UNIVERSIDAD TECNOLÓGICA TULA-TEPEJI - uttt.edu.mx · para ponerlos en operación y realizar mejor...
101
1 UNIVERSIDAD TECNOLÓGICA TULA-TEPEJI Organismo Público Descentralizado del Gobierno del Estado de Hidal- go Implementación del mantenimiento autónomo En la Planta de tratamiento de aguas residuales Proyecto profesional que para obtener el Título de Ingeniero en Mantenimiento Industrial Presenta: Carlos Alberto Navarro López Ing. Eduardo Hernández Tovar Asesor Académico Ing. Javier Castillo Lafuente Asesor Industrial
Transcript of UNIVERSIDAD TECNOLÓGICA TULA-TEPEJI - uttt.edu.mx · para ponerlos en operación y realizar mejor...

1
UNIVERSIDAD TECNOLÓGICA TULA-TEPEJI
Organismo Público Descentralizado del Gobierno del Estado de Hidal-
go
Implementación del mantenimiento autónomo
En la Planta de tratamiento de aguas residuales
Proyecto profesional que para obtener el Título de
Ingeniero en Mantenimiento Industrial
Presenta:
Carlos Alberto Navarro López
Ing. Eduardo Hernández Tovar
Asesor Académico
Ing. Javier Castillo Lafuente
Asesor Industrial
2
ÍNDICE RESUMEN 3
INTRODUCCIÓN 5
ANTECEDENTES 6
Generalidades de la empresa 6
Planteamiento del problema 11
Objetivo general 11
Objetivos específicos 11
Meta del proyecto 12
Justificación 13
CAPÍTULO I MARCO TEÓRICO 14
1.1 Definición de agua residual 14
1.2 Tratamiento de aguas residuales 15
1.3 Mantenimiento autónomo 17
1.4 Implementando el mantenimiento autónomo 23
1.5 Bases del mantenimiento autónomo 24
1.6 Ventajas y optimización de resultados que implica la im-
plementación del mantenimiento autónomo 26
1.7 Resultados del mantenimiento autónomo 34
1.8 Estrategias para la implementación del mantenimiento
autónomo 35
1.9 Por qué implementar el mantenimiento autónomo
37
1.10 Tiempo requerido para actividades de TPM
42
CAPÍTULO II SITUACIÓN ACTUAL DEL PLANTEAMIENTO DEL PROBLEMA
43

3
CAPÍTULO III PROPUESTA DE SOLUCIÓN AL PLANTEAMIENTO DEL PROBLEMA
46
CAPÍTULO IV ESTUDIO COSTO – BENEFICIO 50
Vida útil del proyecto 54
CONCLUSIONES 60
RECOMENDACIONES 63
ANEXOS 64
GLOSARIO 100
FUENTES DE INFORMACIÓN 104

4
RESUMEN
Este proyecto denominado “Implementación del mantenimiento autónomo en
la planta de tratamiento de aguas residuales” realizado en la empresa
BARCEL, S.A. DE C.V., ubicada en el Parque Industrial Atitalaquia, en el Estado
de Hidalgo, será realizado por el personal de sanidad y con el apoyo del personal
de mantenimiento en la capacitación para la operación, mantenimiento, cuidado y
limpieza de los equipos de operación.
Se describen brevemente los trabajos que se han realizado para poder recuperar
la operación de los equipos de producción, los cambios realizados en los equipos
para ponerlos en operación y realizar mejor los procedimientos de tratamiento de
agua.
Se aborda la problemática que se presentó para poder enviar a realizar los traba-
jos por parte de las compañías externas, así como se describen los procedimien-
tos que se realizan para ejecutar dichos trabajos.
Se incluye el aspecto de la capacitación otorgada por el personal de mantenimien-
to a los operadores de los equipos, los procedimientos para poder intervenir los
equipos, los procedimientos de seguridad.
El Estudio Costo-Beneficio arroja como resultado que el gasto que se genere re-
percutirá en resultados que permitan mantener la operación de la planta y obtener
los niveles en toneladas, de producto terminado.
Se modificaron formatos, los cuales ya se aplicaban, pero no la información que contenían, no era tan pertinente con los equipos relacionados, ya que dentro de las lubricaciones se manejaban tableros; se instalaron equipos nuevos que no es-taban integrados dentro de los formatos. Además se realizaron procedimientos para que en caso de que el personal deje de laborar dentro de las instalaciones, el personal de nuevo ingreso conozca cuáles son los pasos a seguir para poder intervenir los equipos, los procedimientos de seguridad. En la parte final del presente proyecto, se muestran imágenes, gráficos, anexos, información que se utilizó para poder realizar los reportes, capacitar al personal, y la información de los procesos del tratamiento de aguas, entre otros.

5
INTRODUCCIÓN
El presente Proyecto resuelve la problemática que ha afectado el que en los equi-
pos de operación de la Planta de tratamiento de aguas residuales (PTAR) de la
empresa BARCEL, S.A de C.V., no se aplique el mantenimiento de los mismos y
esto ha provocado que poco a poco se estén dañando, ya que el personal que
tiene el manejo conoce la operación, pero no los mantenimientos que se deben
realizar para que no se deterioren y estén funcionando perfectamente y no haya
fallas en los motores, bombas, reductores, etc.
Se contaba con la aplicación de los formatos de rutinas pero la toma de datos no
era constante ya que el personal se aburrió, porque los jefes no lo revisaban para
saber cómo estaba la operación de los equipos, y se sentían desprotegidos y sin
importancia de tomar los datos, ya que comentaban que si a los jefes no le ponían
empeño, a ellos les costaría llevar los dato y realizar actividades para poder man-
tener en buena operación la Planta de tratamientos de aguas residuales.
En las generalidades del proyecto como en sus antecedentes, se describe el pro-
ceso que se tuvo que pasar para poder realizar el proyecto y recuperar la opera-
ción de los equipos, los trabajos que se realizaron en la planta de tratamiento de
aguas residuales, la capacitación que se dio al personal para que se pudiera im-
plementar el mantenimiento autónomo y que pudieran darle mantenimiento a los
equipos, las problemáticas que se suscitaron para poder realizar el proyecto y po-
der recuperar la operación de los equipos, el cambio de actitud por parte del per-
sonal para poder saber lo importante de llevar el registro de los datos .
La problemática que para poder realizar un trabajo importante y por parte de una
compañía externa se necesitaba cotizar y no se podía realizar hasta tener tres co-
tizaciones del trabajo a realizar, el tiempo de realización de trabajos por parte de
compañías exteriores es muy largo para poder aceptar el darles las actividades a
realizar ya que si no autoriza el jefe del departamento de mantenimiento no se
puede realizar el trabajo, el tiempo de tardanza de las refacciones para poder re-
parar un equipo entre otras cuestiones que se pasaron durante la realización del
proyecto

6
ANTECEDENTES
Generalidades de la empresa Barcel, S. A. de C.V., Planta Atitala-
quia
HISTORIA DE LA EMPRESA
Barcel, S.A. de C.V., Planta Atitalaquia, inició sus operaciones en noviembre de
1997, con el nombre de Industrial de Maíz, elaborando y distribuyendo productos
alimenticios del ramo de Productos de maíz en el Distrito Federal, Estado de
México, Irapuato, Toluca, Puebla, Veracruz y Villahermosa. Después pasó a ser
parte de BIMBO y a partir de octubre de 2004 pertenece a Barcel.
DESCRIPCIÓN DE LA ORGANIZACIÓN
Barcel, S.A. de C.V., es una empresa filial de grupo Barcel, que actualmente cuen-
ta con casi 450 personas, incluyendo a los administrativos. El personal es conside-
rado de planta; esta empresa tiene servicios de apoyo de otras empresas referen-
te al diseño, estudios de mercado y distribución del producto (ya que renta camio-
nes para poder distribuir su producto), con lo cual se garantizan las necesidades
de los clientes.
Barcel, S. A de C. V., Planta Atitalaquia, se encuentra ubicada en Lote 5 y 6 Zona
Oriente, Parque Industrial Atitalaquia, Atitalaquia, en el Estado de Hidago, C. P.
42970, Teléfono 017787380002.
La empresa tiene como giro el de alimentos ya que fabrica:
No. Proceso Proceso Producto
1 Tortillas
Tortilla Sams
Tortilla Taquera
Tortilla 100% Nixtamal
Tortilla de harina de maíz MR- 500 g
Tortilla amarilla de 20 y 10 pzs
2 Tostadas Tostada Plana 15 Y 20 pzas.
Tostada Ondulada 15, 20 y 30 pzas

7
Totopo Redondo 350 g
Totopo Redondito 175 g
Totopo Triangular 350 g
Totopo Tradicional 175 g
TostiDip
Tortilla Nacho y Tortinacho
Tostada de comal
3 Maíz
Takis Fajita 62g, 200g
Takis Fuego 62 g
Takis salsa verde 62g, 200g
Mini takis 45g
Valenton
Bravos
Maletín escolar (productos con menor
porcentaje de aceite) para las escue-
las
4 Extruidos
Lagartos
Cronchers piquechos
Cronchers quechitos
Cronchers explosivos
Partís
Chicharrón 36 g Kimono
Chicharrón cerdo
Chicharrón harina
Spirriones

8
Bigmix
Árelos
Hot snacks
Valentón
VISIÓN
**Somos la mejor empresa de snacks en México, líder en confitería, la mejor op-
ción en botanas saladas y otras líneas complementarias; logrando un crecimiento
sostenido de dos dígitos y una presencia creciente de nuestras marcas en el mer-
cado internacional
** Somos reconocidos como los líderes en innovación, poseedores de marcas de
prestigio y de alto valor percibido, con productos de calidad y alta rotación, mante-
niendo la lealtad y preferencia de nuestra clientela con la más alta distribución.
** Ofrecemos a nuestros accionistas una empresa sustentable, competitiva y de
rentabilidad creciente.
** Tenemos personal profesional, orgulloso y comprometido, que genera el poder
de un solo equipo de trabajo.
MISIÓN
Alimentar, deleitar y servir a nuestro mundo
FILOSOFIA:
Nuestra filosofía
Nuestra Misión es la guía de todas nuestras acciones.
El perseguir su logro día con día y el que diariamente avancemos en Nuestros
Propósitos constituye nuestra razón de ser como empresa.
Nuestros Principios y Valores son los que nos dan la Personalidad, la forma de
ser. Los Valores sólo se entienden en conjunto como un complemento integral.

9
Representamos a cada uno de los Valores con los colores primarios y secunda-
rios.
En el centro de todos, como principio fundamental, está la Persona, origen y fin de
nuestra acción.
POLÍTICA DE CALIDAD
En Barcel, S.A. de C.V., nos comprometemos a elaborar y comercializar productos
alimenticios seguros y de calidad que satisfagan las necesidades de nuestros
clientes y consumidores, respondiendo a sus expectativas a través de la mejora
continua de nuestros procesos, para así conservar su preferencia.
POLÍTICA AMBIENTAL
En Barcel, S.A de C.V., Planta Atitalaquia, nos comprometemos a trabajar con
responsabilidad hacia el medio ambiente a través de la identificación, prevención y
control de los aspectos que lo afectan, cumpliendo con los requerimientos legales
y del Grupo BIMBO, buscando siempre la mejora continua de nuestro desempeño
ambiental.
POLÍTICA DE SEGURIDAD
En Barcel, S.A. de C.V., nos comprometemos a respetar, aplicar y difundir las
normas de seguridad e higiene. Así como los lineamientos de la Comisión de Se-
guridad e Higiene y Reglamento Interior de Trabajo, en función de la integridad
física de los que laboramos en esta empresa a través de la participación, en la
eliminación de riesgos que puedan provocar un accidente.
VALORES
Pasión:
“Vemos nuestro trabajo como una misión, una pasión, una aventura.
El compartir esto en un ambiente de participación y confianza es lo que constituye
el alma de la empresa”

10
Persona
“Ver siempre al otro como persona, nunca como instrumento”
Rentabilidad
“Es el resultado visible de todas nuestras ideas, esfuerzos e ilusiones.
Es el oxígeno que permite a nuestra empresa seguir viviendo”
Efectividad
“Lograr que las cosas sucedan: Resultados. Servir bien es nuestra razón de ser”
Trabajo en equipo
“Ágiles, activos, entusiastas, con los tenis puestos. Compartir, aprender de todos”
Confianza
“Base sobre la que se construye todo. Contar con el otro para la tarea común”
Calidad
“Nuestra empresa debe ser creadora, eficaz, eficiente, productiva y con un altísimo
ideal de Calidad y Servicio”
PLANTEAMIENTO DEL PROBLEMA
11
Es importante saber que en la empresa BARCEL, S.A. de C.V, el tiempo de ope-
ración es de la PTAR es de 4 años pero parece que tiene más tiempo operando ya
que hay equipos que se han desarmado y no se han recuperado su operación ya
que las refacciones tardan en llegar o no son las correctas, no corresponden o no
son del material adecuado.
Se llevan registros de datos pero no correctamente, los datos se encuentran en
papel y no en archivo electrónico para un mejor control, la herramienta que se tie-
ne no es la adecuada para poder implementar el mantenimiento autónomo por
parte del personal que opera los equipos de la PTAR.
El personal no sabe los cuidados de los equipos, qué hacer para poder detectar
las fallas, como tratar los equipos, las limpiezas que debe realizar, las lubricacio-
nes de los equipos
Desafortunadamente por cuestiones de presupuesto de la empresa, se recortan
muchos recursos, no nada más para la PTAR sino para trabajos dentro de los
equipos de producción, también por cuestiones de operación de los equipos el
personal de operación de la PTAR no se puede involucrar al 100% al manteni-
miento de los equipos ya que la producción es primero.
Objetivo general
Implementar el mantenimiento autónomo en la planta de tratamiento de aguas re-
siduales (PTAR) en la empresa BARCEL, S.A. de C.V.
Objetivos específicos
Capacitar al personal de la planta de tratamiento de aguas residuales para que
realice el mantenimiento autónomo a sus equipos del área.
Elaborar los formatos de rutinas operacionales, diarias y de mantenimiento de los
equipos ubicados en la planta de tratamiento de aguas residuales
Que el personal de la planta de tratamientos de aguas residuales realice el mante-
nimiento autónomo de los equipos con los procedimientos implementados para el
correcto funcionamiento de los equipos y utilizando los equipos de protección per-
sonal

12
El personal de la planta de tratamiento de aguas residuales utilice los formatos de
las rutinas de operación, rutinas diarias, mantenimiento preventivo (MP´s) para
cada equipo ubicado en su área de trabajo
El personal de la planta de tratamientos de aguas residuales aprenda a identificar
las posibles fallas de los equipos ubicados en su área de trabajo
META DEL PROYECTO
Capacitar al personal de la planta de tratamiento de aguas residuales en el man-
tenimiento de los equipos utilizados en su área de trabajo
Que el personal de la planta de tratamiento de aguas residuales realice el mante-
nimiento autónomo de los equipos asegurando la correcta operación de la misma.
Establecer la correcta lubricación de los equipos de la planta de tratamientos de
aguas residuales en forma eficiente para la correcta operación de los equipos
Implementar los formatos de rutinas realizados para la operación, mantenimiento
de los equipos de la planta de tratamientos de aguas residuales
Que el personal de operación conozca el despiece de los equipos de la planta de
tratamiento de aguas residuales
JUSTIFICACIÓN DEL PROYECTO

13
En BARCEL, S.A. de C.V., es importante implementar y capacitar al personal que
opera la Planta de tratamiento de aguas residuales para que realice mantenimien-
to autónomo a los equipos ya que la operación de esta área es muy importante y
es necesario utilizar formatos de rutinas, lubricaciones, historial de fallas de los
equipos que se encuentran operando en el área, los formatos que se tiene se en-
cuentran sin actualizar y no existe un orden para poder llevar los registros de los
mismos, se tienen formatos de rutinas diarias en donde se maneja lubricación en
el cual se describen tableros y ya que estos no tienen lugares a lubricar se realiza-
ran por separado los formatos para rutinas diarias
El mismo personal de operación de la Planta de tratamientos de aguas residuales
no sabe el correcto funcionamiento de los equipos, la programación de variadores
de frecuencia, cada cuando se deben lubricar los equipos, como realizar limpieza
a los equipos para mantenerlos en correcta operación y libres de polvo, pintados,
limpios, etc.
Es muy importante que el personal de la PTAR tenga un cambio de pensamiento,
ya que anteriormente se trató de implementar el mantenimiento autónomo, pero
por cuestiones operacionales y actividades de limpieza de equipos dentro de la
planta, no era posible poner en marcha el proyecto. Gracias a que la Empresa da
las facilidades de estudiar, el cumplimiento de la estadía permitió implementar este
proyecto esperando cumplirlo plenamente y ponerlo en marcha alcanzado las ex-
pectativas contempladas.

14
CAPÍTULO I MARCO TEÓRICO
1.1 Definición de agua residual
Se denomina aguas servidas a aquellas que resultan del uso doméstico o indus-
trial del agua. Se les llama también aguas residuales, aguas negras o aguas cloa-
cales.
Son residuales pues, habiendo sido usada el agua, constituyen un residuo, algo
que no sirve para el usuario directo; son negras por el color que habitualmente
tienen.
Algunos autores hacen una diferencia entre aguas servidas y aguas residuales en
el sentido que las primeras solo provendrían del uso doméstico y las segundas
corresponderían a la mezcla de aguas domésticas e industriales.
En todo caso, están constituidas por todas aquellas aguas que son conducidas por
el alcantarillado e incluyen, a veces, las aguas de lluvia y las infiltraciones de agua
del terreno.
El tratamiento de aguas residuales consiste en una serie de procesos físicos, quí-
micos y biológicos que tienen como fin eliminar los contaminantes físicos, quími-
cos y biológicos presentes en el agua efluente del uso humano.
El objetivo del tratamiento es producir agua limpia (o efluente tratado) o reutilizable
en el ambiente y un residuo sólido o fango (también llamado biosólido o lodo) con-
venientes para su disposición o reuso.
Es muy común llamarlo depuración de aguas residuales para distinguirlo del tra-
tamiento de aguas potables.
Las aguas residuales son generadas por residencias, instituciones y locales co-
merciales e industriales.
Éstas pueden ser tratadas dentro del sitio en el cual son generadas (por ejemplo:
tanques sépticos u otros medios de depuración) o bien pueden ser recogidas y
llevadas mediante una red de tuberías - y eventualmente bombas - a una planta
de tratamiento municipal.
Los esfuerzos para recolectar y tratar las aguas residuales domésticas de la des-
carga están típicamente sujetos a regulaciones y estándares locales, estatales y
federales (regulaciones y controles). A menudo ciertos contaminantes de origen
industrial presentes en las aguas residuales requieren procesos de tratamiento
especializado.
Típicamente, el tratamiento de aguas residuales comienza por la separación física
inicial de sólidos grandes (basura) de la corriente de aguas domésticas o industria-

15
les empleando un sistema de rejillas (mallas), aunque también pueden ser tritura-
dos esos materiales por equipo especial; posteriormente se aplica un desarenado
(separación de sólidos pequeños muy densos como la arena) seguido de una se-
dimentación primaria (o tratamiento similar) que separe los sólidos suspendidos
existentes en el agua residual. Para eliminar metales disueltos se utilizan reaccio-
nes de precipitación, que se utilizan para eliminar plomo y fósforo principalmente.
A continuación sigue la conversión progresiva de la materia biológica disuelta en
una masa biológica sólida usando bacterias adecuadas, generalmente presentes
en estas aguas.
Una vez que la masa biológica es separada o removida (proceso llamado sedi-
mentación secundaria), el agua tratada puede experimentar procesos adicionales
(tratamiento terciario) como desinfección, filtración, etc.
El efluente final puede ser descargado o reintroducido de vuelta a un cuerpo de
agua natural (corriente, río o bahía) u otro ambiente (terreno superficial, subsuelo,
etc.). Los sólidos biológicos segregados experimentan un tratamiento y neutraliza-
ción adicional antes de la descarga o reutilización apropiada.
1.2 Tratamiento de aguas residuales
Pasos de tratamiento:
En el tratamiento de aguas residuales se pueden distinguir hasta cuatro etapas
que comprenden procesos químicos, físicos y biológicos:
- Tratamiento preliminar, destinado a la eliminación de residuos fácilmente sepa-
rables y en algunos casos un proceso de pre-aireación.
- Tratamiento primario que comprende procesos de sedimentación y tamizado.
- Tratamiento secundario que comprende procesos biológicos aerobios y anaero-
bios y físico-químicos (floculación) para reducir la mayor parte de la Demanda Bio-
lógica de Oxígeno (DBO).
- Tratamiento terciario o avanzado que está dirigido a la reducción final de la DBO,
metales pesados y/o contaminantes químicos específicos y la eliminación de pató-
genos y parásitos.
16
Sistemas de tratamiento biológico:
Los objetivos del tratamiento biológico son tres:
1 Reducir el contenido en materia orgánica de las aguas
2 Reducir su contenido en nutrientes
3 Eliminar los patógenos y parásitos.
Estos objetivos se logran por medio de procesos aeróbicos y anaeróbicos, en los
cuales la materia orgánica es metabolizada por diferentes cepas bacterianas.
Estanques de lodos activos:
El tratamiento se proporciona mediante difusión de aire por medios mecánicos en
el interior de tanques. Durante el tratamiento los microorganismos forman floculos
que, posteriormente, se dejan sedimentar en un tanque, denominado tanque de
clarificación. El sistema básico comprende, pues, un tanque de aireación y un tan-
que de clarificación por los que se hace pasar los lodos varias veces.
Los dos objetivos principales del sistema de lodos activados son:
1 La oxidación de la materia biodegradable en el tanque de aireación
2 La floculación que permite la separación de la biomasa nueva del efluente trata-
do.
Este sistema permite una remoción de hasta un 90% de la carga orgánica pero
tiene algunas desventajas: en primer lugar requiere de instalaciones costosas y la
instalación de equipos electromecánicos que consumen un alto costo energético.
Por otra parte produce un mayor volumen de lodos que requieren de un tratamien-
to posterior por medio de reactores anaeróbicos y/o su disposición en rellenos sa-
nitarios bien instalados.
Tratamiento anaerobio
Consiste en una serie de procesos microbiológicos, dentro de un recipiente hermé-
tico, dirigidos a la digestión de la materia orgánica con producción de metano.
Es un proceso en el que pueden intervenir diferentes tipos de microorganismos
pero que está dirigido principalmente por bacterias. Presenta una serie de ventajas
frente a la digestión aerobia: generalmente requiere de instalaciones menos cos-
tosas, no hay necesidad de suministrar oxígeno por lo que el proceso es más ba-
rato y el requerimiento energético es menor. Por otra parte se produce una menor

17
cantidad de lodo (el 20% en comparación con un sistema de lodos activos), y
además este último se puede disponer como abono y mejorador de suelos.
Además es posible producir un gas útil.
Para el tratamiento anaerobio a gran escala se utilizan rectores de flujo ascenden-
te o U.S.B. (Por sus siglas en ingles) con un pulimento aerobio en base de filtros
percoladores y humedales.
1.3 MANTENIMIENTO AUTÓNOMO
El Mantenimiento Autónomo está compuesto por un conjunto de actividades que
se realizan diariamente por todos los trabajadores en los equipos que operan, in-
cluyendo inspección, lubricación, limpieza, intervenciones menores, cambio de
herramientas y piezas, estudiando posibles mejoras, analizando y solucionando
problemas del equipo y acciones que conduzcan a mantener el equipo en las me-
jores condiciones de funcionamiento. Estas actividades se deben realizar siguien-
do estándares previamente preparados con la colaboración de los propios opera-
rios. Los operarios deben ser entrenados y deben contar con los conocimientos
necesarios para dominar el equipo que opera.
Los objetivos fundamentales del mantenimiento autónomo son:
• Emplear el equipo como instrumento para el aprendizaje y adquisición de
conocimiento.
• Desarrollar nuevas habilidades para el análisis de problemas y creación de
un nuevo pensamiento sobre el trabajo.
• Mediante una operación correcta y verificación permanente de acuerdo a
los estándares se evite el deterioro del equipo.
• Mejorar el funcionamiento del equipo con el aporte creativo del operador.
• Construir y mantener las condiciones necesarias para que el equipo funcio-
ne sin averías y rendimiento pleno.
• Mejorar la seguridad en el trabajo.
• Lograr un total sentido de pertenencia y responsabilidad del trabajador.
• Mejora de la moral en el trabajo.
Visión tradicional de la división del trabajo en plantas industriales

18
Una de las principales características del Mantenimiento Productivo Total (TPM)
es el involucramiento y participación directa de la función de producción en activi-
dades de mantenimiento. En un anterior estudio que se realizó en varias áreas del
sector de consumo (envasado, empacado, embotellado de productos para el cui-
dado personal y alimentación) encontrado que el 65 % de las solicitudes de servi-
cio de mantenimiento (órdenes de trabajo) se debían a problemas ocasionados
por deficiente operación de los equipos, produciéndose "estrelladas de máquina",
desajustes, pérdidas de rendimiento o problemas de mala calidad por deficientes
montajes de herramientas y materiales. El 35 % restante de las solicitudes se deb-
ían a problemas de desgaste natural del equipo. Estas cifras nos confirman la im-
portancia de revisar la forma como el personal de producción en especial los ope-
rarios, deben intervenir directamente y contribuir a la mejora del desempeño de los
equipos.
En numerosas fábricas es muy marcada la separación existente entre el personal
de mantenimiento y producción. El departamento de mantenimiento se encarga de
reparar y entregar el equipo para que la función productiva cumpla con su Propósi-
to exclusiva de fabricar. Esta clase de organización industrial conduce a pérdidas
de Efectividad Global de Producción, un pobre clima de trabajo, desmotivación y
frecuentes enfrentamientos entre estas dos funciones.
La visión moderna del mantenimiento busca que exista un compromiso compartido
entre las diferentes funciones industriales para la mejora de la productividad de la
planta. En la medida en que se incorpora nueva tecnología en la construcción de
los equipos productivos, los operarios de estos equipos deben tener un nivel técni-
co mayor, ya que deben conocer en profundidad su funcionamiento y colaborar en
su mantenimiento. Son numerosas tareas que pueden realizarlas el operario, co-
mo limpiar, lubricar cuidar los aprietes, purgar las unidades neumáticas, verificar el
estado de tensión de cadenas, observar el buen estado de sensores y fotocélulas,
mantener el sitio de trabajo libre de elementos innecesarios, etc. Con esta contri-
bución, el personal de mantenimiento podrá dedicar un mayor tiempo a mejorar las
rutinas del mantenimiento preventivo y realizar verdaderos estudios de ingeniería
de mantenimiento para mejorar el funcionamiento del equipo.
Otro problema frecuente es la categorización del personal de producción y mante-
nimiento. En una cierta empresa industrial es posible encontrar tantos grados de
especialización que se requiere la intervención de tres o cuatro personas para reti-
rar un conjunto motor-bomba del lugar de operación. El electricista desconecta el
motor, el mecánico desmonta el conjunto y un tercero lo transporta al taller para su
reparación. En esta organización, el aseo no es asumido por el operario de la sec-
ción, ya que este es un trabajo que debe ser realizado por personal con menor
experiencia, preferiblemente del área de aseo que depende de servicios genera-

19
les. Este tipo de situaciones hace que esta empresa no esté preparada adecua-
damente para construir capacidades competitivas en su planta. No existe la posibi-
lidad de mejorar el conocimiento sobre el comportamiento de los equipos, ya que
la función de limpieza es transferida a operarios independientes de la operación y
poco capacitados, creando riesgos, pérdida de conocimiento e ineficiencia.
En varias plantas productivas existe otro problema que tiene que ver con los "ce-
los" entre el personal de mantenimiento en relación con el posible aprendizaje que
pueda alcanzar el operario. Se ha considerado que el operario solamente debe
operar el equipo y en cualquier intervención menor debe ser realizada por el per-
sonal de mantenimiento. Cuando el operario de producción pretende acercarse y
conocer un poco más el equipo durante la intervención del mecánico, este lo invita
a retirarse o no existe el interés de enseñarle, ya que considera que este debe ser
un trabajo exclusivo del técnico en mantenimiento.
En una cierta planta un joven operario le pregunta a un mecánico experto: "¿cómo
lograste repararlo?", el mecánico le responde "es...un secreto profesional..." Este
tipo de actitudes no permiten lograr un mayor conocimiento sobre el equipo. Como
resultado final el operario no intervendrá en futuras reparaciones, este se retirará
del sitio de trabajo para realizar actividades personales no relacionadas con el tra-
bajo.
Otro comportamiento que debemos corregir es el que se observa con el personal
operario que no le interesa participar en los trabajos de mantenimiento y adquirir
conocimiento profundo sobre el funcionamiento del equipamiento. Cuando la inter-
vención toma cierto tiempo, la supervisión asigna el personal a otras líneas o
equipos no dejando un número reducido de operarios para que cooperen en la
puesta en marcha del equipo y aprendan más sobre la maquinaria. Este compor-
tamiento se ve reforzado por la creencia existente que no es posible que el opera-
rio cuente con una herramienta para realizar intervenciones menores. Estas solo
son posibles con la intervención de los mecánicos.
Existen actitudes del personal de mantenimiento dentro de las plantas de atribuir
los problemas a las prácticas deficientes de los operarios y el personal de produc-
ción a los deficientes métodos empleados por mantenimiento. Finalmente, ninguna
de las funciones es responsable del problema.
Estos comportamientos han llevado a que dentro de las plantas industriales no se
promueva la necesidad de que el operario pueda conocer profundamente la ma-
quinaria. Sin este conocimiento difícilmente podrán contribuir a identificar los pro-
blemas potenciales de los equipos. Esta situación se ve agravada con la falta de
inducción y entrenamiento del personal cuando llega a la empresa.

20
En estas circunstancias el Mantenimiento Autónomo es un pilar del TPM, urgente
de implantar en esta clase de empresas para transformar radicalmente la forma de
actuar de las funciones industriales. Cada persona debe contribuir a la realización
del mantenimiento del equipo que opera. Las actividades de mantenimiento liviano
o de cuidado básico deben asumirse como tareas de producción.
Desarrollo de trabajadores competentes en el manejo de los equipos
Cuando el operario ha recibido entrenamiento en aspectos técnicos de planta y
conoce perfectamente el funcionamiento del equipo, este podrá realizar algunas
reparaciones menores y corregir pequeñas deficiencias de los equipos. Esta capa-
citación le permitirá desarrollar habilidades para identificar rápidamente anormali-
dades en el funcionamiento, evitando que en el futuro se transformen en averías
importantes si no se les da un tratamiento oportuno. Los operarios deben estar
formados para detectar tempranamente esta clase de anormalidades y evitar la
presencia de fallos en el equipo y problemas de calidad. Un operario competente
puede detectar prontamente esta clase de causas y corregirlas oportunamente.
Esta debe ser la clase de operarios que las empresas deben desarrollar a través
del Mantenimiento Autónomo.
El Mantenimiento Autónomo implica un cambio cultural en la empresa, especial-
mente en el concepto: "yo fabrico y tu conservas el equipo", en lugar de "yo cuido
mi equipo". Para lograrlo es necesario incrementar el conocimiento que poseen
los operarios para lograr un total dominio de los equipos. Esto implica desarrollar
las siguientes capacidades en los operarios:
Capacidades para descubrir anormalidades.
Se crea una visión exacta para descubrir las anormalidades. No se pretende que
el operario solamente detecte paradas del equipo o problemas con la calidad del
producto. Es necesario desarrollar verdaderas competencias para descubrir tem-
pranamente las posibles causas de un problema en el proceso. Se trata de crear
una capacidad para prevenir anormalidades futuras.
Capacidades para la corrección inmediata en relación con las
causas identificadas.
Con estas correcciones el equipo puede llevarse a las condiciones de funciona-
miento original o normal. Por lo tanto, el operario debe conocer y contar con las
habilidades para tomar decisiones adecuadas, informando a los niveles superiores
o a otros departamentos involucrados en la prevención del problema.

21
Capacidad para establecer condiciones
Saber definir cuantitativamente el criterio para juzgar una situación normal de una
anormal. Cuando se desarrolla la capacidad para descubrir anormalidades, estas
dependen de las condiciones y situaciones específicas, por lo tanto, el operario
debe tener la capacidad o contar con criterios para juzgar el equipo para poder
considerar si hay algo anormal o normal. No se puede contar con un trabajo exac-
to medido en cantidades exactas para decidir la situación del equipo. Es necesario
crear habilidades para juzgar hasta donde se puede llegar a producir fallos poten-
ciales en el equipo.
Capacidad para controlar el mantenimiento
Se trata de que el operario pueda cumplir en forma exacta las reglas establecidas.
No solamente detectar los fallos, corregirlos o prevenirlos. Se trata de respetar
rigurosamente las reglas para conservar impecable el equipo.
Creación de un lugar de trabajo grato y estimulante
El Mantenimiento Autónomo permite que el trabajo se realice en ambientes segu-
ros, libres de ruido, contaminación y con los elementos de trabajo necesarios. El
orden en el área, la ubicación adecuada de las herramientas, medios de seguridad
y materiales de trabajo, traen como consecuencia la eliminación de esfuerzos in-
necesarios por parte del operario, menores desplazamientos con cargas pesadas,
reducir los riesgos potenciales de accidente y una mayor comprensión sobre las
causas potenciales de accidentes y averías en los equipos.
El Mantenimiento Autónomo estimula el empleo de estándares, hojas de verifica-
ción y evaluaciones permanentes sobre el estado del sitio de trabajo. Estas prácti-
cas de trabajo crean en el personal operativo una actitud de respeto hacia los pro-
cedimientos, ya que ellos comprenden su utilidad y la necesidad de utilizarlos y
mejorarlos. Estos beneficios son apreciados por el operario y estos deben hacer
un esfuerzo para su conservación.
El contenido humano del Mantenimiento Autónomo lo convierte en una estrategia
poderosa de transformación continua de empresa. Sirve para adaptar permanen-
temente a la organización hacia las nuevas exigencias del mercado y para crear
capacidades competitivas centradas en el conocimiento que las personas poseen
sobre sus procesos. Otro aspecto a destacar es la creación de un trabajo discipli-
nado y respetuoso de las normas y procedimientos. El TPM desarrollado por el
Instituto Japonés de Mantenimiento de Plantas (JIPM) estimula la creación de me-
todologías que sin ser inflexible o limiten la creatividad del individuo, hacen del

22
trabajo diario en algo técnicamente bien elaborado y que se puede mejorar con la
experiencia diaria.
Limpieza como medio de verificación del funcionamiento del equipo.
La falta de limpieza es una de las causas centrales de las averías de los equipos.
La abrasión causada por la fricción de los componentes deteriora el estado funcio-
nal de las partes de las máquinas. Como consecuencia, se presentan pérdidas de
precisión y estas conducen hacia la presencia de defectos de calidad de productos
y paradas de equipos no programadas. Por lo tanto, cobra importancia el trabajo
de mantenimiento que debe realizar el operario en la conservación de la limpieza y
aseo en el mantenimiento autónomo. Cuando se realizan actividades de Manteni-
miento Autónomo el operario en un principio buscará dejar limpio el equipo y en
orden. En un segundo nivel de pensamiento, el operario se preocupa no solamen-
te por mantenerlo limpio, sino que tratará en identificar las causas de la suciedad,
ya que esto implica un trabajo en algunas veces tedioso y que en lo posible se
debe evitar identificando la causa profunda del polvo, contaminación o suciedad.
De esta forma el trabajador podrá contribuir en la identificación de las causas de la
suciedad y el mal estado del equipo. Cuando el operario "toca" el equipo podrá
identificar otra clase de anomalías como tornillos flojos, elementos sueltos o en
mal estado, sitios con poco lubricante, tuberías taponadas, etc. La limpieza como
inspección se debe desarrollar siguiendo estándares de seguridad y empleando
los medios adecuados previamente definidos, ya que de lo contrario, se pueden
producir accidentes y pérdidas de tiempo innecesarias.
Empleo de controles visuales
Una de las formas de facilitar el trabajo de los operarios en las actividades de
Mantenimiento Autónomo es mediante el empleo de controles visuales y estánda-
res de fácil comprensión. Por ejemplo, la identificación de los puntos de lubricación
de equipo con códigos de colores, facilitará al operario el empleo de las aceiteras
del mismo color, evitando la aplicación de otro tipo de lubricante al requerido. Los
sentidos de giro de los motores, brazos de máquinas, válvulas, sentido de flujo de
tuberías, etc., se deben marcar con colores de fácil visualización, evitando defi-
cientes montajes y accidentes en el momento de la puesta en marcha de un equi-
po. Otra clase de información visual útil para los operarios son los estándares de
trabajo, aseo y lubricación. Estos estándares en las empresas practicantes del
TPM son elaborados en gran tamaño y ubicados muy cerca de los sitios de trabajo
para facilitar su lectura y utilización
El enfoque del mantenimiento autónomo diario no sólo es limpiar, su propósito
principal es descubrir anormalidades en los equipos que se tienen en operación.

23
IMPLEMENTANDO EL MANTENIMIENTO AUTÓNOMO
El adiestramiento necesario para que el mantenimiento autónomo sea efectivo, se
da en varias formas:
- Se educa en los conceptos del TPM al personal de mantenimiento y a los
Gerentes de mantenimiento, y sobre los beneficios que se logran con el manteni-
miento autónomo.
- El personal de mantenimiento adiestra a los operadores sobre cómo limpiar y
lubricar el equipo, y se atienden los aspectos de seguridad que conllevan las nue-
vas funciones de los operadores.
La implantación del mantenimiento autónomo generalmente incluye el uso de
"controles visuales", que permiten minimizar el adiestramiento requerido para
aprender las nuevas funciones, así como simplificar y facilitar las actividades de
inspección.
Aunque el mantenimiento autónomo supone implantarse en un entorno de com-
promiso y apoyo, utilizando enfoques de grupos de trabajos funcionales y trans-
versales, existen unas cuantas consideraciones que necesitan ser atendidas:
- Primero, a los operadores de equipos se les pide asumir nuevas responsabilida-
des. Estas nuevas actividades deben ser consideradas como prioritarias por la
gerencia y los indicadores de desempeño de los operadores deben ahora incluir-
las.
- Segundo, el personal de mantenimiento deja de ejecutar ciertas actividades
y responsabilidades. Esto puede ocasionar que dicho personal se sienta preocu-
pado por la seguridad de su puesto, especialmente si la empresa se encuentra en
un programa de reducción de personal. Para atender estas preocupaciones, la
dirección debe comunicar su apoyo incondicional al nuevo programa de manteni-
miento y proporcionar oportunidades para que el personal de mantenimiento asu-
ma nuevas responsabilidades. Idealmente, el personal de mantenimiento dis-
pondrá ahora del tiempo que empleaba para "apagar incendios" y puede enfocar-
se en el mantenimiento planificado, el análisis de equipos y funciones de diseño.
- Tercero, estos cambios en funciones, responsabilidades y competencias
podrían requerir acuerdos con los representantes sindicales, por lo que es conve-
niente incorporarles en el proceso, así como a los responsables de recursos
humanos (RR. HH.) de la empresa.

24
BASES DEL MANTENIMIENTO AUTÓNOMO
El mantenimiento autónomo se implementa en tres fases:
La PRIMERA FASE consiste en:
Juntar a producción y mantenimiento para seguir una meta común.
Estabilizar las condiciones de los equipos y reducir el deterioro acelerado.
SEGUNDA FASE:
Ayudar a los operarios a conocer el equipo, el operario deberá de ser capaz de:
1) Detectar anormalidades y realizar mejoras.
2) Entender la importancia de la lubricación correcta.
3) Entender la importancia de la limpieza.
4) Mejorar el equipo.
5) Restaurar las anormalidades.
En la TERCERA FASE, los pasos a seguir para establecer el mantenimiento autó-
nomo son:
1) Limpieza inicial.
2) Eliminar fuentes de contaminación y áreas inaccesibles.
3) Creación de estándares de limpieza y lubricación
4) Inspección general.
5) Inspección autónoma
6) Organización y orden del lugar de trabajo.
7) Programa de mantenimiento totalmente implantado.
Principales perdidas en proceso productivo
25
El Instituto Japonés de Mantenimiento de Plantas (JIPM) recomienda evaluar las
16 pérdidas principales en los procesos productivos. El objetivo del TPM y de la
gestión de producción debe ser su reducción o eliminación total. El JIPM clasifica
las pérdidas de la siguiente forma:
• Pérdida por fallo en equipos.
• Pérdidas por puesta a punto.
• Pérdida por problemas en herramientas de corte.
• Pérdidas por operación.
• Pequeñas paradas o marcha en vacío.
• Pérdida de velocidad.
• Pérdidas por defectos.
• Pérdidas por programación.
• Pérdidas por control en proceso.
• Pérdidas por movimientos.
• Pérdidas por desorganización de líneas de producción.
• Pérdidas por deficiencia en logística interna.
• Pérdidas por mediciones y ajustes.
• Pérdidas por rendimiento de materiales.
• Pérdida en el empleo de energía.
• Pérdidas de herramientas, utillaje y moldes.
VENTAJAS Y OPTIMIZACIÓN DE RESULTADOS QUE IMPLICA LA
IMPLEMENTACIÓN DEL MANTENIMIENTO AUTÓNOMO
Objetivos del mantenimiento autónomo
El TPM mejora los resultados empresariales y crea lugares de trabajo agradable y
productivo cambiando el modo de pensar y trabajar con los equipos de todo el
personal. El mantenimiento autónomo (mantenimiento realizado por el departa-
mento de producción) es uno de los pilares básicos más importantes del TPM.

26
La misión del departamento de producción es producir buenos productos tan rápi-
damente y baratos como sea posible. Una de sus funciones más importantes es
detectar y tratar con prontitud las anormalidades del equipo, que es precisamente
el objetivo de un buen mantenimiento. El mantenimiento autónomo incluye cual-
quier actividad realizada por el departamento de producción relacionada con una
función de mantenimiento y que pretenda mantener la planta operando eficiente y
establemente con el fin de satisfacer los planes de producción. Los objetivos de un
programa de mantenimiento autónomo son:
Evitar el deterioro del equipo a través de una operación correcta y revisiones dia-
rias.
Llevar el equipo a su estado ideal a través de su restauración y una gestión apro-
piada.
Establecer las condiciones básicas necesarias para tener el equipo bien manteni-
do permanentemente.
Otro objetivo importante es utilizar el equipo como medio para enseñar nuevos
modos de pensar y trabajar.
A pesar de que lo mejor es completar los siete pasos, en algunos casos el tamaño
de la empresa, el tipo de equipamiento u otros factores justifican parar después
del paso 5.
Los siete pasos del mantenimiento autónomo son los siguientes:
1. Llevar a cabo una limpieza e inspección inicial.
2. Eliminar las fuentes de contaminación y áreas inaccesibles.
3. Establecer estándares provisionales de limpieza, inspección, lubricación y ajus-
tes.
4. Realizar un entrenamiento en inspección y desarrollar procedimientos de ins-
pección general.
5. Conducir inspecciones generales regularmente y mejorar los procedimientos de
inspección.
6. Mejorar la administración y el control del lugar de trabajo.
7. Participar en actividades avanzadas de mejora.

27
Pasó 1: Realizar limpieza inicial
En este primer paso, los grupos ponen en práctica el lema "limpieza es inspec-
ción" y lo confirman con su propia experiencia.
•La limpieza inicial ayuda a descubrir anormalidades
•Buscar la fuente de contaminación.
Pasó 2: Eliminar fuentes de contaminación y áreas inaccesibles
En este paso, se hacen mejoras para eliminar la contaminación y fugas de lubri-
cante, aire o aceite.
•Determinar las fuentes de contaminación.
•Mejorar las áreas inaccesibles para la limpieza e inspección.
•Satisfacción y confianza por lo conseguido.
Puntos de mejora
En la siguiente lista aparecen los puntos clave de la mejora:
• Facilitar la limpieza del equipo.
• Minimizar la dispersión de suciedad, óxido y polvo.
• Eliminar la contaminación en la fuente.
• Minimizar la dispersión de aceite de corte y desechos.
• Acelerar el flujo de aceite de corte para evitar la acumulación de recortes.
• Reducir el área a través de la cual fluye el lubricante de corte.
• Facilitar la inspección del equipo.
• Instalar ventanas de inspección.
• Apretar las partes sueltas del equipo.
• Eliminar la necesidad de bandejas de aceite.
• Instalar más indicadores de aceite.
• Cambiar la localización de las válvulas (entradas) de lubricación.
• Cambiar los métodos de lubricación.

28
• Racionalizar la distribución de cables.
• Cambiar la distribución de tubos.
• Facilitar el cambio de partes del equipo.
Pasó 3: Creación y mantenimiento (provisional) de los estándares
de limpieza y lubricación.
En este paso, los miembros del grupo usan sus experiencias en los dos primeros
pasos para determinar las condiciones óptimas de limpieza y lubricación del equi-
po y esbozan provisionalmente las tareas estándar para su mantenimiento. Los
estándares especifican qué se debe hacer, dónde, la razón, procedimientos,
cuándo y tiempos empleados. Para hacer todo esto, se debe decidir qué partes del
equipo necesitan limpieza diaria, qué procedimientos hay que utilizar, cómo ins-
peccionar el equipo, cómo juzgar anormalidades, etc. Con estos estándares se
ayuda a los grupos a realizar las tareas de limpieza con mayor confianza y habili-
dad.
• Los miembros del grupo deben crear sus propios estándares.
• Puntos clave para la creación de estándares de lubricación.
Pasó 4: Inspección general del equipo
Los operarios que comprenden su equipo deben ser instruidos en los aspectos
comunes de los diferentes equipos, así como en las peculiaridades de cada uno.
• Comprensión de la tecnología básica.
• Procedimiento para el pasó 4.
Llevar a cabo el pasó 4 tal como se indica:
• Entrenamiento básico (clases para líderes).
• Formación práctica (los líderes enseñan a los miembros del grupo).
• Los operarios ponen en práctica lo aprendido para encontrar anormalidades.
• Promover el control visual.

29
Pasó 5: Realizar inspecciones generales de los procesos
En el paso 5 son dos los objetivos básicos:
1. Actualizar los estándares realizados en los pasos 3 y 4, y realizar las mejoras
necesarias para que dichos estándares se puedan realizar en el tiempo definido
como objetivo o meta (por ejemplo, no más de 10 diarias y 20 semanales).
2. Dominar la instalación de forma que se consiga mejorar la calidad del producto.
Algunos llaman al paso 5 mantenimientos de calidad.
En este paso las actividades son las siguientes:
• Revisar el concepto, método y tiempos estándares para limpieza, inspección y
lubricación.
• Consultar con el departamento de mantenimiento sobre los puntos de inspección
y dejar bien especificada la asignación de tareas para evitar omisiones.
• Ver si las tareas de inspección pueden o no ser realizadas dentro del horario de
trabajo, realizar mejoras que ahorren tiempo si es necesario.
• Ver si puede elevarse el nivel de los conocimientos necesarios de los operarios
para la inspección.
• Asegurarse de que la inspección autónoma se lleva a cabo correctamente por
todos los operarios.
Como conclusión, no importa lo bien que se hagan las mejoras individuales y que
se establezcan las condiciones para cero averías y cero defectos, si no se lleva a
cabo un programa diario de verificación, lubricación e inspecciones de precisión,
las averías y defectos volverán a aparecer. En otras palabras, la permanencia de
las mejoras está determinada por el grado de cumplimiento de la inspección autó-
noma. Es por esto por lo que no se puede permitir el incumplimiento de la inspec-
ción autónoma y especialmente el incumplimiento de la necesidad de formar ope-
rarios que entiendan su equipo.
Pasó 6: Organización y orden del lugar de trabajo
Trabajadores y empresa pueden lograr las condiciones adecuadas, relativas al
ambiente de trabajo, para producir con calidad los resultados de dicho trabajo
(productos o servicios que suplen).
El ambiente de trabajo es responsabilidad de la empresa, que debe facilitar los
medios para lograr espacios laborales seguros y confortables, pero también lo es

30
de los empleados, quienes con sus hábitos pueden hacer la diferencia en un am-
biente de trabajo en apariencia favorable y uno realmente óptimo que haga posible
obtener, al mismo tiempo, satisfacción personal y productos o servicios de exce-
lente calidad para los clientes.
Pasó 7: Programa de mantenimiento autónomo totalmente im-
plantado
Analizar sistemáticamente los datos para mejorar los equipos, y elevar la fiabili-
dad, seguridad, mantenibilidad, calidad y operatividad de los procesos.
Priorizar las mejoras de los equipos: ampliar su período de vida y los intervalos de
revisión, usando datos firmes para identificar sus habilidades.
Ventajas del mantenimiento autónomo
Actualmente, a menudo es conflictiva la relación entre los departamentos de pro-
ducción y mantenimiento. Cuando para la producción debido a fallos del equipo,
los departamentos de producción se quejan amargamente:
• "Mantenimiento no hace bien su trabajo"
• "Tarda demasiado tiempo en reparar el equipo"
• "Este equipo es tan anticuado, que no hay que maravillarse porque se averíe"
Asimismo, proclaman que están demasiado ocupados para hacer las vitales revi-
siones diarias. Paralelamente, el departamento de mantenimiento critica al de pro-
ducción:
• "Preparamos los estándares, pero no hacen las revisiones"
• "No saben cómo operar apropiadamente los equipos"
• "No lubrican las máquinas"
El departamento de mantenimiento excusa sus propios fallos diciendo que tiene
demasiadas reparaciones que hacer y le falta personal.
Finalmente, "se saca un as de la manga":
"Desearíamos poner en práctica el mantenimiento correctivo, pero no tenemos
dinero para esto".
Con estas actitudes en ambos lados, no hay modo de alcanzar el objetivo de un
buen mantenimiento: detectar y tratar rápidamente las anomalías del equipo.

31
El departamento de producción debe abandonar la mentalidad "yo opero tú repa-
ras", y asumir la responsabilidad del equipo y la de evitar su deterioro. Sólo enton-
ces, el departamento de mantenimiento puede aplicar apropiadamente las técni-
cas de mantenimiento especializado que asegurarán un mantenimiento eficaz. Por
su parte, el departamento de mantenimiento debe descartar la idea de que su tra-
bajo es simplemente hacer reparaciones. En vez de ello, debe concentrarse en
medir y restaurar el deterioro de modo que los operarios puedan utilizar el equipo
con confianza. Ambos departamentos deben definir claramente y consensuar sus
respectivas funciones y derribar las barreras entre ellos a través de la mutua con-
fianza y apoyo. Deben integrar sus esfuerzos hasta que lleguen a ser como las
dos caras de una misma moneda. Este es el único modo de crear un lugar de tra-
bajo libre de fallos y dificultades.
Entrenando a los operarios a entender su equipo
El mantenimiento autónomo requiere que los operarios conozcan su equipo. La
experiencia en el trabajo, no sólo debe estar relacionada con hacer funcionar el
equipo, también debe incluir muchas tareas que son vistas como trabajo del de-
partamento de mantenimiento. La necesidad de este planteamiento se está convir-
tiendo en obvia a medida que las empresas introducen rebote y sistemas automa-
tizados. Por encima de todo, los operarios necesitan aprender a detectar anorma-
lidades. Esto significa desarrollar la habilidad de mirar la calidad de los productos y
el funcionamiento del equipo y darse cuenta cuando ocurre algo anormal. Para ello
se requieren las siguientes aptitudes:
1. Entender claramente los criterios y ser capaz de juzgar si algo está normal o
anormal (capacidad para determinar las condiciones en las que trabaja el del
equipo).
2. Cumplimiento estricto de las reglas de funcionamiento (capacidad de mantener
el equipo en condiciones).
3. Una respuesta rápida a las anormalidades (capacidad de reparar y restablecer
las condiciones del equipo).
Cuando un operario ha dominado las tres aptitudes, conocerá el equipo lo suficien-
temente bien como para reconocer las causas de futuros problemas y darse cuen-
ta de que "esta máquina va a producir defectos", o "esta máquina está a punto de
averiarse".
Desarrollando nuevas habilidades:
1. Capacidad de detectar anormalidades y realizar mejoras.
32
2. Capacidad de entender las funciones del equipo y sus mecanismos, así como
habilidad para detectar las causas de las anormalidades.
3. Capacidad para entender las relaciones entre el equipo y la calidad, y capaci-
dad para predecir problemas de calidad y detectar sus causas.
4. Habilidad para realizar reparaciones.
Obviamente, nadie que domine todos estos conocimientos lo hace a un alto nivel,
y no se espera que nadie lo haga rápidamente. En realidad, cada conocimiento
debe estudiarse y practicarse durante todo el tiempo que sea necesario para con-
seguir maestría.
Clasificación y asignación de tareas de mantenimiento
Las actividades pensadas para lograr las condiciones óptimas en el equipo y
maximizar su eficacia global se refieren bien a mantener el equipo o a mejorarlo.
Las actividades de mantenimiento se dirigen a mantener el equipo en un estado
deseado, evitando y corrigiendo fallos. Algunas técnicas y actividades de mante-
nimiento son:
- Operación normal: Operación, ajustes y montajes correctos (prevención de erro-
res humanos)
- Mantenimiento preventivo: Mantenimiento diario (condiciones básicas del equipo,
revisiones, pequeño servicio). Mantenimiento periódico (revisiones periódicas, y
revisión general periódicas, servicio periódico).
- Mantenimiento predictivo: Verificación de condiciones, servicio a intervalos me-
dios largos.
- Mantenimiento de averías: Detección pronta de anormalidades, reparaciones de
emergencia, prevención de repeticiones (reparación de averías).
Actividades del departamento de producción
El departamento de producción debe centrarse en la prevención del deterioro. De-
be construir su programa de mantenimiento autónomo alrededor de las siguientes
tres clases de actividades:
1. Evitar el deterioro
2. Medir el deterioro
3. Predecir y restaurar el deterioro
33
Todas estas actividades son importantes, pero es esencial establecer las condi-
ciones básicas del equipo (limpiar, lubricar y apretar pernos) para evitar el deterio-
ro acelerado. Conjuntamente con la revisión diaria hecha con los cinco sentidos,
esta es una de las responsabilidades más básicas del departamento de produc-
ción.
Actividades del departamento de mantenimiento
El departamento de mantenimiento es el jugador clave en el mantenimiento del
equipo. Principalmente, debe poner sus esfuerzos en el mantenimiento planifica-
do, en el predictivo y en el correctivo, concentrándose en medir y restaurar el dete-
rioro. Debe reconocer que no es un taller de reparaciones, restaurando el equipo
averiado dejándolo en su condición previa a la avería. Como organización de es-
pecialistas, su verdadera tarea es elevar la mantenibilidad, operatividad y seguri-
dad a través de actividades perfiladas para identificar y lograr condiciones óptimas
en el equipo. Esto requiere avanzadas capacidades de mantenimiento y tecnolog-
ía, de modo que los departamentos de mantenimiento deben esforzarse constan-
temente en aumentar su acervo técnico.
Apoyo al mantenimiento autónomo
La guía y apoyo apropiados del departamento de mantenimiento son indispensa-
bles para establecer el mantenimiento autónomo y hacerlo una parte eficaz del
programa de mantenimiento.
Las tareas más importantes son:
• Facilitar instrucciones en técnicas de inspección y ayudar a los operarios a pre-
parar estándares de inspección (puntos a revisar, intervalos de revisión, etc.)
• Facilitar formación en técnicas de lubricación, estandarizar tipos de lubricantes, y
ayudar a los operarios a formular estándares de lubricación (puntos de lubricación,
tipos de lubricantes, intervalos, etc.)
• Tratar rápidamente el deterioro, las pequeñas deficiencias, y las deficiencias en
las condiciones básicas del equipo (por ejemplo, realizar prontamente el trabajo de
mantenimiento identificado por los operarios)
• Dar asistencia técnica en las actividades de mejora tales como eliminar las fuen-
tes de contaminación, hacer más accesibles las áreas difíciles para la limpieza,
lubricación, e inspección y mejorar la eficiencia del equipo.
• Organizar las actividades de rutina (reuniones de mañana, rondas para recibir
órdenes de tareas de mantenimiento, etc.)

34
Sobre todo, el departamento de mantenimiento debe siempre pensar, planificar y
actuar concertadamente con el departamento de producción en todo lo que con-
cierne al mantenimiento del equipo. Algunas otras actividades del departamento
de mantenimiento son:
• Investigación y desarrollo de nuevas tecnologías de mantenimiento.
• Crear sistemas de registros de mantenimiento, datos para mantenimiento y resul-
tados de mediciones.
• Desarrollar y utilizar técnicas de análisis de fallos e implantar medidas para evitar
la repetición de fallos serios.
• Aconsejar a los departamentos de diseño y desarrollo de equipos (participar en el
diseño y en las acciones de gestión temprana del equipo). Control de repuestos,
plantillas, herramientas y datos técnicos.
•Crear capacidades competitivas desde los procesos industriales
RESULTADOS DEL MANTENIMIENTO AUTÓNOMO
Los resultados son:
Mejora las inspecciones de rutina y los procesos de mantenimiento.
Promueve la detección temprana de fallas potenciales.
Ayuda a mejorar las condiciones del equipo mediante la identificación y el control
de los factores que contribuyen a las perdidas crónicas en el equipo.
Eleva la moral del personal y evita los conflictos ínter departamental.
Los tipos de mejoras que se buscan, son los siguientes:
Acciones preventivas de bajo costo que ataquen de raíz el problema.
Acciones que constantemente se estén redefiniendo para mejorar su efectividad.
Desarrollar un óptimo sistema Hombre-máquina, en el cual, el operario sea res-
ponsable del optimo funcionamiento de la máquina a través de actividades diarias
de mantenimiento (limpieza, lubricación, ajuste y cambios).
Mejorar la calidad general del ambiente de trabajo, con lo que se persigue cambiar
las actitudes y comportamiento de las personas, con esto el personal a prende a
descubrir anormalidades en su equipo y realizar las reparaciones.

35
El mantenimiento autónomo que se requiere implantar en la Planta de tratamiento
de aguas residuales de la empresa Barcel, S.A. de C.V., con la finalidad de que
toda el agua que se ocupa se dé un proceso mejor y haya ahorro en el consumo
de la misma ya que la recuperación del agua se usa para regar las áreas verdes
de la empresa, se ocupaba para los sanitarios ya que la empresa está certificada
como empresa limpia y es uno de los puntos que se piden dentro de las auditorias
para poder ser de los mejores es el uso del agua y ahorro de la misma.
El mantenimiento que se aplicará en los equipos, así como de la forma de opera-
ción de los encargados, la falta de capacitación del personal que opera y da man-
tenimiento a puesto que en este caso no se encuentran ni se han formulado pro-
cedimientos seguros de trabajo en los cuales se determine la responsabilidad y
acciones a realizar para lograr la correcta operación de la planta de tratamiento de
aguas residuales.
ESTRATEGIAS PARA LA IMPLEMENTACIÓN DEL
MANTENIMIENTO AUTÓNOMO.
Para alcanzar tan ambiciosas metas se implementa un programa general, que se
divide en programas paso a paso, con tareas específicas, desarrolladas con pe-
queños grupos.
Estos programas paso a paso son los siguientes:
Programa de mantenimiento autónomo: Enfocado en el mejoramiento del equipo,
tomándolo desde el estado de deterioro en que se encuentre, para ir mejorándolo
lenta pero ininterrumpidamente, hasta dejarlo .como nuevo y luego mejorado en su
diseño y automatización. El equipo se limpia lentamente para ir buscando defectos
y para entrenarse en el conocimiento del equipo y de técnicas de mantenimiento.
Luego viene un programa inspección planificada y corrección de la causa raíz de
los daños. Sigue un programa de lubricación específica para el equipo donde la
identificación visual de los puntos de lubricación y la estandarización de lubrican-
tes es lo más importante. Siguen programas de redacción de estándares de man-
tenimiento. Enfoque en la calidad del mantenimiento. Programas específicos de
seguridad industrial y de protección ambiental. Se entrena al personal para que
sea autosuficiente para que luego de 3 o 5 años, cada persona haga las labores
de mejoramiento sin necesidad de supervisión y con amplia autonomía. Se requie-
re desde luego programas de auditoría de mantenimiento y de gestión. También
se requiere parar de acuerdo al calendario los equipos y dedicar recursos para
mejoras apoyo de técnicos especialistas y entrenamiento. Pero lo más importante
36
es el compromiso real de todos los empleados y especialmente de los, directivos y
dueños dé la Empresa.
Programa de mejoramiento de producción: Enfocado a eliminar las 16 Grandes
Pérdidas Identificadas en el Proceso de Producción: Faltas frecuentes del Equipo,
Pérdidas en Ajustes y Puesta a Punto, Pérdidas en Tiempo por cambio de Disposi-
tivos, Pérdidas en arranque inicial, Paradas menores, Pérdidas por reducción de
velocidad de las maquillas, Defectos y Re-trabajos, Tiempos perdidos en despeje
de Líneas, Pérdidas por mal manejo Administrativo, Pérdidas por Tiempos y Mo-
vimientos, Pérdidas por distribución de Personal, Pérdidas Logísticas en Compras,
Pérdidas en .ajustes, Defectos de Calidad, Pérdidas por uso inadecuado de
Energía y otros servicios, Pérdidas por uso de herramientas y dispositivos inade-
cuados. Habrá un grupo interdisciplinario compuesto por personal administrativo,
encargado del análisis y solución de estos problemas a través de técnicas y gráfi-
cas de control, seguimiento y definición de metas.
Programa de manejo inicial del equipo: Se fijarán los procedimientos escritos ade-
cuados para la operación de los equipos de la empresa, para garantizar que no se
dañen en el arranque, que los encargados del equipo lo sepan operar hasta en su
más mínimo detalle y les sepan dar el mantenimiento adecuado.
Programa de liderazgo: Crea y entrena líderes de actividades de mantenimiento y
gestión. Cada persona de la organización debe ser líder de al menos un proyecto
o programa.
Programa de mantenimiento progresivo: Implementa tecnologías y conceptos de
Mantenimiento Predictivo, de Mantenimiento Sistémico, de Mantenimiento correc-
tivo Planeado y de Mantenimiento Preventivo.
Programa de organización de recursos humanos: Define las políticas de perfil para
contratación de empleados, capacitación y curvas salariales acordes con el des-
empeño y aporte de los empleados a la Organización.
Programa de educación y entrenamiento: De acuerdo a las necesidades detecta-
das en las reuniones de Mantenimiento Autónomo y de otro Programas, los mis-
mos empleados solicitan que capacitación requieren. No se trata de rondar ini-
cialmente especialistas mecánicos o eléctricos o administradores, sino dar la for-
mación práctica básica, que realmente se requiera para mantener un determinado
equipo o liderar con éxito un programa específico. Normalmente personas de la
misma Empresa dan los entrenamientos asesorados por especialistas.
Programas de calidad del mantenimiento: Se enfoca al análisis de Indicadores de
Gestión de Mantenimiento, como: Órdenes de Trabajo ejecutadas vs Órdenes Re-
37
cibidas. Tiempos de Paro de Equipo vs Horas Producidas. Tiempos entre fallas.
Costos de Mantenimiento vs Costos de Producción. Horas de Mantenimiento Pre-
ventivo vs Horas de Correctivo, etc.
Programas especificas de seguridad, ambiental y buenas prácticas: Cada grupo
de mantenimiento autónomo define y pone por escrito usando gráficos, los proce-
dimientos seguros, no contaminantes y de buenas prácticas de manufactura antes
de iniciar un procedimiento de mantenimiento y lo estandarizan para que no se
malgaste tiempo en volverlo a redactar, para prácticas similares. Sin embargo de-
be existir un grupo de especialistas internos o externos que asesoren en la imple-
mentación y seguimiento de este programa.
Se realiza estudio asesorado por expertos externos, para definir flujo de trabajo,
reasignación de funciones que presenten duplicidad o ineficiencias. Se darán los
entrenamientos realmente necesarios.
Se realizará una modificación de las instalaciones para trabajar en el ambiente
más agradable posible, buscando la máxima eficiencia de los Empleados.
POR QUE IMPLEMENTAR EL MANTENIMIENTO AUTÓNOMO
Hay Tres razones principales por las que la mayoría de Empresas Multinacionales
y algunas Nacionales han adoptado los programas de TPM.
Resultados Tangibles Significativos: Luego de una inversión en Tiempo, recursos
humanos y financieros se logra una drástica reducción de datos en los equipos,
minimización de tiempos en vacío y pequeñas paradas, disminución de defectos
de calidad, elevación de la productividad, reducción de los costos de Personal,
inventarios y accidentes.
Transformación del Entorno de la Planta: A través del TPM una planta sucia, cu-
bierta de aceite y grasa, con fugas de vapor, aire comprimido y desperdicios, pue-
de transformarse en un entorno de trabajo grato y seguro. Los clientes y visitantes
quedan gratamente impresionados por estos cambios y aumenta su confianza en
los productos y en la calidad de la gestión de la Empresa.
Transformación de los trabajadores de la planta: A medida que las actividades de
T.P.M empiezan a rendir resultados concretos, los trabajadores se motivan au-
menta su integración en el trabajo y proliferan las sugerencias de mejora.

38
¿Qué es el TPM?
Es una Tecnología de la Prevención que logra:
Detección precoz de las irregularidades.
Tomar medidas correctivas.
Prevenir el deterioro.
Aumentar la calidad de las inspecciones.
Administración de las causas (inspección y verificación anticipada de las causas),
no de las consecuencias.
Siempre en la búsqueda del “Cero”, haciendo que no aparezca el fenómeno que
estamos previniendo.
Conservar el estado básico del equipo.
¿Qué implica el TPM?
Maximizar la producción con la participación de todos:
Formar operarios que sean capaces de detectar defectos, hacer inspecciones,
lubricación y reemplazo de piezas.
Crear áreas de trabajo agradables y máquinas de operación simple con producti-
vidad elevada.
Conservar las instalaciones en perfecto estado.
Mantener las máquinas en condiciones óptimas:
Funcionan tan bien que nunca se averían.
Funcionan a la velocidad prevista en el diseño. O más.
Funcionan sin tiempos muertos o pequeñas paradas.
Nunca fabrican productos defectuosos.
Causan un mínimo de pérdidas en los arranques, montajes y ajustes.
Los operadores trabajan con seguridad y confort.
Establecer y mantener métodos estandarizados para:

39
Diagnóstico de los equipos.
Detección temprana de anormalidades.
Gestión de las piezas de repuestos.
Sistemas informáticos que mantienen un historial de los equipos y datos de las
averías.
La metodología PSP® - Producción Sin Pérdidas® ha sido desarrollada por un
equipo de expertos en Mantenimiento Productivo Total (TPM) y adapta a la reali-
dad latinoamericana lo mejor del DO (Desarrollo Organizacional) y el TPM para
crear una metodología única en su tipo y de altísimo impacto en los resultados.
A través de su implementación en industrias de todo tipo y con un claro enfoque
en las pérdidas empresariales, transforma la cultura de la organización y reduce
drásticamente los costos permitiendo hacer realidad el concepto de una empresa
lean.
Los Pilares del TPM (Una estrategia de implementación Lean)
La manera más efectiva de implementar Lean es a través de los 8 pilares del
TPM.
¿Qué son los Pilares TPM?
Los pilares son las estrategias fundamentales para desarrollar el programa. Estos
pilares sirven de apoyo para la construcción de un sistema de producción ordena-
do. Se implantan siguiendo una metodología disciplinada, potente y efectiva. Los
pilares considerados por el JIPM como necesarios para el desarrollo del TPM en
una organización son ocho a saber:
Mejoras Enfocadas Kaizen
Son actividades que se desarrollan con la intervención de las diferentes áreas
comprometidas en el proceso productivo, con el objeto maximizar la Efectividad
Global de Equipos, procesos y plantas; todo esto a través de un trabajo organiza-
do en equipos funcionales e interfuncionales que emplean metodología específica
y centran su atención en la eliminación de cualquiera de las 16 pérdidas existentes
en las plantas industriales.
Mantenimiento Autónomo o Jishu - Hozen
Una de las actividades del sistema TPM es la participación del personal de pro-
ducción en las actividades de mantenimiento. Este es uno de los procesos de ma-

40
yor impacto en la mejora de la productividad. Su propósito es involucrar al opera-
dor en el cuidado del equipamiento a través de un alto grado de formación y pre-
paración profesional, respeto de las condiciones de operación, conservación de
las áreas de trabajo libres de contaminación, suciedad y desorden.
El mantenimiento autónomo se fundamenta en el conocimiento que el operador
tiene para dominar las condiciones del equipamiento, esto es, mecanismos, as-
pectos operativos, cuidados y conservación, manejo, averías, etc. Con este cono-
cimiento los operadores podrán comprender la importancia de la conservación de
las condiciones de trabajo, la necesidad de realizar inspecciones preventivas, par-
ticipar en el análisis de problemas y la realización de trabajos de mantenimiento
liviano en una primera etapa, para luego asimilar acciones de mantenimiento más
complejas.
Mantenimiento Planificado
El objetivo del mantenimiento planificado es el de eliminar los problemas del equi-
pamiento a través de acciones de mejora, prevención y predicción. Para una co-
rrecta gestión de las actividades de mantenimiento es necesario contar con bases
de información, obtención de conocimiento a partir de los datos, capacidad de
programación de recursos, gestión de tecnologías de mantenimiento y un poder de
motivación y coordinación del equipo humano encargado de estas actividades.
Mantenimiento de la Calidad o Hinshitsu - Hozen
Esta clase de mantenimiento tiene como propósito mejorar la calidad del producto
reduciendo la variabilidad, mediante el control de las condiciones de los compo-
nentes y condiciones del equipo que tienen directo impacto en las características
de calidad del producto. Frecuentemente se entiende en el entorno industrial que
los equipos producen problemas cuando fallan y se detienen, sin embargo, se
pueden presentar averías que no detienen el funcionamiento del equipo pero pro-
ducen pérdidas debido al cambio de las características de calidad del producto
final. El mantenimiento de la calidad es una clase de mantenimiento preventivo
orientado al cuidado de las condiciones del producto resultante.
Prevención del Mantenimiento
Son aquellas actividades de mejora que se realizan durante la fase de diseño,
construcción y puesta a punto de los equipos, con el objeto de reducir los costes
de mantenimiento durante su explotación. Una empresa que pretende adquirir
nuevos equipos puede hacer uso del historial del comportamiento de la maquinaria
que posee, con el objeto de identificar posibles mejoras en el diseño y reducir
drásticamente las causas de averías desde el mismo momento en que se negocia

41
un nuevo equipo. Las técnicas de prevención de mantenimiento se fundamentan
en la teoría de la fiabilidad, esto exige contar con buenas bases de datos sobre
frecuencia de averías y reparaciones.
Áreas administrativas
Esta clase de actividades no involucra el equipo productivo. Departamentos como
planificación, desarrollo y administración no producen un valor directo como pro-
ducción, pero facilitan y ofrecen el apoyo necesario para que el proceso productivo
funcione eficientemente, con los menores costes, oportunidad solicitada y con la
más alta calidad. Su apoyo normalmente es ofrecido a través de un proceso que
produce información. Allí también las pérdidas potenciales a ser recuperadas son
enormes.
Educación y Entrenamiento
Las habilidades tienen que ver con la correcta forma de interpretar y actuar de
acuerdo a las condiciones establecidas para el buen funcionamiento de los proce-
sos. Es el conocimiento adquirido a través de la reflexión y experiencia acumulada
en el trabajo diario durante un tiempo. El TPM requiere de un personal que haya
desarrollado habilidades para el desempeño de las siguientes actividades:
Habilidad para identificar y detectar problemas en los equipos.
Comprender el funcionamiento de los equipos.
Entender la relación entre los mecanismos de los equipos y las características de
calidad del producto.
Poder de analizar y resolver problemas de funcionamiento y operaciones de los
procesos.
Capacidad para conservar el conocimiento y enseña a otros compañeros.
Habilidad para trabajar y cooperar con áreas relacionadas con los procesos indus-
triales.
Seguridad y Medioambiente
El número de accidentes crece en proporción al número de pequeñas paradas.
Por ese motivo el desarrollo del Mantenimiento Autónomo y una efectiva imple-
mentación de las 5S son la base de la seguridad. El Kaizen es el instrumento para
eliminar riesgos en los equipos. La formación en habilidades de percepción es la
base de la identificación de riesgos ya que el personal formado profundamente en
el equipo asume mayor responsabilidad por su salud y su seguridad.

42
La práctica de los procesos TPM crea responsabilidad por el cumplimiento de los
reglamentos y estándares lo que disminuye las pérdidas y mejora la productivi-
dad.
TIEMPO REQUERIDO PARA ACTIVIDADES DE TPM
Se aconseja que el tiempo mínimo dedicado a actividades de TPM sea inicialmen-
te de 2 horas por semana: 1 hora en actividades de Mantenimiento Autónomo y 1
Hora en reuniones de grupo.
Algunas Empresas dedican hasta un turno semanal de 8 horas durante el primer
mes de Implementación para consolidar el programa, luego fijan un tiempo pro-
gramado semanal, de acuerdo a los volúmenes de producción. Sea cual sea el
tiempo asignado, se deberá respetar y por ningún motivo incumplir el programa,
pues esta es la causa principal por la cual algunas empresas terminan abandona-
do el programa de TPM antes de ver los frutos tangibles y todo el esfuerzo de mu-
chas personas se pierde.

43
CAPÍTULO II SITUACIÓN ACTUAL DEL PLANTEAMIENTO DEL
PROBLEMA
Desde los inicios de operación de la panta de tratamiento de aguas residuales se
comenzó con varios problemas para poder ponerla en operación ya que se dañó
un motor de los aereadores después se dañó un variador de la lavadora de lodos
(Alfa Laval) se retrasó el arranque de esta parte de la planta aproximadamente
tres semanas hasta que lograron poner en operación los equipos, después de po-
ner en operación la planta el mantener los equipos en perfecta operación ya que
los químicos que se manejan como ácidos, sosas, etc. Corroen los partes del
equipo y si no se realiza mantenimiento estos se empiezan a dañar y dejar fuera
de operación
.
Figura 1. Equipos en estado actual.
Dentro de los problema que se suscitaron fue que los equipos se encontraban
descuidados, sin pintar, por los químicos que se ocupan se encontraban con las
bases picadas y oxidadas, los manómetros se encontraban incompletos o tapados
con lodo, se tenían formatos de rutinas pero estaban revueltos los equipos con los
tableros, y había partes en donde se manejaba lubricación en los tableros, los tra-
bajos que se tenían que realizar había que cotizar primero, no se le daba un se-
guimiento constante, no se contaba con un formato de datos de motores como
números de baleros, amperaje de placa, código de motor, los proveedores tardan
en venir a revisar sus equipos y realizar las reparaciones correspondientes a los
servicios solicitados, había equipos que se encontraban en operación pero con
tornillería floja, incompletos, fuera de operación, no se contaba con un programa
de mantenimiento de los equipos ya que los mantenimientos que se realizaban a
los equipos eran correctivos y no preventivos.

44
El personal que opera la planta de tratamiento de aguas residuales sabe la opera-
ción pero no los mantenimientos a realizarse, que hacer en caso de fallas, cuales
son los principios de los fallas en los equipos las limpiezas que se deben realizar
en los equipos y porque, la toma de datos, la importancia de los historiales de fa-
llas de los equipos, de las refacciones, además con la herramienta que cuenta el
personal no es la adecuada para poder realizar las reparaciones de los equipos.
Desde la operación de la PTAR nunca se han realizados los mantenimientos a los
equipos ya que el personal de operación no sabía cómo realizarlos y para que el
personal de mantenimiento pudiera realizar las reparaciones de los equipos prime-
ro había que realizar un aviso de trabajo para que el jefe del área de servicios ge-
nerales lo pudiera programar y se pudiera realizar el trabajo pero con la implemen-
tación del mantenimiento autónomo se recuperara la operación de los equipos de
la PTAR y que el personal de mantenimiento realice las reparaciones mayores de
los equipos.
Figura 2. Estado actual de equipos
La operación de la PTAR es muy importante ya que por las auditorias de gestión
ambiental que se realizan en la planta se implemento para poder reducir el costo
de consumo de agua por parte de la planta en la operación ya que para la limpieza
de los equipos se desperdiciaba mucha agua y esta se enviaba al drenaje sin po-
der recuperar para el riego de las áreas verdes, los baños, etc., con la implemen-
tación de la operación de la PTAR se reduce el consumo del agua potable para
estas necesidades.

45
Figura 3. Estado actual de equipos
Así es como se encontraban algunos equipos antes de empezar a implementar el
mantenimiento autónomo en la PTAR y se comenzará a recuperar la operación de
estos equipos para que su operación sea al 100% y se pueda dar abasto al por-
centaje de agua a tratar.
Figura 4. Estado actual de equipos
Se realizarán algunas modificaciones al algunos equipos ya que su operación
consumen muchas refacciones y el costo es alto ya que se utilizan tres bandas por
equipo y hay que realizar cambio diario ya que se dañan constantemente y este
reduce la operación de la PTAR y retrasa el tratamiento del agua que se mandan
de las limpiezas de los equipos.
CAPÍTULO III PROPUESTA DE SOLUCIÓN AL PLANTEAMIENTO
DEL PROBLEMA
Los trabajos que se pretenden realizar para poder implementar el mantenimiento
autónomo durante la aplicación del proyecto serán muy importantes ya que esto
46
ayudará a recuperar la operación de la PTAR y la operación de los equipos, fallas
en los equipos, capacitación del personal para que aprenda a realizar los mante-
nimientos y saber la correcta operación de los equipos que se encuentran en su
área de trabajo, que hacer en caso de alguna falla en los equipos.
Cambio de manómetros del GEM, recuperación de manómetro de línea de agua
de alimentación de campo, cotizaciones para trabajos en la PTAR (cambio de tu-
bería de garza, cambio de reductor de rastras clarificador, cambio de cableado de
tablero de GEM, colocación de tubería de grúa, realización de formatos de rutinas
diarias de equipos, se tomaran datos de motores de PTAR para tener un concen-
trado de las refacciones, el proveedor, piezas que tiene el equipo, se pedirá pre-
sencia de proveedor para toma de datos de bombas de PTAR, se ajustarán varia-
dores de sopladores para que den más capacidad de operación de los sopladores,
se alinearán equipos como la bomba de lodos de clarificador, se revisan pendien-
tes de PTAR para eliminar paros de equipos, se revisa presión de bomba de ali-
mentación de agua a campo y se enseña a operador como recuperar nivel para
que bomba no trabaje en vació, se enseñará a mover en manual parámetros de
variador de sopladores a operadores y saber datos básicos, se capacitará al per-
sonal de planta de tratamiento de aguas residual en el mantenimiento que se debe
de dar a los equipos de proceso y que actividades deberá realizar para mantener
en correcta operación, se realizará programa de mantenimiento anual a equipos
de la PTAR, se realizarán formatos de actividades que deben realizar durante las
inspecciones a los equipos de la PTAR, se realizará cambio de moto reductor de
rastras de clarificador ya que el que se tiene desde su inicio de operación de la
PTAR no se le da mantenimiento, se recuperará bomba de clorador ya que no la
tenía porque se bajo para poder darle mantenimiento.
Se pretende colocar nodos de toma de amperaje a cada uno de los motores y su
carátula correspondiente para que el persona no tenga la necesidad de abrir los
tableros y tome los datos de las lecturas desde el exterior de los tableros, se do-
tará de herramienta necesaria para poder realizar los mantenimientos a los equi-
pos y puedan resolver los problemas sin necesidad de pedir apoyo al personal de
mantenimiento en caso de ser trabajos que puedan resolver personalmente.
dentro de los trabajos que se realizarán en el proyecto es importante saber que el
personal estará mejor capacitado en los cuidados de los equipos, los manteni-
mientos que debe realizar, el uso de herramientas mecánicas, eléctricas, el llena-
do de formatos de rutinas, la importancia de tener datos históricos de fallas de los
equipos, refacciones de equipos, datos de motores.
El personal será capaz de poder identificar posibles fallas en los equipos
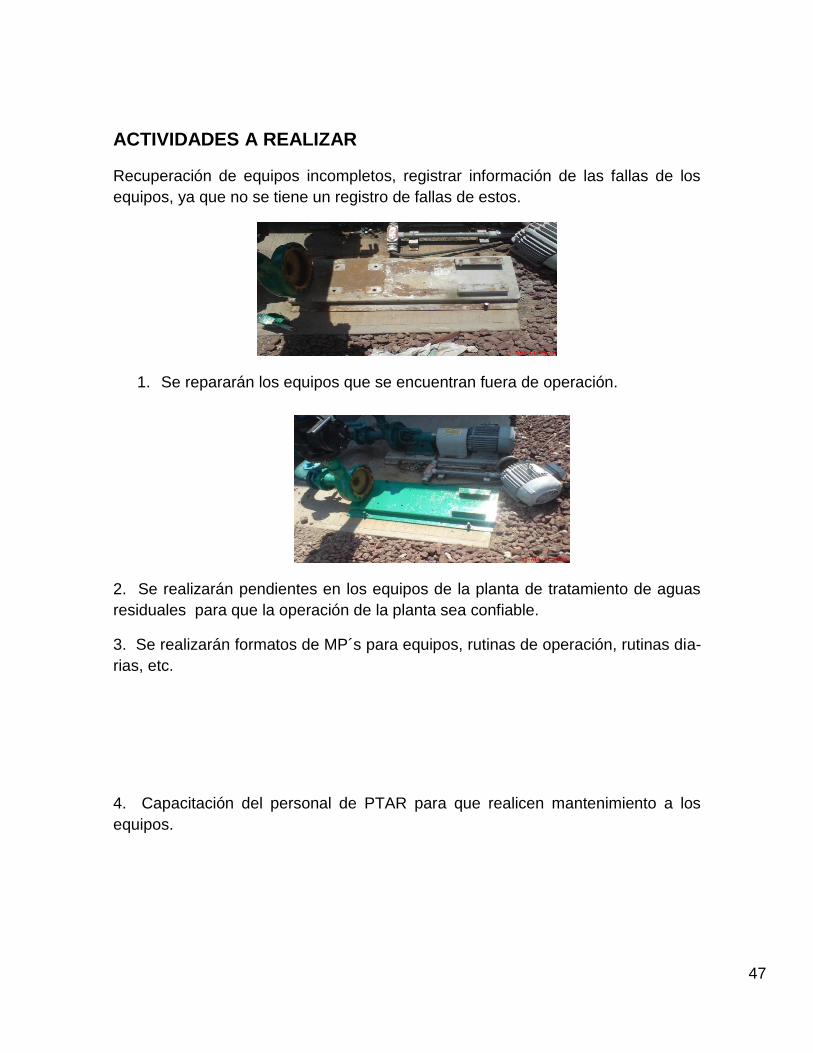
47
ACTIVIDADES A REALIZAR
Recuperación de equipos incompletos, registrar información de las fallas de los
equipos, ya que no se tiene un registro de fallas de estos.
1. Se repararán los equipos que se encuentran fuera de operación.
2. Se realizarán pendientes en los equipos de la planta de tratamiento de aguas
residuales para que la operación de la planta sea confiable.
3. Se realizarán formatos de MP´s para equipos, rutinas de operación, rutinas dia-
rias, etc.
4. Capacitación del personal de PTAR para que realicen mantenimiento a los
equipos.

48
5. Se llevará un registro de fallas en los equipos, horas trabajadas de la PTAR,
registro de refacciones de los equipos, registro de los variadores de la PTAR.
CAPACITACIÓN QUE SE DARÁ A PERSONAL DE PTAR:
1. Alineación de bombas
2. Reparación de motores de CD (corriente directa)
3. Toma de datos de amperaje, voltaje y continuidad en motores.
49
4. Verificación de operación de equipos mediante el método de inspección visual
5. Inspección de baleros por medio de estetoscopio
6. Toma de temperaturas de motores con termómetro (raiteck)
7. Detección de posibles fallas en los equipos
8. Lubricación de equipos, recuperación de aceite en reductores
9. Se explican partes del motor por piezas
CAPÍTULO IV ESTUDIO COSTO-BENEFICIO

50
Una forma muy empírica de estimar los costos que ocasionará la implementación
de un programa de TPM es considerar el tiempo asignado a los empleados para
desarrollar labores de TPM, por ejemplo 2 horas diarias y multiplicarlas por el
número de empleados involucrados: esto constituirá el 50% del Costo. Se asume
otro costo igual, o sea, otro 50% distribuido en 30% para gastos de materiales pa-
ra modificación de equipos, o sea, corrección de daños y un 20% para gastos de
consultaría, educación y entrenamiento
Gráfico 1. Tabla costo estimado
COSTO Y BENEFICIO DEL PROYECTO
El costo-beneficio es una lógica o razonamiento basado en el principio de obtener
los mayores y mejores resultados al menor esfuerzo invertido, tanto por eficiencia
técnica como por motivación humana. Se supone que todos los hechos y actos
pueden evaluarse bajo esta lógica, aquellos dónde los beneficios superan el coste
son exitosos, caso contrario fracasan.
El análisis de costo-beneficio es un término que se refiere tanto a:
• Una disciplina formal (técnica) a utilizarse para evaluar, o ayudar a evaluar, en el
caso de un proyecto o propuesta, que en sí es un proceso conocido como evalua-
ción de proyectos.
• Un planteamiento informal para tomar decisiones de algún tipo, por naturaleza
inherente a toda acción humana.
Costos Estimados Para
Implementar T.P.M.
0
10
20
30
40
50
60
70
80
90
100
Consultoría
Educación y
Entrenamiento
Mano de Obra Modificación de
Equipos
Por
cent
ajes

51
Bajo ambas definiciones el proceso involucra, ya sea explícita o implícitamente, un
peso total de los gastos previstos en contra del total de los beneficios previstos de
una o más acciones con el fin de seleccionar la mejor opción o la más rentable.
Muy relacionado, pero ligeramente diferentes, están las técnicas formales que in-
cluyen análisis coste-eficacia y análisis de la eficacia del beneficio.
El análisis de costo-beneficio es una herramienta de toma de decisiones para des-
arrollar sistemáticamente información útil acerca de los efectos deseables e indis-
pensables de los proyectos públicos. En cierta forma, podemos considerar el aná-
lisis de costo-beneficio del sector público como el análisis de rentabilidad del sec-
tor privado. En otras palabras, el análisis de costo-beneficio pretende determinar si
los beneficios sociales de una actividad pública propuesta superan los costos so-
ciales. Estas decisiones de inversión pública usualmente implican gran cantidad
de gastos y sus beneficios se esperan que ocurran a lo largo de un período exten-
so.
El esquema general para el análisis de costo-beneficio se puede resumir de la si-
guiente manera:
1. Identificar los beneficios para los usuarios que se esperan del proyecto.
2. Cuantificar en la medida de lo posible, estos beneficios en términos monetarios,
de manera que puedan compararse diferentes beneficios entre sí y contra los cos-
tos de obtenerlos.
3. Identificar los costos del patrocinador.
4. Cuantificar, en la medida de lo posible, estos costos en términos monetarios
para permitir comparaciones.
5. Determinar los beneficios y los costos equivalentes en el período base, usando
la tasa de interés apropiada para el proyecto.
6. Aceptar el proyecto si los beneficios equivalentes de los usuarios exceden los
costos equivalentes de los promotores (B>C).
Beneficios (B): Ventajas experimentadas por el propietario.
Beneficios negativos (BN): Desventajas para el propietario cuando el proyecto bajo
consideración es implementado.
Costos (C): Gastos anticipados por construcción, operación, mantenimiento, etc.,
menos cualquier valor de salvamento.
Costos:

52
De una sola ocurrencia
Recurrentes, periódicos, esporádicos
Beneficios:
Se van recibiendo conforme pasa el tiempo
El análisis debe hacerse para un periodo de tiempo
Tres años, por ejemplo
Una de las fórmulas utilizadas el cálculo de toma de decisiones es:
COSTO
= >1
BENEFICIO
Si el valor obtenido es mayor que uno el proyecto será aceptable y con buenos
resultados y la implementación del proyecto dará buenos frutos en los resultados
económicos de la empresa.
En los próximos años México enfrentará los problemas derivados del crecimiento
de la demanda y la sobreexplotación y escasez del agua, y de no atenderse, pue-
den imponer límites al desarrollo económico y al beneficio social del país.
Ante ello, se requieren acciones para utilizar el agua de manera eficiente, garanti-
zando el desarrollo sustentable y la preservación del medio ambiente.
En este sentido, uno de los ejes rectores del Plan Nacional de Desarrollo (PND)
para los próximos cinco años es la sustentabilidad ambiental, es decir, la adminis-
tración eficiente y racional de los recursos naturales, de manera tal que sea posi-
ble mejorar el bienestar de la población actual sin comprometer la calidad de vida
de las generaciones futuras.
En específico, uno de los objetivos del PND es el manejo integral y sustentable del
agua y una de sus estrategias la expansión de la capacidad de tratamiento de
aguas residuales en el país y el uso de aguas tratadas. La meta para el año 2012
en cuanto a la cobertura de tratamiento de aguas residuales es alcanzar por lo
menos el 60% de las aguas colectadas. Esta meta implica la evaluación socioe-

53
conómica y ejecución de numerosos proyectos de Plantas de Tratamiento de
Aguas Residuales (PTAR), en los próximos cinco años en todo el país.
La evaluación socioeconómica de proyectos de inversión permite asegurar que los
recursos públicos se utilicen de forma eficiente y tengan una alta rentabilidad so-
cial y económica que impulsen el desarrollo regional, sectorial y nacional.
Por lo anterior, para facilitar la elaboración y presentación de los análisis costo y
beneficio de proyectos de PTAR, la Unidad de Inversiones de la Secretaría de
Hacienda y Crédito Público pone a disposición de los organismos operadores de
agua la presente guía haciendo específicos los requerimientos que se plasman de
manera general en los “Lineamientos para la elaboración y presentación de los
análisis costo y beneficio de los programas y proyectos de inversión”.
ALTERNATIVAS DE SOLUCIÓN.
Analizar las alternativas que pudieran resolver la problemática señalada,
Identificando y explicando sus características técnicas, económicas y legales,
Así como las razones por las que no fueron seleccionadas.
Se debe de asegurar que la alternativa elegida cumpla con la remoción de
Contaminantes exigida y que permita cumplir con la normatividad ambiental
Correspondiente.
Realizar un resumen de las alternativas de solución analizadas con la
Si las alternativas presentan la misma vida útil, deberá seleccionarse aquélla que
tenga el menor Valor Presente de Costos (VPC).
Si las alternativas técnicas de solución tienen diferente vida útil, el horizonte de
evaluación deberá fijarse al mínimo común múltiplo de las vidas útiles de las alter-
nativas analizadas y deberá elegirse la que presente el menor Costo Anual
Equivalente (CAE).
VIDA ÚTIL DEL PROYECTO.
Este proyecto está programado para poder realizarse de dos a tres años y se des-
tina poder realizar la recuperación de los equipos de operación, para poder dismi-
nuir los costos de mantenimiento de los equipos y para que el personal que opera

54
los equipos aprenda los cuidados de los elementos que tiene en su lugar de traba-
jo y a la vez resolver los problemas.
Unos de los beneficios más importantes que resuelve la problemática del proyecto
es la capacitación del personal de producción ya que desde la operación de los
equipos no se pudo capacitar al personal en los cuidados que se debieron tener
para poder mantener en buen estado y operando los equipos, sino se capacito en
la operación y proceso al de tratamiento de agua residual.
También un punto importante es el aumento de producción de tratamiento de agua
residual ya que anteriormente se trataba el agua que se ocupaba en el lavado de
los equipos de producción y con las modificaciones que se realizaron en los equi-
pos se aumenta la producción de tratamiento de agua.
El personal de la empresa BARCEL está siempre en constante capacitación para
las mejoras de los procesos sean de producción, mantenimiento, sanidad, jefes
para que siempre sepan los procesos e innovaciones de los procesos, se dio una
importante capacitación sobre el mantenimiento autónomo de la PTAR ya que es
un punto importante de operación y cuidado del agua, se enseño al personal la
importancia del cuidado de los equipos para que no se tengan problemas, la cap-
tura de datos y lo importante de tener un historial de fallas, de refacciones de los
equipos, los datos ya que si no se tienen estos datos nos podría afectar en una
auditoria ya sea interna o externa.
ASPECTOS MÁS RELEVANTES DEL PROYECTO.
Este proyecto se decidió realizar en la Planta de tratamiento de aguas residuales
de la empresa BARCEL, ya que por cuestiones de auditorías y otorgamiento de
premios de empresa limpia fue muy importante la realización de el proceso de tra-
tamiento de agua residual ya que la empresa por ser parte importante de un grupo
como BIMBO la empresa BARCEL está comprometida con el cuidado del medio
ambiente y el cuidado del agua y la protección del Planeta, por eso siempre se
busca innovar en los procesos y las mejoras.
SITUACIÓN DEL PROYECTO
Dentro del proceso del agua residual el producto terminado se ocupará en el riego
de las áreas verdes que se encuentran dentro de la empresa y si es necesario y lo

55
pide el Municipio se podrán dotar pipas de esta agua para riego de áreas verdes
en los municipios aledaños al Parque industrial.
COSTOS DE OPERACIÓN
CONCEPTO TOTAL
PERSONAL $5,533.20
ENERGÍA $10,701.55
QUÍMICOS $21,858.13
MANEJO DE LODOS $2,250.00
LABORATORIO QUÍMICO $3500.00
TOTAL $ 43,842.88
TPE/DIC 70.00 m3 Agua tratada
Costo por metro cúbico de agua tratada. $50.83 793.7
Costo por metro cúbico de agua potable 7.1623 793.7
Beneficio $19.17 $15,216.12
TPE: Toneladas de producto entregado
DIC: Diciembre
GRÁFICO DE CONSUMO DE AGUA

56
CONTRA PROCESO DE TRATAMIENTO
* Todas las gráficas están determinadas por las toneladas de producto entregado
por parte de la planta
COSTOS DE PROYECTO BENEFICIOS PROYECTO
COMPRA DE HERRAMIENTA 1. PERSONAL MEJOR CAPACITADO
REPARACIÓN DE EQUIPOS DE PROCESO 2. REDUCCIÓN DE PAROS DE EQUIPOS
CAPACITACIÓN DE PERSONAL 3. MEJORAS EN LOS PROCESOS.
CAMBIO DE REFACCIONES EN EQUIPOS 4. MAYOR CAPACIDAD DE PRODUCCIÓN
COLOCACIÓN DE EQUIPOS PARA TOMA DE
AMPERAJES (SEGURIDAD)
5. PROGRAMACIÓN DE LOS
MANTENIMIENTOS
REPARACIÓN DE ALFA LAVAL 6. HISTORIALES DE FALLAS,
RUTINAS,REFACCIONES, ETC.
MODIFICACIONES DE EQUIPOS PARA
MEJORAS DE PROCESOS. 7. MAYOR VIDA ÚTIL DE LOS EQUIPOS
0.00 500.00
1,000.00 1,500.00 2,000.00 2,500.00 3,000.00 3,500.00 4,000.00
Enero
Fe
bre
ro
Marz
o
Abril
Mayo
Junio
Ju
lio
Agosto
Septie
mbre
Octu
bre
Novie
mbre
Dic
iem
bre
Mes
Consumo de agua vs TPE
TPE
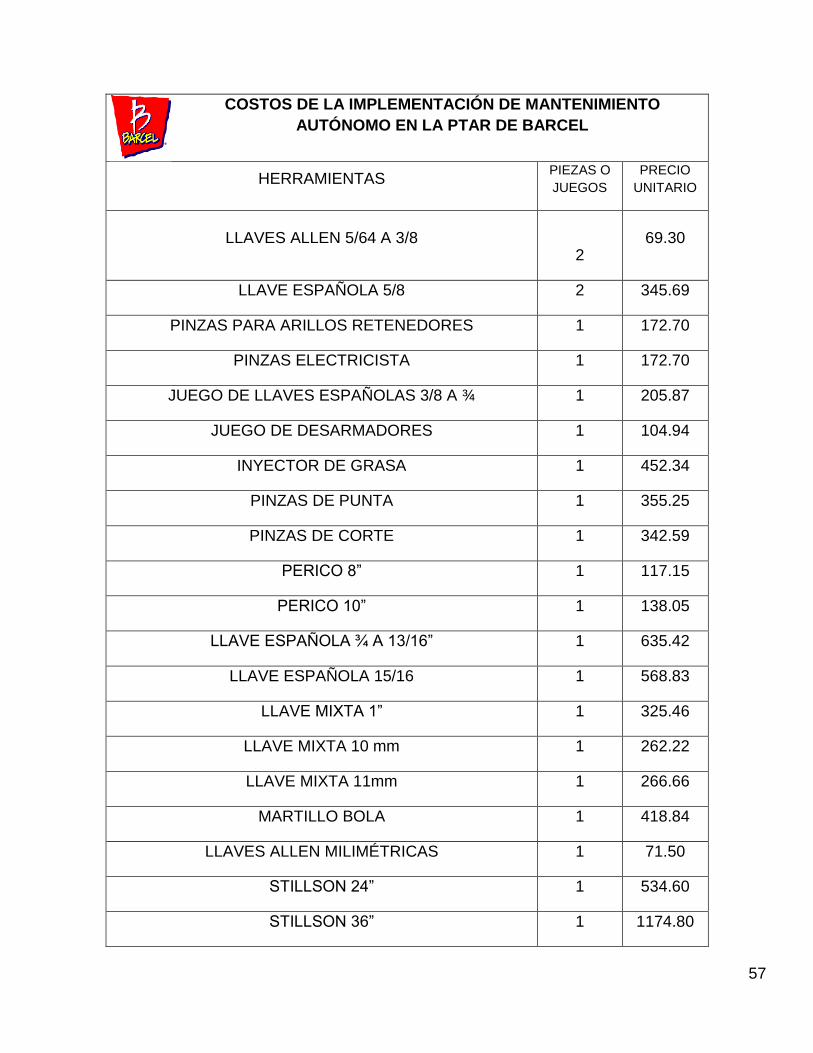
57
COSTOS DE LA IMPLEMENTACIÓN DE MANTENIMIENTO
AUTÓNOMO EN LA PTAR DE BARCEL
HERRAMIENTAS PIEZAS O
JUEGOS
PRECIO
UNITARIO
LLAVES ALLEN 5/64 A 3/8
2 69.30
LLAVE ESPAÑOLA 5/8 2 345.69
PINZAS PARA ARILLOS RETENEDORES 1 172.70
PINZAS ELECTRICISTA 1 172.70
JUEGO DE LLAVES ESPAÑOLAS 3/8 A ¾ 1 205.87
JUEGO DE DESARMADORES 1 104.94
INYECTOR DE GRASA 1 452.34
PINZAS DE PUNTA 1 355.25
PINZAS DE CORTE 1 342.59
PERICO 8” 1 117.15
PERICO 10” 1 138.05
LLAVE ESPAÑOLA ¾ A 13/16” 1 635.42
LLAVE ESPAÑOLA 15/16 1 568.83
LLAVE MIXTA 1” 1 325.46
LLAVE MIXTA 10 mm 1 262.22
LLAVE MIXTA 11mm 1 266.66
MARTILLO BOLA 1 418.84
LLAVES ALLEN MILIMÉTRICAS 1 71.50
STILLSON 24” 1 534.60
STILLSON 36” 1 1174.80

58
FLEXÓMETRO 5 METROS 1 19.91
LÁMPARA DE MANO 1 325.92
PINZAS DE PRESIÓN 1 84.96
TERMÓMETRO DIGITAL 1 2976.60
ANALIZADOR DE VIBRACIONES 1 30903.85
MULTÍMETRO DIGITAL 1 3830.36
ESTETOSCOPIO PARA MECÁNICO 1 199.22
COSTO TOTAL DE HERRAMIENTA $ 45,075.73
ANÁLISIS DE COSTO - BENEFICIO DEL PROYECTO
La gestión del mantenimiento que se ha planteado en el Proyecto, debido a que
la Planta de tratamiento de aguas residuales, no cuenta con un programa de man-
tenimiento preventivo a los equipos, el beneficio que dará este Proyecto, es evitar
los paros no deseados, lo cual causa problemas en el proceso de tratamiento del
agua, esto mejorará el funcionamiento y durabilidad de la maquinaria teniendo
como resultado una mayor eficiencia en los procesos y un desempeño óptimo.
Además, este Plan de mantenimiento ha ayudado a minimizar el porcentaje de
fallas que se pueden dar en el funcionamiento de las instalaciones y a su vez dis-
minuir el costo de reparaciones y mantenimiento de la maquinaria.

59
CONCLUSIONES
Dentro de la planta de tratamiento de agua residual se mejoró el proceso, ya que
con las modificaciones que se han realizado a los equipos y la recuperación de los
que se encontraban incompletos, esto se pudo lograr; la capacitación del personal
que opera esta área fue muy importante ya que se reducirá mucho el tiempo de
que tardaba el personal de mantenimiento en atender los llamados, ya que con la
capacitación que se le dio al personal ellos mismos podrán realizar los trabajos y
poner en operación los equipos
Dentro de las satisfacciones personales que aprende uno, es que la información
aprendida dentro de las aulas de la escuela se pudo compartir con las personas
del centro laboral y saber que esa información fue muy útil para ellos, el trato que
se da a las personas también es importante, el manejo de personal, el poder re-
solver las dudas que tenían con respecto a los equipos y ver la importancia que le
dieron a la capacitación es de gran relevancia, ya que cuando no se encontraba el
personal completo, se pedía a la persona a quien se le enseño, que le explicara a
su compañero y que se le apoyaría en lo que tuviera duda.
"TPM es un proceso de transformación para la alta productividad"
Es un concepto nuevo en cuanto al envolvimiento del personal productivo en el
mantenimiento de plantas y equipos. La meta del TPM es incrementar notable-
mente la productividad y al mismo tiempo levantar la moral de los trabajadores y
su satisfacción por el trabajo realizado. Se emplean muchas herramientas en
común, como la delegación de funciones y responsabilidades cada vez más altas
en los trabajadores, la comparación competitiva, así como la documentación de
los procesos para su mejoramiento y optimización.
Hoy con una competitividad mayor que nunca antes, es indudable que el TPM es
la diferencia entre el éxito o el fracaso para muchas empresas. Ha queda demos-
trada su eficacia no sólo en plantas industriales, también en la construcción, el
mantenimiento de edificios, transportes y varias otras actividades incluidos varios
deportes (NT).
Los empleados de todos los niveles deben ser educados y convencidos de que
TPM no es "el programa del mes", sino que es un plan en el que los más altos ni-
veles gerenciales se hallan comprometidos para siempre, incluida la gran inversión
de tiempo mientras que dure su implementación. Si cada quien se compromete
como debe, los resultados serán excelentes comparados con la inversión realiza-
da.

60
El verdadero "secreto" del TPM está en la práctica disciplinada de métodos de
análisis que ayuden a:
• Aumentar el conocimiento de todo el personal sobre los equipos y procesos
• Conservar y transferir el conocimiento existente en todos los sitios de la
planta
• Ayudar a innovar permanentemente la organización
• Eliminar todo tipo de despilfarro existente en una planta industrial
La búsqueda de una más eficaz y eficiente utilización de las máquinas y equipos
hace menester tanto su planificación, como la capacitación del personal, pero para
ello es fundamental que antes los directivos tomen conciencia de todos lo que está
en juego a tras de un excelente sistema de mantenimiento.
Tanto sea a nivel industrial cómo de servicios, tanto los costos, como la producti-
vidad, la calidad, la seguridad, la satisfacción del cliente y el cumplimiento de pla-
zos dependen en gran medida del no sólo buen funcionamiento de los equipos
sino del muy buen funcionamiento que de ellos pueda obtenerse.
Cómo en el caso del control de calidad, incrementar los costos en materia preven-
tiva termina generando no sólo un menor coste total de mantenimiento, sino tam-
bién un menor coste total.
La notable importancia que tiene el TPM en la eliminación de desperdicios le con-
fiere un lugar especial tanto en el Sistema Kaizen como en el Sistema Just in Ti-
me. Todavía una multitud de pequeñas y medianas empresas no han sabido tomar
en debida consideración la gran importancia que tiene para el mejoramiento de
sus resultados económicos la implementación de sistemas destinados a mejorar el
mantenimiento de los equipos, el cambio rápido de herramientas, la reducción de
los tiempos de preparación, la mejora del layout en la planta y oficinas, el mejora-
miento en los niveles de calidad, el control y reducción en el consumo de energía,
la mayor participación de los empleados vía círculos de control de calidad, círculos
de incremento de productividad y sistemas de sugerencias entre otros.
Son numerosas las armas de las cuales pueden disponer las pequeñas y media-
nas empresas, y notables los resultados que de ellas pueden obtener.
Un mejor mantenimiento implica no sólo reducir los costes de reparaciones y los
costes por improductividades debidos a tiempos ociosos, sino también elimina la
necesidad de contar con inventarios de productos en proceso y terminados desti-
nados a servir de “colchón” ante las averías producidas.

61
Al mejorar los servicios a los clientes y consumidores reduce la rotación de estos y
reduce el coste de obtención de nuevos clientes, facilitando las ventas de bienes y
servicios con carácter repetitivo. Por supuesto que un mejor mantenimiento alarga
la vida útil del equipo, como así también permite un mejor precio de reventa. El
mejor funcionamiento de las máquinas no sólo evita la generación de productos
con fallas, también evita la polución ambiental, elimina los riesgos de accidentes y
con ellos disminuye los costes del seguro, reduce o elimina los niveles de conta-
minación y las consecuente multas, incrementa los niveles de productividad, y por
tanto los costes de producción.
Todos estos son motivos más que suficientes para considerar muy seriamente su
implantación.
Cabría hacerse la pregunta de ¿por qué existiendo instrumentos o metodologías
tan significativas para mejorar los rendimientos de las empresas, las mismas no
son utilizadas? Las razones son numerosas y exponerlas lleva a la necesidad de
otras investigaciones y exposiciones, pero entre las principales tenemos: una vi-
sión corto placista en la cual se privilegia la obtención de utilidades inmediatas en
oposición a la generación sostenida de beneficios a mediano y largo plazo, un se-
gundo factor tiene que ver con la supervivencia de paradigmas taylorianos y fordis-
ta propios de otra era del proceso económico productivo. Y un tercer y último fac-
tor a mencionar cómo importante es la tradicional resistencia al cambio.

62
RECOMENDACIONES
Las recomendaciones que se hacen es que para poder cumplir al 100% el pro-
grama de mantenimiento por parte del personal que opera la planta de tratamiento
de aguas residuales es que se dediquen especialmente a la operación de esta
área ya que como les falta personal de sanidad tiene que cubrir limpiezas en los
equipos de producción y descuidan esta área
Platicar con el mismo personal para que estén enterados de los beneficios que
traerá la implementación del mantenimiento autónomo ya que en comentarios rea-
lizados por ellos es que anteriormente se trato de implementar esto pero por falta
de sus compañeros esto no se puede concretar al máximo.
Realizar las rutinas diarias por parte del personal de operación de los equipos ya
que solo así se darán cuenta de las fallas de los equipos y que necesidades tiene
no solo en la operación, sino también en las instalaciones.
Realizar los trabajos como están estipulados en el programa de mantenimiento
anual que se realizó para poderlo cumplir al máximo.
Una recomendación importante que se externa, es que se realizará un gasto al
inicio de la implementación del Proyecto, pero será un gran beneficio para la pro-
ducción de agua residual, ya que el personal estará bien capacitado para poder
realizar los trabajos y reducir los costos de mantenimiento.

63
ANEXOS
ANEXO 1
FOTOS DE PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES DE
BARCEL, S.A. DE C.V.
Imagen A. Instalaciones PTAR 1
Imagen B. Instalaciones PTAR 2

64
Imagen C. Instalaciones PTAR 3
Imagen D. Agua tratada PTAR 4

65
Imagen E. Clorador PTAR 5
Imagen F. Digestor de lodos PTAR 6
Imagen G. Digestor de lodos PTAR 7
66
Imagen G. Instalaciones PTAR 8
Imagen H. Instalaciones PTAR 9

67
ANEXO 2
ANTECEDENTES HISTÓRICOS DE INSPECCIÓN VISUAL
La inspección visual fue el primer método de Pruebas no Destructivas empleado
por el hombre. Hoy en día, la inspección visual se encuentra entre los principales
procedimientos de inspección para detectar y evaluar discontinuidades. Desde sus
orígenes, se ha desarrollado una variedad de técnicas difíciles y complejas,
además de realizar variadas investigaciones de óptica.
Los accesorios que son utilizados para observar el interior de objetos son llama-
dos “endoscopios”, que viene de las palabras Griegas “ver el interior”. En la actua-
lidad el término “endoscopio” se aplica a instrumentos médicos. Los endoscopios
industriales son llamados “boroscopios”, porque originalmente fueron utilizados en
aperturas de máquinas y huecos tales como los cañones de armas.
En 1806, PhilippBozzini de Frankfurt anuncia el invento de su “Lichtleiter” (pa-
labra en Alemán para “luz guiada”), que fue utilizado para rastreos médicos. Este
accesorio es considerado como el primer endoscopio.
En 1876, se desarrolla el primer cistoscopio práctico, para observar la vejiga
humana. Dos años después, Edison introduce una luz incandescente.
Los cistoscopios contenían lentes simples, que fueron reemplazados rápidamente.
En 1900 Reinhold Wappler revoluciona el sistema óptico y produce el primer mo-
delo en Estados Unidos. Más tarde, fue introducido el sistema de observación late-
ral, que tuvo gran utilidad en aplicaciones médicas e industriales. También, fueron
desarrollados los sistemas de visión directa y retrospectiva para utilizarse con el
cistoscopio.
Los boroscopios e instrumentos para Pruebas no Destructivas tienen el mismo
diseño básico utilizado en los cistoscopios.
En 1921, en Estados Unidos, la Compañía Westinghouse encomienda a George
Crampton desarrollar un accesorio que pudiera utilizarse para observar disconti-
nuidades dentro del rotor de una turbina de vapor.
En 1932, se fabrica el gastroscopio flexible, originalmente considerado para ob-
servar el interior de las paredes del estómago. El instrumento consistía de una
sección rígida y una flexible. Los boroscopios flexibles para uso industrial han sido
construidos más resistentes, para uso rudo, por ejemplo, tienen tubos flexibles de
acero, en lugar de hule, en el tubo exterior de la porción flexible.

68
APLICACIONES
La inspección visual es el primer paso de cualquier evaluación. En general, las
Pruebas no Destructivas establecen como requisito previo realizar una inspección
visual, normalmente lo primero que decimos es “déjame ver cómo está (la apa-
riencia de un objeto)”.
Para muchos objetos, la inspección visual es utilizada para determinar:
Cantidad, Tamaño, Forma o configuración, Acabado superficial, Reflectividad (re-
flexión), Características de color, Ajuste, Características funcionales, La presencia
de discontinuidades superficiales,
En general, las inspecciones visuales son utilizadas para dos propósitos:
1) La inspección de superficies expuestas o accesibles de objetos opacos (inclu-
yendo la mayoría de ensambles parciales o productos terminados)
2) La inspección del interior de objetos transparentes (tales como vidrio, cuarzo,
algunos plásticos, líquidos y gases).
La industria de la energía, petroquímica, transporte y de infraestructura, donde
existen ambientes corrosivos, temperatura o donde es contenida presión, requie-
ren comprobaciones visuales.
En ocasiones, se realizan registros fotográficos. Las placas fotográficas procesa-
das pueden ser evaluadas visualmente o fotoeléctricamente. Algunas aplicaciones
tienen la ventaja, por la habilidad de la película fotográfica, para integrar señales
de baja energía sobre periodos largos de tiempo. La película fotográfica puede
seleccionarse para cumplir con condiciones específicas de la inspección como
sensibilidad y velocidad.
VENTAJAS
Las principales ventajas de la inspección visual son:
Casi todo puede ser inspeccionado, en cierto grado
Puede ser de muy bajo costo
Se puede recurrir a equipo relativamente simple
Se requiere un mínimo de entrenamiento
Amplio alcance en usos y en beneficios.

69
LIMITACIONES
Las principales limitaciones de la inspección visual son:
Solamente pueden ser evaluadas las condiciones superficiales
Se requiere una fuente efectiva de iluminación
Es necesario el acceso a la superficie que requiere ser inspeccionada

70
ANEXO 4
DIAGRAMA DE FLUJO PTAR SISTEMA DE TRATAMIENTO DE AGUA
RESIDUAL

71
ANEXO 5
HOJA DE INFORMACIÓN DE PRODUCTOS MOBIL LUX EP
Grasas industriales de extrema presión
Descripción del producto
Las Mobilux EP son grasas multipropósito de extrema presión especialmente di-
señadas para resistir desde cargas normales de trabajo hasta cargas extremada-
mente fuerte, así como también temperaturas extremas, humedad, o lavado por
agua, corrosión, y herrumbre.
Aplicaciones.
Las Mobilux EP son grasas que se recomiendan para la lubricación de cojinetes,
rodamientos, y superficies deslizantes que operan bajo condiciones de servicio
normal hasta severo en aplicaciones industriales.
Son especialmente indicadas donde existen cargas elevadas o de impacto. Tam-
bién se recomiendan para la lubricación de coplees flexibles en algunos casos
también pueden usarse en la lubricación de engranes cuando el diseño y condi-
ciones lo requieren.
Las Mobilux EP 0 y EP 1 se recomiendan para sistemas centralizados, debido a su
textura suave y buenas características de bombeabilidad a bajas temperaturas.
Las Mobilux EP son especialmente recomendables para la lubricación de máqui-
nas de papel, equipo de mina, plantas, quebradoras de mineral, y donde las con-
diciones de humedad son comunes.
Beneficios.
1. Lubricación eficaz bajo cargas pesadas o de impacto
2. Buena adhesividad bajo condiciones críticas de operación
3. Excelente protección contra el desgaste
4. Buena resistencia a la oxidación
5. Resistencia al lavado por agua
6. Protección contra la herrumbre y corrosión
7. Reducción de inventarios, debido a su capacidad para usos múltiples

72
Salud y seguridad:
Basados en la información toxicológica disponibles se han establecido que estos
productos no causan efectos adversos significativos a la salud cuando son mane-
jados o usados apropiadamente. No es necesario tomar precauciones especiales
adicionales a las buenas prácticas de higiene personal, las cuales incluyen evitar
el contacto prolongado o repetido con la piel.
Un boletín con información detallada de salud y seguridad puede ser obtenido a
través de su representante o distribuidor autorizado Mobil.
Características típicas
Mobilux EP Método de
prueba No 0 No 1 No 2 No 3
Grado NLGI ASTM-D-217 0 1 2 3
Color visual Ámbar Ámbar Ámbar ámbar
Textura ……… Suave Suave Suave Suave
Tipo de jabón ……….. Litio Litio Litio Litio
Penetración trabajada a
25°C ASTM-D-217 355/385 310/340 265/295 220/250
Prueba de herrumbre ASTM-D-1743 Pasa Pasa pasa Pasa
Viscosidad a 40°C cst ASTM-D-445 150 150 150 150
Carga Timken, ok, kg. (lb) ASTM-D-2509 18 (40) 18 (40) 18 (40) 18 (40)
Estabilidad mecánica, %
de cambio con 10000 gol-
pes máx.
ASTM-D-1831 10 10 10 10
Hoja de seguridad de materiales
Identificación del producto y la compañía.
Mobilux EP 2
Proveedor: Mobil Oíl de México, S.A. de C.V.

73
Poniente 146 No 760
Col. Ind. Vallejo
Delegación Azcapotzalco
CP 02300, México D. F., México
Composición e información de ingredientes
Nombres químicos y sinónimos del producto: hidrocarburos del petróleo y aditivos
Ingredientes considerados como peligrosos para la salud:
Este producto no es considerado peligroso para la salud de acuerdo con la Directi-
va de la Unión Europea sobre Preparaciones y Sustancias Peligrosas. Ver sección
15 para el análisis regulatorio de los ingredientes.
Para información sobre etiquetado europeo ver sección 15
Identificación de riesgos
Efectos por sobre exposición: no es peligroso para la salud
Procedimientos para primeros auxilios
Contacto ocular: lavar bien con agua, si persiste la irritación acudir con el medico
Contacto dérmico: lavar las zonas de contactos con agua y jabón, la inyección ac-
cidental a alta presión a través de la piel requiere atención médica inmediata para
efectuar, en su caso, una incisión, irrigación, o desbridamiento.
Inhalación: no existe evidencia suficiente que demuestre que este producto pueda
ocasionar problemas.
Ingestión: no existe evidencia suficiente que demuestre que este producto origine
problemas, sin embargo, si se ha ingerido, acudir al servicio de urgencias de un
hospital o llamar al sistema de emergencia en transporte para la industria química
(SETIQ). No debe provocar el vomito ni administrarse nada por vía oral a una per-
sona inconsciente.
Procedimiento en caso de incendio:
Medios de extinción: dióxido de carbono, espuma, polvo seco y neblina de agua.

74
Procedimientos especiales de lucha contra el fuego. El agua o la espuma pueden
producir una espumación excesiva, debe emplearse agua para mantener fríos los
recipientes expuestos al fuego.
Puede emplearse neblina de agua para arrastrar los derrames evitando su exposi-
ción al fuego. Evitar que los medios utilizados para apagar el fuego o para enfriar
recipientes entren en vías de agua, alcantarillado, o sistemas de agua potable.
Equipo de protección especial: para incendios en lugares cerrados, los bomberos
deberán utilizar equipos de respiración autónoma.
Riesgos poco usuales de incendio y explosión: ninguno. Punto de inflamación,
grados C (F): >204(400) (estimado, COC) limites de inflamabilidad LEL (límite infe-
rior de explosividad): NA, UEL (límite superior de explosividad) NA.
Identificación del riesgo según la NFPA: salud: 0, inflamabilidad: 1, reactividad: 0
Productos de descomposición peligrosos: monóxido de carbono, óxidos metálicos,
óxidos de elementos obtenidos en el producto.
Procedimientos en caso de fugas o derrames.
Procedimientos de notificación: en caso de derrames que pudieran llegar a vías de
agua de cualquier clase y accidentes o derrames en carreteras, se solicitara apoyo
al centro nacional de comunicaciones (CENACOM) y/o al sistema de emergencias
en transporte para industria química (SETIQ), así mismo en cumplimiento de las
normas establecidas debe informarse a las autoridades competentes .
Procedimientos para caso de fugas o derrame de material: recoger con pala para
conducirlo a una instalación de eliminación de residuos de acuerdo con las carac-
terísticas del producto y con las leyes y reglamentos vigentes en el momento de la
eliminación.
Precauciones ambientales: evitar que los derrames entren en los drenajes de la
red de alcantarillado y contaminen el suelo.
Manejo y almacenamiento.
Manejo: inyección de aceite a alta presión bajo la piel puede ocurrir como resulta-
do del escape de aceite presurizado en líneas hidráulicas dañadas.
Requerir siempre atención medica.
Almacenamiento: no almacenar en recipientes abiertos o sin identificación. Alma-
cenarlo lejos de agentes oxidantes fuertes o de material combustibles.

75
Medidas de protección personal y límites de exposición.
Ventilación: no se exigen requisitos especiales en condiciones normales de uso y
con ventilación suficiente.
Protección respiratoria: en condiciones normales de uso y con ventilación suficien-
te, no se exige ningún requisito especial.
Protección ocular por lo general, es poco probable que este tipo de material entre
en contacto con los ojos. De no ser así deberán utilizarse gafas de seguridad con
protectores laterales, o gafas con protección contra productos químicos.
Protección de la piel si existiera la posibilidad de contactos prolongados y repeti-
dos con la piel, se aconseja llevar guantes impermeables al aceite. Conviene prac-
ticar siempre los buenos hábitos de higiene personal.
Limites de exposición: este producto no contiene ningún componente con límites
de exposición reconocidos.
Propiedades físicas y químicas.
Se dan a continuación las propiedades físicas típicas. Para detalles más específi-
cos consultar la hoja de información del producto correspondiente.
Estado físico: grasa
Color: marrón medio
Olor: leve
Concentración mínima perceptible de olor ppm: NE
PH: NA
Punto de ebullición, grados C (F) :> 316(600)
Punto de gota, grados C (F) NA
Punto de inflamación grados C (F) >204(400) (estimado, COC)
Inflamabilidad: NE
Auto-ignición: NE
Propiedades explosivas: NA
Propiedades oxidantes: NA

76
Presión de vapor, mmHg a 20 grados Celsius <0.1
Densidad de vapor: NE
Velocidad de evaporación: NE
Densidad relativa a 15/4 grados Celsius 0.922
Solubilidad del agua despreciable
Coeficiente de partición: >3.5
Viscosidad a 40 grados Celsius cSt: > 153.0
Viscosidad a 100 grados Celsius cSt: NE
Punto mínimo de fluidez, grados C(F) NE
Punto de congelación, grados C(F) NE
Nota: casi todas las propiedades corresponden a las del aceite base.
NA= no aplica NE= no establecido D= se descompone.
Para más información técnica, consultar al representante comercial
Estabilidad y reactividad.
Estabilidad (térmica, a la luz, etc.) estable
Condiciones a evitar: calor extremo
Incompatibilidad (materiales a evitar) oxidantes fuertes
Productos de descomposición peligrosos: Monóxido de carbono
Óxidos metálicos: óxidos de elementos contenidos en el producto
Polimerización peligrosa: no ocurrirá

77
Datos toxicológicos:
Toxicología aguda
Toxicidad oral: prácticamente no toxico (LD 50: superior a 2000mg/Kg) (basado en
pruebas realizados con productos o componentes similares)
Toxicidad dérmica: prácticamente no tóxico (LD 50: superior a 2000Mg/Kg) (ba-
sado en pruebas realizados con productos o componentes similares)
Toxicidad por inhalación: no aplicable (es improbable que se produzcan concen-
traciones nocivas de niebla o vapores si se emplean los métodos acostumbrados,
u otros previsiblemente razonables, de manipulación, uso o abuso de este produc-
to).
Irritación de los ojos: prácticamente no irritante. (Escala de Draize: entre 6 y 15)
(Basado en pruebas realizadas con productos o componentes similares)
Irritación de la piel: prácticamente no irritable (índice de irritación primaria: entre
0.5 y 3) (basado en pruebas realizadas con productos o componentes similares)
Toxicología subcrónica:
Bases minerales altamente refinadas con solventes e hidrotratadas, han sido pro-
badas en el laboratorio E.H.S. de mobil mediante aplicación cutánea sobre ratas, 5
días / semana durante 90 días, de cantidades notablemente mayores de las que
cabe esperar en una exposición normal en la industria.
No aparecieron efectos nocivos durante amplios estudios basados en el examen
microscópico de los órganos internos y en análisis bioquímicos de los líquidos cor-
porales.
Toxicología crónica:
Los aceites básicos de este producto han sido altamente refinados con disolven-
tes o por hidrotratamiento. Estudios crónicos de pigmentación en la piel con acei-
tes similares no han proporcionado pruebas de que tengan efectos cancerígenos.
Información ecológica:
Efectos resultantes sobre el medio ambiente: no establecidos.

78
Disposición de residuos:
Desecho de residuo: este producto es apto para su aprovechamiento como com-
bustible en un quemador cerrado y controlado, o para ser eliminado por incinera-
ción controlada.
La incineración se llevará a cabo de conformidad con las disposiciones legales
aplicables.
Por otra parte el producto es apto para su procesamiento en una planta de recicla-
je autorizada, pero también, puede desecharse en cualquier instalación de elimi-
nación de residuos autorizada por las autoridades ambientales competentes.
El uso de estos métodos está sujeto al cumplimento por el usuario de las leyes y
reglamentos aplicables en la materia, teniendo en cuenta las características del
producto en el momento de su eliminación.
Anexo 6
Instructivo para llenar inyectores de grasa
1. Verificar que el inyector este vació, si no está vació terminarse primero el conte-
nido
2. Revisar tipo de grasa que debe contener el inyector (el inyector está identificado
con el tipo de grasa que lleva)
3. Localizar cubeta de grasa en almacén
4. Retirar cubeta.
5. Proceder a destapar la parte frontal del inyector
5.1. Girar el inyector en contra de las manecillas del reloj hasta que se libere la
tapa
5.2. Colocar el inyector destapado en el bote de la grasa
5.3. Sumergir la boca del inyector por completo en la grasa
5.4. Jalar el maneral de la parte posterior, hacerlo da manera lenta y constante
5.5. Enclavar la varilla en la muesca del inyector (parte posterior)
6. Picar con una varilla la grasa del inyector para sacar el máximo de aire que ten-
ga.

79
7. Con una espátula terminar de llenar la boca del inyector
8. Limpiar la varilla utilizada y la espátula y regresarlas al carrito de lubricación
9. Proceder a cerrar el inyector enroscándolo a favor de las manecillas del reloj
con la tapa frontal
10. Retirar exceso de grasa en inyector.
11. Tapar el bote de grasa y colocarlo en su lugar correspondiente.
12. Limpiar el área y realizar consumo de la grasa tomada.
Instructivo para lubricar chumaceras y rodamientos.
1. Localizar chumaceras a lubricar
2. Sujetar el inyector de grasa con las manos y brazos de forma adecuada esto es:
2.1. Con la mano izquierda tome el inyector de la palanca
2.2. Monte el cuerpo en el antebrazo derecho.
2.2.1. Sujete la boquilla con la mano derecha
3. Colocar la boquilla del inyector en la grasera de la chumacera o rodamiento a
lubricar.
4. Bombear la cantidad de grasa necesaria depende del tamaño de la chumacera
o balero
5. Retirar boquilla de chumacera.
6. Para despresurizar presione balín de grasera
7. Limpiar exceso de grasa en chumacera en parte interna y externa.
8. Regresar después de transcurridos 10 min. Limpiar la grasa que haya expulsa-
do.
9. Llenar registros correspondientes.
10. Tomar en cuenta anexo 6 y 7

80
Anexo7 equipo de seguridad.
1. Aviso para la intervención mecánica de los equipos
2. Candado para asegurar tablero eléctrico
3. Aditamentos para bloquear interruptores termo magnético.
4. Equipo de seguridad completo (guantes, zapatos, gafas, etc.)
Anexo 8. Instructivo para intervenir tableros eléctricos
Como desenergizar, asegurar, identificar, y re- energizar equipos
Peligro energía eléctrica y mecanismos movidos por dispositivos eléctricos
1. Apague la maquina por los medios normales (botones, pantalla, etc.
2. En el tablero de fuerza del equipo, identificar el interruptor termo magnético
principal o el correspondiente al elemento que desea desenergizar y llevarlo a la
posición de apagado (off) verifique la existencia de capacitores y descárguelos
3. Si el interruptor cuenta con mecanismo de bloqueo, coloque se candado perso-
nal en el mismo usando el porta candados de dotación, si no cierre la puerta del
tablero y coloque su candado, coloque su tarjeta personal de identificación.
4. Pruebe el equipo para asegurar que se encuentra desenergizado, usando los
botones de arranque y paro de la maquina, cuando haya hecho la verificación
asegure de oprimir los botones de paro
5. Para energizar el equipo asegúrese de que la máquina se encuentre en las
condiciones necesarias (que no haya piezas sueltas o cables expuestos, asegúre-
se que el control se encuentre en paro
6. Retire su candado personal (si hay otros deberá esperar a que sean retirados
por sus dueños), retire su tarjeta de identificación, localice el interruptor y colóque-
lo en la posición de encendido.
7. Pruebe el equipo usando los botones de arranque
8. Cierre el tablero y asegure con su cerradura o candados propios.

81
Anexo 9
Instructivo para lubricar cadenas y catarina
1. Contar con herramienta ya materiales necesarios
2. Localizar cadenas de transmisión a lubricar
3. Retirar guarde de la transmisión
4. Realizar limpieza de cadenas y Catarina si es necesario con desengrasante
5. Una vez limpia esta deberá lubricarse por ambos lados y dejar que se escurra
6. Montar la cadena y se respectiva guarda
7. En caso de que no fuese necesario lavarla
8. Lubricar con aceite correspondiente
9. Colocar la guarda
10. Limpiar área de excesos de lubricante
11. Colocar trapos sucios en el depósito correspondiente
12. Llenar formatos correspondientes
Anexo 10
PROCEDIMIENTO PARA REPARAR UN MOTOR:
1. Apagar interruptor principal de motor
2. Colocar tarjeta de seguridad y candado
3. Desconectar cables de alimentación de motor
4. Retirar motor de base
5. Retirar polea, coplee, Catarina, o mecanismo que tenga
6. Marcar tapas de motor
7. Con desarmadores retirar ventilador de motor.
8. Aflojar tornillos de tapas de motor.
9. Separar tapas del cuerpo de motor
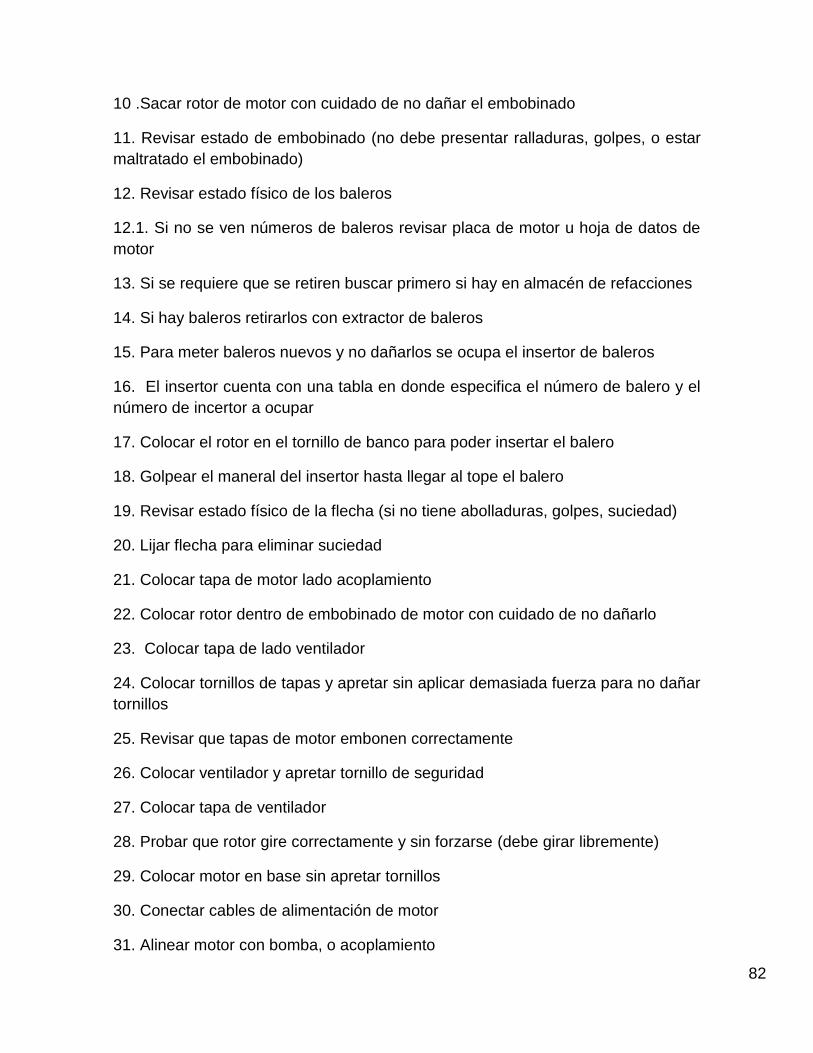
82
10 .Sacar rotor de motor con cuidado de no dañar el embobinado
11. Revisar estado de embobinado (no debe presentar ralladuras, golpes, o estar
maltratado el embobinado)
12. Revisar estado físico de los baleros
12.1. Si no se ven números de baleros revisar placa de motor u hoja de datos de
motor
13. Si se requiere que se retiren buscar primero si hay en almacén de refacciones
14. Si hay baleros retirarlos con extractor de baleros
15. Para meter baleros nuevos y no dañarlos se ocupa el insertor de baleros
16. El insertor cuenta con una tabla en donde especifica el número de balero y el
número de incertor a ocupar
17. Colocar el rotor en el tornillo de banco para poder insertar el balero
18. Golpear el maneral del insertor hasta llegar al tope el balero
19. Revisar estado físico de la flecha (si no tiene abolladuras, golpes, suciedad)
20. Lijar flecha para eliminar suciedad
21. Colocar tapa de motor lado acoplamiento
22. Colocar rotor dentro de embobinado de motor con cuidado de no dañarlo
23. Colocar tapa de lado ventilador
24. Colocar tornillos de tapas y apretar sin aplicar demasiada fuerza para no dañar
tornillos
25. Revisar que tapas de motor embonen correctamente
26. Colocar ventilador y apretar tornillo de seguridad
27. Colocar tapa de ventilador
28. Probar que rotor gire correctamente y sin forzarse (debe girar libremente)
29. Colocar motor en base sin apretar tornillos
30. Conectar cables de alimentación de motor
31. Alinear motor con bomba, o acoplamiento

83
32. Realizar pruebas de operación de equipo
33. Toma de lectura de amperaje de equipo
Anexo 11
PROCEDIMIENTO PARA ALINEAR BOMBAS
1. Apagar interruptor principal de motor de bomba
2. Colocar tarjeta de seguridad y candado
3 Retirar guarda de seguridad de acoplamiento
4. Revisar estado de acoplamiento
5. Si es necesario cambiarlo
6. Aflojar opresores de cople, catarina, polea, etc.
7. En caso de cople se revisa en tres puntos en el lado superior, lado izquierdo,
lado derecho con un cacho de segueta, si es que no se tiene alineador.
8. En caso de ser polea, catarina realizar alineación con escuadra, si esto no lo
permite con un hilo, las partes de la cara de polea, la catarina deben coincidir con
el hilo, si no es así ajustar hasta alinear.
9. Apretar tornillería de motor
10. Revisar alineación de cople después de terminar de apretar tornillería, ya que
en ocasiones se necesita colocar calzas para dar la altura al equipo y no quedar
desalineado
11. En caso de poleas reapretar tornillería de buje taper lock
12. Revisar alineación de polea ya que en ocasiones se llega a mover
13. Reapretar opresores de acoplamiento
14. Colocar guarda de protección
15. Retirar tarjeta de seguridad y candado
16. Prender interruptor de equipo
17. Realizar pruebas de equipo

84
Anexo 12
PROCEDIMIENTO PARA REPARAR BOMBAS
1. Apagar interruptor principal de motor de bomba
2. Colocar tarjeta de seguridad y candado
3. Retirar guarda de seguridad de acoplamiento
4. Revisar estado de acoplamiento
5. Si es necesario cambiarlo (nota: para la realización de estos trabajos es nece-
sario siempre revisar si hay refacciones sino pedirlas y realizar cambio en cuanto
lleguen)
6. Cerrar válvulas de alimentación de agua y salida de agua
7. Purgar tubería en parte de bomba
8. Aflojar tornillería que sujeta bomba y motor
9. Retirar tornillos que sujetan cuerpo de bomba con cuerpo de cuerpo de impul-
sor.
10. Desacoplar bomba teniendo cuidado de no salpicar motor
11. Después de terminar de sacar liquido y revisar que no tenga presión retirar
bomba
12. Revisar estado físico de impulsor, el impulsor no debe tener daños como des-
gaste, sarro, oxido, picaduras
13. Retirar tuerca de impulsor haciendo palanca en parte de impulsor para evitar
que se de vuelta
14. Retirar impulsor para poder desarmar
15. Desacoplar partes en donde hay tornillería para poder retirar sellos mecánicos,
baleros, retenes etc.
16. Revisar estado físico de flecha
17. Realizar cambio de piezas usadas por nuevas no importa que se vean en buen
estado, esto para evitar que se vuelvan a dañar.
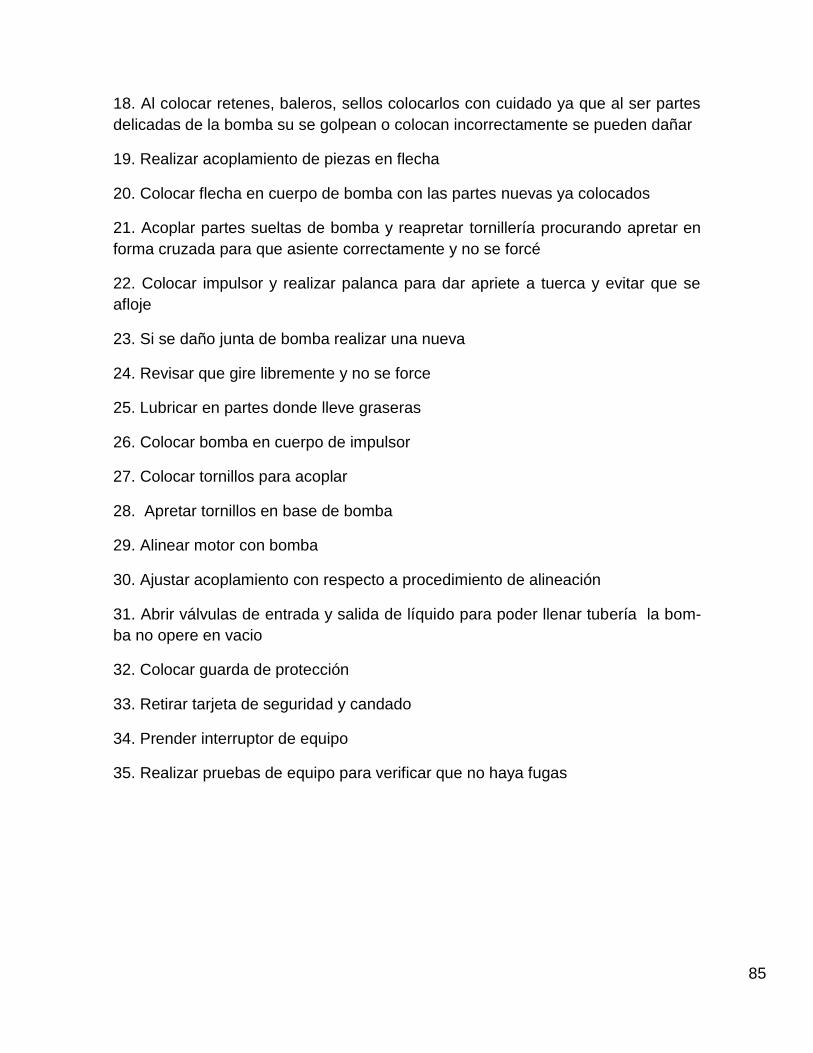
85
18. Al colocar retenes, baleros, sellos colocarlos con cuidado ya que al ser partes
delicadas de la bomba su se golpean o colocan incorrectamente se pueden dañar
19. Realizar acoplamiento de piezas en flecha
20. Colocar flecha en cuerpo de bomba con las partes nuevas ya colocados
21. Acoplar partes sueltas de bomba y reapretar tornillería procurando apretar en
forma cruzada para que asiente correctamente y no se forcé
22. Colocar impulsor y realizar palanca para dar apriete a tuerca y evitar que se
afloje
23. Si se daño junta de bomba realizar una nueva
24. Revisar que gire libremente y no se force
25. Lubricar en partes donde lleve graseras
26. Colocar bomba en cuerpo de impulsor
27. Colocar tornillos para acoplar
28. Apretar tornillos en base de bomba
29. Alinear motor con bomba
30. Ajustar acoplamiento con respecto a procedimiento de alineación
31. Abrir válvulas de entrada y salida de líquido para poder llenar tubería la bom-
ba no opere en vacio
32. Colocar guarda de protección
33. Retirar tarjeta de seguridad y candado
34. Prender interruptor de equipo
35. Realizar pruebas de equipo para verificar que no haya fugas
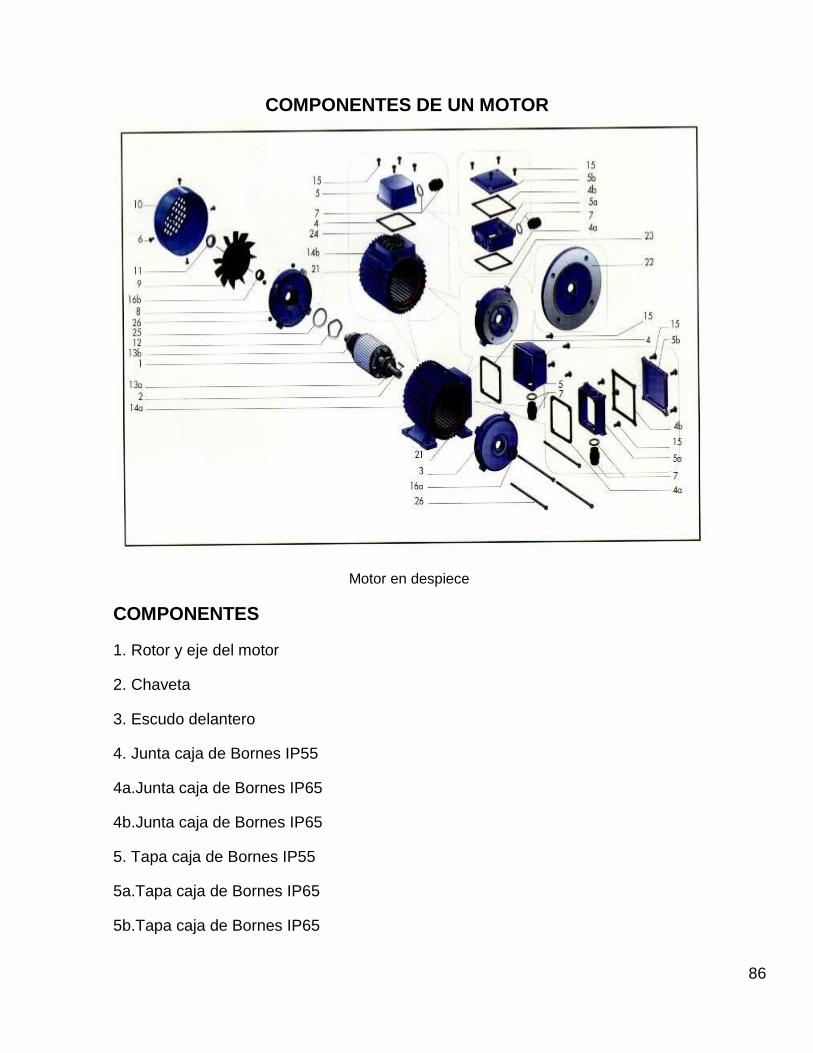
86
COMPONENTES DE UN MOTOR
Motor en despiece
COMPONENTES
1. Rotor y eje del motor
2. Chaveta
3. Escudo delantero
4. Junta caja de Bornes IP55
4a.Junta caja de Bornes IP65
4b.Junta caja de Bornes IP65
5. Tapa caja de Bornes IP55
5a.Tapa caja de Bornes IP65
5b.Tapa caja de Bornes IP65

87
6. Tornillos caja de bornes
7. Prensa estopa
8. Escudo posterior
9. Ventilador de refrigeración
10. Tapa del ventilador
11. Abrazadera del ventilador
12. Arandela ondulada de acero para compensación
13a. Rodamiento anterior
13b. Rodamiento posterior
14a. Carcasa B3
14b. Carcasa B5
15. Tornillos Capot ventilador
16ª Retén anterior (protección contra la penetración de polvo fino o chorros de
agua)
16b. Retén posterior (protección contra la penetración de polvo fino o chorros de
agua)
17. Tapa exterior del rodamiento delantero (sólo a partir tamaño 160)
18. Tapa interior del rodamiento delantero (sólo a partir tamaño 160)
19. Tapa exterior del rodamiento trasero (sólo a partir tamaño 160)
20. Tapa interior del rodamiento trasero (sólo a partir tamaño 160)-
21. Bobinado del estator
22. Brida B5
23. Brida B14
24. Placa de bornes con componentes de metal
25. Arandela espaciadora
26. Espárragos y tuercas

88
Motor eléctrico
Existen varios tipos de motores y continuará proliferando nuevos tipos de motores
según avance la tecnología. Pero antes de adentrarnos en la clasificación, vamos
a definir los elementos que componen a los motores.
1. La carcasa o caja que envuelve las partes eléctricas del motor, es la parte ex-
terna.
2. El inductor, llamado estator cuando se trata de motores de corriente alterna,
consta de un apilado de chapas magnéticas y sobre ellas está enrollado el bobi-
nado estatórico, que es una parte fija y unida a la carcasa.
3. El inducido, llamado rotor cuando se trata de motores de corriente alterna, cons-
ta de un apilado de chapas magnéticas y sobre ellas está enrollado el bobinado
rotórico, que constituye la parte móvil del motor y resulta ser la salida o eje del mo-
tor.
Ahora que ya sabemos diferencias las diferentes partes que componen un motor,
vamos a clasificarlos:
1. Motores de corriente alterna, se usan mucho en la industria, sobretodo, el motor
trifásico asíncrono de jaula de ardilla.
2. Motores de corriente continua, suelen utilizarse cuando se necesita precisión en
la velocidad, montacargas, locomoción, etc.
3. Motores universales. Son los que pueden funcionan con corriente alterna o con-
tinua, se usan mucho en electrodomésticos. Son los motores con colector.
Pero no nos quedemos aquí, realicemos una clasificación más amplia:
Motor de corriente alterna.
Podemos clasificarlos de varias maneras, por su velocidad de giro, por el tipo de
rotor y por el número de fases de alimentación. Vamos a ello:
1. Por su velocidad de giro.
1. Asíncronos. Un motor se considera asíncrono cuando la velocidad del campo
magnético generado por el estator supera a la velocidad de giro del rotor.
2. Síncronos. Un motor se considera síncrono cuando la velocidad del campo
magnético del estator es igual a la velocidad de giro del rotor. Recordar que el ro-

89
tor es la parte móvil del motor. Dentro de los motores síncronos, nos encontramos
con una sub-clasificación:
- Motores síncronos trifásicos.
- Motores asíncronos sincronizados.
- Motores con un rotor de imán permanente.
2. Por el tipo de rotor.
- Motores de anillos rozantes.
- Motores con colector.
- Motores de jaula de ardilla.
3. Por su número de fases de alimentación.
- Motores monofásicos.
- Motores bifásicos.
- Motores trifásicos.
- Motores con arranque auxiliar bobinado.
- Motores con arranque auxiliar bobinado y con condensador.
Motor de corriente continúa.
La clasificación de este tipo de motores se realiza en función de los bobinados del
inductor y del inducido:
- Motores de excitación en serie.
- Motores de excitación en paralelo.
- Motores de excitación compuesta.
Identificar placas. Características técnicas.
Una de las preocupaciones de los profesionales de la electricidad, es saber identi-
ficar los diferentes componentes eléctricos en el taller o en la industria. En esta
ocasión haremos un estudio de como identificar las características técnicas de
cualquier motor eléctrico.
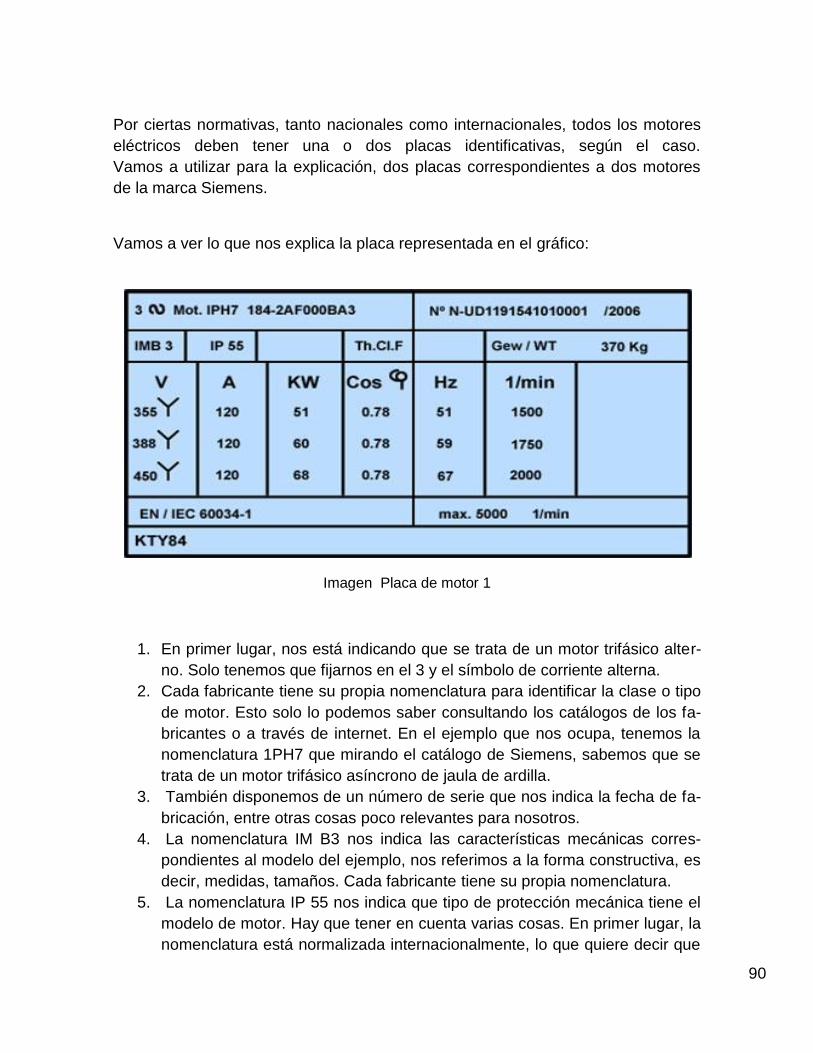
90
Por ciertas normativas, tanto nacionales como internacionales, todos los motores
eléctricos deben tener una o dos placas identificativas, según el caso.
Vamos a utilizar para la explicación, dos placas correspondientes a dos motores
de la marca Siemens.
Vamos a ver lo que nos explica la placa representada en el gráfico:
Imagen Placa de motor 1
1. En primer lugar, nos está indicando que se trata de un motor trifásico alter-
no. Solo tenemos que fijarnos en el 3 y el símbolo de corriente alterna.
2. Cada fabricante tiene su propia nomenclatura para identificar la clase o tipo
de motor. Esto solo lo podemos saber consultando los catálogos de los fa-
bricantes o a través de internet. En el ejemplo que nos ocupa, tenemos la
nomenclatura 1PH7 que mirando el catálogo de Siemens, sabemos que se
trata de un motor trifásico asíncrono de jaula de ardilla.
3. También disponemos de un número de serie que nos indica la fecha de fa-
bricación, entre otras cosas poco relevantes para nosotros.
4. La nomenclatura IM B3 nos indica las características mecánicas corres-
pondientes al modelo del ejemplo, nos referimos a la forma constructiva, es
decir, medidas, tamaños. Cada fabricante tiene su propia nomenclatura.
5. La nomenclatura IP 55 nos indica que tipo de protección mecánica tiene el
modelo de motor. Hay que tener en cuenta varias cosas. En primer lugar, la
nomenclatura está normalizada internacionalmente, lo que quiere decir que

91
todos los fabricantes están sometidos a ella. En segundo lugar, tenemos
que observar que la nomenclatura dispone de 2 números, lo cual quiere de-
cir que cada número significa una cosa diferente. Podemos decir que se tra-
ta de una nomenclatura numérica.
6. La nomenclatura Th. Cl. F nos indica que clase de aislamiento tiene el mo-
tor. En el ejemplo que nos ocupa, disponemos de un motor con aislamiento
de clase F. Esta nomenclatura está normalizada.
Esto es respecto a las razones constructivas del motor. Ahora vamos a ex-
plicar las características eléctricas del ejemplo.
1. Las tensiones: La placa nos explica que el motor puede estar alimentado
con tres tensiones diferentes, pero siempre con una conexión en estrella.
Este dato es importante porque nos dice que tipo de arranque está disponi-
ble en el motor.
2. Las intensidades: Nos indica las intensidades que consumirá el motor en
los arranques a diferentes tensiones. En este caso disponemos de tres ten-
siones, así que tenemos tres intensidades. El hecho que en el ejemplo sean
iguales, 120 A, es solo una coincidencia
3. La potencia: nos indica las diferentes potencias que el motor es capaz de
generar para las diferentes tensiones de alimentación.
4. El factor de potencia: el factor de potencia Cosφ se refiere a la relación
existente entre la potencia real y la potencia aparente. Cuando mayor sea el
factor de potencia, mayor será la potencia transformada, es decir, mejor
beneficio dará el motor.
5. La frecuencia: Cada frecuencia nos indica que potencia tendremos. Nor-
malmente las frecuencias de red de los países suele ser de 50 Hz, aunque
los hay que tienen 60 Hz. En este ejemplo el fabricante nos indica que va-
riando la frecuencia tendremos diferentes potencias.
6. Las revoluciones: Nos indica que número de revoluciones tiene el motor
a cada tensión.
7. EN/IEC 60034-1: Es la normativa a la que está sometido el fabricante.
Aquí podemos decir que IEC es igual que CEI.
Identificar placas 2.

92
En esta ocasión vamos a analizar una placa de otro motor Siemens. Como podréis
observar, incluso el mismo fabricante dispone de diferentes diseños de placas:
Vamos a ver lo que nos explica la placa representada en el gráfico
Imagen Placa motor 2
1. En las características mecánicas podemos ver que se trata de un motor trifásico
de rotor de jaula que es lo mismo que decir de JAULA DE ARDILLA. Lo vemos en
la nomenclatura que nos proporciona el fabricante: 1LA.
También nos indica la protección mecánica: IP 55; la forma constructiva: IM B5; la
norma europea: IEC/EN 60034; y finalmente, el tipo de aislamiento: Th. Cl. F. Es-
tas son sus características mecánicas.
Respecto a las características eléctricas, observamos:
1. El motor puede tener dos tipos de frecuencia, 50 Hz y 60 Hz. Aquí se nota que
el motor ha sido diseñado para diferentes países, pues utiliza dos frecuencias.
2. Para cada frecuencia, el motor necesita unos valores de tensión diferentes, una
intensidad absorbida diferente, tiene un cosφ distinto, y da una potencia distinta.
Para la frecuencia de 50 Hz. Observamos que puede tener una conexión tanto de
estrella como de triángulo.
Las primeras tensiones, 220-240 V, corresponden a la conexión en triángulo;

93
mientras que las segundas tensiones, 380-420 V, corresponden a la conexión en
estrella.
Con la intensidad sucede exactamente lo mismo, es decir, las primeras intensida-
des corresponderán a la conexión en triángulo; y las segundas intensidades, co-
rresponderán a la conexión en estrella.
El factor de potencia es el mismo a diferentes conexiones y tensiones Cosφ 0.81
Para la frecuencia de 60 Hz. Aquí tenemos que solo admite un tipo de conexión,
en estrella.
Pero nos indica que puede llevar dos tensiones 440-480 V
Las intensidades absorbidas, también son dos la primera corresponde a la primera
tensión; y la segunda, como es de esperar, corresponde a la segunda tensión.
Las dos tensiones tienen en común el factor de potencia y la potencia útil del mo-
tor.
El resto de datos de la placa, corresponden a normativas y nomenclatura propia
del fabricante.
Creo que con esto, ya nos podemos defender cuando nos topemos con un motor,
lo único que echaremos en falta, es saber qué tipo de motor es en realidad, por-
que la placa no lo indica, es decir, estamos obligados a consultar sus catálogos.
Tablas eléctricas.
Aquí vamos a ver las tablas eléctricas referentes a la protección mecánica del mo-
tor y la tabla sobre los diferentes aislamientos que puede tener un motor. Los fa-
bricantes de motores están obligados a incorporar esta información en las placas
identificativas de sus motores.
Tabla de protección.
Como ya habíamos indicado en otra página, la nomenclatura empieza por IP se-
guido de dos números identificativos que individualmente significan una cosa dis-
tinta. Así que para esta nomenclatura disponemos de dos tablas:

94
Primera cifra
0 No tiene protección especial contra contactos. No dispone de protección espe-
cial contra cuerpos sólidos extraños.
1 Protección contra contactos de grandes superficies. Protección contra la pene-
tración de sólidos extraños superiores a 12 mm.
2 Protección contra contactos de las manos, dedos. Protección contra la penetra-
ción de sólidos extraños superiores a 12 mm.
3 Protección contra contactos de herramientas, etc. superiores a 2.5 mm. Protec-
ción contra la penetración de sólidos extraños superiores a 2.5 mm.
4 Protección contra contactos de herramientas, etc. superiores a 1mm. Protección
contra la penetración de sólidos extraños superiores a 1mm.
5 Protección total contra contactos. Protección contra depósitos de polvo.
6 Protección total contra contactos. Protección total contra partículas de polvo.
Segunda cifra
Ninguna protección contra el agua.
1 Protección contra la caída vertical de gotas de agua.
2 Protección total contra la caída vertical de gotas de agua, cualquier ángulo.
3 Protección contra el rociado de agua hasta un ángulo de 60° desde la vertical.
4 Protección contra caídas de agua desde todas las direcciones.
5 Protección contra chorros de agua desde todas las direcciones.
6 Protección contra inundaciones ocasionales.
7 Protección contra inmersiones ocasionales.
8 Protección contra inmersiones, según acuerdo entre cliente y fabricante.
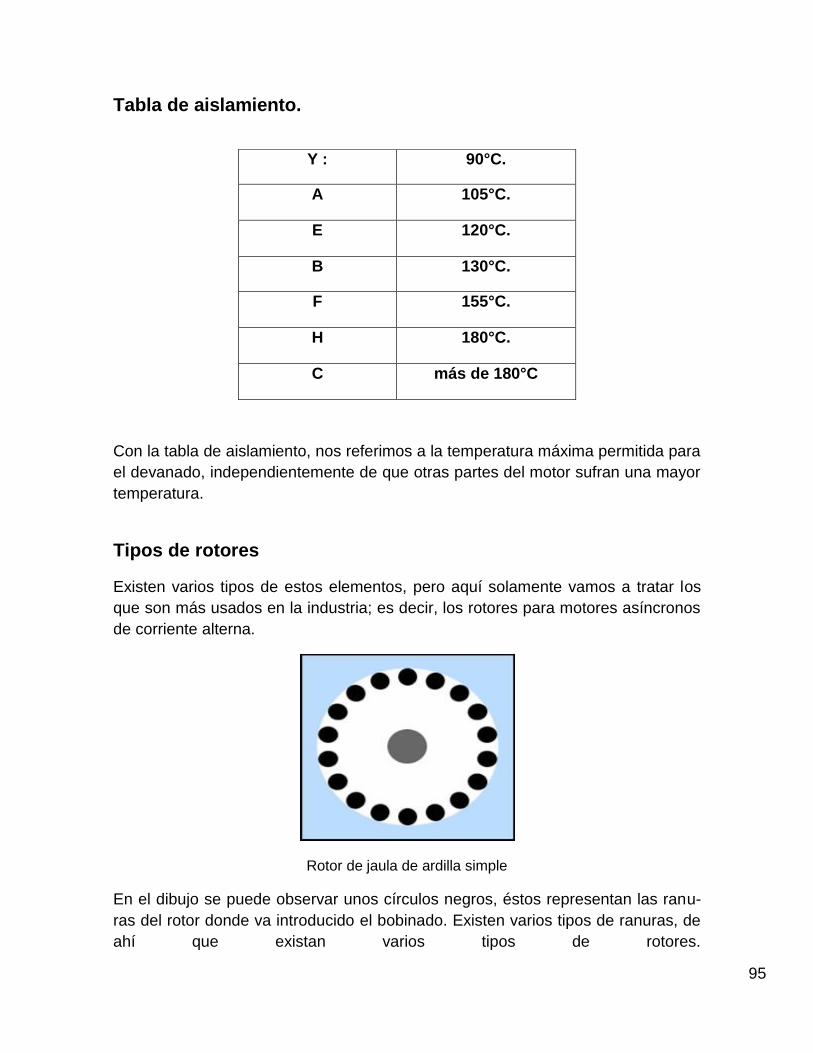
95
Tabla de aislamiento.
Con la tabla de aislamiento, nos referimos a la temperatura máxima permitida para
el devanado, independientemente de que otras partes del motor sufran una mayor
temperatura.
Tipos de rotores
Existen varios tipos de estos elementos, pero aquí solamente vamos a tratar los
que son más usados en la industria; es decir, los rotores para motores asíncronos
de corriente alterna.
Rotor de jaula de ardilla simple
En el dibujo se puede observar unos círculos negros, éstos representan las ranu-
ras del rotor donde va introducido el bobinado. Existen varios tipos de ranuras, de
ahí que existan varios tipos de rotores.
Y : 90°C.
A 105°C.
E 120°C.
B 130°C.
F 155°C.
H 180°C.
C más de 180°C

96
El rotor representado es de jaula de ardilla simple.
Este tipo de rotor es el usado para motores pequeños, en cuyo arranque la inten-
sidad nominal supera 6 ó 8 veces a la intensidad nominal del motor. Soporta mal
los picos de cargas. Esta siendo sustituido por los rotores de jaula de ardilla doble
en motores de potencia media. Su par de arranque no supera el 140 % del normal.
Rotor de jaula de ardilla doble.
En este otro dibujo, observáis que la ranura es doble, por este motivo tiene el
nombre de jaula de ardilla doble. Las dos ranuras están separadas físicamente,
aunque en el dibujo no se observe.
Este tipo de rotor tiene una intensidad de arranque de 3 ó 5 veces la intensidad
nominal, y su par de arranque puede ser de 230 % la normal. Éstas características
hacen que este tipo de rotor sea muy interesante frente al rotor de jaula de ardilla
simple. Es el más empleado en la actualidad, soporta bien las sobrecargas sin ne-
cesidad de disminuir la velocidad, lo cual le otorga mejor estabilidad.
Rotor con ranura profunda.

97
El tipo de rotor que se ve en el dibujo es una variante del rotor de jaula de ardilla
simple, pero se le denomina rotor de ranura profunda. Sus características vienen a
ser iguales a la del rotor de jaula simple. Es usado para motores de baja potencia
que necesitan realizan continuos arranques y paradas.
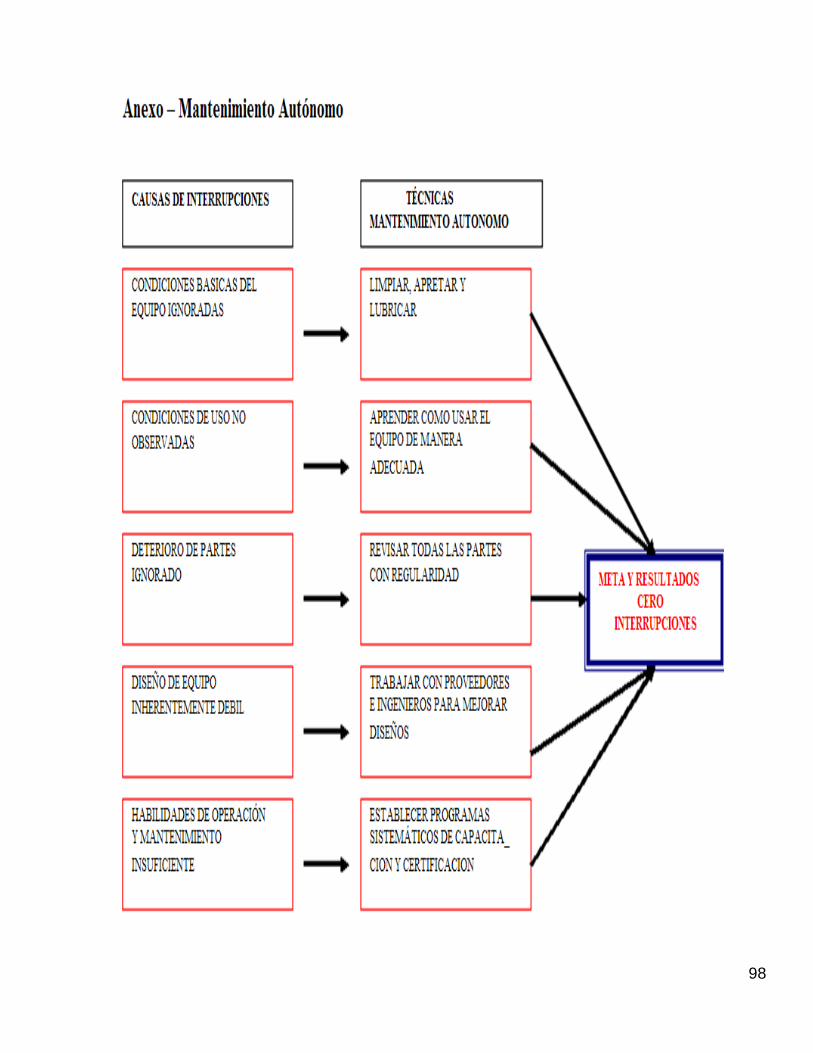
98

99
GLOSARIO
AEROBIO:
Microorganismos que requieren oxígeno libre para respirar.
AGUA RESIDUAL:
Las aguas de composición variada provenientes de las descargas de usos en las
áreas de producción, servicios generales y servicios auxiliares y que por su cali-
dad provoca un daño al medio ambiente.
AGUA TRATADA:
Agua residual resultante del tratamiento de depuración, que puede o no cumplir
con las CPO o LMP de las NOM que le apliquen.
BIOSÓLlDOS:
Lodos secundarios estabilizados que por su contenido de materia orgánica, nu-
trientes y características adquiridas por la estabilización, son susceptibles de
aprovechamiento.
CONAGUA:
Comisión Nacional del Agua.
CPD: (CONDICIONES PARTICULARES DE DESCARGA)
Conjunto de parámetros fisicoquímicos y biológicos y de sus LMP Il en las descar-
gas de aguas residuales a los cuerpos receptores o sistemas de alcantarillado,
fijados por la autoridad competente, a. fin de proteger el medio ambiente.
CRETIB:
Métodos de prueba para determinar si un residuo es peligroso, el cual presente
características corrosivas, reactivas, explosivas, tóxicas, inflamables y/o biológico
infecciosas.
ATRACCIÓN DE VECTORES:
Característica de los lodos para atraer vectores como roedores, moscas u otros,
capaces de transportar agentes infecciosos.

100
ANAEROBIO:
Microorganismos que emplean el oxigeno contenido en la materia orgánica biode-
gradable para respirar.
AIREACIÓN:
Solubilización del oxígeno del aire en el agua residual
CUERPO RECEPTOR:
Son las corrientes, depósitos naturales de agua, presas, cauces, zonas marinas o
bienes nacionales donde se descargan las aguas tratadas, así como los terrenos
donde se infiltran o inyectan cuando puedan contaminar el suelo o los acuíferos.
EFLUENTE FINAL:
Efluente descargado por la PTAR que debe sujetarse a los LMP de las NOM o
CPD aplicables.
EMA:
Entidad Mexicana de Acreditación
ESTABILIZACIÓN DE LA PTAR:
Conjunto de grandes cambios ocurridos en el proceso de tratamiento de la PTAR,
desde su arranque hasta obtener condiciones de poca variabilidad u operación
normal.
INFLUENTE TOTAL:
Total de agua residual generada por el centro de trabajo.
INFLUENTE:
Total del agua residual que ingresa a la PTAR sujeta tratamiento.
LODO PRIMARIO:
Lodo constituido casi totalmente por material inerte.
LODO QUÍMICO:
Lodo formado por la adición de productos químicos.
101
LODO SECUNDARIO:
Lodo integrado principalmente por material viviente.
LMP: (LÍMITES MÁXIMOS PERMISIBLES)
Valor o rango asignado a un parámetro, el cual no debe ser excedido para descar-
gas de aguas o lodos residuales.
LIXIVIADO:
Líquido generado de los residuos, formado por reacción, arrastre o percolación
que contiene contaminantes disueltos o en suspensión.
LODO:
Mezcla de sólidos suspendidos que consta de material inerte y viviente microscó-
pico en un medio acuoso o húmedo
FUENTES DE INFORMACIÓN
www.universitycommerce.edu/ingindustrial/tpm.htm
www.industrialtijuana.com
Ingeniería de Mantenimiento – Rebelo – Nueva Librería – 1997
Mantenimiento de Máquinas Eléctricas – Orrego – Paraninfo – 2002
Gestión Integral de Mantenimiento – Navarro – Marcombo – 1997
El mantenimiento. Fuente de beneficios – Souris – Díaz de Santos – 1992
En busca de la excelencia industrial – Pierre Béranger— Limusa – 1999
Administración de la producción y operaciones – Greg Frazier – 8° edición
Administración de operaciones – Josep Monks , ph. D. – Mc Graw – Hill-- 1992