






Idiomas
Páginas
Jurídico


INFORME DE PRÁCTICAS PROFESIONALES 0
UNIVERSIDAD NACIONAL “JOSÉ FAUSTINO
SÁNCHEZ CARRIÓN“
FACULTAD DE INGENIERÍA
Escuela Académica Profesional de Ingeniería Industrial
INFORME FINAL DE PRACTICAS PRE-PROFESIONALES PARA
OBTENER EL GRADO ACADEMICO DE BACHILLER EN
INGENIERIA INDUSTRIAL
TITULO:
“ESTUDIO DE REDUCCION DEL TIEMPO DE
PRODUCCION EN LA EMPRESA: FABRICA DE MUEBLES
PARDO'S S.C.R.L.”, CIUDAD DE HUANUCO, PROVINCIA
DE HUANUCO, DEPARTAMENTO DE HUANUCO.
Elaborado por:
BARBA PARDO, Manuel Eleazar Kelwin
Asesor:
RODRIGUEZ ALEGRE, Lino Rolando
CIP: 25095
LIMA – PERÚ
2012

INFORME DE PRÁCTICAS PROFESIONALES 1
AGRADECIMIENTOS:
Al Señor Gerente General de la empresa “FABRICA DE MUEBLES PARDO'S
S.C.R.L.” Don Victor Yonel Pardo Principe, quien al brindar por primera vez en su
empresa prácticas pre-profesionales a un estudiante de ingeniería industrial dio un
impulso importante en la realización del presente trabajo monográfico.
Al Ing. Lino Rolando Rodríguez Alegre docente de la Escuela de Ingeniería
Industrial de la Universidad José Faustino Sánchez Carrión, por el asesoramiento en
la elaboración del presente informe final de prácticas pre-profesionales y su generosa
paciencia que hicieron posible la culminación del informe.
A todos los trabajadores de la empresa “FABRICA DE MUEBLES PARDO'S
S.C.R.L.”, por su apoyo incondicional para poder adaptarme fácilmente y poder
recopilar la información necesaria para poder realizar este trabajo.
Al Ing. Pedro Pablo Martínez Infantes docente de la Escuela de Ingeniería Industrial
de la Universidad José Faustino Sánchez Carrión, por su generosa crítica que hizo
posible la culminación de este informe.

INFORME DE PRÁCTICAS PROFESIONALES 2
DEDICATORIA:
Este trabajo monográfico está
dedicado a mis padres por todo su
apoyo que me brindaron durante el
transcurso de mi carrera profesional.
INFORME DE PRÁCTICAS PROFESIONALES 3
INDICE
AGRADECIMIENTOS 1
DEDICATORIA 2
PRESENTACION 5
INTRODUCCION 6
1 CAPITULO I: GENERALIDADES
1.1DATOS GENERALES DEL PRACTICANTE 8
1.1.1 APELLIDOS Y NOMBRE DEL PRACTICANTE 8
1.1.2 ESCUELA ACADEMICO PROFESIONAL 8
1.1.3 DOMICILIO 8
1.1.4 DOCUMENTO DE IDENTIDAD 8
1.1.5 DIRECCION ELECTRONICA 8
1.1.6 NUMERO TELEFONICO 8
1.2 EJECUCION DE LAS PRÁCTICAS 8
1.2.1 INICIO 8
1.2.2 TERMINO 8
1.2.3 TOTAL DE HORAS 8
1.2.4 AUTORIDAD DE DEPENDENCIA DE LAS PRÁCTICAS 8
1.2.5 ASESOR DE LAS PRÁCTICAS 8
1.3 DESCRIPCION DE LAS PRÁCTICAS 9
1.4 ANTECEDENTES 9
1.5 OBJETIVOS 9
1.6 IMPORTANCIA 10
1.6.1 PARA LA EMPRESA 10
1.6.1 PARA LA UNIVERSIDAD 10
1.6.3 PARA EL ESTUDIANTE 11
1.7 LIMITACIONES 11
2 CAPITULO II: MARCO TEORICO
2.1 DIAGRAMA DE PROCESOS 13
2.1.1 GENERALIDADES 13
2.1.2 ACTIVIDADES DE UN PROCESO 13
2.1.3 DIAGRAMA DE OPERACIONES DEL PROCESO 14
2.1.3.1 IMPORTANCIA DEL DOP 15
2.1.3.2 ELABORACION DEL DOP 15
2.1.3.3 UTILIZACION DEL DOP 16
2.1.4 DIAGRAMA DE FLUJO 16
2.1.4.1 DEFINICION 16
2.1.4.2 ELABORACION DEL DIAGRAMA DE FLUJO 16
2.2 AREA DE PRODUCCION 18
2.2.1 DEFINICION 18
2.2.2 DECISIONES DEL AREA 19
3 CAPITULO III: SITUACION ACTUAL DE LA EMPRESA

INFORME DE PRÁCTICAS PROFESIONALES 4
3.1 DATOS GENERALES DE LA EMPRESA 23
3.1.1 DATOS GENERALES 23
3.1.2 UBICACIÓN 23
3.1.3 EMPRESAS EN EL DEPARTAMENTO QUE
COMPARTEN LA MISMA ACTIVIDAD COMERCIAL 24
3.2 BREVE RESEÑA HISTORICA 25
3.3 ACTIVIDADES 26
3.4 VISION 26
3.5 MISION 26
3.6 DESCRIPCION GENERAL DE LOS PROCESOS 26
3.7 DIAGRAMA DE LOS PROCESOS 28
3.7.1 DIAGRAMA DE FLUJO 28
3.7.2 DOP VELADOR 29
3.7.3 DOP ROPERO 30
3.8 ORGANIGRAMA FUNCIONAL 31
3.9 PROBLEMÁTICA EMPRESARIAL 31
4 CAPITULO IV: DESCRIPCION DEL AREA O SECCION
4.1 DESCRIPCION DE LAS OPERACIONES 33
4.2 DESCRIPCION DEL PRODUCTO 36
4.3 DESCRIPCION DE LAS MAQUINAS O EQUIPOS 39
4.4 DESCRIPCION DE LAS FUNCIONES REALIZADAS 42
4.4.1 AREA DE PRODUCCION 42
4.4.2 DESCRIPCION DEL AREA DONDE SE REALIZO LAS PPP 42
4.4.3 DETALLE DE LOS TRABAJOS REALIZADOS 45
4.5 PROBLEMAS A SOLUCIONAR 46
5 CAPITULO V: PROPUESTA DE SOLUCION
5.1 PLANTEAMIENTO DEL PROBLEMA 48
5.1.1 DESCRIPCION DEL PROBLEMA 48
5.1.2 ¿PORQUE ES IMPORTANTE RESOLVER EL PROBLEMA? 49
5.2 OBJETIVOS 49
5.3 METODOLOGIA Y PROCEDIMIENTO 50
5.3.1 METODOLOGIA 50
5.3.2 PROCEDIMIENTO 51
5.4 DESARROLLO /EJECUCION 51
CONCLUSIONES Y RECOMENDACIONES 56
ANEXOS
ANEXO 1: DISEÑO ORIGINAL DE UN VELADOR 60
ANEXO 2: ARBOL DE REALIDAD ACTUAL 61
ANEXO 3: ESPECIFICACIONES TECNICAS 62
BIBLIOGRAFIA 65

INFORME DE PRÁCTICAS PROFESIONALES 5
PRESENTACION
En esta época de crisis internacional, y en el mundo globalizado en el que vivimos
todas las empresas tienen que ver su entorno político, económico, social y
tecnológico; lo que influye en la buena marcha del negocio de hoy.
De la misma manera en el nivel latinoamericano hay que tener presente algunos
indicadores tales como los pasivos y el tipo de cambio para así definir el lanzamiento
de nuevos productos a mediano y corto plazo, y de menor valor agregado, y así
mismo llegar al mercado latinoamericano con un producto de buena calidad.
En el entorno nacional tener presente la inflación mensual, el salario mínimo vital, e
impuestos para poder mejorar los costos de producción y así llegar a mayor público o
clientes.
INFORME DE PRÁCTICAS PROFESIONALES 6
INTRODUCCIÓN
Este trabajo sobre mi práctica pre-profesional en la empresa “FABRICA DE
MUEBLES PARDO'S S.C.R.L.”, es el resultado de mis estudios realizados en la
facultad de ingeniería industrial, y mis valiosas vivencias obtenidas durante estos
años de estudios en la Universidad José Faustino Sánchez Carrión de Huacho.
He tomado el nombre de mi trabajo REDUCCION EN EL TIEMPO DE
PRODUCCION EN LA EMPRESA FABRICA DE MUEBLES PARDO'S S.C.R.L.,
como muestra de la finalidad del estudio ya que esta busca disminuir el tiempo de
producción disminuyendo el tiempo de la operación critica o cuello de botella.
Primeramente hago una breve reseña del estado actual de la empresa que se
encuentra en el departamento Huánuco, así pretendo afirmar estos planteamientos
para que sirvan de base para los futuros practicantes de la facultad de Ingeniería
Industrial.
En el segundo al quinto capítulo abordo principios fundamentales para el éxito de la
empresa en mención, también puntualizo tópicos que se están incluyendo en la
empresa, no se mencionan técnicas contables ni como construir una empresa,
tampoco se mencionan formulas estratégicas, espero que sirva como guía para que
tengan que ver con este tipo de empresa.
INFORME DE PRÁCTICAS PROFESIONALES 7
CAPITULO I
GENERALIDADES

INFORME DE PRÁCTICAS PROFESIONALES 8
1.1 DATOS GENERALES DEL PRACTICANTE
1.1.1. Apellidos y Nombres del practicante:
Barba Pardo, Manuel Eleazar Kelwin
1.1.2. Escuela Académica Profesional:
Ingeniería Industrial
1.1.3. Domicilio:
Av. Juan Pablo Fernandini 526 Dpto. 101
1.1.4. Documento:
DNI Nº 46263104
1.1.5. Dirección Electrónica:
1.1.6. Número Telefónico:
980159560
1.2 EJECUCIÓN DE LAS PRÁCTICAS
1.2.1 Inicio:
Fecha de Inicio: 13-02-2012
1.2.2 Término:
Fecha de Término: 19-05-2012
1.2.3 Total de horas:
80 días * 8 horas/día = 640 horas
1.2.4 Autoridad o jefatura de dependencia de las prácticas:
Gerente General Victor Yonel Pardo Principe
1.2.5 Asesor De Práctica:
Ing. Lino Rolando Rodríguez Alegre - Docente de UNSACA

INFORME DE PRÁCTICAS PROFESIONALES 9
1.3 DESCRIPCIÓN DE LA PRÁCTICA:
Las prácticas fueron desarrolladas en el área de producción y ventas teniendo las
siguientes funciones a cargo:
Realizar Ventas a clientes preferenciales
Responsabilidades en todo lo referente a los procesos productivos, para
lograr eficiencias y productos de calidad.
Entrega del producto y evaluación de satisfacción del cliente.
1.4 ANTECEDENTES
El presente estudio realizado en la empresa “FABRICA DE MUEBLES
PARDO'S S.C.R.L.” ubicado en el departamento de Huánuco, la misma que se
dedica a la fabricación de todo tipo de muebles en melamine y aluminio.
La empresa materia del estudio, es una PYME. Es una empresa en crecimiento
relativamente joven pues inició sus operaciones en el año 2009.
1.5 OBJETIVOS
Hacer uso de las diferentes herramientas de gestión durante la formación
profesional, poniendo en práctica las mismas en un ambiente real de actividades
de trabajo.
El material que recabo servirá como sustento para el trámite en la obtención del
Grado Académico.

INFORME DE PRÁCTICAS PROFESIONALES 10
1.6 IMPORTANCIA
1.6.1 Para la Empresa:
La importancia de este informe para la empresa es que en esta se detalla
la forma en que se calcula el tiempo de entrega de un producto y mejorar
la satisfacción de los clientes por la oportuna entrega de sus pedidos.
Adicionalmente, se analizó la opción de la adquisición de una nueva
máquina de corte a efectos de incrementar la producción y, al mismo
tiempo, aumentar el número cortes por trabajador y que contribuye a
incrementar la productividad y la reducción de tiempos, ahorrando así
tiempo en la operación cuello de botella que es la principal restricción a
la hora de hacer pedidos numerosos; y así evitar la decepción de los
clientes que piden en grandes cantidades y tienen que esperar un tiempo
grande en la entrega y muchas veces no se cumple con el periodo de
entrega de los productos.
1.6.2 Para la universidad:
La importancia de este estudio se elabora desde un punto de vista de un
informe detallado, con el objeto de tener este trabajo en la universidad
que sirva como guía para los estudiantes de las facultades de ingeniería y
afines ya que en este trabajo se realiza estudios sobre la fabricación de
muebles.
Con este trabajo los alumnos tendrán un apoyo para realizar sus trabajos
al respecto, así también se persigue dar a conocer a los alumnos los
lineamientos para que en el futuro puedan pedir y realizar prácticas pre-
profesionales en esta empresa ya que esta está en pleno desarrollo y
ampliación de equipos y maquinarias.

INFORME DE PRÁCTICAS PROFESIONALES 11
1.6.3 Para El Estudiante:
Esta experiencia me ha sido de utilidad pues me ha permitido poner en
práctica las diferentes herramientas de aprendizaje recogidas a lo largo
de mi formación profesional, las que me han servido para contribuir a
mejorar las actividades operativas de la empresa y, a la par, cumplir con
los requerimientos y formalidades que solicita la Universidad para la
obtención del Grado Académico.
1.7 LIMITACIONES
En términos generales he contado con todas las facilidades por parte de la
empresa para la realización del presente trabajo; sin embargo, la distancia
geográfica en términos de ubicación de las instalaciones del centro de practica
(Departamento de Huánuco) me ha imposibilitado, en alguna medida, poder
recurrir a consulta directa con mis docentes ante necesidades de algún enfoque
en particular que surgía en el desarrollo del estudio. Se han hecho a la
culminación de la misma.

INFORME DE PRÁCTICAS PROFESIONALES 12
CAPITULO II
MARCO TEÓRICO

INFORME DE PRÁCTICAS PROFESIONALES 13
2.1 DIAGRAMA DE PROCESO
2.1.1 GENERALIDADES
Es una representación gráfica que resume la secuencia de actividades, dentro de un
proceso o un procedimiento. Identifica los mismos mediante símbolos de acuerdo
con su naturaleza e; incluye, además, toda la información que se considera necesaria
para el análisis, tal como distancias recorridas, cantidad considerada y tiempo
requerido. La siguiente es la denominación que se da a las diferentes actividades:
operaciones, transportes, inspecciones, retrasos o demoras, y almacenajes.
2.1.2 ACTIVIDADES DE UN PROCESO.
Operaciones: Se habla de una operación, cuando el material sufre una
transformación durante el proceso. Cuando se cambia intencionalmente la
característica del material. Ejemplo: Llenar, cortar, taladrar, tornear, etc.
Se le representa por un círculo.
Inspecciones: Se grafica una inspección cuando se verifica con un estándar,
sea esta la calidad y cantidad. Asimismo cuando se somete a un examen
comparándolo con el estándar para determinar su conformidad. Ejemplo:
Verificar llenado, verificar la lectura del termómetro, leer información, etc.
Se la representa por un cuadrado.
Actividad combinada.- Se utiliza cuando dentro de la operación se lleva a
una inspección para que la operación termine dentro de los lineamientos de
calidad. Se la representa con un círculo dentro de un cuadrado.
Transporte: Se gráfica un transporte cuando el material se desplaza de un
lugar a otro a más de 1.10 m. De distancia. Nos indica si el proceso avanza o
retrocede, si está subiendo o bajando, mide las distancias que recorre.
Se le representa por una flecha

INFORME DE PRÁCTICAS PROFESIONALES 14
Demoras: Hace referencia a demoras, cuando el proceso no se inicia
inmediatamente después de una operación. Ahí se produce un stock en
tránsito, es decir que los productos en proceso están a la espera de ser
transportados a la siguiente operación. Representan los costos ocultos y se le
grafica por una letra D
Almacenes: Graficamos un almacenamiento, cuando se guarda el material o
producto en un lugar seguro y se hace necesaria una orden superior de
retirado. Normalmente en las organizaciones es de un almacenamiento de
materias primas y productos terminados. Se representa por un triángulo
equilátero invertido.
Respecto al uso de estos 5 términos, tenemos que en un Diagrama de Operaciones
del Proceso (DOP) se utilizan solamente actividades como: operación, inspección y
actividad combinada. Para el caso de la construcción de los Diagramas de Análisis
del Proceso (DAP) se utilizan los 5 términos.
La importancia de los diagramas de proceso radica en el hecho de que, al igual que
un plano o dibujo de taller, estos diagramas presentan en conjunto detalles de diseño
como ajustes tolerancia y especificaciones, todos los detalles de fabricación o
administración se aprecian globalmente en un diagrama de proceso.
2.1.3 DIAGRAMA DE OPERACIONES DE PROCESO (DOP)
Un diagrama del proceso de la operación es una representación gráfica de los puntos
en los que se introducen materiales en el proceso, el orden de las inspecciones y
todas las operaciones, excepto las incluidas en la manipulación de los materiales.
Puede, además, comprender cualquier otra información que se considere necesaria
para el análisis; por ejemplo: el tiempo requerido de cada operación, las situaciones

INFORME DE PRÁCTICAS PROFESIONALES 15
que se generan en cada paso del flujo de proceso, o añadidos que se van
incorporando al proceso pero que no ingresan en el producto final.
2.1.3.1 Importancia del diagrama de las operaciones del proceso
Posibilita el poder formarse una imagen clara de toda la secuencia, en forma
cronológica, de los acontecimientos que se dan en un proceso. Desde el ingreso de la
materia prima hasta la salida como producto terminado. Estudia las fases del proceso
en forma sistemática con el fin de disminuir las demoras. Posibilita el poder
comparar dos métodos, estudiar las operaciones y así eliminar tiempos
improductivos. Posibilita analizar las operaciones e inspecciones y su relación
dentro de un mismo proceso.
Los diagramas del proceso de la operación difieren ampliamente entre sí a
consecuencia de las diferencias entre los procesos que representan.
Es práctica común encabezar la información que distingue a estos diagramas con la
frase diagrama del proceso de operación.
2.1.3.2 Elaboración del diagrama de operaciones de proceso:
Antes de empezar a construir el diagrama de operaciones del proceso, el analista
debe identificar el mismo. La forma de hacerlo es identificar el mismo con la
denominación Diagrama de Operaciones de proceso precisando a que proceso
corresponde.
Se usan líneas verticales para indicar el flujo o curso general del proceso a medida
que se realiza el trabajo. Las líneas horizontales que entroncan con las líneas de flujo
verticales se emplean para indicar la introducción de material, ya sea proveniente de
INFORME DE PRÁCTICAS PROFESIONALES 16
compras o sobre el que se ha hecho algún trabajo durante el proceso. Los valores de
tiempo deben ser asignados a cada operación e inspección.
2.1.3.3 Utilización del diagrama de operaciones de proceso:
El diagrama de operaciones ayuda a promover y explicar un método propuesto
determinado. Dado que proporciona claramente una gran cantidad de información,
es un medio de comparación ideal entre dos alternativas que se proponen para un
proceso en particular.
2.1.4 DIAGRAMA DE FLUJO DEL PROCESO
2.1.4.1 Definición:
Se aplica, sobre todo, a un componente de un ensamble o sistema para lograr la
mayor economía en la fabricación, o en los procedimientos aplicables a un
componente o a una sucesión de trabajos en particular. El diagrama de flujo es
especialmente útil para poner de manifiesto costos ocultos como distancias
recorridas, retrasos y almacenamientos temporales. Una vez expuestos estos periodos
no productivos, el analista puede proceder a su mejoramiento.
En él se utilizan otros símbolos además de los de operación e inspección empleados
en el diagrama de operaciones. Además de registrar las operaciones y las
inspecciones, el diagrama de flujo de proceso muestra todos los traslados
(desplazamientos) y demoras con los que tropieza el producto en su recorrido por la
planta.
2.1.4.2 Elaboración del diagrama de flujo de proceso:
Como el diagrama de operaciones, el de flujo de un proceso debe ser identificado
correctamente. La información mencionada comprende, por lo general, número de la
INFORME DE PRÁCTICAS PROFESIONALES 17
pieza, número del plano, descripción del proceso, método actual o propuesto, fecha y
nombre de la persona que elabora el diagrama.
Es importante indicar en el diagrama todas las demoras y tiempos de
almacenamiento. No basta con indicar que tiene lugar un retraso o almacenaje.
Cuanto mayor sea el tiempo de almacenamiento o retraso de una pieza, tanto mayor
será el incremento en el costo acumulado y, por tanto, es de importancia saber qué
tiempo corresponde a la demora o al almacenamiento.

INFORME DE PRÁCTICAS PROFESIONALES 18
2.2 ÁREA DE PRODUCCIÓN
2.2.1 DEFINICIÓN
El área de producción, también llamada área o departamento de operaciones,
manufactura o de ingeniería, es el área o departamento de un negocio que tiene como
función principal, la transformación de insumos o recursos (energía, materia prima,
mano de obra, capital, información) en productos finales (bienes o servicios).
No solo las empresas productoras o industriales cuentan con la función o el área de
producción, sino también, toda empresa de servicios, por lo que hoy en día, se suele
utilizar más el término operaciones antes que el de producción, ya que el término
producción parece sólo implicar bienes tangibles, y no a los bienes intangibles o
servicios.
Por ejemplo, un banco que es una empresa de servicios, cuenta con líneas de
producción en débitos y créditos, contando con productos tales como ahorros,
haberes (línea de débitos), o productos como el leasing, factoring, avances de cuenta,
créditos hipotecarios, carta fianza, avales, tarjetas de crédito (línea de crédito).
Un banco siendo una empresa de servicios, usa bienes tangibles, los cuales vendrían
a ser sus productos, siendo cada uno de ellos un producto distinto a los demás, por lo
que al igual que sucede en una empresa productora, cada producto también tiene un
proceso distinto.
Al tener toda empresa, tanto una de bienes como una de servicios, un área o
departamento de producción, entonces, también, debe contar con un gerente o jefe de
producción, por ejemplo, en el caso de una universidad, el jefe de producción sería el
director o coordinador académico.
INFORME DE PRÁCTICAS PROFESIONALES 19
2.2.2 DECISIONES EN EL ÁREA DE PRODUCCIÓN
Las decisiones que se toman en el área de producción están relacionadas con los
siguientes aspectos:
Proceso
Capacidad
Inventarios
Fuerza de trabajo
Calidad
Veamos algunos ejemplos de decisiones que se pueden tomar relacionadas a estos
aspectos:
Decisiones Sobre El Proceso
Decisiones estratégicas Corresponden a decisiones de alcance de largo plazo,
irreversibles durante periodos prolongados, tomadas por el gerente, personal
corporativo, etc.
Dentro de estas decisiones estratégicas está el determinar el modelo de proceso, si la
producción será en línea (por ejemplo, en el ensamblaje de automóviles), o será una
producción por bloque (por ejemplo, en una peluquería: corte de cabello, con lavado
y peinado). Así mismo, el determinar cuántas unidades se necesitaría producir en un
mes.
Decisiones tácticas Responden a decisiones de alcance de corto plazo,
orientadas a la práctica, tomadas por el administrador, jefe de línea, etc. Estas

INFORME DE PRÁCTICAS PROFESIONALES 20
comprenden decisiones relacionadas con determinar cómo se obtendrán las unidades
requeridas a producir y determinar cuántos turnos de trabajo serán requeridos.
Adicionalmente, se tomarán decisiones respecto a: capacidad, inventario, fuerza de
trabajo y calidad, las que también tienen un ámbito estratégico y operativo y se
resumen en el cuadro adjunto-
DECISIONES SOBRE LA
CAPACIDAD
DECISIONES SOBRE FUERZA
DE TRABAJO
Decisiones estratégicas
Determina el tamaño de la instalación.
Determina la localización de la
instalación.
Decisiones tácticas
Decidir sobre el tiempo extra.
Decisiones estratégicas
Seleccionar el sistema de incentivos.
Decisiones tácticas
Fijar los estándares de trabajo.
DECISIONES SOBRE EL
INVENTARIO
DECISIONES SOBRE LA
CALIDAD
Decisiones estratégicas
Determinar el tamaño de inventario.
Decisiones tácticas
Decidir cuánto y cuándo ordenar por
vez.
Decisiones estratégicas
Fijar los estándares de calidad.
Decisiones tácticas
Definir qué tipo de control se realizará
para cumplir con las especificaciones
requeridas.
Criterios complementarios
Asimismo, para la toma de decisiones en el ámbito operativo se toman en cuenta los
siguientes criterios o variables como:
INFORME DE PRÁCTICAS PROFESIONALES 21
Costo
Calidad
Confiabilidad
Flexibilidad
Los mismos nos van a ser de utilidad para evaluar el “Proceso” y decidir cuál es el
mejor en términos de:
Costo: cuál es el proceso que tiene el menor costo.
Calidad: cuál es el proceso que nos permite cumplir con el mayor número de
especificaciones del producto.
Confiabilidad: cuál es el proceso que cuenta con un mayor grado de
confiabilidad o cumplimiento en la producción o entrega del bien o servicio.
Flexibilidad: cuál es el proceso que puede adaptarse mejor a cualquier
requerimiento o a los posibles cambios, por ejemplo, cambios en el diseño del
producto o en los volúmenes de producción.

INFORME DE PRÁCTICAS PROFESIONALES 22
CAPITULO III
SITUACIÓN ACTUAL
DE LA EMPRESA

INFORME DE PRÁCTICAS PROFESIONALES 23
3.1 DATOS GENERALES DE LA EMPRESA
3.1.1 Datos generales
Nombre de la empresa: FABRICA DE MUEBLES PARDO'S S.C.R.L.
Tipo Empresa: Sociedad Comercial de Responsabilidad Limitada
Fecha Inicio Actividades según registros: 28 de Diciembre del 2009
CIIU: 36104
Dirección Legal: Prolongación Abtao Nro. 550
Distrito / Ciudad: Huánuco
Departamento: Huánuco
Gerente: Pardo Principe Victor Yonel
RUC: 20529007273
3.1.2 Ubicación:
El local comercial se encuentra en la Prolongación Abtao Nro. 550
teniendo en este lugar un pequeño depósito de vidrios, policarbonatos,
acrílicos y aluminios, así como herramientas y productos de ferretería en
general para la venta del público. Se cuenta con una caseta de ventas
donde se concentran los diferentes clientes que acuden a solicitar
productos o pedir proformas y contratar los servicios para la producción
de un mueble personalizado.
La planta de producción de muebles se encuentra ubicada en la
Prolongación Abtao Nro. 552. En este lugar se ubica la planta de
fabricación donde se producen los muebles y se cortan los vidrios y
acrílicos para utilización o venta para clientes.

INFORME DE PRÁCTICAS PROFESIONALES 24
3.1.3 Empresas en el Departamento que comparten la misma actividad
comercial:
CARPINTERIA SEÑOR DE LOS MILAGROS EIRL
CONSORCIO INDUSTRIAL AMERICANO CONFORT
SOCIEDAD ANONIMA CERRADA
CORPORACION SEIJAS SOCIEDAD ANONIMA CERRADA
EMPRESA DE ARTESANOS CARPINTEROS LOS CHOLONES
SOCIEDAD COMERCIAL DE RESPONSABILIDAD LIMITADA
INDUSTRIA DE MUEBLES Y DECORACIONES SOCIEDAD
ANONIMA CERRADA
MULTISERVICIOS SAMAEL E.I.R.L.
REPRESENTACIONES E INVERSIONES GENERALES LOS
TRIGALES SOCIEDAD ANONIMA CERRADA
RODMA SERVICIO, DISEÑO & CONSTRUCCIÓN E.I.R.L.

INFORME DE PRÁCTICAS PROFESIONALES 25
S & F CONSTRUCCIONES Y SERVICIOS S.R.L.
SERVICIOS MULTIPLES EL OSAMA E.I.R.L.
3.2 BREVE RESEÑA DE LA EMPRESA
La empresa FABRICA DE MUEBLES PARDO'S S.C.R.L. inicia su actividad
allá por el año 2009. Su primer ítem de producción fue la fabricación de catres
para uso de hogar. Después desarrolla la línea de oficina, escritorios y estantería.
Producto del análisis que efectuaron respecto al sector y mercado en el que se
desenvolvían y percibieron que durante ese tiempo no habían desarrollado
alguna una ventaja competitiva. En particular no se había trabajado en el aspecto
de innovaciones y modernización necesarias para un mercado cada vez más
exigente.
En esa medida, se lanzaron a un nuevo reto lanzar nuevos diseños y modelos,
desarrollando línea para empresas y el hogar que han tenido muy buena
acogida.
Recientemente se observa en el mercado la apertura hacia la comercialización de
nuevas líneas de productos en general; además se especializan en la fabricación
estantería en melamine para todo uso.
Su salón de exposición y ventas, se renueva constantemente y se brinda una
atención personalizada a la clientela.
Sus Estados de Pérdidas y Ganancias así como su Balance General mostraban
resultados positivos como consecuencia de haber incrementado sus niveles de
venta, muy a pesar del proceso de disminución de la actividad económica por
efecto de la crisis internacional.

INFORME DE PRÁCTICAS PROFESIONALES 26
Sus estrategias se habían centrado en la innovación de sus diseños y modelos, y
el control de costos para ofrecer mejores precios.
Aspiran a seguir innovando teniendo en mente una futra ampliación de sus
instalaciones y mejorar el servicio de atención a sus clientes.
3.3 ACTIVIDADES
Fabricación de muebles en melamine y aluminio en sus líneas completas que
pueden ser: oficinas, hogar, panaderías y cocina industrial, hoteles
establecimientos educativos, supermercados y puntos de ventas. Así como
estanterías para todo uso.
3.4 VISIÓN
Ser la empresa líder en nuestro sector más competitiva y eficiente de toda la
región.
3.5 MISIÓN
Producir y comercializar muebles; brindando comodidad y elegancia a los
diferentes ambientes de tipo familiar, oficinas y empresas, tratando así de
satisfacer cada vez mejor la necesidad del cliente.
3.6 DESCRIPCIÓN GENERAL DE LOS PROCESOS
A. Diseño: Se define una pre-etapa en el proceso productivo en la cual se
establece el diseño del mueble y se elaboran los prototipos de éste.
El diseño conlleva el desarrollo de una idea por parte del diseñador, según
los criterios del cliente. Esta idea toma forma en dibujos de distintos modelos
y variaciones de ellos culminando en la confección de los planos.
El diseño consiste en definir tanto la estética como las dimensiones de
acuerdo a las preferencias del cliente.

INFORME DE PRÁCTICAS PROFESIONALES 27
B. Recepción de materia primas: El proceso se inicia con la recepción de la
materia prima, principalmente melamine, esponjas, discos de sierra, colas,
herrajes. Tras comprobar su buen estado, se almacena en las distintas zonas
específicas, en función de su naturaleza y del uso que se vaya a hacer de ella.
Se encuentra los siguientes almacenes:
Almacén de melamine.
Almacén de adhesivos.
Almacén de montaje (herrajes, etc.).
C. Maquinado: El maquinado de la melamine permite obtener piezas y/o
tablones de unas dimensiones y forma preestablecidas para la fabricación de
muebles. Generalmente, el maquinado de la melamine requiere de
operaciones como el corte a medida, taladrado, etc.
Luego de la recepción de la materia prima la melamine corte transversal,
aserrado radial o en surcos, montaje de las clavijas, perforado.
D. Tapado de cantos: Con la finalidad de tapar los cantos expuestos del corte
de la melamine. Un tapado de cantos perfecto no sólo protege la parte
expuesto de la melamine, sino que también es útil para obtener un acabado
de calidad.
E. Ensamblaje: Cada una de las partes son ensambladas por los trabajadores.
F. Acabado: El acabado se hace mediante la colocación de insumos finales
como las manijas, correderas, etc., así como la limpieza del mueble.

INFORME DE PRÁCTICAS PROFESIONALES 28
G. Almacenado: Al final de las operaciones los muebles son almacenadas para
su posterior entrega y/o comercialización.
3.7 DIAGRAMA DE LOS PROCESOS
3.7.1 Diagrama de flujo del proceso productivo
Recepción de materias
primas
Maquinado
(corte de tableros de melamine)
Diseño de muebles
Almacén de Melamine
Almacén de Adhesivos
Almacén de Montaje
Tapado de cantos
Ensamblado
Acabado
Almacén de P.T.
Entrega y/o
Comercialización
Inicio o Fin
del proceso
Operación
Almacén
Leyenda
INFORME DE PRÁCTICAS PROFESIONALES 29
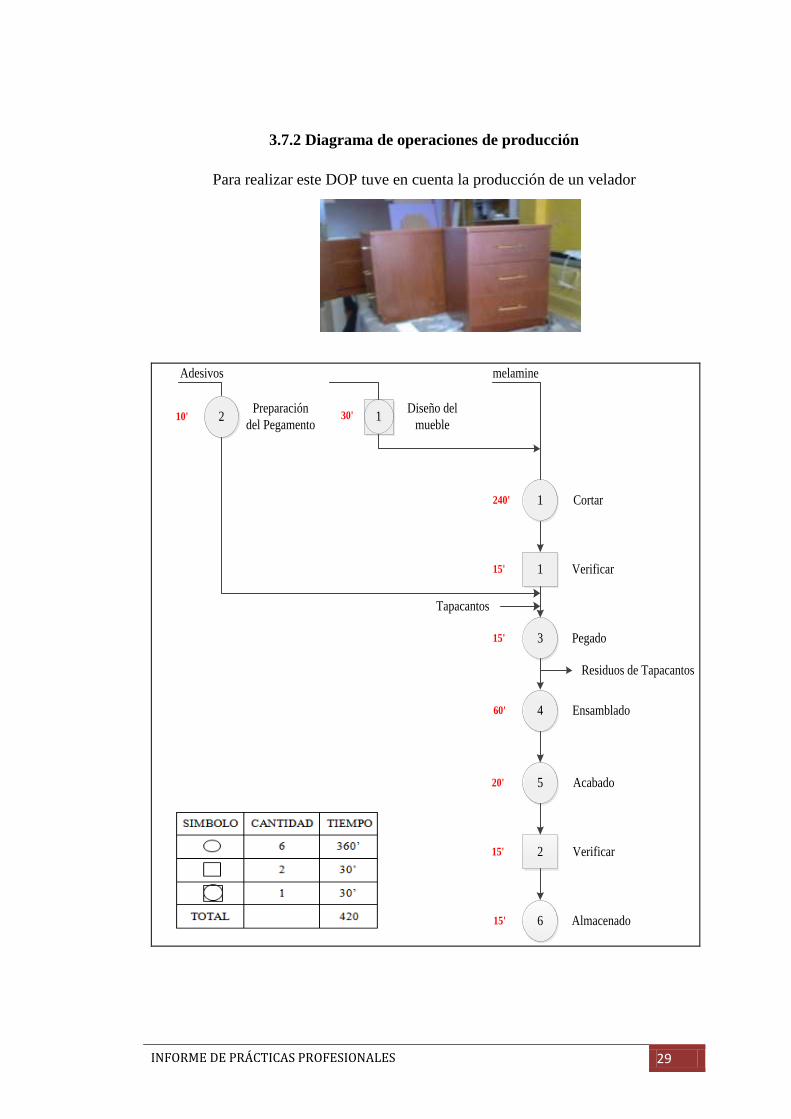
3.7.2 Diagrama de operaciones de producción
Para realizar este DOP tuve en cuenta la producción de un velador
1
1
11
3
Cortar
Diseño del
mueble
4
5
2
6
melamine
Verificar
Pegado
Tapacantos
2Preparación
del Pegamento
Ensamblado
Residuos de Tapacantos
Acabado
Verificar
Almacenado
10' 30'
240'
15'
15'
60'
20'
15'
15'
Adesivos
INFORME DE PRÁCTICAS PROFESIONALES 30
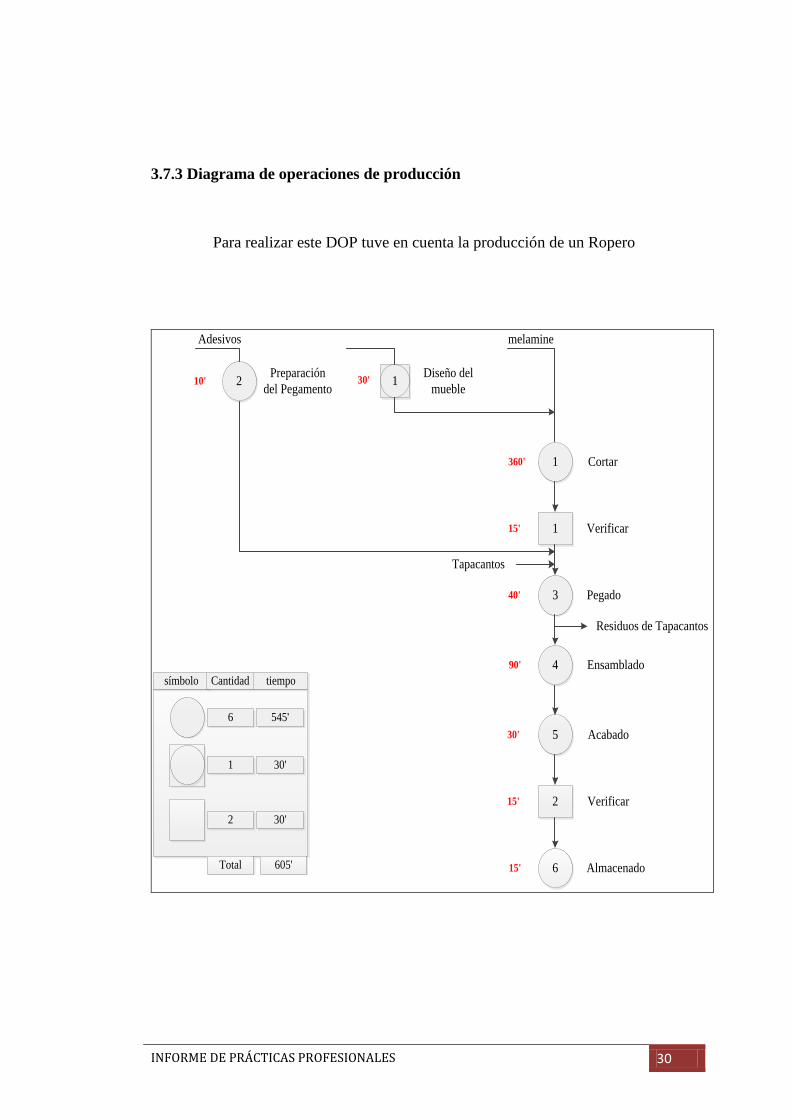
3.7.3 Diagrama de operaciones de producción
Para realizar este DOP tuve en cuenta la producción de un Ropero
1
1
11
3
Cortar
Diseño del
mueble
4
5
2
6
melamine
Verificar
Pegado
Tapacantos
2Preparación
del Pegamento
Ensamblado
Residuos de Tapacantos
Acabado
Verificar
Almacenado
10' 30'
360'
15'
40'
90'
30'
15'
15'
Adesivos
símbolo Cantidad tiempo
6
1
2
545'
30'
30'
Total 605'

INFORME DE PRÁCTICAS PROFESIONALES 31
3.8 Organigrama Funcional
3.9 Problemática Empresarial
- No se cumple a tiempo con los pedidos
- Los Empleados trabajan en forma desordenada
- Equipos y Herramientas mal almacenadas
- Trabajos inconclusos
- Poca comunicación con el cliente
- Los Trabajadores desisten de usar los implementos de seguridad
- Escases de Personal Capacitado (Deficiencia del personal)
- Mayor tiempo de manejo de una sola maquina
- Detención de la operación de corte (operación cuello de botella)
Asesoria Legal y Financiera
Gerencia General
Producción y Ventas
Compras y Distribución
Secretaría

INFORME DE PRÁCTICAS PROFESIONALES 32
CAPITULO IV
DESCRIPCIÓN DEL
ÁREA O SECCIÓN
INFORME DE PRÁCTICAS PROFESIONALES 33
4.1 DESCRIPCIÓN DE LAS OPERACIONES
a. Diseño: Se define una pre-etapa en el proceso productivo en la cual se
establece el diseño del mueble y se elaboran los prototipos de éste.
El diseño conlleva el desarrollo de una idea por parte del diseñador, según los
criterios del cliente. Esta idea toma forma en dibujos de distintos modelos y
variaciones de ellos culminando en la confección de los planos.
El diseño consiste en definir tanto la estética como las dimensiones de
acuerdo a las preferencias del cliente. (Anexo 01)
b. Recepción de materia primas: El proceso se inicia con la recepción de la
materia prima, principalmente melamine, material abrasivo (esponjas, discos
de sierra, etc.), colas, herrajes. Tras comprobar su buen estado, se almacena
en las distintas zonas específicas, en función de su naturaleza y del uso que se
vaya a hacer de ella. Se encuentra los siguientes almacenes:
Almacén de melamine.
Almacén de adhesivos.
Almacén de montaje (herrajes, etc.).
FOTOS: Imágenes de los muestras de melamine que han de ingresar al almacén

INFORME DE PRÁCTICAS PROFESIONALES 34
c. Maquinado: El maquinado de la melamine permite obtener piezas y/o
tablones de unas dimensiones y forma preestablecidas para la fabricación de
muebles. Generalmente, el maquinado de la melamine requiere de
operaciones como el corte a medida, taladrado, etc.

INFORME DE PRÁCTICAS PROFESIONALES 35
d. Tapado de cantos: Con la finalidad de tapar los cantos expuestos del corte
de la melamine. Un tapado de cantos perfecto no sólo protege la parte
expuesto de la melamine, sino que también es útil para obtener un acabado de
calidad.
e. Ensamblaje: Cada una de las partes son ensambladas por los trabajadores.
Imagen: de http://www.blogsperu.com/blog/20619/ obrero armando velador
f. Acabado: El acabado se hace mediante la colocación de insumos finales
como las manijas, correderas, etc., así como la limpieza de residuos y polvo
del mueble.

INFORME DE PRÁCTICAS PROFESIONALES 36
g. Almacenado: Al final de las operaciones los muebles son almacenadas para
su posterior entrega y/o comercialización.
4.2 DESCRIPCIÓN DEL PRODUCTO
En la empresa se fabrica toda clase de muebles hechos en melamine, además
también se puede hacer a pedido muebles hechos en aluminio y vidrios.

INFORME DE PRÁCTICAS PROFESIONALES 37
Algunos productos de nuestra fabricación:
Oficina
Archivadores
Casilleros
Escritorios
Estantes
Estantes corredizos sobre rieles “Full Espacio”
Mesas de computadoras
Separadores de libros
Sillones, otros.
Establecimientos Educativos
Mesas
Pupitres
Sillas
Otros
Estanterías para todo uso
Estantes corredizos sobre rieles
Estantes descubiertos
Rack para carga pesada y liviana
Otros

INFORME DE PRÁCTICAS PROFESIONALES 38
Hoteles
Carros de limpieza
Separadores de ambientes
Otros
Panadería y cocina
Estantería
Exhibidores
Muebles
Otros
Supermercados y puntos de ventas.-
Casilleros custodia
Estantería de uso múltiple
Exhibidor de panadería, de frutas y de verduras
Góndola centrales y de pared
Molinetes de acceso
Pedidos especiales
Separadores de fila
Otros

INFORME DE PRÁCTICAS PROFESIONALES 39
4.3 DESCRIPCIÓN DE LAS MAQUINAS O EQUIPOS
1.- Sierra Ingleteadora GCM 10 S Professional
ESPECIFICACIONES TECNICAS
Sierra Ingleteadora GCM 10 S Pro
Potencia 1.800 watts
Rotación sin carga 4.000 rpm
Diámetro de hoja de sierra 254 mm
Taladro de hoja de sierra 30 mm
Altura del corte máx. 87 mm
Longitud del corte máx. 305 mm
Peso 21,5 kg
220 V
2.- Sierra de banco
ESPECIFICACIONES TECNICAS
SIERRA DE BANCO PROFESIONAL
BLACK AND DECKER GTS10
Potencia 1.800 watts
Rotación sin carga 3.000 rpm
Diámetro de hoja de sierra 254 mm
Taladro de hoja de sierra 30 mm
Tamaño de mesa 641 mm x 737 mm
Capacidad de corte máx. 630 mm
derecha / 330 mm izquierda
Peso 34 kg
220 V

INFORME DE PRÁCTICAS PROFESIONALES 40
3.- Taladro en pedestal
ESPECIFICACIONES TECNICAS
TALADRO PEDESTAL
Espesor: 13 mm
Peso: 19 kg
Potencia: 350 w
Usos: Profesional
Velocidad: 520 - 2600 rpm
4.- Tapadora de Cantos
ESPECIFICACIONES TECNICAS
Enchapadora de Cantos Curvos TEB-130
Voltaje 440V /50Hz 4.2A
Grueso del tablero de 18 hasta 50 mm
Energía eléctrica total 0.75 KW
Presión de aire total 6 Bar
Peso 160 kg a 12,000 rpm
5.- Compresora De Aire
ESPECIFICACIONES TECNICAS
Compresora De Aire
Capacidad: 24 Lt
Caudal: 3.2 (a 90 psi 122 Lt/m)
Potencia: 2 hp
Presión: 115 psi
INFORME DE PRÁCTICAS PROFESIONALES 41
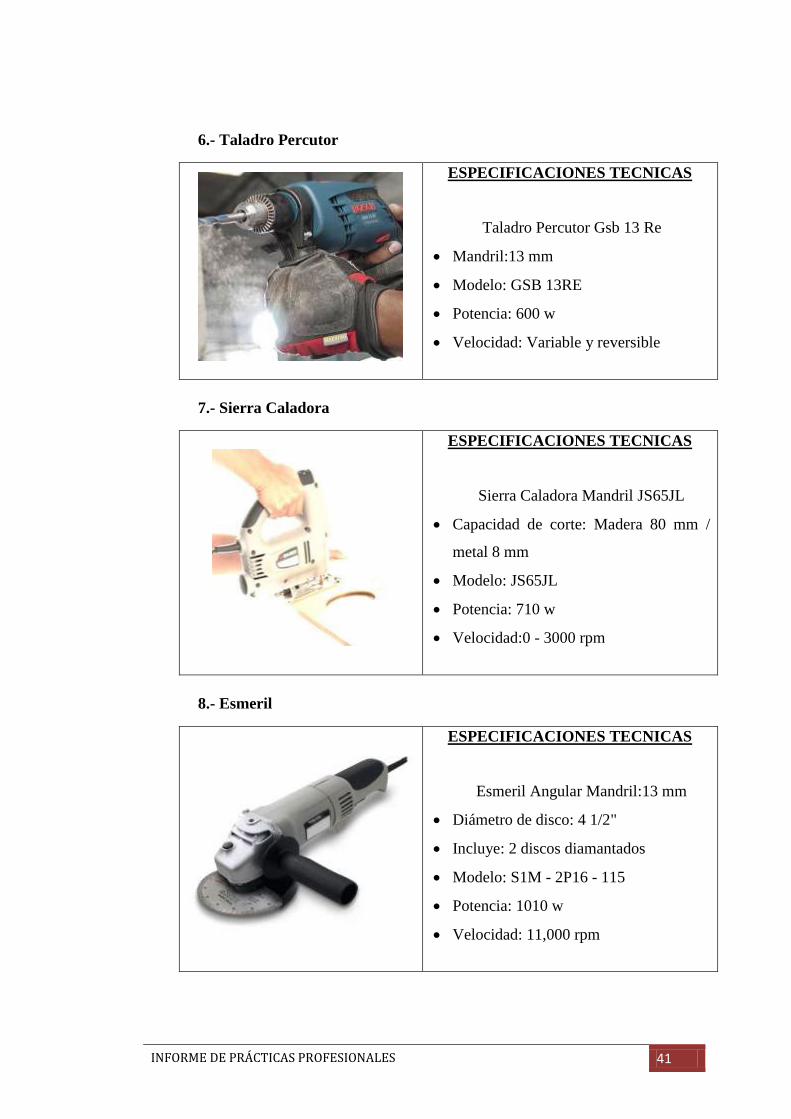
6.- Taladro Percutor
ESPECIFICACIONES TECNICAS
Taladro Percutor Gsb 13 Re
Mandril:13 mm
Modelo: GSB 13RE
Potencia: 600 w
Velocidad: Variable y reversible
7.- Sierra Caladora
ESPECIFICACIONES TECNICAS
Sierra Caladora Mandril JS65JL
Capacidad de corte: Madera 80 mm /
metal 8 mm
Modelo: JS65JL
Potencia: 710 w
Velocidad:0 - 3000 rpm
8.- Esmeril
ESPECIFICACIONES TECNICAS
Esmeril Angular Mandril:13 mm
Diámetro de disco: 4 1/2"
Incluye: 2 discos diamantados
Modelo: S1M - 2P16 - 115
Potencia: 1010 w
Velocidad: 11,000 rpm

INFORME DE PRÁCTICAS PROFESIONALES 42
4.4 DESCRIPCIÓN DE LAS FUNCIONES REALIZADAS
4.4.1 Área de producción
El área de producción, también llamada área o departamento de
operaciones, manufactura o de ingeniería, es el área o departamento de
un negocio que tiene como función principal, la transformación de
insumos o recursos (energía, materia prima, mano de obra, capital,
información) en productos finales (bienes o servicios).
Toma de decisiones en el área de producción
Para la toma de decisiones en el ámbito operativo se toman en cuenta
los siguientes criterios o variables:
Costo: cuál es el proceso que tiene el menor costo.
Calidad: cuál es el proceso que nos permite cumplir con el mayor
número de especificaciones del producto.
Confiabilidad: cuál es el proceso que cuenta con un mayor grado de
confiabilidad, cumplimiento o entrega del bien o servicio.
Flexibilidad: cuál es el proceso que puede adaptarse mejor a
cualquier requerimiento o a los posibles cambios.
4.4.2 Descripción Del Área Donde Se Realizó Las Practicas
A. DATOS GENERALES DEL PUESTO
a) Nombre del puesto:
Planeamiento y Gestión de la Producción

INFORME DE PRÁCTICAS PROFESIONALES 43
b) Área a la que pertenece:
Área de Producción
c) Líneas de reporte directo y funcional:
Gerencia General → Planeamiento y Gestión de la Producción
→ Supervisor de Producción → Obreros
d) La misión o razón de ser del puesto:
Realizar las Ventas buscando siempre la mejor opción para el
beneficio de la empresa, haciéndose cargo del planeamiento y
gestión de todo lo referente a los procesos productivos para
lograr eficiencia y un producto de calidad y al gusto del
cliente.
B. OBJETIVO DEL PUESTO
Objetivo principal:
- Satisfacer al cliente entregando un producto de calidad
cumpliendo con la fecha y diseño acordados.
Objetivo secundarios:
- Contactar con el cliente y obtener sus diseños con
especificaciones de los productos.
- Determinar el tiempo de entrega (incluido holgura por
imprevistos) y el presupuesto.
- Hacer una proforma.
INFORME DE PRÁCTICAS PROFESIONALES 44
- Enviar a producción y controlar que se cumpla con el diseño y
la calidad exigida.
- Entregar el producto previo pago con su respectivo
comprobante en la fecha acordada.
C. FUNCIONES DEL PUESTO
1. Verificar que los clientes estén satisfechos con el producto.
2. Asegurarse que se cumplan las condiciones acordadas por
ambas partes.
3. Coordinarse con la Secretaria Ejecutiva para llevar el control
de Ventas necesarias para la Contabilidad externa de la
empresa.
4. Debe encargarse de las relaciones públicas junto con el
Gerente General para asegurarse de mantener buenas
relaciones con clientes y proveedores.
5. Actualizar a los supervisores de producción sobre las
innovaciones en los procesos.
6. Verificar los reportes que le sean entregados y analizarlos.
7. Ser el responsable, junto con sus subordinados, que el producto
se encuentre en las condiciones óptimas para su venta.
8. Capturar ideas o propuestas de cualquier empleado que haya
tenido resultados positivos en el proceso de producción.
9. Ser el responsable del buen desarrollo de la planta y de la
eficiencia y eficacia de los procesos productivos e
innovaciones.

INFORME DE PRÁCTICAS PROFESIONALES 45
4.4.3 Detalle de los trabajos realizados
Inicialmente se debe tener un inventario de todos los materiales,
insumos y materia prima disponible en la empresa, para ello se acordó
que un empleado lleve el inventario de la materia prima (melamine y
nordex) y otros dos que se encarguen del inventario de los insumos y
materiales (correderas, tornillos, tapacantos, pegamento, tiradores,
etc.).
Se tiene un contacto con los clientes preferenciales (clientes de
pedidos grandes: supermercados, tiendas, hospitales, etc.) los clientes
de pedidos individuales serán atendidos en el local comercial, ubicado
al costado del centro de producción, y en donde se brinda servicios de
vidriera y ferretería.
Al contactar con los clientes se lleva un catálogo de productos
ofrecidos en la empresa, y las paletas de colores (a decisión del cliente
se puede variar el diseño y color de los modelos o hacer nuevos
modelos a medida y comodidad del cliente), con dichos modelos y
medidas se hace la proforma del pedido del cliente en donde se detalla
el costo de venta del producto y el tiempo de entrega (de acuerdo al
inventario inicial, capacidad y pedidos en cola).
Cerrar el acuerdo con el cliente y hacer el diseño con especificaciones
para enviar a producción.
Controlar que la producción se haga cumpliendo las especificaciones
del diseño y materiales de calidad requerida, e inspeccionar que el

INFORME DE PRÁCTICAS PROFESIONALES 46
personal trabaje con sus implementos de seguridad para evitar
accidentes laborales.
Al final de la producción tomar una muestra y controlar la calidad y
diseños exigidos.
Entregar el producto previa confirmación de pago con su respectivo
comprobante en la fecha acordada.
Coordinar con la secretaria y entregar las copias de los comprobantes
de pago llevar el control de ventas necesarias para la contabilidad
externa de la empresa.
Hacer una lista de requerimientos de materia prima, materiales e
insumos y enviarlos a secretaria para que envíen un pedido de compra.
4.5 PROBLEMAS A SOLUCIONAR
- No se cumple a tiempo con los pedidos
- Trabajos inconclusos
- Detención de la operación de corte por fallas de maquina
- Poca comunicación con el cliente

INFORME DE PRÁCTICAS PROFESIONALES 47
CAPITULO V
PROPUESTA DE
SOLUCIÓN

INFORME DE PRÁCTICAS PROFESIONALES 48
5.1 PLANTEAMIENTO DEL PROBLEMA
5.1.1 Descripción del problema: Como producto de las actividades
desarrolladas, se han identificado diversos problemas, las que podríamos
identificar como: problemas de índole rutinaria, de crisis y de oportunidad.
Se detalla a continuación las características de los mismos.
Problema rutinario:
1. Escases de Personal Capacitado (Deficiencias del personal).
No existe centro de estudios técnicos locales en esta
especialidad.
Falta de capacitación de personal.
2. Trabajos inconclusos.
Asignar al personal que realiza un trabajo para efectuar
otras actividades prioritarias.
Escases de máquinas y herramientas de tecnología que
disminuyan el tiempo de producción.
3. Mayor tiempo de manejo de una sola maquina
Se cuenta con una sola maquina
Problema de crisis:
4. Detención de la operación de corte (operación cuello de
botella).
Avería de maquinaria de corte para la producción.
Existencia de una sola maquina o herramienta para la
realización de dicha operación.
5. No se cumple a tiempo con los pedidos.
Acumulación de trabajos pendientes.
Incremento en el tiempo de producción.

INFORME DE PRÁCTICAS PROFESIONALES 49
Problema de oportunidad:
6. Poca comunicación con el cliente.
Falta de personal capacitado para la atención al público.
Evasivas por parte de la empresa para no afrontar las
demoras en los tiempos de entrega de los productos.
Teniendo en cuenta estos problemas, el informe intentara dar una
recomendación para solucionar los puntos 2, 3, y 4, pues los mismos vienen
afectando al tiempo de producción y la cantidad de productos producidos.
5.1.2 ¿Por qué es importante resolver dichos problemas?
La importancia de resolver los problemas 2, 3, 4 son fundamentales debido a
que afectan indirectamente a los problemas 1 y 5 (esto se puede apreciar en
el Árbol de Realidad Actual de la empresa ANEXO 02).
Lo anterior conlleva a la pérdida de credibilidad y confianza de los clientes en
el cumplimiento de los compromisos adquiridos respecto a los plazos de
entrega pactados.
5.2 OBJETIVOS
Objetivo General:
Incrementar la cantidad de productos fabricados, disminuyendo los
tiempos de producción por medio de la adquisición de una nueva
máquina.
Objetivo Específico:
Realizar una prueba del tiempo de producción de un producto común con
las maquinas actuales e identificar el cuello de botella.

INFORME DE PRÁCTICAS PROFESIONALES 50
Evaluación de diversa maquinaria que reduzcan el tiempo de producción,
aumentando la capacidad de producción en el cuello de botella.
Realizar pruebas del tiempo de producción de un producto común con la
máquina adquirida.
5.3 METODOLOGÍA Y PROCEDIMIENTO
5.3.1 Metodología
Teniendo en cuenta que se ha identificado que la operación cuello de botella
en el proceso productivo es la operación de corte, la propuesta de solución
viene a ser mejorar esta operación con la adquisición de una nueva máquina
de corte de melamine para disminuir el tiempo de producción. Ello
contribuirá a superar el cuello de botella.
Ello implica no solo enfocarnos en los aspectos operativos del equipo sino
también en todo lo referente a la seguridad del operario, pues se verificará
que este cuente con los respectivos accesorios de seguridad: guantes, lentes,
zapatos de seguridad entre otros.
El tiempo del estudio fue de 32 horas útiles de trabajo, divididas en 3 días, en
el área de producción de la empresa ubicada en Prolongación Abtao Nro. 550
Huánuco.

INFORME DE PRÁCTICAS PROFESIONALES 51
5.3.2 Procedimiento
A. Identificar empresas que comercialicen máquinas de corte para
melamine y apuntar sus especificaciones y precio.
B. Evaluar los precios y especificaciones de las máquinas
C. Identificar fuentes de financiamiento y efectuar la compra de la
máquina.
D. Instalación de la máquina en el taller.
E. Puesta a prueba de la máquina en taller con el personal.
F. Identificación de fallas en el equipo, si se encontrasen.
G. Poner en funcionamiento la nueva máquina adquirida.
5.4 DESARROLLO / EJECUCIÓN
En este rubro de desarrollo y ejecución se describirá la puesta en marcha de la
máquina propuesta (MAQUINA SIERRA CIRCULAR ESCUADRADORA
Cronograma de Actividades
Martes 24 (abril) Miércoles 25 Jueves
a.m. p.m. a.m. p.m. a.m.
8 1
0
1
2 2 4 6 8 8
1
0
1
2 2 4 6 8 8
1
0
1
2
Buscar máquinas de corte para melamine
y apuntar sus especificaciones y precio.
Evaluar los precios de las máquinas y sus
especificaciones.
Búsqueda de financiamiento y realizar la
compra de la máquina.
Instalación de la máquina en el taller.
Puesta a prueba de la máquina en taller
con el personal.
Identificar fallas si se encontrasen.
Poner en funcionamiento la nueva
máquina.

INFORME DE PRÁCTICAS PROFESIONALES 52
MARCA ROBLAND MODELO E 2800). Se fijó un cronograma de
propuesta de compra de máquina, llevando a cabo de la siguiente manera:
A. El tiempo de estudio de la máquina a adquirir se estableció según las
necesidades de la empresa. Se requería una máquina sierra circular de
mesa para corte de melamine con las siguientes especificaciones:
Peso máximo 500 kg
Dimensiones máximas: 3.5 m de largo, 1.5 m de ancho y 2.20 m de alto.
Revoluciones por minuto mínimo: 5000 RPM
Potencia mínima: 2 HP
Voltaje: 220 – 230 v
B. Se propuso varias máquinas según sus especificaciones.
Entre ellas las
Máquina sierra circular escuadradora ROBLAND modelo E 2800
Sierra circular de mesa marca TRIAX modelo EURO350LR
Sierra circular de mesa marca BOSH modelo GTS 10
C. Luego se buscó marcas de máquinas por internet, solicitando
especificaciones y cotizaciones. Los detalles de las mismas son:
Maquina Especificaciones
técnicas
Precio
S/.
Maquina sierra circular escuadradora
ROBLAND modelo E 2800
Esp
ecificacion
es Técn
icas
en A
nex
o 3
21,290
Maquina sierra circular escuadradora
ROBLAND modelo Z3200 24,355
Sierra circular de mesa marca TRIAX
modelo EURO350LR 14,377
Sierra circular de mesa marca TRIAX
modelo MA315LR 10,288
Sierra circular de mesa marca BOSH
modelo GTS 10 Professional 15,617

INFORME DE PRÁCTICAS PROFESIONALES 53
D. Se pidió visualizar la maquina a adquirir.
El equipo a comprar fue el siguiente: Maquina sierra circular
escuadradora ROBLAND modelo E 2800 y se pidió a la empresa
visualizar la máquina en su tienda para poder verificar las
especificaciones y comprarla.
E. Se buscó financiamiento analizando las fuentes comerciales
disponibles.
Se tomó el financiamiento ofrecido por el banco Interbank. Ellos
recomendaron el tipo de financiamiento “Crédito Activo Fijo”.
Beneficios:
- Prestamos hasta S/64,000 ó US$20,000 sin garantía.
- Desembolsamos tu préstamo en máximo 3 días*.
- Realizas pre-pagos sin penalidad.
- No cobran comisión por desembolso.
- Financiamiento hasta el 80% del bien.
- Plazos hasta por 48 meses para activos muebles.
- Cuotas fijas.
- Hasta 60 días de período de gracia (según evaluación).
- Seguro de desgravamen.
Requisitos:
- Debes contar con 1.5 años de antigüedad comercial.
. Necesitas tener vivienda propia (caso contrario presentar aval).
INFORME DE PRÁCTICAS PROFESIONALES 54
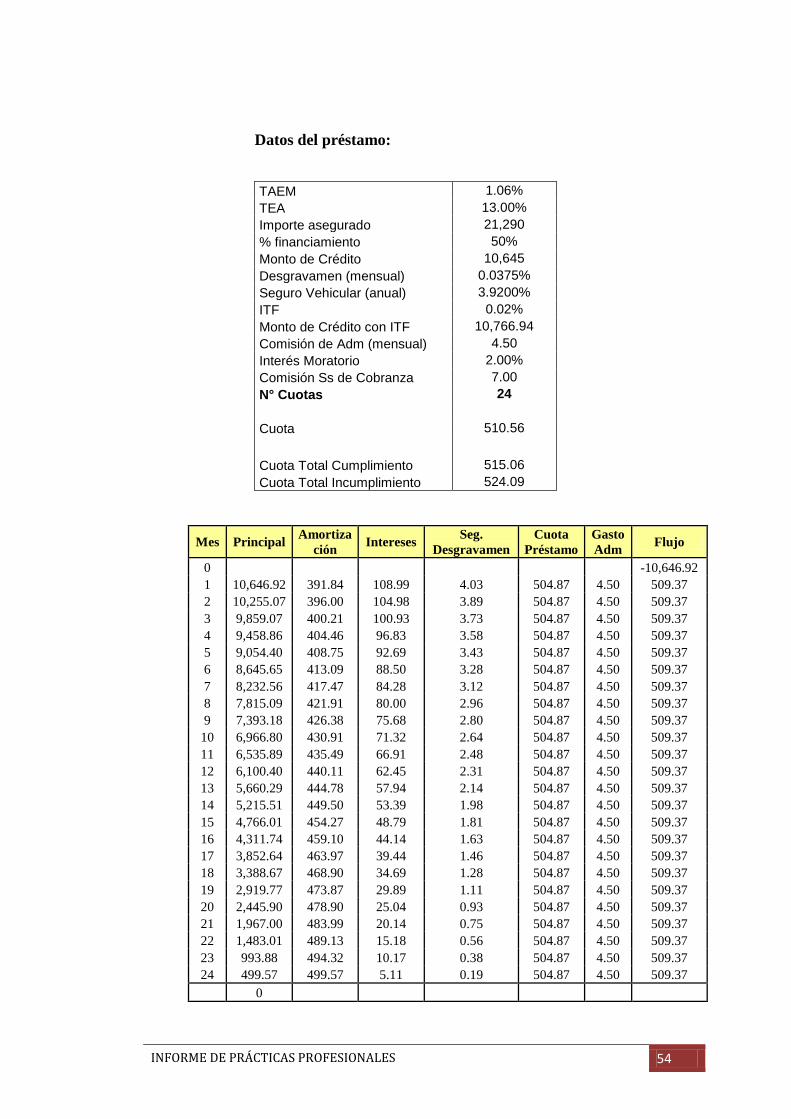
Datos del préstamo:
TAEM 1.06%
TEA 13.00%
Importe asegurado 21,290
% financiamiento 50%
Monto de Crédito 10,645
Desgravamen (mensual) 0.0375%
Seguro Vehicular (anual) 3.9200%
ITF 0.02%
Monto de Crédito con ITF 10,766.94
Comisión de Adm (mensual) 4.50
Interés Moratorio 2.00%
Comisión Ss de Cobranza 7.00
N° Cuotas 24
Cuota 510.56
Cuota Total Cumplimiento 515.06
Cuota Total Incumplimiento 524.09
Mes Principal Amortiza
ción Intereses
Seg.
Desgravamen
Cuota
Préstamo
Gasto
Adm Flujo
0 -10,646.92
1 10,646.92 391.84 108.99 4.03 504.87 4.50 509.37
2 10,255.07 396.00 104.98 3.89 504.87 4.50 509.37
3 9,859.07 400.21 100.93 3.73 504.87 4.50 509.37
4 9,458.86 404.46 96.83 3.58 504.87 4.50 509.37
5 9,054.40 408.75 92.69 3.43 504.87 4.50 509.37
6 8,645.65 413.09 88.50 3.28 504.87 4.50 509.37
7 8,232.56 417.47 84.28 3.12 504.87 4.50 509.37
8 7,815.09 421.91 80.00 2.96 504.87 4.50 509.37
9 7,393.18 426.38 75.68 2.80 504.87 4.50 509.37
10 6,966.80 430.91 71.32 2.64 504.87 4.50 509.37
11 6,535.89 435.49 66.91 2.48 504.87 4.50 509.37
12 6,100.40 440.11 62.45 2.31 504.87 4.50 509.37
13 5,660.29 444.78 57.94 2.14 504.87 4.50 509.37
14 5,215.51 449.50 53.39 1.98 504.87 4.50 509.37
15 4,766.01 454.27 48.79 1.81 504.87 4.50 509.37
16 4,311.74 459.10 44.14 1.63 504.87 4.50 509.37
17 3,852.64 463.97 39.44 1.46 504.87 4.50 509.37
18 3,388.67 468.90 34.69 1.28 504.87 4.50 509.37
19 2,919.77 473.87 29.89 1.11 504.87 4.50 509.37
20 2,445.90 478.90 25.04 0.93 504.87 4.50 509.37
21 1,967.00 483.99 20.14 0.75 504.87 4.50 509.37
22 1,483.01 489.13 15.18 0.56 504.87 4.50 509.37
23 993.88 494.32 10.17 0.38 504.87 4.50 509.37
24 499.57 499.57 5.11 0.19 504.87 4.50 509.37
0

INFORME DE PRÁCTICAS PROFESIONALES 55
F. Se efectuó la compra de dicha máquina.
Con el préstamo financiero obtenido, se fue junto al gerente a la
tienda para adquirir la nueva máquina elegida.
G. Se solicitó una prueba de la maquina a la empresa vendedora.
Se solicitó al vendedor una prueba in situ de la máquina obtenida,
para verificar fallas comunes e identificar la forma de operar la
máquina, la cual resulto ser sencilla, puesto que simplemente se
encuadra la melamine a cortar de acuerdo al ángulo y profundidad de
corte y se desliza la melamine por la sierra para el corte, de acuerdo
a las dimensiones específicas.
H. La empresa vendedora de la maquina se encargó de enviar el
producto al área de producción en Huánuco.
En el acuerdo de compra no incluía el traslado de la máquina, por lo
cual se tuvo que contratar el trasporte de la misma empresa por un
monto adicional, lo cual garantizaba que llegue la maquina en
óptimas condiciones.
I. Se instaló la máquina en el taller.
En este detalle su cuido que no cause interferencias y garantice una
operación fluida.
J. La puesta a prueba la máquina a efectos de visualizar la manera de
operar, previamente se revisó el manual de operaciones y la forma de
operar la misma. Se brindó a los operarios la capacitación del caso
para verificar que no hubiesen dudas y aclarando el procedimiento
de operación.
K. Se dejó operativo la máquina y trabajando normalmente.

INFORME DE PRÁCTICAS PROFESIONALES 56
CONCLUSIONES Y
RECOMENDACIONES

INFORME DE PRÁCTICAS PROFESIONALES 57
CONCLUSIONES
- El objetivo de este trabajo es a dar a conocer los conceptos que ayuden a resolver
algunos problemas que tiene la empresa.
- Se obtuvo un préstamo financiero en el banco Interbank para comprar la máquina
sugerida,
- Fue financiado el 50% del valor de la máquina, para pagarlas en 24 meses.
- Se logró con la nueva máquina duplicar las unidades producidas en la operación
de corte en el mismo tiempo con respecto a la máquina anterior.
- En caso de grandes pedidos se podrá utilizar las dos máquinas, la nueva máquina
adquirida y la antigua, al mismo tiempo con lo cual triplicaría las unidades
producidas en la operación de corte y reduciría considerablemente los tiempos e
producción asignando un personal más en la operación de corte.
INFORME DE PRÁCTICAS PROFESIONALES 58
RECOMENDACIONES
- Mantener los gastos del negocio mantener reducidos.
- Analizar los inventarios para reducirlos en caso sean elevados y que guarden
relación con la proyección de sus ventas existentes.
- Definir el lanzamiento de nuevos productos a mediano y corto plazo, reduciendo
la gama de productos de mayor costo de producción y de menor demanda, esto
posibilitará una buena gestión en la empresa.
- Capacitar paulatinamente al personal.

INFORME DE PRÁCTICAS PROFESIONALES 59
ANEXOS

INFORME DE PRÁCTICAS PROFESIONALES 60
Anexo 01
Diseño original de un velador en la empresa: “FABRICA DE MUEBLES PARDO'S S.C.R.L.”

INFORME DE PRÁCTICAS PROFESIONALES 61
Anexo 02
Árbol de Realidad Actual de la empresa
Se cuenta con una sola
maquina para la realización de la
operación de corte
Avería de la única maquina de corte para la
producción
EIDE #4Detención de la
operación de corte (cuello de botella)
Incremento en el tiempo de producción
Evasión del representante de la empresa para
ocultar el incremento en el
tiempo de producción
EIDE #5No se cumple a tiempo con los
pedidos
Acumulación de trabajos pendientes
EIDE #6Poca comunicación
con el cliente
EIDE #2Trabajos
inconclusos
EIDE #1Escasez de personal
calificado
Escasez de maquinas de tecnología en la zona que ayuden a
disminuir el tiempo de producción
Designación del personal que realiza
un trabajo para efectuar otro con mayor prioridad
No existe centro de estudios
técnicos de esta especialidad en
la zona
Falta de capacitación de personal
EIDE #3Mas tiempo de manejo de una sola maquina
A mayor tiempo de manejo, la maquina se satura y, habrá mayor probabilidad de avería
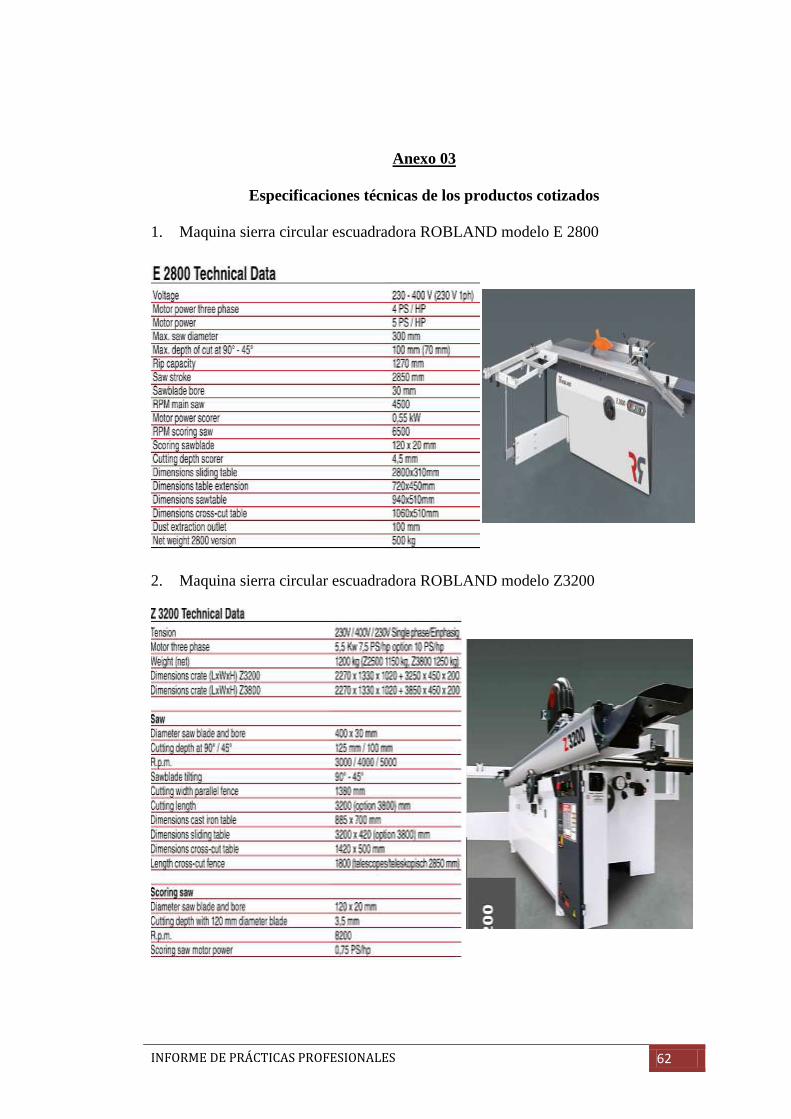
INFORME DE PRÁCTICAS PROFESIONALES 62
Anexo 03
Especificaciones técnicas de los productos cotizados
1. Maquina sierra circular escuadradora ROBLAND modelo E 2800
2. Maquina sierra circular escuadradora ROBLAND modelo Z3200

INFORME DE PRÁCTICAS PROFESIONALES 63
3. Sierra circular de mesa marca TRIAX modelo EURO350LR
4. Sierra circular de mesa marca TRIAX modelo MA315LR

INFORME DE PRÁCTICAS PROFESIONALES 64
5. Sierra circular de mesa marca BOSH modelo GTS 10 Professional

INFORME DE PRÁCTICAS PROFESIONALES 65
BIBLIOGRAFIA

INFORME DE PRÁCTICAS PROFESIONALES 66
Mundel, Marvin E. Estudios de tiempos y movimientos. Editorial CECSA México
1984
Niebel, Benjamin W. Ingeniería Industrial. Estudio de tiempos y movimientos,
Editorial Alfa y omega. México, 1997
Krick, Edward V. Ingeniería de métodos Editorial Limusa México 1989
Garcia Criollo, Roberto. Estudio del trabajo, Ingeniería de métodos, Editorial
McGraw Hill Primera Edición 1998
http://www.mitecnologico.com/Main/DiagramaProcesoOperacionesDefinicion
http://es.wikipedia.org/wiki/Diagrama_de_flujo
http://ingenieriametodos.blogspot.com/2008/07/diagramas-de-procesos.html