




Idiomas
Páginas
Jurídico

8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
1/49
EXAMEN PARCIAL DE SOLIDIFICACION
1)
Sobre qué tipo de propiedades de las arenas, actúa, el fundidor.
Las propiedades más importantes desde el punto de vista de su empleo enfundición, son las siguientes:
- Propiedades mineralógicas: Son las que determinan sus propiedades
refractarias y la posibilidad de disgregación de estos granos cuando
aparecen los fenómenos de dilatación a temperaturas próximas a
600ºC.
- Propiedades granulométricas: El tamaño y la distribución del mismo
(granulometría), en la arena silícea es una de las propiedades que más
influyen en las características de un molde.
-
Propiedades morfológicas: Las formas de los granos, características del
tipo de yacimiento y de su forma de explotación, es otra de las
propiedades que tienen también gran influencia. La forma de los granos
puede ser redonda, angular o sub-angular aunque existen también,
formas compuestas.
2)
Cuáles son las características de la arena, más usadas en fundición.
Las características de utilización que debe poseer las arenas son:
Refractariedad: La cual depende de la pureza en su composiciónquímica y de otros factores tales como la forma y tamaño de su
grano.
Durabilidad o vitalidad: Una arena debe soportar los choques
térmicos sin fragmentarse, lo cual depende de la estructura de
los granos de esta arena o sea de sus características
mineralógicas.
Distribución granulométrica adecuada: Puede seleccionarse
previamente, es la característica que mas influencia tiene en el
comportamiento de las arenas cuando se las mezcla conaglutinantes o aglomerantes.
Las características de suministro que normalmente se exigen a las
arenas son las siguientes:
Humedad
Analisis granulométrico y porcentaje de impalpables
Uniformidad de características en diferentes muestras de una
misma partida.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
2/49
3) Para que el liquido base hierro moje los granos de la sílice en qué
condiciones se debe encontrar la arena y como se podría evitar.
El líquido en base hierro moja los granos de la sílice cuando el coeficiente de
angulosidad de las arenas es grande y sobre todo cuando se emplean arenas de
granos gruesos.
La manera de evitar este defecto es distribuir las arenas en 3 o 4 tamices
adyacentes y adicionando pequeñas cantidades de harina de sílice.
4) La resistencia a los defectos de expansión, el intercambio de base
y el nivel de calidad de la arcilla con que tipos de ensayos se
determinan.
Resistencia a defecto de expansión – Hinchabilidad
Intercambiabilidad de sabes – Azul de metilo
Nivel de la calidad de la arcilla – Determinación del % de Montmorillonita
(Bentonita)
5)
Explique el fenómeno de intercambio de bases de una arcilla
cálcica.
Entre las hojas de los cristales de bentonita existen sustancias químicas que seionizan fácilmente con el agua dando cationes Ca+2 y Na+2. Como las hojas
tienen fuertes cargas negativas se tiende a restablecer el equilibrio con la
presencia del agua y hay un intercambio de bases entre las sustancias ionizadas
y las superficies de las hojas.
6)
Que requerimientos debe tener una arcilla para ser empleada en
la fundición.
Desde el punto de vista de la utilización, las arcillas actualmente empleadas en
fundición deben de reunir determinadas características que las agruparemos de
la siguiente manera:
Caracteristicas de Utilizacion
Para su empleo como aglutinante, las arcillas deben de poseer:
a) Poder ligante: Esto quiere decir que mezcladas con arena y agua
deberán desarrollar sus propiedades adhesivas y cohesivas, confiriendo
a la mezcla cohesión y plasticidad.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
3/49
b) Durabilidad: Es la capacidad de una arcilla para mantener sus
propiedades aglutinantes una vez que ha sido usada para la obtención
de una pieza.
c) Control de defectos de expansión de la sílice: Se emplean
determinados productos organices o mejoradores que ayudan acompensar el aumento de volumen experimentado por la arena.
d) Capacidad para conferir a las mezclas: Cuando las mezclas se
comprimen contra el modelo bajo el efecto de una fuerza o presión, el
poder de llenar completamente y uniformemente todas las partes del
molde es ofrecido por el aglutinante.
e) Capacidad para posibilitar el desmoldeo: A pesar de las diferentes
resistencias en seco obtenidas en los moldes, dece efectuarse el
desmoldeo de las piezas con mayor o menor dificultad, dependiendo
del tipo de arcilla empleado.
Caracteristicas físicas y físico-quimicas
Los distintos tipos de arcillas empleados, para que puedan desarrollar
sus propiedades como aglutinante de las arenas, deben tener las
siguientes características:
a) Estructura cristalina determinada(forma y tamaño de la
partícula)
b)
Intervalo de fusión definido
c) Distribución granulométrica adecuada
d) Capacidad de hinchamiento
e) pH determinado
Características de Suministro
Entre los más importantes indicamos:
a)
Porcentaje de humedadb) Impurezas
7) Entre que valores se considera una dureza blanda, una dureza
mediana y una dureza dura.
Molde apisonado muy blando dureza de 20 a 40
Molde apisonado mediano dureza de 50 a 70
Molde apisonado muy duro dureza de 85 a 100
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
4/49
8) La extracción de calor del molde de que depende. Explique
9) Para ser regenerado una arena de moldeo, cuales son los indicios.
En la fundición, las arenas empleadas en el moldeo en verde forman un circuito
cerrado entre el desmoldeo y el moldeo. Estas arenas, después de cada colada,
sufren una perdida en sus características debido a la degeneración del
aglutinante y de los aditivos principales, así como también a la pérdida de su
humedad.
Para evitar evitar la degeneración y regenerar la arena de moldeo serecomienda los siguientes indicios:
No introducir en el circuito la arena que quede pegada en las piezas.
Eliminar las arenas que provienen de almas aglomeradas (aceites y
resinas)
Hacer un desmoldeo lo mas rápido posible.
Tratamiento de la arena que sale del desmoldeo:
Eliminación de productos metálicos.
Desterronado o desintegrado.
Eliminación de finos por aspiración.
Reducción de su temperatura, debido a que después de cada colada
sufren una elevación de la temperatura de la arena de moldeo.
10) Al trazar las curvas características de una mezcla y hallar la
zona de trabajo. Diga usted que características tiene la mezcla que
se encuentra a la derecha y a la izquierda de dicha zona.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
5/49
11) Grafique el perfil de temperaturas en la solidificación de un
metal puro e indique los mecanismos de evacuación de calor que
se producen.
12) Defina difusividad calorífica.
La difusividad térmica mide la velocidad a la que la temperatura cambia dentro
de una sustancia. Dicho de otra forma, es la tasa de cambio con que un
material aumenta de temperatura, al ser puesto en contacto con una fuente de
calor.
α=kρ Cp
Conductividad térmica, densidad de material solidificado, calor específico.
13) Que representa la ecuación: Q= VH
14)
Cuáles son las diferencias que existen cuando un metal
solidifica en un molde de arena de un que solidifica en un molde
metálico.
Cuando vaciamos dentro de moldes metálicos, las piezas solidifican
rápidamente y cambia la temperatura drásticamente en el molde y la pieza.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
6/49
El análisis de transferencia de calor cuando el metal se vacea contra las paredes
de un molde metálico, es más complicado que aquel cuando el metal es
vaciado dentro de un molde de arena; esto se debe al hecho que los moldesmetálicos son mucho mejores conductores que los moldes de arena.
Generalmente de un molde metálico se obtienen piezas de superficies lisas.
En la interfase molde-metal solidificado, existe una caída de temperatura,
debido a la resistencia del contacto térmico.
La condición de sin resistencia en el contacto, puede existir solamente si el
contacto molde-pieza es intimo tal que pueda ocurrir el remojo, esto es, la
pieza puede soldarse al molde.
En el molde de arena, existe una minima caída de temperatura debido a la
pobre resistencia de contacto térmico molde-pieza y se mantiene la interfase
molde metal.
Además a la resistencia del contacto, existen otras diferencias entre la
solidificación en los moldes de arena y en los moldes metálicos (chills):
a) La conductividad térmica del metal que se esta fundiendo, forma una
importante porción de la resistencia total al flujo de calor.
Esto resulta en que la temperatura de la superficie, esta muy por debajo del
punto de fusión, mientras exista un apreciable gradiente térmico dentro del
metal solidificado.
b)
Más del calor total es removido durante la solidificación, a causa del metal
solidificado que está sobreenfriado. De este modo, la capacidad calorífica
del metal solidificado es importante.
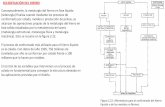
Figura 1.17.- Distribución de temperaturas durante la solidifica-ción de unmetal, en una pared de molde metálico.
Figura 1.14.- Distribución de temperaturas durante la solidificación de un
metal en un molde de arena.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
7/49
15) La expresión: Sin gradiente Térmico dentro de un molde y la
pieza con Resistencia en la Interfase , para que casos prácticos se
emplea.
Importancia práctica es atribuida a este caso cuando el tiempo de solidificación
es pequeño; el análisis es útil para la estimación de los tiempos de solidificación
de pequeñas partes fundidas de secciones delgadas en moldes metálicos
gruesos, tales como piezas fundidas inyectadas y en moldes permanentes.
En este caso, los gradientes de temperatura dentro del molde y la pieza son
despreciables y el calor escapa de la pieza como si un coeficiente de
transferencia de calor se aplica a la superficie. De este modo la cantidad total
de calor Q que atraviesa la interfase molde-pieza en un tiempo t es:
Como con las piezas moldeadas en arena, si los gradientes de temperatura son
despreciables, entonces T S T M, y solamente el calor latente es removido de la
pieza durante la solidificación.
t T T hAQ S )( 0
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
8/49
16) Con que tipo de rango de solidificación de un metal se
obtiene una fluidez pobre. Susténtelo.
El mayor intervalo liquidus a solidus, la fluidez es más bajo, cuando se miden a
50 °C (90 °F), por encima del liquidus.
Mientras que la fluidez más pobre se obtiene cuando el rango de solidificación
es más amplio.
En vista de que, un rango amplio de solidificación es indicativo de una
condición, donde el metal está en una condición pastosa, consistente de
dendritas entrelazadas rodeadas por líquido, en prácticamente su temperatura
de solidificación, es natural que esta condición restrinja la fluidez
17) Cuál es la regla empírica, que se debe de considerar para
seleccionar la temperatura de colada.
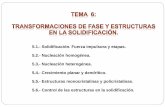
La Figura 1.29, muestra esquemáticamente la distribución de temperaturas
dentro de la pieza parcialmente solidificada, a medida que esta se mueve hacia
abajo con una velocidad u en la dirección-y .
Mientras en el molde, la conducción de calor en la piel delgada del sólido es
mucho mayor en la dirección- x que en la dirección-y .
Por lo tanto, la conducción de calor en la dirección del retiro, puede ser
ignorada.
Figura 1.29.- Porción parcialmente solidificada de una colada continua y la
distribución de temperaturas, como una función de la distancia hacia el molde.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
9/49
18) ¿Cuáles son los factores que tienen un mayor efecto sobre la
fluidez?
• Composición del metal, con particular énfasis sobre su relación al
proceso de solidificación.
• Sobrecalentamiento
• Tensión superficial, o películas superficiales
• La contrapresión de los gases del molde
19)
Grafique la longitud de flujo de un metal puro y de una
aleación y de que depende dicha longitud
Depende de las propiedades tanto de los metales puros como de las
aleaciones, los metales puros tienen mayor fluidez que las aleaciones ya que no
requieren de aditivos como aserrín para retardar el material fluyente, aparte
que los metales puros solidifican a una misma temperatura y las aleaciones a
temperaturas variables y en diferentes puntos dependiendo de su composición,
por lo cual se acelera la solidificación de las aleaciones impidiendo que el
material fluya.
20)
La colabilidad de que depende.
La fluidez como se define por los fundidores, es la suma de las fluideces
existentes sobre el rango total de temperatura, desde la temperatura de
vaciado a la solidificación.
En vista de que sólo tiene lugar un pequeño cambio en la viscosidad, hasta que
se alcance la solidificación, la colabilidad depende principalmente del
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
10/49
sobrecalentamiento, en °F, de la temperatura de vaciado por encima del
rango de solidificación
EXAMEN PARCIAL DE SOLIDIFICACION
1) En la fundición en moldes de arena, como se estima el efecto del
sobrecalentamiento sobre el tiempo de solidificación. En la fundición en moldes de arena o en casos de solidificación de interfase
controlada, el efecto del sobrecalentamiento sobre el tiempo de completa
solidificación, puede estimarse aproximadamente añadiendo el contenido de
calor debido al sobrecalentamiento a aquel del calor de fusión.
2) Exprese la relación del flujo de calor por unidad de área y unidad
de tiempo, para diferencias de temperatura muy pequeña. Para diferencias de temperatura muy pequeñas, la velocidad de flujo de calor
por unidad de área q, es proporcional a la diferencia de temperatura e
inversamente proporcional a la distancia entre las superficies; de aquí:
3)
Que es la Nucleacion y sus tipos Es la formación de una nueva fase en el seno de una fase ya existente y
separada de está última por una superficie bien definida. Se aplica a la
transición L - S o a las transformaciones en estado sólido.
TIPOS DE NUCLEACION:
Nucleación Homogénea.- Es la que se produce espontáneamente en presencia
del líquido puro y requiere de altos grados de sobreenfriamiento.
En termodinámica, en el equilibrio a TE:
GL = GS
A mayor sobreenfriamiento, mayor será el impulso de transformación de
líquido a
sólido.
Y
T T k q 01
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
11/49
Nucleación Dinámica.- En las 2 nucleaciones anteriores, el líquido no está en
movimiento y el número de cristales en el líquido que solidifica aumenta
considerablemente como consecuencia de factores dinámicos, tales como
fricción, vibración y presión, los que producen la fragmentación de los cristales
ya existentes.
4) ¿Por qué el líquido no se transforma en sólido inmediatamente a
una temperatura ligeramente menor que TE?
Es que se requiere energía para producir las nuevas superficies de los cristalesque se están formando.
Esto es lo mismo que la energía necesaria para soplar y agrandar una burbuja
de jabón contra la fuerza de la tensión superficial.
5)
La nucleacion heterogénea requiere o no un sobre enfriamiento.
Explique
La nucleación heterogénea requiere un ligero grado de sobreenfriamiento, de 1
a 10 °C, esto depende del grado en el que la nueva fase “moja” la partículaextraña. La nueva fase adopta el radio relativamente grande de la partícula
extraña.
6) El sobre enfriamiento Constitucional, ¿cómo se produce y que nos
determina?
Es aquel que se produce por cambios térmicos y cambios en la composición.
Coeficiente de distribución.- Es la relación de la concentración de la materia
disuelta en el sólido, con la concentración de la misma en el líquido, con el que
el sólido establece el equilibrio:
1er. Caso: Consideremos la solidificación de una simple aleación binaria, Figura
2.9, en el que k0 < 1. Líquido de la interfase enriquecido en soluto.
L
S
C
C k 0
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
12/49
7)
Efectos del sobreenfriamiento constitucional sobre la
solidificación:
Si hay poco sobreenfriamiento, ciertas regiones preferidas de la interfaseempujan como clavos dentro de la región sobreenfriada y, una vez iniciados,
crecen más rápidamente que las regiones vecinas. Esto sucede debido a que la
fuerza impulsora para la solidificación es mayor en la región sobreenfriada y a
causa de que estos clavos rechazan soluto a sus lados, retardando de este
modo la solidificación de las regiones laterales. Estos clavos pueden producir la
formación de una estructura de “nido de abeja”.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
13/49
Debe indicarse que la solubilidad relativa del soluto, está representado por el
coeficiente de distribución k0 = CS/CL.
Valores típicos de k0 caen en el rango de 0.01 a 0.50. Cuando k0 y el gradiente
térmico son bajos, aún el metal del centro de la pieza puede estar
sobreenfriado constitucionalmente.
Por otro lado, debe notarse que si el gradiente térmico es grande, es mayor la
posibilidad para un crecimiento columnar.
Esto tiende a prevenir el crecimiento dendrítico y cristalización al azar delante
de la interface de solidificación y con lo cual facilita el flujo de metal para la
alimentación de la contracción de solidificación.
En otras palabras, mientras mayor es el gradiente térmico, como en las piezas
fundidas en moldes metálicos o con enfriadores, es más simple el problema de
la alimentación.
8)
Que eventos importantes ocurre en el momento de lasolidificación de los metales. El corto tiempo que una pieza solidifica ocupa, un período relativamente breve
en la historia de su completa producción. Durante este breve tiempo, se forma
la estructura cristalina original de la pieza, de la cual dependen muchas
propiedades.
En este intervalo se pueden prevenir defectos:
- Porosidades de contracción (rechupes)
- Rajaduras en caliente- Gases
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
14/49
- Segregación
- Fluidez, etc.
9) ¿Qué hace que un metal solidifique? La razón es que la disposición de los átomos en un cristal sólido está a unamenor energía libre, que los mismos átomos en el estado líquido.
Sin embargo, por encima del punto de solidificación, el estado líquido es el más
estable. En el punto de solidificación, no hay la fuerza impulsora o motriz en
ninguna dirección; en otras palabras, el cambio de energía libre es cero (0) y
estamos en el equilibrio.
10) ¿En qué momento durante la solidificación, las aleaciones
del Grupo I y del Grupo II son similares?
• Grupo I: Aleaciones que solidifican formando una piel sólida.
• Grupo II: Aleaciones que solidifican sin formar una piel sólida.
GRUPO I
Aleaciones que solidifican formando una piel sólida (aleaciones con
estrecho rango de solidificación).
•
Este grupo comprende a las aleaciones con alto cobre (cobre-cadmio,cobre-cromo, cobre-berilio), bronces al aluminio y ciertos latones
amarillos.
• La etapa inicial de la solidificación de estas aleaciones, es similar a la de
un metal puro.
Sin embargo, durante el período de crecimiento columnar, la interfaz
sólido-líquido no es plana, sino que tiende a formar protuberancias, esto
se produce a causa de que el líquido sobreenfriado, permite que algunas
partes de cada grano crezcan rápidamente.
Si la cantidad de sobreenfriamiento es pequeña, dichas protuberancias son
solamente desigualdades sobre la superficie de los cristales en crecimiento
que se ponen de manifiesto como una estructura “celular”, si se vierte el
líquido.
GRUPO II
Aleaciones que solidifican de una manera pastosa (aleaciones con amplio
rango de solidificación).
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
15/49
Este grupo comprende a los bronces al estaño, latones rojos, ciertos latones
amarillos, plata-níquel, latones semi-rojos, bronces al plomo y la mayoría de
las aleaciones de aluminio.
El mecanismo de solidificación de este grupo de aleaciones es totalmente
diferente de las del grupo I.
Como en el caso anterior, la solidificación se inicia con la deposición de
numerosos cristalitos en las paredes del molde. A partir de este punto,
desaparece toda similitud con las características de solidificación de las
aleaciones del grupo I.
La solidificación continúa con el crecimiento gradual de todos los cristalitos.
Este proceso tiene lugar, simultáneamente, en toda la pieza. Los cristalitos
se estrechan a las paredes del molde creciendo ligeramente más rápido queaquellos cercanos al centro de la pieza, sin embargo, las diferencias no son,
especialmente, marcadas.
El proceso de solidificación en estas aleaciones es análogo al fraguado del
cemento, el material primero es fluido, luego se vuelve pastoso y
finalmente se vuelve rígido.
En el modo intermedio de solidificación, las dendritas primeramente
formadas se pegan hacia el interior de la pieza, tal como se ilustra en la
Figura 2.30; sin embargo, debido a que el metal líquido que los separa seenriquece en elementos aleantes, las dendritas no son capaces de
entrelazarse hasta finalizar el proceso de solidificación, cuando la pieza
completa está casi sólida.
Las “agujas” de las dendritas de la clase ilustrada en la figura, a veces
continúan creciendo hasta que ellas alcancen el centro de la sección; en
este caso, la macroestructura de la pieza es totalmente columnar.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
16/49
11)
¿Qué característica estructural presenta la aleación
eutéctica Al-Si y por qué?
TIPOS DE EUTECTICOS:
Eutéctico laminar.- Un ejemplo típico es una aleación de Pb-Sn, donde las capas
oscuras son de fases ricas en Pb y las claras son fases ricas en Sn.
Eutéctico en agujas.- Consisten de una serie de bastones de una fase
incrustados en una fase conti-gua, tal como la aleación Cd-Sn; en la que la fase
oscura es de Cd y la fase adyacente clara es de Sn. A menudo, se confunden con
eutécticos globulares, ya que la observación de las partículas depende del
ángulo de la sección plana y del crecimiento de la interfase.
Eutéctico globular.- No son muy comunes, pero se presentan en algunas
aleaciones comerciales. Un ejemplo es el del sistema Cu-Cu2O, en el que la fase
Cu2O está en forma de esferas.
Eutéctico acicular.- Se aplica a los eutécticos, cuya segunda fase tiene forma
irregular, parecida, frecuentemente, a agujas acomodadas sin método con
respecto a la fase continua.
Un buen ejemplo, es el eutéctico Al-Si, en la que el Si está en forma de agujas,
circundada por la solución sólida de Al.
Dado que el Si está al azar, la estructura se observará igual, sin importar la
sección que se tome
12) En una fundición de Fierro Fundido, ¿se podrá encontrar
Fundición Básica?
13)
¿Cómo se fabrica una Fundición Nodular?
14)
¿En qué tipo de aleaciones ocurre la segregación inversa y
como se evitaría?
Segregación Inversa.- El cambio de volumen durante la solidificación, tiene,
prácticamente sus consecuencias. Una de ellas es la tendencia a la segregación,
fenómeno conocido como “segregación inversa”; en la que la parte exterior del
lingote tiene la más alta concentración de la solución que en el centro, aúncuando k0 es < 1.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
17/49
Dicha exudación tiene un alto contenido de soluto, “sudor” por el término de
“estaño sudado”, que se encuentra en los exteriores de los lingotes de las
aleaciones con alto contenido de estaño.
La segregación inversa puede controlarse, pero no eliminarse, mediante la
formación de granos finos de estructuras equiaxiales que impidan corrientes de
retroceso unidireccionales.
15)
¿Por qué la fundición gris no falla cuando se producen
tensiones justo debajo de sólidos?
Uno puede preguntarse de paso ¿por qué la fundición gris, la cual exhibe baja
elongación a temperatura ambiente, no falla cuando se producen tensiones
justo debajo del solidus?.
La respuesta es, que en el rango del solidus a 1,127 °C, al comienzo del rango
elástico a casi 538 °C, la fundición gris y la fundición blanca poseen apreciable
ductilidad (del orden del 10%).
Las aleaciones que no se rompen cuando son vaciadas dentro de un molde de
entalle agudo, se le dan una clasificación de 1.0. La clasificación se incrementa
a 8.0 para los redondeados mayores.
16)
¿Qué %Volumen de gases se obtiene para el Al si su
solubilidad liquida es 0.7mlH/100gr y su solubilidad liquida es
0.03mlH/100g a 1atm?
17) ¿Qué efectos tiene el uso de las tierras raras?
En general, las aleaciones que contienen tierras raras exhiben menos
susceptibilidad a las rajaduras, debido a que el líquido eutéctico solidifica a
temperatura constante durante el final de la solidificación.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
18/49
En contraste, las aleaciones con mayor susceptibilidad solidifican sobre un largo
rango de temperaturas y tienen poco o ningún líquido de fusión constante,
durante el final de la solidificación.
18)
En la fabricación del acero hay una etapa que se llama
“Bloque”, ¿En qué consiste?
19)
Enumere las características que va perdiendo una mezcla alser usado continuamente.
Disminución paulatina del pH de la mezcla.
Aumento en el porcentaje de impalpables.
Disminución del porcentaje de arcilla activa (bentonita).
Variación en la pérdida al fuego.
Disminución del punto de sinterizacion.
Aumento en el índice de finura de la arena base.
20)
El aserrín como aditivo ¿qué función cumple?
Para la fabricación de Moldes, el aserrín debido a que reduce la resistencia en
verde y en seco, controla la expansión de la sílice, también mejora la fluidez y
debido a que se quema rápidamente, puede añadirse a la arena de almas, para
proporcionar una rápida colapsibilidad.
21) ¿Cuándo se dice que una arena, tiene una distribución
amplia? Susténtelo.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
19/49
Cuando la distribución del grano de una arena tiene influencia en su capacidad
de adquirir la máxima densidad relativa, en su permeabilidad y en su
resistencia en caliente.
22)
Mencione las características de una de las arenas especiales.
23) ¿Cuáles son las impurezas de una arcilla y con que ensayo se
determina su calidad?
Normalmente las arcillas van acompañadas de impurezas de otros minerales
tales como cuarzo, sílice, feldespato, óxidos de hierro, carbonatos, sulfatos,
materia orgánica, etc. La determinación de carbonatos es una característica
que nos determina la impureza de las arcillas. Si hallamos el % de carbonatos
que en la mayoría de casos debe ser inferior al 0.5% expresado como CO3Ca.
24)
¿Cuáles son las propiedades físicas de una arcilla?
Las propiedades de las arcillas que más nos interesan desde el punto de vista
de su empleo en fundición son:
-Su capacidad de intercambio de bases.
-Su comportamiento frente a los aumentos de temperatura.
-Sus propiedades aglutinantes.
EXAMEN PARCIAL DE SOLIDIFICACION
1) Defina arena de contacto y arena de relleno.
Se entiende por arena de moldeo a la mezcla preparada en base a una arena,
generalmente silícea, aglutinante y agua. Se emplea en la fabricación de las
partes de un molde.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
20/49
Cuando se prepara una mezcla especial para colocar una pequeña capa sobre el
modelo, a esta mezcla se le llama ARENA DE CONTACTO.
Las arenas de moldeo se formulan para usarlas directamente y se llaman arenas
en verde o para usarlas en moldes que van a ser secados en estufa y se llaman
arenas en seco.
Existe una mezcla especial para emplear en los moldes que llevan un secado
superficial.
Dentro de las arenas de moldeo se emplean los siguientes tipos:
- Arena Natural de Moldeo: Es la formulada a base de arenas naturales.
- Arenas Artificiales: Son las formuladas en base a una arena lavada,
aglutinante y agua.
- Arena de Relleno: Son las formuladas en base a la arena que proviene
del desmoldeo.
- Arena Vieja: Es la que proviene del desmoldeo.
2)
El fundidor ¿sobre qué propiedades de la arena actúa?Las propiedades más importantes desde el punto de vista de su empleo en
fundición, son las siguientes:
- Propiedades mineralógicas: Son las que determinan sus propiedades
refractarias y la posibilidad de disgregación de estos granos cuando
aparecen los fenómenos de dilatación a temperaturas próximas a
600ºC.
- Propiedades granulométricas: El tamaño y la distribución del mismo
(granulometría), en la arena silícea es una de las propiedades que más
influyen en las características de un molde.
- Propiedades morfológicas: Las formas de los granos, características del
tipo de yacimiento y de su forma de explotación, es otra de las
propiedades que tienen también gran influencia. La forma de los granos
puede ser redonda, angular o sub-angular aunque existen también,
formas compuestas.
3)
Para que los diferentes tipos de arcilla tengan una diferente
adsorción ¿Que lo determina? Susténtelo.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
21/49
La posibilidad de absorción de agua de una arcilla depende de su estructura
cristalina. El agua queda retenida entre las hojas del cristal originado un
hinchamiento variable en función de los cationes existentes, o rodea
superficialmente a las partículas desbalanceadas por rotura de sus esquinas
(caso de la caolinita)
El hinchamiento de una arcilla dependerá del tipo y numero de cationes
presentes en ella y del tipo de constituyente predominante.
Bentonita hinchamiento muy grande, caolinitas muy pequeño y en las illitas
casi nulo.
4) ¿Cuáles son las características de utilización de las arcilla?
Los distintos tipos de arcillas empleados, para que puedan desarrollar sus
propiedades como aglutinante de las arenas, deben tener las siguientes
características:
f) Estructura cristalina determinada(forma y tamaño de la partícula)
g) Intervalo de fusión definido
h) Distribución granulométrica adecuada
i) Capacidad de hinchamiento
j)
pH determinado
Características de Suministro
Entre los más importantes indicamos:
c) Porcentaje de humedad
d) Impurezas
5)
Explique el término “friable”.
6) Para hacer una mezcla ¿Qué estudios previos se deben de realizar?
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
22/49
La formulación de una mezcla depende en definitiva de las características que
vayamos a exigir al molde. Para efectuar una formulación que nos permita
emplear el mínimo número de mezclas en la fundición, expondremos a
continuación los puntos que deben ser analizados.
Estudios previos
Deberá analizarse lo siguiente:
a) Tipo de aleación a colar: peso específico, temperatura de colada y
posibilidad de reaccionar con la sílice.
b) Piezas a fabricar: Peso, forma y dimensiones, calidad superficial exigida
y precisión dimensional en bruto.
c) Procesos de fabricación que podrían emplearse: En moldeo, el tipo de
moldeo (manual, maquina convencional, alta o media presión, etc.). Enalmas-tipo de aglomerante y método de fabricación (manual, soplado,
caja caliente o fría, etc.) que podría emplearse.
d) Características de los materiales disponibles: Se deberá conocer las
características reales de las arenas, aglutinantes, aglomerantes y
aditivos.
e) Medios de preparación de las mezclas: En la preparación de mezclas
aglutinadas, el conocimiento de las características de la mezcla que
obtenemos con nuestros equipos es de fundamental importancia.
7) Defina aditivos con un ejemplo.
8) Defina los mecanismos de transferencia de calor.
La transferencia de calor tiene lugar por:
CONVECCION: Está relacionada con la transporte de átomos o moléculas y
tiene lugar en los fluidos.
CONDUCCION: La conducción es la transferencia de energía térmica sin
transporte de átomos ni moléculas. El proceso concreto es distinto en losmetales, que conducen bien, que en los no metales. (Ley de Fourier)
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
23/49
RADIACION: Aquí, nosotros estableceremos brevemente que la radiación
térmica es parte del espectro electromagnético.
9) Defina los métodos para fabricar un circuito integrado(CHIP)
10)
¿De qué manera influye el contorno del molde sobre el
tiempo de solidificación?
Efecto del contorno sobre el tiempo de Solidificación
El flujo de calor dentro de la superficie convexa es divergente y, por lo tanto,
ligeramente más rápido que dentro del molde plano.
En contraste, el flujo de calor dentro de la superficie cóncava es convergente y
menos rápido que dentro del molde de paredes planas.
11) Que significa cuando: r>r* y r
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
24/49
r > r*, es núcleo para crecimiento, y si
r < r*, tenderá a desaparecer.
12)
¿Cuáles son las características de la solidificación de un
metal puro, en un molde metálico?
En la interfase molde-metal solidificado, existe una caída de temperatura,
debido a la resistencia del contacto térmico.
La condición de sin resistencia en el contacto, puede existir solamente si el
contacto molde-pieza es intimo tal que pueda ocurrir el remojo, esto es, la
pieza puede soldarse al molde.
13)
Grafique las etapas de solidificación de las aleaciones que
forman un rango estrecho de solidificación y las de un amplio
rango de solidificación.
14) ¿Cuál es el resultado cuando ocurren reacciones eutectoides,
peritecticas y eutécticas?
15)
Defina la forma como los gases son expulsados cuando elmetal solidifica.
Prácticamente todos los métodos para eliminar el hidrógeno, se basan en la Ley
de Sievert, es decir ellos procuran reducir la presión parcial del hidrógeno sobre
el baño.
Eliminando completamente el H2 de la atmósfera que hay alrededor de un
metal fundido, cualquier gas H2 disuelto tenderá a escapar.
Obviamente, tanto como una capa de óxido o escoria que cubre el baño, es
necesaria la agitación para alcanzar el equilibrio.
Eliminando el gas o gases:
a) Fusión, solidificación y refusión.- Demasiado caro y desperdicio de tiempo.
b) Fundiendo y colando al vacío.- Método caro.
c) Desgasificación al vacío.- El metal se funde al aire, se desgasifica al vacío en
una campana y la colada se realiza al aire.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
25/49
d) Lavado o purgado con gas inerte.- El gas inerte se burbujea, la presión del
gas disuelto (usualmente H2) dentro de cada burbuja de gas es nula, y cual-
quier gas disuelto viaja rápidamente hacia la burbu-ja, donde se reune y se
“lava” del baño del metal.
- Para el Al: Cl2, N2 y Ar.
- Para el Cu: N2.
e) Desgasificadores sólidos.- Consiste en sumergir bajo la superficie del metal,
un compuesto sólido.
- Para el Al: C2Cl6 (hexacloroetano), Degaser.
- Para el Cu: CaCO3, Logas.
- Para el acero: CO (FeO + C = CO + Fe)
16) ¿Qué cantidad de poros se puede obtener, si la solubilidad
liquida del Al es 0.7cm3/100g y la solubilidad solida es
0.03cm3/100g a 1atm de presión?
17)
¿Qué tipos de defectos se obtiene al vaciar el liquido de una
aleación con una temperatura demasiado baja y otra demasiado
alta? ¿Cómo se evita estos defectos?
Si una aleación se vacea a una temperatura demasiado baja, esta comenzará a
solidificar en el sistema de alimentación y el molde no podrá llenarse, defecto
conocido como “misrun”
Otros defectos causados por una temperatura de vaciado baja son “traslapes” y
“costuras”
Para evitar estos defectos hay que aumentar la permeabilidad del molde ,
reducir la HUMEDAD, VELOCIDAD DE EVOLUCION DE GASES, COMBUSTIBLES,
Resistencia del molde ,Dureza del molde ,Compactibilidad ,Densidad del
molde ,Índice de Finura AFS ,Contenido de arcilla. Mejorar el sistema de
alimentación y vaciar el metal lo mas caliente y rápido posible.
Si un metal se vacea a una temperatura de vaciado excesivamente alta, la
arena en el sistema de alimentación y en las paredes del molde serán atacadas
muy severamente.
Esto puede producir una “superficie áspera” sobre la pieza y un atrapamientode los productos de reacción, sólidos, líquidos y gases, en la pieza.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
26/49
Para evitar estos defectos hay que:
AUMENTAR: COMBUSTIBLES Resistencia y dureza del molde Densidad del
molde Velocidad de evolución de gases Contenido de arcilla
REDUCIR: PERMEABILIDAD DEL MOLDE COMPACTABILIDAD TEMPERATURADE LA ARENA INDICE DE FINURA AFS (elevar finos) Humedad .VACIAR EL
METAL LO MAS FRIO Y MUY CUIDADOSAMENTE, Tamizar la arena de contacto
,Mover las entradas ,Evitar las bolas durante el mezclado ,Usar pinturas del
molde .
18)
¿La colabilidad de que depende?
La fluidez como se define por los fundidores, es la suma de las fluideces
existentes sobre el rango total de temperatura, desde la temperatura de
vaciado a la solidificación.
En vista de que sólo tiene lugar un pequeño cambio en la viscosidad, hasta que
se alcance la solidificación, la colabilidad depende principalmente del
sobrecalentamiento, en °F, de la temperatura de vaciado por encima del
rango de solidificación
19)
Explique de que manera actúa el Zinc como desgasificante.
20) El N2 ¿en qué tipo de acero es más perjudicial y como actúa?
Ej.
En un acero no aleado la influencia del N 2, usualmente, es perjudicial. El N2
puede formar nitruros con el Fe, Al, y otros.
Dependiendo del tipo y tiempo de formación de nitruros, el precipitado
ayudará en el control del ta-maño de grano o producirá las fracturas “rock
candy” (azúcar cande), las que se caracterizan por su baja ductilidad o inferior
resistencia al impacto.
La solubilidad del N2 es significativa solamente en las aleaciones de Fe, y las
aleaciones Fe-Ni-Cr-C.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
27/49
Realmente, a causa de su insolubilidad, el N2 se usa como un gas de lavado en
las aleaciones de Al, y de Cu.
En muchas aleaciones de fierro, el contenido de nitrógeno es altamente
importante no solamente desde el punto de vista de la porosidad, sino también
a causa de su efecto en la solución sólida, o en la formación de nitruros.
EXAMEN FINAL DE SOLIDIFICACION
1) ¿Cuál es la condición para que se restrinja la fluidez? Susténtelo.
Rango amplio de solidificación es indicativo de una condición, donde el metal
está en una condición pastosa, consistente de dendritas entrelazadas rodeadas
por líquido, en prácticamente su temperatura de solidificación, es natural que
esta condición restrinja la fluidez.
2)
Defina los factores más importantes que intervienen en la fluidez.
• Composición del metal, con particular énfasis sobre su relación al
proceso de solidificación.
• Sobrecalentamiento
3)
¿Cómo es la fluidez debido al efecto de la temperatura y la
composición?
Considerando al sobrecalentamiento, es razonable que el metal más caliente,
tendrá un periodo más largo en el molde, en el cual esta liquido, y de aquí
fluirá más que aquel que no esta tan caliente.
Los valores más altos de fluidez se alcanzan en los metales puros, eutécticos o
fases que solidifican congruentemente(a temperatura constante).
Mientras que la fluidez más pobre se obtiene cuando el rango de solidificación
es más amplio.
4) Diga la composición de los materiales exotérmicos y cuál es su uso.
Los compuestos exotérmicos para risers son, esencialmente mezclas de un
oxido metálico y aluminio. Cuando se colocan sobre el metal en un riser
abierto, las mezclas reaccionan para proporcionar metal fundido, calor y una
escoria aislante.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
28/49
5) ¿Cómo se obtendrá una pieza libre de rajaduras cuando se usan
enfriadores?
Se obtienen resultados valiosos usando enfriadores externos para apresurar la
solidificación, son excelentes para controlar las velocidades de enfriamiento enregiones críticas de las fundiciones, algunos de ellos pueden ser: Enfriador con
varios radios de contacto, enfriador de filetes, enfriador de bordes, enfriador
hexagonal.
Usando enfriadores de bordes que se anexan en los bordes que forman “Pads
de enfriamiento” se disminuye el riesgo de rajaduras.
6) En el diseño de una pieza, ¿De qué manera podemos reducir el
tamaño de los risers?
Se pueden reducir agregando compuestos exotérmicos para risers, esto hace
que la eficiencia de la alimentación mejore un 70% y los risers pueden hacerse
de un tercio del tamaño de un riser normal aproximadamente.
7)
Cuándo se tienen risers superiores y risers ciegos
simultáneamente, ¿Cómo se calculara el tamaño de los risers
superiores?
El cálculo es muy parecido a que si se establece el riser superior a diferencia
que se le suma cerca del 66 a 75% del peso del riser al peso de la pieza, cuando
se calcula el tamaño del riser.
8) Defina que es la presión hidrostática.
9) ¿Cómo es la presión atmosférica de los gases del molde
producidos en la intercara Arena-Metal?. Susténtelo.
10) ¿Cuál es el destino del gas producido en el fierro fundido y
en el aluminio?
El destino del gas del molde es variado: puede reaccionar con el metal
formando óxidos y escoria, disolverse en el metal para precipitar luego en la
solidificación o permanecer en el metal en la forma de burbujas atrapadas
mecánicamente
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
29/49
En el fierro fundido, el oxígeno de una burbuja de aire puede reaccionar
parcialmente con el metal, para formar partículas finas de silicatos inofensivos,
y el nitrógeno puede disolverse o salir como burbujas, si la pieza se solidifica
lentamente.
En el aluminio, sin embargo, una película de óxido de casi la misma densidad
del aluminio, puede ser atrapado y de este modo contener la burbuja de
nitrógeno.
11)
Explique que es la “Contracción de la vena fluida”
Cuando un chorro de metal pasa a través de un orificio o alrededor de una
esquina aguda, se produce una contracción del chorro. La región estranguladase conoce como “contracción de la vena fluida”.
12)
¿De qué manera se evita la aspiración de gases en el
bebedero? Susténtelo
13) ¿Cómo debe ser el vaciado del hierro fundido, acero, Al-Mg.
Susténtelo.
Algunos metales, tales como el fierro fundido, no son sensibles a la velocidad
de vaciado como otros. Sin embargo, aún para el fierro fundido una óptima
velocidad de vaciado, que es una función del tamaño y forma de la pieza, es
propugnado.
Un metal similar al acero, necesita vaciarse rápido para evitar la solidificación
prematura, debido a que tiene un alto rango de solidificación, comparado con
la mayoría de las aleaciones fundidas.
Metales similares a las aleaciones de Al o Mg, pueden vaciarse más lentamente,
y aquí el problema es evitar la turbulencia, drossing y ganancia de gases.
14) ¿Qué sistema de alimentación se aplicara a los metales
ligeros y oxidables. Explique.
15)
¿Cuál es la ventaja y desventaja de realizar la colada por el
fondo?
La colada por el fondo a través de un riser lateral, proporcionan
gradientes de temperatura apropia-dos; el último metal en ingresar, y el
más caliente, está en el fondo de la pieza y en el riser, lo que
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
30/49
proporciona condiciones para una buena alimentación; también la
arena en estas regiones se precalienta.
Se reduce a un mínimo la turbulencia y la erosión en la cavidad del
molde, pero pueden causar gradientes de temperatura desfavorables.La región más baja de un molde colado por el fondo, se calienta con el
metal que fluye por él y se retarda la solidificación en estos lugares.
La colada por el fondo es completamente deseable cuando se emplean
risers laterales.
16) Determinar la posición y dimensiones de los risers del
soporte de chumacera.
EXAMEN FINAL DE SOLIDIFICACION
1)
El Fierro fundido de bajo contenido de carbono o Acero, como se
clasifican con respecto a su fluidez y qué condiciones inducen a
esta clasificación.
2) Explique el método para indicar las temperaturas de ciertas
aleaciones, si la técnica de las termocuplas se vuelve dificultosa o
cara.
El procedimiento desarrollado por MOTT, SCHAEFER, y COOK eliminaron los 2defectos anteriores.
El diseño del molde presentado en la Figura 3.7, esta basado en esta técnica
para espirales duplicadas. El molde es vaciado bajo una carga, la cual se
mantiene constante en virtud del diseño del molde.
En procedimientos previos, el operador puede salpicar el primer metal desde la
cuchara dentro del molde y conocer cuando este se ha llenado.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
31/49
En el diseño mostrado, el operador vacea por varios segundos antes que se
alcance el orificio del bebedero en el costado de la balsa.
Tan pronto el orificio se llena, la carga resultante no puede exceder por más de
¼”, debido a que cualquier exceso adicional fluirá dentro del rebose de la balsa.
El operador no conoce exactamente cuando el molde se ha llenado, y el vaciado
se vuelve objetivo y mecánico.
Si la técnica de termocuplas se vuelve dificultosa o cara, se ha ideado un
aproximado método visual, el cual es completamente satisfactorio.
Un molde abierto, aproximadamente de 3” de diámetro y 2” de altura, se vacea
a una temperatura de por lo menos 150 °F (83 °C) por encima del liquidus, y la
temperatura del metal se lee continuamente con un pirómetro óptico.
La superficie superior se limpia continuamente con una varilla liviana o
alambre, hasta que se interrumpe finalmente el experimento.
3)
Mencione 5 factores metalúrgicos que tienen un efecto mayor o
menor sobre la fluidez.
Los siguientes factores metalúrgicos, tienen un efecto mayor o menor sobre lafluidez:
• Composición del metal, con particular énfasis sobre su relación al
proceso de solidificación.
• Sobrecalentamiento.
• Viscosidad del metal.
• Tensión superficial.
• Películas de óxidos superficiales.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
32/49
• Películas de gas adsorbido.
• Inclusiones suspendidas.
• Inclusiones que se precipitan durante la solidificación
De estos factores, los 2 primeros son los más importantes.
Considerando al sobrecalentamiento, es razona-ble que el metal más caliente,
tendrá un período más largo en el molde, en el cual está líquido, y de aquí fluirá
más que aquel que no esté tan caliente.
4) ¿Con que tipo de rango de solidificación la fluidez es más pobre?
Susténtelo.
El mayor intervalo liquidus a solidus, la fluidez es más bajo, cuando se miden a
50 °C (90 °F), por encima del liquidus.
Buena evidencia es ofrecida con un chorro de metal puro que detiene el flujo
en un tubo o espiral debido a que solidifica cerca de la entrada, no en el
extremo distante del crisol.
Secciones transversales presentan cristales largos columnares cerca al punto de
entrada del metal y acompañado por cristales finos en los huecos de
contracción de la línea central lejos de la entrada.
5) En una aleación Pb-Sn, como actúa la fluidez y el
sobrecalentamiento.
La adición de elementos aleantes a un metal puro siempre disminuye la fluidez
(a un sobrecalentamiento dado).
Para una serie de aleaciones de Pb-Sn. La razón para la disminución, es que la
solidificación no tiene lugar con un frente plano.
6) Los tipos de contracción volumétrica en qué casos se usan.
7) Basado en la pregunta anterior, cual es el de mayor dificultad y
¿Por qué?
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
33/49
8) Grafique e indique el desarrollo de la cavidad de un rechupe y la
contracción en la línea central.
9)
¿Cuáles son los factores que intervienen en el funcionamiento
efectivo del riser?
10) El flujo de calor producido por el riser ¿A qué se debe?
11) ¿Cuáles son los métodos usados para controlar la
solidificación?
12)
Basado en la pregunta anterior, describa uno de ellos.
13) ¿Qué significa haber obtenido 0.5ºC/cm para una placa
fundida en acero?
14)
¿Qué ocurre si el bebedero no se ahúsa?
15)
Grafique las formas de un pozo de bebedero y ¿cuál sería lo
ideal?
16) ¿Qué es un área de choque y como se representa?
17) La velocidad de vaciado para un acero y el aluminio ¿Cómo
debe ser?
COMO DEBE SER EL TIEMPO DE VACIADO PARA UN ACERO Y PARA UN
ALUMINIO. SUSTENTELO.
ACERO: Necesita vaciarse rá-pido para evitar la solidificación prematura,debido a que tiene un alto rango de solidificación, compa-rado con la mayoría
de las aleaciones fundidas.
ALUMINIO: Pueden vaciarse más lentamente, y aquí el problema es evitar laturbulencia, drossing y ganancia de gases.
18)
Tipos de colada y cual no se recomendaría para el aluminio.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
34/49
19) ¿Qué sistemas de alimentación emplearías para los metales
ferrosos, metales no ferrosos y los metales ligeros?
20)
¿Cuáles son las medidas para limpiar el metal de los
materiales extraños al pasar por el sistema de alimentación?
EXAMEN SUSTITUTORIO DE SOLIDIFICACION
1)
Que significa que: K01
Para una simple solución binaria en sobreenfriamiento constitucional:
K01; liquido de la interfase pobremente enriquecido con soluto.
1)
Variables que afectan el inicio y el final de la solidificación.
Rango de solidificación de la aleación.- Al aumentar el rango de solidificación,se incrementará el ancho de la “banda”.
Temperatura de solidificación.- Una baja temperatura de solidificación reducirá
el gradiente de temperatura entre el molde y la pieza, bajando el gradiente detemperatura dentro de la pieza. Un cuerpo cuanto más caliente se enfría más
rápidamente.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
35/49
Conductividad térmica del molde.- Cuando el molde tiene alta capacidad de
absorción de calor (arenas especiales o moldes metálicos), el calor fluirá
rápidamente del líquido residual, la banda de solidificación será pequeña y por
lo tanto, serán favorables las condiciones para la alimentación.
Conductividad térmica del metal solidificado.- Un metal de alta conductividad,
baja el gradiente térmico en la pieza, favoreciendo a una amplia separación de
la banda de inicio y fin de solidifica-ción, aún en aleaciones que tienen un rangoestrecho de solidificación
2)
Reacciones que ocurren en una reacción eutéctica y peritectica.
CRECIMIENTO EN ALEACIONES EUTECTICAS
Bajo condiciones de equilibrio, 2 sólidos diferentes se forman simultáneamente
del líquido y la reacción se completa a temperatura constante,
L
Los límites de composición dentro de los cuales ocurre la reacción eutéctica, se
amplían por las condiciones de solidificación de no-equilibrio.
REACCION PERITECTICA
Implica la relación entre 3 fases a temperatura constante, pero aquí un sólido y
un líquido reaccionan en el enfriamiento para formar un nuevo sólido.
α + L δ
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
36/49
Si el líquido de composición 1 se enfría, el sólido de composición
2’ precipita primero. Bajo condiciones de equilibrio la composición de todos los
sólidos sigue la línea de solidus de 2’ a 2 y el líquido sigue la línea de liquidus de
3’ a 3.
3)
Describa los tipos de solidificación que hay en una pieza.
4) ¿Cuándo un metal se vuelve coherente? Sustente.
Aleaciones de Al y de Mg.- Experimentos interesantes se han realizado en este
campo además del trabajo previamente discutido. Se ha considerado que la
estructura de las aleaciones de Al, se vuelve coherente cuando 70% del metal
está sólido.
La mayor parte sólido con algo de líquido.- En una cierta etapa durante la
solidificación, surge una red de cristales sólidos, que conectados tienen cierta
resistencia, es decir, el metal se vuelve coherente.
Luego, de cálculos basados en diagramas de fases y de medidas reales, el rango
de temperaturas puede determinarse durante el cual una aleación dada es
coherente (70 a 100% sólido).
Trabajos similares para otras aleaciones de Al tanto como para las aleaciones
de Mg confirman estos hallazgos. Una serie de 8 barras de ensayo en forma deU han sido desarrolladas con filetes de una esquina aguda a un radio de ¾”
(redondeado).
5) ¿Cuáles son los factores que producen una rajadura en caliente?
Las 2 fuentes de tensiones que causan rajaduras en caliente son:
• Diferencias en contracción del molde y pieza
• Diferencias en el tiempo en que la contracción ocurre en
diferentes puntos en la pieza.
(a) Interacción molde-pieza. Si un anillo delgado de metal se vacea alrededor
de una barra de acero, se produce una condición similar a la contracción
de un anillo caliente sobre un eje.
(b) Diferencias en tiempo de contracción, en diferentes partes de la pieza .
Las rajaduras en caliente también se producen cuando la contracción
ocurre en diferentes períodos durante el enfriamiento y no es uniforme en
toda la pieza.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
37/49
6)
¿Qué es una rebarba y cuál es su causa?
7) Explique qué significa CFR
Definiremos a la resistencia a la alimentación central (CFR), como:
Este factor puede calcularse fácilmente de las curvas de inicio y fin de
solidificación:
En general, los fundidores con experiencia, encuentran dificultades en
alimentar satisfactoriamente aleaciones que tienen un CFR de más de 70%.
El efecto de la acción enfriadora sobre las aleaciones, es muy útil para bajar el
CFR, como en el caso del acero. Las reducciones no son directa-mente
proporcionales al cambio obtenido en el CFR para el acero, sin embargo, son
importantes otros factores, tales como la conductividad térmica.
8) Defina segregación por gravedad.
Segregación Por Gravedad.- Cuando los constituyentes, sólidos o líquidos, se
separan, debido a la diferencia de densidad, eso se llama “segregación por
gravedad”.
La aleación Sb-Pb, nos da un buen ejemplo de esta segregación.
Como Controlarlo
Cuando nuclea primero el Sb, este se eleva a la superficie del baño, por ser
considerablemente más ligero que el líquido remanente.
Esta segregación puede controlarse, solidificando lo más rápido posible, sin dar
tiempo a que los elementos se asienten o floten. También, se puede adicionar 3
%Cu, el cual retiene a los cristales de Sb y evita que se segregue en la
superficie.
100 x zade la piedificaciónal de solitiempo tot
el centro stales enan los crial se formante el cutiempo dur CFR
100)(
)(
sup
xt t
t t CFR
erficieción en la solidificainicio dentron en el ceidificació fin de sol
centroción en el solidificainicio dentron en el ceidificació fin de sol
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
38/49
9)
¿Cuáles son los factores principales para el diseño de risers?
a) tiempo de solidificación
b) volumen de alimentación.
c) Distancia de alimentación.
10) ¿De qué manera se puede evitar los efectos de las
intersecciones?
11)
En un riser cilíndrico, ¿cómo se puede disminuir la perdida
de calor?
*Las placas y manguitos o camisas aislantes para los risers, pueden hacerse de
material que sea aislante con respecto al material del propio molde y que
pueda soportar la acción corrosiva y la temperatura del metal que se va a colar.
*El yeso mate, es un aislante excelente para fundiciones no ferrosas hechas en
moldes de arena; a veces se emplea lámina de asbesto para aislar risers en
piezas fundidas en magnesio.
*También usamos los compuestos exotérmicos son materiales sueltos
espolvoreados sobre la parte superior de los risers, en lugar de polvo aislante
como son carbón de madera en polvo y harina de sílice.
12)
¿El grafito puede ser usado o no como enfriador?
Susténtelo.
El grafito es un material excelente para enfriadores. La conductividad del
grafito es alrededor de 3 veces la del acero, pero el calor especifico es
solamente un tercio, esto significa que un enfriador de grafito deberá ser por lo
menos 3 veces más grande que uno de acero, para efectuar el mismo trabajo.
13) ¿Qué relación existe, entre el grafito eutéctico y la velocidad
de enfriamiento?
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
39/49
14) ¿Cuáles son los factores que afectan la dilatación de una
pieza de fierro fundido?
15)
El H2 como actúa en los casos endotérmico y exotérmico.
El H2 forma hidruros o se disuelve intersticialmente en el caso exotérmico (se
nota distorsión de la red) y tan sólo se disuelve, en defectos en la red del metal,
en la reacción endotérmica (no hay distorsión).
16) ¿Cuál es el origen del gas H2?
17)
¿En qué consiste el purgado?
El purgado del baño con un gas inerte, es un método potencial de eliminación
de gases perjudiciales. Por ejemplo: purga de N2 del bronce al Al.
El gas inerte se burbujea, la presión del gas disuelto (usualmente H 2) dentro de
cada burbuja de gas es nula, y cualquier gas disuelto viaja rápidamente hacia la
burbuja, donde se reúne y se “lava” del baño del metal.
- Para el Al: Cl2, N2 y Ar.
- Para el Cu: N2.
18)
¿Cómo se obtiene una fundición nodular?
19) Efecto del contorno sobre el tiempo de Solidificación
El flujo de calor dentro de la superficie convexa es divergente y, por lo tanto,
ligeramente más rápido que dentro del molde plano.
En contraste, el flujo de calor dentro de la superficie cóncava es convergente y
menos rápido que dentro del molde de paredes planas.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
40/49
Para cuantificar algunos efectos de contornos, examinaremos las diferencias
entre piezas fundidas de 3 formas básicas:
Placa infinita.
•
Cilindro infinitamente largo.
• Esfera.
• Primero, definiremos 2 parámetros adimensionales, b y g:
Y
• Con estos parámetros, los tiempos de solidificación para las 3
formas básicas pueden compararse.
• Para la placa infinita,
• Para el cilindro,
• Para la esfera,
20) ¿Qué se quiere decir con el término “atruchado”?
En estudios de rajadura en caliente de la fundición blanca para
maleabilizarla, también se concluyó, que esta se produce en las etapas
últimas de la solidificación, sin embargo, aquí los resultados son
complicados, por la tendencia del Fe a la grafitización (“atruchado”). Si
algún grafito se forma durante la solidificación, la contracción normal se
alivia parcialmente y la rajadura es menos probable que ocurra.
21) ¿En qué consiste la “Fluencia Serpeante”?
Deformación gradual que sufren los metales o aleaciones sometidos a
tensiones relativamente bajas, a altas temperaturas.
t
AV
/
p
f
M C H
T T
'
0
2
4
12
3
12
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
41/49
LAS ALEACIONES DE Fe MEJORAN EN LA RESISTENCIA DE VARIOS
ACEROS, AUMENTANDO SU SOLIDIFICACION.
22) ¿De qué depende la longitud del flujo?
La longitud del flujo depende sensiblemente del tamaño del canal y el
coeficiente de transferencia de calor de la interfase. Este aumenta
aproximadamente de manera lineal con el sobrecalentamiento. Además,
depende de la velocidad del flujo y por lo tanto, aproximadamente a la raíz
cuadrada de la carga de metal, de acuerdo a:
23) Métodos para aumentar la presión efectiva
Métodos de aumentar la presión efectiva incluyen vibración, centrifugación, y
aplicación de vacío a las paredes del molde de la pieza (para reducir la
contrapresión de los gases del molde).
Estas técnicas, especialmente las 2 últimas, se usan en la fabricación de piezas
de secciones muy delgadas en la microfundición, tales como en joyería, donde
es importante los detalles finos.
La adición de elementos aleantes a un metal puro siempre disminuye la fluidez
(a un sobrecalentamiento dado).
A medida que la composición de la aleación se aproxima al eutéctico, la fluidez,
generalmente, se encuentra que aumenta.
24) ¿Por qué los metales de altas pureza poseen mayor
fluidez que los metales puros comerciales?
Se sugiere la siguiente explicación. Los metales puros solidifican en un
crecimiento columnar, el cual comienza cerca del extremo de la entrada de la
espiral de fluidez, dependiendo del sobrecalentamiento por encima del punto
de solidificación.
En otras palabras, el metal sólido no comienza a crecer en un punto dado, a lo
largo de las paredes del molde, a menos que la velocidad de transferencia de
calor sea suficiente para tomar de ambos el sobrecalentamiento y el calor de
solidificación.
25) ¿Cuándo se detiene la Solidificación en una Aleación?
h g v 2
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
42/49
Una aleación con un rango de solidificación exhibe un sobreenfriamiento
constitucional. Esto sugiere que el coeficiente de distribución k 0, es más
importante que el rango de temperaturas involucrado.
En este caso, tan pronto como una capa delgada solidifica, el metal adyacente
aumenta rápidamente en soluto. Como resultado, el punto de solidificación de
la capa disminuye y detiene la solidificación.
Características de la solidificación del metal puro:
• Presentan 2 zonas: zona de granos finos equiaxiales y zona de granos
columnares.
• Pequeño sobrenfriamiento produ-cido por cambios térmicos, que no es
suficiente para nuclear nuevos granos.
• Frente de solidificación liso (iso-terma).
• Estructura celular o de “nido de a-beja”, en una superficie decan-tada.
26) ¿Cómo explica el sobreenfriamiento la presencia de
granos equiaxiales centrales?
El razonamiento es que, finalmente, todo el líquido que permanece en la parte
central del molde se sobrenfriará, este, con frecuencia, es lo suficientemente
grande para que se produzca la nucleación de nuevos granos dentro del líquido;granos que, más tarde, crecerán hacia el interior del líquido sobreenfriado, por
el tipo dendrítico de solidificación.
25) ¿Qué es el “frente de solidificación”?
El comienzo de la solidificación está marcado por la formación de
numerosos pequeños cristalitos contra las paredes del molde. Los cristalitos
orientados favorablemente, luego empezarán a crecer rápidamente, a los ladosy hacia dentro, enlazándose con sus vecinos para formar una piel continua o
cáscara de metal solidificado, conocido como “frente de solidificación”.
PREGUNTAS VARIADAS
1. Finalidad de la fundición al vacío.
Se usa principalmente para los siguientes propósitos:
Para prevenir la combinación de elementos reactivos en el baño con laatmósfera normal y de aquí a la formación de óxidos y nitruros, que
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
43/49
conducen a un baño impuro u oxidado, inclusiones, y superficies de
pobre calidad.
Para prevenir la solución de gases tales como hidrógeno, nitrógeno, SO2
en el baño o para eliminar los gases disueltos del baño.
2. Ley de Sievert
La cantidad de gas disuelto en el baño varía con la raíz cuadrada de la presión
del gas en la atmósfera sobre el baño.
3. Requerimientos para el diseño del sistema de alimentación:
a) Vaciado rápido para minimizar los periodos de temperaturadurante el llenado.
b) Vaciado limpio para evitar la generación de escoria durante el
vaciado.
c) Diseño económico para maximizar el rendimiento de fundición.
4. Funciones del sistema de alimentación
a) Permitir la entrada del metal dentro del molde con la mínima
turbulencia, para evitar la erosión del molde y la adsorción de gases.
b) Establecer una solidificación direccional
c) Llenar completamente la cavidad del molde.
d) Actuar como un sistema de ventilación.
e) Actuar como un alimentador, diseñar de tal manera que no deteriore
el molde durante la colada.
5. Aplicación de los sistemas de alimentación
a) Para metales ferrosos se usa sistemas a mediana presión.
b) Los latones o bronces se diseñan con sistemas de alimentación a
presión o sin presión.
c) Los metales ligeros y oxidables (Al, Mg) se diseñan con sistemas de
alimentación sin presión.
6. El aluminio que efectos tiene sobre las inclusiones de tipo 2
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
44/49
Una pequeña cantidad de aluminio baja el nivel de oxígeno disuelto y los
oxisulfuros son reemplazados por sulfuros de bajo punto de fusión, en los
bordes de los granos (tipo 2).
7. Factores principales para el diseño de reiser
a) tiempo de solidificación
b) volumen de alimentación.
c) Distancia de alimentación.
8. Base cuantitativa para el diseño del reiser
La composición indirecta de los tiempos de solidificación, por el uso de factores
geométricos apropiados (factor de forma y módulo de solidificación)
9. En un reiser cilíndrico como se puede disminuir la perdida de
calor.
*Las placas y manguitos o camisas aislantes para los risers, pueden hacerse de
material que sea aislante con respecto al material del propio molde y que
pueda soportar la acción corrosiva y la temperatura del metal que se va a colar.
*El yeso mate, es un aislante excelente para fundiciones no ferrosas hechas en
moldes de arena; a veces se emplea lámina de asbesto para aislar risers en
piezas fundidas en magnesio.
*También usamos los compuestos exotérmicos son materiales sueltos
espolvoreados sobre la parte superior de los risers, en lugar de polvo aislante
como son carbón de madera en polvo y harina de sílice.
10. Cuál es la ventaja de colocar un reiser lateral
Tiene la ventaja de mantener caliente el área de contacto pieza reiser,
produciendose un gradiente térmico deseable para la alimentación
11. Cual es la ventaja de colocar un reiser central
Tiene la ventaja de que la distancia de alimentación se aprovecha al máximo o
sea en todas direcciones.
12. Como se evitan los rechupes al diseñar un reiser ciego
Colocando almas en punta o alma de Wiliams en el reiser ciego, para admitir la
presión atmosférica dentro del reiser, evitando así los rechupes en la pieza.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
45/49
13. Que significa k sub cero menor a 1 y k sub cero mayor a 1
K es el coeficiente de distribución:
k sub cero menor a 1 significa que el líquido de la interfase esta
enriquecido en soluto. k sub cero mayor a 1 significa que el líquido de la interfase esta
empobrecido en soluto.
14. El hidrógeno como actúa en los casos exotérmicos y
endotérmicos
El H2 forma hidruros o se disuelve intersticialmente en el caso exotérmico (se
nota distorsión de la red) y tan sólo se disuelve, en defectos en la red del metal,
en la reacción endotérmica (no hay distorsión).
15. Explique qué significa CFR
Significa resistencia a la alimentación central, es igual a tiempo durante el cual
se forma los cristales en el centro sobre tiempo total de solidificación de la
pieza.
La alimentación de una pieza se toma más difícil de llenar tan pronto los
cristales sólidos se presentan en el sólido
16. Cuando una aleación de aluminio se vuelve coherente
Se vuelve coherente cuando el 70 % del metal esta solido
17. Defina compactibilidad
Es la disminución en altura expresada en porcentaje de una determinada
probeta sometida a esfuerzo de compactación. Mide el grado de humectación
de arcillas empleadas en la mezcla y proporciona una referencia para
determinar el porcentaje de agua retenida
18. Que entiende por durabilidad de una arcilla
Es la capacidad de la arcilla para mantener sus propiedades aglutinantes, su
durabilidad nos permite saber cuánta arcilla nueva debemos agregar a una
mezcla para que vuelva a mantener sus características aglutinantes.
19. Cuales son el mecanismo propuesto de las rajaduras en
caliente.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
46/49
(a) Zona caliente en un estado pastoso. La extensión de la zona caliente es,
uniforme, resultando en bajas unidades de deformación, insuficientes para
causar una separación.
(b) Zona caliente en una etapa de película de líquido. La ex-tensión de la zona
caliente es muy concentrada en las regiones de las películas, resultando en
altas unidades de deformación que pueden ser suficientes para causar la
separación.
(c) Zona caliente en el estado sólido. La extensión de la zona caliente ocurre en
una fluencia uniforme de alta ductilidad en el metal sólido.
20. En qué tipo de aleaciones es importante la solubilidad del
hidrógeno
Aleaciones Cu- Sn
Aleaciones Cu- Al
21. Características de la solidificación del metal puro.
• Presentan 2 zonas: zona de granos finos equiaxiales y zona de granos
columnares.
• Pequeño sobrenfriamiento producido por cambios térmicos, que no es
suficiente para nuclear nuevos granos.
• Frente de solidificación liso (isoterma).
• Estructura celular o de “nido de abeja”, en una superficie decantada.
22 ¿por qué la fundición gris, la cual exhibe baja elongación a
temperatura ambiente, no falla cuando se producen tensiones
justo debajo del solidus?
La respuesta es, que en el rango del solidus a 1,127 °C, al comienzo del rango
elástico a casi 538 °C, la fundición gris y la fundición blanca poseen apreciable
ductilidad (del orden del 10%).
FLUIDEZ
Una temperatura baja vaciado nos podrá producir el misrun
Una temperatura alta vaciado nos podrá producir superficie aspera
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
47/49
Factores metalúrgicos, tienen un efecto mayor o menor sobre la
fluidez:
Composición del metal, con particular énfasis sobre su relación al
proceso de solidificación. Sobrecalentamiento.
Viscosidad del metal.
Tensión superficial.
Películas de óxidos superficiales.
Películas de gas adsorbido.
Inclusiones suspendidas.
Inclusiones que se precipitan durante la solidificación.
Los valores más altos de fluidez se alcanzan en los metales puros, eutécticos o
fases que solidifican congruentemente (a temperatura constante), mientras
que la fluidez más pobre,se obtiene cuando el rango de solidificación es el más
amplio.
Relación tensión - deformación en la solidificación
A medida q las piezas se enfrían, estas se contraen, y si estas son restringidas
de contraerse en ciertas áreas a causa de su geometría o debido a las
condiciones del molde, partes de la pieza pueden entonces colocarse en
tensión. Si estos esfuerzos de tensión surgen cuando el metal esta débil, este
no podrá resistir estos esfuerzos y se romperá rajadura ocurre durante o en la
última etapa de la solidificación.
Etapas de solidificación
1) Completamente líquido.- El metal sigue cualquier movimiento al final de la
fabricación de la placa. Obviamente, una rajadura no puede producirse, en vista
de que se llena rápidamente por el líquido.También, notamos que cuando la
temperatura desciende el líquido se contrae, sin embargo esta contracción se
compensa por el líquido del riser.
2) La mayor parte de líquido con algo de sólido.- Recordaremos que la
solidificación de un metal puro o eutéctico tiene lugar a temperatura
constante, mientras que en las aleaciones (no eutécticas), la solidificación
ocurre sobre un rango de temperaturas.
En ambos casos, cuando la barra es sometida a tensión, hay adecuado líquido
disponible, para llenar cualquier ruptura potencial.
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
48/49
3) La mayor parte sólido con algo de líquido.- En una cierta etapa durante la
solidificación, surge una red de cristales sólidos, que conectados tienen cierta
resistencia, es decir, el metal se vuelve coherente. De este modo, encontramos
el primer defecto, el cual se denomina “rajadura en caliente”, debido a que
esto ocurre en o justo por encima del solidus. Observaciones específicas porRayos X, evidencian este defecto. Debe notarse de paso que si en las películas
de líquido, están presentes impurezas de bajo punto de fusión, tales como
sulfuros o fosfuros, este tipo de ruptura puede tener lugar por debajo del
solidus, mostrado por el diagrama de fase de la aleación pura.
4) Sólido.- De la temperatura debajo del solidus, al rango “elástico” o rango de
trabajo en frío. Este es el rango plástico, en el cual la ductilidad es alta, y el flujo
de metal tiene lugar a bajas tensiones. Los granos de metal tienden a
contraerse, pero si ellos están restringidos por los extremos de la barra, ellos
fluyen plásticamente. Además, si los granos son deformados, ellos recristalizan.
5) Sólido.- Rango “elástico” por debajo de la temperatura de recristalización.
Hay realmente una severa transición del comportamiento plástico a elástico, no
hay una temperatura exacta de recristalización.Uno puede ver, sin embargo,
que a medida que se baja la temperatura, se alcanza un punto en el cual los
granos se elongan y no recristalizan y que la “tensión de fluencia”, es decir, la
tensión requerida para la deformación, incrementa.
4. RAJADURAS EN CALIENTE: MECANISMO Y EVIDENCIA
EXPERIMENTAL
La deformación por tensión por lo tanto se produce a medida que la pieza se
enfría y contrae. Risers laterales se colocan en el centro de la sección, para
proporcionar material sano para observación, excepto como se señalará
después.
Las termocuplas son colocadas en el molde para medir la temperatura de la
sección central, y la diferencia de temperaturas entre la superficie y el plano
central no excede de 10 °F (6 °C). Durante el enfriamiento, las piezas son
irradiadas con Rayos X, con exposiciones de 10 segundos a intervalos de 30 a 60
segundos. Del examen de las películas (o placas), puede establecerse con
exactitud la temperatura en la cual comienzan las rajaduras.
Es evidente, que las rajaduras en caliente se inician antes de que la sección este
sólida. Cuando se reducen de tamaño los risers, las rajaduras comienzan más
8/17/2019 Preguntas Tipo Solidificación UNI -PARCIAL
49/49
pronto, debido a que el líquido para alimentar no esta disponible en un
anterior tiempo en la solidificación.
Es importante enfatizar que, lo que produce una rajadura, es el efecto
combinado de 2 factores: metal en el estado coherente con películas de líquido
presente y un suficiente esfuerzo de tensión, al mismo tiempo.
De este modo, una aleación que es extremada-mente sensible a las rajaduras,
puede vaciarse sin rajaduras, si el molde se diseña para que no ocurran
esfuerzos de tensión, durante el rango coherente. Como un importante
corolario, un metal en el cual hay un amplio final de solidificación a
temperatura constante, no presentará rajaduras en caliente, en una pieza de
sección transversal uniforme.
Esperamos, por lo tanto, encontrar a los metales puros y eutécticos menossusceptibles a las rajaduras en caliente, que las aleaciones con un rango de
solidificación.
Top Related