UNIVERSIDAD NACIONAL AUTÓNOMA DE...
115
UNIVERSIDAD NACIONAL AUTÓNOMA DE NICARAGUA UNAN- LEÓN FACULTAD DE CIENCIAS QUÍMICAS CARRERA DE INGENIERÍA DE ALIMENTOS TESIS PARA OPTAR AL TÍTULO DE INGENIERO EN ALIMENTOS TEMA: ELABORACIÓN DE PROGRAMAS PRE-REQUISITO PARA LAS BUENAS PRÁCTICAS DE MANUFACTURA EN LA COOPERATIVA DE SERVICIOS MÚLTIPLES PRODUCTORES DE JINOTEGA (COOSMPROJIN R.L), EN EL DEPARTAMENTO DE JINOTEGA, DURANTE EL PERÍODO COMPRENDIDO ENTRE JULIO A NOVIEMBRE DEL 2015. AUTORES: Br. Jadelin Huguett Rivera Rivas. Br. Jhadis Marina Sánchez Guillen. TUTORA: MSc. María del Carmen Fonseca. León, abril de 2016. ¡A la libertad por la Universidad!
Transcript of UNIVERSIDAD NACIONAL AUTÓNOMA DE...
UNIVERSIDAD NACIONAL AUTÓNOMA DE NICARAGUA
UNAN- LEÓN
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE INGENIERÍA DE ALIMENTOS
TESIS PARA OPTAR AL TÍTULO DE INGENIERO EN ALIMENTOS
TEMA:
ELABORACIÓN DE PROGRAMAS PRE-REQUISITO PARA LAS BUENAS
PRÁCTICAS DE MANUFACTURA EN LA COOPERATIVA DE SERVICIOS
MÚLTIPLES PRODUCTORES DE JINOTEGA (COOSMPROJIN R.L), EN EL
DEPARTAMENTO DE JINOTEGA, DURANTE EL PERÍODO COMPRENDIDO
ENTRE JULIO A NOVIEMBRE DEL 2015.
AUTORES:
Br. Jadelin Huguett Rivera Rivas.
Br. Jhadis Marina Sánchez Guillen.
TUTORA:
MSc. María del Carmen Fonseca.
León, abril de 2016.
¡A la libertad por la Universidad!
Programas Pre-Requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
ii
AGRADECIMIENTO.
Quiero agradecer primeramente a Dios por la vida, por su amor infinito, por su
fidelidad durante estos años de mi carrera, por darme la fortaleza para llegar hasta este
momento y por ser la luz que alumbra mi camino.
A mis padres Xiomara Rivas y Francisco Osegueda, que con amor, sacrificio y
esmero se esfuerzan cada día, en proveer las finanzas para lograr que sea una persona de
bien para la sociedad, como sus rogativas plegarias a Dios por protección, fuerza y
sabiduría, hay mucho por decir de sus roles de bendición para mí que solo puedo decir
GRACIAS.
A mis hermanas María Francisca y Gema Paola y a mi hermano Wilmer
Francisco por su amor especial e invaluable, por contribuir a hacerme más feliz.
A mi compañera de trabajo Jhadys por compartir momentos buenos y malos a lo
largo de este trabajo monográfico.
Al personal de la cooperativa COOSMPROJIN R.L por brindarnos la oportunidad
y la confianza para llevar a cabo la realización de esta investigación.
Maestros por su labor de compartir el pan del conocimiento, trabajo no remunerado
con dinero, porque sus salarios son simbólicos a la realidad de la entrega abnegada de su
saber y en especial a Msc. María del Carmen Fonseca, por su apoyo en la tutoría de este
trabajo.
A mis amig@s por compartir tiempo valioso conmigo, por su apoyo incondicional y
los buenos recuerdos de cada momento vivido junt@s, de manera especial a Marbely,
Leany, Tania, Vania.
Br. Jadelin Rivera Rivas.
Programas Pre-Requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
iii
AGRADECIMIENTO.
Primeramente a Dios porque gracias a él he culminado, por las fuerzas y sabiduría
que día a día me da.
A mis padres Douglas Sánchez Rodríguez y Ana maría Guillen Villalobos por el
amor, paciencia y sobre todo la ayuda económica que me han brindado en todo mi periodo
de formación.
A mis hermanas Greyssis Josselin Sánchez y Estrella Belén Sánchez por estar ahí
siempre que las necesito y por su apoyo que de una u otra forma me han dado.
A mi novio Gerald Josué Medina por su amor y apoyo incondicional.
A mis docentes porque gracias a ellos he adquirido los conocimientos que me han
brindado, en especial a la Msc. María del Carmen Fonseca por su tiempo brindado en la
elaboración de esta tesis.
Br. Jhadis Sánchez Guillén.
Programas Pre-Requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
iv
DEDICATORIA.
A Dios el principio y el fin de todas las cosas, existente desde la eternidad hasta la
eternidad, quien es el centro de mi vida y quien es la mayor inspiración en todo lo que
hago, soy y me esfuerzo cada día por llegar a ser.
Mis Padres y herman@s, que, con sus testimonios de abnegación, con la ayuda de
Dios y todo lo que da su corazón y sus fuerzas, me han motivado no solo con palabras sino
también monetariamente, por toda su paciencia durante estos años en la universidad.
Br. Jadelin Rivera Rivas.
Programas Pre-Requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
v
DEDICATORIA.
A Dios sobre todo por haberme dado la oportunidad de llegar a finalizar mis
estudios por su amor y guía que me da siempre.
A mis padres por su infinito amor, por sus consejos, y estar siempre para mí, por
darme ese apoyo en los tiempos de dificultad y darme ánimos para lograr esta meta.
A mi abuelito que ha sido una de las personas que me ha dado ánimos, consejos y
sobre todo esas oraciones que día a día hizo y hace para que me vaya bien en todo lo que
hago.
Br. Jhadis Sánchez Guillen.
Programas Pre-Requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
vi
ÍNDICE
Unidad Contenido Página
Agradecimiento ii
Dedicatoria iv
I. Introducción 1
II. Antecedentes. 3
III. Justificación. 5
IV. Planteamiento del problema. 6
V. Objetivos. 7
5.1 General 7
5.2 Específicos 7
VI. Marco teórico 8
6.1. Cosecha y manejo en campo de frutas y hortalizas frescas. 8
6.2. Cosecha 9
6.2.1. Objetivos de la cosecha 9
6.2.2. Época de la cosecha 10
6.2.3. Índices de madurez para la cosecha 10
6.2.4. Métodos de cosecha 11
6.3. Maduración. 12
6.4. Manejo en post cosecha de frutas y hortalizas frescas. 14
6.4.1. Post cosecha 14
6.4.2. Manejo post cosecha. 14
6.4.3. Factores de pre cosecha que influyen en la post cosecha 15
6.4.3.1. Genéticos 15
6.4.3.1.1. Selección de las variedades 15
6.4.3.1.2. Selección de los patrones 15
6.4.3.2. Climáticos 15
6.4.3.2.1. Temperatura 15
6.4.3.2.2. Altitud 15
6.4.3.2.3. Duración del día e intensidad de la luz 16
6.4.3.2.4. Relación de agua 16
6.4.3.3. Agriculturales 16
6.4.3.3.1. Nivel nutricional 16
6.4.3.3.2. Podas 16
6.4.3.3.3. Control de plagas y enfermedades 17
6.4.3.4. Factores fisiológicos 17
6.4.4. Respiración. 17
6.4.5. Clasificación de los frutos climatéricos y no climatéricos 18
6.4.6. Transpiración. 19
6.4.7. Etileno. 20
6.4.8. Pérdidas de post cosecha. 20
6.4.8.1. Causas y tipos de pérdidas. 21
6.4.8.2. Tipos de pérdidas. 22

Programas Pre-Requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
vii
6.4.9. Fisiología de la maduración y post recolección. 22
6.4.10. Transformaciones químicas durante la maduración. 23
6.4.10.1. Color. 23
6.4.10.2. Carbohidratos. 24
6.4.10.3. Firmeza. 24
6.4.10.4. Ácidos orgánicos. 25
6.4.10.5. Grados Brix. 25
6.4.10.6. Aromas. 25
6.5. Operaciones de la post cosecha aplicada a las frutas y hortalizas
frescas.
25
6.5.1. Operaciones básicas 26
6.5.1.1. Limpieza 26
6.5.1.2. Selección 26
6.5.1.3. Clasificación 26
6.5.1.4. Secado 26
6.5.2. Operaciones especiales 27
6.5.2.1. Encerado 27
6.5.2.2. Empaque 27
6.5.2.3. Almacenamiento 27
6.5.2.4. Transporte 27
6.6. Calidad de las frutas y hortalizas frescas. 28
6.7. Cadena de valor de las frutas y hortalizas frescas en Nicaragua. 29
7. Norma para la higiene y adecuada manipulación de los alimentos. 31
7.1 Higiene. 31
7.2 Lavado de manos. 31
7.3 Normas generales de higiene. 31
7.4 Higiene del personal. 33
7.5 Edificios, patios, terrenos e instalaciones. 35
VII. Metodología. 38
VIII. Resultados y análisis de resultados. 42
IX. Conclusión. 47
X. Recomendaciones. 48
XI. Referencias bibliográficas. 49
ANEXOS. 50
ANEXO No1. Ficha de inspección de buenas prácticas de
manufactura para fábricas de alimentos procesados.
44
ANEXO No 2. Elaboración de programas pre requisitos para las
Buenas Prácticas de Manufactura de la cooperativa de productores
de Jinotega COOSMPROJIN R.L.
54
Anexo No 3. Imágenes de la planta de proceso COOSMPROJIN R.L.
100
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
1
I. INTRODUCCIÓN.
Las frutas y hortalizas son importantes productos en las economías de muchos
países Latinoamericanos, tanto para abastecer demandas del mercado nacional, así como
para abastecer mercados de exportación.4
En Nicaragua, los productores hortícolas desarrollan importantes esfuerzos para que
este sector experimente un crecimiento que les permita atender la demanda local y exportar
a nivel regional e internacional ya que esta actividad representa un potencial fuerte para el
desarrollo de la producción hortofrutícola de diferentes especies tropicales autóctonas y
comerciales.4
De la mano con organizaciones como la Asociación de Productores y Exportadores
de Nicaragua (APEN) y organizados en la Comisión Sectorial de Hortalizas, los actores del
sector buscan alternativas para diversificarse, tecnificarse y mejorar su competitividad en
un mercado cada vez más exigente.1
En el departamento de Jinotega, al norte de Nicaragua, pequeños productores de
hortalizas, organizados en cooperativas, implementan tecnologías que permitan aumentar el
rendimiento y calidad de los cultivos. En ese mismo departamento en la comunidad de
Sasle en los centros de acopio y procesamiento de las cooperativas, los estándares de
calidad en el manejo de los alimentos para garantizar su inocuidad están más desarrollados
esto debido a que las pérdidas de valor de estos productos asociadas al deterioro de la
calidad durante el manejo post cosecha, almacenamiento y distribución, es un factor que
contribuye en forma importante a pérdidas económicas considerables.1
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
2
Sin embargo, el aumento reciente de reportes de Enfermedades Transmitidas por
Alimentos asociadas con las Hortalizas y Frutas frescas ha despertado inquietudes entre las
autoridades sanitarias y los consumidores respecto a la inocuidad de estos productos y ha
conducido al establecimiento de nuevos requerimientos higiénicos–sanitarios para su
control, ya que estos son productos no procesados y con problemas de calidad por ser
perecederos
En respuesta a la necesidad de reducir los riesgos de contaminación asociados con la
producción y comercialización de las frutas y hortalizas frescas, como mecanismo para
generar mayores oportunidades de mercado, se han hecho grandes esfuerzos a todos los
niveles gubernamentales y de la industria alimentaria para desarrollar y aplicar prácticas
seguras para el manejo de las frutas y hortalizas en toda la cadena alimentaria. Estos
esfuerzos hacen hincapié en la aplicación de Buenas Prácticas de Manufactura (BPM)
durante la fase de adecuación de producto y en general durante el manejo post cosecha.
Dentro de este contexto se han elaborado Programas Pre-requisito para las Buenas
Prácticas de Manufactura para la Cooperativa de Servicios Múltiples Productores de
Jinotega (COOSMPROJIN R.L.), con el propósito de orientar y facilitar al personal para la
aplicación y control de medidas higiénico- sanitarias, que conserven la calidad e inocuidad
de las hortalizas y por consiguiente mejorar la competitividad de la cooperativa.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
3
II. ANTECEDENTES.
Alrededor de 22,000 manzanas se dedican al cultivo de hortalizas y vegetales en
Nicaragua, pero de la producción que se obtiene solo el uno por ciento se destina a la
exportación, según la Asociación de Productores y Exportadores de Nicaragua (APEN).
Una de las desventajas para ampliar la venta externa es que solo el 25 por ciento de las
hortalizas “califica como productos de alta calidad, el resto es vendido en su mayoría en
mercados informales con menos exigencias”.1
La cooperativa COOSMPROJIN, R.L, fue constituida en el municipio de Jinotega,
departamento de Jinotega, el 13 de agosto del 2004, con la participación de diecisiete
socios/as fundadores/as. Llamándose inicialmente Cooperativa Agropecuaria de
Producción de Jinotega (COOSMPROJIN R.L.) y posteriormente, con las reformas de la
Ley General de Cooperativas (Ley No. 499), se modificó los estatutos de dicha cooperativa,
llamándose posteriormente Cooperativa de Servicios Múltiples Productores de Jinotega
(COOSMPROJIN R.L.). Está conformada por 64 socios y socias de diferentes
comunidades de influencia. En su mayoría son pequeños/as productores/as de hortalizas y
granos básicos. Como cooperativa forma parte de la Central Cooperativas de Servicios
Múltiples de Exportación e Importación del Norte R.L. (CECOOPSEMEIN R.L.).1
Actualmente la cooperativa está conformada por 78 socios y socias, entre ellos 16
mujeres, diseminados en 7 comunidades. En su mayoría son pequeños/as productores/as de
hortalizas y granos básicos. 1
La cooperativa ha desarrollado un proyecto de procesamiento de vegetales frescos
que comenzó a partir de abril 2015. Son proveedores directos de Walmart.1
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
4
COOSMPROJIN, R.L actualmente tiene cinco líneas de negocio que consisten en:
1. Producción y Comercialización de Hortalizas.
2. Producción de Plántulas o Pilones.
3. La venta de agro-servicios.
4. Servicio de Crédito
5. Producción de Semilla Certificada y Grano comercial de frijol rojo y negro.1
Es importante resaltar que COOSMPROJIN R.L. no cuenta con ninguna
documentación soporte o programas para las Buenas Prácticas de Manufactura.
Cabe mencionar que en la documentación de tesis de la carrera de Ingeniería de
Alimentos no hay existencia de la elaboración de programas pre requisito para las Buenas
Prácticas de Manufactura para el procesamiento post cosecha de frutas y hortalizas frescas.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
5
III. JUSTIFICACIÓN.
La mayoría de los productores y comercializadores de frutas y hortalizas frescas
actualmente no cuentan con la aplicación de las Buenas Prácticas de Manufacturas para la
producción de sus productos, con la garantía de que todo el proceso realizado dentro de las
instalaciones sea confiable
Tal situación es similar en la Cooperativa de Servicios Múltiples Productores de
Jinotega (COOSMPROJIN R.L.) debido a que tiene limitadas condiciones higiénicas
sanitarias en el procesamiento de frutas y hortalizas frescas
En respuesta a la necesidad de reducir los riesgos asociados a la calidad e inocuidad
de las frutas y hortalizas frescas y mejorar las oportunidades de mercado para estos
productos se elaboraran programas pre-requisitos para las Buenas Prácticas de
Manufactura, que constituirán una visión del control y aseguramiento de la calidad e
inocuidad de las frutas y hortalizas, que podrá ser utilizado como referencia para esta
cooperativa, de acuerdo con el tipo de producto, proceso de producción primaria y de
manufactura, empacado o envasado que realice y del mercado de destino.
Estos programas permitirán a la empresa reducir pérdidas del producto,
garantizando que estos sean sanos, seguros e inocuos; con la posibilidad de conquistar en el
futuro el mercado internacional.
Su implementación ofrecerá garantía del control y una gestión eficiente de
inocuidad de las frutas y hortalizas frescas, y a su vez servirá como elemento de base para
el control oficial por parte de las autoridades competentes.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
6
IV. PLANTEAMIENTO DEL PROBLEMA.
El centro de acopio y procesamiento de vegetales frescos, de la cooperativa
COOSMPROJIN R.L no posee documentos propios que describan procedimientos para el
sistema de aseguramiento de la calidad, según el diagnóstico realizado se observó
deficiencia en los estándares de calidad e inocuidad surgiendo así la necesidad de elaborar
programas pre requisito para Buenas Prácticas de Manufactura que garanticen la calidad de
los productos.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
7
V. OBJETIVOS.
5.1. General:
Elaborar programas Pre-requisitos para las Buenas Prácticas de Manufactura en la
Cooperativa de Servicios Múltiples Productores de Jinotega (COOSMPROJIN
R.L.) ubicada en la comunidad Sasle del municipio de Jinotega del departamento de
Jinotega, durante los meses de julio a noviembre de 2015.
5.2. Específicos:
Realizar un diagnóstico higiénico sanitario en la planta procesadora de productos
hortícolas COOSMPROJIN R.L, mediante una inspección aplicando la Ficha de
Auditoría de Buenas Prácticas de Manufactura para Fábricas de Alimentos y
Bebidas Procesados (RTCA 67.01.33:06).
Diseñar los programas para higiene de personal, limpieza y desinfección para los
equipos y utensilios que se utilizan en la planta, y control de procesos en la
producción, para garantizar la manipulación adecuada desde la materia prima hasta
el producto final.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
8
VI. MARCO TEÓRICO.
6.1. Cosecha y manejo en campo de frutas y hortalizas frescas.
Las frutas no sólo se encuentran vivas cuando se encuentran unidas a las plantas de
la cual proceden, sino que después de la cosecha continúan estándolo y por lo tanto siguen
desarrollando los procesos fisiológicos de fotosíntesis, respiración y transpiración; por lo
tanto es importante saber cómo se producen estos procesos, el momento óptimo de cosecha
y las labores que se le deben hacer al fruto después de cosechado para mantenerlo el mayor
tiempo posible en condiciones óptimas de calidad para el consumo final.5
Las frutas son los productos comestibles de una planta constituido por la semilla y
su envoltura la cual puede ser pulposa y jugosa o seca y las hortalizas se definen como
cualquier parte de la planta desde la raíz hasta la yema principal incluyendo hojas, tallos,
yema intermedia, flores, bubos, tubérculos, etc., que sean comestibles.2
Las frutas y hortalizas son todos aquellos materiales obtenidos de la explotación
hortícola y frutícola y exclusiva o prioritariamente destinados en calidad de alimentos al
consumo humano directo, a su adicionamiento y preparación culinaria o a su procesamiento
y transformación industrial. 2
Son por tanto materiales biológicos, esto es tejido o productos provenientes de
procesos biológicos: materias primas que, habiendo exigido tiempo, trabajo y capital en su
producción, deben ser manejadas, preservadas, aprovechadas y transformadas de la manera
más racional, integral y retributiva posible. 2
La cosecha es una práctica de gran importancia tanto para los productores como
para los consumidores; de la determinación del punto óptimo de cosecha y de la utilización
de las herramientas adecuadas va a depender la duración del producto luego de cosechado,
la mayor o menor resistencia al transporte entre otros factores.5
Es decir que de la cosecha y de la adecuada preparación del producto va a depender
el ahorro del consumidor en la compra de los y el mejor ingreso de los productores.5
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
9
Aunque en la práctica, la recolección de los productos parece una actividad muy
sencilla, para que esta sea eficiente, es necesario reunir algunos requisitos, entre ellos
tenemos: 5
Destreza y conocimiento por parte de los operarios.
Conocimiento del producto para determinar su punto óptimo de madurez para la
cosecha.
Alistar oportunamente las herramientas y equipos necesarios.
Hacer un manipuleo adecuado del producto para evitar maltratos y daños. 5
6.2. COSECHA
Es la operación de desprender o separar de la planta los frutos comercial o
fisiológicamente maduros, de acuerdo con el destino del mercado. 5
La cosecha es parte de un proceso que involucra a otros pasos tendientes a mantener
la calidad de la fruta. Estos pasos son:
Buena planificación de la producción para asegurar que la madurez del cultivo coincida
con la demanda del mercado.
Comunicación continua con los compradores para identificar las necesidades exactas a
medida que se acerca el tiempo de la cosecha, pero también, para dar a conocer a los
compradores el mejor momento de cosecha y la calidad esperada.
Planificación anticipada, para coordinar el equipo, el trabajo y el transporte. 5
La eficiencia de la operación depende del uso de un equipo humano experimentado
o entrenado y la adopción de métodos que satisfagan las necesidades de los compradores. 5
6.2.1. OBJETIVOS DE LA COSECHA
El objetivo general de la cosecha es obtener un fruto de excelentes condiciones
físicas y químicas para un mercado cada vez más exigente en calidad, destinada a satisfacer
las necesidades del consumidor. 5
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
10
Para el logro de este objetivo se debe:
Utilizar herramientas adecuadas.
Seleccionar frutos en el árbol por su color y tamaño, dependiendo de la variedad.
Seleccionar los frutos por grado de sanidad de acuerdo al requerimiento del mercado
(consumo fresco o procesamiento). 5
6.2.2. ÉPOCA DE LA COSECHA
Se refiere al momento preciso en que se debe cosechar de acuerdo a las exigencias
del mercado. Cuando la cosecha se hace en forma temprana o tardía, se presentan
problemas con la calidad de los productos colectados, así: 5
Una recolección en época inadecuada puede ocurrir que se coseche demasiado
pronto o demasiado tarde. Si se hace demasiado pronto, se puede presentar: 5
1. Una maduración incompleta que afecta el color, el sabor y el aroma.
2. Una pérdida significativa de peso, porque el fruto no ha alcanzado su madurez
de cosecha y, por tanto, no ha concentrado todos los sólidos posibles.
3. Las frutas y hortalizas se tornan propensas a daños fisiológicos durante el
almacenamiento; especialmente se vuelven susceptibles a las bajas temperaturas.
Si se cosecha demasiado tarde, puede ocurrir:
1. Reducción del tiempo de vida útil del producto.
2. Mayores pérdidas por caída de frutos del árbol.
3. Trastornos fisiológicos internos y externos en los frutos que no se caen.
4. Aumento de la posibilidad de infestación por hongos e insectos. 5
6.2.3. ÍNDICES DE MADUREZ PARA LA COSECHA
La identificación del momento apropiado de madurez para realizar la cosecha de las
frutas y hortalizas, es una consideración importante, que repercute en la vida post-cosecha
del producto y su comercialización. 7
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
11
Es muy importante distinguir entre madurez fisiológica y madurez comercial. La
madures fisiológica hace referencia a la etapa en que las semillas están en condiciones de
germinar y propagarse, generando nuevas plántulas. La madurez comercial, se refiere a las
exigencias de un mercado determinado o de los compradores de los productos. 7
Existen diferentes índices físicos de cosecha, según sea el producto. 7
Para muchas frutas se utiliza el color como índice principal y para ello se toma
como ayuda la tabla de maduración. En algunos productos como el repollo, se observará el
tamaño y la dureza. 7
Producto como el brócoli, su punto de cosecha óptimo no tiene duración más allá de
las 48 horas. 7
Cualquiera que sea el producto a cosechar se deben observar los mayores cuidados
para que no sufra maltrato durante esta operación. 7
6.2.4. MÉTODOS DE COSECHA
Manual Con este método se emplean una gran variedad de herramientas manuales
tales como: Navajas, cuchillos, tijeras, etc. 7
Mecanizada Puede involucrar varios niveles de tecnología. Pueden ser simplemente
vehículos que se desplazan entre las hileras del cultivo. También se puede utilizar
maquinarias cosechadoras complejas, que la labor más rápida. 7
La calidad de las frutas y hortalizas no se puede mejorar, pero se puede conservar.
La mejor calidad se obtiene cuando la cosecha se hace en el estado apropiado de madurez. 7
Las frutas cosechadas inmaduras resultan da calidad baja y maduran en forma
irregular. De manera similar, las hortalizas cosechadas demasiado pronto pueden
permanecer verdes durante más tiempo, pero su calidad nunca será la mejor. Además, el
retraso en la cosecha de frutas y hortalizas aumenta la susceptibilidad a la pudrición, que
afecta su valor en el mercado. 7
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
12
6.3. MADURACIÓN.
Conjunto de cambios que suceden en el interior del producto (especialmente los
frutos) después que ha cesado su crecimiento y adquiere la mejor calidad desde el punto de
vista del consumidor en cuanto a aroma, color y sabor especial. 7
Hay 3 conceptos de madurez que se utilizan en el lenguaje comercial y que es
necesario conocerlos: 7
1. Madurez o cosecha comercial: Es cuando un fruto se desprende del árbol y
puede llegar a desarrollar madurez de consumo. 7
2. Madurez de consumo: En esta etapa son completas y armónicas todas las
características del producto como sabor, color, aroma, textura y consistencia. La
madurez de cosecha en los no climatéricos debe ser igual o muy cercana a la
madurez de consumo. 7
3. Madurez fisiológica: Es la madurez en que el desarrollo fisiológico de todas las
partes del fruto permite que las semillas estén maduras, aptas para su
reproducción. 7
El conocimiento de estos aspectos es importante para poder entrar a satisfacer
necesidades de los consumidores de acuerdo a las características que demanden los
productos. 7
En los productos climatéricos, los puntos de iniciación y finalización del climaterio
(puntos máximo y mínimo de intensidad respiratoria) están íntimamente relacionados con
la madurez comercial y fisiológica. 7
Para identificar los índices de madurez existen diversos métodos. Un buen índice
debe ser, ante todo, sensible; es decir, capaz de poner de manifiesto diferencias pequeñas;
también será práctico, rápido y, si es posible, que pueda expresar el grado de madurez
mediante una cifra que lo haga comparable con las medidas realizadas por otros
observadores y en lugares distintos. 7
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
13
Hay diferentes métodos para determinar la madurez, bien sea la de recolección o la
de consumo; entre ellos se destacan: 7
Medios visuales. Se basa en la inspección visual de los frutos: tamaño, color,
resistencia del pedúnculo, presencia de hojas secas, secamiento de la planta. 7
Medios físicos. Una manera más objetiva para determinar la madurez es hacer
pruebas de madurez. Para ello se utilizan equipos que permiten obtener datos sobre
la resistencia y consistencia del tejido. Los equipos más utilizados para estas
pruebas son el penetrómetro y el texturómetro. 7
A medida que el fruto madura, sus solidos totales y, por consiguiente, su peso
específico, aumentan. En consecuencia, la determinación del peso específico podría
utilizarse como un método rápido para definir la madurez. 7
Métodos químicos. La determinación de ciertas características químicas de los
productos agrícolas, durante su periodo de maduración, ayuda a determinar su
estado de maduración, sobre todo cuando el producto va a ser utilizado en el
procesamiento industrial. Como índices químicos, se destacan: solidos/ácidos
(relación de madurez), contenido de almidón, contenido de azucares, porcentaje de
jugo. 7
Métodos fisiológicos. Los datos de respiración expresan con precisión la edad, en
especial durante la maduración. Se mida la respiración en diferentes fechas de
cosecha y se decide cual es la mejor, de acuerdo con el uso posterior del producto.
Esto debe estar correlacionado con la posición en la curva respiratoria. 7
Métodos organolépticos. En algunos cultivos se predice el momento de la cosecha
con base en las características organolépticas, como el sabor, el aroma, la textura, la
jugosidad y el brillo superficial. Igualmente, se puede determinar la época de
recolección con base en el ciclo vegetativo de cada especie. Vale la pena recalcar
que un solo índice de madurez no es suficiente para definir con precisión el grado
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
14
de madurez de un producto. En la práctica se usan varios índices y se correlacionan
entre sí, alcanzándose mayor confiabilidad. 7
6.4. MANEJO EN POST COSECHA DE FRUTAS Y HORTALIZAS FRESCAS.
La fisiología post cosecha, es la ciencia que estudia los procesos, cambios o
comportamientos que presenta una fruta o una hortaliza después de cosechada o retirada de
la planta madre; por esta razón es de especial interés el conocimiento de aspectos
relacionados con la vida de estos productos en las etapas posteriores a la cosecha, la cual
depende de la manipulación en estado fresco como la cosecha misma, selección,
clasificación, empaque, transporte, exhibición, en el punto de venta, etc. 5
6.4.1. POST COSECHA
Lapso o período que transcurre desde el momento mismo en que el producto es
retirado de su fuente natural y acondicionado en la finca hasta el momento en que es
consumido bajo su forma original o sometido a la preparación culinaria o al procesamiento
y transformación industrial. 7
Es un período muy variable por todos y cada una de las frutas y hortalizas, como
consecuencia de varios factores intrínsecos y extrínsecos de cada producto: especie,
variedad, características físicas y bioquímicas, edad o estado de desarrollo, tipo de tejido u
órgano, contenido de agua y comportamiento fisiológico, estructuras biológicas naturales
de protección, nivel de sanidad, grado de madurez a que es o debe ser recolectado, la
finalidad o uso a que será destinado como alimento en sí mismo o como materia prima
industrial, las distancias entre los centros de producción y de consumo, las condiciones
ambientales que lo rodean y rodearan, las medidas aplicables y los medios disponibles para
su conservación en esta etapa post cultural. 2
6.4.2. MANEJO POST COSECHA.
Conjunto de operaciones y procedimientos tecnológicos tendientes no solo y
simplemente a movilizar el producto cosechado desde el productor hasta el consumidor,
sino también y más que todo a proteger su integridad y preservar su calidad de acuerdo con
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
15
su propio comportamiento y características físicas, químicas y biológicas, durante todo su
periodo de post recolección: cosecha, acopio local o en finca, lavado y limpieza, selección,
clasificación , empaque, embarque, transporte, desembarque, almacenamiento. 2
6.4.3. FACTORES DE PRECOSECHA QUE INFLUYEN EN LA POSTCOSECHA
Todas las operaciones que se realizan para la plantación del cultivo y durante el
desarrollo y producción del mismo inciden en la calidad del producto en la post-cosecha. 5
Aquí se hace referencia solo a aquellos aspectos que tiene una repercusión más
directa, a saber: 5
Genéticos.
Climáticos.
Agriculturales.
Fisiológicos. 5
6.4.3.1. GENÉTICOS: Entre estos se destaca:
6.4.3.1.1. SELECCIÓN DE LAS VARIEDADES: Es válido tanto para frutas como para
hortalizas la selección de una buena variedad, que tenga como características esénciales,
precocidad en crecimiento y producción, tolerancia o resistencia a enfermedades,
producción abundante, porte bajo en el caso de los frutales y sobretodo que el producto sea
del agrado de los consumidores. 5
6.4.3.1.2. SELECCIÓN DE LOS PATRONES: Esto es importantísirno en frutales cuando, la
reproducción se realiza por injerto. Este requiere que sean altamente compatibles y que el
patrón proceda de árboles de bajo crecimiento. 5
6.4.3.2. CLIMÁTICOS: Entre los factores climáticos se destacan los siguientes: 5
6.4.3.2.1. TEMPERATURA: La temperatura ideal en la cual se desarrollan los cultivos
hortofrutícolas es esencial para obtener una buena calidad del producto en la post-cosecha. 5
6.4.3.2.2. ALTITUD: Hace referencia a la altura en metros sobre el nivel del mar; para cada
cultivo existen altitudes ideales. 5
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
16
6.4.3.2.3. DURACIÓN DEL DÍA E INTENSIDAD DE LA LUZ: Está relacionado con la
cantidad de horas luz durante el día y tiene efectos sobre la calidad y el rendimiento. 5
6.4.3.2.4. RELACIÓN DE AGUA: Es necesario mantener en los cultivos hortofrutícolas una
relación ideal de humedad en el suelo, esto se obtiene mediante la construcción de drenajes
para sacar el exceso de agua en tiempo muy lluvioso y mediante un sistema de riesgo en
tiempo seco. 5
Las hortalizas de hoja, cuando son cultivados con exceso de agua en los últimos días
para la cosecha, se vuelven quebradizas y más frágiles para el transporte. 5
6.4.3.3. AGRICULTURALES: Entre los factores agrículturales más importantes se puede
relacionar los siguientes: 5
6.4.3.3.1. NIVEL NUTRICIONAL: Está demostrado que la composición de las frutas y
hortalizas es afectada por el tipo de suelo y su fertilidad. 5
El exceso de nitrógeno por ejemplo reduce la calidad de las frutas y las hortalizas y
afecta su manejo post-cosecha, por tener un mayor contenido de agua. 5
Un buen equilibrio de los nutrientes que requiere cada cultivo es indispensable para
obtener un fruto de excelentes condiciones tanto internas como externas. 5
La fertilización orgánica tiene gran influencia en el mejoramiento de la calidad de
los productos y da confiabilidad a los consumidores. 5
6.4.3.3.2. PODAS: En muchas especies de frutas, la poda juega un papel importantísimo
para la calidad del fruto. 5
Las podas tienen entre otros los siguientes efectos: 5
Permite la entrada de luz y circulación de aire.
Facilita un mejor aprovechamiento de los nutrientes.
Se obtienen frutos más homogéneos en tamaños y color.
Ayuda al control de enfermedades.
Se facilita la cosecha de los frutos. 5
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
17
6.4.3.3.3. CONTROL DE PLAGAS Y ENFERMEDADES: Algunos insectos ocasionan daños a
los cultivos durante su desarrollo, que se reflejan en la post-cosecha, como heridas
cicatrizadas, también larvas en el interior de los productos que desmeritan la calidad y
hacen que el producto se deteriore rápidamente. 5
Ciertas enfermedades que se manifiestan en la post-cosecha vienen desde el campo,
como el caso de la antracnosis y la botritis. 5
Para obtener un producto de excelente calidad es importante hacer un manejo
integrado de los recursos (MIR) y prescindir al máximo de soluciones químicas, ya que la
tendencia de los consumidores es la preferencia por los productos orgánicos. 5
6.4.3.4. FACTORES FISIOLÓGICOS: Uno de los más determinantes, es el punto de
madurez para la cosecha, el cual depende de: 5
Tipo de producto.
Distancia de lugar de producción al centro de comercialización.
Exigencia de los compradores.
Lapso de tiempo entre cosecha y consumo. 5
6.4.4. RESPIRACIÓN.
Las frutas y las hortalizas como todos los organismos vivos respiran. Estas frutas y
hortalizas como ya dependen de sus propias reservas, sufren un desgaste el cual sino se
maneja bien causa el deterioro acelerado del producto. Estos productos al respirar
consumen sus reservas (azúcares) y liberan dióxido de carbono (CO2), Agua (H20) más
energía en forma de calor. 3
A mayor manipulación y temperatura, mayor es el proceso de respiración; por lo
tanto, es muy importante conocer la velocidad de respiración para cada producto y la
temperatura de conservación para determinar el tipo de manejo que se le debe dar. 3
Es importante recalcar que en esta etapa se presenta: 3
El ciclo climatérico el cual es la actividad respiratoria de una fruta u hortaliza,
que puede dividirse en tres grandes fases: 3
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
18
Pre-climaterio: Etapa comprendida entre la fecundación y formación de las
semillas fertilizadas en un bulbo hasta la formación completa del fruto, con la
síntesis y almacenamiento de sus sólidos y la división y alargamiento de las
células. Los frutos comestibles, por lo general, almacenan reservas obtenidas de
otras partes de la planta, en especial de las hojas. El transporte de los
metabolitos necesarios se realiza por el floema. Las semillas regulan y estimulan
el crecimiento de los frutos mediante la producción interna de sustancias
reguladoras del crecimiento (auxinas, giberelinas, citoquininas, ácido abscísico,
etileno). Al final de esta fase, se ha llegado prácticamente al máximo desarrollo
de su tamaño.3
Climaterio: Etapa comprendida entre los primeros síntomas de madurez y el
desarrollo completo de la misma.3
Post-climaterio: Etapa que anuncia el comienzo del envejecimiento o
sobremadurez, hasta llegar a una completa alteración de los tejidos.3
6.4.5. CLASIFICACIÓN DE LOS FRUTOS CLIMATÉRICOS Y NO CLIMATÉRICOS
Climatéricas: Son aquellas que tienen la capacidad de seguir madurando
después de cosechados, debido a que presentan un rápido incremento en la
variedad de respiración y desprendimiento de etileno después de cosechados. 5
Los frutos climatéricos requieren de un manejo especial a fin de evitar que el
climaterio se active y lo lleve a la senescencia rápidamente perdiendo gran parte o la
totalidad de su valor comercial. 5
No Climatéricos: Los frutos no climatéricos, después de cosechados, no tienen
la capacidad de continuar con los procesos fisiológicos de madurez; los
cambios que ocurren son cambios por degradación o por deshidratación. 5
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
19
Deben cosecharse lo más maduro que sea posible, es decir, casi o en su madurez de
consumo. Estos productos después de cosechados reducen su velocidad respiratoria en
forma constante hasta el final de su vida, cuando ya han agotado todas sus reservas. 5
6.4.6 TRANSPIRACIÓN.
Es la pérdida de agua en forma de vapor de la fruta y hortaliza por la piel del
producto. 5
Esta pérdida es de mucha importancia porque es la responsable en gran parte de la
presentación del producto, y si pierde entre el 5 y 8% del agua interna, se desmerita la
calidad y su valor comercial para un mercado de productos frescos. 5
La mayoría de las frutas y hortalizas contiene agua en un promedio de 85 a 95% de
su peso y si la humedad relativa alrededor de estos productos es menor, el agua interna
empieza a salir y se deshidratan. 5
Los productos que afectan la transpiración son: la especie o variedad del producto
(cada producto tiene un ritmo característico de transpiración), naturaleza de la piel, estado
de sanidad, es decir, daños por manipulación o microorganismos, los que aceleran la
deshidratación, la humedad relativa alrededor de los productos, temperaturas altas, vientos,
etc. 5
La humedad relativa es la cantidad de agua presente en la atmósfera y es el principal
factor que afecta la transpiración ya que, si esa cantidad de vapor que se expresa en un
porcentaje es menor al porcentaje de humedad o agua que contiene el producto, este se
deshidrata y deteriora. 5
La temperatura muestra una gran influencia también en la transpiración ya que a
medida que aumenta ésta, el agua interna del producto también tiende a salir para equilibrar
el estado de calor. 5
La temperatura también acelera los procesos de respiración, crecimiento y
maduración de los productos, al igual que su deterioro. 5

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
20
6.4.7. ETILENO.
Es una“hormona” o sustancia naturalmente producida por las plantas, la cual
favorece la maduración de frutos climatéricos, bien sea la producida internamente por las
frutas o aplicada externamente. 5
Es un gas incoloro de olor dulce y se detecta aún a concentraciones bajas.
En los frutos no climatéricos la producción de etileno es muy baja y su
concentración se mantiene siempre baja. 5
Las hortalizas son muy sensibles a este gas, las cuales en su presencia se vuelven
amarillas y marchitas, acelera la respiración y la transpiración. Esta condición hace que sea
necesario el conocimiento del manejo de los productos de acuerdo a la producción y
sensibilidad al etileno. 5
6.4.8. PÉRDIDAS DE POST COSECHA.
Durante el periodo de post cosecha se pueden presentar grandes pérdidas por la
disminución de la cantidad y calidad de los productos comestibles. Estas pérdidas
ocasionan una ostensible disminución de alimentos aprovechables. En muchos países se
estima que más del 50% de los productos hortofrutícolas y cerca del 30% de los granos se
pierden en el campo o durante las operaciones de post cosecha. Esto sucede porque su
precio es muy bajo y no se justifica su recolección; también, porque no existen los medios
de transporte o su manejo y almacenamiento son inadecuados, o faltan refrigeración e
instalaciones apropiados para su procesamiento. 7
Las pérdidas de alimentos se presentan en mayor o menor proporción según el país,
el área cultivada, el tipo de cultivo, la época del año, las prácticas de cosecha y el manejo y
almacenamiento de los productos agrícolas. Las pérdidas en los países desarrollados que
disponen de una infraestructura bien organizada, desde la producción hasta la
comercialización o transformación de las materias primas agrícolas, llegan a un 10% de los
productos hortofrutícolas contra un 40% en los países en desarrollo. En términos de
volumen, estas pérdidas son alarmantes. 7
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
21
Respecto al consumo de energía en la producción de alimentos, es importante
destacar que el mayor consumo ocurre en la fase de post cosecha. 7
6.4.8.1. CAUSAS Y TIPOS DE PÉRDIDAS.
Las pérdidas de los productos agrícolas se producen por diversos factores
fisiológicos, físicos, mecánicos o fitosanitarios. Las cusas fisiológicas están relacionadas
con las actividades normales de proceso metabólico, las transformaciones bioquímicas, la
maduración o la misma fisiología anormal, como sucede como sucede con las escaldaduras
o los daños ocasionados por el frio en las frutas. 7
Las causas físicas y mecánicas están asociadas con un mal manejo en la recolección
y en las etapas posteriores a ésta, los métodos inadecuados de cosecha o la mala calibración
de las maquinas cosechadoras, como ocurre en el caso de la recolección de los cereales; las
grandes pérdidas físicas en los productos agrícolas se producen por el impacto, la abrasión,
la fricción, la escaldadura, la falta de selección y de clasificación, el mal manejo del
producto en la operación de empaque, las condiciones precarias de transporte, la falta de
ventilación, el retraso durante el transporte, las condiciones inadecuadas de
almacenamiento (temperatura, humedad relativa, circulación y calidad del aire en las
bodegas) y el mal funcionamiento de los equipos. Igualmente, son causa de pérdidas la falta
de un secado adecuado o de deshidratación, en los productos que lo requieran. 7
Las causas biológicas corresponden a las acciones de insectos, roedores, hongos y
bacterias. Por ultimo las causas específicas de pérdidas en cada una delas etapas de post
cosecha se podrían mencionar de la manera siguiente: 7
En la recolección: Inmadurez o sobremaduración del producto, proceso de
cosecha inadecuado, falta de protección de los productos de los efectos del sol,
demora en el despacho hacia los centros de acondicionamiento o acopio. 7
En la bodega de acondicionamiento: Limpieza inadecuada y fallas en la
selección, falta de preenfriamiento y ventilación antes del transporte, carencia
de desinfección del producto, descuido de los operarios. 7
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
22
En el transporte: Mal manejo que ocasione daños mecánicos, carencia de
vehículos apropiados con controles de temperatura y humedad relativa, mezcla
de productos incompatibles, demoras en el transporte, fallas en la carga y
descarga. 7
En el almacenamiento: Exposición del producto a condiciones ambientales
indeseables, maduración y manejo inadecuado y condiciones sanitarias
inapropiadas. 7
Las causas de pérdidas son las mismas para todos los productos. En las hortalizas de
hoja se presenta perdida de agua. En las frutas ocurren escaldaduras, sobremaduración y
ablandamiento excesivo, daños por frio, marchitamiento, desordenes fisiológicos, cambios
en la composición química y deterioro por efecto microbiano. 7
6.4.8.2. TIPOS DE PÉRDIDAS.
Un producto puede tener pérdidas totales o parciales; esto depende de la causa que
la ocasiona. 7
La cantidad disminuye por perdida de agua, ataque de insectos, empaques
rotos, etc. 7
La falta de calidad se debe al ataque de microorganismos y de insectos que
consumen la materia seca de los productos, así como a daños mecánicos y
almacenamiento inadecuado. 7
Las pérdidas nutricionales, por mal manejo, causan deterioro en la
composición química y disminuyen el valor nutritivo de los alimentos. Toso lo
anterior, conjuntamente, ocasionan grandes pérdidas en el valor comercial del
producto. 7
6.4.9. FISIOLOGÍA DE LA MADURACIÓN Y POST RECOLECCIÓN.
Las frutas y hortalizas son estructuras vivas. Después de la recolección, continúan
desarrollando sus procesos metabólicos y manteniendo los sistemas fisiológicos que
operaban mientras se hallaban unidas a la planta. Toman oxigeno del aire y desprenden
dióxido de carbono, agua, sustancias volátiles y calor. Mientras permanecen unidas a la

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
23
planta de procedencia, las pérdidas ocasionadas por la respiración y la transpiración son
sustituidas por el flujo de la savia que contiene agua, elementos fotosintetizados
(especialmente sacarosa y aminoácidos) y minerales. 7
Tras la recolección, continúan respirando y transpirando; y como han perdido
contacto con su fuente de agua, productos de la fotosíntesis y minerales, dependen
exclusivamente de sus reservas alimentarias y de su contenido de agua. La actividad
fisiológica que se desarrolla en las frutas y hortalizas cosechadas puede conducir en
algunos casos a la disminución de su calidad, mientras en otros resulta fundamental para
alcanzar el grado de maduración. 7
En esta fase de la maduración se presenta el fenómeno de la Senescencia en ésta
etapa de desarrollo del fruto, denominada también supermadurez. Es una fase en que los
procesos bioquímicos de síntesis dan paso a los degradantes, que conducen al
envejecimiento y posteriormente a la muerte. Como consecuencia, las frutas se vuelven
insípidas y la disolución de la lámina media hace que su textura se torne excesivamente
blanda. También en las mitocondrias muestran una reducción en tamaño y numero; en estos
organelos se lleva a cabo el proceso de respiración. También, durante la senescencia, se
evidencia la susceptibilidad de las frutas y hortalizas a los ataques por microorganismos
(pudrición). El crecimiento y la maduración de la fruta solo se completan cuando ésta
permanece unida a la planta, pero la maduración organoléptica y la senescencia pueden
proseguir una vez separada de aquella. 7
6.4.10. TRANSFORMACIONES QUÍMICAS DURANTE LA MADURACIÓN.
Las frutas suelen alcanzar el estadio de plena madurez organoléptica tras haber
entrado en el periodo climatérico; sin embargo, el consumidor asocia con la madurez otros
sucesos iniciados por el etileno. 7
6.4.10.1. Color. Es el más manifiesto de los cambios experimentados por muchas frutas
durante su maduración, y con frecuencia es el más importante de los parámetros utilizados
por los consumidores para decidir si la fruta está madura o no. 7
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
24
La pérdida de color verde es consecuencia de la degradación de la clorofila, por los
cambios de pH (principalmente debido a la fuga de ácidos orgánicos al exterior de las
vacuolas de almacenamiento en las células), el desarrollo de procesos oxidativos y la acción
de las clorofilas. 7
La desaparición de la clorofila va asociada a la síntesis de pigmentos, cuyos colores
oscilan entre el amarillo y el rojo, durante el desarrollo y la maduración de las frutas se
presentan algunos cambios en los pigmentos. Estos cambios pueden continuar después de la
cosecha, y de ellos pueden ser deseables o indeseables los siguientes: 7
Degradación de la clorofila (color verde). Deseable en productos como tomate y
algunas frutas, pero indeseable en las hortalizas. 7
Desarrollo de carotenoides (colores amarillo y rojo). Deseable en frutas, como
papaya, mango y cítricos, pitahaya, etc. El desarrollo del color rojo en tomates se debe a un
carotenoide específico (licopeno). El betacaroteno es el precursor de la vitamina A y es
muy importante en la calidad nutricional. 7
Desarrollo de antocianinas (colores rojo y azul). Deseable en frutas, como fresa,
mora, pimentón, una y manzana. Estos pigmentos son solubles en agua y mucho menos
estables que los carotenos. 7
Cambios oxidativos en antocianinas y otros componentes fenólicos. Pueden resultar
en tejidos castaños, lo cual es indeseable en la apariencia de los productos. 7
6.4.10.2. Carbohidratos. Cuantitativamente, el cambio más importante asociado a la
maduración de las frutas es la degradación hidrolítica de los carbohidratos de cadena larga;
en particular, es frecuente casi toda la conversión del almidón en azucares. El aumento en
el contenido de azucares las hace más dulces e incrementa su palatabilidad. En el caso de
otros productos, como la papa, esta conversión es indeseable. 7
6.4.10.3. Firmeza. La degradación por hidrolisis de los carbohidratos de carbono
polimérico, especialmente la de las sustancias pécticas y hemicelulosas, debilita las paredes
celulares y las fuerzas cohesivas que mantiene unas células unidas a las otras. En las atapas
iniciales de maduración mejora la textura, pero finalmente las estructuras vegetales se
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
25
desintegran. Durante la maduración, la protopectina va gradualmente degradándose a
fracciones de peso molecular inferior que son más solubles en agua. La velocidad de
degradación de las sustancias pécticas está directamente relacionada con el ablandamiento
de la fruta. Este ablandamiento o perdida de firmeza lleva a un aumento de en la
susceptibilidad a los daños mecánicos. 7
6.4.10.4. Ácidos orgánicos. De ordinario, durante la maduración, los ácidos orgánicos son
respirados o convertidos en azucares. Los ácidos pueden ser convertidos en azucares. Los
ácidos pueden ser considerados como una reserva energética más de la fruta; por
consiguiente, se espera que su contenido decline en el periodo de actividad metabólica
máxima durante el curso de la maduración. 7
6.4.10.5. Grados Brix. Durante su desarrollo, el fruto muestra pequeños incrementos en el
contenido de azucares simples, que luego aumentan vertiginosamente durante la
maduración. Para estimar el contenido de éstos y otros solidos presentes en el fruto, se
utiliza un dispositivo llamado refractómetro, que usa la difracción de la luz sobre los
cristales y que se expresa como índice de difracción, cuya unidad son los grados Brix. Esta
medida registra la cantidad de sólidos solubles disueltos en la pulpa, y están representados
en su gran mayoría por sacarosa, glucosa y fructosa. 7
6.4.10.6. Aromas. Todas las frutas y hortalizas sintetizan diversos compuestos volátiles de
bajo peso molecular. No son cuantitativamente sobresalientes, pero resultan de gran
importancia como características aromáticas y saborizantes de las frutas. 7
6.5. OPERACIONES DE LA POST COSECHA APLICADA A LAS FRUTAS Y HORTALIZAS
FRESCAS.
Estas operaciones son unas series de actividades o labores integradas y
consecuenciales que se le hacen a la fruta después de cosechadas tales como selección
lavado, clasificación, desinfección, encerado, empaque, almacenamiento, transporte y la
distribución del producto hasta que llegue al mercado. Lo anterior con el objetivo de
mantener la calidad de los frutos para lograr la satisfacción del cliente. 2
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
26
Antes de someter los productos a estas operaciones de acondicionamiento, es
necesario tener en cuenta una serie de características con el fin de definir los métodos y
equipos apropiados: 2
Características físicas. Tamaño, peso unitario, textura, color, firmeza, forma y
contenido de humedad. 2
Características químicas. Olor, sabor, composición aproximal y cantidad de
nutrientes. 2
Características biológicas. Germinación, vigor, daños por insectos o
microorganismos. 2
6.5.1. OPERACIONES BÁSICAS: se realizan en toda unidad de recepción de materia prima,
entre estas operaciones tenemos: 2
6.5.1.1. Limpieza Su función es eliminar de la fruta todo tipo de material extraño o
diferentes, que, mezclado o adherido, desmejore la presentación o altere el peso o volumen.
Estos materiales pueden ser: Arena, grasa, hojas, semillas, cáscaras, huevos de insectos,
residuos de aspersión, ataques de bacteria, hongos, etc. 2
6.5.1.2. Selección Consiste en separar los productos malos, es decir, aquellos que presenten
defectos que impidan su venta o procesamiento, ejemplo: Frutos partidos, podridos,
deformes, magullados, con ataques de insectos o patógenos, etc. 2
6.5.1.3. Clasificación Es la separación de los productos, según propiedades escogidas por el
comprador o consumidor, ejemplo: por el grado de madurez, tamaño, peso, forma, etc. 2
6.5.1.4. Secado Todos los agentes limpiadores o detergentes utilizados en la etapa de
limpieza deben ser removidos, esto se logra con el uso de agua fresca, después deben
secarse cuidadosamente para eliminar el exceso de agua mediante la utilización de
ventiladores de alta velocidad colocados sobre la sección de cepillos que ayudan a la
remoción de agua. 2
6.5.2. OPERACIONES ESPECIALES: se realizan cuando se requiere acondicionar y/o hacer
manejo post-cosecha, entre estas operaciones tenemos: 2
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
27
6.5.2.1. Encerado el objetivo de este proceso es el de restablecer la cera natural de la
corteza que se pierde cuando se lava la fruta. 2
La cera debe ser aplicada sobre la fruta seca totalmente, ya que cualquier residuo de agua
que quede sobre la cáscara, diluiría la capa de cera aplicada, reduciendo el brillo. 2
6.5.2.2. Empaque la labor del empaque constituye la operación final de acondicionamiento
del producto para el transporte, almacenamiento, y mercadeo. Su finalidad es facilitar el
manejo, almacenamiento y dar protección contra golpes, caídas, presiones rozamientos, etc.
Durante las diversas manipulaciones a que se somete, además de cumplir con las
condiciones del mercado. 2
6.5.2.3. Almacenamiento el almacenamiento de frutas y hortalizas frescas es un paso muy
importante en la cadena productiva y busca prolongar la utilidad de los productos, regular
la oferta durante el año, lo que permite una comercialización más ordenada, posibilitando
mejores ingresos al productor o grupo de productores. El producto puede ser almacenado en
los mercados mayoristas, durante el tiempo en que está siendo vendido, también puede
almacenarse en un momento dado cuando el precio está bajo y se espera un incremento en
el precio de venta del mismo. Algunos productos son almacenados por largos períodos de
tiempo para permitir su disponibilidad, sin embargo, el almacenamiento a largo plazo
puede ser costoso y requerir de muchos conocimientos técnicos de los productos. 2
Para tener un almacenamiento con éxito de un producto, es necesario tener en
cuenta el control de la respiración y la transpiración, las enfermedades y plagas de la post
cosecha, como la conservación de la calidad del producto, para que llegue al consumidor en
la mejor forma posible. 2
6.5.2.4. Transporte el objetivo del transporte es llevar el producto desde el productor hasta
el consumidor final. Debe tener buena ventilación y proteger el producto de la exposición
solar y el transporte que se utilice debe ser apropiado para el producto. 2
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
28
6.6. CALIDAD DE LAS FRUTAS Y HORTALIZAS FRESCAS.
La calidad de las frutas y hortalizas frescas es una combinación de características
atributos y propiedades que da al producto el valor como alimento de consumo humano. 6
Podemos decir, que la calidad es el conjunto de propiedades biológicas, físicas y
químicas que determinan la adecuación de un aliento o materia prima alimentaria a los
requerimientos sanitarios, nutricionales, sensoriales y físico económicos que deben ser
satisfechos para consumo humano directo. 6
La calidad se clasifica según su finalidad así: 2
a) Calidad Comercial: Se refiere a la presentación externa del producto como: Color,
tamaño, forma, ausencia de daños mecánicos y daños causados por plagas y
enfermedades. 2
Este factor es el que se tiene en cuenta para la elaboración de las normas de calidad. El
grado de madurez es un factor de gran importancia en la calidad comercial. 2
b) Calidad Sensorial (Organoléptica): Se refiere a aquellas propiedades que afectan los
sentidos del consumidor y que hacen que le fruto sea o no consumido. Ejemplo: 2
Con el sentido del gusto, determinamos: Dulce, ácido, sólido, amargo,
astringente (marroso)
Con el sentido de la vista, determinamos: Color, forma, tamaño, apariencia.
Con el sentido del olfato, determinamos: Aromas.
Con el sentido del tacto, determinamos: Consistencia (firma, blanda). 2
c) Calidad Higiénica: Esta calidad representa la sanidad del producto. Se trata de las
sustancias que están presentes sobre los frutos y que pueden ser perjudiciales para la
salud. Estos agentes perjudiciales pueden ser microorganismos como bacterias,
hongos, virus o la contaminación que puede provenir del suelo, las aguas, las
excretas tanto humanas como animales, los operarios y los equipos que se utilicen. 2
Dentro de la producción agrícola, los procesos de pre cosecha, cosecha y post
cosecha son fundamentales si se cumplen con la aplicación de programas de inocuidad de
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
29
alimentos, a través de la implementación de las Buenas Prácticas Agrícolas y de
Manufactura, constituyen pasos importantes para reducir los posibles riesgos de
contaminación asociados con los productos hortofrutícolas a lo largo de la cadena de
producción y distribución.6
6.7. CADENA DE VALOR DE LAS FRUTAS Y HORTALIZAS FRESCAS EN NICARAGUA.
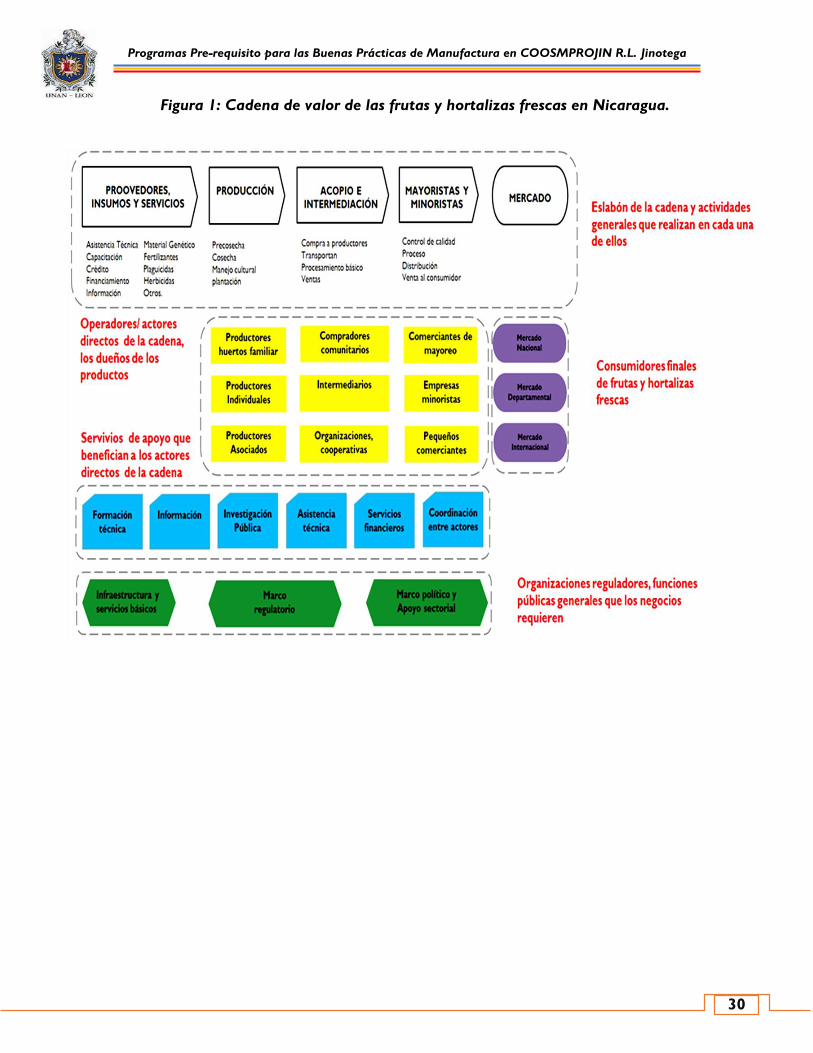
La cadena nacional de frutas y hortalizas frescas está compuesta por un conjunto de
operadores y/o actores directos que desempeñan distintas funciones (los eslabones de la
cadena), desde el suministro de insumos específicos para la producción, la producción
primaria, el acopio y procesamiento, comercialización, llegando hasta la venta de frutas y
hortalizas frescas a los consumidores finales a nivel local y nacional. 4
Cuando hablamos del mapa de la cadena, nos referimos a la representación gráfica
y/o visual de las funciones u operaciones desempeñadas por los actores directos de la
cadena de frutas y hortalizas. 4
La transformación y diversificación productiva, apuntan a resultados rápidos en
materia de mejoramiento de productividad, rentabilidad, mediante una tecnología
apropiada, sostenible y accesible, que desarrolle la producción y genere mayor valor
agregado dentro del proceso productivo.4
La base de la producción hortofrutícola descansa en los pequeños y medianos
productores. Por lo que se justifica implementar proyectos que contribuyan a mejorar la
producción, la productividad, la reducción de sus pérdidas post cosecha y la generación de
mayor valor agregado a la producción. 4
Las principales funciones identificadas en la cadena de valor de las frutas y
hortalizas frescas se presentan la figura siguiente: 4
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
30
Figura 1: Cadena de valor de las frutas y hortalizas frescas en Nicaragua.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
31
7. Normas para la higiene y adecuada manipulación de los alimentos
Cuidados que el manipulador de alimentos debe tener en cuenta:
7.1 Higiene:
- Limpieza corporal general.
- Limpieza y cuidado de manos: Deberá lavárselas con abundante agua caliente y
jabón (preferentemente líquido) y secar con toalla de un solo uso, caso contrario la misma
deberá estar siempre en perfecto estado de limpieza.
7.2 El lavado de manos se realizará:
Antes de comenzar a trabajar y cada vez que se interrumpe por algún motivo.
Antes y después de manipular alimentos crudos y cocidos.
Luego de manipular dinero.
Luego de manipular basura.
Luego de hacer uso del baño. Si ha estado en contacto con animales o insectos.
Si ha utilizado insecticidas, veneno, etc.
7.3 Normas generales de higiene
La Organización Mundial de la Salud estima que las enfermedades causadas por
alimentos contaminados constituyen uno de los problemas sanitarios más difundidos en el
mundo de hoy. Aplicando prácticas adecuadas durante la manipulación de alimentos,
reducirá considerablemente el riesgo que entrañan las enfermedades de origen alimentario.
Se debe considerar que estas medidas comienzan en la etapa de producción y deben
continuar en las etapas de pos cosecha, transporte, almacenamiento, adecuación y
transformación.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
32
De acuerdo con esto, las normas de higiene que los trabajadores deben seguir, y que
se deben aplicar en los recintos de trabajo son las siguientes:
Disponer de medios adecuados y en buen estado para lavarse y secarse las manos
higiénicamente, con lavamanos no accionados manualmente y abastecidos de agua
potable.
El jabón o su equivalente debe ser desinfectante y estar colocado en su
correspondiente dispensador.
Proveer toallas de papel o secadores de aire y rótulos que le indiquen al trabajador
como lavarse las manos.
Remangar el uniforme hasta el codo.
Enjuagar las manos y el antebrazo hasta el codo.
Frotar las manos con el jabón hasta que se forme espuma y extenderla de las manos
hacia los codos.
Cepillar cuidadosamente manos y uñas. El cepillo deberá permanecer en una
solución desinfectante (cloro o yodo por ejemplo) · mientras no se use. Se renovará
al menos dos veces por turno. A falta de cepillo, el lavado con agua y jabón se hará
al menos por 20 segundos, restregando fuerte manos y uñas.
Lo ideal es poder secar las manos con toalla de papel. Los secadores de aire
demoran en secar las manos, requieren más de un ciclo para lograrlo y casi siempre
el manipulador termina de secarlas con la ropa. En los casos en que no se dispone de
toallas de papel, se debe contar con una toalla que permanezca siempre limpia y sea
renovada cuando esté muy mojada o su estado de limpieza no sea óptimo.
Desinfectar las manos en una solución apropiada de ser necesario. Puede también
utilizarse alcohol con este propósito.
Los utensilios y equipos de trabajo deben estar apropiadamente limpios, de manera
de eliminar cualquier basura o material orgánico remanente.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
33
Los desechos de la producción, deben retirarse diariamente de la zona de producción.
Antes de etiquetar y almacenar los envases con el producto, éstos deben limpiarse y
secarse por fuera.
El lugar de almacenamiento del producto terminado, debe estar limpio y libre de
cualquier contaminación (fumigado previamente). Este debe ser un lugar fresco y seco.
Una vez terminado el ciclo de trabajo, la zona de producción debe quedar perfectamente
limpia. Para ello se deberá realizar un preenjuage con agua a 40°C (con ello se remueve
cerca del 90% de la suciedad), luego se hará un lavado con detergente, y finalmente se
enjuagará con agua a temperatura de 38 a 46° C. 8
7.4 Higiene del Personal.
El personal que trabaja o entra en áreas donde el producto está expuesto debe usar
uniforme de acuerdo al nivel de riesgo, limpio y en buen estado (bata color blanco, limpia,
que cubra el brazo y el largo de la misma deberá cubrir hasta las rodillas. Estos uniformes no
deben usarse para otras funciones y no deben tener botones ni bolsillos externos arriba de la
cintura, aunque se aceptan zippers y broches metálicos a presión.
Los uniformes se deben lavar según sea necesario a intervalos apropiados al uso. No
deben contribuir a la contaminación del producto y según sea necesario deben prevenir
la caída de cabellos o sudor en el producto. Barbas, bigotes y cabellos deben ser
cubiertos completamente a menos que el análisis de peligros indique lo contrario.
Cuando se usan guantes en contacto con el producto, estos se deben mantener en buen
estado, el calzado deberá ser antideslizante y debe mantenerse limpio hasta el final del
proceso.
Usar cubre boca, teniendo cuidado de proteger boca y nariz, con el fin de evitar
contaminación.
Prohibido fumar o ingerir alimentos dentro del área de procesamiento, así como el uso
de joyas, objetos que puedan caer al producto, maquillaje, etc. Se debe usar uñas cortas y
limpias libre de esmalte.

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
34
No se debe permitir a personas que sean vectores de enfermedades transmisibles por vía
alimentaria, es decir, que tengan heridas, infecciones cutáneas, llagas o cortadas
infectadas, enfermedades respiratorias, ni diarreas u otra fuente de contaminación
microbiana.
Por tal razón toda persona que desee trabajar dentro de una industria alimentaria,
deberá someterse y documentar su salud con un examen médico. De igual forma, a los
trabajadores se les deberá garantizar un examen médico con una periodicidad máxima de
un año, con el fin de garantizar su salud como operarios de la planta.
Personal: son todos los trabajadores de una empresa que entren en contacto con materias
primas, producto en proceso, producto terminado, material de empaque, equipos y
utensilios, así como transporte de materia prima y producto terminado.
Visitantes: son todas aquellas personas que entran en áreas donde se manejen materias
primas, productos en proceso, producto terminado, material de empaque, equipos y
utensilios, así como transporte de materia prima y producto terminado, ya sea por fines
educativos o empresariales, y para no causar algún riesgo de contaminación se
recomienda que cumplan las siguientes determinaciones.
Deberán usar gabacha blanca, cubre boca, cubre pelo y zapato anti deslizante.
Lavarse previamente las manos y desinfectar sus zapatos, si van a realizar o ver algún
tipo de proceso.
Prohibido llevar alimentos, joyas u artículos que puedan caer al producto durante el
proceso.
Prohibido tocar maquinaria, materia prima, producto en proceso o terminado o cualquier
cosa que les ponga peligro o represente contaminación al producto.
La persona que no cumpla con las determinaciones descritas, no podrá entrar al área o
realizar el recorrido, perdiendo así la oportunidad de realizar otra visita. 8
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
35
7.5 Edificios, patios, terrenos e instalaciones.
Vías de acceso:
Con la finalidad de evitar que entre materia extraña o plagas en la empresa,
específicamente al área de proceso, se recomienda que todos los caminos que rodean la
empresa deban cumplir con lo siguiente:
Estar pavimentados o evitar levantamiento de polvo.
Superficies de fácil limpieza.
Buen drenado para evitar encharcamiento.
Si hay pasto mantenerlo corto.8
Patios:
Deben mantenerse en buenas condiciones, ya que pueden dar lugar a un gran
número de problemas de contaminación y seguridad industrial. Se debe considerar que
estos no son almacenes de equipos y desechos y a su vez deben tener buena iluminación.8
Edificio:
Para la construcción de cualquier empresa, se puede hacer uso de un gran
número de materiales, de acuerdo a su disponibilidad, costo, funcionalidad, entre otros,
sin embargo dichos materiales no deberán otorgar características indeseables a los
productos.
El exterior debe estar construido con superficies duras, libres de polvo y drenadas,
de manera que no se genere encharcamiento, ni lugares que puedan servir de refugio o
anidación de plagas.
El interior debe ser con materiales, diseño y acabados que faciliten el
mantenimiento y las operaciones de limpieza y desinfección de los procesos.
Las superficies de paredes, pisos, techos, equipos y estructuras, deben ser lisas,
continuas, impermeables, sin ángulos, ni bordes.
Es importante considerar un espacio de separación entre la pared y el equipo con la
finalidad de facilitar la colocación de equipos, maniobras de flujo de materiales.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
36
El libre acceso a las operaciones, la limpieza, el mantenimiento, el control de
plagas y, fundamentalmente la inspección. Generalmente se recomienda un espacio de 40 cm
entre la pared y los equipos.8
Pisos:
Los pisos deberán ser de materiales impermeables, lavables y antideslizantes que no
tengan efectos tóxicos para el uso al que se destinan; además deberán estar construidos de
manera que faciliten su limpieza y desinfección.
Los pisos no deben tener grietas ni irregularidades en su superficie o uniones.
Las uniones entre los pisos y las paredes deben ser redondeadas para facilitar su
limpieza y evitar la acumulación de materiales que favorezcan la contaminación.
Los pisos deben tener desagües y una pendiente adecuados, que permitan la
evacuación rápida del agua y evite la formación de charcos.
Según el caso, los pisos deben construirse con materiales resistentes al deterioro
por contacto con sustancias químicas y maquinaria.
Los pisos de las bodegas deben ser de material que soporte el peso de los materiales
almacenados y el tránsito de los montacargas.8
Pasillos:
Es importante que los pasillos tengan una amplitud adecuada a las actividades a
realizar, al número de personas que transitan por ellos, al equipo que se utilice y al flujo de
materiales.
Los pasillos deben mantenerse despejadas y no utilizar como almacén o
acumulación de materiales.8
Techos:
Los techos deberán estar construidos y acabados de forma lisa de manera que
reduzcan al mínimo la acumulación de suciedad, la condensación, y la formación de
mohos y costras que puedan contaminar los alimentos, así como el desprendimiento
de partículas.
Son permitidos los techos con cielos falsos los cuales deben ser lisos y fáciles de
limpiar.8
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
37
Ventanas y Puertas.
Las ventanas deberán ser fáciles de limpiar, estar construidas de modo que impidan
la entrada de agua y plagas, y cuando el caso lo amerite estar provistas de malla
contra insectos que sea fácil de desmontar y limpiar.
Los quicios de las ventanas deberán ser con declive y de un tamaño que evite la
acumulación de polvo e impida su uso para almacenar objetos.
Las puertas deberán tener una superficie lisa y no absorbente y ser fáciles de limpiar
y desinfectar. Deben abrir hacia afuera y estar ajustadas a su marco y en buen
estado.
Las puertas que comuniquen al exterior del área de proceso, deben contar con
protección para evitar el ingreso de plagas.8
Instalaciones Sanitarias:
Son todas aquellas áreas específicas para la limpieza, desinfección y necesidades
fisiológicas del personal.
No deben tener comunicación y ventilación directa con el área de producción.
Se debe contar con sanitarios para hombres y para mujeres, con adecuado y
suficiente flujo de agua.
Las paredes y los pisos deben estar cubiertos con materiales que soporten humedad
y los procesos de limpieza y desinfección. Estas instalaciones deben estar provistas
de papel higiénico, lavamanos, jabón desinfectante, toallas de papel desechable y
recipiente para basura con tapa de pedal. 8
Vestidores y Regaderas:
La empresa deberá proveer de vestidores a sus empleados, así como un lugar o área
específica donde puedan colocar objetos personales. Esta área no debe tener
contacto directo con el área de proceso. Si se considera necesario se pueden colocar
regaderas en dicha área.8
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
38
VII. METODOLOGÍA.
El presente estudio es de tipo descriptivo, se llevó a cabo en la Cooperativa de
Servicios Múltiples Productores de Jinotega – COOSMPROJIN R.L., la cual está ubicada
en la comunidad de Sasle km 180 carretera San Gabriel- Las Cruces y de corte transversal,
durante el período de los meses de julio a noviembre del 2015.
El estudio se inició con la realización de 2 visitas a las instalaciones de la planta, se
realizó un diagnostico higiénico sanitario mediante una inspección in situ, primeramente, el
día 10 de julio del 2015 y por segunda y última vez el día 1 de septiembre del 2015, con el
objetivo de evaluar las condiciones higiénicas sanitarias de la planta, mediante la aplicación
de la Ficha de Inspección de la NTON 03 069-06 /RTCA 67.01.33: 06 (Industria de
Alimentos y Bebidas Procesados. Buenas Prácticas de Manufactura. Principios Generales),
la cual se refiere a las condiciones relacionadas con los equipos e instalaciones, servicio de
la planta, utensilios, manejo de personal, control en el proceso y la producción,
almacenamiento del producto, control de plagas y transporte. Esta ficha establece un nivel
de escala de puntuación de 50-60 cierre inmediato de la empresa, 61-70 urge corregir, 71-
80 regular, 81-100 muy bueno. En estas visitas se identificaron debilidades y fortalezas de
la planta.
Para el diseño de estos programas, las visitas se desarrollaron de la siguiente
manera:
La primera con el objetivo de reconocer la planta y para obtener el consentimiento
de sus responsables para la realización de este trabajo y aplicar la ficha de inspección.
La segunda visita fue con el fin de conocer las mejorías realizadas a la planta, con
referencia a los resultados de la visita anterior, nuevamente se aplico la Ficha de
Inspección.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
39
En base al puntaje obtenido en la ficha de inspección de la NTON 03 069-06/RTCA
67.01.33:06 y el consentimiento por parte de las autoridades responsables de la planta, se
procedió a decidir que programas pre-requisito eran prioritarios, los cuales fueron:
Programa para la higiene del personal, limpieza y desinfección de equipos y utensilios y
control del proceso y producción, y en ellos se describe todos los parámetros higiénicos
sanitarios (desinfección para equipos, utensilios, higiene del personal y manipulación de los
alimentos) que esta planta deberá de cumplir. Siguiendo las instrucciones de la Norma
NTON 03 069-06 /RTCA 67.01.33:06 del Ministerio de Salud y por consiguiente dar inicio
a la elaboración de cada programa.
En la actualidad cuenta con 78 socios y socias, de las cuales 15 son mujeres. Esta
cooperativa surge por la necesidad de mejorar la producción y comercialización de diversos
rubros, brindando financiamiento y asistencia técnica a socios y socias, contribuyendo así a
mejorar la calidad de vida de las familias asociadas.
Una vez obtenido los datos se procedió a la realización de un diagrama de pastel,
con ayuda del programa EXCEL, permitiendo conocer la puntuación obtenida de la
realización de la inspección realizada a la cooperativa.
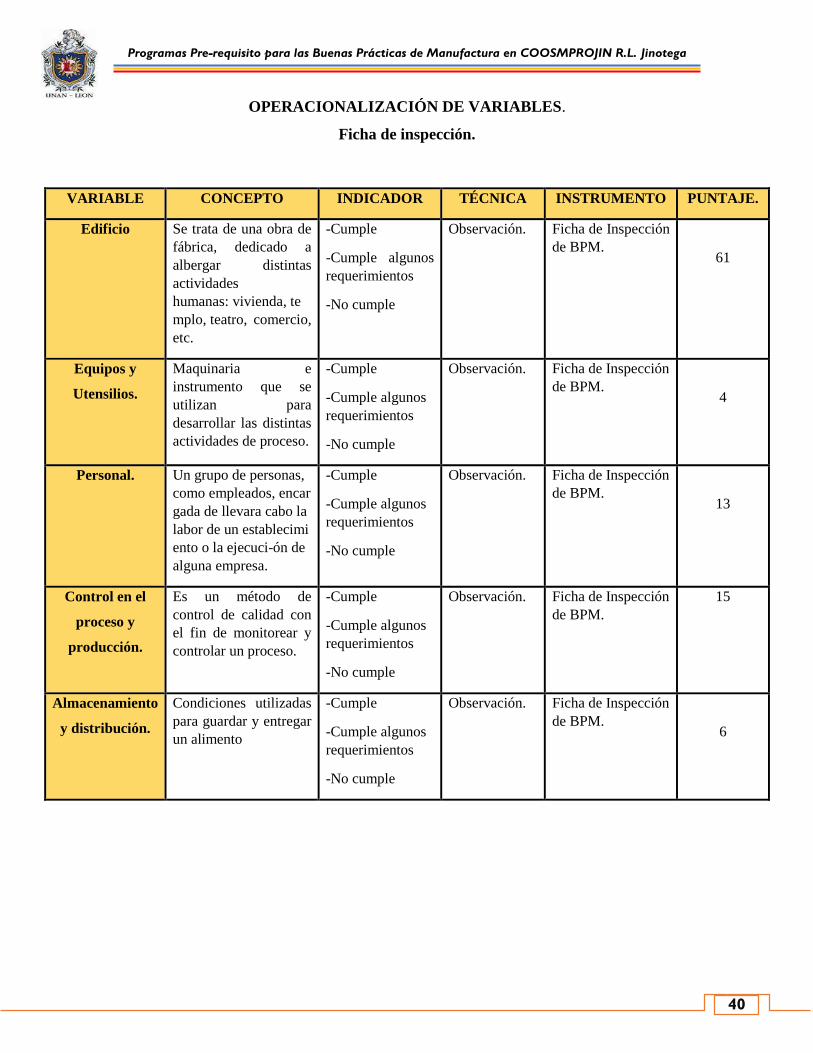
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
40
OPERACIONALIZACIÓN DE VARIABLES.
Ficha de inspección.
VARIABLE CONCEPTO INDICADOR TÉCNICA INSTRUMENTO PUNTAJE.
Edificio Se trata de una obra de
fábrica, dedicado a
albergar distintas
actividades
humanas: vivienda, te
mplo, teatro, comercio,
etc.
-Cumple
-Cumple algunos
requerimientos
-No cumple
Observación. Ficha de Inspección
de BPM.
61
Equipos y
Utensilios.
Maquinaria e
instrumento que se
utilizan para
desarrollar las distintas
actividades de proceso.
-Cumple
-Cumple algunos
requerimientos
-No cumple
Observación. Ficha de Inspección
de BPM.
4
Personal. Un grupo de personas,
como empleados, encar
gada de llevara cabo la
labor de un establecimi
ento o la ejecuci-ón de
alguna empresa.
-Cumple
-Cumple algunos
requerimientos
-No cumple
Observación. Ficha de Inspección
de BPM.
13
Control en el
proceso y
producción.
Es un método de
control de calidad con
el fin de monitorear y
controlar un proceso.
-Cumple
-Cumple algunos
requerimientos
-No cumple
Observación. Ficha de Inspección
de BPM.
15
Almacenamiento
y distribución.
Condiciones utilizadas
para guardar y entregar
un alimento
-Cumple
-Cumple algunos
requerimientos
-No cumple
Observación. Ficha de Inspección
de BPM.
6
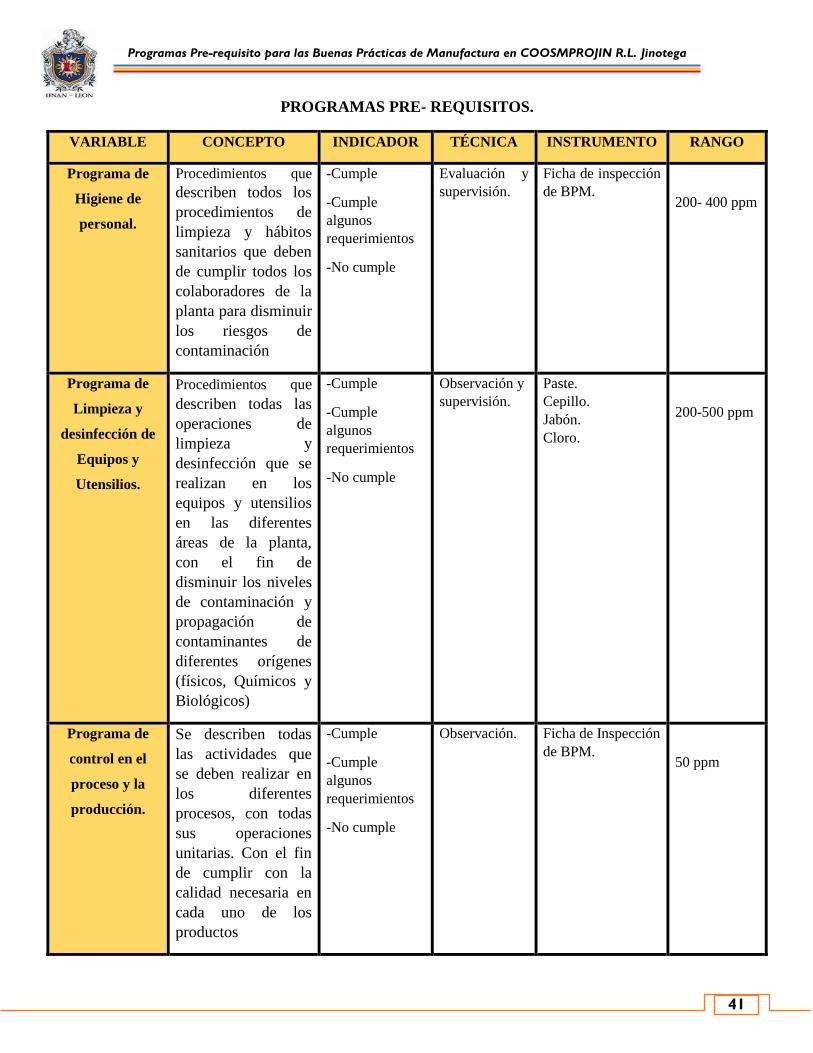
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
41
PROGRAMAS PRE- REQUISITOS.
VARIABLE CONCEPTO INDICADOR TÉCNICA INSTRUMENTO RANGO
Programa de
Higiene de
personal.
Procedimientos que
describen todos los
procedimientos de
limpieza y hábitos
sanitarios que deben
de cumplir todos los
colaboradores de la
planta para disminuir
los riesgos de
contaminación
-Cumple
-Cumple
algunos
requerimientos
-No cumple
Evaluación y
supervisión.
Ficha de inspección
de BPM.
200- 400 ppm
Programa de
Limpieza y
desinfección de
Equipos y
Utensilios.
Procedimientos que
describen todas las
operaciones de
limpieza y
desinfección que se
realizan en los
equipos y utensilios
en las diferentes
áreas de la planta,
con el fin de
disminuir los niveles
de contaminación y
propagación de
contaminantes de
diferentes orígenes
(físicos, Químicos y
Biológicos)
-Cumple
-Cumple
algunos
requerimientos
-No cumple
Observación y
supervisión.
Paste.
Cepillo.
Jabón.
Cloro.
200-500 ppm
Programa de
control en el
proceso y la
producción.
Se describen todas
las actividades que
se deben realizar en
los diferentes
procesos, con todas
sus operaciones
unitarias. Con el fin
de cumplir con la
calidad necesaria en
cada uno de los
productos
-Cumple
-Cumple
algunos
requerimientos
-No cumple
Observación. Ficha de Inspección
de BPM.
50 ppm
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
42
VIII. RESULTADOS Y ANÁLISIS DE RESULTADOS.
Resultado N°1. Diagnóstico sobre el nivel de cumplimiento de las Normas higiénico-sanitarias en la
cooperativa COOSMPROJIN R.L, mediante una inspección, aplicando la Ficha de Auditoría de Buenas
Prácticas de Manufactura para Fábricas de Alimentos y Bebidas, Procesados.
Como parte de las actividades de inspección, se realizó un diagnóstico en la
cooperativa en la que se tomo como base la puntuación de la segunda inspección y se
obtuvo un puntaje de 74, ya que la primera inspección tuvo un puntaje de 64. Este puntaje
de la segunda inspección nos permitió notar el interés de la planta para mejorar sus
condiciones y por tal razón se opto elaborar programas pre-requisitos para las Buenas
Prácticas de Manufactura, pues para optar a esta certificación su suma total para no puedo
ser menor a 81 puntos, razón por la que se procedió a la elaboración de dichos programas,
dada la disposición de sus responsables en mejorar las condiciones que garanticen la
inocuidad de sus productos y la promoción que está haciendo el gobierno para promover el
desarrollo de este tipo de empresas.
Basados en la ficha de inspección del Reglamento Técnico Centroamericano
(RTCA 67.01.33:06) la cual se divide en cinco incisos mayores para evaluar la eficiencia de
la cooperativa encontramos:
1. Edificio: posee un puntaje de inspección de 42 y según la ficha de Inspección de
Buenas Prácticas de Manufactura para Fabricas de Alimentos y Bebidas, Procesados,
NTON 03 069-06 /RTCA 67.01.33:06 el puntaje es 61, el puntaje de inspección
representa el 69 %, lo cual indica que la planta presenta dificultades en relación al
cumplimiento de los parámetros establecidos, entre los elementos que mayor
deficiencia están: los pisos y las paredes los cuales no cumplen con las condiciones
estipuladas en la norma, en cuanto a que deben ser de materiales impermeables y de
fácil limpieza, sin grietas ni uniones de dilatación irregular y de que las uniones entre
pisos y paredes deben ser redondeadas, este ítem tuvo una puntuación de 0 y según el
puntaje de referencia de la ficha es de 4 puntos. (Ver Anexo 1, Tabla 1 y Grafico 1)
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
43
En cuanto al ítem de control de plagas la cooperativa no presento programa
escrito para el control de plagas, ni para productos químicos utilizados autorizados; así
como no contar con un almacenamiento de plaguicidas fuera de las áreas de
procesamiento. Este ítem tuvo una puntuación de 0 y según el puntaje de referencia de
la ficha es de 6 puntos. (Ver Anexo 1, Tabla 1 y Grafico 1)
Esta planta no cumple con el ítem de limpieza y desinfección en cuanto a que
no cuentan con programas escritos que regule la limpieza y desinfección de dicha
planta. Siendo de vital importancia este ítem para evitar una contaminación de las
diferentes hortalizas que se procesan, estos programas aseguran un ambiente limpio e
inocuo para el procesamiento. Cabe señalar que se obtuvo una puntuación de 0 y la
ficha establece una puntuación de 2 puntos. (Ver Anexo 1, Tabla 1 y Grafico 1)
2. Equipos y utensilios: obtuvo un puntaje de inspección de 3 y según la ficha de
Inspección de Buenas Prácticas de Manufactura para Fabricas de Alimentos y Bebidas,
Procesados, NTON 03 069-06 /RTCA 67.01.33:06 el puntaje es 5, tiene un 60% de
cumplimiento, esto refleja que en la empresa se cumple en gran medida con la
utilización de equipos y utensilios diseñados para tal fin, los cuales impiden que debido
a su diseño y material, sean fuentes de contaminación al producto además, estos son
fáciles de limpiar y desinfectar. (Ver Anexo 1, Tabla 1 y Grafico 1)
3. Personal: representa un puntaje de inspección de 10 y según la ficha de Inspección de
Buenas Prácticas de Manufactura para Fabricas de Alimentos y Bebidas, Procesados,
NTON 03 069-06 /RTCA 67.01.33:06 el puntaje es 12, este cuenta con un porcentaje
de 83% en cumplimiento, esto indica que el personal cumple en gran medida las
normas establecidas, hay un seguimiento por parte de los propietarios de la empresa,
para que se lleven a cabo orientaciones, capacitaciones y medidas para que el personal
conozca y mejore en los procesos productivos de alimentos. Lo que respecta al control
de salud del personal hay un cumplimiento total debido que en esta empresa pide
certificados de salud a sus trabajadores. (Ver Anexo 1, Tabla 1 y Grafico 1)
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
44
4. Control en el proceso y la producción: presenta un puntaje de inspección de 11 y
según la ficha de Inspección de Buenas Prácticas de Manufactura para Fabricas de
Alimentos y Bebidas, Procesados, NTON 03 069-06 /RTCA 67.01.33:06 el puntaje es
16, y representa el 69% de cumplimiento, ya que presentan un control en donde la
inspección de la materia prima se realiza analizando las características organolépticas,
hay un cumplimiento en la higiene personal ya que es otra causa de contaminación
durante la recepción, proceso y producción ya que para la elaboración de un alimento
hay que tener en cuenta varios aspectos para lograr una higiene correcta y un alimento
sano entre ellos las materias primas utilizadas las cuales no deben contener parásitos,
microorganismos o sustancias tóxicas, descompuestas o extrañas. La elaboración o el
procesado debe ser llevada a cabo por empleados capacitados y supervisados por
personal técnico. Todos los procesos se deben realizar sin demoras ni contaminaciones
y los recipientes han de tratarse adecuadamente para evitar su contaminación.
En cuanto al ítem de materia prima la cooperativa no tiene controles escritos
para reducir el crecimiento de microorganismos y evitar contaminación (tiempo,
temperatura, humedad, actividad del agua y pH) al aplicar la ficha tuvo una puntuación
de 0 y esta misma ficha establece una puntuación de 3 puntos. Es importante señalar
que si no se llevan a cabo estos tipos de controles puede haber problemas en cuanto al
daño del producto final por no controlar estos tipos de parámetros en el procesado de
las hortalizas frescas. (Ver Anexo 1, Tabla 1 y Grafico 1)
Para el ítem envasado, la planta no presenta registros apropiados de
elaboración, producción y distribución, lo cual es indispensable debido a que a través
de estos registros podemos controlar parámetros de control en los productos en toda la
cadena de producción. Este ítem tuvo una puntuación de 0 y la ficha establece una
puntuación de 2 puntos. (Ver Anexo 1, Tabla 1 y Grafico 1)

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
45
5. Almacenamiento y distribución: cuenta con un puntaje de inspección de 5 y según la
ficha de Inspección de Buenas Prácticas de Manufactura para Fabricas de Alimentos y
Bebidas, Procesados, NTON 03 069-06 /RTCA 67.01.33:06 el puntaje es 6, este cuenta
con el 83 %. Lo que indica que hay condiciones apropiadas en el almacenamiento, en
cuanto a la distribución de la cadena Walmart se encarga de ello, ya que envía
vehículos adecuados para el transporte de los productos, de manera tal que no se
maltraten o descompongan durante su transporte. (Ver Anexo 1, Tabla 1 y Grafico 1 )
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
46
Resultado N°2. Elaboración de Programas Pre requisitos para Buenas Prácticas de Manufactura, en la
cooperativa “COOSMPROJIN” R.L.
Una vez concluido el diagnostico Higiénico Sanitario, se procedió a elaborar los
programas pre requisitos para Buenas Prácticas de Manufactura.
Los programas elaborados son los siguientes:
1. Higiene de personal: Se describen todos los procedimientos de limpieza y hábitos
sanitarios que deben de cumplir todos los colaboradores de la planta para disminuir
los riesgos de contaminación, ya que esto es la base fundamental para la aplicación de
las Buenas Prácticas de manufactura. La dirección de la cooperativa deberá ordenar
las medidas necesarias para que todas las personas, especialmente las nuevas que
ingresen, reciban los conocimientos de higiene señalados en el documento. (Ver
Anexo 2)
2. Higiene y desinfección de equipos y utensilios: Se describen todas las operaciones
de limpieza y desinfección que se realizan en los equipos y utensilios en las diferentes
áreas de la planta, con el fin de disminuir los niveles de contaminación y propagación
de contaminantes de diferentes orígenes (físicos, Químicos y Biológicos). En todo
servicio de alimentos debe establecerse un sistema de limpieza y desinfección
programado y periódico, que incluya todas las instalaciones, maquinaria y demás
equipos, determinando aquellos equipos y materiales considerados como más críticos,
con el objeto de prestarles una mayor atención. Es recomendable establecer por escrito
un programa de limpieza del material e instalaciones de los locales, en el que se
especifique la frecuencia, procedimientos, productos utilizados y personal
responsable. Los productos empleados en la limpieza y desinfección dependerán de la
clase de suciedad a tratar, así como el tipo de material. (Ver Anexo 2)
3. Control de procesos: se describen todas las actividades que se deben realizar en los
diferentes procesos, con todas sus operaciones unitarias. Con el fin de cumplir con la
calidad necesaria en cada uno de los productos y realizar la labor de forma continua y
ordenada, reduciendo así perdidas por proceso. (Ver Anexo 2)
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
47
IX. CONCLUSIÓN.
En el presente trabajo investigativo que se realizó en la cooperativa de servicio
múltiple de productos de Jinotega – COOSMPROJIN R.L durante el periodo (julio –
noviembre 2015) ubicada en la comunidad Sasle., km 180 carretera san Gabriel – Las
Cruces, de acuerdo a la ficha de inspección que se aplicó se encontró deficiencia en el
cumplimiento de acuerdo a la NTON 03 069- 06 /RTCA 67.01.33.06. Se evaluaron todas
las áreas de la planta, para tomar las acciones correctivas necesarias mediante
recomendaciones en base a debilidades de la planta. Los resultados de la ficha de
inspección fue el indicador clave para elaborar los programas prerrequisitos para buenas
prácticas de manufactura.
Es por ello que proseguimos a su elaboración según las necesidades que esta planta
presento que incluye programa de higiene del personal, limpieza y desinfección de equipos
y utensilios, y control en el proceso y producción.
Ahora la planta cuenta con los elementos y herramientas necesarias para mejorar sus
bajos estándares de calidad, aplicar un sistema de aseguramiento de la calidad sin olvidar
que los propietarios y colaboradores deben de dar seguimiento y actualización a lo
estipulado.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
48
X. RECOMENDACIONES.
1. Que los trabajadores cumplan con la vestimenta adecuada que deberían portar.
2. Realizar el llenado de registros existentes en el Programa de Limpieza y
desinfección, higiene del personal y control en el proceso y producción, para validar el
buen manejo higiénico- sanitario de los productos.
3. Se recomienda que los equipos y utensilios sean de acero inoxidable para evitar una
posible contaminación.
4. Se incita hacer la implementación de estos programas pre requisitos obtenidos con
este trabajo, iniciando con el programa de Limpieza y desinfección, higiene personal y
Control en el proceso y producción, así como continuar con la implementación de mejoras
que les lleven a la elaboración de Manuales de Buenas Prácticas de Manufactura para
ofrecer a los consumidores mejores productos.
5. Realizar un plan de mejora en los acápites que tuvieron menor puntuación como:
Instalaciones físicas (pisos, paredes, techo, etc.), control de plagas e higiene y desinfección
de la planta.

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
49
XI. REFERENCIAS BIBLIOGRÁFICAS.
1. Asociación de Productores y Exportadores de Nicaragua. (16 de Junio de 2015).
Obtenido de Asociación de Productores y Exportadores de Nicaragua. Sitio web:
http://www.apen.org.ni
2. Díaz, O. A. (2003). Guía para post cosecha y mercadeo de productos agrícolas.
Bogotá, Colombia: CAB.
3. Durán, F. (2007). Manual del Ingeniero de Alimentos. Colombia.: Grupo Latino.
4. IICA. (2004). Cadena Agroindustrial FRUTAS. Estudio de Oportunidades
Comerciales para Productos Agrícolas de Nicaragua, 89.
5. López, J.H., Lopera, J.G., Osorio, J.G. (Septiembre de 2000). Manjeo Post Cosecha
de Frutas y Hortalizas. Obtenido de
http://bibliotecadigital.agronet.gov.co/jspui/bitstream/11348/6755/1/067.pdf
6. Piñeiro, M., & Diaz, L. (2004). Mejoramiento de la calidad e inocuidad de las
frutas y hortalizas frescas. Roma: FAO.
7. Terranova., E. A. (2001). Ingeniería y agroindustria. Bogotá, Colombia.: Terranova
Editores.
8. Ministerio de Fomento Industria y Comercio. . (s.f.). Obtenido de Ministerio de
Fomento Industria y Comercio. Sitio web.: http://www.mific.gob.ni
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
50
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
51
ANEXO No 1. Ficha de inspección
de Buenas Prácticas de
Manufactura para fábricas de
alimentos Procesados.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
52
MINISTERIO DE SALUD
DIRECCIÓN DE REGULACIÓN DE ALIMENTOS
FICHA DE AUDITORIA DE BUENAS PRÁCTICAS
DE MANUFACTURA PARA FABRICAS DE
ALIMENTOS Y BEBIDAS, PROCESADOS.
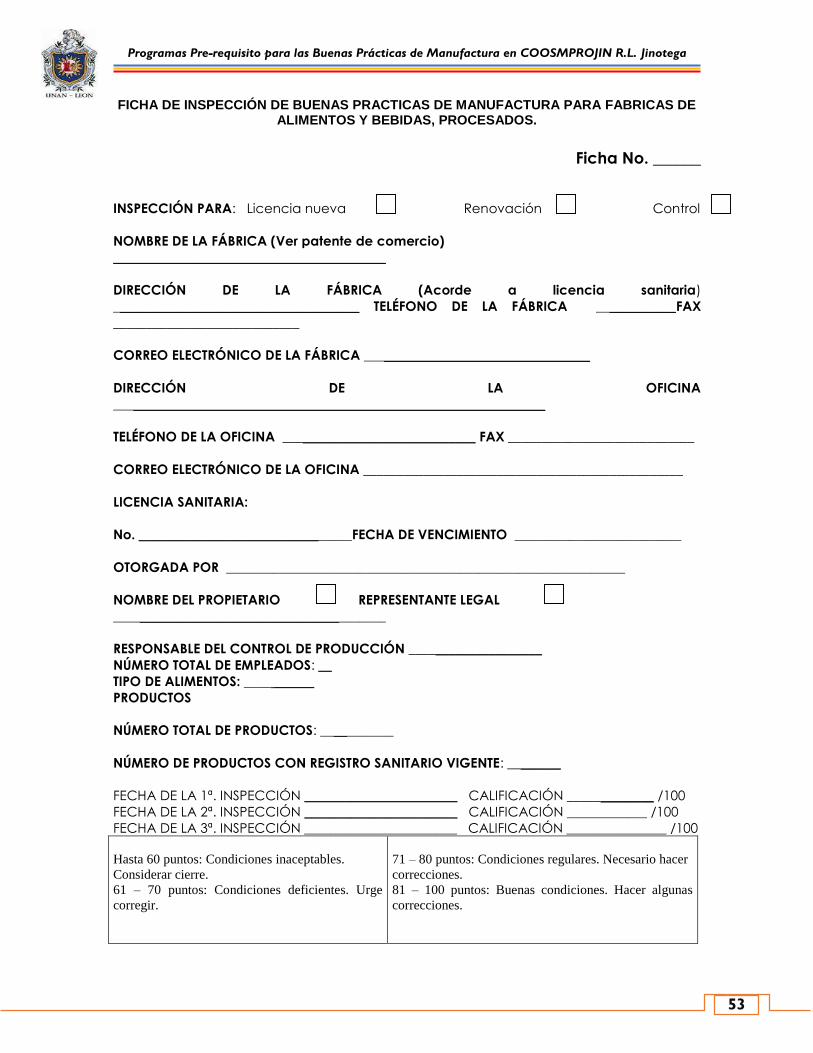
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
53
FICHA DE INSPECCIÓN DE BUENAS PRACTICAS DE MANUFACTURA PARA FABRICAS DE ALIMENTOS Y BEBIDAS, PROCESADOS.
Ficha No. ______
INSPECCIÓN PARA: Licencia nueva Renovación Control
NOMBRE DE LA FÁBRICA (Ver patente de comercio)
_________________________________________
DIRECCIÓN DE LA FÁBRICA (Acorde a licencia sanitaria)
_____________________________________ TELÉFONO DE LA FÁBRICA ____________FAX
____________________________
CORREO ELECTRÓNICO DE LA FÁBRICA __________________________________
DIRECCIÓN DE LA OFICINA
_________________________________________________________________
TELÉFONO DE LA OFICINA _____________________________ FAX ____________________________
CORREO ELECTRÓNICO DE LA OFICINA ________________________________________________
LICENCIA SANITARIA:
No. ________________________________FECHA DE VENCIMIENTO _________________________
OTORGADA POR ____________________________________________________________
NOMBRE DEL PROPIETARIO REPRESENTANTE LEGAL
_________________________________________
RESPONSABLE DEL CONTROL DE PRODUCCIÓN ____________________
NÚMERO TOTAL DE EMPLEADOS: __
TIPO DE ALIMENTOS: ____ ______
PRODUCTOS
NÚMERO TOTAL DE PRODUCTOS: ___________
NÚMERO DE PRODUCTOS CON REGISTRO SANITARIO VIGENTE: ________
FECHA DE LA 1ª. INSPECCIÓN _______________________ CALIFICACIÓN _____________ /100
FECHA DE LA 2ª. INSPECCIÓN _______________________ CALIFICACIÓN ____________ /100
FECHA DE LA 3ª. INSPECCIÓN _______________________ CALIFICACIÓN _______________ /100
Hasta 60 puntos: Condiciones inaceptables.
Considerar cierre.
61 – 70 puntos: Condiciones deficientes. Urge
corregir.
71 – 80 puntos: Condiciones regulares. Necesario hacer
correcciones.
81 – 100 puntos: Buenas condiciones. Hacer algunas
correcciones.
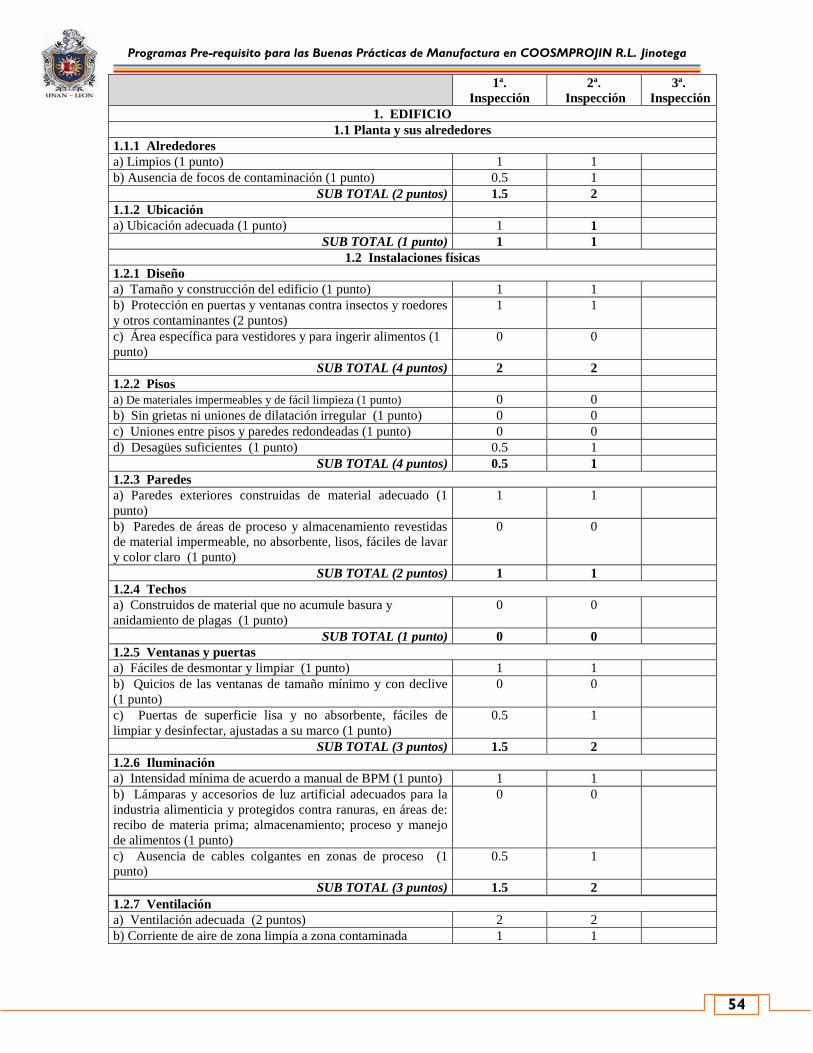
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
54
1.2.7 Ventilación
a) Ventilación adecuada (2 puntos) 2 2
b) Corriente de aire de zona limpia a zona contaminada 1 1
1ª.
Inspección
2ª.
Inspección
3ª.
Inspección
1. EDIFICIO
1.1 Planta y sus alrededores
1.1.1 Alrededores
a) Limpios (1 punto) 1 1
b) Ausencia de focos de contaminación (1 punto) 0.5 1
SUB TOTAL (2 puntos) 1.5 2
1.1.2 Ubicación
a) Ubicación adecuada (1 punto) 1 1
SUB TOTAL (1 punto) 1 1
1.2 Instalaciones físicas
1.2.1 Diseño
a) Tamaño y construcción del edificio (1 punto) 1 1
b) Protección en puertas y ventanas contra insectos y roedores
y otros contaminantes (2 puntos)
1 1
c) Área específica para vestidores y para ingerir alimentos (1
punto)
0 0
SUB TOTAL (4 puntos) 2 2
1.2.2 Pisos
a) De materiales impermeables y de fácil limpieza (1 punto) 0 0
b) Sin grietas ni uniones de dilatación irregular (1 punto) 0 0
c) Uniones entre pisos y paredes redondeadas (1 punto) 0 0
d) Desagües suficientes (1 punto) 0.5 1
SUB TOTAL (4 puntos) 0.5 1
1.2.3 Paredes
a) Paredes exteriores construidas de material adecuado (1
punto)
1 1
b) Paredes de áreas de proceso y almacenamiento revestidas
de material impermeable, no absorbente, lisos, fáciles de lavar
y color claro (1 punto)
0 0
SUB TOTAL (2 puntos) 1 1
1.2.4 Techos
a) Construidos de material que no acumule basura y
anidamiento de plagas (1 punto)
0 0
SUB TOTAL (1 punto) 0 0
1.2.5 Ventanas y puertas
a) Fáciles de desmontar y limpiar (1 punto) 1 1
b) Quicios de las ventanas de tamaño mínimo y con declive
(1 punto)
0 0
c) Puertas de superficie lisa y no absorbente, fáciles de
limpiar y desinfectar, ajustadas a su marco (1 punto)
0.5 1
SUB TOTAL (3 puntos) 1.5 2
1.2.6 Iluminación
a) Intensidad mínima de acuerdo a manual de BPM (1 punto) 1 1
b) Lámparas y accesorios de luz artificial adecuados para la
industria alimenticia y protegidos contra ranuras, en áreas de:
recibo de materia prima; almacenamiento; proceso y manejo
de alimentos (1 punto)
0 0
c) Ausencia de cables colgantes en zonas de proceso (1
punto)
0.5 1
SUB TOTAL (3 puntos) 1.5 2

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
55
(1 punto)
c) Sistema efectivo de extracción de humos y vapores (1
punto)
1 1
SUB TOTAL (4 puntos) 4 4
1.3 Instalaciones sanitarias
1.3.1 Abastecimiento de agua
a) Abastecimiento suficiente de agua potable (3 puntos) 3 3
b) Instalaciones apropiadas para almacenamiento y
distribución de agua potable (2 puntos)
2 2
c) Sistema de abastecimiento de agua no potable
independiente (2 puntos)
2 2
SUB TOTAL (7 puntos) 7 7
1.3.2 Tubería
a) Tamaño y diseño adecuado (1 punto) 1 1
b) Tuberías de agua limpia potable, agua limpia no potable y
aguas servidas separadas (1 punto)
1 1
SUB TOTAL (2 puntos) 2 2
1. 4 Manejo y disposición de desechos líquidos
1.4.1 Drenajes
a) Sistemas e instalaciones de desagüe y eliminación de
desechos, adecuados (2 puntos)
1 2
SUB TOTAL (2 puntos) 1 2
1.4.2 Instalaciones sanitarias
a) Servicios sanitarios limpios, en buen estado y separados
por sexo (2 puntos)
2 2
b) Puertas que no abran directamente hacia el área de proceso
(2 puntos)
2 2
c) Vestidores y espejos debidamente ubicados (1 punto) 0 0
SUB TOTAL (5 puntos) 4 4
1.4.3 Instalaciones para lavarse las manos
a) Lavamanos con abastecimiento de agua caliente y/o fría (2
puntos)
1 1
b) Jabón líquido, toallas de papel o secadores de aire y rótulos
que indican lavarse las manos (2 puntos)
1 2
SUB TOTAL (4 puntos) 2 3
1.5 Manejo y disposición de desechos sólidos
1.5.1 Desechos de basura y desperdicio
a) Procedimiento escrito para el manejo adecuado (2 puntos) 0 2
b) Recipientes lavables y con tapadera (1 punto) 0.5 1
c) Depósito general alejado de zonas de procesamiento (2
puntos)
2 2
SUB TOTAL (5 puntos) 2.5 5
1.6 Limpieza y desinfección
1.6.1 Programa de limpieza y desinfección
a) Programa escrito que regule la limpieza y desinfección (2
puntos)
0 0
b) Productos utilizados para limpieza y desinfección
aprobados (2 puntos)
1.5 2
c) Productos utilizados para limpieza y desinfección
almacenados adecuadamente (2 puntos)
2 2
SUB TOTAL (6 puntos) 3.5 4
1.7 Control de plagas
1.7.1 Control de plagas
a) Programa escrito para el control de plagas (2 puntos) 0 0
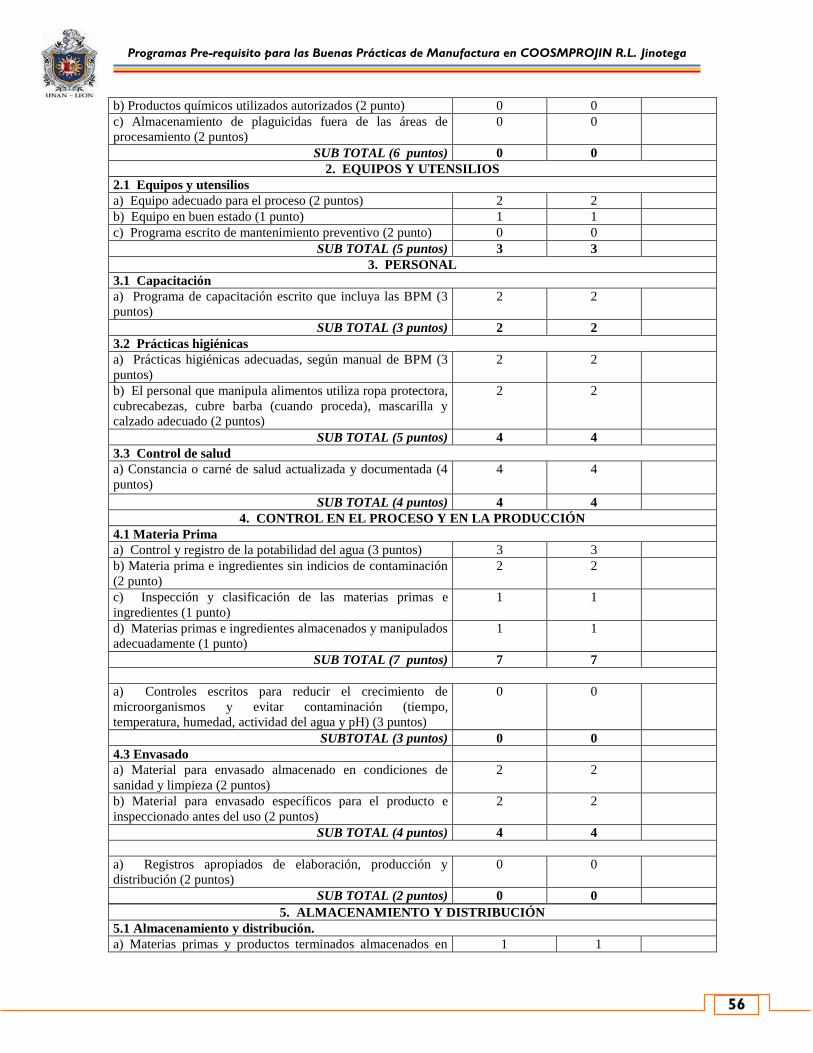
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
56
b) Productos químicos utilizados autorizados (2 punto) 0 0
c) Almacenamiento de plaguicidas fuera de las áreas de
procesamiento (2 puntos)
0 0
SUB TOTAL (6 puntos) 0 0
2. EQUIPOS Y UTENSILIOS
2.1 Equipos y utensilios
a) Equipo adecuado para el proceso (2 puntos) 2 2
b) Equipo en buen estado (1 punto) 1 1
c) Programa escrito de mantenimiento preventivo (2 punto) 0 0
SUB TOTAL (5 puntos) 3 3
3. PERSONAL
3.1 Capacitación
a) Programa de capacitación escrito que incluya las BPM (3
puntos)
2 2
SUB TOTAL (3 puntos) 2 2
3.2 Prácticas higiénicas
a) Prácticas higiénicas adecuadas, según manual de BPM (3
puntos)
2 2
b) El personal que manipula alimentos utiliza ropa protectora,
cubrecabezas, cubre barba (cuando proceda), mascarilla y
calzado adecuado (2 puntos)
2 2
SUB TOTAL (5 puntos) 4 4
3.3 Control de salud
a) Constancia o carné de salud actualizada y documentada (4
puntos)
4 4
SUB TOTAL (4 puntos) 4 4
4. CONTROL EN EL PROCESO Y EN LA PRODUCCIÓN
4.1 Materia Prima
a) Control y registro de la potabilidad del agua (3 puntos) 3 3
b) Materia prima e ingredientes sin indicios de contaminación
(2 punto)
2 2
c) Inspección y clasificación de las materias primas e
ingredientes (1 punto)
1 1
d) Materias primas e ingredientes almacenados y manipulados
adecuadamente (1 punto)
1 1
SUB TOTAL (7 puntos) 7 7
a) Controles escritos para reducir el crecimiento de
microorganismos y evitar contaminación (tiempo,
temperatura, humedad, actividad del agua y pH) (3 puntos)
0 0
SUBTOTAL (3 puntos) 0 0
4.3 Envasado
a) Material para envasado almacenado en condiciones de
sanidad y limpieza (2 puntos)
2 2
b) Material para envasado específicos para el producto e
inspeccionado antes del uso (2 puntos)
2 2
SUB TOTAL (4 puntos) 4 4
a) Registros apropiados de elaboración, producción y
distribución (2 puntos)
0 0
SUB TOTAL (2 puntos) 0 0
5. ALMACENAMIENTO Y DISTRIBUCIÓN
5.1 Almacenamiento y distribución.
a) Materias primas y productos terminados almacenados en 1 1
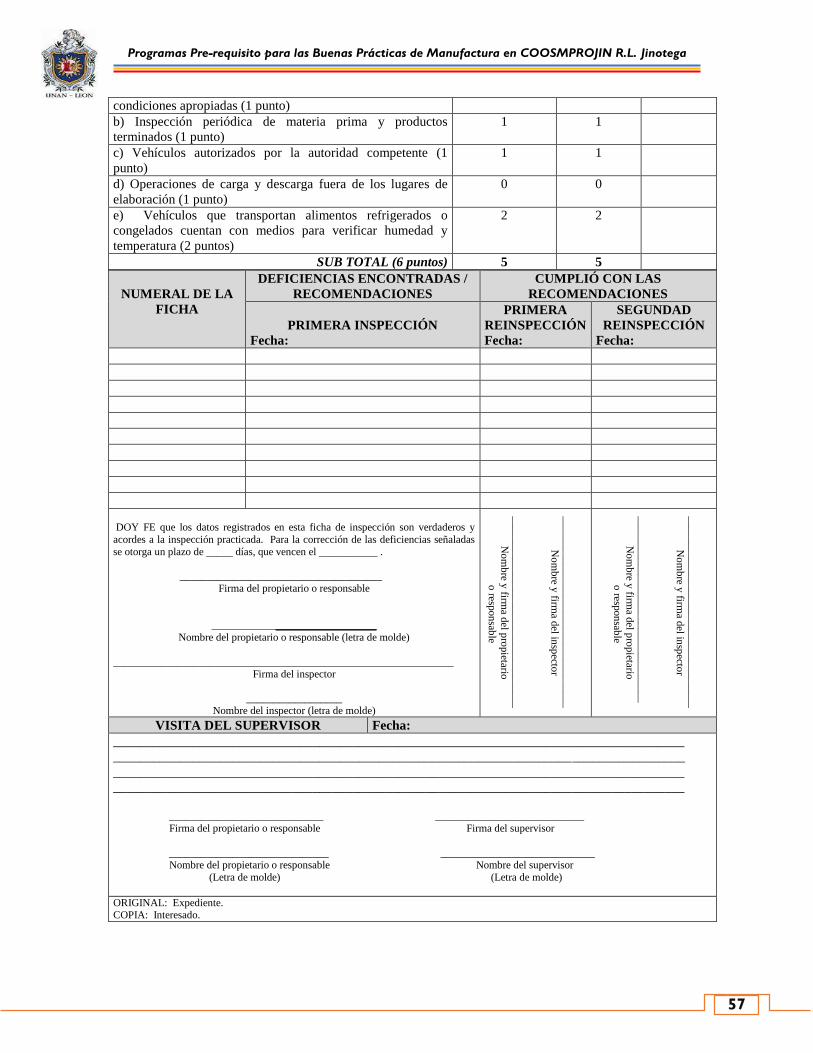
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
57
NUMERAL DE LA
FICHA
DEFICIENCIAS ENCONTRADAS /
RECOMENDACIONES
CUMPLIÓ CON LAS
RECOMENDACIONES
PRIMERA INSPECCIÓN
Fecha:
PRIMERA
REINSPECCIÓN
Fecha:
SEGUNDAD
REINSPECCIÓN
Fecha:
DOY FE que los datos registrados en esta ficha de inspección son verdaderos y
acordes a la inspección practicada. Para la corrección de las deficiencias señaladas
se otorga un plazo de _____ días, que vencen el ___________ .
______________________________________ Firma del propietario o responsable
_______________________________
Nombre del propietario o responsable (letra de molde)
________________________________________________________________
Firma del inspector
__________________
Nombre del inspector (letra de molde)
____
___
___
___
___
___
___
___
___
___
___
__
No
mb
re y firm
a del in
specto
r
____
___
___
___
___
___
___
___
___
___
___
__
No
mb
re y firm
a del p
ropietario
o resp
on
sable
____
___
___
___
___
___
___
___
___
___
___
__
No
mb
re y firm
a del in
specto
r
____
___
___
___
___
___
___
___
___
___
___
_
No
mb
re y firm
a del p
ropietario
o resp
on
sable
VISITA DEL SUPERVISOR Fecha:
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
______________________________________________________________________________________
_____________________________ ____________________________ Firma del propietario o responsable Firma del supervisor
______________________________ _____________________________ Nombre del propietario o responsable Nombre del supervisor
(Letra de molde) (Letra de molde)
ORIGINAL: Expediente. COPIA: Interesado.
condiciones apropiadas (1 punto)
b) Inspección periódica de materia prima y productos
terminados (1 punto)
1 1
c) Vehículos autorizados por la autoridad competente (1
punto)
1 1
d) Operaciones de carga y descarga fuera de los lugares de
elaboración (1 punto)
0 0
e) Vehículos que transportan alimentos refrigerados o
congelados cuentan con medios para verificar humedad y
temperatura (2 puntos)
2 2
SUB TOTAL (6 puntos) 5 5
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
58
ANEXO Nº 2.
Resultados de la ficha de inspección.
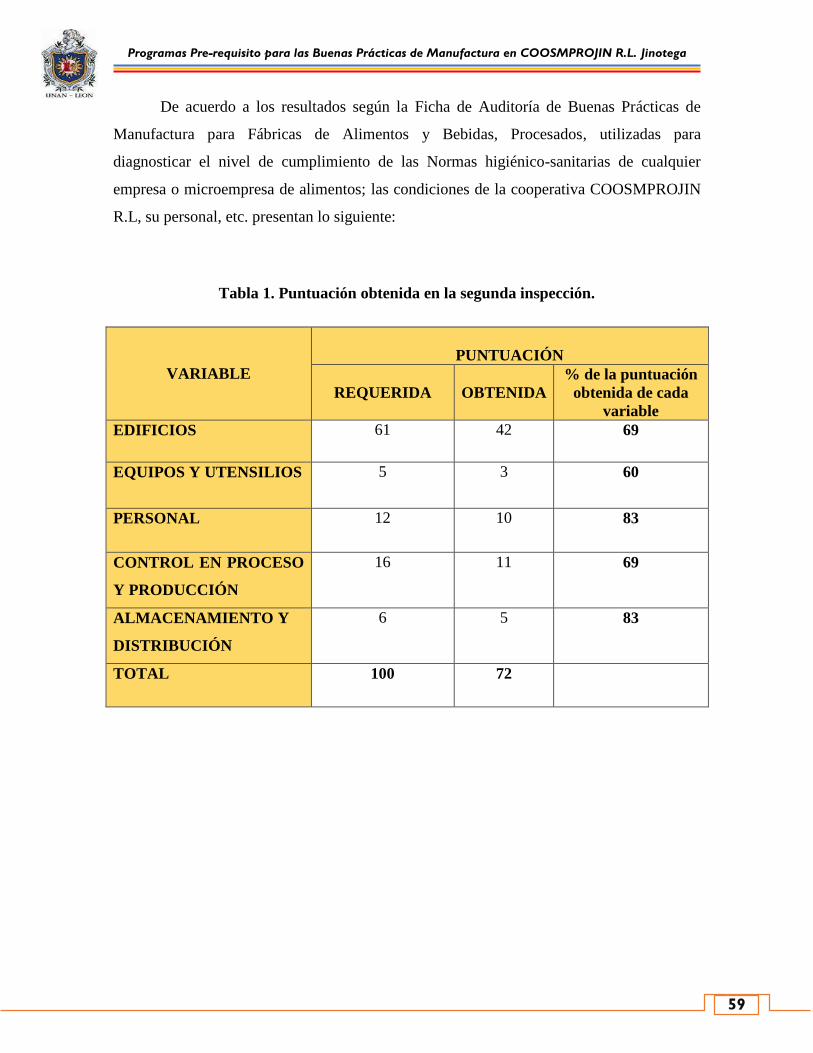
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
59
De acuerdo a los resultados según la Ficha de Auditoría de Buenas Prácticas de
Manufactura para Fábricas de Alimentos y Bebidas, Procesados, utilizadas para
diagnosticar el nivel de cumplimiento de las Normas higiénico-sanitarias de cualquier
empresa o microempresa de alimentos; las condiciones de la cooperativa COOSMPROJIN
R.L, su personal, etc. presentan lo siguiente:
Tabla 1. Puntuación obtenida en la segunda inspección.
VARIABLE
PUNTUACIÓN
REQUERIDA
OBTENIDA
% de la puntuación
obtenida de cada
variable
EDIFICIOS 61 42 69
EQUIPOS Y UTENSILIOS 5 3 60
PERSONAL 12 10 83
CONTROL EN PROCESO
Y PRODUCCIÓN
16 11 69
ALMACENAMIENTO Y
DISTRIBUCIÓN
6 5 83
TOTAL 100 72
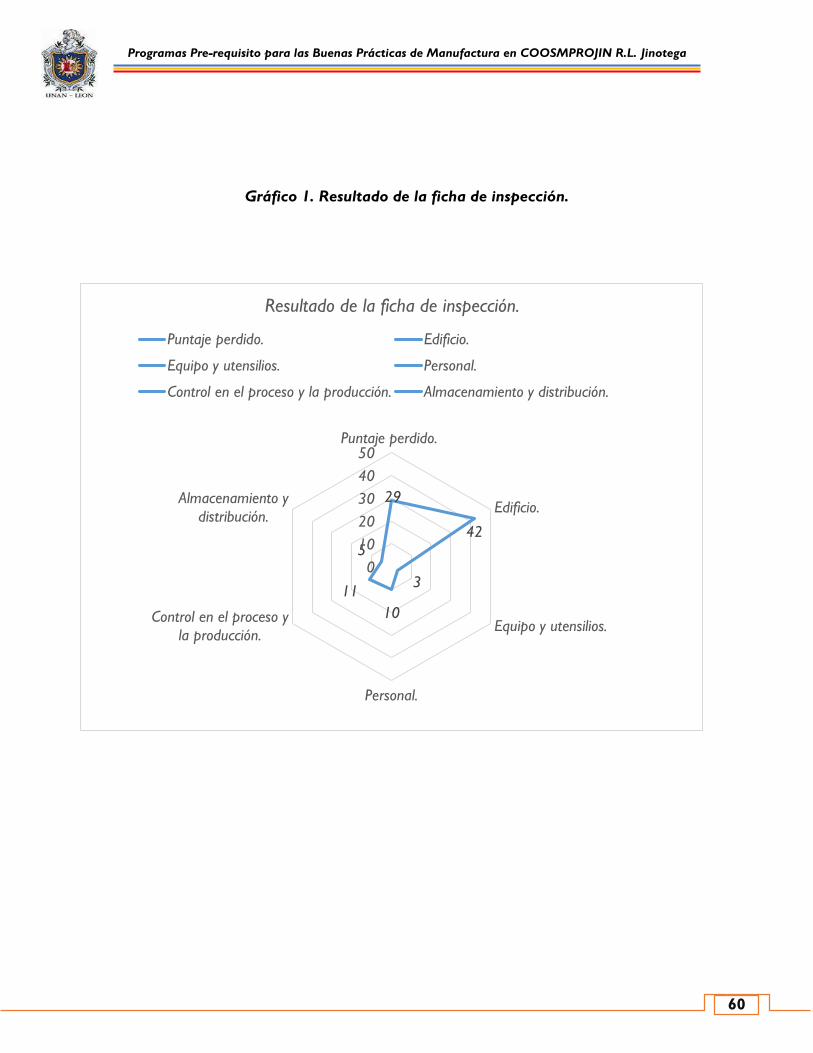
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
60
Gráfico 1. Resultado de la ficha de inspección.
29
42
3
10
11
50
10
20
30
40
50Puntaje perdido.
Edificio.
Equipo y utensilios.
Personal.
Control en el proceso y
la producción.
Almacenamiento y
distribución.
Resultado de la ficha de inspección.
Puntaje perdido. Edificio.
Equipo y utensilios. Personal.
Control en el proceso y la producción. Almacenamiento y distribución.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
61
ANEXO Nº 3.
Elaboración de programas pre
requisitos para las Buenas Prácticas
de Manufactura de la cooperativa de
Servicios Múltiples productores de
Jinotega COOSMPROJIN R.L.

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
62
PROGRAMAS PRE-REQUISITOS PARA
LAS BUENAS PRÁCTICAS DE
MANUFACTURA DE LA COOPERATIVA
DE PRODUCTORES DE JINOTEGA
COOSMPROJIN R.L.
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
63
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
PRESENTACIÓN DEL DOCUMENTO.
El presente documento soporte tiene por objeto mejorar las condiciones higiénico -
sanitarias de la cooperativa COOSMPROJIN, de acuerdo a los requerimientos básicos
establecidos en el RTCA 67.01.33:06, para ofrecer alimentos de mayor calidad y
competitividad. Contiene programas como: higiene de personal, limpieza y desinfección
de equipos, utensilios, además un control del proceso.
1. OBJETIVOS.
- Diseñar documento de programas pre- requisitos para Buenas Prácticas de Manufactura
en la cooperativa COOSMPROJIN R.L.
- Orientar al personal sobre la importancia y necesidad de la correcta aplicación de las
BPM.
2. ALCANCE.
La cooperativa COOSMPROJIN (acopio y empaque de hortalizas), a mediano plazo
cumpla con las normas higiénicas establecidas en el RTCA 67.01.33:06. Una correcta
aplicación de este documento de programas pre- requisitos permitirá a la empresa
controlar las operaciones básicas del proceso. Este es de cumplimiento obligatorio para el
personal de acuerdo a las funciones que realiza.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
64
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
PRESENTACIÓN DE LA EMPRESA
Nombre de la empresa: Cooperativa de Servicios Múltiples Productores de Jinotega.
COOSMPROJIN R.L
Razón Social: Cooperativa de Servicios Múltiples Productores de Jinotega. R.L
Dirección de la empresa: comunidad de Sasle- Jinotega, km 180 carretera San Gabriel-
Las Cruces.
Departamento: Jinotega.
Municipio: Jinotega.
Teléfono: 2780- 0531
E–mail: [email protected]
Licencia sanitaria: no cuenta.
Otorgado por:
Nombre del gerente: Ing. Gerardo López Zeledón.
Nombre del representante legal: Sr. Lisandro Enrique Picado Torrez. (Presidente)
Tipo de alimento: Hortalizas
Número total de productos: 4
Número de empleados 10 (en planta)
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
65
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
1. Razón social y ubicación del acopio.
La cooperativa COOSMPROJIN se encuentra ubicado en el Municipio de Jinotega, comunidad
Sasle departamento de Jinotega. Es un centro de acopio de hortalizas, comprometidos a recibir la
totalidad del producto de sus asociados, la cual se lleva a cabo todos los días cumpliendo con el
buen manejo higiénico-sanitario de las instalaciones, equipos y sistema de almacenamiento
asegurando de esta forma la calidad.
2. Misión.
La misión de la cooperativa es ser una empresa rural que contribuya al desarrollo de la finca
humana y finca física de sus cooperados y cooperadas con responsabilidad social, económica
ambiental y con equidad de género.
3. Visión.
La visión de COOSMPROJIN R.L., es ser una empresa rural sostenible económica,
organizacionalmente y contribuye a crear conciencia ambiental y de equidad de género.
4. Valores empresariales.
Sus valores empresariales bien determinados: la integración, la voluntad, la responsabilidad, la
humanidad, la solidaridad, la honestidad y la equidad.
5. Líneas de producción.
COOSMPROJIN, R.L actualmente tiene cinco líneas de negocio que consisten en:
1) Producción y Comercialización de Hortalizas
COOSMPROJIN se dedica a la producción y comercialización de hortalizas de alta
calidad durante todo el año, tales como: lechuga, repollo, remolacha, zanahoria, papa,
tomate, chiltoma, cebolla, apio, brócoli, coliflor, ejote, pipián, entre otros.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
66
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Cabe mencionar, que los socios de COOSMPROJIN han sido los únicos certificados en
Buenas Prácticas Agrícolas en la zona por parte del INPSA garantizando con ello
productos inocuos a los consumidores.
2) Producción de Plántulas o Pilones
También, COOSMPROJIN ofrece el servicio de producción de plántulas o pilones a
socios y clientes externos ya que cuenta con un centro de producción de agricultura
protegida con una capacidad mensual de un millón y medio de plántulas o pilones de todo
tipo de hortalizas en la comarca Tomatoya.
3) La venta de agro-servicios
Es otra línea fuerte de la cooperativa, mediante la cual se ofrece tecnologías de producción
hortícola que garantizan altos rendimientos y calidad:
Sistema de riego de goteo y micro aspersión
Solubles para fertiriego
Productos biológicos y botánicos
Plástico MULCH (encolchado)
Equipo de fumigación y bombeo de agua
Pesticidas autorizados por MAG
Semillas de hortalizas de alto rendimiento
4) Servicio de Crédito
COOSMPROJIN brinda el servicio de crédito en efectivo para mano de obra y servicios
así como para insumos agrícolas, plántulas hasta la comercialización, específicamente
para los cultivos de lechuga, repollo, remolacha y zanahoria en el marco del contrato de
compra-venta con Industrias Cárnicas Integradas (ICI- Vegetales y Granos), garantizando
al productor el acceso a los recursos productivos y mercado bajo condiciones favorables y
precio atractivo. Brindando un acompañamiento directo al productor y cliente externo
desde la producción de plántulas, manejo agronómico, post cosecha y comercialización.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
67
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
5) Producción de Semilla Certificada y Grano Comercial de Frijol Rojo y Negro
A través del programa frijol NICA- RAMAC, COOSMPROJIN otorga financiamiento a
socios y clientes externos para la producción de semilla certificada INTA-Cárdenas e
INTA Rojo, brindando insumos agrícolas, asesoría técnica y comercialización de la
semilla y el grano comercial a precios competitivos mediante contratos de compra-venta
con Esperanza-coop. En el ciclo 2013-2014 se financiaron 100 mz de frijol con este
programa obteniendo resultados satisfactorios con rendimientos promedios de 27 qq/mz.
Estos servicios son ofrecidos a socios y pre-socios y clientes externos.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
68
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
.
PROGRAMA DE HIGIENE PERSONAL DE LA
COOPERATIVA DE SERVICIOS MÚLTIPLES
PRODUCTORES DE JINOTEGA
COOSMPROJIN R.L.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
69
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
I. Introducción
La higiene personal, es una herramienta para asegurar la calidad de los productos
alimenticios. En la actualidad, los consumidores de alimentos son cada vez más
exigentes con respecto a la inocuidad de los alimentos, la falta de la misma, favorece el
deterioro de los alimentos, alterando las características de color, olor, sabor, textura, el
valor nutricional y generando sustancias que producen enfermedades transmitidas por
alimentos, lo que representan un riesgo para la salud de los consumidores.
II. Objetivos:
Reducir el riesgo de contaminación del producto causado por la manipulación del
personal sobre el mismo.
Establecer las responsabilidades y funciones en cuanto a la higiene personal que
deben cumplir los manipuladores y visitas de la planta de la cooperativa
COOSMPROJIN R.L.
III. Alcance:
Este procedimiento se aplica al personal manipulador del alimento en cualquier etapa del
proceso, incluyendo a todas aquellas personas que entren al área productiva, cuando se
esté en plena labor, a fin de reducir al mínimo el riesgo de contaminación del producto.
IV. Definiciones:
Higiene de los alimentos: Todas las condiciones y medidas necesarias para asegurarla
inocuidad y la aptitud de los alimentos en todas las fases de la cadena alimentaria.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
70
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Manipulador de alimento: Toda persona que manipule directamente materia prima e
insumos, alimentos envasados o no envasados, equipo y utensilios utilizados para los
alimentos, o superficies que entren en contacto con los alimentos y que se espera, por
tanto, cumpla con los requerimientos de higiene de los alimentos.
Inocuidad de los alimentos: La garantía de que los alimentos no causarán daño al
consumidor cuando se preparen y/o consuman de acuerdo con el uso a que se destinan.
Examen de salud: Conjunto de pruebas médicas y complementarias realizadas a un
trabajador en un reconocimiento médico para valorar su aptitud laboral según los riesgos
presentes en su puesto de trabajo.
Jabón líquido antibacterial: Sustancia que permite la desinfección de manos y en
algunos casos utilizados en ciertos objetos.
Lavado de manos: Es la aplicación de una sustancia detergente, ya sea en forma de barra
o gel de jabón, sobre la piel húmeda de las manos y que añadida a la fricción mecánica de
las mismas por el tiempo de un minuto provoca, luego de su enjuague, la remoción
mecánica de los detritus, componentes orgánicos y microorganismos de la superficie de la
piel.
Salud: Es el estado de completo bienestar físico, mental y social, y no solamente la
ausencia de enfermedad o dolencia.
Uniforme: Es un conjunto estandarizado de ropa usado por miembros de una
organización mientras participan en la actividad de ésta.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
71
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
V. Funciones y responsabilidades del personal.
DESCRIPCIÓN
PERSONAL FUNCIÓN RESPONSABILIDAD
Jefe de
planta
La persona que integra el
cargo directivo y de
supervisión que no entra
en contacto con los
insumos alimentarios que
componen el producto
final
Responsables de capacitar a cada uno de
sus trabajadores en este procedimiento,
comprometerse a dar soluciones concretas
frente a alguna No Conformidad, Acción
Correctiva y/o. Observación que se genere
por el incumplimiento del procedimiento.
Autoridad de corregir a los Operadores
que no cumplan con las exigencias
especificadas en este programa.
Operario Poseen la responsabilidad de aplicar este
procedimiento cumpliendo con cada uno
de los pasos indicados en la correcta
higiene dentro de la planta de proceso.
5.1. Requisitos del personal.
A todo el personal contratado por la cooperativa COOSMPROJIN R.L, al ingresar como
trabajador, se le realiza un examen pre ocupacional para identificar si las condiciones
físicas y de salud del trabajador le permiten desempeñar el cargo. En la hoja de vida del
empleado se incluye el certificado de salud el cual se renovará cada 6 meses.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
72
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
1.1.1 Requerimientos pre–ocupacionales
Deberá presentar como requisito obligatorio el certificado de salud, y un chequeo
médico general con exámenes de control que para el caso de los operarios se
cumpla con lo establecido en la Norma Sanitaria de Manipulación de Alimentos
(NTON – 03-026-99), que establece que deberá practicársele exámenes especiales:
coprocultivo, examen general de heces, exudado, farigeo, V.D.R.L. examen de la
piel, B.A.A.R., antes de su ingreso y posteriormente cada seis meses.
Aplicar conocimientos teóricos y prácticos sobre la labor que desempeñara,
priorizando las personas con experiencia y ser registrados en expedientes del
personal.
El personal no usará prendas (aretes, anillos, pulseras), u otros objetos personales
que constituyan riesgo de contaminación para el alimento.
No podrán estar en el área de proceso.
a) Las personas que padezcan de infecciones dérmicas, lesiones tales como heridas y
quemaduras, infecciones gastrointestinales, respiratorias u otras susceptibles de
contaminar el ambiente.
b) Los operarios no utilizaran durante sus labores sustancias que puedan afectar el
alimento, transfiriéndole olores o sabores extraños, tales como perfumes, cremas,
etc.
Actos prohibidos para todo el personal del área de proceso.
a) Comer o beber en el área donde se manipula alimento.
b) Mascar chicles o tabaco.
c) Sostener palillos de dientes u otros objetos en la boca.
d) Colocar lapiceros o cigarrillos detrás de la oreja.
e) Escupir en el piso.
f) Estornudar o escupir sobre el producto.
g) Botones, alfileres o artículos similares no son permitidos sobre el uniforme,
delantal o gabacha.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
73
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
h) Prohibido el uso de anillos, aretes, pulseras, relojes, cadenas u otras joyas en el
área de proceso.
i) Ensuciar o efectuar limpieza incompleta no son permitidos.
A) Manos. Frecuencia de lavado de manos:
a) Cada vez que inicie su jornada de trabajo.
b) Después de usar los servicios higiénicos.
Cada vez que se ensucien las manos o se contaminen
Método de lavado de las manos:
a) Se debe de efectuar desde las uñas hasta el codo, deben lavarse con cepillos
destinado para ello.
b) Usar agua a temperatura ambiente.
c) Jabones bactericidas aprobados por las instituciones correspondientes.
d) Después de realizado el lavado de las manos estas deben secarse haciendo uso de
las toallas de mano o papel toalla.
e) Posterior al lavado y secado de las manos debe de aplicarse la sanitización de las
mismas haciendo uso de alcohol en gel.
Actos Prohibitivos:
a) Acomodarse los anteojos. si se le caen, lo tiene que hacer, nada más que se deberá
lavar las manos después de ello.
b) Rascarse la cabeza o el cuerpo.
c) Tocarse la cara o limpiarse la frente.
d) Colocar los dedos sobre o dentro de la boca, nariz y oídos.
B) Uñas.
a) Mantener limpias y cortas (las uñas no deben de exceder el largo de los dedos
pasando su yema).
No deben tener ningún tipo de decoración incluyendo calcomanías y esmalte de
ninguna clase.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
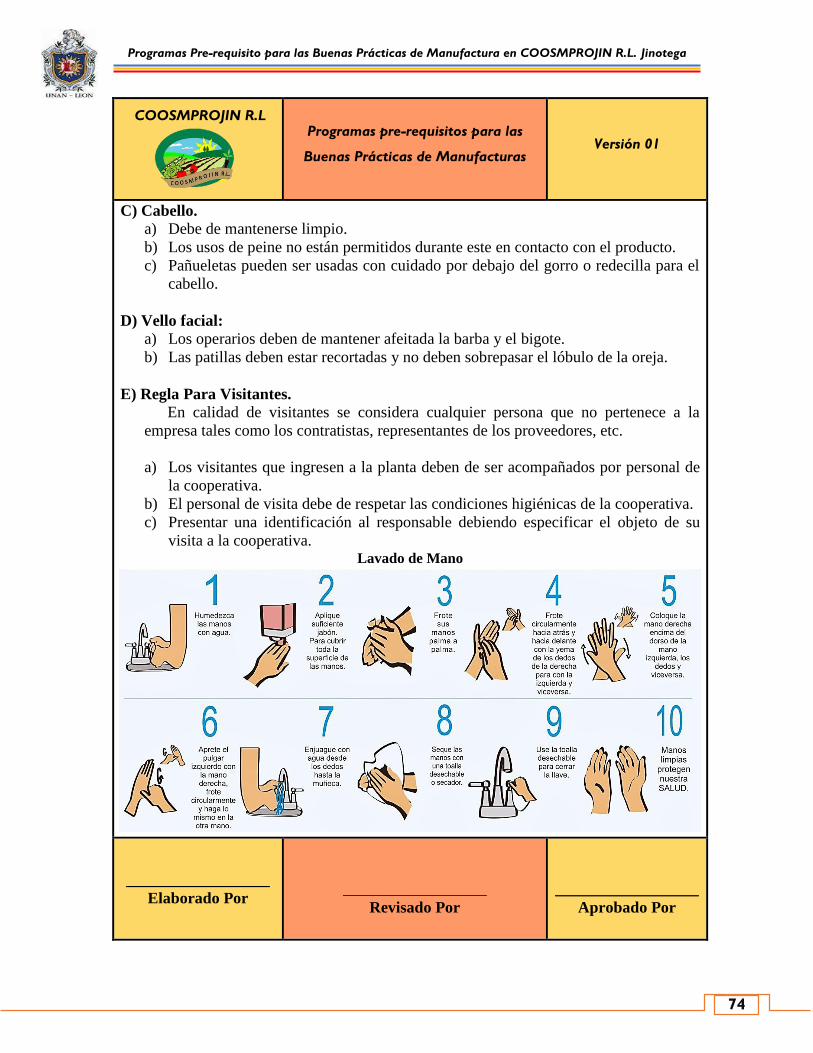
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
74
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
C) Cabello.
a) Debe de mantenerse limpio.
b) Los usos de peine no están permitidos durante este en contacto con el producto.
c) Pañueletas pueden ser usadas con cuidado por debajo del gorro o redecilla para el
cabello.
D) Vello facial:
a) Los operarios deben de mantener afeitada la barba y el bigote.
b) Las patillas deben estar recortadas y no deben sobrepasar el lóbulo de la oreja.
E) Regla Para Visitantes.
En calidad de visitantes se considera cualquier persona que no pertenece a la
empresa tales como los contratistas, representantes de los proveedores, etc.
a) Los visitantes que ingresen a la planta deben de ser acompañados por personal de
la cooperativa.
b) El personal de visita debe de respetar las condiciones higiénicas de la cooperativa.
c) Presentar una identificación al responsable debiendo especificar el objeto de su
visita a la cooperativa. Lavado de Mano
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
75
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Equipo de protección (vestimenta).
El uniforme de trabajo se considera el medio de protección tanto para el personal como
para la manipulación del producto en proceso, el uniforme caracteriza al empleado de la
planta y su función principal es la de evitar la posible contaminación cruzada y consta de:
gabacha manga corta blanca , botas de hule (preferiblemente blancas), delantal plástico,
cubre boca y gorro para el cabello, los cuales deben de permanecer siempre en buen
estado (sin daños), limpios durante las labores de trabajo.
Gorro para el cabello:
Debe usarse gorro de tela blanca o gorros desechables.
El gorro de cabello debe cubrir todo el cabello.
Aunque la cabeza este totalmente afeitada debe de usarse el gorro de tela blanca o
desechable.
Cubre boca:
Debe ser de color claro, resistente y desechable.
Debe tapar toda el área de la boca y hasta la nariz.
Gabacha:
Debe estar confeccionada de lino blanco para permitir que se note más
rápidamente la suciedad y poder lavarla.
Debe ser de manga corta y que llegue debajo de la rodilla.
Los botones de la gabacha deben ser de fácil desprendimiento para quitársela
rápidamente en caso de un accidente.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
76
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
SALUD DEL PERSONAL:
La salud del personal está comprometida con la calidad del producto, ya que estos están
en contacto directo con el alimento y pueden causar contaminación de no tomarse las
medidas adecuadas en tiempo y forma, el personal tiene que laborar en estado de salud
sano, no se permitirá en la planta ninguna persona enferma, accidentada y laceraciones o
cortaduras en sus miembros hasta que se encuentre debidamente sana.
4.1.1 Certificado De Salud:
Todo el personal de la cooperativa COOSMPROJIN R.L, posee su certificado de salud
actualizado el cual es emitido por el centro de salud correspondiente más cercano
(MINSA) y no por un centro privado, este es realizado cada 6 meses de forma obligatoria
por todo el personal.
4.2.2. Procedimiento de manejo de personal enfermo durante el proceso:
Cuando una persona se siente con síntomas de alguna enfermedad, malestar o que
presente alguna herida, esté afectada por una enfermedad contagiosa o que presente
inflamación e infecciones de la piel u otras enfermedades que representen riesgos de
contaminación deberán obligatoriamente de notificarle a su superior inmediato dicha
problemática, el cual debe ser retirado a lo inmediato del área de proceso y enviado al
centro de salud u hospital más cercano para ser atendido y evaluado por los médicos
pertinentes.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
77
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
4.3.3. Normativas para el control de enfermedades:
a) Ninguna persona que haya estado expuesta o infectada por enfermedad infecta
contagiosa se admite en el área de proceso.
b) Las instrucciones para controlar las enfermedades de los empleados y las
enfermedades contagiosas por transmisión patógena deben de ser de la siguiente
manera:
Registro Escrito: Se debe de mantener un registro escrito sobre toda la
documentación, discusiones del caso concerniente a empleados enfermos.
Responsabilidad del empleado: Cada uno de los empleados es responsable de
notificar a su jefe inmediato de una posible enfermedad.
Evaluación de estado: Un médico deberá evaluar al enfermo y realizará
notificación escrita a la empresa de dicha evaluación.
Los empleados enfermos no deben tener contacto con los empleados que están
sanos.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
78
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
V. PROCEDIMIENTO
5.1 Procedimiento general de cumplimiento obligatorio de higiene del personal.
1. Bañarse diario antes de iniciar sus labores.
2. Uñas recortadas limpias y sin esmaltes.
3. Cabello corto limpio, cubierto por gorros adecuados.
4. Uso de ropa de trabajo limpia (uniforme, delantal, botas de hule blancas).
5. No usaran prendas (aretes, pulseras, anillos) u otros objetos personales que
constituyen un riesgo de contaminación para alimentos, tales como; lapiceros, etc.
6. No está permitido fumar, comer o beber en el área de trabajo.
6.1. Tampoco escupir o masticar chicles. Sólo se comerá en el lugar establecido para
ello.
7. No toser o estornudar sobre el producto (usar tapabocas).
8. No se permite la salida del lugar de trabajo con el uniforme puesto.
5.2 Procedimiento para el manejo de la salud del personal.
1. Todos los operarios se realizarán exámenes médicos de rutinas.
2. Los exámenes serán realizados cada 6 meses.
3. Se lleva un registro periódico del control de salud de cada operario estos son
archivados en la oficina general de la cooperativa.
4. Dichos exámenes incluyen:
4.1 Examen de sangre. (BHC)
4.2 Examen de orina. (EGO)
4.3 Examen de heces. (EGH)
5. En caso que el operario se encuentre enfermo hacer lo siguiente:
5.1 Informar al administrador sobre sus síntomas para ser enviado a realizarse un
chequeo médico en la clínica correspondiente.
5.2 Presenta constancia de revisión médica.
5.3 Se valora su estado y dependiendo el grado de afectación se envía a reposo.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
79
COOSMPROJIN R.L Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
5.3 Procedimiento para el lavado de manos.
1. Moje sus manos hasta la altura del codo.
2. Aplique suficiente jabón para cubrir todas las superficies de las manos.
3. Frótelas con el jabón haciendo abundante espuma en dirección de la mano hacia el
codo.
4. Frótese la palma de la mano derecha contra el dorso de la mano izquierda
entrelazando los dedos, y viceversa.
5. Frótese las palmas de las manos entre sí, con los dedos entrelazados.
6. Frótese el dorso de los dedos de una mano contra la palma de la mano opuesta,
manteniendo unidos los dedos.
7. Frótese la punta de los dedos de la mano derecha contra la palma de la mano
izquierda, haciendo un movimiento de rotación, y viceversa. De todo lo anterior en
un periodo de tiempo de 20 a 30 segundos.
8. Con el cepillo restriegue bajo las uñas, entre los dedos palma y dorso de la mano
hasta la altura del codo.
9. Enjuague en el chorro del agua de la mano al codo cuidando que no quede jabón.
10. Desinfecte sus manos y brazos con solución desinfectante (alcohol en gel).
11. Secarse las manos con una toalla limpia, una toalla desechable sino, sacudirlas
hasta que queden secas.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
80
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
VI. REGISTRO.
COOPERATIVA DE SERVICIOS MÚLTIPLES
PRODUCTORES DE JINOTEGA
COOSMPROJIN.
Formato de Control de Higiene del personal
Área: Fecha del monitoreo Cumple: 1
No cumple: 0
Responsable
del monitoreo
Frecuencia
Semanal
Nombre Presentación
personal. 1
Uniforme.2 Uso de las
normativas en
la guía 3
Hábitos
higiénicos
.
Ausencia de
accesorio.
Acción
correctiva
inmediata.
1 Limpio, bañado, unas limpias, sin esmalte, sin enfermedad contagiosa. 2 Gabacha, gorro, cubre boca, botas de hule. 3 Guía de normativas de higiene del personal.
Firma del responsable _____________________
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
81
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
COOPERATIVA DE SERVICIOS MÚLTIPLES
PRODUCTORES DE JINOTEGA
COOSMPROJIN.
Formato de Control de vigencia del certificado de salud
Nota: Se renovará cada 6 meses
Firma del responsable _____________________
Nombre y apellido Función Fecha de emisión Fecha de renovación.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
82
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
PROGRAMA DE LIMPIEZA Y
DESINFECCIÓN DE LA PLANTA
COOPERATIVA DE SERVICIOS
MÚLTIPLES PRODUCTORES DE
JINOTEGA
COOSMPROJIN.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
83
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
I. Introducción:
La descripción y la correcta aplicación de los procedimientos de limpieza y
desinfección son la herramienta y uno de los requisitos de las Buenas Prácticas de
Manufactura que permite controlar los riesgos de contaminación microbiológica
causante de enfermedades alimentarias, además de aumentar la vida útil del producto.
II. Objetivos:
Establecer todos los parámetros de higiene y desinfección en todo el establecimiento
de la cooperativa COOSMPROJIN.
III. Alcance:
Este programa se aplica a toda la empresa, donde se garantiza la higiene y limpieza en
las distintas áreas y equipos, reduciendo al mínimo el grado de contaminación,
obteniendo así un producto inocuo.
IV. Definiciones:
Limpiar: es un proceso en el que la suciedad se disuelve o suspende, generalmente en
agua ayudada de detergentes. Siendo el resultado de lavar y enjuagar; si bien, lavar es la
eliminación de la suciedad de superficies esencialmente rugosas con soluciones acuosas
frías o muy calientes sin determinación de su duración.
Desinfectar: consiste en destruir la mayor parte de los microorganismos de las superficies
mediante agentes químicos, con objeto de impedir su transmisión, que no resulte nocivo
para la salud, ni perjudique la calidad del alimento.
Saneamiento: Es el conjunto de acciones técnicas y socioeconómicas de salud
pública que tienen por objetivo alcanzar niveles crecientes de salubridad. Comprende el
manejo sanitario del agua potable, las aguas residuales, los residuos sólidos y el
comportamiento higiénico que reduce los riesgos para la salud y previene la
contaminación.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
84
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Limpieza: La eliminación de tierra, residuos de alimentos, suciedad, grasa u otras
materias objetables.
Contaminante: Cualquier agente biológico o químico, materia extraña u otras sustancias
no añadidas intencionalmente a los alimentos y que puedan comprometer la inocuidad o la
aptitud de los alimentos.
Desinfección: La reducción del número de microorganismos presentes en el medio
ambiente, por medio de agentes químicos y/o métodos físicos, a un nivel que no
comprometa la inocuidad o la aptitud del alimento.
Desinfectante: Es la sustancia que ejerce dicha acción sobre superficies u objetos
inanimados.
Detergente: Es una sustancia tensioactiva y anfipática que tiene la propiedad química de
disolver la suciedad o las impurezas de un objeto sin corroerlo.
Inocuidad: Es la condición de los alimentos que garantiza que no causaran daño al
consumidor.
Responsabilidad:
El personal de limpieza será responsable de verificar el cumplimiento y la eficiencia de la
limpieza descrita en este programa y hará las observaciones que sean necesarios antes de
iniciar el proceso, durante y al finalizar las labores.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
85
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
V. PROCEDIMIENTO.
5.1. PROCEDIMIENTO GENERAL DE LA COOPERATIVA PARA LA
LIMPIEZA Y DESINFECCIÓN DE LAS INSTALACIONES.
1. En la limpieza debe utilizarse materiales de limpieza como escobas, cepillos, baldes
plásticos.
2. Utilizar agua y detergente.
3. Utilizar solución desinfectante tales como cloro a una concentración de 500 ppm.
4. Antes de la realización de la limpieza retirar equipos y utensilios de las paredes.
5. Los equipos que se encuentren conectados es necesario desconectarlos para evitar
accidentes eléctricos.
6. Barrer o retirar la suciedad adherida al piso antes de iniciar el proceso.
7. Dar inicio a la limpieza y desinfección del piso de la siguiente forma:
7.1.Lavar el área con agua y detergente.
7.2.Utilizar suficiente agua para evitar el residuo de detergente.
Enjuagar el área con solución desinfectante (cloro a 500 ppm) recomendada.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
86
COOSMPROJIN R.L
Programas pre-requisitos para las
Manufacturas
Versión 01
5.2 PROCEDIMIENTO PARA EL LAVADO Y DESINFECCIÓN DE EQUIPOS.
1. En la limpieza debe utilizarse materiales de limpieza como cepillos y pastes.
2. Utilizar agua y detergente.
3. Utilizar solución desinfectante tales como cloro a una concentración de 100 ppm.
4. Retirar de los equipos y utensilios restos de alimentos antes de dar inicio al proceso.
6. Desconectar los equipos que sean eléctricos y proteger la toma eléctrica de ser
necesario.
7. Retira los equipos y utensilios de la pared.
8. Desarmar los equipos que lo permitan.
8.1.Prelavado con agua para desprender los residuos de alimentos.
8.2.Luego adicionar una solución a base de detergente y agua restregando con cepillo.
8.3.Utilizar Agente desinfectante durante diez minutos, enjuagar con agua clorada a
100 ppm la persona encargada de la realización de este procedimiento debe
presentar la indumentaria adecuada como lo es gorro delantal y botas de hule
preferiblemente blancas.
8.4.Enjuagar con agua fría al final.
8.5.Dejar secar los equipos, piezas y utensilios no usar paños para tal fin.
8.6.Armar y conectar los equipos.
8.7.Reubicar los equipos y utensilios en sus lugares correspondientes.
8.8.Lavar y desinfectar los utensilios que se utilizaron para la limpieza.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
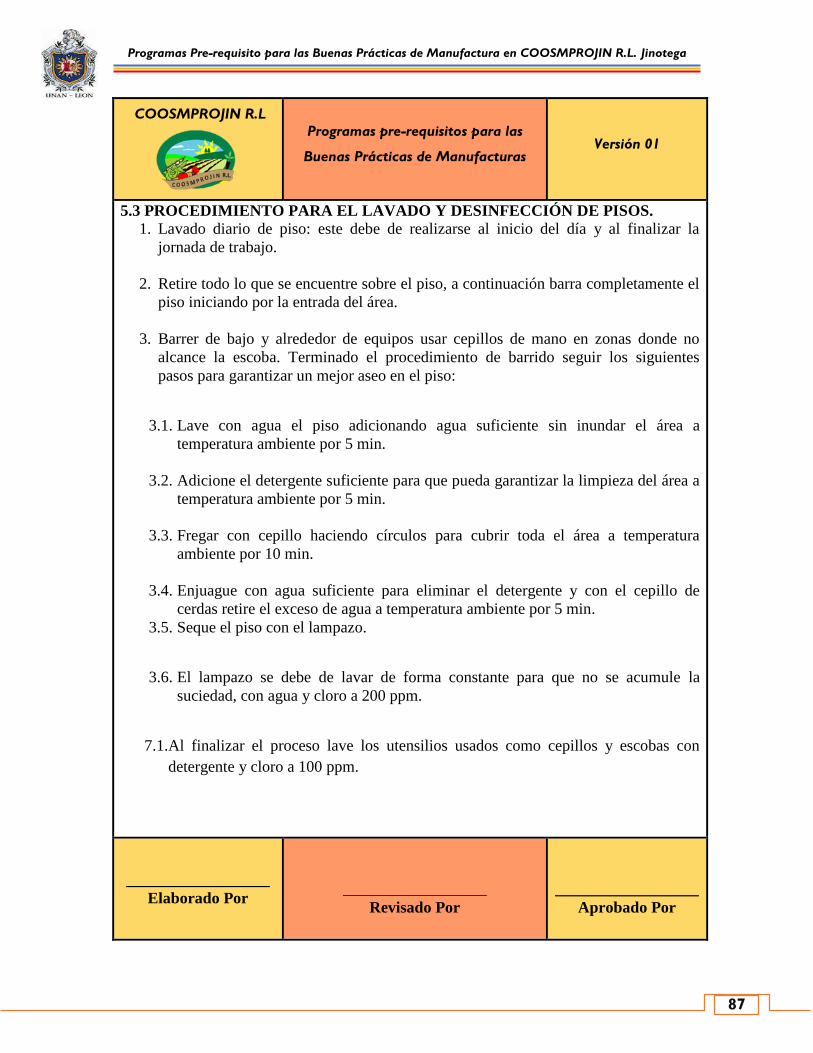
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
87
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
5.3 PROCEDIMIENTO PARA EL LAVADO Y DESINFECCIÓN DE PISOS.
1. Lavado diario de piso: este debe de realizarse al inicio del día y al finalizar la
jornada de trabajo.
2. Retire todo lo que se encuentre sobre el piso, a continuación barra completamente el
piso iniciando por la entrada del área.
3. Barrer de bajo y alrededor de equipos usar cepillos de mano en zonas donde no
alcance la escoba. Terminado el procedimiento de barrido seguir los siguientes
pasos para garantizar un mejor aseo en el piso:
3.1. Lave con agua el piso adicionando agua suficiente sin inundar el área a
temperatura ambiente por 5 min.
3.2. Adicione el detergente suficiente para que pueda garantizar la limpieza del área a
temperatura ambiente por 5 min.
3.3. Fregar con cepillo haciendo círculos para cubrir toda el área a temperatura
ambiente por 10 min.
3.4. Enjuague con agua suficiente para eliminar el detergente y con el cepillo de
cerdas retire el exceso de agua a temperatura ambiente por 5 min.
3.5. Seque el piso con el lampazo.
3.6. El lampazo se debe de lavar de forma constante para que no se acumule la
suciedad, con agua y cloro a 200 ppm.
7.1.Al finalizar el proceso lave los utensilios usados como cepillos y escobas con
detergente y cloro a 100 ppm.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
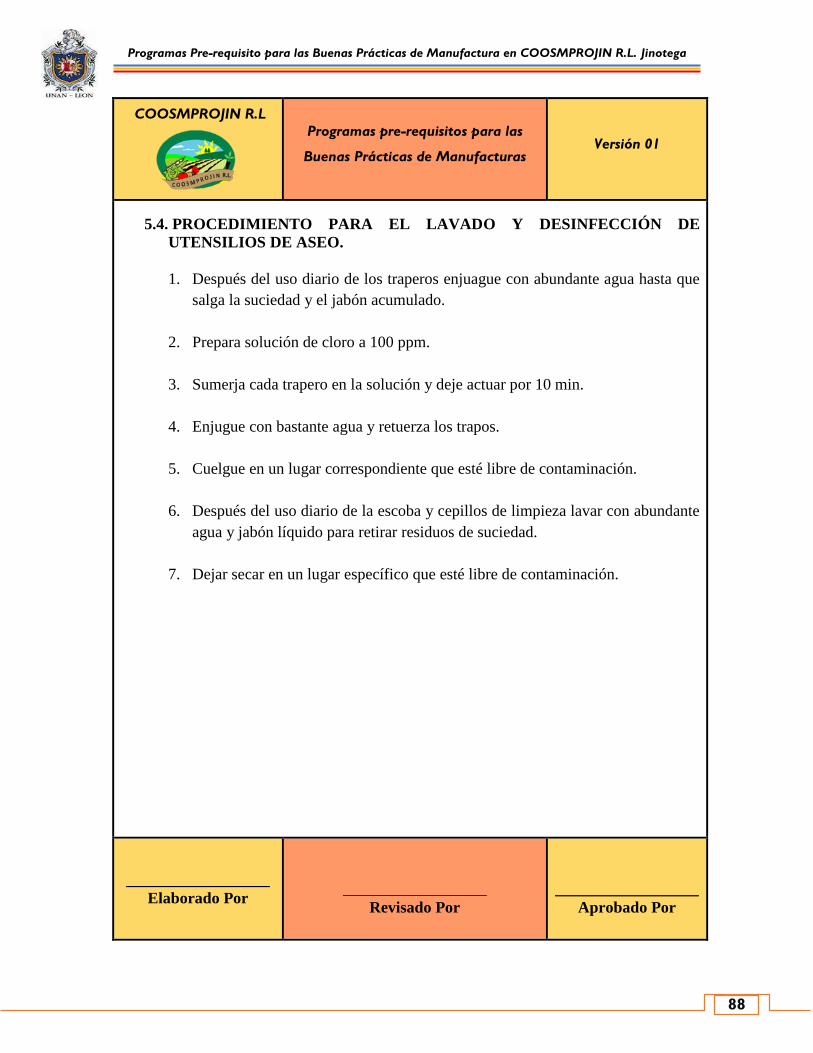
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
88
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
5.4. PROCEDIMIENTO PARA EL LAVADO Y DESINFECCIÓN DE
UTENSILIOS DE ASEO.
1. Después del uso diario de los traperos enjuague con abundante agua hasta que
salga la suciedad y el jabón acumulado.
2. Prepara solución de cloro a 100 ppm.
3. Sumerja cada trapero en la solución y deje actuar por 10 min.
4. Enjugue con bastante agua y retuerza los trapos.
5. Cuelgue en un lugar correspondiente que esté libre de contaminación.
6. Después del uso diario de la escoba y cepillos de limpieza lavar con abundante
agua y jabón líquido para retirar residuos de suciedad.
7. Dejar secar en un lugar específico que esté libre de contaminación.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
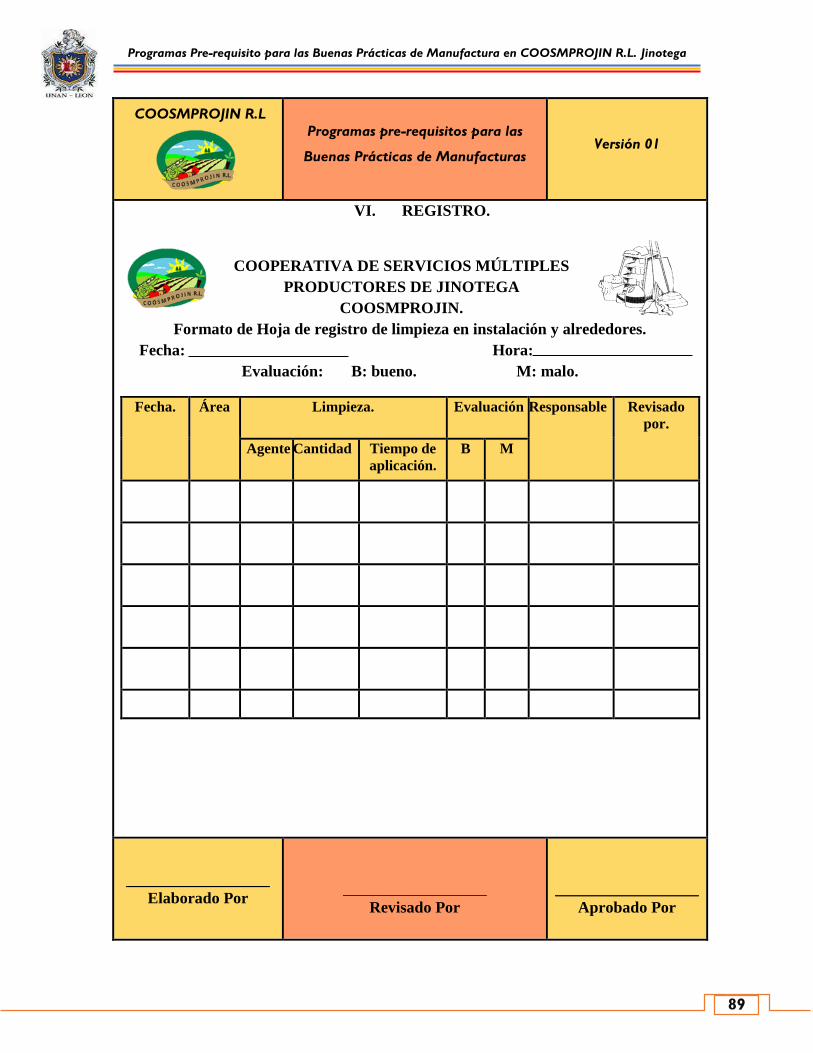
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
89
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
VI. REGISTRO.
COOPERATIVA DE SERVICIOS MÚLTIPLES
PRODUCTORES DE JINOTEGA
COOSMPROJIN.
Formato de Hoja de registro de limpieza en instalación y alrededores.
Fecha: Hora:
Evaluación: B: bueno. M: malo.
Fecha. Área Limpieza. Evaluación Responsable Revisado
por.
Agente Cantidad Tiempo de
aplicación.
B M
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
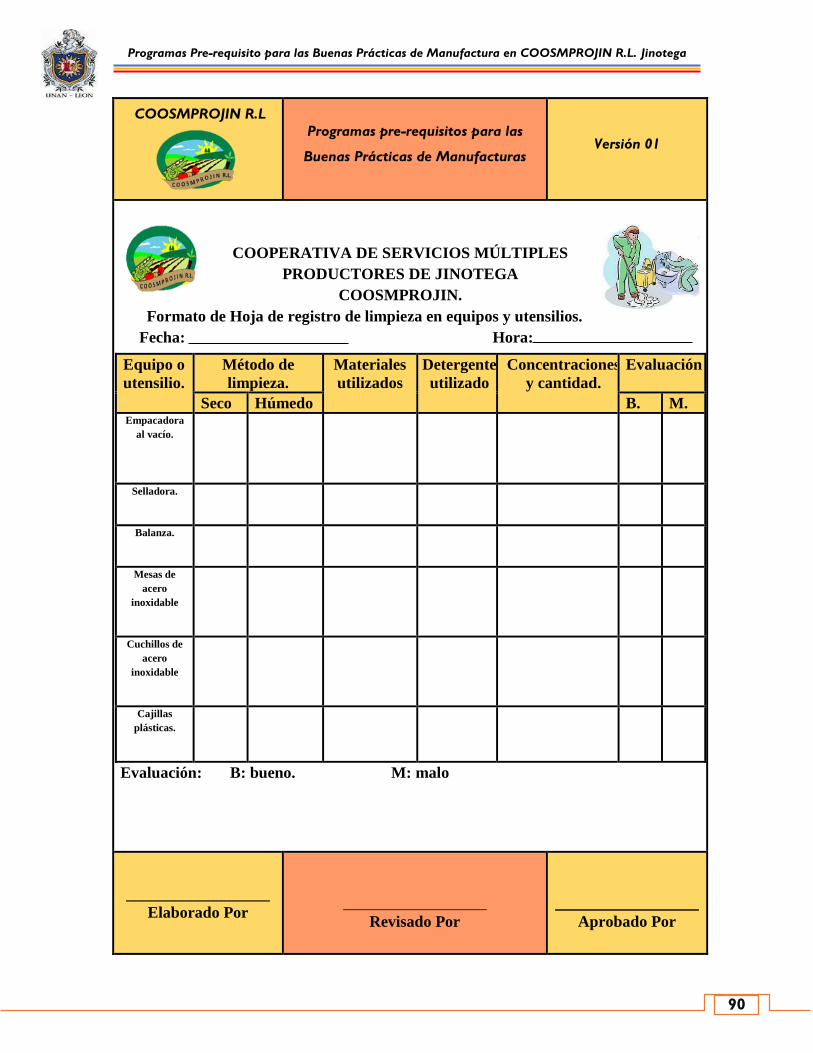
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
90
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
COOPERATIVA DE SERVICIOS MÚLTIPLES
PRODUCTORES DE JINOTEGA
COOSMPROJIN.
Formato de Hoja de registro de limpieza en equipos y utensilios.
Fecha: Hora:
Evaluación: B: bueno. M: malo
Equipo o
utensilio.
Método de
limpieza.
Materiales
utilizados
Detergente
utilizado
Concentraciones
y cantidad.
Evaluación
Seco Húmedo B. M. Empacadora
al vacío.
Selladora.
Balanza.
Mesas de
acero
inoxidable
Cuchillos de
acero
inoxidable
Cajillas
plásticas.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
91
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
PROGRAMA DE CONTROL DE
PROCESO Y PRODUCCIÓN DE LA
PLANTA COOPERATIVA DE
SERVICIOS MÚLTIPLES
PRODUCTORES DE JINOTEGA
COOSMPROJIN R.L.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
92
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
I. Introducción
En la actualidad, gestión y control de calidad se conciben y consideran como un sistema
integrado y completo que aúnan sus esfuerzos para alcanzar los objetivos marcados. Pero
una vez que el producto alimenticio ha sido producido nada puede hacerse por mejorar su
calidad. Esto hace que el producto acabado sólo permite una inspección que juzgará si
alcanza el estándar deseado para ser aceptado, o sea rechazado en caso contrario.
II. Objetivos.
Garantizar la ejecución eficaz e inocua de todas las tareas, desde la microempresa
hasta la salida del producto a su destino final.
Controlar las operaciones de limpieza y desinfección.
III. Alcance:
Emplear operaciones de control adecuadas para asegurar que las frutas y hortalizas sean
inocuas y que los empaques para dicho producto sean adecuados.
IV. Definiciones.
Análisis bacteriológico: Es aquel que se efectúa para determinar la presencia, tipo y
cantidad de bacterias.
Análisis físico-químico: Es aquel que se efectúa para determinar las características
físicas, químicas o ambas.
Calidad: Conjunto de propiedades inherentes a un objeto que le confieren capacidad para
satisfacer necesidades implícitas o explícitas.
Flujo de proceso: Es una representación gráfica que desglosa un proceso en cualquier
tipo de actividad.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
93
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Carta tecnológica: Instrumento para detallar las operaciones utilizadas o desarrolladas
durante un proceso para la obtención de un producto
1. Control de calidad del agua
Para el control de calidad del agua se toman entre 1 a 5 litros de muestra y se determina la
presencia de los coliformes totales y fecales mediante un análisis microbiológico cada
mes.
La muestra es recolectada por el personal del Ministerio de Salud, con base a La Norma
Técnica Obligatoria Nicaragüense 03 040-03 Norma de Agua Envasada. Especificaciones
de Calidad Sanitaria
1.1.Técnicas de captación para muestras de agua para análisis físico-químico.
En la captación de muestras para análisis física-químico se requiere de un volumen
mínimo de dos litros para lo cual se recomienda el uso de botella químicamente limpia y
hecha de un vidrio de buena calidad (neutro) o también de polivinilclorido rígido (P.V.C),
prácticamente incolora y equipada con una tapa con excelentes condiciones de cierre.
Antes de captar la muestra, debe enjuagar el envase dos o tres veces en la misma agua que
se va a analizar, a fin de curarla, es decir eliminar cualquier sustancia que no corresponda
con la verdadera composición del agua bajo estudio; luego de llena y se tapa
herméticamente.
La muestra debe ser transportada al laboratorio en el menor tiempo posible. El tiempo
permisible entre la captación de la muestra y el examen físico-químico no debe pasar de
24 horas, a fin de evitar alteraciones en parámetros teles como: alcalinidad, nitratos,
nitritos, sulfatos, pH, sólidos, color, flúor, hierro, etc. Además las muestras para su
transporte deben sr refrigeradas, esta precaución es debido a que durante el periodo de
almacenamiento y envío las muestras están sujetas a cambios atribuibles a sus
características y a su recipiente que lo contiene
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
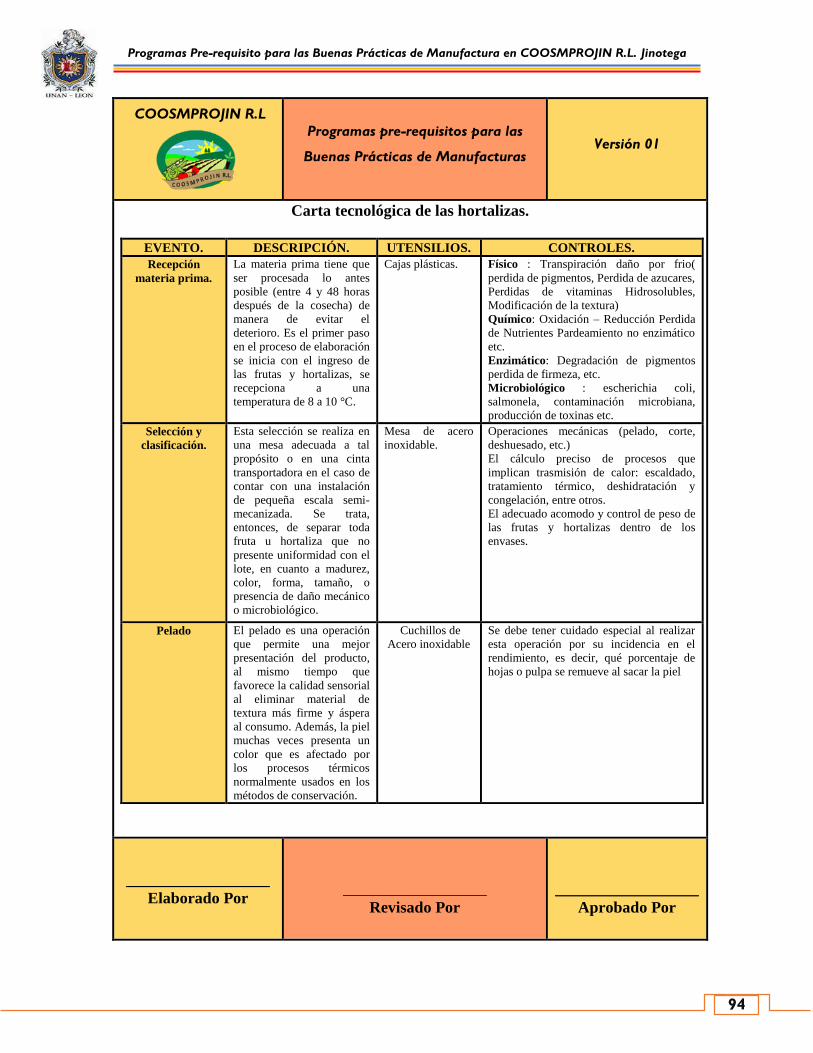
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
94
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Carta tecnológica de las hortalizas.
EVENTO. DESCRIPCIÓN. UTENSILIOS. CONTROLES.
Recepción
materia prima.
La materia prima tiene que
ser procesada lo antes
posible (entre 4 y 48 horas
después de la cosecha) de
manera de evitar el
deterioro. Es el primer paso
en el proceso de elaboración
se inicia con el ingreso de
las frutas y hortalizas, se
recepciona a una
temperatura de 8 a 10 °C.
Cajas plásticas. Físico : Transpiración daño por frio(
perdida de pigmentos, Perdida de azucares,
Perdidas de vitaminas Hidrosolubles,
Modificación de la textura)
Químico: Oxidación – Reducción Perdida
de Nutrientes Pardeamiento no enzimático
etc.
Enzimático: Degradación de pigmentos
perdida de firmeza, etc.
Microbiológico : escherichia coli,
salmonela, contaminación microbiana,
producción de toxinas etc.
Selección y
clasificación.
Esta selección se realiza en
una mesa adecuada a tal
propósito o en una cinta
transportadora en el caso de
contar con una instalación
de pequeña escala semi-
mecanizada. Se trata,
entonces, de separar toda
fruta u hortaliza que no
presente uniformidad con el
lote, en cuanto a madurez,
color, forma, tamaño, o
presencia de daño mecánico
o microbiológico.
Mesa de acero
inoxidable.
Operaciones mecánicas (pelado, corte,
deshuesado, etc.)
El cálculo preciso de procesos que
implican trasmisión de calor: escaldado,
tratamiento térmico, deshidratación y
congelación, entre otros.
El adecuado acomodo y control de peso de
las frutas y hortalizas dentro de los
envases.
Pelado
El pelado es una operación
que permite una mejor
presentación del producto,
al mismo tiempo que
favorece la calidad sensorial
al eliminar material de
textura más firme y áspera
al consumo. Además, la piel
muchas veces presenta un
color que es afectado por
los procesos térmicos
normalmente usados en los
métodos de conservación.
Cuchillos de
Acero inoxidable
Se debe tener cuidado especial al realizar
esta operación por su incidencia en el
rendimiento, es decir, qué porcentaje de
hojas o pulpa se remueve al sacar la piel
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
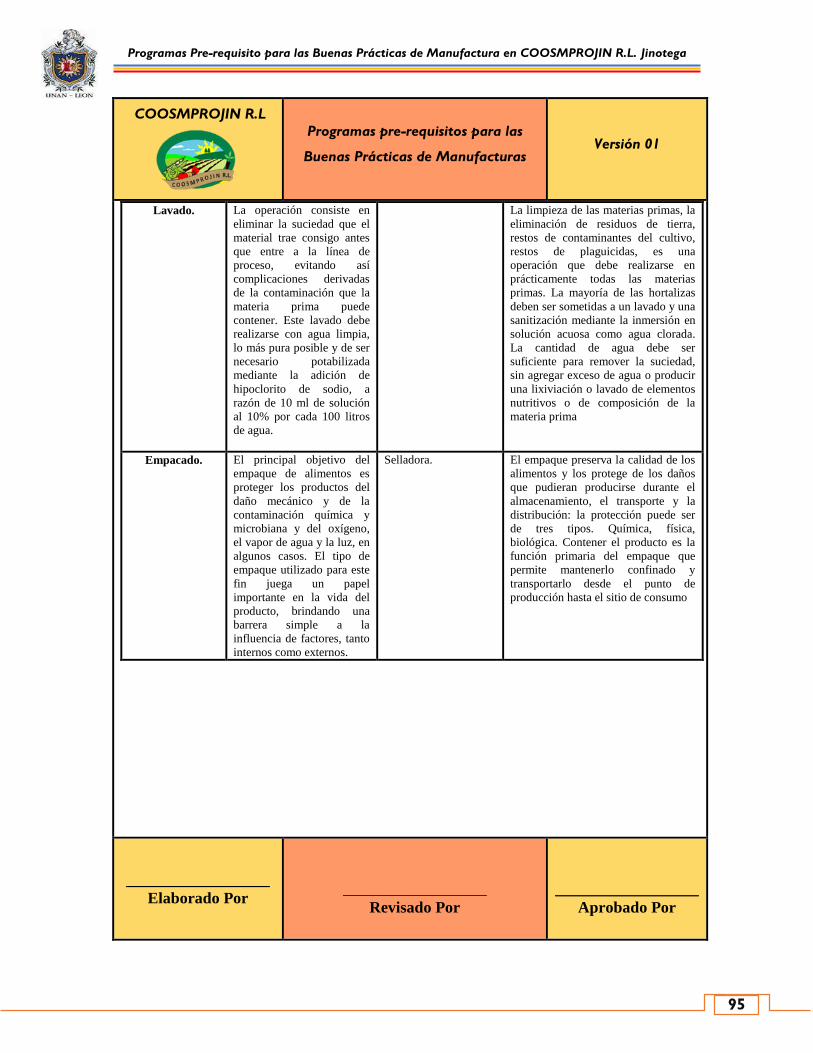
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
95
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Lavado. La operación consiste en
eliminar la suciedad que el
material trae consigo antes
que entre a la línea de
proceso, evitando así
complicaciones derivadas
de la contaminación que la
materia prima puede
contener. Este lavado debe
realizarse con agua limpia,
lo más pura posible y de ser
necesario potabilizada
mediante la adición de
hipoclorito de sodio, a
razón de 10 ml de solución
al 10% por cada 100 litros
de agua.
La limpieza de las materias primas, la
eliminación de residuos de tierra,
restos de contaminantes del cultivo,
restos de plaguicidas, es una
operación que debe realizarse en
prácticamente todas las materias
primas. La mayoría de las hortalizas
deben ser sometidas a un lavado y una
sanitización mediante la inmersión en
solución acuosa como agua clorada.
La cantidad de agua debe ser
suficiente para remover la suciedad,
sin agregar exceso de agua o producir
una lixiviación o lavado de elementos
nutritivos o de composición de la
materia prima
Empacado. El principal objetivo del
empaque de alimentos es
proteger los productos del
daño mecánico y de la
contaminación química y
microbiana y del oxígeno,
el vapor de agua y la luz, en
algunos casos. El tipo de
empaque utilizado para este
fin juega un papel
importante en la vida del
producto, brindando una
barrera simple a la
influencia de factores, tanto
internos como externos.
Selladora. El empaque preserva la calidad de los
alimentos y los protege de los daños
que pudieran producirse durante el
almacenamiento, el transporte y la
distribución: la protección puede ser
de tres tipos. Química, física,
biológica. Contener el producto es la
función primaria del empaque que
permite mantenerlo confinado y
transportarlo desde el punto de
producción hasta el sitio de consumo
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
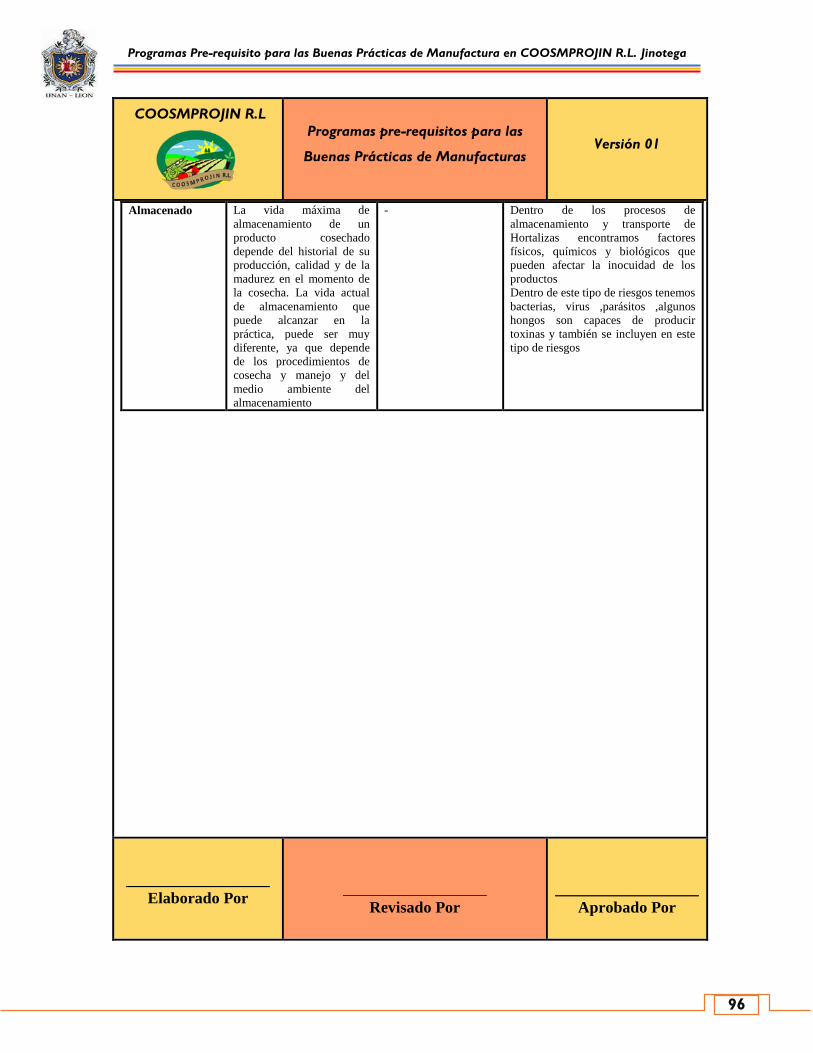
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
96
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Almacenado La vida máxima de
almacenamiento de un
producto cosechado
depende del historial de su
producción, calidad y de la
madurez en el momento de
la cosecha. La vida actual
de almacenamiento que
puede alcanzar en la
práctica, puede ser muy
diferente, ya que depende
de los procedimientos de
cosecha y manejo y del
medio ambiente del
almacenamiento
- Dentro de los procesos de
almacenamiento y transporte de
Hortalizas encontramos factores
físicos, químicos y biológicos que
pueden afectar la inocuidad de los
productos
Dentro de este tipo de riesgos tenemos
bacterias, virus ,parásitos ,algunos
hongos son capaces de producir
toxinas y también se incluyen en este
tipo de riesgos
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
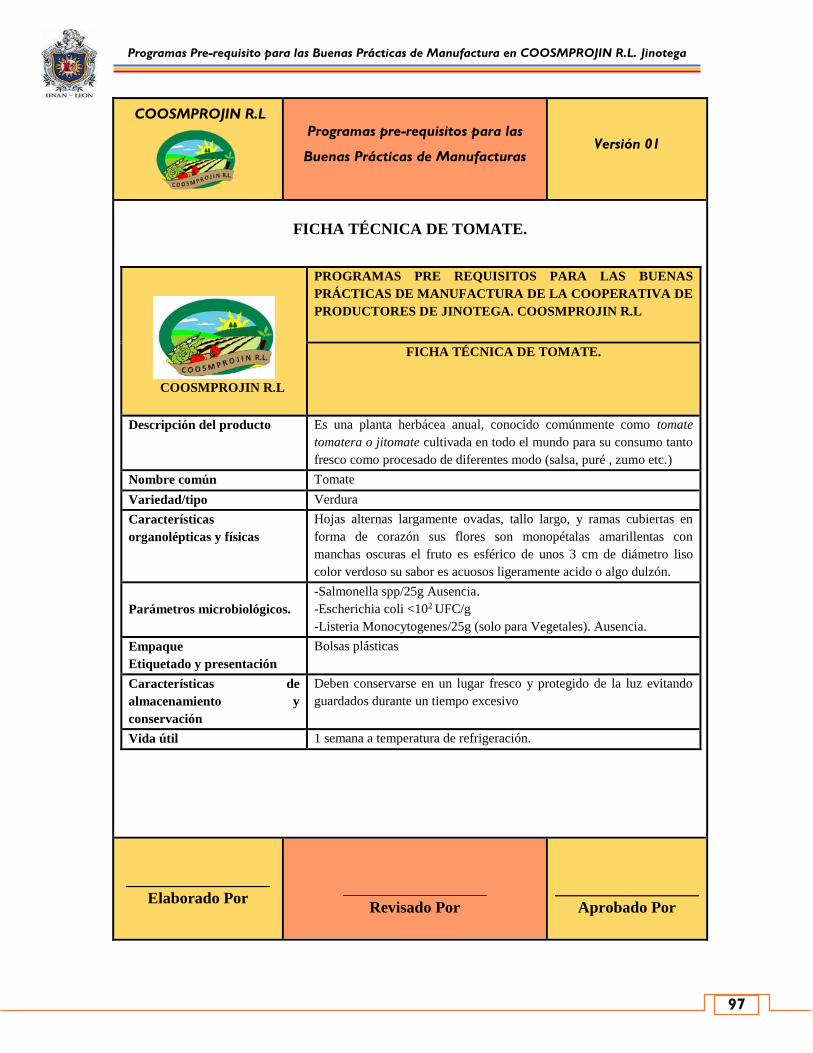
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
97
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
FICHA TÉCNICA DE TOMATE.
COOSMPROJIN R.L
PROGRAMAS PRE REQUISITOS PARA LAS BUENAS
PRÁCTICAS DE MANUFACTURA DE LA COOPERATIVA DE
PRODUCTORES DE JINOTEGA. COOSMPROJIN R.L
FICHA TÉCNICA DE TOMATE.
Descripción del producto Es una planta herbácea anual, conocido comúnmente como tomate
tomatera o jitomate cultivada en todo el mundo para su consumo tanto
fresco como procesado de diferentes modo (salsa, puré , zumo etc.)
Nombre común Tomate
Variedad/tipo Verdura
Características
organolépticas y físicas
Hojas alternas largamente ovadas, tallo largo, y ramas cubiertas en
forma de corazón sus flores son monopétalas amarillentas con
manchas oscuras el fruto es esférico de unos 3 cm de diámetro liso
color verdoso su sabor es acuosos ligeramente acido o algo dulzón.
Parámetros microbiológicos.
-Salmonella spp/25g Ausencia.
-Escherichia coli <102 UFC/g
-Listeria Monocytogenes/25g (solo para Vegetales). Ausencia.
Empaque
Etiquetado y presentación
Bolsas plásticas
Características de
almacenamiento y
conservación
Deben conservarse en un lugar fresco y protegido de la luz evitando
guardados durante un tiempo excesivo
Vida útil 1 semana a temperatura de refrigeración.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
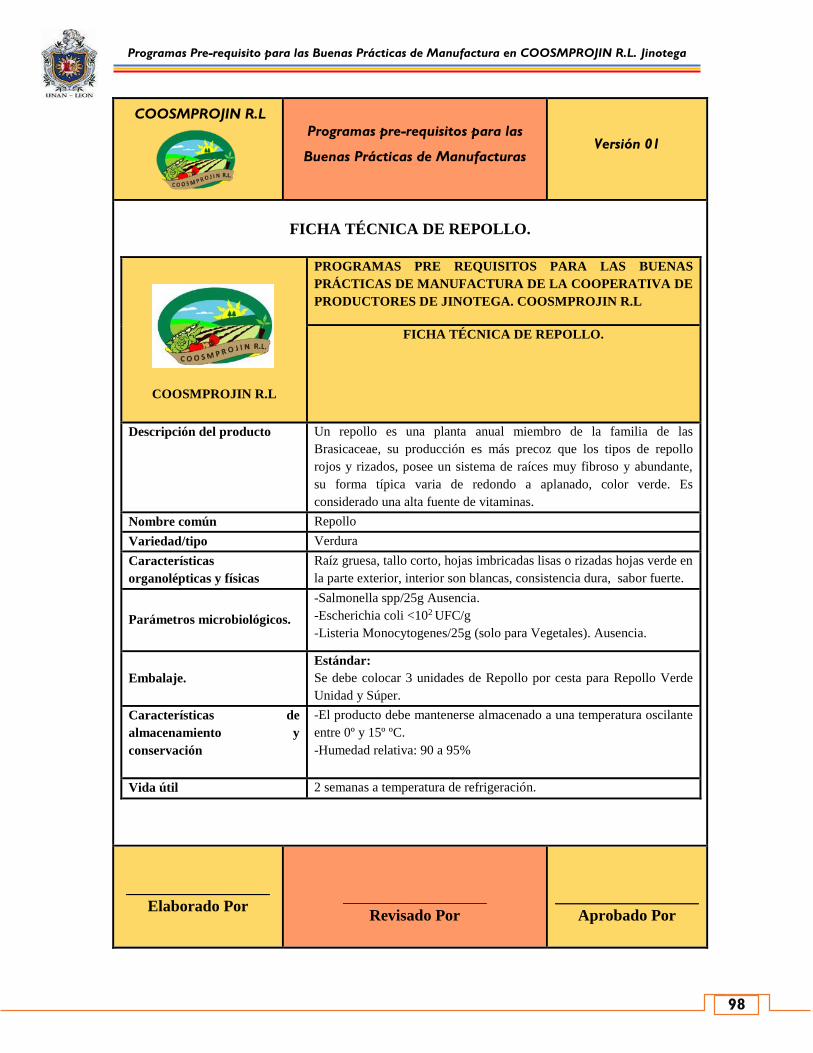
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
98
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
FICHA TÉCNICA DE REPOLLO.
COOSMPROJIN R.L
PROGRAMAS PRE REQUISITOS PARA LAS BUENAS
PRÁCTICAS DE MANUFACTURA DE LA COOPERATIVA DE
PRODUCTORES DE JINOTEGA. COOSMPROJIN R.L
FICHA TÉCNICA DE REPOLLO.
Descripción del producto Un repollo es una planta anual miembro de la familia de las
Brasicaceae, su producción es más precoz que los tipos de repollo
rojos y rizados, posee un sistema de raíces muy fibroso y abundante,
su forma típica varia de redondo a aplanado, color verde. Es
considerado una alta fuente de vitaminas.
Nombre común Repollo
Variedad/tipo Verdura
Características
organolépticas y físicas
Raíz gruesa, tallo corto, hojas imbricadas lisas o rizadas hojas verde en
la parte exterior, interior son blancas, consistencia dura, sabor fuerte.
Parámetros microbiológicos.
-Salmonella spp/25g Ausencia.
-Escherichia coli <102 UFC/g
-Listeria Monocytogenes/25g (solo para Vegetales). Ausencia.
Embalaje.
Estándar:
Se debe colocar 3 unidades de Repollo por cesta para Repollo Verde
Unidad y Súper.
Características de
almacenamiento y
conservación
-El producto debe mantenerse almacenado a una temperatura oscilante
entre 0º y 15º ºC.
-Humedad relativa: 90 a 95%
Vida útil 2 semanas a temperatura de refrigeración.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
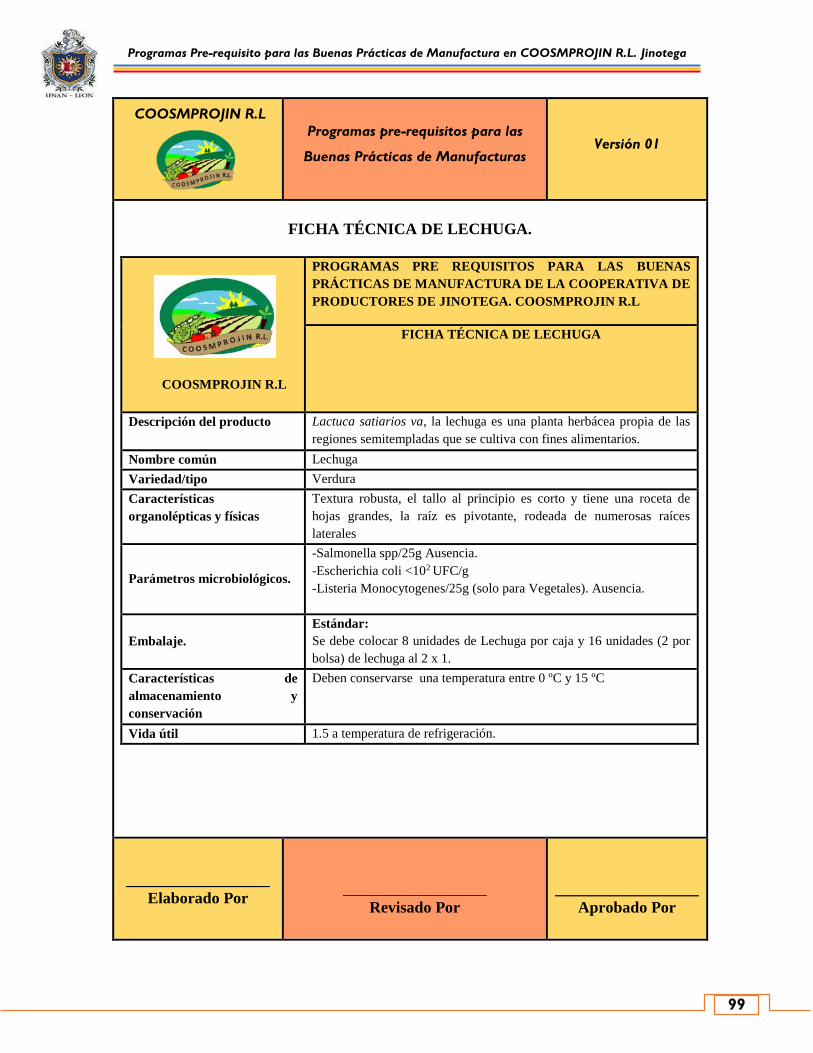
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
99
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
FICHA TÉCNICA DE LECHUGA.
COOSMPROJIN R.L
PROGRAMAS PRE REQUISITOS PARA LAS BUENAS
PRÁCTICAS DE MANUFACTURA DE LA COOPERATIVA DE
PRODUCTORES DE JINOTEGA. COOSMPROJIN R.L
FICHA TÉCNICA DE LECHUGA
Descripción del producto Lactuca satiarios va, la lechuga es una planta herbácea propia de las
regiones semitempladas que se cultiva con fines alimentarios.
Nombre común Lechuga
Variedad/tipo Verdura
Características
organolépticas y físicas
Textura robusta, el tallo al principio es corto y tiene una roceta de
hojas grandes, la raíz es pivotante, rodeada de numerosas raíces
laterales
Parámetros microbiológicos.
-Salmonella spp/25g Ausencia.
-Escherichia coli <102 UFC/g
-Listeria Monocytogenes/25g (solo para Vegetales). Ausencia.
Embalaje.
Estándar:
Se debe colocar 8 unidades de Lechuga por caja y 16 unidades (2 por
bolsa) de lechuga al 2 x 1.
Características de
almacenamiento y
conservación
Deben conservarse una temperatura entre 0 ºC y 15 ºC
Vida útil 1.5 a temperatura de refrigeración.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
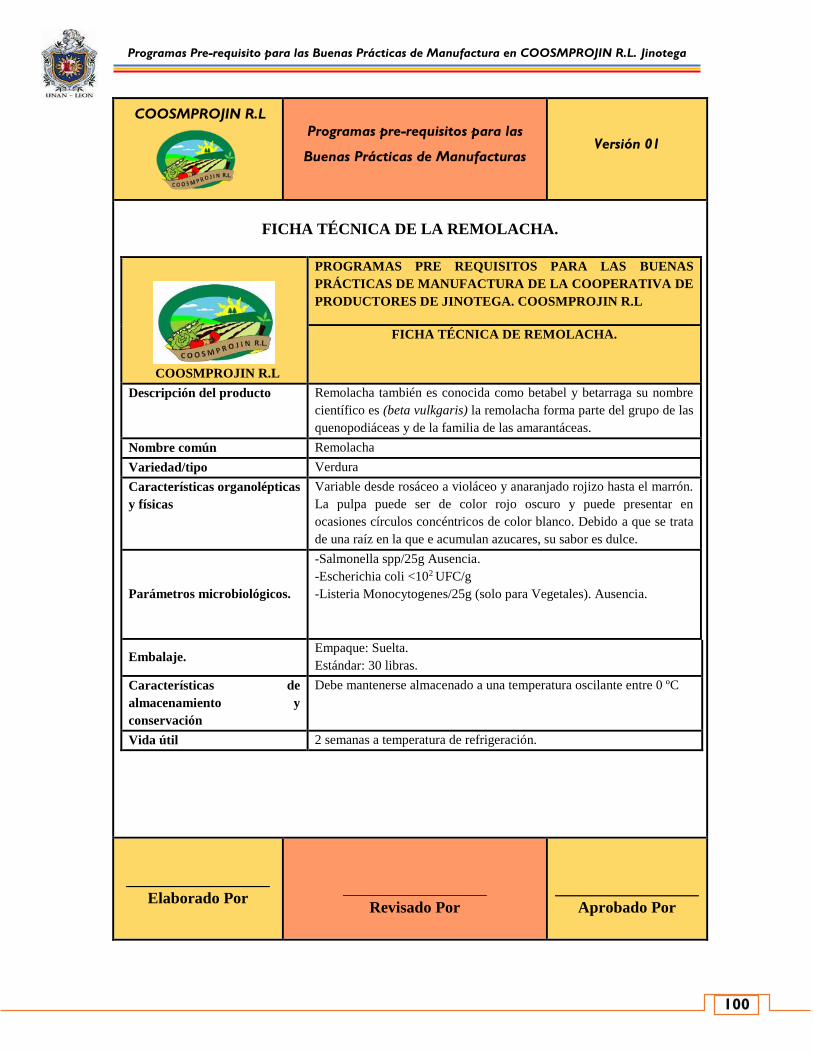
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
100
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
FICHA TÉCNICA DE LA REMOLACHA.
COOSMPROJIN R.L
PROGRAMAS PRE REQUISITOS PARA LAS BUENAS
PRÁCTICAS DE MANUFACTURA DE LA COOPERATIVA DE
PRODUCTORES DE JINOTEGA. COOSMPROJIN R.L
FICHA TÉCNICA DE REMOLACHA.
Descripción del producto Remolacha también es conocida como betabel y betarraga su nombre
científico es (beta vulkgaris) la remolacha forma parte del grupo de las
quenopodiáceas y de la familia de las amarantáceas.
Nombre común Remolacha
Variedad/tipo Verdura
Características organolépticas
y físicas
Variable desde rosáceo a violáceo y anaranjado rojizo hasta el marrón.
La pulpa puede ser de color rojo oscuro y puede presentar en
ocasiones círculos concéntricos de color blanco. Debido a que se trata
de una raíz en la que e acumulan azucares, su sabor es dulce.
Parámetros microbiológicos.
-Salmonella spp/25g Ausencia.
-Escherichia coli <102 UFC/g
-Listeria Monocytogenes/25g (solo para Vegetales). Ausencia.
Embalaje. Empaque: Suelta.
Estándar: 30 libras.
Características de
almacenamiento y
conservación
Debe mantenerse almacenado a una temperatura oscilante entre 0 ºC
Vida útil 2 semanas a temperatura de refrigeración.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
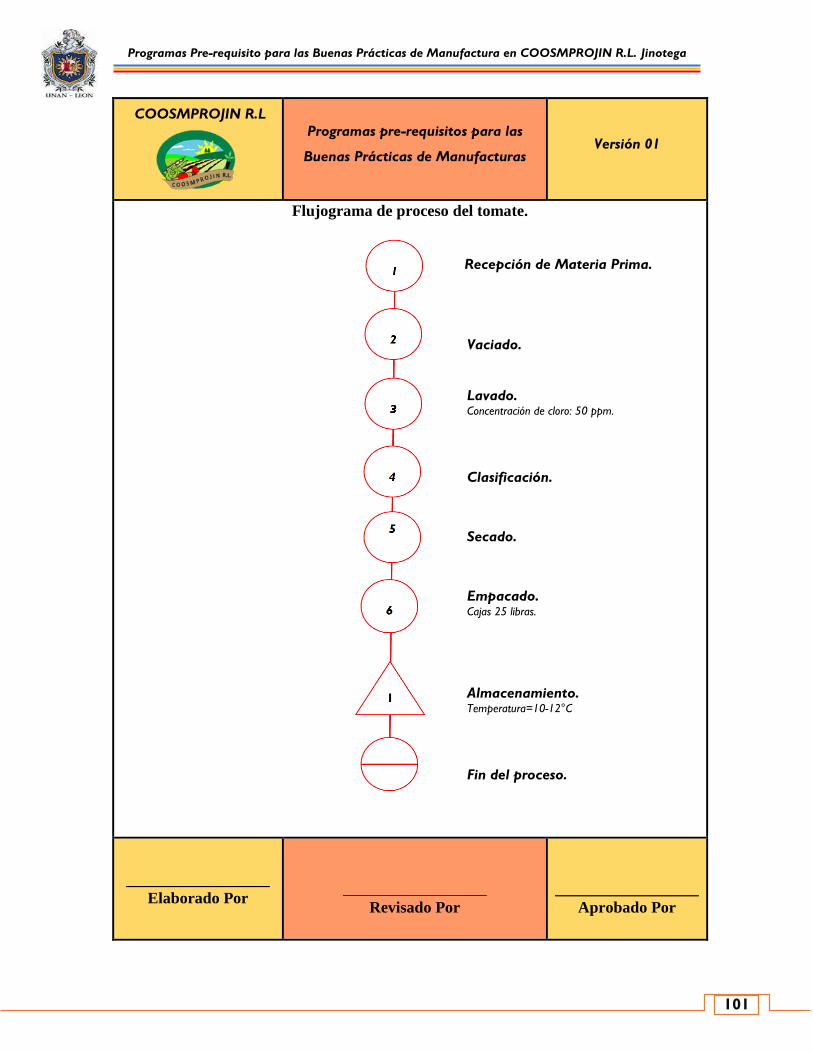
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
101
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Flujograma de proceso del tomate.
Recepción de Materia Prima.
Vaciado.
Lavado. Concentración de cloro: 50 ppm.
Clasificación.
Secado.
Empacado. Cajas 25 libras.
Almacenamiento. Temperatura=10-12°C
Fin del proceso.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
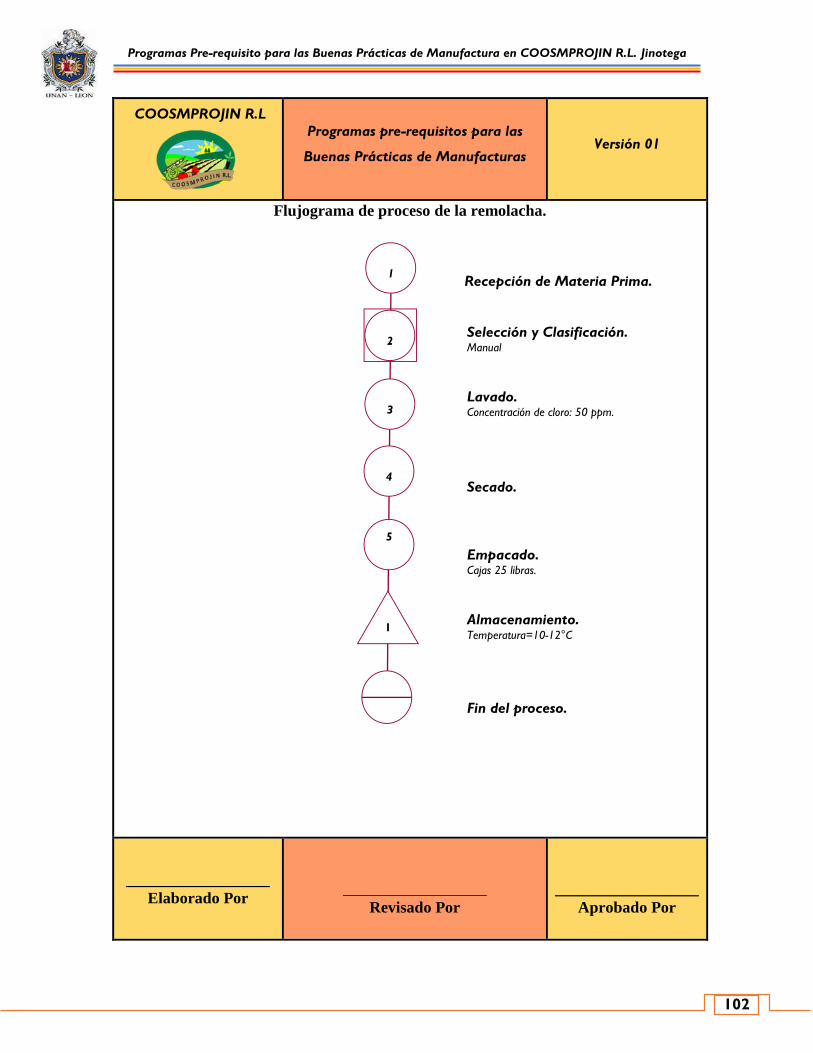
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
102
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Flujograma de proceso de la remolacha.
Recepción de Materia Prima.
Selección y Clasificación. Manual
Lavado. Concentración de cloro: 50 ppm.
Secado.
Empacado. Cajas 25 libras.
Almacenamiento. Temperatura=10-12°C
Fin del proceso.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
1
2
3
4
5
1
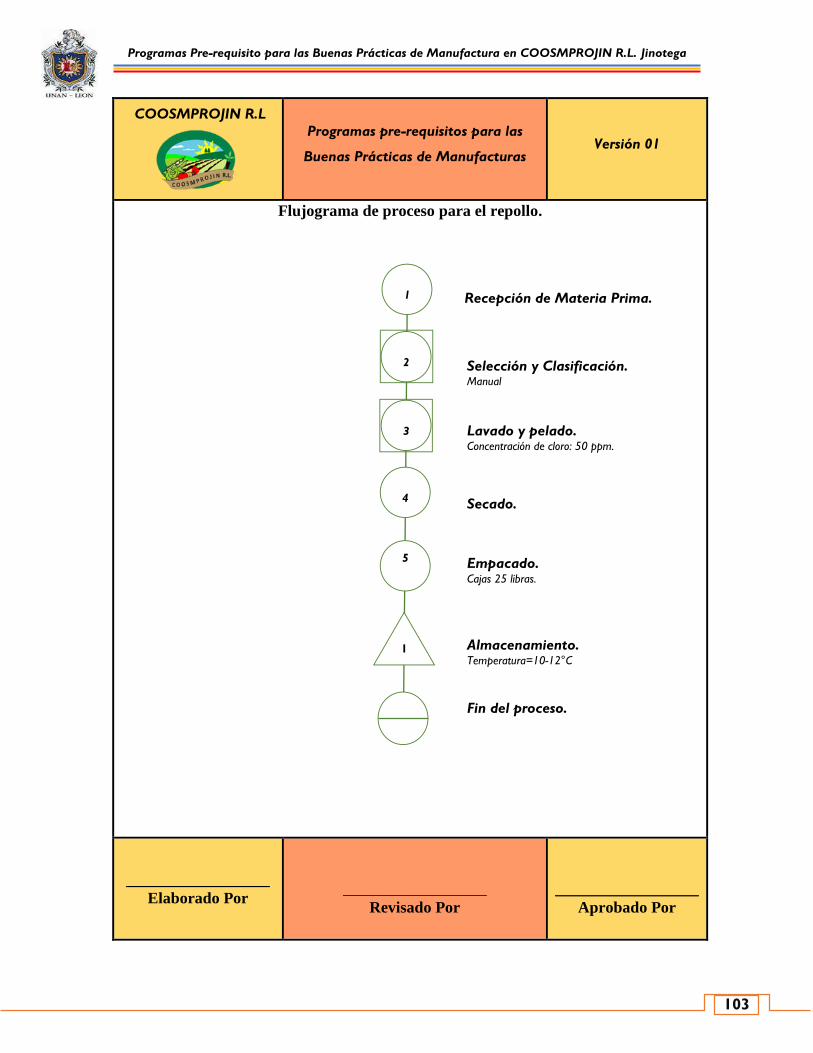
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
103
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Flujograma de proceso para el repollo.
Recepción de Materia Prima.
Selección y Clasificación. Manual
Lavado y pelado. Concentración de cloro: 50 ppm.
Secado.
Empacado. Cajas 25 libras.
Almacenamiento. Temperatura=10-12°C
Fin del proceso.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
1
2
3
4
5
1
Flujograma de proceso del repollo.
RPM
Selección y clasificación.
Secado
Empaque Caja para 3 unds.
Almacenado T: 10 a 12 °C
Lavado y pelado. Agua clorada: 50 ppm
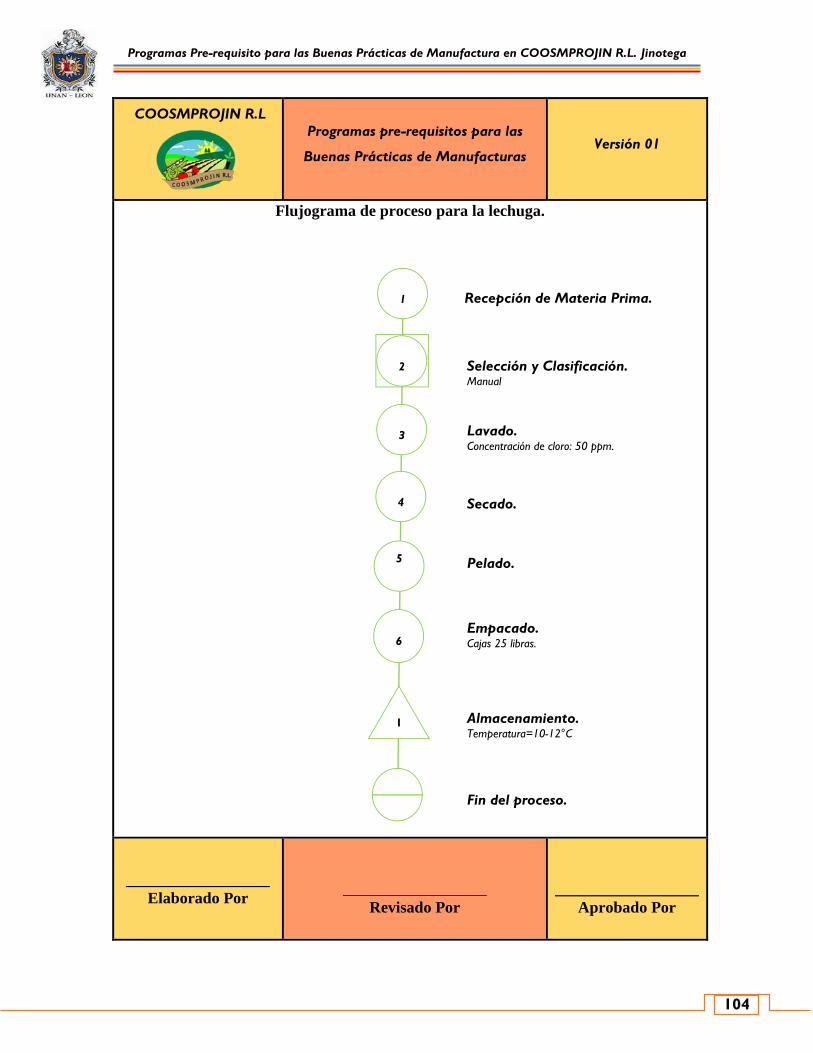
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
104
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
Flujograma de proceso para la lechuga.
Recepción de Materia Prima.
Selección y Clasificación. Manual
Lavado. Concentración de cloro: 50 ppm.
Secado.
Pelado.
Empacado. Cajas 25 libras.
Almacenamiento. Temperatura=10-12°C
Fin del proceso.
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
1
2
3
4
5
6
1
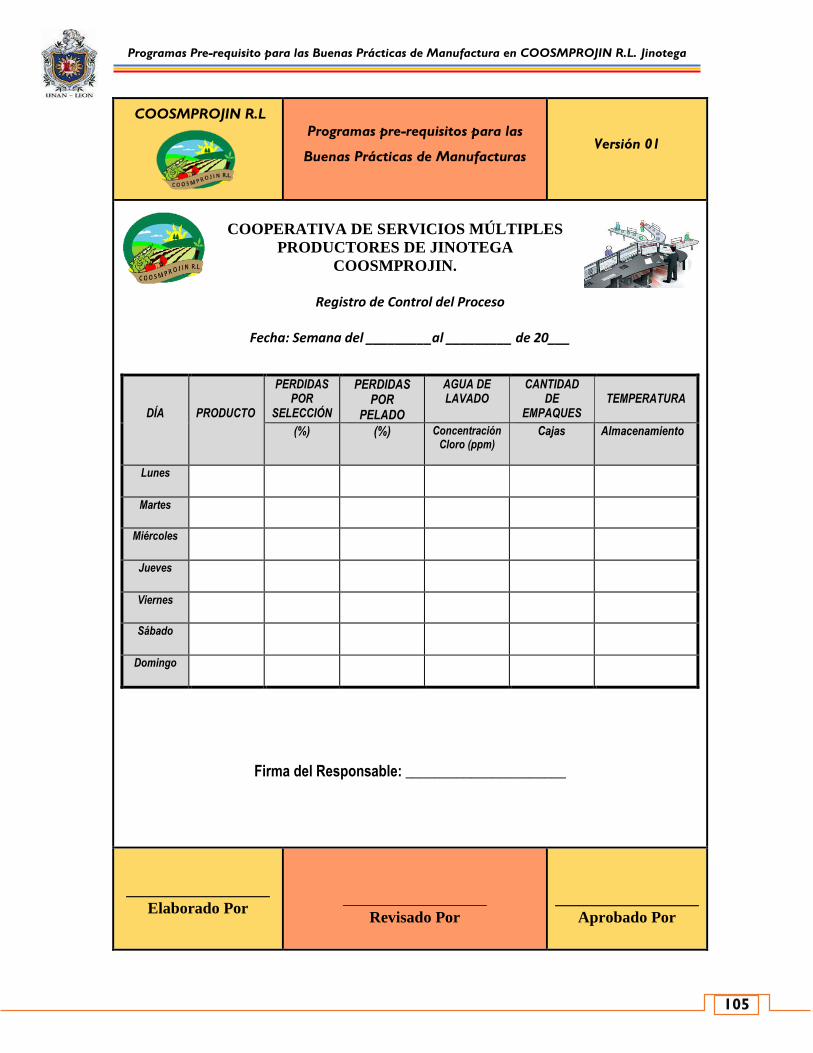
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
105
COOSMPROJIN R.L
Programas pre-requisitos para las
Buenas Prácticas de Manufacturas
Versión 01
COOPERATIVA DE SERVICIOS MÚLTIPLES
PRODUCTORES DE JINOTEGA
COOSMPROJIN.
Registro de Control del Proceso
Fecha: Semana del _________al _________ de 20___
DÍA
PRODUCTO
PERDIDAS POR
SELECCIÓN
PERDIDAS POR
PELADO
AGUA DE LAVADO
CANTIDAD DE
EMPAQUES
TEMPERATURA
(%) (%) Concentración Cloro (ppm)
Cajas Almacenamiento
Lunes
Martes
Miércoles
Jueves
Viernes
Sábado
Domingo
Firma del Responsable: ______________________
__________________
Elaborado Por
__________________
Revisado Por
__________________
Aprobado Por
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
106
ANEXO Nº 3.
Imágenes de la planta de proceso de
la cooperativa COOSMPROJIN.
Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
107
Instalaciones del Centro de acopio y procesamiento de vegetales frescos de
COOSMPROJIN R.L
Área de recepción de materia
prima
Instalaciones internas del
área de proceso
Alrededores de la planta

Programas Pre-requisito para las Buenas Prácticas de Manufactura en COOSMPROJIN R.L. Jinotega
108
Tinas de lavado
Cajillas de recolección