






Idiomas
Páginas
Jurídico


7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 1/11
1. Enumere las características fundamentales de los pronósticos• Casi siempre son incorrectos
• Son más precisos para grupos o familias de artículos
• Son más precisos para periodos cortos
• Todo pronóstico debe inducir un error de estimación
• No son sustitutos de la demanda calculada.- si se cuenta coninformación de la demanda real par aun periodo no calculado basepronóstico. Información real cuando se dispone.
2. Enumere los tipos fundamentales de pronósticos CUALITATIVOS. Son aquellos que se generan a partir de
información y que no tienen una estructura analítica bien denida!til cuando no e"iste disponibilidad de información #istórica.
o Se basan en un $uicio personalo Tiende a ser sub$eti%oo &astante rápidoo 'tili(ado en productos indi%iduales o familias de productos.
!. Enumere las su"cate#orías del tipo cuantitati$o depronósticos• Cuantitati%os
o Causales )odelos de entrada-salida )odelos *conom+tricos )odelos de simulación ,egresión
o Series de Tiempo romedios mó%iles simples romedios mó%iles ponderados Sua%i(ado e"ponencial simple
%. Enumere tres m&todos de pronostico cualitati$o• Cualitati%os
o *ncuestas de )ercadoo elp#i o consenso de panelo /nalogía por ciclo de %idao 0aloración o $uicio informado
1. 'e(na )ue es el modelo econom&trico
*stos modelos implican el análisis estadístico de %arios sectores de laeconomía. 'so similar a los modelos de entrada y salida.
2. E*pon#a la fórmula del promedio mó$il simple
onde3
• 4 es el pronóstico
• t es el periodo de tiempo actual lo que signica que 4t es el
pronóstico para el periodo de tiempo actual.• /t es la demanda real en el periodo t y

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 2/11
• n es el n!mero de periodos que se utili(a.
5. E*pon#a la fórmula del promedio mó$il ponderado
6. E*pon#a la fórmula del sua$i+ado e*ponencial simple
7. E*pon#a la fórmula del error promedio del pronostico
89.E*pon#a la fórmula de la 'es$iación ,edia A"soluta
88.'e(na )ue es In$entario
Son las e"istencias de una pie(a o recurso utili(ado en una organi(ación. 'n
sistema de in%entario es el con$unto de políticas y controles con los cualesse %igilan los ni%eles del in%entario y determinan los que se %an a mantenerel momento en que es necesario reabastecerlo y las dimensiones de lospedidos.
or con%ención el t+rmino in%entario de manufactura se reere a las pie(asque contribuyen o se %uel%en parte de la producción de una empresa. *lin%entario de manufactura casi siempre se clasica como materias primasproductos terminados partes componentes suministros y traba$o enproceso. *n los ser%icios el t+rmino in%entario por lo regular se reere a losbienes tangibles por %ender y los suministros necesarios para administrar elser%icio.
12. Enumere los o"-eti$os del in$entario• ara mantener la independencia entre operaciones
• Cubrir la %ariación en la demanda
• ermitir :e"ibilidad en la programación de la producción
• rotegerse contra la %ariación del tiempo de entrega de materias
primas• /pro%ec#ar los descuentos basados en el tama;o del pedido
1!. Enumere los costos del in$entario• Costo de mantenimiento <transporte=
• Costos de preparación <o cambio de producción=• Costos de pedidos

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 3/11
• Costo de faltantes
1%. E*pon#a la fórmula para calcular el costo total anual enlos in$entarios
• TC > Costo anual total
• > emanda <anual=
• C > Costo por unidad
• ? > Cantidad por pedir <la cantidad óptima se conoce como cantidad
de pedido económica *@? o ?ópt=• S > Costo de preparación o costo de #acer un pedido
• A > Costo anual de mantenimiento y almacenamiento por unidad de
in%entario promedio <a menudo el costo de mantenimiento se tomacomo porcenta$e del costo de la pie(a como A > iC donde i es elporcenta$e del costo de mane$o=
1. E*pon#a la fórmula de cantidad optima de pedido
• emanda anual <= > 8 999 unidades
• emanda diaria promedio <Bd= > 8 999D21
• Costo de pedido <S= > 1 dólares por pedido
• Costo de mantenimiento <A= > 8.E1 dólares por unidad al a;o
• Tiempo de entrega <F= > 1 días
• Costo por unidad <C= > 8E.19 dólares
1/. 'e(na )ue es el in$entario de se#uridad
Se dene como las e"istencias que se mane$an además de la demanda
esperada. *n una distribución normal esta sería la media. or e$emplo si lademanda mensual promedio es de 899 unidades y se espera que el pró"imomes sea igual si se mane$an 8E9 unidades se tienen E9 unidades dein%entario de seguridad.
10. E*pon#a la fórmula de punto de reorden
7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 4/11
1. E*pon#a la plani(cación AC en los in$entarios
Cuando #ay límites para los recursos el mo%imiento lógico consiste enutili(ar los recursos disponibles para controlar el in%entario de la me$ormaneraG en otras palabras enfocarse en las pie(as más importantes en elin%entario. *l esquema de clasicación /&C di%ide las pie(as de unin%entario en tres grupos3 %olumen de dólares alto </= %olumen de dólaresmoderado <&= y %olumen de dólares ba$o <C=.
13. 'e(na )ue es demanda dependiente
?ue se reere a la demanda e"terna del producto nal de una empresa.
24. 'e(na )ue es la demanda independiente
?ue casi siempre se reere dentro de la compa;ía a la demanda de pie(asque se crea gracias a la demanda de artículos más comple$os de las queforman parte.
21. 5ue es el conteo de Ciclo
*s una t+cnica en la que el in%entario se cuenta con frecuencia en lugar deuna o dos %eces al a;o
22. 'e(na )ue es el modelo de cantidad de pedido (-a
Fos modelos de cantidad de pedido $a pretenden determinar el puntoespecíco , en que se #ará un pedido así como su tama;o ?. *l punto depedido , siempre es un n!mero especíco de unidades. Se #ace un pedidode tama;o ? cuando el in%entario disponible <en e"istencia o en pedido=llega al punto ,.
2!. 'e(na )ue es el modelo de periodo (-o
*l modelo de periodo $o se limita a #acer pedidos al nal de un periododeterminadoG el modelo se basa solo en el paso del tiempo
2%. 'e(na )ue es la planeación de $entas 6 operaciones
Fa planicación de %entas y operaciones es un proceso que ayuda a ofrecerun me$or ser%icio al cliente mane$ar un in%entario más ba$o ofrecer alcliente tiempos de entrega más bre%es estabili(ar los índices de producción
y facilitar a la gerencia el mane$o del negocio. *l proceso está dise;ado paracoordinar acti%idades en el campo con las funciones de manufactura yser%icio que se requieren para satisfacer la demanda en el tiempo.
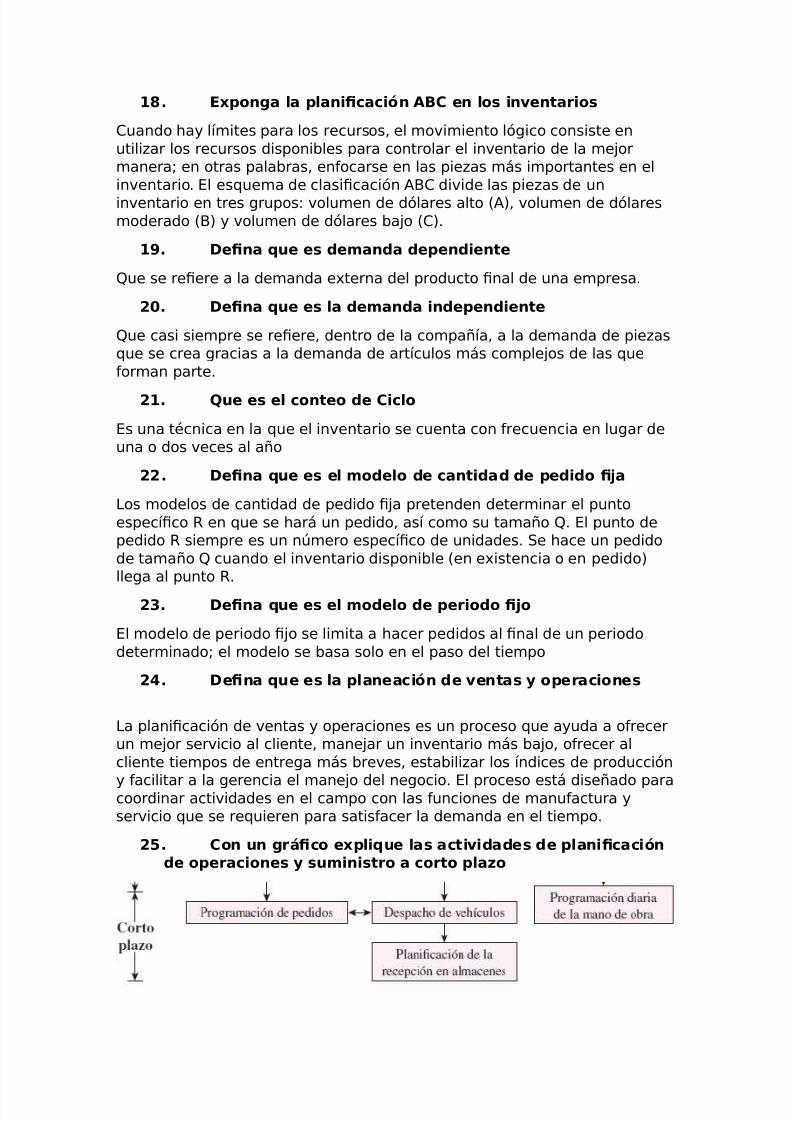
2. Con un #r7(co e*pli)ue las acti$idades de plani(caciónde operaciones 6 suministro a corto pla+o

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 5/11
2/. Con un #r7(co e*pli)ue las acti$idades de plani(caciónde operaciones 6 suministro a mediano pla+o
20. Con un #r7(co e*pli)ue las acti$idades de plani(caciónde operaciones 6 suministro a lar#o pla+o
2. 'e(na )ue es el índice de producción
Se reere al n!mero de unidades terminadas por unidad de tiempo <#ora odía=
E7.'e(nir )ue es el ni$el de mano de o"ra
*s el n!mero de traba$adores necesario para la producción <producción >índice de producción H ni%el de mano de obra=.
D9.5ue es el in$entario a mano
*s el in%entario no utili(ado que quedó del periodo anterior.
D8.Con un #r7(co e*pon#a los re)uerimientos del sistema deplani(cación de producción

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 6/11
DE.Enumere las estrate#ias de plani(cación de la producción
8. *strategia de a$uste.
E. )ano de obra estable #oras de traba$o %ariables.
D. *strategia de ni%el.
Subcontratación /demás de estas estrategias los gerentes tambi+n puedensubcontratar parte de la producción. *sta estrategia es similar a la dea$uste pero las contrataciones y despidos se cambian por la decisión desubcontratar o no. Cierto ni%el de subcontratación es necesario paraa$ustarse a las :uctuaciones en la demanda. Sin embargo a menos que larelación con el pro%eedor sea muy fuerte un fabricante pierde cierto controlsobre la programación y la calidad.
DD.Enumere los tipos de estrate#ia de planeación a#re#ada
Cuando solo se utili(a una de estas %ariables para absorber las :uctuacionesde la demanda se conoce como estrategia puraG dos o más estrategiascombinadas constituyen una estrategia mi"ta. Como puede imaginar lasestrategias mi"tas son más frecuentes en la industria.
D.Enumere las t&cnicas para cu"rir la demanda insatisfec8a enlas estrate#ias de planeación a#re#adaJ roducción e"acta mano de obra %ariableJ )ano de obra constante in%entario e in%entario agotado
%ariablesJ )ano de obra ba$a y constante subcontrataciónJ )ano de obra constante tiempo e"tra
D1.Enumera los costos rele$antes para el plan de produccióna#re#adaJ Costos de producción básicos.J Costos asociados a cambios del índice de producciónJ Costos de mantenimiento de in%entarioJ Costos por faltantes
D2.Enumere los factores para los cuales aumenta la pro"a"ilidadcon una plani(cación precisa a mediano pla+oJ ,ecibir el presupuesto solicitado

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 7/11
J @perar dentro de los límites del presupuesto
D5.Enumere los factores )ue me-oran su e(cacia en el sistema demane-o de rendimiento para una empresa de ser$iciosJ Fa demanda se segmenta por clienteJ Fos costos $os son altos y los %ariables son ba$osJ *F in%entario es perecederoJ *F producto se puede %ender por anticipadoJ Fa demanda es muy %ariable
D6.Enumere "a-o )ue presiones del 7rea funcional9departamento de $entas:; 9(nan+as:; 9administración:;9manufactura:; reacciona al tomar decisiones en el <,< paradeterminar e*actamente )ue se $a a producir en el mismo.J epartamento de 0entas3 Cumplir el pla(o prometido al clienteJ 4inan(as3 ,educir al minimo el in%entarioJ /dministracion3 )a"imi(ar la producti%idad y el ser%icio a
clientes reducir las necesidades de recursosJ )anufactura3 Tener programas uniformes y abre%iar los tiempos
de preparaciónD7.Enumere las características )ue de"e tener el pro#ramador
9ser 8umano: para #aranti+ar un "uen pro#rama maestro deproducción en relación a 9la demanda:; 9la administración:J Incluir todas las demandas de %enta del producto resurtido de
almac+n refacciones y necesidades entre las plantas.J Nunca perder de %ista el plan agregado.J Comprometerse con los pedidos prometidos al cliente.J Ser %isible en todos los ni%eles de la administración.
J *quilibrar ob$eti%amente los con:ictos de manufacturamarKeting e ingeniería.
J Identicar y comunicar todos los problemas9.5ue es el <lan ,aestro de <roducción ,<S
*s el plan con los tiempos desglosados que especica cuántas pie(as nales%a a fabricar la empresa y cuándo.
8.Enumere los factores de los cuales depende la =e*i"ilidad delpro#rama maestro de producciónJ Tiempo de espera de produccionJ Compromiso de partes y componentes a una pie(a nal
especicaJ ,elación entre el cliente y pro%eedorJ *"ceso de capacidadJ ,ec#a(o o aceptación de la gerencia a #acer cambios
E.Cu7l es la (nalidad de las restricciones de tiempo
)antener un :u$o ra(onablemente controlado por el sistema de producción.Si no se establecen y acatan reglas de operación el sistema sería caóticose llenaría de pedidos retrasados y siempre #abría prisas.
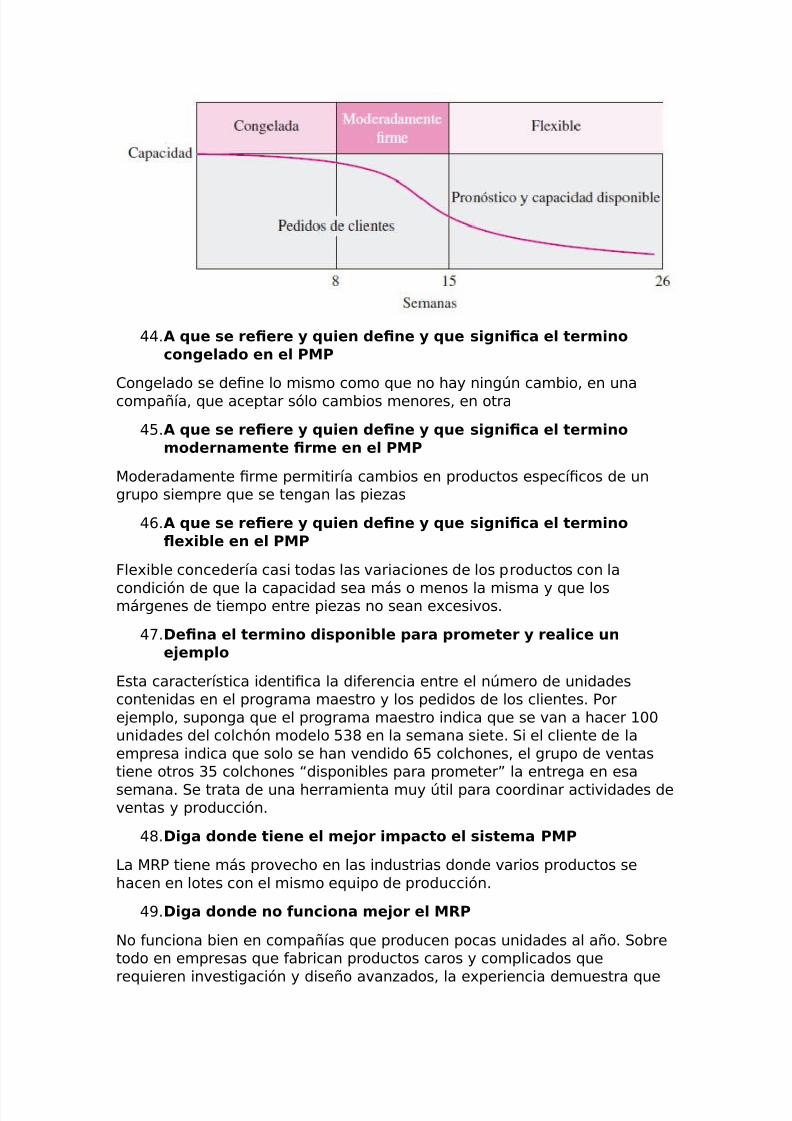
D.Con un dia#rama e*pli)ue las restricciones de tiempo del <,<
7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 8/11
.A )ue se re(ere 6 )uien de(ne 6 )ue si#ni(ca el terminocon#elado en el <,<
Congelado se dene lo mismo como que no #ay ning!n cambio en unacompa;ía que aceptar sólo cambios menores en otra
1.A )ue se re(ere 6 )uien de(ne 6 )ue si#ni(ca el terminomodernamente (rme en el <,<
)oderadamente rme permitiría cambios en productos especícos de ungrupo siempre que se tengan las pie(as
2.A )ue se re(ere 6 )uien de(ne 6 )ue si#ni(ca el termino=e*i"le en el <,<
4le"ible concedería casi todas las %ariaciones de los productos con la
condición de que la capacidad sea más o menos la misma y que losmárgenes de tiempo entre pie(as no sean e"cesi%os.
5.'e(na el termino disponi"le para prometer 6 realice une-emplo
*sta característica identica la diferencia entre el n!mero de unidadescontenidas en el programa maestro y los pedidos de los clientes. ore$emplo suponga que el programa maestro indica que se %an a #acer 899unidades del colc#ón modelo 1D6 en la semana siete. Si el cliente de laempresa indica que solo se #an %endido 21 colc#ones el grupo de %entastiene otros D1 colc#ones Ldisponibles para prometerM la entrega en esa
semana. Se trata de una #erramienta muy !til para coordinar acti%idades de%entas y producción.
6.'i#a donde tiene el me-or impacto el sistema <,<
Fa ), tiene más pro%ec#o en las industrias donde %arios productos se#acen en lotes con el mismo equipo de producción.
7.'i#a donde no funciona me-or el ,><
No funciona bien en compa;ías que producen pocas unidades al a;o. Sobretodo en empresas que fabrican productos caros y complicados que
requieren in%estigación y dise;o a%an(ados la e"periencia demuestra que

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 9/11
los márgenes de tiempo son muy tardados e inseguros y la conguraciónde los productos es demasiado comple$a
19.Enumere los tipos de industria donde el "ene(cio de laaplicación del sistema ,>< esperado es ?rande e*pli)ue por)u& con e-emplosJ *nsamblar para e"istencias3 Combina m!ltiples partes
componentes en un producto terminado que se guarda enin%entario para satisfacer la demanda de los clientes. *$emplos3relo$es #erramientas electrodom+sticos
J *nsamblar por pedido3 Se #ace un ensamble nal de opcionesestándares que escoge el cliente. *$emplos3 camionesgeneradores motores.
J )anufactura por pedido3 Fas pie(as se fabrican o armancompletamente seg!n las especicaciones del cliente.*$emplos3 generadores de turbinas máquinas #erramientaspesadas.
18.Enumere los tipos de industria donde el "ene(cio de laaplicación del sistema ,>< esperado es escaso o re#ulare*pli)ue por )ue cine e-emplosJ 4abricar para e"istencias3 Fos artículos se maquinan más que
armarse. Son e"istencias que suelen guardarse en anticipaciónde la demanda de los clientes. *$emplos3 anillos de pistonesalternadores el+ctricos.
J 4abricar por pedido3 Fas pie(as se maquinan sobre pedido delos clientes. *n general se trata de pedidos industriales.*$emplos3 co$inetes engranes cinturones.
J roceso3 /barca industrias como fundiciones cauc#o y
plásticos papel especial productos químicos pintura medicinay procesadoras de alimentos
1E.'esarrolle un dia#rama de los elementos )ue componen el,>< est7ndar 6 los informes )ue #enera

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 10/11
1D.E*pli)ue de las fuentes de donde o"tiene la demanda deproductos 6 como se aplican al <,<J Clientes conocidos que #acen pedidos especícos como los
que genera el personal de %etnas o de transacciones entre
departamentos.J Fa demanda pronosticada que abarca los pedidos de demanda
independiente1.E*pli)ue de las fuentes de donde se o"tiene la demanda de
productos 6 como se aplican al ,><J Cambios en el diseno de ingeniería lista de materialesJ Transacciones de in%entario resgistro de in%entarios
11.E*pli)ue )ue contiene la lista de materiales
Contiene la descripción completa de los productos y consigna materialespie(as y componentes además de la secuencia en que se elaboran losproductos.
12.A )ue se re(ere la codi(cación del ni$el inferior
Si todas las pie(as id+nticas están en el mismo ni%el de todos los productosnales se calcula fácilmente el n!mero total de pie(as y materialesnecesarios para un producto.
15.Cu7l es la función de la inde*ación en los re#istros dein$entario
Inde"ar las necesidades permite rastrearlas en la estructura de productospor cada ni%el ascendente e identicar las pie(as antecesoras que
generaron la demanda.16.E*pli)ue cómo funciona el tama@o de lote en el ,><

7/21/2019 Cuestionaria de Manufactura
http://slidepdf.com/reader/full/cuestionaria-de-manufactura 11/11
Fos tama;os de lote son las cantidades de pie(as emitidas en la entrada depedidos planicados y las secciones de e"pedición de pedidos planicadosde un programa ),.
17.E*pli)ue la t&cnica de lote por lote cuales son lascaracterísticas
J *stablece pedidos planicados que corresponden e"actamente conlas necesidades netas.
J roduce e"actamente lo necesario cada semana sin transferenciaa periodos futuros.
J ,educe al mínimo el costo.J No toma en cuenta los costos de preparación ni las limitaciones de
capacidad.29.E*pli)ue con un e-emplo como funciona la cantidad de pedido
económica
28.E*pli)ue )ue es el costo total mínimo
*s una t+cnica dinámica de determinación de tama;os de lote que calcula lacantidad de pedidos al comparar el costo de lle%ar el in%entario y los costosde preparación <o pedido= de %arios tama;os de lote y despu+s seleccionael lote en el que son casi iguales.
2E.E*pli)ue )ue es el costo unitario mínimo
*s una t+cnica dinámica para determinar tama;os de lote que incluye elcosto de transferencia de pedidos e in%entario de cada tama;o de lote deprueba y se di%ide entre el n!mero de unidades de cada tama;o de lote
seleccionando el tama;o de lote con el costo unitario más ba$o.
2D.'e(na )ue es el sistema de cam"io neto en el ,><
Sistema de ), que calcula de inmediato el impacto de un cambio en losdatos de la ), <estado del in%entario &@) o programa maestro=. *s unacaracterística com!n de los sistemas actuales.
Top Related