







Idiomas
Páginas
Jurídico

HIDROCAPITAL Curso de Soldadura
67
TEMA 3
DEFECTOLOGIA Y CONTROL DE CALIDAD DE LA
SOLDADURA
Elaborad por:
Víctor Bolívar
HIDROCAPITAL Curso de Soldadura
68
INDICE
DEFECTOLOGIA Y CONTROL DE CALIDAD DE LA SOLDADURA
Contenido 3.-DEFECTOLOGIA DE LA SOLDADURA. .............................................................. 70
3.1.-Responsabilidad de la inspección. ....................................................................... 70 3.1.1.-Inspector. ...................................................................................................... 70 3.1.2.-Requerimientos para la calificación de Inspector. ....................................... 70 3.1.3.-Responsabilidad del inspector. ..................................................................... 70
3.1.4.-Documentación Necesaria para la inspección. ............................................ 71 3.1.5.-Notificación al Inspector. ............................................................................. 71 3.1.6.-Inspección de Materiales. ............................................................................. 71
3.1.7.-Inspección de la Especificación del procedimiento de soldadura (EPS). .... 71 3.1.8.-Equipo de soldadura. .................................................................................... 71 3.1.9.-Determinación de Calificación. .................................................................... 72 3.1.10.-Reensayo Basado en la Calidad del Trabajo. ............................................. 72
3.1.11.-Valides de la Certificación. ........................................................................ 72 3.1.12Materiales de aporte...................................................................................... 72
3.1.13.-Requisitos Generales de las Inspecciones. ................................................. 73 3.1.14.-Mantenimiento de los registros .................................................................. 73 3.1.15.-Responsabilidades del contratista. ............................................................. 73 3.1.16.-Decisión del Ingeniero. .............................................................................. 73
3.1.17.-Ensayo No Destructivo (END) Especificado Distinto que el visual. ......... 74
3.1.18.-Ensayo NO Destructivo (EN No Especificado Distinto que el Visual. ..... 74 3.1.19.-Criterio de aceptación................................................................................. 74
3.1.20.-Inspección visual. ....................................................................................... 75 3.1.21.-Ensayos de Líquidos Penetrantes (LP) y Partículas Magnéticas (PM) ...... 77 3.1.22.-Ensayos No Destructivos (END)................................................................ 78
3.2.-Requerimientos en Unión Tubular para Soldadura a Tope con junta de
penetración completa (JPC) ........................................................................................ 78 3.3.-Inspección Radiográfica (RI) .............................................................................. 79 3.4.-Cambios en los procedimientos. ......................................................................... 80 3.5.-Criterio de Aceptación para Uniones No Tubulares Cargadas Estática-mente. .. 80
3.5.1.-Discontinuidades. ......................................................................................... 80
3.6.-POROSIDAD EN LAS SOLDADURAS. .......................................................... 84 CAUSAS COMUNES Y REMEDIOS DE LA POROSIDAD .............................. 85
4.7.-INCLUSIÓN DE ESCORIA. .............................................................................. 86 CAUSAS COMUNES Y REMEDIOS DE LAS INCLUSIONES DE ESCORIA 88
3.8.-FUSIÓN INCOMPLETA. ................................................................................... 88 3.8.1.- Fusión Incompleta Debida A Un Borde Frió (Cold Lap) ........................... 89 3.9.1.-Penetración Incompleta Debido A Des-alineación (High Low) .................. 91
3.9.2.-Fusión Incompleta Debida A Un Borde Frío (Cold Lap)............................. 92 3.10.-GRIETAS EN JUNTAS SOLDADAS. ........................................................... 93 3.11.-IRREGULARIDADES SUPERFICIALES ...................................................... 95
CAUSAS COMUNES Y REMEDIOS DE MALA APARIENCIA ...................... 96 3.12.-SOCAVADURA. .............................................................................................. 96
HIDROCAPITAL Curso de Soldadura
69
3.12.1.-Estándar Para Aceptación De Socavaduras Por Ensayo Visual (VT) ........ 97
DIMENSIONES MÁXIMAS DE LAS SOCAVADURAS ................................... 97 4.13.-CONCAVIDAD INTERNA. ............................................................................ 97
4.13.1.-Quemón (Burn Through) ............................................................................ 97
3.14.-ACUMULACION DE DISCONTINUIDADES. ............................................. 98 3.14.1.-Discontinuidades En Caños Y Accesorios (Fittings) ................................. 98
HIDROCAPITAL Curso de Soldadura
70
3.-DEFECTOLOGIA DE LA SOLDADURA.
3.1.-Responsabilidad de la inspección. Este tema contiene una gran mayoría de las responsabilidades de los inspectores,
criterios de aceptación para discontinuidades y para los procedimientos de ensayos no
destructivos (END).
3.1.1.-Inspector.
Cuando se usa el término inspector sin otra calificación, como la categoría especifica de
inspector descrita arriba, se aplica igualmente a la inspección y verificación dentro de
los límites de responsabilidad determinados:
Cuando se vayan a requerir ensayos no destructivos que no sean por inspección visual,
debe estar así establecido en la información contractual provista a los comitentes. Esa
información debe enumerar las categorías de soldaduras hacer examinadas, el alcance
de los ensayos de cada categoría, y el método o los métodos de ensayo.
3.1.2.-Requerimientos para la calificación de Inspector.
Bases para la calificación.
Los inspectores de soldadura responsables de aceptación o rechazo de material o mano
de obra, deberán estar calificados. Las bases de calificación del inspector deben estar
documentadas. Si el ingeniero responsable elige especificar las bases de la calificación
del inspector, deberán estar establecidas en los documentos de contrato.
Las bases aceptables de calificación son:
Certificación actual o previa como inspector de soldadura (nivel 2 o 3) de
acuerdo con la última edición de la norma.
Un ingeniero o técnico que, con entrenamiento y experiencia en soldadura,
fabricación de metales, inspección y ensayo, es competente para realizar la
inspección del trabajo y cumpla con las bases de calificación establecidas por el
Ingeniero responsable. Esta alternativa deberá ser fija por las partes en forma
contractual.
3.1.3.-Responsabilidad del inspector.
El Inspector debe verificar que la fabricación y montaje por soldadura se han realizado
de acuerdo con los requerimientos de los documentos de contrato.
HIDROCAPITAL Curso de Soldadura
71
3.1.4.-Documentación Necesaria para la inspección.
A los inspectores se les debe proveer de los planos de detalle completos, mostrando el
tamaño, largo, tipo, y ubicación de todas las soldaduras a realizar así como de cada
especificación del procedimiento de soldadura (EPS) y requerimiento del procedimiento
de soldadura (RPS) si corresponde. El inspector debe ser también provisto de la parte de
los documentos de contrato que describe los materiales y requerimientos de calidad para
los productos a ser fabricados o montados, o ambos.
3.1.5.-Notificación al Inspector.
El inspector deberá ser notificado, previo al comienzo de las operaciones sujetas a
inspección y verificación, del correspondiente programa o plan de inspección.
3.1.6.-Inspección de Materiales.
El Inspector deberá verificar la utilización de materiales que estén conformes a los
requerimientos de este Reglamento.
3.1.7.-Inspección de la Especificación del procedimiento de soldadura (EPS).
El Inspector debe verificar que toda EPS a ser aplicada haya sido aprobada por el
Ingeniero responsable en conformidad con los requerimientos de este reglamento.
3.1.8.-Equipo de soldadura.
El Inspector debe verificar el equipo de soldadura a ser usado para el trabajo a fin de
asegurar que está conforme a los requerimientos.
HIDROCAPITAL Curso de Soldadura
72
Fig. 3.1. Equipo de soldadura. (máquina automática)
3.1.9.-Determinación de Calificación.
El Inspector debe verificar que las soldaduras sean realizadas solo por soldadores,
operadores y soldadores de punteado que se encuentren calificado de acuerdo con los
requerimientos.
3.1.10.-Reensayo Basado en la Calidad del Trabajo.
Cuando la calidad del trabajo del soldador, operador de punteado esté por debajo de los
requerimientos, el Inspector puede requerir una verificación de la habilidad para
producir soldaduras sanas por medio de un simple ensayo, tal como el ensayo de rotura
de una soldadura de filete, o requiriendo una recalificación completa.
3.1.11.-Valides de la Certificación.
El Inspector debe requerir la recalificación de cualquier soldador u operador calificado
que se encuentre fuera del periodo de valides de su calificación.
3.1.12.-Materiales de aporte.
El Inspector debe verificar que los electrodos son usados sólo en las posiciones y con el
tipo de corriente de soldadura y polaridad para los cuales están clasificados.
HIDROCAPITAL Curso de Soldadura
73
3.1.13.-Requisitos Generales de las Inspecciones.
El Inspector debe, a intervalos adecuados, verificar la preparación de las juntas, las
operaciones de montaje, técnicas de soldadura y habilidad de cada soldador u operador
de acuerdo con los requerimientos aplicables. El tamaño y contorno de la soldadura
debe ser medido con calibres y galgas adecuados. La inspección visual de fisuras en
soldaduras y metal base y otras discontinuidades deben estar asistidas por una luz de
alta luminosidad, lupas o elementos tales que puedan facilitar la tarea.
Identificación del Inspector en las Inspecciones Realizadas
Los Inspectores deben identificar con una marca distintiva u otro método de registro
todo las partes o juntas que han sido inspeccionada y aceptadas. Puede usarse cualquier
método de registro el cual es acordado mutuamente. El estampado por cuña
componentes cargados cíclicamente no está permitido sin la aprobación del Ingeniero
responsable.
3.1.14.-Mantenimiento de los registros
El inspector debe mantener un registro de las calificaciones de todos los soldadores,
operadores, y soldadores punteros, todas las calificaciones de EPS u otros ensayos que
realicen así como toda otra información que pueda ser requerida.
3.1.15.-Responsabilidades del contratista.
Obligaciones del contratista
Responsabilidades del Contratista.
El contratista debe cumplir con todos los pedidos del Inspector para corregir
deficiencias en materiales y mano de obra de acuerdo con el contrato.
3.1.16.-Decisión del Ingeniero.
En la eventualidad que una soldadura defectuosa, o su remoción para soldar
nuevamente, dañe el metal base de tal manera que a juicio del Ingeniero responsable
resulte dicho material no apto para la aplicación especifica, el contratista deberá
remover y reemplazar el metal base dañado o solucionar la deficiencia en una forma
aprobada por el Ingeniero.
HIDROCAPITAL Curso de Soldadura
74
3.1.17.-Ensayo No Destructivo (END) Especificado Distinto que el visual.
Cuando se especifica un END distinto de la inspección visual en la información provista
a los contratistas, es responsabilidad de ellos asegurar que todas las soldaduras
especificadas alcancen los requerimientos.
3.1.18.-Ensayo NO Destructivo (END) No Especificado Distinto que el Visual.
Si un END distinto de la inspección visual no está especificado en el acuerdo
contractual original pero es solicitado posteriormente por el comitente, el contratista
deberá realizar cualquier ensayo solicitado. El comitente deberá establecer en acuerdo
con el contratista por todos los costos asociados, incluyendo manipuleo, preparación de
la superficie, ensayo no destructivo y reparación de las discontinuidades distintas de
aquellas indicadas.
3.1.19.-Criterio de aceptación
Alcance
El criterio de aceptación para inspección visual y END para uniones tubulares y uniones
no tubulares cargadas estática y cíclicamente es descrito en esta sección. La extensión
de ensayo y el criterio de aceptabilidad deben ser especificadas en los documentos de
contrato o en la información provista a los contratista.
Aprobación del Ingeniero para Criterio de Aceptación Alternativos.
La premisa fundamental de este reglamento es proveer directrices generales aplicables
a la mayor parte de las situaciones. Pueden usarse criterios de aceptación para
soldaduras de producción distintas de aquellas especificadas en el Reglamento para una
aplicación particular, con tal que estén adecuadamente documentados por el proponente
y aprobado por el Ingeniero responsable. Estos criterios de aceptación pueden estar
basados en la evaluación de la adecuación para el servicio usando experiencia anterior,
evidencia experimental o un análisis crítico de ingeniería (considerando tipo de
material, efectos de la carga de servicio, y factores ambientales) aplicando técnicas
reconocidas de evaluación de la aptitud para el servicio.
HIDROCAPITAL Curso de Soldadura
75
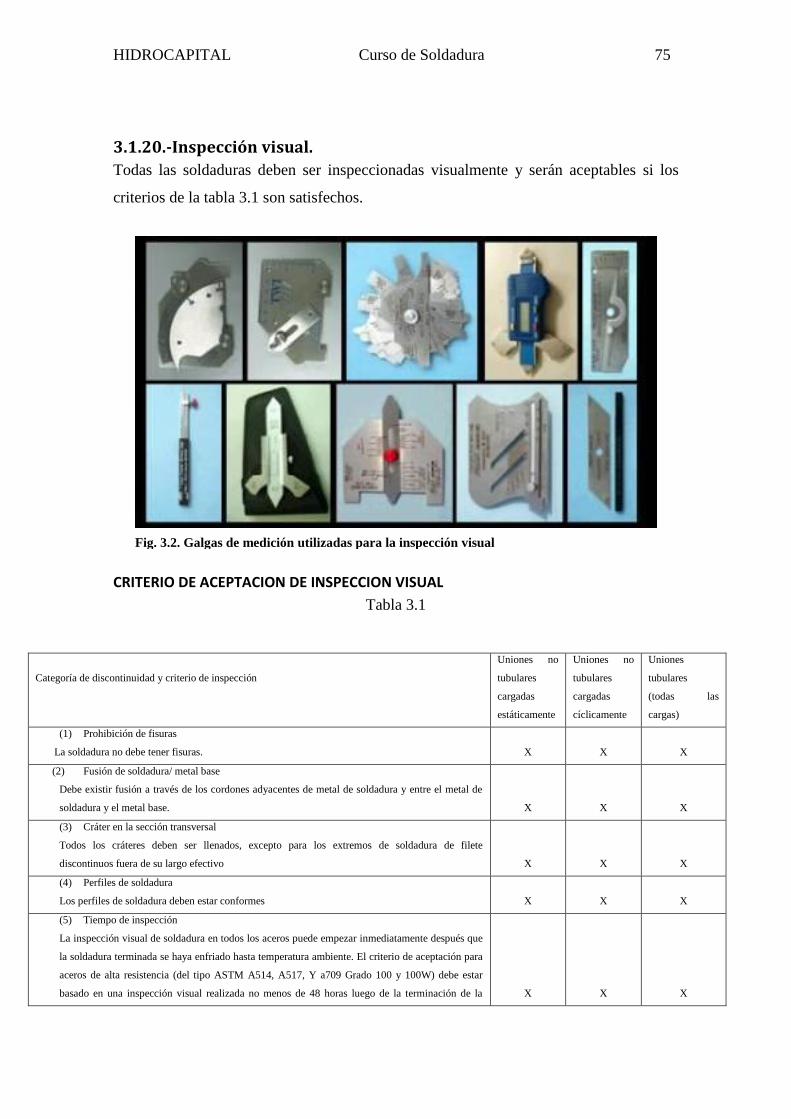
3.1.20.-Inspección visual.
Todas las soldaduras deben ser inspeccionadas visualmente y serán aceptables si los
criterios de la tabla 3.1 son satisfechos.
Foto 1. Galgas de medición
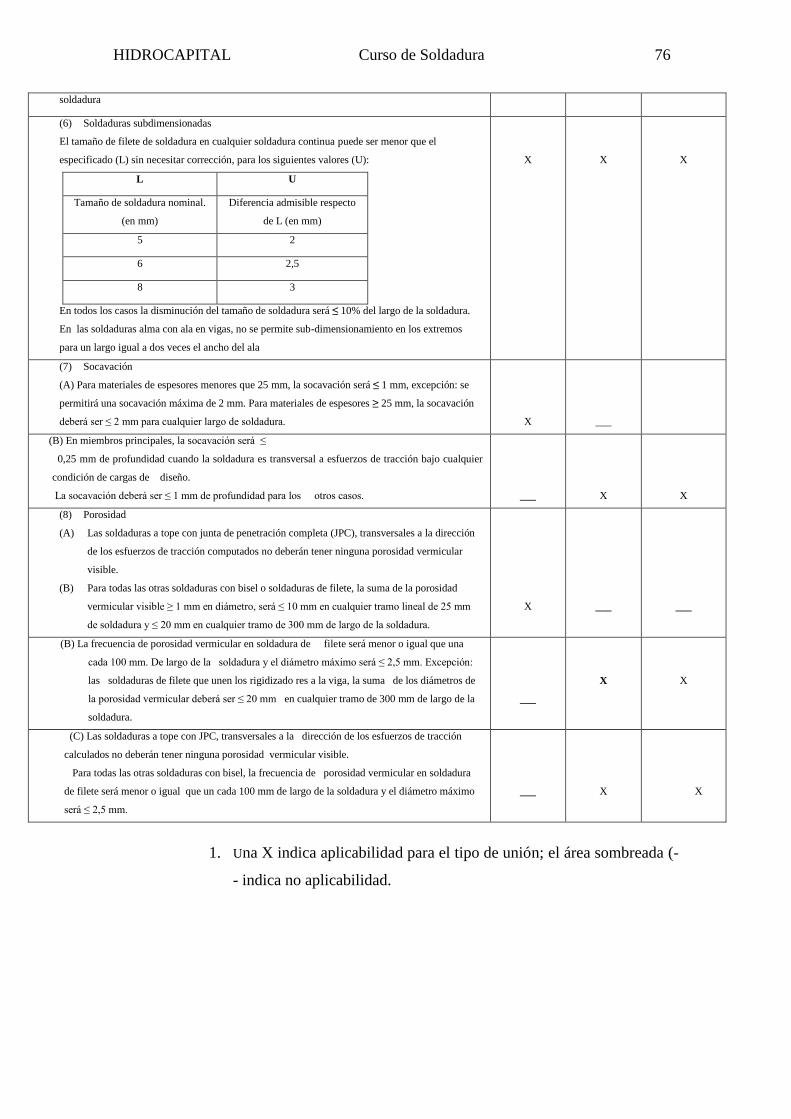
CRITERIO DE ACEPTACION DE INSPECCION VISUAL
Tabla 3.1
Categoría de discontinuidad y criterio de inspección
Uniones no
tubulares
cargadas
estáticamente
Uniones no
tubulares
cargadas
cíclicamente
Uniones
tubulares
(todas las
cargas)
(1) Prohibición de fisuras
La soldadura no debe tener fisuras.
X
X
X
(2) Fusión de soldadura/ metal base
Debe existir fusión a través de los cordones adyacentes de metal de soldadura y entre el metal de
soldadura y el metal base.
X
X
X
(3) Cráter en la sección transversal
Todos los cráteres deben ser llenados, excepto para los extremos de soldadura de filete
discontinuos fuera de su largo efectivo
X
X
X
(4) Perfiles de soldadura
Los perfiles de soldadura deben estar conformes
X
X
X
(5) Tiempo de inspección
La inspección visual de soldadura en todos los aceros puede empezar inmediatamente después que
la soldadura terminada se haya enfriado hasta temperatura ambiente. El criterio de aceptación para
aceros de alta resistencia (del tipo ASTM A514, A517, Y a709 Grado 100 y 100W) debe estar
basado en una inspección visual realizada no menos de 48 horas luego de la terminación de la
X
X
X
Fig. 3.2. Galgas de medición utilizadas para la inspección visual
HIDROCAPITAL Curso de Soldadura
76
soldadura
(6) Soldaduras subdimensionadas
El tamaño de filete de soldadura en cualquier soldadura continua puede ser menor que el
especificado (L) sin necesitar corrección, para los siguientes valores (U):
L U
Tamaño de soldadura nominal.
(en mm)
Diferencia admisible respecto
de L (en mm)
5 2
6 2,5
8 3
En todos los casos la disminución del tamaño de soldadura será ≤ 10% del largo de la soldadura.
En las soldaduras alma con ala en vigas, no se permite sub-dimensionamiento en los extremos
para un largo igual a dos veces el ancho del ala
X
X
X
(7) Socavación
(A) Para materiales de espesores menores que 25 mm, la socavación será ≤ 1 mm, excepción: se
permitirá una socavación máxima de 2 mm. Para materiales de espesores ≥ 25 mm, la socavación
deberá ser ≤ 2 mm para cualquier largo de soldadura.
X
___
__________
(B) En miembros principales, la socavación será ≤
0,25 mm de profundidad cuando la soldadura es transversal a esfuerzos de tracción bajo cualquier
condición de cargas de diseño.
La socavación deberá ser ≤ 1 mm de profundidad para los otros casos.
___
X
X
(8) Porosidad
(A) Las soldaduras a tope con junta de penetración completa (JPC), transversales a la dirección
de los esfuerzos de tracción computados no deberán tener ninguna porosidad vermicular
visible.
(B) Para todas las otras soldaduras con bisel o soldaduras de filete, la suma de la porosidad
vermicular visible ≥ 1 mm en diámetro, será ≤ 10 mm en cualquier tramo lineal de 25 mm
de soldadura y ≤ 20 mm en cualquier tramo de 300 mm de largo de la soldadura.
X
___
___
(B) La frecuencia de porosidad vermicular en soldadura de filete será menor o igual que una
cada 100 mm. De largo de la soldadura y el diámetro máximo será ≤ 2,5 mm. Excepción:
las soldaduras de filete que unen los rigidizado res a la viga, la suma de los diámetros de
la porosidad vermicular deberá ser ≤ 20 mm en cualquier tramo de 300 mm de largo de la
soldadura.
___
X
X
(C) Las soldaduras a tope con JPC, transversales a la dirección de los esfuerzos de tracción
calculados no deberán tener ninguna porosidad vermicular visible.
Para todas las otras soldaduras con bisel, la frecuencia de porosidad vermicular en soldadura
de filete será menor o igual que un cada 100 mm de largo de la soldadura y el diámetro máximo
será ≤ 2,5 mm.
___
X
X
1. Una X indica aplicabilidad para el tipo de unión; el área sombreada (-
- indica no aplicabilidad.
HIDROCAPITAL Curso de Soldadura
77
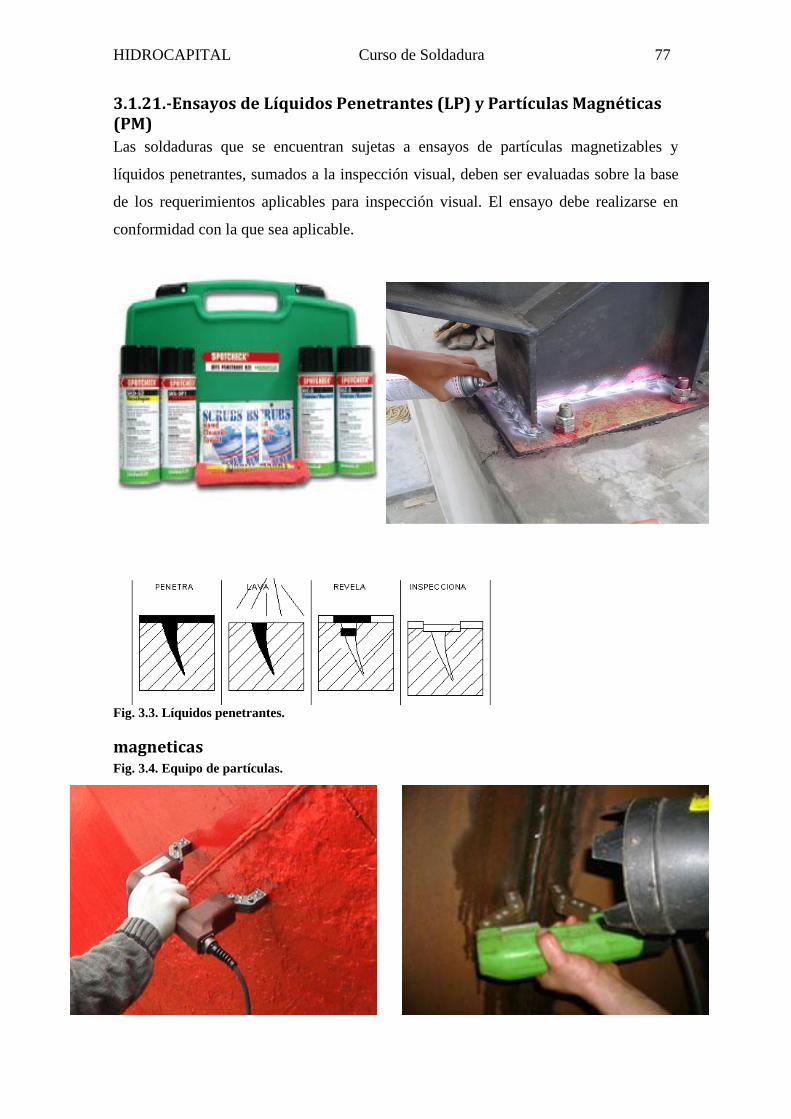
3.1.21.-Ensayos de Líquidos Penetrantes (LP) y Partículas Magnéticas (PM)
Las soldaduras que se encuentran sujetas a ensayos de partículas magnetizables y
líquidos penetrantes, sumados a la inspección visual, deben ser evaluadas sobre la base
de los requerimientos aplicables para inspección visual. El ensayo debe realizarse en
conformidad con la que sea aplicable.
Fig. 3.3. Líquidos penetrantes.
magneticas Fig. 3.4. Equipo de partículas.
HIDROCAPITAL Curso de Soldadura
78
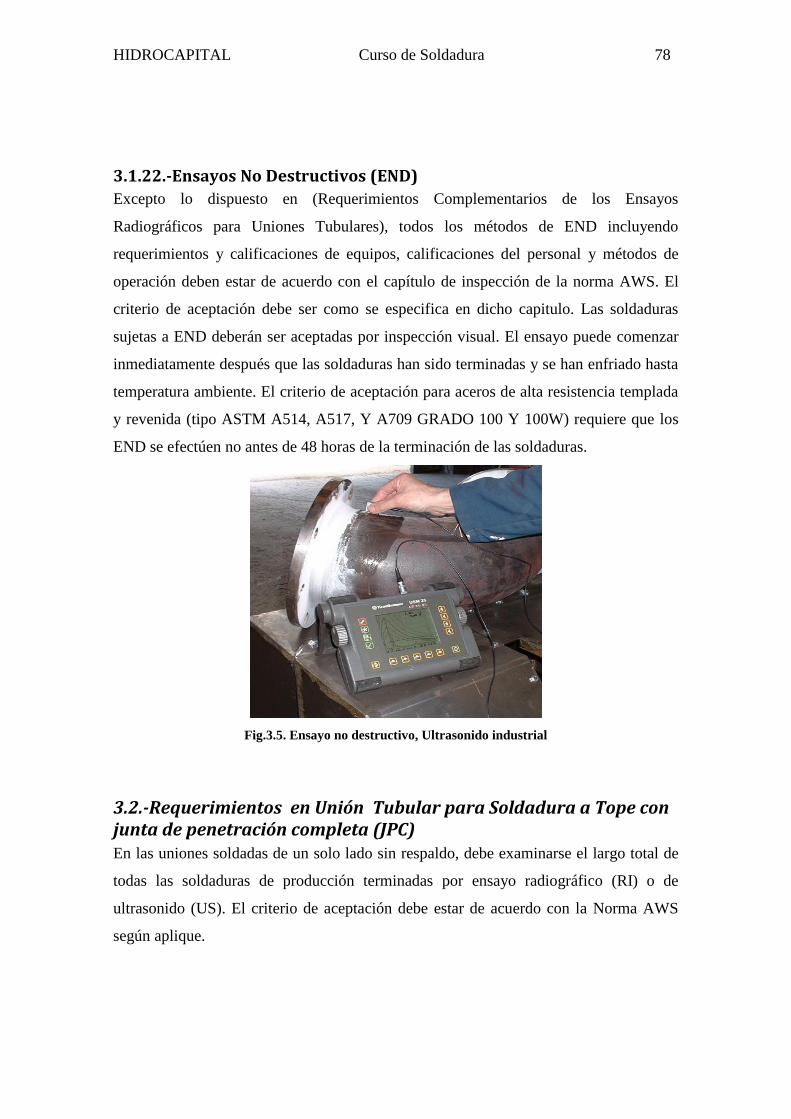
3.1.22.-Ensayos No Destructivos (END)
Excepto lo dispuesto en (Requerimientos Complementarios de los Ensayos
Radiográficos para Uniones Tubulares), todos los métodos de END incluyendo
requerimientos y calificaciones de equipos, calificaciones del personal y métodos de
operación deben estar de acuerdo con el capítulo de inspección de la norma AWS. El
criterio de aceptación debe ser como se especifica en dicho capitulo. Las soldaduras
sujetas a END deberán ser aceptadas por inspección visual. El ensayo puede comenzar
inmediatamente después que las soldaduras han sido terminadas y se han enfriado hasta
temperatura ambiente. El criterio de aceptación para aceros de alta resistencia templada
y revenida (tipo ASTM A514, A517, Y A709 GRADO 100 Y 100W) requiere que los
END se efectúen no antes de 48 horas de la terminación de las soldaduras.
Fig.3.5. Ensayo no destructivo, Ultrasonido industrial
3.2.-Requerimientos en Unión Tubular para Soldadura a Tope con junta de penetración completa (JPC) En las uniones soldadas de un solo lado sin respaldo, debe examinarse el largo total de
todas las soldaduras de producción terminadas por ensayo radiográfico (RI) o de
ultrasonido (US). El criterio de aceptación debe estar de acuerdo con la Norma AWS
según aplique.
HIDROCAPITAL Curso de Soldadura
79
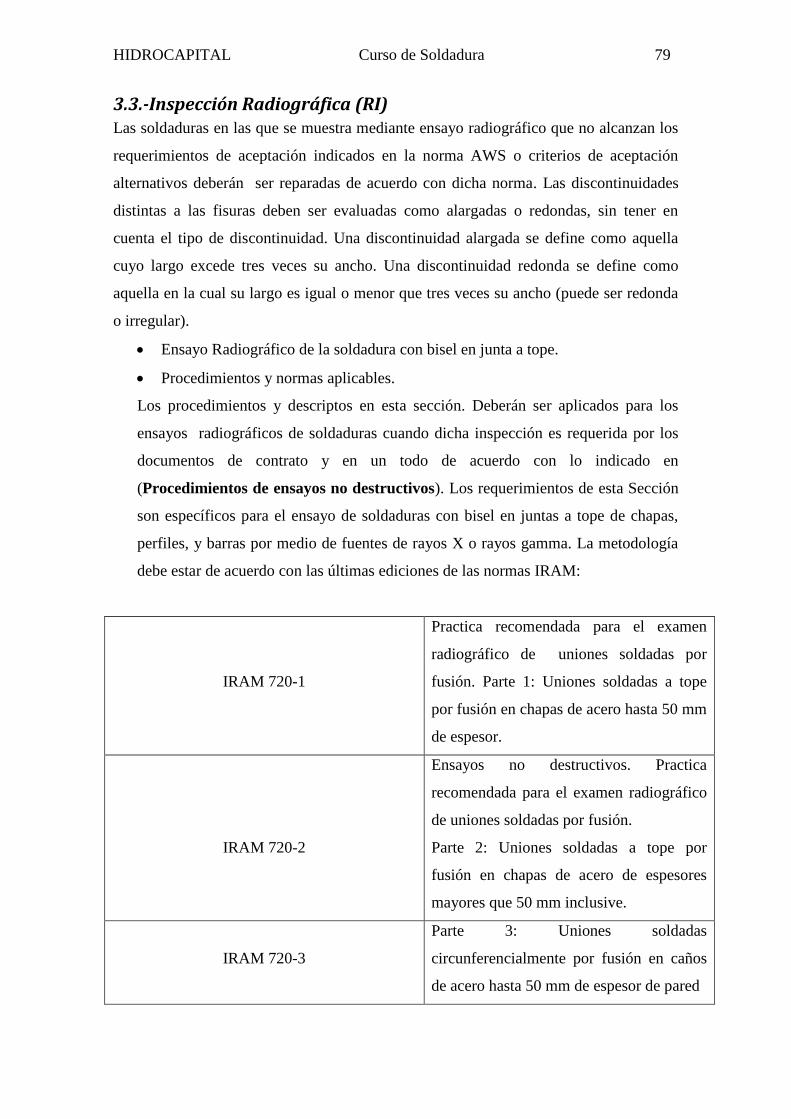
3.3.-Inspección Radiográfica (RI) Las soldaduras en las que se muestra mediante ensayo radiográfico que no alcanzan los
requerimientos de aceptación indicados en la norma AWS o criterios de aceptación
alternativos deberán ser reparadas de acuerdo con dicha norma. Las discontinuidades
distintas a las fisuras deben ser evaluadas como alargadas o redondas, sin tener en
cuenta el tipo de discontinuidad. Una discontinuidad alargada se define como aquella
cuyo largo excede tres veces su ancho. Una discontinuidad redonda se define como
aquella en la cual su largo es igual o menor que tres veces su ancho (puede ser redonda
o irregular).
Ensayo Radiográfico de la soldadura con bisel en junta a tope.
Procedimientos y normas aplicables.
Los procedimientos y descriptos en esta sección. Deberán ser aplicados para los
ensayos radiográficos de soldaduras cuando dicha inspección es requerida por los
documentos de contrato y en un todo de acuerdo con lo indicado en
(Procedimientos de ensayos no destructivos). Los requerimientos de esta Sección
son específicos para el ensayo de soldaduras con bisel en juntas a tope de chapas,
perfiles, y barras por medio de fuentes de rayos X o rayos gamma. La metodología
debe estar de acuerdo con las últimas ediciones de las normas IRAM:
IRAM 720-1
Practica recomendada para el examen
radiográfico de uniones soldadas por
fusión. Parte 1: Uniones soldadas a tope
por fusión en chapas de acero hasta 50 mm
de espesor.
IRAM 720-2
Ensayos no destructivos. Practica
recomendada para el examen radiográfico
de uniones soldadas por fusión.
Parte 2: Uniones soldadas a tope por
fusión en chapas de acero de espesores
mayores que 50 mm inclusive.
IRAM 720-3
Parte 3: Uniones soldadas
circunferencialmente por fusión en caños
de acero hasta 50 mm de espesor de pared

HIDROCAPITAL Curso de Soldadura
80
Fig. 3.6. Equipos para la inspección radiográfica
3.4.-Cambios en los procedimientos. Podrán aplicarse cambios en los procedimientos de ensayo, equipos y criterios de
aceptabilidad de acuerdo previo por escrito entre el contratista y el comitente. Dichos
cambios pueden incluir: ensayo radiográfico de soldaduras de filete en uniones en T y
esquina, cambios en la distancia entre la fuente y la película, aplicación inusual de la
película, aplicaciones inusuales del tipo de agujero o tipo de alambre en los indicadores
de calidad de imagen (ICI), tipos de película para ensayo radiográfico de espesores a
150 mm, densidades, variaciones en exposición, revelado y técnicas de observación.
3.5.-Criterio de Aceptación para Uniones No Tubulares Cargadas Estática-mente.
3.5.1.-Discontinuidades.
Las soldaduras que están sujetas a ensayos radiográficos, además de la inspección
visual, no deben tener fisuras y serán consideradas inaceptables si el ensayo
radiográfico muestra cualquier discontinuidad que exceda las siguientes tolerancias (E =
tamaño de la soldadura).
1. Discontinuidades alargadas mayores que el tamaño máximo.
2. Distancia entre discontinuidades menores que la mínima permitida.
3. Discontinuidades redondas mayores que un máximo de tamaño E/3, pero menor que
6 mm. Sin embargo, cuando el espesor es mayor que 50 mm, la indicación máxima
de discontinuidad redonda puede ser de 10 mm. La distancia mínima de este tipo de
discontinuidades mayores o iguales que 2,5 mm, hasta una discontinuidad alargada
HIDROCAPITAL Curso de Soldadura
81
o redonda aceptable o hasta un borde o extremo de una soldadura, debe ser tres
veces la mayor dimensión de la discontinuidad más grande considerada.
4. Las discontinuidades aisladas tales como nidos o poros o de indicaciones redondas,
que tengan la suma de sus mayores dimensiones excediendo el tamaño máximo de
una discontinuidad única permitida. La distancia mínima, hasta otro nido de poros o
discontinuidad alargada, o redonda o hasta un borde o extremo una soldadura, debe
ser tres veces la mayor dimensión de la discontinuidad más grande considerada.
5. La suma de las discontinuidades individuales, teniendo cada una la dimensión
mayor menor que 2 mm, debe ser menor que 2E/3 o 10 mm, la que sea menor, en
cualquier tramo línea
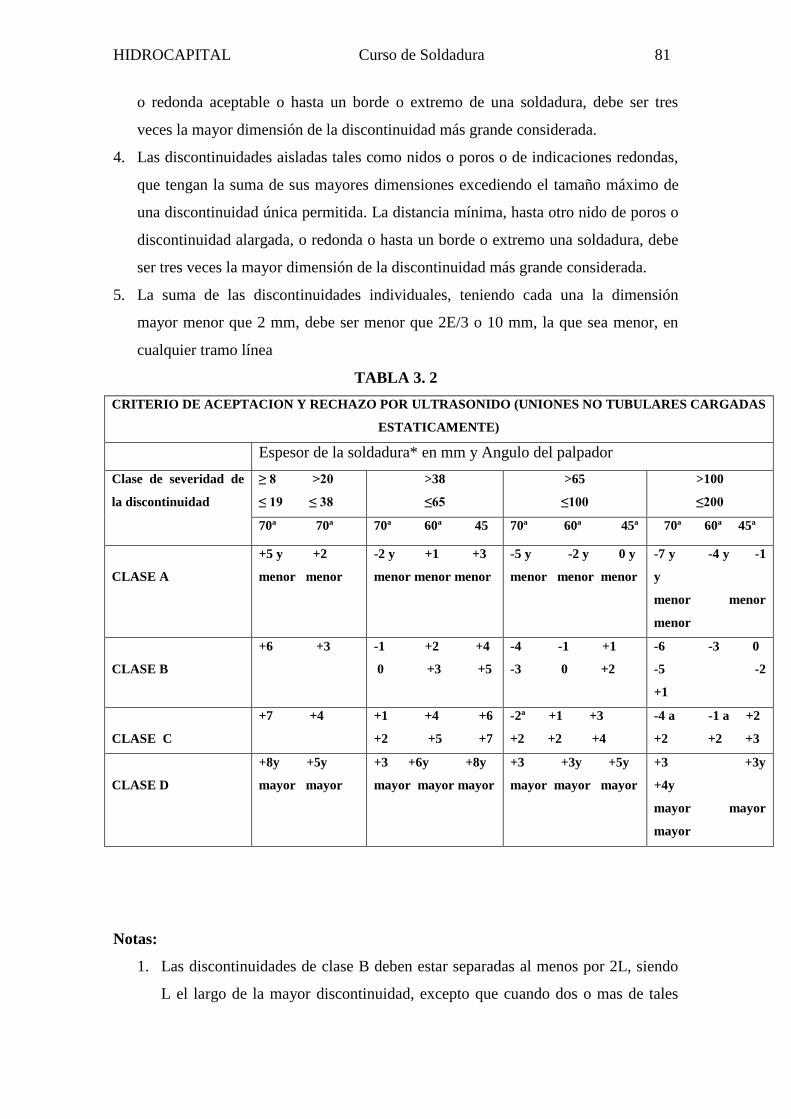
TABLA 3. 2
CRITERIO DE ACEPTACION Y RECHAZO POR ULTRASONIDO (UNIONES NO TUBULARES CARGADAS
ESTATICAMENTE)
Espesor de la soldadura* en mm y Angulo del palpador
Clase de severidad de
la discontinuidad
≥ 8 >20
≤ 19 ≤ 38
>38
≤65
>65
≤100
>100
≤200
70ª 70ª 70ª 60ª 45 70ª 60ª 45ª 70ª 60ª 45ª
CLASE A
+5 y +2
menor menor
-2 y +1 +3
menor menor menor
-5 y -2 y 0 y
menor menor menor
-7 y -4 y -1
y
menor menor
menor
CLASE B
+6 +3 -1 +2 +4
0 +3 +5
-4 -1 +1
-3 0 +2
-6 -3 0
-5 -2
+1
CLASE C
+7 +4 +1 +4 +6
+2 +5 +7
-2ª +1 +3
+2 +2 +4
-4 a -1 a +2
+2 +2 +3
CLASE D
+8y +5y
mayor mayor
+3 +6y +8y
mayor mayor mayor
+3 +3y +5y
mayor mayor mayor
+3 +3y
+4y
mayor mayor
mayor
Notas:
1. Las discontinuidades de clase B deben estar separadas al menos por 2L, siendo
L el largo de la mayor discontinuidad, excepto que cuando dos o mas de tales
HIDROCAPITAL Curso de Soldadura
82
discontinuidades no están separadas por al menos 2L, pero el largo combinado
de las discontinuidades y su separación es igual o menor que el largo máximo
admisible bajo las disposiciones de las Clases B o C, la discontinuidad debe
considerarse como una única discontinuidad aceptable.
2. Las discontinuidades de Clase B y C no deben comenzar a una distancia menor
que 2L desde los finales de las soldaduras que soportan esfuerzos de tracción
principales, siendo L el largo de la discontinuidad.
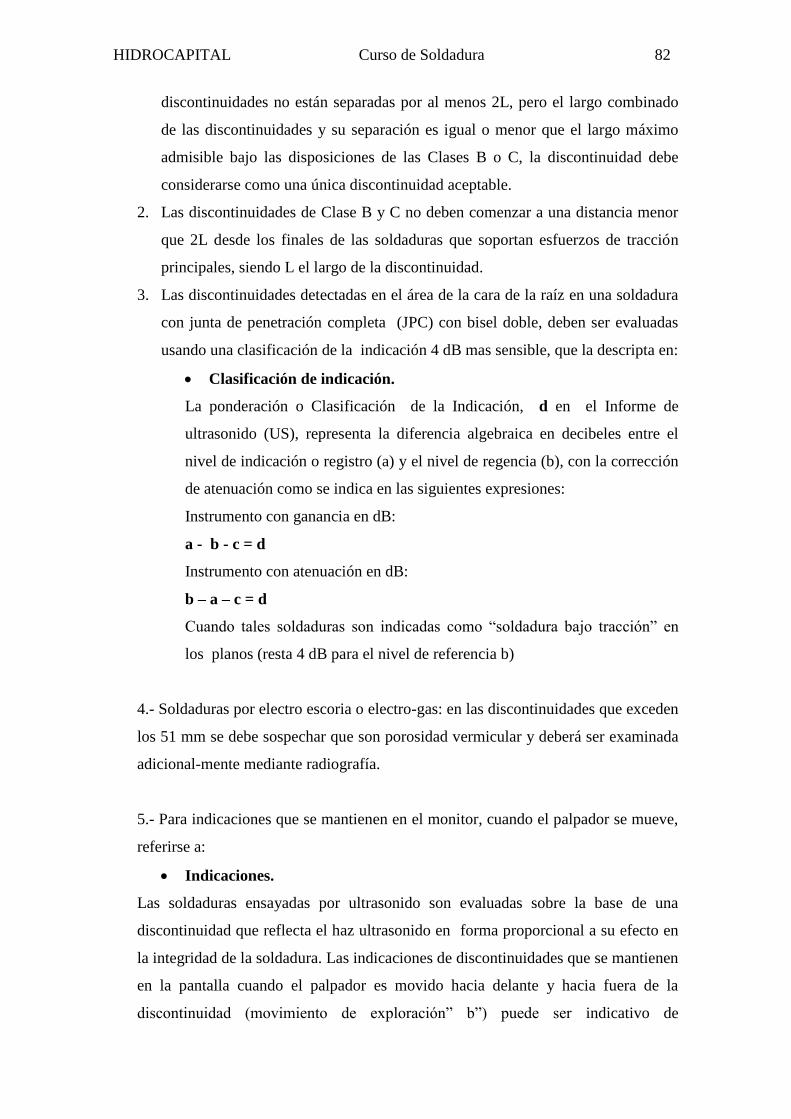
3. Las discontinuidades detectadas en el área de la cara de la raíz en una soldadura
con junta de penetración completa (JPC) con bisel doble, deben ser evaluadas
usando una clasificación de la indicación 4 dB mas sensible, que la descripta en:
Clasificación de indicación.
La ponderación o Clasificación de la Indicación, d en el Informe de
ultrasonido (US), representa la diferencia algebraica en decibeles entre el
nivel de indicación o registro (a) y el nivel de regencia (b), con la corrección
de atenuación como se indica en las siguientes expresiones:
Instrumento con ganancia en dB:
a - b - c = d
Instrumento con atenuación en dB:
b – a – c = d
Cuando tales soldaduras son indicadas como “soldadura bajo tracción” en
los planos (resta 4 dB para el nivel de referencia b)
4.- Soldaduras por electro escoria o electro-gas: en las discontinuidades que exceden
los 51 mm se debe sospechar que son porosidad vermicular y deberá ser examinada
adicional-mente mediante radiografía.
5.- Para indicaciones que se mantienen en el monitor, cuando el palpador se mueve,
referirse a:
Indicaciones.
Las soldaduras ensayadas por ultrasonido son evaluadas sobre la base de una
discontinuidad que reflecta el haz ultrasonido en forma proporcional a su efecto en
la integridad de la soldadura. Las indicaciones de discontinuidades que se mantienen
en la pantalla cuando el palpador es movido hacia delante y hacia fuera de la
discontinuidad (movimiento de exploración” b”) puede ser indicativo de
HIDROCAPITAL Curso de Soldadura
83
discontinuidades planas con una dimensión significativa. Debido a que la
orientación de tales discontinuidades, relativas al haz de ultrasonido, se desvía de la
perpendicular, pueden resultar rangos de dB que no permitan una evaluación directa
y confiable. Cuando las indicaciones que exhiben esa característica plana están
presentes en la sensibilidad de exploración, se requiere una evaluación más
detallada de la discontinuidad por otros medios ( por ejemplo, técnicas ultrasónicas
alternativas, radiográficas, amolado o repelado para inspección visual etc.).
El espesor de la soldadura debe definirse como el espesor nominal del
elemento estructural de menor espesor a ser unido.
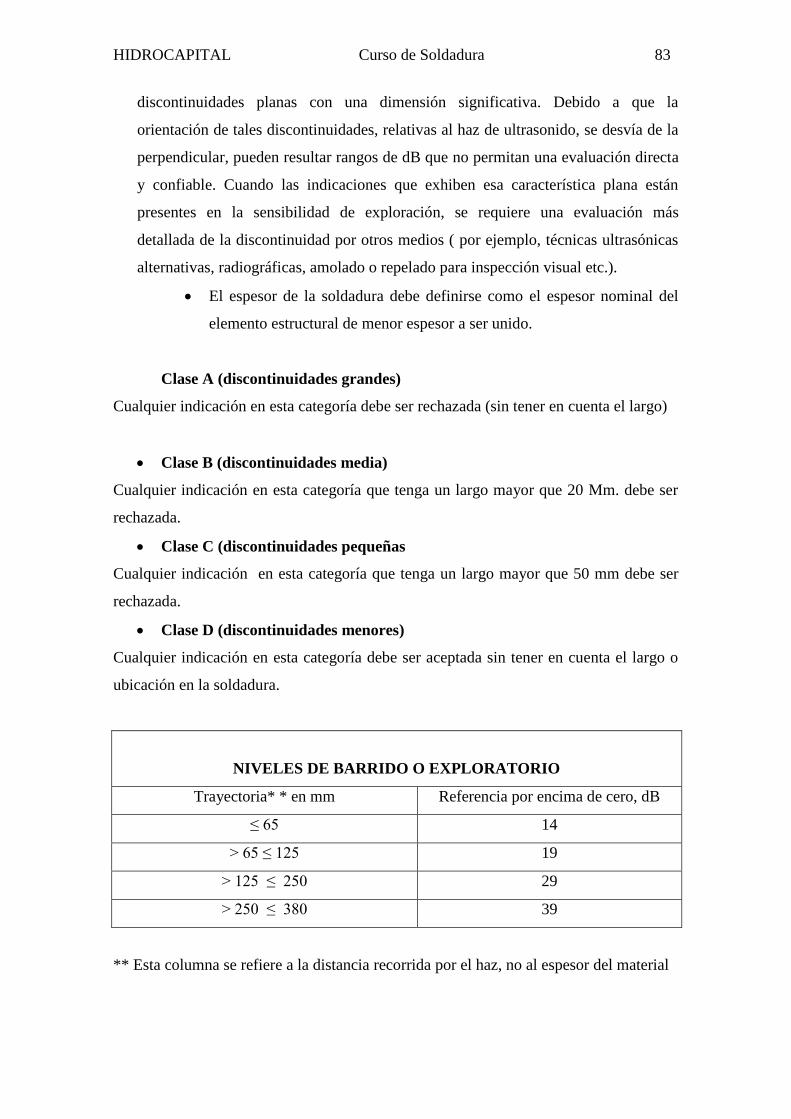
Clase A (discontinuidades grandes)
Cualquier indicación en esta categoría debe ser rechazada (sin tener en cuenta el largo)
Clase B (discontinuidades media)
Cualquier indicación en esta categoría que tenga un largo mayor que 20 Mm. debe ser
rechazada.
Clase C (discontinuidades pequeñas
Cualquier indicación en esta categoría que tenga un largo mayor que 50 mm debe ser
rechazada.
Clase D (discontinuidades menores)
Cualquier indicación en esta categoría debe ser aceptada sin tener en cuenta el largo o
ubicación en la soldadura.
NIVELES DE BARRIDO O EXPLORATORIO
Trayectoria* * en mm Referencia por encima de cero, dB
≤ 65 14
> 65 ≤ 125 19
> 125 ≤ 250 29
> 250 ≤ 380 39
** Esta columna se refiere a la distancia recorrida por el haz, no al espesor del material

HIDROCAPITAL Curso de Soldadura
84
3.6.-POROSIDAD EN LAS SOLDADURAS. La porosidad se define como gas atrapado por la solidificación del metal de soldadura
antes que el gas tenga la posibilidad de subir a la superficie y escapar. La porosidad es
generalmente esférica pero puede ser alargada o irregular, tal como la porosidad
vermicular (tipo gusanos)
Las causas más comunes que generan porosidad:
Usualmente se encuentran gases disueltos en el metal fundido que se deposita para
lograr una unión soldada.
La porosidad se forma en la medida que el metal de aporte solidifica y los gases
disueltos se encuentran en cantidades mayores que la solubilidad máxima del metal, en
estado sólido, puede aceptar.
Las causas de la porosidad en el metal de aporte, en las soldaduras por fusión, están
relacionadas con los procesos y procedimientos de soldadura y en algunas instancias,
con el metal base y su composición química.
La porosidad individual o dispersa es inaceptable cuando se cumple cualquiera de las
siguientes condiciones:
a) El tamaño máximo de cualquier poro individual exceda 3,2 mm
b) El tamaño de cualquier poro individual excede el 25 % del
espesor nominal de la pared más fina de la unión.
La porosidad agrupada que se presenta en cualquier pasada excepto la última pasada
deberá cumplir los criterios del párrafo anteriores.
La porosidad agrupada ubicada en la última pasada es inaceptable cuando se cumple
cualquiera de las siguientes condiciones:
a) El diámetro del agrupamiento excede 12,7 mm.
b) La longitud acumulada de porosidad agrupada en cualquier
tramo continuo de soldadura de 305 mm de longitud excede
12,7 mm.
c) Un poro individual, dentro de un agrupamiento de poros es de
tamaño mayor que 1,6 mm.
Porosidad alargada en la raíz (hollow-bead porosity).
La porosidad alargada en la raíz no es aceptada cuando existe cualquiera de las
siguientes condiciones:
HIDROCAPITAL Curso de Soldadura
85
a) La longitud de su imagen radiográfica excede 12,7 mm
b) La longitud acumulada de indicaciones de porosidad alargada en la raíz en
cualquier tramo continuo de soldadura de 305 mm de longitud excede 50,8 mm.
c) Las indicaciones individuales de porosidad alargada en la raíz, cada una mayor
que 6,3 mm de longitud, están separadas menos que 50,8 mm.
d) La longitud acumulada de todas las indicaciones de porosidad alargada en la raíz
excede el 8% de la longitud de la soldadura.
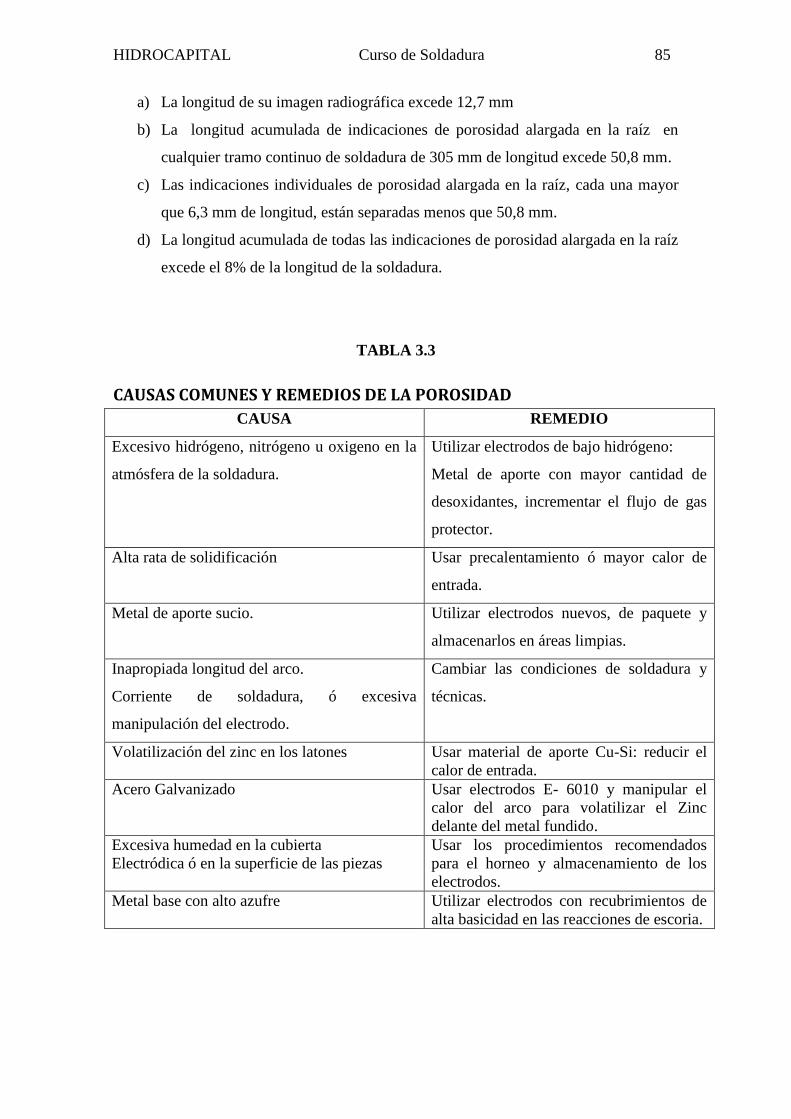
TABLA 3.3
CAUSAS COMUNES Y REMEDIOS DE LA POROSIDAD
CAUSA REMEDIO
Excesivo hidrógeno, nitrógeno u oxigeno en la
atmósfera de la soldadura.
Utilizar electrodos de bajo hidrógeno:
Metal de aporte con mayor cantidad de
desoxidantes, incrementar el flujo de gas
protector.
Alta rata de solidificación Usar precalentamiento ó mayor calor de
entrada.
Metal de aporte sucio. Utilizar electrodos nuevos, de paquete y
almacenarlos en áreas limpias.
Inapropiada longitud del arco.
Corriente de soldadura, ó excesiva
manipulación del electrodo.
Cambiar las condiciones de soldadura y
técnicas.
Volatilización del zinc en los latones Usar material de aporte Cu-Si: reducir el
calor de entrada.
Acero Galvanizado Usar electrodos E- 6010 y manipular el
calor del arco para volatilizar el Zinc
delante del metal fundido.
Excesiva humedad en la cubierta
Electródica ó en la superficie de las piezas
Usar los procedimientos recomendados
para el horneo y almacenamiento de los
electrodos.
Metal base con alto azufre Utilizar electrodos con recubrimientos de
alta basicidad en las reacciones de escoria.
HIDROCAPITAL Curso de Soldadura
86
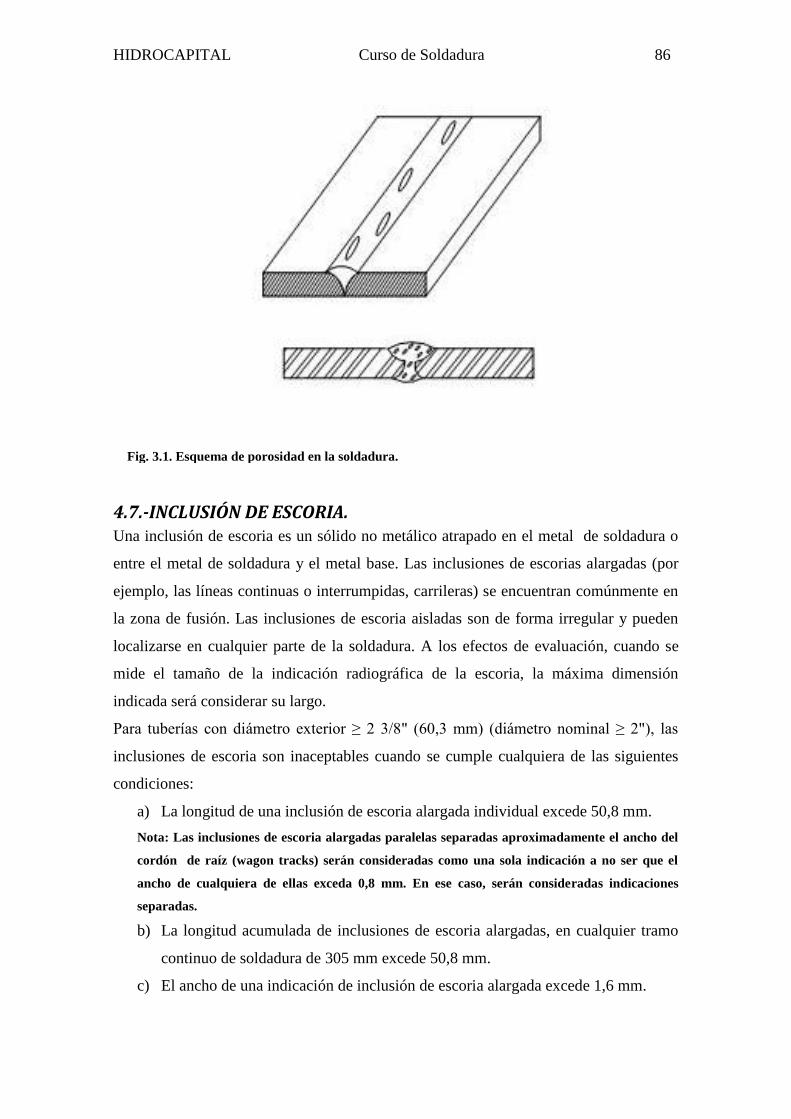
4.7.-INCLUSIÓN DE ESCORIA. Una inclusión de escoria es un sólido no metálico atrapado en el metal de soldadura o
entre el metal de soldadura y el metal base. Las inclusiones de escorias alargadas (por
ejemplo, las líneas continuas o interrumpidas, carrileras) se encuentran comúnmente en
la zona de fusión. Las inclusiones de escoria aisladas son de forma irregular y pueden
localizarse en cualquier parte de la soldadura. A los efectos de evaluación, cuando se
mide el tamaño de la indicación radiográfica de la escoria, la máxima dimensión
indicada será considerar su largo.
Para tuberías con diámetro exterior ≥ 2 3/8" (60,3 mm) (diámetro nominal ≥ 2"), las
inclusiones de escoria son inaceptables cuando se cumple cualquiera de las siguientes
condiciones:
a) La longitud de una inclusión de escoria alargada individual excede 50,8 mm.
Nota: Las inclusiones de escoria alargadas paralelas separadas aproximadamente el ancho del
cordón de raíz (wagon tracks) serán consideradas como una sola indicación a no ser que el
ancho de cualquiera de ellas exceda 0,8 mm. En ese caso, serán consideradas indicaciones
separadas.
b) La longitud acumulada de inclusiones de escoria alargadas, en cualquier tramo
continuo de soldadura de 305 mm excede 50,8 mm.
c) El ancho de una indicación de inclusión de escoria alargada excede 1,6 mm.
Fig. 3.1. Esquema de porosidad en la soldadura.

HIDROCAPITAL Curso de Soldadura
87
d) La longitud acumulada de indicaciones de inclusiones de escoria aisladas excede
12,7 mm. en cualquier tramo continuo de soldadura de 305 mm de longitud.
e) El ancho de una indicación de inclusión de escoria aislada excede 3,2 mm.
f) Mas de 4nindicaciones de inclusiones de escoria aisladas con un ancho máximo
de 3,2 mm están presentes en cualquier tramo continuo de soldadura de 305 mm
de longitud.
g) La longitud acumulada de indicaciones de inclusión de escoria aislada y
alargada excede el 8% de la longitud de la soldadura.
Para tuberías con diámetro exterior < 2 3/8" (60,3 mm) ( diámetro nominal < 2"), las
inclusiones de escoria son inaceptables cuando se cumple cualquiera de las siguientes
condiciones:
a) La longitud de una inclusión de escoria alargada excede tres veces el espesor
nominal de pared de la parte más fina de la unión.
Nota: Las inclusiones de escoria alargadas paralelas separadas aproximadamente el ancho
del cordón de raíz (wagon tracks) serán consideradas como una sola indicación a no ser
que el ancho de cualquiera de ellas exceda 0,8 mm. En ese caso, serán consideradas
indicaciones separadas.
b) El ancho de una indicación de inclusión de escoria alargada excede 1,6 mm.
c) La longitud acumulada de indicaciones de inclusiones de escoria aisladas excede
dos veces el espesor de pared nominal de la pieza más fina de la unión y el
ancho excede ½ del espesor de pared nominal de la pieza más fina de la unión.
d) La longitud acumulada de indicaciones de inclusión de escoria aislada y
alargada excede 8% de la longitud de la soldadura.
Las discontinuidades de escorias atrapadas típicamente ocurren, solamente, en los
procesos de soldadura con protección de fundente: soldaduras con electrodos revestidos,
electrodos con fundente interno, arco sumergido “electroslag”. La escoria atrapada es el
producto de la reacción entre el fundente y el metal fundido. Los óxidos, nitratos y otras
impurezas pueden disolverse en la escoria y refinar el metal fundido.
La densidad de la escoria es menor que la del metal fundido por lo que normalmente
flota en la superficie.
Durante la soldadura, la escoria es formada y forzada bajo la superficie del metal
fundido por la acción del arco eléctrico.
La escoria puede igualmente fluir por delante del arco y el metal fundido a ser
depositado sobre ella. Este caso se da cuando soldaduras de múltiples pasos son

HIDROCAPITAL Curso de Soldadura
88
aplicadas sin la limpieza apropiada entre pases. En cualquier caso, la escoria siempre
tratará de subir a la superficie del metal fundido debido a su menor densidad.
TABLA 3.4
CAUSAS COMUNES Y REMEDIOS DE LAS INCLUSIONES DE ESCORIA CAUSA REMEDIO
Falla en la remoción de escoria Limpiar la superficie y los pases anteriores.
Óxidos refractarios atrapados. Limpiar con cepillo mecanizado de alambre.
Tungsteno en el metal de aporte Evite el contacto entre el electrodo y el trabajo
utilice electrodos de mayor diámetro.
Diseño no apropiado de junta Incremente al ángulo del bisel.
Inclusiones de óxidos Provea cubierta protectora con el gas adecuado.
Derrames de escoria por delante del arco eléctrico Reposicione el trabajo para prevenir la pérdida del
control sobre las escorias.
Técnica pobre en la manipulación del electrodo Cambie el electrodo ó el fundente para mejorar el
control de las escorias.
Atrape de partículas de la cubierta electrónica. Utilice electrodos sin daño alguno.
Arco demasiado corto Emplee arco mediano.
Inadecuada manipulación del electrodo Obtenga un charco amplio de metal fundido
Corriente demasiado baja Emplee la corriente y velocidad recomendada.
Deficiente limpieza de cada cordón Remover todo resto de escoria del cordón antes de
aplicar el siguiente.
3.8.-FUSIÓN INCOMPLETA. La fusión incompleta es definida como una discontinuidad entre el metal de la soldadura
y el metal base que es abierta hacia la superficie.
Fig. 3.2. Esquema de inclusiones de escoria dentro de la soldadura
HIDROCAPITAL Curso de Soldadura
89
La fusión incompleta es inaceptable cuando se cumple cualquiera de las siguientes
condiciones:
a) La longitud de una indicación individual de fusión incompleta excede 25,4 mm
b) La longitud acumulada de indicaciones de fusión incompleta en cualquier tramo
continuo de soldadura de 305 mm de longitud excede 25,4 mm.
c) La longitud acumulada de indicaciones de penetración incompleta excede el 8%
de la longitud de la soldadura, en cualquier soldadura de longitud menor que 305
mm.
3.8.1.- Fusión Incompleta Debida A Un Borde Frió (Cold Lap)
La fusión incompleta debida a un borde frío es una discontinuidad entre los cordones de
soldadura (pasadas) adyacentes o entre un cordón de soldadura y el metal base que no
está abierta a la superficie.
La fusión incompleta debida a un borde frío es inaceptable cuando se cumple cualquiera
de las siguientes condiciones:
a) La longitud de una indicación individual excede 50,8 mm.
b) La longitud acumulada de indicaciones de fusión incompleta debida a un borde
frío en cualquier tramo continuo de soldadura de 305 mm de longitud excede
50,8 mm.
c) La longitud acumulada de indicaciones de fusión incompleta excede el 8% de la
longitud de la soldadura.
La fusión incompleta es el resultado de la falla en lograr que haya unión por fusión
entre el metal de aporte y el metal base, ó entre aquel y el material de cordones
anteriormente depositados.
La falla de obtener fusión puede ocurrir en cualquier punto ó lugar en el canal de la
soldadura a tope o en soldaduras de filete, incluyendo la raíz de la soldadura.
HIDROCAPITAL Curso de Soldadura
90
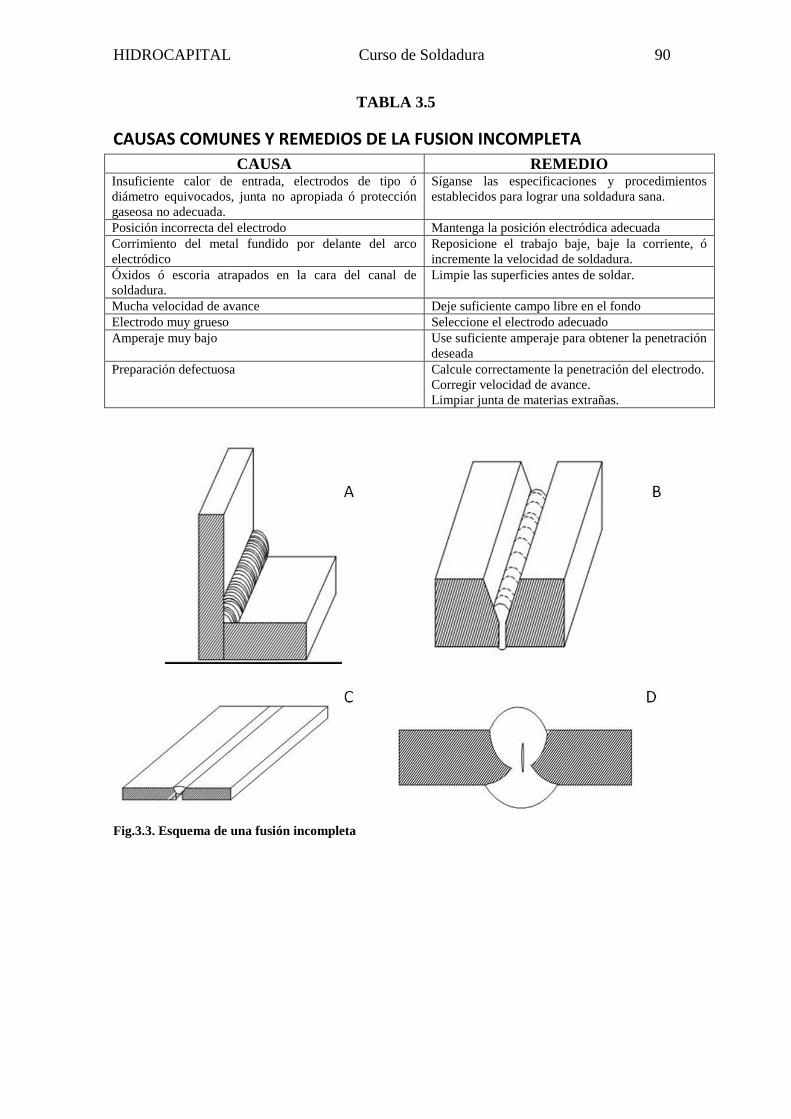
TABLA 3.5
CAUSAS COMUNES Y REMEDIOS DE LA FUSION INCOMPLETA
CAUSA REMEDIO Insuficiente calor de entrada, electrodos de tipo ó
diámetro equivocados, junta no apropiada ó protección
gaseosa no adecuada.
Síganse las especificaciones y procedimientos
establecidos para lograr una soldadura sana.
Posición incorrecta del electrodo Mantenga la posición electródica adecuada
Corrimiento del metal fundido por delante del arco
electródico
Reposicione el trabajo baje, baje la corriente, ó
incremente la velocidad de soldadura.
Óxidos ó escoria atrapados en la cara del canal de
soldadura.
Limpie las superficies antes de soldar.
Mucha velocidad de avance Deje suficiente campo libre en el fondo
Electrodo muy grueso Seleccione el electrodo adecuado
Amperaje muy bajo Use suficiente amperaje para obtener la penetración
deseada
Preparación defectuosa Calcule correctamente la penetración del electrodo.
Corregir velocidad de avance.
Limpiar junta de materias extrañas.
Fig.3.3. Esquema de una fusión incompleta
HIDROCAPITAL Curso de Soldadura
91
3.9.-PENETRACIÓN INADECUADA DE JUNTA
La penetración incompleta sin estar presente la des-alineación (high-low), está definida
como el llenado incompleto de la raíz de la soldadura.
La penetración incompleta es inaceptable cuando se cumple cualquiera de las siguientes
condiciones:
a) La longitud de una indicación individual excede 25,4 mm.
b) La longitud acumulada de indicaciones de penetración incompleta en cualquier
tramo continuo de soldadura de 305 mm de longitud excede 25,4 mm.
c) La longitud acumulada de indicaciones de penetración incompleta excede el 8%
de la longitud de la soldadura, en cualquier soldadura de longitud menor que 305
mm.
3.9.1.-Penetración Incompleta Debido A Des-alineación (High Low)
La penetración incompleta debido a des-alineación está definida como la condición
en donde uno de los bordes de la raíz no fundió debido a que la unión de caños o
accesorios adyacentes está desalineada.
La penetración incompleta debido a des-alineación es inaceptable cuando se cumple
cualquiera de las siguientes condiciones:
a) La longitud de una indicación individual excede 50,8 mm
b) La longitud acumulada de indicaciones de penetración incompleta debido a des-
alineación en cualquier tramo continuo de soldadura de 305 mm de longitud
excede 76,2 mm
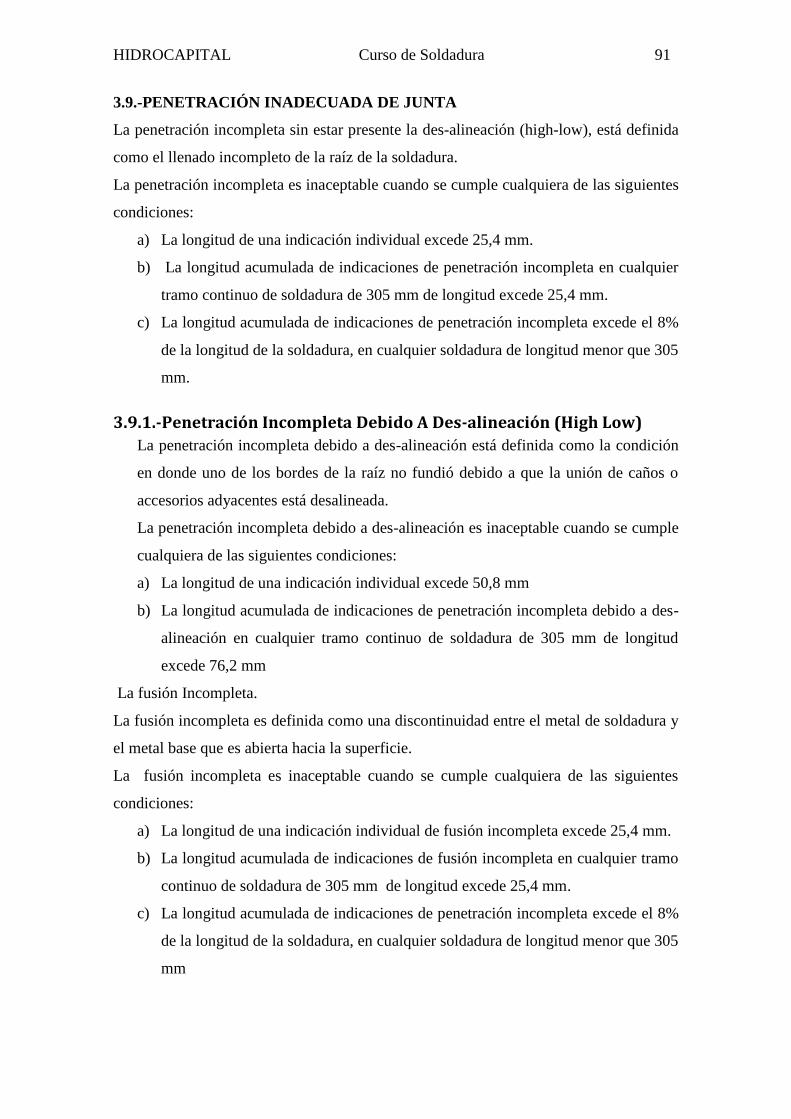
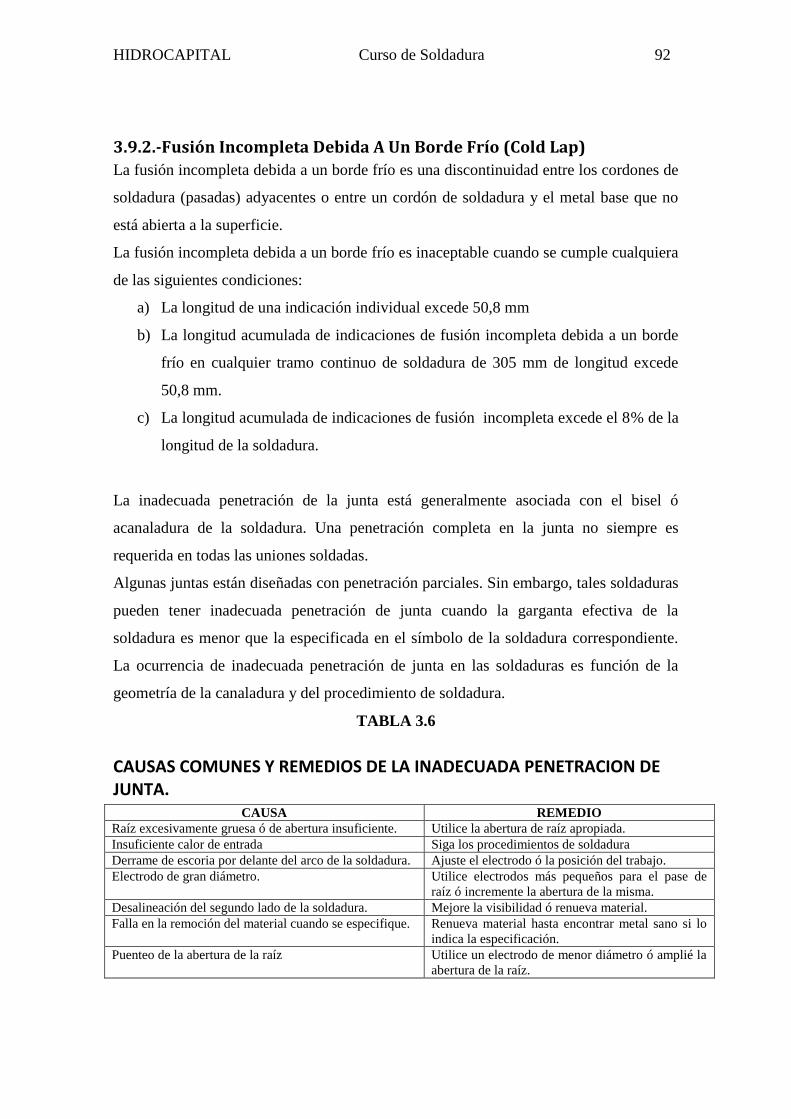
La fusión Incompleta.
La fusión incompleta es definida como una discontinuidad entre el metal de soldadura y
el metal base que es abierta hacia la superficie.
La fusión incompleta es inaceptable cuando se cumple cualquiera de las siguientes
condiciones:
a) La longitud de una indicación individual de fusión incompleta excede 25,4 mm.
b) La longitud acumulada de indicaciones de fusión incompleta en cualquier tramo
continuo de soldadura de 305 mm de longitud excede 25,4 mm.
c) La longitud acumulada de indicaciones de penetración incompleta excede el 8%
de la longitud de la soldadura, en cualquier soldadura de longitud menor que 305
mm
HIDROCAPITAL Curso de Soldadura
92
3.9.2.-Fusión Incompleta Debida A Un Borde Frío (Cold Lap)
La fusión incompleta debida a un borde frío es una discontinuidad entre los cordones de
soldadura (pasadas) adyacentes o entre un cordón de soldadura y el metal base que no
está abierta a la superficie.
La fusión incompleta debida a un borde frío es inaceptable cuando se cumple cualquiera
de las siguientes condiciones:
a) La longitud de una indicación individual excede 50,8 mm
b) La longitud acumulada de indicaciones de fusión incompleta debida a un borde
frío en cualquier tramo continuo de soldadura de 305 mm de longitud excede
50,8 mm.
c) La longitud acumulada de indicaciones de fusión incompleta excede el 8% de la
longitud de la soldadura.
La inadecuada penetración de la junta está generalmente asociada con el bisel ó
acanaladura de la soldadura. Una penetración completa en la junta no siempre es
requerida en todas las uniones soldadas.
Algunas juntas están diseñadas con penetración parciales. Sin embargo, tales soldaduras
pueden tener inadecuada penetración de junta cuando la garganta efectiva de la
soldadura es menor que la especificada en el símbolo de la soldadura correspondiente.
La ocurrencia de inadecuada penetración de junta en las soldaduras es función de la
geometría de la canaladura y del procedimiento de soldadura.
TABLA 3.6
CAUSAS COMUNES Y REMEDIOS DE LA INADECUADA PENETRACION DE JUNTA.
CAUSA REMEDIO
Raíz excesivamente gruesa ó de abertura insuficiente. Utilice la abertura de raíz apropiada.
Insuficiente calor de entrada Siga los procedimientos de soldadura
Derrame de escoria por delante del arco de la soldadura. Ajuste el electrodo ó la posición del trabajo.
Electrodo de gran diámetro. Utilice electrodos más pequeños para el pase de
raíz ó incremente la abertura de la misma.
Desalineación del segundo lado de la soldadura. Mejore la visibilidad ó renueva material.
Falla en la remoción del material cuando se especifique. Renueva material hasta encontrar metal sano si lo
indica la especificación.
Puenteo de la abertura de la raíz Utilice un electrodo de menor diámetro ó amplié la
abertura de la raíz.
HIDROCAPITAL Curso de Soldadura
93
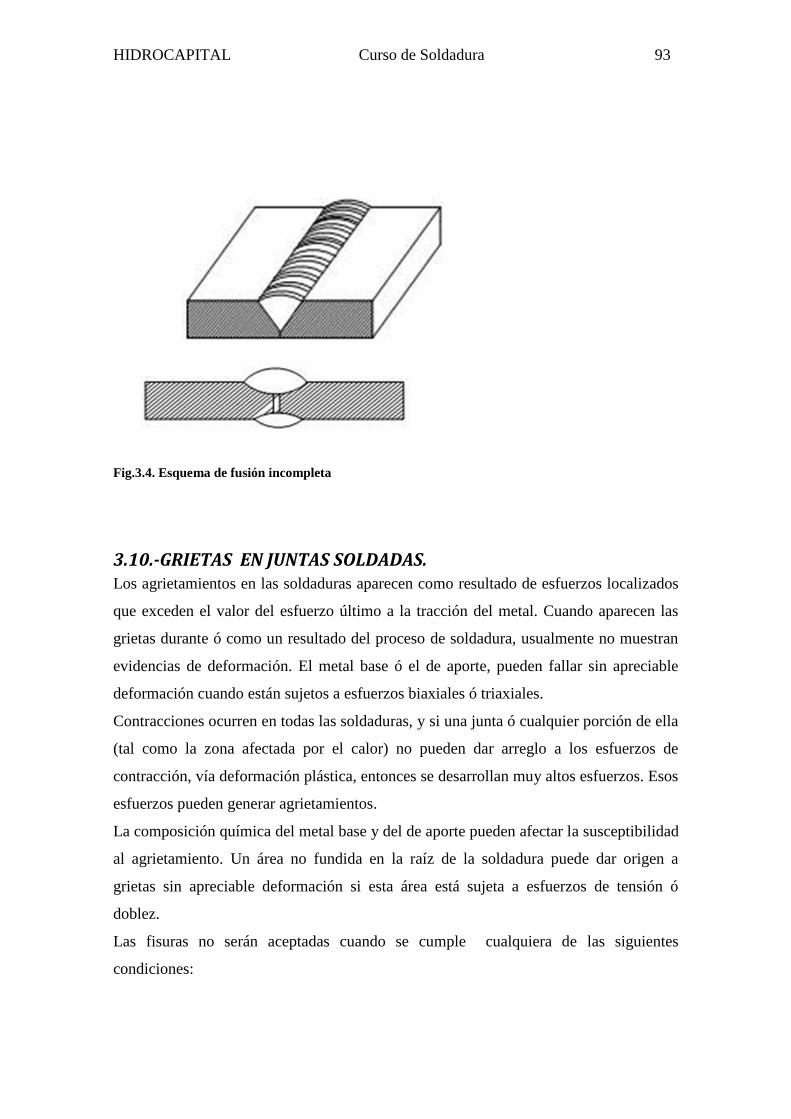
3.10.-GRIETAS EN JUNTAS SOLDADAS. Los agrietamientos en las soldaduras aparecen como resultado de esfuerzos localizados
que exceden el valor del esfuerzo último a la tracción del metal. Cuando aparecen las
grietas durante ó como un resultado del proceso de soldadura, usualmente no muestran
evidencias de deformación. El metal base ó el de aporte, pueden fallar sin apreciable
deformación cuando están sujetos a esfuerzos biaxiales ó triaxiales.
Contracciones ocurren en todas las soldaduras, y si una junta ó cualquier porción de ella
(tal como la zona afectada por el calor) no pueden dar arreglo a los esfuerzos de
contracción, vía deformación plástica, entonces se desarrollan muy altos esfuerzos. Esos
esfuerzos pueden generar agrietamientos.
La composición química del metal base y del de aporte pueden afectar la susceptibilidad
al agrietamiento. Un área no fundida en la raíz de la soldadura puede dar origen a
grietas sin apreciable deformación si esta área está sujeta a esfuerzos de tensión ó
doblez.
Las fisuras no serán aceptadas cuando se cumple cualquiera de las siguientes
condiciones:
Fig.3.4. Esquema de fusión incompleta

HIDROCAPITAL Curso de Soldadura
94
a) La fisura, de cualquier tamaño o ubicación en la soldadura, no es una fisura tipo
cráter plano o estrella.
b) La fisura es del tipo cráter plano o estrella y su longitud excede 4 mm.
Nota: Las fisuras tipo cráter plano o estrella están ubicadas en el punto de terminación
de los cordones y son el resultado de las contracciones del metal de soldadura durante la
solidificación.
TABLA 3.7 CAUSAS COMUNES Y REMEDIOS DE LOS AGRIETAMIENTOS
CAUSA REMEDIO
AGRIETAMIENTOS EN EL METAL DE APORTE
Junta excesivamente rígida Precalentamiento
Alivio de esfuerzos residuales mecánicamente.
Disminuya los esfuerzos de contracción por uso de
zapata ó por secuencia de soldaduras en bloques.
Haga soldadura resistente de buena fusión.
Caliente las piezas previamente
Procure que las juntas tengan una separación libre
entre planchas, uniforme y adecuada.
Trabaje con el amperaje más bajo posible.
Utilice electrodos de bajo hidrógeno
Dilución excesiva Cambie la corriente de soldadura y la velocidad de
soldadura.
Electrodos defectuosos Cambie de electrodos hornee los electrodos para
quitarles la humedad.
Acoples deficientes Reduzca la abertura de la raíz reconstruya los
bordes con metal de soldadura.
Cordones pequeños Incremente el diámetro electródico: suba la
corriente de soldadura: reduzca la velocidad de
soldadura.
Metal base con alto azufre. Utilice metal de aporte con bajo azufre.
Distorsión angular. Cambie a una condición balanceada de soldadura
sobre ambos lados de la junta.
Agrietamientos en cráteres Rellene el cráter antes de extinguir el arco
eléctrico:
Utilice un reductor de corriente eléctrica cuando
esté terminado de efectuar el cordón.
ZONA AFECTADA POR CALOR
CAUSA REMEDIO
Hidrógeno en la atmósfera
Alrededor de la soldadura
Utilice un proceso de bajo hidrógeno: precaliente y
mantenga por 2 horas después de efectuada la
soldadura o trátela térmicamente después de
efectuada.
Agrietamiento en caliente Utilice bajo calor de entrada: deposite capas
delgadas cambie el metal base.
Baja ductilidad Use precalentamiento: normalice el metal base
Altos esfuerzos residuales Rediseñe la unión: cambie la secuencia de
soldadura: aplique tratamientos de alivio de
esfuerzos en forma intermedia.
Alta templabilidad Precaliente, incremente el calor de entrada: trate
térmicamente sin enfriamiento hasta Temp.
ambiente
Fases frágiles en la micro- estructura Tratamiento de solución antes de la soldadura.
HIDROCAPITAL Curso de Soldadura
95
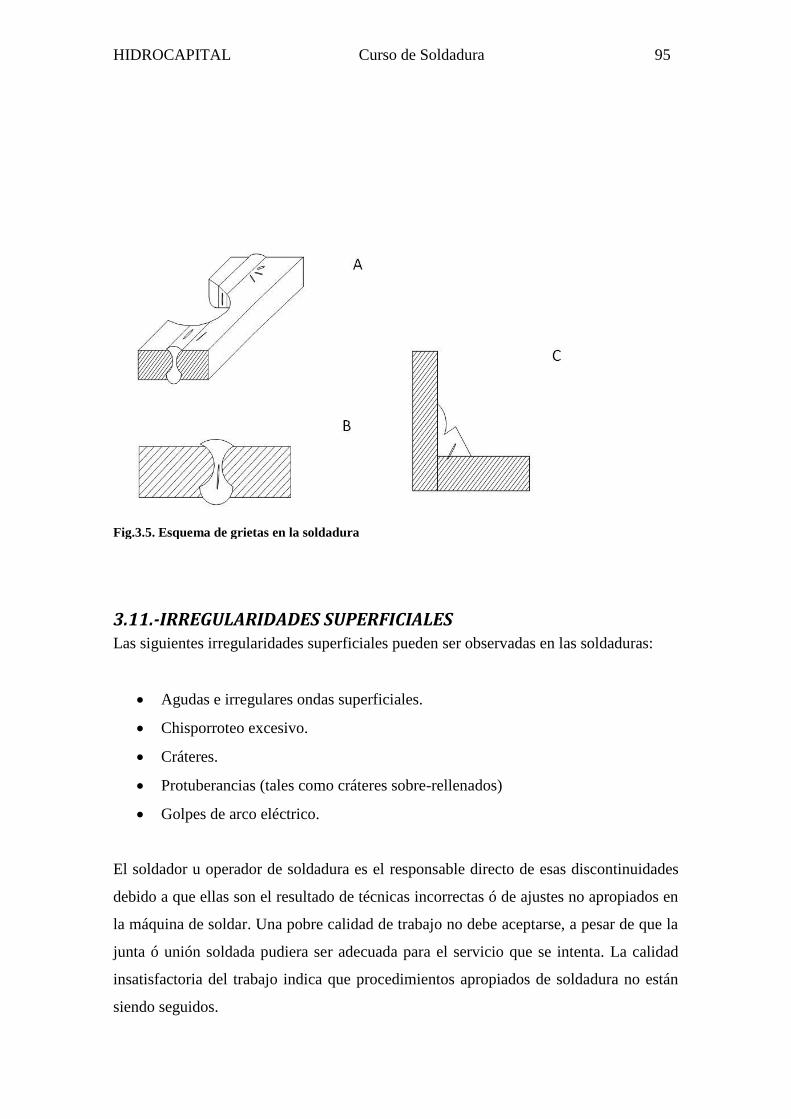
3.11.-IRREGULARIDADES SUPERFICIALES Las siguientes irregularidades superficiales pueden ser observadas en las soldaduras:
Agudas e irregulares ondas superficiales.
Chisporroteo excesivo.
Cráteres.
Protuberancias (tales como cráteres sobre-rellenados)
Golpes de arco eléctrico.
El soldador u operador de soldadura es el responsable directo de esas discontinuidades
debido a que ellas son el resultado de técnicas incorrectas ó de ajustes no apropiados en
la máquina de soldar. Una pobre calidad de trabajo no debe aceptarse, a pesar de que la
junta ó unión soldada pudiera ser adecuada para el servicio que se intenta. La calidad
insatisfactoria del trabajo indica que procedimientos apropiados de soldadura no están
siendo seguidos.
Fig.3.5. Esquema de grietas en la soldadura

HIDROCAPITAL Curso de Soldadura
96
TABLA 3.8
CAUSAS COMUNES Y REMEDIOS DE MALA APARIENCIA CAUSA REMEDIO
Electrodo de mala calidad Emplee electrodos garantizados
Inapropiado uso del electrodo Emplear técnica recomendada
Sobrecalentamiento Evitar el sobrecalentamiento
Arco alto; amperaje y voltaje elevados
Emplear altura correcta del arco amperajes y
voltajes adecuados los recomendados por el
fabricante
Fig.3. 6. Esquema de mala apariencia
3.12.-SOCAVADURA. Se define socavadura como una canaleta fundida en el metal base adyacente al borde de
la soldadura, tanto en la raíz como en la cara, y dejada sin rellenar por metal de
soldadura. La socavadura adyacente a la última pasada (en la cara) o adyacente a la de
raíz es inaceptable si se cumple cualquiera de las siguientes condiciones:
a) La longitud acumulada de indicaciones de socavadura en la cara y en la raíz en
cualquier tramo continuo de soldadura de 305 mm de longitud excede 50,8 mm.
HIDROCAPITAL Curso de Soldadura
97
b) La longitud acumulada de estas indicaciones en cualquier combinación, excede
1/6 de la longitud de la soldadura.
3.12.1.-Estándar Para Aceptación De Socavaduras Por Ensayo Visual
(VT) Cuando se realice la inspección visual de la soldadura, y se utilicen
herramientas mecánicas para la medición de las socavaduras, las socavaduras
adyacentes a los bordes de la raíz y de cara no pueden exceder de los valores que
aparecen más abajo. Cuando se disponga tanto del método radiográfico como el
mecánico para la inspección, es mandatario el método mecánico.
TABLA 3.9
DIMENSIONES MÁXIMAS DE LAS SOCAVADURAS
PROFUNDIDAD LONGITUD
Mayor que 0,79 mm, o mayor que 12,5% del
espesor del caño, lo que sea menor.
No aceptable
Mayor que 0,4 mm, o mayor que del 6% al
12,5% del espesor del caño, lo que sea menor
50,8 mm en una longitud continua de
304,8 mm de soldadura, o en 1/6 de la
longitud de la soldadura, lo que sea menor.
Menor o igual a 0,4 mm, o menor o igual al
6% del espesor del caño, lo que sea menor.
Aceptable cualquiera sea la longitud.
4.13.-CONCAVIDAD INTERNA. Cualquier largo de concavidad interna es aceptable si la densidad de la imagen de la
concavidad interna no excede de la densidad de la parte más delgada del metal base
adyacente. Para áreas cuya densidad exceda la densidad de la parte más delgada del
metal base adyacente, los criterios para quemón.
4.13.1.-Quemón (Burn Through)
Un quemón es una porción del cordón de raíz en donde la excesiva penetración ha
causado que la pileta de soldadura se sople hacia adentro de la tubería.
Para tuberías con diámetro exterior ≥ 2 3/8 (60,3 mm) (diámetro nominal ≥ 2”), un
quemón es inaceptable cuando se cumple cualquiera de las siguientes condiciones:

HIDROCAPITAL Curso de Soldadura
98
a) La máxima dimensión excede 6,3 mm y la densidad de la imagen radiográfica del
quemón excede la del metal base adyacente más delgado.
b) La máxima dimensión excede el espesor nominal de pared de la pieza más fina de
esa unión y la densidad de la imagen radiográfica excede a la del metal base
adyacente más delgado.
c) La suma de las dimensiones máxima de quemones separados cuya densidad de
imagen excede a la del metal base adyacente más fino, excede 12,7 mm en cualquier
tramo continuo de soldadura de 305 mm de longitud o en la longitud total de
soldadura, si esta es menor que 305 mm
Las tuberías con diámetros exteriores < 2 3/8" (60,3 mm) (diámetro nominal < 2"), un
quemón será inaceptable cuando se de alguna de las siguientes condiciones:
a) La máxima dimensión excede 6,3 mm y la densidad de la imagen radiográfica
del quemón excede la del metal base adyacente más delgado.
b) La máxima dimensión excede el espesor nominal de pared de la pieza más fina
de esa unión y la densidad de la imagen radiográfica excede la del metal base
adyacente más delgado.
c) Más de un quemón de cualquier medida está presente y la densidad de más de
una de las imágenes excede a la del metal base adyacente más delgada.
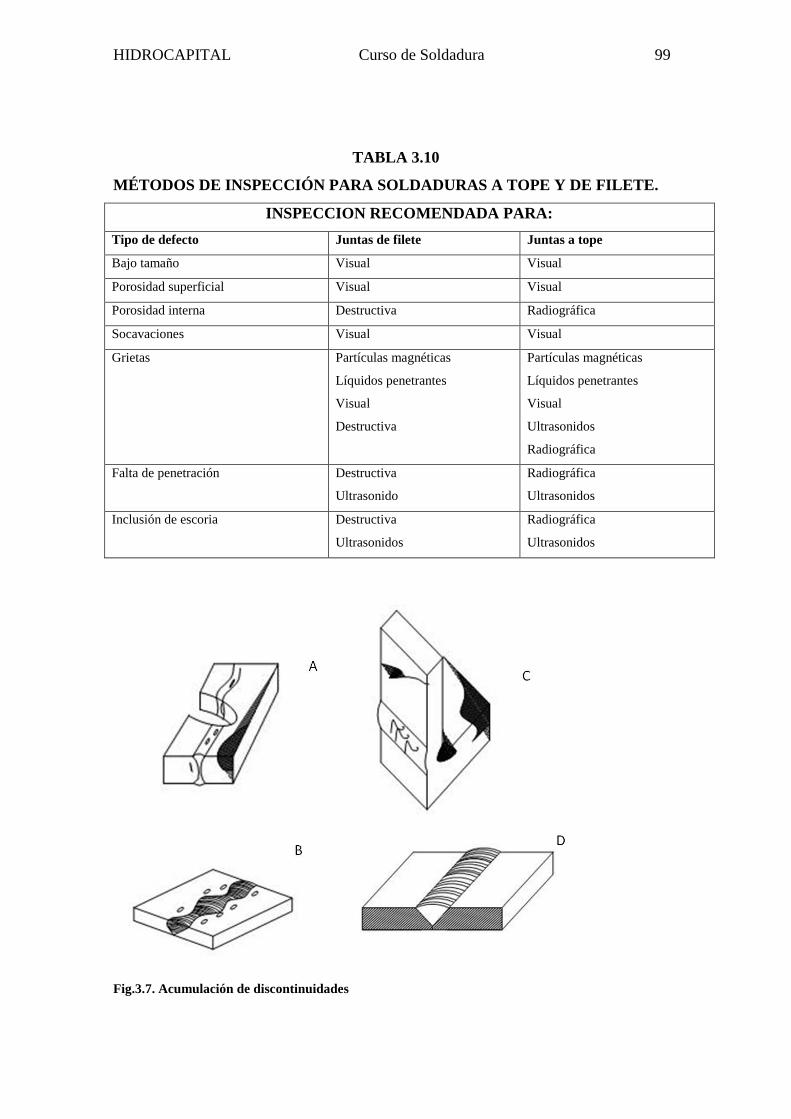
3.14.-ACUMULACION DE DISCONTINUIDADES. Excluyendo la penetración incompleta debido a desalineación (high-low) y socavadura,
cualquier acumulación de discontinuidades será inaceptable cuando exista cualquiera de
las siguientes condiciones:
a) La longitud acumulada de las indicaciones excede 50,8 mm en cualquier tramo
continuo de soldadura de 305 mm de longitud.
b) La longitud acumulada de las indicaciones excede el 8% de la longitud total de
la soldadura
3.14.1.-Discontinuidades En Caños Y Accesorios (Fittings)
Las discontinuidades en caños o accesorios tales como laminaciones, discontinuidades
en la costura, extremos resquebrajados, apertura de arco y otros, deben ser reparadas o
eliminadas como lo indica el ingeniero inspector.
HIDROCAPITAL Curso de Soldadura
99
TABLA 3.10
MÉTODOS DE INSPECCIÓN PARA SOLDADURAS A TOPE Y DE FILETE.
INSPECCION RECOMENDADA PARA:
Tipo de defecto Juntas de filete Juntas a tope
Bajo tamaño Visual Visual
Porosidad superficial Visual Visual
Porosidad interna Destructiva Radiográfica
Socavaciones Visual Visual
Grietas Partículas magnéticas
Líquidos penetrantes
Visual
Destructiva
Partículas magnéticas
Líquidos penetrantes
Visual
Ultrasonidos
Radiográfica
Falta de penetración Destructiva
Ultrasonido
Radiográfica
Ultrasonidos
Inclusión de escoria Destructiva
Ultrasonidos
Radiográfica
Ultrasonidos
Fig.3.7. Acumulación de discontinuidades

HIDROCAPITAL Curso de Soldadura
10
0
Top Related