







Idiomas
Páginas
Jurídico

UNIVERSIDAD NACIONAL DE SAN MARTIN-TFACULTAD DE ECOLOGIA
E.A.P INGENIERIA SANITARIA
INDUSTRIAACEITES Y JABONES
DOCENTE:
ING.Msc YRWIN FRANCISCO AZABACHE LIZA.
INTEGRANTES:
MONTENEGRO QUIROZ, ALEXIS MICHEL.
TAFUR BARDALES, ERICKSON.
INTRODUCCION:
JABON:Surge de una reacción química que combina las grasas y la soda caústica. Elproceso ocurre dentro de un reactor en cuyo interior se inyecta vaporpara calentar y agitar las mezclas de grasas de diferentes tipos y unasolución de soda caústica, estos ingredientes se combinan para dar lugar ala reacción de saponificación, generando una mezcla de jabón y lejías ;luego se realiza un proceso llamado corte en el cual se adiciona agua saladapara que separar el jabón de las lejías formando una especie de nata, lacual se extrae para obtener glicerina; después se realiza un lavado a lanata y se añade color, estabilizantes y suavizantes; y por último el jabón sebombea a un molino al vacío mientras se agrega silicato y perfume, despuésse muele y compacta para eliminar gran parte de la humedad y finalmentela masa es convertida en barras de diferente tamaño que se envuelven yempacan.
SAPONIFICACION
Es una reacción química entre un ácido graso
(o un lípido saponificable, portador de residuos de ácidos grasos) y una
base o alcalino, en la que se obtiene como principal producto la sal de
dicho ácido.
Estos compuestos tienen la particularidad de ser anfipáticos, es decir
tienen una parte polar y otra apolar (o no polar), con lo cual pueden
interactuar con sustancias de propiedades dispares.
Por ejemplo, los jabones son sales de ácidos grasos y metales alcalinos
que se obtienen mediante este proceso.
La saponificación, reacción de hidrólisis en
medio alcalina que consiste en la
descomposición de un éster en el alcohol y
la sal alcalina del ácido carboxílico
correspondientes.
Es la reacción inversa a la esterificación.
Los jabones se preparan por medio de una
de las reacciones químicas más conocidas:
la llamada saponificación de aceites y
grasas.
Los aceites vegetales, como el aceite de
coco o de olivo, y las grasas animales,
como el sebo, son ésteres de glicerina con
ácidos grasos.
En el caso de que la saponificación se efectúe
con sosa, se obtendrán los jabones de sodio, que
son sólidos y ampliamente usados en el hogar.
En caso de hacerlo con potasa, se obtendrán
jabones de potasio, que tienen consistencia
líquida
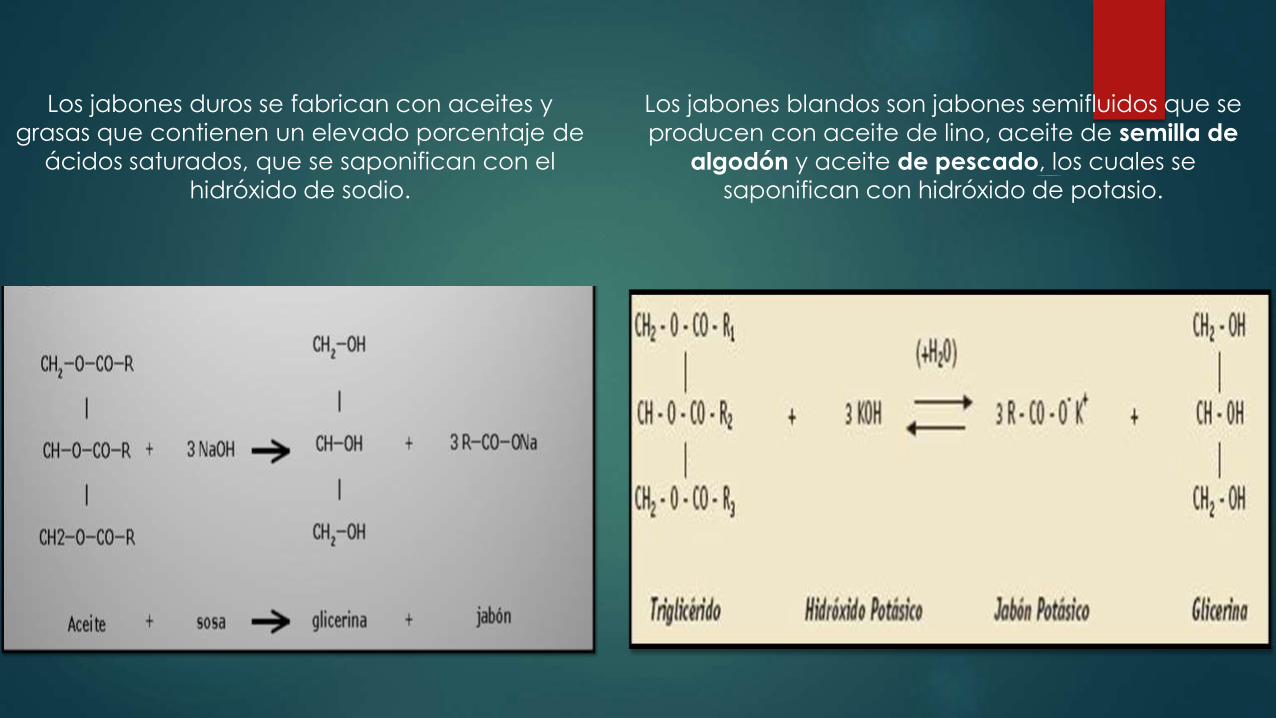
Los jabones duros se fabrican con aceites y
grasas que contienen un elevado porcentaje de
ácidos saturados, que se saponifican con el
hidróxido de sodio.
Los jabones blandos son jabones semifluidos que se
producen con aceite de lino, aceite de semilla de
algodón y aceite de pescado, los cuales se saponifican con hidróxido de potasio.
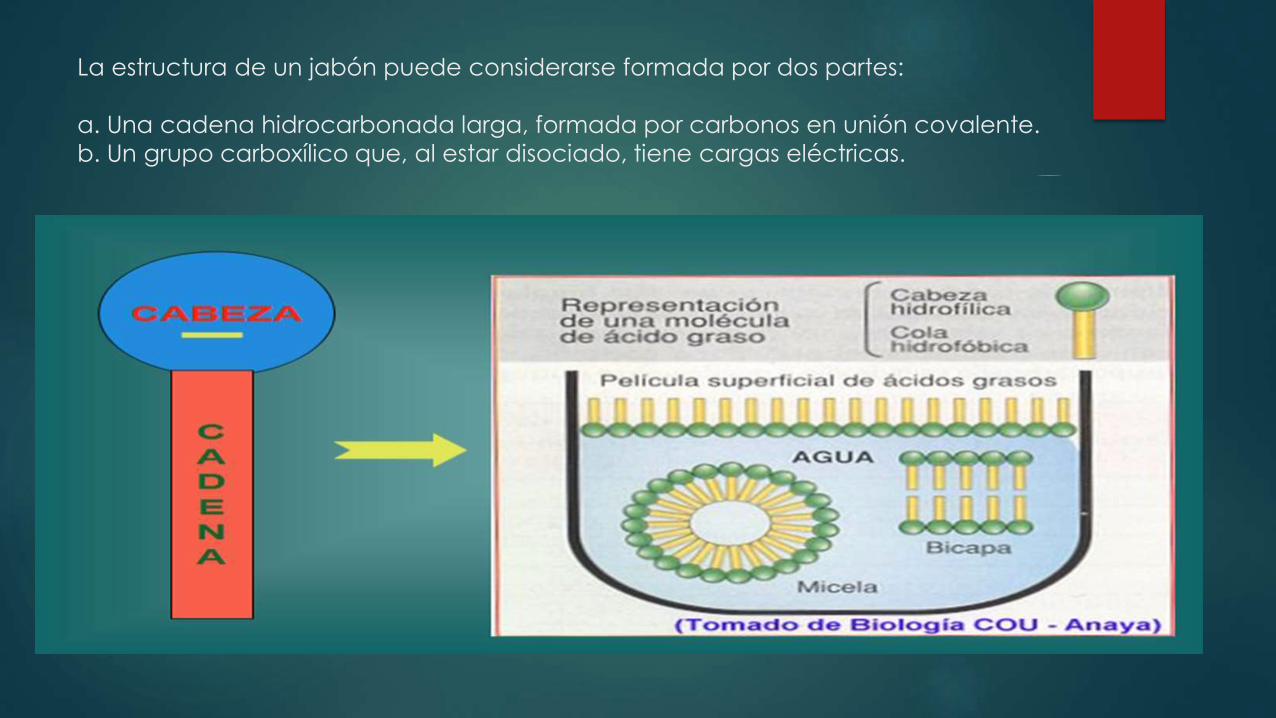
La estructura de un jabón puede considerarse formada por dos partes:
a. Una cadena hidrocarbonada larga, formada por carbonos en unión covalente.
b. Un grupo carboxílico que, al estar disociado, tiene cargas eléctricas.
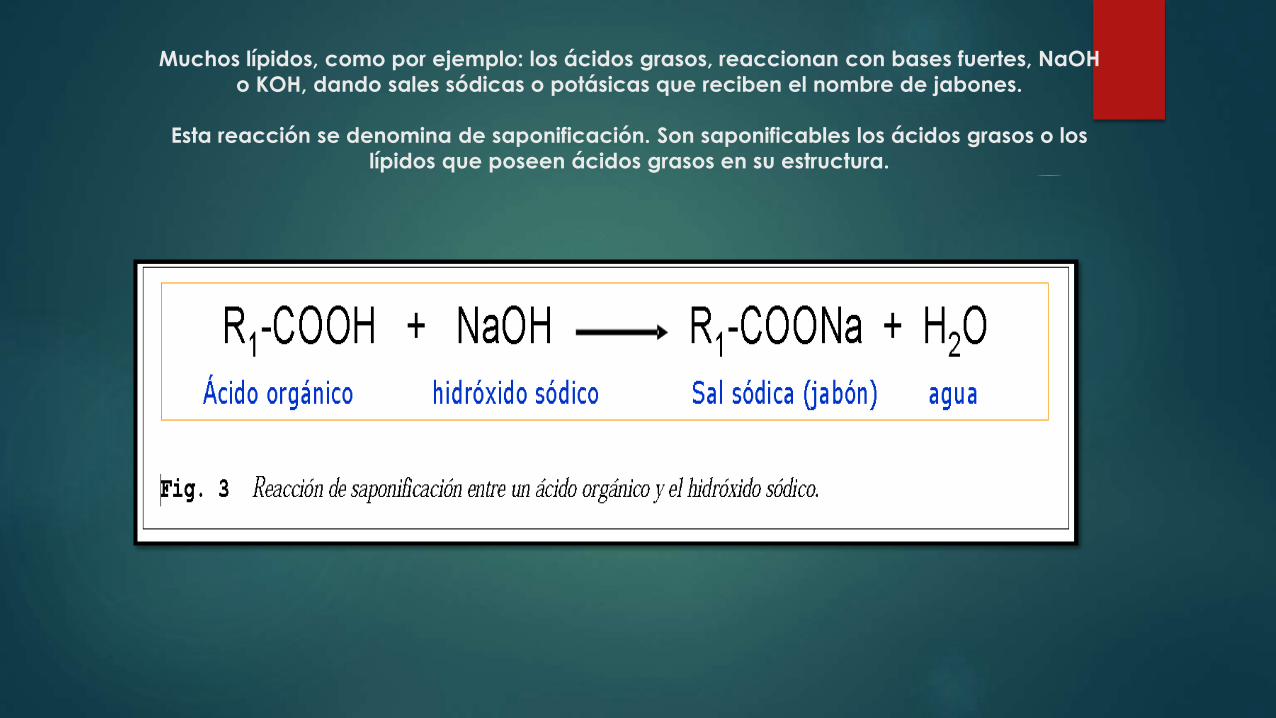
Muchos lípidos, como por ejemplo: los ácidos grasos, reaccionan con bases fuertes, NaOH
o KOH, dando sales sódicas o potásicas que reciben el nombre de jabones.
Esta reacción se denomina de saponificación. Son saponificables los ácidos grasos o los
lípidos que poseen ácidos grasos en su estructura.

En la industria nacional, la producción de jabones para
lavar se fundamenta en procesos discontinuos,
comúnmente realizados en pailas de saponificación.
La tecnología de punta se orienta hacia la producción de
jabón en procesos continuos, en donde es posible la
optimización del proceso, en términos de consumo
energético, tiempo de operación y la calidad del
producto.
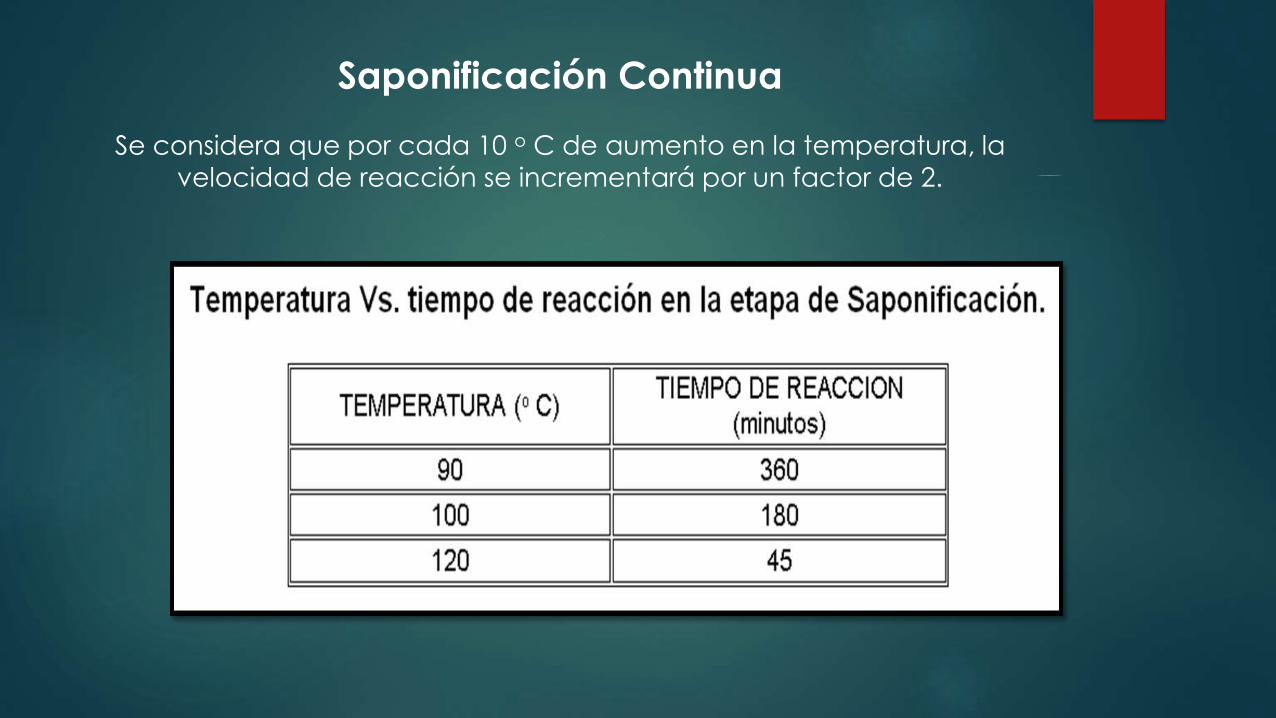
Saponificación Continua
Se considera que por cada 10 o C de aumento en la temperatura, la
velocidad de reacción se incrementará por un factor de 2.
PROCESO DISCONTINUO VS PROCESO CONTINUO
Por el proceso convencional para la
manufactura del jabón, es decir el proceso
en batch, se logra un mejor control de la
reacción mientras menor sea la
temperatura de operación (normalmente
la etapa se efectúa a 90 o C);
Este fenómeno implica un mayor tiempo
para alcanzar una completa
saponificación y por tanto incide sobre:
El aumento en el consumo materias primas.
Energía eléctrica
Consumo de vapor.
Las plantas productoras de jabones
que funcionan bajo condiciones de
proceso continuo operan a elevadas
condiciones de temperatura y
presión; además el sistema cuenta
con un dispositivo que controla el
suministro de materias primas, el cual
permite optimizar el proceso en
términos de consumo de materia
prima por unidad de producto
elaborado.
Mayor eficiencia energética.
Menor tiempo de operación
Mayor rentabilidad por tonelada de producto.
Mayor control del proceso.
Los ácidos grasos que se requieren para
la fabricación del jabón se obtienen de
los aceites de sebo, grasa y pescado,
mientras que los aceites vegetales se
obtienen, por ejemplo, del coco, la oliva,
la palma, la soja (soya) o el maíz.
TIPOS DE JABON
El sebo que se emplea en lafabricación del jabón es decalidades distintas, desde lamás baja del sebo obtenidode los desperdicios (utilizadaen jabones baratos) hastasebos comestibles que seusan para jabones finos detocador.
Los jabones transparentes contienen normalmente
aceite de ricino, aceite de coco de alto grado y
sebo.
El jabón fino de tocador que se fabrica con aceite
de oliva de alto grado de acidez se conoce como
jabón de Castilla.
El jabón para afeitar o rasurar es un jabón ligero de
potasio y sodio, que contiene ácido esteárico y
proporciona una espuma duradera.
La crema de afeitar es una pasta que se produce
mediante la combinación de jabón de afeitar y
aceite de coco.

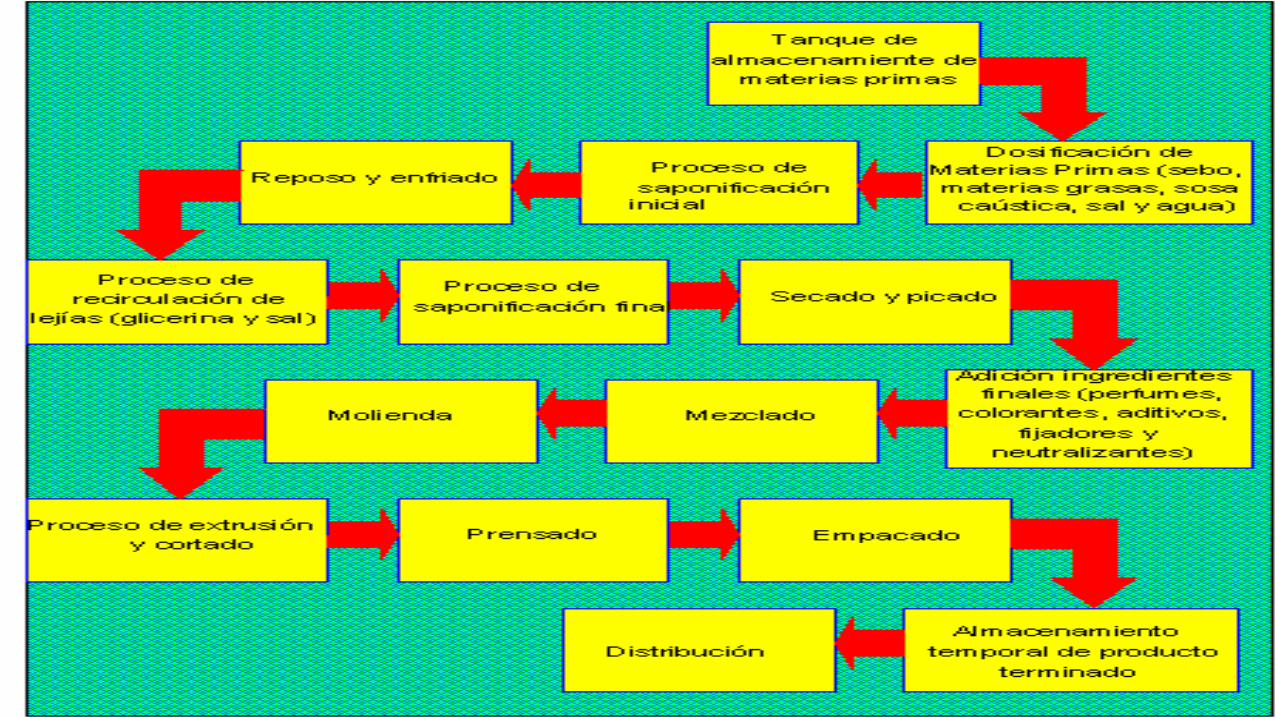
PROCESO INDUSTRIAL
La fabricación de jabones consta de las siguientes etapas:
Saponificación o empaste
Salado Cocción Amasado
Moldeado
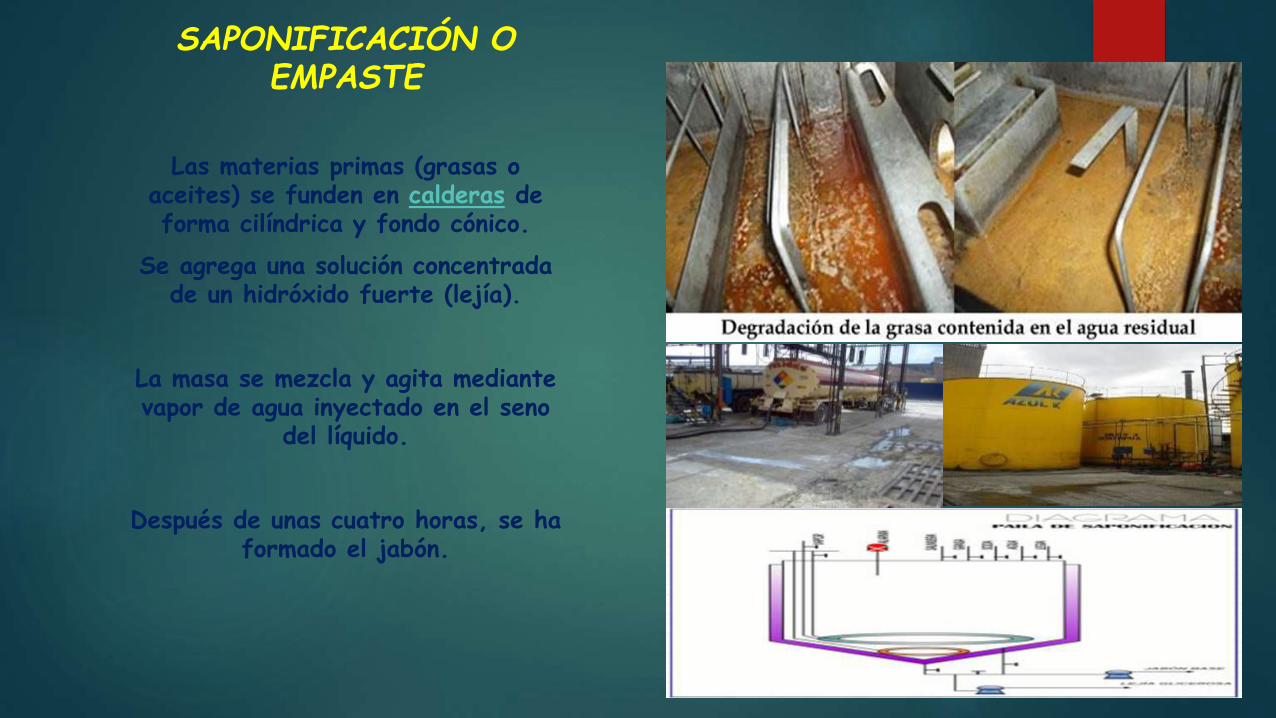
SAPONIFICACIÓN O EMPASTE
Las materias primas (grasas o aceites) se funden en calderas de forma cilíndrica y fondo cónico.
Se agrega una solución concentrada de un hidróxido fuerte (lejía).
La masa se mezcla y agita mediante vapor de agua inyectado en el seno
del líquido.
Después de unas cuatro horas, se ha formado el jabón.
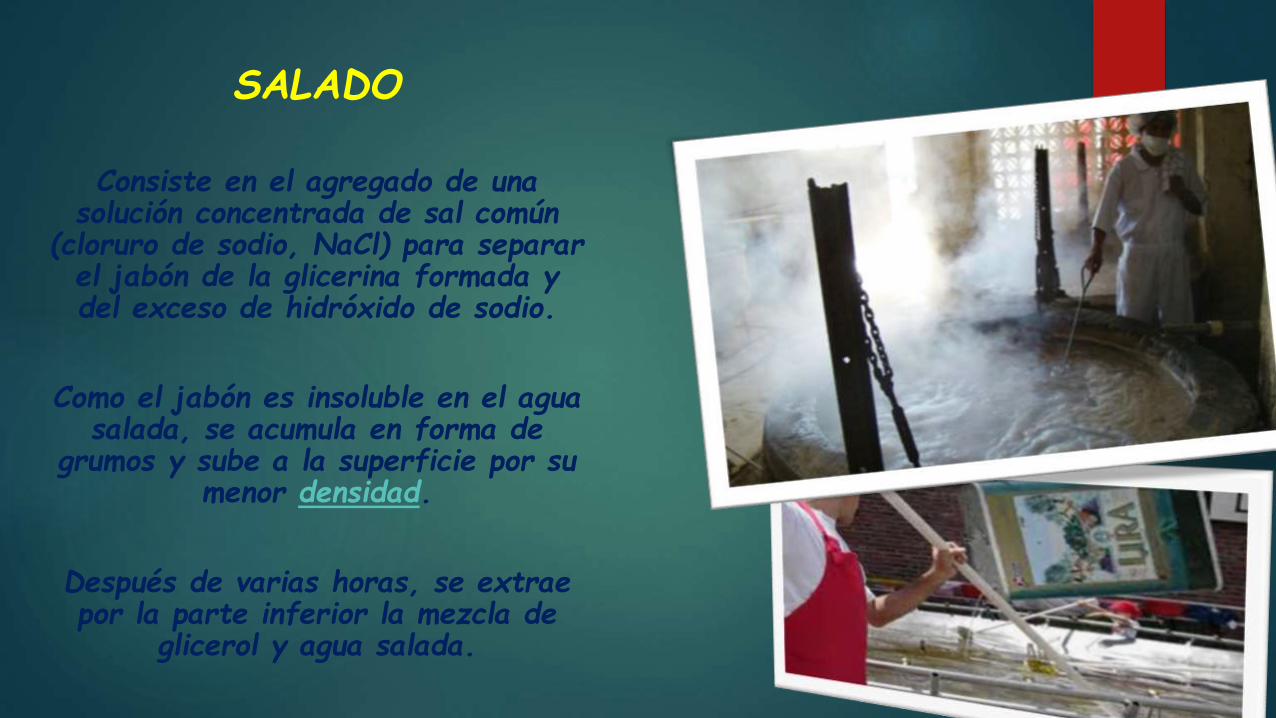
SALADO
Consiste en el agregado de una solución concentrada de sal común
(cloruro de sodio, NaCl) para separar el jabón de la glicerina formada y del exceso de hidróxido de sodio.
Como el jabón es insoluble en el agua salada, se acumula en forma de
grumos y sube a la superficie por su menor densidad.
Después de varias horas, se extrae por la parte inferior la mezcla de
glicerol y agua salada.
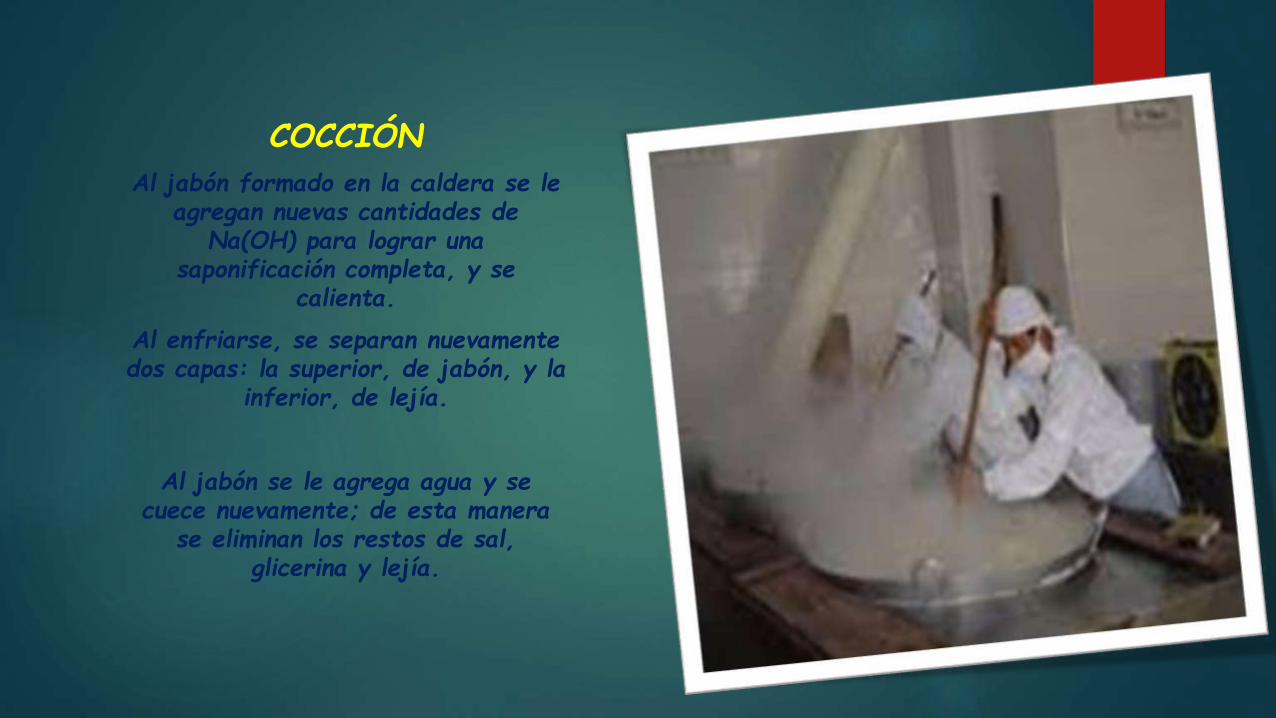
COCCIÓN
Al jabón formado en la caldera se le agregan nuevas cantidades de
Na(OH) para lograr una saponificación completa, y se
calienta.
Al enfriarse, se separan nuevamente dos capas: la superior, de jabón, y la
inferior, de lejía.
Al jabón se le agrega agua y se cuece nuevamente; de esta manera
se eliminan los restos de sal, glicerina y lejía.

AMASADO
Tiene por objeto lograr una textura homogénea,
sin gránulos.
Durante esta etapa se le incorporan a la pasta sustancias tales como perfumes, colorantes y resinas, para favorecer la formación de espuma
persistente.

MOLDEADO
El jabón fundido se vuelca en moldes de madera donde, por enfriamiento lento,
toma la forma de panes o pastillas; mediante
equipos desecadores, se disminuye el contenido de humedad hasta el
20%.

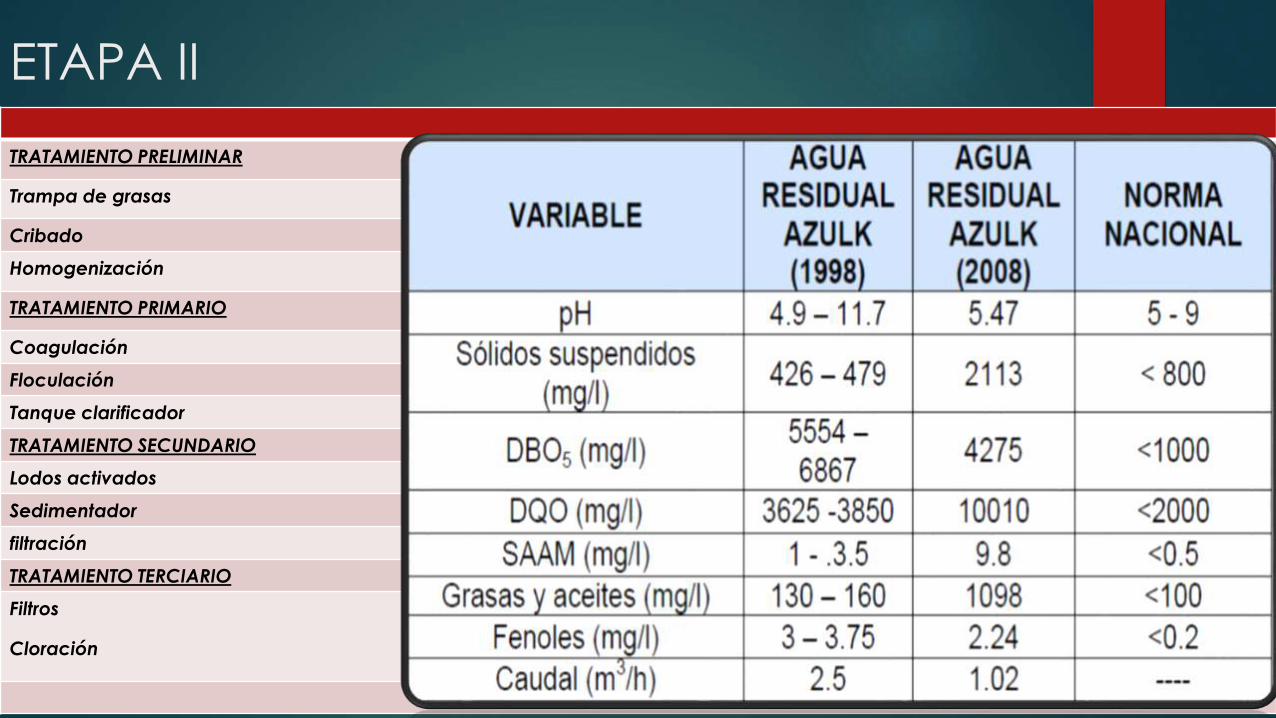
CARACTERISTICAS DE EFLUENTE FINAL
AGUA JABONOSA CON NaOH,KOH, NaCl, GRASAS Y ACEITES ,
TURBIEDAD, AGUA CON SILICATOS, PERFUMES, GLICEROL,
FENOLES ALTOS, ALTA DQO, DBO5, LIGERAMENTE ACIDO,
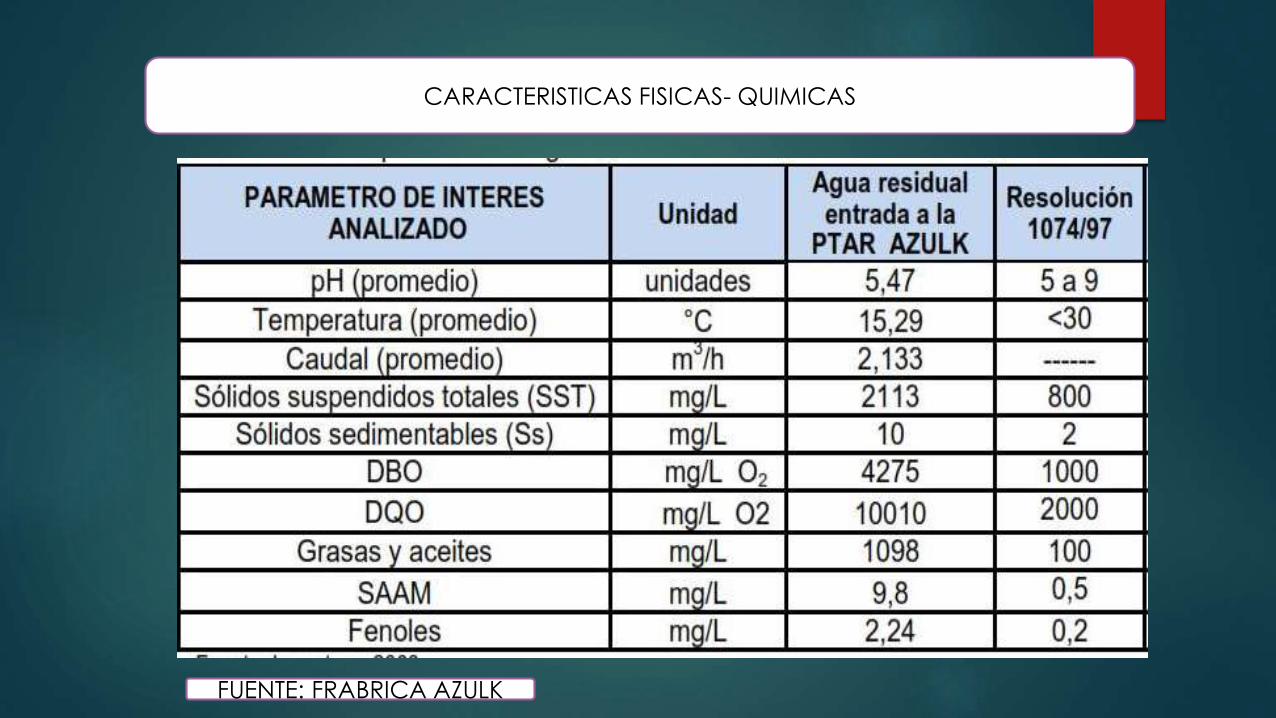
CARACTERISTICAS FISICAS- QUIMICAS
FUENTE: FRABRICA AZULK
ETAPA II
TRATAMIENTO PRELIMINAR
Trampa de grasas
Cribado
Homogenización
TRATAMIENTO PRIMARIO
Coagulación
Floculación
Tanque clarificador
TRATAMIENTO SECUNDARIO
Lodos activados
Sedimentador
filtración
TRATAMIENTO TERCIARIO
Filtros
Cloración

RILES-INDUSTRIA JABON
% DE EFICIENCIA REMANENTE
DBO DQO SST A Y G DBO DQO SST A Y G
4275 10010 2113 1098
TAMPA DE GRASAS 5% 5% 3% 6% 4061.25 9509.5 2049.61 1032.12
CRIBADO 10% 8% 5% 10% 3655.13 9200.62 1947.3 928.91
HOMOGENIZACION 18% 10% 17% 15% 3468 8912.04 1742 923
COAGULACION Y
FLOCULACION66% 64% 66% 67% 1948 3732 1164 363.5
CLARIFICADOR 19% 43% 2.5% 41% 1577.88 2127 1134.9 220.67
LODOS ACTIVADOS 45% 16% 22% 39% 867.83 1786.68 885.22 134.61
SEDIMENTADOR 12% 15% 30% 9% 772.69 1518.68 619.65 122.5
FILTRACION 5% 9% 3% 6% 734.05 1382 601.06 156.52
FILTROS 13% 15% 20% 40% 638.62 1173.9 480.85 93.9
DESINFECCION 15% 542.82 1173.9 480.85 93.9
NORMA <1000 <2000 <800 <100

RILES- INDUSTRIA JABONDBO DQO SST A Y G
4275 10010 2113 1098
DBO DQO SST A Y G
543 1174 481 94

ETAPA III
DIMENSIONAMIENTO
TRATAMIENTO PRELIMINAR
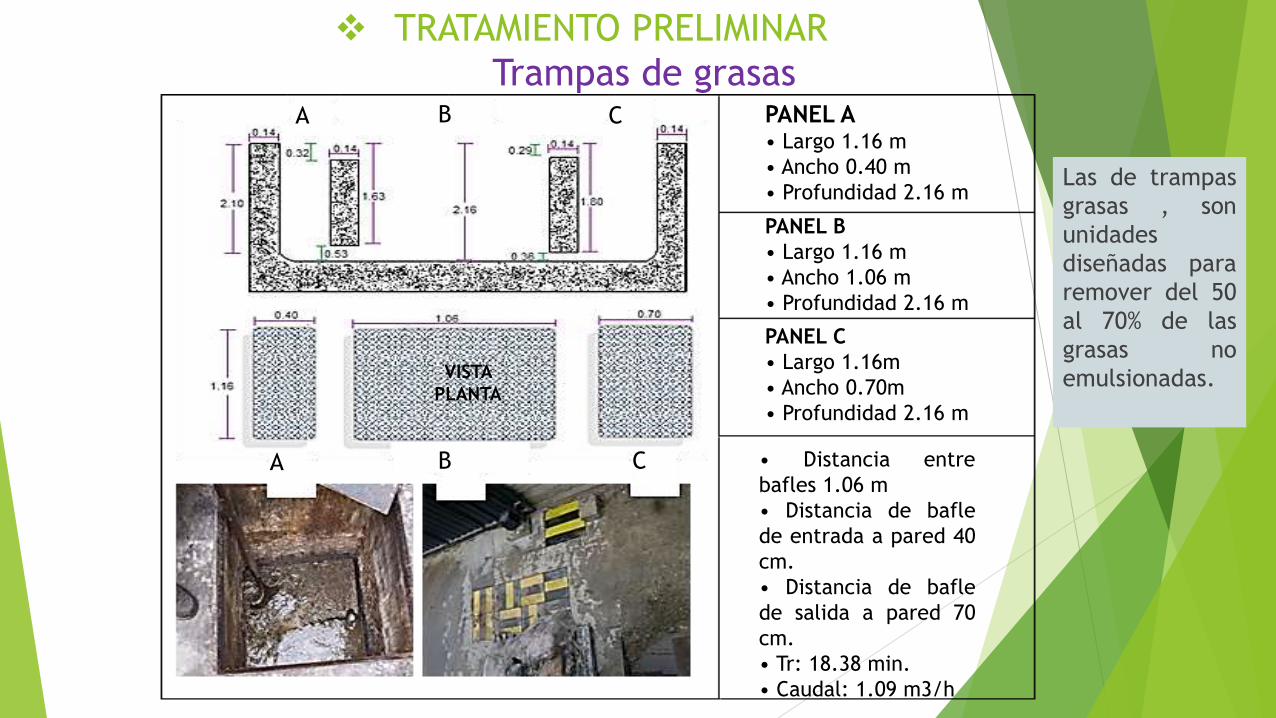
Trampas de grasas
Las de trampas
grasas , son
unidades
diseñadas para
remover del 50
al 70% de las
grasas no
emulsionadas.
PANEL A• Largo 1.16 m
• Ancho 0.40 m
• Profundidad 2.16 m
PANEL B
• Largo 1.16 m
• Ancho 1.06 m
• Profundidad 2.16 m
PANEL C
• Largo 1.16m
• Ancho 0.70m
• Profundidad 2.16 m
• Distancia entre
bafles 1.06 m
• Distancia de bafle
de entrada a pared 40
cm.
• Distancia de bafle
de salida a pared 70
cm.
• Tr: 18.38 min.
• Caudal: 1.09 m3/h
CA B
A B C
VISTA
PLANTA
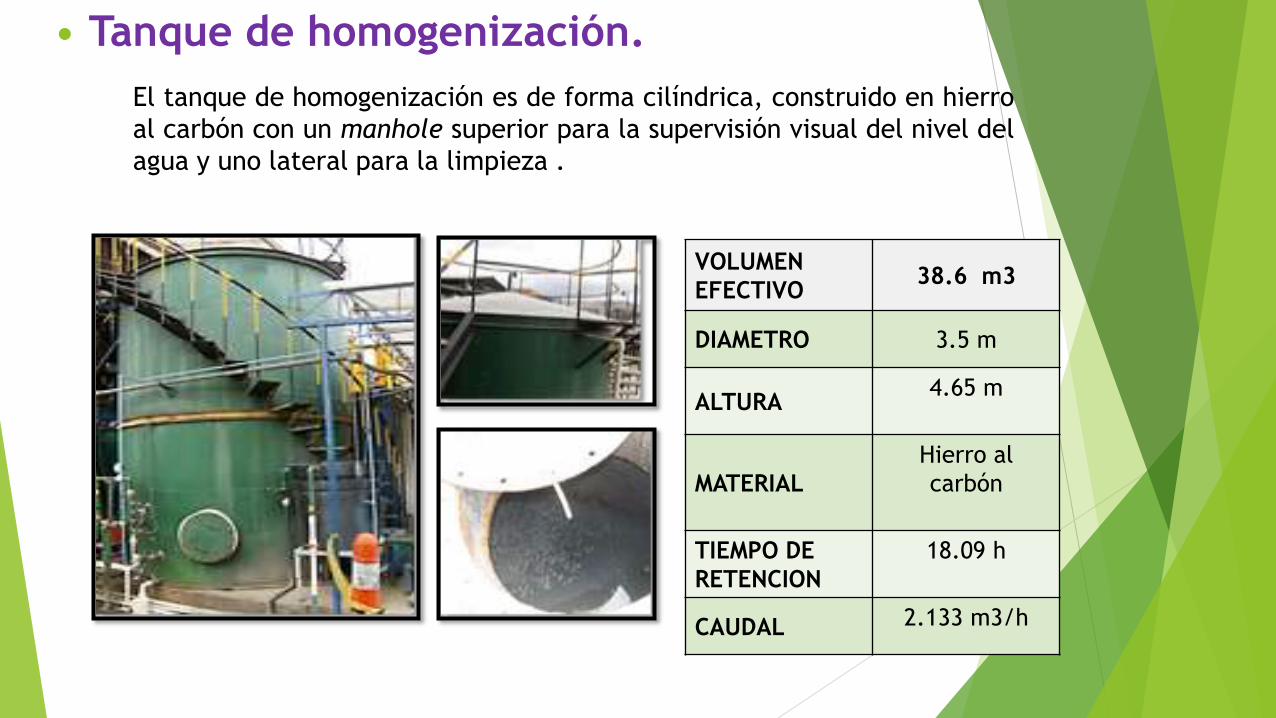
• Tanque de homogenización.
VOLUMEN
EFECTIVO38.6 m3
DIAMETRO 3.5 m
ALTURA4.65 m
MATERIAL
Hierro al
carbón
TIEMPO DE
RETENCION
18.09 h
CAUDAL 2.133 m3/h
El tanque de homogenización es de forma cilíndrica, construido en hierro
al carbón con un manhole superior para la supervisión visual del nivel del
agua y uno lateral para la limpieza .
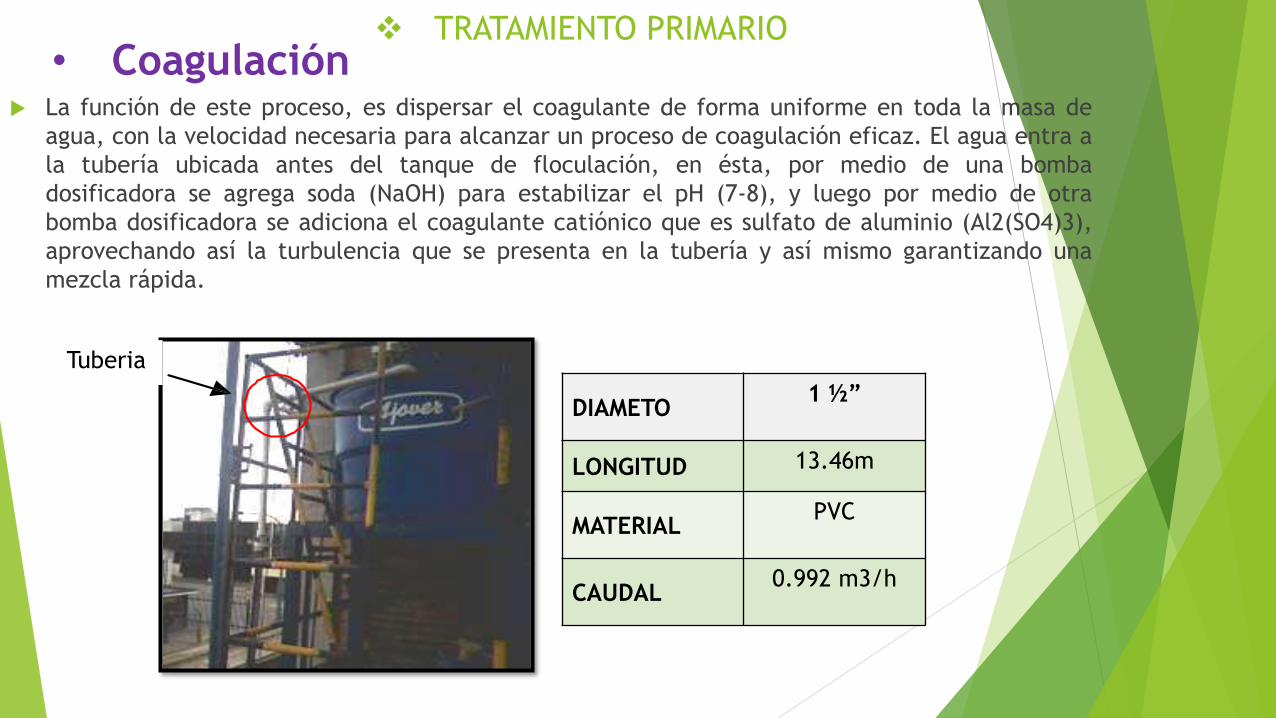
• Coagulación La función de este proceso, es dispersar el coagulante de forma uniforme en toda la masa de
agua, con la velocidad necesaria para alcanzar un proceso de coagulación eficaz. El agua entra a
la tubería ubicada antes del tanque de floculación, en ésta, por medio de una bomba
dosificadora se agrega soda (NaOH) para estabilizar el pH (7-8), y luego por medio de otra
bomba dosificadora se adiciona el coagulante catiónico que es sulfato de aluminio (Al2(SO4)3),
aprovechando así la turbulencia que se presenta en la tubería y así mismo garantizando una
mezcla rápida.
Tuberia
DIAMETO1 ½”
LONGITUD 13.46m
MATERIALPVC
CAUDAL0.992 m3/h
TRATAMIENTO PRIMARIO

• Floculación La floculación es el proceso mediante el cual las moléculas ya desestabilizadas entran en
contacto, agrandando los flocs de modo de facilitar la precipitación, éste proceso se lleva a
cabo en un tanque con un volumen de 1 m3, dentro del cual se encuentra un agitador, así
mismo el floculante es dosificado por medio de una bomba dosificadora con su respectivo
tanque para el suministro del mismo.
VOLUMEN1m3
MATERIAL PVC
TIEMPO DE
RETENCION
51.41 min
RPM32
CAUDAL0.992 m3/h

• Tanque clarificador La clarificación se lleva a cabo en un tanque (tronco cono), el cual tiene una capacidad de 5 m3, en la mitad
tiene adecuado un tubo de 30 cm de diámetro al cual llega el agua proveniente del tratamiento fisicoquímico
de coagulación y floculación, la función de este tubo es reducir la turbulencia con la que llega el agua y así
mismo ayudar a una mejor sedimentación, en este tanque el agua permanece en aquietamiento por 4 horas y
48 minutos, donde los sólidos con peso específico mayor que el agua tienden a depositarse (30%), y luego son
conducidos al filtro prensa; y el agua clarificada (70%) pasa por medio de unos tubos perforados (3”) ubicados
en la superficie del tanque hacia el tratamiento biológico.
VOLUMEN5m3
MATERIAL PVC
TIEMPO DE
RETENCION
4h 48 min
CAUDAL1.043 m3/h
CARGA
HIDRAULICA
0.08m3/m2-h
TUBERIA
PERFORADA
3”
El tratamiento secundario está conformado por un tratamiento de
lodos activados, seguido de dos celdas una de sedimentación y otra de
filtración, éste funciona mediante un proceso de mezcla completa
para duplicar el régimen hidráulico del reactor, es agitado por
difusores.
Éste tratamiento está enfocado a la remoción de materia orgánica soluble
en material insoluble. En esta etapa del sistema se presentan deficiencias
porque el agua residual no cuenta con una concentración suficiente de
nitrógeno para garantizar el crecimiento bacteriano (ligado a la formación
de proteínas necesarias para la formación celular). Por tal razón a
continuación se describen las unidades de tratamiento mencionadas.
TRATAMIENTO SECUNDARIO
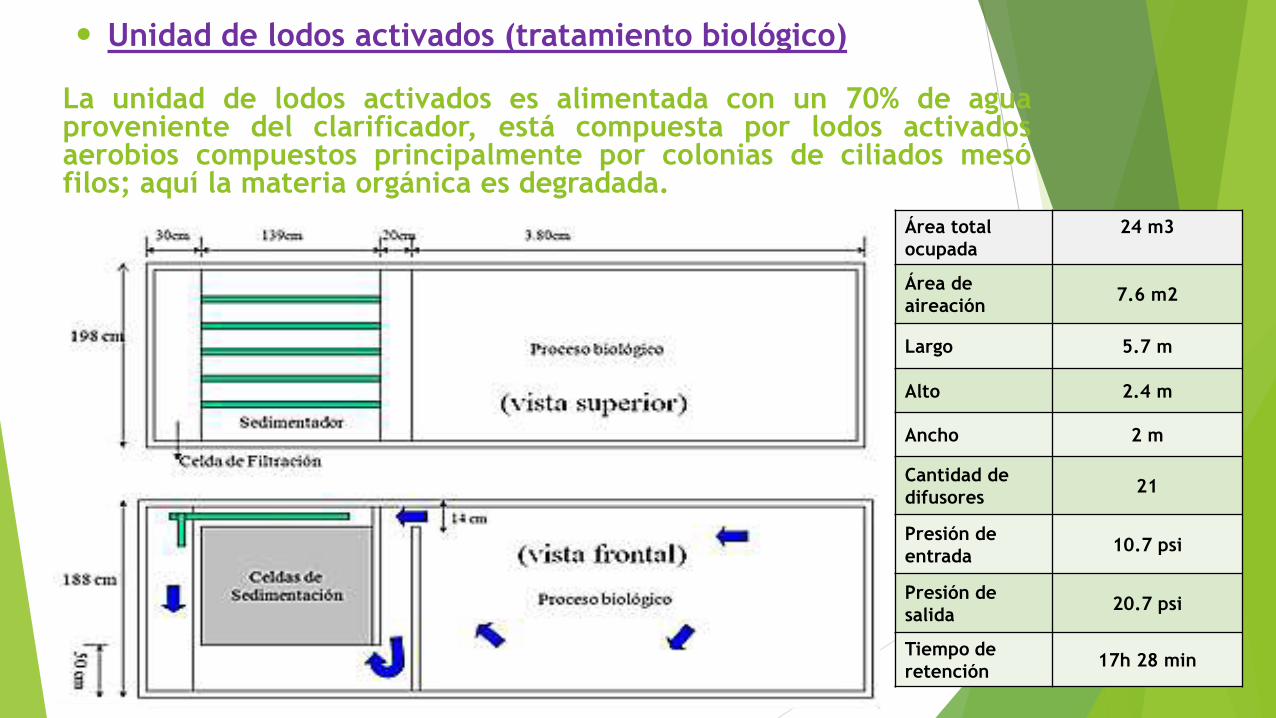
• Unidad de lodos activados (tratamiento biológico)
La unidad de lodos activados es alimentada con un 70% de aguaproveniente del clarificador, está compuesta por lodos activadosaerobios compuestos principalmente por colonias de ciliados mesófilos; aquí la materia orgánica es degradada.
Área total
ocupada
24 m3
Área de
aireación 7.6 m2
Largo 5.7 m
Alto 2.4 m
Ancho 2 m
Cantidad de
difusores21
Presión de
entrada 10.7 psi
Presión de
salida20.7 psi
Tiempo de
retención17h 28 min
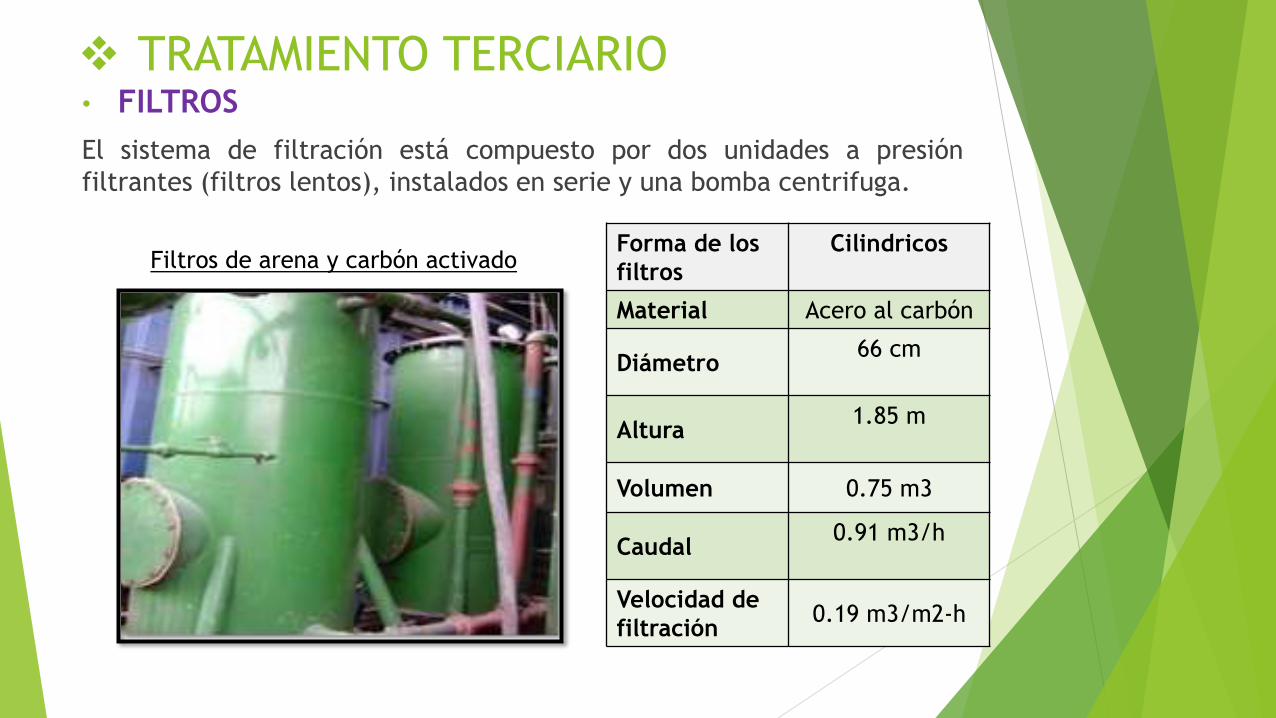
TRATAMIENTO TERCIARIO• FILTROS
El sistema de filtración está compuesto por dos unidades a presión
filtrantes (filtros lentos), instalados en serie y una bomba centrifuga.
Filtros de arena y carbón activado Forma de los
filtros
Cilindricos
Material Acero al carbón
Diámetro66 cm
Altura1.85 m
Volumen 0.75 m3
Caudal0.91 m3/h
Velocidad de
filtración0.19 m3/m2-h
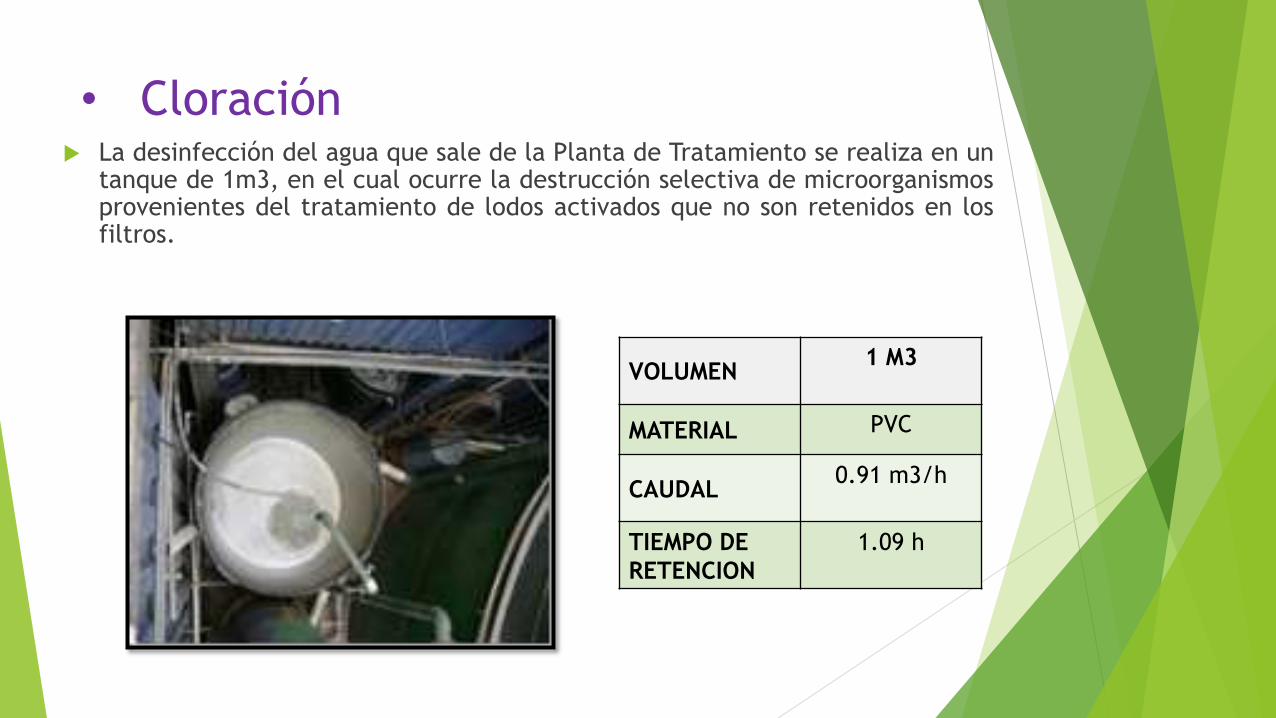
• Cloración La desinfección del agua que sale de la Planta de Tratamiento se realiza en un
tanque de 1m3, en el cual ocurre la destrucción selectiva de microorganismosprovenientes del tratamiento de lodos activados que no son retenidos en losfiltros.
VOLUMEN1 M3
MATERIAL PVC
CAUDAL0.91 m3/h
TIEMPO DE
RETENCION
1.09 h

• Filtro prensa
La deshidratación de los lodos se hace en un filtro prensa de operación
manual . Los lodos son introducidos al filtro por medio de una bomba tipo
diafragma que opera normalmente entre 14 y 100 psi. El lodo es almacenado
en unas canecas de recolección para su disposición final en rellenos de
ColombiaPresión max. De
filtrado
100 psi
Presión min. De
filtrado14 psi
Tiempo de filtración1 h
Espesor de la torta
de lodos
3 cm
Contenido de la
humedad
3 %
Operaciónmanual

Graciassss……..

Top Related