Valmir Bonfim Primera Edición -...
122
-
Upload
truongkhanh -
Category
Documents
-
view
216 -
download
0
Transcript of Valmir Bonfim Primera Edición -...

Valmir Bonfim
Primera Edición
Traducción y revisión
Pilar Loosli
2008

Copyright © 2008 by autor
Todos los derechos reservados. Esta publicación no puede ser reproducida,
en todo ni en parte, ni registrada en o transmitida por un sistema de
recuperación de información, en ninguna forma ni por ningún medio sea
mecánico, fotoquímico, electrónico, magnético, electroóptico, por fotocopia,
o cualquier otro sin el permiso previo por escrito del autor y de la editorial.
Primera Edición
Dirección y Coordinación
Suiang G. Oliveira
Portada y Proyecto Gráfico
Pedro Penafiel – Curau Estúdio de Criação
Traducción y revisión
Pilar Loosli
Ficha Catalográfica
falta

Dedico este libro
a mis padres y hermanos,
a mi esposa Mónica y
a mi hijo Víctor

Presentación
Investigación, desarrollo y tecnología. Este es el trinomio que lleva
a carreteras más seguras y durables y, por consecuencia, resulta en
garantía de bienestar y de preservación de vidas.
Ciber Equipamentos Rodoviários produce equipos para la cons-
trucción y el mantenimiento de carreteras e integra el Grupo Wirt-
gen, que es el primero en el desarrollo de tecnologías de fresado y
líder mundial en su segmento. Ciber se enorgullece de presentar y
recomendar la lectura de la tercera edición del libro Fresado de
Pavimentos Asfálticos, del ingeniero Valmir Bonfim. La publica-
ción tiene alto valor aplicativo, pues la infraestructura carretera,
que incluye, por ejemplo, el fresado de pavimentos, es pauta priori-
taria en América Latina. Se trata de una obra que reúne contenido
con mucha información, credibilidad y presenta de forma clara la
técnica de fresado.
Es de larga fecha la relación de Ciber con el autor, el ingeniero
Valmir Bonfim, que integra el Grupo Ane, tradicional usuario de
equipos de alta tecnología. Deseamos a Ane los mejores votos de
éxito al completar 40 años y al autor suceso pela realización de esta
importante obra.
Walter Rauen
Director Presidente de Ciber Equipamentos Rodoviários

Prólogo
Un pavimento es proyectado y construido para ofrecer viajes con-
fortables, seguros y económicos, lo que es determinado por la calidad
de su superficie. Cuando el revestimiento no cumple más esta finali-
dad, se debe intervenir para su restauración.
En determinados casos, en especial cuando existen limitaciones
con respecto al porcentaje del pavimento acabado o cuando se pre-
tende reciclar el material antiguo, el revestimiento o parte de él debe
ser removido antes de la aplicación de la nueva capa. Esta acción se
realiza con el empleo de la técnica de fresado.
Aunque el fresado de pavimentos ya está incorporada al cotidia-
no de la pavimentación en muchos países, todavía son pocos los pro-
fesionales que dominan la técnica y mucho menor es el número de
los que sobresalen con vasta experiencia.
Valmir Bonfim es un ingeniero que, trabajando desde hace mu-
chos años en el área, aúna con excelentes resultados, su extensa ex-
periencia en terreno a un serio estudio académico correlacionado.
En su currículum, ya van más de doce millones de metros cuadra-
dos de fresado realizados, utilizándose de las más variadas formas de
aplicación de la técnica, lo que lo hace un experto para discurrir con
autoridad sobre el tema.
A partir de 1995 tuve el placer de recibirlo en la Escola Politécnica
da Universidade de São Paulo como mi orientado. Concluyó su tesis,
brillantemente, defendiendo Estudio de la granulometría resultante del
fresado de revestimientos asfálticos con vistas al reciclaje en frío “in situ”.

De ese trabajo resultó la presente obra que, realizada con esmero,
contiene informaciones interesantes y útiles para los profesionales
del área, para investigadores y alumnos de graduación y de postgrado
interesados en el tema.
Esta obra, que es amplia, permite ser aprovechada tanto por téc-
nicos iniciantes como por profesionales expertos, lo que le confiere
pleno éxito.
Prof. Dr. Felippe Augusto Aranha Domingues
Escola Politécnica da Universidade de São Paulo

Palabras del Autor
El libro Fresado de Pavimentos Asfálticos fue publicado en 2000 y
tuve la agradable sorpresa de que a fines del mismo año la edición
estaba agotada. En 2001 fue impresa la segunda edición además de
una edición especial con 2000 libros para la empresa Fresar Tecnolo-
guía de Pavimentos.
Desde mi punto de vista la gran demanda e interés por este libro,
además de que el tema sobre fresado de pavimentos todavía es una
novedad para muchos, lo que lo hace atractivo es su lectura fácil con
un lenguaje simple y directo.
El avance tecnológico de los equipos estos últimos años ha lleva-
do a una disminución de sus dimensiones, los ha hecho más versáti-
les y más potentes. También se ha introducido en el mercado nuevos
cilindros de fresado, y una nueva clasificación con respecto a la rugo-
sidad resultante en la pista, exigiendo con esto que los capítulos 3, 4
y 5 sean actualizados. La otra novedad es que en esta tercera edición
muestro un libro aun más ilustrado.
Haciendo uso de este espacio, deseo presentar mis agradecimien-
tos a Nelson Sampaio Pereira, uno de los pioneros que introdujo las
fresadoras y recicladoras de pavimentos asfálticos en Brasil, respon-
sable de mi aprendizaje y gran estimulador profesional; A las empre-
sas CIBER – Equipamentos Rodoviários, Iguatemi Consultoria e Ser-
viços de Engenharia y Fresar Tecnologia de Pavimentos, que estuvie-
ron presentes en las ediciones anteriores; al Prof. Dr. Felippe Augus-
to Aranha Domingues y a la Profª. Dra. Liedi Bariani Bernucci, de la
Escola Politécnica da Universidade de São Paulo, y al Prof. Dr. Leto
Momm, de la Universidade Federal de Santa Catarina, por sus ense-
ñamientos, por la amistad y por su gran incentivo; al ingeniero y amigo
Danilo Martinelli Pitta, que dedicó parte de su tiempo en la revisión
técnica de esta obra; a los profesionales que actúan en el área de
carreteras y rodaje brasileño, por la lectura minuciosa y sugerencias
que enviaron, las que han enriquecido el trabajo, entre ellos, al Ing.
Gualberto Pedrini y al Ing. Dultevir Guerreiro Vilar de Melo, mi gra-
titud; al amigo Andreas Marquardt, del Grupo Wirtgen, por la con-
fianza e incentivo para la publicación de este libro tanto en inglés
como en español; y a todos aquellos que directa o indirectamente
colaboraron para que esta obra se concretara; ¡sobre todo a Dios!
Sumario
1. Introducción ....................................................................... 17
2. Definición de fresado de pavimentos ................................. 19
3. Clasificación de los tipos de fresado ................................... 21
3.1. Sobre el espesor de corte ............................................ 21
3.1.1. Fresado superficial ........................................... 21
3.1.2. Fresado raso ..................................................... 22
3.1.3. Fresado profundo ............................................. 23
3.2. Sobre la rugosidad resultante en la pista .................... 23
3.2.1. Fresado patrón (estándar) ............................... 24
3.2.2. Fresado fino ..................................................... 24
3.2.3. Microfresado .................................................... 24
4. Equipos ............................................................................... 27
4.1. Equipos de fresado de pequeño porte ......................... 28
4.2. Equipos de fresado de medio porte ............................. 29
4.3. Equipos de fresado de gran porte ................................ 31
5. Principales componentes de los equipos ............................ 35
5.1. Cilindro fresador ......................................................... 35
5.1.1. Sistema para fijar los cilindros fresadores ........ 36
5.1.2. Tipos de cilindros fresadores ............................ 36
5.1.2.1. Cilindro para fresado fino ................... 37
5.1.2.2. Cilindro para microfresado ................. 38

5.1.3. Ancho de los cilindros fresadores .................... 41
5.1.4. Actuación del cilindro fresador en el pavimento .... 44
5.2. Dientes de corte .......................................................... 45
5.3. Soportes de los dientes de corte ................................. 47
5.4. Raspadores .................................................................. 49
5.5. Correa transportadora ................................................ 50
5.6. Sistema de control de la velocidad ............................. 52
5.7. Sistema de control de la profundidad de corte ........... 52
5.8. Sistema de apoyo de los equipos ................................. 53
5.8.1. Sobre neumáticos ............................................. 53
5.8.2. Sobre orugas ..................................................... 54
6. Servicios y equipos complementares y de apoyo
operacional ......................................................................... 55
6.1. Señalización de la pista ............................................... 55
6.2. Camión tanque ........................................................... 56
6.3. Detector de metales .................................................... 56
6.4. Remates en locales fresados ........................................ 57
6.4.1. Con fresadoras de pequeño porte .................... 57
6.4.2. Con unidades de fresado acopladas a otro
tipo de equipo .................................................. 58
6.4.3. Con sierra de disco y rompedores neumáticos ... 59
6.5. Camiones tolva ........................................................... 60
6.6. Barrido de la pista ....................................................... 60
6.6.1. Manualmente ................................................... 61
6.6.2. Mecánicamente ............................................... 61
6.7. Camión apropiado para el transporte de los equipos .... 63
7. Aplicación de la técnica de fresado .................................... 65
7.1. Tipos de aplicación ..................................................... 66
7.1.1. Fresado para corrección de defectos
superficiales ...................................................... 66
7.1.2. Fresado de áreas discontinuas .......................... 67
7.1.3. Fresado continuo de toda la pista .................... 68
7.1.4. Fresado en cuña ............................................... 69
7.1.5. Fresado para la corrección de la inclinación
del pavimento .................................................. 71
7.1.6. Fresado de remates ........................................... 71
7.1.7. Fresado superficial para sonorización ............... 72
7.2. Aplicación de la técnica de fresado en la
corrección de defectos ................................................ 73
7.2.1. Agrietamiento .................................................. 74
7.2.2. Deterioro de remiendos ................................... 75
7.2.3. Hoyos ............................................................... 76
7.2.4. Hundimiento en la huella de rueda ................. 77
7.2.5. Depresión ......................................................... 77
7.2.6. Deformación plástica de los revestimientos ..... 78
7.2.7. Agregados pulidos ............................................ 78
7.2.8. Exudación ........................................................ 79
7.2.9. Desestructuración del pavimento .................... 80
7.2.10. Bombeo de finos .............................................. 80
7.2.11. Superposición de revestimientos asfálticos ..... 81
7.2.12. Desnivel entre la pista y la berma ................... 81
8. Ventajas de la utilización de la técnica de fresado ............. 83
8.1. Mantenimiento de la curvatura del pavimento .......... 83
8.2. Mantenimiento de la regularidad de las junturas ....... 84
8.3. Corrección de deformaciones plásticas ....................... 85
8.4. Mantenimiento del nivel junto a constricciones
de concesionarias ........................................................ 86
9. Problemas que pueden ocurrir por la utilización del fresado .. 87
9.1. Escalón en la pista ...................................................... 87
9.2. Aparecimiento de hoyos o baches .............................. 88
9.3. Movimiento de “placas” del revestimiento
bituminoso .................................................................. 89
10.Productividad de los equipos de fresado ............................ 91
10.1. Consideraciones iniciales .......................................... 91
10.2. Ejemplos de productividad ........................................ 92
11.Dimensionamiento de refuerzo del pavimento
contemplando el fresado .................................................... 97
12.Estudio de la granulometría del material resultante del
fresado de revestimientos asfálticos con vistas al reciclaje ... 103
12.1. Equipo utilizado ....................................................... 105
12.2. Revestimiento existente .......................................... 106
12.3. Recolección de las muestras .................................... 106
12.4. Curvas granulométricas ........................................... 108
12.5. Consideraciones acerca de los resultados obtenidos ... 118
13.Parámetros para ejecución y control del fresado
de pavimentos asfálticos ................................................... 121
13.1. Objetivo ................................................................... 121
13.2. Generalidades .......................................................... 121
13.3. Equipos .................................................................... 121
13.4. Control de la profundidad del corte ........................ 122
13.5. Control de la textura de la superficie fresada .......... 122
13.6. Almacenamiento del material resultante del
fresado ....................................................................... 123
13.7. Limpieza de la pista ................................................. 123
13.8. Liberación al tráfico ................................................. 123
13.9. Medición .................................................................. 124
Bibliografía ............................................................................. 125
Crédito de las figuras e ilustraciones ..................................... 127
1. Introducción
A partir de la crisis del petróleo, en la década del 70, con la escasez
de materiales asfálticos más la crisis económica internacional, los téc-
nicos viales internacionales, en conjunto con los organismos de fo-
mento, idealizaron reprocesar los materiales de pavimentación de
pistas deterioradas, por medio del reciclaje, de forma a restaurar las
condiciones de tráfico de las vías a niveles satisfactorios, tanto desde
el punto de vista técnico como financiero.
Inicialmente, el material era extraído de las pistas mediante
escarificación del pavimento y llevado para procesamiento en
centrales.
Ese procedimiento era inadecuado para tal aplicación, pues resul-
taba en la aparición de pedazos muy grandes, que necesitaban ser
posteriormente triturados y tamizados, para poder reutilizarlos en la
mezcla reciclada.
Era inherente al proceso de escarificación la retirada de toda la
capa betuminosa, por tratarse de un “arrancamiento” efectuado por
dientes o punteras de equipos, tornando imposible extraer sólo el
espesor determinado en proyecto.
El equipo de fresado fue concebido a partir de la segunda mi-
tad de la década de 70, simultáneamente, tanto en Europa como
en América del Norte, como herramienta adecuada para posibili-
tar y garantizar el desbaste del pavimento en profundidades pre-
determinadas.
17
En Estados Unidos, según relata Wood[1], entre las empresas que
desarrollaron tales equipos están Barber-Green, C.M.I., Barco y Ran-
cho, además de empresas extranjeras.
El fresado es una técnica relativamente nueva en la recuperación,
mantenimiento y restauración de pavimentos. En Brasil, tuvo inicio
en 1980, con el empleo de una fresadora americana Roto-Mill PR-
525 de la C.M.I. en las obras de restauración de la Vía Anchieta, por
la DERSA – Desenvolvimento Rodoviário S.A (Departamento de
Desarrollo Viário).
El fresado de pavimentos asfálticos es, en los días actuales, una
técnica común aplicada como parte de un proceso de restauración
de pavimentos deteriorados, visando especialmente la solución de
problemas típicamente urbanos, tales como evitar sobrealtura en el
pavimento vial y drenaje pluvial, además de atenuar el efecto de la
propagación de fisuras.
2. Definición de fresado
de pavimentos
El origen del término fresado remonta a la técnica de desbaste o
corte de metales, u otras piezas, por intermedio de un engranaje mo-
tor constituido por un cortador giratorio de ángulos diversos, o de
varias freses, en movimiento giratorio continuo.
Esa técnica originó el término “milling machine”, aplicado a los
equipos de fresado de parte de una estructura cualquiera.
Ya el fresado dedicado a la restauración de pavimentos originó
dos tipos de equipos y procesos específicos para tal: “cold milling
machine”, que efectúa el desbaste de la estructura por medio simple
abrasivo; y proceso en caliente, utiliza el precalentamiento de la es-
tructura para facilitar su “desbaste”.
Así, el fresado del pavimento puede ser realizado de dos maneras
con respecto a la temperatura, es decir, en frío o en caliente.
En el fresado del pavimento en frío, el proceso es realizado en la
temperatura ambiente, sin el precalentamiento del pavimento. El
único tipo de calentamiento, a pesar de despreciable en el proceso, se
refiere a la energía liberada por el impacto de los dientes de corte en
el pavimento durante el fresado.
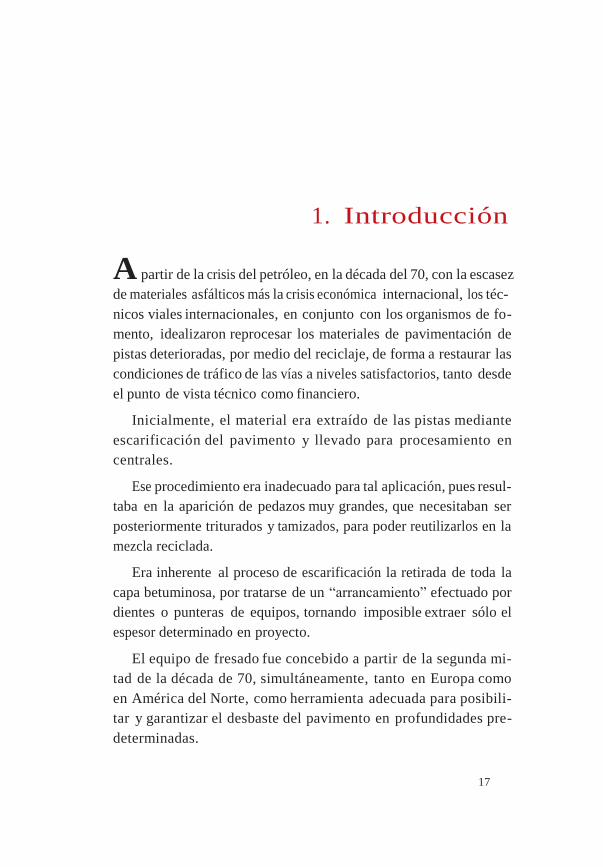
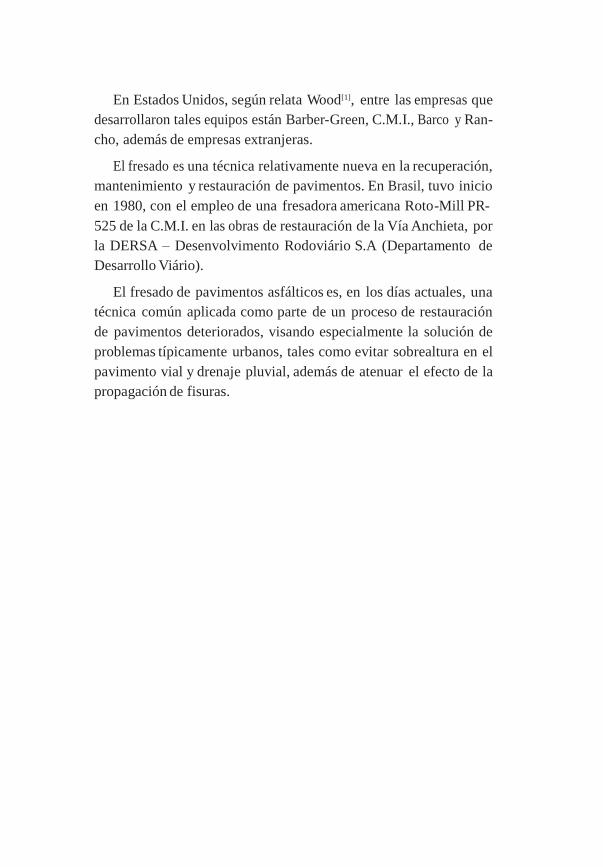
En ese tipo de fresado, ocurre la fractura de parte de los agregados
en la profundidad de corte y, consecuentemente, en la alteración de
la curva granulométrica del material existente en la pista.
Las Figuras 1 y 2 ilustran una superficie fresada, donde se puede obser-
var el hecho de la fractura de agregados situados en la “línea” de corte.
19
Figura 1: Superficie
de una placa fresada
Figura 2: Corte transversal
de una placa fresada
Ya en el fresado en caliente, utilizado como parte del proceso de
reciclaje “in situ” en caliente, es efectuado el precalentamiento del
revestimiento y, en este caso, el fresado es similar. Se trata, sin em-
bargo, de una escarificación como forma de desbaste de la capa, pues
ésta ofrece poca resistencia al corte por el hecho de que la estructura
está caliente. En ese tipo de fresado, no hay una alteración
significa- tiva de la granulometría del material, teniendo en cuenta
que se ge- nera sólo su disgregación, permitiendo facilitar la mezcla
con el ma- terial nuevo proveniente de la central de asfalto.
El DNER – Departamento Nacional de Estradas de Rodagem, en su
Glosario de Términos Técnicos Viales[2], define el fresado de pavimentos
como siendo el “desbaste en caliente o en frío de la superficie asfáltica,
como parte de un proceso de reciclaje de pavimento asfáltico”.
La técnica puede también ser aplicada en pavimentos de cemen-
to Portland, en el desbaste de espesores delgados, para la regulariza-
ción en pistas de concreto o en galpones industriales para posterior
colocación del nuevo revestimiento.
Con base en lo expuesto, con mayor abarcamiento, se puede con-
ceptuar el fresado de pavimentos como siendo el “corte o desbaste de
una o más capas del pavimento, con espesor predeterminado, me-
diante proceso mecánico realizado en caliente o en frío, empleado
como intervención para la restauración de pavimentos”.
20

3. Clasificación de los
tipos de fresado
Varios autores divergen sobre la clasificación de los tipos de fresa-
do y sus aplicaciones; pero, de manera resumida, se puede clasificar
el fresado de pavimentos por el espesor de corte y la rugosidad resul-
tante en la pista.
3.1. Sobre el espesor de corte
Se puede clasificar el fresado por el espesor de corte como siendo:
superficial, raso y profundo.
3.1.1. Fresado superficial
También conocido como fresado de regularización, este fresado es
destinado sólo a la corrección de defectos existentes en la superficie
del pavimento.
Siendo así, puede ser dejado de lado el posterior recapado asfálti-
co de la pista, una vez que la textura obtenida permite la circulación
segura de vehículos, sin embargo, no muy confortable, a excepción
de puntos específicos donde la disgregación del revestimiento rema-
nente acarree la formación de agujeros.
Cumple observar que algunos equipos utilizados en intervencio-
nes que visan la mejoría de las condiciones de adherencia neumáti-
co-pavimento permiten el cambio del cilindro fresador por otro de
21

mayor densidad de dientes de corte, permitiendo generar superficies
más confortables a la circulación.
El DNER[3], en su curso de reciclaje de pavimentos, afirma que la
mayoría de las operaciones de fresado mejora la textura de la superfi-
cie de la autovía (macro textura) y de la superficie expuesta del agre-
gado (micro textura), favoreciendo la resistencia al patinazo.
De la misma forma, defectos del tipo exudación y deformaciones
plásticas son tratados con el empleo de esa técnica para mejorar las
condiciones de rodaje.
3.1.2. Fresado raso
El fresado raso alcanza normalmente las capas superiores del pa-
vimento, pudiendo llegar, en algunos casos, a la capa de enlace. En la
mayoría de los servicios, ese tipo de intervención tiene una profundi-
dad promedio de corte de alrededor de 5 cm.
Este procedimiento es usado en la corrección de defectos funciona-
les y en remiendos superficiales. Es aplicado, sobre todo, en vías urba-
nas, donde se desea mantener los caimientos del pavimento con res-
pecto a los dispositivos de drenaje superficial y obras de arte corrientes.
Conforme describe el curso de capacitación en reciclaje de pavi-
mentos del DNER, la textura resultante del fresado aumenta la lla-
mada o resistencia al cizallamiento entre el antiguo pavimento y la
nueva capa de revestimiento.
En los últimos años, teniendo en cuenta los aspectos monetarios
restrictivos de las intervenciones en pavimentos viales, en especial
en aquellos de las redes provinciales y federal, los técnicos viales se
han utilizado de esta herramienta como forma de garantizar la cali-
dad del rodaje para los usuarios de las vías, a niveles económicos
satisfactorios, restableciendo las condiciones funcionales de los pavi-
mentos, mientras los agentes financieros se preocupan con los bene-
ficios socioambientales de tales intervenciones.
22

3.1.3. Fresado profundo
El fresado profundo es aquel en que el corte alcanza niveles con-
siderables, pudiendo alcanzar, además de la capa de revestimiento,
las capas de unión, de base y hasta la sub-base del pavimento.
Este es un procedimiento generalmente utilizado en intervencio-
nes pensadas en el aspecto estructural, sea por recomposición de la
estructura del pavimento, o incluso por reciclaje e incorporación del
revestimiento a la base.
Desde el punto de vista funcional, sobre todo visando la seguri-
dad y el restablecimiento de las condiciones “ideales” de actuación
de los dispositivos de drenaje superficial, se utiliza esta técnica para
corregir la inclinación original de las vías.
Es un procedimiento también muy indicado en la ejecución de
servicios de pequeños remiendos y para recuadro de agujeros.
Tanto para el fresado superficial, como para el raso y el profundo,
se puede utilizar cualquier tipo de cilindro cuanto a la rugosidad como
veremos más adelante, sin embargo, para los casos en que se desea
sólo la colocación de nueva capa de revestimiento, se utiliza el cilin-
dro para fresado patrón. Los demás se vuelven inviables por el mayor
consumo de dientes de corte.
3.2. Sobre la rugosidad resultante en la pista
Se pueden clasificar los tipos de fresado según la rugosidad resul-
tante en la pista como fresado patrón, fresado fino y microfresado.
La rugosidad resultante en la pista depende del tipo de cilindro
utilizado en la ejecución del fresado, además de la velocidad de ope-
ración. La evolución de los cilindros fresadores permitió mayor apli-
cabilidad de los equipos de fresado. Hoy existen cilindros diferencia-
dos disponibles en el mercado, con menor espaciamiento entre la
distancia de ataque de los dientes de corte. Más adelante serán mos-
trados varios tipos de cilindros fresadores y ejemplos de aplicación.
23
3.2.1. Fresado patrón (estándar)
Introducido inicialmente en el mercado, se clasificó como fresado
patrón el fresado resultante del cilindro original de los equipos. La
distancia lateral entre la posición de ataque de los dientes de corte
en el pavimento es de aproximadamente 15 mm. Se utiliza este tipo
de fresado para el desbaste de capa especificada en proyecto visando
posterior aplicación de nueva capa de revestimiento.
3.2.2. Fresado fino
El fresado fino (fine milling) fue introducido posteriormente, como
resultado de la aplicación de cilindros fresadores con la distancia la-
teral entre la posición de ataque de los dientes de corte de aproxima-
damente 8 mm, resultando menores surcos y menor rugosidad en la
pista, lo que trajo esta nueva clasificación.
Esta técnica es muy utilizada en la regularización horizontal de las
vías, por posibilitar mejores condiciones de transito a los usuarios. En
algunos casos, en este tipo de aplicación, se puede eliminar el recapa-
do asfáltico posterior de la pista.
3.2.3. Microfresado
El micro fresado resulta del fresado con cilindro proveído con dien-
tes de corte posicionados lateralmente a una distancia de aproxima-
damente 2 a 3 mm.
Consiste en la remoción de una capa muy delgada del revesti-
miento, visando la adecuación del perfil longitudinal o retirada de
tiras o franjas de señalización horizontal de las pistas, para alteración
del layout viario.
Inicialmente los cilindros de microfresado existían sólo para equi-
pos de pequeño porte, como el modelo W 350, del fabricante Wirt-
gen y los dientes de corte eran de menores dimensiones comparán-
dolos con los dientes utilizados en los otros tipos de fresado.
24

En este tipo de aplicación, la aplicación posterior de una nueva
capa de revestimiento es totalmente desechable.
La Figura 3, muestra la comparación de los tipos de fresado, según
la rugosidad resultante en la pista, es decir, fresado patrón, fresado
fino y microfresado.
Fresado
patrón
Fresado
fino
Microfresado
Figura 3: Comparación entre los tipos de fresado
con relación a la rugosidad resultante en la pista
25

4. Equipos
Existen muchos fabricantes de equipos de fresado en todo el mun-
do. Además de los ya citados en la introducción, están la Bitelli (hoy
de la Caterpillar Company), Caterpillar, Ciber, Dynapac, Ingersoll
Rand, Marini, Roadtec, Stravostroj, Sakai, Weber, Wirtgen entre otros.
Hoy en día, en Brasil, existen muchos equipos de fresado de di-
versos fabricantes, de varios tamaños y modelos, capaces de atender
a todas las necesidades del mercado, con algunos de ellos fabricados
en el país desde hace algunos años.
Los equipos de fresado pueden ser subdivididos con relación a su
tamaño, como de pequeño, mediano y gran porte.
Para ejemplificar, serán citados algunos modelos de equipos se-
guidos del nombre del fabricante, pero no todos están disponibles
todavía en el mercado brasileño.
Frecuentemente, la nomenclatura del modelo del equipo se refie-
re al ancho del cilindro fresador. Algunos fabricantes se refieren al
ancho en centímetros o milímetros, no existiendo ninguna conven-
ción cuanto a esto.
Algunos de los nuevos modelos de la Wirtgen, que antes se
referían al ancho del cilindro en milímetros, ahora en sus nuevas
series, han pasado a adoptar el centímetro, como es el caso del
modelo W 1000 F, que presenta su nueva versión como W 100 F.
27
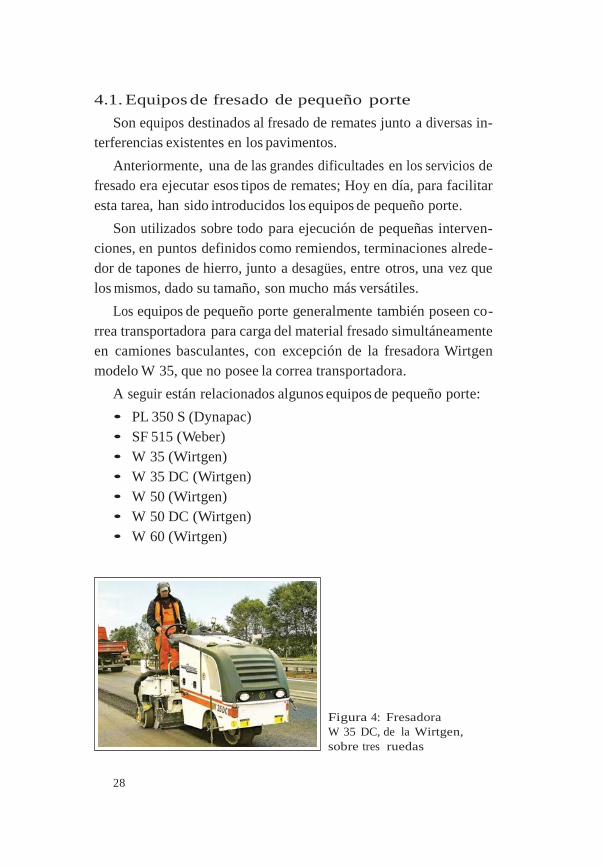
4.1. Equipos de fresado de pequeño porte
Son equipos destinados al fresado de remates junto a diversas in-
terferencias existentes en los pavimentos.
Anteriormente, una de las grandes dificultades en los servicios de
fresado era ejecutar esos tipos de remates; Hoy en día, para facilitar
esta tarea, han sido introducidos los equipos de pequeño porte.
Son utilizados sobre todo para ejecución de pequeñas interven-
ciones, en puntos definidos como remiendos, terminaciones alrede-
dor de tapones de hierro, junto a desagües, entre otros, una vez que
los mismos, dado su tamaño, son mucho más versátiles.
Los equipos de pequeño porte generalmente también poseen co-
rrea transportadora para carga del material fresado simultáneamente
en camiones basculantes, con excepción de la fresadora Wirtgen
modelo W 35, que no posee la correa transportadora.
A seguir están relacionados algunos equipos de pequeño porte:
• PL 350 S (Dynapac)
• SF 515 (Weber)
• W 35 (Wirtgen)
• W 35 DC (Wirtgen)
• W 50 (Wirtgen)
• W 50 DC (Wirtgen)
• W 60 (Wirtgen)
Figura 4: Fresadora
W 35 DC, de la Wirtgen,
sobre tres ruedas
28

El equipo presentado en la Figura 4 posee cilindro con ancho de
fresado de 350 mm y capacidad de corte de hasta 100 mm en una
única pasada, mientras que el equipo presentado en la Figura 5 posee
cilindro con anchura de fresado de 500 mm y capacidad de corte de
160 mm en una única pasada.
Figura 5: Fresadora W 50, de la Wirtgen
Los equipos W 35 y W 50, son los nuevos lanzamientos del fa-
bricante Wirtgen y sustituyeron a los modelos W 350 y W 500,
respectivamente.
4.2. Equipos de fresado de medio porte
Los equipos de fresado de medio porte se destinan a la ejecución
de fresado tanto de pequeñas como de grandes áreas.
En términos de productividad, cuando se fresan grandes áreas, los
modelos anteriores como 1000 C de la Wirtgen, tenían su desempeño
modesto y no ideal para la ejecución de remates. Los nuevos equipos,
con cilindros del mismo ancho, como los modelos W 1000 L, W 1000
y W 1000 F de la Wirtgen, a pesar de que tampoco son los ideales para
la ejecución de remates, presentan un buen desempeño cuando la fae-
na del trabajo ofrece buenas condiciones para la ejecución del fresado,
sin muchas interrupciones, y también cuando es utilizado en calles
estrechas, porque tienen mayor versatilidad en maniobras.
29

Poseen correa transportadora para la carga del material fre -
sado en camiones basculantes simultáneamente a la ejecución
del fresado.
A seguir la relación de algunos equipos de medio porte:
• Volpe SF 100 T4 (Bitelli – Caterpillar Company)
• Lince SF 150 (Bitelli – Caterpillar Company)
• PM 102 (Caterpillar Company)
• PRT-225 (C.M.I.)
• PL 1000 RS (Dynapac)
• SFS 100 (Stavostroj)
• 1000 C (Wirtgen)
• W 100 (Wirtgen)
• W 1000 (Wirtgen)
• W 1000 L (Wirtgen)
• W 1000 F (Wirtgen)
• W 100 F (Wirtgen)
• W 1200 F (Wirtgen)
• W 120 F (Wirtgen)
• W 1300 F (Wirtgen)
• W 130 F (Wirtgen)
• 1300 DC (Wirtgen)
• 1500 DC (Wirtgen)
• W 1500 (Wirtgen)
Algunos de los modelos citados, a pesar de que todavía se pueden
ver operando, ya no se fabrican más.
Todos los equipos presentados en la Figura 6 poseen cilindros con
ancho de 1000 mm. Sobre la capacidad de corte, la W 1000 de la
Wirtgen puede alcanzar 250 mm en una única pasada del equipo, el
modelo PL 1000 RS de la Dynapac 250 mm; el modelo PRT-225 de la
C.M.I. con cinta de carga frontal 200 mm y por último el modelo PM
102 de la Catterpillar, también con cinta de carga frontal, 305 mm.
30
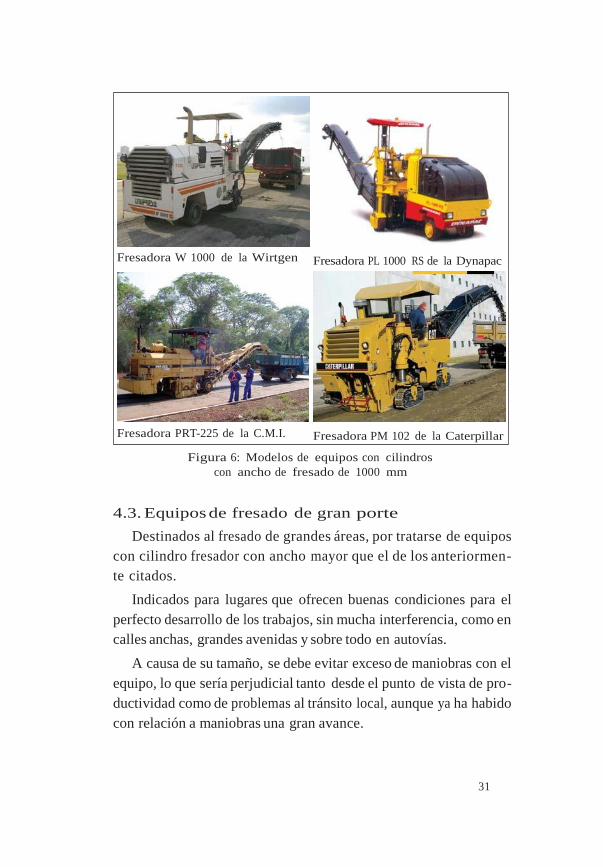
Fresadora W 1000 de la Wirtgen
Fresadora PRT-225 de la C.M.I.
Fresadora PL 1000 RS de la Dynapac
Fresadora PM 102 de la Caterpillar
Figura 6: Modelos de equipos con cilindros
con ancho de fresado de 1000 mm
4.3. Equipos de fresado de gran porte
Destinados al fresado de grandes áreas, por tratarse de equipos
con cilindro fresador con ancho mayor que el de los anteriormen-
te citados.
Indicados para lugares que ofrecen buenas condiciones para el
perfecto desarrollo de los trabajos, sin mucha interferencia, como en
calles anchas, grandes avenidas y sobre todo en autovías.
A causa de su tamaño, se debe evitar exceso de maniobras con el
equipo, lo que sería perjudicial tanto desde el punto de vista de pro-
ductividad como de problemas al tránsito local, aunque ya ha habido
con relación a maniobras una gran avance.
31

A seguir la relación de algunos equipos de gran porte:
• PM-200 (Caterpillar)
• PM-465 (Caterpillar)
• PM-565 (Caterpillar)
• PL 2000 S (Dynapac)
• MP 2000 (Marini)
• RX 45 (Roadtec)
• W 1900 (Wirtgen)
• 2000 DC (Wirtgen)
• 2100 DC (Wirtgen)
• W 2000 (Wirtgen)
Fresadora PM-465 de la
Caterpillar
Fresadora MP 2000 de la Marini
Fresadora PL 2000 S de la
Dynapac
Fresadora W 1900 de la Wirtgen
Figura 7: Modelos de equipos con cilindros
con ancho de fresado de 2000 mm
32

• W 2100 (Wirtgen)
• W 2200 (Wirtgen)
Los equipos presentados en la Figura 7 son similares, con cilin-
dros de 1900 a 2000 mm de ancho. Sobre la capacidad de corte de los
equipos presentados, la fresadora PM-465 de la Caterpillar puede
alcanzar hasta 305 mm en una única pasada, la fresadora MP 2000
de Marini 320 mm, la fresadora PL 2000 S de la Dynapac 320 mm y
la fresadora W 1900 de la Wirtgen 320 mm.
La fresadora W 2200, de la Wirtgen, con cilindro con un ancho
de 2,20 m el que puede opcionalmente llegar a 4,20 m alcanza hasta
350 mm de una sola pasada del equipo.
33

5. Principales componentes
de los equipos
En este capítulo serán presentados los principales componentes de
los equipos de fresado, describiendo sus funciones e importancia en
la operación.
5.1. Cilindro fresador
El cilindro fresador (milling drum) es un tambor rígido construido
en acero especial, en el que los dientes de corte son fijos, lo que varía
de fabricante para fabricante. Es también conocido como rodillo fre-
sador o tambor fresador.
El sistema de corte del equipo es básicamente el mismo para todos
los modelos. Los equipos poseen el cilindro fresador que gira en alta
rotación y, cuando puesto para cortar, inicia el desbaste del espesor
del pavimento.
Los cilindros fresadores son accionados por intermedio de cadenas,
correas o motores hidráulicos, dependiendo del modelo y del fabricante.
La mayoría de los cilindros poseen los dientes de corte dispuestos
en forma de “V”, resultado del dibujo formado por dos helicoides a
partir de la parte media del cilindro. Esto hace con que el material
fresado, a causa del giro, sea conducido hacia el centro de la caja del
cilindro fresador, facilitando su lanzamiento a la correa transportadora
durante el fresado, o dejando una hilera de material fresado, en ocasión
del reciclaje “in situ” en frío, entre las zapatas traseras del equipo.
35

Algunos modelos poseen cilindros compuestos por un único heli-
coide, haciendo con que el material fresado sea dirigido hacia un
lado y así lanzado sobre la correa transportadora, como la fresadora
PRT-225 de la C.M.I.
5.1.1. Sistema para fijar los cilindros fresadores
Los cilindros fresadores pueden ser clasificados según el tipo de
fijación que soporta los dientes de corte:
i) Sistema fijo: se trata de un sistema helicoidal en que los so-
portes son soldados directamente en el cilindro fresador. Tal
sistema fue usado inicialmente y cayó en desuso a causa de las
dificultades de su mantenimiento.
ii) Sistema segmentado: se trata de un sistema helicoidal formado
por segmentos atornillados directamente en el cilindro fresador.
Cada segmento es formado por una base cilindrada conforme la
curvatura del cilindro y por los soportes de los dientes de corte.
Aunque ha habido una significativa evolución comparándolo
con sistema fijo, el mantenimiento todavía depende de servicios
de soldadura cuando es necesaria la sustitución del soporte del
diente de corte durante la ejecución del fresado.
iii) Sistema de cambio rápido: el helicoide está compuesto por
bloques soldados en el cilindro fresador, en cada bloque, es
montado un soporte de diente especial que es atornillado en el
propio bloque. Este tipo de cilindro es muy práctico cuando
hay necesidad de reparos, permitiendo el cambio del soporte
del diente de corte en unos minutos, sin necesidad de realizar
soldaduras.
5.1.2. Tipos de cilindros fresadores
Inicialmente las fresadoras presentaban solamente un tipo de ci-
lindro según la rugosidad resultante en la pista, el modelo para fresa-
do patrón (estándar).
36
Con seguridad, el cilindro fresador ha sido el componente que
más ha evolucionado en los equipos de fresado, ahí están el sistema
para fijar, el cambio de los soportes (holders) y el número de cilin-
dros con menor espaciamiento entre los dientes de corte, disminu-
yendo la profundidad de los surcos y mejorando la textura resultan-
te en la pista.
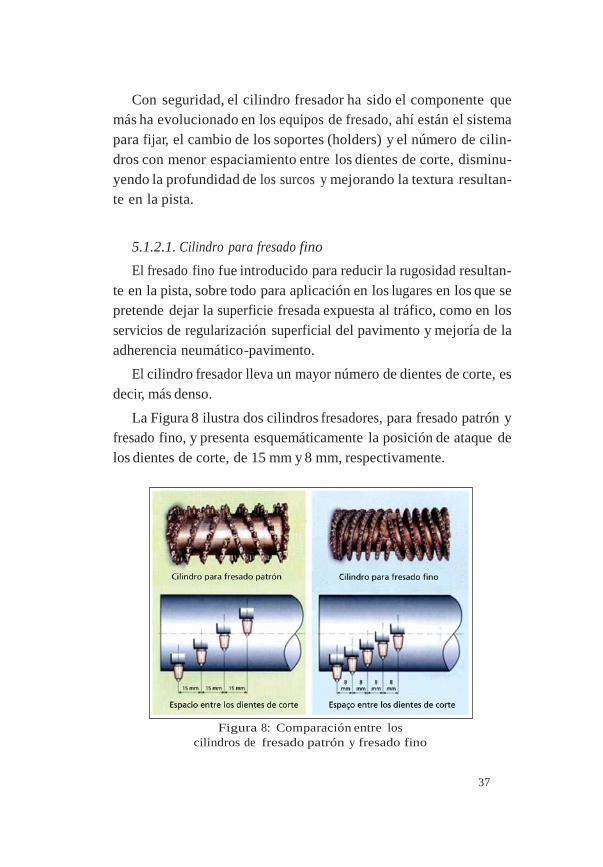
5.1.2.1. Cilindro para fresado fino
El fresado fino fue introducido para reducir la rugosidad resultan-
te en la pista, sobre todo para aplicación en los lugares en los que se
pretende dejar la superficie fresada expuesta al tráfico, como en los
servicios de regularización superficial del pavimento y mejoría de la
adherencia neumático-pavimento.
El cilindro fresador lleva un mayor número de dientes de corte, es
decir, más denso.
La Figura 8 ilustra dos cilindros fresadores, para fresado patrón y
fresado fino, y presenta esquemáticamente la posición de ataque de
los dientes de corte, de 15 mm y 8 mm, respectivamente.
Figura 8: Comparación entre los
cilindros de fresado patrón y fresado fino
37

El fresado fino, cuando se deja expuesto al tráfico, además de pro-
porcionar un mayor bienestar al rodaje si comparado con el fresado
patrón, trae otras ventajas, como en la aplicación de micro concreto
asfáltico polimerizado, reduciendo el espesor necesario de material,
por presentar una superficie menos rugosa.
Wirtgen tiene a disposición en el mercado cilindros para fresado
fino para equipos de pequeño, mediano y grande porte.
Además, se encuentran en el mercado cilindros de fresado fino
con un número mayor de dientes, como el modelo 6 mm x 2, de
Wirtgen. El cilindro con ancho de 2000 mm posee 672 dientes de
corte y puede ser instalado en los modelos W 1900 y W 2000.
5.1.2.2. Cilindro para microfresado
En el microfresado, el espaciamiento entre los dientes de corte es inclu-
so menor comparado al fresado fino, pudiendo llegar a 2 ó 3 milímetros.
Existen dos tipos de cilindros de microfresado, que se diferencian
por las dimensiones de los dientes de corte y, consecuentemente por
el portadientes.
Inicialmente, fue introducido el cilindro para equipo de pequeño
porte y con dientes de corte con dimensiones inferiores a los usados
en los cilindros de fresado patrón y fresado fino.
Figura 9: Cilindro de microfresado posee
dientes de corte menores que el patrón
38
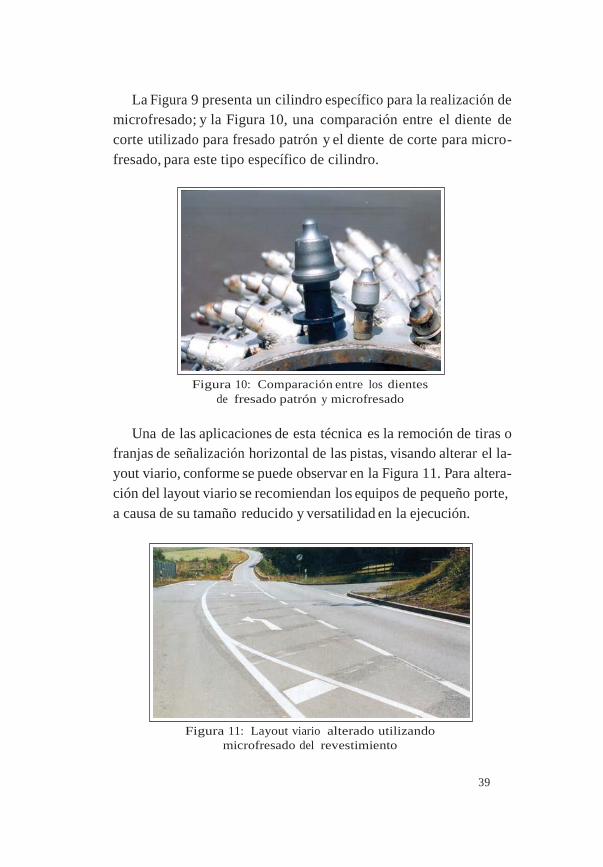
La Figura 9 presenta un cilindro específico para la realización de
microfresado; y la Figura 10, una comparación entre el diente de
corte utilizado para fresado patrón y el diente de corte para micro-
fresado, para este tipo específico de cilindro.
Figura 10: Comparación entre los dientes
de fresado patrón y microfresado
Una de las aplicaciones de esta técnica es la remoción de tiras o
franjas de señalización horizontal de las pistas, visando alterar el la-
yout viario, conforme se puede observar en la Figura 11. Para altera-
ción del layout viario se recomiendan los equipos de pequeño porte,
a causa de su tamaño reducido y versatilidad en la ejecución.
Figura 11: Layout viario alterado utilizando
microfresado del revestimiento
39

Entre otras aplicaciones del microfresado está la corrección del
perfil longitudinal de las vías sin la necesidad de aplicación de nueva
capa de revestimiento. Para este caso, fue introducido en Alemania
un cilindro de microfresado e instalado en un equipo de gran porte,
el modelo Wirtgen W 2000, con cilindro de 2000 mm de ancho, pro-
visto de 1.080 dientes, según ilustrado en la figura 12.
Figura 12: Cilindro especial de
microfresado compuesto de 1.080 dientes
En tramos de la pista en las que la velocidad de tráfico no es
controlada, es de suma importancia que el perfil longitudinal esté
dentro de los límites exigidos en proyecto. Este tipo de cilindro per-
mite la corrección del perfil longitudinal sólo con la ejecución del
microfresado, con la rugosidad resultante en la pista evita la aplica-
ción de cualquier tipo de material sobre ella.
Entre aproximadamente 600 tipos de cilindros que están a
disposición en el mercado por el fabricante Wirtgen, éste fue
pensado para la ejecución de microfresado, y permite de correc-
ción de la pista, disminuyendo los costos para encuadrarlo en
los parámetros exigidos por el órgano responsable, aun disminu-
ye el tiempo de solución y los consecuentes inconvenientes cau-
sados al usuario.
40
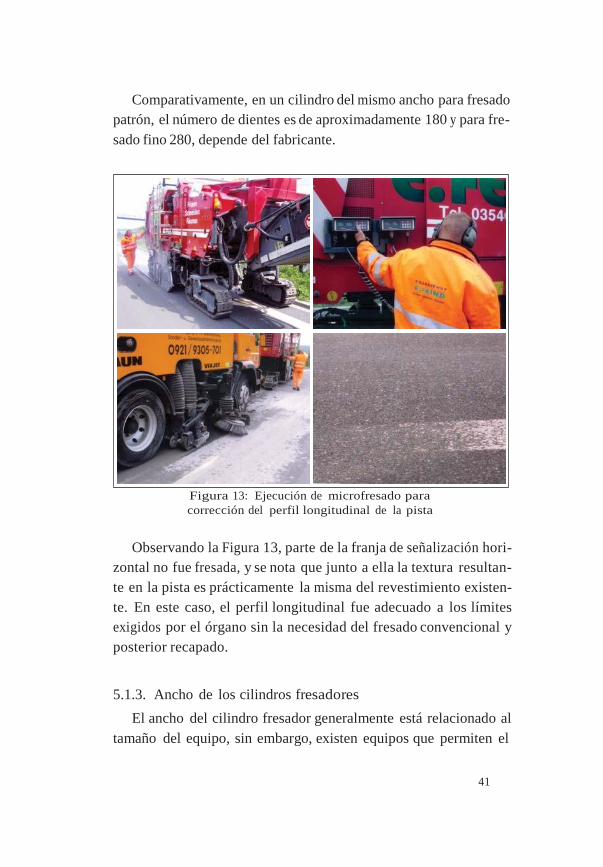
Comparativamente, en un cilindro del mismo ancho para fresado
patrón, el número de dientes es de aproximadamente 180 y para fre-
sado fino 280, depende del fabricante.
Figura 13: Ejecución de microfresado para
corrección del perfil longitudinal de la pista
Observando la Figura 13, parte de la franja de señalización hori-
zontal no fue fresada, y se nota que junto a ella la textura resultan-
te en la pista es prácticamente la misma del revestimiento existen-
te. En este caso, el perfil longitudinal fue adecuado a los límites
exigidos por el órgano sin la necesidad del fresado convencional y
posterior recapado.
5.1.3. Ancho de los cilindros fresadores
El ancho del cilindro fresador generalmente está relacionado al
tamaño del equipo, sin embargo, existen equipos que permiten el
41

cambio del cilindro con anchos diferentes, incluso para la ejecución
del fresado fino.
Algunos equipos son montados sobre chasis idénticos, cuyos mo-
delos varían según el ancho del cilindro fresador instalado y la po-
tencia del motor.
Son encontrados cilindros fresadores de diversos anchos, tales
como: 350, 500, 600, 1000, 1200, 1300, 1500, 1900, 2000, 2100 mm
etc., entre otros.
Incluso hay equipos que poseen la singularidad de permitir variar
el ancho de fresado en múltiplos de 250 mm, así: 250, 500, 750 y
1000 mm, como la fresadora 1000 C de la Wirtgen, según ilustrado
en las Figuras 14 y 15.
Para esto, se retiran los segmentos deseados y para que no
haya daños en el cilindro durante el proceso de fresado, se po -
nen los segmentos lisos en los lugares antes ocupados por seg-
mentos dentados.
Figura 14: Cilindro fresador con
sistema segmentado
Figura 15: Fresadora SF 1000 C
adaptada para ejecución del
fresado con ancho de 500 mm
Aunque todavía encontremos varios equipos en operación, este
modelo no es más ofrecido por el fabricante.
El cilindro presentado en la Figura 16, de cambio rápido, es
parte de la fresadora Wirtgen 1900, con ancho total de fresado de
2000 mm.
42

Figura 16: Cilindro
fresador de la W 1900 con
sistema de cambio rápido
Se observa todavía en la Figura 16 la presencia de eyectores dispues-
tos en la parte central, cuya finalidad es auxiliar la carga del material
fresado del interior del cajero del cilindro para la correa transportadora.
La fresadora modelo W 1900 de la Wirtgen posee una característi-
ca muy interesante, permite la sustitución del cilindro fresador, ofre-
ciendo cilindros con anchos de 600, 900, 1000, 1200, 1900 y 2000 mm
Figura 17:
Cilindros
disponibles
para la
fresadora
modelo W
1900, de la
Wirtgen
43

para fresado patrón y, cilindros con anchos de 1000 y 2000 mm para
fresado fino.
Se trata del sistema FCS también a disposición para otros mode-
los de equipos del fabricante.
Son necesarias sólo dos a tres horas de trabajo mecánico para la
sustitución de cada cilindro, haciendo con que el equipo sea mucho
más versátil, ampliando las posibles aplicaciones.
Existen aun algunos accesorios que pueden ser acoplados a los
equipos de fresado, entre ellos el anillo de corte para zanjas, confor-
me ilustran las Figuras 18 y 19.
Figura 18: Anillo de corte acoplado
directamente al cilindro fresador
Figura 19: Anillo de
corte acoplado
externamente al equipo
5.1.4. Actuación del cilindro fresador en el pavimento
La actuación del cilindro fresador en el pavimento se hace en
sentido antihorario, conforme ilustra la Figura 20.
Figura 20: Sentido de giro del cilindro fresador
44
La velocidad de operación altera la granulometría del material
que resulta del proceso de fresado, principalmente respecto al ta-
maño de los grumos1, conforme presentado en el Capítulo 12 de
este libro.
5.2. Dientes de corte
Los dientes de corte, o herramientas de corte (cutting tools), son
las puntas de ataque que actúan directamente en el pavimento, res-
ponsables por su desbaste.
Esas piezas están compuestas por cuerpos forjados en acero, con
punta de material más duro, de carburo de tungsteno y cobalto.
Los dientes de corte poseen un anillo cilíndrico que envuelve su
base para que los mismos estén fijos bajo presión en el interior del
soporte, permitiendo que giren libremente durante el proceso de fre-
sado, de forma a desgastarlos por igual. En Brasil, estas piezas son
también conocidas como bits.
La aplicación de los dientes de corte no se limita a los equipos de
fresado, pudiendo ser utilizados en perforadoras o acoplados a lo lar-
go de la lámina de moto-niveladoras, entre otras aplicaciones.
La Figura 21 presenta un dibujo esquemático del diente de corte
utilizado para el fresado patrón de las fresadoras en frío.
El desgaste de los dientes de corte depende, sobre todo, del tipo
de aplicación a que se destina y de su calidad. Sin embargo, otros
factores pueden disminuir la vida útil de esas piezas, como la tem-
peratura ambiente siendo que, cuanto menor la temperatura, ma-
yor el desgaste.
Los equipos de fresado poseen depósito de agua, cuya principal
función es esparcir el agua sobre el cilindro fresador, evitando que se
1 GRUMOS: son pedazos de pavimento constituidos de uno o más agregados,
envueltos por material fino y Cemento Asfáltico de Petróleo (CAP), resultantes
del proceso de fresado y inherentes a él.
45

Figura 21: Dimensiones
(en mm) del diente de corte
para fresado patrón de las
fresadoras en frío
trabe el diente de corte en el anillo cilíndrico, lo que ocasionaría su
cambio anticipado por desgaste desigual en la pieza, además dismi-
nuye la cantidad de polvo producido durante la operación.
El desgaste de los dientes de corte varía y entre algunos de los
factores está la dureza y la calidad de los materiales, tanto para
agregados como para ligas bituminosas, el espesor de corte, la tem-
peratura ambiente y, sobre todo, el estado de degradación del pa-
vimento.
El desgaste en los dientes de corte puede ocurrir de diversas ma-
neras; y, según el Manual de la Caterpillar[4], éstos deben ser sustitui-
dos cuando:
a) el cuerpo del diente se afina alrededor de la punta;
b) aparece una faceta plana, en consecuencia del desgaste loca-
lizado, en uno de los lados del diente, indicando que el diente
no está girando en su soporte;
46

c) la punta del diente se fractura;
d) la punta del diente está sin filo.
Figura 22: Identificación del desgaste en los dientes de corte
5.3. Soportes de los dientes de corte
Los soportes de los dientes de corte (holders) son las piezas en las
que estos están fijos. Tienen posiciones y ángulos de ataque definidos
para que el resultado, en el pavimento, sea una superficie de textura
rugosa, plana y sin desniveles, con la distancia y profundidad de los
surcos regulares.
La durabilidad de estos soportes está directamente relacionada
con el estado en que se presentan los dientes de corte del equipo.
Cuando el diente de corte se presenta con mucho desgaste, este
hecho, además de reducir la velocidad de trabajo del equipo, hace
con que, durante los servicios, los soportes sufran un desgaste su-
perior al normal.
Basado en lo expuesto en el ítem 5.1.1, según el tipo de cilindro,
algunos soportes están soldados directamente en el cilindro fresador,
otros, en los segmentos y atornillados en el cilindro fresador; por úl-
timo existen los soportes que son atornillados en componentes sol-
dados en el cilindro fresador.
Para la realización de la soldadura del soporte, algunos poseen
guías de orientación y otros no.
A modo de ejemplo, en el cilindro de la fresadora Wirtgen 1000 C,
equipo muy común en Brasil, los soportes no poseen esos guías y, en ese
caso, la única orientación se refiere a la altura de los mismos en el
47
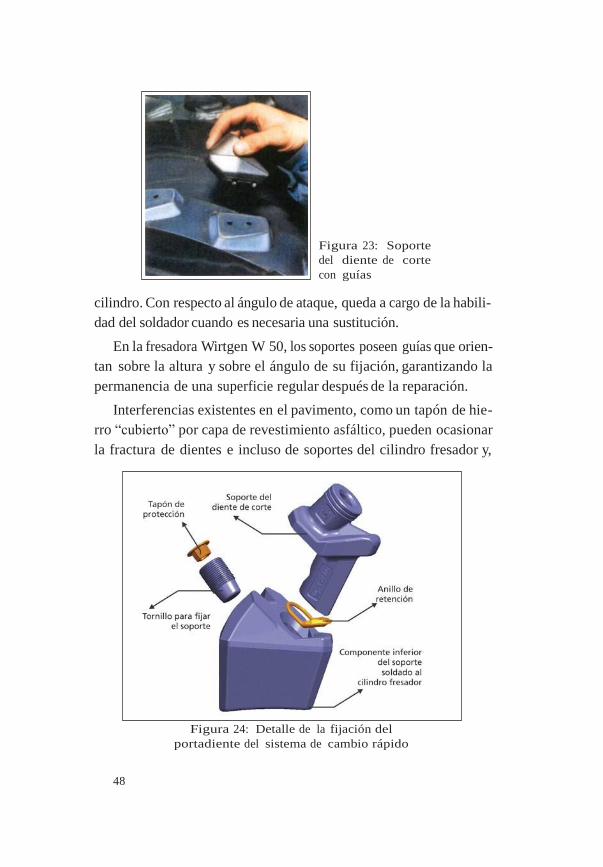
Figura 23: Soporte
del diente de corte
con guías
cilindro. Con respecto al ángulo de ataque, queda a cargo de la habili-
dad del soldador cuando es necesaria una sustitución.
En la fresadora Wirtgen W 50, los soportes poseen guías que orien-
tan sobre la altura y sobre el ángulo de su fijación, garantizando la
permanencia de una superficie regular después de la reparación.
Interferencias existentes en el pavimento, como un tapón de hie-
rro “cubierto” por capa de revestimiento asfáltico, pueden ocasionar
la fractura de dientes e incluso de soportes del cilindro fresador y,
Figura 24: Detalle de la fijación del
portadiente del sistema de cambio rápido
48

dependiendo de la gravedad del problema, determina la paralización
de la obra hasta su sustitución.
El sistema para fijar presentado en la Figura 24 permite el cambio
del soporte dañado sólo con la remoción del tornillo ubicado en el
componente inferior de éste, sin necesidad de soldadura.
5.4. Raspadores
Los raspadores (scrapers) son de acero forjado y metal duro y fijos
con tornillos en la parte inferior de la tapa de la caja del cilindro
fresador, a lo largo de ella.
En el mercado son encontradas piezas unitarias (un raspador),
triples o en anchos superiores, depende del fabricante.
Figura 25: Detalle en rojo de los raspadores
Los equipos de fresado no poseen sistema para aspiración y reco-
lección del material fresado. Como ya se había dicho, el material es
“arrojado” a la correa transportadora, cuando la caja del cilindro fre-
sador ya está con un volumen de material suficiente para eso.
Por esto, durante el fresado, la tapa de la caja del cilindro debe
encontrarse cerrada y la tarea de los raspadores es actuar sobre la
superficie con cierta presión para dejar el mínimo de material granu-
lar y polvo de fresado sobre la superficie.
49

La realización del fresado con la tapa del scraper levantada resul-
ta en una superficie de textura más rugosa. Prueba de esto es que con
un cilindro fresador dañado, pese a que ese problema provoca una
alteración del nivel de los surcos (resultando surcos diferentes en la
superficie fresada), los raspadores actúan minimizando el problema.
Raspadores dañados o la falta de alguna unidad pueden ser responsa-
bles por una superficie de fresado irregular. Cuando las condiciones son en
perfectas, el problema seguramente se refiere al cilindro, por uso de porta-
dientes y dientes de tamaños diferentes (provenientes de diferentes fabri-
cantes), o por el desgaste natural del mismo, dejándolos irregulares.
5.5. Correa transportadora
La correa transportadora es la parte del equipo utilizada para la
elevación del material y proyección, simultáneamente a la operación
de fresado, en camiones tolva para transporte al local determinado
para depósito.
Casi todos los equipos de fresado poseen correa transportadora,
con excepción de algunos modelos de equipos de pequeño porte, en
que el material fresado queda en la propia pista.
Algunos equipos poseen carga por la parte trasera, generalmente
los de pequeño y mediano porte, haciendo con que los camiones acom-
pañen la carga del material fresado moviéndose en marcha atrás.
Generalmente, los equipos de gran porte poseen carga frontal y,
en estos casos, los camiones tolvas acompañan los trabajos al frente
de las fresadoras.
No hay ningún criterio definido por parte de los fabricantes si el tipo
de carga es frontal o trasera a causa del tamaño o modelo del equipo.
La tendencia es que la carga sea frontal; Y, a propósito, algunos
fabricantes desarrollaron nuevos equipos, similares a los anteriores,
optando por este tipo de carga.
50

Visto desde este punto de vista, la fabricante Wirtgen lanzó la
fresadora W 1000 F, un equipo de medio porte, como ilustra la Figura
26, y recientemente las fresadoras W 100 F, W 120 F y W 130 F,
todas con carga frontal.
Figura 26: Fresadora W 1000 F de
la Wirtgen con cargamento frontal
La Figura 27 ilustra otro equipo considerado de medio porte, la
fresadora W 130 F, de Wirtgen.
A nivel práctico, la correa transportadora trasera hace con que
necesariamente los camiones tolva tengan que maniobrar al término
Figura 27: Fresadora W 130 F de
la Wirtgen con cargamento frontal
51
del cargamento cuando el equipo está trabajando en pista de mano
única y posicionarse en la dirección del tráfico.
En vías estrechas en los grandes centros urbanos, la correa trans-
portadora podrá estorbar cuando haya necesidad de realizar manio-
bras con el equipo, teniendo en cuenta obstáculos como postes y le-
treros de señalización situados muy próximos al lugar de la faena.
Algunos equipos poseen hoy en día la correa transportadora con do-
blegable, facilitando incluso, el transporte del equipo en camiones.
5.6. Sistema de control de la velocidad
La velocidad de desplazamiento del equipo es controlada mediante
palancas que son accionadas manualmente.
Existen dos tipos de velocidad: la de desplazamiento y la efecti-
va de trabajo. Esta es menor y varía según el tipo de equipo, del
espesor de corte, del grado de oxidación y degradación del pavi-
mento, entre otros, por lo tanto sólo puede ser determinada con
medidas reales en campo.
5.7. Sistema de control de la profundidad de corte
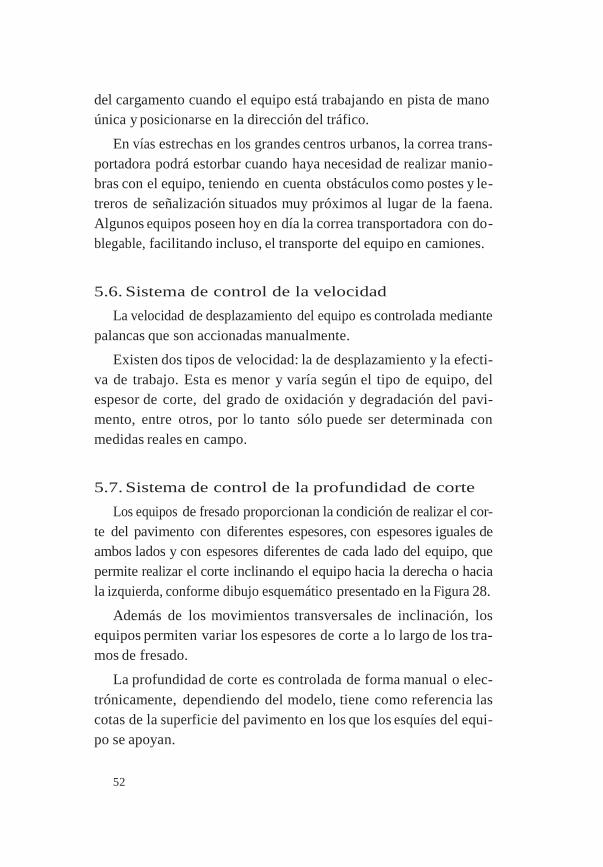
Los equipos de fresado proporcionan la condición de realizar el cor-
te del pavimento con diferentes espesores, con espesores iguales de
ambos lados y con espesores diferentes de cada lado del equipo, que
permite realizar el corte inclinando el equipo hacia la derecha o hacia
la izquierda, conforme dibujo esquemático presentado en la Figura 28.
Además de los movimientos transversales de inclinación, los
equipos permiten variar los espesores de corte a lo largo de los tra-
mos de fresado.
La profundidad de corte es controlada de forma manual o elec-
trónicamente, dependiendo del modelo, tiene como referencia las
cotas de la superficie del pavimento en los que los esquíes del equi-
po se apoyan.
52
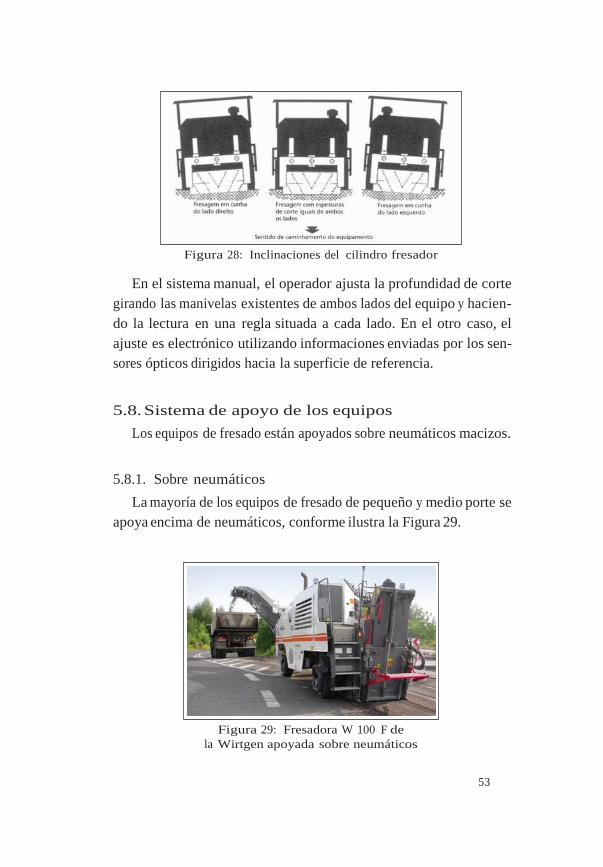
Figura 28: Inclinaciones del cilindro fresador
En el sistema manual, el operador ajusta la profundidad de corte
girando las manivelas existentes de ambos lados del equipo y hacien-
do la lectura en una regla situada a cada lado. En el otro caso, el
ajuste es electrónico utilizando informaciones enviadas por los sen-
sores ópticos dirigidos hacia la superficie de referencia.
5.8. Sistema de apoyo de los equipos
Los equipos de fresado están apoyados sobre neumáticos macizos.
5.8.1. Sobre neumáticos
La mayoría de los equipos de fresado de pequeño y medio porte se
apoya encima de neumáticos, conforme ilustra la Figura 29.
Figura 29: Fresadora W 100 F de
la Wirtgen apoyada sobre neumáticos
53
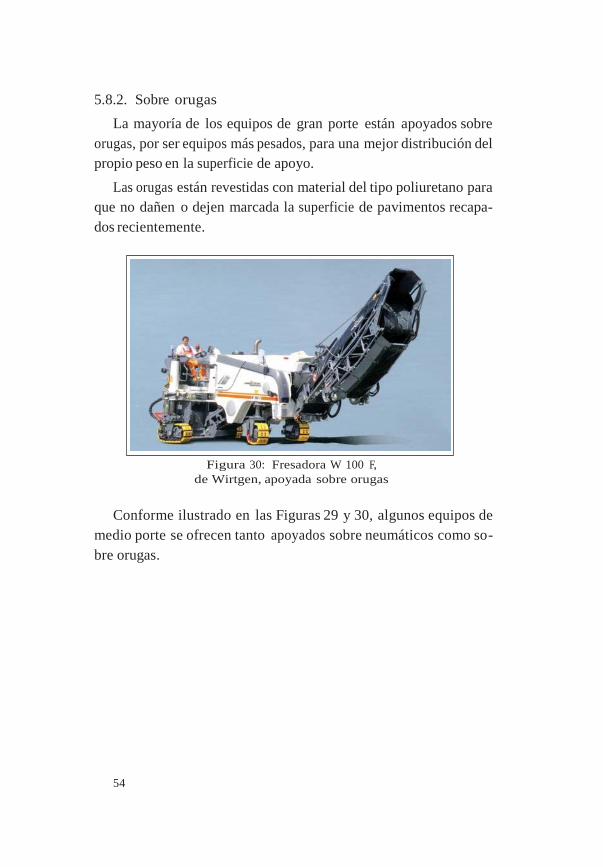
5.8.2. Sobre orugas
La mayoría de los equipos de gran porte están apoyados sobre
orugas, por ser equipos más pesados, para una mejor distribución del
propio peso en la superficie de apoyo.
Las orugas están revestidas con material del tipo poliuretano para
que no dañen o dejen marcada la superficie de pavimentos recapa-
dos recientemente.
Figura 30: Fresadora W 100 F,
de Wirtgen, apoyada sobre orugas
Conforme ilustrado en las Figuras 29 y 30, algunos equipos de
medio porte se ofrecen tanto apoyados sobre neumáticos como so-
bre orugas.
54
6. Servicios y equipos
complementares y de apoyo
operacional
Aquí se abordan los principales equipos y servicios de apoyo ope-
racional necesarios para la realización del fresado, además de los equi-
pamientos complementares.
6.1. Señalización de la pista
Para la ejecución de los servicios de fresado es necesario una se-
ñalización de los lugares de trabajo incluyendo letreros y carteles en
lonas informativas previniendo sobre la realización de los trabajos.
Es un cuidado importantísimo a causa de la seguridad general,
peatones, conductores y el personal involucrado en los trabajos.
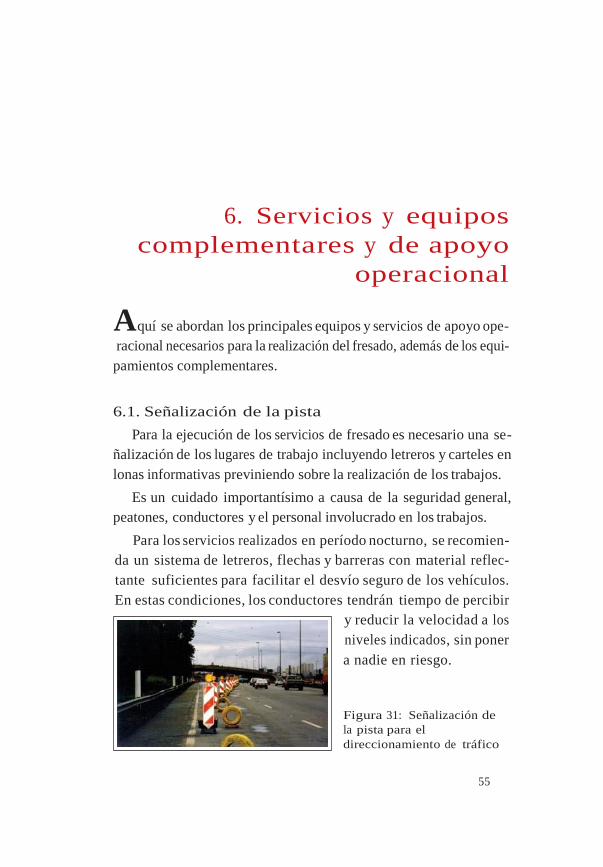
Para los servicios realizados en período nocturno, se recomien-
da un sistema de letreros, flechas y barreras con material reflec-
tante suficientes para facilitar el desvío seguro de los vehículos.
En estas condiciones, los conductores tendrán tiempo de percibir
y reducir la velocidad a los
niveles indicados, sin poner
a nadie en riesgo.
Figura 31: Señalización de
la pista para el
direccionamiento de tráfico
55

El despliegue necesario para señalización de la pista para enca-
rrilar los vehículos aislando el área de trabajo va a depender del
tipo de vía.
En pistas con más de dos carriles, si se va a trabajar en el carril
central se recomienda aislar también uno de los carriles contiguos,
manteniendo dentro de las posibilidades, los accesos a la vía. Se debe
evitar, por medidas de seguridad al trabajo, vehículos circulando si-
multáneamente por los dos lados de la obra.
6.2. Camión tanque
Como ya se ha dicho antes, es necesario esparcir agua sobre el
cilindro fresador para disminuir el desgaste de los dientes de corte y
disminuir la cantidad de polvo durante los servicios de fresado. Por
esto, es necesario un camión tanque para que abastezca los depósitos
de agua de las fresadoras.
Los equipos poseen depósitos de agua según su tamaño y uso. Al-
gunos modelos, con depósitos de mayor capacidad, descartan el re-
abastecimiento durante una jornada de trabajo.
Otros modelos, con depósitos de menor capacidad, necesitan de
un camión tanque o equipo similar para reabastecimiento durante la
realización de la faena.
6.3. Detector de metales
El detector de metales es un equipo manual utilizado, en estos
casos, para averiguar la presencia de metal situado bajo la capa de
revestimiento. Se ejecuta la detección pasando el aparato sobre la
superficie a ser fresada.
Sobre todo en los grandes centros urbanos, es común encontrar
objetos metálicos bajo la capa de revestimiento asfáltico, donde el
56
recapado fue ejecutado directamente sobre esos elementos, siendo
uno de ellos, por ejemplo, los rieles de antiguos tranvías.
También es muy común encontrar tapas de hierro bajo el revesti-
miento recapado sin haberlas quitado antes.
El empleo del detector de metales puede evitar daños del equipo y
la paralización temporal de los servicios.
6.4. Remates en locales fresados
Tras el fresado, se deben ejecutar los debidos remates en los
locales fresados, tanto alrededor de las tapas de hierro, como jun-
to a drenajes o transversalmente al sentido de corte para un per-
fecto anclaje de la nueva capa de revestimiento.
El fresado transversal al sentido de recorrido del equipo es nece-
sario tanto al inicio como al final de cada lugar fresado, a causa del
formato del cilindro.
6.4.1. Con fresadoras de pequeño porte
En algunas obras, la experiencia muestra que, para mejor rendi-
miento, lo ideal es trabajar con equipo de pequeño porte comple-
mentando los ejecutados con equipos mayores.
Esta es una solución frecuente en pavimentos urbanos donde son
encontradas varias interferencias, como las de infraestructura de las
concesionarias de servicios públicos.
Mientras el equipo mayor ejecuta el fresado de las áreas conti-
guas, concomitantemente, el equipo menor ejecuta los remates jun-
to a esas interferencias, drenajes de concreto y lugares de difícil acce-
so para los equipos mayores.
57

Figura 32: Fresadoras de pequeño
y gran porte trabajando juntas
6.4.2. Con unidades de fresado acopladas a otro tipo de equipo
Los remates junto a las diversas infraestructuras de las conce-
sionarias también pueden ser ejecutados con unidades de fresado
acopladas a otro tipo de equipo, del tipo “bobcat” o similar, confor-
me ilustra la Figura 33.
Equipo Bobcat modelo 863 Equipo Case modelo 1845 C
Figura 33: Unidades de fresado acopladas a equipos
Merece mencionar que no se trata propiamente de equipo de fre-
sado, y si de accesorio adaptado hidráulicamente, quedando la pro-
ductividad muy abajo de la de un equipo especifico de fresado.
58
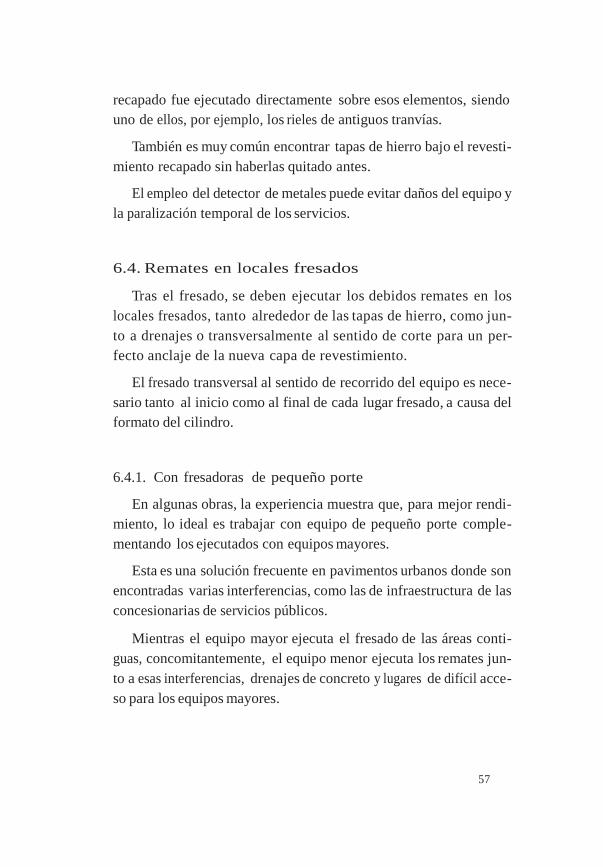
6.4.3. Con sierra de disco y rompedores neumáticos
Por falta de equipo apropiado, es común utilizar sierra de disco y/
o rompedor neumático para ejecución de los remates y el corte per-
pendicular al inicio y final de los tramos fresados, para proporcionar
un mejor anclaje de la capa asfáltica.
La Figura 34 ilustra las etapas necesarias para el remate utilizán-
dose sierra de disco y rompedor neumático.
Figura 34: Procedimiento para remate al inicio y final
de los cortes, para mejora del anclaje de la capa asfáltica
El procedimiento mostrado en la Figura 35 también es muy co-
mún, ejecutándose el remate correspondiente al corte vertical sólo
con el rompedor neumático.
59

Figura 35: Remate con rompedor neumático
6.5. Camiones tolva
Durante la realización del fresado, son utilizados camiones tolva
para el transporte del material fresado y recolección del material ex-
cedente que queda en la pista.
La cantidad necesaria y el tipo de camión deben ser determina-
dos en campo, a causa de las condiciones de tráfico y de la distancia
de la descarga.
De menor a mayor se recomienda, para una distancia promedio
de ida y vuelta de 10 kilómetros, lo siguiente:
• Para máquina 1000: 3 camiones tolva (5 m³);
• Para máquina 1500: 5 camiones tolva (15 m³);
• Para máquina 2000: 7 camiones tolva (15 m³).
6.6. Barrido de la pista
Según Balbo[5], después del fresado, naturalmente sobre la super-
ficie del pavimento quedan materiales sueltos, finos o granulados que,
en caso de que se libere la pista al tráfico, tienden a ser levantados
por los vehículos formando una cortina de polvo sobre la pista y éstos
son proyectados con fuerza por acción de los neumáticos de los vehí-
culos. La superficie del pavimento queda además, con baja adheren-
cia en caso de frenadas bruscas.
60
Ante lo expuesto, tras la realización del fresado y antes de la libe-
ración al tráfico, se debe proceder al barrido de la pista para la retira-
da de materiales sueltos sobre la superficie fresada. Tal procedimien-
to puede ser realizado manual o mecánicamente.
El material residual del fresado es muy rico en liga, demostrado
esto, en servicios de reciclaje “in situ” en frío, el promedio en porcen-
taje - en peso - de emulsión que se le añade es de casi un 1,5%. Para
evitar que el material fresado empiece a adherirse sobre la superficie
fresada, el barrido debe ser realizado simultáneamente a la realiza-
ción de los trabajos.
6.6.1. Manualmente
Cuando fueron introducidos los equipos de fresado en Brasil, el
barrido de la pista era ejecutado sólo manualmente, eran necesarios
muchos hombres con escobillones, palas y carretillas para la realiza-
ción de los trabajos.
El barrido manual no es muy eficaz, pues es muy difícil retirar
todo el material fino depositado sobre una superficie rugosa.
En lugares en los que la pista fresada debe ser liberada ense -
guida a la realización de un fresado, el barrido manual acaba
limitando el desempeño del equipo de fresado, pues debe antici-
par su paralización, en virtud del tiempo que lleva para concluir
el barrido.
Otro factor desfavorable al barrido manual es que expone a los
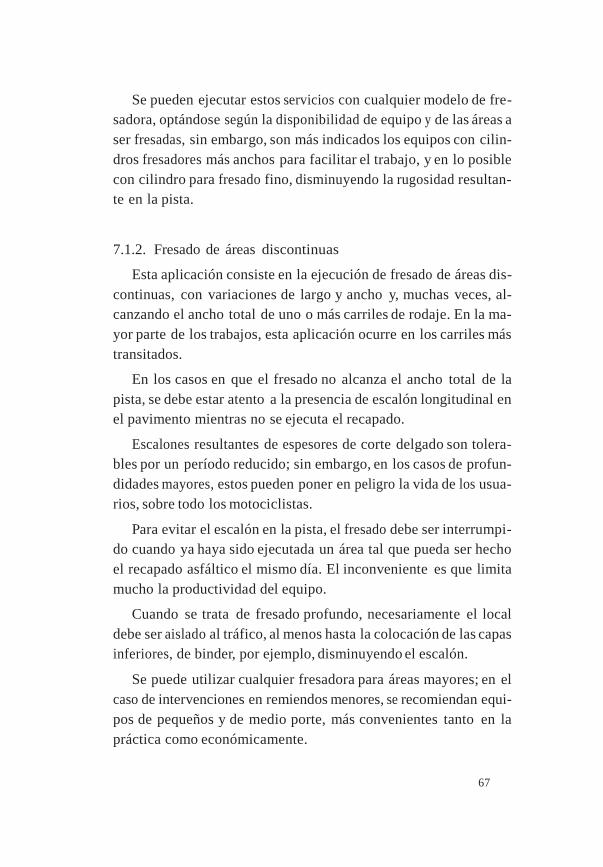
obreros a riesgos, una vez que, la mayoría de las veces, los servicios
son ejecutados con tráfico de vehículos en el carril contiguo.
6.6.2. Mecánicamente
El barrido mecanizado se muestra más eficiente, tanto por el re-
sultado en la pista como por el hecho de que no limita el buen prove-
cho del equipo de fresado.
61

En concesiones viales, teniendo en vista la liberación de la pista
al tráfico, la preferencia es por barrido mecanizado, por presentar
mejores resultados ya sean prácticos como económicos, especialmente
considerando los aspectos de seguridad.
Otro factor importante en esta preferencia es el menor número
de obreros durante la operación.
Existen equipos específicos para barrido como el modelo presen-
tado en la Figura 36.
Figura 36: Camión para barrido
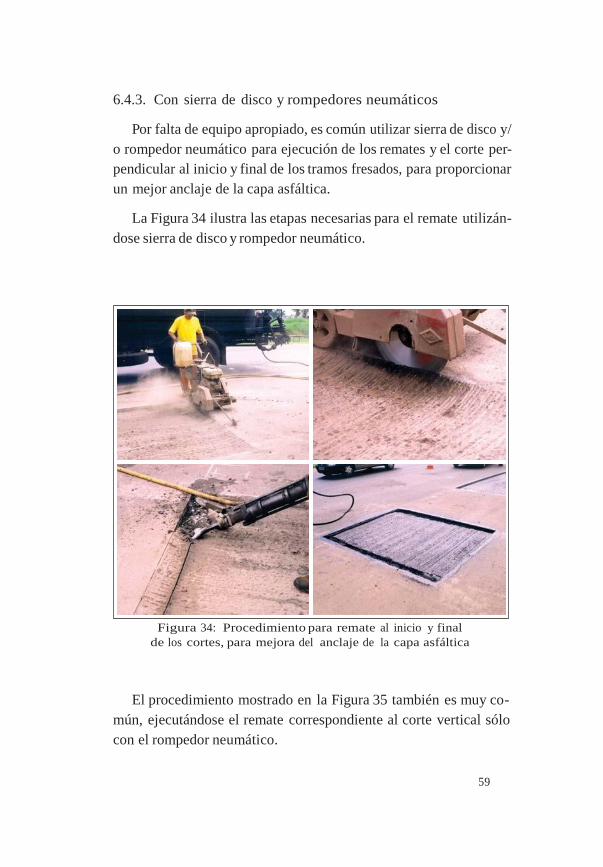
Además, existen accesorios que son adaptados a otros equipos,
del tipo “bobcat” o similar, que vienen siendo muy empleados para
este tipo de servicio, se acopla la escoba en la parte frontal del mis-
mo, conforme ilustra la Figura 37.
Tanto con el barrido manual como en el ejecutado mecánica-
mente, con ocasión del recapado asfáltico, es recomendado el uso
de compresor de aire para la retirada del resto del material fino de
la superficie.
62
Figura 37: Equipo bobcat equipado con escoba mecánica
6.7. Camión apropiado para el transporte de los
equipos
No se aconseja que los equipos de fresado, sobre todo los apoya-
dos sobre orugas, utilicen la locomoción propia para grandes dis-
tancias, pues puede provocar gran desgaste del sistema rodante.
Por esto, se recomienda el empleo de camión plancha equipado
apropiadamente para el transporte de los equipos. La rampa debe ser
“suave”, sobre todo para los equipos que poseen el cilindro fresador
entre los dos ejes, pues muchas veces el cilindro estorba en el mo-
mento de la carga. En este caso, lo recomendado es utilizar una ram-
pa con rebaje atrás del último eje de la plancha.
A causa del peso de los equipos, hay que tener en cuenta el nú-
mero de ejes necesarios para que no se sobrepase el tonelaje por eje
normalizado en el país.
63

Figura 38: Camiones adecuados para transporte de las fresadoras
En carreteras, es común encontrar rampas de concreto o incluso
la construcción en la obra de una rampa para facilitar la carga, hecha
con tierra del lugar o material granular, pero, en grandes centros ur-
banos, esto es prácticamente imposible.
Camiones más largos permiten el transporte del equipo de fresado
y el de barrido al mismo tiempo.
64

7. Aplicación de la
técnica de fresado
La introducción de los equipos de fresado fue de fundamental
importancia en los servicios de restauración de pavimentos en
general, sobre todo por la practicidad y rapidez, permitiendo su
uso sólo en lugares que necesitan de reparos, y pudiendo aun
proporcionar:
a) el mantenimiento de la curvatura original de la pista;
b) la ejecución de remiendos sin desnivel en juntura, recapado
sólo del carril exclusivo de tráfico o en remiendos específicos
del pavimento;
c) la corrección y/o alteración de la inclinación de las pistas con
respecto a los dispositivos de drenaje superficial;
d) mantener el nivel de las tapas de hierro, entre otras interfe-
rencias, sobre todo en pavimentos urbanos.
En algunas situaciones, el fresado se presenta como la mejor
opción para pavimentos que recibieron sucesivos recapados sin la
retirada del revestimiento anterior, con efectivo alivio del peso so-
bre puentes y viaductos o para reestablecer la altura original dentro
de túneles, bajo puentes y viaductos, antes de la colocación de nueva
capa de revestimiento.
65

7.1. Tipos de aplicación
Las técnicas de fresado posibilitan un gran número de aplicacio-
nes y a pesar de presentar ciertas semejanzas entre sí, son usadas de
manera específica en las obras. En algunos casos se cita el tipo de
equipo más adecuado para la realización de los trabajos.
7.1.1. Fresado para corrección de defectos superficiales
Es utilizado para corrección de defectos encontrados en la super-
ficie de los revestimientos, no se limita al fresado superficial emplea-
do en la corrección de deformaciones plásticas, exudaciones etc.
En lugares con exudación, se realiza el fresado superficial para
restaurar la adherencia neumático-pavimento para proporcionar
mayor bienestar y seguridad a los usuarios.
En lugares con deformaciones, se realiza la regularización de la
pista, determinando con el auxilio de una regla apoyada sobre el
pavimento, las áreas de intervención. Tal procedimiento es adopta-
do para mejorar las condiciones de tráfico.
Figura 39: Fresado de regularización de la pista
En este tipo de aplicación, si el cilindro fresador se encuentra en
perfectas condiciones, el recapado sobre la superficie fresada puede
ser eliminado.
66
Se pueden ejecutar estos servicios con cualquier modelo de fre-
sadora, optándose según la disponibilidad de equipo y de las áreas a
ser fresadas, sin embargo, son más indicados los equipos con cilin-
dros fresadores más anchos para facilitar el trabajo, y en lo posible
con cilindro para fresado fino, disminuyendo la rugosidad resultan-
te en la pista.
7.1.2. Fresado de áreas discontinuas
Esta aplicación consiste en la ejecución de fresado de áreas dis-
continuas, con variaciones de largo y ancho y, muchas veces, al-
canzando el ancho total de uno o más carriles de rodaje. En la ma-
yor parte de los trabajos, esta aplicación ocurre en los carriles más
transitados.
En los casos en que el fresado no alcanza el ancho total de la
pista, se debe estar atento a la presencia de escalón longitudinal en
el pavimento mientras no se ejecuta el recapado.
Escalones resultantes de espesores de corte delgado son tolera-
bles por un período reducido; sin embargo, en los casos de profun-
didades mayores, estos pueden poner en peligro la vida de los usua-
rios, sobre todo los motociclistas.
Para evitar el escalón en la pista, el fresado debe ser interrumpi-
do cuando ya haya sido ejecutada un área tal que pueda ser hecho
el recapado asfáltico el mismo día. El inconveniente es que limita
mucho la productividad del equipo.
Cuando se trata de fresado profundo, necesariamente el local
debe ser aislado al tráfico, al menos hasta la colocación de las capas
inferiores, de binder, por ejemplo, disminuyendo el escalón.
Se puede utilizar cualquier fresadora para áreas mayores; en el
caso de intervenciones en remiendos menores, se recomiendan equi-
pos de pequeños y de medio porte, más convenientes tanto en la
práctica como económicamente.
67

Cuando se trata de áreas aun menores, como en operaciones
tapa hoyos, se indican los equipos de pequeño porte aumentando la
capacidad productiva si se compara con recortes ejecutados con
rompedores neumáticos.
La Figura 40 presenta algunas áreas en un pavimento, con inter-
venciones sólo en los lugares especificados en proyecto, donde se
desea ejecutar el reparo del revestimiento.
Figura 40: Intervenciones en áreas discontinuas
7.1.3. Fresado continuo de toda la pista
Esta aplicación consiste en la ejecución del fresado en el an-
cho total de la vía, con los espesores de corte determinados en
proyecto.
Tal procedimiento se usa en lugares en los que se desea mante -
ner los porcentajes e inclinaciones después del recapado asfálti-
co; solucionar problemas de pavimentos muy oxidados o que pre-
sentan gran desgaste superficial; atenuar los efectos de ondula-
ciones o propagación de grietas del pavimento remanente a la
nueva capa asfáltica e inclusive, eliminar otros defectos existen-
tes en la capa de revestimiento asfáltico, como exudaciones y de -
formaciones plásticas.
El fresado de toda la pista es utilizado también para aliviar peso
sobre puentes y viaductos, causado por recapados sin la retirada de
68

capas anteriores y para restauración de los porcentajes originales
de inclinación del pavimento.
En estos casos, son indicados los equipos de gran porte para dis-
minuir el tiempo de intervención en la pista.
Figura 41: Fresado continuo de toda la pista
7.1.4. Fresado en cuña
El fresado en cuña, conocido también como fresado de “garra”,
es aquel ejecutado solamente en los bordes de las pistas, junto a la
cuneta, se inclina el cilindro fresador para el lado deseado para per-
mitir el anclaje de la nueva capa de revestimiento.
Por lo tanto, es de suma importancia observar la ondulación del
pavimento existente antes de este tipo de intervención, pues la re-
petición de este procedimiento, con la retirada de las capas ante-
riores sólo en los bordes de las vías, puede que acarree situaciones
de ondulaciones indeseables, causando incomodidad a los usuarios.
Presenta mejores resultados que la cuña ejecutada con el borde
de la lámina de moto -niveladoras, que es muy perjudicial a la inte-
gridad de este equipo.
Según describen Bonfim y Domingues[6], son dos los casos en los
que la ejecución de fresado en cuña es desfavorable, conforme mues-
tra la Figura 42.
A causa de la depresión existente en la pista, se determina el
ancho del fresado “d” que, en casos extremos, puede llevar al fresa-
do total de la pista.
69

Figura 42: Situaciones no aconsejables de fresado en cuña
Tanto en el Caso “A” como en el Caso “B” se tiene una región
crítica a causa de la depresión y el ancho del fresado “d” es peque-
ño. En el Caso “B”, el fresado en cuña fue ejecutado con escalón de
ambos lados.
La situación ideal es presentada en la Figura 43, disminuyendo
al mínimo (casi cero) el corte en el lado opuesto a la cuña.
Figura 43: Correcta ejecución del fresado
en cuña con la situación después del recapado
70

7.1.5. Fresado para corrección de la inclinación del pavimento
Es una aplicación del fresado para corregir o alterar la inclina-
ción del pavimento existente longitudinal o transversalmente.
Generalmente los lugares y espesores de corte son determinados
con el auxilio de levantamiento topográfico y según el proyecto.
Esta aplicación es muy frecuente en proyectos de duplicación de
carreteras; y el fresado del pavimento, en estos casos, puede llevar
a una economía en los costos de la obra, teniendo en cuenta las
correcciones geométricas necesarias para tal.
7.1.6. Fresado de remates
Esta aplicación consiste en ejecutar el fresado del pavimento
junto a las diversas interferencias existentes.
Cuando se trata de vías urbanas, estos servicios son comple-
mentares a los servicios ejecutados con equipos de gran porte que,
generalmente, dejan de fresar alrededor de esas interferencias, como
muestra la Figura 44.
Figura 44: Revestimiento asfáltico sin
fresado alrededor de una tapa de hierro
La Figura 45 presenta, esquemáticamente, la ejecución de los
remates junto a varias interferencias.
71
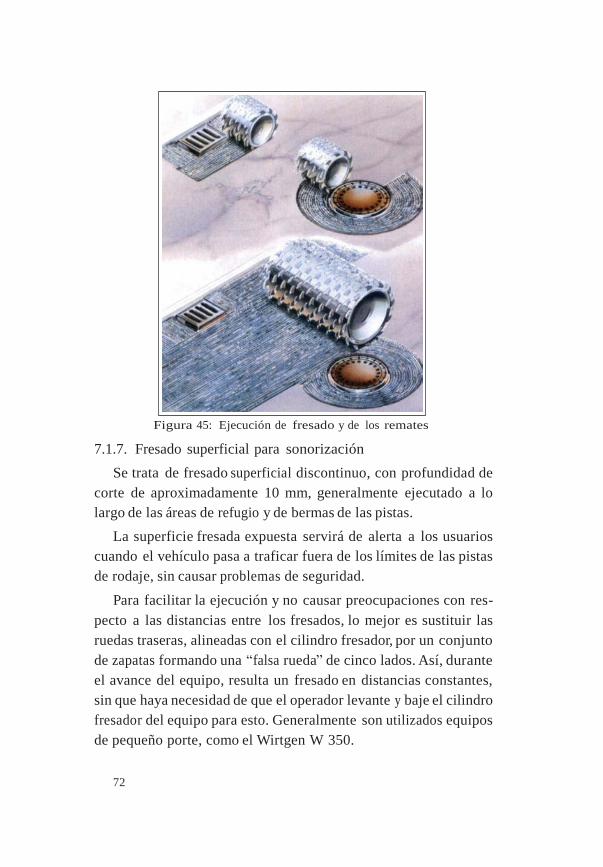
Figura 45: Ejecución de fresado y de los remates
7.1.7. Fresado superficial para sonorización
Se trata de fresado superficial discontinuo, con profundidad de
corte de aproximadamente 10 mm, generalmente ejecutado a lo
largo de las áreas de refugio y de bermas de las pistas.
La superficie fresada expuesta servirá de alerta a los usuarios
cuando el vehículo pasa a traficar fuera de los límites de las pistas
de rodaje, sin causar problemas de seguridad.
Para facilitar la ejecución y no causar preocupaciones con res-
pecto a las distancias entre los fresados, lo mejor es sustituir las
ruedas traseras, alineadas con el cilindro fresador, por un conjunto
de zapatas formando una “falsa rueda” de cinco lados. Así, durante
el avance del equipo, resulta un fresado en distancias constantes,
sin que haya necesidad de que el operador levante y baje el cilindro
fresador del equipo para esto. Generalmente son utilizados equipos
de pequeño porte, como el Wirtgen W 350.
72
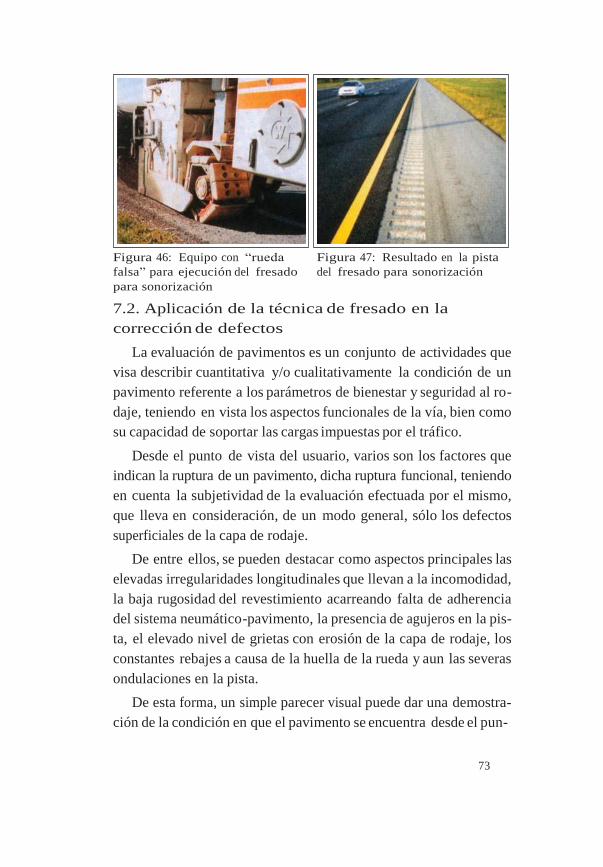
Figura 46: Equipo con “rueda
falsa” para ejecución del fresado
para sonorización
Figura 47: Resultado en la pista
del fresado para sonorización
7.2. Aplicación de la técnica de fresado en la
corrección de defectos
La evaluación de pavimentos es un conjunto de actividades que
visa describir cuantitativa y/o cualitativamente la condición de un
pavimento referente a los parámetros de bienestar y seguridad al ro-
daje, teniendo en vista los aspectos funcionales de la vía, bien como
su capacidad de soportar las cargas impuestas por el tráfico.
Desde el punto de vista del usuario, varios son los factores que
indican la ruptura de un pavimento, dicha ruptura funcional, teniendo
en cuenta la subjetividad de la evaluación efectuada por el mismo,
que lleva en consideración, de un modo general, sólo los defectos
superficiales de la capa de rodaje.
De entre ellos, se pueden destacar como aspectos principales las
elevadas irregularidades longitudinales que llevan a la incomodidad,
la baja rugosidad del revestimiento acarreando falta de adherencia
del sistema neumático-pavimento, la presencia de agujeros en la pis-
ta, el elevado nivel de grietas con erosión de la capa de rodaje, los
constantes rebajes a causa de la huella de la rueda y aun las severas
ondulaciones en la pista.
De esta forma, un simple parecer visual puede dar una demostra-
ción de la condición en que el pavimento se encuentra desde el pun-
73

to de vista funcional en lo que refiere a aspectos de morfología de
defectos, exceptuándose defectos del tipo irregularidad, conforme
procedimiento de las metodologías normativas DNER PRO-07/78[7],
DNER PRO-08/78[8], DNER ES-128/83[9], además de las Instruccio-
nes para Actividades de Campo publicadas por el DNER[10], que son
utilizadas a nivel de red.
Sin embargo, es muy importante conocer las probables causas de
los defectos, denominadas génesis, además de los mecanismos de pro-
gresión del deterioro del pavimento.
Así, es posible seleccionar, entre las alternativas de rehabilitación,
aquella que lleve a la eliminación o inhibición de la propagación del
defecto, como recurso para prolongar la vida útil del pavimento.
El fresado del pavimento es la solución técnicamente viable para
muchos de los defectos observados en los pavimentos; sin embargo,
en algunos casos, no es adecuado para la solución del problema, te-
niendo en cuenta, en especial, el abordaje relativo a la génesis de los
defectos, estudiados por técnicos viales internacionales.
Entre las varias publicaciones sobre el tema defectos de pavimen-
tos, se pueden citar el Distress Identification Manual for the Long-
Term Pavement Performance Studies[11] y el MID – Manual de Identi-
ficação de Defeitos de Revestimentos Asfálticos de Pavimentos[12]. El
MID es un manual bien específico y recomendado, por tratarse de un
estudio que contempla diversas publicaciones sobre el tema, además
de presentar ilustraciones de cada defecto en tres diferentes prácticas
de degradación, tales como las de bajo, medio y alto nivel de severidad.
7.2.1. Agrietamiento
Las grietas (cracking) son los defectos más encontrados en los
pavimentos asfálticos.
Cita Domingues[12], entre otros, los siguientes tipos: grietas por
fatiga, transversal, longitudinal, en bloques, por propagación de jun-
turas y parabólico.
74
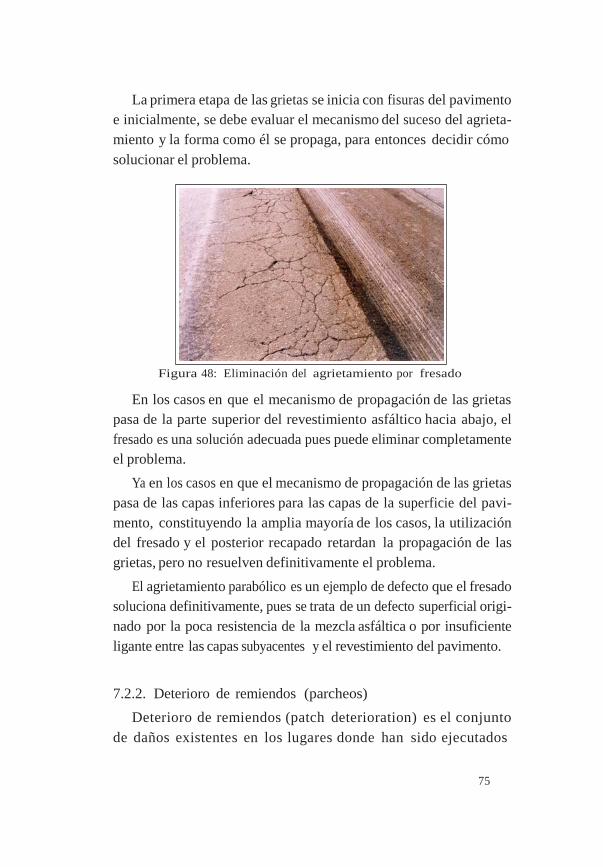
La primera etapa de las grietas se inicia con fisuras del pavimento
e inicialmente, se debe evaluar el mecanismo del suceso del agrieta-
miento y la forma como él se propaga, para entonces decidir cómo
solucionar el problema.
Figura 48: Eliminación del agrietamiento por fresado
En los casos en que el mecanismo de propagación de las grietas
pasa de la parte superior del revestimiento asfáltico hacia abajo, el
fresado es una solución adecuada pues puede eliminar completamente
el problema.
Ya en los casos en que el mecanismo de propagación de las grietas
pasa de las capas inferiores para las capas de la superficie del pavi-
mento, constituyendo la amplia mayoría de los casos, la utilización
del fresado y el posterior recapado retardan la propagación de las
grietas, pero no resuelven definitivamente el problema.
El agrietamiento parabólico es un ejemplo de defecto que el fresado
soluciona definitivamente, pues se trata de un defecto superficial origi-
nado por la poca resistencia de la mezcla asfáltica o por insuficiente
ligante entre las capas subyacentes y el revestimiento del pavimento.
7.2.2. Deterioro de remiendos (parcheos)
Deterioro de remiendos (patch deterioration) es el conjunto
de daños existentes en los lugares donde han sido ejecutados
75

remiendos en el pavimento. El deterioro del remiendo puede ser
ocasionado por mala ejecución o por el tamaño de las solicita-
ciones a que están sujetas determinadas áreas o carriles de roda-
je del pavimento.
Si los defectos son de orden técnico, de construcción o de dosifi-
cación del material, el fresado puede solucionar definitivamente el
problema, pues proporciona la retirada de la capa defectuosa, propi-
ciando la recomposición del pavimento con material dosificado de
manera adecuada.
Si el problema es estructural, se debe evaluar si el fresado es o no
una solución viable económicamente cuando se trata de grandes es-
pesuras. En algunos casos, el experto puede optar por la reconstruc-
ción de parte o de todo el pavimento.
El reciclaje con incorporación de cemento, por ejemplo, puede
promover la homogeneización y estabilización del material incorpo-
rando el revestimiento a la base, con posterior aplicación de nuevas
capas de revestimiento maquinado en caliente.
7.2.3. Hoyos
Los agujeros (potholes) o baches, como son también conocidos,
son defectos puntuales que corresponden, generalmente, a peque-
ñas áreas. Al principio por varios motivos, por la disgregación de
ciertos componentes del revestimiento del pavimento y la no inter-
vención acarreará una aceleración de la disgregación, originándose
así un hoyo.
El empleo de equipos de fresado, en estos casos y en la profundi-
dad necesaria para sanar el problema, es de fundamental importan-
cia desde el punto de vista práctico y económico, pues posibilita el
recuadro de los lugares donde existen hoyos, ofreciendo una condi-
ción adecuada para anclaje de las capas de reconstrucción, no per-
mitiendo así el desnivel en las junturas.
76
7.2.4. Hundimiento en la huella de rueda (ahuallamiento)
El hundimiento marcado por la huella con la rueda (rutting) es
una depresión que ocurre a lo largo de la pista, con consecuente ele-
vación lateral de la capa asfáltica.
Este defecto puede tener su origen en el empleo de una mezcla
asfáltica impropia para las condiciones del lugar, o por deficiencia
estructural de las capas inferiores del pavimento.
En el primer caso, el fresado es indicado para la corrección del
defecto, pudiéndose remover completamente la capa con mezcla in-
adecuada y así posibilitar la colocación de nueva capa con mezcla
apropiada.
En el segundo caso, generalmente caracterizado por hundimien-
tos de huella con la rueda con alto nivel de severidad, el fresado
permite atacar la génesis del defecto solamente con la retirada de la
totalidad de la espesura necesaria para la solución del problema.
Esto implica en la demolición de parte o de todo el pavimento; y
siendo así, se debe realizar un estudio económico para averiguar la
viabilidad del empleo de fresadoras.
7.2.5. Depresión
Depresión (depression) o hundimiento son concavidades que apa-
recen en los pavimentos, relacionadas a defectos de orden construc-
tiva, u originadas del hundimiento de la estructura del pavimento en
determinados lugares.
Las depresiones de orden constructiva en la capa de revestimien-
to pueden ser eliminadas con el fresado de espesores delgados y pos-
terior recapado asfáltico.
En los casos de hundimientos o deformaciones de las capas infe-
riores, al igual que en los casos anteriores, el fresado puede ser utili-
zado y solucionar el problema con la retirada de los espesores necesa-
rios del pavimento para la corrección del defecto, de modo que el
77
pavimento pase a soportar las cargas a las que estará expuesto. El
fresado en estos casos puede alcanzar las capas de base, sub-bases, o
hasta procederse a la reconstrucción del pavimento.
7.2.6. Deformación plástica de los revestimientos
Deformación plástica de los revestimientos (shoving) son defec-
tos funcionales encontrados en la superficie de los pavimentos pro-
venientes sobre todo, de la aplicación de una mezcla asfáltica inade-
cuada, agravándose el problema con la superposición de otras capas
de revestimiento sin la retirada de la capa existente.
Algunas mezclas con exceso de ligantes, con fluidez elevada y
expuesta a altas temperaturas, no soportan el tráfico y se deforman
con la acción de éste. El fresado del revestimiento es una técnica
adecuada para el caso pues permite la retirada de la espesura del
pavimento que presenta el problema y permite la colocación del nuevo
revestimiento sin cambio de la inclinación del pavimento.
En algunos casos, para defectos de baja severidad, se emplea el
fresado sólo para la regularización de la superficie del revestimiento,
visando mejorar las condiciones de tráfico, con la mejora de la inte-
racción neumático-pavimento.
7.2.7. Agregados pulidos
Agregados pulidos (polished aggregates) son defectos funcionales
producidos por el desgaste de las aristas de los agregados expuestos
en la superficie del pavimento por la acción del tráfico. Así, ocurre la
disminución del coeficiente de fricción, perjudicando la adherencia
entre el neumático y el pavimento.
Merece la pena llamar la atención que los agregados pulidos sola-
mente pueden ser considerados defectos a partir de un determinado
momento, en que la disminución del coeficiente de fricción pase a
significar reducción de la resistencia al patinazo.
78
Estos defectos pueden ocurrir a causa del tipo de agregado utiliza-
do en la confección de la masa asfáltica y no resistente a la acción de
tráfico intenso.
El fresado superficial del revestimiento asfáltico puede ser utili-
zado para proporcionar una buena adherencia entre el neumático y
el pavimento y, consecuentemente, mejorar las condiciones de re-
sistencia al patinazo. Sin embargo, si usa un agregado de calidad
inferior, el problema puede volver después de algún tiempo de ex-
posición al tráfico.
En este tipo de intervención, lo más indicado es realizar el fresado
fino o el microfresado.
7.2.8. Exudación
La exudación (bleeding flushing) es resultante del afloramiento
de material bituminoso en la superficie del pavimento, debido a un
exceso de ligante en la mezcla, transformándose así con el transcurso
del tiempo, en una película que deja lisa la superficie.
El proceso de exudación es irreversible pues no existe manera de
retirar el exceso de ligante de la mezcla.
La exudación de la masa asfáltica acarrea una reducción de la
adherencia entre el neumático y el pavimento, situación que se agra-
va con el pavimento mojado.
Se trata de un defecto funcional, que puede ser tratado de dos
maneras. Una solución temporal, con el fresado superficial y sin el
posterior recapado, para mejorar la condición de adherencia neumá-
tico-pavimento; y otra solución definitiva, retirando todo el espesor
del revestimiento que presente exceso de ligante, seguida de poste-
rior recapado con masa asfáltica adecuada.
En el caso de la solución temporal, cuando el fresado es sólo
superficial, los registros indican que el defecto vuelve a aparecer
muy brevemente.
79

7.2.9. Desestructuración del pavimento
Entre los defectos que abarcan la desestructuración de los pavi-
mentos están la desintegración (ravelling), las intemperies (weathe-
ring) y la desgranamiento (stripping).
Estos defectos se caracterizan por la corrosión del revestimiento, a
causa del desalojo progresivo de partículas de agregado, por la pérdida
del ligante o por la pérdida de adherencia entre el agregado y el asfalto.
El fresado puede solucionar el problema basándose en la solución
propuesta en proyecto, ya sea superficialmente o alcanzando grandes
espesores de corte.
7.2.10. Bombeo de finos
El bombeo de finos (pumping) es un defecto ocasionado por la
carga ejercida por el tráfico y se constata por la presencia de material
de la sub-base en la superficie del revestimiento; este material alcan-
za la superficie a través de las grietas existentes en el pavimento.
Este defecto es muy común cuando el pavimento se encuentra
muy agrietado, con infiltración de agua llegando hasta la sub-base
constituida por una capa de material poco permeable, como la arci-
lla. De esta forma, debido al drenaje muy lento del agua en la sub-
base, permanece en el interior del pavimento; así con la presión
ejercida por los neumáticos, es bombeada hacia la superficie a tra-
vés de las grietas, cargando partículas finas de material de la sub-
base, la consecuencia es el colapso de la estructura del pavimento
en poco tiempo.
El fresado y el recapado inhibirán la entrada de gran cantidad de
agua en el pavimento, pero las grietas tienden a propagarse y el de-
fecto vuelve en algunos meses.
La solución consiste en retirar las capas superiores, cambiar y es-
tabilizar el material de la sub-base, con posterior reconstitución de
las capas de pavimento.
80
7.2.11. Superposición de revestimientos asfálticos
La superposición de revestimientos asfálticos puede ser conside-
rada un defecto a partir del momento en que provoque en la pista
una condición indeseada a la seguridad y al tráfico.
Por muchos y muchos años, los pavimentos asfálticos recibieron
nuevas capas de revestimientos visando mejorar las condiciones de
seguridad y de bienestar al rodaje, sin que se procediese a la retirada
de la capa existente. Tal procedimiento fue practicado en virtud de la
inexistencia de equipos apropiados para la retirada de ese material.
A cada nuevo recapado, las cotas del pavimento se van elevando,
causando varios problemas, tanto de orden técnica como económica.
La adopción de la técnica de fresado, en estos casos, se ha mos-
trado muy eficiente, permitiendo mantener las cotas originales del
pavimento.
7.2.12. Desnivel entre la pista y la berma
El desnivel entre la pista y la berma (lane /shouder drop-off or
heave) es un defecto derivado de la superposición de capa(s) de re-
vestimiento asfáltico, sin la utilización de equipos apropiados para
garantizar la cota original.
Anteriormente, el proyecto en si contemplaba la construcción de
la berma con un pequeño desnivel en relación a la pista de rodaje. El
defecto toma proporciones indeseadas cuando se ejecutan sucesivas
capas de revestimiento sólo en los carriles de tráfico, pasando a ser
un riesgo para los usuarios.
Además de esto, el desnivel o el aumento del mismo entre la pista
y la berma tiene como causas probables el hundimiento o desgaste
del material de la berma.
En su manual, Domingues[12] clasifica como siendo de baja, inter-
media y alta severidad el desnivel entre 6 y 12 mm, arriba de 12 hasta
25 mm, y superior a 25 mm, respectivamente.
81
Cabe a los proyectistas encontrar la mejor solución económica,
en el caso de nuevo recapado de la pista.
Se hubiera necesidad de recapado de la pista y de la berma, el
fresado en cuña del borde de la pista es una buena solución, pues
elimina el escalón y mejora el desagüe en ese sentido.
Por otro lado, solamente en el recapado de la pista de rodaje, ine-
vitablemente aparecería un desnivel entre la pista y la berma. El fre-
sado de la pista, en este caso, sería una solución viable económica-
mente, pues no hay dispendios de recursos destinados a la aplicación
de material en las bermas y no alteraría las cotas del pavimento, sea
en la ejecución de remiendos o en la recuperación de toda la pista.
82
8. Ventajas de la utilización
de la técnica de fresado
Las aplicaciones de la técnica de fresado, descritas anteriormente,
enfatizan su viabilidad, sin embargo, esto no significa que en todos
los servicios de recapado sea necesario el empleo de fresadoras.
Sucesivos recapados asfálticos pasan a presentar situaciones in-
deseables que justifican la utilización de la técnica para la solución
de muchos problemas; y siendo así, a seguir son presentadas sus prin-
cipales ventajas.
8.1. Mantenimiento de la curvatura del pavimento
El fresado de un determinado espesor del revestimiento definido
en proyecto permite la retirada del material degradado para coloca-
ción de nuevo material, sin cambio de las cotas del pavimento, con
relativa mejoría estructural y funcional.
Sucesivos recapados, sin la retirada del revestimiento existente, pue-
den provocar problemas de orden estética, funcional y de seguridad.
Los problemas estéticos son aquellos observados cuando las co-
tas de la pista de rodaje en los bordes llegan a ser superiores a la
cota de las aceras.
Uno de los problemas funcionales transcurre de la modificación de
la sección transversal de desagüe de las aguas pluviales, ocasionando
la inundación de los desagües y deformación de las sucesivas capas de
revestimiento sobre las cunetas, disminuyendo su capacidad.
83

Otro importante problema, también funcional, se da por la dismi-
nución de la altura bajo puentes, viaductos y dentro de túneles.
La alteración de la sección transversal del pavimento causa, tam-
bién, problemas de seguridad, a causa de la inclinación excesiva de la
pista, además del hecho de que los usuarios quedan expuestos a acci-
dentes derivados de la disminución de la altura de las soleras cuya
finalidad es delimitar justamente la vía del paseo.
La Figura 49 presenta un pavimento donde habían sido ejecuta-
dos sucesivos recapados asfálticos sin la retirada del revestimiento
anterior, con la cota del borde de la pista de rodaje cerca de 30 cm.
más alta que la solera.
Figura 49: Sobreposición de revestimientos
asfálticos sin la retirada de las capas anteriores
8.2. Mantenimiento de la regularidad de las
junturas
Anteriormente al aparecimiento de los equipos de fresado, en si-
tuaciones de recapado sólo de carriles exclusivos o de pequeñas áreas,
era usual la colocación de una nueva capa asfáltica sobre la existen-
te, lo que ocasionaba un desnivel a causa del difícil y a veces, impo-
sible ajuste en las junturas.
A pesar de ser ejecutada con la fracción más fina del material
asfáltico, el desnivel es inherente al procedimiento, además en al-
84
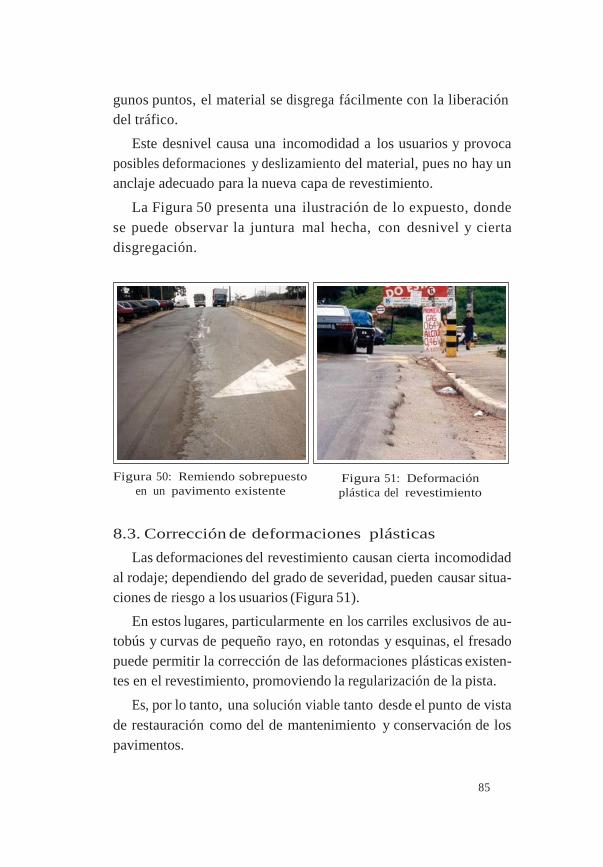
gunos puntos, el material se disgrega fácilmente con la liberación
del tráfico.
Este desnivel causa una incomodidad a los usuarios y provoca
posibles deformaciones y deslizamiento del material, pues no hay un
anclaje adecuado para la nueva capa de revestimiento.
La Figura 50 presenta una ilustración de lo expuesto, donde
se puede observar la juntura mal hecha, con desnivel y cierta
disgregación.
Figura 50: Remiendo sobrepuesto
en un pavimento existente
Figura 51: Deformación
plástica del revestimiento
8.3. Corrección de deformaciones plásticas
Las deformaciones del revestimiento causan cierta incomodidad
al rodaje; dependiendo del grado de severidad, pueden causar situa-
ciones de riesgo a los usuarios (Figura 51).
En estos lugares, particularmente en los carriles exclusivos de au-
tobús y curvas de pequeño rayo, en rotondas y esquinas, el fresado
puede permitir la corrección de las deformaciones plásticas existen-
tes en el revestimiento, promoviendo la regularización de la pista.
Es, por lo tanto, una solución viable tanto desde el punto de vista
de restauración como del de mantenimiento y conservación de los
pavimentos.
85

8.4. Mantenimiento del nivel junto a construcciones
de concesionarias
En las vías urbanas existen muchas interferencias derivadas de
instalaciones de las diversas concesionarias de servicios públicos que
causan discontinuidad en la superficie de los pavimentos.
Estas construcciones se sitúan justamente sobre las diversas gale-
rías usadas para las redes de agua, energía, telefonía, etc., dejando
expuestos sobre el revestimiento las tapas de hierro.
La ejecución de recapado de la vía sin el fresado del pavimento
causa el desnivel entre el nuevo revestimiento y estas singularidades,
obligando necesariamente a nivelarlo posteriormente.
Sin embargo, es común encontrar en los pavimentos la situación
de desnivel proveniente de uno o más recapados, causando incomo-
didad e inseguridad al rodaje, provocando en muchos casos, acci-
dentes graves, o dañando el patrimonio del usuario.
Figura 52: Desnivel de 10 cm entre la pista y una
tapa de hierro, es el resultado de los recapados
sin la retirada del revestimiento anterior
86

9. Problemas que
pueden ocurrir por la
utilización del fresado
La utilización de la técnica de fresado puede causar algunos pro-
blemas en el pavimento y, en algunos casos, dadas sus proporciones,
ocasionar hasta la paralización de los servicios o del tráfico por deter-
minado período.
Algunos problemas son inherentes al proceso, como el escalón en
la pista; otros, sin embargo, pueden aparecer con el fresado a causa
del tipo de intervención y actuales condiciones del revestimiento.
El proyecto realizado por un ingeniero experto, con perfecto co-
nocimiento de las condiciones estructurales y funcionales de los pa-
vimentos existentes, puede minimizar, a niveles satisfactorios, algu-
nos problemas ejecutivos inherentes al proceso.
Soluciones adoptadas en un proyecto con bases inconsistentes, pue-
den causar imprevistos que generalmente, acarrean aumento de los
costos de las obras o, en otros casos, el fracaso de la solución adoptada.
9.1. Escalón en la pista
El escalón en la pista puede ser considerado como el más grave de
los problemas causados por el fresado si se libera la pista al tráfico
antes del recapado; y dependiendo de la profundidad de corte, exige
el aislamiento total del área.
87

Existen dos tipos de escalón: el longitudinal y el transversal. Ambos
pueden ser reducidos con la adopción de algunos procedimientos en
lugares en los que la pista necesariamente deba ser liberada al tráfico
antes del recapado.
En el caso del escalón transversal, la solución es realizar el fresado
en rampa al inicio y al final del corte, realizando el remate durante el
recapado, generalmente utilizando fresadora de pequeño porte, sie-
rra de disco o rompedor neumático.
En el caso del escalón longitudinal, inherente al proceso de fresado
de carriles exclusivos de rodaje, para espesuras finas, dependiendo del
tipo de vía, se puede permitir la liberación al tráfico desde que la pista
esté debidamente señalizada, de manera a orientar a los usuarios.
Sin embargo, en el fresado de grandes profundidades, necesaria-
mente el tramo debe ser prohibido al tráfico.
Algunos órganos no permiten la liberación de la pista a los usua-
rios antes de la ejecución del recapado, y siendo así el recapado asfál-
tico es hecho después del fresado.
9.2. Aparecimiento de hoyos o baches
El fresado puede ocasionar el aparecimiento de hoyos o baches en
la pista, en virtud de la desestructuración del pavimento remanente
en algunos puntos donde la espesura de corte alcanza las capas infe-
riores, o cuando la espesura de revestimiento, en algunos lugares, es
inferior a la de fresado.
Es común que aparezca este tipo de problema también en algunos
puntos donde el pavimento se encuentra muy agrietado.
En estos lugares de disgregación, antes de que se libere al tráfico,
se debe realizar la corrección con material asfáltico, tapándose los
hoyos. Este procedimiento impide su propagación, además de que no
permite la aceleración del proceso destructivo causado por la infil-
tración de aguas en las capas inferiores del pavimento.
88

Figura 53: Hoyos en lugares fresados
Es importante que después del fresado, sea ejecutado el recapado
a la brevedad posible, disminuyendo por lo tanto, los trastornos a los
usuarios y evitando problemas derivados de la exposición de la super-
ficie fresada a lluvias y tráfico.
9.3. Movimiento de “placas” del revestimiento
bituminoso
Es común que ocurra movimiento de “placas” en lugares fresados,
sobre todo cuando es liberada la pista al tráfico, en los casos en que el
fresado alcanza casi la totalidad de la espesura de la capa del revesti-
miento existente.
Este problema puede aparecer debido al fresado, por la acción
de los raspadores situados en la parte inferior de la tapa del scra-
per, y continuar con la acción del tráfico, pudiendo con eso oca-
sionar accidentes.
Antes de la colocación de la nueva capa de revestimiento, se debe
proceder a la retirada de todo el material suelto de la pista y, depen-
diendo de la cantidad, realizar nuevo fresado más profundo.
Para evitar este problema, se debe conocer la estructura del pa-
vimento y definir, en el proyecto de restauración, la espesura de
89

Figura 54: Movimiento de “placas” en lugares
fresados después de liberados al tráfico
fresado, evitando dejar en la pista una espesura muy delgada de
revestimiento, inferior a 20 mm, que con seguridad provocará el
problema, conforme recomendación de la Norma Técnica DNER
PRO-269/94[13].
Cuando ocurra tal problema, es decir, no sea posible mantener
esta espesura mínima del revestimiento, se recomienda siempre la
ejecución de la nueva capa inmediatamente después del fresado, de
manera a preservar toda la estructura remanente.
90
10. Productividad de los
equipos de fresado
10.1. Consideraciones iniciales
El fresado puede ser aplicado en diversas situaciones, sea en gran-
des áreas, o en lugares donde existan muchas interferencias. Por lo
tanto, en esta sección serán presentados algunos resultados obteni-
dos en campo para tener una idea de la productividad en diversos
tipos de obra.
En un primer momento según al tipo de obra, como la que con-
templa el fresado de áreas continuadas ciertamente proporcionará
mayor rendimiento de los equipos, porque no hay tanta interferencia
durante la operación. Se trata de obras realizadas en vías expresas y
sobre todo, en autovías.
En el fresado de pavimentos urbanos, en especial en las grandes
ciudades en las que el número de interferencias es bien mayor y el
horario disponible para la realización de los trabajos es muy restricto,
el rendimiento es siempre menor que en el caso anterior.
Existen algunos factores que pueden reducir de manera
significa- tiva la productividad del equipo. Se destacan entre ellos:
a) las calles estrechas;
b) las esquinas y entroncamientos de calles;
c) las canaletas a cielo abierto, situadas transversalmente a la
dirección de corte;
d) las tapas de hierro;
91

e) los lastres para cómputo de vehículos;
f) los vehículos estacionados en el local de los trabajos;
g) la interferencia de otras obras en el mismo lugar.
Además, tenemos los factores relacionados directamente con los
servicios en cuestión; entre ellos: el estado del pavimento, las condi-
ciones del equipo y las condiciones climáticas en la ocasión de la
ejecución de los trabajos, todo ello pueden influir tanto en la produc-
tividad, como en la granulometría obtenida, y estos son:
a) la espesura de corte;
b) el grado de oxidación del pavimento;
c) el nivel de severidad de las grietas;
d) el estado de los dientes de corte;
e) la temperatura ambiente.
10.2. Ejemplos de productividad
Relacionados a seguir, para establecer parámetros de dimensiones
del tipo de equipo de fresado y elaboración de un cronograma de
obra, valores de productividad promedio basados en resultados obte-
nidos en diversas obras de características similares.
Se consideró importante hacerlo debido al hecho de que la capa-
cidad del equipo usualmente presentada en los catálogos de fabri-
cantes no considera los problemas comunes encontrados en las obras.
Teniendo en cuenta el carácter práctico de los parámetros de pro-
ductividad, estos consideran valores promedios diarios con redondeo,
referentes a una jornada de trabajo de 8 horas, incluyendo todo el tiem-
po destinado a la señalización de la pista, parada del equipo para mante-
nimiento, como abastecimiento del agua y de aceite, colación del perso-
nal en la obra, cambio del lugar de los trabajos, entre otros factores.
Por lo cual, serán considerados el ancho del cilindro fresador y la
capacidad de corte del equipo en una única pasada, lo que está direc-
tamente relacionado con la potencia del equipo.
92

De esta forma, estos valores podrán ser extrapolados para los otros
equipos de fresado similares aquí no considerados.
Estos valores pueden variar, a causa de la eficiencia del personal
de apoyo en el momento de la realización de los servicios.
Hay que resaltar que algunos órganos contratantes exigen que el
recapado de las áreas fresadas sea efectuado en el mismo día. Siendo
así, cuando existe el vínculo del fresado con el recapado, necesaria-
mente el equipo debe paralizar los servicios anticipadamente, para
que sea atendida esta exigencia.
En las tablas que siguen son presentadas tres de las situaciones
más comunes en obras, para espesura de fresado hasta 5 cm.
Fresadoras con cilindro de 2 metros de ancho:
TIPO DE SERVICIO MODELO DE FRESADORA
2000 VC 2000 DC W 1900
Fresado de áreas continuas, sin vínculo
de aplicación del revestimiento 5.000,00 m2 8.000,00 m2 10.000,00 m2
Fresado de áreas discontinuas, sin vínculo
de aplicación del revestimiento 3.500,00 m2 4.000,00 m2 5.000,00 m2
Fresado de áreas discontinuas, con vínculo
de aplicación del revestimiento 1.800,00 m2 2.000,00 m2 3.500,00 m2
Los equipos modelo 2000VC fueron las primeras fresadoras de
gran porte introducidas en Brasil, fabricadas por la CIBER, en Rio
Grande do Sul.
Existen aun varios equipos de este tipo en operación en Brasil.
El modelo que lo substituyó fue el 2000 DC, con dimensiones un
poco menores y con mayor capacidad de corte. El modelo actual es
el W 1900, con dimensiones un poco menores si se le compara a los
anteriores y mucho más potente.
Con respecto al modelo 2000 DC de la Wirtgen, un equipo similar que
puede ser encontrado en Brasil es la Fresadora PM-465 de la Caterpillar.
93

Las fresadoras Caterpillar PM-565 y Wirtgen 2100 DC, impor-
tadas de Estados Unidos y de Alemania, respectivamente, ambas
encontradas en el mercado brasileño, son equivalentes con rela-
ción a productividad y desde este punto de vista, se puede consi-
derar una productividad 10% superior a la de la fresadora Wirt-
gen 2000 DC.
Fresadoras con cilindro de 1 metro de ancho:
TIPO DE SERVICIO MODELO DE FRESADORA
1000 C W 1000 L W 1000
Fresado de áreas continuas, sin vínculo
de aplicación del revestimiento 1.800,00 m2 4.000,00 m2 5.000,00 m2
Fresado de áreas discontinuas, sin vínculo
de aplicación del revestimiento 1.500,00 m2 3.000,00 m2 3.500,00 m2
Fresado de áreas discontinuas, con vínculo
de aplicación del revestimiento 1.000,00 m2 2.000,00 m2 2.500,00 m2
Un equipo similar al Wirtgen 1000 C en operación en Brasil es la
fresadora Volpe SF 100 T4 de la Bitelli.
Con base en los números presentados se deduce que, con equipos
más modernos y versátiles, a pesar del cilindro de 1000 mm de an-
cho, se equivalen a la productividad del modelo Wirtgen 2000 VC,
con cilindro de 2000 mm .
Otra gran ventaja se refiere a la profundidad de corte que es-
tos nuevos equipos pueden alcanzar en una única pasada del equi-
po. El modelo 2000 VC tiene capacidad de hasta 15 cm. mientras
que el modelo W 1000 L puede alcanzar hasta 25 cm., y los mode-
los W 1000 y W 1000 F llegan a 30 cm.
94
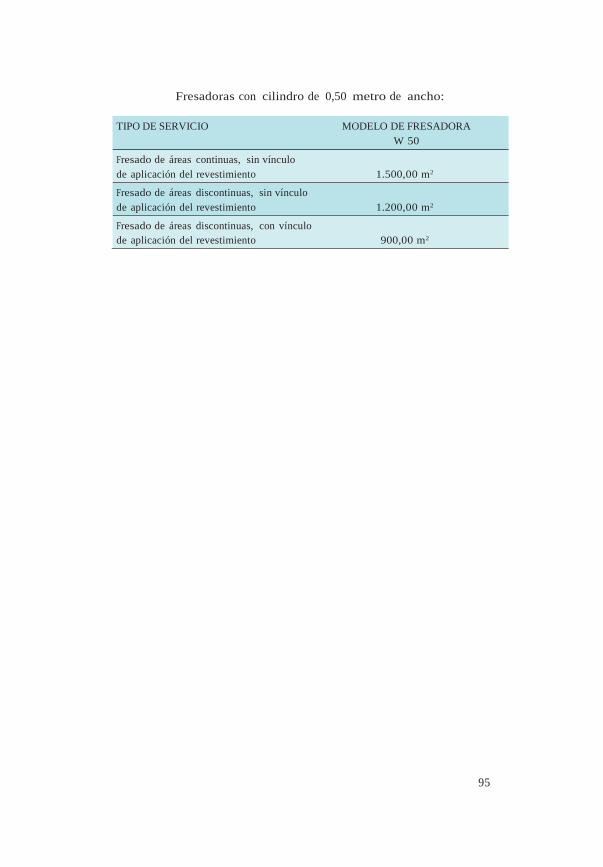
Fresadoras con cilindro de 0,50 metro de ancho:
TIPO DE SERVICIO MODELO DE FRESADORA
W 50
Fresado de áreas continuas, sin vínculo
de aplicación del revestimiento 1.500,00 m2
Fresado de áreas discontinuas, sin vínculo
de aplicación del revestimiento 1.200,00 m2
Fresado de áreas discontinuas, con vínculo
de aplicación del revestimiento 900,00 m2
95

11. Dimensionamiento de
refuerzo del pavimento
contemplando el fresado
En Brasil, la amplia mayoría de los pavimentos existentes está cons-
tituido con revestimientos asfálticos, entre los cuales se destacan los
dichos puramente flexibles (revestimiento asfáltico sobre capas no
tratadas con cemento) y, predominantemente en el Estado de Sao
Paulo, los semirígidos e invertidos (revestimiento asfáltico sobre sis-
temas con una de las capas subyacentes tratada con cemento).
Los pavimentos flexibles e invertidos son dimensionados con una
vida útil preestablecida con relación a la fatiga de los materiales as-
fálticos y, en el segundo caso, de la capa cementada. Las propiedades
iniciales de estos materiales sobre su plasticidad y elasticidad van
siendo alteradas con el tiempo, volviéndolos rígidos y quebradizos;
pero algunos factores externos aceleran su deterioro, por ejemplo: el
drenaje deficiente (y hasta la falta de éste) y la sobrecarga.
La mayoría de los procedimientos de evaluación estructural de
pavimentos existentes está fundamentada en el criterio de reducción
de la deflexión y se limita a la determinación de la espesura de refuer-
zo a ser sobrepuesta sobre la superficie actual, con el objetivo de res-
taurar las condiciones de bienestar y seguridad al rodaje.
El proceso de fresado empleado actualmente, visando sobre todo
mantener las inclinaciones del pavimento, puede ser empleado para
la sustitución del material asfáltico ya deteriorado por otro nuevo,
97

c
f
c
f
para propiciar a la estructura un incremento de vida útil, mejorando
además las condiciones de bienestar al rodaje.
Para la mayoría de los procedimientos actuales, los espesores de refuer-
zos superpuestos a pavimentos existentes son determinados según los mo-
delos que consideran la reducción deflectométrica, es decir, parten de la
relación entre las deflexiones admisibles (D) y de proyecto (D ).
Si admitimos la validez inversa de este concepto, es posible teórica-
mente, estimarse la deflexión sobre la superficie de la capa fresada (D ),
en consecuencia de la retirada de parte del revestimiento existente,
con un espesor de corte prefijado (h ).
Con base en la deflexión admisible (D) y en la deflexión obtenida
sobre la superficie fresada (D ), se determina entonces el espesor de
refuerzo (H ). ref
98

D c
D
D f
c
H
Donde: D = deflexión máxima admisible (x10-2mm);
= deflexión existente característica (x10-2mm)
HR = espesura del refuerzo en concreto asfáltico (cm)
= deflexión después del fresado (x10-2mm)
= deflexión después del fresado y recomposición
de la capa (x10-2mm)
ref
h = espesura del refuerzo (cm)
= espesura del corte (cm)c
De las normas brasileñas, la que contempla originalmente la utili-
zación del reciclaje es la DNER-PRO 269/94 – “Projeto e Restau-
ração de Pavimentos Flexíveis” TECNAPAV[13] y así, puede ser adap-
tada para considerar el fresado.
Está fundamentada en la mecánica de los pavimentos, considera
la existencia de una relación unívoca entre la deformabilidad elásti-
ca traducida por la deflexión y la reducción del módulo efectivo de la
capa del revestimiento representada por la relación modular. Es un
modelo teórico-experimental calibrado para las condiciones de cam-
po de los pavimentos brasileños.
Este procedimiento considera todavía, para el cálculo de reduc-
ción de la deflexión, las propiedades resilientes de la sub-base, de la
espesura de la capa granular (implícitamente) y del espesor efecti-
va del revestimiento existente, y puede ser resumido por las siguien-
tes ecuaciones.
99

c
c
Se nota que, por la ecuación presentada de la Norma DNER-PRO
269/94, la deflexión estimada considerando el fresado es obtenida
tras la recomposición del espesor fresado (h ), traducida por la ecua-
ción de determinación de D , que fue originalmente propuesta para
considerarse el reciclaje de revestimientos asfálticos.
donde: h efectivo
= espesor efectivo del pavimento
existente(cm)
I1, I
2 = constantes, función de las características
resilientes del material de fundación;
he
= espesor del revestimiento existente (cm)
Mefectivo
= Módulo del revestimiento existente (kgf/cm²)
Mcapa nueva
= Módulo resiliente del nuevo revestimiento
(kgf/cm²)
Np = Número de operaciones del eje patrón
de carretera (8,2 tf)
La norma DNER PRO-269/94 subdivide los tipos de fundación,
pudiendo ser de los tipos I, II y III:
Tipo I I =0 e I =0
1 2
Tipo II I1=1 e I
2=0
Tipo III I1=0 e I
2=1
100

i
Por lo cual, la norma presenta una tabla de clasificación de los
grupos citados a causa del Índice de Soporte California (CBR) y del
porcentaje de material sedimentario (S), como sigue:
CBR (%) S (%)
35 35 a 65 > 65
10 I II III
6 a 9 II II III
2 a 5 III III III
El porcentaje de material sedimentario es obtenido por la ecuación:
Donde: P1
= porcentaje, en peso, del material cuyas
partículas tengan diámetro inferior a 0,005 mm
P2
= porcentaje, en peso, del material cuyas
partículas tengan diámetro inferior a 0,075 mm
Además de la norma técnica DNER PRO-269/94, existen otros
modelos de dimensionamiento en Brasil y en el exterior, que pueden
ser aplicados para la técnica de fresado, a pesar de que no hayan sido
originalmente propuestos para tal.
Entre estos, se puede citar el modelo de la AASHTO/93[14], por
cuenta de la aplicación de los conceptos de número estructural (SN)
y de coeficiente estructural (a ), siendo esta una función del valor
modular y del tipo de material constituyente de la capa, al evaluar la
pérdida de valor estructural relativo al proceso de fresado.
101
12. Estudio de la
granulometría del material
resultante del fresado de
revestimientos asfálticos con
vistas al reciclaje
El material resultante del fresado de revestimientos asfálticos, por
sus propiedades nobles, puede ser reutilizado como material de pavi-
mentación, por reciclaje.
Existen diversas maneras de ejecutar el reciclaje, inclusive jun-
tando alternativas de rehabilitación, y la constante evolución de los
equipos y de las centrales está ampliando el número de opciones so-
bre su aplicabilidad.
Con este enfoque, la Tabla 1 presenta una clasificación de los ti-
pos de reciclajes más comunes.
Uno de los principales problemas encontrados en los proyectos de
rehabilitación contemplando el reciclaje se refiere a la granulometria
resultante del fresado, sobre todo con respecto a los procesos realiza-
dos sin el precalentamiento del revestimiento, a causa de la apari-
ción de los grumos.
Según los tipos de reciclaje de la Tabla 1, cuando se trata de mez-
clas recicladas en centrales, los grumos no son problema, pues los de
dimensiones indeseadas pueden ser eliminados en una etapa inicial
de tamizado.
103

Tabla 1: TIPOS DE RECICLAJE
Sobre la geometría original Sin modificación Cuando se mantienen las
cotas de las pendientes
Con modificación
Sobre el lugar de procesamiento En Planta Fija o móvil, en caliente o
en frío
“In situ” En caliente o en frío
Mixta Reciclado “in situ” de la
base y aplicación de
reciclado en caliente,
procesada y usina con
material fresado
Sobre el fresado del material En frío Realizada en temperatura
ambiente
En caliente Realizada con precalentamiento
del pavimento
Sobre la profundidad de corte Superficial Solamente la camada de
revestimiento
Profunda Capa de revestimiento, base
y hasta sub-base
Sobre la mezcla reciclada Mezclas en frío PMF
Mezclas en caliente CBUQ, PMQ
Sobre el uso de la mezcla Como base reciclada
Como capa de BINDER
unión
Como revestimiento
Sobre los materiales añadidos Agregados Corrección granulométrica
Cemento Portland y Aumento de la capacidad
cal estructural
Emulsión especial, Rejuvenecimiento
CAP, Polímeros
Mezcla asfáltica Adición de material fresado
En los procesos en que las mezclas son realizadas en la propia
pista, o en procesos mixtos, con parte del material proveniente de
una central de asfalto, el tamaño de los grumos debe ser controlado
para que se obtengan mejores resultados.
En el proceso de reciclaje “in situ” en frío, donde el fresado se
hace simultáneamente con el reciclaje del material, algunos procedi-
104

mientos deben ser adoptados para que se tenga el control del tamaño
de los grumos en dimensiones aceptables para la nueva proporción
del material.
Con este enfoque, en mi disertación de tesis de grado[15], reali-
cé un estudio de la granulometría resultante de material fresado
con vistas al reciclaje “in situ” en frío, lo cual aquí es presentado
resumidamente.
Serán presentados los equipos, el tipo de revestimiento y los pro-
cedimientos adoptados tanto para la extracción de las muestras como
para la realización de los ensayos y parte de las curvas obtenidas,
para posibilitar futuras comparaciones con otros estudios.
12.1. Equipo utilizado
El equipo utilizado para la realización del fresado del pavimento
fue la fresadora modelo 2000 VC, de la Wirtgen, fabricada en Brasil
por la CIBER.
Figura 55: Fresadora 2000 VC de la Wirtgen
Se trata de un equipo de gran porte, dotado de correa transporta-
dora y con capacidad de corte de hasta 15 cm en una única pasada.
El cilindro fresador es del tipo segmentado y posee anchura
de corte de 2100 mm y diámetro de 550 mm donde son fijos los
segmentos. El diámetro formado por los dientes de corte es de
105

850 mm. La rotación del cilindro fue medida y se constató que
era de 80 rpm. Posee 180 dientes de corte, de los cuales 18 están
posicionados lateralmente para realizar el corte de la pared ver-
ticalmente, restando 162 dientes de corte que actúan directa-
mente en el pavimento. La temperatura ambiente en la ocasión
del fresado era de aproximadamente 11°C.
Las muestras estudiadas son presentadas en forma de matriz en
la tabla 2, referente a cada espesura de corte y velocidad de avance
del equipo.
Tabla 2: MATRIZ DE LAS MUESTRAS
CLASIFICACIÓN DE LAS MUESTRAS
Vel. = 3 m/min Vel. = 6 m/min Vel. = 10 m/min
Esp. = 3 cm Muestra 1 Muestra 2 Muestra 3
Esp. = 5 cm Muestra 4 Muestra 5 Muestra 6
Esp. = 8 cm Muestra 7 Muestra 8 Muestra 9
12.2. Revestimiento existente
La Figura 56 presenta esquemáticamente la sección transversal
del pavimento que fue fresado para extracción de las muestras.
Superposición de capa
betuminosa
CBUQ Esp. = 5 cm
Revestimiento del
pavimento original
Demás capas de
pavimento
CBUQ BINDER etc.
Esp. = 5 cm
Figura 56: Sección transversal del pavimento fresado
12.3. Recolección de las muestras
El desarrollo adoptado para fresado y recolección de las muestras
es presentado a seguir:
106

a) posicionamiento del equipo para el inicio del corte;
b) fijación del espesor de corte;
c) inicio del fresado, con cargamento del material en camiones
tolva;
d) aumento de la velocidad;
e) monitorización de la velocidad hasta alcanzar la deseada para
la recolección;
f) fue mantenida la velocidad constante por un determinado tiem-
po para que todo el material que se encontrara en el interior
del cajero del cilindro fresador correspondiese a la velocidad
en cuestión y paralización de la correa transportadora;
g) levantamiento de la tapa del scraper para que el material fre-
sado de la muestra fuese dejado en la pista y accionamiento de
la correa transportadora;
h) repetición de los pasos “d” a “g” hasta concluir la recolección
correspondiente a la tercera velocidad y primera espesura de
corte.
Después de esto, el equipo fue posicionado nuevamente en el ini-
cio, al lado de este primer corte, y se repitió el mismo procedimiento
para las otras dos espesuras.
El resultado en la pista fue nueve montes de material fresado,
correspondientes a los tres espesores y tres velocidades de corte. El
material fue recolectado en la parte central de cada monte, por co-
rresponder exactamente al posicionamiento del material que es en-
viado para la vibro-acabadora, por ocasión de los servicios de reci-
claje “in situ” en frío.
Los materiales fueron debidamente almacenados en bolsas plás-
ticos y llevados al Laboratorio de Tecnología de Transportes de la
Universidad de Sao Paulo donde habían sido realizados los ensa-
yos y determinadas las curvas granulométricas que son presenta-
das a seguir.
107
12.4. Curvas granulométricas
Fueron impresos gráficos con tres curvas granulométricas, sien-
do ellas referentes al material original, antes del fresado; al mate-
rial fresado, sin la extracción del betún; y al material fresado, con la
extracción del betún.
A pesar de constatado que la extracción del betún de las mues-
tras con el Sox-let[16] presentaba un porcentaje de finos un poco
superior, esta diferencia no justificó la utilización de este método, a
causa del gran volumen de material a ser lavado. Así, la extracción
del material fue realizado con el Rotarex[17], teniendo el cuidado de
utilizar dos papeles filtro para minimizar la pérdida de finos.
108
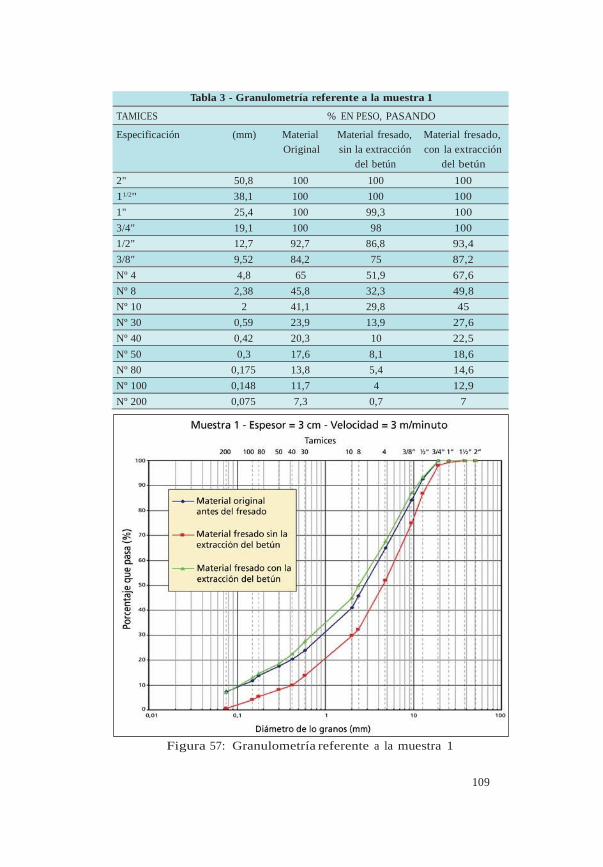
Tabla 3 - Granulometría referente a la muestra 1
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 100 100
1" 25,4 100 99,3 100
3/4" 19,1 100 98 100
1/2" 12,7 92,7 86,8 93,4
3/8" 9,52 84,2 75 87,2
Nº 4 4,8 65 51,9 67,6
Nº 8 2,38 45,8 32,3 49,8
Nº 10 2 41,1 29,8 45
Nº 30 0,59 23,9 13,9 27,6
Nº 40 0,42 20,3 10 22,5
Nº 50 0,3 17,6 8,1 18,6
Nº 80 0,175 13,8 5,4 14,6
Nº 100 0,148 11,7 4 12,9
Nº 200 0,075 7,3 0,7 7
Figura 57: Granulometría referente a la muestra 1
109

Tabla 4 - Granulometría referente a la muestra 2
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 100 100
1" 25,4 100 99 100
3/4" 19,1 100 96,7 100
1/2" 12,7 92,7 86,1 95
3/8" 9,52 84,2 76,8 88,7
Nº 4 4,8 65 56,2 73,1
Nº 8 2,38 45,8 36,5 54,1
Nº 10 2 41,1 31,4 48,7
Nº 30 0,59 23,9 13,6 29,2
Nº 40 0,42 20,3 9,5 24,6
Nº 50 0,3 17,6 7,2 21,3
Nº 80 0,175 13,8 4,8 17,3
Nº 100 0,148 11,7 3,3 14,4
Nº 200 0,075 7,3 1 8
Figura 58: Granulometría referente a la muestra 2
110

Tabla 5 - Granulometría referente a la muestra 3
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 100 100
1" 25,4 100 98,2 100
3/4" 19,1 100 95,1 100
1/2" 12,7 92,7 84,4 95,8
3/8" 9,52 84,2 76 93,8
Nº 4 4,8 65 55,1 78,5
Nº 8 2,38 45,8 35,5 64,5
Nº 10 2 41,1 30,2 53,5
Nº 30 0,59 23,9 13,4 32,1
Nº 40 0,42 20,3 9,7 28,3
Nº 50 0,3 17,6 6,3 23,2
Nº 80 0,175 13,8 3,3 17,4
Nº 100 0,148 11,7 2,3 15,4
Nº 200 0,075 7,3 0,8 9,3
Figura 59: Granulometría referente a la muestra 3
111

Tabla 6 - Granulometría referente a la muestra 4
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 100 100
1" 25,4 100 97,7 100
3/4" 19,1 100 95,1 100
1/2" 12,7 92,7 85,6 99,1
3/8" 9,52 84,2 76,8 96,6
Nº 4 4,8 65 57,2 81,2
Nº 8 2,38 45,8 34,7 60,1
Nº 10 2 41,1 30,6 55,1
Nº 30 0,59 23,9 10,7 32,7
Nº 40 0,42 20,3 6,3 27,4
Nº 50 0,3 17,6 4,3 24,3
Nº 80 0,175 13,8 2,8 17,9
Nº 100 0,148 11,7 2,2 16,5
Nº 200 0,075 7,3 1 10,1
Figura 60: Granulometría referente a la muestra 4
112
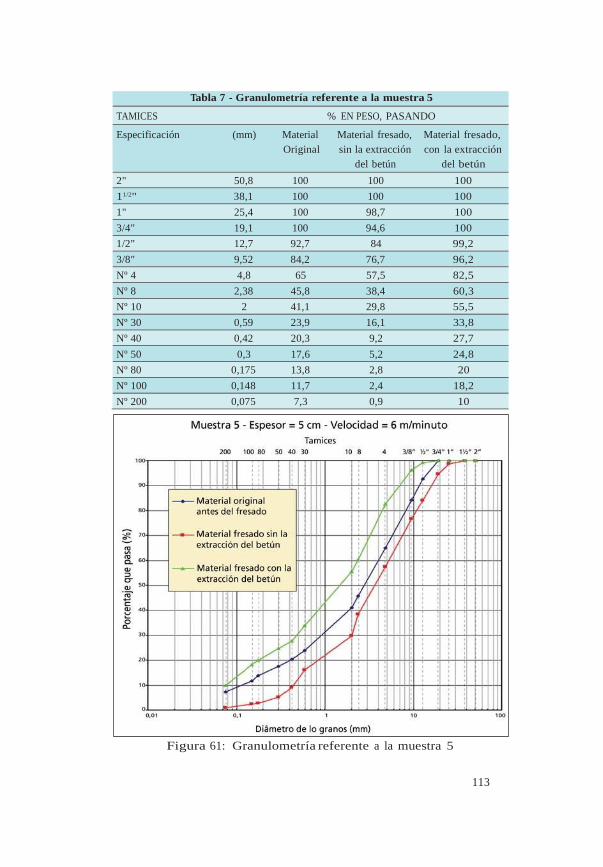
Tabla 7 - Granulometría referente a la muestra 5
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 100 100
1" 25,4 100 98,7 100
3/4" 19,1 100 94,6 100
1/2" 12,7 92,7 84 99,2
3/8" 9,52 84,2 76,7 96,2
Nº 4 4,8 65 57,5 82,5
Nº 8 2,38 45,8 38,4 60,3
Nº 10 2 41,1 29,8 55,5
Nº 30 0,59 23,9 16,1 33,8
Nº 40 0,42 20,3 9,2 27,7
Nº 50 0,3 17,6 5,2 24,8
Nº 80 0,175 13,8 2,8 20
Nº 100 0,148 11,7 2,4 18,2
Nº 200 0,075 7,3 0,9 10
Figura 61: Granulometría referente a la muestra 5
113
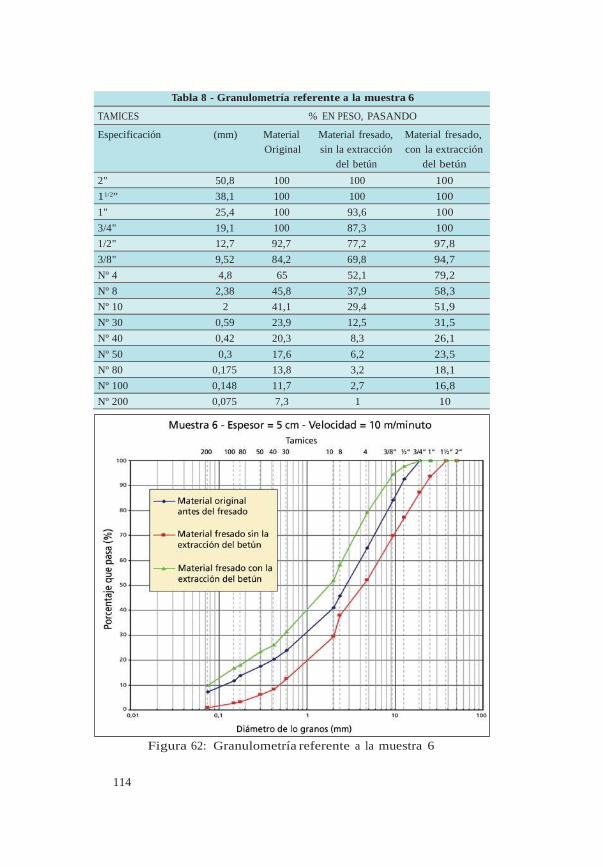
Tabla 8 - Granulometría referente a la muestra 6
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 100 100
1" 25,4 100 93,6 100
3/4" 19,1 100 87,3 100
1/2" 12,7 92,7 77,2 97,8
3/8" 9,52 84,2 69,8 94,7
Nº 4 4,8 65 52,1 79,2
Nº 8 2,38 45,8 37,9 58,3
Nº 10 2 41,1 29,4 51,9
Nº 30 0,59 23,9 12,5 31,5
Nº 40 0,42 20,3 8,3 26,1
Nº 50 0,3 17,6 6,2 23,5
Nº 80 0,175 13,8 3,2 18,1
Nº 100 0,148 11,7 2,7 16,8
Nº 200 0,075 7,3 1 10
Figura 62: Granulometría referente a la muestra 6
114
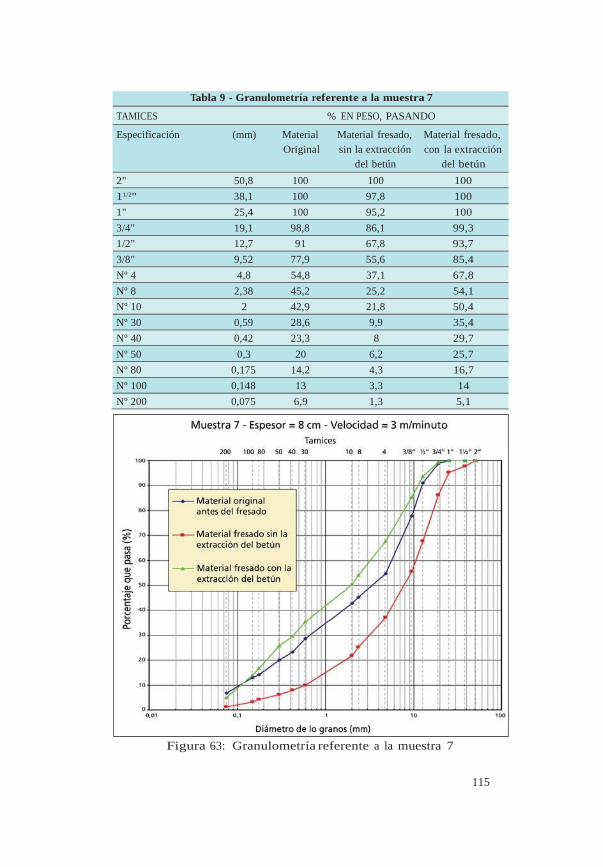
Tabla 9 - Granulometría referente a la muestra 7
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 97,8 100
1" 25,4 100 95,2 100
3/4" 19,1 98,8 86,1 99,3
1/2" 12,7 91 67,8 93,7
3/8" 9,52 77,9 55,6 85,4
Nº 4 4,8 54,8 37,1 67,8
Nº 8 2,38 45,2 25,2 54,1
Nº 10 2 42,9 21,8 50,4
Nº 30 0,59 28,6 9,9 35,4
Nº 40 0,42 23,3 8 29,7
Nº 50 0,3 20 6,2 25,7
Nº 80 0,175 14,2 4,3 16,7
Nº 100 0,148 13 3,3 14
Nº 200 0,075 6,9 1,3 5,1
Figura 63: Granulometría referente a la muestra 7
115

Tabla 10 - Granulometría referente a la muestra 8
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 94,8 100
1" 25,4 100 87,9 100
3/4" 19,1 98,8 82,9 99
1/2" 12,7 91 71,2 92,8
3/8" 9,52 77,9 65,5 85,6
Nº 4 4,8 54,8 46 69,3
Nº 8 2,38 45,2 34 57,3
Nº 10 2 42,9 29,7 53,9
Nº 30 0,59 28,6 22 36,3
Nº 40 0,42 23,3 11,3 29,9
Nº 50 0,3 20 8,2 25,7
Nº 80 0,175 14,2 5,3 17,5
Nº 100 0,148 13 4,7 14,3
Nº 200 0,075 6,9 1,3 7,7
Figura 64: Granulometría referente a la muestra 8
116

Tabla 11 - Granulometría referente a la muestra 9
TAMICES % EN PESO, PASANDO
Especificación (mm) Material Material fresado, Material fresado,
Original sin la extracción con la extracción
del betún del betún
2" 50,8 100 100 100
11/2" 38,1 100 94,2 100
1" 25,4 100 87,3 100
3/4" 19,1 98,8 77,2 98,8
1/2" 12,7 91 61,4 93,3
3/8" 9,52 77,9 51,8 84,7
Nº 4 4,8 54,8 35,8 65,3
Nº 8 2,38 45,2 26,1 54,4
Nº 10 2 42,9 23,2 50,9
Nº 30 0,59 28,6 12,3 38,8
Nº 40 0,42 23,3 8,7 30,7
Nº 50 0,3 20 7 26,5
Nº 80 0,175 14,2 4,3 18,2
Nº 100 0,148 13 3,3 16,2
Nº 200 0,075 6,9 1,1 7,5
Figura 65: Granulometría referente a la muestra 9
117

12.5. Consideraciones acerca de los resultados
obtenidos
Las curvas granulométricas forman parte de los resultados obte-
nidos en mi disertación de tesis de grado, así como las consideracio-
nes que aquí son presentadas.
Con respecto a las curvas granulométricas obtenidas, el fresado
crea un desplazamiento de las mismas si son comparadas a las respec-
tivas curvas originales. Las curvas granulométricas obtenidas con la
extracción del betún, es decir, tras el fresado y sin los grumos, son
“desplazadas hacia arriba”, dejando la curva más densa o más cerra-
da. Eso ocurre por el hecho de que el fresado provoca la fractura de
parte de los agregados en la altura de la línea de corte.
Ocurre el inverso para las curvas obtenidas sin la extracción del
betún, cuando en estos casos, pese a la fractura de parte de los agre-
gados, el material es analizado tal cual como resulta del fresado, con
los grumos, lo que hace que el porcentaje de material pasante de
cada tamiz sea menor.
Los resultados de las curvas analizadas con grumos impresos en
franja granulométricas empleadas en la pavimentación mostraron que
estas curvas, la mayoría de las veces, extrapolaron los límites inferio-
res de aquellas franja en las dos extremidades, por la falta de finos
por un lado y por el aumento del tamaño de los grumos por el otro,
hecho que se acentúa con el aumento de la velocidad de avance de
la fresadora.
Con relación a la cantidad de finos, ocurre en realidad, una re-
ducción de ellos, ya que la curva resultante de las muestras con gru-
mos se sitúa abajo de la curva original.
Según este estudio, se verificó que la velocidad del equipo debe
ser controlada para evitar la aparición de grumos de tamaños inde-
seados para la mezcla.
La cantidad de finos verificada para todas las curvas, considerán-
118

dose los grumos, se situó entre 0,7 y 1,3% que pasó en peso en el
tamiz N.º 200.
La falta de finos es una de las razones por las cuales el reciclaje “in
situ” en frío no ofrece una buena cohesión a la mezcla; y por esta y
otras razones, la bibliografía internacional recomienda la ejecución
de una capa de revestimiento asfáltico maquinado en caliente sobre
la capa reciclada.
Se observa que las curvas son bien graduadas y merecedoras de
estudios adicionales para la caracterización del comportamiento me-
cánico para uso en el reciclaje.
119
13. Parámetros para ejecución
y control de fresado de
pavimentos asfálticos
13.1. Objetivo
Presentar las condiciones para ejecución y control de los servicios
de fresado en frío de pavimentos asfálticos.
13.2. Generalidades
La remoción de la capa deberá ser ejecutada a través de fresado
mecánico en frío, para que en la pista quede una superficie de textu-
ra rugosa, sin embargo uniforme, esto es, exenta de surcos diferencia-
dos y otras imperfecciones.
Proceso de fresado en frío es aquel realizado sin ningún tipo de
calentamiento de los materiales.
13.3. Equipos
Los equipos deben atender a las características exigidas por el
contratante en cantidad y tipo necesarios para la ejecución de los
servicios y atención al cronograma de la obra.
Como características del equipo, puede ser exigido ancho mínimo
o máximo del cilindro fresador; la capacidad de corte en una única
pasada; el espaciamiento entre los dientes de corte para fresado nor-
121
mal, fresado fino o microfresado.
Además de éstas, pueden exigirse aun otras características como
la capacidad de nivelación automática y precisión del corte para per-
mitir el control y conformación de la inclinación transversal durante
la ejecución; presencia de dispositivo que permita la carga del mate-
rial fresado simultáneamente en camiones del tipo tolva; año de fa-
bricación; estado de conservación etc.
13.4. Control de la profundidad del corte
Las espesuras de fresado deben obedecer a las determinacio -
nes del proyecto y el control de la profundidad del corte puede
ser verificado en los bordes, con el auxilio de un metro o de una
huincha rígida y en el medio, a través de levantamiento topo -
gráfico. En casos de carriles exclusivos, con auxilio de una línea
o de una regla.
13.5. Control de la textura de la superficie fresada
La superficie fresada deberá presentar textura rugosa, sin em-
bargo uniforme, sin desniveles entre una pasada y otra del equipo, y
la profundidad de los surcos para cada aplicación debe estar en los
siguientes límites:
• Para fresado patrón: profundidad de los surcos 8 mm
• Para fresado fino: profundidad de los surcos 5 mm
• Para microfresado: profundidad de los surcos 3 mm
Los valores presentados se refieren a cilindros fresadores en per-
fectas condiciones.
El mantenimiento del sistema de corte, constituido de los dientes,
portadientes y raspadores, debe ser realizado siempre que haya necesi-
dad, para garantizar una superficie fresada de textura rugosa uniforme.
122

13.6. Almacenamiento del material resultante del
fresado
El material resultante del fresado debe ser transportado en ca-
miones del tipo tolva, debidamente cubierto con lona, y depositado
en local determinado por la fiscalización.
13.7. Limpieza de la pista
Para liberación al tráfico o antes de la colocación de la nueva capa
de revestimiento, se debe realizar la limpieza de los materiales sueltos
resultantes del proceso y encontrados sobre la superficie fresada.
Se recomienda que el barrido sea ejecutado mientras es hecho
el fresado para facilitar y garantizar el nivel del corte entre una
pasada y otra y así evitar que el material empiece a agregarse a la
superficie fresada.
A criterio del contratante, se puede optar por barrido manual o
mecánico:
• Manual: ejecutado con hombres armados con escobillón, pa-
las y carretillas, en cantidad suficiente para no limitar la pro-
ductividad del equipo;
• Mecanizado: ejecutado con equipo apropiado de barredura u
otros equipados con escoba.
El órgano contratante puede todavía exigir que, además de barri-
do, sea utilizado chorro de aire comprimido para garantizar que el
material suelto sea totalmente retirado de la superficie fresada en
momento de la ejecución del recapado asfáltico.
13.8. Liberación al tráfico
Tras el fresado, la pista podrá ser liberada al tráfico, desde que no
ofrezca peligro a los usuarios de la vía.
123
Para esta liberación, la fiscalización debe hacer una evaluación
para averiguar si la pista está libre de materiales sueltos, y/o de pro-
blemas ocasionados por la ejecución, como soltura de placas, apari-
ción de agujeros etc.
• En el caso de soltura de placas: se debe proceder a la retirada
de todo material suelto;
• En el caso de aparición de agujeros: se deben ejecutar los repa-
ros según las normas vigentes.
Es recomendado para la liberación al tráfico, siempre que sea po-
sible, la ejecución de la nueva capa de revestimiento, de forma a
evitar la acción de intemperies a la estructura remanente.
13.9. Medición
El órgano contratante elabora su plantilla de medición de acuer-
do con sus necesidades y conveniencias, pudiendo incluir en el pre-
cio unitario del fresado los costos de movilización de equipos y de
personal, señalización y limpieza (barrido) de la pista, inclusive re-
moción del material fresado hasta el local de destino.
Normalmente el servicio de fresado es medido en metros cuadra-
dos (m²) para espesores de corte delgados y/o metro cúbico (m³) para
espesuras superiores.
Otra forma de contratación de los servicios, cuando se trata de
pequeñas áreas, es por precio global.
Finalizando, se pueden contratar equipos de fresado en régimen
de arriendo diario o mensual.
124

Bibliografía
1. WOOD, J. F. Cold-asphalt recycling equipment. Transporta-
tion Research Record, n.780, p.101-2, 1980.
2. DEPARTAMENTO NACIONAL DE ESTRADAS DE RO-
DAGEM. Glossário de Termos Técnicos Rodoviários. Rio
de Janeiro, 1997.
3. DEPARTAMENTO NACIONAL DE ESTRADAS DE RO-
DAGEM. Curso RP 9 – Reciclagem de Pavimentos. Rio de
Janeiro, Diretoria de Desenvolvimento Tecnológico / Divisão
de Capacitação Tecnológica, 1994. v.1-2.
4. MANUAL de recuperação de rodovias. s.l., Caterpillar,
1989. (Form n.º TPCB8082).
5. BALBO, J. T. Pavimentos asfálticos – patologias e manu-
tenção. São Paulo, Plêiade, 1997.
6. BONFIM, V.; DOMINGUES, F. A. A. Utilização de fresagem
e reciclagem “in situ” a frio – alternativas na recuperação de
pavimentos asfálticos. In: REUNIÃO ANUAL DE PAVI-
MENTAÇÃO, 29., Cuiabá, 1995. Anais. Rio de Janeiro,
ABPv, 1995. v.3, p.602-21.
7. DEPARTAMENTO NACIONAL DE ESTRADAS DE RO-
DAGEM. Avaliação subjetiva da superfície de pavimentos
– DNER-PRO 07/78. Rio de Janeiro, 1978.
8. DEPARTAMENTO DE ESTRADAS DE RODAGEM. Ava-
liação objetiva da superfície de pavimentos flexíveis e semi-
rígidos – DNER-PRO 08/78. Rio de Janeiro, 1978.
125

9. DEPARTAMENTO NACIONAL DE ESTRADAS DE RO-
DAGEM. Levantamento da condição de superfície de seg-
mentos-testemunha de rodovias de pavimentos flexíveis
ou semi-rígidos, para gerência de pavimentos a nível de
rede – DNER-ES 128/83. Rio de Janeiro, 1983.
10. DEPARTAMENTO NACIONAL DE ESTRADAS DE RO-
DAGEM. Instruções para atividades de campo. Rio de Ja-
neiro, 1994. (item 3 - LVC).
11. DISTRESS Identification Manual for the Long-Term Pa-
vement Performance Studies. Washington, Strategic Hig-
hway Research Program, 1990. (SHRP-LTPP/FR-90-001).
12. DOMINGUES, F. A. A. MID – Manual para Identificação
de Defeitos de Revestimentos Asfálticos de Pavimentos.
São Paulo, 1993.
13. DEPARTAMENTO DE ESTRADAS DE RODAGEM. Pro-
jeto de Restauração de Pavimentos Flexíveis – TECNA-
PAV – DNER-PRO 269/94. Rio de Janeiro, 1994.
14. AMERICAN ASSOCIATION OF STATE HIGHWAY
AND TRANSPORTATION OFFICIALS. AASHTO Gui-
de for Design of Pavement Structures. Washington, 1993.
15. BONFIM, V. Estudo da granulometria resultante da fresa-
gem de revestimentos asfálticos com vistas à reciclagem
“in situ” a frio. São Paulo, 1999. p. 179. Dissertação (Mes-
trado) – Escola Politécnica, Universidade de São Paulo.
16. DEPARTAMENTO DE ESTRADAS DE RODAGEM.
Determinação da porcentagem de betume em misturas
betuminosas pelo extrator de refluxo – M 146 – 62. São
Paulo, 1962.
17. DEPARTAMENTO NACIONAL DE ESTRADAS DE RO-
DAGEM. Percentagem de betume em misturas betumino-
sas – DNER – ME 53-63. Rio de Janeiro, 1963.
126
CRÉDITO DE LAS FIGURAS E ILUSTRACIONES:
• Las fotos de las figuras 1 y 2 de Alex Dias Carvalho.
• Foto de la figura 5 de Ricardo Rodrigues de Souza.
• Las fotos de las figuras 4, 11, 16, 18, 19, 23, 25, 27, 30, 32, 38-b, 39,
44, 46 e 47 y las ilustraciones de las figuras 8, 17, 21, 24 e 45 han
sido extraídas de catálogos y manuales del Grupo Wirtgen.
• Las fotos de las figuras 6-b y 7-c han sido extraídas de catálo-
gos de Dynapac.
• La foto de la figura 6-c gentilmente cedida por el ingeniero
Fernando Márcio Guimarães Sant’Anna, de la empresa Fresar
Tecnología de Pavimentos.
• La foto de la figura 6-d e 7-a ha sido extraída de catálogo de
Caterpillar.
• La foto de la figura 7-b ha sido extraída de catálogo de Marini.
• Las ilustraciones de las figuras 20 y 28 han sido editadas por
Pedro Penafiel a partir de otras extraídas del “Curso RP-9 –
Reciclaje de Pavimentos”, de Caterpillar.
• La ilustración de la figura 22 ha sido extraída del “Manual de
recuperación de carreteras”, de Caterpillar.
• La foto de la figura 29 ha sido gentilmente cedida por Fernan-
da Marcondes Monfrinatti.
• La foto de la figura 33-a ha sido extraída de catálogo de Bobcat/Comac.
• La foto de la figura 33-b ha sido extraída de catálogo de Case.
• Las ilustraciones de las figuras 41, 42 e 43 han sido editadas
por Pedro Penafiel.
• La foto de la figura 51 de Nelson Sampaio Pereira.
• Las demás fotos de autoría del autor.
127

Esta obra ha sido compuesta en to-
pología Goudy, cuerpo 11/ impresa
en papel off-set 90 g/m², 4 x 4 colo-
res, formatación 14 x 21, por RR
Donnelley Moore, en abril del 2008.