







Idiomas
Páginas
Jurídico


UNIVERSIDAD DE LAS AMÉRICAS PUEBLA
ESCUELA DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA, ALIMENTOS
Y AMBIENTAL
OPTIMIZACIÓN DEL PROCESO CRIOGÉNICO DE PLANTA DE GAS MEDIANTE
SIMULACIÓN PARA INCREMENTAR LA PRODUCCIÓN DE
GAS LICUADO DE PETRÓLEO (G.L.P.)
Tesis presentada para obtener el grado de
Magister in Chemical Engineering
FERNANDO GAVILANES CARRASCO
Primavera 2012
II
AGRADECIMIENTOS
Agradezco ante todo a Dios por brindarme la oportunidad de culminar una
nueva etapa en mi vida, que sin sus bendiciones y favores este logro alcanzado no
habría sido posible conseguirlo.
A mis padres, por el apoyo y los consejos dados durante toda mi vida
quienes a pesar de la distancia han estado presentes en mi corazón.
A mi esposa quién ha estado incondicionalmente apoyándome en los
momentos difíciles y que gracias a su apoyo y comprensión he culminado esta
importante meta.
Al gobierno del Ecuador y a EPPETROECUADOR por darme las facilidades
para poder realizar los estudios de maestría.
A todos los profesores de la maestría por inculcarme a más de
conocimientos, valores de vida para continuar con el camino hacia el éxito
profesional.
A mis compañeros por compartir los momentos de alegría y tristeza en una
tierra lejana a la nuestra.

III
DEDICATORIA
Todo el esfuerzo realizado en el que han existido triunfos, alegrías y tristezas,
se lo dedico a mis padres por darme la vida,
a mi esposa por quererme, apoyarme y estar a mi lado,
a mi abuela por ser un ejemplo de vida y fortaleza,
a la memoria de mi abuelo que estaría muy orgulloso de este logro alcanzado,
a mis hermanos, tíos, sobrinos y primos,
porque cada uno de ellos
han sabido estar en una parte de mi vida,
en una parte de mi corazón.
Fernando
IV
INDICE
AGRADECIMIENTOS ............................................................................................. II
DEDICATORIA ....................................................................................................... III
ÍNDICE DE TABLAS .............................................................................................. VI
ÍNDICE DE FIGURAS ........................................................................................... VII
1. RESUMEN ....................................................................................................... 1
2. INTRODUCCIÓN ............................................................................................. 2
3. OBJETIVOS ..................................................................................................... 5
4. MARCO TEÓRICO ........................................................................................... 6
4.1 Gas licuado de petróleo (G.L.P.) .................................................................. 6
4.1.1 Usos y aplicaciones del G.L.P. ............................................................... 8
4.1.2 Pecios de referencia en mercados internacionales ................................ 9
4.2 Simulador ASPEN Plus ............................................................................... 10
4.2.1 Base de datos del simulador ASPEN Plus ............................................ 11
4.2.2 Métodos de propiedades físicas ............................................................ 13
4.2.3 Modelos de unidades de operación de ASPEN Plus............................. 19
5. METODOLOGÍA ............................................................................................ 25
5.1 Caso de estudio .......................................................................................... 25
5.1.1 Descripción del proceso criogénico de Planta de Gas ......................... 26
5.1.2 Metodología para simulación de proceso criogénico de Planta de Gas
utilizando ASPEN Plus. .................................................................................. 34
6. RESULTADOS ............................................................................................... 46
6.1 Simulación para 100% de carga a Planta de Gas ...................................... 46
6.2 Validación de simulación............................................................................. 48

V
6.3 Simulación para 45% de carga a Planta de Gas ......................................... 52
6.3.1 Cálculo del porcentaje de carga ........................................................ 52
6.3.2 Determinación de la composición de la carga de gas ........................ 53
6.3.3 Resultados de simulación .................................................................. 55
6.4 Optimización de variables de proceso ........................................................ 57
6.5 Análisis de composición de gas residual .................................................... 66
6.6 Resultados de producción de G.L.P. y especificaciones del producto ........ 68
7. CONCLUSIONES .......................................................................................... 69
8. RECOMENDACIONES .................................................................................. 71
9. BIBLIOGRAFIA .............................................................................................. 72
10. ANEXOS ........................................................................................................ 74

VI
ÍNDICE DE TABLAS
Tabla 1. Base de datos, contenido y uso de componentes .................................. 12
Tabla 2. Cromatografía de gas residual ................................................................ 25
Tabla 3. Corrientes de alimentación para 100% de carga ..................................... 46
Tabla 4. Datos de diseño y resultados de simulación para 100% de carga .......... 47
Tabla 5. Balance general de Planta de Gas para 100% de carga ......................... 47
Tabla 6. Porcentaje de carga a Planta de Gas ...................................................... 53
Tabla 7. Cromatografías de gas utilizados como carga a Planta de Gas .............. 54
Tabla 8. Media y desviación estándar para cada componente.............................. 55
Tabla 9. Corrientes de alimentación para 45% de carga ....................................... 56
Tabla 10. Corrientes de productos para 45% de carga ......................................... 56
Tabla 11. Balance general de Planta de Gas para 45% de carga ......................... 57
Tabla 12. Datos de operación y resultado de simulación GV-1601 ....................... 58
Tabla 13. Datos de operación y resultado de simulación GE-1501 ....................... 58
Tabla 14. Datos de operación y resultado de simulación GE-1502 ....................... 59
Tabla 15. Datos de operación y resultado de simulación GE-1503 ....................... 60
Tabla 16. Datos de operación y resultado de simulación GE-1504C .................... 61
Tabla 17. Datos de operación y resultado de simulación GV-1607 ....................... 62
Tabla 18. Datos de operación y resultado de simulación GV-1609 ....................... 62
Tabla 19. Datos de operación y resultado de simulación GV-1611 ....................... 63
Tabla 20. Datos de operación y resultado de simulación GV-1624 ....................... 64
Tabla 21. Resultado de simulación sistema de refrigeración ................................ 65
Tabla 22. Resultado de simulación sistema de refrigeración (Continuación) ........ 65
Tabla 23. Balance molar a la entrada y salida del compresor GC-1101 ............... 65
Tabla 24. Cromatografía y resultados de simulación para la corriente de gas
residual .................................................................................................................. 66
Tabla 25. Producción de G.L.P. y especificaciones comerciales .......................... 68
VII
INDICE DE FIGURAS
Figura 1. Origen de G.L.P.. ..................................................................................... 3
Figura 2. Precios internacionales de G.L.P.. ........................................................... 9
Figura 3. Componentes base de datos “PURE 10” ............................................... 13
Figura 4. Método de propiedades para producción de petróleo y gas ................... 15
Figura 5. Método de propiedades para refinación ................................................. 15
Figura 6. Método de propiedades para procesamiento de gas ............................. 15
Figura 7. Método de propiedades para procesos petroquímicos........................... 16
Figura 8. Guía para determinar el método de propiedades ................................... 16
Figura 9. Modelos de unidades de operación........................................................ 19
Figura 10. Diagrama de flujo planta de gas ........................................................... 33
Figura 11. Nueva simulación en ASPEN plus ....................................................... 34
Figura 12. Especificaciones iniciales ..................................................................... 34
Figura 13. Especificaciones de compuestos ......................................................... 35
Figura 14. Método de propiedades ........................................................................ 35
Figura 15. Modelo de mezclado ............................................................................ 36
Figura 16. Modelo de divisor ................................................................................. 36
Figura 17. Modelo “Heater” ................................................................................... 37
Figura 18. Modelo “Heatx” ..................................................................................... 37
Figura 19. Modelo Flash2 ...................................................................................... 38
Figura 20. Modelo Sep .......................................................................................... 38
Figura 21. Modelo “Valve” ..................................................................................... 39
Figura 22. Modelo “Pump” ..................................................................................... 39
Figura 23. Modelo “Compr” ................................................................................... 40
Figura 24. Modelo “Radfrac”.................................................................................. 41
Figura 25. Especificación de corrientes ................................................................. 42
Figura 26. Diagrama de Flujo Planta de Gas ........................................................ 43
Figura 27. Reinicialización de simulación .............................................................. 44
Figura 28. Inicio de simulación .............................................................................. 44
Figura 29. Comparación entre datos de diseño y resultados de simulación ......... 48
VIII
Figura 30. Fracción de vapor en cada corriente de proceso ................................. 49
Figura 31. Temperatura en cada corriente de proceso ......................................... 49
Figura 32. Flujo molar de propano en cada corriente de proceso ......................... 50
Figura 33. Densidad en cada corriente de proceso ............................................... 50
Figura 34. Peso molecular en cada corriente de proceso ..................................... 51
Figura 35. Sistema de carga a Planta de Gas ....................................................... 52
Figura 36. Comparación entre datos de cromatografía y resultados de simulación
para el propano en la corriente de gas residual .................................................... 67

1
1. RESUMEN
El G.L.P. formado por 60% de propano y 40% de butano es un derivado que se
obtiene mediante el procesamiento del gas asociado proveniente de los pozos
productores de petróleo en la Planta de Gas (proceso criogénico) que forma parte
de los centros de refinación de la empresa estatal petróleos del Ecuador
(EPPETROECUADOR). Según cifras del Banco Central para cubrir la demanda
interna del país se importa cerca del 80% de G.L.P., causando un gran impacto en
la economía del país. Actualmente no es posible invertir en la Planta de Gas para
la modernización de ciertos equipos del proceso por existir proyectos de
construcción de nuevos centros de refinación, esto crea la necesidad de realizar
un análisis de las condiciones actuales en las que opera la Planta de Gas, con la
finalidad de optimizar aquellas variables que afectan el proceso criogénico para
obtener una mayor recuperación de propano de la corriente de gas residual y así
incrementar la producción de G.L.P. En el presente trabajo se llevó a cabo dicho
análisis utilizando el simulador de procesos ASPEN Plus 7.2 para determinar las
condiciones óptimas del proceso y determinar el efecto que tienen las variables
optimizadas en la recuperación del propano y por ende en el incremento de la
producción de G.L.P. Los resultados de todo el conjunto de variables analizadas y
optimizadas nos indican que es posible recuperar el 9,25% en peso del propano
de la corriente de gas residual incrementando así la producción de G.L.P. puesto
que el propano recuperado pasará a formar parte de la corriente de producto
terminado.
2
2. INTRODUCCIÓN
La empresa estatal petróleos del Ecuador (EPPETROECUADOR) es la entidad
encargada de la producción, refinación y comercialización tanto del petróleo como
de productos terminados para cubrir la demanda de combustibles en el Ecuador.
La gerencia de refinación que forma parte de EPPETROECUADOR tiene por
objetivo transformar los hidrocarburos, mediante procesos de refinación, en
derivados que satisfagan la demanda interna. Su misión se enmarca en el
cumplimiento de las normas nacionales e internacionales para la producción de
derivados en sus refinerías bajo estrictos controles de calidad y dentro de los
estándares internacionales a fin de garantizar las exigencias del consumidor y
proteger el medio ambiente.
Uno de los principales centros de refinación es la Planta de Gas ubicada en el
Complejo Industrial Shushufindi (C.I.S.) que está diseñada para procesar el gas
asociado (mezcla de hidrocarburos comprendidos entre el metano y el butano) y
los hidrocarburos licuables (mezcla comprendida entre pentanos y hexanos)
proveniente de los campos de producción de petróleo; con la finalidad de obtener
como producto principal gas licuado de petróleo (G.L.P.) y como productos
secundarios gasolina natural (C5, C6,) y gas residual (C1, C2, CO2, N2).
El G.L.P. es una mezcla de hidrocarburos de petróleo que generalmente consiste
en una mezcla de 60% de propano (propano y propileno) y 40% de butano
(n-butano e iso-butano).
A presión atmosférica y temperatura ambiente (1 atm y 20°C), el G.L.P. se
encuentra en estado gaseoso; por lo que para obtener líquido a presión
atmosférica, la temperatura del butano debe ser inferior a -0,5°C y la del propano a
-42,2°C; por otro lado para obtener líquido a temperatura ambiente, el G.L.P. debe
someterse a una cierta presión, más de 2 atm para el butano y más de 8 atm para
el propano. Estas condiciones se logran en la Planta de Gas utilizando un proceso
criogénico en el cual la temperatura desciende hasta -45°C consiguiéndose así la
licuefacción del propano y butano, componentes principales del G.L.P.

3
En el Ecuador, según cifras del Banco Central, el consumo de G.L.P. para uso
doméstico, industrial y comercial es de alrededor 8600000 barriles anuales; la
producción de sus refinerías está cerca de 2100000 barriles por lo que se deben
importar alrededor de 6500000 barriles anuales de G.L.P.; es decir alrededor del
80% del consumo es cubierto por importaciones, lo que implica un costo
importante para el estado ecuatoriano; esta es la principal razón para buscar
alternativas que permitan incrementar la producción de este derivado y así
disminuir las importaciones y por ende el costo económico que esto implica para el
país.
En el Ecuador, la Planta de Gas, aporta con alrededor del 6% del origen de G.L.P.
para cubrir el consumo interno; es decir aporta con alrededor del 35% de la
producción total de G.L.P. en el Ecuador, que representa una aportación
importante de este derivado.
Figura 1. Origen de G.L.P.
Fuente: Estadísticas del Banco Central del Ecuador 1
Por las razones expuestas anteriormente, es necesario operar eficientemente el
proceso de producción de G.L.P. para incrementar su producción. La optimización
de las principales variables del proceso criogénico utilizando un simulador de
procesos permite determinar las condiciones que favorecen una mayor producción
6% 12%
82%
PLANTA DE GAS
REFINERIAS
IMPORTACIONES

4
de G.L.P., sin la necesidad de modificar las variables en tiempo real, lo que
causaría desestabilización del sistema y por ende pérdidas económicas, ya que
los productos saldrían de especificación y llevaría tiempo estabilizar el proceso
para obtener los productos deseados listos para su comercialización.
Dentro del conjunto de herramientas disponibles para el análisis y el diseño de
procesos, la simulación de operaciones unitarias y sistemas químicos desempeña
un papel básico y fundamental, muy especialmente en aquellos procesos cuyo
grado de complejidad hace inviable su estudio por métodos analíticos.
Se podría definir brevemente un simulador de procesos como un paquete
informático que puede realizar cálculos de balances de materia y energía de un
proceso, sea éste un equipo u operación básica aislada, una unidad de planta o la
planta completa. Las técnicas de simulación de procesos se fundamentan en el
desarrollo y obtención de uno o varios modelos matemáticos del sistema que
reproduce su comportamiento ya sea en condiciones estacionarias (simulación
estacionaria) o en condiciones no estacionarias (simulación dinámica); estos
modelos matemáticos están constituidos por una serie de ecuaciones que
representan los balances de materia, de energía y la ecuación de estado que
mejor caracteriza al sistema en estudio. La simulación de procesos es pues una
herramienta informática muy importante ya que puede permitir desde el cálculo y
diseño de un intercambiador de calor hasta el desarrollo y optimización de una
compleja unidad de proceso.
5
3. OBJETIVOS
Objetivo general
Optimizar las principales variables del proceso utilizando el paquete de simulación
ASPEN Plus versión 7.2, para la recuperación total del propano en una planta
criogénica (Planta de Gas), incrementado así la producción de G.L.P.
Objetivos específicos
1. Describir el proceso criogénico de producción de G.L.P. en la Planta de Gas
del Complejo Industrial Shushufindi.
2. Analizar el proceso criogénico en el simulador ASPEN Plus versión 7.2
utilizando datos de diseño para validar la simulación.
3. Evaluar el proceso criogénico con el simulador al modificar las variables de
diseño por las de operación actuales y determinar las variables que afectan
directamente al proceso.
4. Optimizar las principales variables del proceso utilizando el simulador para
una mayor recuperación de propano de la corriente de gas residual.
5. Evaluar las condiciones óptimas de operación para la mayor recuperación
del propano y por ende en el incremento de la producción de G.L.P.
6
4. MARCO TEÓRICO
4.1 Gas licuado de petróleo (G.L.P.)
El gas licuado de petróleo (G.L.P.) tiene su origen en el tratamiento que se le da al
petróleo crudo y/o al gas natural en sus fases de refinamiento.
Los hidrocarburos cuyos componentes son hidrógeno y carbono, se presentan
bajo tierra tanto en estado líquido como en estado gaseoso. Se formaron en el
transcurso de millones de años, cuando grandes masas de materiales orgánicos
quedaron bajo la tierra, éstas bajo la acción de altas presiones y temperaturas se
fueron transformando en petróleo crudo (hidrocarburo líquido) y en gas natural
(hidrocarburo gaseoso).
El gas natural puede hallarse disuelto en el petróleo crudo como gas asociado, en
pozos donde el producto dominante es el petróleo; también lo podemos encontrar
como gas libre no asociado donde el producto dominante es el gas o en mezclas
de hidrocarburos, tanto gaseosos como líquidos en los llamados pozos de
condensados.
El G.L.P. es la mezcla de gases de petróleo producidos ya sea por pozos
petrolíferos o gasíferos. Estos gases se procesan en una planta de refinación,
obteniéndose como resultado el G.L.P.
Los gases licuados del petróleo son hidrocarburos compuestos principalmente de
propano y butano, que en mayor o menor proporción acompañan al petróleo crudo
y al gas natural; además de iso-butano y etano en pequeñas cantidades 2.
El G.L.P. comercial en el Ecuador está compuesto aproximadamente de 60% de
propano y el butano representa el 40% del volumen.
En el crudo, la mayor presión de vapor la tienen el propano y el butano, antes del
transporte del crudo se debe reducir este inconveniente por lo que se separan
durante el proceso de “estabilización” en el campo de extracción.
Al llegar a las refinerías se procede a separar las cantidades variables de G.L.P.
del crudo “estabilizado”, que oscilan entre un 2 y 3%, mediante la primera etapa de
destilación o fraccionamiento (torre atmosférica).

7
Además de estos orígenes naturales del G.L.P., éste se obtiene como
subproducto de una serie de procesos de refinería que se listan a continuación:
Reformado Catalítico: Se alimenta de naftas ligeras para producir
aromáticos y gasolinas. El rendimiento en G.L.P. está entre 5 y 10%.
Cracking Catalítico: Se alimenta de gasóleo o nafta produciendo etileno y
propileno para petroquímica. El rendimiento en G.L.P. está entre 5 y 12%.
Steam Cracking: Se alimenta con gasóleo o nafta produciendo etileno y
propileno. El rendimiento en G.L.P. está entre 23 y 30%.
Polimerización y Alquilación: Se alimentan de butanos para producir
gasolinas. El rendimiento en G.L.P. está entre 10 y 15%.
Cracking Térmico: Se alimenta de gasóleo y fuel-oil para producir
gasolina. El rendimiento en G.L.P. está entre 10 y 20%.
Visbreaking: Se alimenta de gasóleo pesado y residuo para producir
coque. El rendimiento en G.L.P. está entre un 5 a 10%. 2, 3
En la Planta de Gas del Complejo Industrial Shushufindi, el G.L.P. se obtiene
como producto principal en un proceso criogénico que utiliza como carga el gas
asociado, este proceso criogénico utiliza propano como medio refrigerante en el
sistema de enfriamiento, donde se consigue la licuefacción de los componentes de
G.L.P. que son el propano y el butano; la unidad de procesos de la Planta de Gas
consta de las siguientes etapas4:
- Pre enfriamiento de la carga
- Deshidratación
- Sistema de enfriamiento
- Separación de gas residual
- Separación de productos
El proceso criogénico es descrito de manera detallada en el caso de estudio del
presente trabajo.
Los orígenes del G.L.P. en el mercado nacional se pueden atribuir a la producción
de gas en los campos de Ancón (Provincia del Guayas) por la explotación de
crudo de la compañía inglesa ANGLO. Las instalaciones de refinación de gas en
8
ese entonces, no permitían obtener una separación de fracciones de gas, lo que
hubiera facilitado el consumo a nivel nacional del gas con alto contenido de
propano. Estas razones, acompañadas a las especificaciones que debían tener las
gasolinas utilizadas en los vehículos de la época, influyeron en que las
instalaciones de refinación de gas y petróleo instaladas en el país, no permitan la
producción de propano en forma separada del butano.
En nuestro país se desarrolló la tecnología de producción, el almacenamiento, la
distribución, el consumo y las normas de control para una mezcla de propano y
butano (G.L.P.), limitando un consumo de gas combustible de excelente poder
calorífico que podrían tener mezclas de metano, etano y propano y que tendrían,
un precio mucho menor por su fácil disponibilidad y por un requerimiento
tecnológico menor para su elaboración en los campos del Oriente 5.
4.1.1 Usos y aplicaciones del G.L.P.
Dentro de las principales ventajas que tiene el uso del G.L.P. sobre otros
combustibles, se deben mencionar: limpieza, economía, alto poder calorífico, fácil
manejo y transporte así como, seguridad en su uso; razones por las cuales el uso
del G.L.P. es cada vez mayor en el ámbito industrial, comercial y doméstico.
Las aplicaciones más importantes en el sector industrial son:
Hornos estacionarios y continuos
Calderas
Equipos de corte y soldadura de metales
Quemadores industriales
En sopletes y mecheros
Secadores
Incineradores y crematorios
El G.L.P. es un combustible de combustión limpia, sostenible y eficiente y una
fuente vital de energía para cientos de millones de personas en todo el mundo. Es
9
una energía de usos múltiples con miles de aplicaciones. El G.L.P. puede ser
almacenado, transportado y utilizado de una manera eficiente ya que emite
menores cantidades de gases de efecto invernadero que la gasolina o el diesel.
En el sector doméstico el G.L.P. tiene su más popular aplicación con cerca del
47% de la demanda mundial y es comúnmente utilizado para cubrir necesidades
de cocción de alimentos y demandas de calentamiento en el hogar 6.
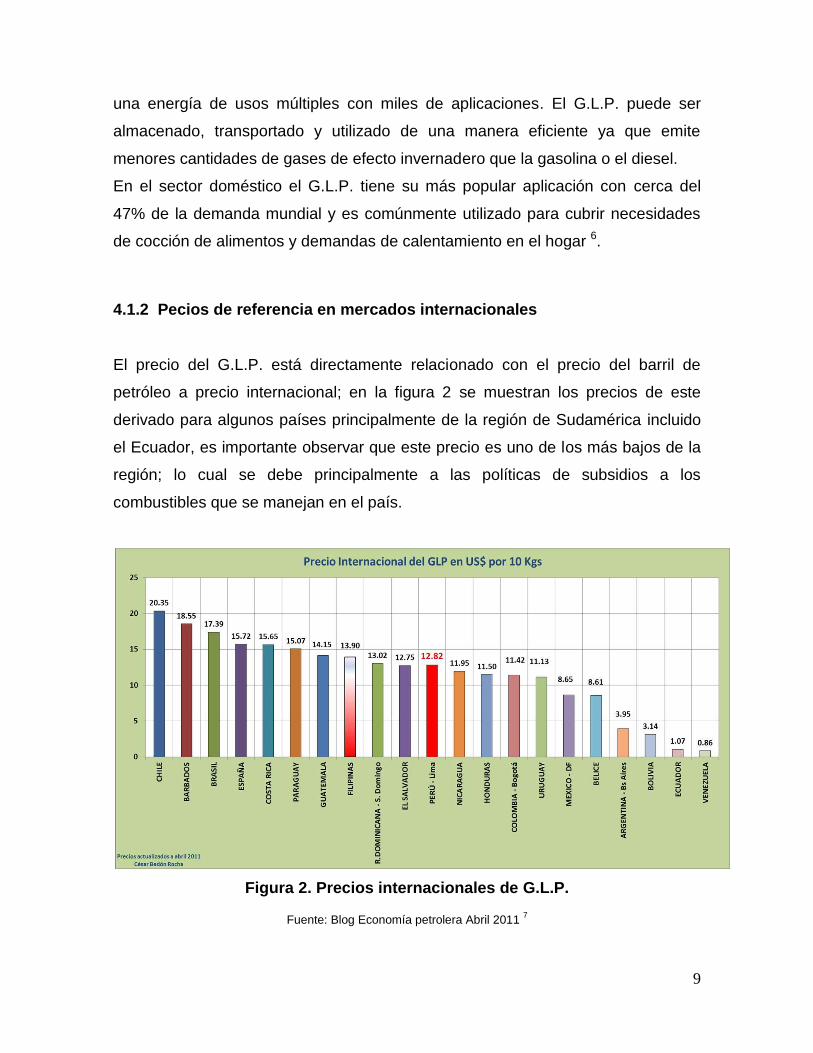
4.1.2 Pecios de referencia en mercados internacionales
El precio del G.L.P. está directamente relacionado con el precio del barril de
petróleo a precio internacional; en la figura 2 se muestran los precios de este
derivado para algunos países principalmente de la región de Sudamérica incluido
el Ecuador, es importante observar que este precio es uno de los más bajos de la
región; lo cual se debe principalmente a las políticas de subsidios a los
combustibles que se manejan en el país.
Figura 2. Precios internacionales de G.L.P.
Fuente: Blog Economía petrolera Abril 2011 7
10
4.2 Simulador ASPEN Plus
ASPEN Plus es un simulador que resuelve los balances de materia y energía, de
operaciones unitarias y procesos completos, además de tener numerosas
herramientas de optimización y de análisis de sensibilidad para procesos
químicos.
Este simulador está orientado a la industria química y petroquímica, refino de
petróleo, procesamiento de gas y aceites, combustibles sintéticos, generación de
energía, metales y minerales, industrias del papel y la pulpa, farmacéuticas y
biotecnología. ASPEN Plus modela y simula cualquier tipo de proceso en el cual
exista flujo de materia y energía de una unidad de proceso a otra.
El paquete de simulación se divide en tres bloques fundamentales:
Interfaz gráfica: Es el entorno gráfico de modelado; posee un sistema
experto que va guiando en la construcción de un modelo.
Propiedades físicas: Banco de datos con modelos termodinámicos y
propiedades de un gran número de componentes orgánicos, inorgánicos,
electrolitos y sólidos; posee las siguientes características:
- Bases de datos de componentes puros y específicos de cualquier
aplicación
- Sistemas de estimación para constantes de propiedades
- Bases de datos para parámetros de interacción binaria
- Sistemas de regresión de datos
- Sistemas para electrolitos
- Acceso a la base de datos termofísicos DECHEMA
Las propiedades se deben seleccionar según el tipo de componentes y
condiciones de operación de trabajo tales como mezclas ideales,
hidrocarburos y gases de hidrocarburos, mezclas no polares, mezclas
polares, aminas y petróleo.
Motor de simulación: Es el núcleo del programa que está escrito en
lenguaje Fortran, es el que soporta todo el modelo desde la lectura del

11
archivo de entrada que describe el proceso hasta su resolución por
algoritmos numéricos.
ASPEN Plus puede resolver el diagrama de flujo de tres maneras distintas: Como
simulador modular secuencial (SMS), como simulador orientado a ecuaciones
(SOE) y un tercer modo que comprende aspectos de los dos anteriores. De forma
esquemática, el SMS resuelve las ecuaciones equipo a equipo, dividiendo el
sistema de ecuaciones en módulos que corresponden a las diferentes operaciones
básicas. Secciona las corrientes, de modo que es necesario determinar las
variables que se han de iterar. Así, aunque ASPEN Plus ya selecciona dichas
corrientes mediante algoritmos que tiene implementados, el usuario también
puede escoger las variables a iterar. El SOE en cambio, resuelve el sistema de
forma simultánea 8,9.
Mayor detalle del uso del simulador podremos encontrarlo en los manuales citados
en la parte de Bibliografía.
4.2.1 Base de datos del simulador ASPEN Plus
ASPEN Plus almacena las propiedades físicas de un gran número de
componentes en algunas bases de datos; además de la base de datos estándar
del simulador es posible dar especificaciones para crear nuevos compuestos.
En la tabla 1 se muestra el contenido de las principales bases de datos existentes
en ASPEN Plus y además indica el contenido de cada una de ellas y el uso en la
simulación.

12
Tabla 1. Base de datos, contenido y uso de componentes
BASE DE DATOS
CONTENIDO
USOS
PURE 10 Parámetros de
componentes puros
en su mayoría
componentes
orgánicos
Base de datos para
componentes
primarios
AQUEOUS Parámetros de
componentes puros
para especies iónicas
y moleculares en
soluciones acuosas
Simulación que
contiene electrolitos
SOLIDOS Parámetros de
componentes puros
para electrolitos
fuertes, sales y otros
sólidos
Simulación que
contiene electrolitos
y sólidos
INORGANICOS Parámetros de
componentes
inorgánicos puros
Sólidos, electrolitos y
aplicaciones
metalúrgicas
COMBUST
Parámetros de
componentes puros
para productos de
combustión
incluyendo radicales
libres
Cálculos en fase gas y
a altas temperaturas
Fuente: ASPEN Plus user guide
10
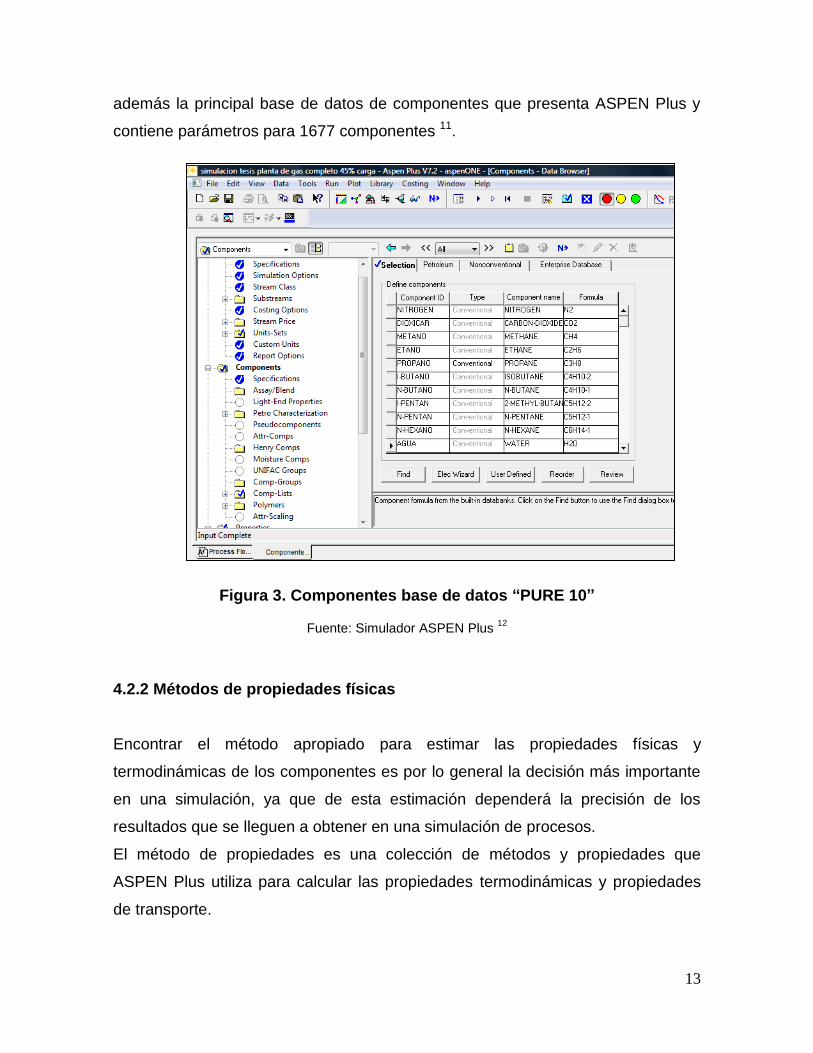
Para el presente caso de estudio los compuestos de interés que son hidrocarburos
ligeros desde metano hasta hexano además de dióxido de carbono, nitrógeno y
agua, están en la base de datos denominada “PURE 10”, (ver figura 3) que es
13
además la principal base de datos de componentes que presenta ASPEN Plus y
contiene parámetros para 1677 componentes 11.
Figura 3. Componentes base de datos “PURE 10”
Fuente: Simulador ASPEN Plus 12
4.2.2 Métodos de propiedades físicas
Encontrar el método apropiado para estimar las propiedades físicas y
termodinámicas de los componentes es por lo general la decisión más importante
en una simulación, ya que de esta estimación dependerá la precisión de los
resultados que se lleguen a obtener en una simulación de procesos.
El método de propiedades es una colección de métodos y propiedades que
ASPEN Plus utiliza para calcular las propiedades termodinámicas y propiedades
de transporte.

14
Las propiedades termodinámicas son:
Coeficientes de fugacidad (Valor K)
Entalpía
Entropía
Energía libre de Gibbs
Volumen.
Las propiedades de transporte son:
Viscosidad
Conductividad térmica
Coeficiente de difusión
Tensión superficial.
El simulador ASPEN Plus incluye un gran número de método de propiedades que
pueden ser suficientes para la mayoría de las aplicaciones; sin embargo ASPEN
Plus permite crear nuevos métodos de propiedades según los requerimientos de la
simulación a realizarse. Los métodos de propiedades disponibles en el simulador
se dividen en: método ideal de propiedades, métodos de propiedades basadas en
ecuaciones de estado, método de propiedades con coeficientes de actividad y
método de propiedades para sistemas especiales 10.
4.2.2.1 Método de propiedades recomendado para diferentes aplicaciones de
la industria del petróleo
La guía del usuario de ASPEN Plus recomienda para las diferentes aplicaciones
de la industria petrolera y petroquímica los métodos mostrados en las figuras 4, 5,
6 y 7 detalladas a continuación.

15
Figura 4. Método de propiedades para producción de petróleo y gas
Fuente: ASPEN Plus User Guide10
Figura 5. Método de propiedades para refinación
Fuente: ASPEN Plus User Guide10
Figura 6. Método de propiedades para procesamiento de gas
Fuente: ASPEN Plus User Guide10

16
Figura 7. Método de propiedades para procesos petroquímicos
Fuente: ASPEN Plus User Guide10
Considerando la recomendación de la guía del usuario para ASPEN Plus de la
figura 6 (procesos criogénicos) y realizando el análisis mostrado en la figura 8 se
llegó a determinar que el mejor método de propiedades para realizar la simulación
del proceso criogénico de la Planta de Gas es utilizar la ecuación de estado de
Peng-Robinson.
Figura 8. Guía para determinar el método de propiedades
Fuente: ASPEN Plus User Guide10

17
bVbbVV
a
bV
RTP
mmmm
4.2.2.2 Ecuación de estado de Peng-Robinson
El método de propiedades utilizado en el presente trabajo es la ecuación estándar
de Peng-Robinson asociado con las volatilidades relativas estándar (); este
método es recomendado para proceso de transformación de hidrocarburos como:
procesamiento del gas, refinación y procesos petroquímicos.
Peng-Robinson es usado para mezclas no polares y medianamente polares como
por ejemplo mezclas de hidrocarburos y gases ligeros como dióxido de carbono,
sulfuro de hidrógeno e hidrógeno.
Este método de propiedades es particularmente apropiado para sistemas que
operan a altas temperaturas y presiones como lo es el procesamiento de
hidrocarburos y extracciones supercríticas 11,13.
La ecuación de estado para este modelo es:
Ec. 4.2.2.2-1
Donde:
Ec. 4.2.2.2-2
Ec. 4.2.2.2-3
Los parámetros de los componentes puros para la ecuación de estado de
Peng-Robinson son calculados de la siguiente manera:
T
kTkkk
PcTcfb
wPcTcTfa
kaaxxa
bxb
ij
ijijij
iii
iiii
i j
ijjiji
i
ii
)3(
)2()1(
5,0
,
,,,
1

18
Ec. 4.2.2.2-4
Ec.4.2.2.2-5
Las expresiones anteriores se obtienen aplicando las restricciones críticas para la
ecuación de estado bajo la siguiente condición:
Ec. 4.2.2.2-6
El parámetro es una función de la temperatura que fue introducido originalmente
por Soave en la ecuación de estado de Redlich-Kwong; este parámetro mejora la
correlación de la presión de vapor del componente puro. Esta aproximación fue
adoptada también por Peng-Robinson de la siguiente forma:
Ec. 4.2.2.2-7
El parámetro mi puede ser correlacionado con el factor acéntrico () con la
siguiente expresión:
Ec.4.2.2.2-8
Con todas las expresiones anteriores queda definido el método de propiedades
para la ecuación de estado de Peng-Robinson 11.
i
ii
i
iii
Pc
RTcb
Pc
TcRa
07780,0
45724,022
0,1ii Tc
2
2
1
11
iii TrmT
226992,054226,137464,0 iiim

19
4.2.3 Modelos de unidades de operación de ASPEN Plus
Los modelos de unidades de operación son utilizados para representar los equipos
que conforman una unidad de proceso y son necesarios para realizar la simulación
de cualquier unidad o proceso de una planta. Los principales modelos disponibles
en el simulador se muestran en la figura 9.
Figura 9. Modelos de unidades de operación
Fuente: ASPEN Plus User Guide 10

20
Para el desarrollo del presente trabajo se utilizaron los siguientes modelos de
unidades de operación:
MIXER (Mezclador)
Los mezcladores combinan 2 o más corrientes de entrada (materia, calor o
trabajo) y se obtiene una corriente de salida; si se mezclan corrientes de
materia se tiene la opción de colocar una corriente de salida de agua
decantada que permite que la corriente principal esté libre de agua; además
este modelo permite especificar la presión de la corriente de salida o la caída
de presión en el mezclador.
El modelo de mezclador determina la temperatura y las condiciones de fase en
que se encuentra la corriente de salida realizando un cálculo de fases en
equilibrio de un flash adiabático sobre la composición de las corrientes de
alimentación.
FSPLIT (Divisor)
El divisor permite dividir una corriente de entrada (masa, calor o trabajo) en dos
o más corrientes de salida; todas estas corrientes tienen la misma composición
y propiedades. Se debe especificar en este modelo todas las corrientes de
salida menos una, ya que el simulador lo determina sin especificar. Al igual que
en un mezclador se puede definir la presión de salida o la caída de presión en
el divisor.
SEPARADORES
El modelo SEP combina las corrientes de alimentación y divide las corrientes
de salida de acuerdo a las especificaciones dadas; cuando los detalles de la
separación son desconocidos o no tienen mucha importancia se puede utilizar
este modelo, caso contrario se debe de utilizar un modelo de separación más
riguroso.
21
El modelo FLASH 2 determina la fase y las condiciones térmicas de una
mezcla con una o más corrientes de alimentación. Es posible generar curvas
de calentamiento o enfriamiento de este modelo. El modelo flash representa
una sola etapa de separación; se realiza el cálculo de una fase de equilibrio
(líquido-vapor) en base a las especificaciones dadas.
Este modelo permite realizar cálculos para un flash adiabático, isotérmico e
isobárico y además permite determinar el punto de burbuja y punto de rocío.
En general se deben de fijar por lo menos dos de las siguientes condiciones
termodinámicas para resolver el modelo.
- Temperatura
- Presión
- Carga térmica
- Fracción de vapor
INTERCAMBIADORES DE CALOR
Todos los intercambiadores de calor determinan las condiciones térmicas y de
fase de una mezcla con una o más corrientes de entrada. Los modelos de
intercambiador permiten simular el rendimiento de intercambio de energía de
dos o más corrientes; entre estos modelos los utilizados en este trabajo son:
- HEATER
Este tipo de modelo utiliza una corriente de alimentación al intercambiador y
permite realizar los siguientes cálculos ya sea en una sola fase o multifase:
- Cálculo del punto de burbuja o rocío.
- Adicionar o remover cualquier cantidad de energía especificada en la
carga térmica del modelo.
- Especificar la temperatura de calentamiento o enfriamiento a la salida
del intercambiador.
- Determinar la carga necesaria de enfriamiento o calentamiento para
obtener una fracción de vapor deseada a la salida del intercambiador.
22
El modelo da como resultado una corriente de salida y tiene la opción de
adicionar una corriente de agua decantada. La especificación de la carga
energética al intercambiador puede ser definida por la corriente caliente de
otro bloque; además se puede utilizar el modelo para cambiar las
condiciones termodinámicas de una corriente.
- HEATX
El modelo permite realizar cálculos mediante métodos cortos o por detalle
de un intercambiador que tiene dos corrientes de entrada al mismo; la
principal diferencia entre estos dos métodos de cálculo es el procedimiento
de cálculo del coeficiente global de transferencia de calor.
En el método corto el usuario especifica el valor del coeficiente global de
transferencia de calor o el simulador toma un valor por “default”.
En el método detallado el cálculo de transferencia de calor es riguroso y se
realiza utilizando coeficientes de película, combinando las resistencias de
película de lado tubo y carcasa con la resistencia de la pared del material
para calcular el coeficiente global de transferencia de calor; para aplicar
este método es necesario saber a detalle la geometría del intercambiador
de calor.
Para utilizar el modelo “HeatX” se deben especificar las corrientes fría y
caliente de entrada al intercambiador y una de las siguientes
especificaciones:
- Temperatura de salida o el cambio de temperatura de la corriente fría
o caliente.
- Fracción de vapor de la corriente fría o caliente.
- Carga energética del intercambiador.
- Área de transferencia de calor.
- Temperatura de aproximación a la corriente fría o caliente en la
salida del intercambiador.

23
COLUMNAS
Para el modelo de columnas ASPEN Plus tiene modelos para realizar cálculos
basados en métodos cortos y un cálculo riguroso de la separación multietapa;
en este trabajo se realizó la simulación con el modelo riguroso denominado
RADFRAC, el mismo que se detalla a continuación.
- RADFRAC
Este es un modelo riguroso para la simulación de todo tipo de operaciones
de fraccionamiento multietapa de equilibrio líquido-vapor. Además de la
destilación este modelo puede ser utilizado para simulaciones como:
- Absorción
- Despojamiento
- Destilación extractiva y azeotrópica
RADFRAC puede modelar columnas donde existen dos fases líquidas y
ocurren diferentes reacciones químicas en dichas fases, además este
modelo puede simular precipitaciones de sales.
El modelo RADFRAC puede operar en modo de simulación y en modo de
diseño.
En el modo de simulación el modelo calcula la temperatura, el flujo y
perfiles en fracción molar; este perfil está basado en parámetros
especificados en la columna como la relación de reflujo, el flujo de destilado
o fondos y las cargas de energía. Todas las especificaciones de la columna
pueden estar en unidades de masa, moles o unidades de volumen
estándar; además se puede especificar los componentes y la eficiencia de
las etapas.
MODIFICADORES DE PRESIÓN
En los modelos de bombas y compresores se necesita como requisito conocer
la potencia del equipo para lograr un cambio en la presión, o especificar la
presión de salida y el simulador calculará la potencia requerida.

24
El modelo de bomba permite simular una bomba o una turbina hidráulica y
calcula ya sea la potencia requerida en el caso de la bomba o la energía
producida en el caso de la turbina.
El modelo de compresor puede simular: compresor politrópico, compresor
politrópico de desplazamiento positivo, compresor isoentrópico, turbina
isoentrópica. Ambos modelos pueden calcular la potencia requerida dando
como especificación la presión de salida, o especificada la potencia determinar
la presión de salida.
Cuando sólo se requiere realizar cambios de presión se utilizará el modelo de
válvula; este modelo calcula la caída de presión o el coeficiente (Cv) para una
válvula de control 10.

25
5. METODOLOGÍA
5.1 Caso de estudio
Actualmente, al no ser posible hacer grandes inversiones en la Planta de Gas
para la modernización de ciertos equipos del proceso por la situación económica
del país, y por existir proyectos de construcción de nuevos centros de refinación,
es necesario realizar un análisis de las condiciones en las que opera la Planta de
Gas, con la finalidad de optimizar aquellas variables que tienen un mayor efecto
en el proceso criogénico para obtener una mayor recuperación de propano y así
incrementar la producción de G.L.P.
Es importante considerar que la corriente de gas residual que es un subproducto
del proceso criogénico se utiliza como gas de combustión en hornos, calderas,
turbinas y generadores eléctricos y además el remanente de este gas es enviado
a quemarse en un equipo denominado “TEA”; por lo que es importante disminuir la
cantidad de propano que sale en esta corriente. Al realizar la optimización de las
variables de operación de la Planta de Gas, la composición de propano en el gas
residual será un parámetro muy importante para la evaluación.
En la tabla 2 se muestra una cromatografía de gases realizada por el laboratorio
del control de calidad del Complejo Industrial Shushufindi de la corriente de gas
residual en las condiciones actuales de operación.
Tabla 2. Cromatografía de gas residual
Fuente: Laboratorio de Control de Calidad (C.I.S.) 14

26
Como se puede observar en esta cromatografía de gases el porcentaje de
propano que es enviado en la corriente de gas residual es considerable, razón por
la cual es necesario determinar las mejores condiciones del proceso que permitan
la recuperación de este propano y así incrementar la producción de G.L.P.
5.1.1 Descripción del proceso criogénico de Planta de Gas
El proceso criogénico de la Planta de Gas tiene como objetivo principal la
producción de gas licuado de petróleo (G.L.P.); además de este derivado se
obtienen como subproductos gasolina natural y gas residual. Este proceso consta
de las siguientes etapas:
Sistemas de entrada de gases y líquidos
El gas asociado (gas) y los hidrocarburos licuables (líquidos) se reciben desde los
campos de producción de petróleo en la Planta de Gas por diferentes tuberías;
cada corriente pasa a un pre enfriamiento con el objetivo fundamental de
condensar la mayor cantidad de agua contenida en la carga para su posterior
eliminación en el separador de entrada y la condensación de un volumen adicional
de hidrocarburo.
Pre enfriamiento de gas de entrada
La carga de gas a la entrada de la planta se enfría inicialmente en un
intercambiador de tubo y carcasa (GE-001) utilizando como medio de enfriamiento
agua proveniente de la torre de enfriamiento a una temperatura de 32 °C, la cual
fluye por el interior de los tubos; en este intercambiador la corriente de gas se
enfría de 49 °C a 38 °C y posteriormente pasa a otro intercambiador de tubo y
carcasa (GE-002) donde complementa su enfriamiento de 38 °C a 27 °C; por el
lado de la carcasa fluye propano a 8 °C que se utiliza como medio refrigerante.
Con este pre enfriamiento de la carga de gas se consigue una condensación
adicional de hidrocarburos de alrededor 50 gpm (galones por minuto); esta
corriente de gas es enviada al separador de entrada.

27
Pre enfriamiento de líquidos de entrada
Con el propósito descrito en el pre enfriamiento de gas, el líquido de carga es
enfriado contra la corriente de gas residual en dos intercambiadores en serie de
tubo y carcasa (GE-003 A/B); por el lado de la caracas fluye el líquido de carga y
por el lado de los tubos fluye el gas residual, alimentado a una temperatura de
15 °C.
En este equipo el líquido de carga se enfría de 49 °C a 27 °C, mientras que el gas
residual se calienta de 15 °C a 40 °C; la corriente de líquido entra al separador de
entrada.
Separador de gas de entrada
El separador de gas de entrada (GV-1601) es un recipiente horizontal diseñado
a 710 psig de presión y 65,6 °C de temperatura; la función principal de este equipo
es separar el agua, los hidrocarburos líquidos y el gas; el agua es retirada por el
sumidero colocado en la parte inferior del separador; los hidrocarburos líquidos
salen del separador por la parte inferior y son bombeados hacia el separador de
fases, que es un recipiente que utiliza medios coalescentes para la separación de
agua. El gas sale por la parte superior del separador y pasa a través del separador
de nieblas que tiene la finalidad de retener cualquier gota de líquido que fuera
arrastrada por el gas, para así proteger los tamices moleculares de los
deshidratadores de gas.
Deshidratación del gas de entrada
El gas que entra en la planta debe ser deshidratado debido a las bajas
temperaturas a las que será finalmente sometido; la humedad que entre en la
planta se quedará en los equipos que operan a bajas temperaturas pudiendo
llegar a formar hidratos y causar problemas de taponamiento, razón por la cual
este proceso de deshidratación es de suma importancia en la operación normal de
la planta.

28
La deshidratación se realiza en dos torres deshidratadoras (GV-1603/04) que
operan en paralelo, ya que mientras una torre deshidrata el gas la otra se
encuentra en la etapa de regeneración de tamiz molecular. Los tamices
moleculares adsorbentes usados en este sistema son de material sintético; sin
embargo, su estructura es suficientemente parecida a algunos minerales para ser
clasificados como zeolitas. Los tamices moleculares son silicatos de aluminio
cristalino que han sido activados para realizar el proceso de deshidratación. El
agua contenida en la corriente de gas de entrada es adsorbida en los inter
espacios del tamiz molecular con sus innumerables cavidades y su gran superficie
de contacto. Los procesos de evacuación (regeneración) y relleno (deshidratación)
de las cavidades de los tamices moleculares pueden ser repetidos durante mucho
tiempo, bajo condiciones favorables.
El tamaño del recipiente, el peso de los tamices moleculares cargados en cada
uno, el caudal de regeneración y el tiempo del ciclo (tiempo durante el cual cada
deshidratador puede deshidratar el volumen total de diseño de gas de entrada)
han sido calculados para una operación óptima y alargar así al máximo la vida del
tamiz molecular.
Deshidratación del líquidos de entrada
La corriente de líquidos que entra a la planta debe ser deshidratada por la misma
razón expuesta anteriormente. Para la deshidratación de la corriente líquida se
utiliza el mismo fundamento que para la deshidratación de gas; la planta de gas
posee cuatro torres de deshidratación (GV-1605/06 y GV-1626/27), de manera
que mientras dos están deshidratando las otras dos torres están regenerando el
tamiz molecular.
Sistema de filtros de polvos
Estos filtros son de doble canasta; cada filtro cuenta con dos elementos, mientras
el uno está en línea, el otro puede ser revisado durante la operación; el objetivo de
estos filtros es retener el polvo de tamiz molecular que pudiese ser arrastrado

29
desde los deshidratadores, para evitar problemas de taponamiento en los
intercambiadores de placas del sistema de enfriamiento.
Refrigeración
Luego de la deshidratación los gases y líquidos se combinan y se dividen en dos
corrientes que van a dos intercambiadores de placas de alta eficiencia.
El intercambiador de menor capacidad (intercambiador gas-gas GE-1501) utiliza
como medio refrigerante gas a baja temperatura proveniente del separador frío y
para el de mayor capacidad (intercambiador gas-líquido GE-1502) utiliza líquido
proveniente del mismo separador. El 27% de la corriente de la mezcla de gas y
líquido va hacia el intercambiador gas-gas en el que la temperatura baja de 30 °C
a -30 °C y el restante 73% va hacia el intercambiador gas-líquido en el que la
temperatura desciende hasta -30 °C. Las dos salidas de los intercambiadores van
hacia un intercambiador de tubo y carcasa (GE-1503); por el lado carcasa fluye
propano como medio refrigerante (cuyo proceso será detallado a continuación)
para disminuir la temperatura de la corriente que fluye por los tubos de - 30 °C a
- 40 °C, permitiendo así la licuefacción de propanos y butanos. Seguidamente la
corriente gas-líquido va hacia el separador frío (GV-1607) en el cual se separa la
fase gaseosa (C1, C2, CO2, N2) y la fase líquida (C3, C4, C5, C6); este separador
frío está diseñado para trabajar a 535 psig y - 40 °C.
Sistema de refrigeración con propano
La temperatura del gas de entrada debe ser reducida a - 40 °C para condensar y
recuperar los componentes deseados contenidos en el gas. La temperatura es
disminuida usando un sistema exterior de refrigeración utilizando propano como
medio refrigerante. Este sistema de refrigeración se utiliza también para
condensar una fracción de la corriente de gases de cabeza de la torre
de-etanizadora para el reflujo requerido en dicha torre de separación.
El sistema de refrigeración es un circuito cerrado; el gas y líquido de entrada así
como los gases de cabeza de la torre de-etanizadora vaporizan el propano líquido
que fluye por el lado de la carcasa del intercambiador de calor de la corriente
30
gas-líquido (GE-1503) hacia el separador frío y del intercambiador de calor de la
corriente de salida de los gases del domo de la torre de-etanizadora (GE-1504C);
las condiciones del propano a la salida de estos intercambiadores son 14,7 psig
y - 40 °C.
Los vapores de propano fluyen hacia el sistema de compresión (GC-1101) donde
se comprimen a 247 psig. El propano comprimido es condensado y enfriado en
enfriadores por aire (GA-1906) y en intercambiadores de tubo y carcasa
(GE-1906/07 y GE-1511) hasta una temperatura de 37 °C para luego ser enviado
a un tanque igualador de presiones (GV-1617) y posteriormente a un recipiente
denominado economizador (GV-1616), que con una válvula controladora de nivel
provoca una caída de presión de 74 psig, con lo que la temperatura disminuye de
37 °C a 9 °C. El vapor producido en este economizador va a la entrada de la
cuarta etapa de los compresores, mientras que el propano líquido es enviado a los
intercambiadores de la corriente gas-líquido y de la corriente de gases del domo
de la torre de-etanizadora y mediante una válvula de control de nivel, del lado de
la carcasa de estos intercambiadores se disminuye la presión a 14,7 psig con lo
que la temperatura disminuye a -40 °C.
Los vapores producidos en los intercambiadores de calor van al depurador de
succión (GV-1614) del sistema de compresión para finalmente ingresar a la
primera etapa de los compresores y así completar el circuito.
Separación de productos
El líquido proveniente del separador frío pasa al proceso de separación de sus
componentes, este proceso de separación consta de las siguientes etapas:
- Torre De-etanizadora (GV-1609)
Es un recipiente vertical de 84 pies de extremo a extremo, con dos secciones; la
inferior de 44 pies y diámetro interior de 66 plg, y la superior de 38,5 pies y
diámetro interior de 42 plg. La torre está formada por 36 platos Flexitrays de la
marca Koch Engineering Company. Los 17 platos de cabeza son de 42 plg de
paso único y los 19 platos del fondo de 66 plg son de doble paso.

31
El líquido del separador frío después de ser calentado en el GE-1502 es enviado
al intercambiador de calor GE-1511 para incrementar la temperatura de la
alimentación a la torre de-etanizadora. Antes de entrar a dicha torre la corriente
del separador frío se une con la corriente del líquido saliente de los
deshidratadores GV-1626/27; esta alimentación tiene una temperatura de 32.7 °C,
una presión de 461 psig, y una fracción de vapor de 0.44; en estas condiciones se
alimenta a la torre en el plato 19.
La función de la torre de-etanizadora es separar, por fraccionamiento, el metano y
etano del propano y los componentes pesados, contenidos en la alimentación de
la columna. Pequeñas cantidades de propano saldrán por la cabeza de la
columna, pero esta cantidad debería ser mínima y es un factor de control de la
torre de-etanizadora.
El metano, etano y algunos vapores de propano salen por la parte alta de la torre y
van hacia el condensador de reflujo GE-1504C y luego al acumulador GV-1610.
- Torres Debutanizadoras (GV-1611 y GV-1624)
El flujo de fondo de la torre de-etanizadora, se divide en dos corrientes iguales que
ingresan a cada una de las torres debutanizadoras en el plato 19 a una
temperatura de 80 °C. Las torres debutanizadoras son torres verticales de 75 pies
de altura y 48 plg de diámetro interior; tienen 33 platos Flexitrays de paso único
de la marca Koch Engineering Company.
La función de las torres debutanizadoras es separar, por fraccionamiento, el
propano y el butano de los componentes más pesados contenidos en la corriente
de alimentación de la columna. Pequeñas cantidades de butano se deja salir por la
base de las columna con la corriente de gasolina; sin embargo, el butano presente
en el fondo deberá ser mínimo. La cantidad de butano en la salida de la base de
las columnas es un factor de control para las torres debutanizadoras.
Los vapores de propano y el butano salen por la cabeza de cada una de las torres
debutanizadoras y pasan respectivamente a través de los condensadores de
reflujo GA-1903 y GE-1510 y por los condensadores GA-1907 y GE-1509.
Todos los vapores de cabeza se condensan y el líquido va al acumulador de

32
reflujo GV-1612 y GV-1621 respectivamente. Los condensadores de reflujo
GA-1903 y GA-1907 son aero-enfriadores mientras que GE-1511 y GE-1509 son
intercambiadores de calor de tubo y carcasa que utilizan agua como medio
refrigerante.
Todos los gases de cabeza de cada una de las torres debutanizadoras son
condensados y el caudal total de líquido se divide en dos corrientes; una como
reflujo a las torres y otra constituye la producción total G.L.P. (propano y butano)
que es enviada a través del enfriador de producto GE-1908 y GE-1909
respectivamente hacia las esferas de almacenamiento de G.L.P.
Los intercambiadores de calor GE-1908 y GE-1909 son intercambiadores de tubo
y caracas que utilizan agua como medio refrigerante.
El líquido del fondo de las torres es enviado a través de dos aero-enfriadores
GA-1904 y GA-1905 para cada una de las corrientes de las torres hacia los
tanques de almacenamiento gasolina natural 4.
En la figura 10 se muestra un diagrama de flujo del proceso criogénico de la
Planta de Gas del Complejo Industrial Shushufindi.

33
Figura 10. Diagrama de flujo Planta de Gas
34
5.1.2 Metodología para simulación de proceso criogénico de Planta de Gas
utilizando ASPEN Plus.
Para la simulación del proceso criogénico en ASPEN Plus se realizó el siguiente
procedimiento.
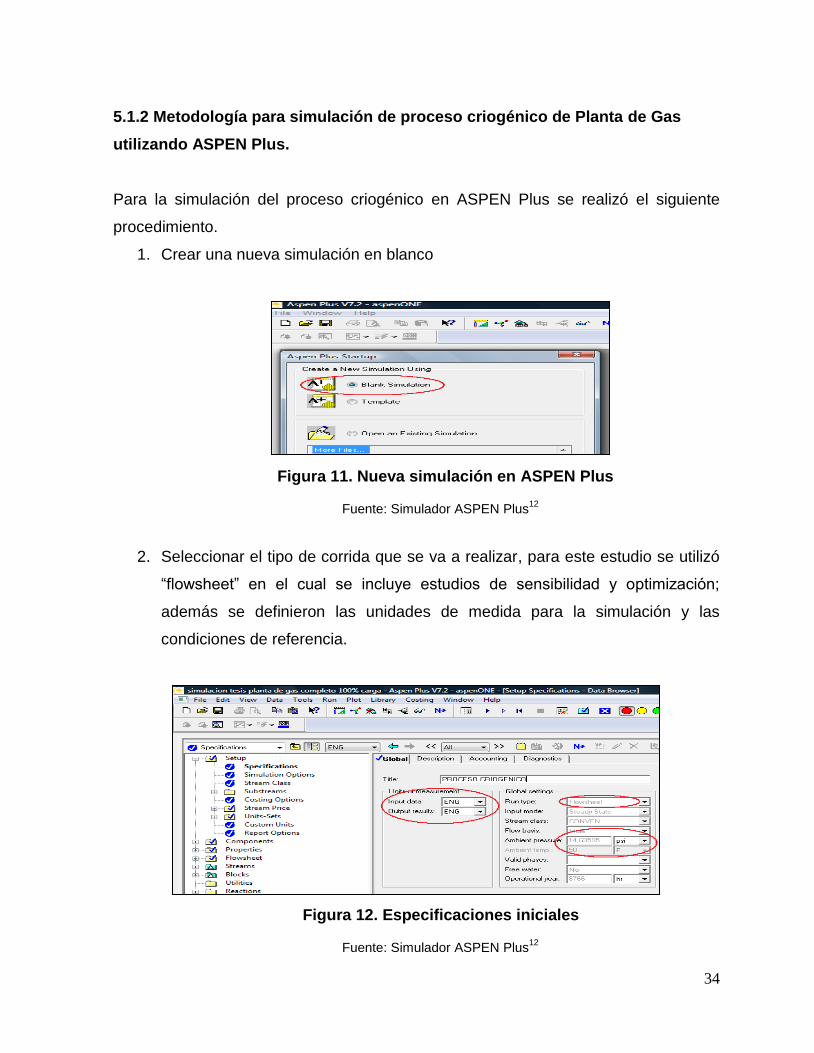
1. Crear una nueva simulación en blanco
Figura 11. Nueva simulación en ASPEN Plus
Fuente: Simulador ASPEN Plus12
2. Seleccionar el tipo de corrida que se va a realizar, para este estudio se utilizó
“flowsheet” en el cual se incluye estudios de sensibilidad y optimización;
además se definieron las unidades de medida para la simulación y las
condiciones de referencia.
Figura 12. Especificaciones iniciales
Fuente: Simulador ASPEN Plus12
35
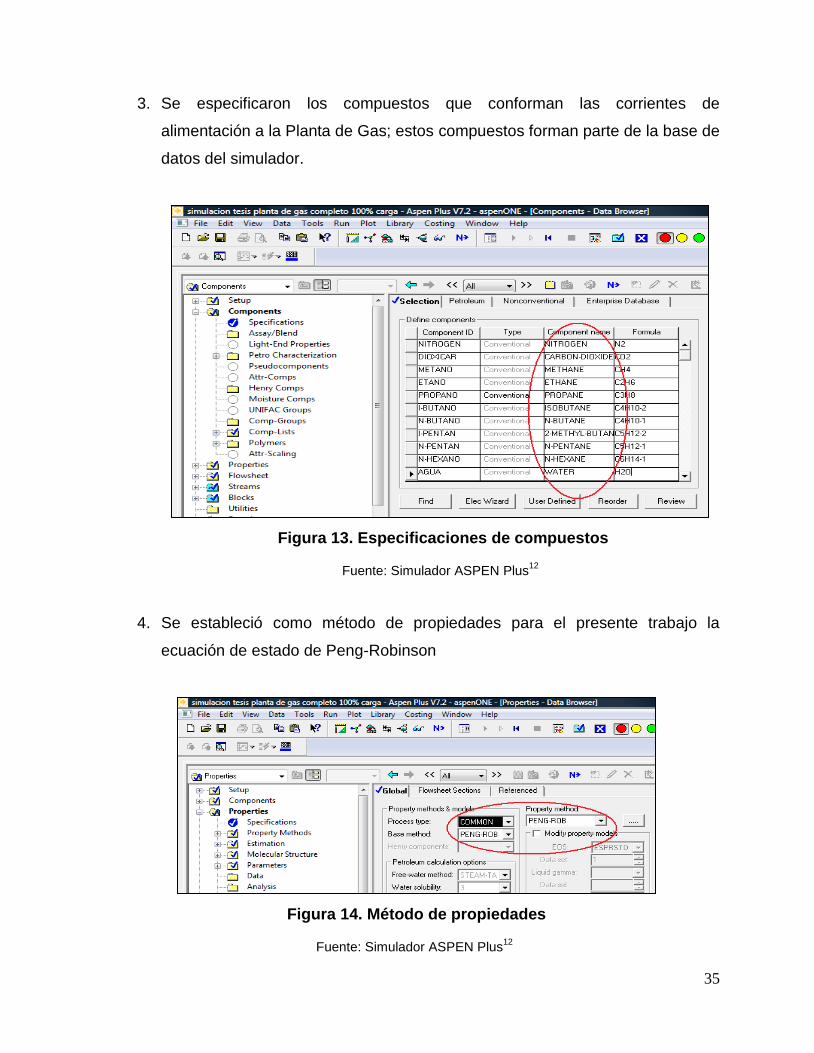
3. Se especificaron los compuestos que conforman las corrientes de
alimentación a la Planta de Gas; estos compuestos forman parte de la base de
datos del simulador.
Figura 13. Especificaciones de compuestos
Fuente: Simulador ASPEN Plus12
4. Se estableció como método de propiedades para el presente trabajo la
ecuación de estado de Peng-Robinson
Figura 14. Método de propiedades
Fuente: Simulador ASPEN Plus12
36
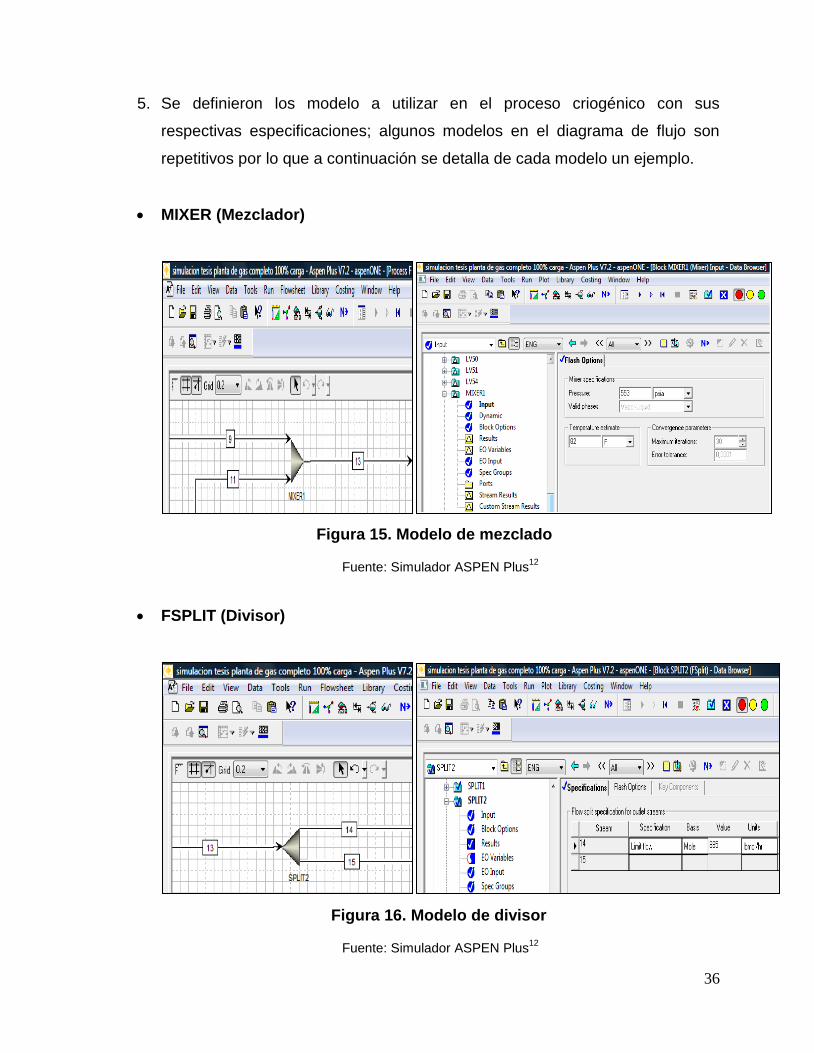
5. Se definieron los modelo a utilizar en el proceso criogénico con sus
respectivas especificaciones; algunos modelos en el diagrama de flujo son
repetitivos por lo que a continuación se detalla de cada modelo un ejemplo.
MIXER (Mezclador)
Figura 15. Modelo de mezclado
Fuente: Simulador ASPEN Plus12
FSPLIT (Divisor)
Figura 16. Modelo de divisor
Fuente: Simulador ASPEN Plus12

37
MODELO “HEATER”
Figura 17. Modelo “Heater”
Fuente: Simulador ASPEN Plus12
MODELO “HEATX”
Figura 18. Modelo “Heatx”
Fuente: Simulador ASPEN Plus12

38
MODELO FLASH2
Figura 19. Modelo Flash2
Fuente: Simulador ASPEN Plus12
MODELO SEP
Figura 20. Modelo Sep
Fuente: Simulador ASPEN Plus12

39
MODELO “VALVE” (Válvula)
Figura 21. Modelo “Valve”
Fuente: Simulador ASPEN Plus12
MODELO “PUMP” (Bomba)
Figura 22. Modelo “Pump”
Fuente: Simulador ASPEN Plus12

40
MODELO “COMPR” (Compresor)
Figura 23. Modelo “Compr”
Fuente: Simulador ASPEN Plus12
41
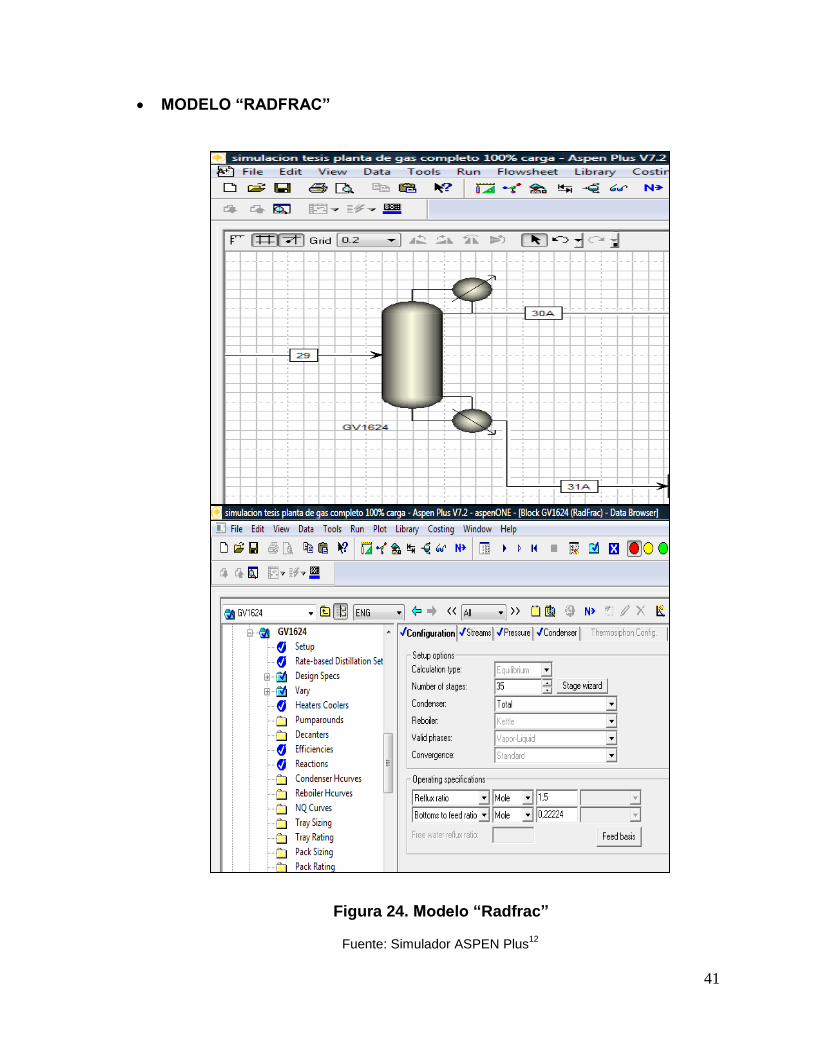
MODELO “RADFRAC”
Figura 24. Modelo “Radfrac”
Fuente: Simulador ASPEN Plus12
42
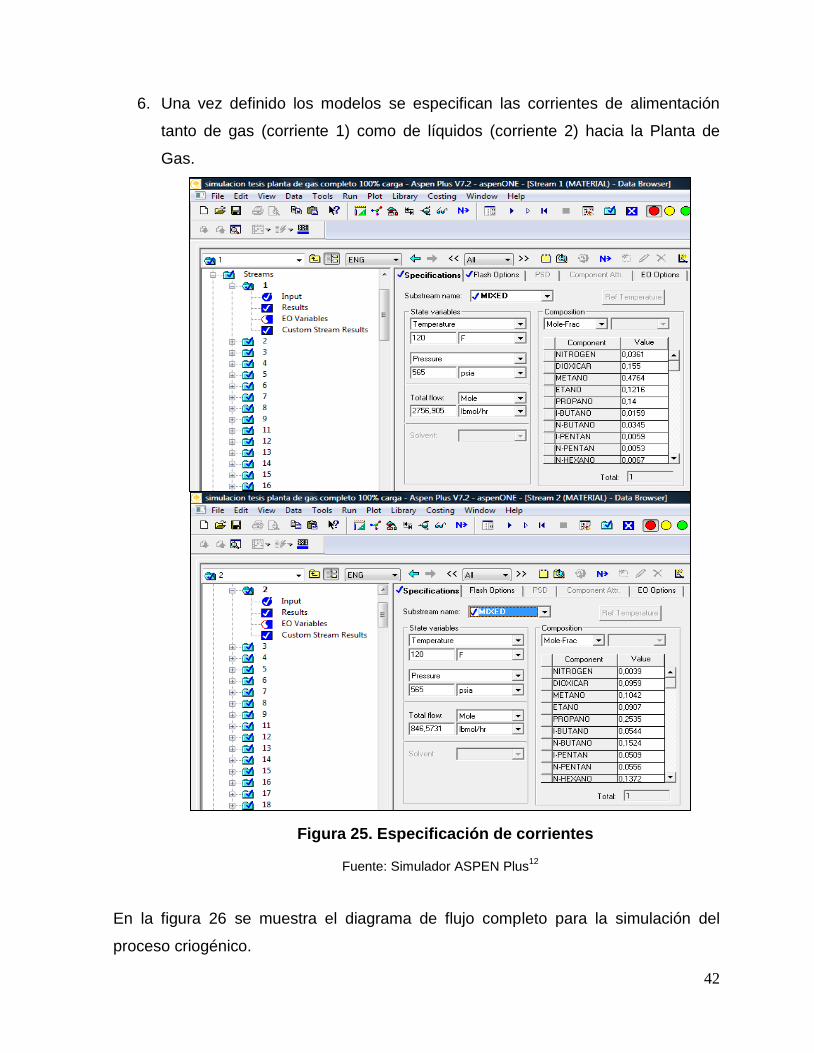
6. Una vez definido los modelos se especifican las corrientes de alimentación
tanto de gas (corriente 1) como de líquidos (corriente 2) hacia la Planta de
Gas.
Figura 25. Especificación de corrientes
Fuente: Simulador ASPEN Plus12
En la figura 26 se muestra el diagrama de flujo completo para la simulación del
proceso criogénico.
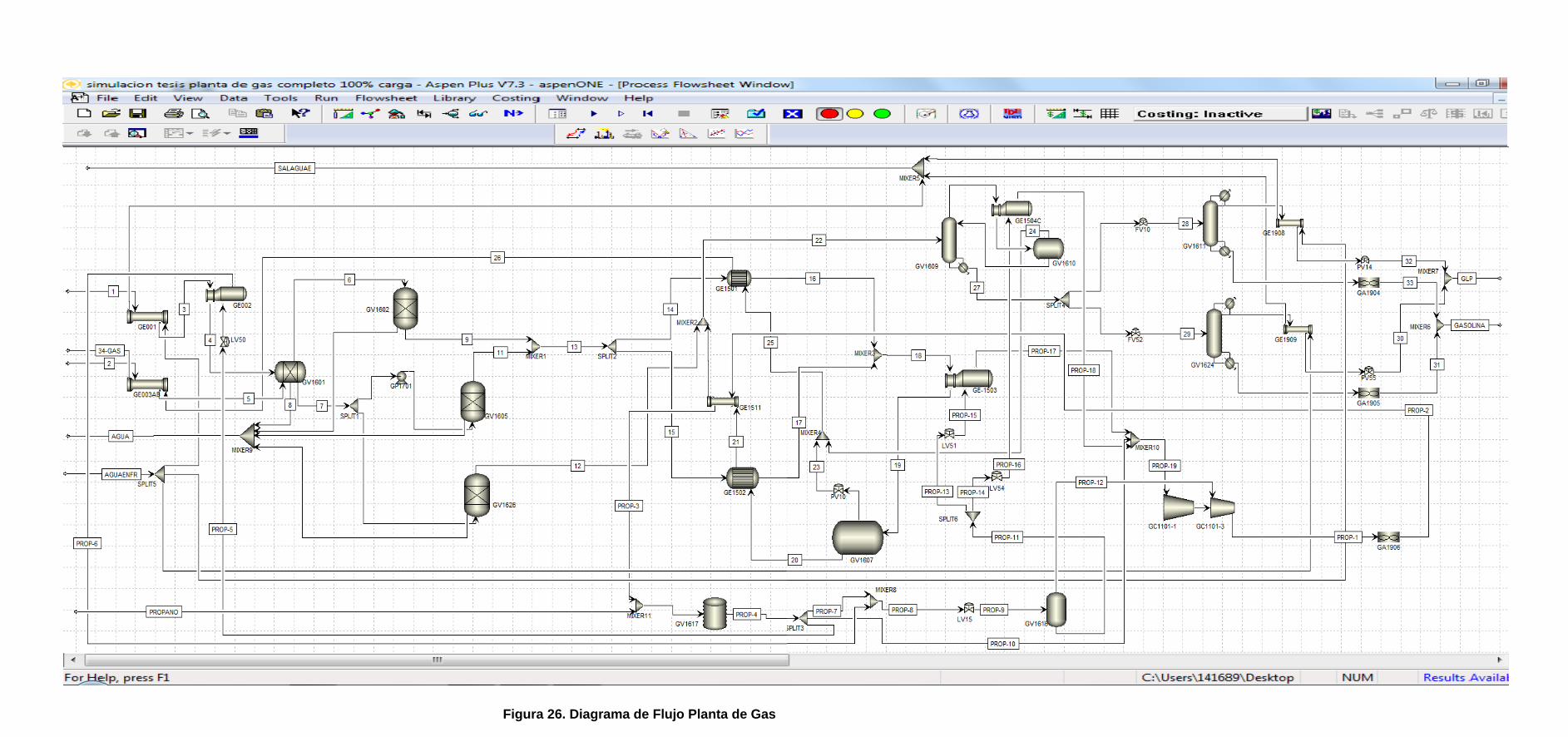
43
Figura 26. Diagrama de Flujo Planta de Gas
44
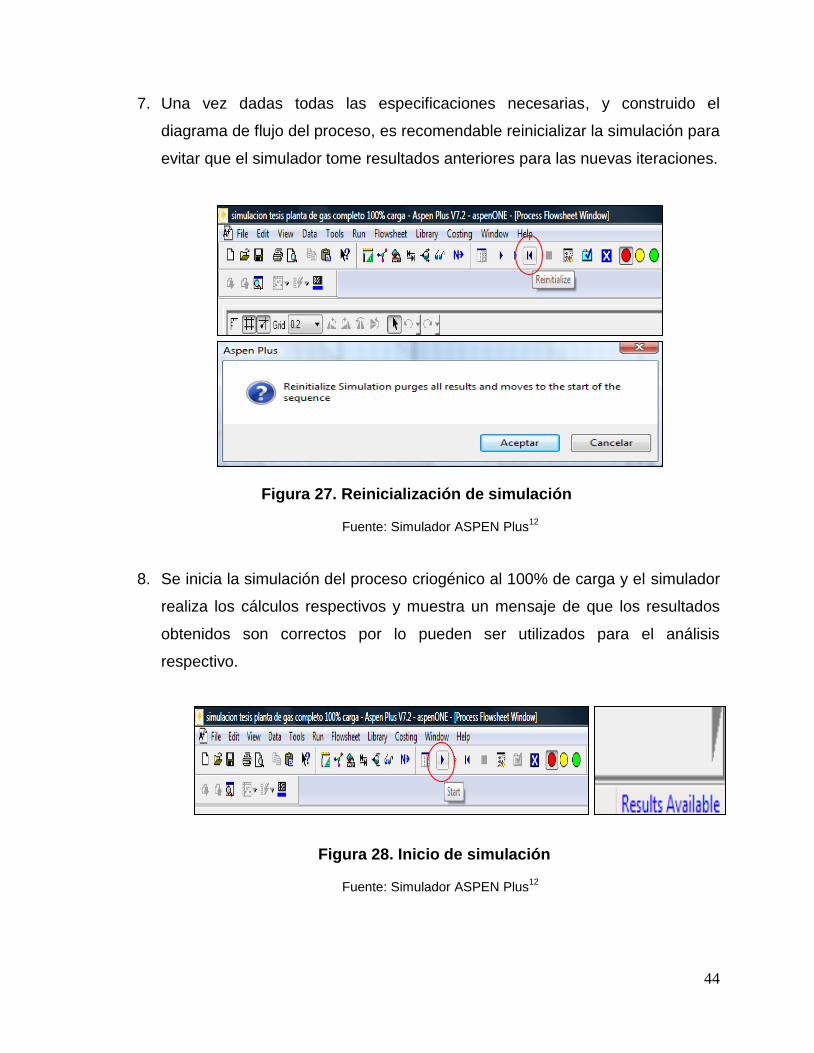
7. Una vez dadas todas las especificaciones necesarias, y construido el
diagrama de flujo del proceso, es recomendable reinicializar la simulación para
evitar que el simulador tome resultados anteriores para las nuevas iteraciones.
Figura 27. Reinicialización de simulación
Fuente: Simulador ASPEN Plus12
8. Se inicia la simulación del proceso criogénico al 100% de carga y el simulador
realiza los cálculos respectivos y muestra un mensaje de que los resultados
obtenidos son correctos por lo pueden ser utilizados para el análisis
respectivo.
Figura 28. Inicio de simulación
Fuente: Simulador ASPEN Plus12

45
9. Con los resultados obtenidos se procede a realizar el análisis para validar la
simulación respecto a los datos de diseño y poder utilizar el modelo
modificando las condiciones de alimentación al 45% de carga y cambiando los
coeficientes globales de transferencia de calor de diseño por los coeficientes
de servicio en los intercambiadores de calor utilizados en el proceso
criogénico.
10. Se repite el procedimiento 7 y 8 para las nuevas condiciones de simulación del
proceso.
11. Con los resultados obtenidos en la segunda simulación se procede a optimizar
las principales variables que afectan el proceso criogénico para recuperar el
propano de la corriente de gas residual y así incrementar la producción de gas
licuado de petróleo; las variables analizadas son presión y temperatura en los
separadores; temperatura del fluido frío y caliente en los intercambiadores de
calor; presión, reflujo y carga térmica en las torres de separación de productos
y finalmente el flujo de propano en el sistema de enfriamiento.

46
6. RESULTADOS
Los datos de diseño y los resultados de la simulación están indicados para cada
una de las corrientes de proceso y están representados con números de acuerdo con
el diagrama de flujo de la Planta de Gas (Figura 26).
Las especificaciones de los equipos de intercambio de calor y separación de
productos utilizados en la simulación tanto para 100% de carga como para 45% de
carga a la Planta de Gas se muestran en el apéndice A.
6.1 Simulación para 100% de carga a Planta de Gas
En la tablas 3 y 4 se indican los datos de diseño de la Planta de Gas y los resultados
obtenidos en la simulación con 100% de carga; estos resultados muestran las
corrientes de alimentación y las corrientes de productos; los resultados de todas las
corrientes de proceso se muestran en el apéndice B.
Tabla 3. Corrientes de alimentación para 100% de carga

47
Tabla 4. Datos de diseño y resultados de simulación para
100% de carga
En la tabla 5 se muestra un balance molar del proceso tanto para los datos de
diseño de la planta como para los resultados de la simulación de las corrientes de
entrada y los productos obtenidos en la Planta de Gas
Tabla 5. Balance general de Planta de Gas para 100% de carga

48
Los resultados indicados en la tabla 5 se muestran graficados en la figura 29,
como se puede observar los balances de masa para cada uno de los
productos obtenidos en la simulación presentan una pequeña diferencia en moles
respecto a los datos de diseño utilizados. Sin embargo, es importante indicar que
el balance general es igual tanto para el diseño como para la simulación, por lo
que podemos considerar que el modelo utilizado es correcto.
Figura 29. Comparación entre datos de diseño y resultados de simulación
6.2 Validación de simulación
Para validar los resultados de la simulación de la Planta de Gas realizada en ASPEN
Plus, se analizaron los datos obtenidos y se tomaron los siguientes parámetros como
puntos de comparación entre los datos de diseño y los resultados de la simulación en
cada una de las corrientes de proceso.
49
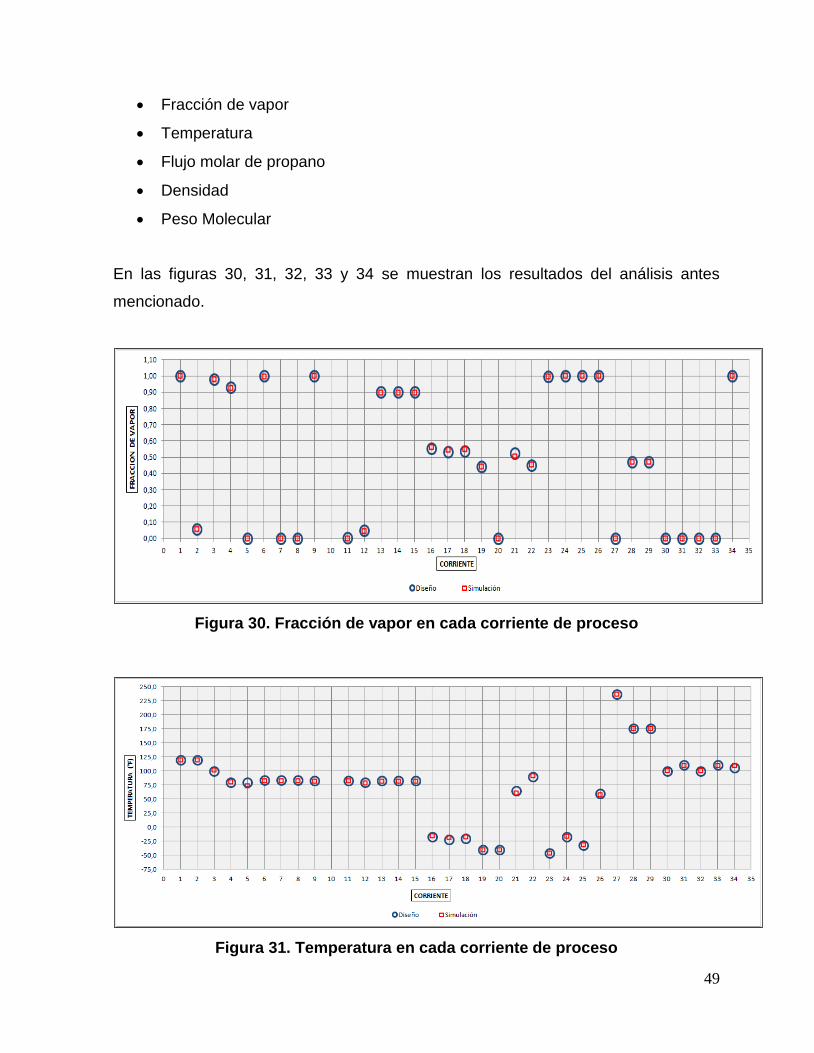
Fracción de vapor
Temperatura
Flujo molar de propano
Densidad
Peso Molecular
En las figuras 30, 31, 32, 33 y 34 se muestran los resultados del análisis antes
mencionado.
Figura 30. Fracción de vapor en cada corriente de proceso
Figura 31. Temperatura en cada corriente de proceso

50
Figura 32. Flujo molar de propano en cada corriente de proceso
Figura 33. Densidad en cada corriente de proceso

51
Figura 34. Peso molecular en cada corriente de proceso
Como se puede observar en las figuras 30, 31, 32, 33 y 34, los resultados obtenidos
en la simulación para cada uno de los parámetros analizados, es decir, la fracción de
vapor, la temperatura, el flujo molar de propano, la densidad y el peso molecular
presentan prácticamente los mismos valores que los datos de diseño de la Planta de
Gas; el único dato que presenta una diferencia con los datos de diseño es la
densidad de la corriente 8 (ver figura 33), que está formada principalmente por agua,
lo cual puede justificarse debido a que el método utilizado para la estimación de
propiedades es la ecuación de estado de Peng-Robinson que es válida para
hidrocarburos ligeros y no para sustancias polares como el agua. Los resultados
numéricos para cada parámetro analizado y para cada corriente de proceso se
muestran en el apéndice B.
Estos resultados permiten considerar que la simulación realizada es válida y puede
ser utilizada para analizar modificaciones a la carga de alimentación a la Planta de
Gas, con la finalidad de optimizar las principales variables del proceso criogénico
para las condiciones de operación actuales.

52
6.3 Simulación para 45% de carga a Planta de Gas
Para el análisis de la simulación de la Planta de Gas del Complejo Industrial
Shushufindi en las condiciones de operación actuales se tomarán como referente los
datos de operación tomados del sistema de control distribuido para una carga
específica, que como se muestra en la figura 35 es de 9590000 SCFD (pies cúbicos
por día en condiciones normales).
Figura 35. Sistema de carga a Planta de Gas
Fuente: Cuarto de Control Planta de Gas (C.I.S.)15
Los datos que se tomarán del sistema de control distribuido será el flujo de gas hacia
la Planta y así se estimará el flujo de alimentación de líquidos en la misma proporción
de la carga de gas.
6.3.1 Cálculo del porcentaje de carga
Debido a que la carga a la Planta de Gas es reportada en flujo volumétrico, para
determinar el porcentaje de carga a la Planta de Gas se utilizó la ecuación de estado
de gas ideal con el factor de compresibilidad (z) tomado de los datos de diseño de la
Planta de Gas; los resultados obtenidos se muestran en la tabla 6.

53
Tabla 6. Porcentaje de carga a Planta de Gas
6.3.2 Determinación de la composición de la carga de gas
En la tabla 7 se muestran las composiciones típicas de las corrientes de gas
utilizadas como carga a la Planta de Gas, las cuales provienen de 7 estaciones de
producción de petróleo. Es importante señalar que el gas obtenido como subproducto
en estas estaciones es sometido a un proceso de compresión para obtener una
corriente gaseosa compuesta principalmente por nitrógeno, dióxido de carbono,
metano, etano, propano y butano; además de otra corriente en fase líquida
compuesta por pentano y hexano.
Estas corrientes de gas y líquido son enviadas hacia la Planta de Gas para su
tratamiento y obtención de G.L.P.
Cabe indicar además que actualmente en el laboratorio de control de calidad del
Complejo Industrial Shushufindi, no se realizan cromatografías de los líquidos de
entrada a la Planta de Gas, por lo que se analizarán como parámetros de referencia
solamente las cromatografías de las corrientes gaseosas.

54
Tabla 7. Cromatografías de gas utilizados como carga a Planta de Gas
Fuente: Laboratorio de Control de Calidad (C.I.S.)
14
Con los datos mostrados en la tabla 7 se procede a realizar un cálculo estadístico
para determinar la media (x) y la desviación estándar (s) de las composiciones que
presentan las corrientes gaseosas de las diferentes estaciones, para así validar la
carga del 45% utilizada en la simulación de la Planta de Gas, los resultados
obtenidos se muestran en la tabla 8.
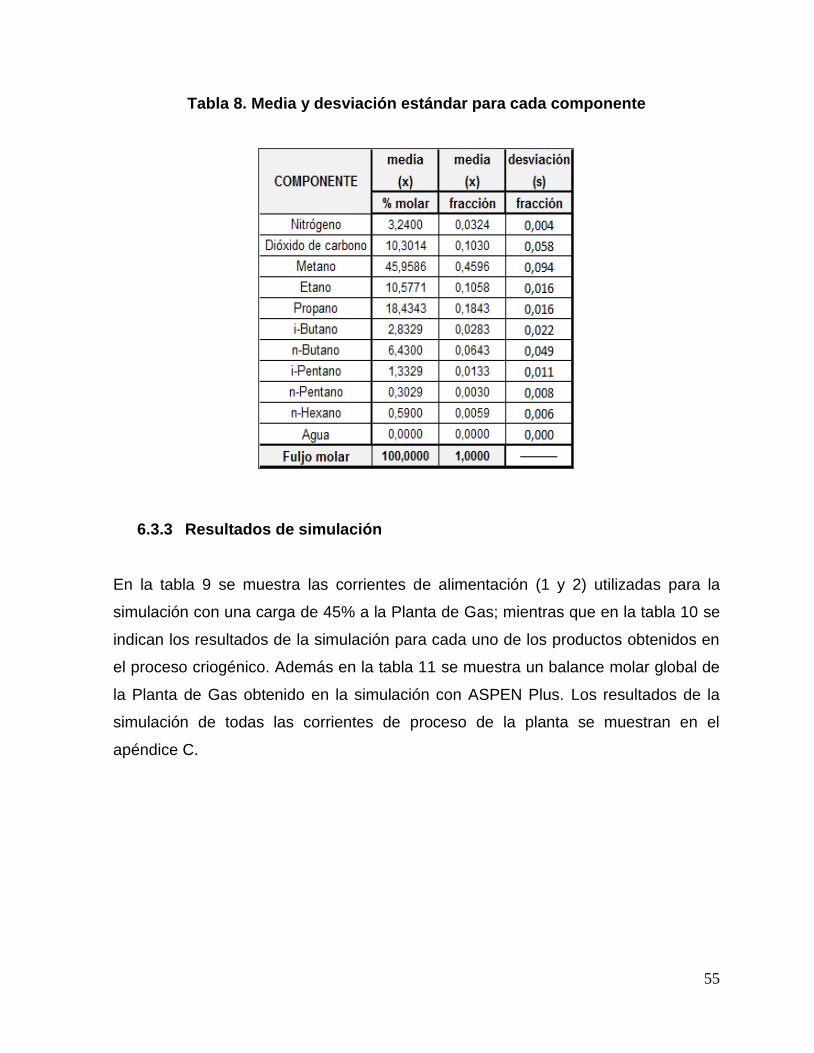
55
Tabla 8. Media y desviación estándar para cada componente
6.3.3 Resultados de simulación
En la tabla 9 se muestra las corrientes de alimentación (1 y 2) utilizadas para la
simulación con una carga de 45% a la Planta de Gas; mientras que en la tabla 10 se
indican los resultados de la simulación para cada uno de los productos obtenidos en
el proceso criogénico. Además en la tabla 11 se muestra un balance molar global de
la Planta de Gas obtenido en la simulación con ASPEN Plus. Los resultados de la
simulación de todas las corrientes de proceso de la planta se muestran en el
apéndice C.

56
Tabla 9. Corrientes de alimentación para 45% de carga
Tabla 10. Corrientes de productos para 45% de carga
57
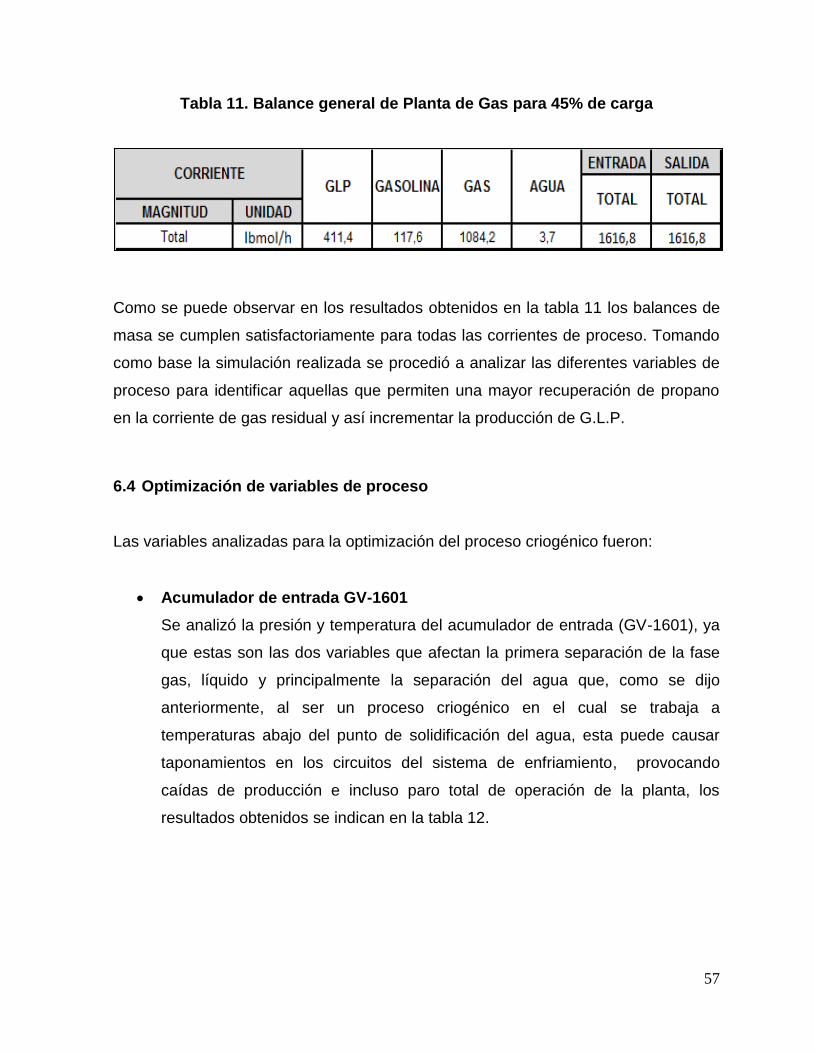
Tabla 11. Balance general de Planta de Gas para 45% de carga
Como se puede observar en los resultados obtenidos en la tabla 11 los balances de
masa se cumplen satisfactoriamente para todas las corrientes de proceso. Tomando
como base la simulación realizada se procedió a analizar las diferentes variables de
proceso para identificar aquellas que permiten una mayor recuperación de propano
en la corriente de gas residual y así incrementar la producción de G.L.P.
6.4 Optimización de variables de proceso
Las variables analizadas para la optimización del proceso criogénico fueron:
Acumulador de entrada GV-1601
Se analizó la presión y temperatura del acumulador de entrada (GV-1601), ya
que estas son las dos variables que afectan la primera separación de la fase
gas, líquido y principalmente la separación del agua que, como se dijo
anteriormente, al ser un proceso criogénico en el cual se trabaja a
temperaturas abajo del punto de solidificación del agua, esta puede causar
taponamientos en los circuitos del sistema de enfriamiento, provocando
caídas de producción e incluso paro total de operación de la planta, los
resultados obtenidos se indican en la tabla 12.

58
Tabla 12. Datos de operación y resultado de simulación GV-1601
Los resultados de la simulación nos indican que operacionalmente se puede
optimizar la presión para obtener un mejor resultado en la separación inicial de
la fase gas, líquido y el agua obteniéndose así condiciones menos severas y
logrando eliminar cerca del 50% del agua en las corrientes de alimentación.
Intercambiadores de calor GE-1501 y GE-1502
Los intercambiadores de calor GE-1501 y GE-1502 son intercambiadores de
placas de alta eficiencia y constituyen la primera etapa del sistema de
enfriamiento; las variables analizadas para el intercambiador GE-1501 fueron
las temperaturas del fluido caliente que es una mezcla gas-líquido proveniente
de los deshidratadores y el fluido frío que es el gas residual proveniente del
separador frío (GV-1607); para el intercambiador de calor GE-1502 que es de
mayor capacidad que el GE-1501 se analizó las temperaturas del fluido
caliente que es una mezcla gas-líquido proveniente de los deshidratadores y
el fluido frío que es el líquido proveniente del separador frío (GV-1607). Los
datos de operación y resultados se muestran en las tablas 13 y 14.
Tabla 13. Datos de operación y resultado de simulación GE-1501

59
Tabla 14. Datos de operación y resultado de simulación GE-1502
Los intercambiadores de calor GE-1501 y GE-1502 son la primera etapa del
sistema de enfriamiento y es muy importante alcanzar la temperatura más baja
posible para iniciar el proceso de licuefacción; como se puede observar en las
tablas 13 y 14 las diferencias de temperatura entre la simulación y los datos de
operación para el fluido caliente en el primer intercambiador es de 3,4°C y en el
segundo es de 11,5°C lo que nos permite indicar que sí es posible la
optimización de estas variables para lograr una mayor recuperación del propano
ya que, si se mantiene la presión constante en los procesos de licuefacción, las
temperaturas más bajas favorecen el proceso logrando un mayor recuperación
de componentes livianos como el propano.
Intercambiador de calor GE-1503
El intercambiador de calor GE-1503 es la segunda etapa del sistema de
refrigeración; por el lado de los tubos fluye la mezcla gas-líquido que fue
pre-enfriada en los intercambiadores de placas y por el lado de la carcasa fluye
propano que se utiliza como medio refrigerante (fluido frío); las temperaturas del
refrigerante no están disponibles en el sistema de control. Es importante indicar
que en la simulación la temperatura de salida del propano es menor que a la
entrada por la caída de presión en el intercambiador de calor que es de 2 psia.
Los resultados obtenidos se muestran en la tabla 15.

60
Tabla 15. Datos de operación y resultado de simulación GE-1503
Estos resultados nos indican que operacionalmente es posible disminuir la
temperatura del fluido caliente optimizando el flujo de propano hacia este
intercambiador; es decir con el resultado de la simulación se obtiene el flujo
necesario que permite retirar la mayor cantidad de energía del fluido caliente y por
ende obtener una menor temperatura del mismo; es importante indicar además
que al producirse el intercambio de calor la energía que transfiere el fluido
caliente al fluido frío es la necesaria para vaporizar completamente la corriente de
propano que ingresa al intercambiador como refrigerante; esta condición del
propano a la salida del intercambiador es muy importante, puesto que luego esta
corriente se une con la corriente de salida de propano del intercambiador
GE-1504C y van hacia la succión del compresor; esta corriente a la succión del
compresor debe tener una fracción de vapor de 1 para evitar daños en el sistema
de compresión del propano.
Intercambiador de calor GE-1504C
Este intercambiador de calor es el condensador del flujo de vapor que sale por el
domo de la torre de-etanizadora y al igual que el intercambiador GE-1503 utiliza
propano como medio refrigerante y no están disponibles los datos de
temperaturas de dicho servicio. Los resultados se indican en la tabla 16.

61
Tabla 16. Datos de operación y resultado de simulación GE-1504C
Las diferencias de temperatura mostradas en la tabla anterior son de
aproximadamente 3 °C lo que operacionalmente afectaría al perfil térmico de la
torre de-etanizadora ya que el fluido que es enfriado es utilizado como reflujo
hacia la torre y por ende cambiará la composición del destilado.
La diferencia de temperaturas a la entrada del fluido caliente se debe
principalmente al reflujo que utiliza el modelo en la simulación ya que este es
mayor que el utilizado en la operación normal de la de-etanizadora; al tener un
mayor flujo frío hacia dicha torre este provoca una temperatura menor en el domo;
a su vez esto provoca que al simular el intercambiador de calor con el área
especificada y el coeficiente global de servicio se obtenga como resultado una
temperatura mayor que la de operación normal, puesto que el modelo realiza un
balance de energía en estas condiciones.
Separador frío GV-1607
Es un separador flash en el cual se produce la separación de la fase gas y líquido
proveniente del sistema de enfriamiento, es decir se produce la separación del
gas residual (dióxido de carbono, nitrógeno, metano, etano y trazas de propano)
de la corriente líquida compuesta de los gases licuados y los componentes
líquidos que conforman la carga líquida a la planta de gas (propano, butano,
pentano y hexano); las variables analizadas fueron la presión y temperatura del
separador. Los resultados obtenidos se muestran en la tabla 17.

62
Tabla 17. Datos de operación y resultado de simulación GV-1607
En este equipo la temperatura no puede ser optimizada ya que esta depende del
sistema de enfriamiento y este equipo es solamente un acumulador; pero sí es
posible optimizar la presión ya que permitiría trabajar a condiciones menos
severas y obtener mejores resultados en la separación de la fase gas y líquida.
Torre de-etanizadora GV-1609
En esta torre se produce la primera separación de productos obteniéndose por el
domo una corriente compuesta de gas residual además de propano; este propano
es condensado en el intercambiador de calor GE-1504C que es utilizado como
relujo hacia la torre; este flujo es un parámetro importante de control ya que de
este depende la concentración de propano en la salida de la corriente de gas
residual al separarse en el acumulador de cabeza de la torre de-etanizadora.
Tabla 18. Datos de operación y resultado de simulación GV-1609
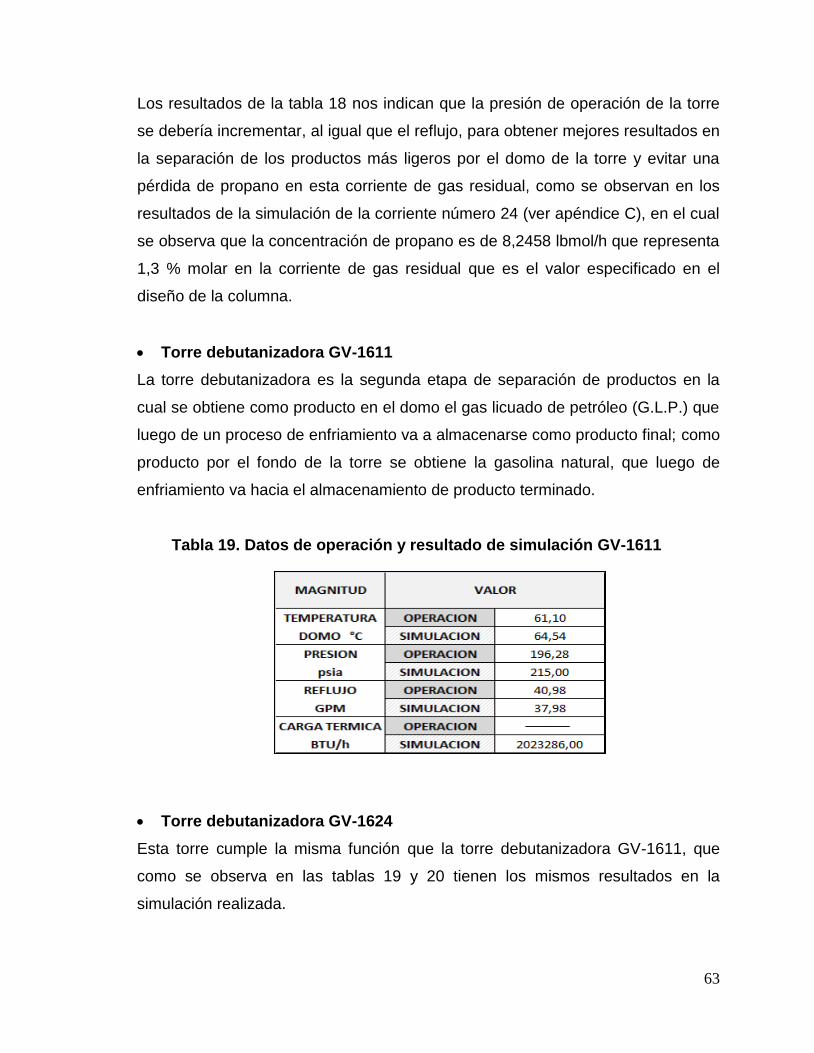
63
Los resultados de la tabla 18 nos indican que la presión de operación de la torre
se debería incrementar, al igual que el reflujo, para obtener mejores resultados en
la separación de los productos más ligeros por el domo de la torre y evitar una
pérdida de propano en esta corriente de gas residual, como se observan en los
resultados de la simulación de la corriente número 24 (ver apéndice C), en el cual
se observa que la concentración de propano es de 8,2458 lbmol/h que representa
1,3 % molar en la corriente de gas residual que es el valor especificado en el
diseño de la columna.
Torre debutanizadora GV-1611
La torre debutanizadora es la segunda etapa de separación de productos en la
cual se obtiene como producto en el domo el gas licuado de petróleo (G.L.P.) que
luego de un proceso de enfriamiento va a almacenarse como producto final; como
producto por el fondo de la torre se obtiene la gasolina natural, que luego de
enfriamiento va hacia el almacenamiento de producto terminado.
Tabla 19. Datos de operación y resultado de simulación GV-1611
Torre debutanizadora GV-1624
Esta torre cumple la misma función que la torre debutanizadora GV-1611, que
como se observa en las tablas 19 y 20 tienen los mismos resultados en la
simulación realizada.
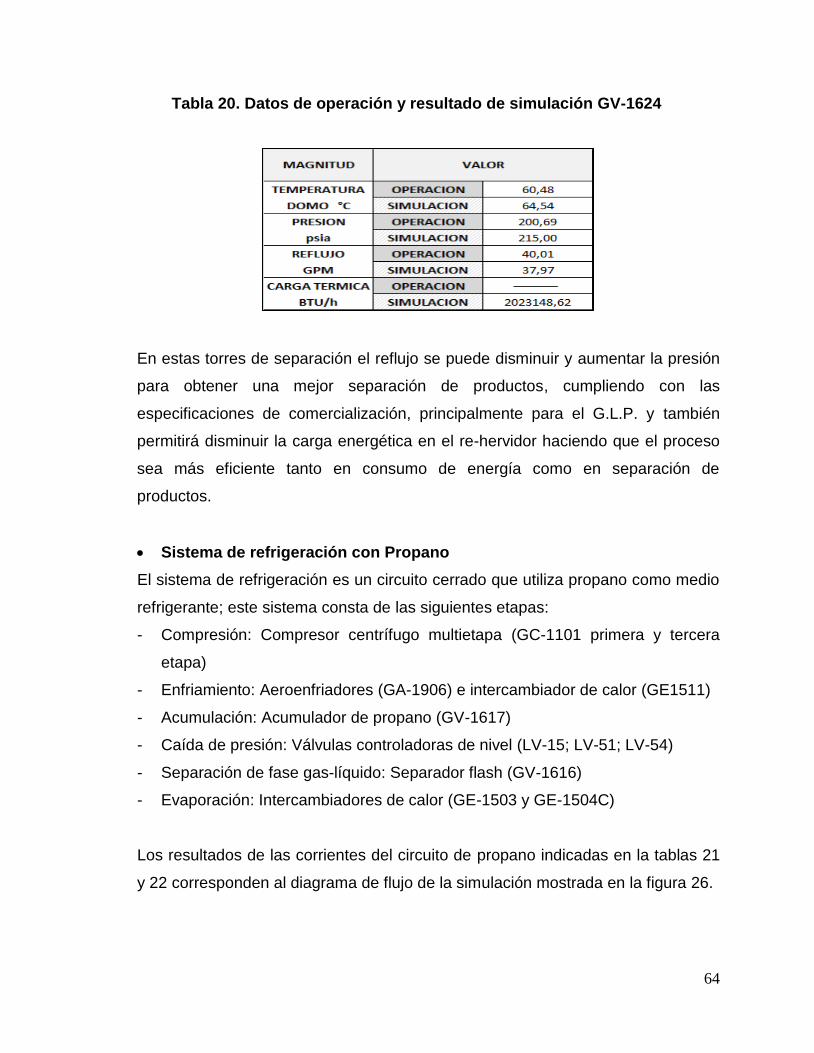
64
Tabla 20. Datos de operación y resultado de simulación GV-1624
En estas torres de separación el reflujo se puede disminuir y aumentar la presión
para obtener una mejor separación de productos, cumpliendo con las
especificaciones de comercialización, principalmente para el G.L.P. y también
permitirá disminuir la carga energética en el re-hervidor haciendo que el proceso
sea más eficiente tanto en consumo de energía como en separación de
productos.
Sistema de refrigeración con Propano
El sistema de refrigeración es un circuito cerrado que utiliza propano como medio
refrigerante; este sistema consta de las siguientes etapas:
- Compresión: Compresor centrífugo multietapa (GC-1101 primera y tercera
etapa)
- Enfriamiento: Aeroenfriadores (GA-1906) e intercambiador de calor (GE1511)
- Acumulación: Acumulador de propano (GV-1617)
- Caída de presión: Válvulas controladoras de nivel (LV-15; LV-51; LV-54)
- Separación de fase gas-líquido: Separador flash (GV-1616)
- Evaporación: Intercambiadores de calor (GE-1503 y GE-1504C)
Los resultados de las corrientes del circuito de propano indicadas en la tablas 21
y 22 corresponden al diagrama de flujo de la simulación mostrada en la figura 26.
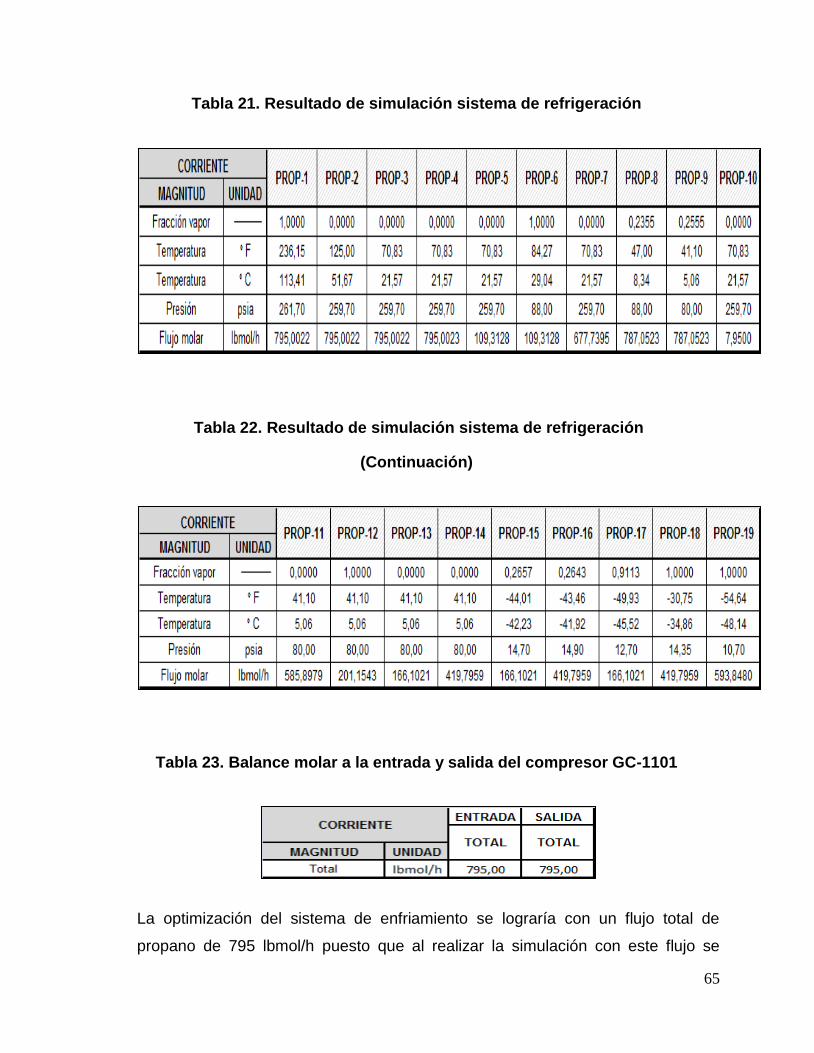
65
Tabla 21. Resultado de simulación sistema de refrigeración
Tabla 22. Resultado de simulación sistema de refrigeración
(Continuación)
Tabla 23. Balance molar a la entrada y salida del compresor GC-1101
La optimización del sistema de enfriamiento se lograría con un flujo total de
propano de 795 lbmol/h puesto que al realizar la simulación con este flujo se

66
consiguen las temperaturas más bajas de las corrientes calientes que se desea
enfriar utilizando propano, consiguiendo además la transferencia de energía hacia
el propano para vaporizarlo completamente, lo cual permitirá que esta corriente
pueda ingresar al sistema de compresión sin problemas; además, es importante
considerar las caídas de presión en las válvulas de entrada a los
intercambiadores GE-1503 y GE-1504C, ya que éstas causan una expansión del
propano provocando un descenso de temperatura, permitiendo así un
enfriamiento más eficiente y por ende una mayor recuperación del propano de la
corriente de gas residual.
6.5 Análisis de composición de gas residual
Con la optimización de las principales variables del proceso criogénico de la
Planta de Gas y la determinación de las condiciones óptimas en el sistema de
refrigeración con propano, en la tabla 24 se muestra los resultados de la
composición de la corriente de gas residual para la simulación al 45% de carga y
se hace la comparación con la cromatografía de gases para la misma corriente
realizada por el laboratorio de control de calidad del Complejo Industrial
Shushufindi.
Tabla 24. Cromatografía y resultados de simulación para la corriente
de gas residual
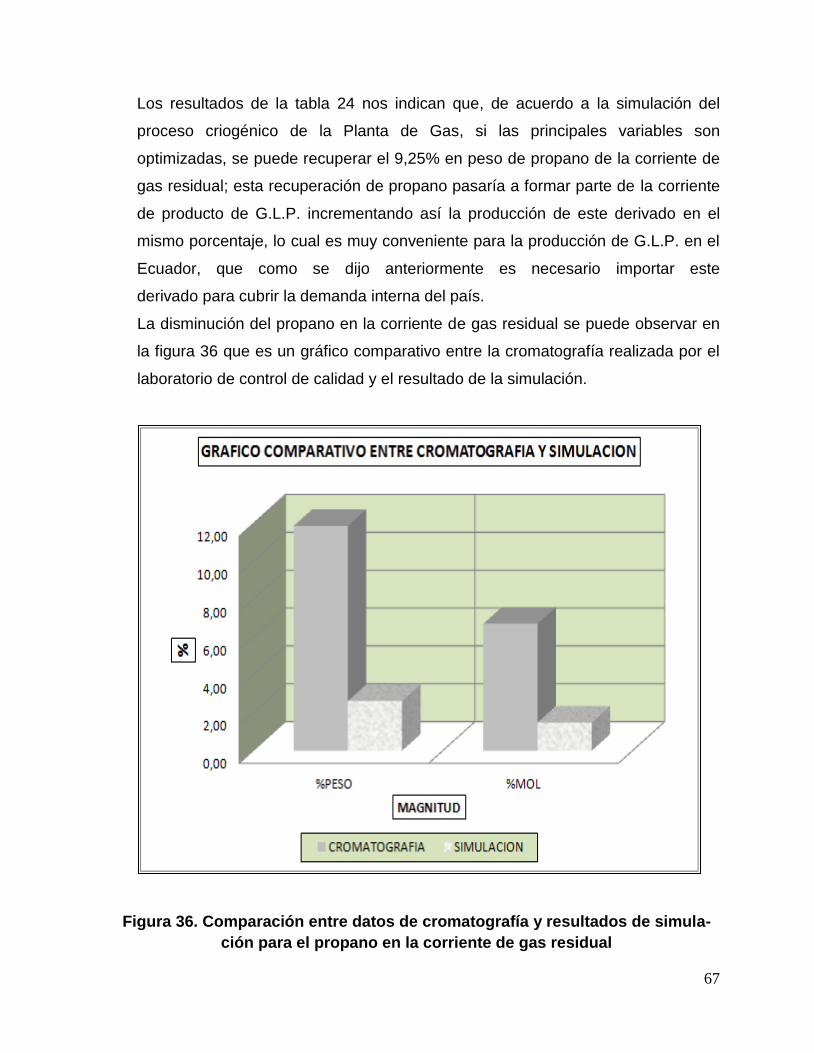
67
Los resultados de la tabla 24 nos indican que, de acuerdo a la simulación del
proceso criogénico de la Planta de Gas, si las principales variables son
optimizadas, se puede recuperar el 9,25% en peso de propano de la corriente de
gas residual; esta recuperación de propano pasaría a formar parte de la corriente
de producto de G.L.P. incrementando así la producción de este derivado en el
mismo porcentaje, lo cual es muy conveniente para la producción de G.L.P. en el
Ecuador, que como se dijo anteriormente es necesario importar este
derivado para cubrir la demanda interna del país.
La disminución del propano en la corriente de gas residual se puede observar en
la figura 36 que es un gráfico comparativo entre la cromatografía realizada por el
laboratorio de control de calidad y el resultado de la simulación.
Figura 36. Comparación entre datos de cromatografía y resultados de simula-
ción para el propano en la corriente de gas residual

68
6.6 Resultados de producción de G.L.P. y especificaciones del producto
En la tabla 25 se muestra la producción de G.L.P. y las propiedades de este
derivado obtenidas con la simulación de la Planta de Gas al 45% de carga y se
indica además las especificaciones establecidas por el organismo de control en el
Ecuador para la comercialización de G.L.P16.
Tabla 25. Producción de G.L.P. y especificaciones comerciales
Como se puede observar en la tabla 25 la producción de gas licuado de petróleo
(G.L.P.) es de 215,8 Ton/día que representa el 45% de la producción de G.L.P.
considerando los datos de diseño de la Planta de Gas; este resultado de
producción de G.L.P. obtenida con la simulación en ASPEN Plus del proceso
criogénico con el 45% de carga, nos permite manifestar, que se debería tener un
valor cercano a esta producción, operando la Planta de Gas con las variables de
proceso optimizadas en el simulador.
Además es importante indicar que en la tabla 25 se muestran las propiedades del
G.L.P. determinadas con el simulador, las mismas que se encuentran en el rango
de especificaciones que debe tener este derivado del petróleo para la
comercialización en el Ecuador.
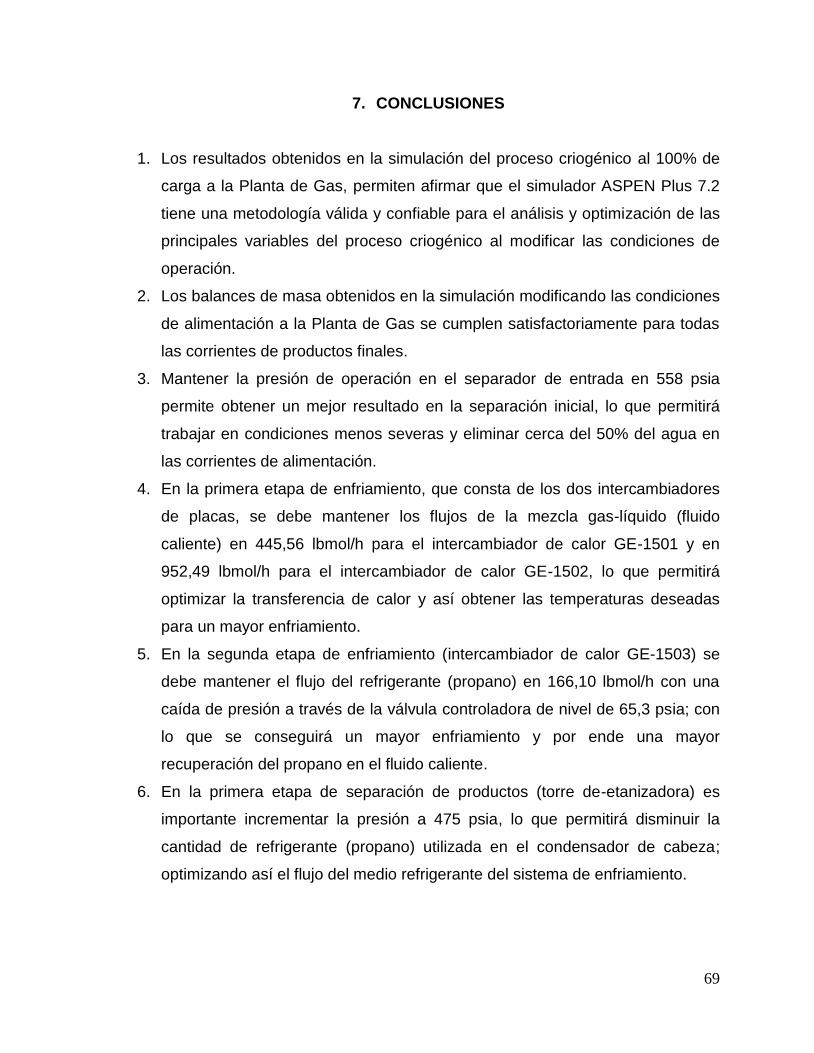
69
7. CONCLUSIONES
1. Los resultados obtenidos en la simulación del proceso criogénico al 100% de
carga a la Planta de Gas, permiten afirmar que el simulador ASPEN Plus 7.2
tiene una metodología válida y confiable para el análisis y optimización de las
principales variables del proceso criogénico al modificar las condiciones de
operación.
2. Los balances de masa obtenidos en la simulación modificando las condiciones
de alimentación a la Planta de Gas se cumplen satisfactoriamente para todas
las corrientes de productos finales.
3. Mantener la presión de operación en el separador de entrada en 558 psia
permite obtener un mejor resultado en la separación inicial, lo que permitirá
trabajar en condiciones menos severas y eliminar cerca del 50% del agua en
las corrientes de alimentación.
4. En la primera etapa de enfriamiento, que consta de los dos intercambiadores
de placas, se debe mantener los flujos de la mezcla gas-líquido (fluido
caliente) en 445,56 lbmol/h para el intercambiador de calor GE-1501 y en
952,49 lbmol/h para el intercambiador de calor GE-1502, lo que permitirá
optimizar la transferencia de calor y así obtener las temperaturas deseadas
para un mayor enfriamiento.
5. En la segunda etapa de enfriamiento (intercambiador de calor GE-1503) se
debe mantener el flujo del refrigerante (propano) en 166,10 lbmol/h con una
caída de presión a través de la válvula controladora de nivel de 65,3 psia; con
lo que se conseguirá un mayor enfriamiento y por ende una mayor
recuperación del propano en el fluido caliente.
6. En la primera etapa de separación de productos (torre de-etanizadora) es
importante incrementar la presión a 475 psia, lo que permitirá disminuir la
cantidad de refrigerante (propano) utilizada en el condensador de cabeza;
optimizando así el flujo del medio refrigerante del sistema de enfriamiento.

70
7. Para la segunda etapa de separación de productos (torres debutanizadoras)
se debe incrementar la presión de operación a 215 psia, lo que permitirá
optimizar el flujo de agua de enfriamiento en los condensadores de cabeza y
disminuir el reflujo a 37,97 gpm permitiendo optimizar la cantidad de energía
utilizada en los re-hervidores.
8. El flujo optimizado del medio refrigerante en el sistema de enfriamiento es de
795 lbmol/h; flujo con el cual se logra un mayor enfriamiento y por ende un
mayor rendimiento en la recuperación del propano incrementando así la
producción de G.L.P. en la Planta de Gas.
9. La optimización de las variables analizadas en el proceso criogénico utilizando
el simulador permite una recuperación del 9,25% en peso de propano de la
corriente de gas residual, incrementando así la producción de G.L.P., obte-
niendo además el producto final bajo las especificaciones necesarias para su
comercialización.
10. La producción de gas licuado de petróleo obtenida como resultado de la
simulación representa la producción que teóricamente se debería obtener a
las condiciones de alimentación a la Planta de gas analizadas, por lo que el
modelo de simulación permite analizar los efectos generados ante un cambio
en las variables del sistema, ya sea en las condiciones de operación o
características de la alimentación sin necesidad de alterar el funcionamiento
de la planta en tiempo real; de esta forma se pueden comparar alternativas de
funcionamiento del proceso y determinar cambios que puedan mejorar la
productividad y el desempeño de los distintos equipos.

71
8. RECOMENDACIONES
1. La simulación del proceso criogénico en estado estacionario es la base para
continuar con el análisis y optimización de las variables de proceso para
diferentes condiciones de operación y características del gas de alimentación,
principalmente por los nuevos proyectos de captación de gas que
incrementarán la carga hacia la Planta de Gas.
2. Utilizando el simulador ASPEN Plus es posible hacer una evaluación de los
intercambiadores de calor, principalmente del sistema de enfriamiento que
permitirán definir la eficiencia a las que estos están trabajando y establecer los
períodos en los que se debe efectuar el mantenimiento preventivo para evitar
caídas en la producción de gas licuado de petróleo (G.L.P.).
3. Al tener realizada la simulación en estado estacionario de la Planta de Gas
sería muy importante continuar con el trabajo y realizar la simulación en
estado dinámico de las etapas más críticas del proceso, como son el sistema
de enfriamiento y la separación de productos con la finalidad de tener una
mejor herramienta para el análisis del proceso al realizar cambios ya sean
operacionales o en las características del gas de alimentación, lo que
permitiría ahorrar tiempo en la estabilización del proceso y por ende un ahorro
de dinero significativo, ya que la producción de G.L.P. se mantendría sin
cambios importantes ni desestabilizaciones de la Planta de Gas.

72
9. BIBLIOGRAFIA
1. BANCO CENTRAL DEL ECUADOR: Cifras del Sector Petrolero Ecuatoriano,
Informe Mensual año 2012. Disponible: www.bce.fin.ec. Adquirido el 28 de Marzo
2010.
2. INSTITUTO ARGENTINO DE LA ENERGÍA “GENERAL MOSCONI”, Situación
actual de G.L.P., Noviembre 2002.
3. RICHARD S. KRAUS, Petróleo y gas natural: Procesos de refino de petróleo,
pág. 10-14, Publicación 78. 1996.
4. GERENCIA DE REFINACION, COMPLEJO INDUSTRIAL SHUSHUFINDI,
Manual de Operación de la Planta de Gas, Shushufindi-Ecuador, 2010.
5. CASTILLA. F, DIAZ. R, GIL V, PUIGBO. A, VILLARROEL. E., Manual para
instalaciones de gas L.P, Industrias Ventane, 1982.
6. WORLD LP GAS ASSOCIATION (WLPGA). Disponible: www.worldlpgas.com,
Adquirido el 1 de Abril 2012.
7. BEDON, C., Precios internacionales de G.L.P., Blog Economía Petrolera, Abril
2011.
8. INTRODUCTION TO ASPEN PLUS®. Based on Aspen Plus® 10.1. December
1999. Disponible: www.aspentech.com. Adquirido el 5 de Abril 2012.
9. ABANADES J., Aplicación de un modelo fisicoquímico riguroso obtenido por
simulación estacionaria y dinámica al control multivariable predictivo de una
despropanizadora, Proyecto fin de carrera, Madrid, 1999.
10. ASPEN PLUS, Aspen plus user guide, Aspen Technology Inc., Febrero 2000.

73
11. SIMULADOR ASPEN PLUS Versión 7.2, Help topics.
12. SIMULADOR ASPEN PLUS Versión 7.2, Workbook.
13. LUYBEN W.L., Process Modeling, Simulation and Control for Chemical
Engineers. McGraw –Hill, 1990.
14. COMPLEJO INDUSTRIAL SHUSHUFINDI (C.I.S.), Laboratorio de Control de
Calidad (C.I.S.), Shushufindi, 2010.
15. COMPLEJO INDUSTRIAL SHUSHUFINDI (C.I.S.), Cuarto de Control Planta de
Gas, Shushufindi, 2010.
16. INSTITUTO ECUATORIANO DE NORMALIZACIÓN INEN, Norma Técnica
Ecuatoriana, Productos Derivados del Petróleo G.L.P., Primera Edición,
Quito-Ecuador.

74
10. ANEXOS
APENDICE A.
ESPECIFICACIONES DE EQUIPOS UTILIZADOS EN SIMULACION
Tabla A1. Especificaciones de intercambiadores de calor
Fuente: Hoja de datos de diseño Planta de Gas (C.I.S.)
Tabla A2. Especificaciones de torre de-etanizadora GV-1609
Fuente: Hoja de datos de diseño Planta de Gas (C.I.S.)

75
Tabla A3. Especificaciones de torre debutanizadora GV-1611
Fuente: Hoja de datos de diseño Planta de Gas (C.I.S.)
Tabla A4. Especificaciones de torre debutanizadora GV-1624
Fuente: Hoja de datos de diseño Planta de Gas (C.I.S.)
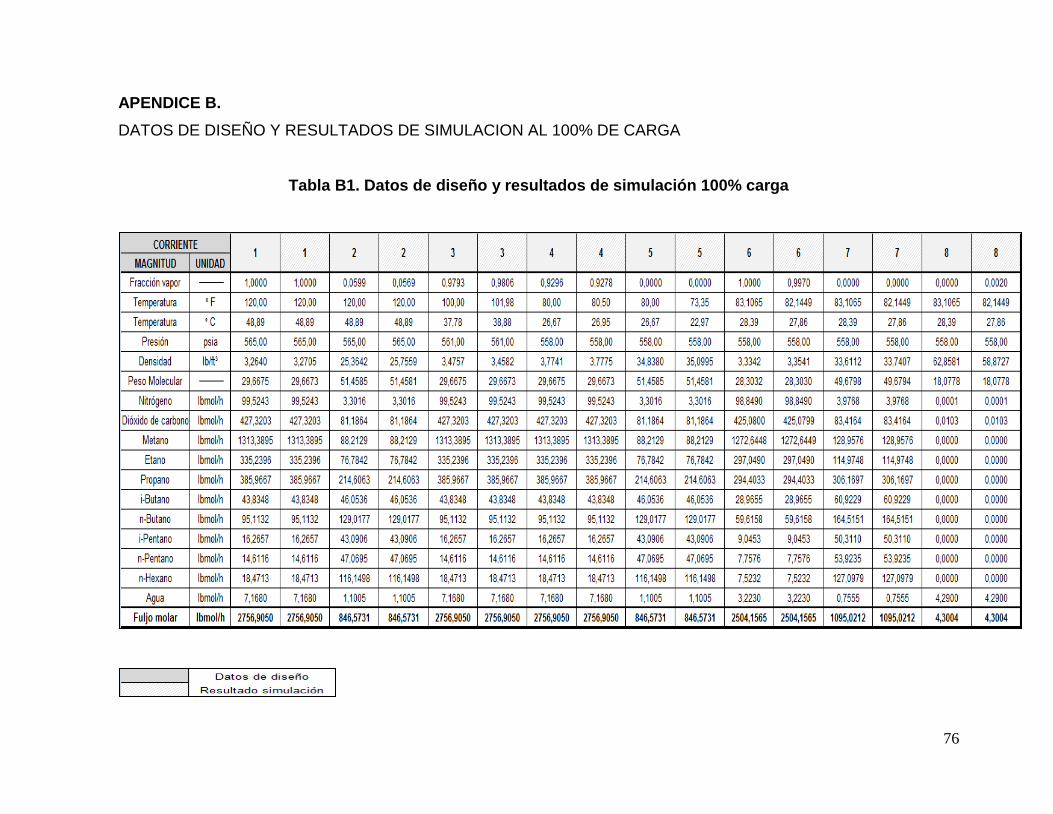
76
APENDICE B.
DATOS DE DISEÑO Y RESULTADOS DE SIMULACION AL 100% DE CARGA
Tabla B1. Datos de diseño y resultados de simulación 100% carga
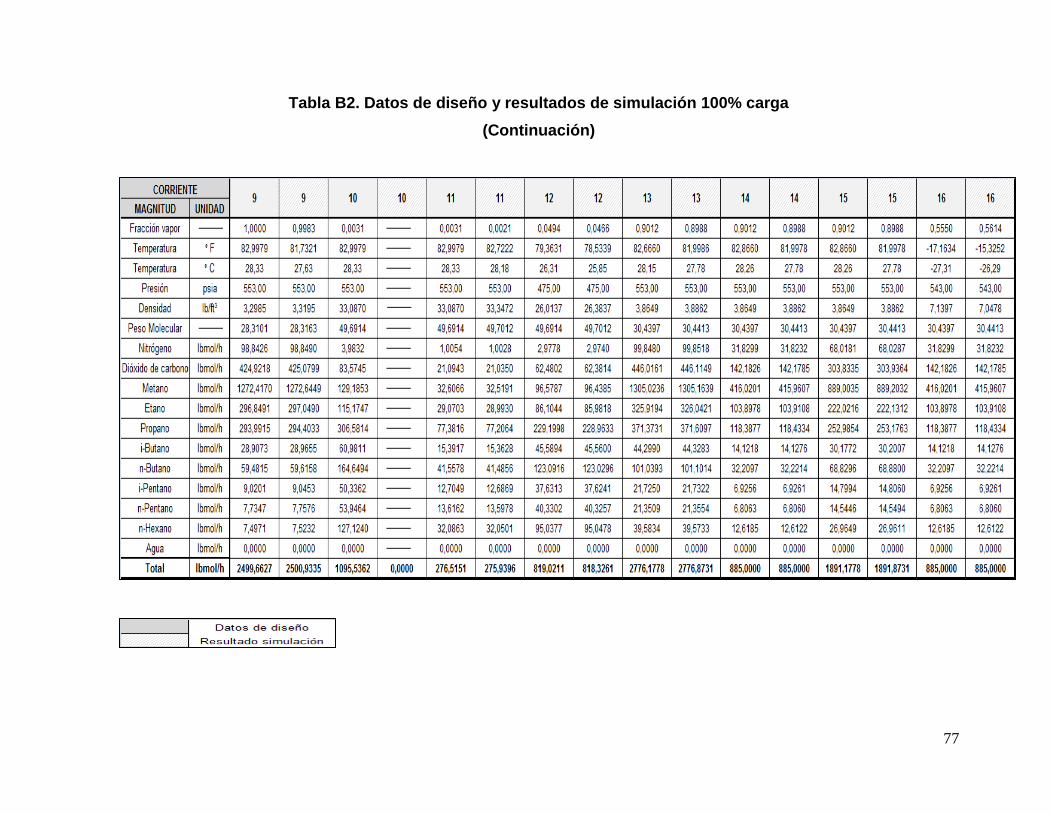
77
Tabla B2. Datos de diseño y resultados de simulación 100% carga
(Continuación)

78
Tabla B3. Datos de diseño y resultados de simulación 100% carga
(Continuación)

79
Tabla B4. Datos de diseño y resultados de simulación 100% carga
(Continuación)

80
Tabla B5. Datos de diseño y resultados de simulación 100% carga
(Continuación)

81
APENDICE C.
RESULTADOS DE SIMULACION PARA 45% DE CARGA
Tabla C1. Resultados de simulación 45% de carga

82
Tabla C2. Resultados de simulación 45% de carga
(Continuación)
83
Tabla C3. Resultados de simulación 45% de carga
(Continuación)
Top Related