







Idiomas
Páginas
Jurídico


PRODAX

SS-EN ISO 9001SS-EN ISO 14001
Esta información se basa en nuestro presente estado de conocimientos y está dirigida aproporcionar información general sobre nuestros productos y su utilización. No deberápor tanto ser tomada como garantía de unas propiedades específicas de los productosdescritos o una garantía para un propósito concreto.
Clasificado de acuerdo con la Directiva 1999/45/EC.Para más información, consultar nuestras «Hojas informativas de Seguridad del Material».
Edición: 2, 06.2008La última edición revisada de éste catálogo es de la versión inglesa,la cual siempre está publicada en nuestra web www.uddeholm.com

PRODAX
3
General
Areas de aplicaciónLas propiedades y características que ofreceProdax lo hacen un material ideal para prototi-pos y para el moldeo de series cortas omedianas que estén expuestas a presiones altaso plásticos abrasivos. La considerable reduc-ción en los tiempos de preparación de unmolde, el menor costo de herramental y losciclos más cortos, significan valiosos ahorrostanto para el fabricante del molde, como parael usuario final, cuando se utiliza Prodax.
Prodax es una aleación de aluminio de altaresistencia, laminado en caliente, que se entre-ga en barras redondas y placas, tratadas térmi-camente. Las mismas son sometidas a unaoperación especial de estiramiento en fríopara el máximo alivio de tensiones. Dado sualta resistencia y buena estabilidad, Prodax seha convertido en un material ampliamenteutilizado en la industria de moldes y matrices.
Condición de entrega: Tratado térmicamente a146–180 Brinell.
Prodax posee las siguientes características,que lo hacen apropiado para distintos tipos deherramientas, especialmente moldes para plás-ticos:
• Excelente mecanizadoAltas velocidades de corte, tiempos de meca-nizado reducidos, menos costo de herramen-tal, entregas más rápidas.
• Bajo PesoSu bajo peso (aproximadamente la terceraparte del peso del acero), hace el manejo delherramental más fácil y sencillo. Su baja inerciahace posible acelerar el tiempo de cierre yapertura de los moldes.
• Alta Conductividad térmicaSe reduce el tiempo de los ciclos y se puedenutilizar sistemas de enfriamiento menos com-plicados.
• Buena estabilidadLa operación especial de alivio de tensionesgarantiza una deformación mínima durante yluego del mecanizado.
Areas Proto- Series Series Seriesde aplicación tipos Cortas Medianas Largas
Moldes de soplado X X X X
Formado al Vacío X X X X
Moldeado de espuma X X X (X)
Moldes X X X (X)
Moldes de inyección
de termoplásticos X X (X)
Moldeo de goma X X
Placas contenedorasy de apoyo, guías ysujetadores
Categoría del herramental
• Buena resistencia a la corrosiónBuena resistencia contra ataques corrosivos enlos plásticos habitualmente usados.
• Apropiado para tratamientossuperficialesProdax es adecuado para realizar anodizadoduro, cromado duro o niquelado, para incre-mentar su dureza, resistencia al desgaste yresistencia a la corrosión.
PRODAX
4
MecanizadoGeneralUna gran ventaja del mecanizado de aleacionesde aluminio es la posibilidad de utilizar altasvelocidades de corte. El motivo es la bajafuerza de corte que se necesita en compara-ción con el acero y el latón. Debido a la exce-lente combinación de propiedades mecánicas yfísicas de Prodax, la máxima velocidad de corteposible es muy elevada cuando se emplean lasherramientas de corte adecuadas. Y utilizandomáquinas fresadoras de alta velocidad se hanobtenido buenos resultados, con velocidadesde corte superiores a 3 500 m/min.(11 500 ft./min.).
Herramienta de corte –Diseño y materialAunque las aleaciones de aluminio producenfuerzas de corte más bien bajas, es necesarioutilizar herramientas de corte de alta calidad.Para obtener la máxima velocidad posible, esideal el uso de herramientas de carburocementado, especialmente en las fases de tor-neado y fresado.
Para el mecanizado de Prodax se puedenutilizar normalmente las mismas herramientasde corte que se utilizan para el acero. Sin em-bargo, por razones de economía en la produc-ción se aconseja el uso de herramientas congrandes ángulos de inclinación positiva. Laestría deberá tener un amplio separador pararebabas y estará pulida, evitando así que losseparadores obturen el cortador. Para cortarProdax se recomienda una hoja de sierra dedientes gruesos.
Enfriamiento/LubricaciónEl propósito del fluido de corte es enfriar lapieza en la que se trabaja y lubricar la herra-mienta de corte. Debido a las altas velocidadesde corte que se alcanzan al mecanizar Prodax,el enfriamiento es importante, a pesar de laalta conductividad de calor que presentaProdax. Es especialmente importante unabuena lubricación durante la perforación deagujeros profundos, ya que se produce un con-tacto prolongado entre los separadores y laherramienta.
Los fluidos de corte recomendados para elacero a veces pueden llegar a decolorar lasuperficie del aluminio, si los grados de acidez
are
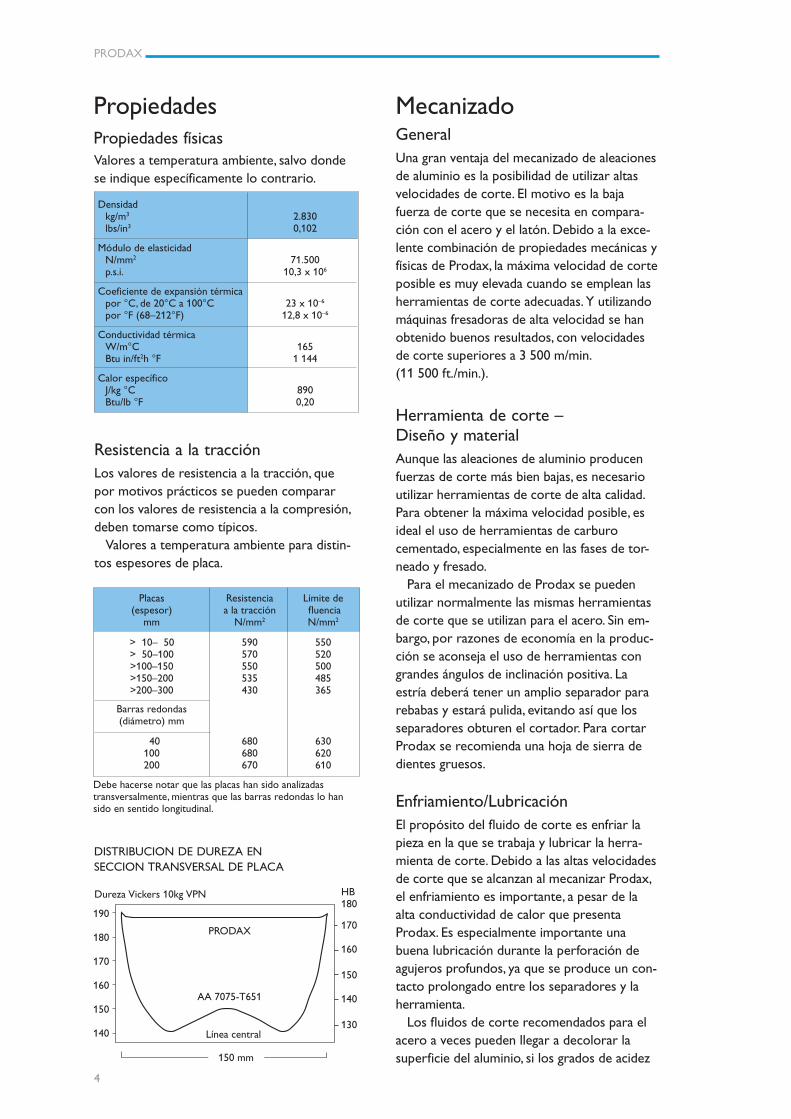
190
180
170
160
150
140
Dureza Vickers 10kg VPN
AA 7075-T651
HB180
170
160
150
140
130Línea central
150 mm
PRODAX
Valores a temperatura ambiente, salvo dondese indique específicamente lo contrario.
Densidadkg/m3 2.830lbs/in3 0,102
Módulo de elasticidadN/mm2 71.500p.s.i. 10,3 x 106
Coeficiente de expansión térmicapor °C, de 20°C a 100°C 23 x 10–6
por °F (68–212°F) 12,8 x 10–6
Conductividad térmicaW/m°C 165Btu in/ft2h °F 1 144
Calor específicoJ/kg °C 890Btu/lb °F 0,20
Placas Resistencia Límite de(espesor) a la tracción fluencia
mm N/mm2 N/mm2
> 10– 50 590 550> 50–100 570 520>100–150 550 500>150–200 535 485>200–300 430 365
Barras redondas(diámetro) mm
40 680 630100 680 620200 670 610
Debe hacerse notar que las placas han sido analizadastransversalmente, mientras que las barras redondas lo hansido en sentido longitudinal.
PropiedadesPropiedades físicas
DISTRIBUCION DE DUREZA ENSECCION TRANSVERSAL DE PLACA
Resistencia a la tracciónLos valores de resistencia a la tracción, quepor motivos prácticos se pueden compararcon los valores de resistencia a la compresión,deben tomarse como típicos.
Valores a temperatura ambiente para distin-tos espesores de placa.

PRODAX
5
Torneado Torneado Torneado Torneadogrueso con fino con fino con con acerometal duro metal duro PCD1) rápido
Velocidadde corte (vc)m/min 600–1200 1200–2500 600–1500 250–300f.p.m. 1980–3960 3960–8250 1980–4950 825–990
Avance (f)mm/r 0,3–1,0 –0,3 –0,3 –0,3i.p.r. 0,012–0,04 –0,012 –0,012 –0,012
Profundidadde corte(ap)mm 2–6 0,5–2 0,5–3 0,5–3inch 0,08–0,24 0,02–0,08 0,02–0,12 0,02–0,12
Designacióndel metalduroISO K20 K10 – –
TaladradoTALADRADO CON BROCAS HELICOIDALES
DE ACERO RAPIDO1)
Insertoindexable de Placa Broca conmetal duro sólida refrigeración1)
Velocidadde corte (vc)m/min 200–400 200–300 150–250f.p.m. 660–1320 660–984 495–825
Feed (f)mm/r 0,05–0,252) 0,10–0,302) 0,15–0,352)
i.p.r. 0,002–0,012) 0,004–0,0122) 0,006–0,0142)
TALADRADO CON BROCAS DE METAL DURO
1) Broca con canales de refrigeración internos y plaqueta de metal duro2) Dependiendo del diámetro de la broca
Diámetro Velocidadde la broca de corte (vc) Avance (f)
mm inch m/min f.p.m. mm/r i.p.r.
– 5 –3/16 50–70 165–230 0,08–0,20 0,003–0,008
5–10 3/16–3/8 50–70 165–230 0,20–0,30 0,008–0,012
10–15 3/8–5/8 50–70 165–230 0,30–0,35 0,012–0,014
15–20 5/8–3/4 50–70 165–230 0,35–0,40 0,014–0,016
1) Angulo de la punta 118° – Angulo de la hélice 16–30°
Recomendacionesde mecanizadoLos datos de corte indicados a continuacióndeben considerase como valores de guía, ydeberán ser adaptados a las condicioneslocales existentes.
Torneado
1) Diamante policristalino
Fresado Fresado Fresado Fresadogrueso con fino con fino con con acerometal duro metal duro PCD1) rápido
Velocidadde corte(vc)m/min 600–1000 1000–3000 800–4000 250–400f.p.m. 1980–3300 3300–9900 2650–13200 825–1320
Avance (fz)mm/diente 0,2–0,6 0,1–0,2 0,05–0,2 –0,4in/diente 0,008–0,024 0,004–0,008 0,002–0,008 –0,016
Profundi-dad decorte, (ap)mm 2–8 –2 –2 –8inch 0,08–0,32 –0,08 –0,08 –0,32
Designacióndel metalduroISO K20 K10 – –
FresadoFRESADO FRONTAL Y AXIAL
1) Diamante policristalino
FRESADO DE ACABADO
Placa sólida Inserto indexable Acerode metal duro de metal duro rápido
Velocidadde corte (vc)m/min 300–500 300–500 120–250f.p.m. 990–1650 990–1650 400–825
Avance (fz)mm/diente 0,03–0,201) 0,08–0,201) 0,05–0,351)
inch/diente 0,001–0,0081) 0,003–0,0081) 0,002–0,0141)
Designacióndel metalduro ISO – K20 –
1) Dependiendo de la profundidad de corte radial y del diámetro del corte
Fresado Prodax.
son muy elevados. La mayoría de los fabri-cantes de fluidos de corte tienen fluidos uni-versales que son aptos tanto para el acerocomo para el aluminio.

PRODAX
6
Mecanizado porelectroerosión (EDM)Los ajustes de las máquinas son similares a losutilizados para el acero, pero será necesariomayor potencia para estabilizar. La tasa deremoción de metal será 3 a 4 veces más que ladel acero, siendo necesario un buen flujo deliquido para evitar la formación de arco.
Los electrodos de cobre dan buenos resul-tados y muestran el menor desgaste. Loselectrodos de desbaste son requeridos muyesporádicamente.
FotograbadoProdax es un material excelente para el foto-grabado, debido a su estrucutra homogénea.
PulidoGeneralMantenga limpio el ambiente de trabajo yasegúrese de que la pieza sea lavada con unsolvente industrial adecuado, a fin de prevenirla acumulación de sedimentos del pulido.
Utilice herramientas grandes siempre quesea posible, para prevenir altos niveles depresión localizada, que de lugar a la degrada-ción de la superficie.
Renueve el esmeril frecuentemente y modi-fique la dirección del pulido en cada cambio.Cuando se trabaja para obtener un acabado«espejo» use gran cantidad de lubricante, deltipo aceite liviano.
Para información más detallada sobre pulido,pueden consultar el catálogo de Uddeholm«Pulido de Acero para Herramientas».
Prodax es un material ideal para juegos de matrices de alta resistencia y bajo peso.
RectificadoA continuación damos recomendacionesgenerales sobre muelas de rectificado. Para elrectificado de Prodax utilizar carburo de silicioabrasivo. Se aconseja el uso de aceite de cortecomo fluido de rectificación.
Recomendación de muela
Rectificado frontal recto C 46 H V
Rectificado frontalde segmentos C 24 G V
Rectificado cilíndrico C 60 J V
Rectificado interior C 46 H V
Rectificado de perfiles C 100 L V
TécnicasPuede utilizarse tanto la técnica manual comola mecánica. Cuando lo que se desea es unacabado «espejo», debe evitarse el uso deherramientas motorizadas.
MediosPara el pulido se debe utilizar papel esmeril,comenzando con el grado 300 hasta el 800.Cuando se desea un acabado «espejo», sedeberá continuar con papel grado 1200 y, sifuera necesario continuar con pasta de dia-mante de 6 micrones/3 micrones.

PRODAX
7
Tratamientos superficialesAnodizado duroProdax puede ser anodizado duro, a fin delograr una mayor resistencia al desgaste, dán-dole a la superficie una dureza equivalente aaproximadamente 65 HRC en el acero. El usodel anodizado en cavidades se encuentra limi-tado, debido a la diferencia de expansión quese produce en la superficie respecto de lascapas internas del material.
Esto lleva a una fina capa de fisuras, dañandola apariencia superficial de los moldes. Estasuperficie es aceptable únicamente en partesno relacionadas con el moldeo como ser, guías,pernos guía, bujes, pernos eyectores, etc.
Este tratamiento causará cambios dimen-sionales en las partes tratadas. Por lo tanto hayque tomar en cuenta las respectivsa toleran-cias necesarias.
Este revestimiento PTFE se puede usar parareducir la adhesividad del plástico, pero la ter-minación superficial es inferior.
Cromado duroUtilizando los procesos desarrollados paraaleaciones de aluminio, se pueden lograr nive-les de dureza de hasta un equivalente a 80HRC. El espesor del cromado duro general-mente es 0,1–0,2 mm (0,004”–0,008”).
Niquelado químicoEs posible alcanzar una dureza equivalente a50 Rock-well C. La capa tiene usualmente0,03–0,1 mm (0,001”–0,004”), pero con unaresistencia a la adhesión y la corrosión supe-rior a la del cromado duro.
Molde en Prodax.
SoldaduraProdax se puede soldar utilizando tanto elproceso MIG como el TIG. Sin embargo, elsistema TIG no está recomendado para repa-raciones a gran escala.
Guía generalEQUIPO
400 Amperes, velocidad de alimentacióndel alambre 7,5–10 m/min (25–33 f.p.m.)(comparado con 3,7 m/min [12 f.p.m.] paraaceros).
ALAMBRE
AA5356 (Al 5% Mg), ó AA5556A (Al 5,2% Mg)ó AA5087 (Al 4,5% MgMnZr).MIG 1,6 mm (0,063 in.) de diámetroTIG 2,4–3,2 mm (0,095–0,126 in.).
Preparación previa al soldadoLas caras verticales deben ser mecanizadas aun ángulo, y la superficies a soldarse deben serdesengrasadas. Se debe quitar la capa de óxidoutilizando cepillos rotativos de alambre, y lasoldadura debe efectuarse dentro de lassiguientes ocho horas.
Pre-calentamientoSolamente se debe utilizar en grandes moldes,para neutralizar cualquier efecto de enfria-miento. La temperatura de precalentamientodeberá ser 50–130°C (120–270°F). La tem-peratura máxima durante el proceso delsoldado no debe exceder 200°C (390°F).
Información adicionalFavor contactar su representante de AssabInternational, o diríjase a Assab International,Suecia, [email protected], para obtener másinformación sobre Prodax o aceros especialespara utillajes.

PRODAX
8
EspañaOficina principalUDDEHOLMGuifré 690-692ES-08918 Badalona, BarcelonaTeléfono: +34 93 460 1227www.acerosuddeholm.com
Oficina de ventasUDDEHOLMBarrio San Martín de Arteaga,132Pol.Ind. TorrelarragoitiES-48170 Zamudio (Bizkaia)Teléfono: +34 94 452 13 03
EstoniaUDDEHOLM TOOLING ABSilikatsiidi 7EE-11216 TallinnTeléfono: +372 655 9180www.uddeholm.ee
FinlandiaOY UDDEHOLM ABRitakuja 1, PL 57FI-01741 VANTAATeléfono: +358 9 290 490www.uddeholm.fi
FranciaOficina principalUDDEHOLMZ.I. de Mitry-Compans, 12 rue Mercier,FR-77297 Mitry Mory CedexTeléfono: +33 (0)1 60 93 80 10www.uddeholm.fr
Oficinas de ventasUDDEHOLM S.A.77bis, rue de VesoulLa Nef aux MétiersFR-25000 BesançonTeléfono: +33 (0)381 53 12 19
LE POINT ACIERSUDDEHOLM - Aciers à outilsZ.I. du Recou, Avenue de ChamplevertFR-69520 GRIGNYTeléfono: +33 (0)4 72 49 95 61
LE POINT ACIERSUDDEHOLM - Aciers à outilsZ.I. Nord 27, rue François RochaixFR-01100 OYONNAXTeléfono: +33 (0)4 74 73 48 66
Gran BretañaUDDEHOLM DIVISIONBOHLER-UDDEHOLM (UK) LIMITEDEuropean Business ParkTaylors Lane, OldburyGB-West Midlands B69 2BNTeléfono: +44 121 552 5511www.uddeholm.co.uk
GreciaSTASSINOPOULOS-UDDEHOLMSTEEL TRADING S.A.20, Athinon StreetGR-Piraeus 18540Teléfono: +30 210 4172 109www.uddeholm.gr
SKLERO S.A.Heat Treatment and Trading of SteelUddeholm Tool SteelsIndustrial Area of ThessalonikiP.O. Box 1123GR-57022 Sindos, ThessalonikiTeléfono: +30 2310 79 76 46www.sklero.gr
RumaniaBÖHLER-UDDEHOLM Romania SRLAtomistilor Str. No 96-102077125 - com. Magurele, Jud. Ilfov.Teléfono: +40 214 575007
RusiaUDDEHOLM TOOLING CIS9A, Lipovaya Alleya, Office 509RU-197183 Saint PetersburgTeléfono: +7 812 6006194www.uddeholm.ru
SueciaOficina principalUDDEHOLM SVENSKA ABBox 98SE-431 22 MölndalTelefon: +46 31 67 98 50www.uddeholm.se
Oficinas de ventasUDDEHOLM SVENSKA ABBox 45SE-334 21 AnderstorpTelefon: +46 371 160 15
UDDEHOLM SVENSKA ABBox 148SE-631 03 EskilstunaTelefon: +46 16 15 79 00
UDDEHOLM SVENSKA ABBox 98SE-431 22 MölndalTelefon: +46 31 67 98 70
UDDEHOLM SVENSKA ABHonnörsgatan 24SE-352 36 VäxjöTelefon: +46 470 457 90
SuizaHERTSCH & CIE AGGeneral Wille Strasse 19CH-8027 ZürichTeléfono: +41 44 208 16 66www.hertsch.ch
TurquiaOficina principal
ASSAB Celik ve Isil Islem Sanayive Ticaret A.S.Organize Sanayi Bölgesi2. Cadde No: 26 Y. Dudullu34776 UmraniyeTR-IstanbulTeléfono: +90 216 420 1926www.assabkorkmaz.com
UcrainaBOHLER-UDDEHOLM UKRAINE117 Suchkova StreetNovomoskovsk51200 UkraineTeléfono: +380 56 789 19 60/[email protected]
HolandaUDDEHOLMIsolatorweg 30NL-1014 AS AmsterdamTeléfono: +31 20 581 71 11www.uddeholm.nl
HungriaUDDEHOLM TOOLING/BOKDunaharaszti, Jedlik Ányos út 25HU-2331 Dunaharaszti 1. Pf. 110Teléfono/fax:+36 24 492 690www.uddeholm.hu
IrlandaOficina principalUDDEHOLM DIVISIONBOHLER-UDDEHOLM (UK) LIMITEDEuropean Business ParkTaylors Lane, OldburyUK-West Midlands B69 2BNTeléfono: +44 121 552 5511www.uddeholm.co.ukDublin:Teléfono: +353 1845 1401
ItaliaUDDEHOLMDivisione della Bohler UddeholmItalia S.p.A.Via Palizzi, 90IT-20157 MilanoTeléfono: +39 02 39 49 211www.uddeholm.it
LatviaUDDEHOLM TOOLING LATVIA SIAPiedrujas Street 7LV-1035 RigaTeléfono: +371 7 [email protected]
LituaniaUDDEHOLM TOOLING ABBE PLIENAS IR METALAIT. Masiulio 18BLT-52459 KaunasTeléfono: +370 37 370613, -669www.besteel.lt
NoruegaUDDEHOLM A/SJernkroken 18Postboks 85, KalbakkenNO-0902 OsloTeléfono: +47 22 91 80 00www.uddeholm.no
PoloniaBOHLER UDDEHOLM POLSKASp. z.o.o./Co. Ltd.ul. Kolejowa 291, Dziekanów Polski,PL-05-092 LomiankiTeléfono: +48 22 429 2260, -203, -204www.uddeholm.pl
PortugalF RAMADA Aços e Industrias S.A.P.O. Box 10PT-3881 Ovar CodexTeléfono: +351 256 580580www.ramada.pt
Republica ChecaBÖHLER UDDEHOLM CZ s.r.o.Division UddeholmU Silnice 949161 00 Praha 6, RuzyneTeléfono: +420 233 029 850,8www.uddeholm.cz
EuropaAlemaniaOficina principalUDDEHOLMHansaallee 321DE-40549 DüsseldorfTeléfono: +49 211 5351-0www.uddeholm.de
Oficinas de ventaUDDEHOLMFalkenstraße 21DE-65812 Bad Soden/TSTeléfono: +49 6196 6596-0
UDDEHOLMAlbstraße 10DE-73765 NeuhausenTeléfono: +49 7158 9865-0
UDDEHOLMFriederikenstraße 14bDE-06493 HarzgerodeTeléfono: +49 39484 727 267
AustriaOficina principalUDDEHOLMAlbstraße 10DE-73765 NeuhausenTeléfono: +49 7158 9865-0www.uddeholm.de
BelgicaUDDEHOLMEuropark Oost 7B-9100 Sint-NiklaasTeléfono: +32 3 780 56 20www.uddeholm.be
CroaciaBÖHLER UDDEHOLM Zagrebd.o.o za trgovinuZitnjak b.b10000 ZagrebTeléfono: +385 1 2459 301www.bohler-uddeholm.hr
DinamarcaUDDEHOLM A/SKokmose 8, BramdrupdamDK-6000 KoldingTeléfono: +45 75 51 70 66www.uddeholm.dk
EsloveniaOficina principalUDDEHOLMDivisione della Bohler UddeholmItalia S.p.A.Via Palizzi, 90IT-20157 MilanoTeléfono: +39 02 39 49 211www.uddeholm.it
EslovaquiaBohler-Uddeholm Slovakia s.r.o.divizia UDDEHOLMCsl.Armády 5622/5SK-036 01 MartinTeléfono: +421 (0)434 212 030www.uddeholm.sk
ˇ

PRODAX
9
AmericaArgentinaACEROS BOEHLER UDDEHOLM S.AMozart 401619-Centro Industrial GarinGarin-Prov.AR-Buenos AiresTeléfono: +54 332 7444 440www.uddeholm.com.ar
BrasilAÇOS BOHLER-UDDEHOLM DOBRASIL LTDA– DIV. UDDEHOLMEstrada Yae Massumoto, 353CEP 09842-160BR-Sao Bernardo do Campo - SP BrazilTeléfono: +55 11 4393 4560, 4554www.uddeholm.com.br
CanadaOficina prinicipalBOHLER-UDDEHOLM LIMITED2595 Meadowvale Blvd.Mississauga, ON L5N 7Y3Teléfono: +1 905 812 9440www.bucanada.com
AlmacenesBOHLER-UDDEHOLM LIMITED3521 Rue AshbySt. Laurent, QC H4R 2K3Teléfono: +1 514 333 8000
BOHLER-UDDEHOLM LIMITED730 Eaton Way - Unit #10New Westminister, BC V3M 6J9Teléfono: +1 604 525 3354
Tratamiento térmicoBOHLER-UDDEHOLMThermo-Tech2645 Meadowvale Blvd.Mississauga, ON L5N 7Y4Teléfono: +1 905 812 9440
ColombiaAXXECOL S.A.Carrera 35 No 13-20Apartado Aereo 80718CO-Bogota 6Teléfono: +57 1 2010700www.axxecol.com
ASTECO S.A.Carrera 54 No 35-12Apartado Aereo 663CO-MedellinTeléfono: +57 (4) 444 0122www.asteco.com.co
EcuadorIVAN BOHMAN C.A.Apartado 1317Km 6 1/2 Via a DauleGuayaquilTeléfono: +593 42 254111www.ivanbohman.com.ec
IVAN BOHMAN C.A.Casilla Postal 17-01370QuitoTeléfono: +593 2 2248001www.ivanbohman.com.ec
El SalvadorACAVISA DE C.V.25 Ave. Sur, no 763Zona 1SV-San SalvadorTeléfono: +503 22 711700www.acavisa.com
GuatemalaIMPORTADORA ESCANDINAVAApartado postal 11CGT-Guatemala CityTeléfono: +502 23 [email protected]
HondurasACAVISA DE C.V.25 Ave. Sur, no 763Zona 1SV-San SalvadorTeléfono: +503 22 711700www.acavisa.com
MejicoOficina principalACEROS BOHLER UDDEHOLM S.A.de C.V.Calle Ocho No 2, Letra ”C”Fraccionamiento Industrial Alce BlancoC.P. 52787 Naucalpan de JuarezMX-Estado de MexicoTeléfono: +52 55 9172 0242www.bu-mexico.com
Oficina de ventasBOHLER-UDDEHOLM MONTERREY,NUEVO LEONLerdo de Tejada No.542Colonia Las VillasMX-66420 San Nicolas de Los Garza,N.L.Teléfono: +52 81 83 525239
PeruC.I.P.E.S.AAv. Oscar R. Benavides(ante Colonial) No. 2066PE-Lima 1Teléfono: +51 1 336 [email protected]
Republica DominicanaRAMCA, C. POR A.P-2289P.O. Box 025650Miami, Fl. 33102Teléfono: +1 809 682 [email protected]
U.S.A.Oficina principal e Almacén zona centralBOHLER-UDDEHOLMCORPORATION2505 Millennium DriveElgin IL 60124Teléfono: 1-630-883-3000 o1-800-652-2520Teléfono de ventas: 1-800-638-2520www.bucorp.com
Almacén zona esteBOHLER-UDDEHOLMCORPORATION220 Cherry StreetShrewsbury MA 01545
Almacén zona oesteBOHLER-UDDEHOLMCORPORATION2491 W. Walnut StreetRialto, CA 92376
VenezuelaGrupo OSS C.A.Av. BolivarEdif. Aceros Suecos , Piso 3 Oficina 1La TrinidadVE-Caracas 1080, VenezuelaTeléfono: +58 212 942 [email protected]
Otros paises en AmericaASSAB INTERNATIONAL ABBox 42SE-171 11 Solna, SwedenTeléfono: +46 8 564 616 70www.assab.se
Asia & PacificArabia SauditaASSAB INTERNATIONAL ABP.O. Box 255092SA-Riyadh 11353Teléfono: +966 1 [email protected]
AustraliaBOHLER UDDEHOLM Australia129-135 McCredie RoadGuildford NSW 2161Private Bag 14AU-SydneyTeléfono: +61 2 9681 3100www.buau.com.au
BangladeshASSAB INTERNATIONAL ABP.O. Box 17595Jebel AliAE-DubaiTeléfono: +971 488 12165www.assab.se
China del NorteOficinas principalASSAB Tooling (Beijing) Co LtdNo.10A Rong Jing Dong JieBeijing Economic Development AreaBeijing 100176, ChinaTeléfono: +86 10 6786 5588www.assabsteels.com
Oficina de ventasASSAB Tooling (Beijing) LtdDalian Branch8 Huanghai Street, Haerbin RoadEconomic & Technical Develop. DistrictDalian 116600, ChinaTeléfono: +86 411 8761 8080
ASSAB Qingdao OfficeRoom 2521, Kexin MansionNo. 228 Liaoning Road, Shibei DistrictQingdao 266012, ChinaTeléfono: +86 532 8382 0930
ASSAB Tianjin OfficeNo.12 Puwangli Wanda XinchengXinyibai Road, Beichen DistrictTianjin 300402, ChinaTeléfono: +86 22 2672 0006
China CentralOficina principalASSAB Tooling Technology(Shanghai) Co LtdNo. 4088 Humin RoadXinzhuang Industrial ZoneShanghai 201108, ChinaTeléfono: +86 21 2416 9688www.assabsteels.com
Oficina de ventasASSAB Tooling Technology(Ningbo) Co LtdNo. 218 Longjiaoshan RoadVehicle Part Industrial ParkNingbo Economic & TechnicalDev. ZoneNingbo 315806, ChinaTeléfono: +86 574 8680 7188
ASSAB Tooling Technology(Chongqing) Co LtdPlant C, Automotive Industrial lParkChongqing Economic & TechnologicalDevelopment ZoneChongqing 401120, ChinaTeléfono: +86 23 6745 5698
China del SurOficinas principalesASSAB Steels (HK) LtdRoom 1701–1706Tower 2 Grand Central Plaza138 Shatin Rural Committee RoadShatin NT - Hong KongTeléfono: +852 2487 1991www.assabsteels.com
Oficinas de ventasASSAB Tooling (Dongguan) Co LtdNorthern DistrictSong Shan Lake Science & TechnologyIndustrial ParkDongguan 523808, ChinaTeléfono: +86 769 2289 7888www.assabsteels.com
ASSAB Tooling (Xiamen) Co LtdFirst Floor Universal WorkshopNo. 30 Huli ZoneXiamen 361006, ChinaTeléfono: +86 592 562 4678
Emiratos ArabesASSAB International ABP.O. Box 17595Jebel AliAE-DubaiTeléfono: +971 488 12165www.assab.se
FilipinasASSOCIATED SWEDISH STEELSPHILS Inc.No. 3 E. Rodriguez Jr., AvenueBagong Ilog, Pasig CityPhilippinesTeléfono: +632 671 1953/2048www.assabsteels.co
Hong KongASSAB Steels (HK) LtdRoom 1701-1706Grand Central Plaza, Tower 2138 Shatin Rural Committee RoadShatin NT, Hong KongTeléfono: +852 2487 1991www.assabsteels.com
IndiaASSAB Sripad Steels LTDT 303 D.A.V. ComplexMayur Vihar Ph I ExtensionIN-Delhi-110 091Teléfono: +91 11 2271 2736www.assabsripad.com
ASSAB Sripad Steels LTD709, Swastik ChambersSion-Trombay RoadChemburIN-Mumbai-400 071Teléfono: +91 22 2522-7110, -8133www.assabsripad.com
ASSAB Sripad Steels LTDPadmalaya TowersJanaki AvenueM.R.C. NagarIN-Chennai-600 028Teléfono: +91 44 2495 2371www.assabsripad.com

PRODAX
10
ASSAB Sripad Steels LTD19X, D. P. P. RoadNaktola Post OfficeIN-Kolkata-700 047Teléfono: +91 (33) 400 1645www.assabsripad.com
ASSAB Sripad Steels LTDGround floor, Plot No 11-6-8Opp IDPL Factory Out GateBalanagarIN-Hyderabad-500 037Teléfono: +91 (40) 2377 8148www.assabsripad.com
IndonesiaOficina principalPT ASSAB Steels IndonesiaJl. Rawagelam III No. 5Kawasan Industri PulogadungJakarta 13930, IndonesiaTeléfono: +62 21 461 1314www.assabsteels.com
Oficinas de ventasSURABAYA BRANCHJl. Berbek Industri 1/23Surabaya Industrial Estate, RungkutSurabaya 60293, East Java, IndonesiaTeléfono: +62 31 843 2277
MEDAN BRANCHKomplek Griya Riatur IndahBlok A No.138Jl. T. Amir HamzahHalvetia Timur, Medan 20124Teléfono: +62 61 847 7935/6
BANDUNG BRANCHKomp. Ruko Bumi KencanaJl. Titian Kencana Blok ENo.5 Bandung 40233Teléfono: +62 22 604 1364
TANGERANG BRANCHPusat Niaga CibodasBlok C No. 7 TangerangTeléfono: +62 21 921 9596, 551 2732
SEMARANG BRANCHJl. Imam Bonjol No.155R.208 Semarang 50124Teléfono: +62 358 8167
IranASSAB INTERNATIONAL ABP.O. Box 19395IR-1517 TEHRANTeléfono: +98 21 888 35392www.assabiran.com
IsraelPACKER YADPAZ QUALITYSTEELS LtdP.O. Box 686Ha-Yarkon St. 7, Industrial ZoneIL-81106 YAVNETeléfono: +972 8 932 8182www.packer.co.il
JaponUDDEHOLM KKAtago East Building3-16-11 Nishi ShinbashiMinato-ku, Tokyo 105-0003, JapanTeléfono: + 81 3 5473 4641www.assabsteels.com
JordaniaENGINEERING WAY Est.P.O. Box 874Abu AlandaJO-AMMAN 11592Teléfono: +962 6 [email protected]
LibanoWARDE STEEL & METALS SARL METCharles Helou Av, Warde BldgP.O. Box 165886LB-BeirutTeléfono: +961 1 [email protected]
MalasiaOficina principalASSAB Steels (Malaysia) Sdn BhdLot 19, Jalan Perusahaan 2Batu Caves Industrial Estate68100 Batu CavesSelangor MalaysiaTeléfono: +60 3 6189 0022www.assabsteels.com
Oficinas de ventasBUTTERWORTH BRANCHPlot 146aJalan Perindustrial Bukit Minyak 7Kawasan Perindustrial Bukit Minyak14000 Bukit Mertajam, SPT PenangTeléfono: +60 4 507 2020JOHOR BRANCHNo. 8, Jalan Persiaran TeknologiTaman Teknologi81400 SenaiJohor DT, MalaysiaTeléfono: +60 7 598 0011
Nueva ZelandaVIKING STEELS25 Beach Road, OtahuhuPO Box 13-359, OnehungaNZ-AucklandTeléfono: +64 9 270 1199www.ssm.co.nz
PaquistánASSAB International ABP.O. Box 17595Jebel AliAE-DubaiTeléfono: +971 488 12165www.assab.se
Republica de CoreaOficina principalASSAB Steels (Korea) Co Ltd116B-8L, 687-8, Kojan-dongNamdong-kuIncheon 405-310, KoreaTeléfono: +82 32 821 4300www.assabsteels.com
Oficinas de ventasBUSAN BRANCH14B-5L, 1483-9, Songjeong-dongKangseo-ku, Busan 618-270, KoreaTeléfono: +82 51 831 3315
DAEGU BRANCHRoom 27, 7-Dong2 FIndustry Materials Bldg.1629Sangyeog-Dong, Buk-KuKorea-Daegu 702-710Teléfono: +82 53 604 5133
SingapurOficina principal PacificASSAB Pacific Pte Ltd171, Chin Swee RoadNo. 07-02, SAN CentreSG-Singapore 169877Teléfono: +65 6534 5600www.assabsteels.com
JurongASSAB Steels Singapore (Pte) Ltd18, Penjuru CloseSG-608616 SingaporeTeléfono: +65 6862 2200
Sri LankaGERMANIA COLOMBO PRIVATE Ltd.451/A Kandy RoadLK-KelaniyaTeléfono: +94 11 2913556www.iwsholdings.com
SiriaWARDE STEEL & METALS SARL METCharles Helou Av, Warde BldgP.O. Box 165886LB-BeirutTeléfono: +961 1 [email protected]
TailandiaASSAB Steels (Thailand) Ltd9/8 Soi Theedinthai,Taeparak Road, Bangplee,Samutprakarn 10540, ThailandTeléfono: +66 2 385 5937,+66 2 757 5017www.assabsteels.com
TaiwanOficina principalASSAB Steels (Taiwan) Co LtdNo. 112 Wu Kung 1st Rd.Wu Ku Industry ZoneTW-Taipei 248-87, Taiwan (R.O.C.)Teléfono: +886 2 2299 2849www.assabsteels.com
Oficinas de ventasNANTOU BRANCHNo. 10, Industry South 5th RoadNan Kang Industry ZoneNantou 540-66, Taiwan (R.O.C.)Teléfono: +886 49 225 1702
TAINAN BRANCHNo. 1, Benjhou Industrial ParkBengong W. 3rd, Gangshan TownshipKaohsiung county, Taiwan (R.O.C.)Teléfono: +886 7-624 6600
VietnamCAM Trading Steel Co Ltd90/8 Block 5, Tan Thoi Nhat WardDistrict 12, Ho Chi Minh CityVietnamTeléfono: +84 8 5920 920www.assabsteels.com
Otros AsiaASSAB INTERNATIONAL ABBox 42SE-171 11 Solna, SwedenTeléfono: +46 8 564 616 70www.assab.se
AfricaEgiptoMISR SWEDEN FORENGINEERING IND.Montaser Project No 20Flat No 14Al Ahram Street-El TabiaEG-Giza CairoTeléfono: +20 2 779 7751www.assab.se
KeniaSANDVIK Kenya LtdP.O. Box 18264Post code 00500KE-NairobiTeléfono: +254 20 532 [email protected]
MarruecosMCM Distribution4 Bis, Rue 8610 - Z.I.2035 Charguia 1TN-TunisTjzéfono: + 216 71 802 479www.mcm.com.tn
SudafricaUDDEHOLM Africa (Pty.) Ltd.P.O. Box 539ZA-1600 Isando/JohannesburgTeléfono: +27 11 974 2791www.bohler-uddeholm.co.za
TunezMCM Distribution4 Bis, Rue 8610 - Z.I.2035 Charguia 1TN-TunisTjzéfono: + 216 71 802 479www.mcm.com.tn
ZimbabweOficina principalUDDEHOLM Africa (Pty.) Ltd.P.O. Box 539ZA-1600 Isando/JohannesburgTeléfono: +27 11 974 2781www.bohler-uddeholm.co.za
Ostros paises AfricanosASSAB INTERNATIONAL ABBox 42SE-171 11 Solna, SwedenTeléfono: +46 8 564 616 70www.assab.se

www.assab.com www.uddeholm.com www.uddeholm.com
Una red mundial de alta calidadUddeholm está presente en los cinco continentes. Por éste motivo, podrá
encontrar nuestro acero para utillajes y un servicio de asistencia local allí
dónde se encuentre. Assab es nuestra propia subsidiaria y también nuestro
canal de ventas exclusivo, que representa a Uddeholm en diversos lugares
del mundo. Juntos hemos afianzado nuestra posición de liderazgo mundial en
el suministro de material para utillajes.

PRODAX
12
UD
DEH
OLM
080607.400 / TRYC
KERI KNA
PPEN, KA
RLSTAD
200806388
Uddeholm es el primer proveedor mundial de material para utillajes. Hemos logrado
esta posición con el trabajo diario para nuestros clientes. Gracias a nuestra larga
tradición, en la investigación y en desarrollo de productos, Uddeholm es una compa-
ñía equipada para hacer frente a cualquier problema que se presente relacionado con
el utillaje. Esta labor presenta grandes retos, pero nuestro objetivo es claro: ser su
primer colaborador y suministrador de acero para utillajes.
Estamos presentes en todos los continentes, lo que garantiza un mismo nivel de alta
calidad a todos nuestros usuarios allí donde se encuentren. Contamos también con
nuestra propia subsidiaria Assab, y que representa a Uddeholm en varios lugares del
mundo. Juntos afianzamos nuestra posición de liderazgo mundial en el suministro de
material para utillajes. Operamos en todo el mundo, por ésta razón siempre tendrá
cerca a un representante de Uddeholm o Assab en caso de que necesite asesora-
miento o ayuda. Para nosotros es una cuestión de confianza, tanto en nuestras rela-
ciones a largo plazo como en el desarrollo de nuevos productos. La confianza es algo
que se gana día a día.
Para más información, favor diríjase a la página web de nuestro representante en su
mercado o directamente a www.uddeholm.com / www.assab.com
Top Related