
Y A Abibing.us.es/proyectos/abreproy/60224/fichero/MEMORIA... · A aquellos desconocidos del primer...
118
PROYECTO FIN DE CARRERA Fabricación de estructuras porosas direccionales de aleaciones de Fe-Ni Alumno: José Antonio Gil Fernández Tutor: Dr. Ranier Enrique Sepúlveda Ferrer Julio 2014 Departamento de Ingeniería y Ciencia de los Materiales y del Transporte Ingenieros Aeronáuticos Escuela Técnica Superior de Ingenieros de Sevilla.
Transcript of Y A Abibing.us.es/proyectos/abreproy/60224/fichero/MEMORIA... · A aquellos desconocidos del primer...

PROYECTO FIN DE CARRERA
Fabricación de estructuras porosas
direccionales de aleaciones de Fe-Ni
Alumno: José Antonio Gil Fernández
Tutor: Dr. Ranier Enrique Sepúlveda Ferrer
Julio 2014
Departamento de Ingeniería y Ciencia de los Materiales y del Transporte
Ingenieros Aeronáuticos
Escuela Técnica Superior de Ingenieros de Sevilla.

Agradecimientos
Comenzar por agradecer a mi tutor Ranier Sepúlveda por la confianza, el apoyo y la
infinita paciencia que me ha mostrado a lo largo del desarrollo de este trabajo, el cual me
ha brindado la oportunidad de tener un primer contacto con la investigación. Agradecer
también a todos y cada uno de los técnicos y compañeros del laboratorio del
Departamento de Ingeniería y Ciencia de los Materiales y del Transporte, por su
disposición e implicación en todo momento.
A todos mis profesores, desde el colegio a la universidad, pero en especial a mi profesora
por excelencia, mi madre.
A mi familia, en especial a mis padres y mi hermanita los cuales siempre se han volcado en
mi educación, tanto académica como personal, y me han mostrado su apoyo y confianza
ciega en todo momento, en especial en aquellos “no tan buenos”. Sin ellos nada hubiera
sido posible.
A aquellos desconocidos del primer día de universidad, buenos amigos hoy en día, con los
que he compartido un millón de momentos y de los que me llevo algo especial de cada uno
(Adri, Juanma, Francisco, Álvaro, David, Dani, Pajares, Vicente, Pastorino, Jaime, Sergio,
Magariño, Edu).
A mis amigos, los cuales sin saber nunca muy bien en que andaba trabajando, siempre se
han interesado; me han preguntado y escuchado (aun entendiendo poco); y me han sacado
una sonrisa cuando más la necesitaba.
A todos, GRACIAS
José Antonio Gil Fernández


ÍNDICE
5
Índice de contenido
Índice de contenido .............................................................................................................................................. 5
Resumen ................................................................................................................................................................... 7
Objetivos ................................................................................................................................................................... 9
1 Marco teórico .............................................................................................................................................. 11
1.1 Aplicaciones ....................................................................................................................................... 11
1.2 Tecnologías de fabricación de materiales porosos metálicos. ...................................... 16
1.2.1 Metálicos porosos formados a partir de vapor o de fases en estado líquido 16
1.2.2 Metálicos porosos formados por métodos pulvimetalúrgicos ............................ 19
1.2.3 Metálicos porosos formados a partir de fibras .......................................................... 28
1.3 El Método de Solidificación Direccional ................................................................................. 29
1.3.1 Fases del proceso ................................................................................................................... 29
1.3.2 Estado del arte ........................................................................................................................ 37
1.4 Hierro-Níquel .................................................................................................................................... 65
2 Procedimiento experimental. ............................................................................................................... 67
2.1 Preparación de las muestras ....................................................................................................... 68
2.1.1 Materias primas. ..................................................................................................................... 68
2.1.2 Formulación de las suspensiones. .................................................................................. 68
2.1.3 Preparación de las suspensiones .................................................................................... 69
2.1.4 Proceso de moldeo ................................................................................................................ 72
2.1.5 Sublimación. ............................................................................................................................. 76
2.1.6 Sinterización. ........................................................................................................................... 76
2.2 Caracterización de las muestras ................................................................................................ 78
2.2.1 Determinación de la Porosidad ........................................................................................ 78
2.2.2 Caracterización microestructural ................................................................................... 80
2.2.3 Caracterización química ...................................................................................................... 84
3 Resultados y discusión ............................................................................................................................ 89
3.1 Caracterización de las muestras porosas .............................................................................. 89
3.1.1 Fabricación de la muestras. ............................................................................................... 89
3.1.2 Determinación de la porosidad final .............................................................................. 90

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
3.2 Caracterización microestructural de las muestras ............................................................ 92
3.3 Caracterización química ............................................................................................................... 98
4 Conclusiones ............................................................................................................................................ 103
ANEXO I ................................................................................................................................................................ 105
Referencias ......................................................................................................................................................... 111

RESUMEN Y OBJETIVOS
7
Resumen
Debido a la multitud de aplicaciones que poseen los materiales porosos se han convertido
en una importante rama de la ingeniería de materiales. El programa MAPER, del que
participa este departamento junto a CATEC, AICIA e Iberespacio se ocupa del desarrollo de
materiales porosos y estructuras reticulares para aplicaciones aeroespaciales, entre las
que se destacan los “Loop Heat Pipe” (LHP’S).
Los LHP’S son dispositivos pasivos con una conductancia térmica muy alta, y que pueden
transferir calor a grandes distancias (decenas de metros). La tecnología fue descubierta en
la antigua Unión Soviética en los años 80, y fue transferida a Estados Unidos en los años
90. Esta tecnología tiene como base el uso de materiales con porosidades elevadas, dicha
porosidad es altamente interconectada, usualmente radial y con tamaños del orden de las
pocas micras.
El objetivo principal de este trabajo es el estudio de un procedimiento de fabricación que
permita obtener materiales con alta porosidad interconectada, que logren cumplir los
requisitos de los LHP’S. En tal contexto, se ha empleado una mezcla de óxido de Fe y Ni con
miras al desarrollo de aleaciones metálicas porosas.
El método de solidificación direccional, ampliamente usado para la generación de material
poroso cerámico, ha empezado a usarse en los últimos años para su aplicación a
materiales metálicos. En este método, una cierta cantidad de partículas del material sólido
se suspenden en un líquido que actúa como agente vehicular del proceso. Al solidificar
dicho líquido, se generan unas determinadas estructuras dendríticas que empujarán a las
partículas sólidas al espacio interdendrítico. La forma de dichas dendritas puede
controlarse a través del gradiente térmico que provoca la solidificación. Tras un proceso
de sublimación posterior del líquido solidificado, se obtiene una muestra en verde
compuesta por las partículas sólidas y con poros y/o canales que replican la forma,
tamaño y posición de las dendritas iniciales. Finalmente, para densificar dicha muestra, se
somete a un proceso de sinterización, obteniendo la muestra final.
Como líquido vehicular del proceso se ha escogido al canfeno por presentar varias
ventajas comparativas: Las temperaturas de trabajo oscilan entre la temperatura
ambiente y aproximadamente 60℃, lo que reduce la necesidad de un instrumental
relativamente complejo. Las condiciones de sublimación se producen a condiciones
ambientales de presión y temperatura. Por último, el proceso de solidificación tiende a
generar dendritas de forma relativamente constante.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
8
En este trabajo se han fabricado muestras de material poroso con polvos nanométricos de
y a través del método de solidificación direccional basado en canfeno. Se han
probado varios gradientes de temperatura, tiempos y direcciones de solidificación
distintos; así como varias temperaturas de sinterización para estudiar la influencia que
dichos factores provocan en el material resultante. Para valorar el comportamiento del
material se ha caracterizado la porosidad de las muestras, la forma y tamaño de dichos
poros y la distribución de composición elemental/química en las muestras.

RESUMEN Y OBJETIVOS
9
Objetivos
En este trabajo se han perseguido tres objetivos fundamentales:
- El diseño de un procedimiento de fabricación que permita obtener materiales con alta
porosidad interconectada. Ésta, preferiblemente ha de ser radial y con tamaños de poro
del orden de las pocas micras. Estas características de porosidad se requieren en la
fabricación de mechas para LHP’S.
- El diseño de un procedimiento de fabricación que permita obtener materiales con una
porosidad unidireccional altamente interconectada. Se pretende obtener las condiciones
óptimas tal que permitan desarrollar canales en la estructura porosa del material.
- Un análisis inicial de la viabilidad del proceso de solidificación direccional de una mezcla
de polvos para obtener mediante reducción-sinterización una aleación metálica porosa. En
este caso una aleación tipo FexNiy.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
10

1. MARCO TEÓRICO
11
1 Marco teórico
En este apartado se muestra un resumen de la multitud de aplicaciones que pueden
desarrollar los materiales porosos, así como diversas técnicas empleadas para la
fabricación de éstos.
Además, se describe la técnica empleada en este trabajo, la solidificación direccional y se
hace un estudio de su evolución, desde los orígenes a la actualidad.
1.1 Aplicaciones
Algunas aplicaciones de los materiales porosos se muestran a continuación [MPI 2013].
- Filtrado y separación. Existen dos tipos de filtros; los que retienen y separan partículas
sólidas o fibras dispersas en un líquido (ej. depuradoras de agua), y los que retienen
partículas sólidas o líquidas en un gas (ej. tubos de escape), estos últimos tienen a su vez
una función catalítica. Estos tipos de filtro requieren porosidades interconectadas para
que el fluido entre por una superficie y salga filtrado por otra distinta. El tamaño de poro
depende del tamaño de partícula que se quiera filtrar. En la industria del tratamiento de
aguas suele emplearse varios filtros con una disminución de tamaño de poro gradual,
desde varios milímetros para eliminar cuerpos voluminosos hasta 2nm con el objetivo de
adsorber moléculas disueltas como metano, amoniaco, iones metálicos, etc. [ANT 2012].
- Intercambiadores de calor y máquinas de frío. Se emplean esponjas metálicas con una alta
conductividad basadas, normalmente, en cobre o aluminio. Poseen una estructura celular
abierta, baja resistencia de flujo, buena conductividad térmica y una alta superficie
específica. [BOO 2003]
- Soporte catalítico. La efectividad catalítica depende drásticamente de un alto valor del
área de contacto entre el catalizador y el fluido reactivo. Existen dos tipos de
catalizadores: los que el compuesto catálico es al mismo tiempo soporte de la estructura, y
los que necesitan de un soporte de otro material y el catalizador es depositado en la
superficie del soporte. En ambos casos, el material debe presentar una gran área
superficial. Un ejemplo son los catalizadores que se utilizan en las chimeneas de las
industrias de obtención de energía por combustión para catalizar los gases nocivos. [YOU
2010]

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
12
- Silenciadores o pantallas acústicas. Una forma de amortiguar el ruido es mediante el uso
de materiales porosos. Un material absorbente poroso es un sólido que contiene
cavidades, canales o intersticios de manera que las ondas de sonido son capaces de entrar
a través de ellos. Esto se debe a que parte de la energía de las moléculas de aire se
convierte en calor debido a las pérdidas térmicas y viscosas en las paredes de los poros y
túneles de dentro del material [ARE 2010]
- Electrodos de baterías. Se usan esponjas de plomo con el fin de aumentar la densidad de
energía en las baterías de plomo [TAB 2006].
- Inhibidores de llama. La velocidad en la propagación de una llama disminuye cuando se
propaga en un material poroso frente a cuando lo hace en un sistema abierto [TEO 1995].
- Amortiguadores mecánicos. Algunos materiales porosos son empleados en piezas que
requieren una gran capacidad de absorción de energía en impactos. Éstos, tras dicho
impacto, deforman su estructura con el fin de aumentar la seguridad, disminuir el daño a
personas o a instrumentos electrónicos de alto coste [BAN 1996]. Generalmente suelen
emplearse materiales poliméricos blandos como por ejemplo esponjas.
- Barrera térmica. En algunos casos, como en los LHP, se necesita que la mecha porosa
primaria aísle térmicamente el evaporador de la cámara de compensación, ya que esta
trabaja a menor temperatura con el fin de mejorar la capacidad de bombeo, además de
aumentar el rendimiento global del sistema [GON 2010].
- Almacenamiento de energía electroquímica. Los carbones porosos debido a su
microestructura ajustable y la funcionalidad de su superficie, alta conductividad eléctrica y
térmica y sus diferentes formas (polvo, fibras, espumas, fieltros, tejidos, materiales
compuestos), ofrecen amplia gama de posibilidades para el almacenamiento
electroquímico de energía, por ejemplo como capacitador electroquímico [VIX 2005].
- Prótesis. La utilización de materiales porosos en implantes ha sufrido un fuerte avance en
los últimos años gracias a la introducción de materiales pororos biocompatibles con un
módulo de Young cercano al tejido óseo, en especial el titanio. Además, la superficie
porosa contribuye a la formación de un medio de enlace estructural y funcional entre el
hueso y el implante [LAP 2004].
- Almacenamiento y transporte de líquidos y gases. La capacidad de almacenamiento
depende de la porosidad y la tensión capilar en el caso de almacenamiento de líquidos y de
la superficie específica en el caso de almacenamiento de gases. Esto es debido a que el

1. MARCO TEÓRICO
13
almacenaje se lleva a cabo mediante mecanismos distintos; capacidad de retención en el
caso de almacenamiento de líquidos, como es el caso del almacenamiento de nitrógeno
[FRE 1968], y capacidad de adsorción en el caso de materiales gaseosos, como es en el caso
de adsorción de hidrógeno [CHU 2005]. En la actualidad, una alternativa prometedora para
el almacenamiento y suministro de hidrógeno puro es el proceso “steam-iron”, el cual
permite la producción de hidrógeno concentrado exento de . Este se basa en la
reacción redox simple de un óxido metálico con vapor de agua. De forma genérica puede
expresarse como: [LOR 2008]
El proceso se realiza en dos etapas cíclicas ideales:
Etapa de reducción: El óxido metálico se trata con una corriente de gas reductor que
contiene hidrógeno. El agua producida se elimina por condensación fuera del reactor con
el fin de desplazar la reacción de equilibrio hacia el metal reducido y recién formado.
Etapa de oxidación: Se recupera el hidrógeno a través de la oxidación del sólido metálico
con un flujo de vapor de agua.
Desde el punto de vista termodinámico, los óxidos fácilmente reducibles pueden ser
materiales adecuados para este proceso. Entre ellos los óxidos de Ge, In y Fe cumplen este
criterio, y por lo tanto fueron propuestos como candidatos para este proceso [MIY 1987, OTS
2001]
- Mechas para Loop Heat Pipes (LHP’S). Los LHP’S son dispositivos pasivos con una
conductancia térmica muy alta, y que pueden transferir calor a grandes distancias
(decenas de metros). La tecnología fue descubierta en la antigua Unión Soviética en los
años 80, y fue transferida a Estados Unidos en los años 90 [MAI 1985]. A continuación, en la
Figura 1, se muestra un esquema del sistema.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
14
Figura 1. Esquema de un LHP [AIC 2010].
El funcionamiento de un LHP es el siguiente. El calor entra en el evaporador y vaporiza el
fluido de trabajo en la superficie exterior de una mecha porosa (mecha primaria del
evaporador). El vapor es conducido mediante un sistema de ranuras mecanizadas entre el
evaporador y la mecha a un colector. Dicho vapor abandona el colector a través de una
línea de transporte de vapor que conecta el evaporador con un condensador que a su vez
está conectado térmicamente a un foco frío, que puede ser una placa fría, un radiador o un
cambiador de calor. Al intercambiar el calor con el foco frío se produce la condensación y
el líquido retorna al evaporador a través de la línea de transporte de líquido.
Existe una cámara de compensación en uno de los extremos del evaporador que está
diseñada para operar a una temperatura más baja que la del evaporador. En consecuencia,
la presión de saturación en la cámara de compensación es más pequeña y succiona el
líquido condensado a través de una línea de transporte para el retorno del líquido al
evaporador. La línea de líquido descarga el condensado en un agujero dentro de la mecha
manteniéndola empapada. El fluido de trabajo en exceso se acumula en la cámara de
compensación. El líquido dentro de la mecha debe retornar a la superficie exterior para
reponer el fluido evaporado y cerrar el bucle. Dicho retorno se lleva a cabo de forma
pasiva mediante las fuerzas de capilaridad que se desarrollan dentro de la mecha
(próximas a 0.5 Bar),[KU 1999] lo cual impone ciertos requisitos en la porosidad.
Los LHP’S están diseñados para que la mecha esté siempre empapada y arranquen de
forma inmediata al aplicar potencia al evaporador. El volumen de la cámara de
condensación y la carga de fluido de trabajo se fijan para que siempre exista líquido en la
cámara de compensación y existe una mecha secundaria que conecta la cámara de

1. MARCO TEÓRICO
15
compensación con el agujero interior de la mecha primaria a fin de que ésta se mantenga
siempre empapada [YUN 2006]. Es esencial para el funcionamiento del dispositivo que la
mecha primaria del evaporador tenga un tamaño de poro pequeño para poder transportar
el calor a distancias importantes. Sin embargo, la disminución del radio de poro
incrementa la presión capilar pero disminuye la permeabilidad de la mecha, que es
inversamente proporcional a las caídas de presión producidas por el flujo de líquido a
través de la misma [KU 1999]. Hasta la fecha el uso de LHP’S como sistemas de control
térmico está restringido a un intervalo de temperatura determinado, con capacidad
limitada de transporte de calor y de control de temperatura. Esto implica la necesidad,
dada la evolución de la tecnología, las mayores potencias requeridas y las nuevas
condiciones de trabajo, de buscar nuevos diseños que combinen nuevos materiales y
componentes, entre ellos fluidos de trabajo, que supongan, principalmente una ampliación
del intervalo de temperatura en el que un LHP puede ser utilizado como dispositivo de
control térmico, un aumento de la capacidad de transferencia de calor y un control más
preciso de la temperatura.
Por todo lo citado anteriormente, es necesario desarrollar una nueva familia de materiales
y aplicar nuevas tecnologías para la fabricación de la mecha primaria. Un LHP
convencional contiene dos tipos de mechas diferentes, la primaria y la secundaria.
La mecha primaria es un material poroso con dos superficies de trabajo, una que da a un
evaporador y otra que está en contacto con un fluido. Ésta proporciona el líquido al
evaporador mediante capilaridad, por ello, debe poseer un tamaño de poro relativamente
pequeño para poder transportar el líquido incluso en condiciones adversas de gravedad.
Varios investigadores han estudiado la relación entre el tamaño de poro, capilaridad y
permeabilidad. Es bien sabido que a menor tamaño de poro la presión capilar es mayor,
mientras que la permeabilidad se reduce. Pero no sólo el tamaño de poro afecta a estos
parámetros. La forma del poro puede afectar a los valores de estos parámetros. Así Deng
demuestra que los poros formados por partículas esféricas de Cu poseen unas
características de permeabilidad y capilaridad inferiores a las mostradas por partículas
irregulares de Cu, teniendo ambos polvos el mismo tamaño de partícula. Otra propiedad
importante es que deben poseer baja conductividad térmica para aislar térmicamente el
evaporador de la cámara de compensación. Es bien sabido que los materiales porosos
poseen menores conductividades térmicas que los materiales masivos, incluso cuando
están saturados en un fluido.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
16
La mecha secundaria; es una mecha optativa. También se hace de material poroso. Conecta
la cámara de compensación con la superficie de la mecha primaria opuesta al evaporador.
Su función es la de mantener siempre empapada la mecha primaria para su óptimo
funcionamiento. Esta mecha está sumergida en un líquido y no necesita de grandes
presiones capilares para llevar el líquido a la mecha primaria, por lo que el tamaño de
poro no necesita ser pequeño.
La ventaja principal del uso de LHP es la no necesidad de una bomba, debido a que el
efecto de la capilaridad, actúa a modo de bomba. Factores que influyen en dicha
capilaridad son el diámetro capilar (que ha de ser del orden de 3 micras), la tensión
superficial del fluido empleado, la existencia de porosidad interconectada.
1.2 Tecnologías de fabricación de materiales porosos metálicos.
Existen una gran variedad de técnicas de fabricación, muchas de ellas comunes para la
fabricación de materiales porosos metálicos, poliméricos, cerámicos y vítreos, a diferencia
de otras exclusivas del tipo de material poroso a fabricar. Los materiales poliméricos se
pueden diseñar con estructuras cristalinas microporosas, lo que hace que su síntesis sea
un proceso químico complejo. Los métodos de fabricación pueden clasificarse de varias
formas diferentes [GIB 1997, ASH 2000, BAN 2001]. Una clasificación se hace de acuerdo con el
estado físico del metal en el momento de formar las paredes celulares del material poroso:
estado vapor, líquido o sólido.
1.2.1 Metálicos porosos formados a partir de vapor o de fases en estado
líquido
- A partir de una fase vapor:
Métodos de deposición física o química en estado vapor (PVD o CVD).
El metal de base se deposita sobre una plantilla de apoyo a través de la condensación de
vapores de metal o de productos obtenidos por reacciones químicas a partir de
precursores gaseosos. Del mismo modo, la galvanoplastia también se puede utilizar para
depositar metales en estructuras de espuma de sacrificio. Estos métodos de deposición
tienen baja productividad y a menudo requieren de equipos especiales. Son más

1. MARCO TEÓRICO
17
adecuados para la producción de estructuras porosas con elevada área superficial
específica y paredes celulares delgadas, especialmente de metales caros.
Procesos de expansión con fluencia
Estos procesos tienen como inconveniente el tiempo necesario para su desarrollo, debido
a la baja velocidad de deformación bajo condiciones de fluencia en el caso del titanio.
Además, se obtienen bajos índices de porosidad, ya que los muros entre poros adyacentes
se fracturan a tensiones relativamente bajas [DUN 2004].
Procesos de expansión de argón.
Tras comprimir las partículas en un recipiente de acero, se introduce el conjunto en una
atmósfera de argón para sufrir un proceso de Compresión Isostática en Caliente (HIP, Hot
Isostatic Pressing) [KEA 1988]. Como el argón no es soluble ni reacciona con el titanio, el gas
es atrapado dentro de una matriz continua de titanio, en forma de burbujas a alta presión,
aisladas y de tamaño microscópico, con una pequeña proporción volumétrica (típicamente
menor al 1%). Finalmente, tras enfriarse y extraerse del recipiente de acero, la pieza de
titanio es expuesta a condiciones de alta temperatura a presión ambiente (o en vacío).
Debido a la reducida resistencia de la matriz de titanio a alta temperatura, se produce una
expansión de las burbujas comprimidas a alta presión. Incrementando la presión de la
atmósfera de argón o la temperatura a la que se produce la expansión se incrementa la
porosidad, debido a la reducción de la resistencia a fluencia de la matriz.
Para aleaciones de Ti-6Al-4V, en condiciones de temperatura de 1240℃ y a 0,1 atmósferas
de presión, la velocidad de crecimiento de poros decrece con el tiempo, con una porosidad
final del entorno de 30% obtenida tras 12 horas [KEA 1987,KEA 1988]. Para titanio, rebajando
la temperatura hasta 900-960℃ se obtiene una porosidad de 26% en un tiempo mucho
menor, del orden de 30 minutos, debido a la menor resistencia a fluencia del titanio en
comparación con el Ti-6Al-4V [DUN 1998, DAV 2001].
Ricceri y Matteazzi [TIT 2003] han desarrollado una variación, usando como fuente del
titanio, y cambiando el argón por el hidrógeno producido in situ en la
descomposición del hidruro de titanio a titanio. Para una temperatura de 950-1150℃, se
obtiene una porosidad de 17-24 % en un tiempo de una hora.
Procesos de expansión superplástica.
Para disminuir el tiempo necesario en los procesos de deformación bajo fluencia, se
pueden inducir condiciones de superplasticidad en la matriz de titanio durante la
generación de los poros.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
18
En comparación con la deformación en fluencia, la superplástica se caracteriza por
velocidades de deformación más rápidas y mayor capacidad de deformación, lo que lleva a
la posibilidad de generar mayores índices de porosidad. Se pueden obtener condiciones de
superplasticidad, tanto para el titanio como para el Ti-6Al-4V, a través de ciclos térmicos
alrededor de su punto de transformación alotrópica [DUN 1998].
Muy recientemente, Kato et al. [KAT 2012], han desarrollado una nueva forma de fabricación
de material multicapa de espuma de titanio, a través del apilado de diversas capas de
espumas de distintas porosidades.
- A partir de fases en estado líquido:
Técnicas espumantes.
A principios de los años 50 se logra, desarrollar con éxito unas espumas de aluminio [ELL
1956]. De acuerdo con el proceso, los metales espumados se producen mediante la adición
de un agente volátil a un metal fundido y, posteriormente, se calienta la mezcla para
descomponer el agente volátil con el fin de producir gas el cual se expande haciendo que el
metal forme la espuma. Tras esto, se deja enfriar para formar una espuma sólida. Por lo
general, el agente volátil es un hidruro metálico tal como o y el metal espumado
es el aluminio, aunque se podrían utilizar otros agentes volátiles y metales. El proceso fue
difícil de controlar debido a la estructura celular no uniforme del metal espumado
producido. Las burbujas de gas grandes se concentraban en el centro provocando un
aumento de la densidad en las cercanías de la superficie. Esto puede evitarse mediante una
alta velocidad de agitación.
Vertido de metal fundido alrededor de gránulos.
Consiste en una colada del metal alrededor de gránulos introducidos en el molde de
fundición y produce una estructura celular interconectada o esponja de metal. Dichos
gránulos pueden ser solubles aunque resistentes al calor, tales como cloruro de sodio (sal
de mesa) que más tarde se lixivia hacia afuera para dejar un metal poroso [KUC 1966].
Inversión de molde.
Los huecos de un plástico esponjoso se llenan con material refractario líquido el cual se
endurece. Entonces el material plástico-refractario integral se calienta con el fin de
evaporar el componente de plástico y obtener un molde con poros esponjosos. El metal
fundido se vierte pues en este molde y se deja enfriar y solidificar. A continuación se
elimina el refractario obteniéndose una espuma metálica con la misma forma que la

1. MARCO TEÓRICO
19
esponja de plástico original. En este proceso se usan metales con puntos de fusión
relativamente bajos, tales como el cobre, aluminio, plomo, zinc, estaño y aleaciones.
Solidificación Sólido-Gas (Gásar).
Algunos metales líquidos forman un sistema eutéctico con gas hidrógeno. Mediante la
fusión de uno de estos metales en una atmósfera de hidrógeno a alta presión (hasta 50
atm), se obtiene una masa fundida homogénea cargada con hidrógeno. Si se disminuye la
temperatura, la masa fundida experimenta con el tiempo una transición desde un
eutéctico a un sistema de dos fases heterogéneas “sólido + gas”. Si la composición del
sistema está suficientemente cerca de la concentración eutéctica, habrá una reacción de
segregación a una temperatura dada. Debido a que la composición eutéctica depende de la
presión del sistema, la presión externa y el contenido de hidrógeno han de estar
coordinados. La eliminación de calor de la masa fundida provoca la solidificación
direccional. Un frente de solidificación avanza a través del líquido, normalmente a
velocidades que van desde 0,05 a 5mm/s, aumenta el contenido de hidrógeno cerca del
plano de solidificación y se forman burbujas de gas. Los parámetros del proceso tienen
que ser elegidos de tal manera que las burbujas no floten y atraviesen en el líquido
restante y desaparezcan. Han de permanecer cerca de la zona de solidificación y quedar
atrapadas en el sólido. Las morfologías de poro alargadas resultantes se determinan por el
contenido en hidrógeno, la presión sobre la masa fundida, dirección y velocidad de
eliminación de calor, y la composición química de la masa fundida. Generalmente, se
forman poros alargados, orientados en gran medida en la dirección de la solidificación
[BAN 2001].
Metalización de un sustrato.
Metalización de un sustrato. Se puede producir un recubrimiento o una pieza completa por
metalización de un sustrato con polvos metálicos proyectados en estado fundido o semi-
fundido. El control de la porosidad resultante se consigue mediante las condiciones de
proyección o por la co-proyección de un segundo material, que puede ser posteriormente
eliminado [ZHAO, 2013].
1.2.2 Metálicos porosos formados por métodos pulvimetalúrgicos
Una característica inherente a los materiales producidos por Pulvimetalurgia (PM) es la
existencia de porosidad. En la mayoría de los casos se busca un material denso, por lo que
dicha porosidad, considerada un defecto intenta reducirse lo máximo posible. En cambio,

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
20
existen casos en los que, por diversos motivos, se busca que la estructura sea porosa, pero
una porosidad controlada en cuando a forma, tamaño, volumen de acuerdo a las
propiedades funcionales deseadas.
Los materiales porosos producidos mediante PM son generalmente metálicos y pueden
dividirse en metales porosos y espumas sintácticas de matriz metálica. En los primeros los
poros quedan definidos entre las partículas metálicas usadas para la fabricación del
componente. En las espumas sintácticas, un tipo especial de compuestos reforzados con
partículas, partículas cerámicas huecas o porosas están incrustadas en una matriz
metálica.
- Materiales porosos metálicos
Estos procesos se caracterizan porque la forma, el tamaño y la fracción volumétrica de los
poros en el material resultante están determinados por los poros originales en la
preforma, es decir, por el tamaño y forma de las partículas iniciales. Para partículas
esféricas, la porosidad está limitada a un 50 %, y la forma de los poros es altamente no
esférica [DUN 2004]. Otra posibilidad es utilizar hilos, y se ha demostrado que mediante el
uso de hilos de titanio de 130 micras sinterizadas a 1600 se obtiene una porosidad de
entre el 45-50 %, valor que puede ser incrementado reduciendo la temperatura de
sinterización [MUR 1981]. Otra posible opción sería sinterizar partículas huecas,
consiguiendo que además de la porosidad que resulta del espacio entre partículas,
aparezca adicionalmente la producida por el espacio interior de las partículas [SYP 1994].
Sinterización por gravedad o de polvo suelto (Loose sintering).
Los métodos en estado sólido para la producción de metales porosos se basan en procesos
PM y se puede distinguir entre los métodos que usan de espaciadores (space holders) y los
que no los usan.
En este método los polvos se añaden al molde, por gravedad, es decir no se aplica ninguna
presión exterior para conformar la pieza lo que requiere que los polvos usados se unan
por difusión con facilidad (la mayoría de las piezas son de bronce). Las tolerancias en
diámetro ( 2%) y en altura ( 3%) de las piezas sinterizadas son mayores que en otros
métodos de producción, aunque pueden disminuirse por una operación de calibrado
posterior. Con este procedimiento pueden obtenerse piezas con tamaños tan grandes
como permitan los hornos de sinterización. En la Figura 2 se muestra un esquema del
sistema.

1. MARCO TEÓRICO
21
Figura 2. Sinterización por gravedad o Loose Sintering [AIC 2010].
Cirincione et al. [CIR 2002] sinterizaron partículas sueltas de Ti-6AlV a 1000 durante
tiempos que oscilaron entre 0.5 y 24 horas, obteniendo porosidades de entre 41 y 55%.
La cinética de la densificación puede verse acelerada a través de presión uniaxial, que fue
investigada para el titanio en el entorno de la temperatura alotrópica (882 ), resultando
una porosidad de entre 5 y 35 %. Posteriormente, [THI 2001] se ha obtenido un amplio
rango de porosidades (alcanzando hasta el 60 %) y características mecánicas (con valores
de hasta 190 MPa para la resistencia mecánica y de entre 5-80 GPa para el Módulo de
Young).
Los metales porosos producidos mediante el uso de espaciadores presentan estructuras
porosas bien definidas, debido a que los poros son réplicas negativas de dichos
espaciadores. Por tanto, elegida la morfología del material de relleno, quedan definidas las
características de la porosidad en volumen del material de relleno
La porosidad es por lo general ligeramente mayor que la fracción en volumen del material
de relleno en la preforma de la mezcla de polvos, debido a los huecos vacíos existentes en
dicha mezcla. Los metales porosos producidos por esta técnica tiene poros abiertos, es
decir porosidad interconectada y puede variar entre un 50-85 % sin que el material de
relleno quede atrapado en la matriz metálica [ZHAO 2003]. Aunque la estructura porosa es
macroscópicamente uniforme, la distribución de los poros es azarosa en el nivel del
tamaño. Es posible producir estructuras híbridas o estructuras gradientes con diferentes
tamaños de poro y/o porcentaje de porosidad en un solo componente. Una característica
importante es que presentan una distribución bimodal de tamaños de poro, a saber,
macroporos resultantes de las partículas del espaciador y microporos en las paredes de
los poros anteriores formados por la sinterización parcial del polvo de la matriz metálica
[GONG 2011]. Como resultado, los macroporos tienen superficies internas ásperas.
FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
22
En los métodos que usan espaciadores, el polvo metálico y el espaciador se mezclan
previamente en forma de polvo. A continuación, la mezcla se compacta en una preforma y
posteriormente se sintetiza de manera que las partículas de metal queden unidas en una
red sólida. Notar que la sinterización puede llevarse a cabo antes o después de retirar el
material de relleno. Tras el proceso completo, los espacios que ocupaban las partículas de
relleno se convierten en los poros. Se distinguen tres métodos para la eliminación de los
espaciadores [FER 2009].
Se pueden usar diversas opciones para materiales que sirvan de espaciadores: polvos o
hilos de magnesio [WHE 1983] ,polvos de carbamida [BRA 2000] ,etc. dando un amplio rango
de resultados, tanto en la porosidad (hasta el 80 %) como de propiedades mecánicas, en
función de la forma de extracción del espaciador sólido (tratamiento térmico, químico o
eléctrico, entre otros), de las formas que éste pueda adoptar y de las posibles
contaminaciones a las partículas de titanio [WEN 2001, WEN 2002, RAU 2002]
[LAP 2004] utiliza partículas de bicarbonato de amonio como espaciadores. Tras la
compactación, dichas partículas de bicarbonato de amonio se eliminan por
descomposición a una temperatura inferior a 200 . Seguidamente se lleva a cabo la
sinterización a una temperatura mucho mayor. Un problema que se puede dar es el
colapso al retirar el material de relleno, especialmente para componentes de gran tamaño,
porque no hay unión por difusión entre las partículas a la temperatura de descomposición
empleada. Con posterioridad, Torres et al [TORR 2012], usando espaciador de
obtienen piezas de titanio con porosidades de 41-45% y módulos de Young dinámicos de
23-25 GPa.
El proceso de sinterización y disolución (SDP) [ZHAO 2001] utiliza partículas de NaCl como
espaciadores, que se disuelven en agua una vez completada la sinterización. Notar que el
SDP solo puede aplicarse a metales con temperaturas de sinterización inferiores al punto
de fusión de NaCl. Torres et. al [TOR 2012] fabrican titanio poroso para aplicaciones
biomédicas, usando espaciador de NaCl, obteniendo las condiciones mecánicas y de
porosidad óptimas tras disolver la sal durante 4 horas en agua a una temperatura de 50-
60
El método al Carbonato Perdido (LCS) [ZHAO 2005, ZHA 2008] utiliza partículas de carbonato
de potasio como espaciadores, las cuales tienen un alto punto de fusión (901℃),
temperatura por debajo de la cual sinterizan la mayor parte de los metales. De este modo
se pone solución al inconveniente que se presentaba en el método anterior. A esto, añadir
que el carbonato de potasio se puede retirar por disolución en agua o por descomposición
1. MARCO TEÓRICO
23
a una temperatura por encima de la de fusión, haciendo del LCS un proceso versátil y
eficiente.
Sinterización de preformas de polvos no uniformes con agente gaseoso
Con este método se consigue la creación de grandes poros secundarios a través de gas
contenido en la preforma de polvos de titanio, y pequeños poros primarios. Tras la
sinterización, los poros primarios son rápidamente eliminados, mientras que los
secundarios, mas grandes, se mantienen sin cambios. La ventaja de este método es que la
forma y la fracción volumétrica de la porosidad correspondiente a los poros secundarios
puede ser controlada independientemente de las características de las partículas de
titanio.
Por el contrario, las desventajas son el gran tamaño de los poros secundarios en
comparación con las partículas de titanio, la contaminación del aglutinante, y la
permanencia de una porosidad primaria residual debido a la incompleta sinterización.
Además, no es posible usar compresión uniaxial para mejorar la sinterización [DUN 2004].
Compactación axial y sinterización.
Es el procedimiento PM más común, y es el procedimiento utilizado en la industria para
construir mechas para LHP’S. Los polvos metálicos se presionan en un molde a una
presión suficiente tal que las partículas de polvo se adhieran en sus puntos de contacto
con suficiente resistencia para permitir la manipulación de la pieza en verde que se extrae
del molde. Las presiones utilizadas para piezas metálicas porosas son inferiores a las
usadas en la obtención de piezas estructurales PM estándar. Además, pueden usarse
rangos limitados de tamaño de partícula con el fin de alcanzar los requisitos de porosidad
buscados. Tras la conformación, las partes “verdes” se calientan bajo atmósfera controlada
a una temperatura por debajo del punto de fusión del metal, incrementando notablemente
la resistencia de la pieza. Se puede alcanzar entre un 20 y un 50% de porosidad. Este
método se puede aplicar con un amplio rango de materiales. La porosidad obtenida
mediante esta técnica consiste básicamente en los poros intersticiales presentes en un
comprimido de polvo antes de la sinterización. Notar que un material fácilmente oxidable
o que produzca un producto de reacción en la superficie, no es adecuado para este
proceso, ya que dicha capa de óxido inhibe la sinterización [SRI 2007]. Los materiales que
con mayor frecuencia se procesan mediante este método son acero inoxidable, titanio,
ciertas piezas de bronce, níquel y aleaciones. Entre las ventajas de este proceso destacar
las altas temperaturas de producción, el buen control de la permeabilidad y la excelente
reproducibilidad dimensional. Las piezas porosas obtenidas por este método tienen

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
24
dimensiones entre 0.5 y 300 mm. de diámetro, con una relación altura diámetro inferior a
2.5 preferiblemente.
Recientemente, Torres et al. [TOR 2008] han fabricado piezas porosas de titanio aplicando
compresión uniaxial de 38,5 MPa y con una temperatura de sinterización de 1273-1373 ,
obteniendo una porosidad del 40% y un módulo de Young de 20-25 GPa. En la Figura 3 se
muestra un esquema del sistema encargado de realizar el proceso de compactación biaxial
y sinterización.
Figura 3. Proceso de compactación biaxial y sinterización [AIC 2010].
Compactación isostática y sinterización.
El conformado se realiza mediante la aplicación de presión de manera uniforme a un
recipiente deformable que contiene el polvo metálico a compactar. Esta técnica es
especialmente útil en la fabricación de componentes con una gran relación de longitud
frente a diámetro. Una vez extraída se lleva a cabo la sinterización al igual que en el resto
de técnicas. Se pueden obtener componentes desde los 3 mm de diámetro en adelante. Con
este proceso pueden obtenerse piezas de hasta 1500 mm. de longitud y 320 mm de
diámetro. Las tolerancias en diámetro son del 5%. La Figura 4 muestra un esquema de un
sistema de compactación isostática de productos tubulares.

1. MARCO TEÓRICO
25
Figura 4. Compactación isostática de productos tubulares [AIC 2010].
Laminación de polvos y sinterización.
Pueden obtenerse láminas de entre de 0,25 mm y 3 mm de espesor y áreas de hasta un
metro cuadrado. La hoja porosa fabricada a partir de acero inoxidable, cobre, bronce ,
aleaciones a base de níquel y titanio puede ser cortada, enrollada y soldada en diferentes
configuraciones.
Revestimiento y sinterización de metales.
Pueden mezclarse polvos metálicos con aglutinantes especiales para formar una pasta
húmeda que se puede aplicar a sustratos porosos o se utiliza para formar piezas con su
geometría final. El proceso exige una atención y equipamiento especial para asegurar la
eliminación adecuada del ligante y la obtención de una porosidad uniforme. En la Figura 5
se puede observar una imagen de membranas filtrantes sinterizadas sobre un sustrato
poroso.
Figura 5. Membranas filtrantes sinterizadas sobre un substrato poroso [AIC 2010].
Moldeo por inyección (MIM) y sinterización.
Los materiales porosos se pueden fabricar mediante el procesamiento MIM mediante la
mezcla de polvos de metal con cantidades significativas de ligantes poliméricos

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
26
especialmente formulados para formar un material viscoso para inyección a alta presión.
Debido a la gran cantidad de contracción que se produce durante la separación del
aglutinante se requieren equipos específicos de eliminación del ligante y de sinterización.
Sinterización de polvos depositados en matriz fugitiva
En este caso se usa una matriz polimérica que se reviste con una mezcla de partículas de
titanio y de aglutinante. Tras eliminar la matriz y el aglutinante, y posteriormente
sinterizar, se obtiene un material poroso con porosidad abierta y reticulada y con
columnas de titanio hueco [KUP 2002]. Así, se obtienen tres tipos de porosidades: 1)
primaria en las columnas de titanio, si la sinterización es incompleta; 2) secundaria,
situada en el centro de las columnas (previamente ocupado por la matriz); y 3) entre las
columnas.
Sinterización eléctrica.
Este proceso se basa en la compactación y sinterización del polvo mediante un prensado
previo y su posterior sinterización haciendo pasar a través del mismo una corriente de
alta intensidad de corriente eléctrica. Debido al rápido calentamiento y enfriamiento del
polvo (el proceso completo tiene una duración de alrededor de 1 segundo), presenta unas
interesantes ventajas frente a otros procedimientos convencionales. La ventaja principal
es la obtención de una nanoestructura de un tamaño parecido al de los polvos de origen,
mientras que tiene la desventaja de la falta de homogeneidad del compacto resultante
[MON 2003].
Solidificación direccional
Este método es el elegido para el desarrollo de este proyecto y se explicará con todo lujo
de detalles en apartados posteriores.
Rapid Prototyping
Este proceso también es conocido como "additive technology", ya que consiste en ir
añadiendo material capa a capa. Mediante esta técnica se pueden obtener materiales con
propiedades físicas similares a las que se producirían por métodos convencionales, como
moldeo por inyección y extrusión, o moldeo por soplado. De esta forma se evita fabricar
los costosos moldes. Inicialmente esta técnica solo se usaba para la fabricación de
prototipos, pero hoy en día se utiliza como un proceso de fabricación más. Este proceso
permite fabricar geometrías que uno pueda crear en un archivo CAD o de 3ª dimensión,
que otros procesos tradicionales no pueden fabricar.

1. MARCO TEÓRICO
27
Existen varios tipos de rapid prototyping, siendo el aplicado en pulvimetalurgia el SLS o
Sinterización de Laser Selectiva. En este proceso sobre una capa de polvo se aplica el laser
en aquellos lugares que se requiere material formante de la geometría de la misma. En
aquellos lugares por donde pasa el láser, el polvo sinteriza y en el resto sigue habiendo
polvo. Este proceso se repite capa a capa, hasta conseguir la pieza deseada. Se han de tener
en cuenta factores tales como la precisión y enfoque del láser, la mínima distancia entre
disparos, tiempo de encendido del láser…
Éste método se ha convertido en una interesante e importante rama de investigación hoy
en día.
- Espumas sintácticas
Respecto a la fabricación de espumas sintácticas metálicas también existen una variedad
de métodos. Los métodos utilizados para la fabricación de compuestos (de partículas) de
matriz metálica se pueden adaptar para la obtención de espumas sintácticas compuestas
de matriz metálica. Sin embargo, el procedimiento por agitación de un caldo líquido rara
vez se utiliza debido a que es difícil de mezclar las partículas cerámicas huecas o porosas
en la masa fundida, debido a sus muy bajas densidades. La colada de un caldo líquido
infiltrado a presión sobre las partículas se utiliza normalmente para la producción de
espumas sintácticas de matrices de bajo punto de fusión, tales como aluminio [ZHA 2007,
TAO 2012]. Procesos PM más convencionales pueden usarse para la producción de otras
espumas sintácticas, por ejemplo, de matriz titanio [XUE 2011], donde el procesamiento en
estado líquido no es adecuado. A diferencia de la infiltración por colada a presión, donde la
fracción en volumen de la matriz metálica está fijada en gran medida, las espumas
metálicas sintácticas producidas por PM pueden tener proporciones variables de
partículas cerámicas / matriz metálica. Por su parte, la porosidad de la matriz de espumas
metálicas sintácticas de metal se deriva casi exclusivamente de las partículas cerámicas
huecas o porosas. Los poros son cerrados y aislados y el volumen de porosidad es limitado,
típicamente menos del 50%, a pesar de que se puede aumentar mediante el uso de
partículas de cerámica bimodales [TAO 2009].
Cabe señalar que los métodos PM generalmente tienen costos más altos debido al uso de
polvos de alto costo. Sólo deben usarse cuando los métodos con una etapa en estado
líquido no son adecuados o no pueden cumplir con las normas de calidad.
Sinterización de esferas huecas.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
28
Puede producir tanto espumas abiertas como de celdas cerradas. La ventaja de este
proceso es que la distribución del tamaño de poro no es aleatoria, sino que depende del
tamaño y distribución de las esferas utilizadas, así de esta manera, las propiedades de las
espumas se vuelven más predecibles en comparación con los que tienen distribución de
tamaño de poro aleatoria. En principio, cualquier metal disponible en polvo se puede
utilizar en esta ruta para hacer espumas. [SRI 2007]
1.2.3 Metálicos porosos formados a partir de fibras
Estructuras porosas laminares pueden obtenerse, como se ha indicado anteriormente, por
laminación de polvos y sinterización o a partir de fibras metálicas. Sobre un sustrato del
tipo de una malla metálica o una chapa expandida, se forma un depósito de fibras (se usa
generalmente acero inoxidable 316L o aleación FeCrAl) de entre 2 y 70 micras de
diámetro. El conjunto se sinteriza ligeramente en vacío para formar un conjunto
manejable, con porosidades de hasta el 85%.
Figura 6. Fieltros metálicos filtrantes [AIC 2010].
En la Figura 6 se pueden observar unos fieltros metálicos filtrantes. Abajo, a la izquierda se
aprecia la malla soporte del fieltro.
Los cartuchos de filtro equipados con esta tecnología de última generación ofrecen un
caudal de hasta 4 veces mayor en comparación con cartuchos de filtro de metal
sinterizado convencionales. La capa activa de la membrana de filtro tiene un tamaño de
poro de hasta 0,1 micras absolutas.

1. MARCO TEÓRICO
29
1.3 El Método de Solidificación Direccional
El método solidificación direccional es un proceso físico, aplicable en principio a cualquier
material sinterizable, para la creación de estructuras porosas, donde se puede controlar
las características microestructurales y la porosidad de la muestra resultante.
Así, de manera relativamente sencilla se pueden desarrollar muestras con poros
homogénea o heterogéneamente distribuidos, con diversos tamaños y relaciones de
aspecto de los mismos, distintos índices de porosidad, o con una distribución de éstos
lineal, radial, etc., para muy diversos tipos de materiales.
En este método, una cierta cantidad de partículas del material sólido se suspenden en un
líquido que actúa como agente vehicular del proceso. Al solidificar dicho líquido, se
generan unas determinadas estructuras dendríticas que empujarán a las partículas sólidas
al espacio interdendrítico. De esta forma, se consigue un material con dos fases totalmente
separadas: por un lado cristales puros del líquido inicial solidificado, y por otro, paredes
de partículas atrapadas, ocupando el espacio entre cristales. La forma de dichas dendritas
puede controlarse a través del agente vehicular y el gradiente térmico que provoca la
solidificación.
Tras un proceso de sublimación posterior del líquido solidificado, se obtiene una muestra
en verde compuesta por las partículas sólidas y con poros que replican la forma, tamaño y
posición de las dendritas iniciales.
Finalmente, tras un proceso de sinterización, se densifican las paredes del material,
incrementando la resistencia mecánica del material.
1.3.1 Fases del proceso
Elección de compuestos empleados
Para comenzar la elección del compuesto líquido es determinante. Este debe formar
estructuras dendritas o alargadas en condiciones relativamente factibles durante su
solidificación, y permitir la sublimación posterior. De esta manera, las temperaturas de
trabajo y condiciones de solidificación dependerán del líquido empleado. Así mismo, se
debe tener en cuenta la posible expansión o contracción del líquido durante la
solidificación.
Además, la naturaleza química de dicho líquido no debería influir en el sólido suspendido.
Por ejemplo, Wasz et al. [WAS 1996] demostraron que la presencia de oxígeno en cantidades

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
30
superiores al 0.8% en peso provoca una disminución de las propiedades mecánicas del
Titanio. Por tanto, el uso del agua como líquido vehicular puede influir en la calidad del
material obtenido.
A continuación, la Tabla 1 muestra algunas propiedades fundamentales de los principales
líquidos empleados para el proceso de solidificación direccional.
La temperatura de realización de la mezcla debe estar en el rango tal que el agente
vehicular se encuentre en estado líquido, temperatura ambiente en el caso del agua o
diferentes temperaturas, 60℃ y 8℃ si se trata de canfeno o nafetaleno-canfor y terbutanol
respectivamente.
Las temperaturas de solidificación serán menores de 0℃ en el agua o alrededor de los 44-
48℃ en el canfeno. En el proceso se ha de tener en cuenta la expasión (9% agua, 2%
terbutanol ) o contracción (-3.1% canfeno, <0 Naftaleno-Canfor ) del líquido.
En cuanto a la morfología del poro mediante el uso de agua se obtienen canales laminares;
en el terbutanol canales prismáticos, y en el canfeno y la mezcla Naftaleno-Canfor se
obtienen canales dendríticos.
Tabla 1. Propiedades diferentes agentes vehiculares [DEV 2008]
En particular, el canfeno es un hidrocarburo cíclico, y un sólido plástico cristalino a
temperatura ambiente y comúnmente usado en compuestos aromáticos. Tal y como se
indica en la Tabla 1, su temperatura de fusión está en torno a los 44-48℃ dependiendo de

1. MARCO TEÓRICO
31
la calidad del canfeno. Su viscosidad es de 1.4 mPa . s y sufre una contracción volumétrica
del 3.1 % al solidificar. Presenta una estructura cristalina cúbica centrada en el cuerpo
(bcc), y frente a un gradiente de temperaturas adecuado solidifica creando estructuras
dendríticas, lo cual es primordial para obtener poros alargados e interconectados. Por
último, el canfeno es capaz de sublimar a temperatura y presión ambiente.A continuación,
la Figura 7 muestra su fórmula estructural.
Figura 7. Fórmula estructural del canfeno [ARA 2005].
El tamaño de las partículas sólidas es otro factor importante a tener en cuenta, ya que
junto con la densidad, afectará de forma importante la habilidad que se tenga de obtener
suspensiones estables. Se suele trabajar con partículas de tamaño nanométrico o bien de
pocas micras.
El tamaño determina a su vez, para un cierto gradiente térmico, la velocidad crítica de
crecimiento del frente sólido para la que dicho frente atrapa en su interior a las partículas,
o por el contrario las empuja al espacio interdendrítico. Existen otros factores importantes
a la hora de elegir las partículas sólidas como son: la distribución de tamaños de partícula,
la forma, la rugosidad o la tensión superficial, todos ellos mencionados y analizados en la
literatura [DEV 2008].
Cabe destacar que al líquido vehicular se le suelen añadir como agentes auxiliares
dispersantes y/o aglutinantes. Los primeros se encargan de facilitar una suspensión
estable que evite la precipitación de las partículas durante la solidificación de la preforma.
Los segundos permiten mejorar la adhesión de las partículas sólidas entre sí durante la
solidificación y posterior sublimación del líquido vehicular.
FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
32
Preparación de Slurry
Una vez elegidos líquido, partículas sólidas, aglutinantes y dispersantes el primer paso del
proceso consiste en realizar la suspensión de las partículas del material sólido en el
líquido vehicular, el cual ya contiene aglutinantes y dispersantes.
La temperatura de realización de la mezcla debe estar en el rango donde el agente
vehicular se encuentra en estado líquido, temperatura ambiente en el caso del agua o, 60℃
y 8℃ si se trata de canfeno y terbutanol respectivamente.
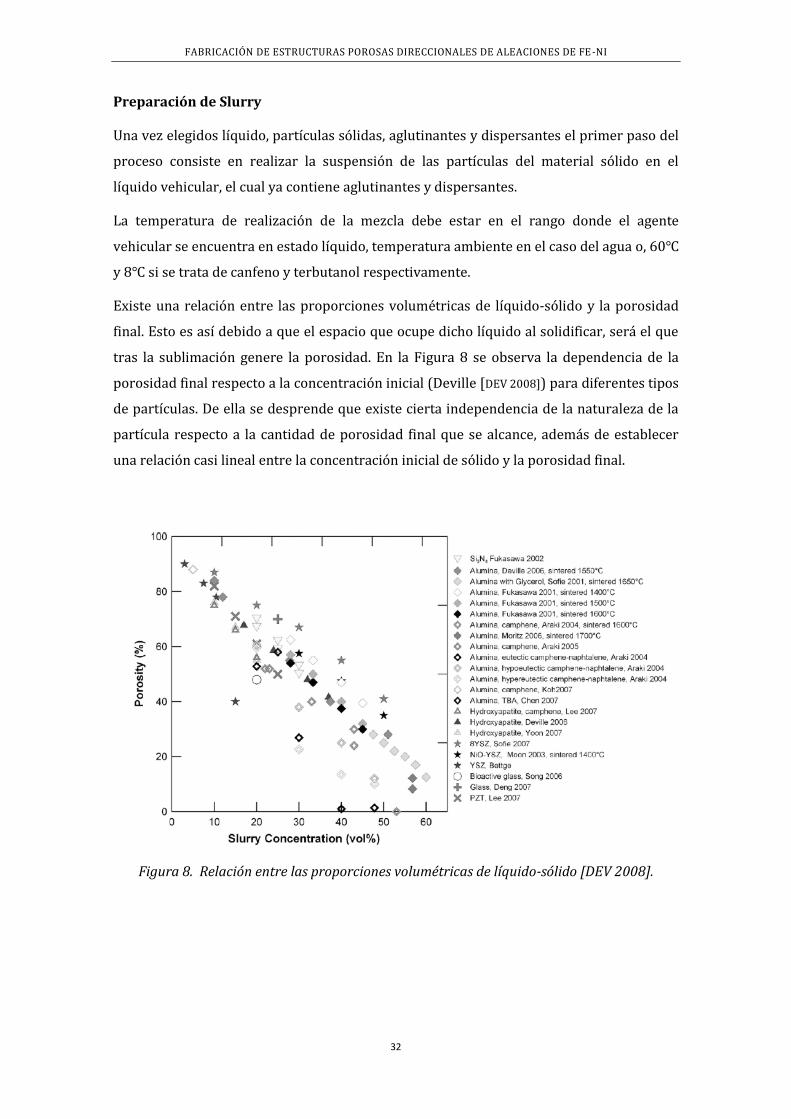
Existe una relación entre las proporciones volumétricas de líquido-sólido y la porosidad
final. Esto es así debido a que el espacio que ocupe dicho líquido al solidificar, será el que
tras la sublimación genere la porosidad. En la Figura 8 se observa la dependencia de la
porosidad final respecto a la concentración inicial (Deville [DEV 2008]) para diferentes tipos
de partículas. De ella se desprende que existe cierta independencia de la naturaleza de la
partícula respecto a la cantidad de porosidad final que se alcance, además de establecer
una relación casi lineal entre la concentración inicial de sólido y la porosidad final.
Figura 8. Relación entre las proporciones volumétricas de líquido-sólido [DEV 2008].

1. MARCO TEÓRICO
33
Figura 9. Fases del proceso [DEV 2008].
Solidificación
Durante esta etapa el líquido solidifica en forma de cristales en una dirección u otra
dependiendo del gradiente térmico al que se sometan y la naturaleza del propio líquido.
Esta etapa es muy importante, ya que permite establecer las características morfológicas
finales de la porosidad resultante. Por tanto, controlando las condiciones de solidificación,
se estará actuando en las características finales de la porosidad. La Figura 9 muestra un
esquema con las fases del proceso.
Según sea el tipo de porosidad final que se quiera, se dispondrá el gradiente térmico sobre
la preforma de tal forma que la extracción de calor genere el crecimiento del frente sólido
en la dirección deseada.
Crecimiento del frente sólido
Jackson y Hunt [JAC 1965] describen el comportamiento durante la solidificación de un
material a través de un parámetro , donde L es la diferencia entre la energía
interna de las dos fases, R es la constante de los gases, es la temperatura de equilibrio
entre las dos fases, y es un factor que depende de la cristalografía de la interfase. El valor
de está entre 0.5 y 1 para la zona más cercana al cristal, y decrece con la distancia. El
factor es un factor adimensional de la entropía de fusión. El
comportamiento de un material en la solidificación puede clasificarse en función del
parámetro . Materiales con valores de pequeños, como los metales, pueden crecer con

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
34
una estructura dendrítica, si tiene el grado suficiente de pureza. Por otra parte, materiales
con valores mayores de estarán limitados por grandes cristales planos durante el
crecimiento.
Mientras que los metales suelen tener un valor de cercano o menos a la unidad, el agua,
por ejemplo, presenta un valor ~ 2.6, y el canfeno de ~ 1.1 [JON 1974]. Éste bajo valor de
en el canfeno es lo que hace que presente una mayor facilidad para el crecimiento
dendrítico al solidificar que el agua. Ambos tienen un crecimiento similar, basado en
formas dendríticas pero difieren en su forma cristalina. Bajo condiciones ambientales de
presión y temperatura, el canfeno forma cristales cúbicos con una estructura isotrópica,
mientras que el agua solidifica en forma de cristales cúbicos hexagonales anisotrópicos. En
el caso del agua, la velocidad del frente de solidificación paralelo al eje cristalográfico c es
del orden de 100 a 1000 veces más lento que el perpendicular a este eje. Cuando se
desarrolla una estructura columnar, se pueden formar placas anisotrópicas de hielo a
través de un crecimiento del frente sólido muy rápido en la dirección del eje a, mientras
que el espesor (en la dirección c), permanece pequeño. El proceso de solidificación es más
fácil para cristales cuyo eje c sea perpendicular al gradiente de temperaturas, ya que el
crecimiento puede ocurrir según la dirección a o b. Los cristales con eje c horizontal
pueden crecer, por tanto, a expensas de los demás, y continuar creciendo verticalmente, en
una arquitectura de grandes láminas verticales de cristales con ejes c horizontales. En la
estructura final, la dirección perpendicular a las láminas corresponde por tanto al eje c
original de los cristales de hielo. En la Figura 10 puede observarse la estructura cristalina
del hielo, la morfología de crecimiento de los cristales y la anisotropía de la velocidad de
crecimiento, y la estructura porosa resultante.
Figura 10. a) Estructura cristalina del hielo. b) Morfología de crecimiento de cristales, anisotropía de velocidad de crecimiento. c) Estructura porosa resultante [DEV 2008].

1. MARCO TEÓRICO
35
En el caso del canfeno, la solidificación del líquido lleva a la formación de dendritas
claramente definidas, tal y como se muestra en la Figura 11. Si se usa terbutanol como
líquido vehicular, se obtiene una estructura de canales prismáticos (Tabla 1).
Figura 11. Dendritas de canfeno solidificado [DEV 2008].
Figura 12. Típica estructura obtenida mediante solidificación direccional. a) Alúmina-Hipoeutéctico Camphor/Naphthalene. b) Alúmina-Agua. c) Carburo de silicio usando
policarboxilato-Canfeno. d) Alúmina-Canfeno [DEV 2008].

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
36
En la Figura 12 pueden observarse distintas estructuras obtenidas mediante solidificación
direccional empleando diferentes cuerpos sólidos y agentes vehiculares. Se puede
comprobar cómo empleando agua como líquido vehicular aparecen canales laminares,
mientras que si se emplea canfeno o la mezcla Naftaleno-Canfor se obtienen canales
dendríticos.
El crecimiento del frente sólido en el líquido se verá afectado por el gradiente de
temperaturas impuesto en el proceso. De esta forma, se puede orientar la solidificación
para desarrollar una estructura de poros alineados bien longitudinalmente, radialmente, o
distribuidos homogéneamente.
Interacción partícula-frente sólido
El proceso de interacción que se da entre las partículas disueltas en el líquido y la
solidificación del mismo es un proceso complejo. Por un lado, existe una interacción entre
el avance del frente de solidificación y la partícula, que puede llevar a que la partícula sea:
a) absorbida por el cristal; b) empujada por éste a lo largo del líquido; o c) atrapada entre
dos frentes sólidos. Además, la presencia de la partícula influye en el proceso de
solidificación del líquido, puesto que introduce un gradiente de temperaturas en la
interfase sólido-líquido. Todo esto hace complicado modelar el comportamiento de las tres
fases (sólido, líquido, partícula) en la zona de crecimiento del frente sólido. Además, el
amplio rango de posibilidades en las condiciones de aplicación de este método (tamaño de
partículas, fracciones volumétricas, naturaleza del disolvente, etc.) hace que desarrollar un
modelo único para toda la casuística sea complejo, resultando que unas interacciones
pueden ser despreciables en unos casos, y determinantes en otros. Éste por ejemplo sería
el caso de la gravedad, la cual no se suele tener en cuenta en el tratamiento de partículas
de materiales cerámicos, pero es fundamental en el caso de los metales.
En el ANEXO I se presentan algunos de los modelos utilizados para la caracterización de la
interacción partícula-frente sólido en la bibliografía (Balance de energías libres, Balance
de fuerzas, Balance entre la presión osmótica y la capilaridad, Modelo multi-escala de las
dinámicas entre partículas y frente de solidificación).
Sublimación
Dicho proceso consiste en proporcionar las condiciones tales que el líquido previamente
solidificado se convierta en gas, es decir sublime. Tras este proceso los espacios ocupados
previamente por los cristales quedan ahora huecos, obteniéndose la porosidad buscada. La
pieza resultante tras este paso se denomina pieza en verde. Este proceso está determinado

1. MARCO TEÓRICO
37
por la naturaleza del disolvente inicial; en el caso del agua se puede usar un “convencional
freeze-drying”, el cual consiste en someter a la pieza a un alto vacío y a temperaturas entre
-50 y -85℃. En el caso del canfeno o la mezcla eutéctica de naftaleno y alcanfor la
sublimación se da a condiciones ambientales de presión y temperatura, por lo que no es
necesario equipo auxiliar alguno. Con el terbutanol a presión atmosférica se necesita una
temperatura en torno a los 85℃, para que tenga lugar la sublimación.
Sinterización
Se somete la muestra en verde a un tratamiento térmico de modo que se incrementa la
fuerza y resistencia de la pieza creando enlaces fuertes entre partículas. En la sinterización
las partículas coalescen por difusión al estado sólido a altas temperaturas, pero por debajo
del punto de fusión o vitrificación del compuesto que se desea sinterizar. Para una
correcta sinterización se ha de producir difusión atómica entre las superficies de contacto
de las partículas, lo que provoca que resulten químicamente unidas.
1.3.2 Estado del arte
1.3.2.1 Siglo XX
En 1908 Lottermoser, Bobertag y colaboradores llevan a cabo las primeras observaciones
cualitativas del efecto de congelación en las soluciones y suspensiones. Lottermoser [LOT
1908] describe la formación de materiales con estructura de paneles tipo sándwich
mediante congelación. Por su parte, Bobertag y sus colaboradores [BOB 1908] observan
cambios estructurales en el material congelado, después refundido, sugiriendo que, eran
causados por las fuerzas ejercidas sobre la materia por la expansión de cristales de hielo.
En 1954, Maxwell et al. [MAX 1954] presentan una Investigación preliminar del método
Solidificación direccional, a fin de fabricar piezas con formas complejas e intrincadas de
materiales refractarios, como álabes de turbocompresores.
El método consistió en la preparación de una mezcla fluida de gran tamaño con una
pequeña cantidad de aglutinante, vertida en un molde y congelada para obtener la forma
de dicho molde. Posteriormente, dicha muestra se somete a la sublimación del líquido
congelado, y es sinterizada por medios convencionales.
La investigación se realizó con tres tipos de materiales:

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
38
- Un único componente, para la sinterización completa, usando disiliciuro de
molibdeno ( ) y molibdeno metálico.
- Carburo de titanio, para la sinterización parcial y posterior infiltración con metal
para preparar piezas de cermet.
- Compuesto de óxido de aluminio y metal, para investigar la posibilidad de
preparar álabes con una raíz dúctil y cuerpo cerámico.
Los autores comentan el amplio rango de materiales y tamaños de partículas con los que
se puede aplicar el método e identifican una serie de problemas que a su juicio son las
principales trabas a superar, entre los que destacan:
El moldeo de muestras con baja fluidez o que carezca de ésta.
Distorsiones y grietas que aparecen en el secado en frío.
Extracción de la muestra congelada del molde.
Selección del aglutinante adecuado
Entre los resultados destacan como factores que afectan a la densidad de las muestras tras
la sinterización, la relación volumétrica sólido-líquido, el tamaño de las partículas de
polvo, la desgasificación del compuesto, y el uso de vibraciones para incrementar el flujo
del compuesto con alto contenido de partículas sólidas.
En 1984, Tong et al. [TON 1984] publican un estudio acerca de la solidificación direccional de
un gel acuoso de agar, en el cual observan el espacio ocupado por el agar vitrificado
localizado entre los límites de grano del hielo, así como la influencia del tamaño de las
partículas de hielo formadas en función de las condiciones de solidificación, bajo un
gradiente de temperatura controlado.
Se plantea la posibilidad de crecimiento de hielo de manera ininterrumpida a través de
una solidificación local orientada, en un sistema binario con impurezas poliméricas.
Comienzan a relacionarse velocidad de cristalización y tamaño de cristal en el plano
perpendicular a la dirección de crecimiento y plantean que dicho proceso está controlado
mediante una transferencia de masa en el límite de solidificación. Una vez fundido el hielo,
la agarosa insoluble en el líquido frío permanece formando una matriz continua de agar
replicando la posición del límite de grano entre los cristales de hielo.

1. MARCO TEÓRICO
39
En la Figura 13, se representa un corte de una sección transversal a la dirección de
solidificación de un gel agua-agar, con un 5% en peso de agar. Se observa como a medida
que disminuye la velocidad de cristalización aparecen canales de mayor tamaño.
Figura 13. Sección transversal a la dirección de solidificación del gel agua-agar, con 5%wt.
de agar, y velocidades de cristalización de cm/s (a); cm/s (b); 1 cm/s (c); cm/s (d) [TON 1984].
Figura 14. Sección longitudinal a la dirección de solidificación del gel agua-agar, con 5%wt. de agar, y velocidad de cristalización de cm/s (a) corte oblicuo mostrando el
frente de solidificación, (b) corte longitudinal mostrando la continuidad del poro [TON 1984].

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
40
En la Figura 14 puede verse un corte longitudinal de la misma muestra a una velocidad de
crecimiento en concreto. A la izquierda se tiene un corte oblicuo tal que se puede apreciar
el frente de solidificación y a la derecha un corte longitudinal en el que puede
comprobarse la continuidad de los canales a lo largo de la totalidad de la muestra.
En 1985, Tong & Gryte [TON 1985] estudian y desarrollan un marco teórico para el cálculo y
predicción del tamaño de los cristales de hielo aparecidos a través de la solidificación
unidireccional en un gel acuoso de agar.
1.3.2.2 2001-2005
Es a partir de finales del s. XX principios del s.XXI, cuando se despierta un mayor interés
sobre este método y se comienzan a realizar un mayor número de investigaciones acerca
de éste como refleja el gráfico de publicaciones que se muestra a continuación. Según
Deville [DEV 2008] desde 2000 hasta 2007, solo en el campo de aplicación para materiales
cerámicos, se multiplica por más de 3 el número de artículos científicos publicados sobre
el tema en cuestión.(Figura15)
Figura 15. Número de publicaciones por año del método de Solidificación direccional [DEV 2008]
En 2001, Sofie y Dogan [SOF 2001] muestran la fabricación de material poroso de alúmina,
con una proporción de sólido superior al 60%, mediante solidificación direccional basado
en solución acuosa. Se añade glicerol para modificar el comportamiento en la solidificación,
en concreto para eliminar los defectos asociados a la expansión y el rechazo de las

1. MARCO TEÓRICO
41
partículas cerámicas por parte del agua durante la congelación. La adición de este, a su
vez, reduce considerablemente la viscosidad del compuesto, estabilizado a través de
polimetacrilato de amonio como dispersante, permitiendo la preparación de compuestos
con alta proporción de partículas sólidas. En concreto, se consigue una disminución del
40% de la viscosidad para un compuesto con un 60% en volumen de sólido, en las
muestras a las cuales se ha añadido glicerol (Figura 16).
Figura 16. Modelo propuesto para la formación de micela por la interacción de dispersante y glicerol [SOF 2001].
En el mismo año Fukusawa el al. [FUK 2001,FUKA 2001] realizan estudios del método freeze-
drying también mediante alúmina.
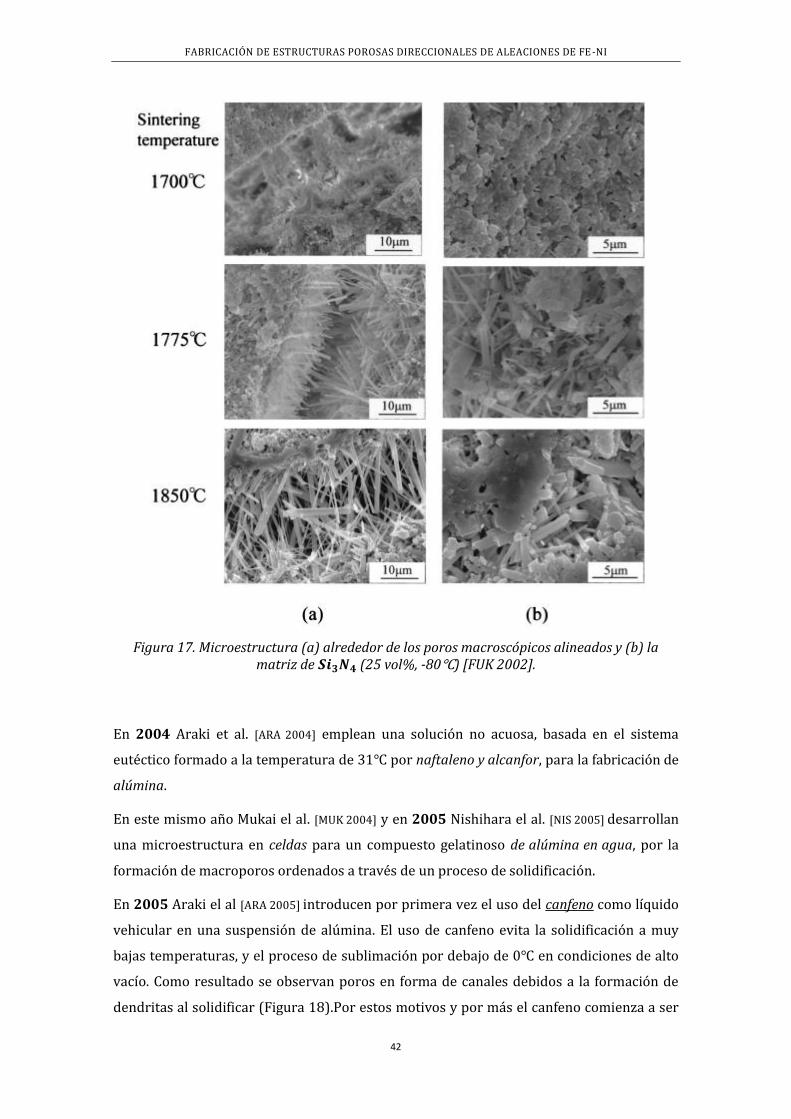
En 2002 Fukusawa et al. [FUK 2002] publican un estudio con nitruro de silicio, en el cual se
consigue la formación de canales alineados de tamaño macroscópico. Se observa un
número de granos en forma de fibras que sobresale de las paredes internas de la matriz de
. Dichos granos se convierten en la porosidad abierta. El crecimiento de grano, tanto
de las paredes internas de los poros macroscópicos como en la matriz se mejora con el
aumento de la temperatura de sinterización (Figura 17).
FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
42
Figura 17. Microestructura (a) alrededor de los poros macroscópicos alineados y (b) la matriz de (25 vol%, -80℃) [FUK 2002].
En 2004 Araki et al. [ARA 2004] emplean una solución no acuosa, basada en el sistema
eutéctico formado a la temperatura de 31℃ por naftaleno y alcanfor, para la fabricación de
alúmina.
En este mismo año Mukai el al. [MUK 2004] y en 2005 Nishihara el al. [NIS 2005] desarrollan
una microestructura en celdas para un compuesto gelatinoso de alúmina en agua, por la
formación de macroporos ordenados a través de un proceso de solidificación.
En 2005 Araki el al [ARA 2005] introducen por primera vez el uso del canfeno como líquido
vehicular en una suspensión de alúmina. El uso de canfeno evita la solidificación a muy
bajas temperaturas, y el proceso de sublimación por debajo de 0℃ en condiciones de alto
vacío. Como resultado se observan poros en forma de canales debidos a la formación de
dendritas al solidificar (Figura 18).Por estos motivos y por más el canfeno comienza a ser

1. MARCO TEÓRICO
43
muy usado a partir de este momento [ARA 2005, KOH 2006, HOU 2012, HON 2010, HAN 2010, DEV
2006, HON 2005,SHA 2008].
Figura 18. Micrografías ópticas de las dendritas de canfeno al 3% de [ARA 2005].
1.3.2.3 2005-2010
En 2006 y 2007 Deville et al. [DEV 2006, DEVI 2006, DEV 2007] investigan la solidificación
direccional en cerámicas. Estudian la relación entre condiciones de congelación y
microestructura final para diferentes niveles de concentración. De esta forman logran
interpretar el fenómeno en términos de la interacción entre el frente de solidificación y las

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
44
partículas inertes de cerámica. Demuestran que controlando las condiciones de
congelación se puede obtener cerámicas multicapas porosas.
Demuestran también la relación entre la velocidad de crecimiento del frente sólido y el
grosor de los canales interdendríticos. A mayor velocidad, menor ancho de pared (λ),
proponiendo los autores una dependencia empírica a través de una ley potencial del tipo
(Figura 19,20)
Figura 19. Velocidad del frente sólido – . [DEV 2007].
Figura 20. Crecimiento dendrítico [DEV 2007].
Figura 21. Partículas atrapadas durante el crecimiento [DEV 2006].

1. MARCO TEÓRICO
45
En la Figura 21 puede observarse como hay partículas que son empujadas y otras que son
atrapadas por el frente en función de la velocidad de éste.
La Figura 22 muestra la morfología del poro en función de la distancia al foco frío y por
tanto de la velocidad de crecimiento. Para velocidades muy altas se tiene un frente planar.
A medida que disminuye la velocidad dicho frente pasa a ser columnar y cada vez más
ordenado hasta llegar a un frente laminar/dendrítico de espesor homogéneo.
Figura 22 Morfología según la distancia al foco frío [DEV 2007].
En el estudio logran además determinar un límite por debajo del cual es difícil obtener una
pieza sin incrementar el contenido de aglutinante, y lo establecen en el 40% en peso.
Igualmente establecen un límite superior tal que se llega a un punto en el que la estructura
laminar se pierde y se obtienen poros no interconectado
En 2006, Koh et al. [KOH 2006] estudian el efecto de la adicción de PS como aglutinante en la
solidificación direccional de alúmina basada en canfeno. El PS permite mantener la
consistencia de la estructura tras la sublimación sin que esta colapse, y así obtener piezas
de gran porosidad (5%vol. partículas sólidas).El contenido de PS tiene influencia a su vez
en la direccionalidad, espesor de las paredes e interconectividad de poros: A mayor

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
46
cantidad de PS inicial aumenta la direccionalidad, disminuye el espesor de las paredes y se
reduce la interconectividad de los poros, como se aprecia en la Figura 23.
Figura 23. Morfología de poro en función de la cantidad de PS [KOH 2006].
En 2007, Yoo et al. [YOO 2007] realizan un proceso de solidificación extremadamente lento
en canfeno, obteniéndose como resultado grandes canales de poros. La velocidad de
solidificación se controla mediante la temperatura de solidificación y el tiempo que se
somete la pieza a dicha temperatura.
Figura 24.Micrografías SEM de compuestos de canfeno e hidroxiapatita para varias temperaturas de solidificación a) 0℃, b) 20℃, c) 30℃, d) 35℃, durante 2 horas [YOO 2007].

1. MARCO TEÓRICO
47
Mediante el uso de un calorímetro diferencial de barrido se pudo determinar el máximo
del flujo exotérmico asociado a una concentración determinada (10-20% vol.),
estableciéndose en torno a los 35℃ la temperatura que permite un mayor crecimiento
dendrítico para los compuestos de canfeno e hidroxiapatita (Figura 24).
Se analiza también la influencia del tiempo de solidificación en el tamaño de los poros. A
continuación se muestran los resultados en los que se puede observar la fuerte
dependencia del tiempo en el tamaño final, estableciéndose el óptimo según estos autores
en 20 horas (Figura 25).
Figura 25.Tamaño de poro frente a tiempo de solidificación en compuestos de canfeno e hidroxiapatita [YOO 2007].
Figura 26. Micrografías SEM de compuestos de canfeno e hidroxiapatita produciendo la solidificación durante 2h. a 20℃ seguido de un tratamiento térmico a 35℃ para varios
tiempos(a)2h, (b) 10h, (c) 20h, y (d) 30h [YOO 2007]

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
48
Se demuestra así la posibilidad de provocar un sobrecrecimiento de los canales de poros
generados en la solidificación del canfeno, a través de un proceso extremadamente lento.
Debido a la cercanía entre la temperatura de fusión y la de solidificación, es razonable
suponer que se produce una fusión parcial y local de la pieza solidificada, lo que llevaría a
un continuo crecimiento de las dendritas de canfeno (Figura 26).
En 2007, Chino y Dunand [CHI 2007] prueban la factibilidad del método de solidificación
direccional aplicado a metales, en concreto al titanio a través de un compuesto en base
acuosa. En su estudio usan una partículas finas (tamaño medio inferior a 45 micras) y unas
gruesas (tamaño medio inferior a 125 micras) con el fin de estudiar la influencia del
tamaño de partícula, una proporción en volumen de titanio del 44% y un proceso de
solidificación direccional en sentido ascendente para generar canales de poros alineados.
Además se estudia el comportamiento de una muestra con partículas finas a la cual no se
somete a congelación ni al proceso de freeze drying, sino que es evaporada directamente
desde el compuesto acuosos a 83℃ durante 20h.
En los experimentos con titanio un factor muy importante es la presencia de oxígeno en la
muestra final, debido a que cantidades superiores al 0.8% generan comportamiento frágil
frente a tensiones. Para ello, se analiza el oxígeno presente en la muestra al inicio y al final,
y de este modo se determina la cantidad de oxígeno añadido por el proceso en sí.
Tras los experimentos se llegaron a los siguientes resultados:
Para las muestras de partículas finas se observan poros alargados y alineados según la
dirección de congelación con una gran relación de aspecto. Hasta los 10 cm. desde la zona
inferior aparece porosidad homogénea. El tamaño de los poros es del orden de milímetros
y el 99.8% de porosidad es abierta, la cual varía del 67% en la parte superior al 57 % en la
parte inferior (Figura 27). Dichos poros están homogéneamente distribuidos y conectados
en el plano horizontal. La distancia entre canales o longitud de onda según Deville et al.
[DEV 2007] varía de 150 a 180 micras, creciendo en función de la altura de la pieza.

1. MARCO TEÓRICO
49
Figura 27. Sección longitudinal de espuma producida mediante solidificación direccional con partículas finas. (a) parte superior 67%; (d) parte inferior 57%;
Para las muestras de partículas gruesas la porosidad oscila entre 38.1% (de la cual 1.3% es
cerrada) para la mitad inferior de la pieza, y el 38.9% (0.8% cerrada) en la mitad superior.
En este caso no aparecen canales alargados, pese a haber seguido el mismo proceso. Una
explicación posible, acorde con estudios teóricos del proceso de empuje/absorción de las
partículas por el frente sólido, es que el crecimiento de las dendritas ha atrapado a las
partículas en su interior en lugar de arrastrarlas al espacio interdendrítico como en el caso
de partículas finas.
Para ambos tamaños existe una misma relación entre la velocidad del frente de hielo y la
altura de la pieza. Hay un máximo de velocidad en el entorno de los 12 mm, coincidiendo
con el inicio de aparición de las dendritas. Éste descenso de velocidad es debido a la
variación en la conductividad térmica del hielo frente a la de la placa inferior transmisora
del calor, afectando al gradiente de temperaturas y al incremento en la distancia entre las
paredes tal y como mostraban Deville et al. [DEV 2006, DEV 2007] en sus estudios con
alúmina. Miyawaki et al. [MIY 1985, MIY 1992] mostraron que el tamaño de las dendritas de
hielo es inversamente proporcional a la velocidad del frente de solidificación.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
50
La velocidad crítica para ambos tamaños de partículas no es la misma, a diferencia de la
del frente sólido, puesto que la velocidad crítica depende del tamaño de partícula. Pese a
algunas incertidumbres en el cálculo de las respectivas velocidades críticas, el resultado
predice que las muestras a partir de partículas finas tendrían una velocidad de
crecimiento durante el proceso inferior a la crítica, dándose el empuje de las partículas al
espacio interdendrítico, y permitiendo la aparición de canales tras la sublimación. Por el
contrario, las muestras generadas con partículas gruesas presentan una velocidad crítica
similar a la de solidificación, por lo que existe la posibilidad de atrapamiento por parte de
las dendritas y como consecuencia la formación de poros aislados.
Para la muestra obtenida sin congelación, se obtiene una porosidad del 60% (0.6%
aislada), lo que refleja que el incremento de volumen debido a la expansión del agua en el
proceso de congelación no afecta significativamente en la porosidad final tras la
sinterización. Sin embargo, la estructura resultante no tiene nada que ver en ambos casos.
En ésta aparecen poros equiaxiales de unas 50 micras de diámetro, presentes entre las
partículas parcialmente sinterizadas de titanio, como resultado de una sinterización
parcial de la preforma. Aparecen también unos poros casi esféricos de gran tamaño, unas
170 micras de diámetro medio, posiblemente debidos a la formación de burbujas durante
la evaporación.
En cuanto al oxígeno, el comportamiento de ambas muestras también es diferente. El polvo
de partículas gruesas, antes del proceso de solidificación direccional presentaba un
contenido en oxígeno superior al crítico, un 3.4% en peso. Tras la sinterización se alcanzó
un valor de 3.8%, creciendo por tanto algo más de un 11%. El polvo de partículas finas
presentaba un contenido inicial del 0.16% y final del 0.24%, lo cual representa un
crecimiento del 50%. Esto es debido a que la relación superficie-volumen es mucho mayor
en las finas que en las gruesas.
En 2008 Dunand et al. [DUN 2008] realizan un estudio de la estructura de una espuma de
titanio elaborada mediante la técnica de solidificación direccional direccional basado en el
agua, a partir de dos tamaños diferentes de partículas. Se realizaron cálculos en 3D a
partir de tomografías en 2D para obtener interconexión de poros, la inversa del área por
unidad de volumen, la fracción volumétrica de poros, la distribución de la forma, así como
la distribución normal de las superficies.
Se prepararon dos muestras, una con un tamaño de polvo inferior a 20 micras (gruesas) y
otra con un tamaño inferior a 10 micras (finas), ambas con el 22% en volumen de titanio
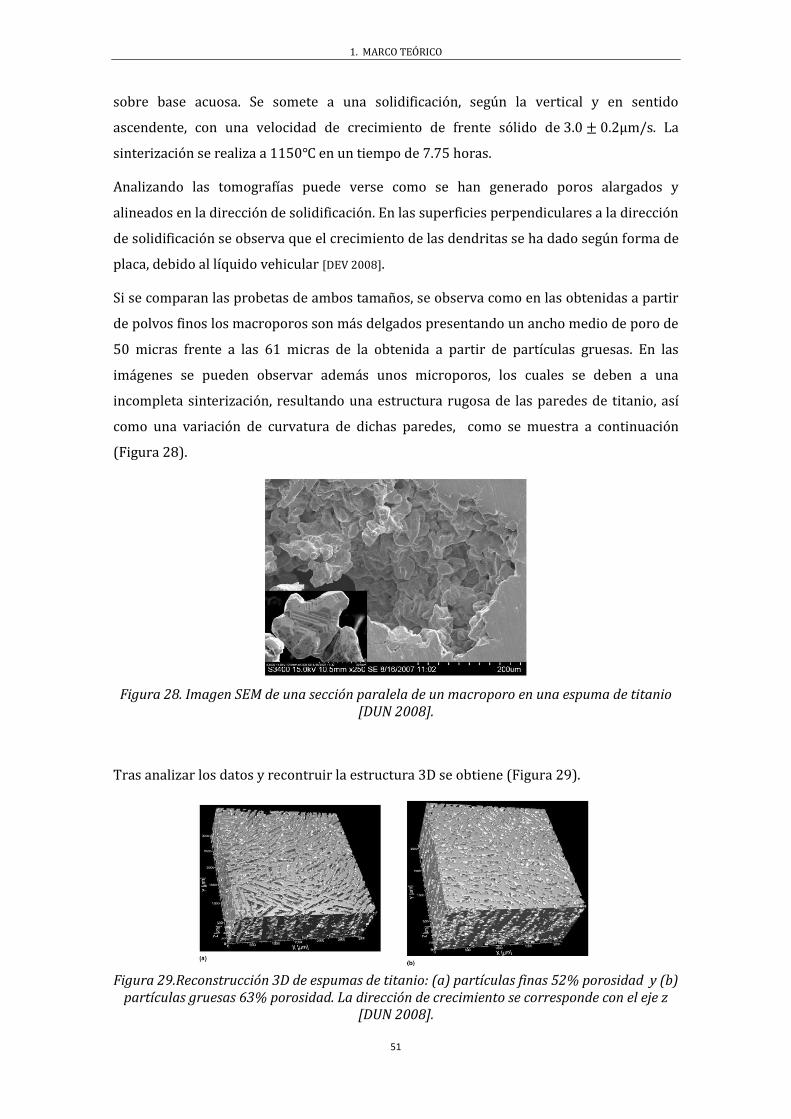
1. MARCO TEÓRICO
51
sobre base acuosa. Se somete a una solidificación, según la vertical y en sentido
ascendente, con una velocidad de crecimiento de frente sólido de . La
sinterización se realiza a 1150℃ en un tiempo de 7.75 horas.
Analizando las tomografías puede verse como se han generado poros alargados y
alineados en la dirección de solidificación. En las superficies perpendiculares a la dirección
de solidificación se observa que el crecimiento de las dendritas se ha dado según forma de
placa, debido al líquido vehicular [DEV 2008].
Si se comparan las probetas de ambos tamaños, se observa como en las obtenidas a partir
de polvos finos los macroporos son más delgados presentando un ancho medio de poro de
50 micras frente a las 61 micras de la obtenida a partir de partículas gruesas. En las
imágenes se pueden observar además unos microporos, los cuales se deben a una
incompleta sinterización, resultando una estructura rugosa de las paredes de titanio, así
como una variación de curvatura de dichas paredes, como se muestra a continuación
(Figura 28).
Figura 28. Imagen SEM de una sección paralela de un macroporo en una espuma de titanio [DUN 2008].
Tras analizar los datos y recontruir la estructura 3D se obtiene (Figura 29).
Figura 29.Reconstrucción 3D de espumas de titanio: (a) partículas finas 52% porosidad y (b)
partículas gruesas 63% porosidad. La dirección de crecimiento se corresponde con el eje z [DUN 2008].

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
52
Según los resultados del picnómetro de helio ambas muestras presentan porosidad abierta
con valores de para partículas finas y de para partículas
gruesas. Usando el método de Arquímedes, los resultados son de 41.4% para las partículas
finas y 44.6% para las gruesas, más tendentes al valor medio. Según la reconstrucción
tridimensional estos valores son de 52% y 63% respectivamente, cuyos valores son más
locales.
El tamaño medio de poros es medido mediante el inverso del área por unidad de volumen.
Dicha superficie por unidad de volumen toma valores de 48micras (fino) y 42 micras
(grueso). Usando análisis de las imágenes de la microestructura los valores son 50 y 60
micras de ancho respectivamente.
En 2008, Yook et al. [YOO 2008] usan el canfeno por primera vez como líquido vehicular del
método solidificación direccional aplicado a metales, en concreto al titanio. En el
experimento se usa como fuente del Ti, por lo que es necesario realizar durante el
proceso un tratamiento térmico para descomponer el y liberar el hidógeno.
Se preparan muestras al 15,20 y 25% en volumen de . El enfriamiento se realiza a
33℃ durante 24 horas de forma no direccional, por lo que no se encuentran poros
alargados ni alineados. Se usa esta temperatura, cercana a la de solidificación, para
provocar un sobrecrecimiento de las dendritas de canfeno, lo cual llevará a poros grandes.
Este fenómeno de sobrerecimiento, es debido a su vez a una refundición de la pieza [YOO
2007].
Figura 30. Micrografía de espuma de titanio para contenido de de (a) 15%vol., (b) 20% vol., 25% vol. [YOO 2008].

1. MARCO TEÓRICO
53
En la Figura 30 se puede observar como al aumentar el contenido de polvo la porosidad
disminuye.
Notar que para la descomposición del se realiza un tratamiento térmico a 400℃. Con
posterioridad, se somete a otro tratamiento térmico a 1300℃ para consolidar las
partículas de Ti. Mediante DRX o XRD se comprueba que la descomposición es total y que
solo aparece Ti tras el tratamiento térmico, salvo una delgada capa externa de la muestra
en la que aparece TiC.
Se obtienen muestras con poros interconectados de tamaños superiores a las 100 micras,
y con porosidades de 63% (15%vol. inicial), 56% (20%), y 49% (25%). Destacar que no
existen microporos ni otros defectos en las paredes de titanio. Es muy importante el hecho
de que no se observa incorporación de oxígeno a las diferentes muestras, a diferencia de la
solidificación direccional basada en soluciones acuosas.
Se estudia también la variación del límite elástico en función de la proporción en volumen
inicial de polvo variando desde 81 MPa(15%) a 253 MPa(25%), lo cual era de esperar.
En 2009, Yook et al. [YOO 2009] y Jung et al. [JUN 2009] continúan usando el como
fuente del Ti y una solidificación no direccional.
Jung et al. trabajan con muestras al 10, 25 y 40 % en volumen de . Las muestras se
mantienen a 42℃ durante varios periodos de 1, 4 y 7 días. Después se realiza el
tratamiento térmico de descomposición del y a continuación la sinterización a
1300℃ durante 2h. Se obtienen unas porosidades de 75% (10% inicial), 53% (25%) y
35% (40%), dando lugar a una relación muy cercana a la lineal: , donde ∅
representa la proporción volumétrica inicial de titanio y la porosidad final de la pieza. El
tamaño de poro aumenta con el tiempo de solidificación y/o cuando disminuye la
concentración inicial de polvo. Para un día de solidificación, se obtiene 145±30 μm. (10%),
101±27 μm. (25%) y 56±18 μm. (40%).
Yook et al. trabajan con una concentración del 10% y con la misma temperatura de
solidificación y mismo intervalos de tiempo que los anteriores. Tras realizar todo el
proceso y analizar los resultados observan poros que varían de 144±21 μm (1día) hasta
27±15 μm (7días). El tiempo de solidificación contribuye a que no existan microporos en
las paredes de titanio [YOO 2008]. Dicho tiempo también influye en la resistencia a
compresión y lo hace de forma positiva, variando de 48±10 MPa (1día) hasta 110±17 MPa
(7días)

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
54
Figura 31. Micrografías SEM de muestras producidas para varios contenidos de (a) 10, (b) 25, (c) 40 % vol. después de un proceso de solidificación a 42 ℃ durante 1, 4 y 7 días
[JUN 2009]
1.3.2.4 2010-Actualidad
En 2010, Li et al. [LI 2011] realizan un completo estudio del proceso de solidificación
direccional basado en soluciones acuosas, donde analizan la influencia del tiempo de
sinterización y del tamaño de las partículas en las propiedades mecánicas y en la
morfología de la porosidad resultante en la estructura final.
Se emplea una proporción de 22% en volumen de Ti y un 0.2% en peso de agar, que se
mezcla homogéneamente en agua, y se enfría hasta unos pocos grados por encima del
punto de congelación. Aislando térmicamente todas las superficies del recipiente menos la
inferior, que se pone en contacto con una pieza de cobre mantenida a -5℃, durante 3h.
Tras sublimar el hielo, se da una presinterización a 1000℃ durante 2 horas y finalmente
una sinterización a 1150℃ para un periodo variable desde 8 a 24 horas, según el
experimento, todos en cualquier caso con rampas de 5℃/min.
Se usaron tres tipos de polvos, con menores tamaños de partículas que en [CHI 2007] y
menores concentraciones iniciales de O:
Polvo A: tamaño medio < 20 μm (mesh -325) y cont. O=0.69% en peso.
Polvo B: tamaño medio < 20 μm (mesh -325) y cont. O=0.42% en peso
Polvo C: tamaño medio < 10 μm (mesh -500) y cont. O=0.68% en peso
Se realizan pues tres experimentos
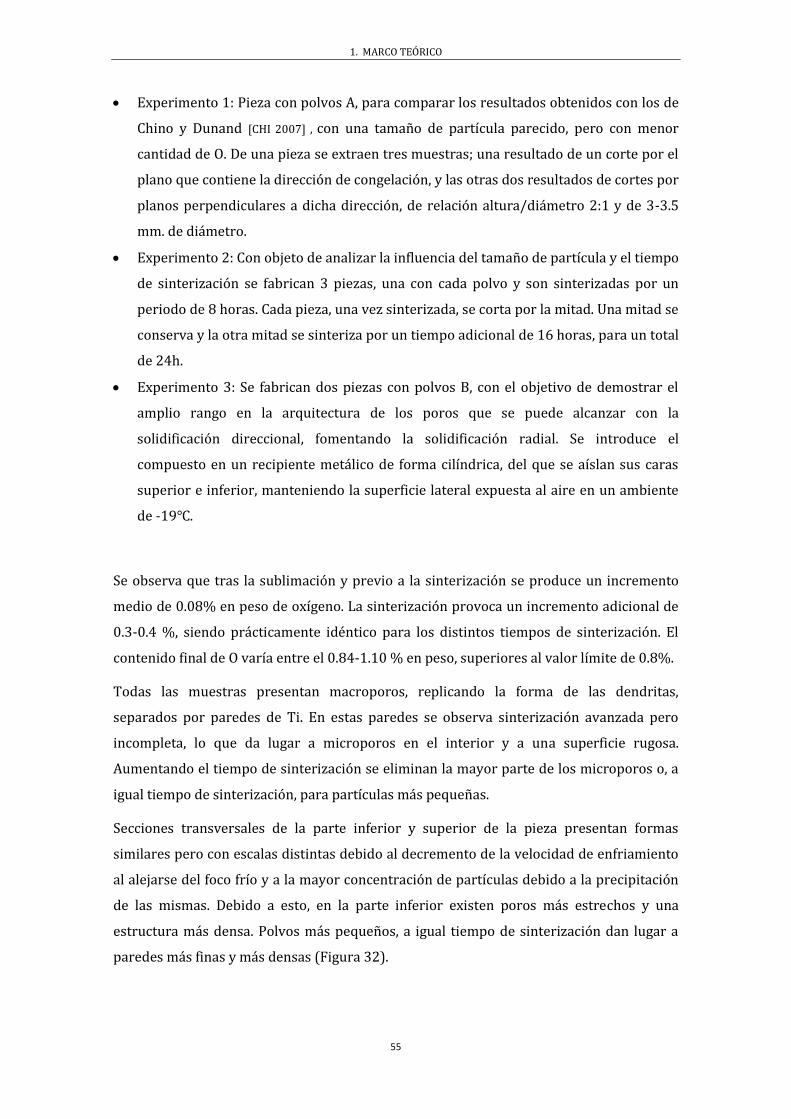
1. MARCO TEÓRICO
55
Experimento 1: Pieza con polvos A, para comparar los resultados obtenidos con los de
Chino y Dunand [CHI 2007] , con una tamaño de partícula parecido, pero con menor
cantidad de O. De una pieza se extraen tres muestras; una resultado de un corte por el
plano que contiene la dirección de congelación, y las otras dos resultados de cortes por
planos perpendiculares a dicha dirección, de relación altura/diámetro 2:1 y de 3-3.5
mm. de diámetro.
Experimento 2: Con objeto de analizar la influencia del tamaño de partícula y el tiempo
de sinterización se fabrican 3 piezas, una con cada polvo y son sinterizadas por un
periodo de 8 horas. Cada pieza, una vez sinterizada, se corta por la mitad. Una mitad se
conserva y la otra mitad se sinteriza por un tiempo adicional de 16 horas, para un total
de 24h.
Experimento 3: Se fabrican dos piezas con polvos B, con el objetivo de demostrar el
amplio rango en la arquitectura de los poros que se puede alcanzar con la
solidificación direccional, fomentando la solidificación radial. Se introduce el
compuesto en un recipiente metálico de forma cilíndrica, del que se aíslan sus caras
superior e inferior, manteniendo la superficie lateral expuesta al aire en un ambiente
de -19℃.
Se observa que tras la sublimación y previo a la sinterización se produce un incremento
medio de 0.08% en peso de oxígeno. La sinterización provoca un incremento adicional de
0.3-0.4 %, siendo prácticamente idéntico para los distintos tiempos de sinterización. El
contenido final de O varía entre el 0.84-1.10 % en peso, superiores al valor límite de 0.8%.
Todas las muestras presentan macroporos, replicando la forma de las dendritas,
separados por paredes de Ti. En estas paredes se observa sinterización avanzada pero
incompleta, lo que da lugar a microporos en el interior y a una superficie rugosa.
Aumentando el tiempo de sinterización se eliminan la mayor parte de los microporos o, a
igual tiempo de sinterización, para partículas más pequeñas.
Secciones transversales de la parte inferior y superior de la pieza presentan formas
similares pero con escalas distintas debido al decremento de la velocidad de enfriamiento
al alejarse del foco frío y a la mayor concentración de partículas debido a la precipitación
de las mismas. Debido a esto, en la parte inferior existen poros más estrechos y una
estructura más densa. Polvos más pequeños, a igual tiempo de sinterización dan lugar a
paredes más finas y más densas (Figura 32).
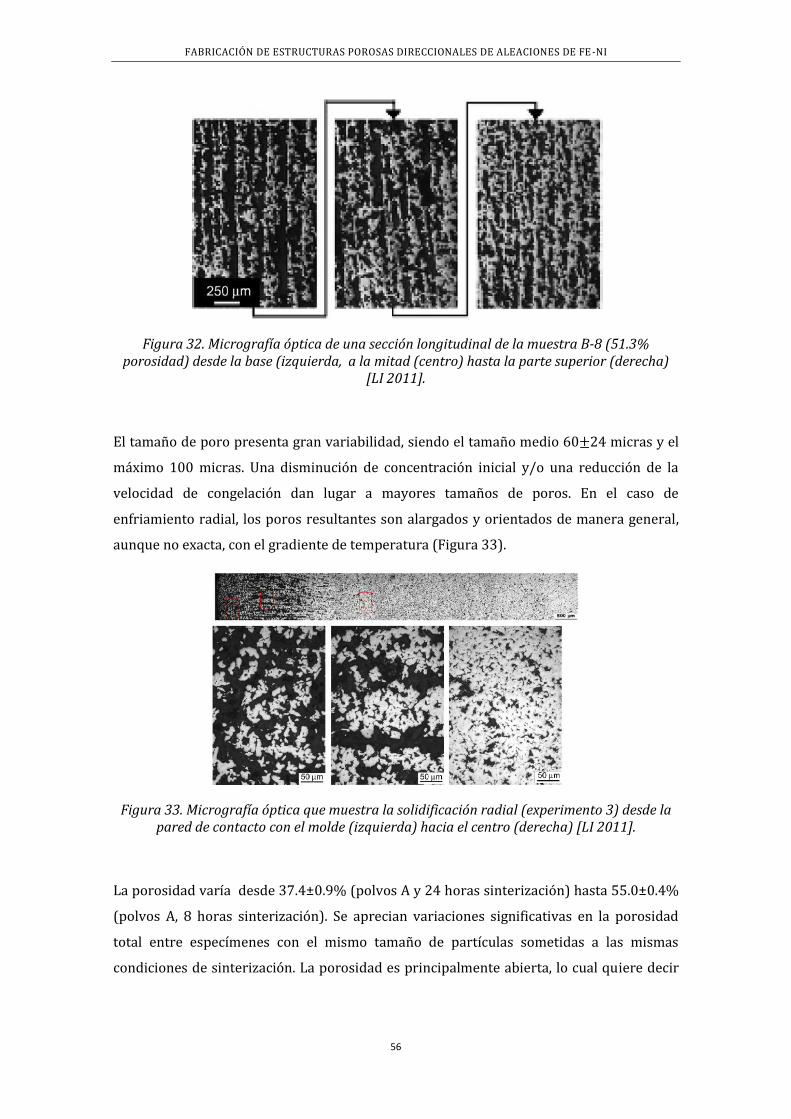
FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
56
Figura 32. Micrografía óptica de una sección longitudinal de la muestra B-8 (51.3% porosidad) desde la base (izquierda, a la mitad (centro) hasta la parte superior (derecha)
[LI 2011].
El tamaño de poro presenta gran variabilidad, siendo el tamaño medio 60 24 micras y el
máximo 100 micras. Una disminución de concentración inicial y/o una reducción de la
velocidad de congelación dan lugar a mayores tamaños de poros. En el caso de
enfriamiento radial, los poros resultantes son alargados y orientados de manera general,
aunque no exacta, con el gradiente de temperatura (Figura 33).
Figura 33. Micrografía óptica que muestra la solidificación radial (experimento 3) desde la pared de contacto con el molde (izquierda) hacia el centro (derecha) [LI 2011].
La porosidad varía desde 37.4±0.9% (polvos A y 24 horas sinterización) hasta 55.0±0.4%
(polvos A, 8 horas sinterización). Se aprecian variaciones significativas en la porosidad
total entre especímenes con el mismo tamaño de partículas sometidas a las mismas
condiciones de sinterización. La porosidad es principalmente abierta, lo cual quiere decir

1. MARCO TEÓRICO
57
que los macroporos abiertos durante la sublimación no se cerraron en la sinterización y
que los microporos del interior de las paredes de Ti están conectados con los macroporos
Las velocidades críticas son 75 y 37 μm/s para las partículas de 10 y 20 μm, muy alejadas
de las producidas en el experimento, en torno a 3 μm /s. Es por esto que se produce el
empuje y desplazamiento de los polvos por parte del frente, no produciéndose en ningún
caso el atrapamiento.
La rigidez es inicialmente baja (7-28 GPa) debido probablemente a la microplasticidad, y
crece conformo lo hace la deformación en el intervalo 0-0.13, para posteriormente decaer
(Figura 34).
Figura 34. Tensión-Deformación a compresión para espumas de titanio (experimento 2). Entre paréntesis aparece la porosidad de la muestra [LI 2011].
La presencia del pico de rigidez en la zona intermedia de deformación puede ser explicada
por los efectos contrapuestos de la densificación (que incrementa la rigidez de la espuma),
y el daño (que la decrementa). El primer mecanismo va perdiendo la importancia
conforme la deformación crece, mientras que el segundo se ve amplificado.
Para la deformación se encuentran tres tipos de comportamientos, uno de ellos
mayoritario, seguido por cuatro de los seis especímenes, tal y como se muestra en la
Figura 34.
El comportamiento general se puede describir como una región elástica hasta el límite
elástico, seguido de un valor máximo de tensión, y un amplio descenso en las tensiones a
lo largo de un considerable rango de deformaciones. Posteriormente se da una región con
fluctuaciones en la tensión, que se incrementan finalmente debido a la densificación. En la
muestra B-8 no se encuentra caída en las tensiones, y se llega suavemente a la zona

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
58
relativamente plana de la curva. La muestra A-8 llega a la fractura antes de la zona de
densificación. Estos dos comportamientos menos característicos se dieron con las
muestras obtenidas con mayor porosidad, en torno al 52-53%.
En 2011, Lee & Oh [LEE 2011] demuestran el uso de la solidificación direccional basada en
canfeno para la fabricación de material poroso de tungsteno, a partir de óxido de
tungsteno, con composiciones iniciales de 10 y 15% en volumen. La solidificación se
produce de manera direccional, y tras el proceso de reducción/sinterización del WO a W,
se muestran grandes canales de poros alineados según la dirección paralela del gradiente
térmico (Figura 35).
Figura 35. Micrografías SEM del W poroso, reducido mediante hidrógeno a 800 ℃ durante 30 min. y sinterizado 900℃ durante 1h. usando un contenido de de 10%vol. (a y b) y
15%vol. (c y d) [LEE 2011].
En 2012, Cuba et. al [CUB 2012] fabrican material poroso de cobre, a través de solidificación
direccional. Se consigue una estructura con poros alargados y alineados, usando óxido de
cobre como fuente del cobre, para evitar la oxidación del cobre metálico en la solución
acuosa. Además, el uso del óxido de cobre permite un tamaño de partícula muy fino, de 40-
80 nm. En esta investigación, también se estudia la influencia del pH del medio en la
estabilidad de la solución, obteniendo un valor óptimo (entre 11 y 12) que minimiza la
sedimentación del CuO durante el proceso. Se obtienen muestras de muy alta porosidad,
del entorno del 80 %, presentando canales de poros alargados y alineados, entre paredes
de Cu que presentan a su vez microporos (como en otros experimentos), así como fisuras y

1. MARCO TEÓRICO
59
grandes poros (que no han aparecido en otros casos), lo que puede ser debido al proceso
de reducción del CuO, con mayor densidad, al Cu, provocando una disminución del
volumen.
En la Figura 35 pueden observarse cortes longitudinales y radiales a distintos aumentos.
En el corte longitudinal pueden observarse canales alineados, mientras que en el corte
radial no se observa una direccionalidad dominante.
Figura 36. Micrografía óptica de la muestra obtenida con un 15% vol. CuO. Sección longitudinal en (a)bajo; (b) medio; y (c)alto aumento. Sección transversal a (c) medio y (d)
alto aumento [CUB 2012].
En 2012 Yook et al. [YOO 2012] desarrollan un nuevo método, que denominan solidificación
direcciona inversa (reverse freeze casting) a partir de la solidificación direccional, en un
proceso distinto al usado hasta ahora, que no se centra en controlar el crecimiento de las
dendritas para que desplacen a las partículas en suspensión al espacio interdendrítico,
sino en migrar las partículas sólidas al interior de canales ya desarrollados. En la Figura 37
se muestra un esquema del proceso.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
60
Figura 37. Esquema del proceso solidificación direccional inverso direccional.(a)Modelo bidimensional; (b)Modelo tridimensional de crecimiento unidireccional del canfeno; (c)
Modelo tridimensional de la migración de las partículas de titanio [YOO 2012].
Por un lado, se solidifica unidireccionalmente canfeno puro, provocando un crecimiento
dendrítico y generando un espacio interdendrítico que se queda vacío. Una vez
solidificado, y manteniendo esta muestra en estado sólido, se sitúa encima un compuesto
de titanio y canfeno, que se mantiene a 45,5℃ (temperatura determinada
experimentalmente), de manera que las partículas de titanio van migrando por gravedad
al interior de los canales interdendríticos de la muetra inferior. Se realiza este
experimento tanto para distintos tiempos de migración (de 1 a 3 días), así como para
diversos materiales: además de titanio, se preparan muestras con hidroxiapatita, alúmina
e hierro.
A partir de la muestra de titanio, con un 20% vol, se obtienen distintas porosidades en
dependencia del tiempo de migración. Conforme aumenta éste, más cantidad de titanio se
incorpora a los canales interdendríticos inferiores, creciendo las columnas generadas e
interconectándose entre ellas, cambiando la estructura porosa final, que varía de
columnar a laminar. Las porosidades varían desde el 69% para 24 horas de migración
hasta el 51% para 48 horas. Igualmente, el espesor de las paredes de titanio también varía,
pasando de 179 μm (24 horas) a 310 μm (48 horas). Se obtiene un tamaño medio de poros
de 400 μm.
En cuanto a las propiedades mecánicas, se obtienen las curvas tensión-deformación a
compresión en la que se observan un límite elástico que varía entre 100-300 MPa y un
módulo de Young entre 2 y 5 GPa. Estos resultados sugieren que la solidificación
direccional inversa resulta una vía para producir espuma de titanio con altos valores de
resistencia a compresión (Figura 38).

1. MARCO TEÓRICO
61
Figura 38. Tensión-Deformación para compresión paralela a la dirección del crecimiento dendrítico, para varios tiempos de migración [YOO 2012]
En 2012, Kim et al. [KIM 2012] desarrollan un método no unidireccional de solidificación
direccional basado en canfeno, para la fabricación de piezas porosas de titanio
(solidificación direccional dinámica). En este caso, la solución se mantiene a temperatura
constante (44℃), y en rotación durante un tiempo de 12 horas a 30 rpm que se determina
experimentalmente como aquella que permite un equilibrio entre la acción de la gravedad
y la fuerza centrífuga sobre las partículas de titanio (Figura 39).De esta forma, se obtienen
diversas muestras con porosidad uniforme, y con poros de forma aproximadamente
esférica. Las porosidades obtenidas variaron desde 52% (para una concentración inicial
de 25% vol.) hasta el 71% (15% vol.).
Figura 39. Solidificación direccional dinámica [KIM 2012].

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
62
En 2013, Miguel López Adán [MIG 2013] en su PFC fabricó piezas de material poroso de
titanio a través de solidificación direccional basada en canfeno. Se probaron diversas
concentraciones de titanio en el compuesto inicial, así como varios gradientes de
temperatura y condiciones de aislamiento, de cara a comprobar su influencia en la pieza
resultante. Para valorar el comportamiento del material se caracterizó la porosidad de las
piezas, calculando el tamaño e índice de poros, así como la dureza y el módulo de Young.
Durante el proceso se comprobó que no se generaron canales de poros alargados y
alineados. Esto pudo ser debido al atrapamiento de las partículas por el frente de
solidificación. Sin embargo, sí se obtuvo un resultado satisfactorio en cuanto al índice de
porosidad y a las propiedades mecánicas necesarias.
Entre sus resultados resaltar algunos de ellos tales como:
El comportamiento del aglutinante es fundamental para garantizar la integridad de
tanto la pieza en verde como su contraparte sinterizada. Se corroboró que el agar-
agar y la resina epoxy no arrojaban resultados satisfactorios, proponiendo como
alternativa el uso del PS como aglutinante.
No se observa la presencia de poros alargados y alineados con la dirección de
crecimiento del frente de solidificación, lo cual pudo ser debido principalmente a
que al no ser estable la suspensión, facilitó el atrapamiento de la partícula por el
frente sólido durante el crecimiento de este último.
El diseño de un sistema de aislamiento efectivo permitió reducir la formación de
un segundo frente de enfriamiento y garantizar la homogeneidad de la pieza así
como la inexistencia de defectos internos.
Se obtuvieron porosidades muy bajas en la parte inferior y elevadas (~80%) en la
parte superior. El tamaño de poros oscila entre 10-20 micras para las zonas menos
porosas, hasta alcanzar 185 micras en las más porosas.
Se obtuvo un módulo de Young de ~12-28 GPa, similar al del hueso humano (~10-
30 GPa), lo cual podría ser un paso inicial en el uso de estas piezas como materia
prima para la fabricación de implantes óseos.
Parece necesario para la fabricación correcta de piezas con porosidad columnar el
uso de una dispersión estable de titanio, un gradiente térmico que garantice el
crecimiento dendrítico, y una velocidad del frente de solidificación
suficientemente baja para que las partículas sean empujadas al espacio
interdendrítico.

1. MARCO TEÓRICO
63
En 2014, Juan Pedro Ayerbe Galisteo [JUA 2014] en su PFC aplicó el método de solidificación
direccional a óxido de hierro nanométrico (5%vol. polvo) y canfeno utilizando EPS como
aglutinante. Se empleó una solidificación radial para varias temperaturas (30, 35, 40 y
42.5℃), destacando entre sus resultados los siguientes:
Tanto el tamaño de partícula como el uso de EPS, han permitido obtener piezas en
verde muy homogéneas garantizando la integridad de las mismas durante su
fabricación (muestras en verde y sinterizadas).
Tras el análisis de las muestras sinterizadas, se observa una contracción
volumétrica comprendida entre 67-71%, además de la presencia de canales
alargados y alineados con la dirección de crecimiento del frente de solidificación
bajo ciertas condiciones (singulares) de temperatura. Esto pudo ser debido
principalmente a que la suspensión, al ser muy estable y su temperatura de
solidificación cercana a la de fusión del compuesto líquido ( 45 ), facilitó el
empuje de las partículas por el frente de solidificación al espacio interdendrítico
durante su crecimiento
Se ha diseñado un proceso de fabricación mediante el cual se obtienen, muestras
de con una porosidad total (homogéneamente repartida) comprendida
entre el 83-84%. Asimismo, el tamaño de poro parece aumentar conforme lo hace
la temperatura de solidificación hasta el instante en que empiezan a aparecer
canales dendríticos (muestra solidificada a 42,5 ). Este tamaño de poro
permanece constante en las muestras excepto en aquellas zonas cercanas a la
pared del molde (muestras solidificadas a 30, 35 y 40 ), en la que se obtiene un
tamaño menor como consecuencia de la rápida nucleación del canfeno. El tamaño
de poro queda comprendido entre 20-35 m para las muestras solidificadas a 30,
35 y 40 , mientras que el tamaño medio de canal obtenido para las muestras
solidificadas a 42,5 es de unos 300 m de longitud por 100 m de ancho. Los
espesores de pared aumentan al igual que el tamaño de poro con la temperatura
de solidificación, obteniéndose unos resultados comprendidos entre los 4-16 m
siendo el mayor aumento entre las temperaturas de solidificación de 40-42,5
(7 m). (Figura 40)
Mediante la técnica de quimisorción se ha podido comprobar como a partir de la
sinterización de polvo de hematita se reduce la reactividad del polvo, ya que éstos
necesitan una mayor temperatura para reducirse. Aún quedaría por determinar la

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
64
influencia exacta de la estructura interior. Tras un primer estudio, se ha observado
que durante la reducción de una muestra solidificada a 42,5 con canales
dendríticos, estos parecen mantener su estructura inicial a pesar de la reducción
en peso (30%) y en volumen (50%) que experimenta la muestra al reducirse.
Figura 40. Fotomicrografías de las muestras de sinterizadas en aire para diferentes temperaturas de solidificación: 30
(1a-1d), 35 (2a-2d), 40
(3a-3d) y 42,5 (4). La
figura (Xa) corresponden al centro de la probeta, (Xb) y (Xc) se ubican en las zonas interiores, y (Xd) corresponde a la pared exterior [JUA 2014].

1. MARCO TEÓRICO
65
1.4 Hierro-Níquel
El hierro y el níquel son dos de los metales más abundantes en la corteza terrestre. Son
además la base fundamental para multitud de aleaciones con aplicaciones muy diversas,
entre las que destacan los aceros inoxidables martensíticos, Invar, Mu-metal, etc. A
continuación se presenta una breve descripción de alguna de las más populares.
Invar: El invar, también llamado FeNi36 o Nivarox, es una aleación de hierro (64%) y
níquel (36%) con muy poco carbono y algo de cromo.
Por su pequeño coeficiente de dilatación se emplea en la fabricación de piezas de precisión
(relojería, aparatos de física, válvulas de motores, etc.) y, especialmente, en instrumentos
para medir longitud, tales como los utilizados en topografía.
También tiene aplicaciones en la fabricación de útiles para procesos de conformado de
material compuesto. Su bajo coeficiente de expansión térmico posibilita que las piezas ya
sea en procesos por vía seca o húmeda obtengan muy buenas tolerancias, el invar presenta
como desventaja ser susceptible a la fluencia lenta. Sin embargo, su uso está restringido a
planchas de pequeño espesor sobre bases de acero o aluminio debido a su alto coste y
peso.
Fue inventada por Charles Edouard Guillaume en 1896 y el mismo fue galardonado con el
premio Nobel de Física en 1920 por dicho descubrimiento. Hacia 1920 también inventó
una aleación de composición parecida, llamada elinvar, que posee un módulo de
elasticidad que no varía mucho con la temperatura.
Mu-metal: Es una aleación de níquel-hierro (aproximadamente 75% de níquel, 15% de
hierro, además de cobre y molibdeno) que tiene una permeabilidad magnética muy alta. La
alta permeabilidad hace al mu-metal muy eficaz en la detección de campos magnéticos
estáticos o de baja frecuencia, que no puede ser atenuada por otros métodos. El nombre
procede de la letra griega mu (μ), que representa la permeabilidad. Diferentes variantes de
la aleación se venden bajo nombres comerciales tales como Mumetal, MuMetal y MuShield.
Mu-metal puede tener permeabilidades relativas de 80.000-100.000 en comparación con
los valores de 10.000-20.000 de los aceros no aleados. Además tiene baja coercitividad y
magnetostricción lo que da como resultado que la pérdida por histéresis sean bajas. Sus
propiedades magnéticas son similares a otras aleaciones de alta permeabilidad como
Permalloy, pero es más dúctil y manejable.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
66
Los objetos de mu-metal requieren un tratamiento térmico después de que adoptan su
forma definitiva. Este recocido en un campo magnético en atmósfera de hidrógeno, al
parecer aumenta la permeabilidad magnética alrededor de 40 veces. El recocido altera la
estructura cristalina del material, alineando los granos y eliminando algunas impurezas,
especialmente de carbono, que impiden el movimiento libre de los límites de los dominios
magnéticos. La flexión o la aplicación de golpes después del recocido puede alterar la
alineación de granos del material, dando lugar a una disminución de la permeabilidad de
las zonas afectadas, que puede ser restaurada mediante la repetición de la etapa del
recocido en atmósfera de hidrógeno. Mu-metal se usa para proteger equipos de los campos
magnéticos
Fernico: Es una aleación de hierro (Fe), níquel (Ni) y cobalto (Co). Es un nombre comercial
formado a partir de los símbolos de los elementos. La aleación tiene el mismo coeficiente
de dilatación lineal que ciertos tipos de vidrio. Por sus cualidades de adherencia, sellado y
aislamiento permiten uniones vidrio-metal y por lo tanto esto lo hace un material ideal
para los terminales de contacto externo de las bombillas y las válvulas termoiónicas.
Su composición es parecida a la de otras aleaciones multicomponente (Kovar, Rodar,
Therlo). Está compuesto por un 28% de níquel, 18% de cobalto y 54% de hierro.
Cunife: Es una aleación de cobre (Cu), níquel (Ni), e hierro (Fe), y en algunos casos algo de
cobalto (Co). La aleación tiene el mismo coeficiente de dilatación lineal que ciertos tipos de
vidrio, y por lo tanto es un material ideal para sellado de uniones vidrio-metal, como los
conectores metálicos externos de bombillas y válvulas termodinámicas. Tiene propiedades
magnéticas y puede ser utilizado para la fabricación de imanes. Cunife I, a veces llamada
Magnetoflex, tiene una composición de 60% Cu, 20% Ni, y 20% de Fe. Cunife II tiene una
composición de 60% Cu, 20% Ni, 2,5% Co, y 17,5% de Fe.
Por ser dichas aleaciones altamente resistentes al agua de mar, los productos de Cunife se
usan en muchas aplicaciones relacionadas con el área marítima, como por ejemplo, en
sistemas conductores de agua de mar: circuitos refrigerantes de agua de mar, desagües.
Por sus propiedades de remanencia magnética es utilizada para la construcción de imanes.
En la actualidad no existe un producto específico de material poroso de aleaciones
metálicas Fe-Ni, sin embargo la posibilidad de fabricar por ejemplo: filtros de aleaciones
metálicas, permitiría mejorar los rendimientos frente a la temperatura y/o agentes
corrosivos. De esta forma, el uso de polvos de Fe2O3 y NiO en este trabajo, pretende sentar
una base para el futuro uso de las aleaciones metálicas porosas.

2. PROCEDIMIENTO EXPERIMENTAL
67
2 Procedimiento experimental.
Figura 41. Diagrama de flujo del proceso.
PREPARACIÓN DE LA
DISPERSIÓN DEL
POLVO EN CANFENO
OBTENCIÓN DE LA
MUESTRA EN VERDE
OBTENCIÓN DE LA
MUESTRA FINAL
ANÁLISIS DE LAS
MUESTRAS Y
OBTENCIÓN DE
RESULTADOS

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
68
2.1 Preparación de las muestras
2.1.1 Materias primas.
Para la realización de este trabajo se emplearon las siguientes materias primas (Tabla 2):
Tabla 2. Materias primas empleadas Materia Prima Características Principales
Canfeno (≥ 95%, FCC, Kosher)
Sigma Aldrich, St. Louis, MO, USA
Densidad
Polvo de hematita u óxido férrico (>
98%)
US Research Nanomaterials Inc., Houston, USA
Tamaño medio de partícula ~ 20-40 nm.
Superficie específica .
Densidad:
Óxido de niquel 99.9%
Infrastructure Nanomaterials
Tamaño de partícula~20nm
Superficie específica .
Densidad: 6.7
[CH2CH(C6H5)]n
Poliestireno (PS).
Índice fusion: 2.0-4.0 g/10 min (200°C/5kg)
Impurezas <5%
Densidad: 1.04 g/mL a 25℃
Poliestireno expandido (EPS)
Corcho Blanco industrial
ZEPHRYM PD-1000-LQ-(AP)
Dispersante oligomérico
Croda Inc., Edison, NJ, USA
Viscosidad a ℃
Densidad: 0.9
2.1.2 Formulación de las suspensiones.
Con el fin de obtener una porosidad elevada pero manteniendo una adecuada resistencia
mecánica, se empleó una única proporción de polvo-canfeno del 13% en volumen y se fijó
la proporción en peso de Fe-Ni en 1:1. Según investigaciones previas [JUA 2014] la cantidad
de dispersante y aglutinante se calcularon a partir de la cantidad de polvo. De esta forma

2. PROCEDIMIENTO EXPERIMENTAL
69
se emplearon cantidades de aglutinante (PS) de 10-20% en volumen respecto al total de
sólido, y de 10-15% de dispersante en peso respecto al sólido. (Tabla 3)
Tabla 3. Proporciones empleadas en la preparación de las diversas suspensiones
Densidad ( ) %vol. % peso 5,24 58,9 52,9
6,67 41,1 47,1
Canfeno 0,85
EPS1 1,05 10-20
Dispersante1 0,9
10-15
1Porcentaje respecto al total de polvo.
2.1.3 Preparación de las suspensiones
La preparación de las suspensiones es una etapa crucial para la obtención de muestras
idóneas. El objetivo fundamental es lograr una suspensión estable de las partículas sólidas
y lograr que los aditivos (aglutinante y dispersante) se mezclen de forma homogénea. Para
ello se ha diseñado el siguiente procedimiento experimental y de trabajo:
1. Se precalienta a 60℃ un baño de ultrasonido ULTRASONS (Figura 42a) a 60℃
mediante una resistencia eléctrica y el regulador electrónico ELECTEMP Pt100
(Figura 42b). Así mismo se coloca un recipiente con agua a 70℃, con la ayuda de
un plato calefactor SBS. Dicho recipiente se empleará en la etapa siguiente de
moldeo.
Se conoce por la literatura, que el canfeno funde a 46-48℃ en condiciones ambientales de
presión [DEV 2006]. En base a trabajos anteriores [KOH 2006,JUA 2014], y puesto que la
suspensión ha de ser vertida en un molde posterior, se ha elegido 60℃ como la
temperatura inicial de trabajo. Dicha temperatura no puede ser muy alta ya que
aumentaría la volatilidad del canfeno, pero debe ser lo suficientemente alta para
garantizar la fluidez necesaria
2. Las cantidades adecuadas de las materias primas son introducidas en un vial
hermético con un agitador interior acoplado en la tapa (Figura 43). El conjunto se
deposita posteriormente en el baño de ultrasonido y se deja en él durante 1h. La
Tabla 4 presenta a manera de ejemplo, las cantidades de materias primas que se
necesitan para obtener una muestra con un volumen inicial de 2,58cm3.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
70
3. Cada 5-10min se agitaba el contenido del vial por medio del agitador interior para
ayudar al mezclado de las materias primas.
Tabla 4. Cantidad de materias primas empleadas para una suspensión del 13% de polvo, 10% vol de aglutinante y 10% peso dispersante.
Volumen
(cm3)
%Vol.
polvo
Canfeno
(g) (g) (g) EPS (g) Disp. (g)
2,58 13 1,913 1,042 0,927 0,039 0,219
La altura de la muestra se ha elegido de tal forma que el espacio entre la parte superior de
la muestra y la tapa del molde sea suficientemente amplia tal que el canfeno que se
condensa en la parte superior no se una a la parte superior de la muestra; pero lo
suficientemente pequeña para que la capa de aire atrapado no genere un segundo frente
de solidificación. Tras varias pruebas se determinó que el molde debía llenarse
aproximadamente a un 70% de su capacidad.
(a) (b)
Figura 42. Baño de ultrasonido ULTRASONS (a) y regulador Electrónico ELECTEMP Pt 100 con resistencia eléctrica (b).

2. PROCEDIMIENTO EXPERIMENTAL
71
Figura 43. Vial con “agitador”
Molino de bolas: construcción y empleo.
En la literatura consultada, se observó un uso generalizado del molino de bolas para la
obtención de las suspensiones homogéneas polvo-canfeno [YOO 2008, YOO 2009, JUN 2009, LEE
2011]. Por tanto, se emprendió la tarea de construir y determinar la idoneidad de uso para
un equipo de laboratorio.
El molino de bolas fabricado (Figura 44) consta de dos rodillos, uno de ellos acoplado a un
motor eléctrico de corriente continua. El uso de un motor de corriente continua permite
controlar la velocidad de giro al variar la intensidad de la corriente. Se emplearon
diferentes botes para realizar el proceso de molienda (Figura 45), uno de ellos de cristal y
tapa metálica, y el otro de PVC. Todos ellos, sin embargo, presentaron ciertos problemas
de hermeticidad debido a la volatibilidad del canfeno a la temperatura de trabajo (55-
60℃).
Figura 44. Molino de bolas de fabricación propia.
Figura 45. Botes empleados para el molino de bolas.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
72
A pesar de ello se llevó a cabo el proceso de molienda y homogenización de las materias
primas de acuerdo al siguiente procedimiento:
1. Se precalienta una mufla (Heraeus –electronic) a 55℃
2. Se introducen las materias primas en el bote junto a un número discreto de bolas
de acero inoxidable de 3mm de diámetro.
3. Se calienta el bote dentro de la mufla durante 30min para garantizar que el
canfeno se encuentre en estado líquido.
4. Se inicia la molienda y se deja continuar durante 2h.
5. El bote se deja enfriar de pie a temperatura ambiente.
6. Una vez la mezcla se encuentra sólida se extrae la cantidad necesaria para fabricar
una muestra de tamaño definido.
El uso del molino de bolas fue descartado del proceso de fabricación debido a los
siguientes factores:
La volatilidad del canfeno a la temperatura del proceso dificultaba el controlar la
proporción original de polvo y canfeno.
El volumen necesario para realizar el proceso de molienda es bastante mayor al
volumen de las probetas, lo cual dificulta la realización de cambios en cuanto a la
composición de éste se refiere.
La molienda involucra un paso adicional en el proceso de fabricación, y no parece
añadir una mejora determinante para la obtención de las muestras finales.
2.1.4 Proceso de moldeo
Fabricación de moldes
Este paso es fundamental ya que tanto el molde junto con la configuración del sistema de
enfriamiento, permitirán la correcta generación del deseado gradiente térmico durante la
etapa de solidificación del canfeno. Se diseñaron dos tipos de moldes y sus respectivas
configuraciones de enfriamiento, sobre la Figura 46 se puede observar a la izquierda el
molde radial y a la derecha el unidireccional.
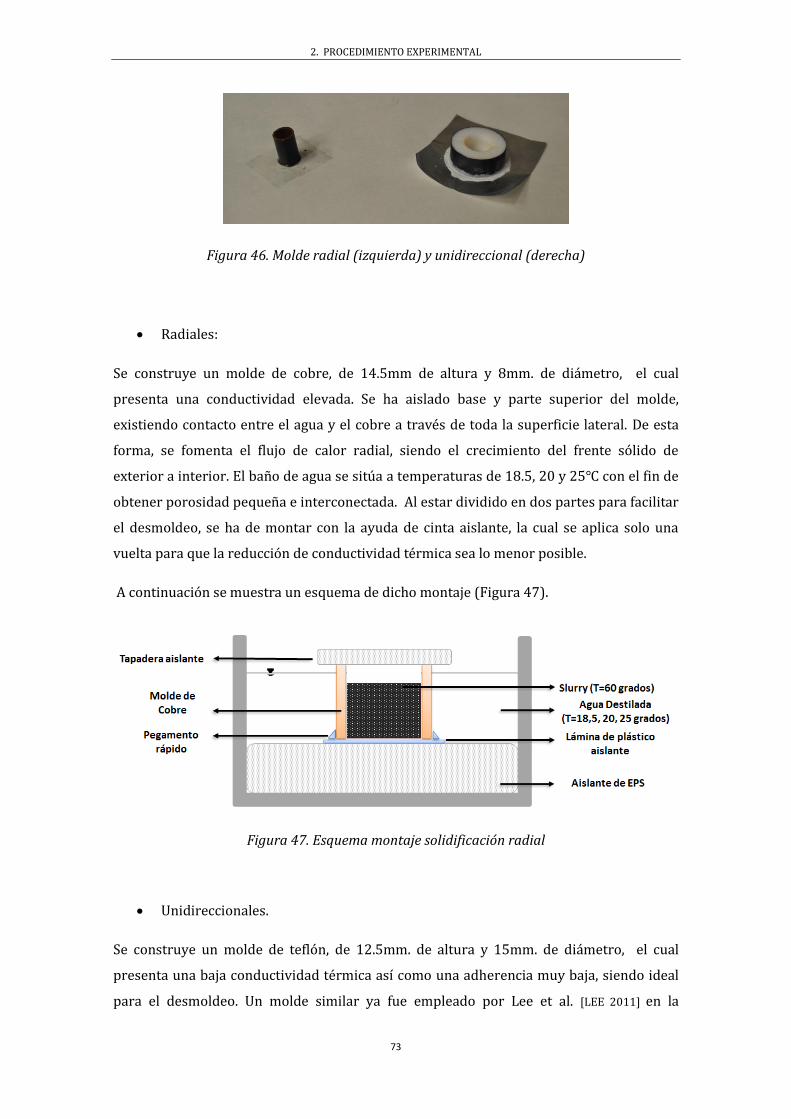
2. PROCEDIMIENTO EXPERIMENTAL
73
Figura 46. Molde radial (izquierda) y unidireccional (derecha)
Radiales:
Se construye un molde de cobre, de 14.5mm de altura y 8mm. de diámetro, el cual
presenta una conductividad elevada. Se ha aislado base y parte superior del molde,
existiendo contacto entre el agua y el cobre a través de toda la superficie lateral. De esta
forma, se fomenta el flujo de calor radial, siendo el crecimiento del frente sólido de
exterior a interior. El baño de agua se sitúa a temperaturas de 18.5, 20 y 25℃ con el fin de
obtener porosidad pequeña e interconectada. Al estar dividido en dos partes para facilitar
el desmoldeo, se ha de montar con la ayuda de cinta aislante, la cual se aplica solo una
vuelta para que la reducción de conductividad térmica sea lo menor posible.
A continuación se muestra un esquema de dicho montaje (Figura 47).
Figura 47. Esquema montaje solidificación radial
Unidireccionales.
Se construye un molde de teflón, de 12.5mm. de altura y 15mm. de diámetro, el cual
presenta una baja conductividad térmica así como una adherencia muy baja, siendo ideal
para el desmoldeo. Un molde similar ya fue empleado por Lee et al. [LEE 2011] en la

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
74
fabricación de material poroso de tungsteno, a partir de óxido de tungsteno mediante el
uso de freeze drying basado en canfeno.
Se han probado moldes de nylon, no obteniéndose buenos resultados debido a que el
material queda adherido al molde. El molde de teflón se ha dividido en dos partes para
facilitar el desmoldeo, las cuales se unen mediante cinta aislante. Se ha añadido una capa
de aceite de oliva al agua destilada para que la pérdida de agua a lo largo de las 24h. sea lo
menor posible, lo cual ha resultado ser muy efectivo.
La base del molde se realiza mediante papel de aluminio. Dicha base, se pone en contacto
con un bloque de cobre situado en el baño de agua a temperaturas de 37.5, 40 y 42.5℃. El
teflón presenta una conductividad térmica mucho menor que cobre y aluminio por lo que
la principal fuente de enfriamiento ha de ser la base, provocando un flujo de calor
unidireccional.
Un esquema del montaje seguido se muestra a continuación (Figura 48).
Figura 48. . Esquema montaje solidificación unidireccional
Los moldes se han de situar en el baño de agua con suficiente antelación tal que se haya
alcanzado el equilibrio de temperatura molde-agua previo a realizar el vertido.
Vertido y solidificación
1. Previo a realizar el vertido, sumergir el vial en el recipiente con agua a 70℃
mientras se lleva a cabo la apertura, para mantener caliente el vial durante su
manipulación.

2. PROCEDIMIENTO EXPERIMENTAL
75
Figura 49. Placa calefactora
2. Realizar vertido en el molde sumergido en el baño de agua con un Termostato de
inmersión digital Haake W19 con Digiterm 200 (Selecta), a la temperatura de
solidificación correspondiente, en el menor tiempo posible para evitar, en la
medida de lo posible, la pérdida de canfeno y el choque térmico. A continuación,
tapar dicho molde para aislar del ambiente y evitar la evaporación de canfeno.
Figura 50. Baño con Termostato de inmersión digital. Haake W19 con Digiterm 200 (Selecta)

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
76
3. Dejar el tiempo necesario en función de si las muestras son radiales o
unidireccionales.
Radiales. Solidificación a temperaturas de 18.5, 20 y 25℃ durante un tiempo de 2
horas.
Unidireccionales. Solidificación a 37.5, 40 y 42.5℃ durante un tiempo de 24 horas.
Dicho tiempo se ha elegido basándose en trabajos anteriores [YOO 2007].
2.1.5 Sublimación.
Una vez finalizado el proceso de solidificación eliminar las tapas, tanto inferior como
superior, y dejar sublimar al ambiente. Para acelerar este proceso, se toma la ayuda de un
pequeño ventilador el cual aumenta el flujo de aire y con ello la velocidad de sublimación.
En cuanto se pueda, realizar el desmolde de modo que haya una mayor superficie expuesta
al ambiente y el canfeno sublime de forma más fácil y rápida. Se considera que la muestra
ha perdido todo el canfeno cuando el peso de esta deja de disminuir para mantenerse
constante lo cual ocurre a los 3 o 4 días.
Figura 51. Ventilador
2.1.6 Sinterización.
El proceso de sinterización se ha llevado a cabo en un horno Horno Carbolite STF
15/75/450 (Figura 53), empleando las siguientes condiciones máximas de sinterización:

2. PROCEDIMIENTO EXPERIMENTAL
77
1150℃/1h, 1150℃/2h y 1200℃/2h. El ciclo térmico utilizado en este trabajo (Figura 54)
muestra diversas rampas de calentamiento y distintas zonas de mesetas térmicas debido a
las particularidades de las muestras a sinterizar. Con el fin de garantizar una evacuación
lenta y segura, que no produzca grietas en la muestra, de los elementos volátiles como el
PS y el dispersante, se establece una calentamiento lento entre las temperaturas de 200℃
y 600℃. Una vez los elementos volátiles han sido evacuados, es posible emplear una
rampa mayor de calentamiento hasta la temperatura de sinterización (1150-1200℃).
Figura 52. Horno Carbolite STF 15/75/450
Figura 53. Rampa de sinterización

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
78
2.2 Caracterización de las muestras
2.2.1 Determinación de la Porosidad
Picnometría
El picnómetro del que se dispone en el laboratorio es un AccuPyc II 1340 (Micromeritics).
Éste se usa para determinar el volumen y la densidad del esqueleto sólido de las muestras.
Dispone de diferentes adaptadores para adecuar el tamaño de la cámara al
correspondiente a la muestra.
Figura 54. Picnómetro de helio AccuPyc II 1340 (Micromeritics)
Se pueden emplear dos gases de trabajo, el Helio y el Nitrógeno diatómico . Los
átomos de He son esféricos, de diámetro 0.20-0.23 nm [HER 1961, BON 1958] y no presentan
fuerzas de Van der Waals, lo cual implica una capacidad de adsorción en la superficie de
los sólidos prácticamente nula [FRA 1949]. El nitrógeno diatómico tiene un diámetro
molecular de 0.368 nm [HER 1961] superior al del y en proyectos anteriores se ha
comprobado que el volumen obtenido con este gas es inferior al que resulta de la
utilización de . Por estos motivos se usa como gas de trabajo el , cuyos átomos
pueden penetrar en poros de tamaño inferior a los 0.3 nm [VAN 1961].
El equipo presenta un volumen mínimo por debajo del cual no funciona correctamente, de
modo que si el tamaño de la muestra es inferior a dicho valor, se ha de completar la
cámara con unas bolas estándar cuyos valores son conocidos. Notar que antes de la
realización de las medidas se ha de realizar una calibración del equipo.
Una vez completado el proceso, se da un valor de volumen y otro de densidad. El volumen
que da el equipo ( es el correspondiente al volumen de la cámara ocupada

2. PROCEDIMIENTO EXPERIMENTAL
79
menos el volumen ocupado por el gas, por lo que si se han usado bolas estándar el
Volumen de la muestra es el siguiente.
El equipo da también un valor de la densidad, el cual no tiene sentido si se ha hecho uso de
las bolas, por lo que la densidad se obtiene sin más que dividir la masa de la muestra entre
el resultado del volumen anterior.
Método de Arquímedes
Para un cálculo de la porosidad interconectada se emplea el método de Arquímedes, según
la norma ASTM B962-13, el cual proporciona valores precisos en muestras que tengan una
elevada porosidad, interconectada, y carezca de poros de gran tamaño.
El método de Arquímedes consta de los siguientes pasos:
1. Mediante la balanza de precisión, pesar la muestra en seco (D) para obtener su
masa en gramos.
2. Durante 5 horas sumergir la muestra en agua destilada a 82±5℃, dejándola a
continuación en reposo durante 24 horas.
3. Transcurridas las 29 horas, pesar la muestra impregnada sumergida (S). Este valor
se obtiene colocando la muestra dentro de un recipiente con agua destilada y
ayudándose de una balanza sumergida para medir su masa.
4. Tras sacar la muestra sumergida, eliminar el exceso de agua con un paño y medir.
El valor obtenido es la muestra saturada en agua (M)
Una vez obtenidas dichas medidas y teniendo en cuenta que la masa de 1 de agua es de
1g, mediante los siguientes cálculos se obtiene:
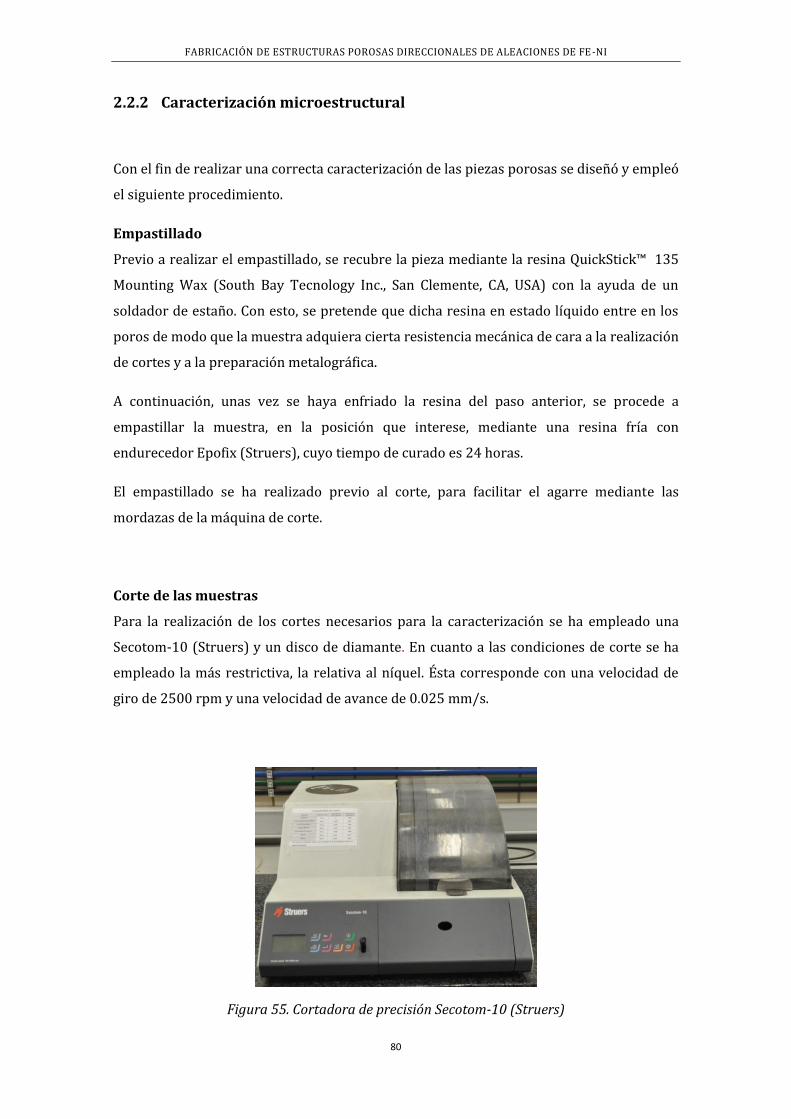
FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
80
2.2.2 Caracterización microestructural
Con el fin de realizar una correcta caracterización de las piezas porosas se diseñó y empleó
el siguiente procedimiento.
Empastillado
Previo a realizar el empastillado, se recubre la pieza mediante la resina QuickStick™ 135
Mounting Wax (South Bay Tecnology Inc., San Clemente, CA, USA) con la ayuda de un
soldador de estaño. Con esto, se pretende que dicha resina en estado líquido entre en los
poros de modo que la muestra adquiera cierta resistencia mecánica de cara a la realización
de cortes y a la preparación metalográfica.
A continuación, unas vez se haya enfriado la resina del paso anterior, se procede a
empastillar la muestra, en la posición que interese, mediante una resina fría con
endurecedor Epofix (Struers), cuyo tiempo de curado es 24 horas.
El empastillado se ha realizado previo al corte, para facilitar el agarre mediante las
mordazas de la máquina de corte.
Corte de las muestras
Para la realización de los cortes necesarios para la caracterización se ha empleado una
Secotom-10 (Struers) y un disco de diamante. En cuanto a las condiciones de corte se ha
empleado la más restrictiva, la relativa al níquel. Ésta corresponde con una velocidad de
giro de 2500 rpm y una velocidad de avance de 0.025 mm/s.
Figura 55. Cortadora de precisión Secotom-10 (Struers)

2. PROCEDIMIENTO EXPERIMENTAL
81
Preparación metalográfica
Para obtener una caracterización microestructural se ha de realizar previamente una
preparación metalográfica. Dicha preparación se realizó siguiendo estos pasos:
1. Una vez empastillada y cortada la muestra, mediante la desbastadora
METALOGRAF (Figura 56) con un papel de lija de carburo de silicio de 220 se
elimina la resina sobrante de modo que se facilite el posterior proceso de desbaste
y pulido.
Figura 56. Desbastadora METALOGRAF
2. A continuación, mediante la Knuth-Rotor 2 (Struers), (Figura 57) se desbasta la
cara a estudiar con un papel de lija de carburo de silicio de 600, con precaución
que no aparezcan saltos ya que esta resina es muy blanda. Es por este mismo
motivo que no se ha pasado por la lija de 320, por la cual normalmente se pasa
previamente.
Figura 57. Knuth-Rotor 2

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
82
3. Mediante una Knuth-Rotor 3 (Struers) (Figura 58) se sigue el proceso de desbaste
ahora con papeles de 1200 y 2400. Notar que en cada paso de desbaste la muestra
se somete a un giro de 90°.
Figura 58. Knuth-Rotor 3
4. Para finalizar se lleva a cabo el pulido con la ayuda de la pulidora LaboPol-6
(Struers) (Figura 59) con un paño Microcloth PSA 8” (Buehler) con alúmina de 1 o
0.4 μm. Para realizar un mejor pulido se gira la muestra en sentido contrario al del
sentido de giro del disco.
Figura 59. Pulidora LaboPol-6

2. PROCEDIMIENTO EXPERIMENTAL
83
5. Por último, se ha de realizar el ataque con acetona tal que se elimine la resina
QuickStick™ 135 Mounting Wax de la superficie preparada de modo que se pueda
realizar una correcta caracterización microestructural.
Microscopia óptica
Se utilizó un microscopio óptico, el Nikon Epiphot 200 con cámara Nikon CoolPix E4500
acoplada (Figura 60).
Figura 60. Microscopio óptico, Nikon Epiphot 200 con cámara Nikon CoolPix E4500 acoplada
Las fotomicrografías ópticas se utilizaron para caracterizar el tamaño y morfología de la
porosidad. Para ello se ha usado el software de tratamiento de imágenes Image-Pro Plus
v4.5. Se hizo un estudio consistente en la medición del diámetro mínimo y máximo de los
poros en un total de unas 4 imágenes características de la muestra. Mediante estas
medidas se obtuvo un valor de diámetro medio y una relación de aspecto resultado de
dividir el diámetro mínimo y el máximo. Dicho resultado da una idea de si el poro es
alargado o circular .
Microscopía electrónica
Mediante el Microscopio electrónico de barrido (MEB)(Figura 61), se obtuvieron diversas
micrografías las cuales representan con mayor detalle la morfología de la muestra. Notar
que las muestras a analizar mediante este equipo han de ser conductoras. Puesto que ni

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
84
los óxidos empleados ni la resina son conductores se requiere una previa preparación la
cual consiste en: 1) Pegar una cinta de carbono entre la parte superior e inferior creando
un medio conductor entre ambas partes; y 2) Recubrir la zona que contiene a la muestra
con una delgada capa de oro mediante un metalizador tipo Sputering.
Figura 61. Microscopio electrónico de barrido (MEB). JEOL JSM-6460LV.
2.2.3 Caracterización química
Espectroscopia de energía dispersiva (EDS)
La Espectroscopia de rayos X de energía dispersiva (EDS, EDX, o XEDS), a veces llamado
análisis de energía dispersiva de rayos X (EDXA) o energía dispersiva de rayos X
microanálisis (EDXMA), es una técnica analítica utilizada para el análisis elemental o
caracterización química de una muestra.
Se basa en una interacción de una fuente de excitación de rayos X y una muestra. Al incidir
un haz de electrones de alta energía sobre la superficie en estudio, además de generar
electrones secundarios y elásticos, produce también una serie de transiciones electrónicas.
Es decir, un electrón incidente con alta energía puede arrancar un electrón profundo
ligado a un átomo del material. Este electrón que sale deja un hueco en su nivel de
procedencia, que es cubierto por otro electrón ligado mediante la emisión de un fotón. La
energía de ese fotón corresponde a la diferencia de energía entre niveles electrónicos, y
por tanto es característica del átomo que la emite. Un análisis de la energía de estos

2. PROCEDIMIENTO EXPERIMENTAL
85
fotones, que se encuentra en el rango de Rayos-X, permite conocer el número atómico del
átomo de procedencia y por tanto determinar la composición elemental de una muestra.
El microscopio empleado permite realizar una imagen topográfica y tomar espectros de
rayos X posicionando del haz de electrones en puntos específicos de la muestra, de manera
que se pueda asociar la composición elemental con la morfología.
Quimisorción
La quimisorción [AUT 2010] ocurre cuando un enlace químico se forma, definido en este
caso como un intercambio de electrones. El grado de intercambio y lo simétrico que sea
dependen de los materiales involucrados. A menudo hay un paralelismo con las
situaciones encontradas en química de coordinación. La quimisorción es particularmente
importante en la catálisis heterogénea, la forma más común en la industria, donde
un catalizador sólido interacciona con un flujo gaseoso, el reactivo o los reactivos, en lo
que se denomina reacción en lecho fluido. La adsorción del reactivo por la superficie del
catalizador crea un enlace químico, alterando la densidad electrónica alrededor de la
molécula reactiva y permitiendo reacciones que normalmente no se producirían en otras
circunstancias.
Figura 62. Equipo de quimisorción AutoChem II 2920 (Micromeritics).
El análisis de Reducción a Temperatura Programada (RTP) llevado a cabo mediante el
AutoChem II 2920 (Micromeritics) (Figura 62) determina el número de especies
reducibles presentes en un catalizador y revela la temperatura a la que se produce la

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
86
reducción. Un aspecto importante del análisis de RTP es que la muestra no tiene por qué
tener ninguna característica especial diferente al que contiene los metales reducibles.
Éste ensayo empieza haciendo fluir gas de análisis (típicamente hidrógeno en un gas
portador inerte tal como el nitrógeno o el argón) a través de la muestra, por lo general a
temperatura ambiente. Mientras que el gas está fluyendo, la temperatura de la muestra se
incrementa linealmente con el tiempo y el consumo de hidrógeno por adsorción/reacción
se controla. De esta manera, los cambios en la concentración de la mezcla de gas son
determinados dando información del volumen de hidrógeno consumido.
Un ejemplo de éste método de análisis RTP sería el de hacer reaccionar con hidrógeno un
óxido de metal para formar un metal puro. Esta reacción se conoce como "reducir" el
metal. El argón, que tiene una conductividad térmica muy baja, se utiliza como gas
portador. Éste es mezclado en una proporción fija con hidrógeno, un gas de análisis con
una conductividad térmica mucho mayor. A continuación, la mezcla de gas fluye a través
del equipo, a través de la muestra, y pasa por el detector (Figura 63).
Figura 63. Proceso de toma de datos del equipo de quimisorción para análisis a temperatura programada
El gas entra en el sistema.
En el portamuestras, el gas reacciona con la muestra.
El detector recoge los datos, que son enviados al ordenador.
El ordenador procesa los datos y calcula los resultados.
Escape.

2. PROCEDIMIENTO EXPERIMENTAL
87
Se realizaron ensayos de RTP sobre muestras de Fe2O3-NiO en forma de polvo y
compactados bajo una atmósfera de 10% ⁄ con un flujo de 20 ⁄ . Se empleó
una rampa de calentamiento de 10℃/min. hasta una temperatura máxima de 1050℃. Con
este análisis se pretende determinar la influencia que tiene la presencia y proximidad del
NiO al Fe2O3 sobre el comportamiento durante la reducción.
Difracción de Rayos X (DRX)
La difracción de rayos X (DRX) es una técnica no destructiva que permite obtener
información cuantitativa y cualitativa sobre una estructura cristalina. Se usa para la
caracterización de las fases presentes en las muestras y no requiere preparación previa de
las mismas.
El fundamento de las técnicas de difracción se basa en la interacción de la estructura
cristalina de un sólido con una fuente de rayos X. Esta estructura cristalina está en las tres
dimensiones del espacio y se pueden trazar infinitos planos paralelos, cada uno de los
cuales pasará por una serie de puntos. Si cogemos uno de esos planos, a una cierta
distancia existirá otro donde la distribución de puntos será la misma, dicha distancia se
denomina distancia interplanar, “d”. Si por dos de esos planos se hace incidir un haz de
rayos X, se da el fenómeno que se observa en la Figura 64.
Figura 64. Difracción de rayos X
Si el frente de ondas que se difracta por el primer plano lo hace con un ángulo θ, el frente
de ondas del segundo plano también se va a difractar con un ángulo θ. Con esta nueva
trayectoria que se describe si los dos frentes no están en fase ocurre una interferencia
destructiva y se anula el uno al otro, pero si los dos salen en fase, hay una interferencia
constructiva, por tanto, el haz difractado no se anula y es detectable. Esto ocurre cuando la

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
88
diferencia de recorrido entre los dos frentes es un múltiplo de la longitud de onda l que
matemáticamente se define como la ley de Bragg:
Cada familia de planos tiene una distancia, d, característica, por tanto según los resultados,
se sabe si se está ante una estructura u otra en función a los “picos” de detección que son
en realidad las reflexiones de los planos de cada fase [INS DRX].
Sobre las muestras de Fe2O3-NiO reducidas se realizó un análisis de DRX para determinar
la formación de la aleación metálica FexNiy.

3. RESULTADOS Y DISCUSIÓN
89
3 Resultados y discusión
3.1 Caracterización de las muestras porosas
3.1.1 Fabricación de la muestras.
A lo largo de todo el proyecto se han fabricado un total de 23 piezas. Muchas de ellas
sirvieron para obtener las condiciones óptimas de fabricación. Además, permitieron
superar los diferentes retos que plantea este proceso de fabricación, entre los que
destacan: disolución correcta del aglutinante, solidificación direccionada real y
homogénea, desmolde en verde, nivel bajo de densificación final, entre otras.
Radiales:
De acuerdo a la literatura, el uso de temperaturas bajas de solidificación permite obtener
mayores velocidades de solidificación y por tanto un menor tamaño de poros [YOO 2007]. De
acuerdo a experiencias previas para condiciones similares de trabajo, se obtuvieron poros
del orden de 20μm a temperaturas de solidificación de 30℃ [JUA 2014]. Por tal motivo, se
decide emplear 25,20 y 18,5℃ para fabricar las muestras radiales. La Tabla 5 presenta las
distintas condiciones de fabricación que finalmente se emplearon sobre las muestras
radiales. La Figura 65a muestra una imagen de una probeta radial tras la sinterización.
Tabla 5. Resumen de muestras radiales
Muestra PS/EPS (%vol.)
Dispersante (%peso)
Condiciones de solidificación
(℃/h)
Condiciones de sinterización
(℃/h) R1 10 (PS) 15 18.5/24 1150/2 R2 10/20 (EPS) 10 20/2 1150/2 R3 10 (PS) 15 25/2 1150/2
Unidireccionales
De igual forma que en las radiales, la experiencia previa y la literatura [JUA 2014, JUN 2009]
sugieren una temperatura de solidificación entorno a los 42℃. A continuación, en la Tabla
6, se muestra un resumen de las diferentes condiciones de fabricación empleadas. Todas
las muestras unidireccionales se fabricaron con un 10% en volumen de aglutinante (EPS)
y 10% en peso de dispersante. La Figura 65b muestra una imagen de una probeta
unidireccional tras la sinterización. La muestra U2 no llega a sinterizar, estableciéndose
de esta forma un límite inferior de sinterización en 1150℃ durante 1h.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
90
Tabla 6. Resumen de muestras unidireccionales Muestra Condiciones de solidificación
(℃/h) Condiciones de sinterización
(℃/h) U1 37.5/24 1150/2 U2 37.5/24 1150/1 U3 37.5/24 1200/2 U4 40/24 1200/2 U5 42.5/24 1200/2
(a) (b)
Figura 65. Ejemplo de muestra radial(a) y unidireccional(b) tras la sinterización
3.1.2 Determinación de la porosidad final
Picnometría
La Tabla 7 muestra las densidades del esqueleto sólido obtenidas mediante picnometría
de He sobre las muestras radiales, y la porosidad cerrada calculada a partir de la densidad
teórica ( ). Se puede observar como el aumento de la temperatura de
solidificación produce un aumento en la densidad del esqueleto y una disminución de la
porosidad cerrada.
La porosidad cerrada se ubica de forma casi inequívoca en las paredes del esqueleto
sólido. Debido a la solidificación del canfeno las partículas sólidas tienen a ser empujadas a
los espacios interdendríticos, estas forman las paredes sólidas que debido al aumento de
la temperatura pueden sufrir una ligera compresión, que en principio puede generar una
pared más densa [DEV 2007,DEV 2006,CHI 2007]. Sin embargo los valores parecen ligeramente
altos, en un análisis posterior por MEB (Apartado 3.2) realizado sobre las paredes densas,
estas no parecen tener dicha porosidad. Este hecho nos lleva a pensar, que el valor de la
porosidad teórica empleado no es el más idóneo. Probablemente durante la sinterización
ocurra una reacción entre los compuestos que den como resultado una reducción de la
densidad final del material sólido.

3. RESULTADOS Y DISCUSIÓN
91
De la misma forma la Tabla 8 recoge los resultados de la picnometría de Helio realizados
sobre las muestras unidireccionales. Pero en este caso, pese a que el rango de
temperaturas estudiado es menor, no se observa un claro comportamiento respecto a la
temperatura de solidificación. Es probable que la variación de la porosidad cerrada en el
caso de una solidificación unidireccional sea menos sensible a la temperatura de
solidificación.
Tabla 7. Resultados de la picnometría de Helio en las muestras radiales. Muestra Temperatura de solidificación
(℃) Densidad Porosidad cerrada
(%) R1 18.5 5.082 12.81 R2 20 5.431 6.82 R3 25 5.587 4.15
Tabla 8. Resultados de la picnometría de Helio en las muestras unidireccionales Muestra Temperatura de Solidificación
(℃) Densidad Porosidad cerrada
(%) U1 37.5 5.594 4.016 U3 37.5 5.574 4.370 U4 40 5.474 6.08 U5 42.5 5.59 4.01
Método de Arquímedes
La porosidad abierta que se obtuvo para las muestras radiales fue de un 66%, mientras
que para las unidireccionales ronda los 64%. La porosidad total viene definida por las
proporciones iniciales de polvo-canfeno y las pérdidas del proceso de fabricación.
Inicialmente la proporción de canfeno era del 87% en volumen, lo que implicaría una
porosidad ideal del 87%. Sin embargo, si asumimos la porosidad cerrada de las Tablas 7 y
8 y sumamos la porosidad abierta, la diferencia respecto al volumen de canfeno inicial nos
dará las pérdidas debidas al proceso de fabricación. Vemos por tanto como estas alcanzan
hasta un 17% del volumen inicial aproximadamente.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
92
3.2 Caracterización microestructural de las muestras
Radiales
De acuerdo a la literatura [DEV 2007, YOO 2007, JUA 2014] la temperatura de solidificación
influye notablemente en la forma de los poros, pasando de una estructura de canales a
poros interconectados en cuestión de pocos grados centígrados. En el rango de
temperaturas estudiadas no se observó un cambio morfológico de los poros, como se
aprecia en la Figura 66, sin embargo se determinó un incremento en el tamaño de poros
con el aumento de la temperatura de solidificación.
Por otro lado y de acuerdo a pruebas iniciales, la solidificación durante 24h no logró
modificar el tamaño de poros, tal y como se prevé en la literatura [YOO 2007]. Es posible que
para las temperaturas de ese estudio se inhiba el crecimiento dendrítico posterior a la
solidificación del canfeno. Por esta razón, todas las muestras radiales posteriores se
dejaron 2h. tras el vertido en los moldes.
(a) (b) (c)
Figura 66. Micrografías ópticas de las muestras R1 (a), R2 (b) y R3 (c) fabricadas a distintas temperaturas de solidificación: 18.5℃; 20℃ y 25℃ respectivamente.
Tabla 9. Tamaño medio de poro y relación de aspecto en muestras radiales
Muestra Temperatura de solidificación
(⁰C)
R1 18.5 5.76 ± 1.43 0.51 ± 0.17
R2 20 16.35 ± 4.46 0.53 ± 0.20 7.09 ± 1.86 0.57 ± 0.18
R3 25 17.84 ± 4.52 0.53 ± 0.16
La Tabla 9 presenta los resultados del estudio morfológico realizado sobre las muestras
radiales mediante el análisis de imágenes de microscopia óptica (Figura 66) y con ayuda el
software Image-Pro Plus v4.5. Para la estimación del diámetro medio ( se tomó el
promedio de los diámetros mayores y menores, mientras que la relación de aspecto
se empleó el cociente de los diámetros, tal que si el valor es cercano a 0 el
poro es alargado, y si es cercano a 1 el poro es circular.

3. RESULTADOS Y DISCUSIÓN
93
(a) (b) (c)
(d) (e) (f)
Figura 67. Micrografías electrónicas de las muestras R1 (a,d), R2 (b,e) y R3 (c,f) fabricadas a distintas temperaturas de solidificación: 18.5℃; 20℃ y 25℃ respectivamente.
Sobre la muestra R1 actúa un frente de solidificación con una velocidad elevada producto
de la baja temperatura de solidificación, 18.5℃. De tal forma, ocurre un atrapamiento de
las partículas y se produce una estructura porosa altamente interconectada con un tamaño
medio de poros en torno a las 5 micras. La Figura 67a-67d muestra la estructura porosa de
la muestra R1 cuyos poros son ligeramente alargados y parecen estar conectados entre sí.
Este mismo fenómeno de atrapamiento podría ser responsable de la alta porosidad abierta
que se determinó sobre esta misma muestra en el apartado anterior, debido
previsiblemente a un apilamiento deficiente de las partículas sólidas.
Con el incremento de la temperatura de solidificación a 20℃, la muestra R2 presenta lo
que parecen ser dos familias de poros: la primera con poros grandes en torno a las 16
micras, y una segunda con 7 micras de diámetro (Tabla 9). Este ligero descenso en la
velocidad del frente de solidificación generado por el aumento de la temperatura parece
ubicar al sistema en el límite del atrapamiento y/o empuje de las partículas [DUN 2008].
Sobre las Figura 67b y 67e se aprecia la presencia de poros de mayor tamaño rodeados de
poros más pequeños, los primeros probablemente debidos a una coalescencia de poros
pequeños, mientras que los de menor tamaño se encuentran en torno a los obtenidos en la
muestra R1, por tanto, fruto del atrapamiento.
Con el aumento de la temperatura de solidificación hasta los 25℃, la muestra R3 presenta
unos poros del orden de las 18 micras (Tabla 9). Si bien esta disminución de la velocidad
del frente de solidificación no produjo canales, ha generado un mayor grado de

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
94
coalescencia de poros ya que los poros pequeños tienden casi a desaparecer, tal y como se
observa en las Figuras 67c y 67f.
La coalescencia de los poros durante la solidificación del canfeno puede estar relacionada
con la disminución de la porosidad cerrada de las muestras, ya que como se menciona en
el apartado anterior, el empuje de las paredes sólidas puede producir un mejor
apilamiento de las partículas.
Queda claro que la velocidad de enfriamiento es la principal responsable de la morfología
final de los poros en la muestra. En esta investigación, sería interesante bajar la
temperatura de solidificación unos 5-10℃ más para intentar obtener una porosidad,
probablemente, más pequeña, y cuya interconectividad habría que establecer.
Unidireccionales
En la fabricación de muestras con porosidad direccionada se puede emplear el agua [CHI
2007, TONG 1984] o el canfeno como líquido vehicular [LEE 2011], en ambos casos las
temperaturas de solidificación son críticas a la hora desarrollar una morfología de poros
determinada. Inicialmente se partió de una temperatura de solidificación de 42.5℃ en
acurdo con los estudios anterioes [JUA 2014] para muestras radiales, para luego descender
la misma hasta los 37.5℃.
Este descenso en la temperatura de solidificación se apoya en el estudio presentado por
Yoon en el año 2007 [YOO 2007], donde el autor demostró que la temperatura que permite
un mayor crecimiento dendrítico para los compuestos de canfeno e hidroxiapatita se
reducía con el aumento de la concentración de partículas sólidas. En su trabajo, se observa
un descenso de la temperatura desde los 36℃ para una concentración del 10% de polvo
hasta los 35.2℃ para el 20%.
La Figura 68 muestra mediante imágenes de MEB las diferentes morfologías de poros que
se obtuvieron en las muestras solidificadas a 37.5-42.5℃. Se puede apreciar como el
tamaño de poros aumenta conforme la temperatura también lo hace y que en todos los
casos no se evidenció la formación de canales. La Tabla 10 presenta los resultados del
cálculo de tamaño y forma de los poros realizado mediante el análisis de imágenes, para lo
cual se empleó el mismo protocolo seguido en las muestras radiales. La Figura 69 muestra
un ejemplo de las imágenes de microscopía óptica empleadas para tal fin.

3. RESULTADOS Y DISCUSIÓN
95
(a) (b)
(c) (d)
Figura 68. Micrografías SEM a 500x; 13 % polvo y NiO; (a)U1 37.5℃ ;(b)U3 37.5℃ ; (c)U4 40℃; (e)U5 42.5℃
De la Tabla 10 se desprende que el incremento en el tamaño de poros respecto a la
temperatura de solidificación no es tan acusado como se podría especular a partir de las
imágenes de MEB (Figura 68). Así mismo, la forma de los poros tiende a ser ligeramente
alargada.
Tabla 10. Tamaño medio de poro y relación de aspecto en muestras unidireccionales
Muestra Temperatura de solidificación (⁰C)
U1 37.5 23.23 ± 10.76 0.49 ± 0.19 U3 37.5 21.66 ± 10.18 0.43 ± 0.17 U4 40 32.70 ± 11.48 0.45 ± 0.17 U5 42.5 35.15 ± 12.53 0.43 ± 0.17

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
96
(a) (b)
(c) (d) Figura 69. Micrografías ópticas de las muestras U1 (a), U3 (b), U4 (c) y U5 (d) fabricadas a
distintas temperaturas de solidificación: 37.5℃ (a,b); 40℃ (c) y 42.5℃ (d).
La formación de poros con forma de canales (en cualquier dirección de solidificación)
vendrá determinado primero por la formación de una dentrita alargada y crecida en un
rango estrecho de velocidad de solidificación, y segundo por el posterior recrecimiento de
esta a una temperatura adecuada. Ambas condiciones se dan dentro de la posibilidad que
tiene el canfeno de empujar a las partículas sólidas fuera de la dendrita, y luego de
difundir con relativa facilidad entre las paredes formadas por dichas partículas. De esta
forma, y para el caso de las unidireccionales, una disminución mayor de la temperatura de
solidificación podría permitir la formación de canales alargados al encontrarse el sistema
frente a una velocidad de solidificación cercana a la crítica.
Sobre la Figura 70 se puede apreciar imágenes de las paredes internas de las muestras U1
(Figura 70a) y U3 (Figura 70b), solidificadas a la misma temperatura pero sinterizadas a
dos temperaturas diferentes (Tabla 6). El incremento de la temperatura de sinterización
que se empleó para la muestra U3 (50℃) no parece haber influido en la cantidad de
porosidad cerrada, Tabla 8, sin embargo se aprecia una mayor coalescencia de partículas
en la muestra sinterizada a mayor temperatura, U3.
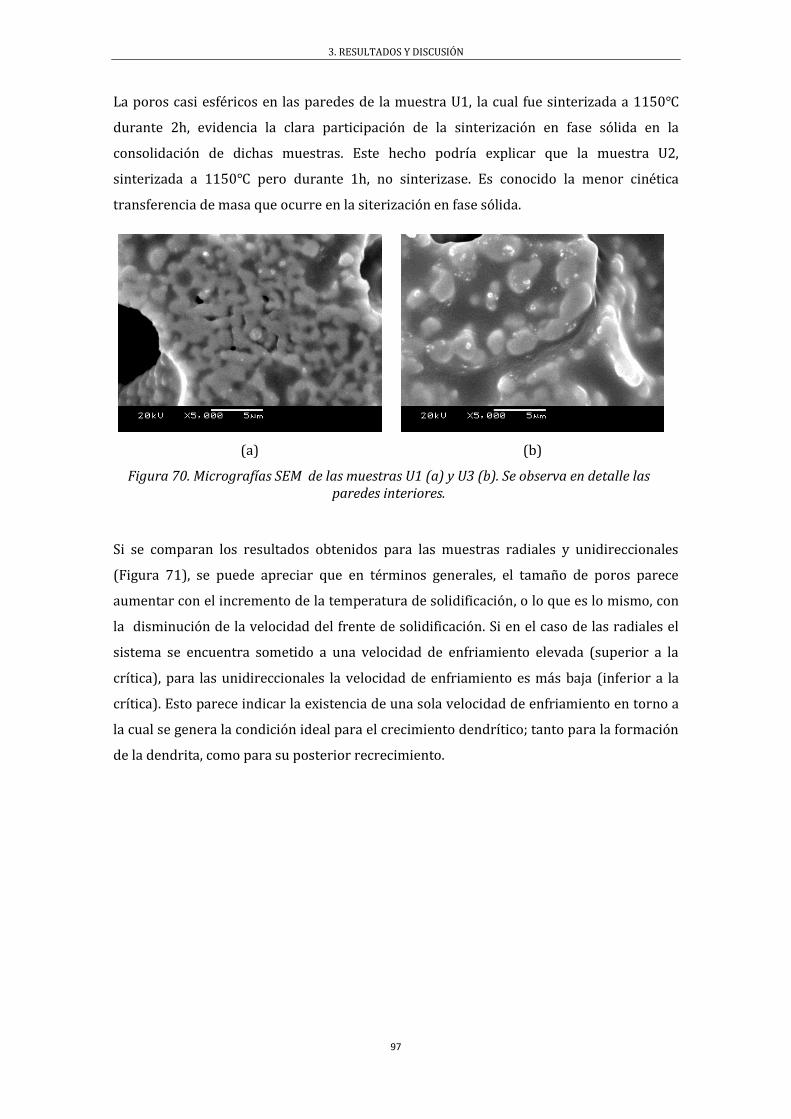
3. RESULTADOS Y DISCUSIÓN
97
La poros casi esféricos en las paredes de la muestra U1, la cual fue sinterizada a 1150℃
durante 2h, evidencia la clara participación de la sinterización en fase sólida en la
consolidación de dichas muestras. Este hecho podría explicar que la muestra U2,
sinterizada a 1150℃ pero durante 1h, no sinterizase. Es conocido la menor cinética
transferencia de masa que ocurre en la siterización en fase sólida.
(a) (b)
Figura 70. Micrografías SEM de las muestras U1 (a) y U3 (b). Se observa en detalle las paredes interiores.
Si se comparan los resultados obtenidos para las muestras radiales y unidireccionales
(Figura 71), se puede apreciar que en términos generales, el tamaño de poros parece
aumentar con el incremento de la temperatura de solidificación, o lo que es lo mismo, con
la disminución de la velocidad del frente de solidificación. Si en el caso de las radiales el
sistema se encuentra sometido a una velocidad de enfriamiento elevada (superior a la
crítica), para las unidireccionales la velocidad de enfriamiento es más baja (inferior a la
crítica). Esto parece indicar la existencia de una sola velocidad de enfriamiento en torno a
la cual se genera la condición ideal para el crecimiento dendrítico; tanto para la formación
de la dendrita, como para su posterior recrecimiento.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
98
Figura 71. Tamaño de poro (𝜇m.) frente a la temperatura de solidificación (℃) para las muestras radiales y unidireccionales
3.3 Caracterización química
EDS
Como parte del estudio referido a la viabilidad del uso de una mezcla de óxidos metálicos
para la obtención de aleaciones metálicas, se ha realizado un análisis mediante EDS de la
distribución composicional de Fe y Ni sobre el perfil axial de la muestra R1 una vez
sinterizada. La Figura 72 muestra un esquema de las zonas de la muestra donde se
realizaron los análisis de EDS, cuyos resultados se recogen en la Tabla 11. Estos resultados
ponen de manifiesto una distribución bastante homogénea de las partículas de Fe2O3 y NiO
en el conjunto de la pieza. Es por tanto plausible pensar que durante un proceso de
reducción-sinterización y posterior formación de una aleación metálica, esta se distribuya
de forma igualmente homogénea. Sin embargo, la cinética de la reacción y los productos
finales de la reacción deberán determinarse en un estudio posterior.

3. RESULTADOS Y DISCUSIÓN
99
Figura 72. Esquema de corte longitudinal de R1 dividido en 6 zonas
Tabla 11. Determinación mediante EDS de la concentración de Fe y Ni en la muestra R1. Zona 1 2 3 4 5 6
% peso Fe 51.78 52.33 51.91 51.55 55.34 48.76 % peso Ni 48.22 47.77 48.09 48.55 44.56 51.24
Quimisorción
La Figura 73 detalla los resultados del análisis mediante RTP de las muestras en polvo de
y de – , así como un compacto de esta última. En dicha figura se observan
los comportamientos de reducción de los diferentes óxidos. La hematita ( presenta
una reducción en 2 etapas donde con el aumento de la temperatura la reacción de
reducción puede representarse tal que:
℃→
℃→
Dicha reacción y comportamiento ha sido ampliamente estudiada en la literatura [PIN 2006,
PINE 2006, PAR 2007] y se encuentra ampliamente aceptada. Para el caso de la mezcla de
óxidos se planteó el uso de dos muestras, una en forma de polvo y la otra compactada. La
primera debería representar la condición cinética más favorable, mientras que la segunda
planteará una dificultad añadida frente al alcance del hacia las zonas interiores. En
ambos casos, las reacciones de reducción se inician y culminan casi a las mismas
temperaturas, esto puede implicar que la cinética de reacción responde a la difusión
química del H2 sobre el sólido en ambos casos [ZHA 2013].
Si se analiza el proceso de reducción de la mezcla de óxidos se determina que los picos
iniciales que ocurren a ~150℃ y a ~204℃ corresponderán a la reducción del NiO. De
acuerdo a la literatura consultada [JAN 2008, RIC 2003] el NiO deberá reducirse a una
temperatura alrededor de los 200-300℃, incluso dependiendo de las condiciones
experimentales la reacción podría iniciarse a los 150℃ [RIC 2003]. En ese mismo rango de

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
100
temperatura (200-300℃) la Figura 73 muestra la aparición de dos picos de reacción bien
definidos. Es probable que puedan deberse a un cambio en la cinética de la reacción de
reducción del NiO, o debido a la presencia del que de acuerdo a la literatura puede
reducirse a menores temperaturas gracias a la presencia del Ni [HAL 2008, HAL 2012, ZHA
2013]. Respecto a este último efecto existen diversidad de opiniones en la literatura.
Finalmente, y con el aumento de la temperatura, el óxido de hierro de la mezcla de óxidos
parece reducirse de forma similar a (Figura 73).
El comportamiento de una mezcla de óxidos frente a la reducción con H2 presenta ciertas
discrepancias en la literatura, no así la reducción de los óxidos individuales. La
discrepancia surge de la poca información que se tiene sobre la formación o no de óxidos
dobles y/o aleaciones metálicas con el aumento de la temperatura, y ambos compuestos
podrían influir sobre el comportamiento general de la mezcla de óxidos. Sin embargo, lo
que la presente investigación sugiere es que los óxidos parecen reducirse de forma
individual y la presencia del Ni no parece afectar de forma clara al proceso de reducción
del .
Figura 73. Análisis mediante RTP de las muestras de en forma de polvo y de - en forma de polvo y de un compacto
Temperatura (℃)
RTP
(u.a
.)
0 100 200 300 400 500 600 700 800 900 1000 1100
Fe2O3 Comercial
Fe2O3+NiO (polvo)
Fe2O3+NiO (compacto)
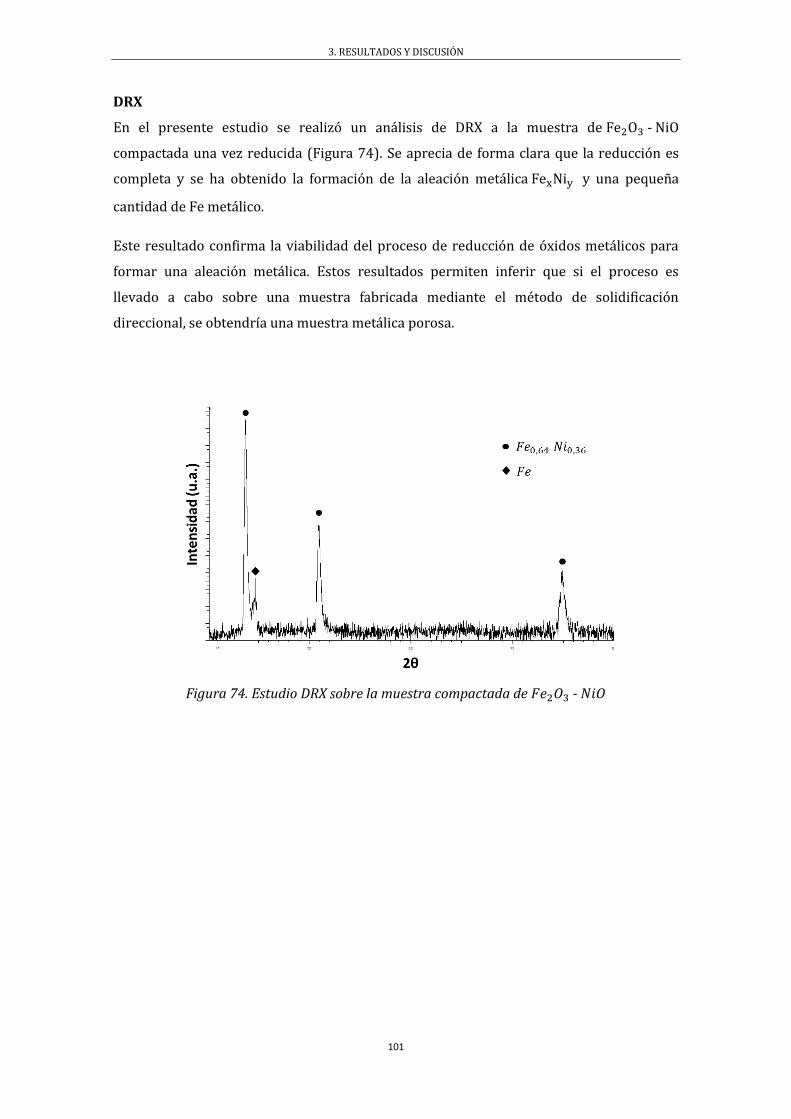
3. RESULTADOS Y DISCUSIÓN
101
DRX
En el presente estudio se realizó un análisis de DRX a la muestra de -
compactada una vez reducida (Figura 74). Se aprecia de forma clara que la reducción es
completa y se ha obtenido la formación de la aleación metálica y una pequeña
cantidad de Fe metálico.
Este resultado confirma la viabilidad del proceso de reducción de óxidos metálicos para
formar una aleación metálica. Estos resultados permiten inferir que si el proceso es
llevado a cabo sobre una muestra fabricada mediante el método de solidificación
direccional, se obtendría una muestra metálica porosa.
Figura 74. Estudio DRX sobre la muestra compactada de -

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
102
4. CONCLUSIONES
103
4 Conclusiones
El método de solidificación direccional permite la fabricación de piezas con una
alta porosidad interconectada y diámetro medio de poro de 5-18 μm.
Se comprueba la influencia de la temperatura de solidificación sobre el tamaño
final de los poros. A medida que se reduce la temperatura, el tamaño de éstos
tiende a disminuir. Sin embargo, no se observó una influencia determinante por
parte del ciclo de sinterización.
- En las muestras radiales una reducción mayor de la temperatura de
solidificación, hasta los 10-15℃, podría reducir aún más el diámetro de los
poros y por tanto alcanzar las 2-5 μm de diámetro, siendo éste uno de los
objetivos iniciales.
- Para las muestras unidireccionales se observó que al disminuir la
temperatura la forma del poro se hacía más alargada aumentando la
direccionalidad de la muestra. Un descenso en la temperatura de
solidificación, hasta los 35-36℃, podría ocasionar la aparición de poros en
forma de canales.
Respecto al uso de una mezcla de óxidos, el procedimiento diseñado en esta
investigación permitió una distribución química homogénea a lo largo de la pieza.
Además la formación de una aleación metálica a partir de un proceso de reducción
mediante H2 quedó demostrada. Ambos hechos permiten concluir que el proceso
de solidificación direccional, y posterior reducción-sinterización, permitirá la
fabricación exitosa de aleaciones metálicas porosas.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
104

ANEXO I
105
ANEXO I
1. Balance de energías libres. Utilizado para modelar el proceso de solidificación
direccional por Deville et al. [DEV 2008, DEV 2007, DEV 2006]. La condición termodinámica
para que una partícula sea rechazada por el frente de solidificación es que produzca un
incremento general en la energía, en relación a la que tendría si fuese absorbida:
( )
donde son las energías superficiales libres asociadas a la interfase sólido-
partícula, líquido-partícula y sólido-líquido, respectivamente.
Cuando la condición se satisface y las partículas son rechazadas por el frente sólido, debe
existir una capa líquida entre el frente de solidificación y la partícula, de cara a mantener
el transporte de las moléculas hacia el crecimiento del cristal. Cuando la velocidad del
frente se incrementa, el espesor de esta capa decrece, habiendo una velocidad crítica, vc,
para la que el espesor no es suficiente para mantener el flujo de moléculas y permitir que
el cristal siga creciendo detrás de la partícula, siendo entonces absorbida por el sólido.
Existen diversas formulaciones sobre esta velocidad crítica, muchas de ellas relacionadas
con el inverso del tamaño de la partícula.
Un modelo sencillo se puede plantear como:
(
)
donde es la distancia medida intermolecular en la capa líquida, es el espesor total,
es la viscosidad del compuesto, es el radio de la partícula y z es un exponente que puede
variar desde 1 hasta 5, en función del modelo específico. El principal problema de esta
ecuación es estimar correctamente .
2. Balance de fuerzas.
En el trabajo presentado por Chino et al. [CHI 2007] se introduce el efecto de la gravedad en
el caso de la solidificación direccional para polvos de titanio en base acuosa. Además de
tomar en cuenta el tamaño y densidad de las partículas de titanio, así como las fuerzas de
Van der Waals actuantes en el agua.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
106
Bajo condiciones estacionarias, la resultante de fuerzas que actúan sobre la partícula
vendrá determinada por el balance entre el conjunto de fuerzas atractivas (gravedad y
arrastre por viscosidad), orientadas verticalmente hacia abajo y que favorecen la
absorción, y las fuerzas repulsivas (flotabilidad y fuerzas de Van der Waals), orientadas
hacia arriba y que favorecen el empuje. Asumiendo que la velocidad de la partícula es la
misma que la del frente de solidificación, se puede calcular la velocidad crítica del frente
de hielo a partir de la cual las partículas son absorbidas por el sólido:
[
( )]
donde es el diámetro de la partícula, es la constante de Hamaker del sistema hielo-
agua-partícula, es la viscosidad del líquido, es la distancia mínima entre la partícula y
el frente de congelación, es la densidad de la partícula, son la densidad del
disolvente en fase sólida y líquida respectivamente, y es la constante de la gravedad.
3. Balance entre presión osmótica y capilaridad.
Araki et al. [SHA 2008] proponen que las partículas son concentradas por el empuje del
frente sólido, hasta que se produce la ruptura (“breakthrough”), cuando las partículas
están lo suficientemente concentradas como para resistir dicho empuje. En este momento,
las partículas ya no son empujadas por el avance del frente sólido, y la interfaz
sólido/líquido supera a las partículas bloqueadas (y al espacio entre partículas),
atrapándolas en su interior. Así, las partículas son empujadas por la interfaz sólido/líquido
hasta que el arrastre de las fuerzas de capilaridad es contrarrestado por la resistencia
creada por la concentración de partículas.
La resistencia que se opone es desarrollada por la presión osmótica de la suspensión, .
Ésta depende de la fracción de volumen de partículas en la suspensión, , que puede
modelasrse por:
(
)
donde es la fracción volumétrica de partículas de máximo apilamiento, es la
constante de Boltzmann y es el número de partículas por unidad de volumen en la
suspensión. El número de partículas a su vez puede ser expresado en términos de la

ANEXO I
107
fracción volumétrica y el volumen de una partícula aislada , por lo que la expresión
quedaría:
(
)
En esta expresión la presión osmótica crece lentamente conforme lo hace , es decir,
cuando la suspensión presenta mayor concentración, y cae muy rápidamente conforme
se acerca al valor de , tendiendo a infinito en este valor. La presión osmótica diverge
cuando el apilamiento de las partículas alcanza el mayor valor.
En el caso de la interfase y el espacio entre partículas acumuladas, se puede plantear una
analogía con la presión capilar entre el agua y el aire para el problema de secado que fue
tratado por Smith et al. [SMI 1995]
donde es la energía de la interfase líquido-sólido para el medio de suspensión y R es el
radio de una esfera con área equivalente al de las partículas.
El arrastre de las partículas concentrará la suspensión en el líquido remanente, hasta que
la fracción volumétrica de las partículas alcance un valor crítico en la que la presión
osmótica supere a la presión capilar, lo que ocurrirá cuando:
[
] (
)
Desarrollando esta presión, obtenemos
(
) ⁄
Es esperable para los compuestos que el valor crítico de la fracción volumétrica de las
partículas (valor para el que el arrastre cesa) debe estar cerca de . Igualmente se
predice que la ruptura de la interfase es independiente del valor medio del contenido de
partículas sólidas , puesto que la fracción volumétrica de los poros dendríticos debería
ser proporcional a . Por lo tanto, no es esperable que se desarrollen grandes dendritas
si la cantidad de partículas sólidas en la suspensión es mayor o igual a . Una correlación
entre la fracción volumétrica de grandes poros dendríticos tras la sinterización y la

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
108
cantidad de partículas sólidas en la suspensión debería ser lineal para bajas
concentraciones.
4. Modelo multi-escala de las dinámicas entre partículas y frente de solidificación
Desarrollado analíticamente para su simulación informática, y poder predecir
comportamientos por Garvin et al. [GAR 2007].
En este modelo se estudian dos aspectos de manera separada en dos escalas diferenciadas,
tanto para el flujo como para la temperatura: por un lado, una escala general del conjunto
del sistema (“región exterior”), y por otro lado, una escala reducida a una fina capa de
fusión entre la partícula y el frente de solidificación (“región interior”). El objetivo es
modelar el comportamiento que se produce en la interacción entre una partícula sólida
disuelta en un líquido que está solidificando, y el frente de solidificación, para encontrar
las condiciones necesarias para que se produzca absorción o empuje de la partícula por
parte del frente.
Los principales efectos que se estudian son: 1) la depresión en la temperatura de la
interfase, causada por la presión de separación en la capa prefundida, y 2) el efecto de las
conductividades térmicas de la partícula y del material fundido en la evolución del límite
de fase, y su acoplamiento con las dinámicas de la capa prefundida.
En la simulación se determina que a velocidades cercanas a la crítica el sistema es muy
sensible a perturbaciones que, o bien provocan la absorción o por el contrario una
significativa desviación del régimen de absorción que indica empuje. Esto es debido a una
compleja interrelación entre la supeficie (debido a la relación entre las conductividades
térmicas de la partícula y el líquido y los efectos de fusión), las fuerzas
intermoleculares, repulsivas (debido a las presiones de separación) y las fuerzas de
arrastre (debidas al movimiento del fluido). La partícula comienza a aproximarse al frente
de solidificación, y será absorbida si , en tanto se asume que existe una capa
prefundida entre la partícula y el frente. Esto es debido a que esta capa pasa por debajo de
la partícula y provoca que las fuerzas viscosas de arrastre sean dominantes, y se dé la
absorción. Se obtienen los mecanismos que determinan la velocidad crítica, para
. El desarrollo de la partícula está determinado en gran medida por la curvatura
del frente de solidificación situado bajo la partícula. Si el frente asume una forma cóncava
bajo la partícula, debido a la diferencia entre la conductividad térmica de la partícula y de
la fusión o debido a los efectos de la capa prefundida, la absorción es inevitable. Por el

ANEXO I
109
contrario, si el frente de solidificación se mueve lo suficientemente lento como para que la
curvatura del frente debido al llenado no supere la convexidad, la partícula se desplazará a
lo largo de una trayectoria completamente diferente y será empujada por el frente.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
110

REFERENCIAS
111
Referencias
[AIC 2010] Estado del arte en la fabricación de materiales porosos y estructuras reticulares. AICIA.CATEC [ANT 2012] A. Gil: Materiales porosos basados en arcillas pilareadas: control de su estructura para aplicaciones medioambientales y energéticas, Avances en Ciencias e Ingeniería, 3(2) (2012) 137-148. [ARA 2004] K. Araki and J.W. Halloran. Room-temperature freeze casting for ceramics with nonaqueous sublimable vehicles in the naphthalene_camphor eutectic system. J. Am. Ceram. Soc., (87[11]):2014-2019, 2004. [ARAK 2004] K. Araki and J.W. Halloran. New freeze-casting technique for ceramics with sublimable vehicles. J. Am. Ceram. Soc., (87[10]):1859 _1863, 2004. [ARA 2005] K. Araki and J.W. Halloran. Porous ceramic bodies with interconnected pore channels by a novel freeze casting technique. J. Am. Ceram. Soc., (88[5]):1108_1114, 2005. [ARE 2010] J. P. Arenas, M. J. Crocker: Recent Trends in Porous Sound-Absorbing Materials,
Sound and Vibration (2010).
[ASH 2000]: Ashby MF, Evans AG, Fleck NA, Gibson LJ, Hutchinson JW, et al. (2000) Metal
Foams: A Design Guide. Boston: Butterworth-Heinemann.
[AUT 2010] AutoChem 2920. Automated Catalyst Characterization System. Operator’s Manual V4.02. Micromeritics, (1):5-11; (6):16, 2010.
[BAN 2001]: Banhart J (2001) Manufacture, characterisation and application of cellular
metals and metal foams. Progress in Materials Science 46: 559-632.
[BOO 2003] K. Boomsma, D. Poulikakos, F. Zwick: Metal foams as compact high performance
heat exchangers, Mechanics of Materials 35 (2003) 1161–1176.
[BOB 1908] O. Bobertag, K. Feiat & H.W. Fisher. Über das Ausfrieren von Hydrosolen. Ber.
Dtsch. Chem. Ges., (41): 3675-3679.
[BON 1958] R.L. Bond and D.H.T. Spencer. The ultrafine capillary structure of coals anda
carbonized coals. Industrial Carbon and Graphite, papers read at the conference of the
Society of Industrial Chemistry, London, 24-26 Sept 1957, 29-40, 1958.
[BRA 2000] M. Bram, C. Stiller, H.P. Buchkremer, D. Stöver, and H. Baur. High-porosity titanium, stainless steel, and superalloy parts. Advanced Engineering Materials, (2[4]):196_199, 2000. (13) [CHI 2007] Y. Chino and D.C. Dunand. Directionally freeze-cast titanium foam with aligned, elongated pores. Acta Materialia, (56):105_113, 2007. [CIR2002]: R. Cirincione, R. Anderson, J. Zhou, D. Mumm, and W.O. Soboyejo. Processing and properties of lightweight cellular metals and structures. In A. Gosh, T. Sanders, and D. Claar, editors, Third Global Symposium.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
112
[CHU 2005] H. Chun, D.N. Dybtsev, H. Kium, K. Kim: Synthesis, X-ray Crystal Structures, and
Gas Sorption Properties of Pillared Square Grid Nets Based on Paddle-Wheel Motifs:
Implications for Hydrogen Storage in Porous Materials, Chemistry European Journal 11
(2005) 3521-3529
[CUB 2012] A.I. Cuba Ramos and D.C. Dunand. Processing and characterization of directionally freezecast copper foams. Metals, 2012. [DAV 2001] N.G. Davis, J. Teisen, C. Schuh, and D.C. Dunand. Solid-state foaming of titanium by superplastic expansion of argon-_lled pores. Journal of Materials Research, (16 [5]):1508_ 1519, 2001. [DEV 2006] S. Deville, E. Saiz, R.K. Nalla, and A. Tomsia. Freezing as a path to build complex composites. Science, (311):515_518, 2006. [DEVI 2006] S. Deville, E. Saiz, and A. Tomsia. Freeze casting of hydroxyapatite scafolds for bone tissue engineering. Biomaterials, (27):5480_5489, 2006.
[DEV 2007] S. Deville, E. Saiz, and A. Tomsia. Ice-templated porous alumina structures. Acta Materialia,(55):1965_1974, 2007. [DEV 2008] S. Deville. Freeze-casting of porous ceramics: a review of current achievements and issues. Advanced Enginnering Materials, (10 [3]):155_169, 2008. [DUN 1998] D.C. Dunand and J. Teisen. Porous and cellular materials for structural applications. In D. S. Schwartz, D.S. Shih, H.N.G. Wadley, and Evans A.G., editors, MRS, Pittsburgh. (22) [DUN 2004] D. Dunand. Processing of titanium foams. Advanced engineering materials, (6 [6]):369_376, 2004. [DUN 2009] J.L. Fife, J.C. Li, D.C. Dunand, and P.W. Voorhees. Morphological analysis of pores indirectionally freeze-cast titanium foams. J. Mater. Res., (1 (24)), 2009. [ELL 1956] J.C. Elliott, US Patent 2751 289 (1956).
[FER 2009] P. Fernández, L.J. Cruz, J. Coleto: Procesos de fabricación de metales celulares.
Parte II: Vía sólida, deposición de metales, otros procesos. REV. METAL. MADRID, 45 (2),
MARZO-ABRIL, 124-142, 2009.
[FRA 1949] R.E. Franklin. A study of the fine structure of carbonaceous solids by
measurements of true and apparent densities. Transactions of the Faraday Society, Vol. 45,
274-286, 1949.
[FRE 1968] J. Freel, W. J. M. Pieters, R. B. Anderson: The estructure of Raney Nickel, Journal of
Catalysis 14 (1968) 247-256.
[FUK 2001] T. Fukasawa, Z.-Y. Deng, M. Ando, T. Ohji, and Y. Goto. Pore structure of porous ceramics synthesized from water-based slurry by freeze-dry process. Journal of Materials Science, (36):2523-2527, 2001.

REFERENCIAS
113
[FUKA 2001] T. Fukasawa, M. Ando, T. Ohji, and S. Kanzaki. Synthesis of porous ceramics with complex pore structure by freeze-dry processing. Journal of American Ceramic Society, (84[1]):230_-232, 2001. [FUK 2002] T. Fukasawa, Z.-Y. Deng, M. Ando, T. Ohji, and S. Kanzaki. Synthesis of porous silicon nitride with unidirectionally aligned channels using freeze-drying process. Journal of American Ceramic Society, (85[9]):2151-2155, 2002. [GAR 2007] J.W. Garvin, Y. Yang, and H.S. Udaykumar. Multiscale modeling of particle-solidification front dynamics. part II: Pushing-engulfement transition. International Journal of Heat and Mass Transfer, (50):2969_2980, 2007. [GIB 1997]: Gibson LJ, Ashby MF (1997) Cellular Solids: Structure and Properties. (2nd edn),
Cambridge University Press.
[GON 2010] X. Gonming, C. Kehang, Z. Yong, C. Lin: Reduction of effective thermal
conductivity for sintered LHP wicks, International Journal of Heat and Mass Transfer 53
(2010) 2932–2934.
[GONG 2011]. Gong S, Li Z, Zhao YY (2011) An extended Mori–Tanaka model for the elastic
moduli of porous materials of finite size. Acta Materialia 59: 6820-6830.
[HAL 2011]. Abdel Halim. Novel synthesis of porous Fe-Ni ferroalloy prower for energy
applications. 2011
[HAL 2008]. Abdel Halim. Carbothermic reduction kinetics of nanocrystallite Fe2O3/NiO composites for the production of Fe/Ni alloy. 2008 [HAN 2010] J. Han, C. Hong, X. Zhang, J. Du, and W. Zhang. Highly porous ZrO2 ceramics fabricated by a camphene-based freeze-casting route: Microstructure and properties. Journal of the European Ceramic Society, (30):53_60, 2010. [HER 1961] C.K. Hersh. Molecular sieves. Reinohold, New York, 1961. [HON 2005] C. Hong, J. Du, J. Liang, X. Zhang, and J. Han. Functionally graded porous ceramics with dense suface layer produced by freeze-casting. Ceramics International, (37):3717_3722, 2011. [HON 2010] C. Hong, X. Zhang, J. Han, H. Du, and W. Zhang. Camphene-based freeze-cast ZrO2 foam with high compressive strength. Materials Chemistry and Physics, (119):359_362, 2010. [HOU 2012] Z. Hou, F. Ye, L. Liu, and Q. Liu. Fabrication of gradient porous _�SiAlON ceramics via a camphene-based freeze casting process. Materials Science & Enginnering, (558 [A]):742_746, 2012. [INS DRX] http://www.institucional.us.es/labrayx/difrayosx.htm [JAC 1965] K.A. Jackson and J.D. Hunt. Transparent compounds that freeze like metals. Acta Metallurgica, (13):1212-1215, 1965. [JAN 2008]. Jankovic. Dispersive kinetic model for the non-isothermal reduction of nickel oxide by hydrogen.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
114
[JON 1974] Jones DRH. Review the free energies of solid-liquid interfaces. Journal of Materials Science, (9):1-17, 1974. [JUN 2009] H.D. Jung, S.W. Yook, H.E. Kim, and Y.H. Koh. Fabrication of titanium sca_olds with porosity and pore size gradients by sequential freeze casting. Materials Letters, (63):1545-1547, 2009. [KAT 2012] K. Kato, S. Ochiai, A. Yamamoto, Y. Daigo, K. Honna, K. Matano, and K. Omori. Novel multilayer Ti foam with cortical bone strength and cytocompatibility. Acta biomaterialia pendiente de numero, 2012. [KEA 1987] M.W. Kearns, P.A. Blenkinsop, A.C. Barber, and T.W. Farthing. Metals Mater., (3):85,1987. [KEA 1988] M.W. Kearns, P.A. Blenkinsop, A.C. Barber, and T.W. Farthing. Manufacture of a novel porous metal. In New Jersey Princeton, editor, International Journal of Powder Metallurgy. [KIM 2012] H.D. Jung, S.W. Yook, T.S. Jang, Y. Li, H.E. Kim, and Y.H. Koh. Dynamic freeze casting for the production of porous titanium (Ti) sca_olds. Materials Science and Enginenering C, (33 [1]):59_63, 2012. [KOH 2006] Y.H. Koh, E.U. Lee, B.H. Yoon, J.H. Song, and H.E. Kim. Effect of polystyrene addition on freeze casting of ceramic/camphene slurry for ultra-high porosity ceramics with aligned pore channels. J. Am. Ceram. Soc., (89 [12]):3646_3653, 2006. [KU 1999] Jentung Ku, “Operating Characteristics of Loop Heat pipes”, 1999, 29” International Conference on Environmental system, Denver, Colorado, July 1999. [KUC 1966] H.A. Kuchek, US Patent 3236 706 (1966).
[KUP 2002] D. Kupp, D. Claar, K. Flemmig, U. Waag, and H. Goehler. Processing and Properties of Lightweight Cellular Metals and Structures. [LAP 2004] A. Laptev, M. Bram, H. P. Buchkremer, D Stöver: Study of production route for
titanium parts combining very high porosity and complex shape, Powder Metallurgy 47
(2004) 85-92.
[LEE 2011] [64] Y.S. Lee and S.T. Oh. Fabrication and properties of porous tungsten by freeze-drying process. Kor. J. Mater. Res., (9 [21]), 2011. [LOR 2008] E. Lorente, J.A. Peña, J. Herguido. Kinetic study of the redox process for separating
and storing hydrogen: Oxidation stage and ageing of solid. International Journal of Hydrogen
Energy, (33):615-626, 2008.
[LOT 1908] A. Lottermoser. Über das Ausfrieren von Hydrosolen. Ber. Dtsch. Chem. Ges., (41): 3675-3679. [MAI 1985] Maidanik, Y. F., Vershinin, S., Kholodov, V., and J. Dolgirev, “Heat Transfer Apparatus,” U.S. Patent No. 4515209, May 7, 1985.
REFERENCIAS
115
[MAX 1954] W.A. Maxwell, R.S. Gurnick, and A.C. Francisco. Preliminary investigagion of the "freeze casting"method for forming refractory powders.
[MIY 1987] A. Miyamoto, M. Miura, K. Sakamoto, S. Kamitomal, Y. Yosaki, Y. Murakami. Development of a germanium oxide media for the production of concentrated hydrogen by the steam–iron process. Ind Eng Chem Prod Res Dev, (3[23]):467-70, 1984.
[MON 2003] J.M. Montes, J.A. Rodríguez, E.J. Herrera: Thermal and electrical conductivities of
sintered powder compacts. Powder Metallurgy 2003 Vol. 46 No.3, 251-256.
[MPI 2013] MPIF Porous Metal Design Handbook,
http://www.mpif.org/designcenter/porous.pdf, 28 de octubre de 2013.
[MUK 2004] S.R. Mukai, H. Nishihara, and H. Tamon. Formation of monolithic silica gel microhoneycombs (smhs) using pseudosteady state growth of microstructural ice crystals. The Royal Society of Chemistry, pages 874-875, 2004. [MUR 1981 ] G.A.W. Murray and J.C. Semple. Transfer of tensile loads from a prosthesis to bone using porous titanium. Journal of Bone and Joint Surgery, (B-63[1]):138_141, 1981. [MIY 1985] O. Miyawaki and T. Yano. Jpn J Freez Dry, (31):24, 1985. [MIY 1992] O. Miyawaki, T. Abe, and T. Yano. Biosci Biotech Biochem, (56):953, 1992. [NIS 2005] H. Nishihara, S.R. Mukai, D. Yamashita, and H. Tamon. Ordered macroporous silica by ice templating. Chem. Mater., (17):683_689, 2005. [OTS 2001] K. Otsuka, A. Mito, S. Takenaka, T. Yamanaka. Production of hydrogen from methane without CO2-emission mediated by indium oxide and iron oxide. International Journal of Hydrogen Energy, (3[26]):191–4, 2001 [PIN 2006]2006.Pineau.Kinetics of reduction of iron oxides by H2. Part I Low temperature reduction of hematite [PINE 2006]. 2006. Pineau. Kinetics of reduction of iron oxides by H2. Part II. Low temperature reduction of magnetite [PAR 2007].Parviz.Reduction kinetics of mechanically activated hematite concentrate with hydrogen gas using nonisothermal methods [RAU 2002] G. Rausch and J. Banhart. Handbook of Cellular Metals. [RIC 2003].James Richardson. Z-ray diffraction study of nickel oxide reduction by hydrogen [SRI 2007] V.C. Srivastava, K.L. Sahoo: Processing, stabilization and applications of metallic
foams. Art of science. Materials Science-Poland, Vol. 25, No. 3, 2007.
[SHA 2008] N.O. Shanti, K. Araki, and J.W. Halloran. Particle redistribution during dendritic solidification of particle suspensions. J. Am. Ceram. Soc., (89[8]):2444_2447, 2006. [SMI 1995] D.M. Smith, G.W. Scherer, and J.M. Anderson. Shrinkage during drying of silica gel. Journal of Non-Crystalline Solids, (188):191_206, 1995.

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
116
[SOF 2001] S.W. Sofie and F. Dogan. Freeze casting of aqueous alumina slurries with glycerol. J. Am. Ceram. Soc., (84[7]):1459-1464, 2001. [SRI 2007] V.C. Srivastava, K.L. Sahoo: Processing, stabilization and applications of metallic
foams. Art of science. Materials Science-Poland, Vol. 25, No. 3, 2007.
[SYP 1994] D.J. Sypeck, P.A. Parrish, and H.N.G. Hayden. Porous and cellular materials for structural applications. In D.S. Schwartz, D.S. Shih, H.N.G. Wadley, and A.G. Evans, editors, MRS, Pittsburgh. [TAB 2006] S. M. Tabaatabaai, M.S. Rahmanifar, S.A. Mousavi, S. Shekofteh, J.H. Khonsari, A.
Oweoso, M. Hejabi, H. Tabrizi, S. Shirzadi, B. Cheraghi: Lead-acid batteries with foam grids,
Journal of Power Sources 158 (2006) 879–884
[TAO 2009] Tao XF, Zhang LP, Zhao YY (2009) Al matrix syntactic foam fabricated with
bimodal ceramic microspheres. Materials and Design 30: 2732-2736.
[TAO 2012] Tao XF, Zhao YY (2012) Compressive failure of Al matrix syntactic foams
manufactured by melt infiltration. Materials Science and Engineering A 549: 228-232.
[TEO 1995] A. Teodorczyk, J.H.S. Lee: Detonation attenuation by foams and wire meshes
lining the walls, Shock Waves 4 (1995) 225-236.
[THI 2001] B. Thieme, K.P. Wieters, F. Bergner, H.W. Scharnweber, J. Ndop, T.J. Kim, and W. Grill. Titanium powder sintering for preparation of a porous functionally graded material destined for orthopaedic implants. Journal of Materials Science: Materials in Medicine, (12(3)):225_231, 2001. [TIT 2003] J.L.S. Tithi Dutta Roy, J.L. Ricci, E. Dianne Rekow, V.P. Thompson, and J. Russell Parsons. Performance of degradable composite bone repair products made via three-dimensional fabrication techniques. Journal of biomedical materials research, (66A):283_91, 2003. [TON 1984] H.-M. Tong, I. Noda, and C.C. Gryte. Formation of anisotropic ice-agar composites by directional freezing. Colloid & Polymer Sci, (262):589_595, 1984. [TON 1985] H.M. Tong and C.C. Gryte. Mechanism of lamellar spacing adjustment in directionally frozen agar gels. Colloid & Polymer Sci, (263):147_155, 1985. [TORR 2012] Y. Torres, J.J. Pavon, I. Nieto, and J.A. Rodríguez. Conventional powder metallurgy process and characterization of porous titanium for biomedical applications. Metallurgical and Materials Transactions, (42[B]):891_900, 2011. [TOR 2012] Y. Torres, J.J. Pavon, and J.A. Rodríguez. Processing and characterization of porous titanium for implants by using nacl as space holder. Journal of Materials Processing Technology, (212):1061_1069, 2012. [TORR 2012] Y. Torres, J.A. Rodríguez, S. Arias, M. Echeverry, S. Robledo, V. Amigo, and J.J. Pavón. Processing, characterization and biological testing of porous titanium obtained by spaceholder technique. J Mater Sci, (47):6565_6576, 2012. [VAN 1961] D.W. Van Krevelan. “Coal” Elsevier, Amsterdam, 1961
REFERENCIAS
117
[VIX 2005] C. Vix-Guterl, E. Frackowiak, K. Jurewicz, M. Friebe, J. Parmentier, F. Bèguin:
Electrochemical energy storage in ordered porous carbon materials, Carbon 43 (2005)
1293–1302.
[WAS 1996] M.L. Wasz, F.R. Brotzen, R.B. McLellan, and A.J. Gri_n Jr. E_ect of oxygen and hydrogen on mechanical properties of commercial purity titanium. International Materials Reviews, (1 [41]), 1996. [WEN 2001] C.E. Wen, M. Mabuchi, Y. Yamada, K. Shimojima, Y. Chino, and T. Asahina. Processing Of biocompatible porous Ti and Mg. Scripta Materialia, (45[10]):1147_1153, 2001. [WEN 2002] C.E. Wen, Y. Yamada, K. Shimojima, Y. Chino, H. Hosokawa, and M. Mabuchi. Novel titanium foam for bone tissue engineering. Journal of Materials Research, (17[10]):2633_ 2639, 2002. [WHE 1983] K.R. Wheeler, M.T. Karagianes, and K.R. Sump. Titanium alloys in surgical implants. In H. A. Luckey and F. Kubli, editors, ASTM, Philadelphia. [XUE] Xue X, Zhao Y (2011) Ti matrix syntactic foam fabricated by powder metallurgy:
particle breakage and elastic modulus. JoM 63: 43-47.
[YOO2007] B.H. Yoon, Y.H. Koh, C.S. Park, and H.E. Kim. Generation of large pore channels for bone tissue engineering using camphene-based freeze casting. J. Am. Ceram. Soc., (90 [6]):1744_ 1752, 2007.
[YOO 2008] S.W. Yook, B.H. Yoon, H.E. Kim, Y.H. Koh, and Y.S Kim. Porous titanium (Ti) scaffolds by freezing TiH2 /camphene slurries. Materials Letters, (62):4506_4508, 2008. [YOO 2009] S.W. Yook, H.E. Kim, and Y.H. Koh. Fabrication of porous titanium sca_olds with high compressive strength using camphene-based freeze casting. Materials Letters, (63):1502-1504, 2009. [YOO 2012] [62] S.W. Yook, H.D. Jung, C.H. Park, K.H. Shin, Y.H. Koh, Y. Estrin, and H.E. Kim. Reverse freeze casting: A new method for fabrication highly porous titanium sca_olds with aligned large pores. Acta Biomaterialia, (8):2401_2410, 2012. [YOU 2010] Y. Belmabkhout, R. Serna-Guerrero, A. Safari: Adsorption of CO2-Containing Gas
Mixtures over Amine-Bearing Pore-Expanded MCM-41 Silica: Application for Gas
Purification, Industrial Engineering Chemistry Res., 49 (2010) 359–365.
[ZHA 2007] Zhang LP, Zhao YY (2007) Mechanical response of Al matrix syntactic foams
produced by pressure infiltration casting. Journal of Composite Materials 41: 2105-2117.
[ZHA 2008] Zhang LP, Zhao YY (2008) Fabrication of high melting-point porous metals by
lost carbonate sintering process via decomposition route. Journal of Engineering
Manufacture 222: 267-271.
[ZHA 2013].Zhang. Reduction Of Fe and Ni in Fe-Ni-O systems

FABRICACIÓN DE ESTRUCTURAS POROSAS DIRECCIONALES DE ALEACIONES DE FE-NI
118
[ZHAO 2001] Zhao YY, SunDX (2001) Anovel sintering-dissolution process for manufacturing
Al foams. ScriptaMaterialia 44: 105-110.
[ZHAO 2005] Zhao YY, Fung T, Zhang LP, Zhang FL (2005) Lost carbonate sintering process
for manufacturing metal foams. ScriptaMaterialia 52: 295-298.
[ZHAO 2013] Zhao: Porous Metallic Materials Produced by P/M Methods. J Powder Metall
Min 2013, 2:3














![Lugares Abandonados, Desconocidos [MegaPost] - Taringa!](https://static.fdocuments.es/doc/165x107/55cf94e1550346f57ba5114b/lugares-abandonados-desconocidos-megapost-taringa.jpg)

