
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/5499/1/Anchundia...
118
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN SEMINARIO DE GRADUACIÓN TESIS DE GRADO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA GESTIÓN DE LA CALIDAD TEMA CONTROL ESTADÍSTICO DE PROCESO APLICADO A LA LINEA DE PERFILES DE ACERO DE LA EMPRESA VITROACEROS S.A. AUTOR ANCHUNDIA SANTILLÁN ERWIN SANTIAGO DIRECTOR DE TESIS Ing. Ind. BAQUE PLÚA OSWALDO MSc. 2003-2004 GUAYAQUIL - ECUADOR
-
Upload
hoangkhanh -
Category
Documents
-
view
218 -
download
0
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/5499/1/Anchundia...

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADEMICO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
GESTIÓN DE LA CALIDAD
TEMA
CONTROL ESTADÍSTICO DE PROCESO APLICADO A LA LINEA DE
PERFILES DE ACERO DE LA EMPRESA VITROACEROS S.A.
AUTOR
ANCHUNDIA SANTILLÁN ERWIN SANTIAGO
DIRECTOR DE TESIS
Ing. Ind. BAQUE PLÚA OSWALDO MSc.
2003-2004
GUAYAQUIL - ECUADOR

AGRADECIMIENTO
Quiero comenzar agradeciendo a ese ser supremo, que a donde
quiera que esté, me ha estado protegiendo y guiándome correctamente, a
ese ser maravilloso llamado Dios.
Agradezco al Ing. Roberto Acevedo Blanco Gerente de Planta de la
empresa Vitroaceros S.A. quién me brindó las facilidades para llevar a
cabo el desarrollo del trabajo, durante la instancia en la misma.
Especialmente un profundo agradecimiento a mi Director de Tesis el
MSc. Oswaldo Baque Plúa, por su labor destacada en la dirección de mi
Tesis.

DEDICATORIA
Deseo que lo que expreso a continuación tenga todo el sentimiento y
valor necesario para quienes comenzaron dándome la vida, a esos seres
maravillosos que son mis padres, máxima expresión de sacrificio y
responsabilidad, por eso con gratitud y amor dedico este trabajo.
“gracias”.

INDICE GENERAL
CAPITULO I
INTRODUCCIÓN
1.1 Antecedentes………………………………………………………………1
1.2 Justificativo…………………………………………………………………10
1.3 Objetivos……………………………………………………………………11
1.3.1 Objetivo General………………………………………………………...11
1.3.2 Objetivos Específicos…………………………………………………...11
1.4 Marco Teórico……………………………………………………………...12
CAPITULO II
SITUACIÒN ACTUAL DE LA EMPRESA
2.1 Organización del Sistema de Calidad……………………….................15
2.2 Estructura del Sistema de Calidad………………………………………19
2.3 Descripción de los Procesos y Control………………………………….20
2.3.1 Verificación del Producto……………………………………………….31
2.3.2 Acciones Correctivas……………………………………………………35
2.3.3 Personal………………………………………………………………….37
2.3.4 Uso de Métodos Estadísticos………………………………………….38
CAPITULO III
DIAGNÒSTICO
3.1 Descripción de los Problemas…………………………………………...39
3.2 Diagrama ISHIKAWA…………………………………………………….41
3.3 Cuantificación de los Problemas………………………………………...44
3.4 Tabla de Pareto……………………………………………………………46
3.5 Determinación de los Costos de No Calidad…………………………..50
3.6 Conclusión…………………………………………………………………57

CAPITULO IV
DISEÑO DE UN SISTEMA DE CONTROL ESTADÍSTICO DE
PROCESOS PARA LA LÍNEA DE PERFILES
4.1 Objetivo de la Propuesta.....................................................................60
4.2 Descripción de la Propuesta................................................................60
4.2.1 Enfoque del Control Estadístico de Procesos..................................60
4.2.2 Enfoque de Procedimientos.............................................................69
4.2.3 Enfoque de Instructivos....................................................................70
4.3 Organización de la Propuesta.............................................................71
4.4 Diseño de la Propuesta.......................................................................73
4.5 Procedimientos e Instructivos..............................................................88
4.5.1 Codificación......................................................................................88
4.5.2 Descripción de los Formatos: Cartas y gráficas de Control...........108
4.6 Costo de la Propuesta.......................................................................109
4.7 Análisis Costo / Beneficio..................................................................111
4.7.1 Análisis Costo.................................................................................111
4.7.2 Análisis Beneficio...........................................................................112
4.7.3 Recuperación de la Inversión.........................................................113
4.8 Factibilidad y Viabilidad.....................................................................115
4.9 Sostenibilidad y Sustentabilidad........................................................116
4.10 Puesta en Marcha...........................................................................117
CAPITULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones.....................................................................................120
5.2 Recomendaciones.............................................................................121

Glosario.............................................................................................124
Anexos...............................................................................................126
Bibliografía.........................................................................................145
CUADROS
Cuadro # 1 Tubos Cuadrados...................................................................3
Cuadro # 2 Tubos Redondos.....................................................................4
Cuadro # 3 Tubos Rectangulares..............................................................6
Cuadro # 4 Correas....................................................................................7
Cuadro # 5 Canales...................................................................................9
Cuadro # 6 Producción Promedio............................................................21
Cuadro # 7 Colores a emplear según espesor.........................................26
Cuadro # 8 Colores a emplear según espesor.........................................28
Cuadro # 9 Producción Promedio Mensual..............................................29
Cuadro # 10 Porcentaje de Producto No Conforme.................................34
Cuadro # 11 Porcentaje de Producto No Conforme.................................35
Cuadro # 12 Problemas Identificados en la Línea de Perfiles.................42
Cuadro # 13 Cuantificación de los Problemas.........................................47
Cuadro # 14 Tabla de Pareto...................................................................48
Cuadro # 15 Longitud de Perfiles fuera de Control..................................51
Cuadro # 16 Producción de Perfiles de Segunda....................................52
Cuadro # 17 A Tiras No Producidas.........................................................54
Cuadro # 17 B Producción No Realizada.................................................54
Cuadro # 18 A Cambios de Armado.........................................................56
Cuadro # 18 B Producción No Realizada.................................................56
Cuadro # 19 Resumen de Costos de los Problemas...............................58
Cuadro # 20 Organización de la Propuesta.............................................71
Cuadro # 21 Carta de Control para la Variable Longitud.........................77
Cuadro # 22 Carta de Control para la Variable Alma...............................81
Cuadro # 23 Carta de Control para la Variable Ala..................................85

Cuadro # 24 Compra de Equipos e Implementos..................................109
Cuadro # 25 Documentación Técnica....................................................110
Cuadro # 26 Costo / Beneficio................................................................113

RESUMEN El objetivo general del presente trabajo es determinar la situación actual de Vitroaceros en cuanto a su proceso productivo bajo ciertos delineamientos de la Norma ISO 9000 Versión 2000; tendiente a conceder una iniciativa de mejorar la calidad de su producto para mejorar la productividad; y de inducir a la organización a mejorar continuamente en lo referente a la calidad. Dicho estudio se lo realizó en la Línea de perfiles, debido al requerimiento por parte de los directivos, al proporcionar un producto que no ha sido sometido a un control. Se emplearon herramientas de ingeniería como el Diagrama de Análisis de las Operaciones, Diagrama de Recorrido, Flujogramas Diagrama Ishikawa y el Gráfico de Pareto. La situación actual de la empresa es que la misma adolece de un Sistema de Gestión de Calidad; donde el alcance del sistema que lleva a cabo la organización como un Sistema de Calidad es focalizado, no contando con la respectiva documentación y el mejoramiento de la calidad no influye directamente sobre la línea. Se diagnosticó que en la línea de perfiles se encontraron los siguientes problemas: La presencia de perfiles de segunda, el cambio continuo de armado, tiempos improductivos por espera de rollos y la longitud del perfil fuera de control; teniendo como efecto final una baja productividad de la línea. La propuesta se basa en el Control Estadístico de Procesos y comprende también la elaboración de procedimientos e instructivos. El costo total de la propuesta es de 3,093.85 dólares, y el tiempo de recuperación de la inversión por parte de la empresa es un periodo de 1.4 meses. Por tal motivo se propone diseñar un Sistema de Control Estadístico de Procesos, recomendando que el Sistema de Calidad se lo aplique durante todo el proceso de elaboración y en todos los turnos de trabajo. MSc. Oswaldo Baque Plúa Erwin Anchundia Santillán Director de la Tesis Autor de la Tesis

ABSTRACT The general objective of the present work is to determine the current situation of Vitroaceros as for its productive process under the Norma's delineamientos ISO 9000 Version 2000; tendiente to grant an initiative of improving the quality of their product to improve the productivity; and of inducing to the organization to improve continually regarding the quality. This study was carried out it in the Line of profiles machine number 1; due to the conformity of the directive of providing a product that has not been subjected to a control to that the obtained product presents problems as for its longitude and finally due to the existence of unproductive times. Engineering tools like the Diagram of Analysis of the Operations, Diagram of Journey, Flujogramas, and the Diagram Ishikawa were used. Where the fundamental base on that the proposal is based is the Statistical Control of Processes. In relation to the current situation of the company this it suffers of a System of Administration of Quality; but it carries out a low control a procedure or system that it includes a visual control and a control through mensuration teams; where the reach of the system is focalizado. They were determined that the costs of non quality, attributable to the profiles whose longitude is considered outside of control and to the presence of profiles of second it is of 47,460 dollars/año. she/he intends that to solve the problems a System of Statistical Control of Processes it should be designed, to improve the productivity in the Line of profiles, once compliment the objective of putting into practice the control graphs, the number of inspections should be reduced and to subject them to a monitoreo on the part of the operative and this way to direct efforts to the solution of other problems, tendiente to improve continually.

CAPITULO I
INTRODUCCIÓN
1.1 ANTECEDENTES
VITROACEROS S.A. posee una planta industrial, la cual está ubicada
en Milagro y ocupa un área de 55.000 metros cuadrados de los cuales
6.000 metros cuadrados son galpones cerrados.
Las oficinas se encuentran en Guayaquil y desde allí se maneja la
operación de la empresa. Con un estaff inicial de 10 personas en 1997, el
crecimiento de ventas por parte de la empresa ha hecho que actualmente
sean 10 personas en el área administrativa, 10 personas en el área
comercial y 28 personas en el área de producción.
Debido a que la empresa se ha especializado en la producción de
perfiles de acero, comprende de mejor forma las necesidades de los
clientes que se encuentran en este segmento de mercado.
La competencia de VITROACEROS S.A. se encuentra influenciada por
las siguientes entidades como lo son: IPAC, ACEROPAXI, DIPAC las
cuales son consideradas como las más importantes en este segmento de
mercado debido a la similitud de ciertos productos que elaboran estas
empresas con las de VITROACEROS.
VITROACEROS S.A. se dedica a la Manufactura de Tubos y Perfiles
de Acero; tales como tubos cuadrados, tubos redondos, tubos
rectangulares, correas, canales, los cuales se elaboran en diferentes
medidas y espesores.
Tubos Cuadrados : Son productos formados por deformación continua
a través de una máquina tubera y soldados por fusión de material por

inducción eléctrica en línea continua, por medio de un soldador de alta
frecuencia; ver figura 1. En el cuadro # 1 se presenta un listado de los
diferentes productos elaborados por la empresa.
Gráfico # 1
Tubos Redondos : Son productos formados por deformación continua
a través de una máquina tubera y soldados por fusión de material por
inducción eléctrica en línea continua, por medio de un soldador de alta
frecuencia; ver figura 2. En el cuadro # 2 se presenta un listado de los
diferentes productos elaborados por la empresa.
Calidad del Acero ASTM - A42 – 27 ES laminado en caliente y SAE 1010 laminado en frío Largo normal 6 metros. Norma ASTM A - 500
Calidad del Acero ASTM - A42 – 27 ES para laminado en caliente y SAE 1010 laminado en frío Largo normal 6 metros, Norma ASTM A - 500
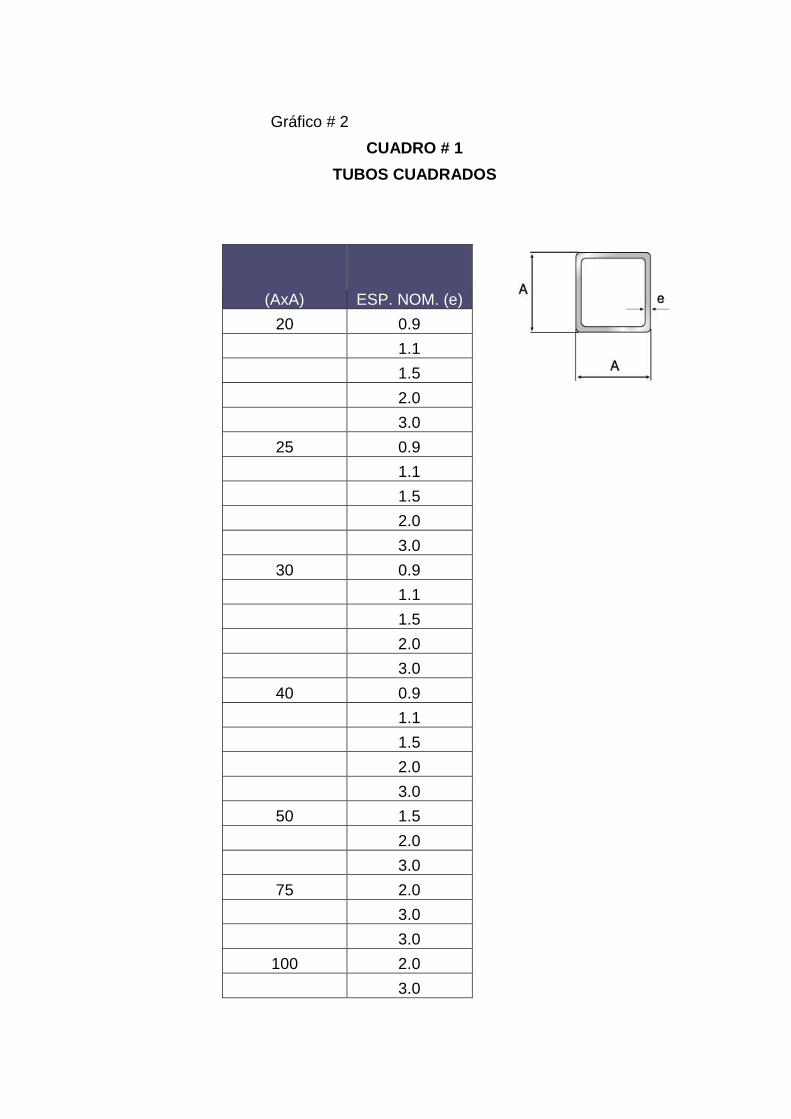
Gráfico # 2
CUADRO # 1
TUBOS CUADRADOS
(AxA) ESP. NOM. (e)
ROLLO
20 0.9
1.1
1.5
2.0
3.0
25 0.9
1.1
1.5
2.0
3.0
30 0.9
1.1
1.5
2.0
3.0
40 0.9
1.1
1.5
2.0
3.0
50 1.5
2.0
3.0
75 2.0
3.0
3.0
100 2.0
3.0

Fuente: www.vitroaceros.com
Elaborado por: Erwin Anchundia S.
CUADRO # 2
TUBOS REDONDOS
DIAMETRO NOMINAL (D) ESP. NOM. (e)
ROLLO
1" 0.9
1.1
1.5
2.0
3.0
1,1/4" 0.9
1.1
1.5
2.0
3.0
1,1/2" 0.9
1.1
1.5
2.0
3.0
1,7/8" 0.9
1.1
1.5
2.0
3.0
2" 1.5
2.0
3.0
2,1/2" 1.5

2.0
3.0
Fuente: www.vitroaceros.com
Elaborado por: Erwin Anchundia S.
Tubos Rectangulares : Son productos formados por deformación
continua a través de una máquina tubera y soldados por fusión de
material por inducción eléctrica en línea continua, por medio de un
soldador de alta frecuencia; ver figura 3. En el cuadro # 3 se presenta un
listado de los diferentes productos elaborados por la empresa.
Gráfico # 3
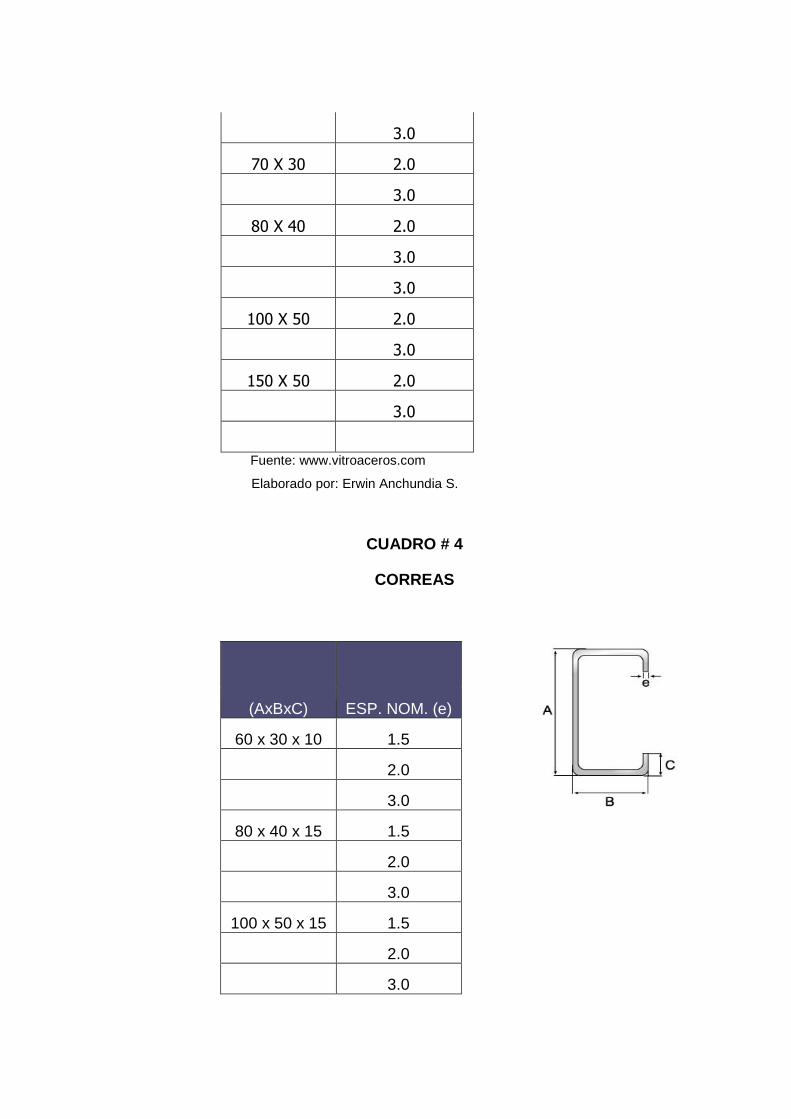
Correas : Son productos formados y doblados por deformación
continua a través de una máquina perfiladora, cuya alma se produce
desde 60 mm a 200 mm. Las alas van desde 30 mm hasta 50 mmm. Sus
lados forman un ángulo de 90 grados; ver figura 4. En el cuadro # 4 se
presenta un listado de los diferentes productos elaborados por la
empresa.
Calidad del Acero ASTM - A42 – 27 ES laminado en caliente y SAE 1010 laminado en frío. Largo normal 6 metros. Norma ASTM A - 500

Gráfico # 4
CUADRO # 3
TUBOS RECTANGULARES
(AxB) ESP. NOM. (e)
ROLLO
40 X 20 0.9
1.1
1.5
2.0
3.0
50 X 25 0.9
1.1
1.5
2.0
3.0
60 X 40 2.0
Calidad del Acero.. :A/37/24/ES Largo Normal...........:6 metros Otra Largo.......:Previa Consulta Secciones Especiales....:Previa Consulta Acabado.......................:Natural
3.0
70 X 30 2.0
3.0
80 X 40 2.0
3.0
3.0
100 X 50 2.0
3.0
150 X 50 2.0
3.0
Fuente: www.vitroaceros.com Elaborado por: Erwin Anchundia S.
CUADRO # 4
CORREAS
(AxBxC) ESP. NOM. (e)
ROLLO
60 x 30 x 10 1.5
2.0
3.0
80 x 40 x 15 1.5
2.0
3.0
100 x 50 x 15 1.5
2.0
3.0

125 x 50 x 15 1.5
2.0
3.0
150 x 50 x 15 1.5
2.0
3.0
175 x 50 x 15 1.5
2.0
3.0
200 x 50 x 15 1.5
2.0
3.0
Fuente: www.vitroaceros.com
Elaborado por: Erwin Anchundia S.
Canales : Son productos formados y doblados por deformación
continua a través de una máquina perfiladora, cuya alma se produce
desde 25 mm hasta 300 mm. Sus lados forman un ángulo de 90 grados.
Las alas van desde 40 mm hasta 50 mmm. Sus lados forman un ángulo
de 90 grados, ver figura 5. En el cuadro # 5 se presenta un listado de los
diferentes productos elaborados por la empresa.
Calidad del Acero. :A/37/24/ES Largo Normal.........:6 metros Otra Largo......:Previa Consulta Secciones Especiales...:Previa Consulta Acabado......................:Natural

Gráfico # 5
La materia prima empleada para la elaboración de los perfiles y
tubos son las bandas de acero (bobinas), laminadas en caliente y
laminadas en frío.
La planta industrial se encuentra ubicada en el cantón Milagro
provincia del Guayas, a la altura del kilómetro 4 vía Milagro – Km 26. Sus
oficinas principales se encuentran localizadas en la ciudad de Guayaquil
Kennedy Norte Edificio Torres Atlas (ver anexo # 1).
La planta cuenta con cinco maquinarias como son dos máquinas
Tuberas, tres máquinas Perfiladoras y una máquina Slitter, las cuales
están provistas de porta bobinas, equipos de soldar, cizallas, amoladoras
y bancos de trabajo; se tiene dos puentes de 5 y 10 toneladas los cuales
son de mucha importancia en el proceso, 2 montacargas, un camión para
transportar el producto.
CUADRO # 5
CANALES
(AxB) ESP. NOM. (e)
25 x 40 1.4
2
26 x 48 1.4
2
50 x 25 1.5
2.0
3.0
80 x40 1.5

2.0
3.0
100 x 50 1.5
2.0
3.0
125 x 50 1.5
2.0
3.0
150 x 50 2.0
3.0
175 x 50 1.5
2.0
3.0
200 x 50 1.5
2.0
3.0
250 x 50 1.5
2.0
3.0
300 x 50 1.5
2.0
3.0
Fuente: www.vitroaceros.com
Elaborado por: Erwin Anchundia S.
La vía de acceso a la planta la cual es muy importante es de primer
nivel, de igual manera se consta con medios de comunicación, energía
eléctrica, agua y se posee guardianía las veinticuatro horas.
La planta presenta una distribución por producto o en línea; es decir
toda la maquinaria y equipos necesarios para la fabricar determinado
producto se agrupa en una misma zona y se ordenan de acuerdo con el
proceso de fabricación; sean estos tubos o perfiles (ver anexo # 2).

El desarrollo de este trabajo se lo realizó en una de las líneas de
producción con que cuenta la planta, como lo es la Línea de Manufactura
de Perfiles en la máquina perfiladora # 1, debido al conocimiento por parte
del Gerente de Planta del trabajo a realizarse en la planta, el cual tiene
que ver con la aplicación de Control Estadístico de Proceso, realizó una
pequeña petición indicando que este trabajo recayera sobre esta línea de
producción debido a que es una de las de mayor producción y por estar
actualmente con una operación mecánica la cual tiene que ver con el
corte del perfil.
1.2 JUSTIFICATIVOS
Este trabajo se justifica por las siguientes razones:
La conformidad de los directivos de proporcionar un producto que no
ha sido sometido a un control, situación que se presenta debido a que el
mercado no es exigente, pero que con la globalización o con el ingreso de
la competencia a este segmento de mercado su posicionamiento en este
se vería reducido si no se toman acciones.
El producto obtenido en esta línea de producción presenta problemas
en cuanto a su longitud, debido a que el corte se lo realiza mediante el
accionamiento de una botonera por parte del operario; de manera que su
longitud es cortada al calculo, recalcando que la longitud normal de los
perfiles es de 6 metros, de igual manera los extremos del producto
presentan cortes deficientes.
La producción en esta línea representa un porcentaje muy alto de la
producción mensual que se realiza en la planta.

Existen tiempos improductivos de manera que afectan en la
producción de esta línea, lo que ocasiona una baja en la producción de la
Línea de perfiles.
La importancia del estudio y su utilidad debido a que se tendrá una
mejor percepción de como está trabajando la línea de producción bajo las
características anteriormente mencionadas.
1.3 OBJETIVOS
1.3.1 OBJETIVO GENERAL
Determinar la situación actual de Vitroaceros S.A. en cuanto a su
proceso productivo bajo ciertos delineamientos de la Norma ISO 9000
Versión 2000; tendiente a conceder una iniciativa de mejorar la calidad de
su producto para mejorar la productividad; y de inducir a la organización
a mejorar continuamente en lo referente a la calidad.
1.3.2 OBJETIVOS ESPECÍFICOS
Tomar la información requerida de la línea de producción de Perfiles
de acero; mediante la utilización de herramientas de ingeniería como
la utilización del Diagrama de Análisis de las Operaciones, Diagrama de
Recorrido, Flujogramas.
Analizar la información recopilada, de manera que se pueda
proporcionar información sobre la conformidad con los requisitos del
producto y de las características y tendencias del proceso.

Elaborar un diagnóstico mediante la utilización del Diagrama Ishikawa.
Determinar los costos de no Calidad.
Elaborar una propuesta.
1.4 MARCO TEÓRICO
Como marco teórico para el desarrollo del presente trabajo se tomó la
Norma ISO 9004 Versión 2000: es una guía para la gestión de la calidad y
elementos del sistema de calidad.
Desarrollando el presente trabajo, concretamente bajo la norma
ISO 9004-1 Gestión de Calidad y elementos del Sistema de Calidad -
Directrices generales. Que comprenden los siguientes puntos:
4. Responsabilidades Gerenciales
4.1 Generalidades
4.2 Política de Calidad
4.3 Objetivos de Calidad
4.4 Sistema de Calidad
5 Elementos del Sistema de Calidad
5.1. Alcance de la aplicación
5.2. Estructura del sistema de calidad
5.3. Documentación del sistema
5.4. Auditorías del sistema de calidad
5.5. Revisión y evaluación del sistema de gestión de calidad

5.6. Mejoramiento de la Calidad
6. consideraciones Financieras de los Sistemas de Calidad
7. Calidad del mercadeo
8. Calidad de la especificación y del diseño
9. Calidad en las adquisiciones
10. Calidad en los procesos
11. Control de procesos
12. Verificación del producto
13. Control de equipos de medición y ensayo
14. Control de producto No conformidad
15. Acciones correctivas
16. Actividades de post producción
17. Registros de calidad
18.Personal
19. Seguridad del producto
20. Uso de métodos estadísticos
De igual manera se tomó como referencia la tesis de grado elaborada
por el Sr. Castelanos Yagual Jhonny Fabián cuyo tema está encaminado
al Incremento de la Eficiencia en la Línea de Perfiles de la Empresa
Aceropaxi S.A. realizada en el año de 1999.
El cual indica que los perfiles como productos elaborados están
dirigidos al área de la construcción de todo estatus social y también
industrial. Por lo tanto, la Perfilería es una gama necesaria e
imprescindible para la construcción de obras y proyectos de la
comunidad y como tal se ubican en el mercado por las principales
ventajas que son la rápida y fácil colocación en el armado de la estructura
de una vivienda.

La productividad se puede entender como el resultado de incurrir en
recursos y obtener beneficios de ellos.
Todos y cada uno de los recursos tienen como finalidad satisfacer las
necesidades de los clientes brindando productos de buena calidad.

CAPITULO II
SITUACIÓN ACTUAL DE LA EMPRESA
2.1 ORGANIZACIÓN DEL SISTEMA DE CALIDAD
La organización estructural y funcional de la empresa Vitroaceros S.A.
se encuentra apoyada en una estructura orgánica de tipo vertical poco
moderna, la cual se presenta en forma de pirámide; cuenta con un
personal de experiencia que se encarga de coordinar y llevar a cabo el
plan de acción de la planta en las áreas de administración,
mantenimiento, bodega y despacho.
En la ciudad de Milagro se encuentran localizados los departamentos
que contribuyen a la realización de la parte operativa de la planta:
☯ Gerente de Planta
☯ Jefe de Planta
☯ Jefe de Bodega y Despacho
Mientras que en la ciudad de Guayaquil están localizados:
☯ Gerencia General
☯ Gerencia Financiera
☯ Gerencia de Ventas

Cabe recalcar que dentro de la organización de la empresa no se
cuenta con los siguientes departamentos:
Departamento de Calidad; o una persona a quién se le asignen
responsabilidades similares, de manera que este sea el encargado de
orientar al personal para contribuir a la calidad del producto; el cual juega
un papel muy importante dentro de la organización.
Departamento de Mantenimiento; aunque si existe un personal
encargado de realizar dichos trabajos de mantenimiento, pero se lo
realiza sólo cuando se presenta un problema.
Seguridad Industrial; que ante el proceso de producción que realiza la
empresa debería prestársele una mayor atención.
La organización estructural y funcional se la puede analizar en una
forma más clara y objetiva de acuerdo al organigrama respectivo de la
planta que se presenta de acuerdo a la situación actual y con base a los
datos obtenidos en la planta industrial (ver anexo # 3).
En relación con la organización del Sistema de Calidad de la empresa,
actualmente esta adolece de un Sistema de Gestión de Calidad; pero que
se lleva a cabo por parte de la organización un control en cuanto a la
calidad del producto bajo un procedimiento o sistema que incluye dos
condiciones: un control visual y un control a través de equipos de
medición por medio del operario; de manera que se podrá tener una
mayor apreciación cuando se revise el capítulo 2.3, donde se describe el
desarrollo de dicho control que se emplea en la empresa.
Situación que se ve influenciada por la actitud de las personas a cargo
de la dirección de la empresa, en cuanto a incurrir en costos para la
empresa a partir de la disponibilidad de contar con un departamento de
calidad y por ende un sistema de calidad, quienes indican que ésta
situación muchas veces no es conocida por el cliente y que en ciertos
casos no les importa que se cuente con un sistema de calidad, sino que el
producto final cumpla sus requerimientos y mucho más si su costo refleja
cierta aceptación por parte del mismo con relación al de la competencia.
Por tal motivo no se cuenta con la documentación del Sistema de
Gestión de la calidad, la cual debe incluir declaraciones documentadas de
una:
Política de Calidad
Objetivos de Calidad
Misión
Visión
Cabe señalar que se tiene bien en claro por parte de los directivos, que
la calidad es importante en todo proceso y que la Política de Calidad, los
Objetivos, la Misión y Visión es conocido por parte de la dirección de la
empresa. Pero que de ninguna manera se la a hecho llegar al personal
de la planta, de manera que se pueda hacer conciencia sobre el
compromiso que tiene el personal de planta de proporcionar un producto
que satisfaga las necesidades de los clientes.
Indicando que bajo conversación con el directivo de la planta en éste
caso el Gerente de Planta, supo señalar que la empresa posee sus
proyecciones, de manera que tienen un ideal a seguir condición que en

cierta forma se cumple con los objetivos, misión y política de la
organización, conocido por todos los directivos de la misma; dicha
proyecciones consiste en lo siguiente:
Convertirse en uno de los principales productores de perfilería de
acero a través de una estrecha relación comercial con nuestros
distribuidores locales, que nos permita ofrecer a los accionistas un
apropiado retorno sobre su inversión y a la vez generar oportunidades de
desarrollo al recurso humano de la empresa, actuando siempre bajo la
filosofía de preservar el medio ambiente.
Creen que su primera responsabilidad es estar al lado de los clientes
que utilizan nuestros productos. Todo lo que hacen para satisfacer sus
necesidades debe ser de óptima calidad. Constantemente deben procurar
reducir sus costos con el fin de mantener precios razonables.
Los pedidos de los clientes deben atenderse de manera rápida y
precisa. Los proveedores y distribuidores deben tener la oportunidad de
lograr una utilidad justa.
Son responsables de los empleados, de hombres y mujeres que
trabajan con ellos. Cada uno de ellos se debe considerar como un
individuo. Deben respetar su dignidad y reconocer sus méritos. Deben
sentirse seguros en sus puestos. La remuneración debe ser justa y
adecuada; y las condiciones de trabajo, claras, ordenadas y seguras.
Los empleados deben tener la libertad para expresar sus sugerencias
y reclamos. Debe existir igual oportunidad de empleo, desarrollo y
progreso para aquellas personas competentes. Deben suministrar una
gerencia competente y sus acciones deben ser justas y éticas. Deben
mantener en orden la propiedad de la cual tienen el privilegio de utilizar,
protegiendo el ambiente y los recursos naturales.

La responsabilidad final está al lado de los accionistas. Los negocios
deben generar una justa utilidad. Deben experimentar nuevas ideas. La
empresa debe dar prioridad a la investigación, desarrollar programas
innovadores y asumir los errores que se cometan.
Señalando finalmente que se tiene que mejorar en cuanto a la
situación actual de empresa, pero que el personal que labora en planta
en especial los operadores conocen que la calidad del producto que ellos
obtienen es importante, es decir están concientes de la calidad del
producto.
2.2 ESTRUCTURA DEL SISTEMA DE CALIDAD
El alcance de la aplicación es limitado debido a que dicha aplicación se
centra en dos situaciones, como lo son:
Al momento de atender el pedido de los clientes procurando de cierta
manera que estos sean atendidos de una forma rápida y precisa.
A lo largo del proceso en sí, en cuanto a que su control se lo realiza
en la parte final del mismo, en el momento en que se inicia la elaboración
del perfil, indicando que este control una vez iniciado el proceso no se lo
realiza constantemente, teniéndose como referencia que este control es el
más importante.
Es decir, el alcance del sistema que se lleva a cargo por parte de la
organización como un Sistema de Calidad es localizado; como lo es al
inicio del proceso es decir en el momento que se realiza el pedido y al
momento de obtener el producto final.
La empresa Vitroaceros S.A. como se indicó anteriormente no posee
un Sistema de Calidad; por lo tanto no se cuenta dentro de la empresa
con una estructura del sistema de calidad, salvo el caso en que se puede
indicar que cuenta con el departamento de Gerencia de Planta quién
ejerce un control sobre el producto, existiendo una persona encargada de
recopilar la documentación proporcionada por los operarios, siendo este
el jefe de planta, y a su vez esta persona entrega al Gerente de Planta
dicha información para ser revisada y analizada por el mismo y luego
entregada a los digitadores quienes ingresan la información de manera
que se lleva un control sobre el producto.
La documentación del sistema de calidad no se cuenta bajo ninguna
característica o forma; existiendo sí una documentación que consiste en
la orden de producción para la línea de perfil, la cual sirve como soporte
para los operarios y a su vez para su control al finalizar la producción,
debido a que en la misma quedan registrados por parte del operario los
controles realizados sobre los productos obtenidos en el proceso, de
manera que teniendo esta documentación, se tiene conocimiento de la
calidad del producto como los es la perfilería de primera y la perfilería de
segunda, en cuanto a que parte de la información registrada proporciona
dicha información.
En la empresa no se realizan auditorias en cuanto al sistema de
calidad, puesto que este no existe.
En cuanto a la revisión y evaluación del sistema esta no se cumple.
Mejoramiento de la calidad, situación que la tienen bien en claro, tanto
los directivos como los operarios en cuanto a que tienen que mejorar;
pero cuyo pensamiento no influye sobre la empresa de una manera
directa y eficaz de modo, que se puedan ver resultados; es decir no existe

nada escrito de manera que actúe como un respaldo sobre dicha
situación de mejoramiento.
2.3 DESCRIPCIÓN DE LOS PROCESOS Y CONTROL
El proceso para la elaboración de los perfiles de acero se inicia con la
información proporcionada por parte del departamento de ventas y del
departamento financiero, quienes son los que analizan la situación en
cuanto a los pedidos realizados por los clientes, y a demás de analizar
informaciones tendientes a proporcionar proyecciones que se tengan en
cuanto a ventas, información que se la hace llegar al Gerente Planta;
que a su vez es el encargado de llevar a cabo la producción.
Para llevar a cabo el proceso de elaboración de los perfiles se requiere
de otro proceso previo, que es el de la elaboración de los rollos, cuya
materia prima a utilizar son las bobinas de acero (bandas); donde el
producto final obtenido de este proceso, se convierte en la materia prima
(rollos) para la elaboración de los perfiles.
Cabe señalar que la producción promedio mensual de la Planta es de
2100 Toneladas, en el cuadro # 6, se presenta la producción de las dos
líneas de producción con que cuenta la Planta, resaltándose la Línea de
Perfiles, donde parte de la producción mensual indicada recae sobre la
máquina perfiladora 1 objeto de nuestro estudio.

CUADRO # 6
PRODUCCIÓN PROMEDIO
PRODUCCIÓN PROMEDIO MENSUAL
Perfiles 1600 Ton
Tubos 500 Ton
Prod.Total 2100 Ton/Mes
Fuente: Vitroaceros
Elaborado por: Erwin Anchundia S.
GRAFICO # 1
PRODUCCIÓN MENSUAL
0
500
1000
1500
2000
2500
1
1600
500
2100
Producción Mensual
Perfiles
Tubos
Prod.Total

A continuación se hace una descripción de los procesos anteriormente
señalados, iniciando con la elaboración de los rollos y luego la
elaboración de los perfiles.
Elaboración de los Rollos (flejes)
En el almacenamiento de materia prima (bobinas de acero) el cual se
encuentra localizado dentro de planta de manera que al llegar dicha
materia prima se procede a desembarcar las mismas, mediante la
utilización del puente de 10 toneladas a cargo del operador del puente.
Realizado este trabajo el puentero se encarga de identificar la materia
prima, es decir se le realiza un control de manera visual, dicho control se
realiza sobre las características físicas que presenta la materia prima,
tales como peso, ancho y espesor.
A continuación se presenta una ilustración de dicho control, en donde
se resaltan las principales observaciones que se realizan sobre la materia
prima utilizada por la empresa para la elaboración de los diversos
productos que se elaboran.

Para luego proceder a codificar la materia prima de acuerdo con la
orden que se le entrega al operador del puente de las bobinas que
ingresan a la planta, esta codificación se la realiza mediante la utilización
de una tiza donde dicho código queda registrado el interior de la bobina.
Iniciamos con la elaboración de la orden de producción, luego verificar
que si se requiere de un cambio de armado, es decir damos lugar a la
preparación de la máquina (cambio de armado) de acuerdo a las
características del desarrollo del fleje a obtener, de continuar con la
X 2 0 2 6 5 1
Producto: Banda Product:
P. Neto(Kg): 9.875 P. Bruto( Kg): 9.885 Net Weight( Lb) : 21,770 Gross Weight( Lb): 21,792 N°. Colada / Heat N°.: 241060
SA 139
1220 x 2,85 9.875 Kg

producción, es decir con el mismo armado se descarta el cambio del
mismo.
Luego, el proceso se inicia en el momento en que el puentero procede
a identificar la materia prima de manera visual de acuerdo a la orden de
producción de la máquina Slitter debido a que la orden se la coloca en la
propia bobina a ser procesada; luego se transporta la materia prima al
carro porta rollo por medio del puente de 10 toneladas.
Luego se transporta la bobina por medio del carro porta bobina el cual
se desplaza horizontalmente hasta la máquina Slitter, específicamente al
porta bobina mediante el accionamiento de una botonera por parte del
operario de la máquina.
A continuación se procede a retirar las cintas que sirven de sujeción
sobre la bobina por medio de soldadura eléctrica o en muchos casos se
lo realiza con soldadura autógena este paso lo realiza el ayudante del
operario, para a continuación de ello proceder a colocar la hoja sobre la
mesa y enderezarla mediante la ayuda de un combo cuyo cabeza se
encuentra floja del cuerpo, para luego colocarla en los rodillos guías los
cuales guiarán la hoja este paso se lo realiza colocándose sobre la hoja el
ayudante.
Luego ponemos en marcha la máquina durante un corto tiempo de
manera que al pasar por los rodillos guías y los laterales, la hoja ingresa
a los rodillos porta cuchilla los cuales están provistos de cuchillas que se
encuentran distanciadas una de otras dependiendo del ancho del rollo
que se desea; y al pasar por dichos rodillos se obtienen los flejes, dichos
flejes no son sometidos a un control permanente, es decir no se lo realiza
en todos los turnos; sino al obtener los primeros flejes, en cuanto a

verificar que se están obteniendo los desarrollos establecidos (ancho de
los flejes) por medio del uso del calibrador.
Obtenidos los flejes pasan directamente a ser colocados en la ranura
del enrollador de flejes de manera manual e individual por parte del
ayudante y el operario para luego fijar los flejes apretándolos mediante
un perno de ajuste utilizando una llave.
Posteriormente se pone en funcionamiento la máquina de manera que
una vez terminada la bobina y que el enrollador de flejes culmina su
trabajo se obtienen los rollos, para luego soldar los extremos de los rollos
por medio de soldadura eléctrica contra el mismo cuerpo, el cual muchas
veces presenta exceso de soldadura este proceso se lo realiza por parte
el operario y su ayudante.
Luego procedemos a quitar los seguros del enrollador y a levantar el
rodillo separador este paso se realiza con la ayuda del puente de 10
toneladas debido a que no funciona mediante el mando de control, luego
se acciona una botonera y estos se desplazan sobre baca porta rollo de
manera que se tiene que colocar un pedazo de madera para cumplir en
su totalidad dicho trabajo y luego se coloca en su posición original. No se
realiza ninguna inspección en cuanto al peso, ancho de los flejes
elaborados.
Finalmente se procede a codificar los rollos mediante la utilización de
un marcador y pintarlos mediante una brocha y pintura los colores
utilizados se indican en el cuadro # 7, de acuerdo con el espesor de los
flejes obtenidos, de donde luego serán transportados hasta el
almacenamiento de producto terminado por medio del puente de 10
toneladas.

CUADRO # 7
COLORES A EMPLEAR SEGÚN ESPESOR
Espesor Color
0,9 NEGRO
1,1 AZUL
1,4 BLANCO
1,5 ROJO
2 VERDE
3 AMARILLO
Fuente: Vitroaceros
Elaborado por: Erwin Anchundia S.
En el anexo # 4 se puede apreciar el Diagrama de Análisis de las
Operaciones donde se detallan las principales actividades que se llevan
acabo y que influyen directamente en el proceso de la elaboración de
rollos, desde el almacenamiento de materia prima hasta el
almacenamiento de producto terminado.
De igual manera podemos apreciar en el anexo # 5 el Diagrama de
Recorrido para la elaboración de los rollos.
En el anexo # 6 se puede apreciar el Flujograma de la elaboración de
los rollos, que va desde la elaboración de la orden de producción hasta el
almacenamiento de producto terminado.
Elaboración de los Perfiles

El mismo se inicia con la elaboración de la orden de producción,
incurriendo en el cambio de armado de acuerdo a las características del
perfil a producir, de continuar con la producción se descarta dicho cambio.
El operador del puente se encarga de seleccionar el rollo (materia
prima) bajo ciertos parámetros (ancho, espesor) indicados por el operario
de la máquina perfiladora, esta selección se lleva a cabo de manera visual
debido a que en el proceso anterior se codificaron los rollos.
Luego se transporta el rollo a la máquina perfiladora por medio del
puente de 10 toneladas, específicamente al porta bobina.
Colocado el rollo en el porta bobina se procede a fijar el rollo por parte
del ayudante del operario mediante una abrazadera, utilizando una llave y
luego se procede a tomar los datos del rollo anotándolos en una hoja sin
formato alguno.
Luego se procede a desoldar el extremo del fleje soldado con la ayuda
de una amoladora angular indicándose que durante la misma no se
cuenta con ninguna protección visual, en ocasiones esta operación se la
realiza mediante un tubo cuadrado el cual posee uno de sus extremos
achatado, siendo utilizado como palanca.
A continuación se procede acortar dicho extremo con la ayuda de una
cizalla donde incurren el operario y su ayudante debido a que la cizalla no
presenta estabilidad sobre el piso, produciéndose movimientos de la
misma al momento del corte. De igual manera se presentan problemas al

momento de trabajar con espesores de 3 mm donde el esfuerzo es mucho
mayor debido a la dificultad para cortar el fleje.
Se continúa con la unión de los rollos por medio de soldadura, es decir
el que inicia y el que termina el proceso de no ser así se procede a pasar
el rollo. Soldados los extremos el operario se dirige al mando de control
para poner en funcionamiento la máquina, pasando por cada uno de los
rodillos provistos de piezas cilíndricas de diferentes formas y medidas
(matricería), conformada por un grupo de 7 pasos.
Durante este proceso es necesario la refrigeración del perfil, para
permitir el conformado del mismo, aumentar la vida útil de la matricería
debido al esfuerzo a que son sometidas y además de dotar de una capa
protectora contra la corrosión del producto.
Iniciado el proceso es inspeccionado el primer perfil por parte del
operario que está la mando de la máquina, debido a que se presentan
problemas de calibración, problemas con la mesa y el carro porta cuchilla
y de manera muy especial al momento de obtener el perfil, debido a que
al llegar uno de los extremos del perfil a un punto de la mesa el operario
debe accionar dos botones de manera que la cuchilla se activa y corta el
perfil; es decir este proceso es actualmente mecánico cuando debe ser
automático.
Cabe recalcar que no se realiza ningún control del producto antes de
que se realice un primer corte para luego darle continuidad al proceso
sino después de obtener el primer perfil. Realizado el corte del perfil este
se desliza sobre una pequeña rampa, de donde el ayudante procede a
ordenar el producto. Finalmente se procede a pintar el perfil utilizando una
brocha y pintura cuyo color varía con relación al espesor del producto, de
manera que los colores utilizados se aprecian en el cuadro # 8.

CUADRO # 8
COLORES A EMPLEAR SEGUN ESPESOR
Espesor Color
1,5 ROJO
2 VERDE
3 AMARILLO
Fuente: Vitroaceros
Elaborado por: Erwin Anchundia S.
Posteriormente el producto terminado es transportado al
almacenamiento provisional de producto terminado con la ayuda del
puente de 5 toneladas.
En el anexo # 6 se puede apreciar el Diagrama de Análisis de las
Operaciones donde se detallan las principales actividades que se llevan
acabo y que influyen directamente en el proceso de la elaboración de los
perfiles desde el almacenamiento de materia prima hasta el
almacenamiento de producto terminado.
De igual manera podemos apreciar en el anexo # 7 el Diagrama de
Recorrido para la elaboración de los perfiles.
En el anexo # 9 se puede apreciar el Flujograma de la elaboración de
los perfiles, que va desde la elaboración de la orden de producción hasta
el almacenamiento provisional de producto terminado.

El promedio de producción de la línea de Perfiles es de 1600
Toneladas mensuales, de las cuales 700 Toneladas corresponden a la
Perfiladora 1 objeto de nuestro estudio; como se indica continuación en el
cuadro # 9.
CUADRO # 9
PRODUCCIÓN PROMEDIO MENSUAL
Línea de Perfiles
Perfiladora 1 700 Ton Perfiladora 2 400 Ton Perfiladora 3 500 Ton
Total Perfiles 1600
Fuente: Vitroaceros
Elaborado por: Erwin Anchundia S.
GRAFICO # 2
PRODUCCIÓN PROMEDIO MENSUAL
0
500
1000
1500
2000
Per
filad
ora
1
Per
filad
ora
2
Per
filad
ora
3 Tot
alP
erfil
es
700
400 500
1600
Producción Mensual - Linea de Perfiles

Diagrama de Recorrido
El recorrido para la elaboración de los diferentes productos se inicia en
la bodega de materia prima la cual está ubicada en el interior de la planta
desde donde se transporta a la máquina Slitter teniendo como resultado la
obtención de los rollos, denominados también flejes; los cuales varían en
su desarrollo (ancho), debido al producto a realizarse, siendo transportado
al almacenamiento de producto terminado.
Este almacenamiento de producto terminado para la máquina Slitter se
convierte en almacenamiento de materia prima para la máquina, debido a
que desde este lugar se aprovisiona de materia prima a la máquina
Perfiladora para la elaboración de los diferentes productos. De donde el
producto obtenido de esta línea de producción se transporta por medio del
puente al almacenamiento provisional de producto terminado.
En el anexo # 10 se puede observar el recorrido de una manera
general dentro de planta, que involucra la elaboración de los rollos hasta
la obtención del perfil como producto terminado.
Control de Procesos
El control de procesos se lleva acabo a cargo del Gerente de Planta
quien es la persona encargada de planificar y llevar a cabo la producción,
realizando dicho control, mediante rondas permanentes por toda la planta
realizando inspecciones en la línea de producción; de manera que se
permita tener una apreciación de como se está trabajando.
Control que no se lleva bajo condiciones controladas dado el caso en
que se presentan las siguientes condiciones:

La falta de disponibilidad de instructivos de trabajo, en el caso de la
interacción entre operario-ayudante.
El no uso de equipos de protección.
La falta de disponibilidad de equipos de medición.
Señalando que la empresa no aplica ningún método apropiado para el
seguimiento y cuando sea aplicable la medición de los procesos de
manera que se pueda demostrar la capacidad de los procesos para
alcanzar los resultados planificados; y de tener un control del proceso.
2.3.1 VERIFICACIÓN DEL PRODUCTO
La verificación del producto que se lleva a cargo por parte de la
empresa es aquel control de calidad que se lo realiza a través del
operario quien está al mando de la máquina.
Este control se lo realiza mediante un sistema que aplica dos métodos:
Control Visual
Control a través de Instrumentos
Control Visual: el cual se lleva a cabo al inicio del proceso y durante el
mismo, de manera que a criterio del operario se realizan acciones
correctivas durante el mismo a partir de las características que observe el

operario en el producto tales como tiras torcidas, alas con diferentes
medidas, es decir juega un papel importante el aspecto físico que
presente el perfil, dado que dicha condición es asumida a criterio del
operador que esté a cargo de la máquina.
Control a través de instrumentos: este control se lo realiza mediante la
utilización de calibradores en el caso de la máquina Slitter en donde el
control se realiza al obtener los desarrollos requeridos por las líneas de
producción; y en las líneas de producción siendo estas Perfiladoras y
Tuberas, este control se lo realiza al obtener los primeros productos
verificando que este cumpla con los requisitos, aplicando una acción
correctiva en el momento si el caso así lo amerita, señalando que este
control no se lo realiza en el siguiente turno debido a que se asume que el
proceso no tiene ninguna variación que cause problemas en cuanto a las
dimensiones del producto, salvo las variaciones que se presenta
consideradas como normales del proceso.
Control de Equipos de Medición
El control de los equipos de medición y ensayo, no se lleva a cabo por
parte de la organización, es decir no se asegura de la validez de los
resultados, indicando que el equipo de medición en este caso es el
calibrador y el flexo-metro utilizados por parte de la empresa los cuales no
se los protege contra daños y el deterioro durante la manipulación, el
mantenimiento y el almacenamiento de los mismos.
Indicando que se tiene determinado el seguimiento y la medición a
realizar, y los equipos de medición necesarios para proporcionar la
evidencia de la conformidad del producto, de manera que se proporcione
un producto que cumple con los requisitos determinados por la
organización.
Control del Producto No Conforme
Los productos no conformes comprenden los llamados perfiles de
segunda, siendo estos, aquellos perfiles defectuosos debido a la
calibración y a la presencia de soldadura en los mismos. El control del
producto no conforme se lo trata de la siguiente manera:
Tomando acciones para eliminar la no conformidad.
Tomando acciones para impedir su uso o aplicación originalmente
previsto.
Dado a que se identifica el producto no conforme colocándolo en un
sitio específico del lugar de trabajo, y trasladándolo luego a otro lugar
específico para este tipo de producto. Los controles, las
responsabilidades y autoridades relacionadas con el tratamiento del
producto no conforme están definidas, pero no mediante un procedimiento
documentado.
A continuación se presenta el cuadro # 10, en donde se indica el
porcentaje de productos no conforme que se presentan en las líneas de
producción.
CUADRO # 10
PORCENTAJE DE PRODUCTO NO CONFORME

LINEAS DE PRODUCCION
Prod/Mes % Prod. Defectuosa
Perfiles 1600 1.5 24 Ton
Tubos 500 4 20 Ton
Chatarra 2100 0.3 6.3 Ton
Fuente: Vitroaceros
Elaborado por: Erwin Anchundia S.
GRAFICO # 3
PORCENTAJE DE PRODUCTO NO CONFORME
1.5%
4%
% Producto No Conforme
Perfiles
Tubos

En donde la Perfiladora 1 aporta con el 0.65625% del 1.5%
correspondiente a la Línea de perfiles, es decir participa con 10.5
Toneladas como promedio de las 24 Toneladas que se obtienen al mes;
como se indica a continuación en cuadro # 11.
CUADRO # 11
PORCENTAJE DE PRODUCTO NO CONFORME
% PRODUCTO NO CONFORME Línea de Perfiles
Prod. Defectuosa
(Toneladas) %
Perfiladora 1 10.5 0.65625 Perfiladora 2 6 0.375 Perfiladora 3 7.5 0.46875
TOTAL 24 1.5
Fuente: Vitroaceros
Elaborado por: Erwin Anchundia S.
GRAFICO # 4
PORCENTAJE DE PRODUCTO NO CONFORME
0.65625
0.375
0.46875
% Producto No Conforme Línea de Perfiles
Perfiladora 1 Perfiladora 2 Perfiladora 3

2.3.2 ACCIONES CORRECTIVAS
Las acciones correctivas tomadas para eliminar la causa de no
conformidades se ejecutan al inicio de la realización del producto, debido
a que el proceso así lo requiere; puesto que su deformación continua
requiere de una calibración permanente en su matriz; con el objeto de
eliminar dicha no conformidad y de prevenir que vuelva a ocurrir.
Dichas acciones correctivas tomadas normalmente radican en la
característica física del producto; las no conformidades normalmente
suelen ser: perfil arqueado, desigualdad en su ala, pestaña y la presencia
de soldadura debido a la unión de los flejes; situaciones que se presentan
al inicio del proceso, acciones tomadas que comprenden la calibración y
el corte del perfil respectivamente.
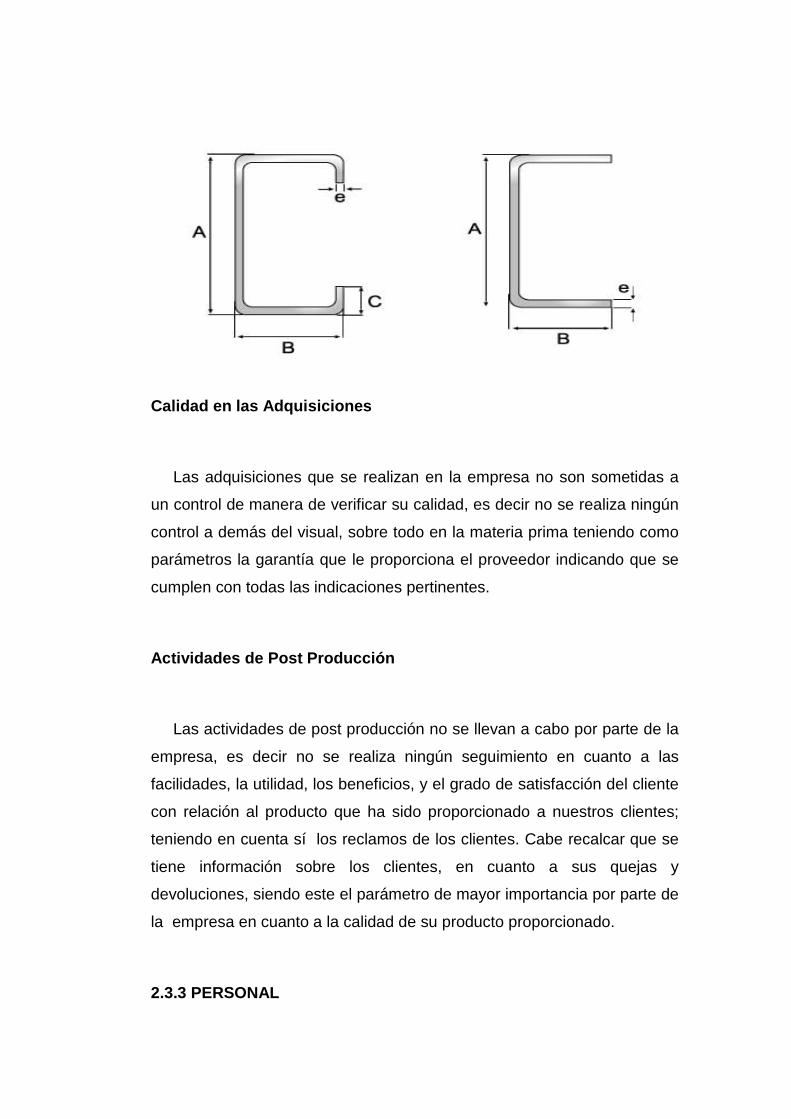
Calidad de la Especificación y Diseño
La calidad de la especificación y del diseño no presenta ningún
inconveniente, debido a que están bien definidas las especificaciones y
diseños; en cuanto a los productos que se proporcionan, es decir se tiene
establecido las características del producto como su alma, ala, pestaña,
espesor.
Completándose con un diseño el cual no representa ningún problema
hacia el cliente, en incluso pueden estos hacer pedidos especiales como
la longitud del perfil capaz de cumplir la empresa con ellos, dentro de la
capacidad que tenga la empresa para cumplir los mismos. A continuación
se presenta una ilustración del diseño actual de los perfiles elaborados en
la línea de perfiles.
Calidad en las Adquisiciones
Las adquisiciones que se realizan en la empresa no son sometidas a
un control de manera de verificar su calidad, es decir no se realiza ningún
control a demás del visual, sobre todo en la materia prima teniendo como
parámetros la garantía que le proporciona el proveedor indicando que se
cumplen con todas las indicaciones pertinentes.
Actividades de Post Producción
Las actividades de post producción no se llevan a cabo por parte de la
empresa, es decir no se realiza ningún seguimiento en cuanto a las
facilidades, la utilidad, los beneficios, y el grado de satisfacción del cliente
con relación al producto que ha sido proporcionado a nuestros clientes;
teniendo en cuenta sí los reclamos de los clientes. Cabe recalcar que se
tiene información sobre los clientes, en cuanto a sus quejas y
devoluciones, siendo este el parámetro de mayor importancia por parte de
la empresa en cuanto a la calidad de su producto proporcionado.
2.3.3 PERSONAL

El personal que labora en la línea de producción comprende un
número de seis personas, tres operarios y tres ayudantes, los cuales
están compartidos en tres grupos que cubren las jornadas de trabajo;
personal que posee experiencia, es decir es un personal que tiene
conocimientos básicos de los trabajos posibles a realizar, pero reciben
poca protección personal y además el no uso de los equipos
proporcionados por la empresa como son los tapones.
No se ha tomado en cuenta la necesidad de elaborar un programa de
capacitación al personal que desarrolla sus actividades en la línea de
producción y especialmente al personal que ingresa por primera vez a
laborar en la planta, los cuales reciben poca orientación del trabajo a
desempeñar, cuya información muchas veces la recibe del personal que
no tienen funciones similares a las que se pretende desempeñar.
La capacitación del personal es el recurso más valioso de una
empresa, para lograr una organizada tecnificación y un coordinado
desarrollo de las habilidades y actitudes del personal que realice
diferentes actividades dentro de la planta y en otras áreas, y así cumplir
con el objetivo trazado por la empresa.
Seguridad del Producto
La seguridad del producto está dada por la calidad de la materia prima
que utiliza la empresa, dado que el proveedor proporciona todas las
garantías en cuanto al cumplimiento de todos los requisitos (físicos,
químicos, característico de la materia prima) que debe sumar la bobina de
acero, siendo esta la materia prima utilizada por parte de la empresa.

2.3.4 USO DE MÉTODOS ESTADÍSTICOS
El uso de métodos estadísticos no son aplicados por parte de la
organización, teniendo en cuenta que se posee cierta información
necesaria para la empresa en cuanto a la producción de la misma y de
saber como se está cumpliendo con el programa, pero ninguno necesario
para demostrar la idoneidad y la eficacia del sistema de calidad, como en
el caso de la orden de producción, donde se registran los perfiles
producidos y los perfiles de segunda.

CAPITULO III
DIAGNÓSTICO
3.1 DESCRIPCIÓN DE LOS PROBLEMAS
Los problemas de la planta encontrados en la Línea de Perfiles
máquina 1 se describen a continuación:
Problema 1: Presencia de Perfiles de segunda
Los perfiles de segunda se obtienen a causa de la presencia de
soldadura en los perfiles, debido a la unión de los flejes por medio de
soldadura en el proceso, situación que de no existir no se logra seguir
con el proceso; otra causa de este problema resulta la calibración de los
pasos, puesto que esta depende de la precisión con que lo haga el
operador, recalcando que actualmente no se cuenta con equipos o
sistemas para la realización de dicho trabajo.
De lo mencionado anteriormente podemos apreciar que no se tiene la
misma precisión por parte de los operarios y además que esta calibración
es típica del proceso, indicando que muchas veces no se está en
condiciones aceptables de trabajo, debido a que en ocasiones no se
cuenta con los equipos necesarios para que se logre realizar dicho
trabajo.
Problema 2: Cambio Continuo de Armado
Situación que se presenta por las siguientes causas: el cambio de
orden de producción debido a la necesidad de elaborar un nuevo

producto; a la falta de materia prima y a la falta de rollos para la
elaboración de los perfiles.
Todas estas situaciones obligan a realizar otra orden de producción,
dando como resultado el cambio de armado para que se lleve a cabo la
elaboración del siguiente producto, de manera que se requiere de cierto
tiempo para la realización de los cambios de armado, dando como
resultado la paralización de la máquina.
Problema 3: Tiempo Improductivo por Espera de Rollo
Este tiempo se presenta a causa de que el puente de 10 toneladas se
encuentra cumpliendo otras actividades, como quitando los seguros de la
máquina Slitter, desembarcando las bobinas que ingresan a la planta,
además de aprovisionar de rollos a las restante máquinas de la planta y
finalmente el almacenamiento de los rollos que muchas veces no son
colocados de una manera correcta, de modo que dicho almacenamiento
permita tener la facilidad suficiente para lograr su transporte.
De manera que durante este tiempo el operador de la máquina y su
ayudante están en espera del rollo requerido para continuar con el
proceso, por consiguiente se detiene la Línea de Producción, teniendo un
tiempo improductivo por espera de rollo.
Problema 4: Longitud del Perfil Fuera de Control
Problema debido a que los perfiles obtenidos en la Línea de Perfiles
máquina 1 presentan una longitud mayor a la establecida como longitud
normal, la cual es de 6 metros (6000 mm), situación que se presenta
durante todo el proceso de la realización del perfil, puesto que su
presencia se debe a causa del accionamiento mecánico en cuanto a la
velocidad con que se lo realice; otra causa de este problema es la

predisposición del operador debido a que en ocasiones se distrae por
cualquier motivo durante el proceso y a los criterios de corte del perfil con
relación al momento en que tienen que realizar el corte del mismo con la
ayuda de una señal.
Causas que dan como resultado perfiles con una longitud que si bien
es cierto no influye en la aceptación del producto por parte del cliente,
pero sí en lo económico para la empresa.
A continuación el cuadro # 12 se presenta un resumen a manera de
tener una mejor apreciación de los problemas encontrados en la máquina
perfiladora # 1 con sus respectivas causas y efectos que incurren en
cada uno de los problemas anteriormente descritos.
3.2 DIAGRAMA ISHIKAWA
Finalmente se puede apreciar el Diagrama ISHIKAWA, donde se ven
reflejados todos los problemas que se encontraron en el estudio
preeliminar que se realizó en el lapso de un mes a la empresa
Vitroaceros, donde se pueden apreciar las causas anteriormente
señaladas con el efecto que producen como resultado. En este diagrama
se observa que el efecto final es una Baja Productividad en la Línea de
Perfilería, que se ha generado por los siguientes problemas:
� Presencia de Perfiles de Segunda
� Cambio Continuo de Armado
� Longitud del Perfil fuera de control
� Tiempo Improductivo por Espera de Rollo.
3.3 CUANTIFICACIÓN DE LOS PROBLEMAS
Para detectar la frecuencia con que se presentan los problemas
anteriormente señalados y que fueron descritos al inicio de este capítulo;
se tomó un muestreo en lapso de un mes, tiempo que se lo trató por
semanas a manera de poder tener una mayor facilidad para obtener la
información.
Problema 1: Longitud del Perfil Fuera de Control El problema de la longitud del perfil fuera de control se presenta a lo
largo de todo el proceso como se indicó anteriormente, de manera que en
el Anexo # 11 se puede apreciar la producción del mes objeto de estudio
donde se identifica la producción por semanas, información utilizada para
la cuantificación del problema.
Por motivo del accionamiento mecánico en la primera semana se
presentó en una frecuencia de 270 y en la última semana una frecuencia
de 84 totalizando una frecuencia de 586 en el mes; a causa de la
predisposición del operador en la primera semana se obtuvo una
frecuencia de 330 y en la última semana una frecuencia de 66 totalizando
una frecuencia de 654 en el mes.
Sumando los totales de cada una de las causas que son motivo de la
presencia de longitud del perfil fuera de control se obtiene una frecuencia
de 1240 en el mes.
Problema 2: Presencia de Perfiles de segunda
Los perfiles de segunda a causa de la calibración en la primera
semana se obtuvo una frecuencia de 24 y en la última semana se obtuvo
una frecuencia de 38, totalizando una frecuencia de 100 en el mes; a

causa de la soldadura en la primera semana se obtuvo una frecuencia de
38 y en última semana una frecuencia de 50, totalizando una frecuencia
de 170 en el mes.
Sumando ambos totales tenemos que se obtiene una frecuencia de
270 en el mes en cuanto a la obtención de perfiles de segunda.
Problema 3: Tiempo Improductivo por Espera de Rollo Los tiempos improductivos por espera de rollos se muestran en el
Anexo # 12, tomándose aquellos tiempos en los que se excede la base
establecida de 2 minutos, tiempo en el que el operario y su ayudante
cumplen otras funciones, de manera que cumplidas estas y de no haberse
transportado el rollo por parte del operador del puente a la máquina, se
considera este tiempo como improductivo debido a que se detiene la
Línea.
El tiempo improductivo por espera de rollo a causa del puente en la
primera semana se registró una frecuencia de 4 y la última semana una
frecuencia de 8 totalizando una frecuencia de 22 en el mes; a causa del
almacenamiento en la primera semana se registró una frecuencia de 5 y
en la última semana una frecuencia de 3 totalizando una frecuencia de 18
en el mes.
Sumando los totales de cada una de las causas que son motivo de la
presencia de tiempos improductivos por espera de rollo se obtiene una
frecuencia de 40 en el mes.
Problema 4: Cambio Continuo de Armado
Los cambios de armado que se llevan a cabo no contemplan un tiempo
estipulado por parte de la organización para su realización de manera que
en el Anexo # 13, se identifican los tiempos en que incurrieron dichos
cambios por semanas.
En el cambio de armado, debido al cambio de orden de producción en
la primera semana se obtuvo una frecuencia de 2 y la última semana una
frecuencia de 2 totalizando una frecuencia de 8 en el mes; por motivos de
falta de rollo se obtuvo solo en la tercera semana una frecuencia de 1
totalizando una frecuencia de 1 en el mes; por motivos de falta de materia
prima se obtuvo solo en la cuarta semana una frecuencia de 1 no así en
las demás semanas totalizando una frecuencia de 1 en el mes.
Sumando los totales de cada una de las causas que son motivo del
problema tenemos que se obtiene una frecuencia de 10 en el mes.
En el cuadro # 13 se puede observar la descripción de las causas que
ocasionaron los problemas durante las semanas tomadas en el muestreo.
3.4 TABLA DE PARETO
A continuación en el cuadro # 14 se presenta la Tabla de Pareto, con
sus respectivos datos para el análisis, en el cual se puede identificar las
frecuencias producto del muestreo de las causas por las que se
presentaron los problemas, con sus respectivas Frecuencias Relativas y
Acumuladas, señalando que de los problemas anteriormente
mencionados sobresale el de la Longitud del Perfil fuera de control.
Los perfiles de longitud fuera de control se presentaron con una
frecuencia de 1240 del total de frecuencias que se registraron en el mes,
es decir de las 1560 frecuencias registradas; que equivale al mayor
porcentaje obtenido con un 79.49% del 100% de los datos registrados.
Información que se puede complementar con el gráfico # 5, en el cual
se presenta el Diagrama de Pareto, a partir de los datos de la Tabla de
Pareto.
3.5 DETERMINACIÓN DE LOS COSTOS DE NO CALIDAD
Los costos en los que se incurren en cada uno de los problemas
anteriormente descritos se los determinó por semanas, de acuerdo al
muestreo que se realizó en el mes.
Costo de la Longitud del Perfil fuera de control
Los perfiles cuya longitud se consideraron como fuera de control se
presentaron en la primera semana en un número de 600 que representan
una longitud de 49000 mm que equivalen a un peso de 233.28 Kg; en la
segunda semana se presentó número de 200 que representa una longitud
de 17000 mm que equivale a un peso de 292.12 Kg; en la tercera semana
se registró un número de 290 que representa una longitud de 24200 mm
que equivalen a un peso de 424.80 Kg; en la última semana se presentó
un número de 150 que representa una longitud de 13000 mm que
equivalen a un peso de 148.80 Kg.
El cuadro # 15 se puede apreciar el peso del exceso de los perfiles
considerados como fuera de control, que representan un peso de 1099 Kg
durante las cuatro semanas.
Teniendo en cuenta que el precio de venta es de 350 dólares la
tonelada y conociendo el peso de los excesos de los perfiles.
Tenemos:
Precio de Venta = 350 $ / Ton.

Exceso Perfil mensual = 1.1 Ton.
350 $ / Ton. x 1.1 Ton / mes = 385 $/mes
De manera que producir 1240 perfiles que presentan una longitud
considerada como fuera de control y que la misma representa un peso de
1.1 toneladas constituye una pérdida para la empresa de 385 dólares
mensuales por este problema. En el cuadro # 18 se puede observar la
información anteriormente indicada.
CUADRO # 15
LONGITUD DE PERFILES FUERA DE CONTROL
Semana # Perfiles Exceso Longitud Peso Perfil Peso Perfil
fuera control mm Kg Ton
1° 600 49000 233.28 0.23328
2° 200 17000 292.12 0.29212
3° 290 24200 424.8 0.4248
4° 150 13000 148.8 0.1488
Total 1099 1.1
FUENTE: Muestreo Elaborado por: Erwin Anchundia S.
Costo por la Presencia de Perfiles de segunda
Los perfiles de segunda obtenidos en la primera semana fueron de 62
tiras, las cuales equivalen a un peso de 1699.06 Kg; en la segunda
semana se obtuvieron 58 tiras que equivalen a un peso de 2609.79 Kg; en
la tercera semana se obtuvieron 62 tiras que equivalen a un peso de

2833.82 Kg; finalmente en la cuarta semana se obtuvieron 88 tiras que
equivalen a un peso de 3056.05 Kg.
En el cuadro # 16 se observa dicha información, en cuanto a la
producción mensual de perfiles de segunda que se tiene actualmente, que
es de 10.2 toneladas como promedio, obtenidos durante las cuatro
semanas tiempo en el que se realizó el muestreo.
CUADRO # 16
PRODUCCIÓN DE PERFILES DE SEGUNDA
Semana # Perfiles Producción Producción
Kg Ton
1° 62 1699.09 1.70
2° 58 2609.79 2.61
3° 62 2833.82 2.83
4° 88 3056.05 3.06
Total 10198.75 10.20
FUENTE: Muestreo Elaborado por: Erwin Anchundia S.
Conociendo que el Precio de venta es de 350 $ / Ton.
Tenemos:
Precio de venta = 350 $ / Ton

Producción mensual = 10.2 Ton.
350 $ / Ton x 10.2 Ton / mes = 3570 $/mes
El costo de producir las 270 tiras que representan un peso promedio
de 10.2 toneladas de Perfiles de segunda es de 3570 $/mes, de acuerdo
a los datos obtenidos en el muestreo. Cabe indicar que la presencia de
soldadura representa el cuarenta por ciento del costo de los Perfiles de
segunda.
Costo del Tiempo Improductivo por Espera de Rollo
El registro de los tiempos improductivos por la espera de rollos se los
puede apreciar en el Anexo # 12, donde se puede observar los tiempos
en minutos registrados en el muestreo, los mismos que sirvieron para la
determinación de los costos.
Los tiempos improductivos se registraron en la primera semana en
número de 9 tiempos improductivos, que representan un tiempo de 34
minutos que llevados a horas y conociendo que la producción por hora es
de 120 tenemos equivalen a 68 tiras no producidas; en la segunda
semana se registró un número de 12 tiempos improductivos que
representan un tiempo de 28 minutos que llevados a horas equivalen a 56
tiras no producidas; en la tercera semana registró un número de 8
tiempos improductivos que representan un tiempo de 16 minutos que
llevados a horas equivalen a 32 tiras no producidas; y finalmente en la
última semana se registró un número de 11 tiempos improductivos que
representan un tiempo de 22 minutos tiempo que llevado a horas
equivalen a 44 tiras no producidas.
En el cuadro # 17A se puede apreciar el efecto que tienen los tiempos
improductivos por espera de rollos en cuanto a la falta de producción de
tiras, por lo que en el siguiente cuadro se identifican los tiempos en

minutos y en horas, que al conocer la producción por hora tenemos la
producción no realizada en unidades de perfiles (tiras).
CUADRO # 17A
TIRAS NO PRODUCIDAS
Semana Frecuencia Tiempo Tiempo P/H Tiras No
Ciclos Imp. min. Horas Producidas
1°
9
34 0.5667 120 68
2°
12
28 0.4667 120 56
3°
8
16 0.2667 120 32
4°
11
22 0.3667 120 44
Total 200 FUENTE: Muestreo Elaborado por: Erwin Anchundia S.
De manera que en el cuadro # 17B se puede observar el peso que se
obtiene por semana en toneladas, de acuerdo al peso del producto (ver
anexo # 11) que se estaba realizando al momento de registrar los
tiempos, el mismo que se los utilizó para determinar su costo.
CUADRO # 17B
PRODUCCION NO REALIZADA
Semana Tiras No Peso Producción Producción
Producidas Producto Kg Ton
1° 68 11.94 811.92 0.81 2° 56 23.03 1289.68 1.29 3° 32 19.5 624 0.62 4° 44 14.22 625.68 0.63

Total 200 3351.28 3.35 FUENTE: Muestreo Elaborado por: Erwin Anchundia S.
Conociendo que el Precio de venta es de 350 $ / Ton.
Tenemos:
Precio de venta = 350 $ / Ton
Producción no realizada = 3.4 Ton.
350 $ / Ton x 3.4 Ton / mes = 1190 $/mes
Por consiguiente dejar de producir 200 tiras que representan un peso
de 3.4 toneladas como promedio mensuales, por motivos de tiempos
improductivos por espera de rollos representa una pérdida para la
empresa un valor aproximado de 1190 $/mes.
Costo del Cambio continuo de Armado
Los cambios de armados que se llevaron a cabo en la Línea
demandaron ciertos tiempos para llevarlos a cabo, los mismos que se
registraron y que se los puede observar en el Anexo # 13.
Los cambios de armado en la primera semana se registraron en un
número de 2 que representa un tiempo de 300 minutos, que llevados a
hora y conociendo que la producción por hora es de 120 tenemos 600
tiras no producidas; en la segunda semana se registró un número de 2
que representa un tiempo de 450 minutos que llevados a hora equivalen a
900 tiras no producidas; en la tercera semana se registró un número de 3
que representan un tiempo de 630 minutos que llevados a hora equivalen
a 1260 tiras no producidas; y finalmente en la última semana un número

de 3 que representa un tiempo de 680 minutos los mismos que llevados a
hora equivalen a 1360 tiras no producidas.
En el cuadro # 18A se puede apreciar tal información, donde se indica
el total de tiras que se dejan de producir por los cambios de armado.
CUADRO # 18A
CAMBIOS DE ARMADO
Semana Frecuencia Tiempo Tiempo P/H Tiras No C. Armado min. Horas Producidas
1° 2 300 5.0 120 600 2° 2 450 7.5 120 900 3° 3 630 10.5 120 1260 4° 3 680 11.3333 120 1360
Total 4120
FUENTE: Muestreo Elaborado por: Erwin Anchundia S.
De donde las 4120 tiras no producidas representan un peso promedio
de 71.8 toneladas, de manera que en el cuadro # 18B se observa el peso
que se obtiene por semana en toneladas de acuerdo al peso del producto
no realizado.
CUADRO # 18B
PRODUCCIÓN NO REALIZADA
Semana Tiras No Peso Producción Producción
Producidas Producto Kg Ton
1° 600 11.94 7164 7.16 2° 900 23.03 20727 20.73 3° 1260 19.5 24570 24.57 4° 1360 14.22 19339.2 19.34
Total 4120 71800.2 71.80
FUENTE: Muestreo Elaborado por: Erwin Anchundia S.
Conociendo que el Precio de venta es de 350 $ / Ton.
Tenemos:
Precio de venta = 350 $ / Ton
Producción no realizada = 71.8 Ton.
350 $ / Ton x 71.8 Ton / mes = 25130 $/mes
Por consiguiente dejar de producir 71.8 toneladas como promedio
debido a los cambios continuos de armado que se tienen representa una
pérdida de 25130 $/mes.
3.6 CONCLUSION
En el siguiente cuadro # 19 se presenta un resumen de los costos
mensuales en los que incurren cada uno de los problemas tratados; a
manera de tener una mayor perspectiva de los costos que se tiene
actualmente en la Línea de Perfiles máquina 1; los mismos que realizando
una pequeña proyección anual, se obtienen los siguientes costos como
promedio.
Indicando que el primer problema ocupa un gran porcentaje del total
de frecuencias esto es el 79.49%, pero que representa el costo más bajo
de los cuatro problemas estudiados esto es 385 dólares mensuales; no
así los demás problemas que ocupan el 20.51% del total de frecuencias
pero que los mismos representan un costo muy elevado en cuanto al total
de costos de los cuatro problemas esto es 29890 dólares mensuales.
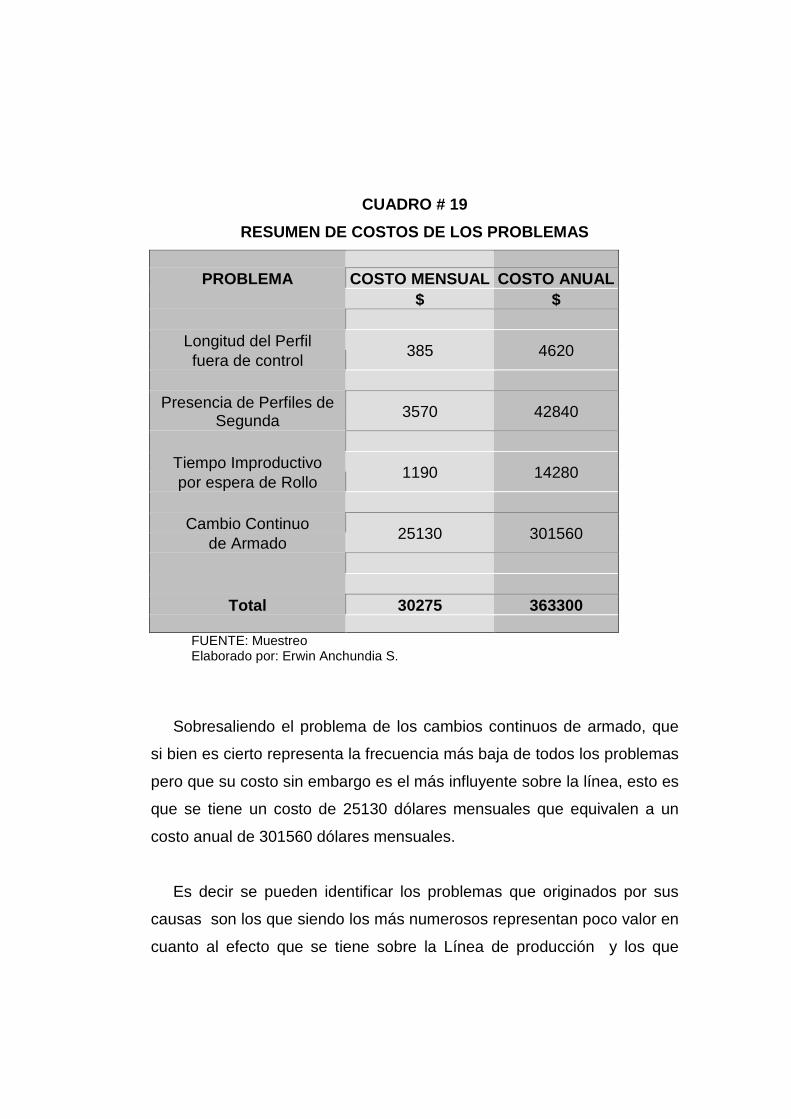
CUADRO # 19
RESUMEN DE COSTOS DE LOS PROBLEMAS
PROBLEMA COSTO MENSUAL COSTO ANUAL $ $
Longitud del Perfil 385 4620
fuera de control
Presencia de Perfiles de Segunda 3570 42840
Tiempo Improductivo
1190 14280 por espera de Rollo
Cambio Continuo
25130 301560 de Armado
Total 30275 363300 FUENTE: Muestreo Elaborado por: Erwin Anchundia S.
Sobresaliendo el problema de los cambios continuos de armado, que
si bien es cierto representa la frecuencia más baja de todos los problemas
pero que su costo sin embargo es el más influyente sobre la línea, esto es
que se tiene un costo de 25130 dólares mensuales que equivalen a un
costo anual de 301560 dólares mensuales.
Es decir se pueden identificar los problemas que originados por sus
causas son los que siendo los más numerosos representan poco valor en
cuanto al efecto que se tiene sobre la Línea de producción y los que

siendo pocos afectan con mayor repunte a la Línea de producción de
Perfiles máquina # 1, esto es los muchos triviales y los pocos vitales.

CAPITULO IV
DISEÑO DE UN SISTEMA DE CONTROL ESTADÍSTICO DE PROC ESO
PARA LA LÍNEA DE PERFILES.
4.1 OBJETIVO DE LA PROPUESTA
Diseñar un Sistema de Control Estadístico de Proceso aplicado a la
Línea de Perfiles, de manera que posterior a dicha implantación, la
empresa pueda analizar el resultado de la misma (a través de la
información recopilada), y logre obtener información sobre la conformidad
con los requisitos del producto y de las características del proceso y de
esta manera tener una mayor apreciación de como se está trabajando en
la Línea de Perfiles durante el proceso de elaboración de los mismos.
4.2 DESCRIPCIÓN DE LA PROPUESTA
La base fundamental en que se basa la propuesta es el Control
Estadístico de Procesos, y comprende también la elaboración de
procedimientos e instructivos.
4.2.1 ENFOQUE DEL CONTROL ESTADÍSTICO DE PROCESO
El control Estadístico de Procesos es la aplicación de técnicas
estadísticas para la medición y análisis de las variaciones en los
procesos.
El enfoque moderno del control de calidad lo constituye el
mejoramiento continuo del sistema mediante la prevención de los
defectos. Este enfoque de mejoramiento continuo sólo se puede realizar
basándose en lo que se conoce como control estadístico. De esta
manera, el determinar mediante métodos estadísticos, si los errores son

atribuibles a la variabilidad del proceso o a la forma de realizar el trabajo,
se hace imprescindible para optimizar la administración y el control de
calidad.
Las variaciones es algo inherente a todo proceso, debido al efecto
conjunto de equipo, materiales, entorno y operario.
La primera causa de la variación es el equipo, en esta figuran el
desgaste de la herramienta, las vibraciones de la máquina, el equipo de
trabajo y del posicionamiento de dispositivos así como las fluctuaciones
hidráulicas y eléctricas. La segunda causa de la variación es debido al
material, puesto que se producen variaciones en el producto terminado,
también deben estar presentes la materia prima. Una tercera causa de
variación es el entorno, la temperatura, la luz, la presión y la humedad.
Las cuatro causas anteriores son las responsables de la auténtica
variación. Se habla también de una variación vinculada a las tareas de
inspección. Un mal equipo, o la inadecuada aplicación de ciertas normas,
o una excesiva presión ejercida en un instrumento, todas pueden ser
causa de un erróneo informe sobre la variación (método).
o

Estas fuentes de variación fluctúan de manera natural o prevista, se
producirá un patrón estable de diversas causas fortuitas (causa aleatoria)
de la variación. No es posible eliminar las causas fortuitas de la variación.
Es difícil detectarlas o descubrirlas. Aquellas causas de la variación cuya
magnitud es grande, gracias a lo cual se les puede identificar fácilmente,
se les clasifica como causas atribuibles.
Cuando en el proceso sólo están presentes causas fortuitas, se
considera que el proceso se encuentra en estado de control estadístico.
Es estable y predecible. Sin embargo, si también existen causas
atribuibles de variación, esta resultará excesiva y al proceso se le clasifica
como fuera de control.
Una determinada característica de la calidad puede ser determinada
como una característica atributiva o variable. Característica atributiva, en
donde la característica o variable en estudio no se puede medir, es decir
es no numérica. Característica variable, cuando la variable es expresable
numéricamente, es decir puede tener grados de variación.
En donde este Control Estadístico de Proceso se lo llevará a cabo
mediante el empleo de las gráficas de control.
Gráficas de control
Gráficas de control o cartas de control son una importante herramienta
utilizada en control de calidad de procesos. Básicamente, una Carta de
Control es un gráfico en el cual se representan los valores de algún tipo
de medición realizada durante el funcionamiento de un proceso contínuo,
y que sirve para controlar dicho proceso.
Para llevar acabo el control de calidad en la elaboración de los Perfiles
de acero, como se indicó anteriormente se ha dispuesto llevar a cabo un

control estadístico de proceso, mediante la utilización de las siguientes
herramientas estadísticas:
Las cartas y
Gráficas de control
En donde estas cartas y gráficas de control a emplear, de acuerdo a la
nuestra propuesta, van a ser utilizadas para características variables; a
través de un muestreo aleatorio durante la elaboración de los Perfiles.
Por lo que recurrimos al empleo de las siguientes gráficas:
Gráfica X
Datos por Variables
Gráfica R
Muestreo: En estadística, es el proceso por el cual se seleccionan los
individuos que formarán una muestra.
Para que se puedan obtener conclusiones fiables para la población a
partir de la muestra, es importante tanto su tamaño como el modo en que
han sido seleccionados los individuos que la componen.
Muestreo Aleatorio
Consideremos una población finita, de la que deseamos extraer una
muestra. Cuando el proceso de extracción es tal que garantiza a cada uno
de los elementos de la población la misma oportunidad de ser incluidos en
dicha muestra, denominamos al proceso de selección muestreo aleatorio.
El muestreo aleatorio se puede plantear bajo dos puntos de vista:
• Sin reposición de los elementos; • Con reposición.
Para indicar cuándo las variaciones que se registran en la calidad no
rebasan el límite aceptable para el azar, se utiliza el método de análisis y
de presentación de datos conocido como método de la gráfica de control.
Gráficas X y R
Se trata de un registro gráfico de la calidad de una característica en
particular. Muestra si el proceso está o no estable. Esta gráfica en
particular se conoce como gráfica de X y en ella se registra la variación
experimentada en el valor promedio de las muestras. Otro tipo de gráfica,
como por ejemplo la R (rango), también habría servido para tal aplicación.
Al eje horizontal se le denomina Número correspondiente del subgrupo,
mediante en el se identifica una muestra en particular. Estos subgrupos
aparecen por orden. El eje vertical de gráfica corresponde a la variable
que es objeto de estudio.
La línea continua de la mitad de la gráfica puede considerarse como el
promedio de los puntos graficados, que en el caso de la gráfica X
corresponde al promedio de los promedios o X.
Las dos líneas de punto son los límites de control superior e inferior.
Estos límites son una auxiliar para juzgar el grado de variación que se
produce en la calidad de un producto.
Esta carta es particularmente para los procesos con predominio de la
máquina. Es necesario reunir un número subgrupos de datos. Calcule los
límites de control.

Las líneas centrales de las gráficas X y R se obtiene utilizando las
fórmulas:
Xg
Xg
ii∑
== 1 y g
R
R
g
ii∑
== 1
Donde X = promedio de los promedios del subgrupo
Xi = promedio del subgrupo i
g = cantidad de subgrupos
R = promedio de los rangos de los subgrupos
Ri = rango del subgrupo i
Los límites de control de intento de las gráficas se definen a + 3
desviaciones estándar del valor central, como se expresa en las
siguientes fórmulas:
UCLX = X + 3σ X UCLR = R + 3σ R
LCL X = X – 3σ X LCLR = R – 3σ R
Donde UCL = límite de control superior
LCL = límite de control inferior
σ X = desviación estándar de la población de los promedios del
subgrupo
σ R = desviación estándar de la población respecto del rango
En la práctica, el cálculo se simplifica usando el producto del
rango promedio (R) y un factor (A2) en ves de tres desviaciones estándar
(A2R = 3σ X ) en las fórmulas de la gráfica X. Para la gráfica R el rango,
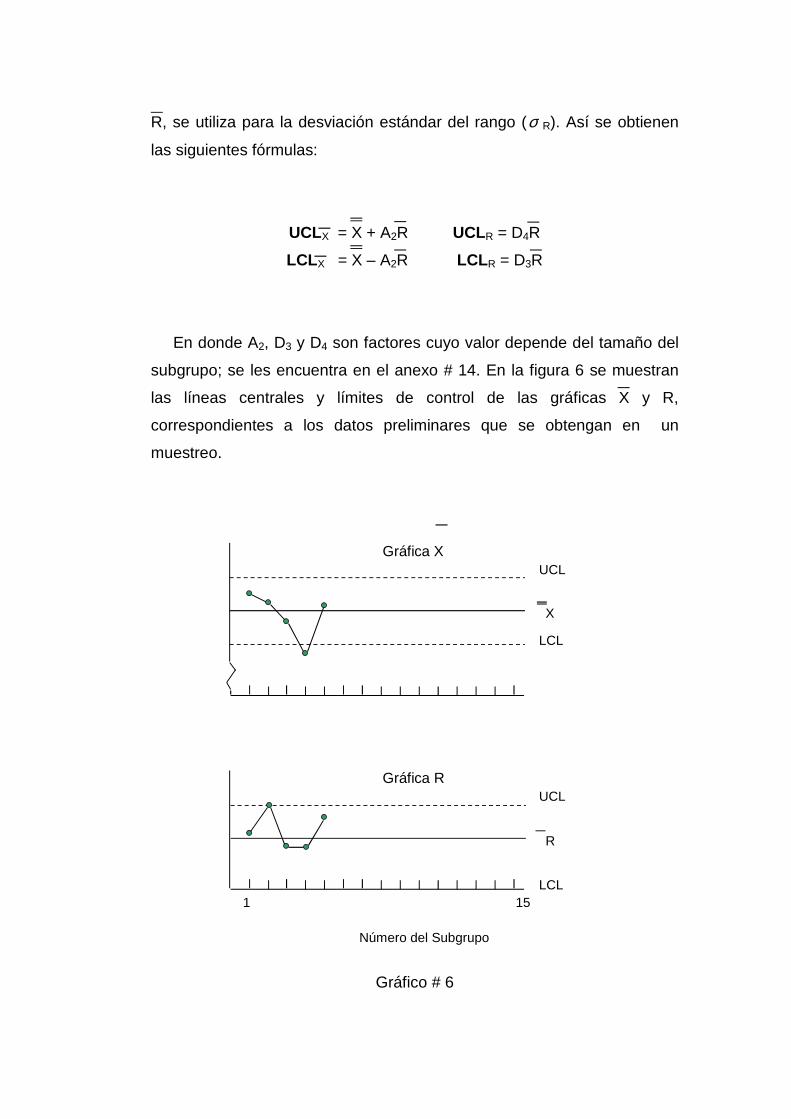
R, se utiliza para la desviación estándar del rango (σ R). Así se obtienen
las siguientes fórmulas:
UCLX = X + A2R UCLR = D4R
LCL X = X – A2R LCLR = D3R
En donde A2, D3 y D4 son factores cuyo valor depende del tamaño del
subgrupo; se les encuentra en el anexo # 14. En la figura 6 se muestran
las líneas centrales y límites de control de las gráficas X y R,
correspondientes a los datos preliminares que se obtengan en un
muestreo.
Gráfica X UCL LCL
Gráfica R UCL LCL 1 15 Número del Subgrupo
Gráfico # 6
X
R

Si el valor del subgrupo queda fuera de los límites, al proceso se lo
considera fuera de control y se propone una causa atribuible de la
variación.
Tomado como cita bibliográfica del Libro de Besterfield Dale H. Control
de Calidad año 1994 y del Libro de Juran J. M. Manual de Control de
Calidad año 1997.
Objetivos de las Gráficas
Las gráficas para controlar variables proporcionan la siguiente
información:
1. Para mejorar la calidad. El contar con una gráfica de control de
variables sólo porque es indicativo de que existe un programa de
control de calidad es un error. Las gráficas de control de calidad son
una técnica excelente para lograr mejorar la calidad.
2. Para definir la capacidad del proceso. La verdadera capacidad del
proceso se logra después de alcanzar una profunda mejora de la
calidad.
3. Para tomar decisiones correctivas a las especificaciones del producto.
Una vez que se tiene la verdadera capacidad del proceso, ya se
pueden calcular las especificaciones efectivas correspondientes.
4. Para tomar decisiones relacionadas con el proceso de la producción.
Es decir, la gráfica de control sirve para saber si se trata de un patrón
natural de variación. O si se trata de un patrón no natural, en cuyo
caso se tendrá que emprender las correcciones, para detectar y
eliminar las causas.

5. Para tomar decisiones relativas a productos recién elaborados. En
este caso la gráfica de control sirve como fuente informativa para
poder decidir si un producto o productos pueden pasar a la siguiente
fase.
Pasos para la Implementación de las Gráficas de Con trol
1. Elegir la característica a controlar, donde se puede aplicar a las
siguientes orientaciones:
a) Dar la mayor prioridad a las características que están produciendo
defectos y en los que los operarios tienen posibilidad de controlar
el ajuste.
b) Identificar las variables y condiciones del proceso que contribuyen
a las características finales del producto como por ejemplo la
longitud.
2. Seleccionar el subgrupo racional.
3. Determinar la frecuencia de extracción de los subgrupos.
4. Determinar el tamaño del subgrupo.
5. Proporcionar el sistema de recogida de datos. Si la gráfica de control
ha de servir como herramienta para el día a día, debe ser simple y fácil
de usar. Los instrumentos deben dar lecturas rápidas y fiables. Si las
Gráficas de control son utilizadas para controlar el proceso, los
datos
se han de registrar en el gráfico y dar los resultados al operador
rápidamente.
6. Reúna los datos necesarios. Se registran verticalmente, otra forma es

registrarlos de una manera horizontal.
7. Calcular los límites de control y dar instrucciones específicas para la
interpretación de los resultados y la toma de decisiones .
8. Defina la línea central revisada y los límites de control.
4.2.2 ENFOQUE DE PROCEDIMIENTOS
El procedimiento consiste en la descripción de las operaciones;
conjunto de actividades mutuamente relacionadas o que interactúan entre
sí, de forma que se pueda cumplir con el propósito de los procedimientos.
Presentación por escrito, en forma narrativa y secuencial de cada una
de las operaciones que se realizan en un procedimiento, explicando en
qué consiste, cuándo, cómo, dónde y con qué y cuánto tiempo se hacen,
señalando los responsables de llevarlas a cabo.
Cuándo la descripción del procedimiento es general, y por lo mismo
comprende varias áreas, debe anotarse la unidad administrativa que tiene
a cargo cada operación. Si se trata de una descripción detallada dentro
de una unidad administrativa, tiene que indicarse el puesto responsable
de cada operación.
Estos procedimientos comprenden las actividades en que se incurren
en el momento de hacer uso de las cartas y gráficos de control por
variables de acuerdo a la variación que se está analizando.
Los procedimientos se encuentran estructurados de la siguiente
manera; indicando los siguientes puntos:
El objeto del procedimiento

Su alcance
El responsable de tomar las muestras
Los instrumentos o equipos necesarios para el control
El procedimiento propiamente dicho para llevar a cabo el control
estadístico de proceso mediante el uso de las cartas y gráficas de
control
4.2.3 ENFOQUE DE INSTRUCTIVOS
Los instructivos comprenden el desarrollo de las cartas de control con
relación a la variable que es objeto de estudio.
En el cual se registran los datos obtenidos mediante el muestreo
aleatorio realizado durante el proceso de elaboración, mediante el cual se
obtienen:
Las medias y los rangos, para finalmente se calculan los límites de
control superior e inferior, tanto para la gráficas X y R.
Obteniendo de esta manera los gráficos de control mediante la
interpretación de los límites, graficando los puntos, para el desarrollo de
cada gráfica.
Tanto los procedimientos como los instructivos tiene por objetivos
uniformar y controlar el cumplimiento de las rutinas de trabajo en cuanto a
la realización del control estadístico a través del empleo de las cartas y
gráficas de control y evitar su alteración arbitraria; simplificar la
responsabilidad por fallas o errores; facilitar las labores del control interno
y su vigilancia, que tanto los operadores como los jefes conozcan si el
trabajo se está realizando adecuadamente.

4.4 DISEÑO DE LA PROPUESTA
La propuesta está estructurada de la siguiente manera:
1. CONFORMACIÓN DEL EQUIPO DE ASEGURAMIENTO DE LA CALIDAD
El equipo de aseguramiento de la calidad va ha estar conformado por
las siguientes personas: El Gerente de Planta, El Jefe de Planta, El
Operador y finalmente el Ayudante.
El equipo de aseguramiento de la calidad va ha desempeñar las
siguientes funciones:
Proporcionar una buena acogida para las nuevas ideas
Proporcionar al personal los recursos necesarios, la formación y la
libertad para actuar con responsabilidad y autoridad
Inspirar, animar y reconocer las contribuciones del personal
Mejorar continuamente el sistema de control a través de la medición
y la evaluación
2. FUNCIONES DE LOS INTEGRANTES DEL EQUIPO DE
ASEGURAMIENTO DE LA CALIDAD
Las personas que integran el equipo de aseguramiento de la calidad
tendrán funciones específicas, las cuales estarán relacionadas entre sí; es
decir debe existir una constante comunicación entre las personas que
integran el equipo; para lo cual indicamos sus funciones:

Gerente de Planta
Será la persona encargada que estará al mando del equipo de asegura miento de
la calidad, teniendo las siguientes funciones:
• Dirigir el equipo de aseguramiento de la calidad.
• Verificar que las personas que integran el equipo cumplan a cabalidad sus
respectivas funciones.
• Analizar cualquier situación, que requiera algún cambio dentro del proceso.
• Autorizar dichos cambios.
Jefe de Planta
El jefe de planta es la persona que tiene como responsabilidad de dirigir y
controlar las funciones del operador y su ayudante; entre los que tenemos:
• Proporcionar la documentación técnica adecuada para el control estadístico de
proceso.

• Verificar que el equipo de medición sea el correcto para realización del
respectivo control.
• Verificar que se llevan a cabo las actividades para la realización del control
estadístico de una manera correcta.
• Informar cualquier situación relacionada con el control estadístico, que
involucre un cambio o la presencia de una anormalidad en el mismo.
Operario
El operario es la persona encargada que va a ejercer el control estadístico de
proceso directamente sobre la línea de perfiles; quién tiene la responsabilidad de
ejercer las siguientes funciones:
• Llevar a cabo el control estadístico de proceso, mediante el cumplimiento de
los procedimientos e instructivos.
• Notificar al jefe de planta cualquier anormalidad que se presente durante el
control estadístico.
• Tomar las acciones correctivas si el caso lo amerita.
• Notificar los resultados de dicha acción tomada.
• Proporcionar las cartas y gráficas de control al jefe de Planta.
Ayudante del Operario
Es la persona de controlar la máquina, durante el proceso de la toma de datos
que será llevada a cargo por el operario de la misma, dado el caso en que el
ayudante estará en condiciones para llevar a cabo dicha función; puesto que por
ninguna razón se debe dejar la máquina en operación sin control alguno; de
presentarse algún problema el ayudante actuará en el momento.
3. IDENTIFICACIÓN DEL PUNTO DE CONTROL
El control estadístico de proceso se ejecutará en un solo punto, debido a la
característica del proceso; es decir este control, recaerá:
Al finalizar el proceso de elaboración.
El control estadístico al finalizar el proceso de elaboración de los perfiles es
para poder considerar si el proceso se encuentra fuera de control o no.
De manera que una vez obtenido el producto, se procede a tomar las
respectivas muestras y posteriormente registrarlas, y de esta manera ante la

presencia de cualquier anormalidad que se presente durante el mismo, se
procederá a tomar las acciones necesarias del caso.
4. CALCULO DE LOS LÍMITES DE CONTROL PARA LAS
CARACTERÍSTICAS VARIABLES DE LA CORREA DE 100
Los cálculos comprenden los Límites de control tanto superior como
inferior para la gráfica X, con sus respectivas medias y la gráfica R de igual
manera con sus respectivos Límites superior e inferior.
Debido al número muy elevado de perfiles que se elaboran en Línea se
tomó el producto de mayor demanda, para llevar a cabo el control estadístico
en la Línea de perfiles; del cual se obtuvo como resultado la correa de cien;
producto cuyas especificaciones comprenden las siguientes:
Correa : 100 x 50 x 15 x 2
A continuación se presentan los respectivos registros, que se obtuvieron
para los cálculos correspondientes; para el desarrollo de las cartas de control
con sus respectivas gráficas.

Interpretación de los Datos
De acuerdo a lo que nos indica la gráfica R vemos que el proceso es
estable, dado que todos los puntos graficados en el mismo están dentro
de los límites de control; cosa que no sucede con la gráfica X, la cual
presenta un punto fuera de control, condición que se le atribuye a una
causa especial y en donde el resto de puntos graficados indican estar
dentro de los límites, por lo que podemos considerarlo como un proceso
estable en cuanto tiene que ver con la longitud de la correa.
Teniendo en cuenta que se producen cambios abruptos dentro de los
límites de control; señales que indican que se justifica hacer una
investigación en cuanto a las causas de estos.
Conclusión
En la primera parte del trabajo se indicó que uno de los problemas era
la longitud del perfil fuera de control, por lo que con las gráficas de control
a través de la determinación de sus límites se indica que el promedio de
la longitud de los perfiles es de 6086 mm, cuando se tiene conocimiento
que su longitud normal es de 6000 mm, es decir existe una diferencia de
86 mm de exceso en su longitud, situación que se debe prestar atención
en cuanto a la pérdida que se tiene por este exceso si no se realizan
cambios en el proceso, en cuanto a la longitud del perfil.
Por lo que se propone que el accionamiento que activa el corte del
perfil se lo realice automáticamente y no de una forma manual, además
se sugiere unificar los criterios de corte entre los grupos de trabajo, en
relación al momento del corte del mismo.

Interpretación de los Datos
Gráficamente se tiene un proceso el cual no es estable, puesto que
tanto en la gráfica X como en la gráfica R se presentan puntos fuera de
control.
En la gráfica X tenemos los puntos 18 y 19 los cuales quedan fuera de
los límites, por lo que se debe tomar acciones para eliminar las causas
atribuibles de dichas variaciones, produciéndose un punto fuera de los
límites de control en la gráfica R siendo el punto 17 probablemente
debido a un cambio del proceso producido mientras se obtuvo la
muestra.
Añadiendo la existencia de una gran cantidad de puntos que están por
debajo de la línea central, sin duda debido a la influencia de los puntos
altos.
Conclusión
Los perfiles de segunda es otro de los problemas con que se cuenta,
indicado en la primera parte, de manera que ejerciéndose un control en el
alma de la correa, se logra realizar los ajuste necesarios en el proceso
por medio de las gráficas, puesto que se logrará tener una reducción
considerable de la pérdida que representa este problema, dado que la
calibración de los pasos, es una de las causas que aporta con el sesenta
por ciento las pérdidas del problema, y el cuarenta por ciento restante se
debe a la presencia de soldadura, siendo esto algo típico del proceso.

Interpretación de los Datos
Se indica que ambas gráficas señalan que se trata de un proceso bajo
control, dado a que los puntos se registran dentro de los límites de
control, tanto en la gráfica X como en la gráfica R.
Pero que sin lugar a dudas se observan cambios abruptos en los
mismos, por lo que se tendrá que descubrir las causas de dicha variación.
Conclusión Como se indicó anteriormente con el empleo de las gráficas de control
se logrará reducir un gran porcentaje en cuanto al costo en que se incurre
por el problema de los perfiles de segunda a causa de la calibración; es
decir al realizarse un control sobre el ala y el alma de la correa
(anteriormente indicada).
Puesto que al ejercer un control sobre el alma y ala del perfil se
tomarán acciones durante el proceso, en cuanto tendría que ver con la
calibración donde se involucran ambas variables (alma y ala), producto de
las indicaciones que se obtengan de dicho control sobre el mismo.
4.5 PROCEDIMIENTOS E INSTRUCTIVOS
4.5.1 CODIFICACIÓN
La codificación de los procedimientos e instructivos se la ha llevado a
cabo mediante el uso de nomenclaturas, las mismas que son tomadas a
manera de que presente cierta relación con el tipo de instrucción, área y
la máquina.
Esta nomenclatura ha sido designada en la utilización del
procedimiento e instructivo del uso de las cartas y gráficas de control.

A continuación se indica los detalles sobre la mencionada codificación
para los procedimientos e instructivos.
Código In strucciones
P Procedimiento
I Instructivo
Código Ár ea
A Elaboración de Perfiles
Código Ca racterística de la variable
01 Longitud
02 Alma
03 Ala
Código Má quina
P1 Perfiladora # 1
Ejemplo:
P A 02 - P1
Procedimiento para el área de elaboración de perfiles en el control de
la variable alma en la máquina perfiladora # 1.
A continuación se indican los respectivos procedimientos e instructivos
ya señalados.

1.- Objetivo Determinar la variabilidad de la longitud en el proceso de elaboración
de perfiles, empleando las gráficas de control X y R.
2.- Alcance Se emplea este procedimiento para determinar el momento donde se
ha presentado alguna variación que afecte a la longitud del perfil,
durante el proceso de la elaboración del mismo, para de esta manera
tomar acciones correctivas.
3.- Responsable El operador es el responsable de la toma de las muestras y de
realizar el ensayo correspondiente, además de registrar las lecturas
en el respectivo formato; situación que estará supervisada y por
consiguiente aprobada por el Jefe de planta.
4.- Equipos e instrumentos de Medición Flexo metro
Calculadora
Uso de las cartas y gráficas de control por variable en la variación de la longitud Código:
PA01-P1 Pág.:1/2
PROCEDIMIENTO N° 1

5.- Procedimiento 5.1 Se registra la información en el formato número uno, relacionada
con la siguiente información:
Característica de la calidad
Máquina
Fecha
5.2 Revisión del equipo de medición
5.3 Tomar cinco muestras cada media hora de trabajo
5.4 Realización del ensayo
- Medición de la longitud
5.5 Registrar las mediciones realizadas en el formato número uno,
para la determinación de las gráficas X y R 5.6 Desarrollo de las cartas de control
5.7 Interpretar los resultados y la toma de decisiones
5.8 Investigar las causas cuando se produzcan aberraciones 5.9 Se define la línea central revisada y los límites de control
Uso de las cartas y gráficas de control por variable en la variación de la longitud Código
PA01-P1 Pág.:2/2
PROCEDIMIENTO N° 1

1.- Desarrollo de la carta de control 1.1 Se procede a calcular una media de acuerdo al número de
muestras tomadas, en este caso cinco muestras
1.2 Se determina un rango de acuerdo a las mediciones
realizadas (mayor-menor)
1.3 Se calcula una media de las medias de cada una de las
muestras
1.4 Se determina una media de los rangos
1.5 Se calcula mediante uso de fórmulas los límites de control para
la gráfica X
LSC = X + A2 R LIC = X - A2 R
Desarrollo de las cartas y gráficas de control por variable
en la variación de la longitud
Código IA01-P1
Pág.:1/2
INSTRUCTIVO N° 1
g
XX
g
ii∑
== 1
Código IA01-P1
Pág.:2/2
INSTRUCTIVO N° 1
g
R
R
g
ii∑
== 1

1.5 Se calcula mediante uso de fórmulas los límites de control para la
gráfica R
LSC = D4 R
LIC = D3 R
2.- Desarrollo de la gráfica de control
2.1 Se construye un gráfico y se traza una línea recta a lo largo del
eje de las ordenadas (Eje Y), a la altura del promedio (Valor Central
de las observaciones) y otras dos líneas rectas a la altura de los
límites de control
2.2 Se grafican los puntos correspondientes en cada una de las
gráficas
2.3 Se unen los puntos graficados por medio de líneas
3.- Investigación de las aberraciones 3.1 Análisis de las causas que produjeron dicha situación 3.2 Si la aberración se generó por causas especiales se mantienen
los límites. 3.3 Si la aberración se generó por causas comunes se eliminan los mismos y se recalculan los límites.
Desarrollo de las cartas y gráficas de control por variable
en la variación de la longitud
1.- Objetivo Determinar la variabilidad del alma en el proceso de elaboración
de perfiles, empleando las gráficas de control X y R.
2.- Alcance Se emplea este procedimiento para determinar el momento donde se
ha presentado alguna variación que afecte al alma del perfil,
durante el proceso de la elaboración del mismo, para de esta manera
tomar acciones correctivas.
3.- Responsable El operador es el responsable de la toma de las muestras y de
realizar el ensayo correspondiente, además de registrar las lecturas
en el respectivo formato; situación que estará supervisada y por
consiguiente aprobada por el Jefe de planta.
4.- Equipos e instrumentos de Medición Calibrador
Calculadora
Uso de las cartas y gráficas de control por variable en la variación del alma Código:
PA02-P1 Pág.:1/2
PROCEDIMIENTO N° 2

5.- Procedimiento 5.1 Se registra la información en el formato número uno, relacionada
con la siguiente información:
Característica de la calidad
Máquina
Fecha
5.2 Revisión del equipo de medición
5.3 Tomar cinco muestras cada media hora de trabajo
5.4 Realización del ensayo
- Medición del alma
5.5 Registrar las mediciones realizadas en el formato número uno,
para la determinación de las gráficas X y R 5.6 Desarrollo de las cartas de control
5.7 Interpretar los resultados y la toma de decisiones
5.8 Investigar las causas cuando se produzcan aberraciones 5.9 Se define la línea central revisada y los límites de control
Uso de las cartas y gráficas de control por variable en la variación del alma Código
PA02-P1 Pág.:2/2
PROCEDIMIENTO N° 2

1.- Desarrollo de la carta de control 1.1 Se procede a calcular una media de acuerdo al número de
muestras tomadas, en este caso cinco muestras
1.2 Se determina un rango de acuerdo a las mediciones
realizadas (mayor-menor)
1.3 Se calcula una media de las medias de cada una de las
muestras
1.4 Se determina una media de los rangos
1.5 Se calcula mediante uso de fórmulas los límites de control para
la gráfica X
LSC = X + A2 R LIC = X - A2 R
Desarrollo de las cartas y gráficas de control por variable
en la variación del alma
Código IA02-P1
Pág.:1/2
INSTRUCTIVO N° 2
g
XX
g
ii∑
== 1
Código IA02-P1
Pág.:2/2
INSTRUCTIVO N° 2
g
R
R
g
ii∑
== 1
1.5 Se calcula mediante uso de fórmulas los límites de control para la
gráfica R
LSC = D4 R
LIC = D3 R
2.- Desarrollo de la gráfica de control
2.1 Se construye un gráfico y se traza una línea recta a lo largo del
eje de las ordenadas (Eje Y), a la altura del promedio (Valor Central
de las observaciones) y otras dos líneas rectas a la altura de los
límites de control
2.2 Se grafican los puntos correspondientes en cada una de las
gráficas
2.3 Se unen los puntos graficados por medio de líneas
3.- Investigación de las aberraciones 3.1 Análisis de las causas que produjeron dicha situación 3.2 Si la aberración se generó por causas especiales se mantienen los límites. 3.3 Si la aberración se generó por causas comunes se eliminan los mismos y se recalculan los límites.
Desarrollo de las cartas y gráficas de control por variable
en la variación del alma
1.- Objetivo Determinar la variabilidad del ala en el proceso de elaboración
de perfiles, empleando las gráficas de control X y R.
2.- Alcance Se emplea este procedimiento para determinar el momento donde se
ha presentado alguna variación que afecte al ala del perfil,
durante el proceso de la elaboración del mismo, para de esta manera
tomar acciones correctivas.
3.- Responsable El operador es el responsable de la toma de las muestras y de
realizar el ensayo correspondiente, además de registrar las lecturas
en el respectivo formato; situación que estará supervisada y por
consiguiente aprobada por el Jefe de planta.
4.- Equipos e instrumentos de Medición Flexo metro
Calculadora
Uso de las cartas y gráficas de control por variable en la variación del ala Código:
PA03-P1 Pág.:1/2
PROCEDIMIENTO N° 3

5.- Procedimiento 5.1 Se registra la información en el formato número uno, relacionada
con la siguiente información:
Característica de la calidad
Máquina
Fecha
5.2 Revisión del equipo de medición
5.3 Tomar cinco muestras cada media hora de trabajo
5.4 Realización del ensayo
- Medición del ala
5.5 Registrar las mediciones realizadas en el formato número uno,
para la determinación de las gráficas X y R 5.6 Desarrollo de las cartas de control
5.7 Interpretar los resultados y la toma de decisiones
5.8 Investigar las causas cuando se produzcan aberraciones 5.9 Se define la línea central revisada y los límites de control
Uso de las cartas y gráficas de control por variable en la variación del ala Código
PA03-P1 Pág.:2/2
PROCEDIMIENTO N° 3

1.- Desarrollo de la carta de control 1.1 Se procede a calcular una media de acuerdo al número de
muestras tomadas, en este caso cinco muestras
1.2 Se determina un rango de acuerdo a las mediciones
realizadas (mayor-menor)
1.3 Se calcula una media de las medias de cada una de las
muestras
1.4 Se determina una media de los rangos
1.5 Se calcula mediante uso de fórmulas los límites de control para
la gráfica X
LSC = X + A2 R LIC = X - A2 R
Desarrollo de las cartas y gráficas de control por variable
en la variación del ala
Código IA03-P1
Pág.:1/2
INSTRUCTIVO N° 3
g
XX
g
ii∑
== 1
g
R
R
g
ii∑
== 1

1.5 Se calcula mediante uso de fórmulas los límites de control para la
gráfica R
LSC = D4 R
LIC = D3 R
2.- Desarrollo de la gráfica de control
2.1 Se construye un gráfico y se traza una línea recta a lo largo del
eje de las ordenadas (Eje Y), a la altura del promedio (Valor Central
de las observaciones) y otras dos líneas rectas a la altura de los
límites de control
2.2 Se grafican los puntos correspondientes en cada una de las
gráficas
2.3 Se unen los puntos graficados por medio de líneas
3.- Investigación de las aberraciones 3.1 Análisis de las causas que produjeron dicha situación 3.2 Si la aberración se generó por causas especiales se mantienen los límites. 3.3 Si la aberración se generó por causas comunes se eliminan los mismos y se recalculan los límites.
Desarrollo de las cartas y gráficas de control por variable
en la variación del ala
Código IA03-P1
Pág.:2/2
INSTRUCTIVO N° 3

4.5.2 DESCRIPCIÓN DE LOS FORMATOS: CARTAS Y GRÁFICAS DE CONTROL
Formato #1
Este formato comprende el diseño de una carta de control, en donde se registrarán las mediciones obtenidas durante el muestreo, en el mismo se aprecian casilleros tanto para el número del subgrupo, la hora y para las mediciones obtenidas en cada una de las muestras.
En el formato se aprecia cierta información adicional que tiene que ser llenada por parte de la persona encargada de realizar el control, información como la máquina, la característica de la calidad y la fecha concerniente a dicho control.
Formato #2
Las gráficas de control X y R comprenden el formato # 2, las cuales están diseñadas de manera que se puedan identificar en cada una de ellas sus límites de control, tanto superior como inferior con sus respectivas líneas centrales.
Límites de control que presentan abreviaturas (LSC-LIC) de manera que los puntos a graficar deberán estar comprendidos entre los mismos, sin dejar de lado la numeración en una escala del uno hasta el veinte, para facilitar la graficación de los puntos, mediante la identificación del número del subgrupo.
Formatos que permiten que a las personas que se les asignen las funciones del control estadístico, puedan tener una herramienta de fácil entendimiento y comprensión; indicando que los mismos pueden ser sometidos a cambios de acuerdo a conveniencia de la organización.
4.6 COSTO DE LA PROPUESTA
Para llevar a cabo la propuesta de control estadístico se debe cumplir con
los siguientes puntos:
Equipos de medición
Documentación técnica
Capacitación
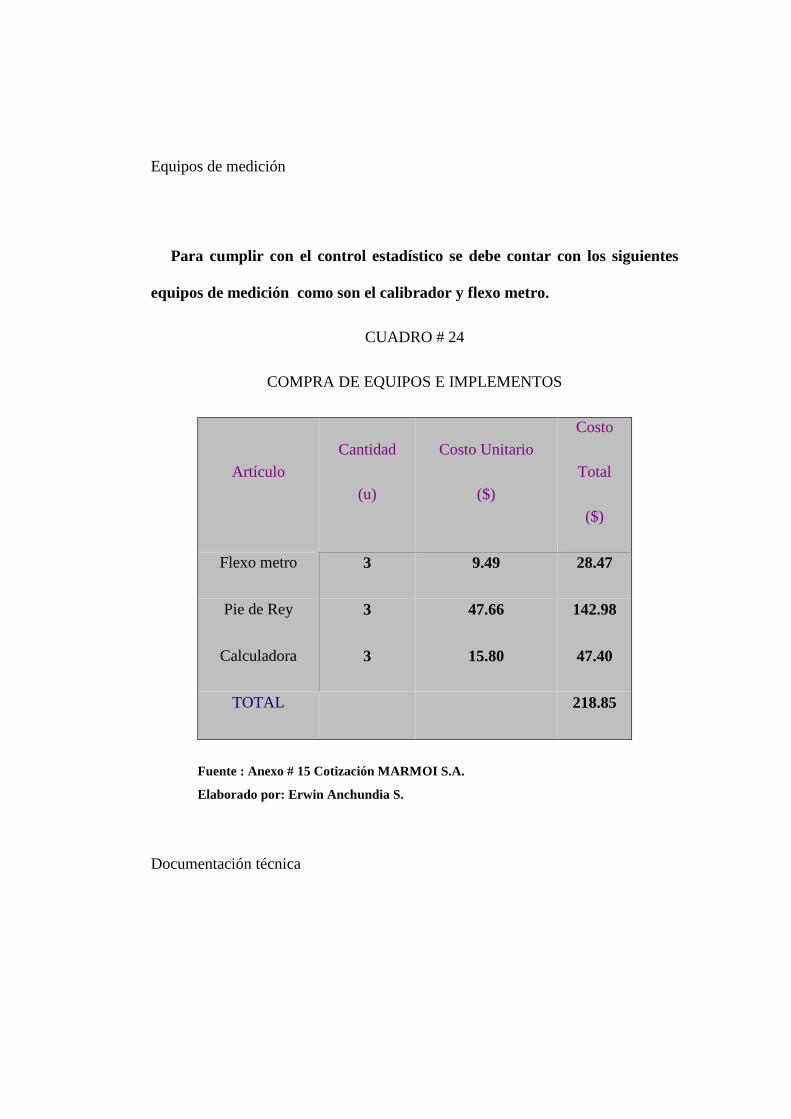
Equipos de medición
Para cumplir con el control estadístico se debe contar con los siguientes
equipos de medición como son el calibrador y flexo metro.
CUADRO # 24
COMPRA DE EQUIPOS E IMPLEMENTOS
Artículo
Cantidad
(u)
Costo Unitario
($)
Costo
Total
($)
Flexo metro 3 9.49 28.47
Pie de Rey 3 47.66 142.98
Calculadora 3 15.80 47.40
TOTAL 218.85
Fuente : Anexo # 15 Cotización MARMOI S.A.
Elaborado por: Erwin Anchundia S.
Documentación técnica
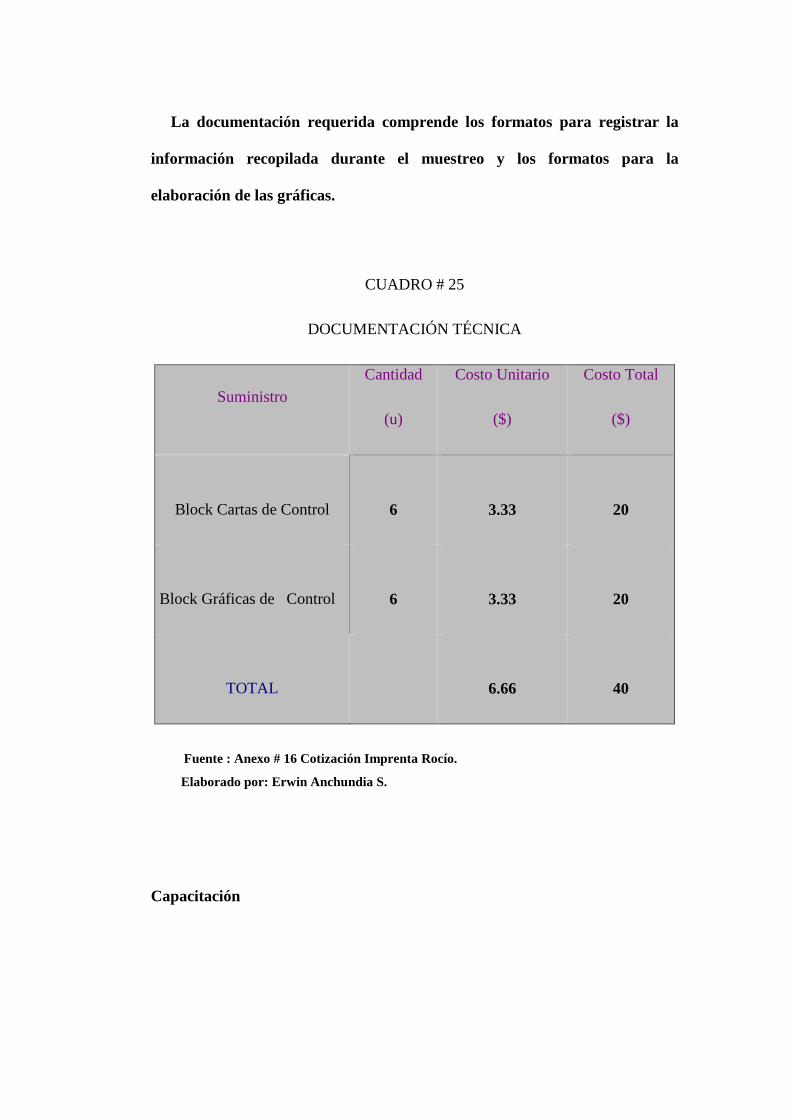
La documentación requerida comprende los formatos para registrar la
información recopilada durante el muestreo y los formatos para la
elaboración de las gráficas.
CUADRO # 25
DOCUMENTACIÓN TÉCNICA
Suministro
Cantidad
(u)
Costo Unitario
($)
Costo Total
($)
Block Cartas de Control
6
3.33
20
Block Gráficas de Control
6
3.33
20
TOTAL
6.66
40
Fuente : Anexo # 16 Cotización Imprenta Rocío.
Elaborado por: Erwin Anchundia S.
Capacitación

Se necesita capacitar al personal que labora en la línea, a manera de que tengan
conocimiento de la importancia de su labor y así poder cumplir con la propuesta,
se capacitará en los concernientes temas:
Trabajo en Equipo
Inducción a la Calidad
Control Estadístico de Procesos
Metrología
El personal recibirá una capacitación de 60 horas, representando un Costo para
la empresa, debido a la capacitación que recibirá el personal de 2,835 dólares;
ver Anexo # 17.
De manera que la puesta en marcha de la propuesta, por parte de la
empresa representa un Costo total de 3,093.85 dólares.
4.7 ANÁLISIS COSTO / BENEFICIO
4.7.1 ANÁLISIS COSTO
Para el desarrollo de nuestro análisis costo / beneficio se considerará
los siguientes puntos que involucran los rubros señalados a continuación:
Longitud del perfil fuera de control; donde estos perfiles representan
una producción mensual de 1.10 Toneladas, constituyéndose en una
pérdida para la empresa de 385 dólares /mensuales.

La producción de perfiles de segunda; quienes representan una
producción mensual de 10.2 Toneladas, producción que equivale para la
empresa una pérdida de 3,570 dólares / mensuales.
Dando como resultado una pérdida de 3,955 dólares / mensuales para
la empresa.
385 $/mes + 3,570 $ /mes = 3,955 $ / mes
Costos de no-calidad que representan una pérdida total para la
empresa de 47,460 dólares / año
3,955 $ /mes x 12 meses = 47,460 $ / año
4.7.2 ANÁLISIS BENEFICIO
Mediante el empleo del Control Estadístico de Procesos se obtendrán
los siguientes beneficios:
Se eliminará de gran forma los perfiles cuya longitud se consideran
como fuera de control, con relación al exceso en su longitud, realizándose
cambios en el proceso; produciéndose un beneficio para la empresa de
385 dólares / mensuales.
Se reducirá a un 40% las pérdidas que se tienen por la producción de
perfiles de segunda, esto es 1,428 dólares / mensuales.
Los perfiles de segunda se deben a causa de la calibración y de la
presencia de soldadura, en donde la primera causa representa el mayor
porcentaje (60%) del costo total, no así la segunda causa debido a que si
no se unen los flejes no se logra dar continuidad al proceso; siendo algo
típico del proceso.
Teniendo un ahorro de 2,142 dólares / mensuales.
Por lo tanto, la empresa tiene un ahorro de 2,527 dólares / mensuales
385 $ / mes + 2,142 $ / mes = 2,527 $ / mes
Obteniendo finalmente la empresa un beneficio total de 30,324 $ /año
2,527 $ /mes x 12 meses = 30,324 $ /año
A continuación tenemos el cuadro # 26, en donde se resumen los
costos y beneficios que se obtienen de la propuesta.
CUADRO # 26
COSTO / BENEFICIO

COSTOS BENEFICIOS
Equipos e Implementos $ 218.85 Perfiles con longitud $ 4,620
dentro de control
Suministros $ 40 Perfiles de primera $ 25,704
Capacitación $ 2,835
Total de Costo $ 3,093.85 T otal de Beneficios $ 30,324.00
Elaborado por: Erwin Anchundia S.
Los cálculos demuestran que se tiene un beneficio substancial de
27,230.15 dólares / año.
BENEFICIO = 30,324.00 - 3,093.85
BENEFICIO = 27,230.15 $ / año
4.7.3. RECUPERACIÓN DE LA INVERSIÓN
Análisis del flujo de efectivo
El método de recuperación por el rendimiento sobre la inversión
emplea la razón del monto medio anual (12 meses) de las utilidades que
se logran con el empleo del método propuesto.
El recíproco del rendimiento sobre la inversión, expresa el tiempo que
tomaría recuperar la inversión original.

Inversión = $ 3,093.85
Beneficio = $27,230.15
Tasa interés = 12% Fuente: Banco del Estado
Al final del
periodo (mes)
1
2
3
4
5
6
7
8
9
10
11
12
Total
Promedio
Beneficio / Ingreso
(Ventas)
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
2,269.17
3,093.85
2,269.17
S = P ( 1+i ) n
( )ni
SP
+=
1
2,246.70
2,224.45
2,202.43
2,180.62
2,159.03
2,137.66
2,116.49
2,095.54
2,074.79
2,054.24
2,033.91
2,013.77
25,539.63
Rendimiento sobre la inversión 7334.085.093,3
17.269,2 ==
Rendimiento sobre la inversión = 73.34%
Restitución = 1 / 0.7334 = 1.4 meses

Valor actual del flujo de efectivo = 25,539.63
Por lo tanto el tiempo que tomaría para que el total de ingresos
incrementados sea igual al costo total es de 42 días, debido a que:
Inversión mensual por 12 meses es 3,093.85 dólares /año
Beneficio por 12 meses es 27,230.15 dólares / año
Por lo que realizando una regla de tres, podemos comprobar que el
tiempo de recuperación de la inversión por parte de la empresa, es en un
periodo de 42 días.
4.8 FACTIBILIDAD Y VIABILIDAD
La propuesta se ostenta a manera de ser factible, puesto que los
cálculos anteriormente efectuados nos indican un beneficio substancial de
27,230.15 dólares / año.
El coeficiente Beneficio / Costo (B / C), nos indica $8.80 de retorno por
cada dólar invertido:
BENEFICIO
COSTO
27,230.15 / 3,093.85 = $ 8.80
Fuente : www.gestipolis.com
La relación B / C 1; resultando la propuesta factible.
Por lo que sería un retorno positivo para la empresa; siendo factible la
propuesta, ya que se puede llevar acabo la producción por parte del
personal que labora en la Línea, recibiendo los ingresos suficientes para
que se la considere como viable, a través de los cálculos anteriormente
realizados.
Los ingresos recibidos por la empresa nos hacen considerarla viable,
puesto que se tiene un 73.34% de rendimiento sobre la inversión que
implica la propuesta.
En donde el análisis de flujo de efectivo nos revela que se recuperará
en 42 días la inversión de $3,093.85 ganando el 12%; durante los 12
meses (1 año) de vida prevista de la propuesta, por lo que se recibirán
ingresos por el valor de $22,445.78 más respecto de la inversión original.
No sólo económicamente es viable, sino que permite la conservación
de los recursos y la reducción al mínimo de los riesgos, puesto que al ser
factible, esta resultaría viable a su periodo.
4.9 SOSTENIBILIDAD Y SUSTENTABILIDAD
Económicamente es sostenible la propuesta, debido a que el sistema
produce una rentabilidad razonable y estable a través del tiempo en que
dura la inversión; en donde la forma de manejo y la organización,
permiten un grado aceptable de satisfacción de las necesidades del
personal involucrado, permitiendo que internamente la organización
mantenga la propuesta en funcionamiento, permitiéndose llevar a cabo
por la empresa representando beneficios para la misma.
Añadiendo que se cuenta con los recursos financieros, humanos, y
aquellos recursos que apoyan la realización de las actividades de manera
que la propuesta se cumpla a cabalidad sin mayores inconvenientes,
como su infraestructura.

Siendo sustentable la propuesta al entender que con la capacidad de
la propuesta, en la que se determinó un retorno para la empresa de $8.80
por cada dólar que esta invierte, se convierte en un indicador positivo para
la empresa; por lo que se logrará continuar entregando los beneficios a la
empresa durante un periodo de tiempo significativo.
4.10 PUESTA EN MARCHA
La puesta en marcha de la propuesta requiere llevar a cabo un
conjunto de actividades, las cuales nos dan la pauta para que al iniciar la
misma, se logre llevar acabo la propuesta con el mínimo de
inconvenientes, estas actividades se las indican a continuación:
Actividad # 1: Estudio de la propuesta
El estudio realizado será presentado a la gerencia de la empresa, la
cual realizará los respectivos análisis a la misma; permitiéndose así una
vez analizada la misma poder dar un diagnóstico sobre la propuesta,
esperando para aquello una respuesta al cabo de 1 semana, partir de la
cual se continuará con las demás actividades, de ser positivo el
diagnóstico.
Actividad # 2: Selección del personal
El personal que recibirá la capacitación deberá ser plenamente
identificado; de igual manera se deberá seleccionar a la persona
encargada de capacitar al dicho personal, incurriendo en un tiempo de 1
semana para aquello.
Donde, dos días de la semana se requerirán para la selección del
personal que recibirá la capacitación y los cinco días para la selección de
la persona encargada de la capacitación.

Actividad # 3: Disponibilidad de la documentación
Se deberán elaborar los formatos requeridos para el control estadístico
de procesos, comprendiendo las cartas y gráficas de control; o en su caso
se podrá utilizar las cartas y gráficas de control propuestas, por lo que se
procederá a enviar los formatos, para que estos sean impresos,
incurriendo en un tiempo de 1 semana.
Actividad # 4: Compra de equipos e implementos
Para la compra de equipos e implementos se incurre en un tiempo de
1 semana debido a que estos pueden ser obtenidos localmente, sin dejar
de lado el tiempo de la aprobación para la realización de dicha compra.
Cabe indicar que el tiempo para la compra de los equipos e
implementos, es el mismo para la adquisición de la documentación; es
decir son dos actividades que se la llevaran a cabo en la misma semana.
Actividad # 5: Capacitación del personal
El tiempo de capacitación de las personas que previamente fueron
identificadas será de 4 semanas, debido a que la capacitación se la
realizará tres horas diarias.
Para el efecto se tiene el Diagrama de Gantt, en donde se puede
apreciar el cronograma tentativo de las actividades anteriormente
señaladas, indicando el tiempo en que se incurren en cada una de ellas.
CAPITULO V
CONLUSIONES Y RECOMENDACIONES

5.1 CONCLUSIONES
� A continuación se indica que técnicamente se determinó lo siguiente:
a.- Se determinaron pérdidas de 1.10 Ton / mes de perfiles cuya
longitud se consideraron como fuera de control, imputables al
accionamiento mecánico y a la predisposición del operador.
b.- Se determinaron pérdidas de 10.2 Ton / mes debido a la presencia
de perfiles de segunda, imputables a la calibración y a la presencia de
soldadura.
c.- Se determinó una falta de producción de 3.4 Ton / mes debido a los
tiempos improductivos por espera de rollos, imputables a la disponibilidad
del puente, y el almacenamiento de los rollos.
d.- Se determinó una falta de producción de 71.8 Ton / mes debido a
los cambios continuos de armado, imputables a los cambios de orden de
producción, a la falta de rollos y finalmente a la falta de materia prima.
� Económicamente se tiene lo siguiente:
a.- Se determinaron que los costos en los que se incurre en cada uno
de los problemas descritos, representan una pérdida para la empresa de
363,300 dólares / año.
b.- Se determinaron que los costos de no calidad para la empresa,
imputables a los perfiles cuya longitud se consideran fuera de control y a
la presencia de los perfiles de segunda es de 47,460 dólares / año.
� En la Organización se determinaron los siguientes puntos:

a.- Se adolece de un Sistema de Gestión de calidad; por lo que no se
cuenta dentro de la empresa con una estructura del Sistema de Calidad.
b.- Se determinó que el alcance del Sistema que se lleva a cargo por
parte de la organización como un Sistema de Calidad es focalizado; en
donde dicho control se lo aplica al finalizar el proceso de elaboración del
producto.
Se propone que para solucionar los problemas se debe Diseñar un
Sistema de Control Estadístico de procesos, para la mejora de la
productividad en la línea de perfiles.
5.2 RECOMENDACIÓNES
� Técnicamente se recomienda lo siguiente:
a1.- Tomar las acciones correctivas necesarias del caso, de manera
que el accionamiento no se lo realice mecánicamente a través de un
botón; sino de una forma automática durante el proceso.
De no ser así:
a2.- Se sugiere verificar que la señal del corte del perfil esté a la
distancia correcta.
a3.- Se recomienda unificar los criterios de corte del perfil, con relación
al momento en que se tiene que realizar el corte del mismo, con la ayuda
de la señal (tope).
b1.- El realizar en cada cambio de armado una limpieza de la máquina,
especialmente la mesa de deformación, la cual aloja la mayor cantidad de

suciedad producto del proceso, a manera de que se tengan las
condiciones aceptables de trabajo.
b2.- Se deben proporcionar los equipos y suministros necesarios para
llevar a cabo la calibración de los pasos, que en conjunto con la anterior
recomendación ayudaría de gran forma a dicha operación, puesto que
esta depende la precisión con que lo haga el operador.
c1.-Se sugiere colocar los rollos en el puesto de trabajo, a modo de
reducir los tiempos improductivos por espera de rollo; puesto que el
operador del puente pasaría directamente a colocar los rollos en el porta
bobina, una vez que termine su anterior actividad.
c2.-Los rollos deben ser almacenados colocando tacos de madera
entre ellos de manera que permita una rápida sujeción del mismo, para su
posterior transporte.
d.-Se recomienda planificar la producción a manera de producir las
unidades proyectadas para la venta en el mes, empleando una orden de
producción por el lapso en que se produzcan las unidades requeridas; de
modo que se producirá un cambio de orden debido a la necesidad de
elaborar otro producto, en donde su producción sería para el mes.
� En el aspecto Económico se sugiere lo siguiente:
a.- Se recomienda llevar a cabo el Control Estadístico de Procesos,
debido a que los ingresos recibidos por la empresa nos hacen
considerarla factible, puesto que se tiene un rendimiento sobre la
inversión del 73.34%; teniendo una rentabilidad razonable y estable a
través del tiempo en que dura la inversión.

b.- El emplear el Control Estadístico de procesos nos revela que se
recuperará en 42 días la inversión de $3,093.85 ganando el 12%; durante
los 12 meses (1 año) de vida prevista de la propuesta, por lo que se
recibirán ingresos por el valor de $22,445.78 más respecto de la inversión
original.
� Dentro de la Organización se recomienda lo siguiente:
a.- Se recomienda que para mejorar la calidad se requiere de la
participación del área administrativa, al poner en práctica por primera vez
la propuesta; por lo general se obtendrá un mejor desempeño del
personal, debido a que se ejerce una influencia en el operario a favor del
desempeño; en donde si la administración muestra interés por la calidad,
el operario responderá en consecuencia.
b.- Que el sistema de calidad no se lo dirija sobre un solo punto, sino
que se lo aplique durante todo el proceso de la elaboración del producto,
y que dicho control sea continuo en todos los turnos de trabajo.
c.- Cumplido el objetivo de poner en práctica las gráficas de control, se
deben reducir el número de inspecciones, y someterlas a un monitoreo
por parte del operario; para de esta manera dirigir los esfuerzos hacia la
búsqueda de soluciones a los problemas que se presentan en las demás
líneas de producción; tendiente a mejorar continuamente en lo referente a
la calidad de los productos.
BIBLIOGRAFÍA

BESTERFIELD Dale H. “ Control de Calidad” Cuarta Edición año 1994
BERESON M. L. y LEVINE D. M. Estadística para la Administración y
Economía Mc. Graw Hill año 1991
BURGOS PERDOMO Álvaro Gestión de la Calidad en los Procesos
Productivos Icotec, Bogotá, D.C. Colombia 2002
CAMPANELLA Jack Los Costes de la Calidad Editorial AENOR año
2000
CANTÚ DELGADO Humberto Desarrollo de una Cultura de Calidad Mc
Graw-Hill Interamericana Editores año 1997
DUNCAN J. Achenson Control de Calidad y Estadística Industrial
Editorial Alfaomega
HINES William W. “ Probabilidad y Estadística para Ingeniería” Tercera
Edición año 2000
IMAI Masaaki “Como Implementar el Kaizen en el puesto de Trabajo”
Primera Edición año 1998
ISHIKAWA Kaoru ¿Qué es el Control Total de Calidad, la Modalidad
Japonesa? Grupo Editorial Norma año 1997
JURAN J. M. – GRYNA Fran M. “Manual de Control de Calidad” Cuarta
Edición año 1997
MARSH John Herramientas para la Mejora Continua Editorial AENOR
año 2000
MONTGOMERY Douglas C. “Control Estadístico de Calidad” Primera Edición
año 1991
NIEBEL Benjamín W. “Ingeniería Industrial” Novena Edición año 1996
NIEBEL Benjamín W. “Ingeniería Industrial” Décima Edición año 2001
SANCHEZ SANCHEZ Antonio La Inspección y el Control de Calidad
Editorial LIMUSA Quinta edición
SCHERKENBACH William W. “La Ruta Deming a la Calidad y Productividad”
Primera Edición año 1992
TARQUIN Anthony y BLANK Leland Ingeniería Económica Editorial Mc
Graw Hill Cuarta edición año 1999
Tesis de Grado elaborada por el Sr. Castelanos Yagual Jhonny cuyo tema es
Incremento de la Eficiencia en la Línea de Perfiles de la Empresa Aceropaxi S.A.
en el año 1999
www.calidad.com.ar/ calid11. html
www.calidad.com.ar/ control7. html
www. gestiopolis.com/canales/financiera/articulos/24/ tirl
www.monografias.com/trabajos14/reducciondecostos/reducciondecostos.
shtml
www.itlp.edu.mx/publica/tutoriales/desproyectos/tema%203-1.html

www. Vitroaceros.com.ec
Folleto FACULTAD INGENIERÍA INDUSTRIAL “ Introducción al Estudio
del Trabajo”


















