






Idiomas
Páginas
Jurídico


INSTITUTO TECNOLOGICO SUPERIOR CENTRAL TECNICO
NOMBRE:ANDRES CUMBAJIN
MATERIA :TECNOLOGIA DE LA FUNDICION
TEMA:FUNDICION DE ACEROS EN ARENA
FECHA DE ENTREGA:22 DE OCTUBRE DEL 2015
SEMESTRE:CUARTO

INSTITUTO TECNOLOGICO SUPERIOR“CENTRAL TECNICO"
FUNDICION EN ARENA
La fundición en arena es el proceso más utilizado en la industria de la fundición, la producción por medio de este método representa la mayor parte del tonelaje total de fundición. Casi todas las aleaciones pueden fundirse en arena, de hecho, es uno de los pocos procesos que pueden usarse para metales con altas temperaturas de fusión, como son el acero, el níquel y el titanio. Su versatilidad permite fundir partes muy pequeñas o muy grandes en cantidades de producción que van desde una pieza a millones de éstas.
La fundición en arena consiste en vaciar el metal fundido a un molde de arena, dejarlo solidificar y romper después el molde para remover la fundición. Posteriormente, la fundición pasa por un proceso de limpieza e inspección.
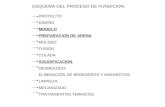
Preparación de mezcla 1. Moldeo 2. Fusión 3. Vertido 4. Desmolde ,limpieza, acabado
Cada uno de ellos dispondrá de su respectiva tecnología y se desarrollaran como dos flujos de producción paralelos los cuales en determinado momento se unirán para darle forma y terminación a la pieza como se demuestra en el siguiente diagrama de flujo.

PREPARACIÓN DE LA MEZCLAUna mezcla de moldeo en su forma más simple es la unión de diferentes materiales capaces de producir un material de construcción con el cual se puede elaborar el molde o sea la cavidad donde se verterá el metal fundido. Cuando se preparan las mezclas para el moldeo de la plantilla elaboración de los machos, estas deben responder a determinadas exigencias impuestas por el proceso tecnológico como son: permeabilidad, resistencia en verde, resistencia en seco, plasticidad y otros, por lo tanto la selección de los materiales de moldeo responderá por tanto a determinadas normas, que depende fundamentalmente de la complejidad de la pieza y el peso de esta. Cuando algunos de los parámetros citados no corresponde a los admisibles se deben regenerar las propiedades de las mezclas corrigiendo su composición.En el caso del molde, el mismo se elaborará con las siguientes mezclas:
MC -1: Mezcla de cara para piezas fundidas de acero en base a arena de sílice y silicato de sodio para moldes y machos .Composición: Arena de Sílice 94% y silicato de sodio 6%. La cual ocupara en el molde en un 30%
MR-1: Mezcla de relleno para moldeo de hierro y aceros su composición es: Arena de retorno 94%, bentonita 3%, agua hasta la humedad requerida y melaza3% la cual ocupara el 70%.de la mezcla que se constituye el molde.Los machos se elaborarán con:
MM-15: Para machos. Su composición es: Arena Sílice 94% y solución silicato- azúcar6% (silicato de sodio 80% y azúcar a 4%).
MOLDES
La fundición en arena requiere un patrón o modelo al tamaño de la parte, ligeramente agrandado, tomando en consideración la contracción y las tolerancias para el maquinado de la pieza final.
Los materiales que se usan para hacer estos modelos son madera, resinas o metales.
El más simple está hecho de una pieza, llamado modelo sólido, que tiene la misma forma de la fundición y los ajustes en tamaño por contracción y maquinado. Su manufactura es fácil, pero la complicación surge cuando se utiliza para hacer el molde de arena. Determinar la localización del plano de separación entre las dos mitades del molde e incorporar el sistema de vaciado y el vertedero de colada para un modelo sólido, puede ser un problema que se dejará al juicio y habilidad del operario del taller de fundición. Por tanto, los modelos sólidos se usan solamente en producciones de muy baja cantidad.

MOLDEO EN VERDEEl molde es una cavidad que tiene la forma geométrica de la pieza que se va fundir. La arena de fundición es sílice (Si02) o sílice mezclada con otros minerales. Esta arena debe tener buenas propiedades refractarias, expresadas como la capacidad de resistir altas temperaturas sin fundirse o degradarse. Otras características importantes son: el tamaño del grano, la distribución de tamaños del grano en la mezcla y la forma de los granos. Los granos pequeños proporcionan mejor acabado superficial en la fundición, pero los granos grandes son más permeables, para que los gases escapen durante el vaciado. Los moldes hechos de granos irregulares tienden a ser más fuertes que los moldes de granos redondos debido al entrelazado de los granos, pero esto tiende a restringir la permeabilidad.
Los moldes de arena verde se hacen de una mezcla de arena, bentonita y agua, el término "verde" se refiere al hecho de que el molde contiene humedad al momento del vaciado. Los moldes de arena verde tienen suficiente resistencia en la mayoría de sus aplicaciones, así como buena refractabilidad, permeabilidad y reutilización.
MOLDEO EN CASCARAEl moldeo en cáscara, también conocido como SHELL-MOULDING, se lleva a cabo al poner en contacto arena revestida con resina (arena shell) con el modelo que previamente secalentó a una temperatura de 250ºC. La resina que lleva la arena, al quedar en contacto con la placa modelo caliente, va a aglomerar a la arena alrededor del modelo, quedando un molde en forma de cáscara que separaremos del modelo.
En este proceso, los modelos deben ser buenos conductores del calor, resistir los cambios de temperatura, por lo que deben ser de metal (hierro o acero).

MOLDEO SILICATO CO2Es un moldeo que trata de endurecer moldes y corazones (machos) sin necesidad de aportes de calor. Se emplean arenas sílices, siendo el aglomerante el silicato sódico hidratado (Na2OSiO2·XH2O). El molde se hace pasar a través de una corriente de CO2, reaccionando este con el silicato sódico y el agua .Esta reacción da como resultado un carbonato de sodio y un gel de sílice, que es el elemento fundamental como aglutinante de la arena. Los modelos y las cajas utilizadas pueden ser los mismos que para el moldeo en arena en verde.
PINTURAS REFRACTARIASLa principal función de un recubrimiento refractario para moldes y corazones es la de presentar una película fina, homogénea, refractaria, lubricante y resistente a la penetración del metal fundido para producir piezas con un buen a excelente acabado superficial.
La industria metal mecánica exige que la calidad y las piezas de fundición de cualquier metal o aleación reflejen una copia fiel del modelo requerido. Es aquí donde los recubrimientos refractarios juegan un papel importante.
TIPOS DE ARENA PARA HACER UN MOLDE PARA
MOLDEAR
ARENA VERDESegún Custom Part.net, la arena verde es la arena más barata y más utilizada para la fundición. Esta se compone de 90 por ciento de arena de sílice, tres por ciento de agua y siete por ciento arcilla. La arena verde también se conoce como arena de agua, de acuerdo con Casting Hobby, ya que utiliza agua para unir la arena y la arcilla. La arcilla usada comúnmente es la bentonita, que se encuentra en arenas verdes de pasatiempos y hogares de fundición. Aglutinantes se utilizan a veces en lugar de arcilla para hacer la arena verde. Los ejemplos de aglutinantes industriales incluyen resina y materiales a base de colágeno.
ARENA DE PETRÓLEOLa arena de petróleo es arena de fundición que utiliza aceite en lugar de agua como un agente de unión. A los aficionados les gusta la arena de petróleo porque es más fácil de usar, no hace vapor como la arena de agua y produce un acabado más fino. Debido a la arena, este tipo de fundición no produce superficies limpias. La arena es demasiado porosa como para conseguir un acabado liso. El petróleo tiene un carácter más pegajoso que el agua. Puede rellenar los poros entre las partículas de arena y por eso la arena de petróleo dará una textura de superficie sin marcas.

ARENA SECALa arena seca es sólo arena de sílice mezclada con un aglutinante orgánico. Estos moldes se cuecen primero en un horno antes de ser utilizados para moldear metal. El calor fortalece y endurece el molde de arena, de acuerdo a Metal Casting.com. Este tipo de moldeado de arena asegura dimensiones más precisas y, en general, menos imprecisiones. Los moldes con diseños más complicados se hacen más fáciles en las fundiciones de arena seca. Este proceso se utiliza sobre todo para hacer grandes elementos como bloques de motor y piezas de construcción.
ARENA SIN COCCIÓNLa arena sin cocción se mezcla con una resina líquida o de plástico que se endurece a temperatura ambiente. La mezcla se crea en un mezclador de alta velocidad y luego se vierte en una caja que contiene un prototipo del elemento que deseas realizar. Este "positivo" es de madera o de metal. La arena es comprimida alrededor del artículo ya sea a mano o con una máquina que aplica la compresión, y la mezcla se deja endurecer. Se corta en dos mitades, el "arrastre", o la mitad inferior, y el "frente", o la parte superior media. Según General Foundry, los moldes de arenas sin cocción se endurecen en unos pocos minutos. A continuación, el positivo se elimina y los núcleos se ponen en su lugar. El molde se cierra herméticamente y se vierte el metal.
WEBGRAFIA
http://www.quiminet.com/articulos/la-fundicion-en-arena-un-proceso-de-calidad-2577704.htm
http://www.ehowenespanol.com/tipos-arena-molde-moldear-lista_357066/
http://www.monografias.com/trabajos94/etapas-del-proceso-fundicion/etapas-del-proceso-fundicion.shtml