





Idiomas
Páginas
Jurídico


CATÁLOGO DE PRODUCTOS

¿Quiénes somos?
Tysweldes una de las marcas líder en el sector de soldadura en la Europa del Sureste. Entr los principales clientes de nuestros productos se encuentran Polonia, República Checa, Eslovaquia, Lituania, Letonia, Ucrania, Rumania, Bulgaria, Serbia, Croacia y países escandinavos, p.ej., Noruega. Cada año la marca Tysweldconquista nuevos mercados y contribuye a la satisfacción de nuestros clientes en los países de la Europa Occidental, p.ej., en Francia, España o Alemania.
Presentamos la oferta de materiales de soldadura de la marcaTysweld
Proponemos:■ Electrodos y varillas en atmosfera protegida:
• paraacerosdebajaaleaciónygranulometríafina• para aceros de alta aleación• para aleaciones de aluminio• para soldadura a gas
■ Alambres y varillas para soldadura fuerte con CuSi3■ Alambre tubular E71T-1■ Alambre tubular autoprotegido (sin gas)■ Electrodos■ Antorchas de soldadura y piezas de recambio Mig/Mag yTig■ Producto y pasta antiproyecciones
Tysweld presta máxima atención al desarrollo continuo de tecnología y perfeccionamiento de sus productos. Todos nuestros materiales de soldadura se someten a un riguroso control de calidad. Cada producto cumple los mayores requistitos confirmadosconrespectivoscertificadosyeldiseñodeenvasesfacilitalagestióndematerialesdesoldadurayresiduos.

Índice
Producto EN ISO DIN AWS Página
Alambres para soldadura bajo gas protector
T20 14341-A: G3Si1 8559 SG-2 A5.18 ER70S-6 6
T30 ISO 14341-A: G4Si1 8559 SG-3 A5.18 ER70S-6 8
T07M ISO 14343-A: G 18 8 Mn 8556 DG X15 CrNiMn 18 8 A-5.9: ER307LSI 13
T08M 14343-A: G 19 9LSi 8556 SG X5 CrNi 19 9 A-5.9: ER308LSi 14
TO9M 14343-A: G 23 12 LSi 8556 SG X2 CrNi 24 12 A 5.9: ER309LSi 16
T16M 14343-A: G 19 12 3 LSi 8556 SG X2 CrNiMo 19 12 A 5.9: ER316LSi 18
T56M 18273: S AI 5356 1732.SG-AlMg5 A 5.10: ER 5356 20
T43M 18273: S AI 4043 1762.SG-AlSi5 A 5.10: ER 4043 22
T83M 18273: S AI 5183 1732.SG-AlMg4,5Mn A 5.10: ER 5183 24
TCU3M 24373: S Cu 6560 1733.SG-CuSi3Mn1 A 5.7: ERCuSi – A 26
TCU6M 14614: S Cu 5180 1733.SG-CuSN6 A 5.7: ERCuSn – A 28
Alambre de soldadura con fundente
T9MT 14171-A: S2 8557-S2 A 5.17: EM12 12
Alambre tubular
T71C/T71M 17632-A-T 42 4 R C/M 2 H10 - A 5.20: E71T-1C/1M 10
T71GS - - A 5.20: E71T-GS 11
Fundente
TOP17MT S 38 2 AB S 2 - - 12
Varillas para soldadura TIG
T20W 14341-A: W3Si1 8559:SG-2 A 5.18: ER70S-6 7
T30W 636-A: W4Si1 8559:SG-3 A 5.18: ER70S-6 9
T08W 14343-A: W 19 9LSi 8556 SG X2 CrNi 19 9 A-5.9: ER308LSi 15
T09W 14343-A: W 23 12 LSi 8556 SG X2 CrNi 24 12 A 5.9: ER309LSi 17
T16W 14343-A: G 19 12 3 LSi 8556 SG X2 CrNiMo 19 12 A 5.9: ER316LSi 19
T56W 18273: S AI 5356 1732.SG-AlMg5 A 5.10: R 5356 21
T43W 18273: S AI 4043 1762.SG-AlSi5 A 5.10: R 4043 23
T83W 18273: S AI 5183 1732.SG-AlMg4,5Mn A 5.10: R 5183 25
TCU3W 24373: S Cu 6560 1733.SG-CuSi3Mn1 A 5.7: ERCuSi – A 27
TCU6W 14614: S Cu 5180 1733.SG-CuSN6 A 5.7: ERCuSn – A 29
Varillas àra soldadura a gas
TG1A 12536:0 II 8555. SPG1A A 5.2.R60 30
Electrodos envueltos
E13 2560-A: E 38 0 RC 11 1913 E43 22 R(C) 3 A5.1: E 6013 32
E13MW 499:E 38 0 RC 11 2560-A-E 38 0 RC 11 A 5.1: E 6012 33
E13EMW 2560-A- E 38 0 RC 11 - A 5.1:E 6013 34
E18 2560-A: E 42 4 B 42 1913 E51 54 B 10 A5.1: E 7018 35
E50MW 499: E 42 4 B 31 H 5 1913: E 51 54 B9 A 5.1: E 7018 36
E08 1600: E 19 9 L R 1 1 8556 E19 9 LR 26 A 5.4: E308L – 16 37
E16 1600: E 19 12 3 L R 1 1 8556 E19 12 LR 26 A 5.4: E316L – 16 38
EDUR250MW - 8555: E 1-UM-250 - 39
EDUR400MW - 8555: E 1-UM-400 - 40
EDUR600MW - 8555: E 1-UM-600 - 41
EMONELMW - 8573: E Ni Cu BG1 A 5.15: E NiCu-B 42
EBRONMW - 1733: E CuSn-7 A 5.6: E CuSn-A 43
ECUTMW - - - 44
Antorchas MIG/MAG y piezas de recambio 47-52
Antorchas TIG y piezas de recambio 55-59
Productos químicos para soldadura 61
3

Alambres de soldadura bajo gas protector
5

Alambre de electrodo de manganeso-silicio, recubiero con cobre, para soldadura MIG/MAGde aceros de bajo contenido de carbono estructurales yacerosal.crbono-managanesodegranulotemtríafina.Permiteaplicarintensidades de corriente altas en el arco rociado y bajas en la transfe-rencia de corto circuito. El alambre para soldaduraTysweld T20 tiene solo enbobinado preciso y es ampliamente usado en las industrias de ingenie-ría,automovilística,petroquímica,en la construcción de calderas, naves y contenedores. Este alambre de alta calidad diisfruta de buen renombre que se debe a alta calidad de alimentación, estabilidad del arco y su carac-terística excepcional. Cuidando de calidad invariable cda bobina se some-te a un control interno de calidad.
Alambre para soldadura MIG/MAG - T20
EN ISO 14341-A: G3Si1DIN 8559 SG-2AWS A5.18 ER70S-6
Parámetros tecnológicos
ø d Corriente de soldar
Tensión arco Rdo. metal Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (%) (l/min) (m/min) (kg/h)
0,6 30 - 100 15 - 20 95 12 5,5 - 13,0 0,7 - 1,7
0,8 60 - 200 18 - 24 95 14 3,2 - 13,0 0,8 - 3,0
1,0 80 - 300 18 - 32 96 16 2,7 - 15,0 1,0 - 5,6
1,2 120 - 380 18 - 34 97 18 2,5 - 15,0 1,3 - 8,0
1,6 225 - 550 28 - 38 98 20 2,3 -12,0 2,1 - 11,4
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
ReL (Rp0,2)MPa
A5/(A4)%
KV (J)/°C
+20 -20 -30 -29
EN TZ0 M21 560 470 26 130 90 70
EN TZ1 M21 495 370 28 120 90
EN TZ2 M21 455 310 32 100 75
EN TZ0 C1 540 450 25 110 70
AWS TZ0 C1 >480 (>400) (>22) >27
TZ0 - tras la soldadura, TZ1 - po O.C. - 620 °C/15h, TZ2 – po normalizacji - 920 °C/10,5h
Composición química (%)
C Si Mn
0,1 0,85 1,4
Material soldado:P235 / S 235 - P420 / S420 itp.
Gas de protección (EN ISO 14175):M20, M21, M3, C1
Corriente de soldar: =(+)
Posición de soldadura:
Permisos:TÜVDBCEABS
Clasificación de material soldado:
ENISO14341-A-G424C1/M21G3SI1
Producto nº
ø mm 1 kg 5 kg 15 kg 250 kg
0,6 T20.000 T20.001 - -
0,8 T20.002 T20.003 T20.004 T20.005
1,0 - T20.006 T20.007 T20.008
1,2 - T20.009 T20.010 T20.012
1,6 - - T20.013
6
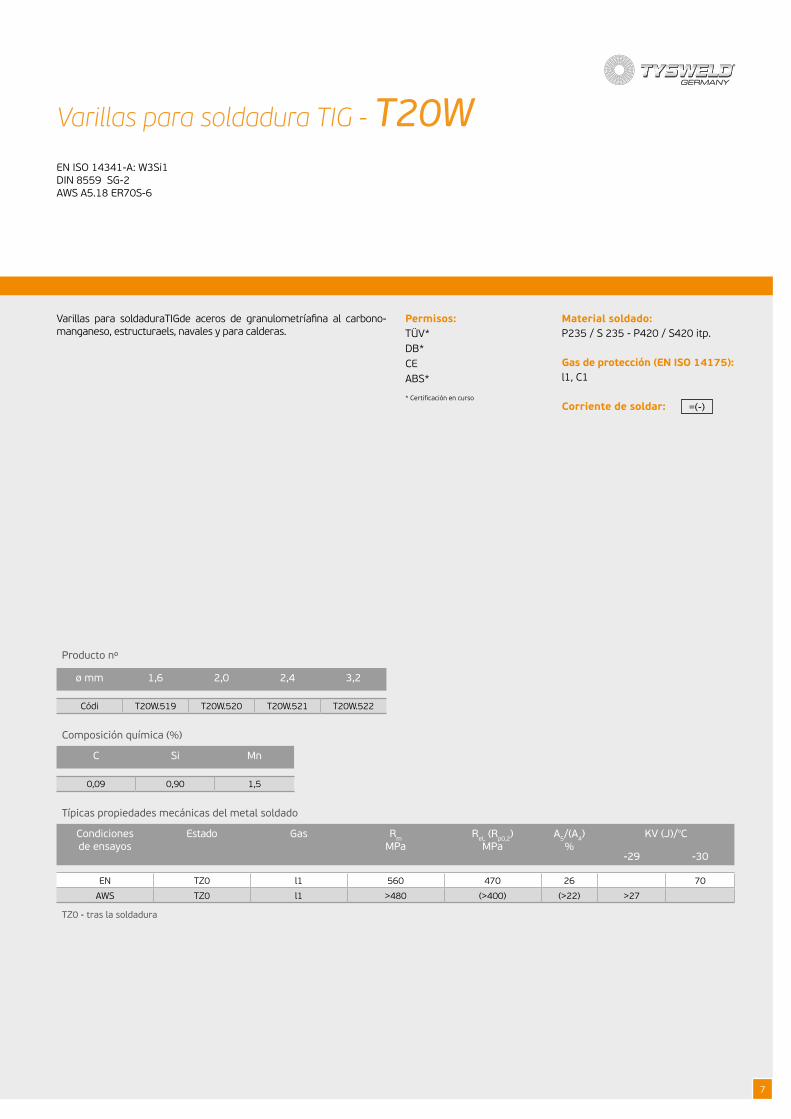
Varillas para soldaduraTIGde aceros de granulometríafina al carbono-manganeso, estructuraels, navales y para calderas.
Varillas para soldadura TIG - T20W
EN ISO 14341-A: W3Si1DIN 8559 SG-2AWS A5.18 ER70S-6
Material soldado:P235 / S 235 - P420 / S420 itp.
Gas de protección (EN ISO 14175):l1, C1
Corriente de soldar: =(-)
Permisos:TÜV*DB*CEABS*
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
ReL (Rp0,2)MPa
A5/(A4)%
KV (J)/°C
-29 -30
EN TZ0 l1 560 470 26 70
AWS TZ0 l1 >480 (>400) (>22) >27
TZ0 - tras la soldadura
Composición química (%)
C Si Mn
0,09 0,90 1,5
Producto nº
ø mm 1,6 2,0 2,4 3,2
Códi T20W.519 T20W.520 T20W.521 T20W.522
* Certificación en curso
7

Parámetros tecnológicos
ø d Corriente de soldar
Tensión arco Rdo. metal Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (%) (l/min) (m/min) (kg/h)
0,8 30 - 100 15 - 20 95 12 5,5 - 13,0 0,7 - 1,7
1,0 60 - 200 18 - 24 95 14 3,2 - 13,0 0,8 - 3,0
1,2 80 - 300 18 - 32 96 16 2,7 - 15,0 1,0 - 5,6
Alambre para soldadura MIG/MAG - T30EN ISO 14341-A: G4Si1DIN 8559 SG - 3AWS A5.18 ER70S-6
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
ReL (Rp0,2)MPa
A5/(A4)%
KV (J)/°C
+20 -20 -30 -29
EN TZ0 M21 595 525 26 130 >90 70
EN TZ1 M21 520 385 28 120 90
EN TZ2 M21 460 320 32 100 75
EN TZ0 C1 570 475 25 110 70
AWS TZ0 C1 >480 (>400) (>22) >27
TZ0 - tras la soldadura, TZ1 - po O.C. - 620 °C/15h, TZ2 - po normalizacji 920 °C/10,5h
Alambre de electrodo de manganeso-silicio, recubierto con cobre, para soldadura MIG/MAG de aceros de bajo contenido de carbono y de baja aleación. El contenido elevado de los componentesSI–Mnen compara-ciónconT20garantizalaresistenciaalasimpurezasdelassuperficiesde los elementos soldados.Recomendado para soldar elementos es-tructurales de altos requisitos de resistencia.
Composición química (%)
C Si Mn
0,09 0,92 1,7
Material soldado:P 235/S 235 - P460/S 460 itp.
Gas de protección (EN ISO 14175):M20, M21, C1
Corriente de soldar: =(+)
Posición de soldadura:
Clasificación de material soldado:
EN ISO 14341-A-G 42 4 C1 G4Si1EN ISO 14341-A-G 46 4 M21 G4Si1
Permisos:TÜVDBCE
Producto nº
ø mm 15 kg 250 kg
0,8 T30.014 T30.437
1,0 T30.015 T30.017
1,2 T30.016 T30.444
8

Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
ReLMPa
A5/(A4)%
KV (J)/°C
-29 -30
EN TZ0 l1 595 525 26 70
AWS TZ0 l1 >480 >400 (>22) >27 0
TZ0 - tras la soldadura
Alambre recubierto con cobre con adición de manganeso y silicio para garantizar mayor resistencia del metal soldado y resistencia a las im-purezasdelassuperficiesdeloselementossoldados.ParasoldaduraTIG de aceros sin alear.
Varillas para soldadura TIG - T30WENISO636-A:W4SI1DIN8559:SG-3AWSA5.18ER70S-6
Composición química (%)
C Si Mn
0,10 1,00 1,70
Material soldado:P 235/S - P 460/S 460 itp.
Gas de protección (EN ISO 14175):l1, C1
Corriente de soldar: =(-)
Producto nº
ø mm 1,6 2,0 2,4 3,2
Códi T30W.060 T30W.061 T30W.062 T30W.063
Permisos:TÜV*DB*CE
* Certificación en curso
9

Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Velocidad aliment. Capacidada metal
(mm) (A) (V) (m/min) (kg/h)
1,2 110 - 300 21 - 32 3,2 - 14,0 1,3 - 5,8
1,4 130 - 320 22 - 32 3,0 - 12,5 1,4 - 6,3
1,6 150 - 360 24 - 34 3,0 - 11,0 2,0 - 6,2
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
ReLMPa
A5%
KV (J)/°C
-20
EN TZ0 C1 588 497 27 110
TZ0 - tras la soldadura
Alambre tubular con relleno de rutilo para garantizar en todas las posiciones, de aplicación universal. Trabaja con arco rociado garantizando supremas propiedades de soldadura. Recomendado para estructuras navales.
Alambre tubular - T71C/T71M
EN ISO 17632-A-T 42 4 R C 2 H10AWS A5.20 E71T-1CEN ISO 17632-A-T 42 4 R M 2 H10AWS A5.20 E71T-1M
Composición química (%)
Gas C Si Mn
C1 0,05 0,55 1,25
M21 0,09 0,38 1,75
Tipo de relleno:Rutilo
Gas de protección (EN ISO 14175):M21, C1
Rdo. metal:ca. 85%
Corriente de soldar: =(+)
Contenido de hidrógeno:< 10ml/100g de metal soldado
Otros datos:ø 1,6 solo posiciones PA, PB
Posición de soldadura:
Producto nº
ø mm 1,2 CO2 1,2 M 1,4 CO2
Códi T71C.020 T71M.021 T71C.133
* Certificación en curso
Permisos:Gas C1:TÜVDNVLRABSCEGL*BV*Gas M21:TÜVDNV*LR*ABS*CEGL*BV*
10

Alambre tubular autoprotegido para soldar elementosde acero de espesor pequeño sin aplicación de gas protector. Se usa en construcción, producción de calderas, equipamientos agrícolas, usado tanto para la producción como la reparacióbn de equipos.
Alambre tubular autoprotegido - T71GS
AWS A5.20: E71T-GS
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Velocidad aliment. Capacidada metal
(mm) (A) (V) (m)/min) (kg/h)
0,8 40 - 100 14 - 16 3,0 - 7,0 0,4 - 2,6
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
ReLMPa
A5%
KV (J)/°C
+20
EN TZ0 - 500 380 >22 >27
TZ0 - tras la soldadura
Composición química (%)
C Si Mn Al
0,2 0,3 1,0 2,0
Tipo de relleno:Especial
Gas de protección (EN ISO 14175):Alambre autoprotegido
Rdo. metal:75 - 85%
Corriente de soldar: =(-)Posición de soldadura:
Producto nº
ø mm 0,8
Códi T71GS.018
11

Alambre de soldadura con fundente MIG/MAG - T9MTEN: ISO 14171-A: S2DIN 8557-S2AWS A5.17:EM12
Alambre de electrodo, recubierto con cobre, em combinación con fundente sirve para soldar aceros sin alear y aceros de baja aleación de resistencia elevada (aceros estructurales, para calderas, naves). Usado también para reparaciones en el sector ferroviario.
Composición química (%)
C Si Mn
0,10 0,14 1,00
Producto nº
ø mm 1,6 2,0 2,5 3,0 3,2 4,0 5,0
Códi T9MT.552 T9MT.553 T9MT.554 T9MT.555 T9MT.556 T9MT.557 T9MT.558
Corriente de soldar: ~ =(+)
Fundente - TOP17MTEN: S 38 2 AB S 2
Fundente aglomerado alcalino para soldar aceros de baja aleación, de granulometríafinaotablestacas.Fundenteparasoldarconunoodoselectrodos,soldadura multicapaDCo AC. En combinación con alambres correspondientes (tipo IMT 6, IMT 9 Ni2) garantiza parámetros excelentes de resistencia alimpacto a bajas temperaturas. Su otra ventaja es la remoción excelente de escoria. El fundente garantiza niveles de difusión de hidrógeno muy bajos (<4ml/100g spoiny).
Aplicciones típicas: soladdura con fundente de aceros de baja aleación (con el límite de plasticidad hasta 420N/mm2),tanques de presión, aceros de alta resistencia para la industria naval, tales comoEH36,acerosdegranulometríafina(conel límitedeplasticidadhasta 460N/mm2).
Composición química (%)
CaO + MgO Al2O3 + MnO CaF2 SiO2 + TiO2
30% 30% 15% 20%
Producto nº
Códi TOP17MT.559
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Rm MPa
ReMPa
A5%
KV (J)/°C
0 -20 -40
EN TZ0 510 420 24 160 120 60
TZ0 - tras la soldadura
Permisos:TÜV*DB*ABS*BV*GL*DNV*PRS*LRS** Certificación en curso
12

Alambre austenítico con contenido elevado de manganeso. Para soldar aceros no semejantes y difíciles de soldar, aceros resistentes al calor y paneles blindados, entre otros. El contenido elevado de silicio mejora las propiedades de soldadura.
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Temperatura de ensayo °C
Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
+20
EN TZ0 M13 +20 ≥590 ≥420 ≥40 ≥100
TZO – tras la soldadura
Alambre de soldadura para cromo-níquel MIG/MAG - T07MEN ISO 14343-A: G 18 8 MnDIN 8556 DG - X15 CrNiMn 18 8AWS A-5.9: ER307LSi
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (l/min) (m/min) (kg/h)
0,8 55 - 160 15 - 24 12 4,0 - 17,0 1,0 - 4,1
1,0 80 - 240 15 - 28 15 4,0 - 16,0 1,5 - 6,0
1,2 100 - 300 15 - 29 18 3,0 - 14,0 1,6 - 7,5
Posición de soldadura:
Composición química (%)
C Si Mn Cr Ni Mo Cu S P
<0,20 <1,2 5,00-8,00 17,00-20,00 7,00-10,00 <0,30 <0,30 <0,03 <0,03
Producto nº
ø mm 15 kg
0,8 T07M.469
1,0 T07M.468
1,2 T07M.467
Permisos:TÜVDB*CE
* Certificación en curso
Material soldado:1.4583, S235-S355, 1.3401, X120Mn6 itp. Gas de protección (EN ISO 14175):M13, M12, M20, M21
Corriente de soldar: =(+)
13

Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Temperatura de ensayo °C
Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
+20 -60 -196
EN TZ0 M13 +20 620 370 36 110 90 60
EN TZ0 M13 +350 490 370 25
EN A M13 +20 600 340 43 90 80 60
EN A M13 +350 460 240 28
TZ0 - tras la soldadura, A - obróbka cieplna 1050 °C/10,5h
Alambre de soldadura para cromo-níquel MIG/MAG - T08MEN ISO 14343-A: G 19 9 LSiDIN 8556 SG - X5 CrNi 19 9AWS A-5.9: ER308LSi
Alambre austenítico de contenido muy bajo de carbono para soldar aceros resistentes a la corrosión que contengan aprox. un 18% Cr y un 8% Ni. El contenido elevado de SI mejora las propiedades de soldadura. Usado en estructuras de la industria química y alimentaria.
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (l/min) (m/min) (kg/h)
0,8 55 - 160 15 - 24 12 4,0 - 17,0 1,0 - 4,1
1,0 80 - 240 15 - 28 15 4,0 - 16,0 1,5 - 6,0
1,2 100 - 300 15 - 29 18 3,0 - 14,0 1,6 - 7,5
Posición de soldadura:
Composición química (%)
C Si Mn Cr Ni
<0,03 0,80 1,80 20,0 10,0
Producto nº
ø mm 1 kg 5 kg 15 kg
0,6 T08M.024 T08M.025 -
0,8 T08M.026 T08M.027 T08M.028
1,0 - T08M.029 T08M.030
1,2 - T08M.031 T08M.032
Permisos:TÜVDB*CE
* Certificación en curso
Material soldado:1.4301, 1.4306, 1.4550 itp. Gas de protección (EN ISO 14175):M13, M12
Corriente de soldar: =(+)
14

Varillas no revestidos resistentes a la corrosión para soldar aceros austeníticos al cromo-níquel de tipo 8%Cr, 8%Ni con el método TIG. Destacan por buena resistencia a la corrosión general. Una pequeña cantidad de carbono hace que sea muy útil cuando exista el riesgo de corrosión intercristalina. El contenido elevado de silicio mejora las propiedades de soldadura, tales como capacidad de humectación. Son comúnmente usadas en la industria química y alimentaria, así como para soldar tuberías, rubos y calderas.
Varillas para cromo-níquel TIG - T08WENISO14343-A:W199LSIDIN8556SG-X2CRNI199AWSA-5.9:ER308LSI
Composición química (%)
C Si Mn Cr Ni
<0,03 0,85 1,80 20,00 10,00
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
+20 -60 -110 -196
EN TZ0 l1 625 480 37 170 150 140 100
TZ0 - tras la soldadura
Material soldado:AlSl 304, 304L, W. Nr: 1.4301; 1.4541; 1.4550 itp.
Gas de protección (EN ISO 14175):l1
Corriente de soldar: =(-)
Producto nº
ø mm 1,0 1,2 1,6 2,0 2,4 3,2 4,0
Códi T08W.064 T08W.065 T08W.066 T08W.067 T08W.068 T08W.069 T08W.070
Permisos:TÜVDB*CE
* Certificación en curso
15

Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
+20 -60 -110
EN TZ0 M13 600 440 41 160 130 90
TZ0 - tras la soldadura
Alambre de soldadura para cromo-níquel MIG/MAG - T09MEN ISO 14343-A: G 23 12 LSiDIN 8556 SG - X2 CrNi 24 12AWS A 5.9: ER309LSi
Alambre para soldar aceros y acero moldeado resistentes a los ácidos de tipo 23% Cr, 12% Ni y su unión con aceros sin alear, así como para colocar capas búfer enconexiones no semejantes. El contenido elevado de Si mejora las propiedades de soldadura. Demuestra resistencia al calordehasta1.000℃.
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (l/min) (m/min) (kg/h)
0,8 55 - 160 15 - 24 12 4,0 - 17,0 1,0 - 4,1
1,0 80 - 240 15 - 28 15 4,0 - 16,0 1,6 - 6,0
1,2 100 - 300 15 - 29 18 3,0 - 14,0 1,6 - 7,5
Material soldado:1.4583 + S235 - S355 itp. Gas de protección (EN ISO 14175):M13, M12
Corriente de soldar: =(+)
Posición de soldadura:
Composición química (%)
C Si Mn Cr Ni
<0,03 0,80 1,80 24,0 13,0
Producto nº
ø mm 5 kg 15 kg
0,8 T09M.033 T09M.108
1,0 T09M.034 T09M.109
1,2 T09M.035 T09M.110
Permisos:TÜVDB*CE
* Certificación en curso
16

Alambre para soldar aceros y acero moldeado resistentes a los ácidos de tipo 23% Cr, 12% Ni y su unión con aceros sin alear, así como para colocar capas búfer enconexiones no semejantes. El contenido elevado de Si mejora las propiedades de soldadura. Demuestra resistencia al calordehasta1.000℃.
Varillas para cromo-níquel TIG - T09WEN ISO 14343-A: W 23 12 LSiDIN 8556 SG - X2 CrNi 24 12AWS A 5.9: ER309LSi
Material soldado:1.4583 +S235 - S355 itp.
Gas de protección (EN ISO 14175):l1
Corriente de soldar: =(-)
Composición química (%)
C Si Mn Cr Ni
<0,03 0,80 1,80 24,00 13,00
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
+20 -60 -110
EN TZ0 L1 635 475 32 150 150 130
TZ0 - tras la soldadura
Producto nº
ø mm 1,0 1,2 1,6 2,0 2,4 3,2 4,0
Códi T09W.121 T09W.071 T09W.072 T09W.073 T09W.074 T09W.075 T09W.122
Permisos:TÜV*DB*CE
* Certificación en curso
17

Alambre austenítico de contenido muy bajo de carbono, para soldar aceros resistentes a la corrosión, con aprox.un 18% Cr,12% Ni. Recomendado en caso de exposición a la corrosión general e intercristalina en entorno de ácidos y cloruros.El contenido elevado de Simejora las propiedades de soldadura. Usado en estructuras de las industrias química, alimentaria, naval y para elementos arquitectónicos.
Alambre de soldadura para cromo-níquel MIG/MAG - T16MEN ISO 14343-A: G 19 12 3 LSiDIN 8556 SG - X2 CrNiMo 19 12AWS A 5.9: ER316LSi
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Temperatura de ensayo °C
Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
+20 -60 -196
EN TZ0 M13 +20 620 440 37 120 95 55
EN TZ0 M13 +350 440 340 26
EN A M13 +20 590 350 42 110 90 50
EN A M13 +350 430 250 31
TZ0 - tras la soldadura, A - obróbka cieplna - 1050 °C/10,5h
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (l/min) (m/min) (kg/h)
0,8 55 - 160 15 - 24 12 4,0 - 17,0 1,0 - 4,1
1,0 80 - 240 15 - 28 15 4,0 - 16,0 1,6 - 6,0
1,2 100 - 300 15 - 29 18 3,0 - 14,0 1,6 - 7,5
Material soldado:1.4301, 1.4541, 1.4550, 1.4435, 1.4571, 1.4583 itp. Gas de protección (EN ISO 14175):M13, M12
Corriente de soldar: =(+)
Posición de soldadura:
Composición química (%)
C Si Mn Cr Ni Mo
<0,03 0,80 1,90 19,0 12,0 2,70
Producto nº
ø mm 1 kg 5 kg 15 kg
0,6 T16M.442 - -
0,8 T16M.441 T16M.036 T16M.037
1,0 - T16M.038 T16M.039
1,2 - T16M.040 T16M.041
Permisos:TÜVDB*CE
* Certificación en curso
18

Varilla austenítica de contenido muy bajo de carbono, para soldar aceros resistentes a la corrosión, con aprox. un 18% Cr,12% Ni. Recomendado en caso de exposición a la corrosión general e intercristalina en entorno de ácidos y cloruros.El contenido elevado de Si mejora las propiedades de soldadura. Usado en estructuras de las industrias química, alimentaria, naval y para elementos arquitectónicos.
Varillas para cromo-níquel TIG - T16WEN ISO 14343-A: W 19 12 3 LSiDIN 8556 SG - X2 CrNiMo 19 12AWS A 5.9: ER316LSi
Composición química (%)
C Si Mn Cr Ni Mo
<0,03 0,80 1,80 19,00 12,00 2,8
Material soldado:AlSl 316, AlSl 316L, W.Nr 1.4301, 1.4541, 1.4550, 1.4435, 1.4571, 1.4583 itp.
Gas de protección (EN ISO 14175):l1
Corriente de soldar: =(-)
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
+20 -110 -196
EN TZ0 l1 630 480 44 175 150 110
TZ0 - tras la soldadura
Producto nº
ø mm 1,0 1,2 1,6 2,0 2,4 3,2 4,0
Códi T16W.076 T16W.077 T16W.078 T16W.079 T16W.080 T16W.081 T16W.123
Permisos:TÜVDB*CE
* Certificación en curso
19

Es una aleación comúnmente usada, clasificada como material desoldar de aplicación general. ALMg5 se suele escoger debido a la alta resistencia del metal soldado al biselado. Garantiza mayor resistencia a la rotura que metales soldados con menor contenido de magnesio. Resistente al agua marina.
Alambre de soldadura para aleaciones de aluminio MIG/MAG - T56MEN ISO 18273: S AI 5356DIN 1732. SG - AlMg5AWS A 5.10: ER 5356
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos Gas Rm MPa
Rp0,2MPa
A5%
EN l1 265 120 26
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (l/min) (m/min) (kg/h)
0,8 60 - 170 13 - 24 15 11,0 - 14,0 0,9 - 1,1
1,0 90 - 210 15 - 26 16 7,0 - 14,0 0,9 - 1,8
1,2 140 - 260 20 - 29 19 7,0 - 13,0 1,2 - 2,3
Composición química (%)
Si Mn Al Fe Mg
<0,25 <0,20 podstawa <0,40 5,00
Material soldado:AlMg1 - AlMg5, AlMg4Mn, AlMgSi1, AlZn4,5Mg1 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: =(+)
Posición de soldadura:
Producto nº
ø mm 2 kg 7 kg
0,8 T56M.042 T56M.043
1,0 T56M.044 T56M.045
1,2 T56M.046 T56M.047
Permisos:TÜVDB*CE
* Certificación en curso
20

Es una aleación comúnmente usada, clasificada como material desoldar de aplicación general. ALMg5 se suele escoger debido a la alta resistencia del metal soldado al biselado. Garantiza mayor resistencia a la rotura que metales soldados con menor contenido de magnesio. Resistente al agua marina.
Varillas para aleaciones de aluminio TIG - T56WEN ISO 18273: S AI 5356DIN 1732. SG - AlMg5AWS A 5.10: R 5356
Composición química (%)
Al Si Mn Fe Mg
95,0 <0,25 <0,20 <0,40 5,0
Material soldado:AlMg1 - AlMg5, AlMg4,5Mn, AlMgSi1, AlZn4,5Mg1 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: (~)
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Gas Rm MPa
Rp0,2MPa
A5(A4)%
EN l1 265 120 26
Producto nº
ø mm 1,6 2,0 2,4 3,2 4,0
Códi T56W.082 T56W.083 T56W.084 T56W.085 T56W.086
Permisos:TÜVDB*CE
* Certificación en curso
21

Aleación de aluminio comúnmente usado para unir aleaciones de tipo ALMgSi yALSide contenido de silicio hasta un 7%. El aditivo de silicio aumentalafluidezdesoldadura.Laaleaciónnoessensiblearoturascalientes y la cara está casi totalmente libre de incursiones.
Alambre para soldar aluminio MIG/MAG - T43MEN ISO 18273: S AI 4043DIN 1762 AlSi5AWS A 5.10: ER 4043
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos Gas Rm MPa
Rp0,2MPa
A5%
EN l1 165 55 18
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (l/min) (m)min) (kg/h)
0,8 60 - 170 13 - 24 15 8,0 - 11,0 0,6 - 0,9
1,0 90 - 210 15 - 26 16 7,0 - 12,0 0,9 - 1,8
1,2 140 - 260 20 - 29 19 5,5 - 11,0 1,0 - 2,1
Composición química (%)
Si Mn Al Fe Mg
5,00 <0,05 95,0 <0,60 <0,10
Material soldado:AlMgSi0,5, AlMgSi1, AlMg1SiCu, G-AlSi6Cu4 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: =(+)
Posición de soldadura:
Producto nº
ø mm 2 kg 7 kg
0,8 T43M.048 T43M.049
1,0 T43M.050 T43M.051
1,2 T43M.052 T43M.053
Permisos:TÜV*DB*CE
* Certificación en curso
22

Aleación de aluminio comúnmente usado para unir aleaciones de tipo ALMgSi yALSide contenido de silicio hasta un7%.El aditivo de silicio aumentalafluidezdesoldadura.Laaleaciónnoessensiblearoturascalientes y la cara está casi totalmente libre de incursiones.
Varillas para soldar aluminio TIG - T43WEN ISO 18273: S AI 4043DIN 1732. SG - AlSi5AWS A 5.10: R 4043
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos Gas Rm MPa
Rp0,2MPa
A5%
EN l1 165 55 18
Composición química (%)
Si Mn Al Fe Zn
5,00 <0,05 Basis <0,60 <0,10
Material soldado:AlMgSi0,5, AlMgSi1, AlmgSiCu, G-AlSi6Cu4, itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: (~)
Producto nº
ø mm 1,6 2,0 2,4 3,2 4,0
Códi T43W.087 T43W.088 T43W.089 T43W.090 T43W.091
Permisos:TÜV*DB*CE
* Certificación en curso
23

Alambre de aluminio de aleación de tipoAL-Mg4,5Mnpara soldar aleaciones de aluminio de composición semejante. Tiene mejores capacidades de resistencia que ALMg5. Se usa en estructuras marinas y donde se requieran varios tipos de resistencia, incluidas las al impacto y a la corrosión.
Alambre para soldar aluminio MIG/MAG - T83MEN ISO 18273: S Al 5183DIN 1732 AlMg4,5MnAWS A 5.10: ER 5183
Posición de soldadura:
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C+20
EN l1 290 140 25 30
Parámetros tecnológicos
ø d Corriente de soldar Tensión arco Flujo de gas Velocidad aliment. Capacidada metal
(mm) (A) (V) (l/min) (m/min) (kg/h)
0,8 60 - 70 13 - 24 15 8,0 - 11,0 0,6 - 0,9
1,0 90 - 210 15 - 26 16 7,0 - 14,0 0,9 - 1,8
1,2 140 - 260 20 - 29 19 7,0 - 13,0 1,2 - 2,3
Composición química (%)
Si Mn Al Fe Mg
<0,45 <0,80 Basis <0,40 4,80
Material soldado:AlMg5, AlMg4,5Mn, AlMgSi1 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: =(+)
Producto nº
ø mm 2 kg 7 kg
0,8 T83M.111 T83M.112
1,0 T83M.113 T83M.114
1,2 T83M.115 T83M.116
Permisos:TÜVDB*CE
* Certificación en curso
24

Alambre de aluminio de aleación de tipoAL-Mg4,5Mnpara soldar aleaciones de aluminio de composición semejante. Tiene mejores propiedades de resistencia que ALMg5. Se usa en estructuras marinas y donde se requieran varios tipos de resistencia, incluidas las al impacto y a la corrosión.
Varillas para soldar aluminio TIG - T83WEN ISO 18273: S AI 5183DIN 1732. SG - AlMg4,5MnAWS A 5.10: R 5183
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C+20
EN l1 290 140 25 30
Composición química (%)
Si Mn Al Fe Mg Zn
<0,45 <0,80 Basis <0,40 4,80 <0,25
Material soldado:AlMg5, AlMg4,5Mn, AlMgSi1 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: (~)
Producto nº
ø mm 1,6 2,0 2,4 3,2 4,0
Códi T83W.124 T83W.125 T83W.126 T83W.127 T83W.128
Permisos:TÜVDB*CE
* Certificación en curso
25

Alambre para soldar cobre al silicio y aleaciones de cobre semejantes. También puede usarse para revestir acerosferrítico-perlíticos y realizarsoldadurasfuertesenchapasfinasgalvanizadasenlaindustriaautomovilística.
Alambre para soldadura fuerte MIG/MAG - TCU3MEN ISO 24373: S Cu 6560DIN 1733. SG - CuSi3Mn1AWS A 5.7: ERCuSi – A
Parámetros tecnológicos
ø d Corriente de soldar
(mm) (A)
0,8 60 - 165
1,0 80 - 210
1,2 150 - 320
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Gas Rm MPa
Rp0,2MPa
A5%
HB
EN l1 350 130 40 80 - 100
Composición química (%)
Si Mn Cu
4,0 1,0 >94
Posición de soldadura:
Producto nº
ø mm 1 kg 5 kg 15 kg
0,8 TCU3M.054 TCU3M.055 TCU3M.056
1,0 - TCU3M.057 TCU3M.058
1,2 - TCU3M.303 TCU3M.059
Permisos:CE
Material soldado:2.0090, 2.0230, 2.0241, 2.0265, 2.0360 itp.
Gas de protección (EN ISO 14175):l1 - l3 para cobre, M13 para chapas galvanizadas
Corriente de soldar: =(+)
26

Alambre para soldar cobre al silicio y aleaciones de cobre semejantes. También puede usarse para revestir aceros ferrítico-perlíticos y realizarsoldadurafuerteenchapasfinasgalvanizadasenlaindustriaautomovilística.
Varillas para soldadura fuerte TIG - TCU3WEN ISO 24373: S Cu 6560DIN 1733. SG - CuSi3Mn1AWS A 5.7: ERCuSi – A
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos Gas Rm MPa
Rp0,2MPa
A5%
HB
EN l1 350 130 40 80-100
Composición química (%)
Si Mn Cu
4,0 1,0 >94
Material soldado:2.0090, 2.0230, 2.0240, 2.0241 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: =(-)
Producto nº
ø mm 1,6 2,0 2,4 3,2
Códi TCU3W.129 TCU3W.130 TCU3W.131 TCU3W.132
Permisos:CE
27

AlambreCuSn6para soldar cobre y aleaciones de cobre/estaño.
Alambre MIG/MAG para soldar aleaciones de cobre - TCU6MEN 14640: S Cu 5180 (CuSn6P)DIN 1733. SG - CuSn6AWS A 5.7: ERCuSn – A
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C +20
HB
EN l3 260 150 20 80 75
Composición química (%)
Sn P Cu
6,0 0,2 reszta
Posición de soldadura:
Producto nº
ø mm 5 kg 15 kg
0,8 TCU6M.141 TCU6M.143
1,0 TCU6M.142 TCU6M.144
1,2 TCU6M.304 TCU6M.145
Material soldado:2.1016, 2.1020, 2.1030, 2.1098, 2.1096, 2.1093 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: =(+)
Permisos:CE
28

Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Gas Rm MPa
Rp0,2MPa
A5%
KV (J)/°C +20
HB
EN l3 260 150 20 80 75
Composición química (%)
Sn P Cu
6,0 0,2 reszta
Varilla CuSn6 para soldar cobre y aleaciones de cobre/estaño con el métodoTIG.
Varillas TIG para soldar aleaciones de cobre - TCU6WEN 14640: S Cu 5180 (CuSn6P)DIN 1733. SG - CuSn6AWS A 5.7: ERCuSn – A
Producto nº
ø mm 1,6 2,0 2,4 3,2
Códi TCU6W.146 TCU6W.147 TCU6W.148 TCU6W.149
Material soldado:2.1016, 2.1020, 2.1030, 2.1098, 2.1096, 2.1093 itp.
Gas de protección (EN ISO 14175):l1, l3
Corriente de soldar: =(-)
Permisos:CE
29

Material para soldadura de oxiacetileno, para aceros sin alear. Normalmente usadas en instalaciones de agua y calefacción, así como en tanques.
Varillas para soldadura a gas - TG1AEN 12536: O IIDIN 8555. SPG1AAWS A5.2. R60
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Gas Rm MPa
Rp0,2MPa
A5%
HB
EN i1 390 270 35 80 - 100
Composición química (%)
C Si Mn P S Cr Ni Cu
0,06 0,04 0,52 0,009 0,011 0,05 0,06 0,12
Material soldado:St33 - St52, St35 - St35.8
Producto nº
ø mm 2,5 3,25 4,0
Códi TG1A.092 TG1A.093 TG1A.094
Permisos:CE
30

Electrodos envueltos
31

Electrodo de rutilo de uso común en todas las posiciones, recomendada para unir elementos de espesor pequeño y medio, así como bordes de gran espaciamiento, con cara lisa y escoria fácilmente removible. Recomendado para soldadores con transformador.
Electrodo de rutilo - E13EN ISO 2560-A: E 38 0 R 12DIN 1913 E43 22 R(C) 3AWS A5.1: E 6013
Parámetros tecnológicos
ø d Largo Corriente de soldar
Tensión arco
Rdo. metal Tiempo fusión
Rdo. electrodo ud/kg metak Capacidada metal
(mm) (mm) (A) (V) (%) (s) (kg/h)
2,0 300 35 - 50 22 148 77 0,50 150 0,31
2,5 350 50 - 80 25 89 59 0,60 94 0,65
3,2 350 80 - 130 22 93 79 0,63 42 1,08
4,0 450 120 - 180 22 90 85 0,62 29 1,47
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Rm MPa
ReL (Rp0,2)MPa
A5/(A4)%
KV (J)/°C
ISO TZ0 470 - 600 >380 >20 >47
TZ0 - tras la soldadura
Posición de soldadura:
Composición química (%)
C Si Mn
0,09 0,20 0,41
Revestimiento:RutiloSecado:100 - 120 °C/1h
Corriente de soldar: ~ =(+/-)
Producto nº
ø mm 2,0 2,5 3,25 4,0
Códi E13.095 E13.096 E13.097 E13.098
Permisos:TÜVLR*BV*ABS*CE
* Certificación en curso
32

Electrodo de rutilo/celulosa medio envuelto recomendadopara soldar en todas las posiciones, destinado para montaje y trabajos en taller. De-bido a la gran concentración del arco eléctrico puede usarse para soldar pasadas de raízen tubos. Destaca por arco eléctrico estable y gran faci-lidad de manipulación en posiciones forzadas,gracias a lo cual la solda-dura con este electrodo no requiere mucha experiencia en soldar. Puede usarse con soldadores pequeños con transformador de 230 V.
Electrodo de rutilo - E13MWEN 499: E 38 0 RC 11EN ISO 2560-A-E 38 0 RC 11DIN 1913: E 43 22 R(C)3AWS A-5.1: E 6012
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2,0 300 50 - 70
2,5 350 55 - 75
3,2 350 90 - 140
4,0 450 130 - 180
5,0 450 180 - 230
Posición de soldadura:
Composición química (%)
C Si Mn
0,08 0,30 0,50
Revestimiento:Rutilo/celulosa
Secado:140 °C/1h
Corriente de soldar: ~ =(+/-)
Producto nº
ø mm 2,0 2,5 3,25 4,0 5,0
Códi E13MW.500 E13MW.501 E13MW.502 E13MW.503 E13MW.504
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Temperatura de ensayo °C
Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
0
ISO TZ0 +20 600 380 28 47
TZ0 - tras la soldadura
33

Electrodo para soldar estructuras de acero y pasadas de raíz en tubos. Alsoldardestacaporarcoflexibleyestable.Laescorianorepresentaproblemas durante su remoción. Tiene resultados muy buenos en todas lasposiciones.Es idóneoparasoldarelementosfinosen lasunionesde tope y en ángulo en posición descendiente, sin que sea necesario aumentarlaintensidaddelacorriente.Lacaratieneescamasfinasyregulares. Puede usarse con soldadores pequeños con transformador de 230 V.
Electrodo de rutilo - E13EMWEN ISO 2560-A- E 38 0 RC 11AWS A-5.1: E 6013
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2,0 300 50 - 70
2,5 350 55 - 75
3,2 350 90 - 140
4,0 450 130 - 180
5,0 450 180 - 230
Posición de soldadura:
Composición química (%)
C Si Mn
0,08 0,30 0,50
Revestimiento:Rutilo/celulosa
Secado:120 °C/1h
Corriente de soldar: ~ =(+/-)
Producto nº
ø mm 2,0 2,5 3,25 4,0 5,0
Códi E13EMW.505 E13EMW.506 E13EMW.507 E13EMW.508 E13EMW.509
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Temperatura de ensayo °C
Rm MPa
Rp0,2MPa
A5%
KV (J)/°C
0
ISO TZ0 + 20 > 600 > 380 > 20 > 47
TZ0 - tras la soldadura
34

Electrodoalcalinofiabledeusocomún,recomendadaparaestructurasde esquina expuestas a grandes cargas estáticas y dinámicas. Con unas tolerancias bastantes amplias en cuanto a la composición química del material de aporte.Garantiza alta velocidad de soldadura en posición vertical ascendiente y es idóneo para unir chapas protegidas con capas galvanizadas.
Electrodo alcalino - E18EN ISO 2560-A: E 42 4 B 32 H5DIN 1913 E51 54 B 10AWS A5.1: E 7018
Parámetros tecnológicos
ø d Largo Corriente de soldar
Tensión arco Rdo. metal Tiempo fusión
Rdo. electrodo Ud/kg metak Capacidada metal
(mm) (mm) (A) (V) (%) (s) (kg/h)
2.5 350 70 - 100 24 117 63 0.62 71 0.80
3.2 350 90 - 140 24 113 84 0.63 34 1.24
4.0 450 130 - 190 26 110 96 0.61 24 1.57
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Rm MPa
ReLMPa
A5%
KV (J)/°C
ISO TZ0 500 - 640 >420 >20 >47
TZ0 - tras la soldadura
Posición de soldadura:
Composición química (%)
C Si Mn
0,08 0,60 1,20
Revestimiento:Alcalino
Secado:350°C/2h
Corriente de soldar: =(+)
Producto nº
ø mm 2,5 3,25 4,0
Códi E18.099 E18.100 E18.101
Permisos:TÜVLR*BV*ABS*CE
* Certificación en curso
35

Electrodo de parámetros muy buenos recomendado para soldar estructuras de resistencia normal y elevada, de fuerte carga dinámica, especialmente en la industria naval, construcción de máquinas, material rodante.Para estructuras estáticas y dinámicas, especialmente para estructuras de elementos que no se pueden girar. Para chapas de espesor de 5-6 mm en PG, en PF –todos los espesores. Rendimiento aprox. de un 118%.
Electrodo alcalino - E50MWEN 499: E 42 4 B 31 H 5EN ISO2560-A-E 42 4 B 31 H5DIN 1913: E 51 54 B9AWS A-5.1: E 7018
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2.0 300 50 - 60
2.5 350 65 - 90
3.2 350 / 450 110 - 140
4.0 350 / 450 140 - 180
5.0 450 180 - 230
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Rm MPa
ReLMPa
A5%
KV (J)/°C
-20 -40
ISO TZ0 640 420 22 90 47
TZ0 - tras la soldadura
Posición de soldadura:
Composición química (%)
C Si Mn
0,06 0,50 1,20
Revestimiento:Alcalino
Secado:300-350°C/2h
Corriente de soldar: =(+)
Producto nº
ø mm 2,0 2,5 3,25 4,0 4,5 5,0
Códi E50MW.510 E50MW.511 E50MW.512 E50MW.513 E50MW.514 E50MW.515
Permisos:TUV*DB*BV*ABS*GL*DNV*LR*
* Certificación en curso
36

Electrodo de rutilo para soldar acero al cromo-níquel. Adecuado para aceros estabilizados de composición química semejante, menos la resistencia completa al calor. Diseño especial para soldar tubos de paredesfinas.Conelectrodosdediámetrosde1,6–2,5mmsepuedesoldar en posición vertical descendiente.
Electrodo Inox - E08EN 1600: E 19 9 L R 1 1DIN 8556 E19 9 LR 26AWS A 5.4: E308L – 16
Parámetros tecnológicos
ø d Largo Corriente de soldar
Tensión arco
Rdo. metal Tiempo fusión
Rdo. electrodo ud/kg metak Capacidada metal
(mm) (mm) (A) (V) (%) (s) (kg/h)
2.0 300 35 - 65 29 105 29 0.55 160 0.80
2.5 300 50 - 90 31 105 36 0.55 99 1.10
3.2 350 70 - 130 31 105 54 0.60 49 1.40
4.0 350 90 - 180 32 105 60 0.60 33 20.0
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Rm MPa
Rp0.2MPa
A5/(A4)%
KV (J)/°C
+20 -60
ISO TZ0 560 430 43 70 49
AWS TZ0 >520 >320 (>35) - -
TZ0 - tras la soldadura
Composición química (%)
C Si Mn Cr Ni
<0,03 0,70 0,80 19,5 10,0
Revestimiento:Rutilo
Secado:350 °C/2h
Corriente de soldar: ~ =(+)
Tensión arco:50 V
Producto nº
ø mm 2,0 2,5 3,25 4,0
Códi E08.102 E08.103 E08.104 E08.105
Posición de soldadura:
Permisos:CE
37

Electrodo Inox - E16EN 1600: E 19 12 3 L R 1 1DIN 8556 E19 12 LR 26AWS A 5.4: E316L – 16
Electrodo para soldar aceros inoxidables. Demuestra gran resistencia al cloro, sal marina y agua, alta plasticidad de la junta. Destaca por capacidad de soldadura perfecta,cara lisa de la junta y gran resistencia alaroturaencaliente.Sirveparasoldarelementosdeparedfinaentodas las posiciones.
Parámetros tecnológicos
ø d Largo Corriente de soldar
Tensión arco Rdo. metal Tiempo fusión
Rdo. electrodo ud/kg metak Capacidada metal
(mm) (mm) (A) (V) (%) (s) (kg/h)
2.0 300 45 - 65 29 104 39 0.60 147 0.60
2.5 300 45 - 80 29 100 45 0.55 96 0.90
3.2 350 60 - 125 30 100 57 0.55 52 1.40
4.0 350 70 - 190 32 100 57 0.56 34 2.0
Típicas propiedades mecánicas del metal soldado
Condiciones de ensayos
Estado Rm MPa
Rp0.2MPa
A5/(A4)%
KV (J)/°C
+20 -20 -60
ISO TZ0 570 460 40 60 55 43
AWS TZ0 >510 >320 (>30) - - -
TZ0 - tras la soldadura
Composición química (%)
C Si Mn Cr Ni Mo
<0.03 0.35 0.80 18.0 12.0 2.8
OtulinaRutilo/ácido
Secado:350 °C/2h
Corriente de soldar: ~ =(+)
Tensión arco:50 V
Producto nº
ø mm 2,0 2,5 3,25 4,0
Códi E16.117 E16.118 E16.119 E16.105
Posición de soldadura:
Permisos:CE
38

Electrodo alcalino con adición de Cr para revestir elementos donde ser requiera media dureza.El revestimiento es resistente al desgaste y gran impacto. Recomendado para revestir piezas expuestas al des-gaste: ruedas dentadas, tracciones, etc. No se puede endurecer el re-vestimiento.
Electrodo para revestir - EDUR250MWDIN 8555: E 1-UM-250
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2.5 300 70 - 90
3.2 350 100 - 130
4.0 450 130 - 170
5.0 450 180 - 220
Posición de soldadura:
Composición química (%)
C Cr Mn
0,16 1,20 1,10
Revestimiento:Alcalino
Secado:300°C/2h
Dureza:220-270 HB
Corriente de soldar: =(+)
Producto nº
ø mm 2,5 3,25 4,0 5,0
Códi EDUR250.518 EDUR250.519 EDUR250.520 EDUR250.521
39

Electrodo con adición de Cr y Mn para revestir elementos donde se requiera alta resistencia al impacto y desgaste medio. Recomendado pararevestirpartesexpuestasaldesgaste:ruedasdentadas,perfilesde cadenas, raíles, etc.
Electrodo para revestir - EDUR400MWDIN 8555: E 1-UM-400
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2.5 300 70 - 90
3.2 350 100 - 130
4.0 450 130 - 170
5.0 450 180 - 220
Posición de soldadura:
Composición química (%)
C Cr Mn
0,22 1,50 1,40
Revestimiento:Alcalino
Secado:300°C/2h
Dureza:375-450 HB
Corriente de soldar: =(+)
Producto nº
ø mm 2,5 3,25 4,0 5,0
Códi EDUR400.523 EDUR400.524 EDUR400.525 EDUR400.527
40

Electrodo para revestir elementos de acero expuestos a impactos grandes. El revestimiento es altamente resistente a la abrasión. Recomendado para revestir elementos expuestos a alta abrasión y fricción por piedra, carbón, arena, etc. El metal soldado puede tratarse mediante el esmerillado y acanalado.
Electrodo para revestir - EDUR600MWDIN 8555: E 6-UM-60
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2.5 350 70 - 90
3.2 350 100 - 135
4.0 450 140 - 180
5.0 450 180 - 230
Posición de soldadura:
Composición química (%)
C Cr Mn
0,50 7,50 1,40
Revestimiento:Alcalino
Secado:300°C/2h
Dureza:57-62 HRC
Corriente de soldar: =(+)
Producto nº
ø mm 2,5 3,25 4,0 5,0
Códi EDUR600.529 EDUR600.530 EDUR600.531 EDUR600.533
41

Electrodo medio envuelto para soldar hierro fundidoy regenerar piezas de hierro fundido en frío. Puede usarse en todas las posiciones, también en posición descendiente. Es necesario aplicar pequeñas intensidades de corriente.
Electrodo para hierro fundido - EMONELMWDIN 8573: E Ni Cu BG1AWS A-5.15: E NiCu-B
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2.5 300 50 - 80
3.2 350 80 - 110
4.0 350 110- 150
5.0 350 150 - 190
Composición química (%)
Cu Ni
30,0 65,0
Producto nº
ø mm 2,5 3,25 4,0 5,0
Códi EMONELMW.535 EMONELMW.536 EMONELMW.537 EMONELMW.539
Revestimiento:Especial
Secado:200 °C/1h
Dureza:160 HB
Corriente de soldar: ~ =(-)Posición de soldadura:
42

Elektrodadospawaniainapawaniamiedziijejstopów.Możnaniąspa-waćrównieżstopymiedzizestaląiżeliwem.Napawanienaelementystaloweiżeliwne.
Electrodo para cobre - EBRONMWDIN 1733: E CuSn-7AWS A-5.6: E CuSn-A
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
2.5 300 40 - 70
3.2 350 80 - 120
4.0 350 120- 150
5.0 350 130 - 190
Composición química (%)
Cu Sn Mn P
93,0 6,0 0,10 0,2
Producto nº
ø mm 2,5 3,25 4,0 5,0
Códi EBRONMW.541 EBRONMW.542 EBRONMW.543 EBRONMW.545
Revestimiento:Especial
Secado:300°C/2h
Dureza:70-110 HB
Corriente de soldar: =(+)
Otros datos: RM: 300-350 N/mn2
Posición de soldadura:
43

Electrodo para cortar y acanalar todos los tipos de acero, piezas de hierro fundido, cobre y sus aleaciones.Nota: en salas pequeñas se requiere la ventilación.
Elektroda do cięcia i żłobienia - ECUTMW
Parámetros tecnológicos
ø d Largo Corriente de soldar
(mm) (mm) (A)
3.2 350 130 - 200
4.0 350 180 - 250
5.0 450 250 - 350
Producto nº
ø mm 3,25 4,0 5,0
Códi ECUTMW.548 ECUTMW.549 EMONELMW.551
Revestimiento:Especial
Corriente de soldar: ~ =(-/+)
Posición de soldadura:
44

Antorchas de soldadura y piezas de recambio MIG/MAG
45


MIG/MAG - antorchas de soldadura
Las antorchas de soldadura deTyswelddestacan por alta tecnología y calidad de fabricación que se requiere para el trabajo sin problemas al realizar distintas tareas de soldadura. La estructura de todas las antorchas está bien pensada en todos los detalles y garantiza un trabajo preciso y cómodo.
Las antorchas de soldaduraMig/MagTSrefrigeradas conaire y fluidoson de muy buena calidad que se requiere al realizar distintas tareas especiales.
47
1
TS MINI1
TS 152
TS 243
TS 254
TS 265
TS 366
TS 401 i 5017
2 3 4 5 6 7

■ Mango ergonómico corto, suprema accesibilidad■ Componentes blandos en el área de agarre y soporte para pulgar -
seguridad de agarre en posiciones extremas■ Articulación esférica con el radio óptimo de giro–comodidad perfecta■ Refrigeración óptima de la antorcha–larga vida útil■ Enlasantorchasrefrigeradasconaire–altaflexibilidadhastaabajas
temperaturas,alta resistencia a la radiación UV, resistencia mecánica y térmica elevada
■ Ahorro de tiempo al cambiar las antorchas gracias a la conexión central(euroconector)
TS MINI
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 180 A CO2
150 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 60%
Diámetro de alambre: 0,6 - 1,0 mm
TS 15
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 180 A CO2
150 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 60%
Diámetro de alambre: 0,6 - 1,0 mm
TS MINI1
TS 152
TS 253
2
3
1
TS 25
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 230 A CO2
200 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 60%
Diámetro de alambre: 0,8 - 1,2 mm
TS MINI/ TS 15/ TS 25
Antorcha completa 2,5m 3m 4m 5m
TS MINI TS.250 - - -
TS 15 - TS.251 TS.252 TS.253
TS 25 - TS.257 TS.258 TS.259
48

Piezas de recambio
ø 6
25 mm
ø 6
25 mm
M6 M8x1 izdoM6 M8x1 izdo
ø 18ø A
53 mm
ø 18ø B
53 mm
QUEMADOR DE LA ANTORCHA
Códi TS.217 TS.219 TS.221
TOBERA DE GAS ø A ø B ø C
Cilíndrica ø 16 TS.150 ø 16 TS.150 ø 18 TS.156
Cónica ø 12 TS.152 ø 12 TS.152 ø 15 TS.158
Muy cónica ø 9,5 TS.151 ø 9,5 TS.151 ø 11,5 TS.157
CONECTOR
M6 TS.209 TS.209 TS.211
TS Mini1 TS 152 TS 252
MUELLE DE LA TOBERA
Códi TS.235 TS.235 TS.236
PUNTA DE CORRIENTE M6 M6 M6
E-Cu ø 0,6ø 0,8ø 1,0ø 1,2
TS.172TS.174TS.184TS.193
TS.172TS.174TS.184TS.193
-TS.170TS.187TS.195
E-Cu do Al ø 0,8ø 1,0ø 1,2
TS.175TS.185TS.194
TS.175TS.185TS.194
TS.178TS.188TS.196
CuCrZr ø 0,8ø 1,0ø 1,2
TS.176TS.186TS.192
TS.176TS.186TS.192
TS.179TS.189TS.197
ø 8
28 mm
ø 22ø C
57 mm
M6 M8
35 mm
ALIMENTADOR DE ALAMBRE 3m 4m 5m
Azul ø 0,6-0,8 TS.272 TS.273 TS.274
Rojo ø 1,0-1,2 TS.275 TS.276 TS.277
49

TS 241
TS 262
TS 363
2
■ Mango ergonómico corto, suprema accesibilidad■ Componentes blandos en el área de agarre y soporte para el pulgar
- seguridad de agarre en posiciones extremas■ Articulación esférica con el radio óptimo de giro–comodidad
perfecta■ Refrigeración óptima de agarreu–larga vida útil■ Enlasantorchasrefrigeradasconaire–altaflexibilidadhastaa
bajas temperaturas,alta resistencia a la radiación UV, resistencia mecánica y térmica elevada
■ Ahorra de tiempo al cambiar las antorchas gracias a la conexión central(euroconector)
TS 26
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 270 A CO2
240 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 60%
Diámetro de alambre: 0,8 - 1,2 mm
3
1
TS 36
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 320 A CO2
290 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 60%
Diámetro de alambre: 0,8 - 1,2 mm
TS 24
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 250 A CO2
220 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 60%
Diámetro de alambre: 0,8 - 1,2 mm
TS 24/TS 26/T3 36
Antorcha completa 3m 4m 5m
TS 24 TS.254 TS.255 TS.256
TS 26 TS.260 TS.261 TS.262
TS 36 TS.263 TS.264 TS.265
50

QUEMADORDE LA ANTORCHA
Códi TS.220 TS.222 TS.223
Piezas de recambio
TOBERA DE GAS ø A ø B ø C
Cilíndrica ø 17 TS.153 ø 20 TS.162 ø 19 TS.159
Cónica ø 12,5 TS.155 ø 16 TS.163 ø 16 TS.161
Muy cónica ø 10 TS.154 ø 14 TS.164 ø 12 TS.160
CASQUILLO AISLANTE
Estándar (blanco) TS.238 TS.241 TS.244
Reforzado (negro) TS.240 TS.243 TS.246
Cerámico TS.239 TS.242 TS.245
CONECTOR
M6M8
TS.210-
TS.212-
TS.213TS.214
TS 241 TS 262 TS 362
ø 8
28 mm
ø 8
28 mm
ø 8
28 mm
ø 24ø B
76 mm
PUNTA DE CORRIENTE M6 M6 M6
E-Cu ø 0,8 ø 1,0ø 1,2ø 1,4ø 1,6
TS.170TS.187TS.195
-TS.204
TS.170TS.187TS.195
-TS.204
TS.170TS.187TS.195
-TS.204
E-Cu do Al ø 0,8 ø 1,0ø 1,2ø 1,6
TS.178TS.188TS.196TS.205
TS.178TS.188TS.196TS.205
TS.178TS.188TS.196TS.205
CuCrZr ø 0,8ø 1,0ø 1,2
TS.179TS.189TS.197
TS.179TS.189TS.197
TS.179TS.189TS.197
M6/M8 M8
22 mm
29 mm 32,5 mm
M6/M8 M8
28 mm
ø 24ø C
84 mm
ø 20ø A
63,5 mm
M6 M6
26 mm
20 mm
ALIMENTADOR DE ALAMBRE 3m 4m 5m
Azul ø 0,6-0,8 TS.272 TS.273 TS.274
Rojo ø 1,0-1,2 TS.275 TS.276 TS.277
Amarillo ø 1,0-1,6 TS.278 TS.279 TS.280
51

TS 4011
TS 5012
1
TS 401
Datos técnicos (EN 60 974-7):
Refrigerante: fluido
Capacidad de carga: 400 A / 450 A CO2
350 A / 400 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 100%
Diámetro de alambre: 0,8 - 1,2 mm
TS 501
Datos técnicos (EN 60 974-7):
Refrigerante: fluido
Capacidad de carga: 500 A /550 A CO2
450 A /500 A mezcla
M21 (según EN 439)
Ciclo de trabajo: 100%
Diámetro de alambre: 1,0 - 1,6 mm
2
TS 401/TS 501
Antorcha completa 3m 4m 5m
TS 401 TS.266 TS.267 TS.268
TS 501 TS.269 TS.270 TS.271
■ Mango corto y ergonómico,suprema accesibilidad■ Componentes blandos en el área de antorcha y soportepara pulgar
– seguridad de agarre hasta en posiciones extremas■ Articulación esférica con el radio óptimo de giro – máxima
comodidad■ Refrigeración óptima de la antorcha–larga vida útil■ Ahorro de tiempoal cambiar las antorchas gracias a la conexión
central(euroconector)■ Técnicamenteprecisosyfiablesal100%
52

QUEMADORDE LA ANTORCHA
Códi TS.224 TS.225
TOBERA DE GAS ø A ø B
Cilíndrica ø 20 TS.162 ø 20 TS.162
Cónica ø 16 TS.163 ø 16 TS.163
Muy cónica ø 14 TS.164 ø 14 TS.164
CASQUILLO AISLANTE
Estándar (blanco) TS.247 TS.247
Reforzado (negro) TS.248 TS.248
Cerámico TS.249 TS.249
CONECTOR DE CORRIENTE
M6 TS.215 TS.215
M8 TS.216 TS.216
TS 4011 TS 5012
PUNTA DE CORRIENTE M8 M8
E-Cu ø 0,8ø 1,0ø 1,2ø 1,4ø 1,6
TS.180TS.190TS.198TS.201TS.206
TS.180TS.190TS.198TS.201TS.206
E-Cu do Al ø 0,8ø 1,0ø 1,2ø 1,6
TS.181TS.191TS.199TS.207
TS.181TS.191TS.199TS.207
CuCrZr ø 0,8ø 1,0ø 1,2ø 1,4ø 1,6
TS.182TS.183TS.200TS.202TS.203
TS.182TS.183TS.200TS.202TS.203
28 mm 28 mm
M8
25 mm
M8
25 mm
ø 10
30 mm
ø 10
30 mm
ø 24ø B
76 mm
ø 24ø A
76 mm
ALIMENTADOR DE ALAMBRE 3m 4m 5m
Rojo ø 1,0-1,2 TS.275 TS.276 TS.277
Amarillo ø 1,0-1,6 TS.278 TS.279 TS.280
No revestido ø 1,0-1,6 TS.281 TS.282 TS.283
Piezas de recambio
53


Antorchas de soldaduray piezas de recambio TIG
55

SR 91
SR 202
2
■ Mango ergonómico para todos los tipos de antorchasSR que ofrece alta seguridad de agarre
■ Módulos de conexión y ajuste, ergonómicos y personalizados■ Articulaciones esféricas cortas para obtener el radio óptimo de
inclinación y agarre perfecto■ Paquetesligerosyflexiblesdeconductosconelsistemamodular
de conexión a todos los equiposTIG■ Piezas gastables compatibles con estándares nacionales
SR 9
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 110 A DC
80 A AC
Ciclo de trabajo: 35%
Electrodo de wolframio ø 0,5 - 1,6 mm
SR 20
Datos técnicos (EN 60 974-7):
Refrigerante: fluido*
Capacidad de carga: 240 A DC
170 A AC
Ciclo de trabajo: 100%
Electrodo de wolframio ø 0,5 - 3.2 mm
1
* Presión del fluido refrigerante en la entrada: mín. 2,5 bar (máx. 3,5 bar); mín. - flujo: 0,7 l/min
Los datos técnicos se aplican a las antorchas de longitud del paquete de conductos hasta 8,00 m.
SR9/SR20
Antorcha completa 4m 8m
SR 9 SR.422 SR.423
SR 20 SR.418 SR.419
Quemador estándar flexible con válvula
SR 9 SR.392 SR.393 -
SR 20 SR.389 - -
56

Piezas de recambio
TAPA corta media larga
Códi SR.358 SR.359 SR.360
TYLEJKA ZACISKOWA versión estándar
ø 1,0ø 1,2ø 1,6ø 2,0ø 2,4ø 3,2
SR.401SR.402SR.403SR.404SR.405SR.406
CUERPO DEL CASQUILLO DE APRIETE versión estándar cuerpo con lente de gas
ø 1,0 mmø 1,2 mmø 1,6 mmø 2,0 mmø 2,4 mmø 3,2 mm
SR.374SR.375SR.376SR.377SR.378SR.379
--
SR.380SR.424SR.381SR.382
TOBERA DE GAS CERÁMICA versión estándarversión estándarpara lente de gas
Nr. 4 ø 6,5 mmNr. 5 ø 8,0 mmNr. 6 ø 9,5 mmNr. 7 ø 11,0 mmNr. 8 ø 12,5 mmNr. 10 ø 16,0 mm
SR.347SR.348SR.349SR.350SR.351SR.352
--
SR.353SR.354
--
ANILLO AISLANTE /ADAPTADOR anillo aislante
Códi SR.395
25 mm
30 mm 25,5 mm
ELECTRODOS DE WOLFRAMIO
ø mm 1,0 1,2 1,6 2,0 2,4 3,2 4,0
Gris - - SR.310 SR.311 SR.312 SR.313 -
Rojo SR.314 SR.315 SR.316 SR.317 SR.318 SR.319 -
Azul - - SR.320 SR.321 SR.322 SR.323 -
Verde SR.324 SR.325 SR.326 SR.327 SR.328 SR.329 SR.330
Oro - - SR.331 SR.332 SR.333 SR.334 -
57

SR 182
SR 171
SR 263
■ Mango ergonómico para todos los tipos de antorchas SR que ofrece alta seguridad de agarre
■ Módulos de conexión y ajuste en el mango, ergonómicos y personalizados
■ Articulaciones esféricas cortas para obtener el radio óptimo de inclinación y agarre perfecto
■ Paquetes ligeros y transparentes de conductos con sistema modular de conexión a todos los equipos TIG
■ Partes gastables compatibles con estándares nacionales
SR 18
Datos técnicos (EN 60 974-7):
Refrigerante: fluido*
Capacidad de carga: 320 A DC
230 A AC
Ciclo de trabajo: 100%
Electrodo de wolframio ø 0,5 - 4,0 mm
SR 26
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 180 A DC
130 A AC
Ciclo de trabajo: 35%
Electrodo de wolframio ø 0,5 - 4,0 mm
* Presión del fluido refrigerante en la entrada: mín. 2,5 bar (máx. 3,5 bar);mn. - ´flujo: 0,7 l/min
Los datos técnicos se aplican a las longitudes de conductos hasta 8,00 m.
SR 17
Datos técnicos (EN 60 974-7):
Refrigerante: aire
Capacidad de carga: 140 A DC
100 A AC
Ciclo de trabajo: 35%
Electrodo de wolframio ø 0,5 - 2,4 mm
3
1
2
SR 17/SR18/SR26
Antorcha completa 4m 8m
SR 17 SR.414 SR.415
SR 18 SR.416 SR.417
SR 26 SR.420 SR.421
Quemador estándar flexible con válvula
SR 17 SR.384 SR.385 SR.386
SR 18 SR.387 SR.388 -
SR 26 SR.390 SR.391 -
58

Piezas de recambio
TAPA corta media larga
Códi SR.355 SR.356 SR.357
ANILLO AISLANTE /ADAPTADOR anillo aislante
Códi SR.394
CUERPO DEL CASQUILLO DE APRIETE versión estándar cuerpo con lente de gas
ø 1,0 mmø 1,2 mmø 1,6 mmø 2,0 mmø 2,4 mmø 3,2 mmø 4,0 mm
SR.361SR.362SR.363SR.364SR.365SR.366SR.367
--
SR.368SR.369SR.370SR.371SR.372
TOBERA DE GAS CERÁMICA versión estándarversión estándarpara lente de gas
Nr. 4 ø 6,5 mmNr. 5 ø 8,0 mmNr. 6 ø 9,5 mmNr. 7 ø 11,0 mmNr. 8 ø 12,5 mmNr. 10 ø 16,0 mmNr. 12 ø 19,5 mm
SR.340SR.341SR.342SR.343SR.344SR.345SR.346
Sr.335Sr.336SR.337SR.338SR.339
--
42 mm
50 mm
CASQUILLO DE APRIETE versión estándar
ø 1,0ø 1,2ø 1,6ø 2,0ø 2,4ø 3,2ø 4,0
SR.407SR.408SR.409SR.410SR.411SR.412SR.413
47 mm
ELECTRODOS DE WOLFRAMIO
ø mm 1,0 1,2 1,6 2,0 2,4 3,2 4,0
Gris - - SR.310 SR.311 SR.312 SR.313 -
Rojo SR.314 SR.315 SR.316 SR.317 SR.318 SR.319 -
Azul - - SR.320 SR.321 SR.322 SR.323 -
Verde SR.324 SR.325 SR.326 SR.327 SR.328 SR.329 SR.330
Oro - - SR.331 SR.332 SR.333 SR.334 -
59

Certyfiados y permisos
■ TÜV
■ DB
■ DNV
■ CE
■ GL
■ LR
■ BV
■ ABS
60

PRODUCTO ANTIPROYECCIONES
PASTA ANTIPROYECCIONES
PRODUCTO ANTIPROYECCIONESEl producto antiproyecciones es un agente antiadhesivo sin olor fabricado en forma de aerosol, a base de aceites minerales sin solventes,diclorometano y silicona. Se emplea para la protección de tobera,quemador,herramientasysuperficiesdelmaterialdesolda-dura contra la fusión de proyecciones metálicas durante el proceso de
soldar por técnicas eléctricas.
Envase 400 ml.
PASTA ANTIPROYECCIONESPasta antiproyecciones es un producto profesional para la protección de las puntas, toberas de gas, antorchas de soldadura contra la fusión de proyecciones metálicas durante el proceso de soldadura semiau-tomática. La pasta no contiene suEstadocias nocivas, su empleo no impacta negativamente en los procesos de soldadura ni causa defectos de soldadura.
Envase 300g.
AEROSOL 400 ml
Códi TSW.425
PASTA 300 g
Códi TSW.426
61

Nuestros distribuidores
62


www.tysweld.de
Tysweld GmbHGrossbeerenstr. 2-10, 12107 BerlinGermany
2016
05
Top Related