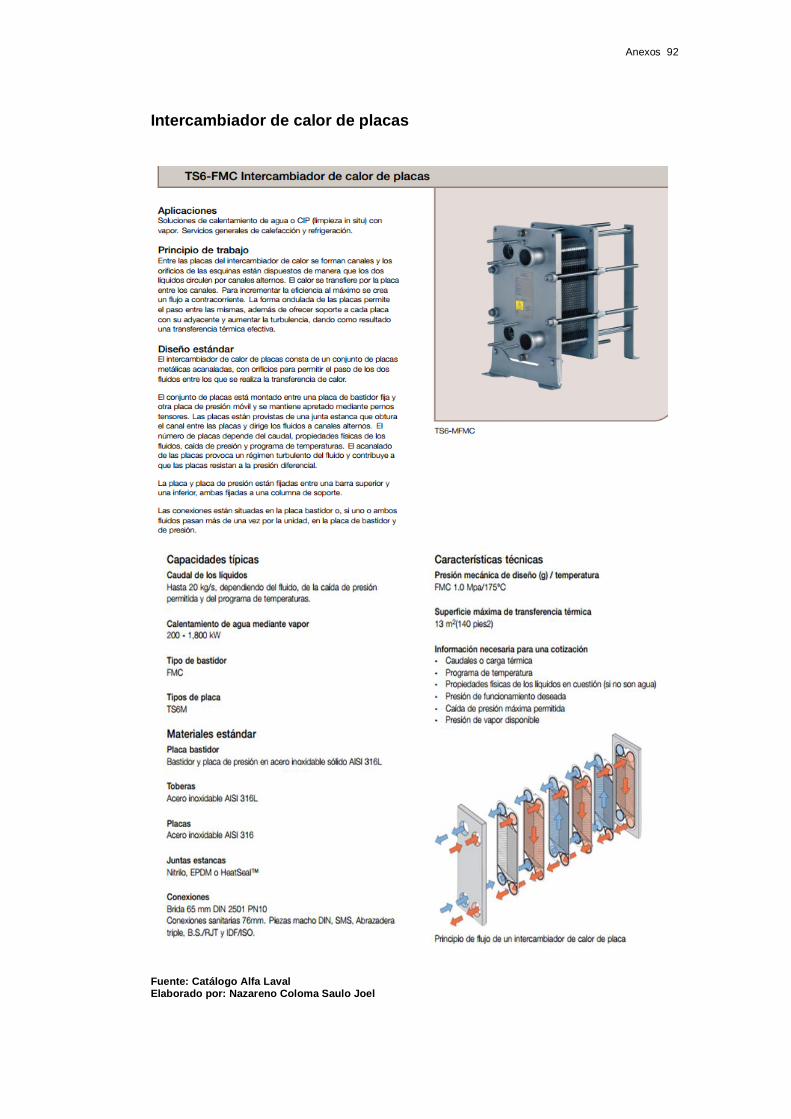
Anexos 92
Intercambiador de calor de placas
Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel

Anexos 93
Manómetros Sanitarios
Fuente: Catálogo Alfa Laval
Elaborado por: Nazareno Coloma Saulo Joel

Anexos 94
Válvulas Check Sanitarias
Válvulas Check Válvulas Check Clamp
Válvulas Check Triclamp
Las Válvulas Check son las válvulas de acero inoxidable que cuentan que son utilizas en la industria farmacéutica, cosmética y de alimentos. El funcionamiento de estas válvulas de acero inoxidable check se centra en un disco que es abierto gracias a la presión de un fluido mientras se acciona una bomba y después de abierta un resorte hace que regrese a su posición original- Las juntas o empaques que sellan estás válvulas en su interior es estrictamente PTFE O Teflón. Válvulas Check.- Estas válvulas podrán ser con extremos clamp, con extremos soldables, DIN, SMS , NPT ó O.D para tubing de alta presión. Válvulas Check Clamp.- Estas válvulas check sanitarias pueden ser operadas de manera horizontal o vertical. Válvulas Check Triclamp.- Estás válvulas de acero inoxidable sanitarias están disponibles desde ½" hasta 6". Válvulas Check DIN.- Son válvulas del tipo check que tienen extremos ROSCADOS DIN Sanitarios o en algunos casos pueden tener extremos soldables. Fuente: Catálogo Alfa Laval Elaborado por: Nazareno Coloma Saulo Joel

Anexos 95
Válvula Anti Mezcla, doble asiento mixproof
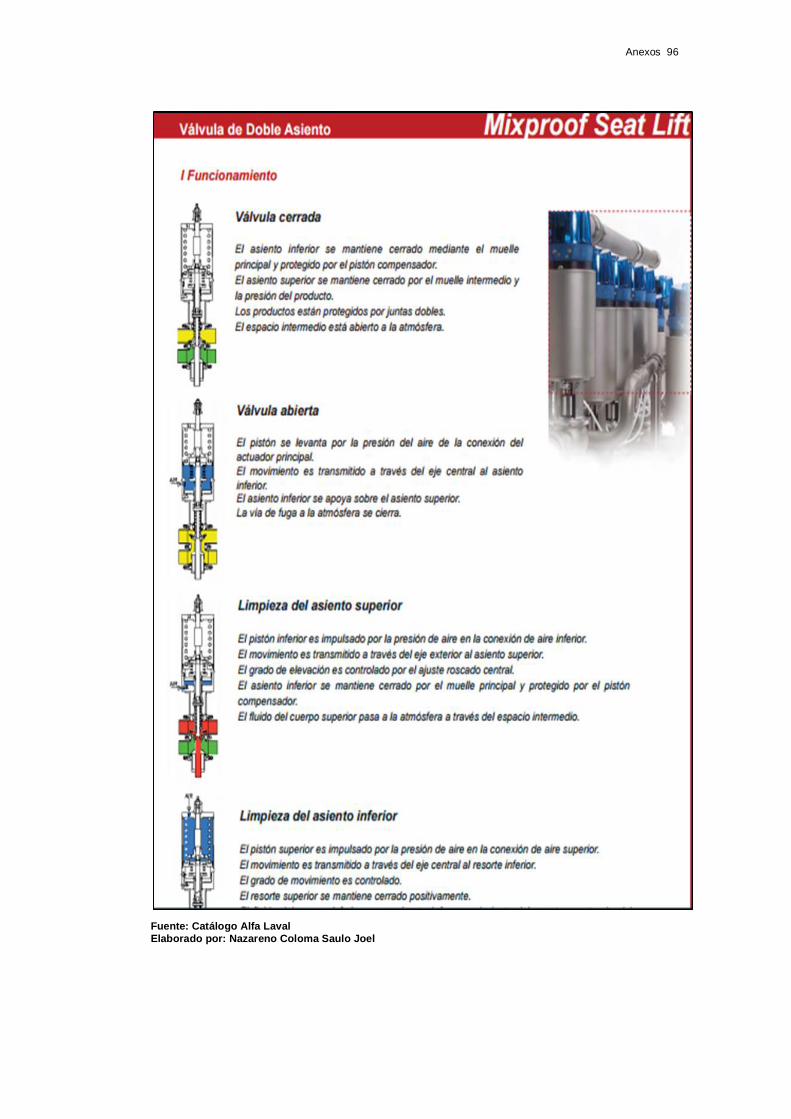
Anexos 96
Fuente: Catálogo Alfa Laval
Elaborado por: Nazareno Coloma Saulo Joel
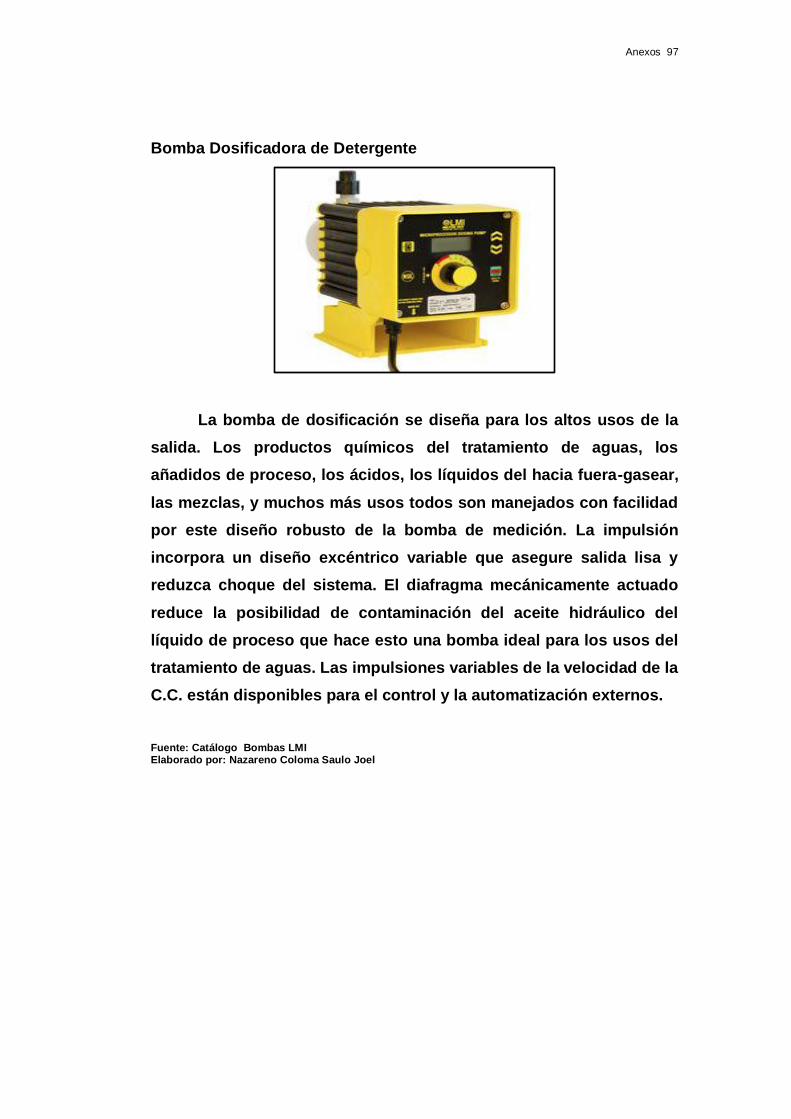
Anexos 97
Bomba Dosificadora de Detergente
La bomba de dosificación se diseña para los altos usos de la
salida. Los productos químicos del tratamiento de aguas, los
añadidos de proceso, los ácidos, los líquidos del hacia fuera-gasear,
las mezclas, y muchos más usos todos son manejados con facilidad
por este diseño robusto de la bomba de medición. La impulsión
incorpora un diseño excéntrico variable que asegure salida lisa y
reduzca choque del sistema. El diafragma mecánicamente actuado
reduce la posibilidad de contaminación del aceite hidráulico del
líquido de proceso que hace esto una bomba ideal para los usos del
tratamiento de aguas. Las impulsiones variables de la velocidad de la
C.C. están disponibles para el control y la automatización externos.
Fuente: Catálogo Bombas LMI Elaborado por: Nazareno Coloma Saulo Joel
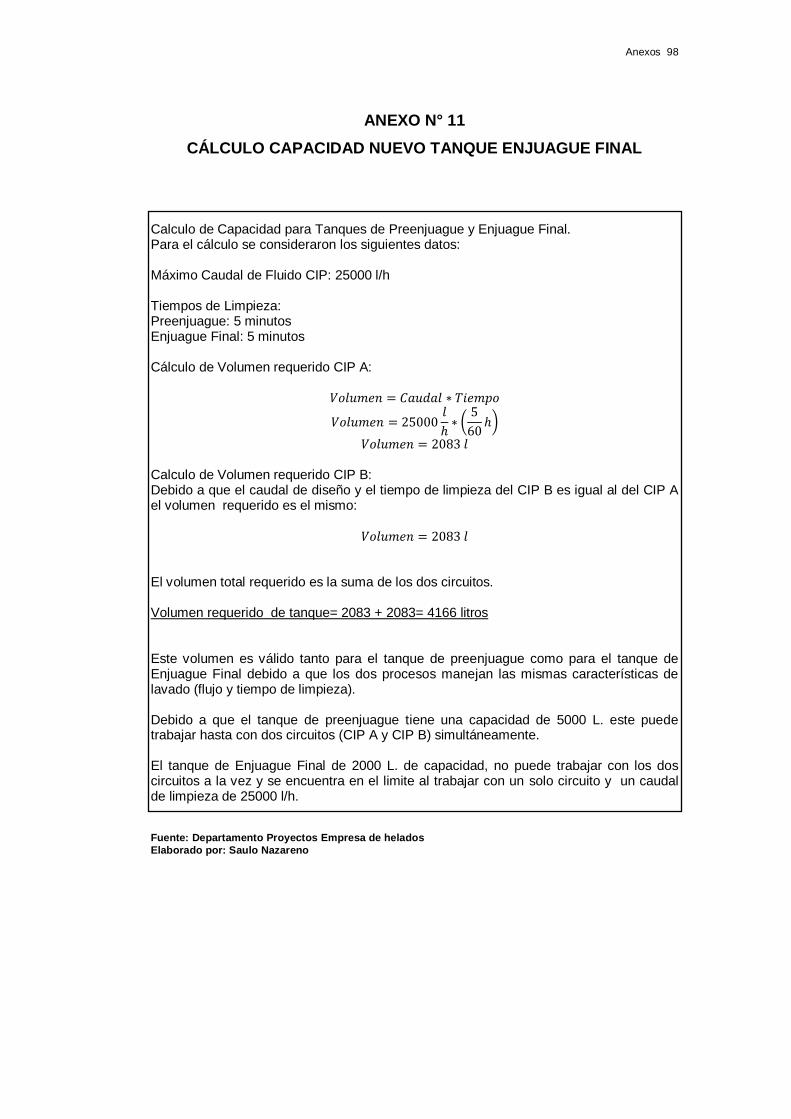
Anexos 98
ANEXO N° 11
CÁLCULO CAPACIDAD NUEVO TANQUE ENJUAGUE FINAL
Calculo de Capacidad para Tanques de Preenjuague y Enjuague Final. Para el cálculo se consideraron los siguientes datos: Máximo Caudal de Fluido CIP: 25000 l/h Tiempos de Limpieza: Preenjuague: 5 minutos Enjuague Final: 5 minutos Cálculo de Volumen requerido CIP A:
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 = 𝐶𝑎𝑢𝑑𝑎𝑙 ∗ 𝑇𝑖𝑒𝑚𝑝𝑜
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 = 25000𝑙
ℎ∗ (
5
60ℎ)
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 = 2083 𝑙 Calculo de Volumen requerido CIP B: Debido a que el caudal de diseño y el tiempo de limpieza del CIP B es igual al del CIP A el volumen requerido es el mismo:
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 = 2083 𝑙 El volumen total requerido es la suma de los dos circuitos. Volumen requerido de tanque= 2083 + 2083= 4166 litros Este volumen es válido tanto para el tanque de preenjuague como para el tanque de Enjuague Final debido a que los dos procesos manejan las mismas características de lavado (flujo y tiempo de limpieza). Debido a que el tanque de preenjuague tiene una capacidad de 5000 L. este puede trabajar hasta con dos circuitos (CIP A y CIP B) simultáneamente. El tanque de Enjuague Final de 2000 L. de capacidad, no puede trabajar con los dos circuitos a la vez y se encuentra en el limite al trabajar con un solo circuito y un caudal de limpieza de 25000 l/h.
Fuente: Departamento Proyectos Empresa de helados
Elaborado por: Saulo Nazareno

Anexos 99
ANEXO N° 12
CÁLCULO DE FLUIDO EN TUBERÍAS CIP
Caudal de fluido cip requerido en la tubería considerando como velocidad mínima de CIP de 1.5 m/s, para conseguir un flujo de régimen turbulento dentro de la tubería. Ejemplo de cálculo: Datos de Tubería: Diámetro de Tubería: 2” OD Velocidad de fluido: v=1.5 m/s (velocidad recomendada para fluido CIP) Espesor de tubería: e=1.5mm Diámetro Interno: Di=47.8 mm. Datos de Fluido: Densidad del fluido: 1000 kg/m3 Viscosidad dinámica: 1 centipoise: 0.001 N.s/m2
𝐴 = 𝐴𝑟𝑒𝑎 𝐼𝑛𝑡𝑒𝑟𝑖𝑜𝑟 =𝜋 ∗ 𝐷𝑖2
4
𝐴 =𝜋 ∗ (0.0478𝑚)2
4
𝐴 = 0.001794𝑚2 Cálculo de caudal fluido CIP (Q)
𝑄 = 𝑐𝑎𝑢𝑑𝑎𝑙 = 𝑣 ∗ 𝐴
𝑄 = 1.5𝑚
𝑠∗ 0.001794𝑚2
𝑄 = 0.002685 𝑚3
𝑠= 10
𝑚3
ℎ= 10000 𝑙/ℎ
Cálculo de Numero de Reynolds (Re)
𝑅𝑒 =4 ∗ 𝑄 ∗ 𝜌
𝜇 ∗ 𝐷𝑖
𝑅𝑒 =4 ∗ 0.002685
𝑚3
𝑠∗ 1000
𝑘𝑔𝑚3
0.001𝑁. 𝑠𝑚2 ∗ 0.0478𝑚
𝑅𝑒 = 224451.4 → 𝐹𝑙𝑢𝑗𝑜 𝑇𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡𝑜
Fuente: Departamento Proyectos Empresa de helados
Elaborado por: Saulo Nazareno
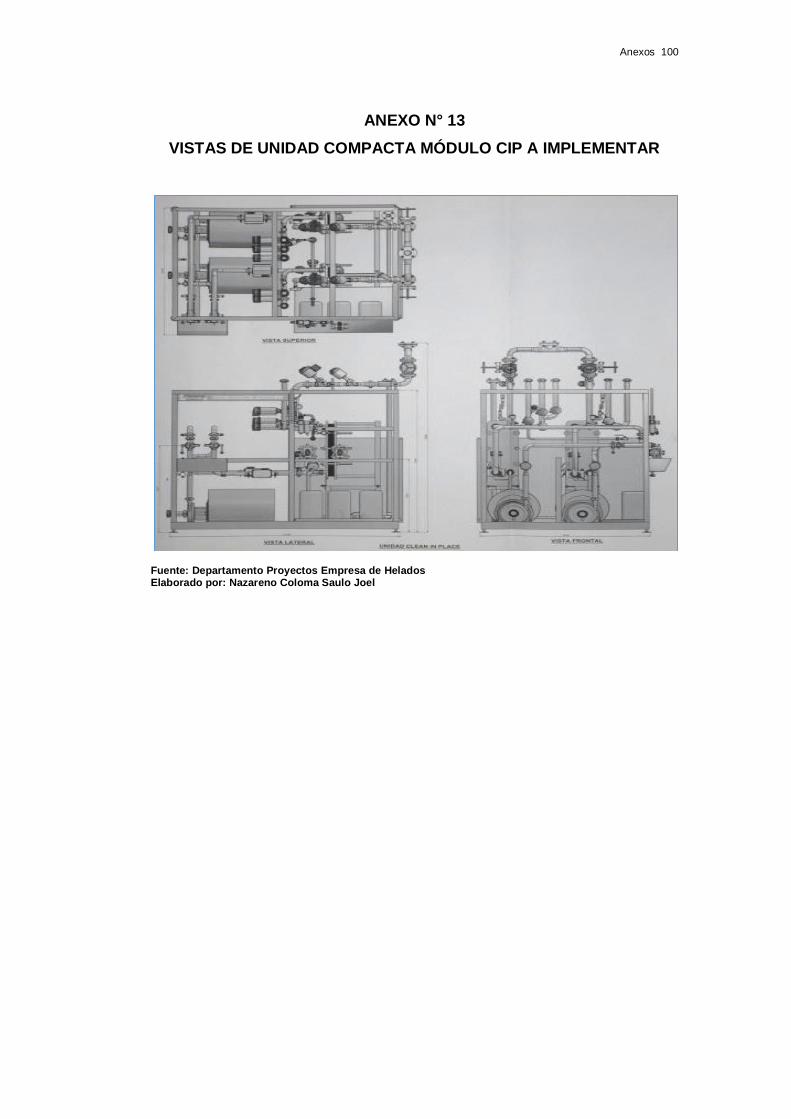
Anexos 100
ANEXO N° 13
VISTAS DE UNIDAD COMPACTA MÓDULO CIP A IMPLEMENTAR
Fuente: Departamento Proyectos Empresa de Helados Elaborado por: Nazareno Coloma Saulo Joel
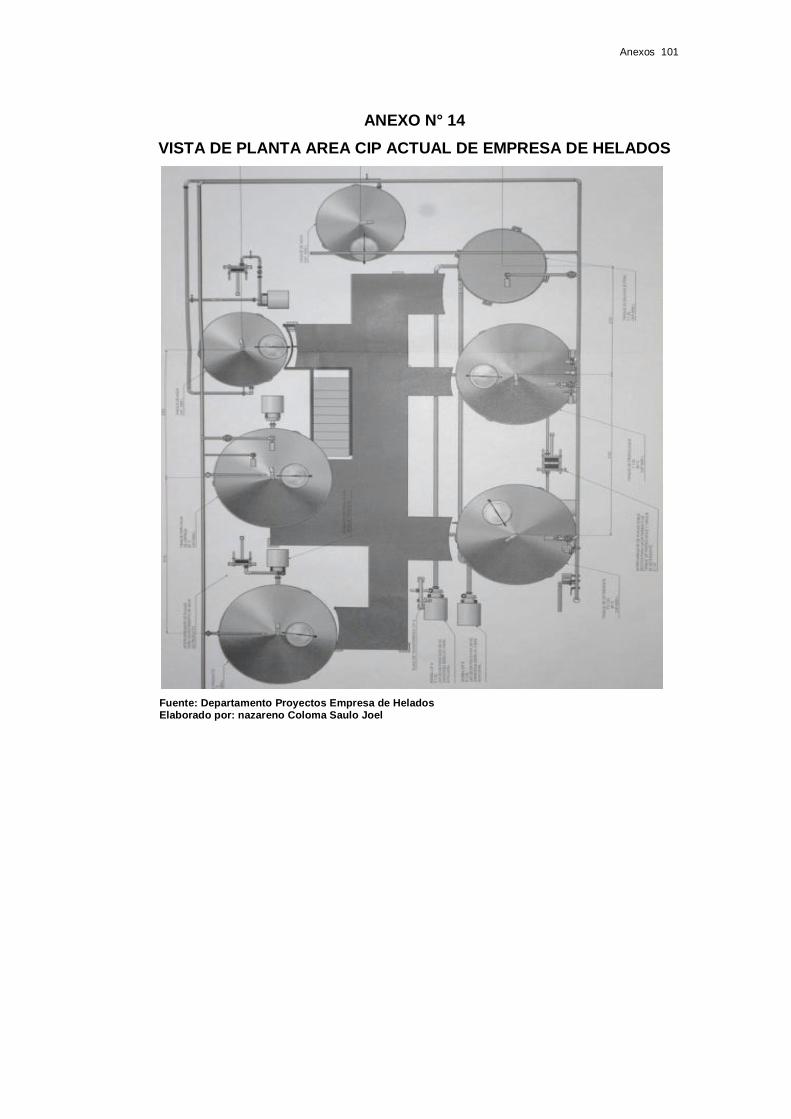
Anexos 101
ANEXO N° 14
VISTA DE PLANTA AREA CIP ACTUAL DE EMPRESA DE HELADOS
Fuente: Departamento Proyectos Empresa de Helados Elaborado por: nazareno Coloma Saulo Joel
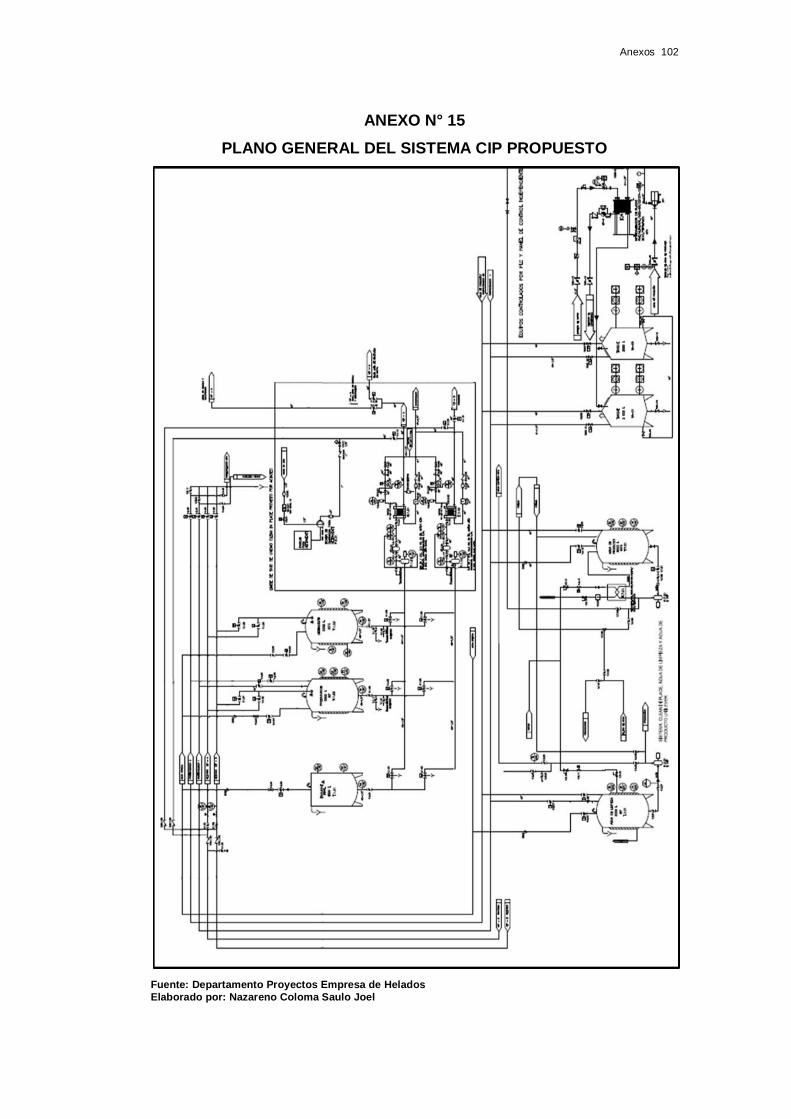
Anexos 102
ANEXO N° 15
PLANO GENERAL DEL SISTEMA CIP PROPUESTO
Fuente: Departamento Proyectos Empresa de Helados
Elaborado por: Nazareno Coloma Saulo Joel
BIBLIOGRAFIA
Block, S. S. (2001). Disinfection, Sterilization, and Preservation.
Filadelfia, USA: Lippincott Williams & Wilkins,.
Chacón, S. J. (2011). Estudio pera el mejoramiento del sistema de
limpieza de la línea de yogurt en la planta de derivados de la empresa
freskaleche S.A. Santander Colombia: Universidad de Santander.
Harutiunian, M. (2009). Sistema de limpieza CIP (Clean In Place).
La alimentacion latinoamericana. Edelflex S.A., 20,21,22.
INSHT. (2012). Evaluación de riesgo. SEGURIDAD Y SALUD EN
EL TRABJO.
INSHT. (2012). Simplificación documental. En d. 1. Real decreto
39/1997. Madrid: Publicaciones INSHT.
Ledesma Palomino, R. F. (24 de ene de 2010). cge.es/portalcge.
Obtenido de http://www.cge.es/portalcge/tecnologia/innovacion/
4116tpm.aspx
Smith, A. (1973). ADVANCES IN VIRUS RESEARCH VOL 17.
Washintong: Academic Press.
Manuales de procedimientos de limpieza de la empresa de
helados
Vásquez L y Ortega J. (2000). Salud Laboral; Gestión integrada
de seguridad y salud. Quito.


















