





Idiomas
Páginas
Jurídico


GUIA # 1 ADMINISTRACIÓN DE MANTENIEMIENTO EN MAQUINARIA DE
CONFECCIÓN INDUSTRIAL
ELABORADO POR: EVILA MARTINEZ
1. Conformar un departamento de mantenimiento para una fabrica de confección con el equipo descrito en la tabla 1, teniendo en cuenta los aspectos físicos, humanos y administrativo.
Tabla 1TIPO DE MAQUINA MARCA CANTIDAD
Planas de 1 aguja electrónicas
Brother 50
Planas de 2 agujas electrónicas
Juki 35
Fileteadoras sencillas puntada 540
Siruba 15
Fileteadoras con puntada de seguridad, puntada 516, neumáticas, con corte de hilo, succión de desperdicio y alzador de presantelas
Yamato 25
Recubridoras electrónicas Yamato 15Empretinadoras electro neumáticas
Kansai Special 10
Cerradoras de codo Unión Special 7Zigzag triple electrónica Singer 12Ojaladoras de lagrima electrónica
Brother 3
Ojaladoras de ojal recto electrónica
Juki 5
Como debe conformarse el departamento de mantenimiento
ASPECTO FÍSICO
1. Maquina Brother plana de 1 aguja electrónica.
Se requiere mantenimiento especializado en electrónica Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles

Checklist de los componentes fijos y móviles mediante verificación visual de los componentes.
se cuenta con 50 máquinas de este tipo con una criticidad del 75%
2. Maquina juki plana 2 agujas electrónica.
Se requiere mantenimiento especializado electronica Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles Checklist de los componentes fijos y móviles mediante verificación visual
de los componentes.
3. Fileteadora sencilla Siruba puntadas 504.
Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles Checklist de los componentes fijos y móviles mediante verificación visual
de los componentes.
4. Fileteadora sencilla Yamato puntadas 516.
Se requiere mantenimiento en las vías neumáticas de manera mensual, se verificara trampas de aire sistema neumático de la maquina mediante checklist
Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles
5. Recubridora electrónica Yamato.
Se requiere mantenimiento en las vías neumáticas de manera mensual, se verificara trampas de aire sistema neumático de la maquina mediante checklist
Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles Se requiere mantenimiento especializado electrónica
6. Empretinadoras electro neumáticas.
Se requiere mantenimiento en las vías neumáticas de manera mensual, se verificara trampas de aire sistema neumático de la maquina mediante checklist
Se requiere mantenimiento mecánico rutinario

Recomendaciones de fabricante y lubricación de piezas móviles Se requiere mantenimiento especializado electrónica
7. Cerradoras de codo.
Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles Checklist de los componentes fijos y móviles mediante verificación visual
de los componentes.
8. Zigzag triple electrónica.
Se requiere mantenimiento especializado en electrónica Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles Checklist de los componentes fijos y móviles mediante verificación visual
de los componentes.
9. Ojaladoras de lágrima electrónica.
Se requiere mantenimiento especializado en electrónica Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles Checklist de los componentes fijos y móviles mediante verificación visual
de los componentes.
10. Ojaladoras de ojal recto electrónica
Se requiere mantenimiento especializado en electrónica Se requiere mantenimiento mecánico rutinario Recomendaciones de fabricante y lubricación de piezas móviles Checklist de los componentes fijos y móviles mediante verificación visual
de los componentes.

TIP
O D
E M
AQ
UIN
AM
AR
CA
CA
NT.
PO
RCEN
TA
JEO
PER
AR
IOS
PR
OV
ED
OR
ES
MECA
NIC
OELECTR
ICO
ELECTR
ON
ICO
NEU
MA
TIC
OTO
TA
L
Planas de 1 aguja electrónicas
Brother
5028
150
Dirección
: Av
Am
ericas N
o. 71
a - 8
2T
el. 57
(1) 4
14
61
06
- 74
4 2
75
9C
el. 57
(1) 3
20
23
59
92
2E
-ma
il. a
tencion
alclien
te@b
aru
tex.com
Bog
ota - C
olomb
ia
1010
30
23
Planas de 2 agujas electrónicas
Juki35
2010
5telP
BX
:(57
)(4) 4
44
97
03
| 310
44
8
43
22
| local1
Dirección
: Carrera
51
No 9
C S
ur 6
0
77
30
17
Fileteadoras sencillas puntada 540
Siruba15
845
SO
LU
MA
QU
INA
S S
.A.S
Calle 8
1 N
o 52
A-5
7 Ita
gu
í - A
ntioq
uia
Teléfon
o: 57
(4) 3
22
14
50
Celu
lar: 3
00
59
4 2
2 1
5 - 3
21 8
72
33
00
6
Fileteadoras con puntada de
seguridad, puntada 516, neumáticas,
con corte de hilo, succión de desperdicio y alzador de presantelas
Yam
ato25
1475
SO
LU
MA
QU
INA
S S
.A.S
Calle 8
1 N
o 52
A-5
7 Ita
gu
í - A
ntioq
uia
Teléfon
o: 57
(4) 3
22
14
50
Celu
lar: 3
00
59
4 2
2 1
5 - 3
21 8
72
4
7 3
8
55
03
13
Recubridoras electrónicas
Yam
ato15
845
SO
LU
MA
QU
INA
S S
.A.S
Calle 8
1 N
o 52
A-5
7 Ita
gu
í - A
ntioq
uia
Teléfon
o: 57
(4) 3
22
14
50
Celu
lar: 3
00
59
4 2
2 1
5 - 3
21 8
72
33
30
9
Em
pretinadoras electro neumáticas
KansaiSpe
cial10
630
SO
LU
MA
QU
INA
S S
.A.S
Calle 8
1 N
o 52
A-5
7 Ita
gu
í - A
ntioq
uia
Teléfon
o: 57
(4) 3
22
14
50
Celu
lar: 3
00
59
4 2
2 1
5 - 3
21 8
72
22
03
7
Cerradoras de codo
Unión
Special7
421
SO
LU
MA
QU
INA
S S
.A.S
Calle 8
1 N
o 52
A-5
7 Ita
gu
í - A
ntioq
uia
Teléfon
o: 57
(4) 3
22
14
50
Celu
lar: 3
00
59
4 2
2 1
5 - 3
21 8
72
11
00
3
Zigzag triple electrónica
Singer12
736
Pereira
: Calle 2
3 N
º7-3
7 ·
Teléfon
os: (57
)(6) 3
35-8
08
3 / 3
35-
353
3 · C
orreo: distrib
uid
orsinger@
hotm
ail.com
22
30
8
Ojaladoras de lagrim
a electrónicaBrother
32
9
Dirección
: Av
Am
ericas N
o. 71
a - 8
2T
el. 57
(1) 4
14
61
06
- 74
4 2
75
9C
el. 57
(1) 3
20
23
59
92
2E
-ma
il. a
tencion
alclien
te@b
aru
tex.com
Bog
ota - C
olomb
ia
11
30
4
Ojaladoras de ojal recto electrónica
Juki5
315
telPB
X:(5
7)(4
) 44
4 9
7 0
3 | 3
10
44
8
43
22
| local1
Dirección
: Carrera
51
No 9
C S
ur 6
0
11
30
5
17710
0531
3535
186
95T
OT
AL
TIP
O D
E M
AN
TEN
IMIE
NT
OD
AT
OS G
EN
ER
ALES

1. KIT DE HERRAMIENTAS MECÁNICA
AJUSTADORES TIPO PALA DE DISTINTOS TAMAÑOS AJUSTADORES TIPO ESTRELLA DE DISTINTOS TAMAÑOS LLAVES TIPO BOCA FIJA DE DISTINTOS TAMAÑOS LLAVES TIPO BOCA ESTRELLA DE DISTINTOS TAMAÑOS JUEGO DE AJUSTADORES TIPO RELOJERÍA LLAVE ALEMANA 6” JUEGO DE COPAS CON RACHE DE DISTINTOS TAMAÑOS JUEGO DE PINZAS ALICATES MANUALES JUEGO DE LLAVES TIPO BRISTOL
2. KIT DE HERRAMIENTAS ELÉCTRICAS Y ELECTRÓNICAS.
AJUSTADORES TIPO PALA DE DISTINTOS TAMAÑOS AJUSTADORES TIPO ESTRELLA DE DISTINTOS TAMAÑOS LLAVES TIPO BOCA FIJA DE DISTINTOS TAMAÑOS LLAVES TIPO BOCA ESTRELLA DE DISTINTOS TAMAÑOS JUEGO DE AJUSTADORES TIPO RELOJERÍA VOLTIMETRO EQUIPO DE SOLDADURA DE ESTAÑO JUEGO DE PINZAS TESTER LINTERNA MANUALES
3. KIT DE HERRAMIENTAS NEUMÁTICAS
COMPRESOR AIRE COMPRIMIDO JUEGO DE PIEDRAS MOTORTOOL CALIBRADOR DE PRESIONES BROCHA TERMINALES NEUMATICAS VARIOS TAMAÑOS TERMINAL TIPO PISTOLA MANUALES
4. KIT DE HERRAMIENTAS DE LA MAQUINA
ACCESORIOS DE LA MAQUINA INTERCAMBIABLES HERRAMIENTAS ESPECIALIZADAS PARA AUTOCUIDADO

ASPECTO HUMANO
Se debe especificar que personas conformaran el departamento de mantenimiento con sus respectivas funciones y perfil de cada uno de ellos.
PERFILES PROFESIONALES CANTIDAD ADMINISTRADOR 2INGENIERO INDUSTRIAL 4PERSONAL MTTO ESPECIALIZADO 24PERSONAL MTTO ELECTRICO 35PERSONAL MTTO MECANICO 35ALMACENISTA 3OPERARIOS 531
En primer lugar debe señalarse que es muy importante en el momento de crear el taller profesional de confección, tener conocimientos y en lo posible experiencia en referencia a la producción - parte técnica – y administración.
ADMINISTRADOREl emprendedor debe tener presente, la importancia de contratar mano de obra cualificada y con experiencia en la confección, ya que estos hará que sea más eficaz en las actividades que realicen, importante generar empatía entre sus trabajadores como desarrollar estrategias para su fidelización y permanenciaEl administrador-dueño tendrá las siguientes funciones: será el encargado de la parte administrativa y comercial del taller profesional, hará la planeación y programación de la producción, compra de los insumos, contacto directo con la empresa-cliente.
INGENIERO INDUSTRIALPersona encargada de conocer las cargas de trabajo de cada uno de los equipos con los que cuenta las diferentes áreas de confección y con base a ese análisis programar las rutinas de mantenimiento.

PERSONAL DE MANTENIMIENTO EL/MEC
Velar por que las instalaciones de la empresa se encuentren en perfecto estado de orden y limpieza. Velar por el buen funcionamiento de los baños y comedor. con la finalidad de brindar un ambiente estable y seguro a todo el personal que labora en la empresa. Velar por reparaciones o trabajos de mantenimiento a ser ejecutado en las instalaciones de la empresa. Asegurar la realización de los procesos de mantenimiento, de acuerdo al Sistema de Gestión de la Calidad de la Organización y a la normativa vigente. Elaboración de presupuestos de gastos, que permitan tener mayor organización y control en sus funciones.
ALMACENISTAContactar a los proveedores para solicitud de repuestos y materia primaSolicitud de repuestos para intervenir los equipos.Recibir repuesto de cumpla con las especificaciones técnicas y de calidad.Persona que despacha los géneros que en él se venden.

OPERARIOSLos operarios deben estar capacitados para el manejo de máquinas planas industriales: fileteadora, recubridora, plana industrial y dos agujas. Se debe buscar que los operarios con los que cuenta el taller sean polivalentes para así lograr la versatilidad del taller.
PULIDOPersonal encargo de realizar labores de finalización del producto, colocar botoneria, herrajes, realizar ojales, hacer dobladillos, marquillas, bolillos, hilos, etiquetas.

SERVICIO EXTERNOGestión de nómina del personal (sistemas de seguridad social y prestaciones sociales), asistencia técnica o transporte.
ASPECTO ADMINISTRATIVO
a) se debe especificar que responsabilidades va a tener el departamento dentro del proceso productivo de la empresa
1. Recepción de materia prima: Se recibe la tela así como sus habilitaciones (adornos, cierres, botones y resortes entre otros) entregados por el almacenista.
MATERIA PRIMA
DISEÑO TRAZO Y
CORTE
CONFECCIÓN TERMINADO ACCESORIOS PLANCHADOCONTROL Y
CALIDAD
EMPAQUE
PROCESO PRODUCTIVO DE LA EMPRESA

2. Diseño: Se escoge con el cliente el diseño este proceso lo realiza el administrador en conjunto con el cliente.
3. Trazo y corte: Se realiza el trazo y corte a la tela y se transfieren al operario.
4. Ensamble ó Confección : En esta sección, se cosen las piezas con ayuda de diversos tipos de maquinas de coser, integrando así, la prenda de vestir. Las telas incluyen guías para que la costura sea precisa, este proceso lo realiza el operario de la maquinaria.
5. Colocación de habilitaciones ó accesorios: En este punto se le agregan al vestido los broches, cierres, botones, resortes y adornos entre otros. Los patrones (dibujos) indican el lugar en donde se deben colocar estas habilitaciones.
6. Transporte al área de planchado: Una vez terminada de ensamblar la prenda, se transporta al área de planchado.
7. Planchado y Control y calidad: La prenda se plancha con una determinada temperatura, dependiendo del material de la tela. En este punto se pueden realizar los dobleces especiales que lleve la prenda, también se verifica que la prenda no tenga fallas.
8. Empaque: Después del planchado, el vestido se cuelga en un gancho y se cubre con una envoltura plástica para evitar que se manche o se ensucie este proceso lo realiza el almacenista
8. Entrega: Una vez empacado el vestido se procede a su entrega, este proceso lo realiza el almacenista ó el administrador.
b) Cual será la filosofía de mantenimiento que se aplicará a la empresa?
El propósito esencial es prevenir el deterioro de la maquinaria y que esto afecte la confiabilidad y la calidad de la prenda, además de minimizar los costos de mantenimiento.Se menciona que la importancia del mantenimiento, la importancia del monitoreo y seguimiento a los equipos permite desarrollar con éxito un programa de confiabilidad, puesto que los registros de las maquinas están actualizadas; esto sirve como herramienta de gestión para tomar decisiones ó realizar acciones de mejora para tener unos indicadores de calidad altos.

c) como va a funcionar el departamento dentro de la empresa (cuál será el procedimiento en el momento de requerir sus servicios)
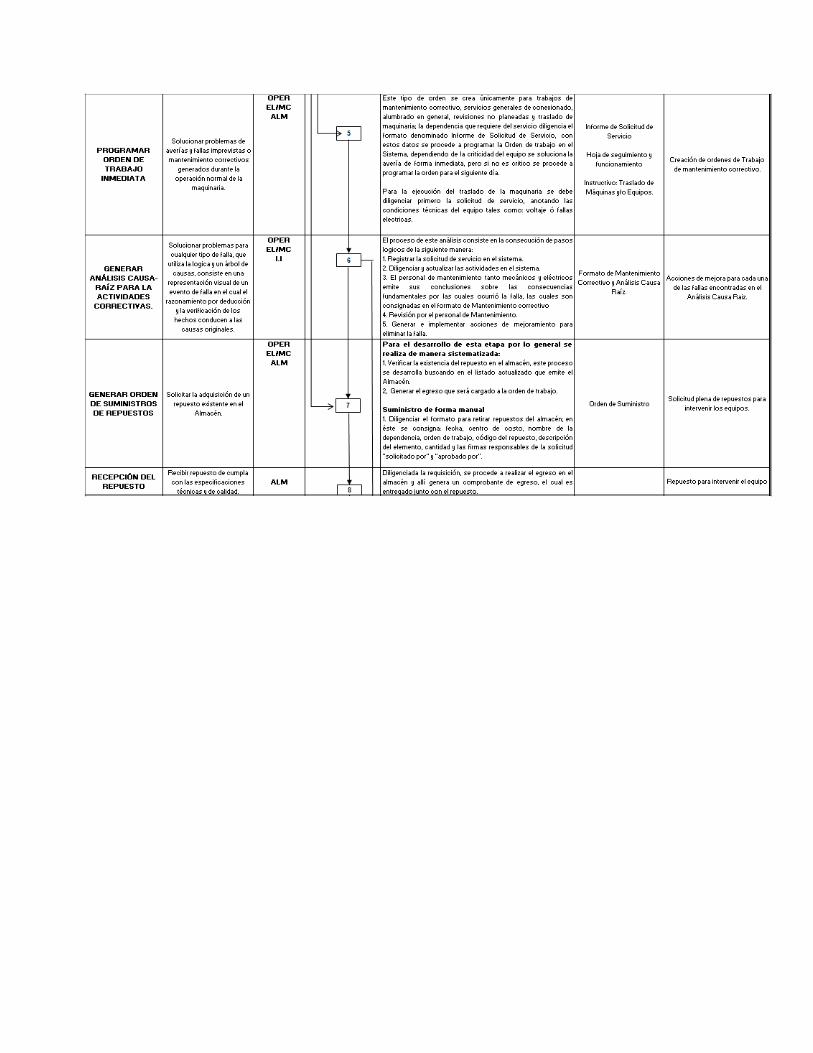
los servicios prestados en el departamento de mantenimiento basa su procedimiento mediante el flujo grama que se indica a continuación
ADM=ADMINISTRADORI.I.= INGENIERIA INDUSTRIALOPER= OPERARIOEL/MC= PERSONAL DE MANTENIMIENTO (ELECTRICO, MECANICO)ALM= ALMACENISTA

DIAGRAMA DE FLUJO



d) Cómo se va a programar el mantenimiento preventivo (actividades o tareas y frecuencia)
1) Verificar para ver si las máquinas se están manteniendo limpias:• Las máquinas se deben soplar todos los días para evitar acumulaciones y basura.• En las máquinas de doble pespunte, el gancho se debe soplar regularmente durante el Día la acumulación de motas o mugre en las partes aceitadas de la guía del gancho.2) Verificar si las máquinas han sido lubricadas regularmente:• El nivel del aceite debe ser chequeado diariamente y se debe agregar si es necesario.• Chequee el nivel del aceite de las máquinas en forma aleatoria.• Se debe usar aceite blanco que no manche para máquinas de calidad superior.• Chequee la disponibilidad del aceite apropiado en la fábrica.• Asegúrese que el aceite no esté contaminado (sucio).• Asegúrese que el filtro de la bomba del aceite ha sido limpiado regularmente.Si se usa aire comprimido, asegúrese que el sistema de aire sea regulado apropiadamente y que tenga reductores de humedad, filtros y lubricadores en las líneas del aire.3) Verificar las partes oxidadas debido al exceso de humedad en el área de producción.
1) verificar si las maquinas se mantienen limpias
2) Verificar si las máquinas han sido lubricadas regularmente
3) verificar partes oxidadas debido al exceso de humedad en el área de producción
4) Chequee las máquinas por desgaste en las partes que tengan movimiento

4) Chequee las máquinas por desgaste en las partes que tengan movimiento.• Chequee por vibración en la barra de la aguja debido a desgaste en los bujes de la barra.• Chequee por movimientos excesivos en los dispositivos de formación de la puntada, etc.Verifique la condición de los tornillos claves:• Revise los tornillos perdidos.• Chequee por tornillos defectuosos que son difíciles de apretar apropiadamente.Chequee la condición de las herramientas para ver si éstas han sido mantenidasApropiadamente.*La limpieza de equipo de ojales u otro equipo especializado, no se debe hacer con aireComprimido sino con un cepillo de cerda suave.
ACTIVIDAD FRECUENCIA RESPONSABLELIMPIEZA SEMANAL OPERARIOLUBRICACIÓN QUINCENAL OPERARIOMANTENIMIENTO GENERAL
MENSUAL OPERARIO
CAMBIO DE PIEZAS CUANDO SEA NECESARIO
MECÁNICO
MANTENIMIENTO CORRECTIVO
CUANDO SEA NECESARIO
MECÁNICO
e) Se debe codificar la maquinaria (un ejemplo de tres tipos de diferentes máquinas) con su respectivo instructivo
2. Según la información que se encuentra relacionada en la tabla 2 usted debe elaborar un instructivo de mantenimiento preventivo escogiendo una máquina de la lista 1, esta debe contener.
MÁQUINA CÓDIGO INSTRUCTIVOBrother plana
DB2-B101 http://semsi.com.mx/Manuales/BROTHER/B101%20hand%20book.pdf
collarin 800-5 http://www.conglomedia.cl/brv/pdfs/recta_mod_ddl-8500_3278X1375X3499.pdf
fileteadora singer
14sh654
http://maquina-coser.diplotop.es/evaluacion/SINGER/14SH654

SISTEMA O MECANISMOS DESCRIPCION DEL PROCEDIMIENTO FRECUENCIA PIEZAS CRITICAS
BASTIDOR
1. Se desabilita la electricidad del equipo para evitar posibles accidentes.2. Se evaluan inspecciones anteriores.3. Se procede a tomar fotografias del estado actual del equipo y posteriormente se evalua visualmente adicionalmente se alista la herramienta pertinente para el equipo.4. Se hace un check-list del bastidor y se desarma, tomando un orden especifico y señalizando cada una de las partes.5. Se procede a evaluar cada parte, se tiene en cuenta el mecanismo de la excentrica para su buen funcionamiento y lubricar las partes moviles, las piezas de desgaste como bujes, se evaluan para su posible cambio, los ejes de trasmision deben estar rectos y el sistema fijado y sin vibraciones extremas.6. Se arma mediante manual evaluando cada parte y lubricando segun especificacion del proovedor y se hace funcionar en vacio para evaluar posibles fallas no contempladas.7. Se documenta recomendaciones para la proxima intervencion y se genera hoja de vida del equipo.8.Se realiza solicitud de repuestos sugun la necesidad.
SEMANALMENTE500 HORAS DE USO CONTINUO
PISADORPRENSATELAEXCENTRICA
EJE DE TRASMISION
MECANISMOS
1. Se desabilita la electricidad del equipo para evitar posibles accidentes.2. Se procede a desacoplar la carcaza del equipo para llegar al mecanismo principal.3. se revisa documentacion de la anterior revision.4. Se procede a tomar fotografias del estado actual del equipo y posteriormente se evalua visualmente adicionalmente se alista la herramienta pertinente para el equipo.5. Se hace un check-list de los mecanismos de la maquina y se desarma, tomando un orden especifico y señalizando cada una de las partes.6. Se procede a evaluar cada parte y lubricar las partes moviles, las piezas de desgaste como bujes, se evaluan para su posible cambio.7. Se arma mediante manual y se hace funcional en vacio para evaluar funcionamiento.8. Se documenta recomendaciones para la proxima intervencion.
Se debe realizar de manera puntual cada 1000 horas de uso continuo, o, mediante recalentamientos excesivos o sonidos irregulares.
EJES DE TRANSMISIONPOLEAS Y CORREA
SISTEMA DE ENGRANAJE
CARTER
1. Se desabilita la electricidad del equipo para evitar posibles accidentes.2. Se procede a desacoplar la carcaza del equipo para llegar al mecanismo principal.3. se evacua el aceite en el motor para su refrigeracion4. se revisa documentacion de la anterior revision.5. Se procede a tomar fotografias del estado actual del equipo y posteriormente se evalua visualmente adicionalmente se alista la herramienta pertinente para el equipo.6. Se hace un check-list de los mecanismos de la maquina y se desarma, tomando un orden especifico y señalizando cada una de las partes.7. Se procede a evaluar cada parte, se lava y lubricar las partes moviles,se hacen pruebas funcionales al motor y a los rodamientos presentes, de igual forma, las piezas de desgaste como bujes, se evaluan para su posible cambio.8. Se arma mediante manual, se llena de aceite refrigerante y se evalua niveles optimos para su eficiencia total posteriormente se hace funcionar en vacio para evaluar funcionamiento.9. Se documenta recomendaciones para la proxima intervencion.
Se debe realizar de manera puntual cada 1000 horas de uso continuo, o, mediante recalentamientos excesivos o sonidos irregulares.
SELLOS Y EMPAQUES
SISTEMA ELECTRICO
1. Se desabilita la electricidad del equipo para evitar posibles accidentes.3. se revisa documentacion de la anterior revision.2. Se procede a tomar fotografias del estado actual del equipo y posteriormente se evalua visualmente adicionalmente se alista la herramienta pertinente para el equipo.3.se verifica la calidad de electricidad y fusibles 6. Se documenta recomendaciones para la proxima intervencion.
MENSUALTERMINALES ELECTRICAS
FUSIBLES
SISTEMA NEUMATICO
1. Se desabilita la electricidad del equipo para evitar posibles accidentes.2. Se procede a desacoplar la entrada neumatica.3. se revisa documentacion de la anterior revision.4. Se procede a tomar fotografias del estado actual del equipo y posteriormente se evalua visualmente adicionalmente se alista la herramienta pertinente para el equipo.5. Se hace un check-list de los manometros de la maquina y se desarma, tomando un orden especifico y señalizando cada una de las partes.6. Se procede a evaluar cada terminal, se verifica calidad de aire y trampas, se hacen pruebas funcionales, de igual forma, los racores desgastados y terminales en malas condiciones se cambian.7. Se arma mediante manual, y se verifica mediante reglaje su uso cotidiano.8. Se documenta recomendaciones para la proxima intervencion.
Se debe realizar de manera puntual cada 2500 horas de uso continuo, o, mediante fugas de aire y descompresiones
TERMINALESTRAMPAS NEUMATICAS
RACORESSENSORES
MOTOR
1. Se desabilita la electricidad del equipo para evitar posibles accidentes.2. Se procede a desacoplar el motor del equipo.3. se revisa documentacion de la anterior revision.4. Se procede a tomar fotografias del estado actual del motor y posteriormente se evalua visualmente y se alista la herramienta pertinente para su procedimiento y desarme.5. Se hace un check-list de los mecanismos de la maquina y se desarma, tomando un orden especifico y señalizando cada una de las partes.6. Se procede a evaluar cada parte,se verifica el eje principal,rotor y las partes moviles,se hacen pruebas funcionales al motor y a los rodamientos presentes, de igual forma, las piezas de desgaste como bujes, se evaluan para su posible cambio.7. Se arma mediante manual, se llena de verifica capacidad, embobinado y se evalua niveles optimos para su eficiencia total posteriormente se hace funcionar en vacio para evaluar posibles fallas no atendidas8. Se documenta recomendaciones para la proxima intervencion.
Se debe realizar de manera puntual cada 1000 horas de uso continuo, o, mediante recalentamientos excesivos o sonidos irregulares.
RODAMIENTOSROTOR
EMBOBINADO+A6:D8A1B6:D8A5:D8A4:D8A1B6:D8
A2:D8AA1:D8
Fileteadoras con puntada de seguridad, puntada 516, neumáticas, con corte de hilo, succión de desperdicio y alzador de presantelas

3. Después de haber identificado los repuestos críticos (susceptibles a cambio en corto tiempo) para la máquina que usted relaciono en la tabla 2, compárelos con los existentes en la empresa y realice un informe con los siguientes aspectos:
Realice inventario de los repuestos existentes (visuales mínimo 15 repuestos con su referencia)
INVENTARIOCÓDIGO ELEMENTO CANTIDAD414464 Planchuela 12505643 Pie 17504007 Bobina 40154884 Planchuela Corrediza 25544980 Retenedor de canastilla 56414343 Tornillo tensor 48414341 Resorte tensor 48546925 Tapa lateral 10544952 Barra de prensa tela 4545099 Abrazadera de barra 4543368 Buje 21540771 Resorte tira hilo 132102 Discos de tensión 22414273 Disco abridor 12
Relacione los repuestos que hacen falta (con su referencia).
CÓDIGO ELEMENTO505643 PieCAT. 1955-01 Aguja544952 Barra de prensa tela

Proponga un formato de solicitud de compra de repuestos
Solicitud De Compra
DIA
MES AÑO
Fecha de Solicitud:
Número de Solicitud:
Solicitante: Taller ó Área: Tipo: Código de la parte Cantidad solicitada Motivo
Diligencie un formato de control de inventario donde especifique las entradas y las salidas y la existencia de los repuestos que relaciono en el listado anterior.
FORMATO DE CONTROL ARTICULO
SFECHA
ENTRADAFECHA SALIDA
CANTIDAD
PROVEEDOR FIRMA
Pie
01/02/2015 11/09/2015 2 EL DEDAL
Aguja
15/07/2015 11/09/2015 5 EL DEDAL
Barra de prensa tela
03/10/2014 11/09/2015 1 EL DEDAL

Top Related