







Idiomas
Páginas
Jurídico


1
TRABAJO DE CAMPO SOBRE PRODUCTIVIDAD A LA EMPRESA JUPEBI
JUAN FERNANDO MONTOYA MONTOYA
GABRIEL ARTURO VANEGAS CHAVERRA
MAURICIO ALEJANDRO RAMIREZ GARCES
Gerencia de la Productividad
Profesor: Jesús David Palencia
UNISABANETA
Diciembre 2016
2
INDICE
1. LA EMPRESA
1.1. HISTORIA
1.2. PLANEACION ESTRATEGICA
1.2.1. VISION
1.2.2. MISION
1.2.3. VALORES
1.3. PROBLEMA
1.4. ANTECEDENTES DE LA PROBLEMATICA
1.5. DEFINICION DEL RETO
2. JUSTIFICACION
3. DESARROLLO DEL TRABAJO
3.1. OBJETIVO GENERAL
3.2. HIPOTESIS
3.3. ESQUEMAS DE FUNDAMENTOS
3.3.1. MAPEO DE FLUJO DE VALOR
3.3.2. DENTIFICACIÓN DE LOS 7 DESPERDICIOS
3.3.2.1. Sobre producción
3.3.2.2. Análisis de los movimientos
3.3.3. METODOLOGIA DE LAS CINCO ESES (5s)
3.4. METODO
3.4.1. Análisis de la situación actual
3.4.2. IMPLEMENTACION DEL METODO CINCO ESES (5s)
3.4.2.1. SEIRI (clasificación y descarte)
3.4.2.2. SEITON (organización)
3.4.2.3. SEISO (limpieza)
3
3.4.2.4. SEIKETSU (higiene y visualización)
3.4.2.5. SHITSUKE (compromiso y disciplina)
3.4.3. MEJORA EN TIEMPO CON LA IMPLEMETACION
4. CONCLUSIONES Y RECOMENDACIONES
4.1. CONCLUCIONES
4.2. RECOMENDACIONES
5. BIBLIOGRAFIA
4
INTRODUCCION
El entorno económico, nos muestra cada día una cantidad de herramientas
que permiten a las organizaciones en este tiempo globalizado mejorar su
productividad y desempeño en los procesos que lleva a cabo, sin embargo
muchas empresas teniendo a la mano tantas alternativas aun no ponen en
práctica estas técnicas.
La evaluación de todo el entorno empresarial, está llevando a las empresas
a reevaluar sus estándares y desarrollar nuevas formas de hacer las cosas,
lo que motiva a muchos estudiosos a crear nuevos modelos y métodos para
realizar cambios estructurales pero productivos en estas organizaciones.
5
1. LA EMPRESA
1.1. HISTORIA
JUPEBI, nace en el año 2014 con la idea de generar un ingreso adicional en la
familia de su propietario, el nombre de JUPEBI, viene de las iniciales de Juan el
padre de la familia, Pedro el hijo y Bibiana la madre, en el cual concibieron los
estampados como una idea de negocio. Esta idea lleva a su propietario a investigar
sobre este tema, conociendo que si bien existen en el mercado mucha competencia
en esta especialidad, definieron su idea de negocio y realizaron una inversión de
aproximadamente cinco millones de pesos en maquinaria y materiales para el inicio
del negocio. A la fecha esta idea de negocio y pequeña empresa ha permaneciendo
en el tiempo, aún no se logran los resultados de crecimiento esperado. Sin embargo,
esta idea materializada en la micro empresa JUPEBI creaciones, seguirá en
desarrollo de su idea comercial esperando crecer más adelante la base de su
negocio.
1.2. PLANEACION ESTRATEGICA
1.2.1. VISION
JUPEBI, será una microempresa que lidere el mercado regional en los próximos
cinco años, la línea de estampados en material sublimado, permitiendo guardar
recuerdos en materiales permanentes.
6
1.2.2. MISION
JUPEBI, es una microempresa dedicada a plasmar recuerdos en materiales
duraderos y de uso común, generando recordación de momentos pasados,
presentes o futuros en sus clientes y usuarios finales.
1.2.3. VALORES
Oportunidad
Responsabilidad
Entusiasmo
Cumplimiento
Transparencia
1.3. PROBLEMA
JUPEBI dentro de su estructura logística no posee un proceso plenamente
organizado que le permita ser más productivo.
Después de plantear esta problemática, lo que se busca es conocer los tiempos en
el proceso de la elaboración del producto actualmente y como debe mejorarse este
proceso a través del método VSM y la implementación de la metodología de las 5s.
1.4. ANTECEDENTES DE LA PROBLEMATICA
El tiempo en la elaboración del producto de sublimación en JUPEBI, es demasiado
alto frente a la competencia, esto se da por la mala distribución de los materiales y
las distancias físicas entre una actividad y otra; ya que existe mala distribución de
7
los puestos de trabajo y la cantidad de elementos que se encuentran ubicados
dentro del espacio donde se lleva a cabo el proceso.
1.5. DEFINICION DEL RETO
El reto con este trabajo es poder organizar en un 50%el área de trabajo y REDUCIR
EL PROCESO DE ESTAMPADO DEL MUG EN 160 Seg TIEMPO el proceso de
sublimación en JUPEBI
8
2. JUSTIFICACION
En este tiempo desde la pequeñas empresas hasta las más grandes, han
implementado diferentes metodologías para realizar el análisis y mantenimiento a
sus procesos de producción, pues para JUPEBI, una pequeña empresa no debe ser
la excepción la implementación de métodos de reconocimiento de sus procesos y a
su vez la documentación de estos.
La gran competencia existente en estos productos, hace que cada vez se sea más
eficiente y por ende productivo para poderse mantener en el mercado, de lo
contrario se estaría muy propenso a que la competencia absorba una gran parte del
mercado, dejando nuestra empresa sin participación, llevando con esto al cierre de
la organización.
Es así entonces como este trabajo contribuirá para conocer cómo se lleva a cabo la
producción de un producto sublimado, en este caso un Mug 11Oz, y como se podrá
mejorar los tiempos y modernizar el proceso para poder competir con calidad,
tiempo de entrega y valor agregado al producto.
9
3. DESARROLLO DEL TRABAJO
3.1. OBJETIVO GENERAL
Aumentar el rendimiento en la producción de productos sublimados.
3.2. HIPOTESIS
Se busca mejorar el tiempo de producción de productos sublimados, siguiendo el
tiempo exigidos para la perfecta sublimación, pero reduciendo en trasporte entre
cada una de las actividades y los tiempos muertos entre una y otra.
3.3. ESQUEMAS DE FUNDAMENTOS
3.3.1. MAPEO DE FLUJO DE VALOR
El Mapeo de Flujo de Valor es una herramienta que sirve para ver y entender un
proceso e identificar sus desperdicios. Permite detectar fuentes de ventaja
competitiva, ayuda a establecer un lenguaje común entre todos los usuarios del
mismo y comunica ideas de mejora. Enfoca al uso de un plan priorizando los
esfuerzos de mejoramiento. Un flujo de valor muestra la secuencia y el movimiento
de lo que el Cliente valora. Incluye los materiales, información y procesos que
contribuyen a obtener lo que al Cliente le interesa y compra. Es la técnica de dibujar
un “mapa” o diagrama de flujo, mostrando como los materiales e información fluyen
“puerta a puerta” desde el proveedor hasta el Cliente y busca reducir y eliminar
desperdicios. Es útil para la planeación estratégica y la gestión del cambio. (Calva,
2011)
Herramienta que permite entonces contribuir a la productividad de las empresas,
desarrollando y realizando seguimiento continuo a cada uno de los procesos que
lleva a cabo la organización.
Se hace necesario para poder realizar un análisis cierto las diferencias que existen
entre una cadena de valor y el mapeo del flujo, es entonces como Magro o Esbelto
10
hacen la diferenciación de los dos términos y establecen las diferencias mostradas
a continuación en la tabla.
ALGUNAS DIFERENCIAS INDICADAS POR ALGUNOS AUTORES
MAPEO DE CADENA DE VALOR MAPEO DE PROCESOS O MAPEO DE FLUJO DE VALOR
Considera toda la cadena de valor del Sistema
Se concentra en un solo Proceso
Identifica actividades que NO AGREGAN VALOR ENTRE PROCESOS
Identifica actividades que NO AGREGAN VALOR DENTRO del PROCESO
Las mejoras en el SISTEMA son Altamente Significativas pero difíciles de lograr
Las mejoras en un PROCESO van de Pequeñas a Grandes pero fáciles de implementar
Permite una planificación de estrategia largo plazo
Permite una planificación de estrategia de a corto plazo
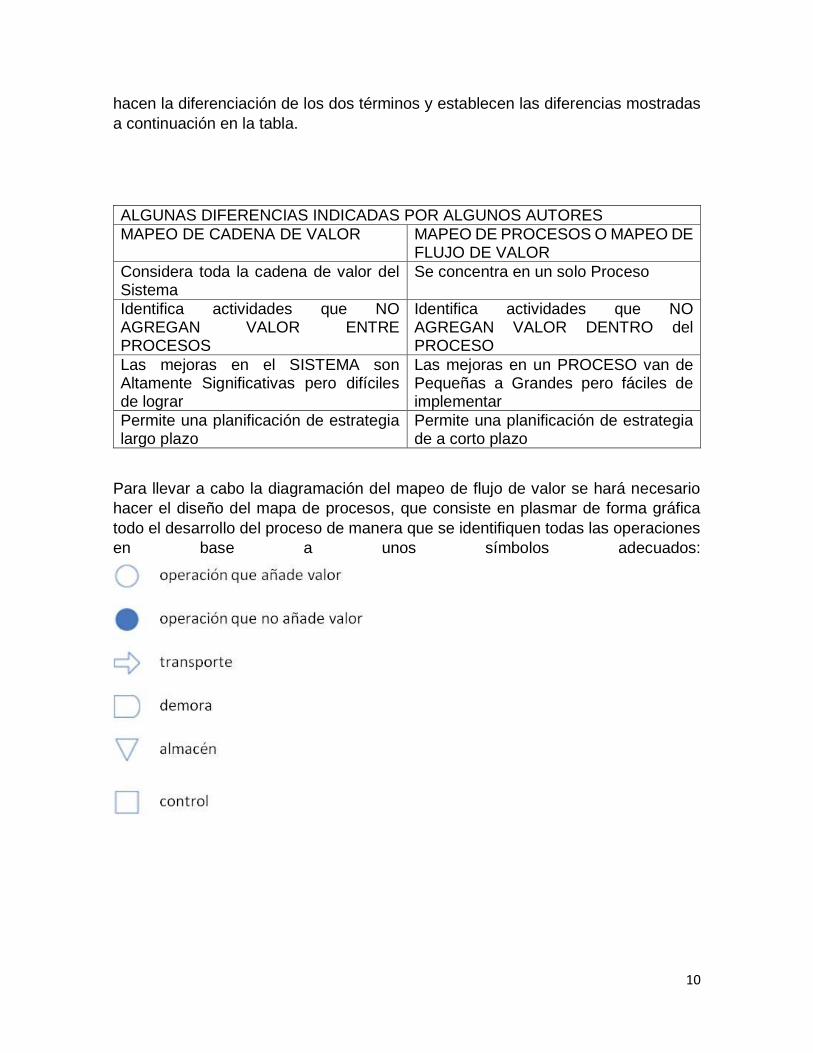
Para llevar a cabo la diagramación del mapeo de flujo de valor se hará necesario
hacer el diseño del mapa de procesos, que consiste en plasmar de forma gráfica
todo el desarrollo del proceso de manera que se identifiquen todas las operaciones
en base a unos símbolos adecuados:
11
3.3.2. DENTIFICACIÓN DE LOS 7 DESPERDICIOS
3.3.2.1. Sobre producción
esperas
transporte
sobre-procesos
inventarios
movimientos innecesarios
reprocesados
3.3.2.2. Análisis de los movimientos
En el método de trabajo de desarrollo de una determinada actividad, como por
ejemplo los siguientes:
alcanzar
mover
agacharse y levantarse
coger
posicionar
soltar
andar
(Gallego, 2012)
3.3.3. METODOLOGIA DE LAS CINCO ESES (5s)
Es una práctica de calidad ideada en Japón referida al mantenimiento integral de la
empresa, no sólo de maquinaria, equipo e infraestructura, sino también del
mantenimiento del entorno de trabajo por parte de todos. (Calva, 2011)
12
Es así como se pretende mejorar la productividad después de identificar las fallas
que resultan de la identificación de los tiempos que no generan valor, metodología
que es de fácil implementación en cualquier tipo de organizaciones y que se definen
en la consecución de desarrollar los siguientes hábitos
eliminar lo innecesario, los tiempos muertos.
un sitio para cada cosa, y cada cosa en su sitio.
a través de la limpieza, ser capaz de detectar defectos y problemas.
estandarizar la limpieza.
extender la aplicación a toda la organización y desarrollar sistemas de
evaluación y auditorías (Calva, 2011)
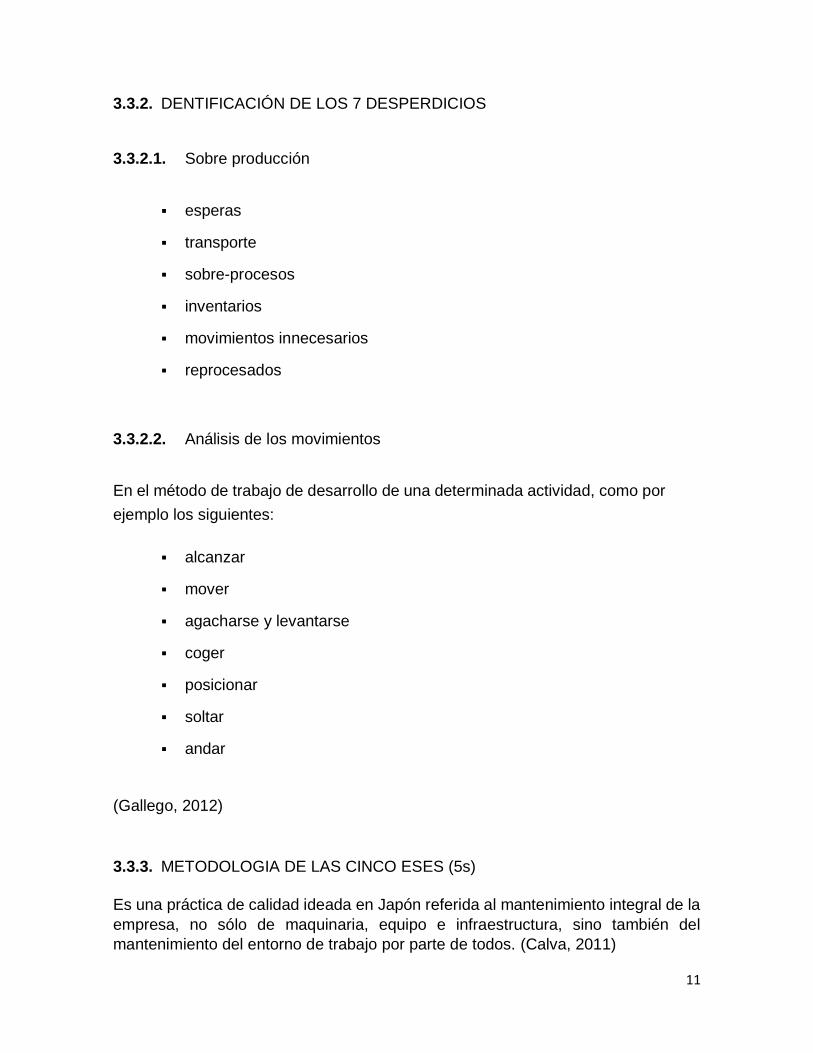
En la siguiente imagen se visualiza de una forma gráfica la metodología de las 5 S
13
3.4. METODO
3.4.1. ANÁLISIS DE LA SITUACIÓN ACTUAL
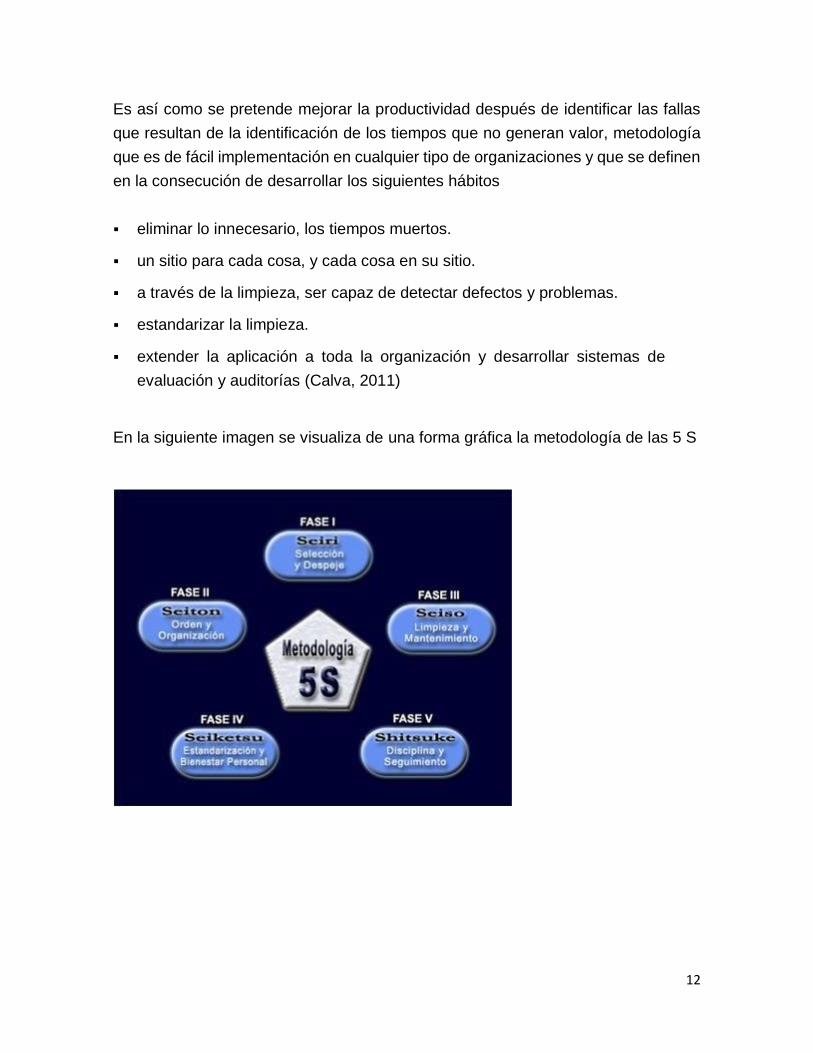
Mediante la implementación del VSM se realiza el análisis actual del proceso de
sublimación que se grafica a continuación:
A continuación se evidencia el tiempo de producción actual
3.4.2. IMPLEMENTACION DEL METODO CINCO ESES (5s)
A través de esta metodología se busca mejorar la productividad en un 50%,
reduciendo el tiempo muerto entre cada una de las actividades, es así como se
implementó de la siguiente manera.
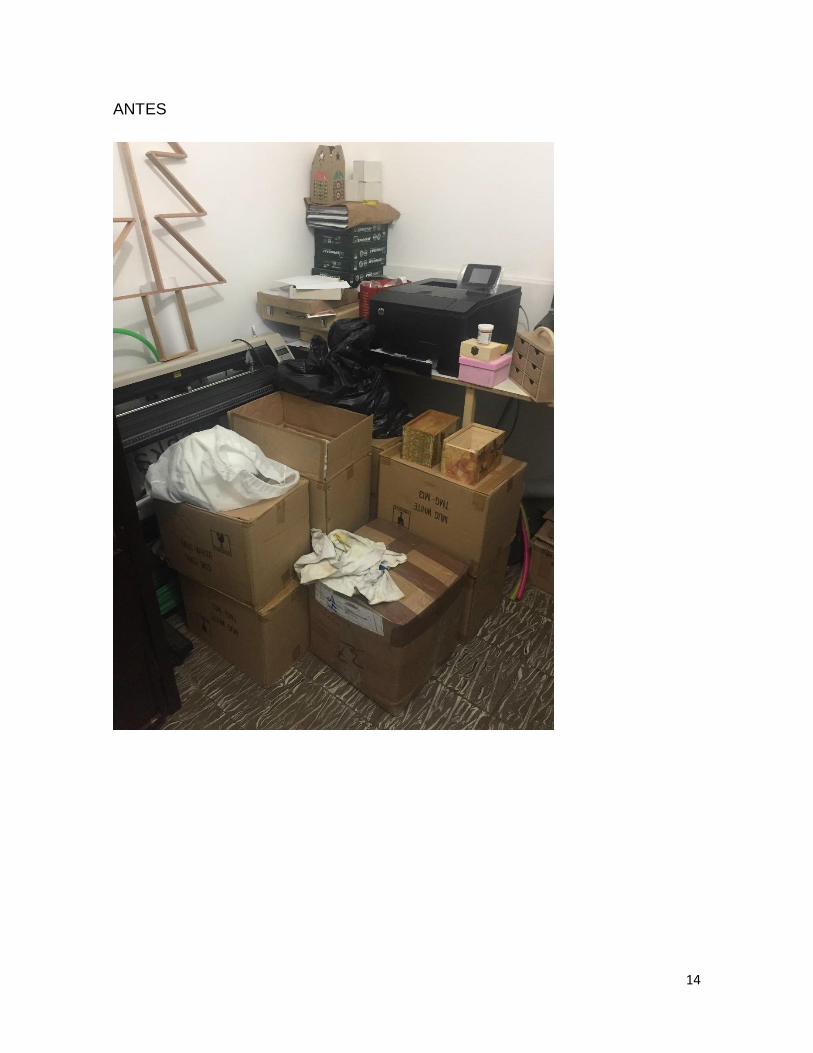
3.4.2.1. SEIRI (clasificación y descarte)
Significa separar las cosas necesarias de las que no lo son, manteniendo las cosas
necesarias en un lugar adecuado.
14
ANTES

15
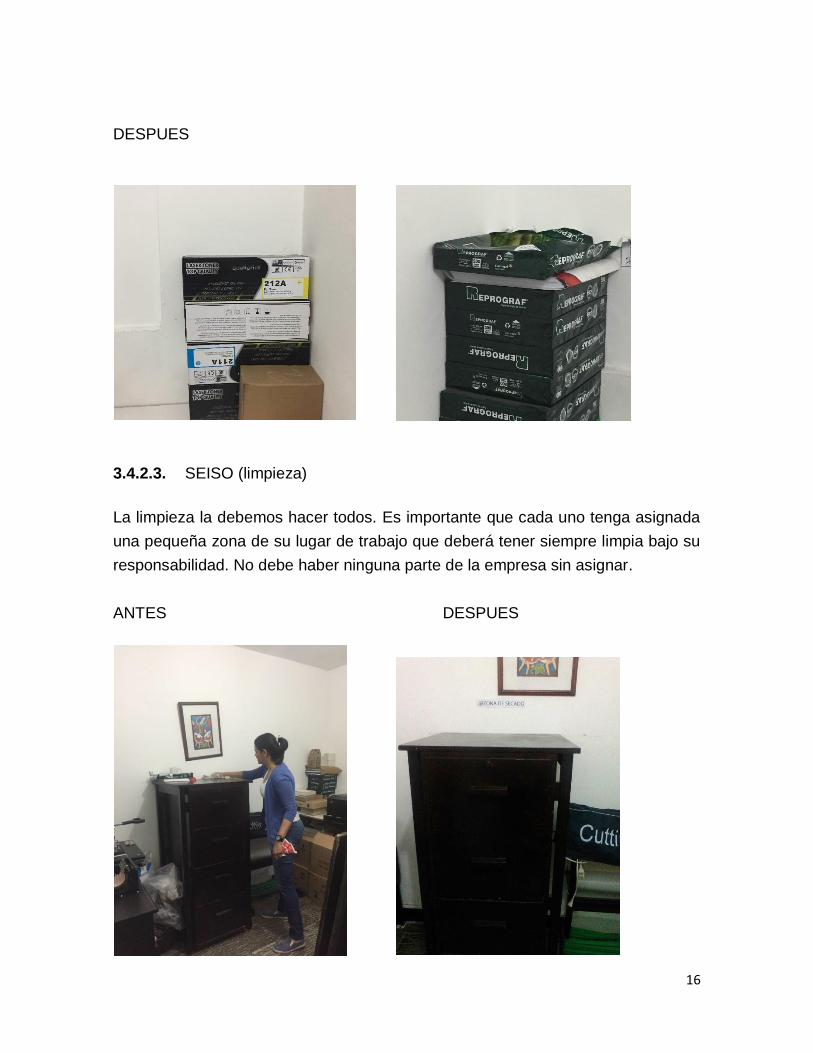
DESPUES
3.4.2.2. SEITON (organización)
La organización es el estudio de la eficacia. Es una cuestión de la velocidad a la
cual uno puede conseguir lo que necesita, y a la que puede devolverlo a su sitio
nuevo. Cada cosa debe tener un único y exclusivo nombre y lugar donde debe
encontrarse antes de su utilización, y después de su uso debe volver a él. Todo
debe estar disponible y próximo en el lugar de uso.
ANTES
16
DESPUES
3.4.2.3. SEISO (limpieza)
La limpieza la debemos hacer todos. Es importante que cada uno tenga asignada
una pequeña zona de su lugar de trabajo que deberá tener siempre limpia bajo su
responsabilidad. No debe haber ninguna parte de la empresa sin asignar.
ANTES DESPUES
17
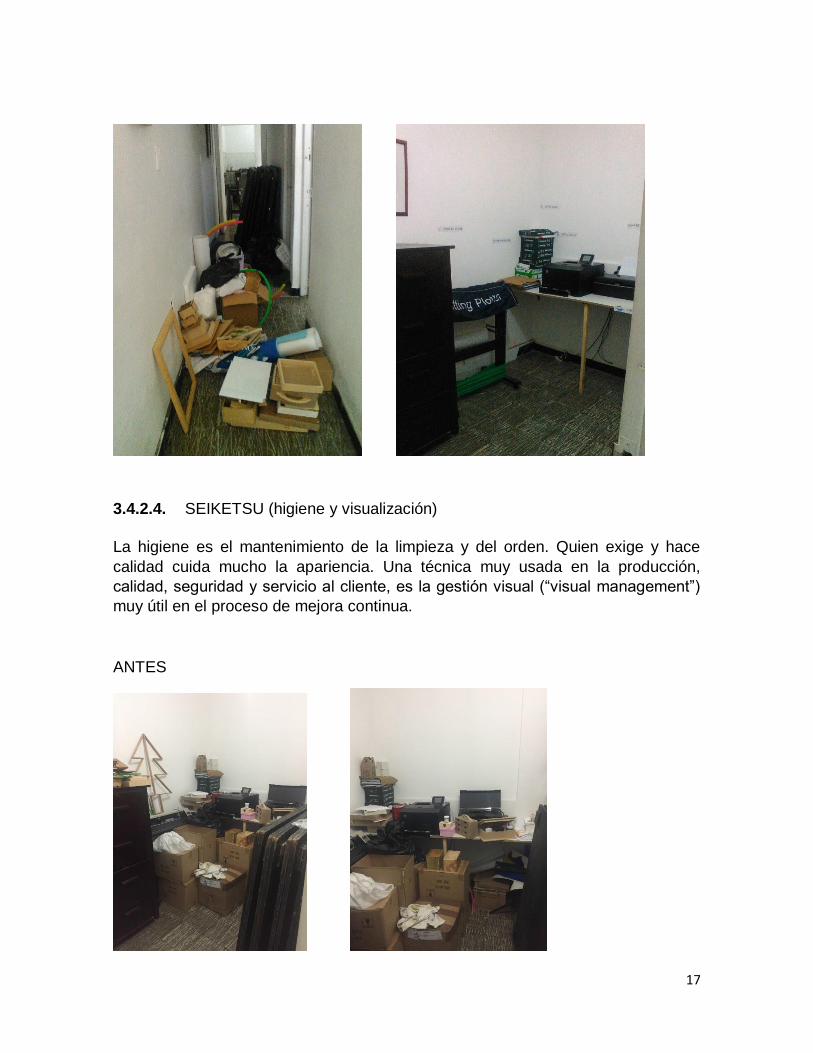
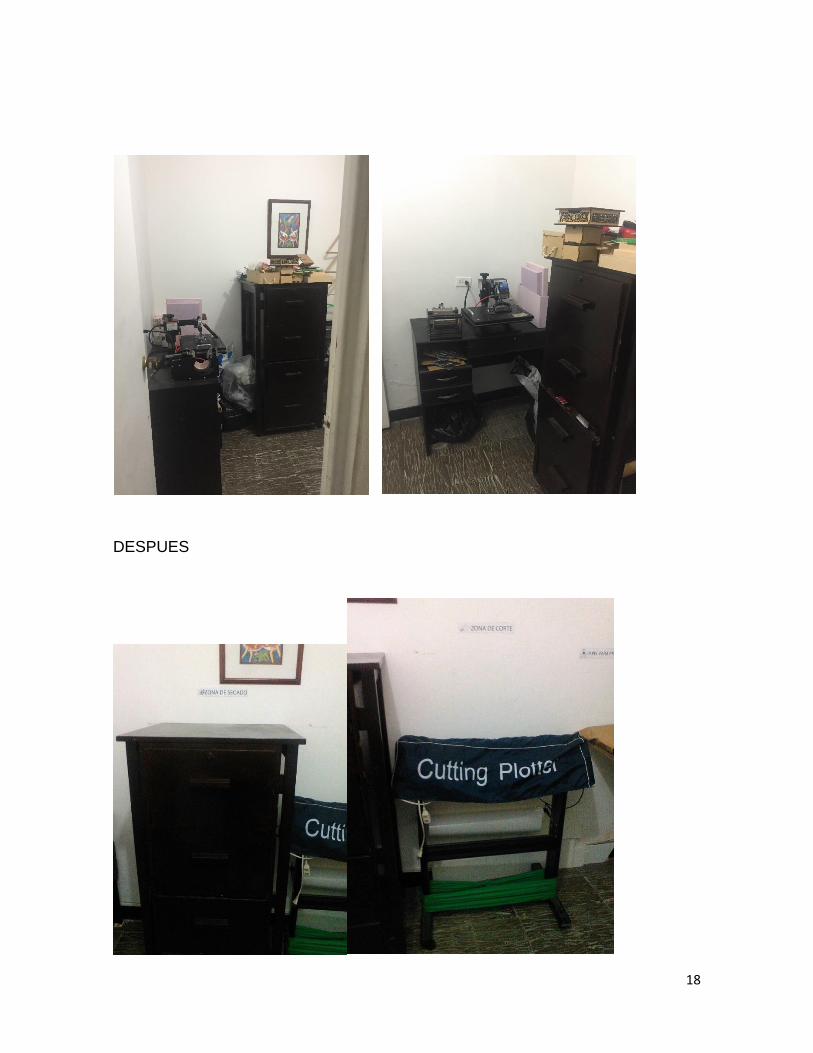
3.4.2.4. SEIKETSU (higiene y visualización)
La higiene es el mantenimiento de la limpieza y del orden. Quien exige y hace
calidad cuida mucho la apariencia. Una técnica muy usada en la producción,
calidad, seguridad y servicio al cliente, es la gestión visual (“visual management”)
muy útil en el proceso de mejora continua.
ANTES
18
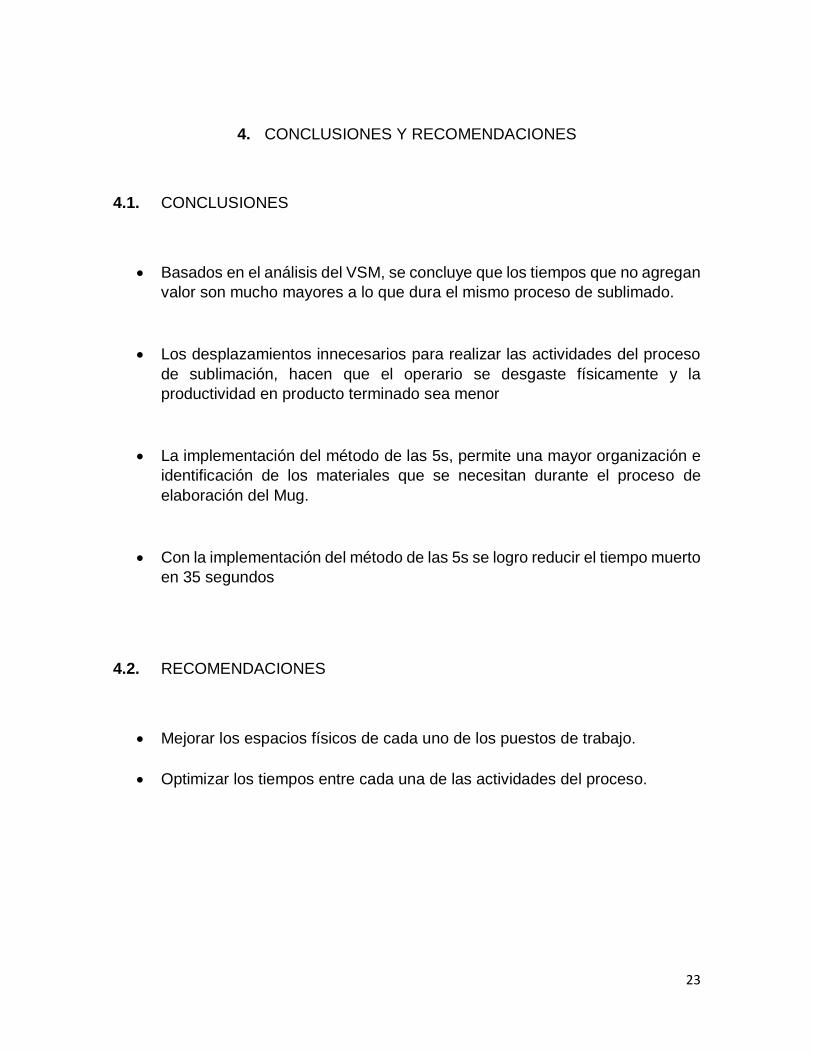
DESPUES
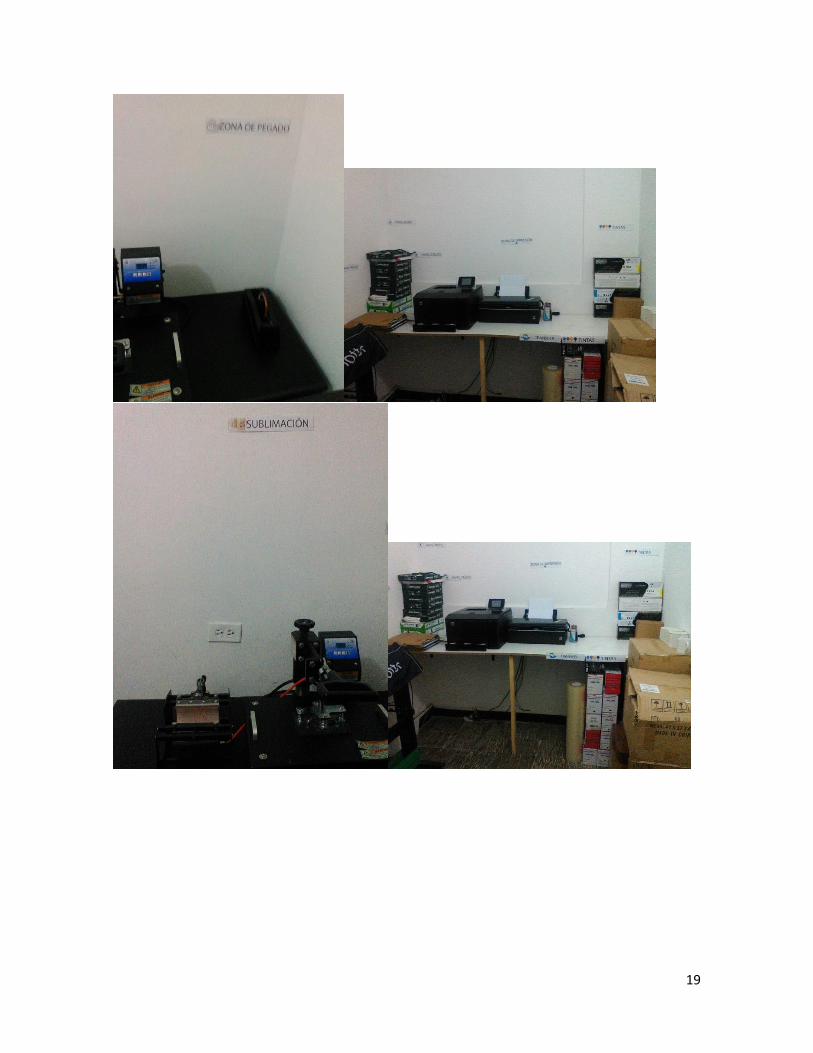
19

20
3.4.2.5. SHITSUKE (compromiso y disciplina)
Es el deseo de crear un entorno de trabajo basado en el desarrollo de buenos
hábitos. Mediante el entrenamiento y la formación para todos, y la puesta en práctica
de estos conceptos, se consigue romper con los malos hábitos pasados y poner en
práctica los buenos.
21
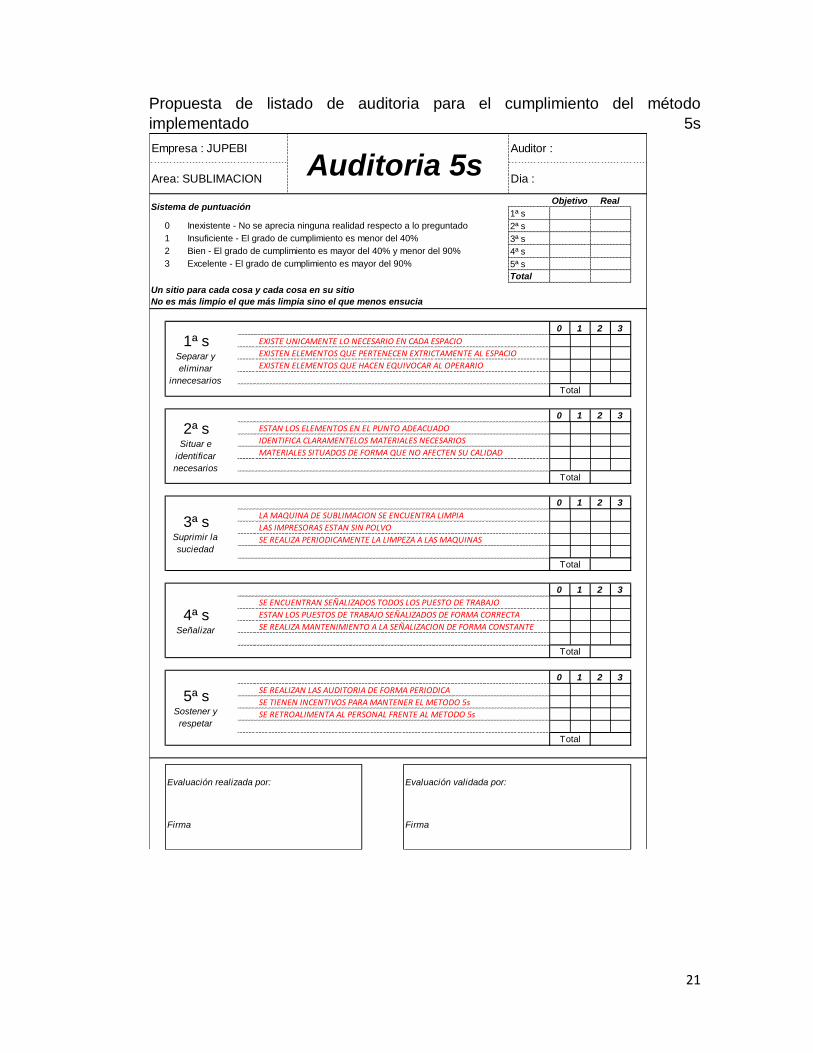
Propuesta de listado de auditoria para el cumplimiento del método
implementado 5s
1ª s
2ª s
3ª s
4ª s
5ª s
Total
0 1 2 3
0 1 2 3
0 1 2 3
0 1 2 3
0 1 2 3
4ª sSeñalizar
SE ENCUENTRAN SEÑALIZADOS TODOS LOS PUESTO DE TRABAJO
5ª sSostener y
respetar
SE REALIZAN LAS AUDITORIA DE FORMA PERIODICA
SE TIENEN INCENTIVOS PARA MANTENER EL METODO 5s
SE RETROALIMENTA AL PERSONAL FRENTE AL METODO 5s
Total
ESTAN LOS PUESTOS DE TRABAJO SEÑALIZADOS DE FORMA CORRECTA
SE REALIZA MANTENIMIENTO A LA SEÑALIZACION DE FORMA CONSTANTE
Total
Total
3ª sSuprimir la
suciedad
LA MAQUINA DE SUBLIMACION SE ENCUENTRA LIMPIA
LAS IMPRESORAS ESTAN SIN POLVO
SE REALIZA PERIODICAMENTE LA LIMPEZA A LAS MAQUINAS
Total
EXISTEN ELEMENTOS QUE HACEN EQUIVOCAR AL OPERARIO
Total
1ª sSeparar y
eliminar
innecesarios
2ª sSituar e
identificar
necesarios
ESTAN LOS ELEMENTOS EN EL PUNTO ADEACUADO
IDENTIFICA CLARAMENTELOS MATERIALES NECESARIOS
MATERIALES SITUADOS DE FORMA QUE NO AFECTEN SU CALIDAD
EXISTE UNICAMENTE LO NECESARIO EN CADA ESPACIO
EXISTEN ELEMENTOS QUE PERTENECEN EXTRICTAMENTE AL ESPACIO
Un sitio para cada cosa y cada cosa en su sitio
No es más limpio el que más limpia sino el que menos ensucia
2
3
Auditoria 5sReal
Area: SUBLIMACION
Empresa : JUPEBI Auditor :
Dia :
Sistema de puntuaciónObjetivo
Evaluación validada por:
Firma
Evaluación realizada por:
Firma
Inexistente - No se aprecia ninguna realidad respecto a lo preguntado
Insuficiente - El grado de cumplimiento es menor del 40%
Bien - El grado de cumplimiento es mayor del 40% y menor del 90%
Excelente - El grado de cumplimiento es mayor del 90%
0
1
22
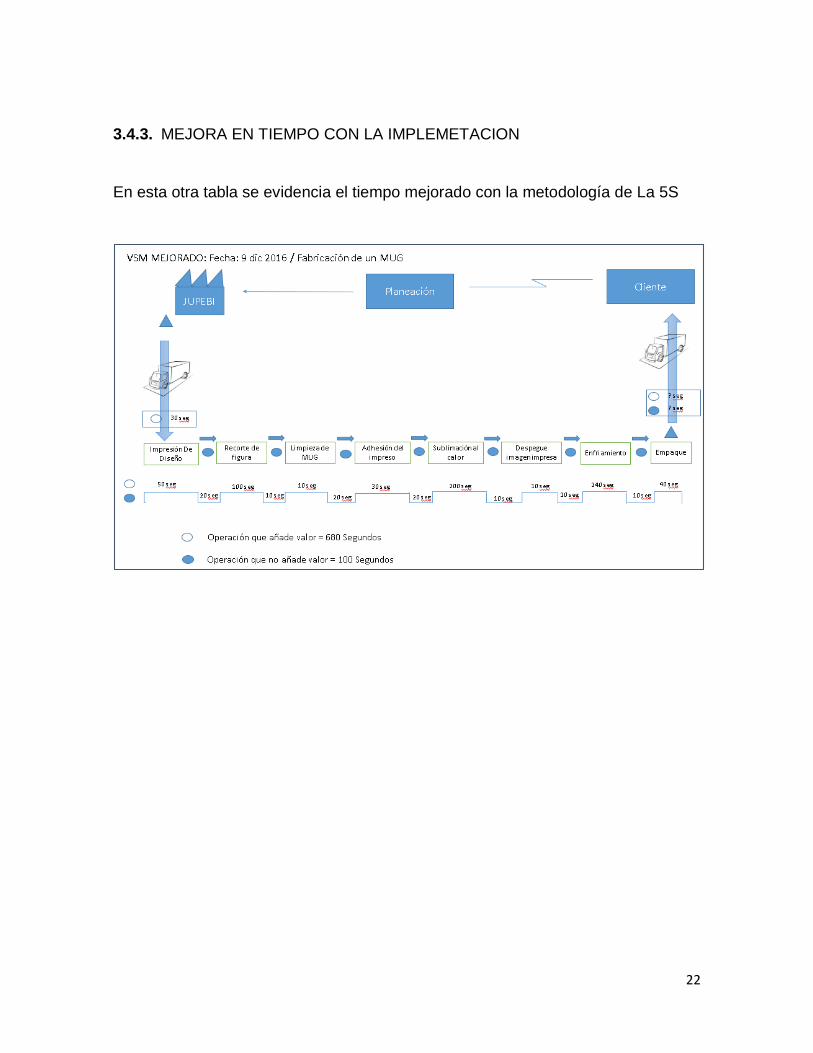
3.4.3. MEJORA EN TIEMPO CON LA IMPLEMETACION
En esta otra tabla se evidencia el tiempo mejorado con la metodología de La 5S
23
4. CONCLUSIONES Y RECOMENDACIONES
4.1. CONCLUSIONES
Basados en el análisis del VSM, se concluye que los tiempos que no agregan
valor son mucho mayores a lo que dura el mismo proceso de sublimado.
Los desplazamientos innecesarios para realizar las actividades del proceso
de sublimación, hacen que el operario se desgaste físicamente y la
productividad en producto terminado sea menor
La implementación del método de las 5s, permite una mayor organización e
identificación de los materiales que se necesitan durante el proceso de
elaboración del Mug.
Con la implementación del método de las 5s se logro reducir el tiempo muerto
en 35 segundos
4.2. RECOMENDACIONES
Mejorar los espacios físicos de cada uno de los puestos de trabajo.
Optimizar los tiempos entre cada una de las actividades del proceso.
24
5. BIBLIOGRAFIA
Calva, R. C. (2011). http://www.gestiopolis.com/. Obtenido de
http://www.gestiopolis.com/vsm-value-stream-mapping-analisis-cadena-
valor/
Gallego, E. N. (06 de 03 de 2012). http://www.eoi.es. Recuperado el 13 de 12 de
2016, de
http://www.eoi.es/wiki/index.php/An%C3%A1lisis_de_Valor_de_los_Proces
os_(VSM,_%E2%80%9CValue_Stream_Mapping%E2%80%9D)_en_Ecoin
novaci%C3%B3n_en_procesos_industriales
Top Related