VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1 - adif.es · Arandela 5.8 EN ISO 898-1 ISO 898-1 En la...
26
ESPECIFICACIÓN TÉCNICA 03.360.573.4 Hoja 1 de 1 VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1 Fecha: Septiembre de 2009 VIA ESPECIFICACIONES TÉCNICAS ET 03.360.573.4 VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1 1ª EDICIÓN: Septiembre de 2009
Transcript of VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1 - adif.es · Arandela 5.8 EN ISO 898-1 ISO 898-1 En la...

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Hoja 1 de 1
VIA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
Fecha: Septiembre de 2009
VIA
ESPECIFICACIONES TÉCNICAS
ET 03.360.573.4
VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª EDICIÓN: Septiembre de 2009


ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 1 de 23
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
EESSPPEECCIIFFIICCAACCIIÓÓNN TTÉÉCCNNIICCAA
EETT 0033..336600..557733..44
VVAAIINNAA AANNTTIIGGIIRROO EEXXTTRRAAÍÍBBLLEE YY TTIIRRAAFFOONNDDOO AAVV--11
MODIFICACIONES Y ANULACIONES A partir de la entrada en vigor de la presente Especificación Técnica, queda sin efecto cualquier otro documento publicado con anterioridad que se oponga a sus prescripciones.
El presente documento ha sido aprobado por el:
Director Ejecutivo de Red de Alta Velocidad
Madrid, 8 de Septiembre de 2009

EQUIPO REDACTOR
Dirección de Vía.
(Dirección Ejecutiva de Red de Alta Velocidad)
ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 3 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
ÍÍNNDDIICCEE DDEE CCOONNTTEENNIIDDOOSS PPÁÁGGIINNAA
1. CAMPO DE APLICACIÓN............................................................................................... 5
2. REQUISITOS A CUMPLIR .............................................................................................. 5
3. CARACTERÍSTICAS ..................................................................................................... 5 3.1. Vaina.................................................................................................................................. 5
3.1.1. Características del material.......................................................................................... 5 3.1.2. Marcas.................................................................................................................... 6 3.1.3. Características geométricas .......................................................................................... 7 3.1.4. Acabado.................................................................................................................. 7 3.1.5. Resistencia eléctrica del conjunto ................................................................................. 7 3.1.6. Características mecánicas ............................................................................................ 7
3.1.6.1. Resistencia a la tracción ............................................................................. 7 3.1.6.2. Valor de rotura por tracción........................................................................ 8 3.1.6.3. Ensayo para la resistencia a la fractura de la inserción aislada............................ 8 3.1.6.4. Resistencia de la rosca al desgaste................................................................ 8 3.1.6.5. Ensayo de resistencia a fatiga...................................................................... 8
3.2. Tirafondo ............................................................................................................................ 8 3.2.1. Características del material.......................................................................................... 8 3.2.2. Marcas.................................................................................................................... 9 3.2.3. Características geométricas .......................................................................................... 9 3.2.4. Acabado.................................................................................................................. 9 3.2.5. Fabricación.............................................................................................................. 9 3.2.6. Protección del tirafondo ............................................................................................. 9 3.2.7. Ensayos mecánicos ...................................................................................................10
3.2.7.1. Ensayo de tracción...................................................................................10 3.2.7.2. Ensayo de plegado...................................................................................10
3.2.8. Arandela prisionera..................................................................................................10
4. NATURALEZA, PROPORCIÓN, METODOLOGÍA Y RESULTADOS DE LOS ENSAYOS DE VALIDACIÓN ............10 4.1. Vaina.................................................................................................................................10 4.2. Tirafondo ...........................................................................................................................11
5. CONTROL Y SUPERVISIÓN DE LA CALIDAD DE FABRICACIÓN.....................................................12 5.1. Vaina.................................................................................................................................12 5.2. Tirafondo ...........................................................................................................................13
6. EMBALAJE Y ETIQUETADO DE PALÉS...............................................................................14 6.1. Vaina.................................................................................................................................14
6.1.1. Etiquetado de cajas ..................................................................................................14 6.1.2. Etiquetados de palés.................................................................................................15
6.2. Tirafondo ...........................................................................................................................15 6.2.1. Etiquetado de cajas ..................................................................................................15
7. METODOLOGÍA DE LOS ENSAYOS ...................................................................................15 7.1. Vaina.................................................................................................................................15
7.1.1. Características del material.........................................................................................15 7.1.2. Marcas...................................................................................................................16

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 4 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
7.1.3. Características geométricas ........................................................................................ 16 7.1.4. Resistencia eléctrica del conjunto ................................................................................ 16 7.1.5. Características mecánicas........................................................................................... 16
7.1.5.1. Resistencia a la tracción............................................................................ 16 7.1.5.2. Valor de rotura por tracción ...................................................................... 17 7.1.5.3. Ensayo para la resistencia a la fractura de la inserción aislada .......................... 17 7.1.5.4. Resistencia de la rosca al desgaste .............................................................. 17 7.1.5.5. Ensayo de resistencia a fatiga .................................................................... 18
7.2. Tirafondo........................................................................................................................... 18 7.2.1. Características del material ........................................................................................ 18 7.2.2. Marcas .................................................................................................................. 18 7.2.3. Características geométricas ........................................................................................ 18 7.2.4. Acabado ................................................................................................................ 19 7.2.5. Protección del tirafondo............................................................................................ 19 7.2.6. Ensayos mecánicos................................................................................................... 20
7.2.6.1. Ensayo de tracción .................................................................................. 20 7.2.6.2. Ensayo de plegado .................................................................................. 20
7.3. Arandela prisionera.............................................................................................................. 20 7.3.1. Características del material ........................................................................................ 20 7.3.2. Características geométricas ........................................................................................ 21 7.3.3. Ensayo de dureza .................................................................................................... 21
8. GARANTÍA............................................................................................................ 21
I. DOCUMENTOS RELACIONADOS ..................................................................................... 23

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 5 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
1. CAMPO DE APLICACIÓN
La presente Especificación Técnica rige las condiciones de homologación, control y suministro de la “vaina antigiro extraíble” y su correspondiente tirafondo AV-1 con arandela prisionera, aplicable a los diversos sistemas de sujeción de carriles montados sobre traviesas de hormigón.
2. REQUISITOS A CUMPLIR
La “vaina antigiro extraíble” debe cumplir los siguientes condicionantes:
- Contar con los mecanismos necesarios para impedir el giro dentro del hormigón.
- No presentar complicaciones durante su instalación en el molde de la traviesa.
- Capacidad de sustitución sin que la huella sufra desperfectos durante la extracción de la vaina, de tal manera que la huella inicial quede intacta y sirva de guía para la nueva vaina sin que medie retoque alguno. Así mismo, la vaina de sustitución no debe sufrir modificaciones en ninguno de sus componentes y/o partes.
- Los cambios de temperatura no deben provocar fisuras en el hormigón.
3. CARACTERÍSTICAS
3.1. VAINA
3.1.1. CARACTERÍSTICAS DEL MATERIAL
La materia prima a utilizar será poliamida 6.6 reforzada con un 35% de fibra de vidrio para la fabricación del cuerpo de la vaina y poliamida 6 reforzada con un 50% de fibra de vidrio para la fabricación de la pieza denominada antigiro. El material debe ser compatible con el hormigón, así como con los agentes desmoldeantes utilizados en el proceso de fabricación de la traviesas.
El suministrador de la materia prima deberá poner a disposición del fabricante de las piezas y de ADIF, una Hoja Técnica con las características y tolerancias que cumple su material y a las cuales deberá ceñirse.
En esta Hoja Técnica será de obligado cumplimiento reflejar los siguientes parámetros:
- Nombre comercial y tipo de matriz polimérica.
- Tipo de refuerzo (fibra de vidrio) y porcentaje en peso del mismo.
- Densidad.
- Viscosidad.
- Contenido en negro de carbono.
Sólo será válida aquella materia prima en la que cada uno de los parámetros cumpla con los valores del siguiente cuadro:

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 6 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
CARACTERÍSTICAS DE LA MATERIA PRIMA DEL CUERPO DE LA VAINA
DETERMINACIÓN
TIPO Y/O VALOR
Matriz polimérica Poliamida 6.6
Refuerzo Fibra de vidrio (35 ± 2)%
Humedad 1 ÷ 2 % (2)
Densidad 1.41 ± 0.03 g/cm3
Viscosidad (1) ≥ 0.9.η granza
Color Negro
CARACTERÍSTICAS DE LA MATERIA PRIMA DE LA PIEZA ANTIGIRO
DETERMINACIÓN
TIPO Y/O VALOR
Matriz polimérica Poliamida 6
Refuerzo Fibra de vidrio (50 ± 2)%
Humedad 1 ÷ 2 % (2)
Densidad 1.60 ± 0.03 g/cm3
Viscosidad (1) ≥ 0.9. η granza
Color Negro
(1) Al inicio de cada lote de fabricación y para la homologación se realizaran los siguientes ensayos:
- A la granza: según método ácido fórmico o bien método ácido sulfúrico según Norma ISO 307.
- A la pieza: una vez troceada según ISO 307 se aplicará el mismo ensayo que se realiza a la granza original. Los resultados obtenidos de número de viscosidad se comparan con los de la granza y la diferencia entre ambos resultados ha de ser inferior al 13% (degradación del material).
(2) Contenido de humedad en el producto en condiciones normales de trabajo.
3.1.2. MARCAS
Cada vaina presentará las siguientes marcas, acorde a lo indicado en el plano del elemento:
- Mes y año de fabricación.
- Número de cavidad.
- Anagrama del fabricante.
- Marcas de trazabilidad.
- Marcado ADIF.
El fabricante establecerá y mantendrá un sistema de identificación y trazabilidad de las vainas a todos los niveles de producción, control y suministro, tal y como establecen los procedimientos internos ISO 9001 y las especificaciones de ADIF.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 7 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
3.1.3. CARACTERÍSTICAS GEOMÉTRICAS
La longitud de la inserción aislante en la cavidad pasante del hormigón, no superará los 135 mm. El diámetro total de la inserción aislante no superará los 45 mm.
El resto de dimensiones funcionales de las piezas plásticas, así como sus tolerancias, deben ser conformes a las indicadas en su correspondiente plano P16.8001.00. Las dimensiones carentes de tolerancias en los planos correspondientes, se regirán por lo descrito en la norma UNE-EN 22768-1 para tolerancia “m” y por la UNE-EN 22768-2 para tolerancia “K”.
El perfil de la rosca será comprobado mediante un calibre pasa no-pasa. Al proceder a la verificación de la rosca, deberá comprobarse que no hay una holgura excesiva entre el tirafondo y la vaina.
Durante la operación de roscado del tirafondo en la vaina, el par ejercido no será superior a 15 N*m.
3.1.4. ACABADO
Las piezas tendrán una superficie homogénea, exenta de grietas, rebabas, y oquedades.
3.1.5. RESISTENCIA ELÉCTRICA DEL CONJUNTO
La resistencia eléctrica medida en seco entre la cabeza del tirafondo roscado sobre la vaina y la pared externa de la vaina, debe ser superior a 10 MΩ bajo un voltaje de 500V en tensión continua.
3.1.6. CARACTERÍSTICAS MECÁNICAS
3.1.6.1. RESISTENCIA A LA TRACCIÓN
En las condiciones descritas en el apartado 7.1.5.1, tras la aplicación de un esfuerzo de tracción de 1.1 KN por milímetro de longitud de rosca, la deformación producida no debe ser superior a 0.3 mm.
� 135 mm
45 mm

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 8 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
3.1.6.2. VALOR DE ROTURA POR TRACCIÓN
En las condiciones descritas en el apartado 7.1.5.2, el valor medio de rotura de la rosca medido sobre una muestra de diez piezas, no debe ser inferior a 1.65 KN por milímetro de roscado.
3.1.6.3. ENSAYO PARA LA RESISTENCIA A LA FRACTURA DE LA INSERCIÓN AISLADA
Tras la aplicación de las condiciones descritas en el apartado 7.1.5.3, no debe producirse fractura alguna en la inserción aislante y el hormigón no presentará ninguna fisura o grieta de anchura igual o superior a 0.01 mm alrededor de la inserción aislante.
3.1.6.4. RESISTENCIA DE LA ROSCA AL DESGASTE
Tras la realización del ensayo en las condiciones que se describen en el apartado 7.1.5.4, no debe verse alterada la resistencia a la tracción de la pieza.
3.1.6.5. ENSAYO DE RESISTENCIA A FATIGA
Tras la aplicación del ensayo que se describe en el apartado 7.1.5.5, no debe observarse ninguna fisura o grieta alrededor del hormigón con anchura igual o superior a 0.01 mm.
A continuación de este ensayo, se realiza el de resistencia a fractura de la inserción aislada en las mismas vainas. Tras este último ensayo, no deben producirse fracturas en la inserción aislante, así como grietas de ancho superior a 0,01 mm en el hormigón alrededor de la misma.
3.2. TIRAFONDO
3.2.1. CARACTERÍSTICAS DEL MATERIAL
El acero en barras utilizado para la fabricación del tirafondo y de la arandela prisionera serán los indicados en la tabla:
ACERO SEGÚN NORMAS
Componente Acero Norma UNE Norma ISO
Tirafondo 5.6 EN ISO 898-1 ISO 898-1
Arandela 5.8 EN ISO 898-1 ISO 898-1
En la siguiente tabla se muestran las composiciones químicas y la resistencia a la tracción de los aceros para el tornillo y la arandela prisionera:
Composición química (%) ELEMENTO
C P S B
Resistencia a la tracción
Tirafondo Acero 5.6
0.13 – 0.55 0.05 0.06 0.003
500 N/mm2
Arandela Acero 5.8
/ - 0.55 0.05 0.06 0.003 500 N/mm2

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 9 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
3.2.2. MARCAS
Cada pieza presentará las siguientes marcas, acorde a lo indicado en el plano del elemento:
- Dos últimas cifras del año de fabricación.
- Marca del fabricante.
- Número de huella.
- Marca AV1.
- Marcado ADIF.
El fabricante establecerá y mantendrá un sistema de identificación y trazabilidad de los tirafondos a todos los niveles de producción, control y suministro, tal y como establecen los procedimientos internos ISO 9001 y las especificaciones de ADIF.
3.2.3. CARACTERÍSTICAS GEOMÉTRICAS
Las medidas y tolerancias se ajustarán a lo indicado en su correspondiente plano P16.8002.00. Las dimensiones carentes de tolerancias en los planos correspondientes, se regirán por lo descrito en la Norma UNE-EN 22768-1 para tolerancia “m” y por la UNE-EN 22768-2 para tolerancia “K”.
3.2.4. ACABADO
Antes de la aplicación delpasivado trivalente, se cumplirá lo siguiente:
- Los tirafondos y arandelas prisioneras deben estar convenientemente desbarbados en todas sus partes. El desbarbado se realizará de manera que no se produzcan desgarros y no subsista ninguna aspereza en las superficies de apriete.
- Las piezas deberán estar limpias y tener un acabado uniforme, sin presentar poros, grietas, inclusiones o quemaduras.
- Las cabezas no presentarán repliegues de metal, especialmente en su unión con la caña.
- Las cañas no presentarán ausencia de material y sus hilos no estarán desgarrados.
3.2.5. FABRICACIÓN
Los tirafondos se fabricarán de una sola pieza, sin soldaduras. Su cabeza será forjada en caliente y su rosca se obtendrá por laminación en caliente.
Se prohíbe el enfriamiento rápido con agua, o cualquier otro sistema que pueda constituir un tratamiento térmico que altere las características del acero.
3.2.6. PROTECCIÓN DEL TIRAFONDO
La protección frente a la corrosión del tirafondo, se realizará mediante el método de pasivado con cromo trivalente (Cr III) exento de cromo exavalente (Cr VI).
El espesor del recubrimiento debe ser superior a siete micras.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 10 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
3.2.7. ENSAYOS MECÁNICOS
3.2.7.1. ENSAYO DE TRACCIÓN
La carga determinante de la rotura, dividida por los mm2 de la sección primitiva de la caña o de la sección medida en el fondo de la rosca, no debe ser inferior a la resistencia tracción prevista para el material.
Durante el ensayo, se aplicará una carga centrada, aumentando el esfuerzo de tracción progresivamente hasta provocar la rotura del vástago.
En ningún caso la rotura se producirá por el acuerdo de la caña del tirafondo con la cabeza.
3.2.7.2. ENSAYO DE PLEGADO
La caña se pliega en su parte roscada, sin golpes y sobre un mandril, un ángulo de 90º.
En el ensayo no deben producirse, apreciables a simple vista, fisuras, roturas ni otros defectos cualesquiera.
3.2.8. ARANDELA PRISIONERA
Los requisitos que debe de cumplir la arandela prisionera son los siguientes:
- El material de la arandela debe de cumplir con lo indicado en el apartado 3.2.1.
- Las dimensiones de la arandela prisionera deben ser acordes a lo especificado en el plano P16.8002.00. Para las dimensiones sin tolerancia en los planos se respetarán las indicadas en la Norma UNE-EN 22768-1 para clase de tolerancia “m” y en la UNE-EN 22768-2 para clase de tolerancia “K”.
- La dureza de la arandela debe estar comprendida en el rango de valores
- 152 ≤ HB ≤209 según la hoja de características del material.
- La protección frente a la corrosión de la arandela prisionera, se realizará mediante el método de pasivado con cromo trivalente (Cr III) exento de cromo exavalente (Cr VI).
- El espesor del recubrimiento debe ser superior a siete micras.
4. NATURALEZA, PROPORCIÓN, METODOLOGÍA Y RESULTADOS DE LOS ENSAYOS DE VALIDACIÓN
4.1. VAINA
Para la realización de los ensayos de homologación, el número mínimo de vainas a fabricar será de 2.000 piezas.
El número de ensayos y verificaciones se indican en la siguiente tabla:

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 11 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
NATURALEZA DE LOS ENSAYOS Número de muestras Metodología Requisitos a cumplir
Características del material Hoja técnica
proporcionada por el fabricante
Apartado 7.1.1 Apartado 3.1.1
Marcas 5 Apartado 7.1.2 Apartado 3.1.2
Características geométricas 5 Apartado 7.1.3 Apartado 3.1.3
Resistencia eléctrica del conjunto
5 Apartado 7.1.4 Apartado 3.1.5
Resistencia a la tracción 10 Apartado 7.1.5.1 Apartado 3.1.6.1
Valor de rotura por tracción 10 Apartado 7.1.5.2 Apartado 3.1.6.2
Ensayo de resistencia a la fractura de la inserción aislada
5 Apartado 7.1.5.3 Apartado 3.1.6.3
Resistencia de la rosca al desgaste (1) 5 Apartado 7.1.5.4 Apartado 3.1.6.4
Ensayo de resistencia a fatiga (2) 1 conjunto de sujeción totalmente montada
Apartado 7.1.5.5 Apartado 3.1.6.5
(1) Tal y como figura en el apartado 7.1.5.4 después del ensayo de resistencia de la rosca al desgaste debe de hacerse el ensayo de resistencia a la tracción.
(2) Después del ensayo de resistencia a fatiga debe de hacerse el ensayo de resistencia a la fractura de la inserción aislada.
Los ensayos de resistencia a la tracción, ensayo de resistencia a la fractura de la inserción aislada, resistencia de la rosca al desgaste y resistencia a fatiga, han de realizarse con piezas nuevas por ser ensayos destructivos que pueden afectar al comportamiento mecánico de la pieza.
4.2. TIRAFONDO
Para la realización de los ensayos de homologación, el número mínimo de tirafondos a presentar será de 100.
El número de ensayos y verificaciones se indican en la siguiente tabla:

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 12 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
NATURALEZA DE LOS ENSAYOS
Número de muestras
Metodología Requisitos a cumplir
Características del material (1)
Hoja Técnica proporcionada por
el fabricante Apartado 7.2.1 Apartado 3.2.1
Marcas (1) 5 Apartado 7.2.2 Apartado 3.2.2
Características geométricas (1) 5 Apartado 7.2.3 Apartado 3.2.3
Acabado (1) 5 Apartado 7.2.4 Apartado 3.2.4
Fabricación (1) 5 - Apartado 3.2.5
Protección del tirafondo (1) 5 Apartado 7.2.5 Apartado 3.2.6
Ensayo de tracción (2) 5 Apartado 7.2.6.1 Apartado 3.2.7.1
Ensayo de plegado (2) 5 Apartado 7.2.6.2 Apartado 3.2.7.2
Características geométricas de la arandela prisionera
5 Apartado 7.3.2 Apartado 3.2.8
Ensayo de dureza de la arandela prisionera
5 Apartado 7.3.3 Apartado 3.2.8
(1) Los ensayos se realizarán sobre las mismas cinco muestras. (2) Ensayos destructivos, requieren nuevas muestras.
5. CONTROL Y SUPERVISIÓN DE LA CALIDAD DE FABRICACIÓN
El fabricante deberá demostrar que dispone de una organización de métodos y medios materiales y humanos que le permitan garantizar la calidad de la fabricación, estando capacitado para realizar controles en todos los turnos de fabricación.
El peticionario asegurará, por acciones específicas de control, auditoria y supervisión, la eficacia de los dispositivos puestos en marcha.
El fabricante de las piezas debe garantizar que se efectúan los controles definidos en la siguiente tabla, demostrándolo mediante registros que estarán a disposición del cliente y certificándolo en cada partida suministrada.
La calidad del producto se verificará mediante controles de proceso.
5.1. VAINA
Respecto a la materia prima, el fabricante de vainas indicará en el certificado de cada lote, como mínimo, las siguientes referencias:
- Designación de la materia prima.
- Referencia de la materia prima.
- Número del lote.
- Nombre y dirección del fabricante de la materia prima.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 13 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
Si un suministro incluye varios lotes de materia prima, se incluirán tantos certificados como lotes de materia prima.
El producto debe presentarse agrupado en lotes. Cada lote debe comprender únicamente piezas de la misma naturaleza, con las mismas características y ser objeto de una misma campaña de fabricación.
Las vainas estarán sometidas a las verificaciones y ensayos de unas muestras estadísticas obtenidas según la siguiente tabla:
Naturaleza de las verificaciones y ensayos
Metodología Proporción de
verificaciones y ensayos
Características geométricas Apartado 7.1.3 Según UNE 66020(2)
Resistencia eléctrica del conjunto
Apartado 7.1.4 1 muestra por turno
Resistencia a la tracción Apartado 7.1.5.1 1 muestra por turno
Valor de rotura por tracción Apartado 7.1.5.2 1 muestra por turno
Resistencia de la rosca al desgaste (1) Apartado 7.1.5.4 1 muestra por turno
(1) Tal y como figura en el apartado 7.1.5.4 después del ensayo de resistencia de la rosca al desgaste debe de hacerse el ensayo de resistencia a la tracción.
(2) Inspección normal, muestreo simple, nivel de inspección S-3, NCA 1.
5.2. TIRAFONDO
Las piezas a recepcionar se agruparán por lotes. Los lotes los formarán piezas de la misma categoría o tipo, siempre y cuando no se correspondan a diferentes periodos de fabricación.
En la siguiente tabla se indica la naturaleza de las verificaciones, su proporción y la referencia del apartado en que se explica su metodología.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 14 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
NATURALEZA DE LA VERIFICACIÓN
UNIDADES A VERIFICAR METODOLOGÍA
Materia prima Una vez por colada (20t) Apartado 7.2.1
Controles visuales: geometría (1) (2) Según UNE 66020(4) Apartado 7.2.3 (1)
Controles visuales: acabado (1) (2) Según UNE 66020(4) Apartado 7.2.4
Controles visuales: marcas (1) (2) Según UNE 66020(4) Apartado 7.2.2
Ensayos mecánicos: resistencia a la tracción (3) 4 por lote Apartado 7.2.6.1
Ensayos mecánicos: Ensayos de plegado (3) 4 por lote Apartado 7.2.6.2
Protección del tirafondo (2) Según UNE 66020(4) Apartado 7.2.5
Características geométricas de la arandela prisionera
Según UNE 66020(4) Apartado 7.3.2
Ensayo de dureza de la arandela prisionera
4 por lote Apartado 7.3.3
Nota explicativa: (1) Sobre piezas sin protección anticorrosiva. (2) Los ensayos se realizarán sobre las mismas cinco muestras. (3) Ensayos destructivos, requieren nuevas muestras. (4) Inspección normal, muestreo simple, nivel de inspección S-3, NCA 1.
La toma de muestras debe hacerse de manera que sea representativa de los lotes en cuestión
6. EMBALAJE Y ETIQUETADO DE PALÉS
6.1. VAINA
Con el fin de mantener intactas todas sus propiedades, las vainas irán en cajas de cartón. Para su almacenamiento y transporte, las cajas se colocarán sobre palés con flejes, cintas o envolturas de plástico retráctil.
Durante el embalaje de las piezas y su posterior almacenamiento, deberá asegurarse el mantenimiento de todas las propiedades físicas hasta su colocación final sobre las traviesas.
6.1.1. ETIQUETADO DE CAJAS
Para poder definir la trazabilidad del producto, cada caja se identificará de manera visible. Deberá tener, al menos, la siguiente información.
- Denominación de la pieza.
ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 15 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
- Cantidad de piezas por caja.
- Identificación del fabricante.
- Número que identifique la fabricación de la caja.
- Número de dibujo de ADIF para la pieza.
6.1.2. ETIQUETADOS DE PALÉS
Se identificará cada palet con, al menos, la siguiente información:
- Denominación de la pieza.
- Cantidad de cajas por palet.
- Lote de fabricación al que pertenecen las piezas suministradas para asegurar la trazabilidad con la materia prima acreditada.
- Identificación del fabricante.
- Datos del suministro, como, por ejemplo, identificación del cliente, número de albarán, número de pedido, etc.
- Número de dibujo de ADIF para la pieza.
- Marcado ADIF.
6.2. TIRAFONDO
Salvo indicación contraria en el pedido, los tirafondos se entregarán embalados en cajas de madera de dimensiones 87cm x 120cm x 88cm.
Los embalajes empleados en la expedición deben mantener inalterables las propiedades de los tirafondos transportados.
6.2.1. ETIQUETADO DE CAJAS
Para poder definir la trazabilidad del producto, cada caja se identificará de manera visible. Deberá reflejar, al menos, la siguiente información.
- Denominación de la pieza.
- Lote de fabricación al que pertenecen las piezas suministradas para asegurar la trazabilidad con la materia prima acreditada.
- Identificación del fabricante.
- Datos del suministro (identificación del cliente, número de albarán, número de pedido, etc.).
- Marcado Adif.
7. METODOLOGÍA DE LOS ENSAYOS
7.1. VAINA
7.1.1. CARACTERÍSTICAS DEL MATERIAL
La materia prima de la vaina se comprobará mediante el correspondiente certificado
ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 16 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
proporcionado por el proveedor de poliamida.
Los resultados deben concordar con lo especificado en el apartado 3.1.1.
7.1.2. MARCAS
Se verificará que las marcas de fabricación cumplen con lo establecido en el apartado 3.1.2. de la Especificación Técnica.
7.1.3. CARACTERÍSTICAS GEOMÉTRICAS
La comprobación de las características geométricas se hará con los útiles de medición y de control pertinentes. Los resultados deben de concordar con lo especificado en el apartado 3.1.3.
7.1.4. RESISTENCIA ELÉCTRICA DEL CONJUNTO
El ensayo se realizará con una fuente de alimentación que sea capaz de proporcionar una tensión continua de 500 V.
Se rosca totalmente el tornillo en la vaina y el conjunto se coloca sobre una superficie aislante. La resistencia eléctrica, medida en seco entre la cabeza de un tornillo de traviesa atornillado en la inserción aislante y el muro externo de dicha inserción aislante, debe cumplir con lo especificado en el apartado 3.1.5.
7.1.5. CARACTERÍSTICAS MECÁNICAS
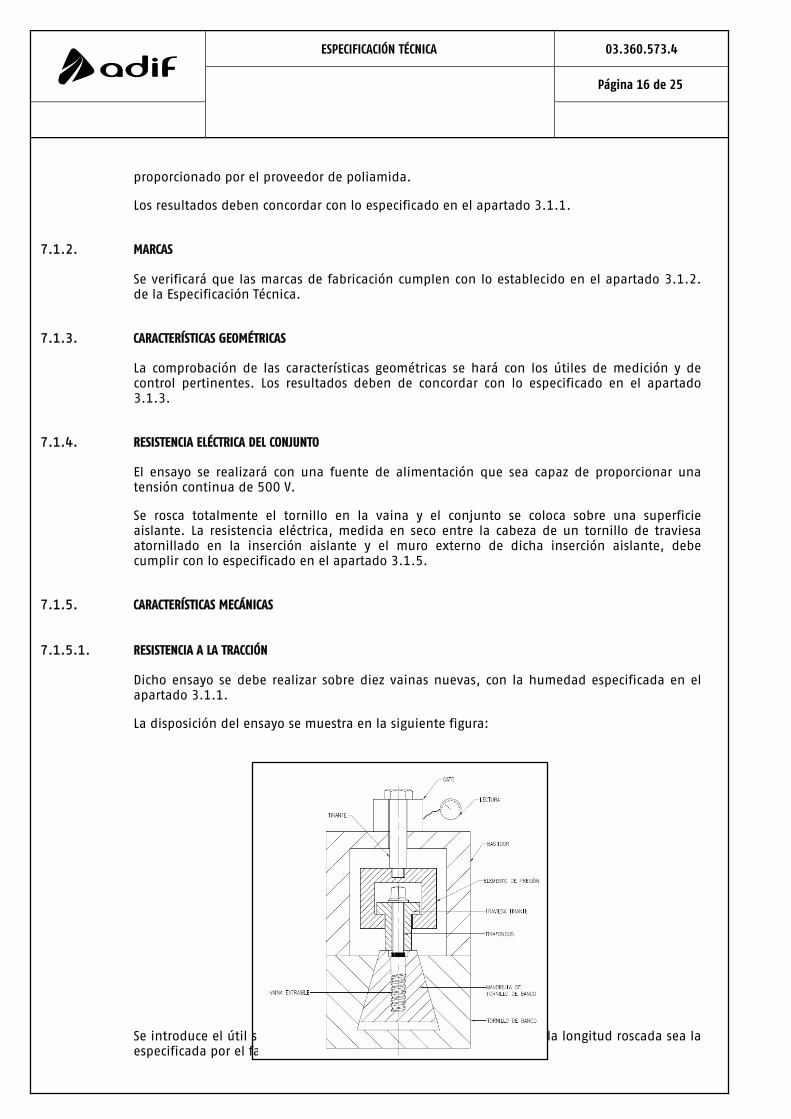
7.1.5.1. RESISTENCIA A LA TRACCIÓN
Dicho ensayo se debe realizar sobre diez vainas nuevas, con la humedad especificada en el apartado 3.1.1.
La disposición del ensayo se muestra en la siguiente figura:
Se introduce el útil simulador del tornillo en la vaina, de forma que la longitud roscada sea la especificada por el fabricante de la vaina.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 17 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
Se aplica una fuerza de tracción a una velocidad creciente de 10 KN/s hasta un valor de 20 KN. Esta carga se mantiene durante 1 minuto con el fin de ajustar los diferentes componentes del utillaje de ensayo. Transcurrido este tiempo, se comienza a cargar la vaina de nuevo a la velocidad de 10 KN/s hasta un valor igual a 1.1 KN por la longitud de la rosca, es decir 88 KN, manteniéndose esta carga a lo largo de 2 minutos. Posteriormente, se descarga de nuevo hasta alcanzar los 20 KN y se mantiene durante un minuto. Por último se procede a descargar totalmente el dispositivo.
La evolución de la carga a lo largo del ensayo se resume en el siguiente esquema, indicándose además los tiempos de reposo.
Los resultados deben de concordar con lo especificado en el apartado 3.1.6.1.
7.1.5.2. VALOR DE ROTURA POR TRACCIÓN
Para este ensayo se emplearán diez vainas en las mismas condiciones de suministro y con el mismo utillaje que el apartado anterior. La longitud de rosca introducida del tornillo simulador será definida por el fabricante de la vaina.
Se aplica un esfuerzo de tracción progresivo a una velocidad de 10 kN/s hasta un valor de 1,1 KN por milímetro de rosca. Alcanzado este valor, se observa si se produce algún fallo, incrementándose posteriormente a velocidad constante la fuerza de tracción hasta que se produzca el fallo o hasta que la fuerza de tracción alcance los 2 KN/mm de longitud roscada ensayada.
La media de los valores de rotura debe ser acorde con lo especificado en el apartado 3.1.6.2.
7.1.5.3. ENSAYO PARA LA RESISTENCIA A LA FRACTURA DE LA INSERCIÓN AISLADA
Este ensayo se realizará sobre una vaina de una traviesa moldeada. En primer lugar se realizará una rampa de carga a una velocidad de aumento de 10 KN/s hasta los 80 KN, donde se observa la posible presencia de fisuras. A continuación si no hay aparición de fisuras se incrementa la carga hasta los 130 KN y se vuelve a repetir la inspección visual.
Los resultados deben de concordar con lo especificado en el apartado 3.1.6.3.
7.1.5.4. RESISTENCIA DE LA ROSCA AL DESGASTE
El ensayo de resistencia al roscado se lleva a cabo realizando diez operaciones completas de

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 18 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
atornillado y desatornillado, una tras otra, con el útil de control.
Tras la operación de desgaste, se realizará el ensayo de resistencia a tracción de la rosca ya descrito.
Los resultados deben de concordar con lo especificado en el apartado 3.1.6.4.
7.1.5.5. ENSAYO DE RESISTENCIA A FATIGA
El ensayo consiste en reproducir una carga periódica de amplitud constante, desde una carga mínima de 5 KN hasta una carga máxima de 90 KN, durante 3 millones de ciclos, con una inclinación de 30º a una frecuencia de 5 Hz.
Este ensayo se realizará sobre un conjunto de sujeción con todos sus componentes perfectamente montados.
Posteriormente al ensayo de resistencia a la fatiga, se lleva a cabo el ensayo de resistencia a la fractura de las inserciones aisladas ensayadas a fatiga.
Los resultados deben de concordar con lo especificado en el apartado 3.1.6.5.
7.2. TIRAFONDO
7.2.1. CARACTERÍSTICAS DEL MATERIAL
La materia prima se comprobará mediante el correspondiente certificado de laminación.
Los resultados deben ser acordes a lo especificado en el apartado 3.2.1.
7.2.2. MARCAS
Se verificará que las marcas de fabricación cumplen con lo establecido en el apartado 3.2.2 de la Especificación Técnica.
7.2.3. CARACTERÍSTICAS GEOMÉTRICAS
Las cotas mostradas en la figura son de obligada comprobación. La comprobación de otras cotas queda a criterio del homologador.
- Dimensiones de la sección superior de la cabeza (A).
- Diámetro del cuello (B).
- Diámetro del núcleo (C).
- Diámetro sobre la rosca (D).
- Longitud de la caña (E).
- Rectitud de la caña: altura de la flecha (F) en la longitud de la caña.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 19 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
La comprobación de la rectitud de la caña (cota F) puede efectuarse colocando la misma sobre una superficie plana desde el inicio de la curva de acuerdo con la cabeza, apoyando siempre este punto y la mayor parte posible del resto de la caña en dicha superficie, según se puede ver en la siguiente figura.
El incumplimiento de cualquiera de las cotas, califica como “mala” la unidad inspeccionada.
7.2.4. ACABADO
Se verificará que el acabado es conforme con el apartado 3.2.4 de la Especificación Técnica.
7.2.5. PROTECCIÓN DEL TIRAFONDO
Se verificará el cumplimiento de lo indicado en el apartado 3.2.6 de la Especificación Técnica.
La uniformidad de los recubrimientos de zinc se determinará mediante una disolución de sulfato de cobre, tal y como describe la Norma UNE 7183.
Se admitirá ausencia de recubrimiento en los puntos de contacto por donde se sujetó la pieza al bastidor, así como en una línea fina en la cresta de los hilos de la rosca.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 20 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
7.2.6. ENSAYOS MECÁNICOS
7.2.6.1. ENSAYO DE TRACCIÓN
El tirafondo se agarra por sus dos extremos en los elementos de sujeción de una máquina de tracción y se somete a una fuerza creciente hasta su rotura.
Los elementos de sujeción se preparan especialmente para este ensayo, de manera que la carga resulte centrada en relación a la pieza ensayada.
En ningún caso la rotura se producirá por el acuerdo de la caña del tirafondo con la cabeza.
Se verificará el cumplimiento de lo indicado en el apartado 3.2.7.1 de la Especificación Técnica.
7.2.6.2. ENSAYO DE PLEGADO
La caña se pliega en su parte roscada sin golpes, sobre un mandril de diámetro igual a 4D (siendo D el diámetro del tirafondo sobre la rosca) un ángulo de 90º. Para ello se emplea el útil mostrado en la figura.
Se verificará el cumplimiento de lo indicado en el apartado 3.2.7.2 de la Especificación Técnica.
7.3. ARANDELA PRISIONERA
7.3.1. CARACTERÍSTICAS DEL MATERIAL
La materia prima de la arandela prisionera se comprobará mediante el correspondiente certificado del proveedor.

ESPECIFICACIÓN TÉCNICA 03.360.573.4
Página 21 de 25
VÍA VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1
1ª Edición: Septiembre de 2009
7.3.2. CARACTERÍSTICAS GEOMÉTRICAS
La comprobación dimensional se realizará con los útiles de medición y control pertinentes.
Los resultados deben concordar con lo especificado en el apartado 3.2.8.
7.3.3. ENSAYO DE DUREZA
El ensayo se realizará de acuerdo con la Norma UNE 7.422.
Los resultados deben satisfacer lo especificado en el apartado 3.2.8.
8. GARANTÍA
El suministrador garantiza sus entregas de tirafondos AV-1 contra cualquier defecto imputable a la fabricación, durante un periodo que se extiende desde el año de fabricación N hasta el 31 de diciembre del año N+2.
En el caso de las vainas antigiro extraíbles, el periodo de garantía se extiende desde el año de fabricación N hasta el 31 de diciembre del año N+5.
Ni la inspección de los agentes delegados por ADIF ni los ensayos efectuados en la recepción disminuyen la responsabilidad del suministrador.
Las piezas que durante ese período de garantía se inutilicen como consecuencia de defectos de fabricación deberán ser sustituidas con cargo al fabricante. Dicho reemplazo por otras nuevas se realizará en el plazo máximo de un mes, bien directamente por el fabricante o por el departamento responsable por el Administrador de Infraestructura Ferroviaria. En este último caso se pasará al fabricante el importe correspondiente a la retirada de las piezas defectuosas.
Las piezas desmontadas se almacenarán por cuenta y riesgo del fabricante, quien deberá proponer a ADIF el mecanismo a emplear para su destrucción.


VIA. “VAINA ANTIGIRO EXTRAÍBLE Y TIRAFONDO AV-1.” 1ª Edición: Septiembre de 2009. Documentos relacionados
ET 03.360.573.4 - 23 -
I. Documentos relacionados
E.T. 03.360.113.0 Especificación Técnica de ADIF “Tirafondos de Vía”.
UIC 864-1.0 Especificación técnica para el suministro de tirafondos.
UNE 7183: 1964 Método de ensayo para determinar la uniformidad de los recubrimientos galvanizados, aplicados a materiales manufacturados de hierro y acero.
UNE 12329: 2001 Protección contra la corrosión de los metales. Recubrimientos electrolíticos de hierro o acero.
UNE 7422 Materiales metálicos. Ensayo de dureza. Ensayo Brinell.
UNE EN 22768-1 Tolerancias generales. Parte 1: Tolerancias para cotas dimensionales lineales y angulares sin indicación individual de tolerancia.
UNE EN 22768-2 Tolerancias generales. Parte 2: Tolerancias para cotas geométricas sin indicación individual de tolerancia.
UNE 53020 Materiales plásticos. Determinación de la densidad y de la densidad relativa de los materiales plásticos no celulares. Métodos de ensayo.
UNE 53269 Plásticos. Plásticos reforzados con fibra de vidrio. Determinación de la pérdida al fuego.
UNE 66020 Inspección y recepción por atributos. Procedimientos y tablas.
UNE 66020-1:2001 Procedimientos de muestreo para la inspección por atributos. Parte 1: Planes de muestreo para las inspecciones lote por lote, tabulados según el nivel de calidad aceptable (NCA).
UNE 66020-1:2002 Erratum Procedimientos de muestreo para la inspección por atributos. Parte 1: Planes de muestreo para las inspecciones lote por lote, tabulados según el nivel de calidad aceptable (NCA).
UNE 66020-2:2001 Procedimientos de muestreo para la inspección por atributos. Parte 2: Planes de muestreo para las inspecciones de lotes independientes, tabulados según la calidad límite (CL).
UNE EN ISO 9001 Sistemas de la calidad. Modelo para el aseguramiento de la calidad en el diseño, el desarrollo, la producción, la instalación y el servicio postventa.
UNE EN ISO 898-1:2000 Características mecánicas de los elementos de fijación fabricados en acero al carbono y de aceros aleados. Parte 1: pernos, tornillos y bulones.
ISO 307 Plastics-Polyamides. Determination of viscosity number. (Determinación de la viscosidad de polímeros).
NF F 50-009 Railway Fixed Equipment. Insulating female fixing insert.
NF F 50-014 Railway Fixed Equipment. Special rail screws for concrete sleepers.
NF F 00-800 Material ferroviario en general. Definición de los procedimientos de homologación de los productos – reglas generales.
NF F 51-101 Instalaciones fijas ferroviarias – Travesías y soportes para aparatos de vía, de hormigón.

ET 03.360.573.4
24