Visualizadores de cotas, Sistemas lineales de medida · cias a sus ciclos orientados a la...
56
Mayo 2014 Visualizadores de cotas Sistemas lineales de medida para máquinas herramienta manuales
Transcript of Visualizadores de cotas, Sistemas lineales de medida · cias a sus ciclos orientados a la...
Mayo 2014
Visualizadores
de cotas
Sistemas lineales
de medidapara máquinas herramienta manuales

22
Los Visualizadores de cotas de HEIDEN-HAIN presentan aplicaciones en múltiples sectores. Entre las mismas, se encuentran las máquinas herramienta, los ejes de apro-ximación, etc., en el aserrado y prensado, así como los dispositivos de medición y test, los dispositivos divisores, los dispositi-vos de regulación y las estaciones de me-dida en el control del proceso de produc-ción. A fi n de cumplir con dichos requisitos, es posible combinar los visualizadores de cotas con muchos sistemas de medida de HEIDENHAIN.
Especialmente, los visualizadores de cotas con diversos ejes se emplean principalmen-te en máquinas herramienta manuales. En los procesos de fresado, taladrado o tornea-do, resultan de ayuda para el operario gra-cias a sus ciclos orientados a la práctica. Los visualizadores de cotas indican la posi-ción correspondiente de modo rápido y uní-voco, de este modo permitiendo un aumen-to notable de la productividad. En el presente catálogo fi guran asimismo los sis-temas lineales de medida más importantes, necesarios para la detección de la posición en máquinas herramienta manuales.
Para información adicional acerca de siste-mas de medida que puedan conectarse a los visualizadores de cotas, se puede acce-der a la dirección de Internet www.heiden-hain.es o bien consultar los catálogos de producto Sistemas lineales de medida para máquinas herramienta controladas, palpado-res de medición, sistemas angulares de me-dida y generadores de impulsos rotativos.
La descripción detallada de todas las inter-faces disponibles, así como las instrucciones eléctricas generales pueden consultarse en el catálogo Interfaces de los sistemas de medida de HEIDENHAIN.
Con la publicación del presente catálogo, dejan de ser válidas todas las ediciones anteriores.Para cursar pedidos a HEIDENHAIN, se toma siempre como referencia la versión del catálogo vigente en la fecha de cierre del contrato.
Las normas (EN, ISO, etc.) son válidas siempre y cuando fi guren expresamente en el catálogo.
Además de los visualizadores de cotas, HEIDENHAIN ofrece asimismo electróni-cas de evaluación, que pueden emplearse especialmente en ciertas aplicaciones me-trológicas, como la posición de pruebas y medidas de SPC, los aparatos de preajuste de herramientas, los proyectores de perfi -les, los microscopios de medida o bien los instrumentos de medición de coordenadas. Dicha electrónica de evaluación para
aplicaciones metrológicas dispone de un indicador integrado o bien de una conexión a un PC.
Encontrará más información en Internet bajo www.heidenhain.es o en el catálogos de productos Electrónica de evaluación para aplicaciones metrológicas.
3
Índice
Visualizadores de cotas
Resumen Visualizadores de cotas HEIDENHAIN 4
Ayuda para la selección 6
Funciones Funciones de palpación para puntos de referencia (ND 780, POSITIP, ND 1200 R) 8
Correcciones de herramienta (Series ND 500, ND 780, POSITIP) 9
Visualización del recorrido restante (todos los visualizadores de cotas) 10
Figuras de taladros (Series ND 500, ND 780, POSITIP, ND 1200 R) 11
Monitorización del contorno (ND 500, POSITIP) 12
Cajeras rectangulares (POSITIP) 12
Ayuda al trabajar con tornos (Series ND 500, ND 780, POSITIP) 13
Programación de etapas de mecanizado (POSITIP, ND 1200 R) 14
para taladradoras radiales y taladradoras radiales rápidas (ND 1200 R) 15
Características
técnicas
ND 280 – Visualizador de cotas para un eje 16
Serie ND 500 – Visualizador de cotas sencillo para dos y tres ejes 18
ND 780 – Visualizador de cotas fl exible para hasta tres ejes 20
POSITIP 880 – Visualizador de cotas programable para hasta 6 ejes 22
Serie ND 1200 R – Visualizador de cotas para taladradoras radiales y taladradoras radiales rápidas 24
Montaje 26
Conexión eléctrica Sistemas de medida 31
Interfaces 33
Accesorios 42
Resumen de los cables 43
Sistemas lineales de medida para máquinas herramienta manuales
Resumen 46
Características
técnicas
Serie LS 300 48
Serie LS 600 50
Notas acerca del montaje 52
Conexión eléctrica Interfaces Señales incrementales 1 VPP 53
Señales incrementales TTL 54
Elementos de conexión y cables 55
4
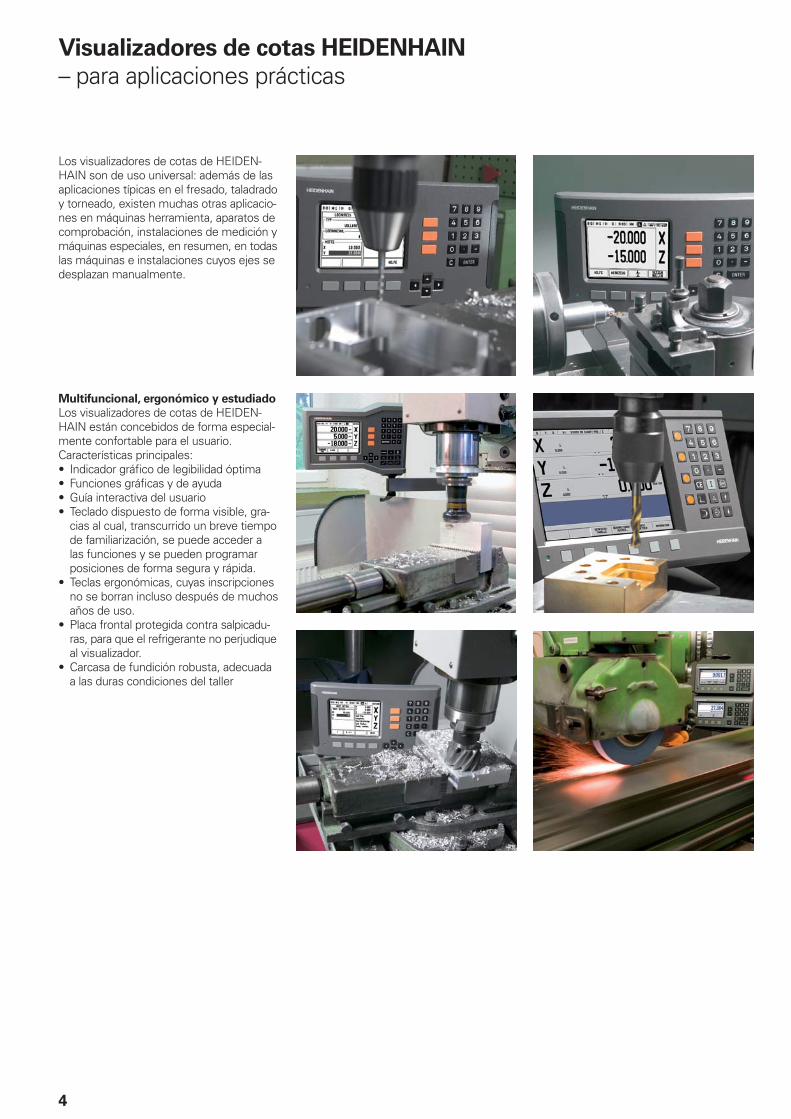
Los visualizadores de cotas de HEIDEN-HAIN son de uso universal: además de las aplicaciones típicas en el fresado, taladrado y torneado, existen muchas otras aplicacio-nes en máquinas herramienta, aparatos de comprobación, instalaciones de medición y máquinas especiales, en resumen, en todas las máquinas e instalaciones cuyos ejes se desplazan manualmente.
Multifuncional, ergonómico y estudiado
Los visualizadores de cotas de HEIDEN-HAIN están concebidos de forma especial-mente confortable para el usuario.Características principales:• Indicador gráfi co de legibilidad óptima• Funciones gráfi cas y de ayuda• Guía interactiva del usuario • Teclado dispuesto de forma visible, gra-
cias al cual, transcurrido un breve tiempo de familiarización, se puede acceder a las funciones y se pueden programar posiciones de forma segura y rápida.
• Teclas ergonómicas, cuyas inscripciones no se borran incluso después de muchos años de uso.
• Placa frontal protegida contra salpicadu-ras, para que el refrigerante no perjudique al visualizador.
• Carcasa de fundición robusta, adecuada a las duras condiciones del taller
Visualizadores de cotas HEIDENHAIN
– para aplicaciones prácticas

5
Rápido
Con los visualizadores de cotas numéricos de HEIDENHAIN se ahorra tiempo. Senci-llamente desplazándose al valor de visuali-zación cero con la visualización del recorri-do restante se alcanza la siguiente posición nominal de forma segura y rápida. Los pun-tos cero de referencia se fi jan en la posi-ción deseada. De esta forma se facilita el posicionamiento, sobre todo en piezas de acotación complicada.
En el fresado y taladrado los datos geomé-tricos de las fi guras de taladros y cajeras rectangulares se pueden programar de forma sencilla y rápida. Las posiciones se alcanzan con la visualización del recorrido restante.
En los tornos la visualización de la suma le ayuda a posicionar de forma precisa el carro de la bancada y el carro superior. Si en el plano no está indicada la acotación comple-ta del cono, pueden calcularse los ángulos cónicos mediante las correspondientes visualizaciones de cotas.
Las fabricaciones de pequeñas series se mecanizan de forma especialmente rápida y sencilla con el POSITIP: los mecanizados repetitivos se memorizan como programas, que se emplean cuantas veces se desee.
– de manejo ventajoso
Preciso
Con máquinas antiguas, la fabricación con centésimas de precisión resulta una cues-tión de suerte, ya que los elementos de transmisión desgastados no permiten efec-tuar ajustes exactos mediante el nonioLos sistemas lineales de medida de HEIDEN-HAIN registran directamente los movimien-tos de los ejes. Por ello, la holgura no infl uye en los elementos de transmisión mecánicos como el husillo, la cremallera o los engrana-jes. Mediante la lectura directa de la posi-ción de los carros, se mejora la precisión del mecanizado y se reduce la cuota de rechazos.
Seguro
La óptima visualización indica claramente las posiciones relacionadas con el punto de referencia seleccionado. De esta forma se reducen errores de memorización y el mecanizado es más seguro.
La ayuda gráfi ca de POSITIP, ND 780 y de ND 52x hace que la visualización del reco-rrido restante sea aún más rápida y segura. Las fi guras auxiliares facilitan una progra-mación segura, así como los datos geomé-tricos.

6
Ayuda para la selección
Número
de ejes
Puntos de
referencia / datos
de herramientas
Funciones
Serie ND 200
Visualizadores de cotas para dispositivos de medición, dispositivos de ajuste y test, tareas de automatización, así como tareas simples de aproximación y posicionamien-to con un eje
• Pantalla monocroma (ND 280) o en color (ND 287)
• Teclado protegido contra salpicaduras de agua
• Entradas / salidas de conmutación (ND 287)
1 2 puntos de referencia
–
• Visualización del recorrido restante• Funciones metrológicas y estadísticas (clasifi cación,
serie de mediciones, SPC)• Compensación de un segundo sistema de medida
(opcional) para visualización de sumas / diferencias, compensación de temperatura
Serie ND 500
Visualizador de cotas para máquinas de fresado y taladrado, así como tornos de dos o tres ejes
• Pantalla monocroma• Teclado de membrana
2 10 puntos de referencia;16 Herramientas
General:• Visualización del recorrido restante con ayuda gráfi ca• Monitorización del contorno
Fresado y taladrado:• Figuras de taladros (líneas y círculos de taladros)• Correcciones de la herramienta
Torneado:• Visualización del radio/diámetro• Visualización individual / de la suma
3
ND 780
Visualizador de cotas para máquinas de fresado y taladrado, así como tornos de dos o tres ejes
• Pantalla monocroma• Teclado protegido contra salpicaduras
de agua• Entradas / salidas de conmutación
(mediante IOB 49)
hasta 3 10 puntos de referencia;16 Herramientas
General:• Visualización del recorrido restante con ayuda gráfi ca
Fresado y taladrado:• Figuras de taladros (líneas y círculos de taladros)• Correcciones de la herramienta• Funciones de palpación para puntos de referencia
Torneado:• Visualización del radio/diámetro• Visualización individual / de la suma• Velocidad constante de corte (mediante IOB 49)
POSITIP 880
Visualizador de cotas para máquinas de fresado y taladrado de hasta seis ejes, así como para tornos • Pantalla a color• Memoria del programa• Teclado protegido contra salpicaduras
de agua• Entradas / salidas de conmutación
(mediante IOB 89)
hasta 6 Fresado y taladrado:99 puntos de referencia;99 Herramientas
Torneado:1 punto de referencia;99 Herramientas
General:• Visualización del recorrido restante con ayuda gráfi ca• Monitorización del contorno• Programación de etapas de mecanizado
Fresado y taladrado:• Figuras de taladros (líneas y círculos de taladros)• Correcciones de la herramienta• Funciones de palpación para puntos de referencia• Desbaste de cajeras rectangulares
Torneado:• Visualización del radio/diámetro• Visualización individual / de la suma• Torneado con sobremedidas• Arranque de viruta
Serie ND 1200 R RADIAL DRILL
Visualizadores de cotas para para taladra-doras radiales y taladradoras radiales rápi-das• Pantalla monocroma• Teclado • Entradas de conmutación
2 1 punto de referencia
• Conversión de coordenadas polares (RA) a coorde-nadas cartesianas (XY)
• Cambio entre XY y RA• Visualización del recorrido restante en coordenadas
de la máquina R y A• Figuras de taladros (líneas y círculos de taladros)• Funciones de palpación para puntos de referencia y
orientación de la pieza.
3

7
Entradas de los
sistemas de
medida
Contactos de entrada
/ salida
Interfaces de
datos
Tipo Página
1 VPP 11 µAPPEnDat 2.2
– V.24/RS-232-CUSB
ND 280 16
Sí V.24/RS-232-CUSBEthernet (Opción)
ND 287 Catálogo
Electrónicas
de evalua-
ción
TTL – USB ND 522 18
ND 523
1 VPP 11 µAPP
• para palpador de aristas KT
• para palpador de aristas KT con contacto
• adicionales mediante IOB 49
V.24/RS-232-C ND 780 20
1 VPP 11 µAPPEnDat 2.1
• para palpador de aristas KT
• adicionales mediante IOB 89
V.24/RS-232-C; Centronics
PT 880 22
1 VPPTTL
• Puesta a cero• Salida de valores de
medición• para palpador de
aristas KT
V.24/RS-232-CUSB
ND 1202 R 24
ND 1203 R

8
Funciones
– Funciones de palpación para puntos de referencia (ND 780, POSITIP, ND 1200 R)
Cálculo del punto de referencia con la
herramienta
Las funciones de palpación también pueden realizarse con la herramienta.
Accesorios: palpador de aristas KT
El palpador de aristas KT es un palpador di-gital. El vástago es un cilindro y está unido a la carcasa del palpador de forma elástica. Al rozar la pieza, el vástago se desvía y emite una señal al ND o al POSITIP a través del cable de conexión.
Con el palpador de aristas KT se calculan los puntos de referencia de forma más rá-pida y sencilla, sin dejar marcas en la pieza.
Ajuste sencillo con las funciones de
palpación
Con el palpador de aristas KT de HEIDEN-HAIN se calculan los puntos de referencia de forma especialmente sencilla: se alcan-za la arista de la pieza, hasta que el vástago se desvía. El visualizador acepta la posición exacta y tiene automáticamente en cuenta la dirección de desplazamiento y el radio del vástago. Para ello, los visualizadores de cotas ND 780, ND 1200 R y POSITIP pro-porcionan funciones de palpación en el modo de fresadora.• Arista de la pieza como línea de referencia• Línea del punto central de la pieza como
línea de referencia• Punto central del círculo como punto de
referencia
En el ND 780, en el caso de piezas que conduzcan la electricidad, dichas funciones son posibles asimismo con un palpador de aristas con contacto puesto a tierra.

9
– Correcciones de herramienta (Series ND 500, ND 780, POSITIP)
Corrección de la herramienta en
fresadoras
Los visualizadores de cotas de las series ND 500, ND 780 y POSITIP pueden guar-dar datos de la herramienta, como, el diá-metro; el POSITIP puede almacenar asi-mismo la longitud y el eje de la herramienta empleada. Para ello, el POSITIP 880 facilita una tabla de herramientas para 99 herra-mientas, en la que pueden almacenarse datos de herramientas ajustadas previa-mente o bien datos de la herramienta registrados en la máquina.Al posicionar en el modo de recorrido res-tante, los visualizadores tienen en cuenta el radio de la herramienta en el plano de mecanizado (R+ o R–) y el POSITIP la longi-tud de la herramienta(L) en el eje del cabezal.
Cálculo y almacenado de las correcciones
de la herramienta en el caso de tornos
Los datos de la herramienta que se en-cuentra en el revolver o en el cambiador rápido, se pueden memorizar con los visua-lizadores ND 52x o ND 780 (16 herramien-tas) y con el POSITIP (99 herramientas):• Para ello, indicar directamente la posición
de la herramienta en el torneado inicial o bien
• “retener” la posición momentánea del eje, retirar la herramienta de la pieza, medir el diámetro pretorneado y a conti-nuación programarlo.
Cambio del punto de referencia
En el cambio de una pieza o bien para modifi car el punto de referencia, se puede determinar un nuevo punto de referencia. Los datos de la herramienta se refi eren entonces automáticamente al nuevo punto de referencia y no tienen que modifi carse.
10
Funciones
– Visualización del recorrido restante (todos los visualizadores de cotas)
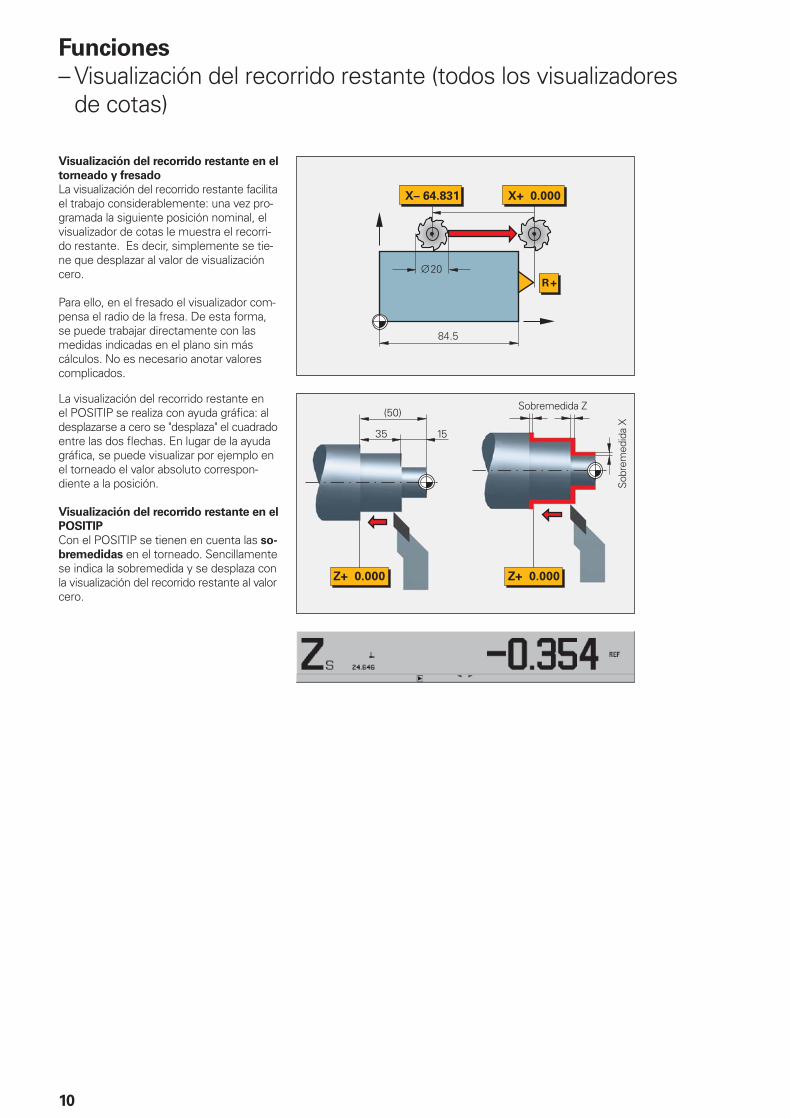
Visualización del recorrido restante en el
torneado y fresado
La visualización del recorrido restante facilita el trabajo considerablemente: una vez pro-gramada la siguiente posición nominal, el visualizador de cotas le muestra el recorri-do restante. Es decir, simplemente se tie-ne que desplazar al valor de visualización cero.
Para ello, en el fresado el visualizador com-pensa el radio de la fresa. De esta forma, se puede trabajar directamente con las medidas indicadas en el plano sin más cálculos. No es necesario anotar valores complicados.
La visualización del recorrido restante en el POSITIP se realiza con ayuda gráfi ca: al desplazarse a cero se "desplaza" el cuadrado entre las dos fl echas. En lugar de la ayuda gráfi ca, se puede visualizar por ejemplo en el torneado el valor absoluto correspon-diente a la posición.
Visualización del recorrido restante en el
POSITIP
Con el POSITIP se tienen en cuenta las so-
bremedidas en el torneado. Sencillamente se indica la sobremedida y se desplaza con la visualización del recorrido restante al valor cero.
Sobremedida Z
Sobr
emed
ida
X
11
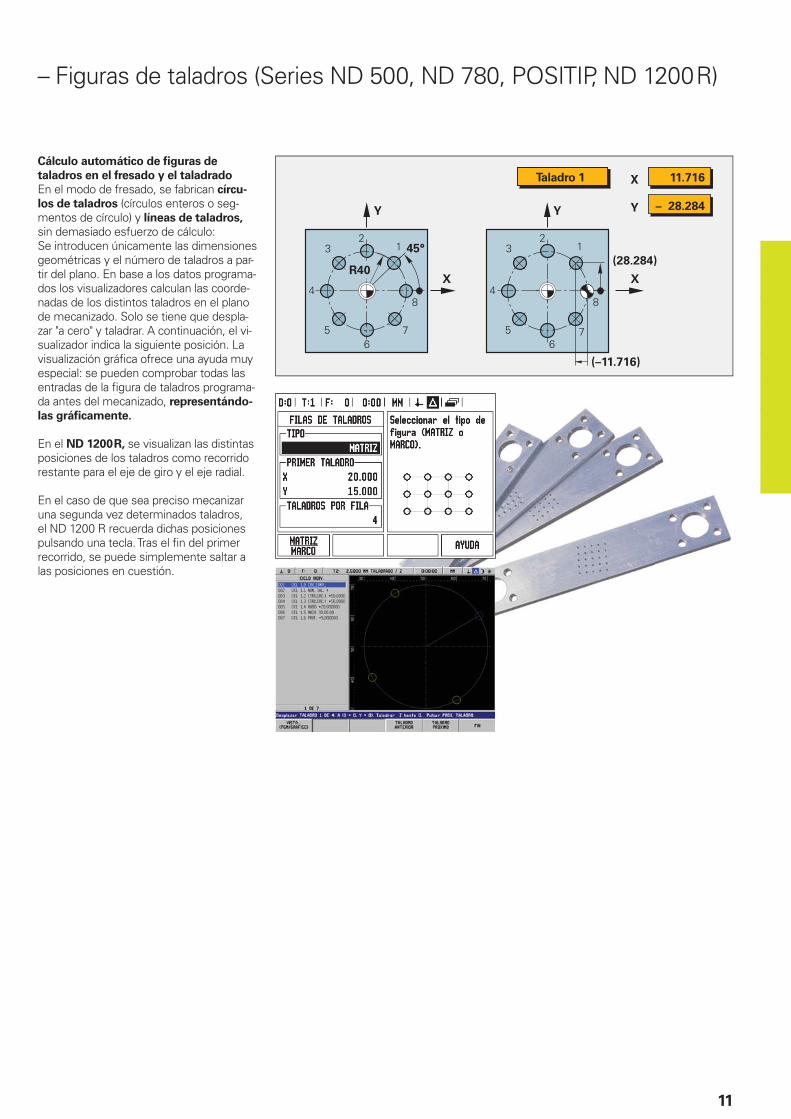
Cálculo automático de fi guras de
taladros en el fresado y el taladrado
En el modo de fresado, se fabrican círcu-
los de taladros (círculos enteros o seg-mentos de círculo) y líneas de taladros, sin demasiado esfuerzo de cálculo:Se introducen únicamente las dimensiones geométricas y el número de taladros a par-tir del plano. En base a los datos programa-dos los visualizadores calculan las coorde-nadas de los distintos taladros en el plano de mecanizado. Solo se tiene que despla-zar "a cero" y taladrar. A continuación, el vi-sualizador indica la siguiente posición. La visualización gráfi ca ofrece una ayuda muy especial: se pueden comprobar todas las entradas de la fi gura de taladros programa-da antes del mecanizado, representándo-
las gráfi camente.
En el ND 1200 R, se visualizan las distintas posiciones de los taladros como recorrido restante para el eje de giro y el eje radial.
En el caso de que sea preciso mecanizar una segunda vez determinados taladros, el ND 1200 R recuerda dichas posiciones pulsando una tecla. Tras el fi n del primer recorrido, se puede simplemente saltar a las posiciones en cuestión.
Taladro 1
– Figuras de taladros (Series ND 500, ND 780, POSITIP, ND 1200 R)
12
Funciones
– Monitorización del contorno (Series ND 500, POSITIP)– Cajeras rectangulares (POSITIP)
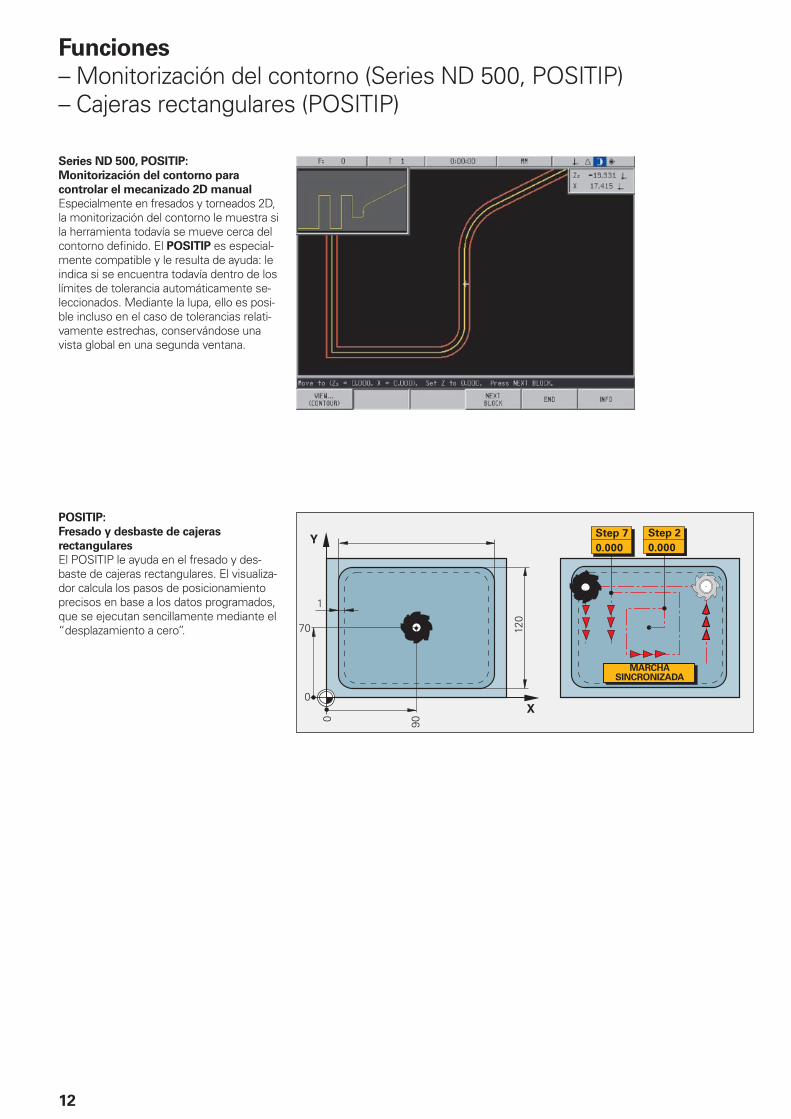
Series ND 500, POSITIP:
Monitorización del contorno para
controlar el mecanizado 2D manual
Especialmente en fresados y torneados 2D, la monitorización del contorno le muestra si la herramienta todavía se mueve cerca del contorno defi nido. El POSITIP es especial-mente compatible y le resulta de ayuda: le indica si se encuentra todavía dentro de los límites de tolerancia automáticamente se-leccionados. Mediante la lupa, ello es posi-ble incluso en el caso de tolerancias relati-vamente estrechas, conservándose una vista global en una segunda ventana.
POSITIP:
Fresado y desbaste de cajeras
rectangulares
El POSITIP le ayuda en el fresado y des-baste de cajeras rectangulares. El visualiza-dor calcula los pasos de posicionamiento precisos en base a los datos programados, que se ejecutan sencillamente mediante el “desplazamiento a cero”.
MARCHA SINCRONIZADA
13
– Ayuda al trabajar con tornos (Series ND 500, ND 780, POSITIP)
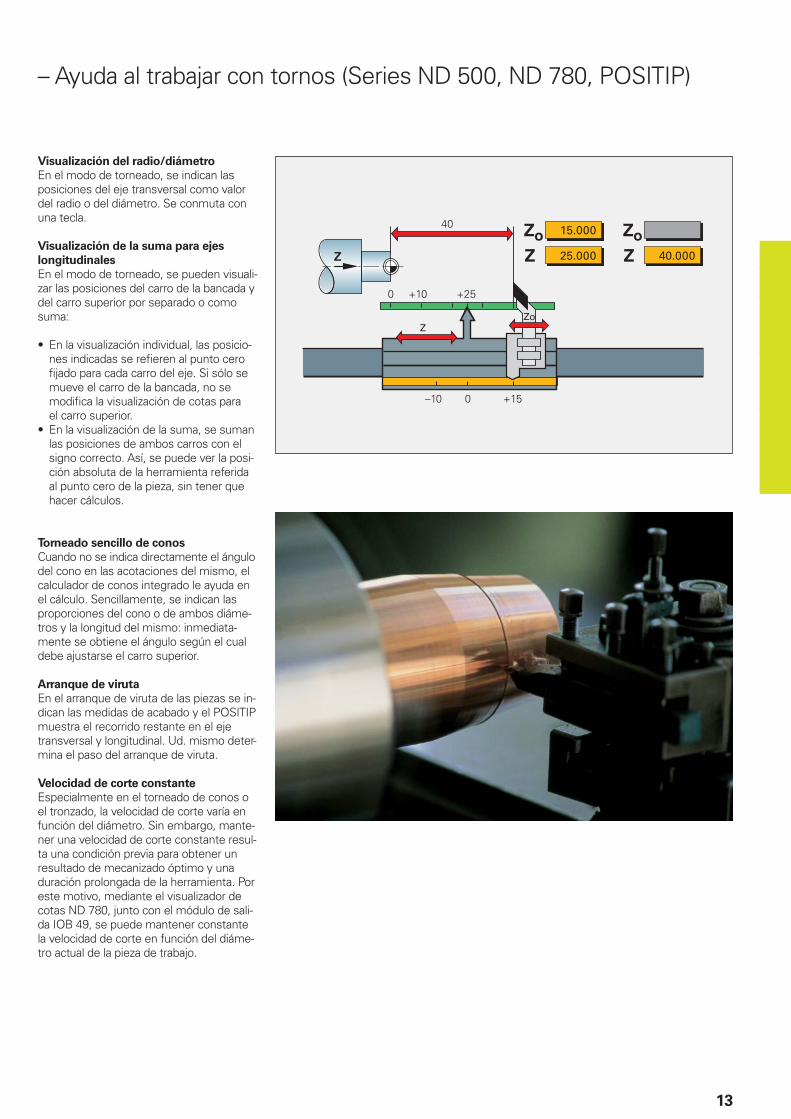
Visualización del radio/diámetro
En el modo de torneado, se indican las posiciones del eje transversal como valor del radio o del diámetro. Se conmuta con una tecla.
Visualización de la suma para ejes
longitudinales
En el modo de torneado, se pueden visuali-zar las posiciones del carro de la bancada y del carro superior por separado o como suma:
• En la visualización individual, las posicio-nes indicadas se refi eren al punto cero fi jado para cada carro del eje. Si sólo se mueve el carro de la bancada, no se modifi ca la visualización de cotas para el carro superior.
• En la visualización de la suma, se suman las posiciones de ambos carros con el signo correcto. Así, se puede ver la posi-ción absoluta de la herramienta referida al punto cero de la pieza, sin tener que hacer cálculos.
Torneado sencillo de conos
Cuando no se indica directamente el ángulo del cono en las acotaciones del mismo, el calculador de conos integrado le ayuda en el cálculo. Sencillamente, se indican las proporciones del cono o de ambos diáme-tros y la longitud del mismo: inmediata-mente se obtiene el ángulo según el cual debe ajustarse el carro superior.
Arranque de viruta
En el arranque de viruta de las piezas se in-dican las medidas de acabado y el POSITIP muestra el recorrido restante en el eje transversal y longitudinal. Ud. mismo deter-mina el paso del arranque de viruta.
Velocidad de corte constante
Especialmente en el torneado de conos o el tronzado, la velocidad de corte varía en función del diámetro. Sin embargo, mante-ner una velocidad de corte constante resul-ta una condición previa para obtener un resultado de mecanizado óptimo y una duración prolongada de la herramienta. Por este motivo, mediante el visualizador de cotas ND 780, junto con el módulo de sali-da IOB 49, se puede mantener constante la velocidad de corte en función del diáme-tro actual de la pieza de trabajo.

14
Funciones
– Programación de etapas de mecanizado (POSITIP, ND 1200 R)
Con las funciones de programación del POSITIP y del ND 1200 R, se pueden me-morizar de forma sencilla aquellos pasos de mecanizado que se repitan continua-mente. De este modo, se pueden agrupar en un programa todos los procesos de me-canizado que se precisan para realizar pie-zas de una serie pequeña. En el “funciona-miento del programa”, el visualizador le guía paso a paso con la visualización del recorrido restante hasta las posiciones programadas.
Los programas se elaboran introduciendo las posiciones, bien paso a paso o simple-mente aceptando los valores reales de la posición (programación Teach-In).
Con el POSITIP, se pueden realizar también repeticiones parciales del programa y sub-programas. Para el mecanizado de fi guras de puntos se pueden repetir las indicacio-nes en cotas incrementales programadas una sola vez (repetición parcial del progra-ma). Pero si se necesitan los mismos pasos de mecanizado en posiciones diferentes de la pieza, entonces se elabora un subprogra-ma. De esta forma, se ahorra trabajo de programación y se evitan errores. Los ci-clos memorizados de forma fi ja, como los “círculos de taladros”, las “fi las de taladros” o la “cajera rectangular” (taladrado, fresado), así como el “arranque de viruta” (torneado) acortan considerablemente los programas y el tiempo de programación. Durante la ejecución se indican previamente todas las posiciones nominales en la secuencia co-rrecta. Ya solo necesita aproximarse posi-ción a posición.
En el ND 1200 R, para cada posición es posible almacenar asimismo el diámetro de taladrado; en la ejecución posterior del programa, RADIAL-DRILL le mostrará para cada posición el diámetro de taladrado correspondiente.
Ejemplo para un programa del POSITIP: torneado de varias profundizaciones en la misma pieza000 BEGINN PGM 40 MM001 X+80.000002 Z+20.000003 X+40.000004 Z–5.000005 LBL #8006 IZ–20.000007 X+25.000008 X+40.000009 ZYCL 7.0 LBLWDH 8 3/3010 ZYCL 7.1 AUSZ +0.000011 ZYCL 7.2 AUSX +0.000012 X+80.000013 ENDE PGM 40 MM

15
– para taladradoras radiales y taladradoras radiales rápidas (ND 1200 R)
En el visualizador de cotas ND 1200 R RADIAL-DRILL están integradas las funcio-nes especiales para taladradoras radiales
estándar (con cabezal de taladrar montado lateralmente) y las denominadas taladra-
doras radiales rápidas (con cabezal de taladrar frontal).
Cálculo de coordenadas
Pulsando una tecla, en cualquier momento (incluso durante el posicionamiento), se puede cambiar entre la visualización con coordenadas polares (radio R, ángulo A) y las coordenadas cartesianas (X, Y). Asimis-mo, a voluntad se puede cambiar entre una visualización con cotas absolutas o incre-mentales.
Coordenadas de taladrado XY
Para los valores de posición el ND 1200 R transforma automáticamente de coordena-das polares a coordenadas cartesianas. Se introducen las dimensiones del plano, cotas absolutas o incrementales, directamente como coordenadas XY. El RADIAL-DRILL calcula el recorrido desde la posición mo-mentánea a la posición objetivo y le indica dicho recorrido restante como valores se-parados de los ejes de giro y radial, es decir en las coordenadas de la máquina. El posi-cionamiento se efectúa sencillamente des-plazándose al valor de visualización cero: se posiciona en primer lugar el brazo radial a la visualización de radio cero y a continua-ción, se pivota dicho brazo hasta que el in-dicador del ángulo (A) se encuentre en el valor de visualización cero.
Sin embargo, al posicionar resulta ventajo-so si por lo menos uno de los ejes puede fi jarse independientemente de los otros.
Diámetro de taladrado
Para todas las posiciones, es posible alma-cenar el diámetro de taladrado, que se vi-sualiza en un acceso repetido a la posición.
Posición objetivo
Posición objetivo
Posición objetivo
Recorrido restante radial
Recorrido restante angular
Posición original del cabezal
Columna de la máquina
Columna de la máquina
Introducción en coordenadas cartesianas Visualización del recorrido restante en coordenadas polares

16
ND 280
El visualizador de cotas ND 280 para un eje es idóneo para tareas sencillas de medi-ción y posicionamiento, como la aproxima-ción en el serrado circular, la carrera de una prensa, o la posición de una mesa giratoria adicional sobre una máquina herramienta.
Construcción
La serie ND 200 está equipada con una carcasa robusta de aluminio moldeada bajo presión. El teclado protegido contra salpica-duras de agua es apto para las tareas en el taller. Para la visualización de las medidas, del indicador de estado y de la barra de ta-reas, se emplea una pantalla TFT plana de grandes dimensiones con soporte gráfi co.
Funciones
El visualizador de cotas estándar ND 280 proporciona la funcionalidad básica para tareas sencillas de medición y posiciona-miento. Sin embargo, si se desea obtener un rango ampliado de funciones, p. ej., para la detección metrológica y la evalua-ción estadística de medidas, se emplea la electrónica de evaluación ND 287 (véase el catálogo Electrónicas de evaluación para aplicaciones metrológicas). Con sus entra-das y salidas de conmutación, se puede emplear también para aplicaciones en entornos de automatización sencilla.
Transmisión de datos
Para la transmisión de las medidas al PC o a la impresora, para la entrada/salida de lis-tas de parámetros y valores de corrección, así como para diagnósticos, el ND 280 dis-pone de interfaces serie.• USB (UART)• V.24/RS-232-C
ND 280
– Visualizador de cotas para un eje
17
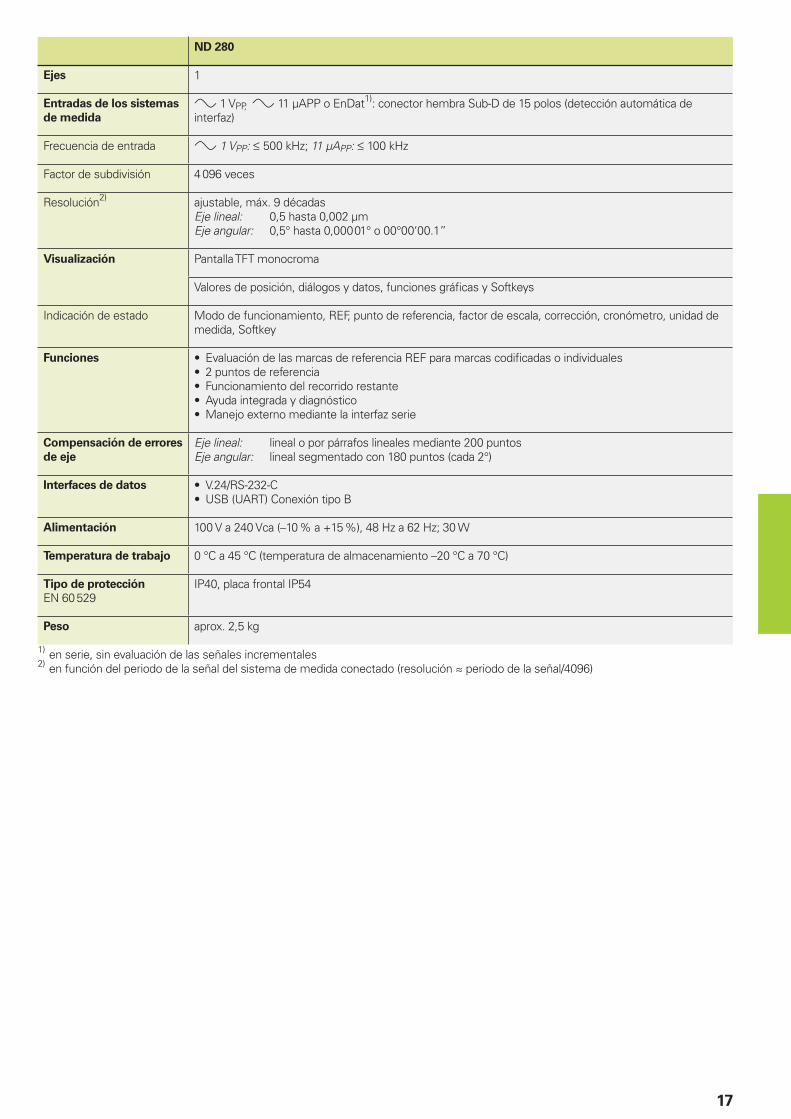
ND 280
Ejes 1
Entradas de los sistemas
de medida
1 VPP, 11 µAPP o EnDat1): conector hembra Sub-D de 15 polos (detección automática de interfaz)
Frecuencia de entrada 1 VPP: 500 kHz; 11 µAPP: 100 kHz
Factor de subdivisión 4 096 veces
Resolución2) ajustable, máx. 9 décadasEje lineal: 0,5 hasta 0,002 µmEje angular: 0,5° hasta 0,000 01° o 00°00‘00.1
Visualización Pantalla TFT monocroma
Valores de posición, diálogos y datos, funciones gráfi cas y Softkeys
Indicación de estado Modo de funcionamiento, REF, punto de referencia, factor de escala, corrección, cronómetro, unidad de medida, Softkey
Funciones • Evaluación de las marcas de referencia REF para marcas codifi cadas o individuales• 2 puntos de referencia• Funcionamiento del recorrido restante• Ayuda integrada y diagnóstico• Manejo externo mediante la interfaz serie
Compensación de errores
de eje
Eje lineal: lineal o por párrafos lineales mediante 200 puntosEje angular: lineal segmentado con 180 puntos (cada 2°)
Interfaces de datos • V.24/RS-232-C• USB (UART) Conexión tipo B
Alimentación 100 V a 240 Vca (–10 % a +15 %), 48 Hz a 62 Hz; 30 W
Temperatura de trabajo 0 °C a 45 °C (temperatura de almacenamiento –20 °C a 70 °C)
Tipo de protección
EN 60 529IP40, placa frontal IP54
Peso aprox. 2,5 kg
1) en serie, sin evaluación de las señales incrementales2) en función del periodo de la señal del sistema de medida conectado (resolución periodo de la señal/4096)

18
ND 523
Serie ND 500
– Visualizador de cotas sencillo para dos y tres ejes
Los visualizadores de cotas de la serie ND 500 son idóneos para fresadoras, tala-dros y tornos manuales dotados de dos o tres ejes. Principalmente, por sus entradas TTL, se emplean los sistemas lineales de medida LS 328 y LS 628 con un paso de medición de 5 µm.
Construcción
Gracia a su carcasa robusta y al teclado de membrana protegido contra salpicaduras de agua, el ND 500 es apto para las tareas en el taller. Mediante una pantalla gráfi ca monocroma, la serie ND 500 muestra los valores de posición, la barra de Softkeys e información útil adicional.
Funciones
Puede accederse de forma rápida y directa a las funciones más importantes a través de las teclas de función. Las softkeys con información clara en lenguaje conversacio-nal permiten realizar entradas requeridas en cada situación.
La Visualización del recorrido restante le asiste en las funciones de posicionamiento. Se alcanza la próxima posición de forma sencilla y segura desplazándose al valor de visualización cero. Se pueden activar fácil-mente las funciones para la aplicación co-rrespondiente mediante la introducción de parámetros. Así dispone de funciones es-peciales para el acabado de tipos de tala-
dro (modelos circulares y lineales).
En el modo de torneado, se puede conmu-tar fácilmente de visualización de radio a diámetro. En tornos con carros de refrentar separados, en el ND 523 y con el visuali-
zador de sumas, se pueden visualizar ca-rros de bancada y de refrentar juntos o por separado. Los puntos de referencia en una pieza a tornear se fi jan muy fácilmente me-diante la función Congelar la posición de
la herramienta y su retirada posterior.
Transmisión de datos
Una interfaz USB permite la emisión de medidas y la escritura o consulta de pará-metros y tablas.

19
ND 522 ND 523
Ejes 2 ejes desde A hasta Z 3 ejes desde A hasta Z y ZS
Entradas de los sistemas
de medida
2 x TTL; conectores hembra Sub-D de 9 polos 3 x TTL; conectores hembra Sub-D de 9 polos
Frecuencia de entrada 100 kHz
Periodo de señal 2 µm, 4 µm, 10 µm, 20 µm, 40 µm, 100 µm, 10 240 µm, 12 800 µm
Número de impulsos Cualquiera
Evaluación por 1/2/4
Resolución1) Eje lineal: 1 mm hasta 0,000 1 mm; 0,005 con LS 328/LS 628
Eje angular: 1° hasta 0,000 1° (00° 00‘ 01“)
Visualización Pantalla plana monocroma para valores de posición, visualización de diálogos e introducciones, funciones gráfi cas, ayuda gráfi ca
Indicación de estado Modo de funcionamiento, REF, número del punto de referencia, número de herramienta, pulgada, factor de escala, visualización del avance, cronómetro
Para el fresado y taladrado: Corrección de la herramienta R+, R–
para el torneado: Visualización del radio/diámetroVisualización individual/suma para Z y ZO
Funciones • 10 puntos de referencia• 16 Herramientas• Evaluación de las marcas de referencia REF para marcas de referencia codifi cadas e individuales• Funcionamiento del recorrido restante con introducción de las posiciones nominales en cotas absolutas
o incrementales• Monitorización del contorno• Factor de escala• Cambio entre mm y pulgadas• HELP: instrucciones memorizadas para el usuario• INFO: cronómetro, calculadora, calculador de datos de corte (en el fresado), calculador de conos (en el
torneado)
Para el fresado y taladrado: • Cálculo de las posiciones para la fi gura de taladros (líneas y círculos de taladros)• Corrección del radio de la herramienta
para el torneado: • Congelar la posición de la herramienta en la retirada de la misma
Compensación de errores Error de eje: lineal o por párrafos lineales mediante 200 puntosCompensación de la holgura: para la medición de longitud mediante la combinación del cabezal/captador rotativo
Interfaces de datos USB Conexión tipo B; 115 200 baudios• Para emitir valores de medición y parámetros• Para la introducción de parámetros, el manejo remoto de teclas y órdenes
Accesorios Base de soporte, brazo de montaje
Alimentación 100 V a 240 Vca (–15 % a +10 %), 48 Hz a 62 Hz; 54 W
Temperatura de trabajo 0 °C a 45 °C (temperatura de almacenamiento –20 °C a 70 °C)
Tipo de protección
EN 60 529IP40, placa frontal IP54
Peso aprox. 2,6 kg
1) en función del periodo de la señal o del número de impulsos del sistema de medida conectado

20
ND 780
– el visualizador de cotas fl exible para hasta tres ejes
El visualizador de cotas ND 780 se utiliza especialmente para fresadoras, taladros y tornos dotados de hasta tres ejes. Están disponibles entradas/salidas adicionales para tareas automatizadas simples median-te una unidad separada de entradas/salidas.
Construcción
El visualizador de cotas ND 780 está dise-ñado de modo robusto para ser montado en superfi cie y gracias al teclado protegido contra salpicaduras de agua, es apto para aplicaciones en el taller. Dispone de una pantalla plana monocromo para valores de posición, visualizaciones de diálogo y de entrada, funciones de gráfi co y la ayuda gráfi ca de posicionamiento.
Funciones
El Visualizador ND 780 se caracteriza por el guiado del usuario con diálogos en len-guaje conversacional Klartext. La Visuali-
zación del recorrido restante le asiste en las funciones de posicionamiento. Se al-canza la próxima posición de forma sencilla y segura desplazándose al valor de visuali-zación cero. Se pueden activar fácilmente las funciones para la aplicación correspon-diente mediante la introducción de paráme-tros. Así dispone de funciones especiales para el acabado de tipos de taladro (mo-delos circulares y lineales). Los puntos de referencia se pueden determinar de forma rápida y exacta con un palpador de aristas. El visualizador ND 780 le asiste en ello con funciones especiales de palpación.
En el modo de torneado, se puede conmutar fácilmente de visualización de radio a diámetro. El visualizador también le asiste en tornos con carros de refrentar separados: con el visualizador de sumas se pueden visualizar carros de bancada y de refrentar juntos o por separado. Para fi jar puntos de referencia se puede rozar la pieza y congelar la posición de la
herramienta. A continuación se retira la pieza y se mide la pieza sin impedimentos.
Transmisión de datos
Para la transmisión de las medidas al PC o a la impresora, para la entrada / salida de listas de parámetros y valores de co-rrección, así como para diagnósticos, el ND 780 dispone de una interfaz serie V.24/RS-232-C.

21
ND 780
Ejes hasta 3 ejes desde A hasta Z y ZO, ZS
Entradas de los sistemas
de medida
3 x 1 VPP o 11 µAPP; conector hembra Sub-D de 15 polos (detección automática de interfaz)
Frecuencia de entrada 100 kHz
Periodo de señal 2 µm, 4 µm, 10 µm, 20 µm, 40 µm, 100 µm, 10 240 µm, 12 800 µm
Número de impulsos Cualquiera
Factor de subdivisión máx. x 1 024
Resolución1) Eje lineal: 1 mm hasta 0,000 1 mm
Eje angular: 1° hasta 0,000 1° (00° 00‘ 01“)
Visualización Pantalla plana monocroma para valores de posición, visualización de diálogos e introducciones, funciones gráfi cas, ayuda gráfi ca
Indicación de estado Modo de funcionamiento, REF, número del punto de referencia, número de herramienta, pulgada, factor de escala, visualización del avance, cronómetro
Para el fresado y taladrado: Corrección de la herramienta R+, R–
Para el torneado: Visualización del radio/diámetroVisualización individual/suma para Z y ZO
Funciones • 10 puntos de referencia• 16 Herramientas• Evaluación de las marcas de referencia REF para marcas de referencia codifi cadas e individuales• Funcionamiento del recorrido restante con introducción de las posiciones nominales en cotas absolutas
o incrementales• Factor de escala• Cambio entre mm y pulgadas• HELP: instrucciones memorizadas para el usuario• INFO: cronómetro, calculadora, calculador de datos de corte (en el fresado), calculador de conos (en el
torneado)
Para el fresado y taladrado: • Cálculo de las posiciones para la fi gura de taladros (líneas y círculos de taladros)• Corrección del radio de la herramienta• Función de palpación para calcular el punto de referencia con el palpador de aristas KT: “Arista”,
“Línea central” y “Centro del círculo”
Para el torneado: • Congelar la posición de la herramienta en la retirada de la misma• Funciones de ajuste para calcular el punto de referencia con la herramienta
Compensación de errores Error de eje: lineal o por párrafos lineales mediante 200 puntosCompensación de la holgura: para la medición de longitud mediante la combinación del cabezal/captador rotativo
Interfaces de datos V.24/RS-232-C 300 a 115 200 baudios• Para emitir valores de medición y parámetros• Para la introducción de parámetros, el manejo remoto de teclas y órdenes
Contactos de entrada/
salida
• 2 entradas (impulso o contacto) para la emisión del valor de medición• 1 entrada para el palpador de aristas KT• 1 entrada para el palpador de aristas con contacto• Entradas / salidas adicionales mediante una unidad adicional de entradas/salidas IOB 49
Accesorios Palpador de aristas KT (para el fresado), soporte basculable, tirador, soporte giratorio/basculante, brazo de montaje
Alimentación 100 V a 240 Vca (–15 % a +10 %), 48 Hz a 62 Hz; 30 W
Temperatura de trabajo 0 °C a 45 °C (temperatura de almacenamiento –20 °C a 70 °C)
Tipo de protección
EN 60 529IP40, placa frontal IP54
Peso aprox. 2,6 kg
1) en función del periodo de la señal o del número de impulsos del sistema de medida conectado
22
POSITIP 880
– el visualizador de cotas programable para hasta 6 ejes
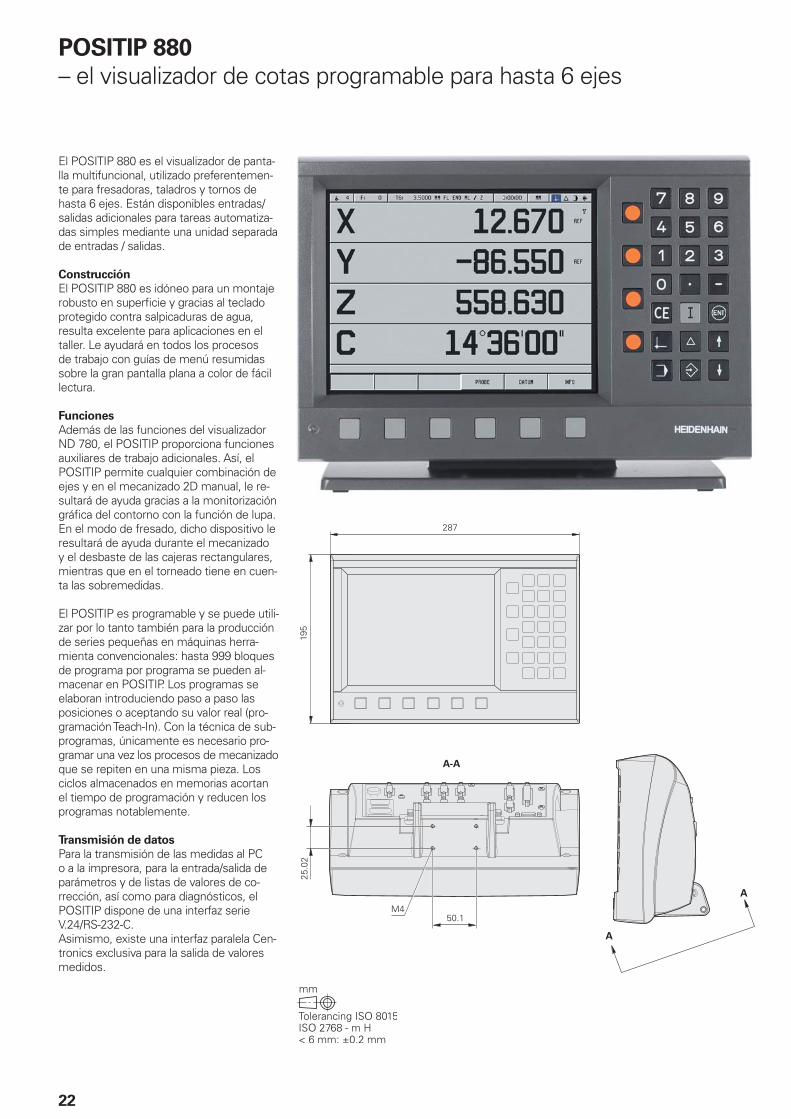
El POSITIP 880 es el visualizador de panta-lla multifuncional, utilizado preferentemen-te para fresadoras, taladros y tornos de hasta 6 ejes. Están disponibles entradas/salidas adicionales para tareas automatiza-das simples mediante una unidad separada de entradas / salidas.
Construcción
El POSITIP 880 es idóneo para un montaje robusto en superfi cie y gracias al teclado protegido contra salpicaduras de agua, resulta excelente para aplicaciones en el taller. Le ayudará en todos los procesos de trabajo con guías de menú resumidas sobre la gran pantalla plana a color de fácil lectura.
Funciones
Además de las funciones del visualizador ND 780, el POSITIP proporciona funciones auxiliares de trabajo adicionales. Así, el POSITIP permite cualquier combinación de ejes y en el mecanizado 2D manual, le re-sultará de ayuda gracias a la monitorización gráfi ca del contorno con la función de lupa. En el modo de fresado, dicho dispositivo le resultará de ayuda durante el mecanizado y el desbaste de las cajeras rectangulares, mientras que en el torneado tiene en cuen-ta las sobremedidas.
El POSITIP es programable y se puede utili-zar por lo tanto también para la producción de series pequeñas en máquinas herra-mienta convencionales: hasta 999 bloques de programa por programa se pueden al-macenar en POSITIP. Los programas se elaboran introduciendo paso a paso las posiciones o aceptando su valor real (pro-gramación Teach-In). Con la técnica de sub-programas, únicamente es necesario pro-gramar una vez los procesos de mecanizado que se repiten en una misma pieza. Los ciclos almacenados en memorias acortan el tiempo de programación y reducen los programas notablemente.
Transmisión de datos
Para la transmisión de las medidas al PC o a la impresora, para la entrada/salida de parámetros y de listas de valores de co-rrección, así como para diagnósticos, el POSITIP dispone de una interfaz serie V.24/RS-232-C.Asimismo, existe una interfaz paralela Cen-tronics exclusiva para la salida de valores medidos.
23
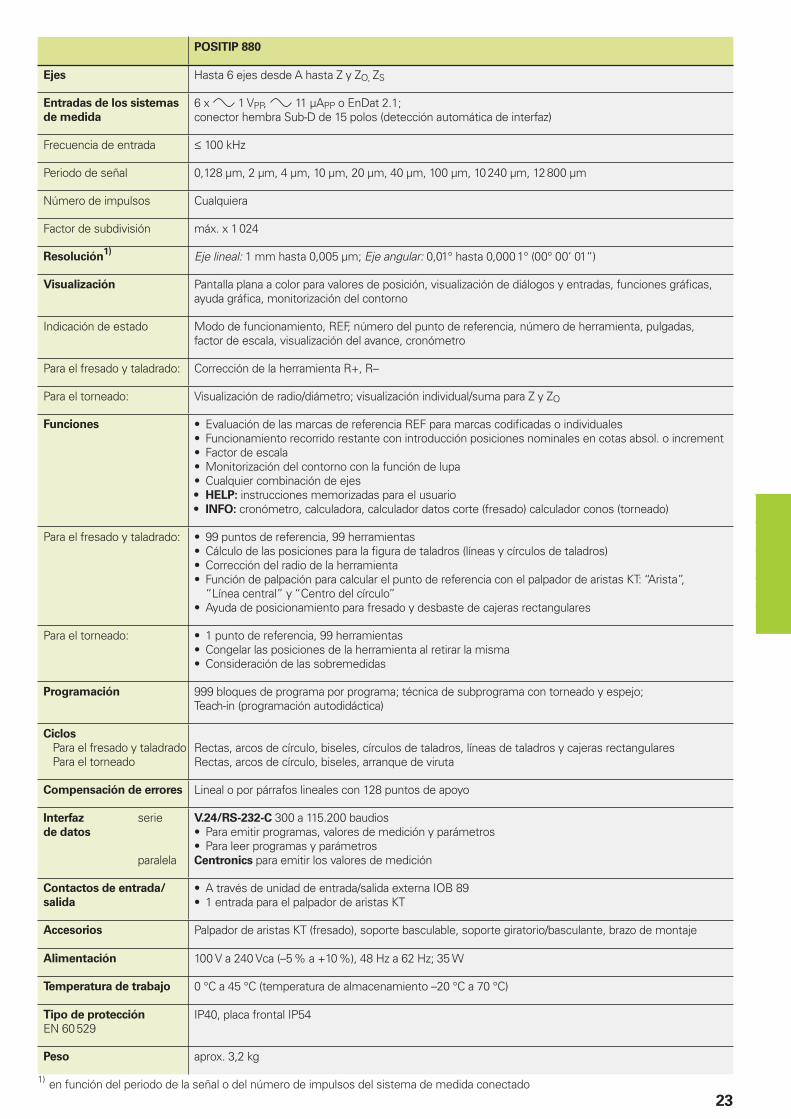
POSITIP 880
Ejes Hasta 6 ejes desde A hasta Z y ZO, ZS
Entradas de los sistemas
de medida
6 x 1 VPP, 11 µAPP o EnDat 2.1; conector hembra Sub-D de 15 polos (detección automática de interfaz)
Frecuencia de entrada 100 kHz
Periodo de señal 0,128 µm, 2 µm, 4 µm, 10 µm, 20 µm, 40 µm, 100 µm, 10 240 µm, 12 800 µm
Número de impulsos Cualquiera
Factor de subdivisión máx. x 1 024
Resolución1) Eje lineal: 1 mm hasta 0,005 µm; Eje angular: 0,01° hasta 0,000 1° (00° 00‘ 01“)
Visualización Pantalla plana a color para valores de posición, visualización de diálogos y entradas, funciones gráfi cas, ayuda gráfi ca, monitorización del contorno
Indicación de estado Modo de funcionamiento, REF, número del punto de referencia, número de herramienta, pulgadas, factor de escala, visualización del avance, cronómetro
Para el fresado y taladrado: Corrección de la herramienta R+, R–
Para el torneado: Visualización de radio/diámetro; visualización individual/suma para Z y ZO
Funciones • Evaluación de las marcas de referencia REF para marcas codifi cadas o individuales• Funcionamiento recorrido restante con introducción posiciones nominales en cotas absol. o increment• Factor de escala• Monitorización del contorno con la función de lupa• Cualquier combinación de ejes• HELP: instrucciones memorizadas para el usuario• INFO: cronómetro, calculadora, calculador datos corte (fresado) calculador conos (torneado)
Para el fresado y taladrado: • 99 puntos de referencia, 99 herramientas• Cálculo de las posiciones para la fi gura de taladros (líneas y círculos de taladros)• Corrección del radio de la herramienta• Función de palpación para calcular el punto de referencia con el palpador de aristas KT: “Arista”,
“Línea central” y “Centro del círculo”• Ayuda de posicionamiento para fresado y desbaste de cajeras rectangulares
Para el torneado: • 1 punto de referencia, 99 herramientas• Congelar las posiciones de la herramienta al retirar la misma• Consideración de las sobremedidas
Programación 999 bloques de programa por programa; técnica de subprograma con torneado y espejo; Teach-in (programación autodidáctica)
Ciclos
Para el fresado y taladrado Para el torneado
Rectas, arcos de círculo, biseles, círculos de taladros, líneas de taladros y cajeras rectangularesRectas, arcos de círculo, biseles, arranque de viruta
Compensación de errores Lineal o por párrafos lineales con 128 puntos de apoyo
Interfaz seriede datos
paralela
V.24/RS-232-C 300 a 115.200 baudios• Para emitir programas, valores de medición y parámetros• Para leer programas y parámetrosCentronics para emitir los valores de medición
Contactos de entrada/
salida
• A través de unidad de entrada/salida externa IOB 89• 1 entrada para el palpador de aristas KT
Accesorios Palpador de aristas KT (fresado), soporte basculable, soporte giratorio/basculante, brazo de montaje
Alimentación 100 V a 240 Vca (–5 % a +10 %), 48 Hz a 62 Hz; 35 W
Temperatura de trabajo 0 °C a 45 °C (temperatura de almacenamiento –20 °C a 70 °C)
Tipo de protección
EN 60 529IP40, placa frontal IP54
Peso aprox. 3,2 kg
1) en función del periodo de la señal o del número de impulsos del sistema de medida conectado

24
Visualizador de cotas ND 1200 R RADIAL-DRILLVisualizadores de cotas para para taladradoras radiales y taladradoras radiales rápidas
El visualizador de cotas RADIAL-DRILL ND 1200 R constituye un visualizador de cotas potente y fácil de manejar destinado a taladradoras radiales y taladradoras radia-les rápidas. La detección del movimiento de la máquina se realiza mediante un siste-ma lineal de medida dispuesto en contacto con el brazo radial y mediante un captador rotativo o un sistema por rueda de fricción dispues-to en la columna. Con la ayuda de un siste-ma de medida adicional en la pinola, resulta posible asimismo medir la profundidad de taladrado y visualizarla.
Construcción
El visualizador de cotas RADIAL-DRILL ND 1200 R está equipado con una carcasa robusta de aluminio moldeada y un teclado protegido contra las salpicaduras de agua. La pantalla plana gráfi ca y monocroma muestra los valores de posición, la visuali-zación de diálogos e introducciones, así como funciones gráfi cas.
Funciones
Con el visualizador de cotas ND 1200 R, en cualquier momento pulsando una tecla se puede cambiar entre la visualización en coordenadas polares (radio R, ángulo ) y coordenadas cartesianas (X, Y). La orien-tación y el punto de referencia de la pieza se fi jan rápidamente y de modo seguro con la ayuda de las funciones de palpa-
ción. El posicionamiento con la visualiza-
ción del recorrido restante facilita enor-memente el trabajo: se introduce la posición nominal, es decir, las coordenadas de taladrado, como valores XY; el visualiza-dor de cotas RADIAL-DRILL le muestra el recorrido restante hasta dicha posición como recorridos independientes de los ejes de giro y radial, es decir, en las coorde-nadas de la máquina. El ND 1200 R calcula automáticamente las posiciones al realizar el mecanizado de muestras de taladros, como círculos y líneas de taladros, matri-ces o marcos. La función de programa-
ción del ND 1200 R le resulta de ayuda para el mecanizado de piezas y muestras de mecanizado repetitivas.
Interfaces
Las interfaces serie V.24/RS-232-C y USB sirven para la copia de seguridad de progra-mas y para actualizaciones del software.
Equipamiento de una taladradora radial
Generalmente, la posición angular del bra-zo radial se detecta mediante un captador rotativo o un sistema por rueda de fricción, o bien, si se requiere una precisión más elevada, mediante un sistema angular de medida o un captador rotativo ROD. La po-
ND 1200 R con base de soporte
sición de taladrado y en caso necesario la carrera del husillo se determinan con siste-mas lineales de medida LS. A fi n de calibrar de modo preciso la máquina, se emplea el palpador de aristas KT, que sirve asimismo para ajustar la pieza.
25
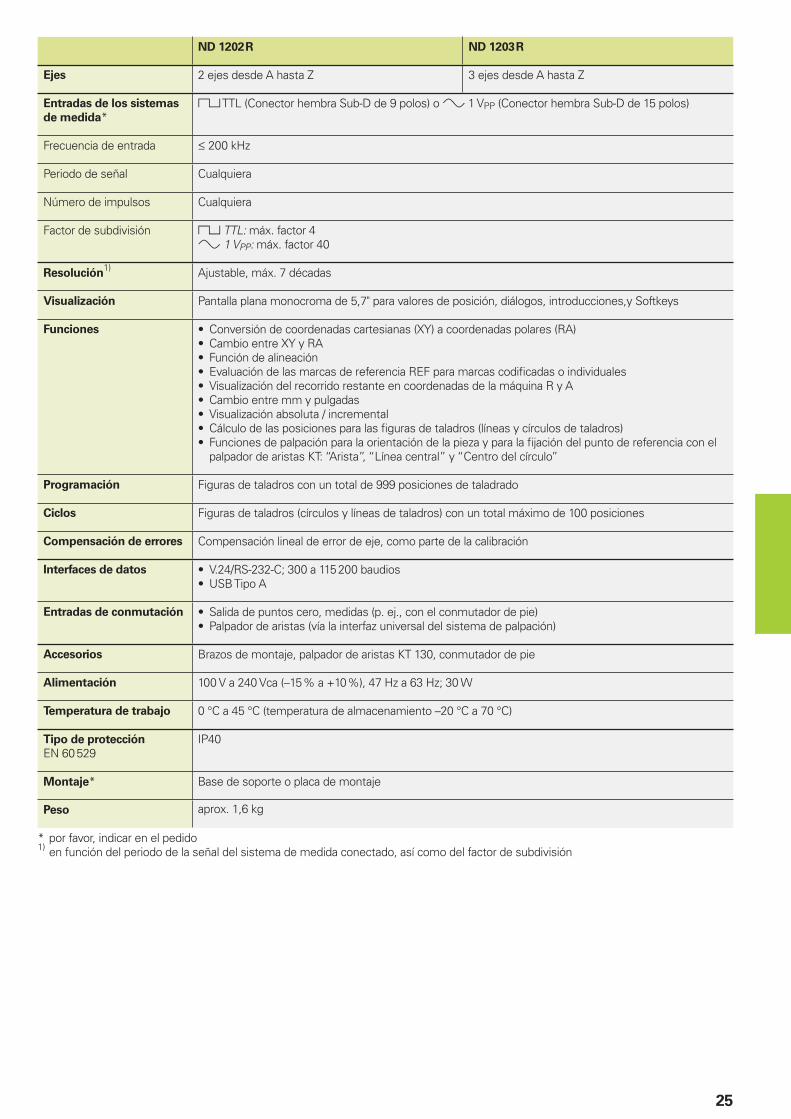
ND 1202 R ND 1203 R
Ejes 2 ejes desde A hasta Z 3 ejes desde A hasta Z
Entradas de los sistemas
de medida* TTL (Conector hembra Sub-D de 9 polos) o 1 VPP (Conector hembra Sub-D de 15 polos)
Frecuencia de entrada 200 kHz
Periodo de señal Cualquiera
Número de impulsos Cualquiera
Factor de subdivisión TTL: máx. factor 4 1 VPP: máx. factor 40
Resolución1) Ajustable, máx. 7 décadas
Visualización Pantalla plana monocroma de 5,7" para valores de posición, diálogos, introducciones,y Softkeys
Funciones • Conversión de coordenadas cartesianas (XY) a coordenadas polares (RA)• Cambio entre XY y RA• Función de alineación• Evaluación de las marcas de referencia REF para marcas codifi cadas o individuales• Visualización del recorrido restante en coordenadas de la máquina R y A• Cambio entre mm y pulgadas• Visualización absoluta / incremental• Cálculo de las posiciones para las fi guras de taladros (líneas y círculos de taladros)• Funciones de palpación para la orientación de la pieza y para la fi jación del punto de referencia con el
palpador de aristas KT: “Arista”, “Línea central” y “Centro del círculo”
Programación Figuras de taladros con un total de 999 posiciones de taladrado
Ciclos Figuras de taladros (círculos y líneas de taladros) con un total máximo de 100 posiciones
Compensación de errores Compensación lineal de error de eje, como parte de la calibración
Interfaces de datos • V.24/RS-232-C; 300 a 115 200 baudios• USB Tipo A
Entradas de conmutación • Salida de puntos cero, medidas (p. ej., con el conmutador de pie)• Palpador de aristas (vía la interfaz universal del sistema de palpación)
Accesorios Brazos de montaje, palpador de aristas KT 130, conmutador de pie
Alimentación 100 V a 240 Vca (–15 % a +10 %), 47 Hz a 63 Hz; 30 W
Temperatura de trabajo 0 °C a 45 °C (temperatura de almacenamiento –20 °C a 70 °C)
Tipo de protección EN 60 529
IP40
Montaje* Base de soporte o placa de montaje
Peso
* por favor, indicar en el pedido1) en función del periodo de la señal del sistema de medida conectado, así como del factor de subdivisión
26
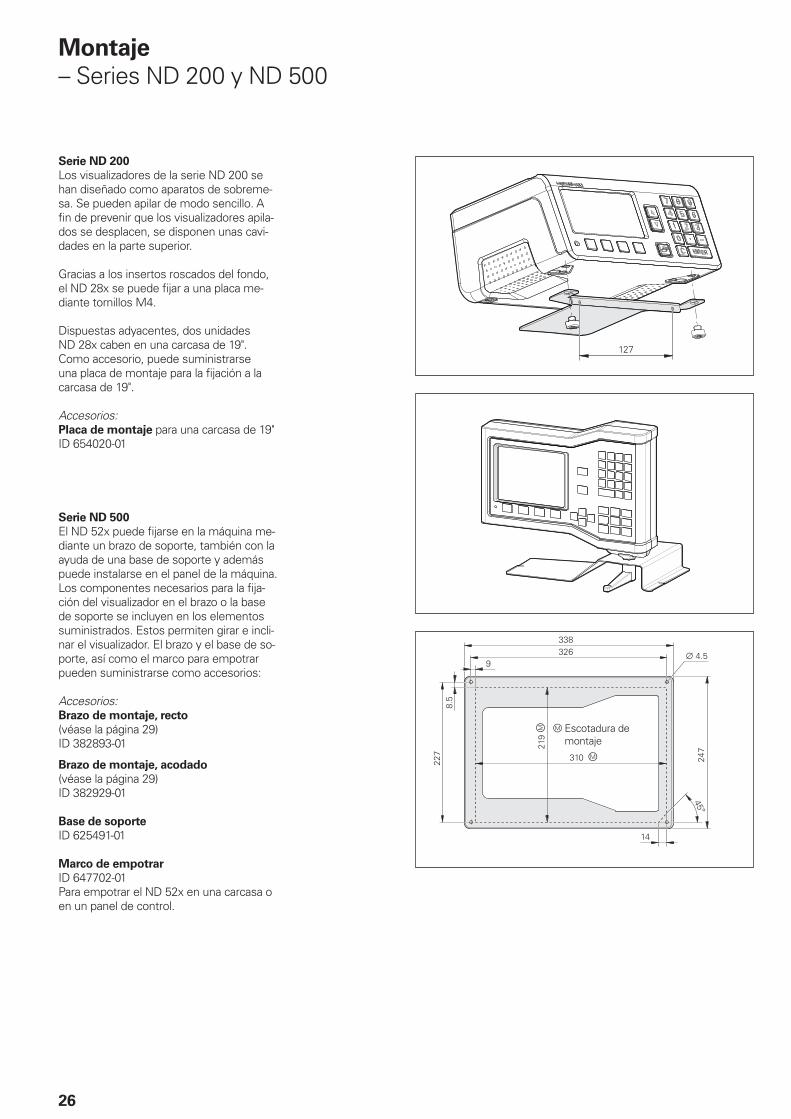
Serie ND 200
Los visualizadores de la serie ND 200 se han diseñado como aparatos de sobreme-sa. Se pueden apilar de modo sencillo. A fi n de prevenir que los visualizadores apila-dos se desplacen, se disponen unas cavi-dades en la parte superior.
Gracias a los insertos roscados del fondo, el ND 28x se puede fi jar a una placa me-diante tornillos M4.
Dispuestas adyacentes, dos unidades ND 28x caben en una carcasa de 19". Como accesorio, puede suministrarse una placa de montaje para la fi jación a la carcasa de 19".
Accesorios:Placa de montaje para una carcasa de 19"ID 654020-01
Serie ND 500
El ND 52x puede fi jarse en la máquina me-diante un brazo de soporte, también con la ayuda de una base de soporte y además puede instalarse en el panel de la máquina. Los componentes necesarios para la fi ja-ción del visualizador en el brazo o la base de soporte se incluyen en los elementos suministrados. Estos permiten girar e incli-nar el visualizador. El brazo y el base de so-porte, así como el marco para empotrar pueden suministrarse como accesorios:
Accesorios:Brazo de montaje, recto
(véase la página 29)ID 382893-01
Brazo de montaje, acodado
(véase la página 29)ID 382929-01
Base de soporte
ID 625491-01
Marco de empotrar
ID 647702-01Para empotrar el ND 52x en una carcasa o en un panel de control.
Montaje
– Series ND 200 y ND 500
Escotadura de montaje
27
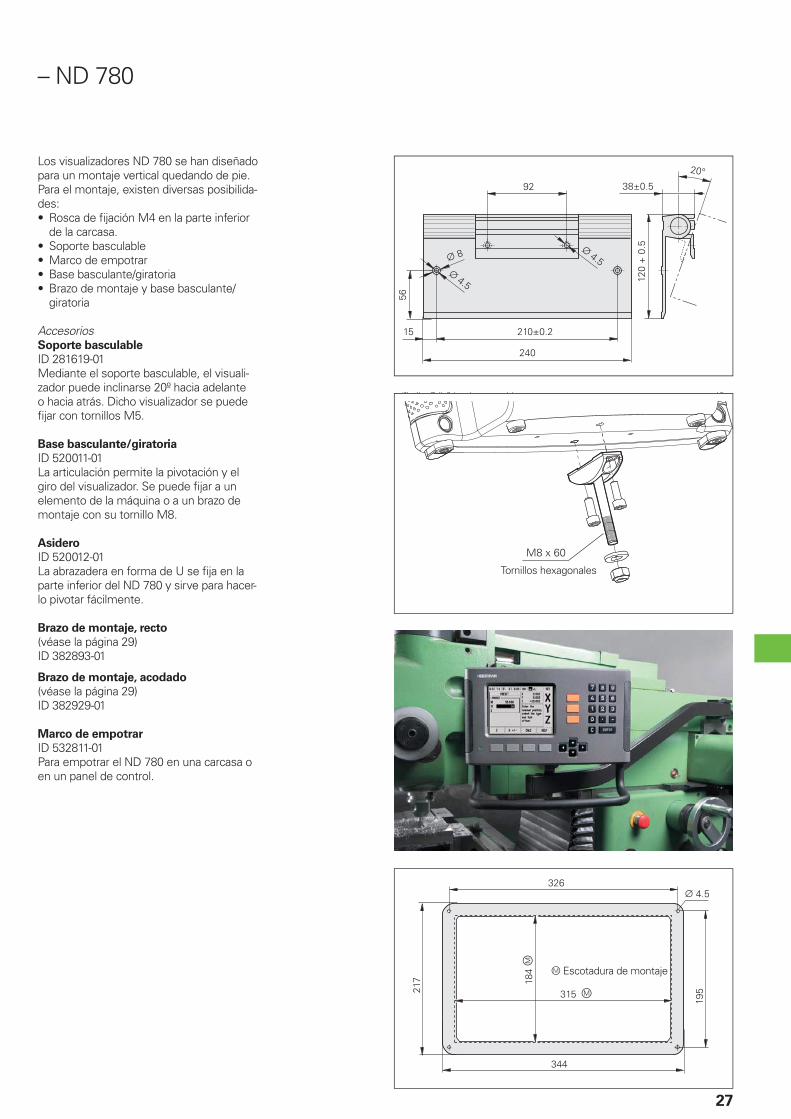
Los visualizadores ND 780 se han diseñado para un montaje vertical quedando de pie. Para el montaje, existen diversas posibilida-des:• Rosca de fi jación M4 en la parte inferior
de la carcasa.• Soporte basculable• Marco de empotrar• Base basculante/giratoria• Brazo de montaje y base basculante/
giratoria
AccesoriosSoporte basculable
ID 281619-01Mediante el soporte basculable, el visuali-zador puede inclinarse 20º hacia adelante o hacia atrás. Dicho visualizador se puede fi jar con tornillos M5.
Base basculante/giratoria
ID 520011-01La articulación permite la pivotación y el giro del visualizador. Se puede fi jar a un elemento de la máquina o a un brazo de montaje con su tornillo M8.
Asidero
ID 520012-01La abrazadera en forma de U se fi ja en la parte inferior del ND 780 y sirve para hacer-lo pivotar fácilmente.
Brazo de montaje, recto
(véase la página 29)ID 382893-01
Brazo de montaje, acodado
(véase la página 29)ID 382929-01
Marco de empotrar
ID 532811-01Para empotrar el ND 780 en una carcasa o en un panel de control.
– ND 780
Escotadura de montaje
Tornillos hexagonales

28
Montaje
– POSITIP 880
El POSITIP 880 se ha diseñado para un montaje vertical quedando de pie. Para el montaje, existen diversas posibilidades:• Rosca de fi jación M4 en la parte inferior
de la carcasa.• Soporte basculable• Base basculante/giratoria• Brazo de montaje y base basculante/
giratoria
AccesoriosSoporte basculable
ID 382892-01Mediante el soporte basculable, el visuali-zador puede inclinarse 20º hacia adelante o hacia atrás. Dicho visualizador se puede fi jar con tornillos M5.
Base basculante/giratoria
ID 382891-01La articulación permite la pivotación y el giro del visualizador. Se puede fi jar a un elemento de la máquina o a un brazo de montaje con su tornillo M8.
Brazo de montaje, recto
(véase la página 29)ID 382893-01
Brazo de montaje, acodado
(véase la página 29)ID 382929-01

29
Brazo de montaje recto
Mediante el brazo de montaje, el visualiza-dor puede llevarse fácilmente hasta una posición de manejo que resulte cómoda. Dicho brazo queda fi jado a la máquina y puede pivotar gracias a un ángulo o me-diante un tornillo hexagonal. El visualizador queda fi jado en el brazo de montaje, pu-diendo pivotar asimismo mediante la base basculante / giratoria.
Accesorios:Brazo de montaje recto
ID 382893-01
Brazo de montaje acodado
ID 382929-01
Tornillo prisionero con hexágono interior M6 x 12 mm (4) (para ajuste del montaje)Abrazadera
en forma de U
Arandela
Tornillo con hexágono interior M6 x 30 mm (2)
Tornillo hexagonal M8 x7 0 mm
Tuerca de seguridad (hexagonal) M8
Vista frontal de la abrazadera en forma de U
Brazo
Tapa de cierre (2)
Tapa de cierre (2)Base basculante/giratoria para ND 780 y POSITIP 880
Brazo
Placa de montaje
Arandela 0,15 mm (2)
Tornillo prisionero con hexágono interior M6 x 12 mm (4)
Tornillo de cabeza hexagonal M16 x 75 mmTornillo de cabeza hexagonal M14 x 75 mm
Brazo de montaje acodado
– Brazo de montaje (accesorio de las series ND 500, ND 780, POSITIP)
Tornillo prisionero con hexágono interior M6 x 12 mm (4) (para ajuste del montaje)
ArandelaTornillo con hexágono interior M6 x 30 mm (2)
Tuerca de seguridad M8 (hexagonal)
Brazo
Tapa de cierre (2)
Tornillo hexagonal M8 x7 0 mm
Abrazadera en forma de U

30
���
����
��
�����
���
Montaje
Montaje y protección del ND 1200 R
Montaje
El ND 1200 R se suministra ya sea con una base de soporte o bien con una placa de montaje.
Base de soporte
Mediante la base de soporte, el visualiza-dor puede montarse de pie como aparato de sobremesa. Dicha base posibilita que el visualizador pueda bascular 20º hacia ade-lante o hacia atrás, a fi n de la legibilidad sea óptima. La base de soporte se puede fi jar con tornillos M5.
ID 382892-02
Placa de montaje
La placa de montaje sirve para la fi jación del ND 1200 R a un brazo de pivotación o directamente en la máquina. En cualquier caso, también posibilita que el visualizador pueda bascular.
ID 682419-01
Funda protectora (accesorio)A fi n de proteger el teclado y la pantalla del ND 1200 R contra la suciedad, se pueden suministrar fundas protectoras como acce-sorios. El visualizador sigue presentando una buena legibilidad incluso a través de la funda protectora transparente. Dicha funda se adapta de modo óptimo a la parte fron-tal y de este modo no se obstaculiza el ma-nejo.
ID 681051-03
Placa de montaje
31
Sistemas de medida conectables
A los visualizadores de cotas de HEIDEN-HAIN se pueden acoplar sistemas lineales y angulares de medida de HEIDENHAIN pro-vistos de distintas interfaces (véase la tabla).
Conexión de sistemas lineales y
angulares de medida
Los sistemas lineales y angulares de medi-da de HEIDENHAIN se pueden conectar fácil y directamente a los visualizadores de cotas.Dichos visualizadores de HEIDENHAIN pre-sentan múltiples posibilidades de ajuste para la adaptación al correspondiente siste-ma de medida y a las condiciones particula-res de la aplicación. Introduciendo el valor correcto de los parámetros, pueden ajus-tarse los valores siguientes:• Período de la señal del sistema lineal de
medida • Número de impulsos del sistema angular
de medida o del generador de impulsos rotativo:
• Paso deseado de visualización (resolu-ción)
• Dirección de contaje• Visualización angular, etc.
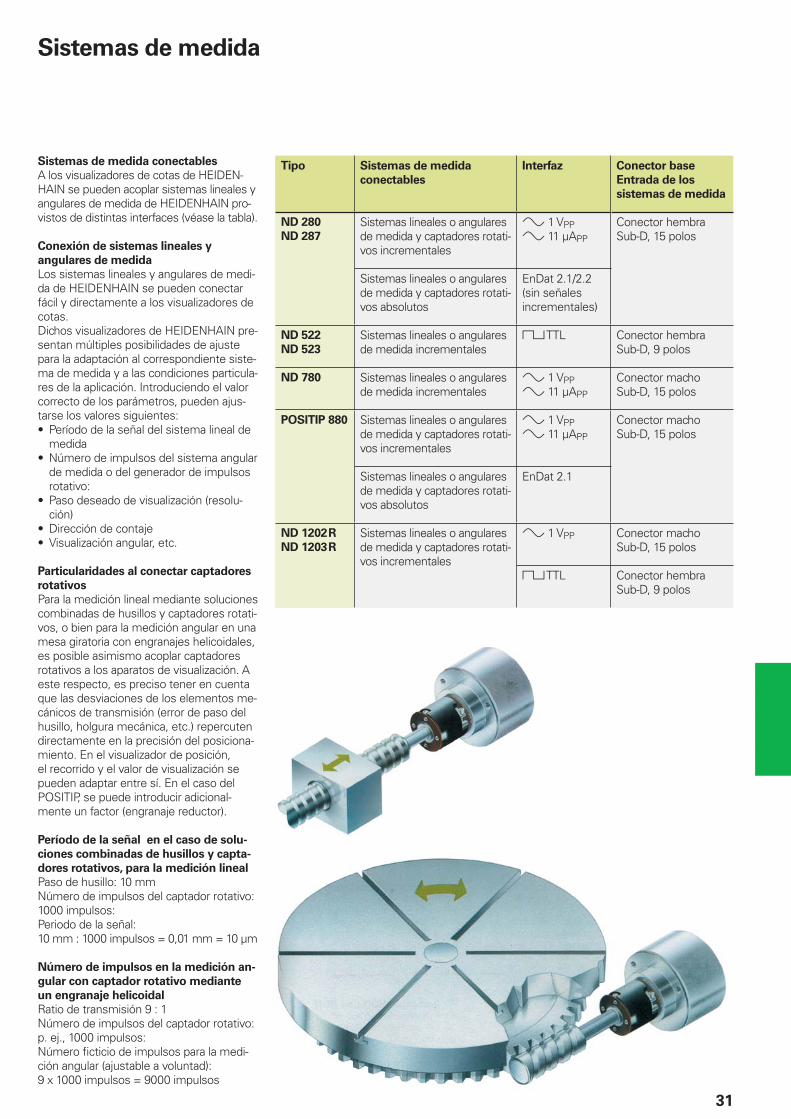
Particularidades al conectar captadores
rotativos
Para la medición lineal mediante soluciones combinadas de husillos y captadores rotati-vos, o bien para la medición angular en una mesa giratoria con engranajes helicoidales, es posible asimismo acoplar captadores rotativos a los aparatos de visualización. A este respecto, es preciso tener en cuenta que las desviaciones de los elementos me-cánicos de transmisión (error de paso del husillo, holgura mecánica, etc.) repercuten directamente en la precisión del posiciona-miento. En el visualizador de posición, el recorrido y el valor de visualización se pueden adaptar entre sí. En el caso del POSITIP, se puede introducir adicional-mente un factor (engranaje reductor).
Período de la señal en el caso de solu-
ciones combinadas de husillos y capta-
dores rotativos, para la medición lineal
Paso de husillo: 10 mmNúmero de impulsos del captador rotativo: 1000 impulsos:Periodo de la señal:10 mm : 1000 impulsos = 0,01 mm = 10 µm
Número de impulsos en la medición an-
gular con captador rotativo mediante
un engranaje helicoidal
Ratio de transmisión 9 : 1Número de impulsos del captador rotativo:p. ej., 1000 impulsos:Número fi cticio de impulsos para la medi-ción angular (ajustable a voluntad):9 x 1000 impulsos = 9000 impulsos
Sistemas de medida
Tipo Sistemas de medida
conectables
Interfaz Conector base
Entrada de los
sistemas de medida
ND 280
ND 287
Sistemas lineales o angulares de medida y captadores rotati-vos incrementales
1 VPP 11 µAPP
Conector hembra Sub-D, 15 polos
Sistemas lineales o angulares de medida y captadores rotati-vos absolutos
EnDat 2.1/2.2(sin señales incrementales)
ND 522
ND 523
Sistemas lineales o angulares de medida incrementales
TTL Conector hembra Sub-D, 9 polos
ND 780 Sistemas lineales o angulares de medida incrementales
1 VPP 11 µAPP
Conector macho Sub-D, 15 polos
POSITIP 880 Sistemas lineales o angulares de medida y captadores rotati-vos incrementales
1 VPP 11 µAPP
Conector macho Sub-D, 15 polos
Sistemas lineales o angulares de medida y captadores rotati-vos absolutos
EnDat 2.1
ND 1202 R
ND 1203 R
Sistemas lineales o angulares de medida y captadores rotati-vos incrementales
1 VPP Conector macho Sub-D, 15 polos
TTL Conector hembra Sub-D, 9 polos

32
Sistemas de medida absolutos
En los sistemas de medida absolutos de HEIDENHAIN, el valor de posición está dis-ponible justo tras encender el sistema de medida y puede ser accesible en cualquier momento para el visualizador. No se nece-sita ningún desplazamiento de los ejes para determinar la posición de referencia. La información absoluta de la posición se determina directamente a partir de la divi-sión de la regla, y se emite como valor ab-soluto de posición por la interfaz bidireccio-nal serie En-Dat.
Periodo de señal
Desplazamiento
de faseSeñal de marcas
de referencia
90° el.
Sistemas de medida incrementales
Los sistemas lineales y angulares de medi-da incrementales de HEIDENHAIN emiten como señales de medición dos señales si-nusoidales desfasadas 90º, y una o varias señales de las marcas de referencia. En la visualización, a menudo se subdivide la se-ñal de medición sinusoidal, a fi n de obtener un paso de medición más reducido como periodo de la señal. La medición incremental implica medición por contaje. A fi n de obtener una referencia absoluta, en la regla existe una marca de
referencia; al sobrepasar dicha marca, se genera una señal asignada exactamente a un paso de medición. De este modo, mediante la determinación del punto de
referencia, sobrepasando los puntos de referencia en cada eje se realiza de nuevo la asignación entre la posición y el valor visualizado.A fi n de facilitar dicho sobrepaso por el punto de referencia, existen muchas reglas de HEIDENHAIN o discos graduados en sistema angulares de medida con marcas de referencia codifi cadas según distancia. En dicho tipo de aparatos sensores de po-sición, la posición absoluta resulta disponi-ble tras sobrepasar dos marcas de referen-cia adyacentes, es decir, en el caso de sistemas lineales de medida por ejemplo tras máximo 20 mm (LS, LF) u 80 mm (LB) de recorrido, mientras que en el caso de sistema angulares de medida, tras un giro de como máximo 20º.
Señales de medida sinusoidales
Recorrido en el caso de marcas de referencia co-difi cadas por distancia
Sistemas de medida
33
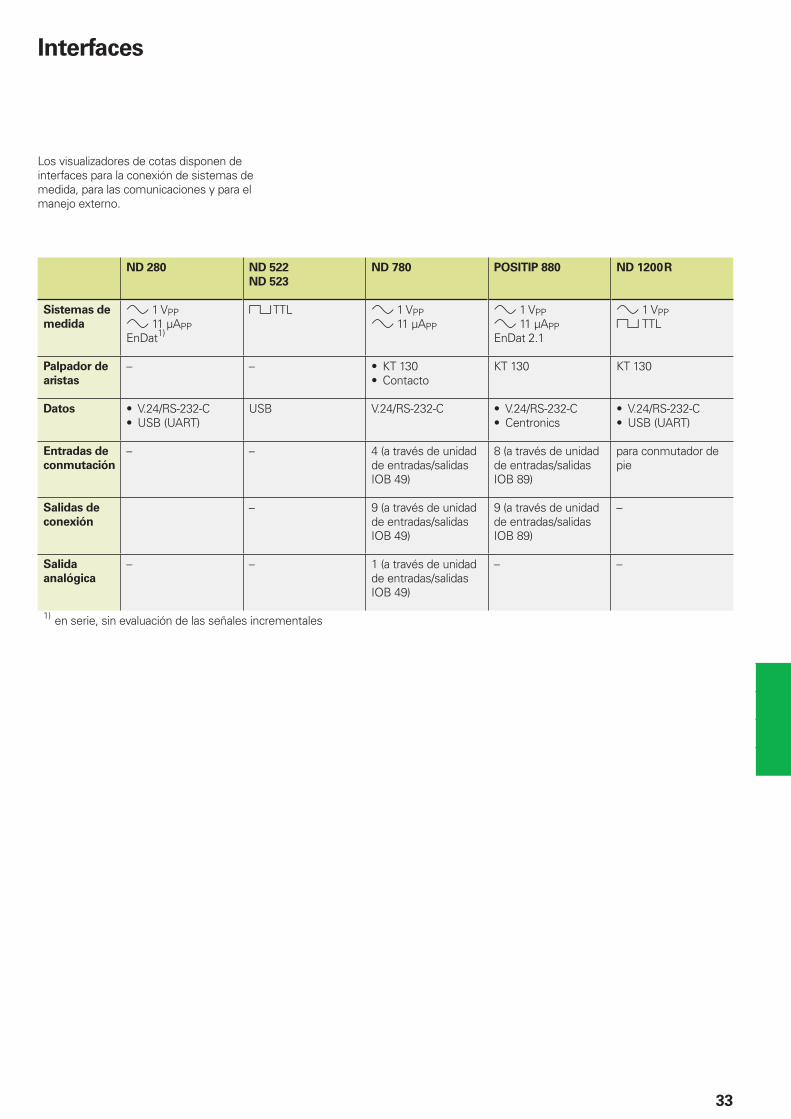
Interfaces
Los visualizadores de cotas disponen de interfaces para la conexión de sistemas de medida, para las comunicaciones y para el manejo externo.
ND 280 ND 522
ND 523
ND 780 POSITIP 880 ND 1200 R
Sistemas de
medida
1 VPP 11 µAPPEnDat1)
TTL 1 VPP 11 µAPP
1 VPP 11 µAPPEnDat 2.1
1 VPPTTL
Palpador de
aristas
– – • KT 130• Contacto
KT 130 KT 130
Datos • V.24/RS-232-C• USB (UART)
USB V.24/RS-232-C • V.24/RS-232-C• Centronics
• V.24/RS-232-C• USB (UART)
Entradas de
conmutación
– – 4 (a través de unidad de entradas/salidas IOB 49)
8 (a través de unidad de entradas/salidas IOB 89)
para conmutador de pie
Salidas de
conexión
– 9 (a través de unidad de entradas/salidas IOB 49)
9 (a través de unidad de entradas/salidas IOB 89)
–
Salida
analógica
– – 1 (a través de unidad de entradas/salidas IOB 49)
– –
1) en serie, sin evaluación de las señales incrementales
34
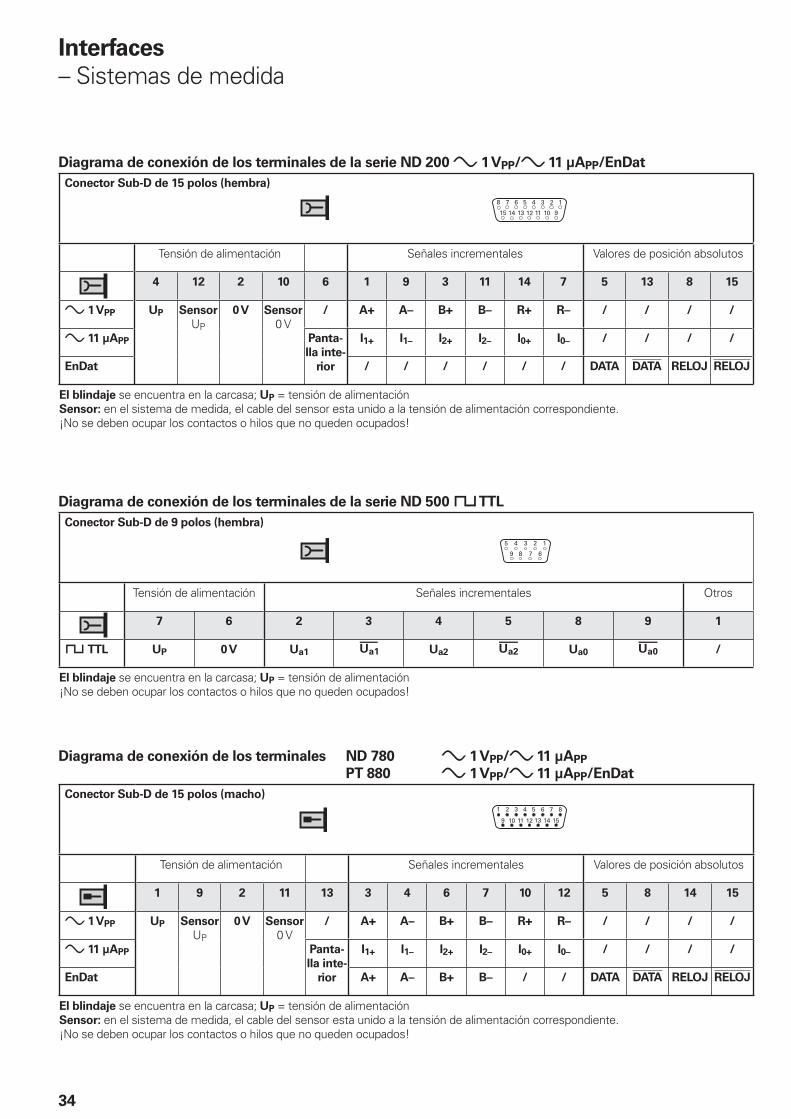
Diagrama de conexión de los terminales de la serie ND 200 1 VPP/ 11 µAPP/EnDat
Conector Sub-D de 15 polos (hembra)
Tensión de alimentación Señales incrementales Valores de posición absolutos
4 12 2 10 6 1 9 3 11 14 7 5 13 8 15
1 VPP UP Sensor
UP
0 V Sensor
0 V/ A+ A– B+ B– R+ R– / / / /
11 µAPP Panta-
lla inte-
rior
I1+ I1– I2+ I2– I0+ I0– / / / /
EnDat / / / / / / DATA DATA RELOJ RELOJ
El blindaje se encuentra en la carcasa; UP = tensión de alimentaciónSensor: en el sistema de medida, el cable del sensor esta unido a la tensión de alimentación correspondiente.¡No se deben ocupar los contactos o hilos que no queden ocupados!
Interfaces
– Sistemas de medida
Diagrama de conexión de los terminales de la serie ND 500 TTL
Conector Sub-D de 9 polos (hembra)
Tensión de alimentación Señales incrementales Otros
7 6 2 3 4 5 8 9 1
TTL UP 0 V Ua1 Ua2 Ua0 /
El blindaje se encuentra en la carcasa; UP = tensión de alimentación¡No se deben ocupar los contactos o hilos que no queden ocupados!
Diagrama de conexión de los terminales ND 780 1 VPP/ 11 µAPP
PT 880 1 VPP/ 11 µAPP/EnDat
Conector Sub-D de 15 polos (macho)
Tensión de alimentación Señales incrementales Valores de posición absolutos
1 9 2 11 13 3 4 6 7 10 12 5 8 14 15
1 VPP UP Sensor
UP
0 V Sensor
0 V/ A+ A– B+ B– R+ R– / / / /
11 µAPP Panta-
lla inte-
rior
I1+ I1– I2+ I2– I0+ I0– / / / /
EnDat A+ A– B+ B– / / DATA DATA RELOJ RELOJ
El blindaje se encuentra en la carcasa; UP = tensión de alimentaciónSensor: en el sistema de medida, el cable del sensor esta unido a la tensión de alimentación correspondiente.¡No se deben ocupar los contactos o hilos que no queden ocupados!
35
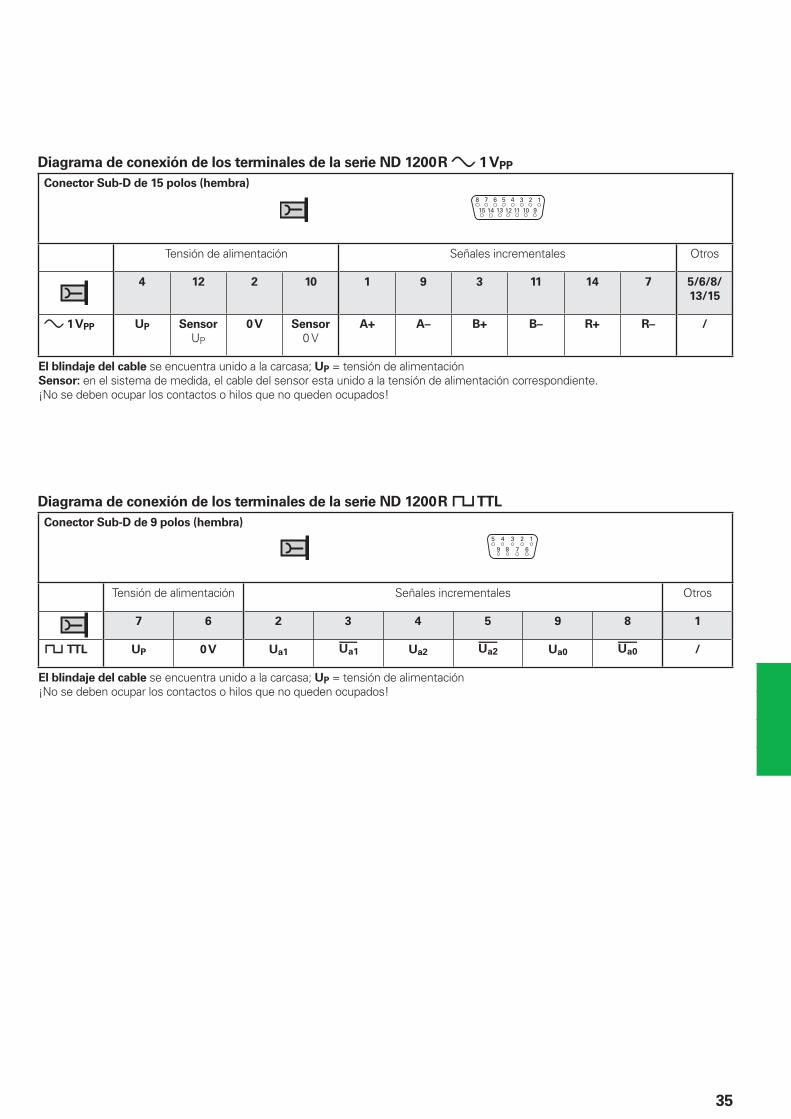
Diagrama de conexión de los terminales de la serie ND 1200 R 1 VPP
Conector Sub-D de 15 polos (hembra)
Tensión de alimentación Señales incrementales Otros
4 12 2 10 1 9 3 11 14 7 5/6/8/
13/15
1 VPP UP Sensor
UP
0 V Sensor
0 VA+ A– B+ B– R+ R– /
El blindaje del cable se encuentra unido a la carcasa; UP = tensión de alimentaciónSensor: en el sistema de medida, el cable del sensor esta unido a la tensión de alimentación correspondiente.¡No se deben ocupar los contactos o hilos que no queden ocupados!
Diagrama de conexión de los terminales de la serie ND 1200 R TTL
Conector Sub-D de 9 polos (hembra)
Tensión de alimentación Señales incrementales Otros
7 6 2 3 4 5 9 8 1
TTL UP 0 V Ua1 Ua2 Ua0 /
El blindaje del cable se encuentra unido a la carcasa; UP = tensión de alimentación¡No se deben ocupar los contactos o hilos que no queden ocupados!
36
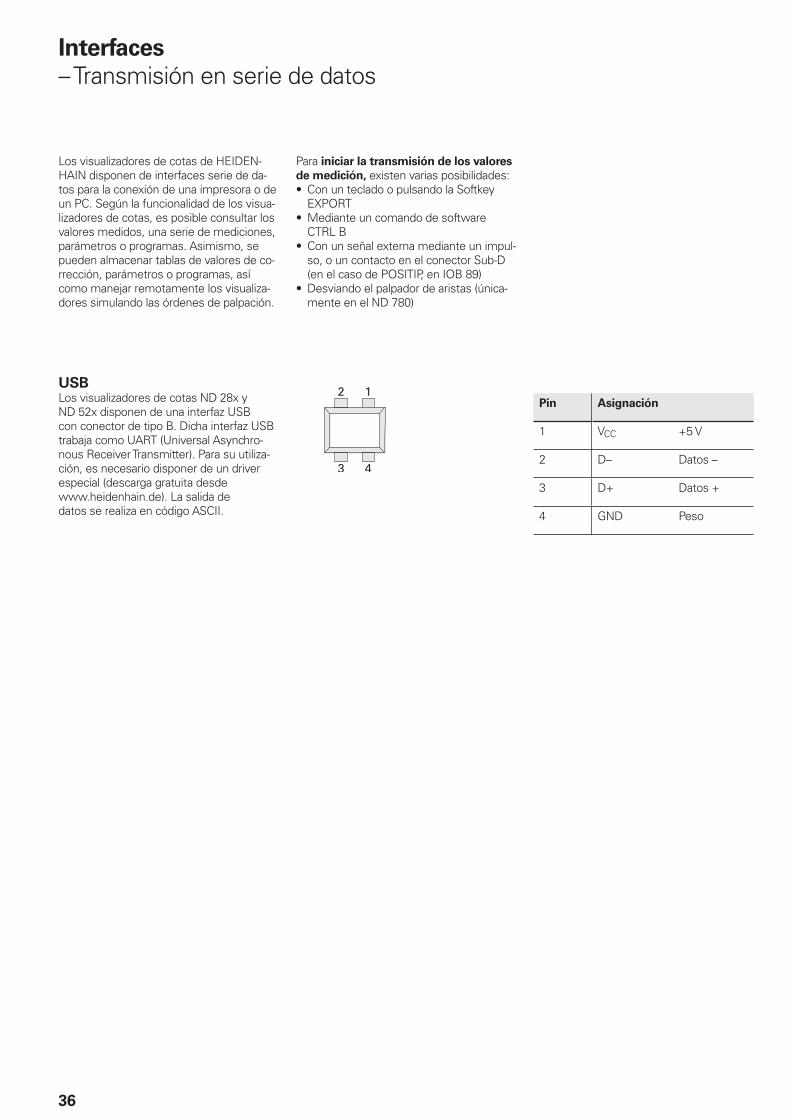
Los visualizadores de cotas de HEIDEN-HAIN disponen de interfaces serie de da-tos para la conexión de una impresora o de un PC. Según la funcionalidad de los visua-lizadores de cotas, es posible consultar los valores medidos, una serie de mediciones, parámetros o programas. Asimismo, se pueden almacenar tablas de valores de co-rrección, parámetros o programas, así como manejar remotamente los visualiza-dores simulando las órdenes de palpación.
USBLos visualizadores de cotas ND 28x y ND 52x disponen de una interfaz USB con conector de tipo B. Dicha interfaz USB trabaja como UART (Universal Asynchro-nous Receiver Transmitter). Para su utiliza-ción, es necesario disponer de un driver especial (descarga gratuita desde www.heidenhain.de). La salida de datos se realiza en código ASCII.
Pin Asignación
1 VCC +5 V
2 D– Datos –
3 D+ Datos +
4 GND Peso
Interfaces
– Transmisión en serie de datos
Para iniciar la transmisión de los valores
de medición, existen varias posibilidades:• Con un teclado o pulsando la Softkey
EXPORT• Mediante un comando de software
CTRL B• Con un señal externa mediante un impul-
so, o un contacto en el conector Sub-D (en el caso de POSITIP, en IOB 89)
• Desviando el palpador de aristas (única-mente en el ND 780)
37
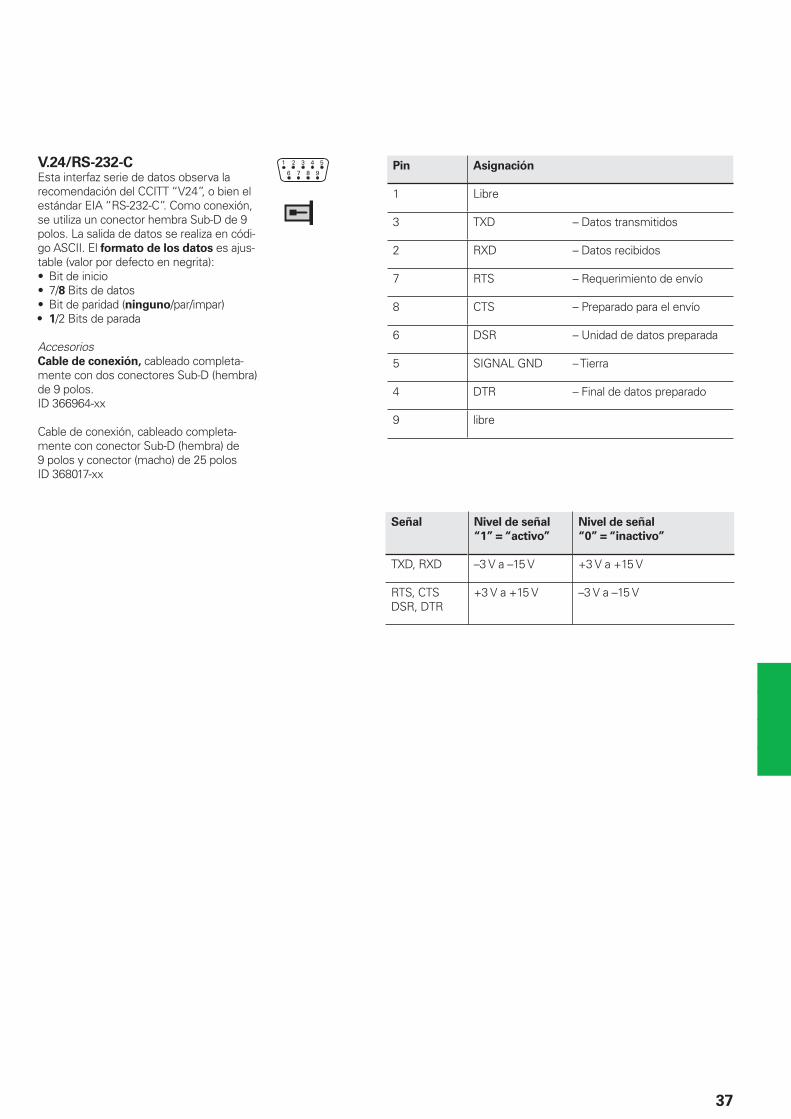
Señal Nivel de señal
“1” = “activo”
Nivel de señal
“0” = “inactivo”
TXD, RXD –3 V a –15 V +3 V a +15 V
RTS, CTSDSR, DTR
+3 V a +15 V –3 V a –15 V
V.24/RS-232-CEsta interfaz serie de datos observa la recomendación del CCITT “V24”, o bien el estándar EIA “RS-232-C”. Como conexión, se utiliza un conector hembra Sub-D de 9 polos. La salida de datos se realiza en códi-go ASCII. El formato de los datos es ajus-table (valor por defecto en negrita):• Bit de inicio• 7/8 Bits de datos• Bit de paridad (ninguno/par/impar)• 1/2 Bits de parada
AccesoriosCable de conexión, cableado completa-mente con dos conectores Sub-D (hembra) de 9 polos.ID 366964-xx
Cable de conexión, cableado completa-mente con conector Sub-D (hembra) de 9 polos y conector (macho) de 25 polosID 368017-xx
Pin Asignación
1 Libre
3 TXD – Datos transmitidos
2 RXD – Datos recibidos
7 RTS – Requerimiento de envío
8 CTS – Preparado para el envío
6 DSR – Unidad de datos preparada
5 SIGNAL GND – Tierra
4 DTR – Final de datos preparado
9 libre
38
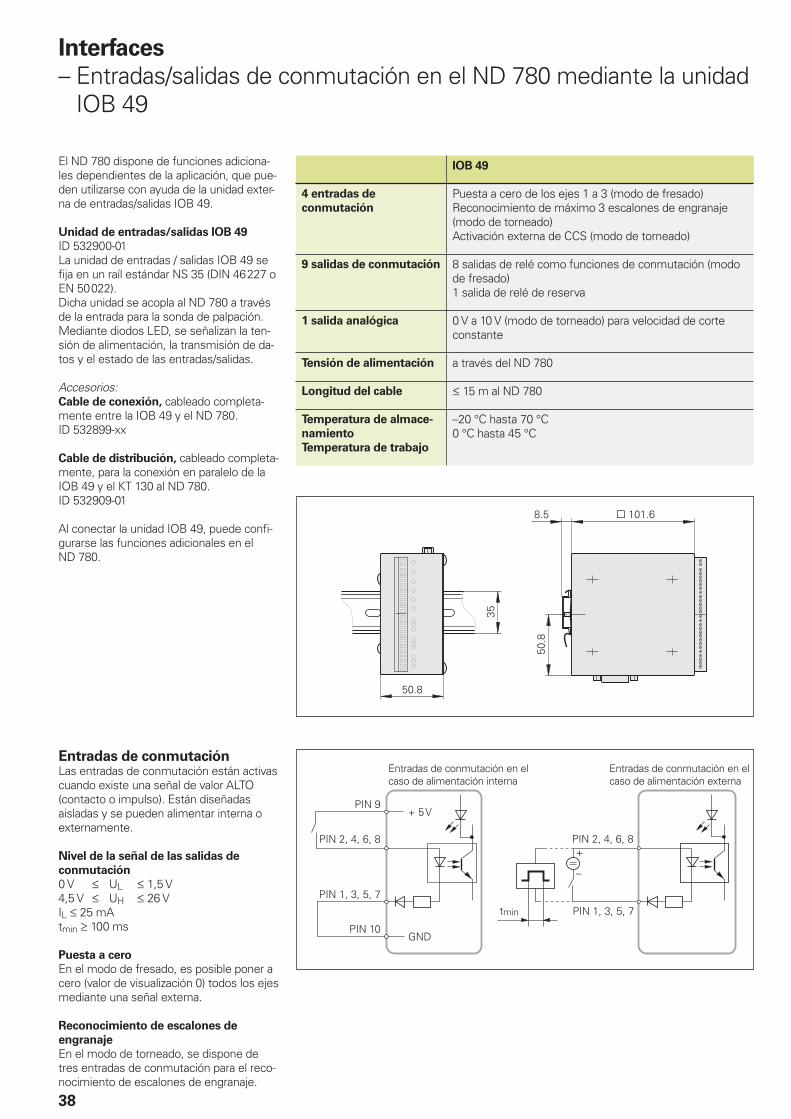
El ND 780 dispone de funciones adiciona-les dependientes de la aplicación, que pue-den utilizarse con ayuda de la unidad exter-na de entradas/salidas IOB 49.
Unidad de entradas/salidas IOB 49
ID 532900-01La unidad de entradas / salidas IOB 49 se fi ja en un raíl estándar NS 35 (DIN 46 227 o EN 50 022).Dicha unidad se acopla al ND 780 a través de la entrada para la sonda de palpación. Mediante diodos LED, se señalizan la ten-sión de alimentación, la transmisión de da-tos y el estado de las entradas/salidas.
Accesorios:Cable de conexión, cableado completa-mente entre la IOB 49 y el ND 780.ID 532899-xx
Cable de distribución, cableado completa-mente, para la conexión en paralelo de la IOB 49 y el KT 130 al ND 780.ID 532909-01
Al conectar la unidad IOB 49, puede confi -gurarse las funciones adicionales en el ND 780.
Interfaces
– Entradas/salidas de conmutación en el ND 780 mediante la unidad IOB 49
IOB 49
4 entradas de
conmutación
Puesta a cero de los ejes 1 a 3 (modo de fresado)Reconocimiento de máximo 3 escalones de engranaje (modo de torneado)Activación externa de CCS (modo de torneado)
9 salidas de conmutación 8 salidas de relé como funciones de conmutación (modo de fresado)1 salida de relé de reserva
1 salida analógica 0 V a 10 V (modo de torneado) para velocidad de corte constante
Tensión de alimentación a través del ND 780
Longitud del cable 15 m al ND 780
Temperatura de almace-
namiento
Temperatura de trabajo
–20 °C hasta 70 °C0 °C hasta 45 °C
Entradas de conmutaciónLas entradas de conmutación están activas cuando existe una señal de valor ALTO (contacto o impulso). Están diseñadas aisladas y se pueden alimentar interna o externamente.
Nivel de la señal de las salidas de
conmutación
0 V UL 1,5 V4,5 V UH 26 VIL 25 mAtmin 100 ms
Puesta a cero
En el modo de fresado, es posible poner a cero (valor de visualización 0) todos los ejes mediante una señal externa.
Reconocimiento de escalones de
engranaje
En el modo de torneado, se dispone de tres entradas de conmutación para el reco-nocimiento de escalones de engranaje.
Entradas de conmutación en el caso de alimentación interna
Entradas de conmutación en el caso de alimentación externa
39
X102
X103
Condición
Relé, modo por impulsos
Relé, modo continuo
Salida analógica
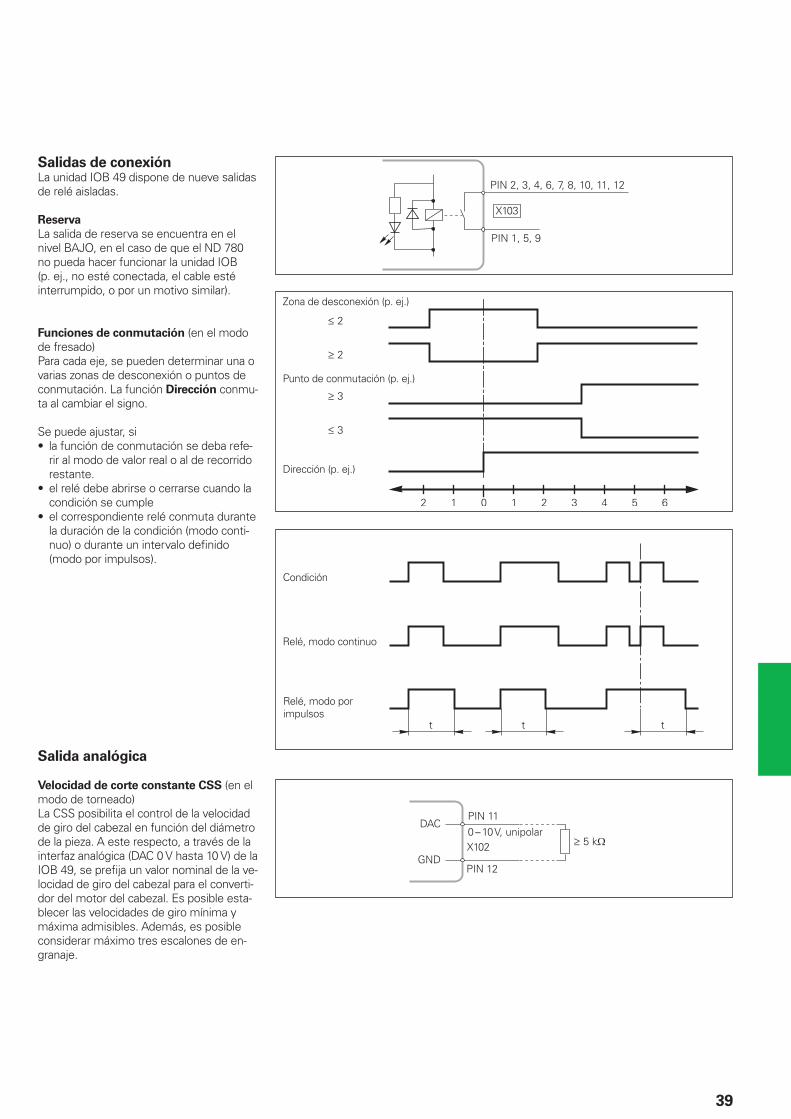
Velocidad de corte constante CSS (en el modo de torneado)La CSS posibilita el control de la velocidad de giro del cabezal en función del diámetro de la pieza. A este respecto, a través de la interfaz analógica (DAC 0 V hasta 10 V) de la IOB 49, se prefi ja un valor nominal de la ve-locidad de giro del cabezal para el converti-dor del motor del cabezal. Es posible esta-blecer las velocidades de giro mínima y máxima admisibles. Además, es posible considerar máximo tres escalones de en-granaje.
Salidas de conexiónLa unidad IOB 49 dispone de nueve salidas de relé aisladas.
Reserva
La salida de reserva se encuentra en el nivel BAJO, en el caso de que el ND 780 no pueda hacer funcionar la unidad IOB (p. ej., no esté conectada, el cable esté interrumpido, o por un motivo similar).
Funciones de conmutación (en el modo de fresado)Para cada eje, se pueden determinar una o varias zonas de desconexión o puntos de conmutación. La función Dirección conmu-ta al cambiar el signo.
Se puede ajustar, si• la función de conmutación se deba refe-
rir al modo de valor real o al de recorrido restante.
• el relé debe abrirse o cerrarse cuando la condición se cumple
• el correspondiente relé conmuta durante la duración de la condición (modo conti-nuo) o durante un intervalo defi nido (modo por impulsos).
Zona de desconexión (p. ej.)
Punto de conmutación (p. ej.)
Dirección (p. ej.)
40
Interfaces
– Entradas/salidas de conmutación en el POSITIP 880 mediante la unidad IOB 89
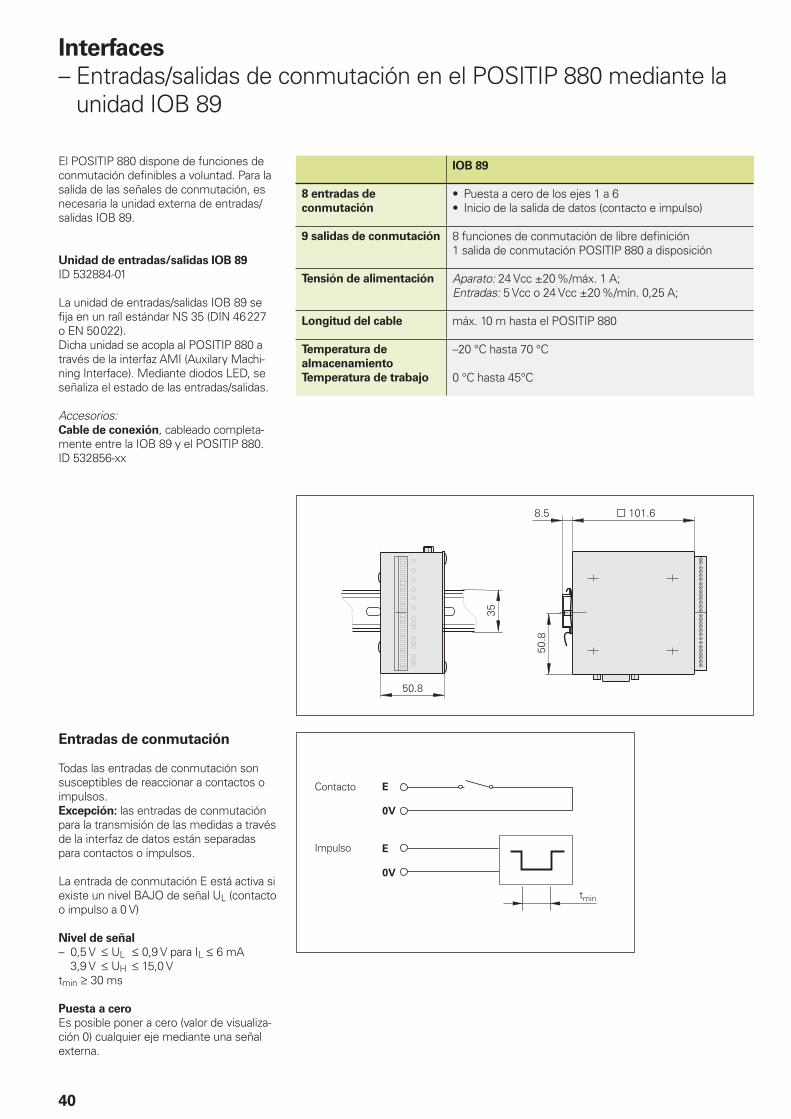
El POSITIP 880 dispone de funciones de conmutación defi nibles a voluntad. Para la salida de las señales de conmutación, es necesaria la unidad externa de entradas/ salidas IOB 89.
Unidad de entradas/salidas IOB 89
ID 532884-01
La unidad de entradas/salidas IOB 89 se fi ja en un raíl estándar NS 35 (DIN 46 227 o EN 50 022).Dicha unidad se acopla al POSITIP 880 a través de la interfaz AMI (Auxilary Machi-ning Interface). Mediante diodos LED, se señaliza el estado de las entradas/salidas.
Accesorios:Cable de conexión, cableado completa-mente entre la IOB 89 y el POSITIP 880.ID 532856-xx
IOB 89
8 entradas de
conmutación
• Puesta a cero de los ejes 1 a 6• Inicio de la salida de datos (contacto e impulso)
9 salidas de conmutación 8 funciones de conmutación de libre defi nición1 salida de conmutación POSITIP 880 a disposición
Tensión de alimentación Aparato: 24 Vcc ±20 %/máx. 1 A;Entradas: 5 Vcc o 24 Vcc ±20 %/mín. 0,25 A;
Longitud del cable máx. 10 m hasta el POSITIP 880
Temperatura de
almacenamiento
Temperatura de trabajo
–20 °C hasta 70 °C
0 °C hasta 45°C
Contacto
Impulso
Entradas de conmutación
Todas las entradas de conmutación son susceptibles de reaccionar a contactos o impulsos.Excepción: las entradas de conmutación para la transmisión de las medidas a través de la interfaz de datos están separadas para contactos o impulsos.
La entrada de conmutación E está activa si existe un nivel BAJO de señal UL (contacto o impulso a 0 V)
Nivel de señal
– 0,5 V UL 0,9 V para IL 6 mA 3,9 V UH 15,0 Vtmin 30 ms
Puesta a cero
Es posible poner a cero (valor de visualiza-ción 0) cualquier eje mediante una señal externa.
41
A
Hora
Dire
cció
n
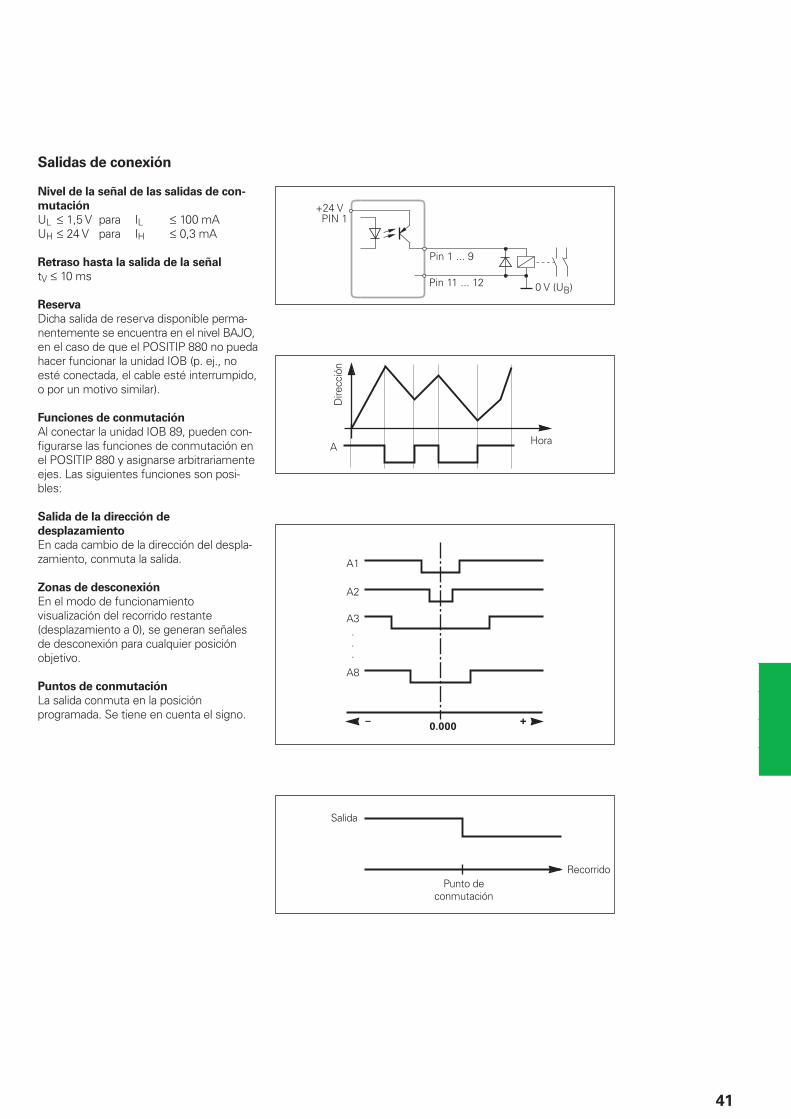
Salidas de conexión
Nivel de la señal de las salidas de con-
mutación
UL 1,5 V para IL 100 mAUH 24 V para IH 0,3 mA
Retraso hasta la salida de la señal
tV 10 ms
Reserva
Dicha salida de reserva disponible perma-nentemente se encuentra en el nivel BAJO, en el caso de que el POSITIP 880 no pueda hacer funcionar la unidad IOB (p. ej., no esté conectada, el cable esté interrumpido, o por un motivo similar).
Funciones de conmutación
Al conectar la unidad IOB 89, pueden con-fi gurarse las funciones de conmutación en el POSITIP 880 y asignarse arbitrariamente ejes. Las siguientes funciones son posi-bles:
Salida de la dirección de
desplazamiento
En cada cambio de la dirección del despla-zamiento, conmuta la salida.
Zonas de desconexión
En el modo de funcionamiento visualización del recorrido restante (desplazamiento a 0), se generan señales de desconexión para cualquier posición objetivo.
Puntos de conmutación
La salida conmuta en la posición programada. Se tiene en cuenta el signo.
Punto de conmutación
Recorrido
Salida
42
Accesorios
– Elementos de manejo externos para el ND 1200 R
Mediante el conmutador de pie, es posible llevar a cabo el manejo remoto del ND 1200 R, p. ej., a fi n de conmutar a la siguiente posición de taladrado.
Conmutador de pie (accesorio)Con dos teclas cuya función puede asignarse arbitrariamenteLongitud del cable 2,4 m
Para el ND con conector RJ 45ID 681041-01
Conmutador de pie
43
Armored
9-p
in
12-p
in
USB Typ B
Sw
itch
ing
inp
uts
/ou
tpu
ts
Ethernetmodule
2nd encodermodule
Analogmodule
ArmoredFor service purposesOnly for ND 287Option, only for ND 287
8-p
in9-
pin
12-p
in12
-pin
25-pin 9-pin
USB Typ B
9-pin15
-pin
or
1 VPP
11 μAPP
11 μAPP
1 VPP11 μAPP
1 VPP
1 VPP
1 VPP
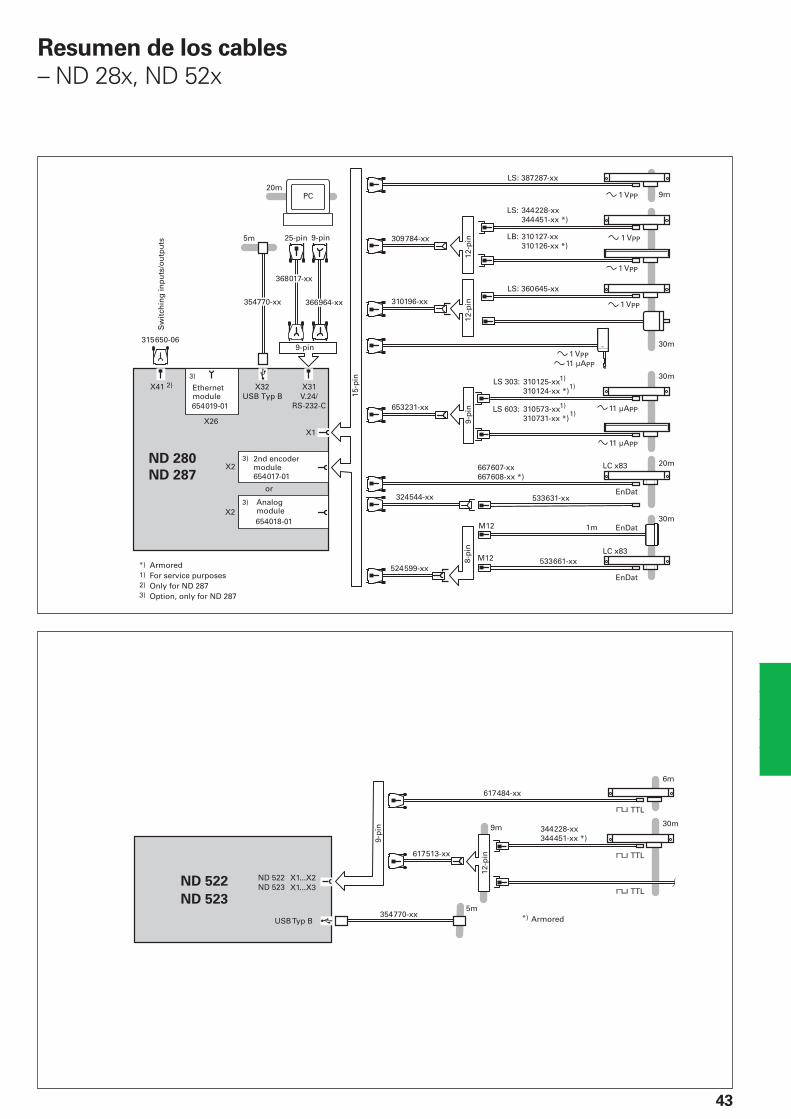
Resumen de los cables
– ND 28x, ND 52x

44
12-p
in25-pin 9-pin 1 VPP
1 VPP
1 VPP
1 VPP
11 μAPP
11 μAPP
11 μAPP
9-pin
9-p
in
15-p
in
ArmoredFor service purposes
Ed
ge
fin
der
wit
h c
on
tact
tri
gg
erin
g
1 VPP
1 VPP
1 VPP
1 VPP
11 μAPP
11 μAPP
11 μAPP
25-pin
9-pin
9-pin
15-p
in
9-p
in12
-pin
17-p
in
ArmoredFor service purposes
Resumen de los cables
– ND 780, POSITIP
45
RJ45
626015-xx
360645-xx
ND 1202 R
ND 1203 R
TTL
RJ45
Switching inputs
Switching inputs
Armored
Armored
12-p
in12
-pin
12-p
in12
-pin
USB Typ B
15-p
in
1 VPP
1 VPP
1 VPP
1 VPP
ND 1202 R
ND 1203 R
1 VPP
9-p
in
9-pin
9-pin
25-pin
USB Typ B
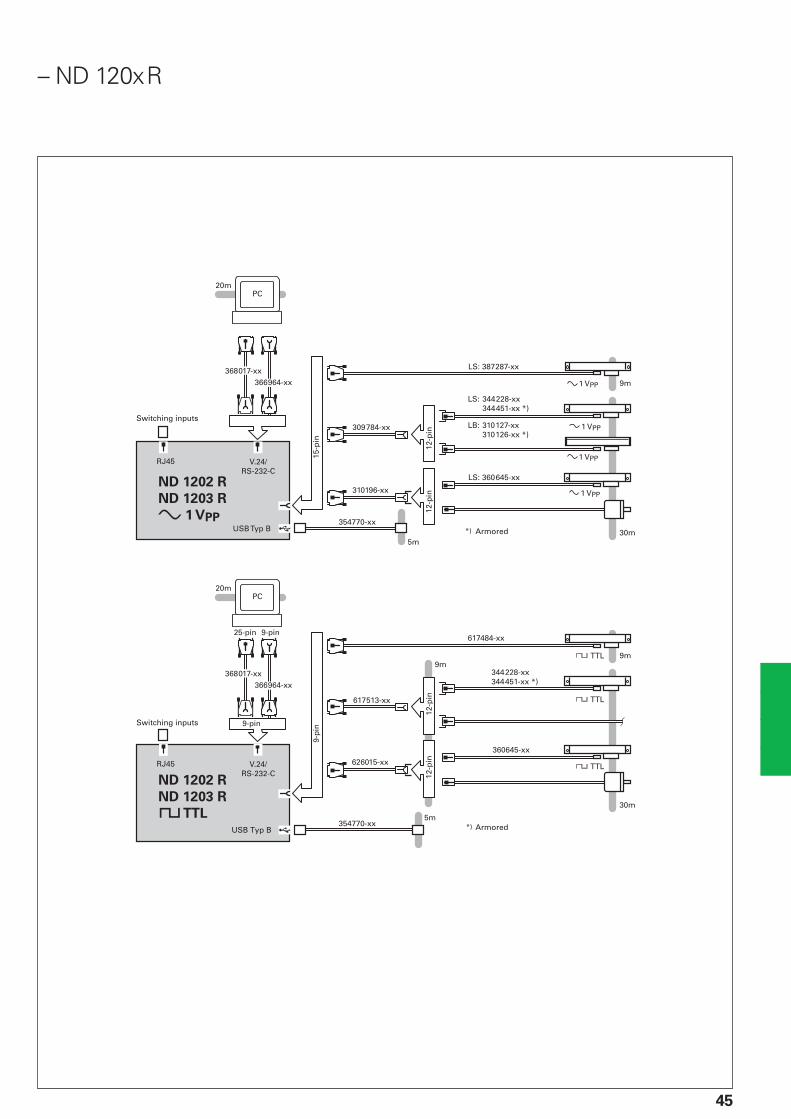
– ND 120x R
46
Carcasas de reglas Grado de
precisión
Longitudes
Paso de medición recomendado 10 µm, 5 µm
Medición lineal
incremental
• Regla de vidrio
Perfi l estrecho
±10 µm 70 mm hasta 1240 mm
Perfi l estándar
±10 µm 140 mm hasta 3 040 mm
Paso de medición recomendado 1 µm, 0,5 µm y superior
Medición lineal
incremental
• Regla de vidrio
Perfi l estrecho
±5 µm±3 µm
70 hasta 1240 mmcon guía de montaje:70 mm hasta 2 040 mm
Perfi l estándar
±5 µm±3 µm
140 mm hasta 3 040 mm
Medición lineal
absoluta
• Regla de vidrio
Perfi l estrecho
±5 µm±3 µm
70 hasta 1240 mmcon guía de montaje o mordazas 70 mm hasta 2 040 mm
Perfi l estándar
±5 µm±3 µm
140 mm hasta 3 040 mm
Paso de medición recomendado 10 µm, 5 µm, 1 µm
Medición lineal
incremental para
longitudes de
medición grandes
• Cinta de medida de acero
Perfi l estándar
±5 µm 440 mm hasta 30 040 mm
Medición lineal abso-
luta para longitudes
de medición grandes
• Cinta de medida de acero
4 240 mm hasta 28 040 mm
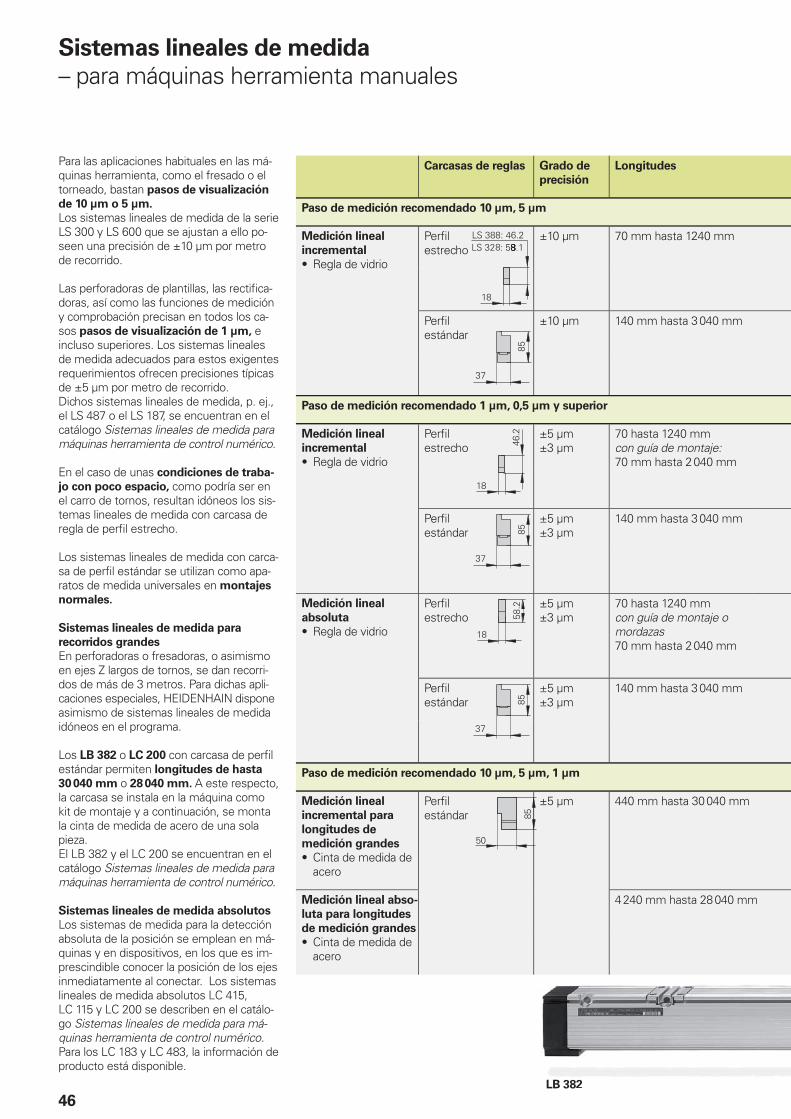
Sistemas lineales de medida
– para máquinas herramienta manuales
Para las aplicaciones habituales en las má-quinas herramienta, como el fresado o el torneado, bastan pasos de visualización
de 10 µm o 5 µm.
Los sistemas lineales de medida de la serie LS 300 y LS 600 que se ajustan a ello po-seen una precisión de ±10 µm por metro de recorrido.
Las perforadoras de plantillas, las rectifi ca-doras, así como las funciones de medición y comprobación precisan en todos los ca-sos pasos de visualización de 1 µm, e incluso superiores. Los sistemas lineales de medida adecuados para estos exigentes requerimientos ofrecen precisiones típicas de ±5 µm por metro de recorrido.Dichos sistemas lineales de medida, p. ej., el LS 487 o el LS 187, se encuentran en el catálogo Sistemas lineales de medida para máquinas herramienta de control numérico.
En el caso de unas condiciones de traba-
jo con poco espacio, como podría ser en el carro de tornos, resultan idóneos los sis-temas lineales de medida con carcasa de regla de perfi l estrecho.
Los sistemas lineales de medida con carca-sa de perfi l estándar se utilizan como apa-ratos de medida universales en montajes
normales.
Sistemas lineales de medida para
recorridos grandes
En perforadoras o fresadoras, o asimismo en ejes Z largos de tornos, se dan recorri-dos de más de 3 metros. Para dichas apli-caciones especiales, HEIDENHAIN dispone asimismo de sistemas lineales de medida idóneos en el programa.
Los LB 382 o LC 200 con carcasa de perfi l estándar permiten longitudes de hasta
30 040 mm o 28 040 mm. A este respecto, la carcasa se instala en la máquina como kit de montaje y a continuación, se monta la cinta de medida de acero de una sola pieza. El LB 382 y el LC 200 se encuentran en el catálogo Sistemas lineales de medida para máquinas herramienta de control numérico.
Sistemas lineales de medida absolutos
Los sistemas de medida para la detección absoluta de la posición se emplean en má-quinas y en dispositivos, en los que es im-prescindible conocer la posición de los ejes inmediatamente al conectar. Los sistemas lineales de medida absolutos LC 415, LC 115 y LC 200 se describen en el catálo-go Sistemas lineales de medida para má-quinas herramienta de control numérico. Para los LC 183 y LC 483, la información de producto está disponible.
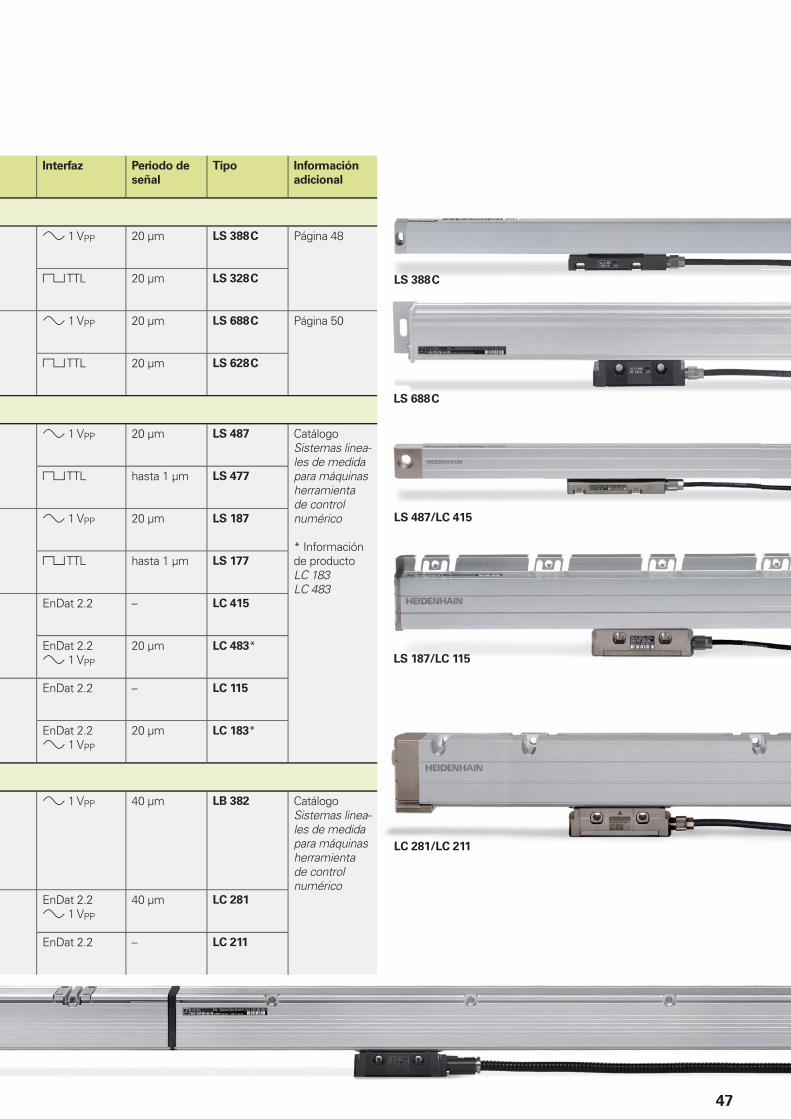
47
47
LS 487/LC 415
LS 187/LC 115
LC 281/LC 211
LS 688 C
LS 388 C
Interfaz Periodo de
señal
Tipo Información
adicional
1 VPP 20 µm LS 388 C Página 48
TTL 20 µm LS 328 C
1 VPP 20 µm LS 688 C Página 50
TTL 20 µm LS 628 C
1 VPP 20 µm LS 487 CatálogoSistemas linea-les de medida para máquinas herramienta de control numérico
* Información de productoLC 183LC 483
TTL hasta 1 µm LS 477
1 VPP 20 µm LS 187
TTL hasta 1 µm LS 177
EnDat 2.2 – LC 415
EnDat 2.2 1 VPP
20 µm LC 483*
EnDat 2.2 – LC 115
EnDat 2.2 1 VPP
20 µm LC 183*
1 VPP 40 µm LB 382 CatálogoSistemas linea-les de medida para máquinas herramienta de control numérico
EnDat 2.2 1 VPP
40 µm LC 281
EnDat 2.2 – LC 211
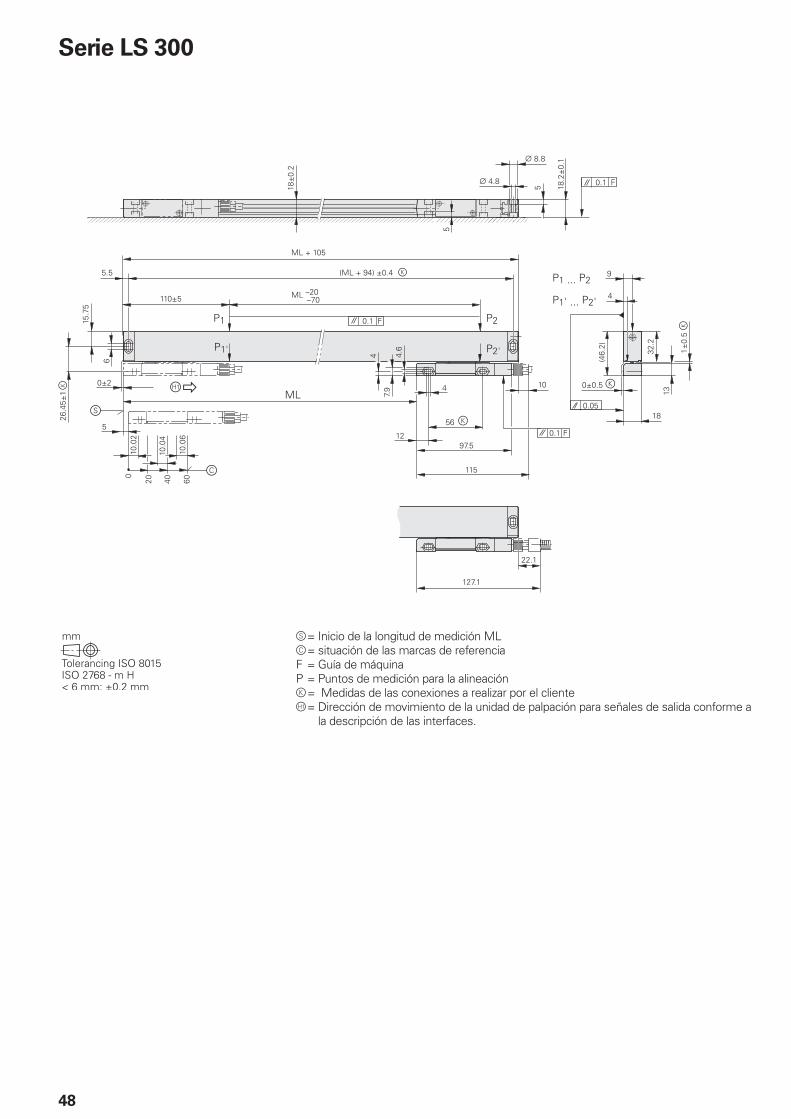
48
Serie LS 300
= Inicio de la longitud de medición ML = situación de las marcas de referenciaF = Guía de máquinaP = Puntos de medición para la alineación = Medidas de las conexiones a realizar por el cliente = Dirección de movimiento de la unidad de palpación para señales de salida conforme a
la descripción de las interfaces.
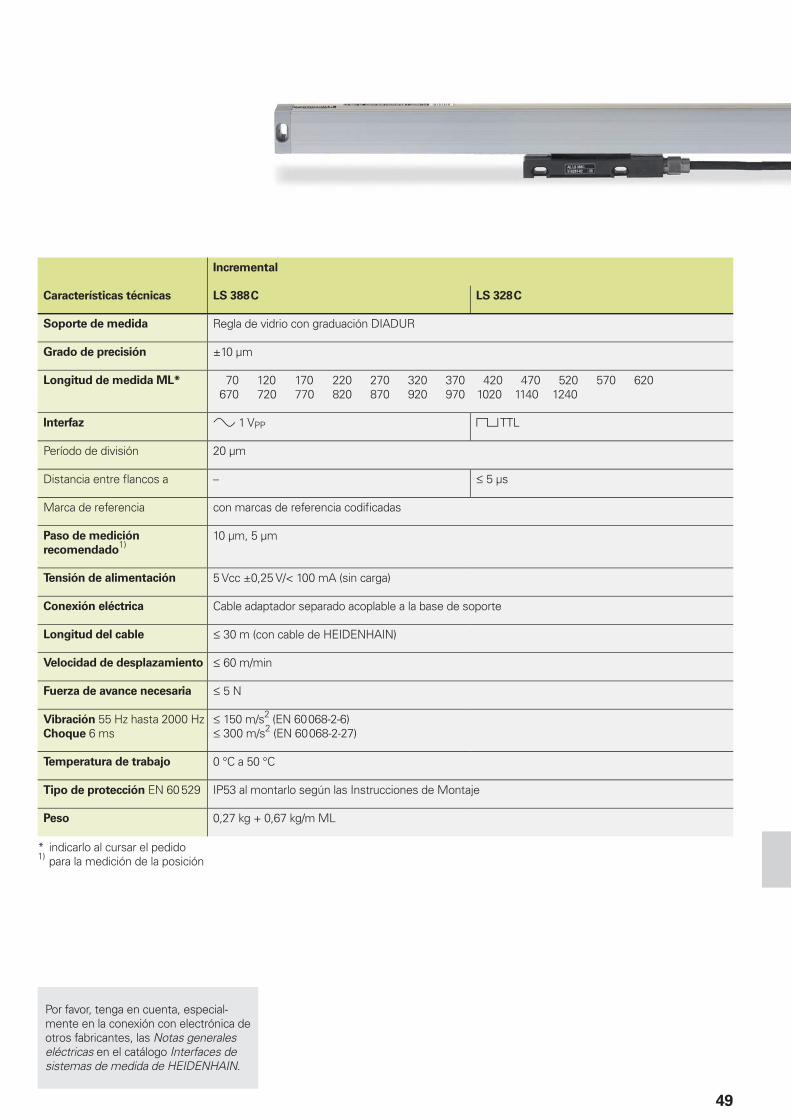
49
Incremental
Características técnicas LS 388 C LS 328 C
Soporte de medida Regla de vidrio con graduación DIADUR
Grado de precisión ±10 µm
Longitud de medida ML* 70 120 170 220 270 320 370 420 470 520 570 620 670 720 770 820 870 920 970 1020 1140 1240
Interfaz 1 VPP TTL
Período de división 20 µm
Distancia entre fl ancos a – 5 µs
Marca de referencia con marcas de referencia codifi cadas
Paso de medición
recomendado1)
10 µm, 5 µm
Tensión de alimentación 5 Vcc ±0,25 V/< 100 mA (sin carga)
Conexión eléctrica Cable adaptador separado acoplable a la base de soporte
Longitud del cable 30 m (con cable de HEIDENHAIN)
Velocidad de desplazamiento 60 m/min
Fuerza de avance necesaria 5 N
Vibración 55 Hz hasta 2000 HzChoque 6 ms
150 m/s2 (EN 60 068-2-6) 300 m/s2 (EN 60 068-2-27)
Temperatura de trabajo 0 °C a 50 °C
Tipo de protección EN 60 529 IP53 al montarlo según las Instrucciones de Montaje
Peso 0,27 kg + 0,67 kg/m ML
* indicarlo al cursar el pedido1) para la medición de la posición
Por favor, tenga en cuenta, especial-mente en la conexión con electrónica de otros fabricantes, las Notas generales eléctricas en el catálogo Interfaces de sistemas de medida de HEIDENHAIN.
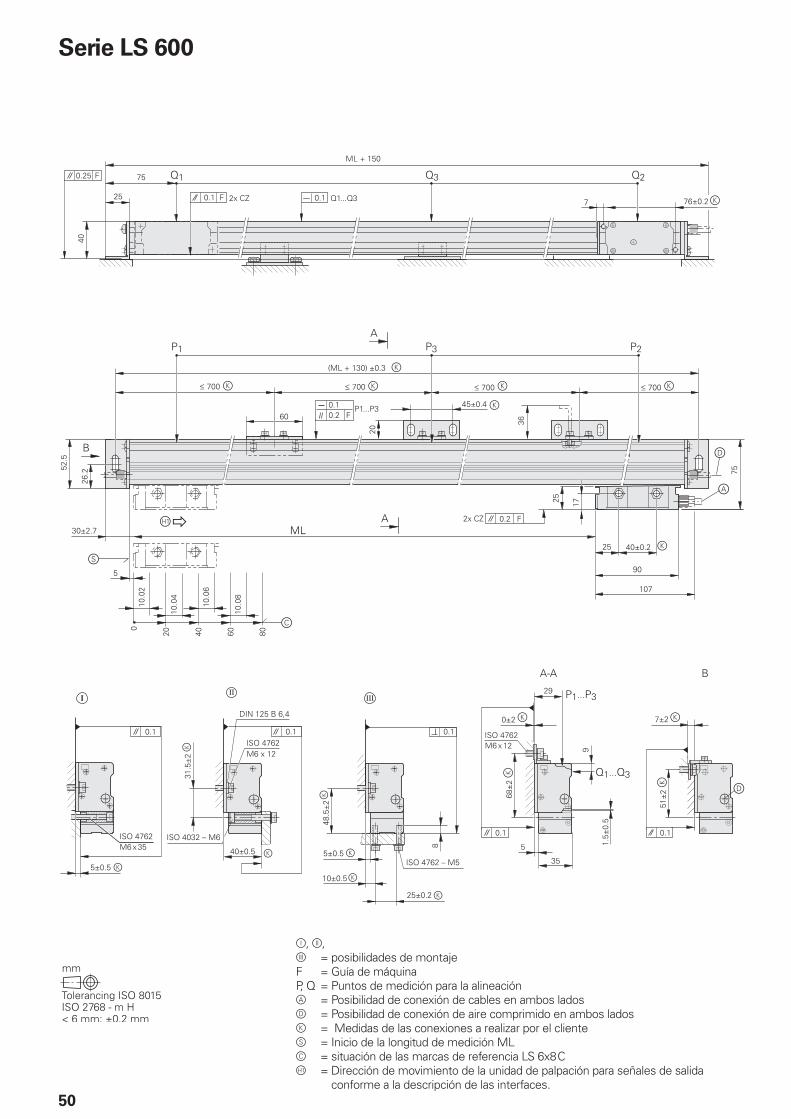
50
Serie LS 600
, , = posibilidades de montajeF = Guía de máquinaP, Q = Puntos de medición para la alineación = Posibilidad de conexión de cables en ambos lados = Posibilidad de conexión de aire comprimido en ambos lados = Medidas de las conexiones a realizar por el cliente = Inicio de la longitud de medición ML = situación de las marcas de referencia LS 6x8 C = Dirección de movimiento de la unidad de palpación para señales de salida
conforme a la descripción de las interfaces.
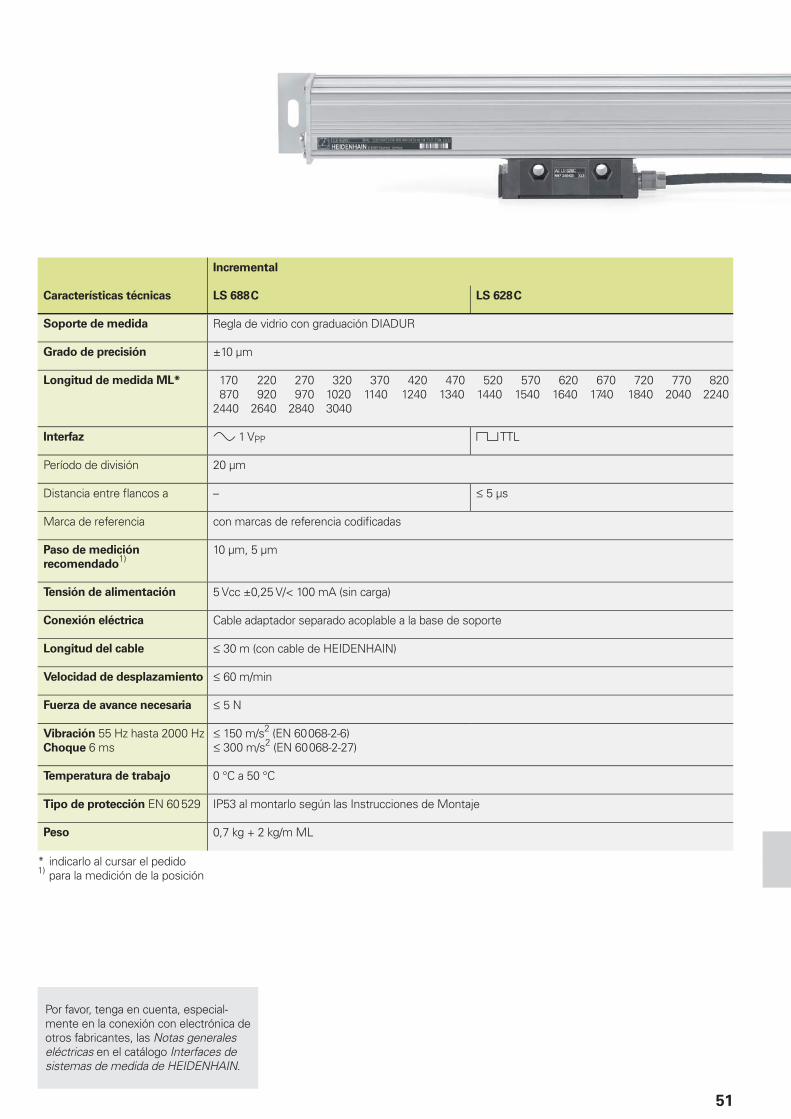
51
Incremental
Características técnicas LS 688 C LS 628 C
Soporte de medida Regla de vidrio con graduación DIADUR
Grado de precisión ±10 µm
Longitud de medida ML* 170 220 270 320 370 420 470 520 570 620 670 720 770 820 870 920 970 1020 1140 1240 1340 1440 1540 1640 1740 1840 2040 22402440 2640 2840 3040
Interfaz 1 VPP TTL
Período de división 20 µm
Distancia entre fl ancos a – 5 µs
Marca de referencia con marcas de referencia codifi cadas
Paso de medición
recomendado1)
10 µm, 5 µm
Tensión de alimentación 5 Vcc ±0,25 V/< 100 mA (sin carga)
Conexión eléctrica Cable adaptador separado acoplable a la base de soporte
Longitud del cable 30 m (con cable de HEIDENHAIN)
Velocidad de desplazamiento 60 m/min
Fuerza de avance necesaria 5 N
Vibración 55 Hz hasta 2000 HzChoque 6 ms
150 m/s2 (EN 60 068-2-6) 300 m/s2 (EN 60 068-2-27)
Temperatura de trabajo 0 °C a 50 °C
Tipo de protección EN 60 529 IP53 al montarlo según las Instrucciones de Montaje
Peso 0,7 kg + 2 kg/m ML
* indicarlo al cursar el pedido1) para la medición de la posición
Por favor, tenga en cuenta, especial-mente en la conexión con electrónica de otros fabricantes, las Notas generales eléctricas en el catálogo Interfaces de sistemas de medida de HEIDENHAIN.
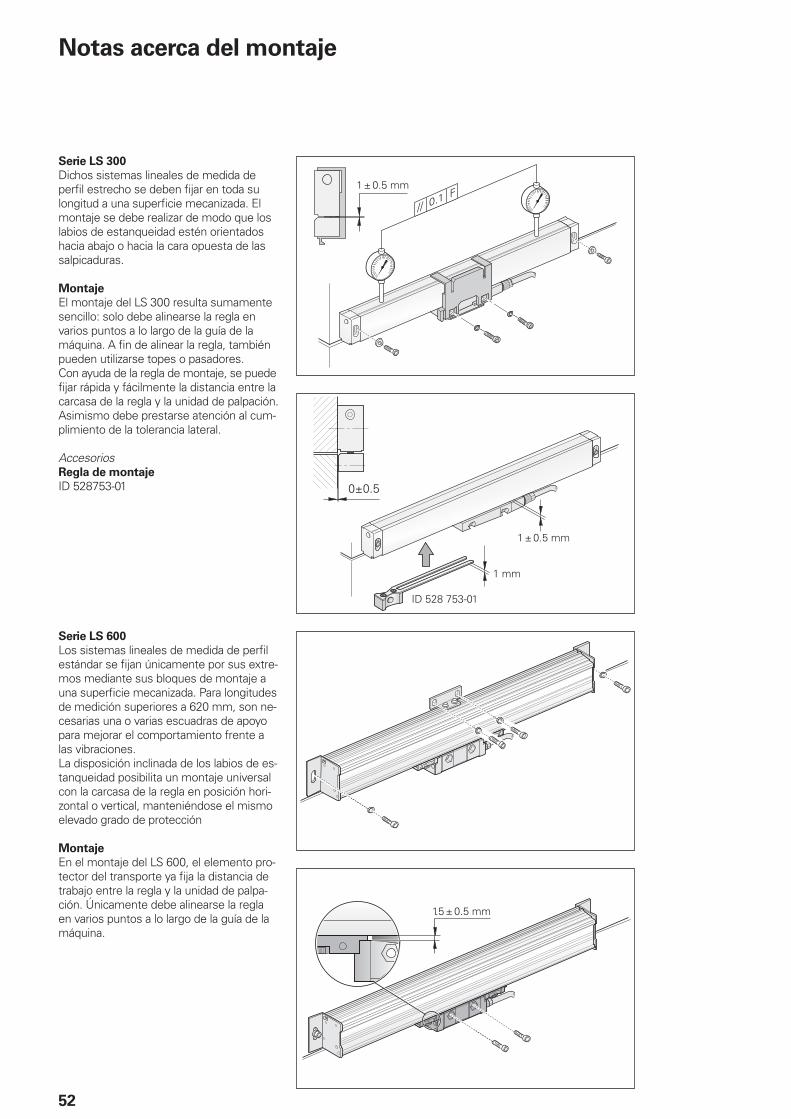
52
Notas acerca del montaje
Serie LS 300
Dichos sistemas lineales de medida de perfi l estrecho se deben fi jar en toda su longitud a una superfi cie mecanizada. El montaje se debe realizar de modo que los labios de estanqueidad estén orientados hacia abajo o hacia la cara opuesta de las salpicaduras.
Montaje
El montaje del LS 300 resulta sumamente sencillo: solo debe alinearse la regla en varios puntos a lo largo de la guía de la máquina. A fi n de alinear la regla, también pueden utilizarse topes o pasadores.Con ayuda de la regla de montaje, se puede fi jar rápida y fácilmente la distancia entre la carcasa de la regla y la unidad de palpación. Asimismo debe prestarse atención al cum-plimiento de la tolerancia lateral.
AccesoriosRegla de montaje
ID 528753-01
Serie LS 600
Los sistemas lineales de medida de perfi l estándar se fi jan únicamente por sus extre-mos mediante sus bloques de montaje a una superfi cie mecanizada. Para longitudes de medición superiores a 620 mm, son ne-cesarias una o varias escuadras de apoyo para mejorar el comportamiento frente a las vibraciones.La disposición inclinada de los labios de es-tanqueidad posibilita un montaje universal con la carcasa de la regla en posición hori-zontal o vertical, manteniéndose el mismo elevado grado de protección
Montaje
En el montaje del LS 600, el elemento pro-tector del transporte ya fi ja la distancia de trabajo entre la regla y la unidad de palpa-ción. Únicamente debe alinearse la regla en varios puntos a lo largo de la guía de la máquina.

53
Diagrama de conexión de los terminales LS 388 C, LS 688 C
Conexión M23 de 12 polos (macho) Conector M23 de 12 polos (macho)
Conector Sub-D de 15 polos (hembra) para ND 780, POSITIP, IK 220
Conector Sub-D de 15 polos (macho)para ND 28x
Tensión de alimentación Señales incrementales Otras señales
12 2 10 11 5 6 8 1 3 4 9 7 /
1 9 2 11 3 4 6 7 10 12 5/8/13/15 14 –
4 12 2 10 1 9 3 11 14 7 5/6/8/15 13 /
UP Sensor1)
UP
0 V Sensor1)
0 VA+ A– B+ B– R+ R– sin cone-
xión
sin co-
nexión
sin co-
nexión
marrón/verde
azul blanco/verde
blanco marrón verde gris rosa rojo negro / violeta amarillo
El blindaje se encuentra en la carcasa; UP = tensión de alimentaciónSensor: el cable del sensor esta unido internamente a la tensión de alimentación correspondiente.¡No se deben ocupar los contactos o hilos que no queden ocupados!1) LIDA 2xx: libre
Periodo de señal360° el.
(valor nominal)
A, B, R medidos con el osciloscopio en modo diferencial
Interfaces
Señales incrementales 1 VPP
Los sistemas de medida de HEIDENHAIN con interfaz 1-VPP transmiten señales de tensión altamente interpolables.
Las señales incrementales sinusoidales A y B están desfasadas 90º elec. y presentan una amplitud típica de 1 VPP. La secuencia representada de las señales de salida, B re-trasada con respecto a A, es válida para la dirección de movimiento indicada en el es-quema de conexiones.
La señal de marcas de referencia R pre-senta una asignación unívoca con las seña-les incrementales. Al lado de las señales de referencia, la señal de salida puede reducirse.
Forma alternati-va de la señal
La descripción detallada de todas las interfaces disponibles, así como las ins-trucciones eléctricas generales pueden consultarse en el catálogo Interfaces de sistemas de medida de HEIDENHAIN.
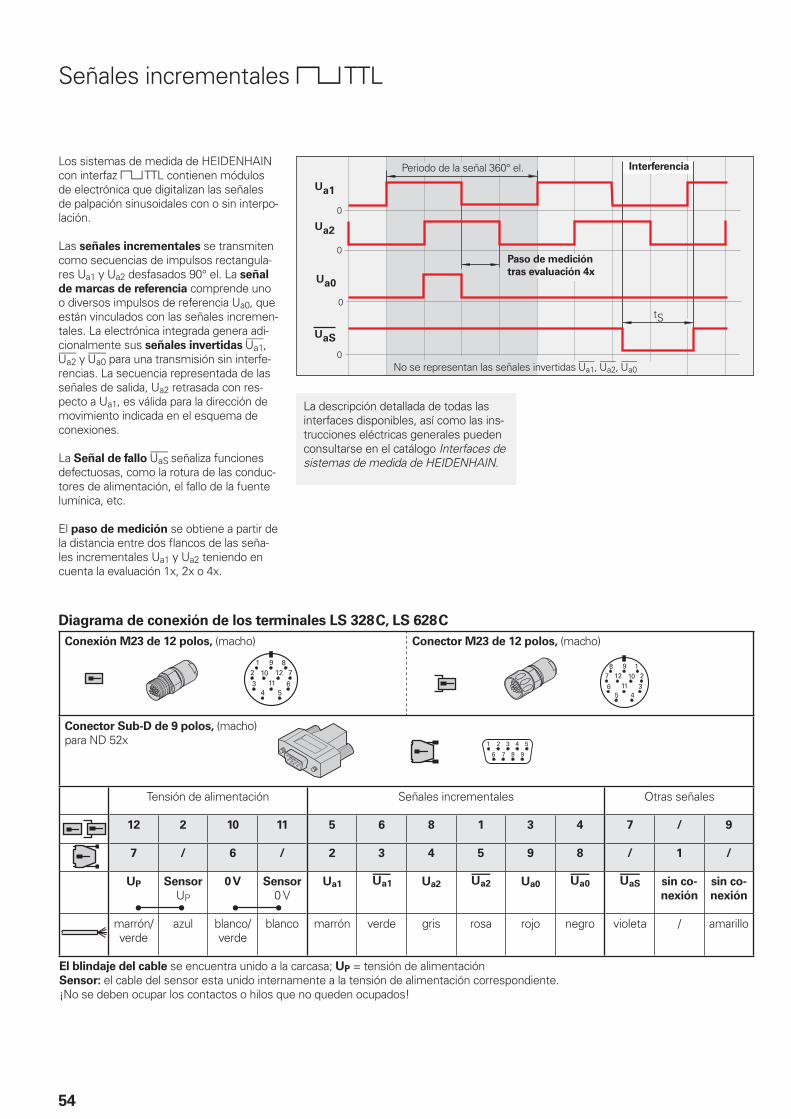
54
Señales incrementales TTL
Los sistemas de medida de HEIDENHAIN con interfaz TTL contienen módulos de electrónica que digitalizan las señales de palpación sinusoidales con o sin interpo-lación.
Las señales incrementales se transmiten como secuencias de impulsos rectangula-res Ua1 y Ua2 desfasados 90° el. La señal
de marcas de referencia comprende uno o diversos impulsos de referencia Ua0, que están vinculados con las señales incremen-tales. La electrónica integrada genera adi-cionalmente sus señales invertidas , y para una transmisión sin interfe-rencias. La secuencia representada de las señales de salida, Ua2 retrasada con res-pecto a Ua1, es válida para la dirección de movimiento indicada en el esquema de conexiones.
La Señal de fallo señaliza funciones defectuosas, como la rotura de las conduc-tores de alimentación, el fallo de la fuente lumínica, etc.
El paso de medición se obtiene a partir de la distancia entre dos fl ancos de las seña-les incrementales Ua1 y Ua2 teniendo en cuenta la evaluación 1x, 2x o 4x.
Periodo de la señal 360° el. Interferencia
Paso de medición
tras evaluación 4x
No se representan las señales invertidas , ,
La descripción detallada de todas las interfaces disponibles, así como las ins-trucciones eléctricas generales pueden consultarse en el catálogo Interfaces de sistemas de medida de HEIDENHAIN.
Diagrama de conexión de los terminales LS 328 C, LS 628 C
Conexión M23 de 12 polos, (macho) Conector M23 de 12 polos, (macho)
Conector Sub-D de 9 polos, (macho)para ND 52x
Tensión de alimentación Señales incrementales Otras señales
12 2 10 11 5 6 8 1 3 4 7 / 9
7 / 6 / 2 3 4 5 9 8 / 1 /
UP Sensor
UP
0 V Sensor
0 VUa1 Ua2 Ua0 sin co-
nexión
sin co-
nexión
marrón/verde
azul blanco/verde
blanco marrón verde gris rosa rojo negro violeta / amarillo
El blindaje del cable se encuentra unido a la carcasa; UP = tensión de alimentaciónSensor: el cable del sensor esta unido internamente a la tensión de alimentación correspondiente.¡No se deben ocupar los contactos o hilos que no queden ocupados!
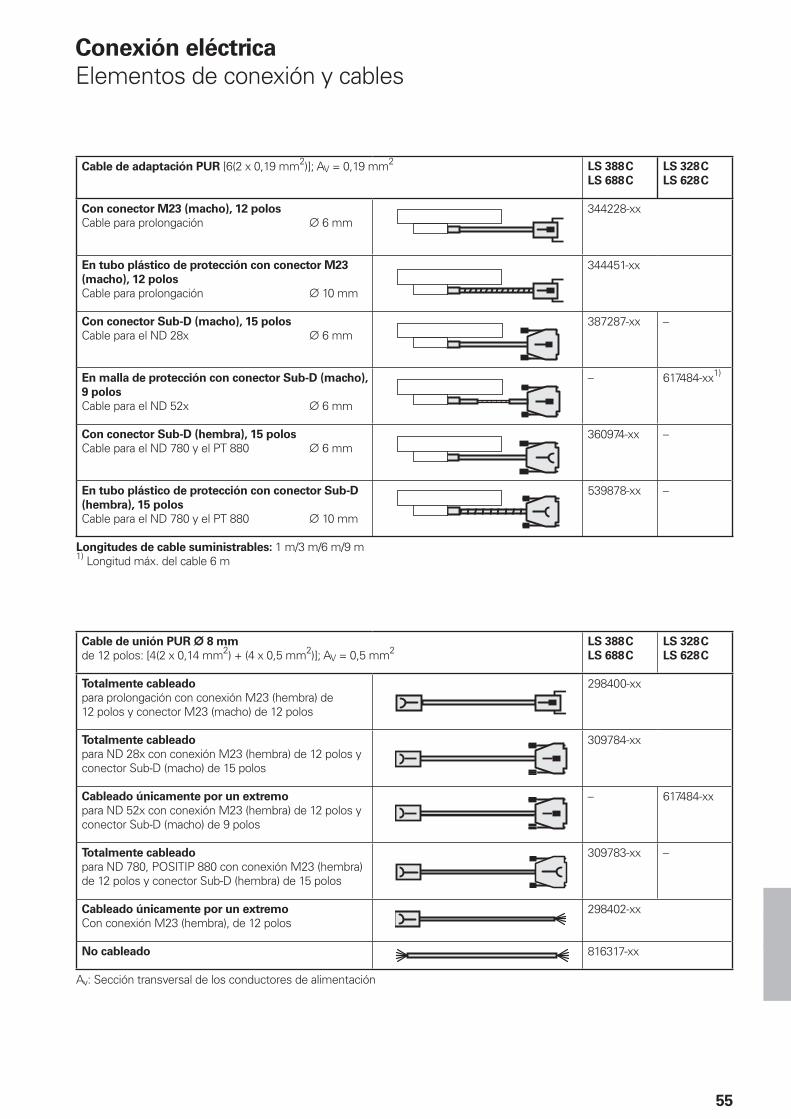
55
Cable de unión PUR 8 mm
de 12 polos: [4(2 x 0,14 mm2) + (4 x 0,5 mm2)]; AV = 0,5 mm2LS 388 C
LS 688 C
LS 328 C
LS 628 C
Totalmente cableado
para prolongación con conexión M23 (hembra) de 12 polos y conector M23 (macho) de 12 polos
298400-xx
Totalmente cableado
para ND 28x con conexión M23 (hembra) de 12 polos y conector Sub-D (macho) de 15 polos
309784-xx
Cableado únicamente por un extremo
para ND 52x con conexión M23 (hembra) de 12 polos y conector Sub-D (macho) de 9 polos
– 617484-xx
Totalmente cableado
para ND 780, POSITIP 880 con conexión M23 (hembra) de 12 polos y conector Sub-D (hembra) de 15 polos
309783-xx –
Cableado únicamente por un extremo
Con conexión M23 (hembra), de 12 polos298402-xx
No cableado 816317-xx
Av: Sección transversal de los conductores de alimentación
Conexión eléctrica
Elementos de conexión y cables
Cable de adaptación PUR [6(2 x 0,19 mm2)]; AV = 0,19 mm2LS 388 C
LS 688 C
LS 328 C
LS 628 C
Con conector M23 (macho), 12 polos
Cable para prolongación 6 mm344228-xx
En tubo plástico de protección con conector M23
(macho), 12 polos
Cable para prolongación 10 mm
344451-xx
Con conector Sub-D (macho), 15 polos
Cable para el ND 28x 6 mm387287-xx –
En malla de protección con conector Sub-D (macho),
9 polos
Cable para el ND 52x 6 mm
– 617484-xx1)
Con conector Sub-D (hembra), 15 polos
Cable para el ND 780 y el PT 880 6 mm360974-xx –
En tubo plástico de protección con conector Sub-D
(hembra), 15 polos
Cable para el ND 780 y el PT 880 10 mm
539878-xx –
Longitudes de cable suministrables: 1 m/3 m/6 m/9 m1) Longitud máx. del cable 6 m
PL APS02-384 Warszawa, Polandwww.heidenhain.pl
PT FARRESA ELECTRÓNICA, LDA.4470 - 177 Maia, Portugalwww.farresa.pt
RO HEIDENHAIN Reprezentanta RomaniaBrasov, 500407, Romaniawww.heidenhain.ro
RS Serbia BG
RU OOO HEIDENHAIN115172 Moscow, Russiawww.heidenhain.ru
SE HEIDENHAIN Scandinavia AB12739 Skärholmen, Swedenwww.heidenhain.se
SG HEIDENHAIN PACIFIC PTE LTD.Singapore 408593www.heidenhain.com.sg
SK KOPRETINA TN s.r.o.91101 Trencin, Slovakiawww.kopretina.sk
SL NAVO d.o.o.2000 Maribor, Sloveniawww.heidenhain.si
TH HEIDENHAIN (THAILAND) LTDBangkok 10250, Thailandwww.heidenhain.co.th
TR T&M Mühendislik San. ve Tic. LTD. STI·.
34775 Y. Dudullu – Ümraniye-Istanbul, Turkeywww.heidenhain.com.tr
TW HEIDENHAIN Co., Ltd.Taichung 40768, Taiwan R.O.C.www.heidenhain.com.tw
UA Gertner Service GmbH Büro Kiev 01133 Kiev, Ukrainewww.heidenhain.ua
US HEIDENHAIN CORPORATIONSchaumburg, IL 60173-5337, USAwww.heidenhain.com
VE Maquinaria Diekmann S.A. Caracas, 1040-A, VenezuelaE-mail: [email protected]
VN AMS Co. LtdHCM City, VietnamE-mail: [email protected]
ZA MAFEMA SALES SERVICES C.C.Midrand 1685, South Africawww.heidenhain.co.za
ES FARRESA ELECTRONICA S.A.08028 Barcelona, Spainwww.farresa.es
FI HEIDENHAIN Scandinavia AB01740 Vantaa, Finlandwww.heidenhain.fi
FR HEIDENHAIN FRANCE sarl92310 Sèvres, Francewww.heidenhain.fr
GB HEIDENHAIN (G.B.) LimitedBurgess Hill RH15 9RD, United Kingdomwww.heidenhain.co.uk
GR MB Milionis Vassilis17341 Athens, Greecewww.heidenhain.gr
HK HEIDENHAIN LTDKowloon, Hong KongE-mail: [email protected]
HR Croatia SL
HU HEIDENHAIN Kereskedelmi Képviselet1239 Budapest, Hungarywww.heidenhain.hu
ID PT Servitama Era ToolsindoJakarta 13930, IndonesiaE-mail: [email protected]
IL NEUMO VARGUS MARKETING LTD.Tel Aviv 61570, IsraelE-mail: [email protected]
IN HEIDENHAIN Optics & ElectronicsIndia Private LimitedChetpet, Chennai 600 031, Indiawww.heidenhain.in
IT HEIDENHAIN ITALIANA S.r.l.20128 Milano, Italywww.heidenhain.it
JP HEIDENHAIN K.K.Tokyo 102-0083, Japanwww.heidenhain.co.jp
KR HEIDENHAIN Korea LTD.Gasan-Dong, Seoul, Korea 153-782www.heidenhain.co.kr
MX HEIDENHAIN CORPORATION MEXICO20290 Aguascalientes, AGS., MexicoE-mail: [email protected]
MY ISOSERVE SDN. BHD.43200 Balakong, SelangorE-mail: [email protected]
NL HEIDENHAIN NEDERLAND B.V.6716 BM Ede, Netherlandswww.heidenhain.nl
NO HEIDENHAIN Scandinavia AB7300 Orkanger, Norwaywww.heidenhain.no
PH Machinebanks` CorporationQuezon City, Philippines 1113E-mail: [email protected]
AR NAKASE SRL.B1653AOX Villa Ballester, Argentinawww.heidenhain.com.ar
AT HEIDENHAIN Techn. Büro Österreich83301 Traunreut, Germanywww.heidenhain.de
AU FCR Motion Technology Pty. LtdLaverton North 3026, AustraliaE-mail: [email protected]
BE HEIDENHAIN NV/SA1760 Roosdaal, Belgiumwww.heidenhain.be
BG ESD Bulgaria Ltd.Sofi a 1172, Bulgariawww.esd.bg
BR DIADUR Indústria e Comércio Ltda.04763-070 – São Paulo – SP, Brazilwww.heidenhain.com.br
BY GERTNER Service GmbH220026 Minsk, Belaruswww.heidenhain.by
CA HEIDENHAIN CORPORATIONMississauga, OntarioL5T2N2, Canadawww.heidenhain.com
CH HEIDENHAIN (SCHWEIZ) AG8603 Schwerzenbach, Switzerlandwww.heidenhain.ch
CN DR. JOHANNES HEIDENHAIN (CHINA) Co., Ltd.Beijing 101312, Chinawww.heidenhain.com.cn
CZ HEIDENHAIN s.r.o.102 00 Praha 10, Czech Republicwww.heidenhain.cz
DK TP TEKNIK A/S2670 Greve, Denmarkwww.tp-gruppen.dk
DE HEIDENHAIN Vertrieb Deutschland83301 Traunreut, Deutschland 08669 31-3132 08669 32-3132E-Mail: [email protected]
HEIDENHAIN Technisches Büro Nord12681 Berlin, Deutschland 030 54705-240
HEIDENHAIN Technisches Büro Mitte07751 Jena, Deutschland 03641 4728-250
HEIDENHAIN Technisches Büro West44379 Dortmund, Deutschland 0231 618083-0
HEIDENHAIN Technisches Büro Südwest70771 Leinfelden-Echterdingen, Deutschland 0711 993395-0
HEIDENHAIN Technisches Büro Südost83301 Traunreut, Deutschland 08669 31-1345
Vollständige und weitere Adressen siehe www.heidenhain.deFor complete and further addresses see www.heidenhain.de
������������ ��� ��������������� ��������������������������������������� �������������� �������������������� !��"�#����������
������ !���� ��!�
Zu
m A
bh
eft
en
hie
r fa
lzen
! /
Fo
ld h
ere
fo
r fi
lin
g!
208864 · 00 · A · 04 · 10/2015 · PDF