






Idiomas
Páginas
Jurídico


UNIVERSIDAD DE LA FRONTERA FACULTAD DE INGENIERÍA, CIENCIAS Y ADMINISTRACIÓN
DEPARTAMENTO DE INGENIERÍA QUÍMICA
“Evaluación técnica y estudio de costos para la imp lementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera”
TRABAJO PARA OPTAR AL TÍTULO DE INGENIERO AMBIENTAL
Profesores Guía: Gladys Vidal Sáez Cristian Bornhardt Brachmann
PAULO ANDRÉS JORQUERA OLAVE
-2005-

“Evaluación técnica y estudio de costos para la imp lementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera”
PAULO ANDRÉS JORQUERA OLAVE
-2005-
COMISIÓN EXAMINADORA
GLADYS VIDAL S. CRISTIAN BORNHARDT B. PROFESOR GUÍA PROFESOR GUÍA
CHRISTIAN VERGARA O. CAROLINA SHENE de V. PROFESOR EXAMINADOR PROFESOR EXAMINADOR
Nota Trabajo Escrito:
Nota Examen: Nota Final:

RESUMEN
Para satisfacer sus necesidades de alimentación, el hombre, desde tiempo inmemorial,
ha realizado la pesca, la cual se ha ido desarrollando con la construcción de
instrumentos de captura y de los elementos de desplazamiento en el medio acuático,
hasta transformarse en una actividad productiva.
La transformación de la pesca en productos alimenticios esta cobrando fuerza. El
tratamiento y disposición de las aguas generadas en dicha transformación (harina de
pescado, productos enlatados y congelados) ha ido aumentando de importancia, ya que
al ir mejorando las técnicas de captura, los volúmenes procesados han ido en aumento,
al igual que los residuos generados.
Dado que la nueva tendencia es la producción limpia, poseer un sistema que trate estos
desechos (principalmente RILes) es necesario, para cumplir este objetivo.
Este trabajo se ha desarrollado para encontrar la mejor alternativa al tratamiento de los
efluentes de la empresa Pesquera ITATA S.A, que cuenta con tres plantas: dos
ubicadas en la bahía de San Vicente, de las cuales una produce harina de pescado y
otra elabora pescado congelado para exportación, y una tercera planta ubicada en la
bahía de Coronel, VIII región, la cual elabora harina de pescado. En las plantas
productoras de harina de pescado, no existe tratamiento, razón por la cual la base de
este trabajo será realizar una evaluación técnica y económica de alternativas para el
tratamiento de las aguas residuales y fijar su lugar de evacuación con el fin de dar
cumplimiento al D.S. 90 del año 2000, a la vez de realizar una optimización de la planta
de tratamiento existente en la fabrica de congelados (planta físico química de flotación
por aire inducido).
Para el análisis de la mejor alternativa de tratamiento de RILes, se realizó un llamado
abierto a diferentes empresas dedicadas al tratamiento de aguas residuales, para
realizar una operación en paralelo de plantas pilotos.
Por otra parte cabe señalar que Ademas se realizaron pruebas de laboratorio (test de
jarra), ensayo utilizado para definir las dosis de coagulante y floculante a emplear en un
sistema de tratamiento, con lo cual se logró un ahorro anual en insumos para la planta
de tratamiento físico química existente en la planta de congelados del orden de los $
2.millones.

La comparación de alternativas realizada en este trabajo permite concluir que el
tratamiento Físico – Químico surge como la mejor alternativa, ya que, en general, las
tres plantas probadas tuvieron buenos resultados en los tratamientos, logrando las
remociones esperadas (rangos de remoción entre 60% - 80% para DBO5,, 75% - 95%
para Sólidos Suspendidos y 95% - 99% para Aceites y Grasas.
Por otro lado, dependiendo de las exigencias para el punto de descarga de los RILes,
en algunos casos se hace imprescindible considerar un tratamiento biológico.

ABSTRACT
Since the new tendency is the clean production, this work has been developed to find an
alternative for the treatment of the discharge water of the company Pesquera ITATA
S.A.
This industry counts with three plants: two plants located in the bay of San Vicente, of
which one produces fishmeal and the other one elaborates frozen fish for export.
Additionally the company counts with another fishmeal factory located in the bay of
Coronel, VIII region.
In the fishmeal plants, treatment does not exist. For this reason, the base of this work
was to make a technical and economic evaluation of alternatives for the treatment of
residual waters and to fix its place of evacuation with the purpose of giving fulfillment to
the D.S. 90 of year 2000, and to make an optimization of the chemical physical plant
(flotation by the induced air) that is located at the frozen fish plant.
For the analysis of the best alternative of waste water treatment, an open call to different
companies was made from, in order to carry out a parallel operation of pilots plant. On
the other hand, laboratory tests were made (jar tests), to define the doses of coagulant
and flocculant to use in a treatment system, obtaining an annual saving of the order of $
2.million for the, existing chemical physical treatment plant.
The comparison of alternatives made in this work allows to conclude that the Physical
Chemical treatment arises as the best alternative, since, in general, the three pilot plants
showed good results in the treatments, obtaining the expected removals (ranks of
removal between 60% - 80% for BOD5, 75% - 95% for Suspended Solids and 95% -
99% for Oils and Fats).
On the other hand, depending on the exigencies (D.S. 90/2000 table 4 o 5) for the
discharge point of the waste water, in some cases it is essential to consider a biological
treatment.

ÍNDICE DE CONTENIDOS
CAPITULO 1. INTRODUCCIÓN ............................................................................................... 1
1.1 Generalidades............................................................................................................................... 1
1.2 Descripción del problema ............................................................................................................ 3
1.3 Objetivos ...................................................................................................................................... 4 1.3.1 Objetivo general ........................................................................................................................................... 4 1.3.2 Objetivos específicos ................................................................................................................................... 4
CAPITULO 2. ANTECEDENTES BIBLIOGRÁFICOS ........... ............................................... 5
2.1 Procesamiento de productos marinos .......................................................................................... 5 2.1.1 Proceso de congelado de Jurel ..................................................................................................................... 5
2.1.1.1 Recepción y almacenaje de la materia prima ....................................................................................... 7 2.1.1.2 Preparación, envasado y congelado ...................................................................................................... 7 2.1.1.3 Despacho y almacenaje de producto terminado ................................................................................... 8 2.1.1.4 Línea de producción de jurel trozado congelado .................................................................................. 9
2.1.2 Proceso de elaboración de harina de pescado. ............................................................................................. 9 2.1.2.1 Pozos de recepción y almacenamiento ............................................................................................... 11 2.1.2.2 Cocedores ........................................................................................................................................... 11 2.1.2.3 Prensado ............................................................................................................................................. 11 2.1.2.4 Desmenuzado ..................................................................................................................................... 12 2.1.2.5 Secado ................................................................................................................................................ 12 2.1.2.6 Enfriamiento ....................................................................................................................................... 13 2.1.2.7 Molienda ............................................................................................................................................ 13 2.1.2.8 Ensaque .............................................................................................................................................. 13
2.2 Alternativas para el tratamiento de RILes con alta carga ....................................................... 14 2.2.1. Tratamiento biológico ............................................................................................................................... 14
2.2.1.1 Lodo activado ..................................................................................................................................... 14 2.2.1.2 Biopelículas ........................................................................................................................................ 15 2.2.1.3 Digestión anaerobia ............................................................................................................................ 15 2.2.1.4 Compostaje ......................................................................................................................................... 16
2.2.2. Tratamiento físico químico ....................................................................................................................... 17 2.2.2.1 Tecnología de Estímulos Físicos ........................................................................................................ 17 2.2.2.2 Electrocoagulación ............................................................................................................................. 18 2.2.2.3 Flotación ............................................................................................................................................. 18
2.2.3. Tratamiento Físico .................................................................................................................................... 20 2.2.3.1 Filtración ............................................................................................................................................ 20
CAPITULO 3. MATERIALES Y MÉTODOS ......................................................................... 21
3.1 Gestión de efluentes de la planta ............................................................................................... 21
3.2 Optimización de la planta CAF ................................................................................................. 21
3.3. Selección de las plantas de tratamiento y su operación ........................................................... 23 3.3.1 Características generales de las plantas de tratamiento .............................................................................. 24
3.3.1.1 Beckart ............................................................................................................................................... 24 3.3.1.2 Nijhuis ................................................................................................................................................ 26 3.3.1.4 Krofta ................................................................................................................................................. 28 3.3.1.5 Bioaqua .............................................................................................................................................. 30 3.3.1.6 Planta biológica/ físico – quimica de DLC Soluciones Industriales S.A. ......................................... 32
3.3.2 Operación de las plantas piloto y toma de muestras .................................................................................. 33 3.3.3 Pruebas efectuadas con los sistemas piloto ............................................................................................... 33
3.4 Metodología analítica ................................................................................................................ 35 3.4.1 Determinación de pH ................................................................................................................................. 35

3.4.2 Determinación de Temperatura (T) ............................................................................................................ 35 3.4.2 Determinación de Sólidos Suspendidos Totales (SST) .............................................................................. 36 3.4.4 Determinación de Demanda Biológica de Oxígeno (DBO5) ..................................................................... 36 3.4.5 Determinación de Aceites y Grasas (AyG) ................................................................................................ 36 3.4.6 Determinación de Nitrógeno Total Kjeldahl (NTK) .................................................................................. 36 3.4.7 Determinación de Turbidez ........................................................................................................................ 37
CAPÍTULO 4 RESULTADOS Y DISCUSIÓN ........................................................................ 38
4.1 Planta de congelados .................................................................................................................. 38 4.1.1 Utilización de agua en la planta ................................................................................................................. 38
4.1.1.1 Para proceso ...................................................................................................................................... 38 4.1.1.2 Para limpieza ...................................................................................................................................... 39
4.1.2 Diagrama de flujo del proceso ................................................................................................................... 39 4.1.3 Cambios en el proceso ............................................................................................................................... 42
4.2 Optimización de la planta de tratamiento ................................................................................. 42 4.2.1 Elección del pH óptimo de trabajo ............................................................................................................. 43 4.2.2 Dosificación de coagulante ........................................................................................................................ 43 4.2.3 Dosificación de Polímero ........................................................................................................................... 45
4.3 Ensayos piloto ........................................................................................................................... 47 4.3.1 Eficiencia de remoción............................................................................................................................... 48 4.3.2 Características y volúmenes de lodo generados ........................................................................................ 54
4.3.2.1 Lodos resultantes del tratamiento con químicos................................................................................. 54 4.3.2.2 Lodos resultantes del tratamiento sin químicos .................................................................................. 55 4.3.2.3 Lodos resultantes del tratamiento con Ozono .................................................................................... 55
4.3.3. Costos asociados a la disposición final de lodos ....................................................................................... 56 4.3.3.1 Lodo obtenido de un RIL de carga media .......................................................................................... 56 4.3.3.2 Lodo obtenido de un RIL de alta carga ............................................................................................. 57
4.3.4 Consumo de reactivos químicos ................................................................................................................ 59
4.4 Propuesta de nuevo sistema de tratamiento .............................................................................. 61 4.4.1 Dimensionamiento de la planta de tratamiento .......................................................................................... 61 4.4.2 Simulación de las posibles configuraciones de descarga ........................................................................... 61 4.4.3 Características del sistema de tratamiento escogido .................................................................................. 62
4.4.3.1 Tratamiento Físico-Químico .............................................................................................................. 63 4.4.3.2 Tratamiento biológico ........................................................................................................................ 65 4.4.3.3 Propuesta comercial y plazos de ejecución ........................................................................................ 67 4.4.3.4 Garantías ............................................................................................................................................ 69
4.5 Evaluación económica de los sistemas de tratamiento .............................................................. 69 4.5.1 Análisis económico comparativo de una planta DAF y otra de Ozono ...................................................... 69 4.5.2 Costo del tratamiento Físico – Químico/Biológico para una planta de 80 m3/h ........................................ 73
CAPÍTULO 5 CONCLUSIONES .............................................................................................. 76
CAPITULO 6 BIBLIOGRAFÍA ................................................................................................ 78
ANEXOS ...................................................................................................................................... 80
A.1 Gestión de efluentes de la planta de congelados ....................................................................... 80
A.2 Ensayos piloto ............................................................................................................................ 81 A.2.1 Resumen información de terreno .............................................................................................................. 81 A.2.2 Memoria de cálculo costos procesamiento lodos ...................................................................................... 87
Anexo A.3 flujo de caja para la evaluación económica ................................................................... 90
A.4 Propuesta de nuevo sistema de tratamiento ............................................................................. 92 A.4.1 Simulación de las posibles configuraciones de descarga .......................................................................... 92

ÍNDICE DE FIGURAS
Figura 2.1 Diagrama de bloques, proceso de congelado de jurel (Pesquera Itata S.A., 2002) ........................................................................................................... 7
Figura 2.2 Diagrama de bloques, proceso de elaboración de harina de pescado (Pesquera Itata S.A., 2002). ........................................................................................................ 10
Figura 2.3 Planta piloto para caudales promedio de 1 m3/h .................................................... 25
Figura 2.4 Paletas removedoras de lodo .................................................................................... 25
Figura 2.5 Equipo de adición de químicos ................................................................................ 25
Figura 2.6 Tubería de reacción .................................................................................................. 26
Figura 2.7 Planta piloto para un caudal promedio de 5 m3/h.................................................. 27
Figura 2.8 Paletas removedoras de lodo .................................................................................... 27
Figura 2.9 Equipo de adición de químicos ................................................................................ 27
Figura 2.10 Planta piloto para un caudal promedio de 5 m3/h................................................ 29
Figura 2.11 Equipo de adición de químicos .............................................................................. 29
Figura 2.12 Deflectores para disminuir la velocidad de flujo.................................................. 29
Figura 2.13 Planta piloto batch para el tratamiento de 1 m3/h ............................................... 31
Figura 2.14 Alta generación de espuma con sólidos durante el tratamiento ......................... 31
Figura 2.15 Tanque de reacción ................................................................................................. 31
Figura 4.2 Plano isométrico canaletas planta de congelados ................................................... 40
Figura 4.1 Diagrama de flujo de los RILes de proceso de la pesquera ITATA S.A .............. 41
Figura 4.3 Ajustes del pH del RIL de proceso, para determinar el óptimo .......................... 43
Figura 4.4 Eficiencia de remoción para el RIL de descarga de jurel con recirculación ...... 49
Figura 4.5 Eficiencia de remoción para el RIL de planta de jurel para congelados ............ 49
Figura 4.6 Eficiencia de remoción para el RIL de descarga de sardinas ............................... 50
Figura 4.7 Eficiencia de remoción para el RIL de planta de aceite ...................................... 50
Figura 4.8 Eficiencia de remoción para el RIL de elaboración de surimi ............................. 51
Figura 4.9 Eficiencia de remoción para el RIL de lavado de planta de harina .................... 51
Figura 4.10 Eficiencia de remoción para el RIL de lavado de prensas y tornillos ................ 52
Figura 4.11 sistema de oxigenación planta DCL ...................................................................... 66
Figura 4.12 Flujo de caja a 10 años ........................................................................................... 72
Figura A.1 Simulación para la descarga y tratamiento con una planta de 150 m3/h ............ 92
Figura A.2 Simulación para la descarga y tratamiento con una planta de 100 m3/h ............ 93
Figura A.3 Simulación para la descarga y tratamiento con una planta de 80 m3/ ................ 94
ÍNDICE DE TABLAS
Tabla 2.1. Comparación entre los procesos de compostaje aerobio y anaerobio .................. 16
Tabla 3.1 Diferentes tipos de RILes tratados en las pruebas realizadas ............................... 34
Tabla 3.2 Parámetros analizados ............................................................................................... 35
Tabla 4.1 Características del ril de proceso .............................................................................. 42
Tabla 4.1 Dosificación de coagulante ........................................................................................ 44
Tabla 4.2 Resultados de turbidez para los diferentes polímeros ............................................. 46
Tabla 4.3 Resultados de turbidez para polímero GR 105 ........................................................ 46
Tabla 4.5 Característica del RIL de entrada ............................................................................ 48
Tabla 4.6 Resumen de la eficiencia de remoción promedio de las plantas ............................. 54
Tabla 4.7 Lodo obtenido del tratamiento con químicos ........................................................... 54
Tabla 4.8 Lodos resultante del tratamiento sin químicos ........................................................ 55
Tabla 4.9 Lodo obtenido del tratamiento con Ozono ............................................................... 55
Tabla 4.10 Costos asociados a la disposición de lodos obtenidos del tratamiento de un RIL de carga media ........................................................................................................... 57
Tabla 4.11 Costos asociados a la disposición de lodos obtenidos del tratamiento de un RIL de alta carga ................................................................................................................................. 57
Tabla 4.12 Consumo de coagulante en la planta piloto de 5 m3/h ........................................... 59
Tabla 4.13 Consumo de polímero .............................................................................................. 59
Tabla 4.14 Cuadro resumen de los tiempos estimados para el tratamiento del RIL de descarga ........................................................................................................................................ 61
Tabla 4.15 Extracto tablas 4 y 5 Decreto Supremo 90 ............................................................. 62
Tabla 4.16 Tarifa de la energía eléctrica ................................................................................... 70
Tabla 4.17 Diferencias en los consumos eléctricos de una planta DAF y una de Ozono ...... 70
Tabla 4.18 Base de cálculo para los sistemas DAF y Ozono .................................................... 71
Tabla 4.19 Evaluación económica comparativa........................................................................ 72
Tabla 4.20 Costo del tratamiento DAF para la línea de jurel ................................................. 73
Tabla 4.21 Costo del tratamiento DAF para la línea de Sardina ............................................ 74
Tabla 4.22 Costo del tratamiento biológico ............................................................................... 75
Tabla A 1 Turbidez de la muestra de RIL descarga jurel, procedente de la empresa El Golfo .............................................................................................................................................. 81
Tabla A 2 Turbidez de la muestra del RIL de surimi, procedente de la empresa El Golfo . 81
Tabla A 3 Turbidez de la muestra del RIl de descarga de sardina, procedente de la empresa SPK ............................................................................................................................................... 82
Tabla A 4 Turbidez de la muestra del RIL de descarga para congelados, procedente de la empresa San José ......................................................................................................................... 83
Tabla A 5 Turbidez de la muestra del RIL de la planta de Aceite, procedente de la empresa Camanchaca ................................................................................................................................. 83
Tabla A 6 Turbidez de la muestra del RIL de lavado equipos y pisos planta de harina, procedente de la empresa Alimar ............................................................................................ 84
Tabla A 7 Turbidez de la muestra del RIL de descarga sardina, procedente de la empresa Alimar ........................................................................................................................................... 85
Tabla A 8 Turbidez de la muestra del RIL de lavado equipos y pisos planta de harina, procedente de la empresa El Golfo ............................................................................................ 85
Tabla A 9 Turbidez de la muestra del RIL de laPlanta de Conservas, San José .................. 86
Tabla A 10 Turbidez de la muestra del RIL de descarga de jurel recirculada, procedente de la empresa Bahía Coronel ........................................................................................................... 86
Tabla A 11 Turbidez de la muestra del RIL descarga directa de sardina, procedente de la empresa SPK ................................................................................................................................ 87
Tabla A 12 Flujo de caja comparativo entre sistemas DAF y Ozono (expresado en US $) .. 90
CAPITULO I INTRODUCCIÓN

________ CAPITULO I INTRODUCCIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 1
CAPITULO 1. INTRODUCCIÓN
1.1 Generalidades
Para satisfacer sus necesidades de alimentación, el hombre, desde tiempo inmemorial,
ha realizado la pesca, la cual se ha ido desarrollando con la construcción de
instrumentos de captura y de los elementos de desplazamiento en el medio acuático,
hasta transformarse en una actividad productiva.
En los últimos 15 años la captura mundial se ha mantenido alrededor de los 70 millones
de toneladas, las que se obtienen principalmente en las aguas cercanas al litoral; de
éstas, el 90% se captura en las aguas sobre la plataforma continental y sólo el 10% en
aguas propiamente oceánicas (Cifuentes et al., 1997)
La captura se inició en las aguas frías (septentrionales) de los océanos Pacífico y
Atlántico, las que por sus características oceanográficas de temperatura, salinidad,
movimientos de masas de agua, etc., hacen que abunde el plancton y, por lo tanto, las
cadenas de alimentación que permiten que las poblaciones de otros organismos sean
grandes y aprovechables para la pesca.
Las principales especies que componen esta captura son atunes, anchoas, sardinas,
júreles, caballa, pescadilla, bacalao, salmones, merluza, y lenguados, entre otros peces.
Entre las causas que han permitido el mayor aprovechamiento de los recursos
pesqueros está en primer lugar la realización de grandes investigaciones
oceanográficas y pesqueras que aportaron los datos para que la pesca se pudiera
industrializar.
En el desarrollo de la industria pesquera actual, se observa que la flota ha
evolucionado, siendo cada vez mejores las embarcaciones y apareciendo una flota
oceánica moderna. Con esto el crecimiento de las capturas de los países en vías de
desarrollo ha estado condicionado principalmente por el aumento en las capturas de
Perú y Chile, pero éstas principalmente han sido aprovechadas para producir harina de
pescado para la exportación; no obstante, en los últimos años se ha empezado a
prestar atención a la captura con fines alimenticios.

________ CAPITULO I INTRODUCCIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 2
Dado a que en la actualidad la transformación de la pesca a productos alimenticios está
cobrando fuerza, el tratamiento y disposición de las aguas generadas por dicha
transformación (harina de pescado, productos enlatados y congelados), ya que al ir
mejorando las técnicas de captura, los volúmenes procesados han ido en aumento, al
igual que los residuos generados. Por ésto las industrias pesqueras se han visito en la
necesidad de implementar sistemas de tratamiento previos a la eliminación de las
aguas residuales y así evitar su inadecuada disposición, a su vez de dar cumplimiento a
la normativa ambiental.
Una de las razones por la cual la industria pesquera no había iniciado el tratamiento de
los residuos generados es que este tratamiento conlleva un costo adicional a lo que es
el proceso, que involucrará necesariamente un incremento en los precios que los
consumidores deben pagar por el producto final.
Debido a ésto, encontrar alternativas que bajen los costos de tratamiento de estos
desechos lleva a una reducción de los costos de operación del sistema integrado. Esta
tendencia cobra mayor importancia en la industria pesquera en los últimos 5 años, ya
que después de la crisis debido a la Corriente del Niño del año 1997, surge un cambio
en el sistema de aprovechamiento de los recursos. Para los productos que poseen un
mayor retorno ha surgido la tendencia a mejorar la producción en el sentido de realizar
un proceso más eficiente, razón por la cual la producción limpia es la alternativa a
seguir, que necesariamente debe incluir un sistema de tratamiento de RILes (Guerrero,
et al., 1997).
Para realizar el tratamiento de estos desechos, se puede encontrar en el mercado una
amplia variedad de alternativas. El desafío es encontrar la que produzca la mejor
relación costo beneficio, para así generar una rapida amortización de las inversiones y
bajos costos de tratamiento.
Dentro de estas alternativas se puede señalar que la práctica habitual es el tratamiento
de estos residuos en sistemas de lodo activado, con la consecuente generación de
biosólidos, los cuales requieren de una estabilización para su disposición final y por
ende un costo adicional.

________ CAPITULO I INTRODUCCIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 3
Basado también en el uso de microorganismos, con un desarrollo notable durante las
últimas décadas, un tratamiento anaerobio constituye una eficiente opción para la
eliminación de materia orgánica de aguas residuales y residuos sólidos, ya que genera
un biosólido estabilizado y un gas combustible (CH4), el cual puede ser utilizado como
un subproducto.
Estas dos alternativas presentan el problema de los requerimientos de espacio, por lo
que una alternativa viable para la solución del problema son los tratamientos físico-
químicos, los cuales tienen la ventaja de requerir poco espacio y una eficiencia similar a
los tratamientos biológicos en cuanto a la remoción de sólidos.
1.2 Descripción del problema
Este trabajo pretendió encontrar una alternativa para el tratamiento de los efluentes de
la empresa Pesquera ITATA S.A., que cuenta con tres plantas: dos plantas ubicadas
en la bahía de San Vicente, de las cuales una produce harina de pescado y otra elabora
pescado congelado para exportación. Por otra parte, la empresa cuenta con otra fábrica
de harina de pescado ubicada en la bahía de Coronel, VIII Región.
De las tres plantas mencionadas sólo la planta de pescado congelado cuenta con una
planta de tratamiento de residuos líquidos industriales (RILes), que funciona a través de
un tratamiento físico-químico por un sistema CAF (Flotación mediante Aire por
cavitación ).
Las aguas de descarga de la planta de tratamiento son vertidas al sistema de
alcantarillado y es necesario dar cumplimiento a la normativa vigente (D.S. Nº 609/98
del Ministerio de Obras Públicas, Norma de Emisión para la Regulación de
Contaminantes asociados a las Descargas de Residuos Industriales Líquidos a
Sistemas de Alcantarillado).
En las plantas productoras de harina de pescado no existe tratamiento, razón por la
cual la base de este trabajo fue buscar la mejor alternativa de tratamiento de esta agua
y fijar su lugar de evacuación con el fin de dar cumplimiento al D.S. 90/2000 del
Ministerio Secretaria General de la Presidencia.

________ CAPITULO I INTRODUCCIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 4
1.3 Objetivos
1.3.1 Objetivo general
Realizar una evaluación técnica y estudio de costos para la implementación de un
sistema de tratamiento de las aguas residuales de una empresa pesquera
1.3.2 Objetivos específicos
� Identificar y cuantificar opciones de reducción de uso de agua, prevención de
la polución y segregación de corrientes en el proceso de congelado de
pescados.
� Desarrollar recomendaciones para la optimización de las condiciones de
operación de un sistema de flotación mediante aire por cavitación (CAF),
evaluando diferentes polímeros a escala de laboratorio.
� Evaluar, desde el punto de vista técnico y económico, la factibilidad de
implementar un sistema de tratamiento mediante una planta físico química en
serie con una planta biológica de lodo activado.
� Analizar las diferencias que se presentan en la operación y eficiencia de
remoción de tres sistemas piloto DAF y una planta piloto de Ozono, durante
su operación en paralelo.

CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 5
CAPITULO 2. ANTECEDENTES BIBLIOGRÁFICOS
2.1 Procesamiento de productos marinos
2.1.1 Proceso de congelado de Jurel
Para poder realizar un estudio de las posibilidades de reducir el consumo de agua en el
proceso de congelado de pescados es necesario en primera instancia conocer cómo se
lleva a cabo este procedimiento.
El procedimiento que se describe a continuación corresponde al proceso productivo de
la empresa Pesquera ITATA S.A., que tiene como objetivo dar cumplimiento a su PAC
(Plan de Aseguramiento de la Calidad) de la empresa y así mantener los máximos
estándares de calidad durante el proceso (Pesquera Itata S.A., 2002).
El propósito de mostrar las distintas fases que comprende la etapa de operación de la
planta es el de demostrar que todas las variables que aseguran la calidad del producto
final están siendo controladas.
En la figura 2.1 se presenta este diagrama de flujo, indicando los puntos de generación
de los RILes.

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 6

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 7
Figura 2.1 Diagrama de bloques, proceso de congelado de jurel (Pesquera Itata S.A., 2002)
2.1.1.1 Recepción y almacenaje de la materia prima
La descarga de la materia prima procedente de los barcos se lleva a cabo con las
actuales instalaciones que posee la empresa en la bahía de San Vicente. La materia
prima es succionada de la bodega de los barcos por bombas de vacío y transportada
por cañería submarina hasta la estación de desaguado existente en la Planta de
Congelados; luego el pescado es descargado directamente a una correa
transportadora que continuará drenando el pescado. La correa drenadora tiene la
opción de pasar directamente al alimentador continuo de pescado para proceso, o ser
almacenado con Flo-ice (escamas de hielo producidas a partir de agua de mar limpia),
en dos estanques termoaislados de poliéster con una capacidad individual de 100 m3.
Cada estanque está dotado con un sistema de recirculación de agua helada y adición
de hielo. De esta forma el pescado se podrá mantener refrigerado. En total se dispone
de 2 estanques, con lo cual la capacidad total de almacenaje es de 120 toneladas de
pescado. Desde los estanques el pescado es bombeado al alimentador continuo, que
inicia la línea de proceso (Pesquera Itata S.A., 2002).
2.1.1.2 Preparación, envasado y congelado
En la presente etapa, el alimentador continuo de pescado, de 30 m3, recepciona el
pescado en Flo-ice, realizando una función de alimentación constante y continua a la
línea de empaque. Esta función se realiza en la cinta elevadora del pescado desde el
estanque del alimentador a través de un control de velocidad regulable. El pescado es
alimentado a dos calibradoras, con una capacidad promedio de 100 ton/h. Desde la
calibradora el pescado cae, de acuerdo a su tamaño, a cuatro diferentes cintas de
distribución hacia las mesas empacadoras. En las cintas de distribución se
inspeccionará el pescado y se elimina a los individuos dañados y toda materia extraña a
un jurel entero en buenas condiciones (el jurel es congelado completo, es decir no se le
extrae nada).
En las mesas empacadoras automáticas (5 unidades), con capacidad de 9.600 kg/h, el
pescado es pesado y empacado en cajas de cartón de 20 kg. Estas cajas llevan en su
interior un plástico que envuelve el pescado. En el sistema de empaque automático, el

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 8
jurel llega al sistema de pesaje que dispone de dos tolvas, ocupándose una cada vez,
en donde, alcanzados los 20 kg netos, cae el pescado a las cajas cubiertas de plástico
que ha puesto una máquina automática; luego un operario envuelve el pescado con el
plástico y la caja pasa a una máquina que tapa la caja en forma automática. Las cajas,
de dimensiones 590 x 390 x 115 mm, de cartón sólido de calidad 800 g/m2, son
empujadas por la máquina tapadora de cajas, sobre un transportador de rodillos hacia
la enzunchadora, para ser enzunchadas automáticamente, por el lado más largo, con
dos zunchos de ½ pulgada de ancho por 0,55 mm de espesor.
Las cajas enzunchadas son marcadas automáticamente por etiquetas termoimpresas
con una caracterización completa del producto del interior. Posteriormente son puestas
por un robot armador y cargador de los racks para una capacidad de 12 ton/h para
cajas de 20 kg, en un rack de acero galvanizado de 12 bandejas, con una capacidad de
60 cajas. El rack con 1.200 kg. de jurel es transportado, por una grúa horquilla, a los 7
túneles de congelación, con capacidad total de 400 toneladas. Las cajas permanecerán
aproximadamente 20 horas en el túnel hasta que alcancen la temperatura de
almacenaje de –20°C en el centro del pescado. Los racks se disponen en tres corridas
de 8 carros por dos rack de altura. Estos racks son fundamentales en el buen proceso
de congelación de las cajas, dándole a las cajas la adecuada circulación de aire a –
40°C. El total de cajas que se puede congelar por día es de 20.500 (Pesquera Itata
S.A., 2002).
2.1.1.3 Despacho y almacenaje de producto terminado
Una vez que los racks conteniendo las cajas con pescado congelado se han retirado de
los túneles de congelación, las cajas se palletizarán automáticamente en un pallet de
madera; luego el pallet con cajas se envolverá automáticamente con una lámina
plástica y serán transportados en camiones refrigerados a cámaras de almacenaje de
-27°C, externas a la planta. Los pallet serán de 60 cajas, aproximadamente de 1.200
kg netos.
Las cámaras de almacenaje son dos iguales en capacidad y tienen las siguientes
medidas: 6 x 21 x 7,5 m. La capacidad de refrigeración disponible es de 436,30 kWh,
para trabajar entre -32ºC y +35ºC. Los evaporadores poseen una capacidad total de
436,14 kWh a una temperatura de evaporación de -32ºC, un caudal de 229.680 m3/ h

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 9
por cámara y una superficie de transferencia de calor de 1.331 m2 por cámara. Las
cámaras de almacenaje se construyeron con paneles frigoríficos de Poliuretano de 150
mm de espesor. Para la carga y descarga de estas cámaras se han considerado 4
andenes de carga con niveladores y sellos para mantener la cadena de frío durante
todo el proceso (Pesquera Itata S.A., 2002).
2.1.1.4 Línea de producción de jurel trozado congel ado
La materia prima sigue el mismo circuito que tiene el proceso descrito para pescado
entero congelado hasta la inspección visual y descarte; luego una parte del pescado es
derivado a la línea trozadora con capacidad para 20 ton/h de pescado entero. En esta
línea se puede hacer pescado sin cabeza, sin vísceras y sin cola. El pescado trozado
tiene dos opciones de empaque, una utilizando una empacadora automática y otra en
forma manual, cada una de ellas conduce a la obtención de un producto empacado y
congelado con las mismas características del pescado entero.
2.1.2 Proceso de elaboración de harina de pescado.
La harina de pescado es producida a partir de la pesca capturada por los 5 barcos que
posee esta empresa. Para asegura la calidad de la pesca, todos estos barcos cuentan
con sistemas de refrigeración, que permite que los valores de TVN (Total Volatile
Nitrogen) sean lo más bajo posible y así producir un harina de buena calidad
En la figura 2.2 se presenta el proceso de elaboración de harina. Cabe destacar que
este proceso no sufre modificaciones en función de la pesca que se vaya a procesar.
La descripción de este procedimiento es un extracto del plan de aseguramiento de la
calidad de la plana de harina

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 10
a
Figura 2.2 Diagrama de bloques, proceso de elaboración de harina de pescado (Pesquera Itata S.A., 2002).
Agua de cola Recuperación de aceite
Pesca cocida a prensas
Agua de cola concentrada

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 11
2.1.2.1 Pozos de recepción y almacenamiento
El proceso productivo se inicia una vez que las plantas han recepcionado la pesca, la
cual ha sido enviada a la planta a través de una tubería submarina por medio de la cual
se bombea el pescado directamente de los contenedores en el barco a los pozos de
almacenamiento, además se incluye la información correspondiente de especie y
cantidad por parte de flota. En la planta, el laboratorio de control de calidad se encarga
de realizar un primer análisis a la materia prima, para determinar la condición de ésta, y
posteriormente verifica la calidad y parámetros operacionales del proceso, hasta la
obtención de la harina
La pesca recibida, principalmente jurel, es analizada para medir su grado de frescura, a
través de la determinación del TVN (Total Volatile Nitrogen). Este índice cuantifica las
bases nitrogenadas producidas durante el proceso de deterioro del pescado, y por
consiguiente discrimina calidades de producto final. Posteriormente, la pesca es
distribuida en los pozos de almacenamiento para ser procesada prioritariamente de
acuerdo a su calidad (Pesquera Itata S.A., 2002).
2.1.2.2 Cocedores
Una vez clasificada la pesca, se inicia la primera etapa del proceso, en la cual el
pescado ingresa entero y es sometido a un proceso térmico con vapor (indirecto) a una
temperatura generalmente sobre los 95°C, por un tiempo entre 15 a 20 minutos. Al
someter la materia prima a este proceso, se detiene la actividad microbiológica y
enzimática responsable de la degradación. También se coagulan las proteínas en fase
sólida, permitiendo la separación del aceite y los residuos viscosos líquidos. En esta
fase se efectúan controles por parte del laboratorio, determinándose, también el TVN de
la pesca que ingresa al cocedor, lo cual permite clasificar la harina final (Pesquera Itata
S.A., 2002).
2.1.2.3 Prensado
Esta etapa corresponde a un proceso de estrujamiento o prensado mecánico de la
pesca proveniente del cocedor, la cual proporciona el licor de prensa, que corresponde
a la fase líquida, y la torta o pulpa de prensa, que es una masa más sólida. Esta etapa
no afecta directamente la calidad biológica/bioquímica de los productos.

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 12
Las prensas son equipos mecánicos conformados por una cavidad central, donde van
alojados uno o dos tornillos helicoidales de paso decreciente, y que a su vez están
rodeados de una pared ranurada o con perforaciones. La pesca es fuertemente
comprimida por los tornillos, escurriendo un licor a través de las rejillas, y una masa
más sólida o torta por el extremo (Pesquera Itata S.A., 2002).
2.1.2.4 Desmenuzado
El flujo "torta de prensa" es transportado hacia un desmenuzador o molino de martillo, el
cual la golpea fuertemente, disgregándola y facilitando el mezclado posterior con
concentrado líquido del prensado, para su posterior secado (Pesquera Itata S.A.,
2002).
2.1.2.5 Secado
La torta mezclada y homogenizada con concentrado es distribuida uniformemente en
una primera etapa de secadores de cilindros rotatorios, que son cilindros de gran
diámetro en cuyo interior disponen de una serie de tubos longitudinales calefaccionados
con vapor. Luego pasa a la segunda fase compuesta por secadores rotadiscos.
A medida que avanza la torta por el interior del equipo que está en rotación, es
calentada por contacto con los tubos y, secada uniformemente hasta ser descargada
por un extremo. Desde este punto la harina a humedad intermedia va a la segunda
etapa de secado, de donde sale a la humedad final especificada.
Por su parte, los secadores rotadiscos son cilindros de menor tamaño en cuyo interior
gira un eje que está formado por una serie de discos huecos paralelos, por los cuales
circula vapor, que secan por contacto la harina.
Para lograr un óptimo resultado del proceso el laboratorio de control de calidad se
preocupa de tomar muestras cada media hora, para analizar la humedad de éstas. Si
ésta resulta alta, la harina se separa inmediatamente y se vuelve a procesar. En caso
contrario, se humedece o se mezcla con concentrado para su reproceso.
Según parámetros internacionales, la humedad ideal de la harina al final del proceso, no
debe sobrepasar el 10% de agua, ni debe bajar del 6%. Si es inferior, significa que se
ha recalentado, y su calidad nutritiva y proteica se ha alterado. Por el contrario, si está

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 13
demasiado húmeda, no se puede vender y además puede desarrollar hongos y otras
bacterias (Pesquera Itata S.A., 2002).
2.1.2.6 Enfriamiento
Después del secado la harina sale con la humedad deseada, pero a una temperatura no
conveniente para ser envasada inmediatamente. Por ello se ingresa a un equipo
denominado enfriador, que corresponde a un cilindro en cuyo interior gira un eje con
paletas radiales que agitan y hacen avanzar la harina, la que se enfría con un gran flujo
de aire que circula a contracorriente impulsado por un ventilador.
Por lo general, la harina de pescado sufre la oxidación de sus grasas, por ser un
producto higroscópico (absorción de humedad) y absorbe oxígeno. Para evitarlo, el
producto es envasado frío y se le agrega un antioxidante, la Etoxiquina la que inhibe el
poder oxidante de las grasas (Pesquera Itata S.A., 2002).
2.1.2.7 Molienda
Para cumplir con los estándares internacionales de calidad, la harina es molida
finamente en equipos denominados molinos a martillos. Luego se le agrega cierta
cantidad de antioxidante con un dosificador de antioxidante.
La Organización Marítima Internacional (IMO) exige, desde 1973, que los países
suscriptores del acuerdo sobre las normas para el transporte marítimo de mercaderías
peligrosas, que agreguen antioxidante a la harina de pescado (Pesquera Itata S.A.,
2002).
2.1.2.8 Ensaque
Una vez agregado el antioxidante, la harina pasa a la etapa de ensaque, donde se
utilizan sacos de polipropileno de 50 kilos.
En esta etapa es muy importante la participación del Laboratorio de Control de Calidad,
ya que extrae las muestras necesarias para efectuar los correspondientes análisis de
proteína, grasa, humedad, TVN y otros que permiten caracterizar y clasificar la harina
de acuerdo a las calidades definidas. Además, los Surveyors o instituciones como SGS,
CESMEC y otros, toman las muestras respectivas para examinar las harinas y
declararlas aptas para exportación (Pesquera Itata S.A., 2002).

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 14
2.2 Alternativas para el tratamiento de RILes con alta carga
Las instalaciones de tratamiento de residuos, debido a los niveles generados,
constituyen uno de los papeles más importantes en el programa de inversiones para la
explotación de los recursos marinos. Por eso conocer las diferentes alternativas que
existen para realizar el tratamiento de efluentes de proceso con alta carga orgánica
resulta primordial, ya que cada alternativa tiene asociado un costo de operación,
requerimientos de espacio y un capital de inversión asociado a su compra e instalación.
A fin de que equipo e instalaciones cumplan sus finalidades de facilitar el manejo de las
aguas residuales, deben cumplir las siguientes condiciones:
� Higiene
� Orientación correcta (referente a mitigar la percepción de olores)
� Funcionalidad
� Bajo costo
2.2.1. Tratamiento biológico
La eliminación de la materia orgánica que permanece en los RILes puede efectuarse
mediante un proceso biológico. Este proceso biológico dentro de la depuración tiene
como objeto la eliminación, estabilización o transformación de la materia orgánica
presente en las aguas. Esto se logra mediante la actuación de microorganismos,
realizando una acción metabólica transformando la materia orgánica en materia viva, o
bien realizando una acción físico-química de coagulación, decantación y arrastre de
bacterias. La depuración biológica se realiza en un reactor donde el microorganismo
transforma el agua contaminada en agua depurada, productos volátiles y materia viva
(Metcalf & Eddy, 1996).
2.2.1.1 Lodo activado
Dentro de los tratamientos biológicos se puede destacar el proceso de lodo activado,
que es un tratamiento biológico en el cual se agita y aérea una mezcla de agua de
desecho y un lodo de microorganismos, y de la cual los sólidos se remueven y
recirculan posteriormente al proceso de aireación, según se requiera. El paso de

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 15
burbujas de aire a través de las aguas de desecho coagula los coloides y la grasa,
satisface parte de la demanda bioquímica de oxígeno (DBO), y reduce un poco el
nitrógeno amoniacal. La aireación también puede impedir que las aguas de desecho se
vuelvan sépticas en uno de los tanques subsiguientes de sedimentación (Metcalf &
Eddy, 1996).
2.2.1.2 Biopelículas
Los microorganismos crecen incluidos en biopelículas. Estas biopelículas se forman
cuando las poblaciones microbianas están encerradas dentro de una matriz, compuesta
por polisacáridos que contienen uno o más ácidos urónicos aniónicos, que facilitan la
adherencia de unas células con otras o a la superficie. El desarrollo de una biopelícula
se inicia cuando una superficie sólida se sumerge en un medio acuático y las moléculas
orgánicas son adsorbidas por dicha superficie, formando así una película
macromolecular acondicionada. Esta les permite coexistir en ambientes en los que las
poblaciones individuales no podrían vivir, ya que atrapan por difusión nutrientes
producidos por células vecinas (Metcalf & Eddy, 1996).
2.2.1.3 Digestión anaerobia
En los procesos de descomposición anaeróbica se obtienen compuestos altamente
energéticos que pueden ser usados para la obtención de energía eléctrica y calórica, a
diferencia de la descomposición aeróbica, en que el producto final es dióxido de
carbono y agua. Dentro de estos compuestos se encuentran, entre otros, alcoholes,
como etanol y metanol, y gas metano. Estos compuestos son altamente combustibles,
por lo cual con un manejo eficiente se puede generar altas temperaturas para múltiples
propósitos. (Kaiser et al., 2002).
Por el principio de conservación de la materia, en un reactor anaerobio la cantidad
eliminada de DQO, se convierte en gases. Por este principio, la cantidad máxima de
metano producible es de 0,35 m3 CH4/kg DQO eliminada, en condiciones normales de
presión y temperatura y en unidades de energía primaria del orden de 3,5 kWh/kg DQO
eliminada. (Flotats et al.,1997)
Por los puntos analizados anteriormente, los sistemas anaerobios presentan ventajas e
inconvenientes, que se sintetizan a continuación:

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 16
2.2.1.4 Compostaje
Este proceso, el cual surge como alternativa a aplicar a los lodos provenientes del
tratamiento biológico por medio de lodo activado, se define como un “proceso biológico
aeróbico de tipo termófilo en el cual la descomposición de la materia orgánica es
acelerada, por el crecimiento y actividad enzimática de poblaciones mixtas de bacterias
y hongos” (Miller, 1993). Es importante resaltar que en el caso de la segunda
definición, no se hace alusión al carácter aerobio del compostaje, debido a que existe la
posibilidad de efectuar el proceso en condiciones anaeróbicas, modalidad menos
utilizada, que trae consigo la formación de malos olores y la generación de un producto
de inferior calidad como fertilizante.
El proceso aerobio implica la descomposición de los sustratos orgánicos en presencia
de oxígeno (aire) obteniéndose como principales productos del metabolismo biológico:
dióxido de carbono, agua y calor. El compostaje aerobio ha tenido mayor aplicación
dada su mayor flexibilidad, las altas velocidades de estabilización y la relativa fácil
operación de los sistemas.
Tabla 2.1. Comparación entre los procesos de compostaje aerobio y anaerobio
Características Procesos aerobios Procesos anaerobios Productos finales Humus, CO2, H2O Lodos, CO2, CH4 Reducción de volumen 50% 50% Tiempo de proceso 20 - 30 días 20 - 40 días Objetivo primario Reducción de volumen Producción de energía Objetivo secundario Producción de compost Estabilización de
residuos Fuente: Tchobanoglous, 1994.
El compost es un producto natural derivado de la descomposición de la materia
orgánica; ha sido definido de muchas maneras, comúnmente como un material sólido
resultante del proceso controlado de bio-oxidación de un sustrato sólido heterogéneo, el
cual contempla una fase termófila (CCME, 1996).

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 17
2.2.2. Tratamiento físico químico
2.2.2.1 Tecnología de Estímulos Físicos
La Tecnología de Estímulos Físicos utiliza como inducción la electricidad, que actúa
como un “poder” que afecta la energía libre de las reacciones químicas. Se podría
denominar catalizador eléctrico que potencia la eficiencia de procesos de oxidación,
reducción, coagulación, floculación, etc. Otro estímulo es la aplicación de fotones, como
ondas electromagnéticas de radio frecuencia, como energía de irradiación de quantum,
para excitar moléculas y átomos de su estado fundamental a un estado excitado, que
en algunos casos puede conducir a la escisión hemolítica del enlace en átomos o
radicales libres. Puesto que la excitación de moléculas depende de la intensidad de la
energía absorbida, la onda que se aplica y su característica geométrica tiene una
relación directa con la absorción del líquido y la ganancia de la frecuencia aplicada.
Para ésto, se utiliza un aparato generador de corriente continua ultra filtrada y un equipo
generador de ondas electromagnéticas de diferente geometría y frecuencia. Estos
estímulos se transmiten mediante electrodos directamente al seno del líquido en que se
han agregado los reactivos químicos de diferentes procesos tales como: precipitación,
oxidación, coagulación, floculación, formación de complejos y otras reacciones
químicas.
El proceso de electro estimulación es una la aplicación de la técnica que consiste en
mezclar la inducción de fotones, energía potencial y productos químicos, al residuo
industrial líquido que requiere tratamiento, entendiéndose por esto, la forma de remover
los contaminantes.
De esta manera se puede decir que es un proceso de estimulación para tratamiento de
agua conformado por: oxidación para reducir DBO5, oxidación para reducir cargas
orgánicas, oxidación hará reducir presencia de fenoles, oxidación para remover
bacterias, hongos y coliformes de todo tipo, oxidación para remover grasas y aceites,
anillos aromáticos, amonio, hierro, manganeso y amonio, nitrógeno, desinfección
bacteriana, otros orgánicos e inorgánicos presente en el agua, precipitación de metales
pesados y sustancias químicas orgánicas e inorgánicas, coagulación de elementos
químicos como cobre, arsénico, molibdeno, plomo, cadmio, boro, y otros elementos
_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 18
periódicos no alcalinos y alcalinos térreos, coagulación de orgánicos de cadenas
moleculares polares, precipitación de elementos como cinc, estaño, reducción de
cromo, reducción de inorgánicos en general y reducción de orgánicos, adsorción de
arsénico, adsorción de molibdeno, adsorción de cobre, floculación y aglomeración de
sólidos suspendidos en general, aceleración y mejoramiento de intercambio iónico,
reducción de aguas duras, reducción de sales como sulfatos y cloruros, reducción de
cianuros y otros (GGV Tecnología 2004)
2.2.2.2 Electrocoagulación
La electrocoagulación es un proceso que aplica los principios de la coagulación–
floculación en un reactor electrolítico. Este es un recipiente dotado de una fuente de
corriente y varios electrodos encargados de aportar los iones desestabilizadores de
partículas coloidales que reemplazan las funciones de los compuestos químicos que se
utilizan en el tratamiento convencional. El fundamento de la operación coagulación –
floculación radica en que las partículas que se hallan en suspensión en el agua tienen
un carácter eléctrico que las hace recolectoras de iones de carga opuesta, formando
agregados más grandes llamados “flocs”, los cuales por su mayor peso sedimentarán
por gravedad. (Morante, 2002)
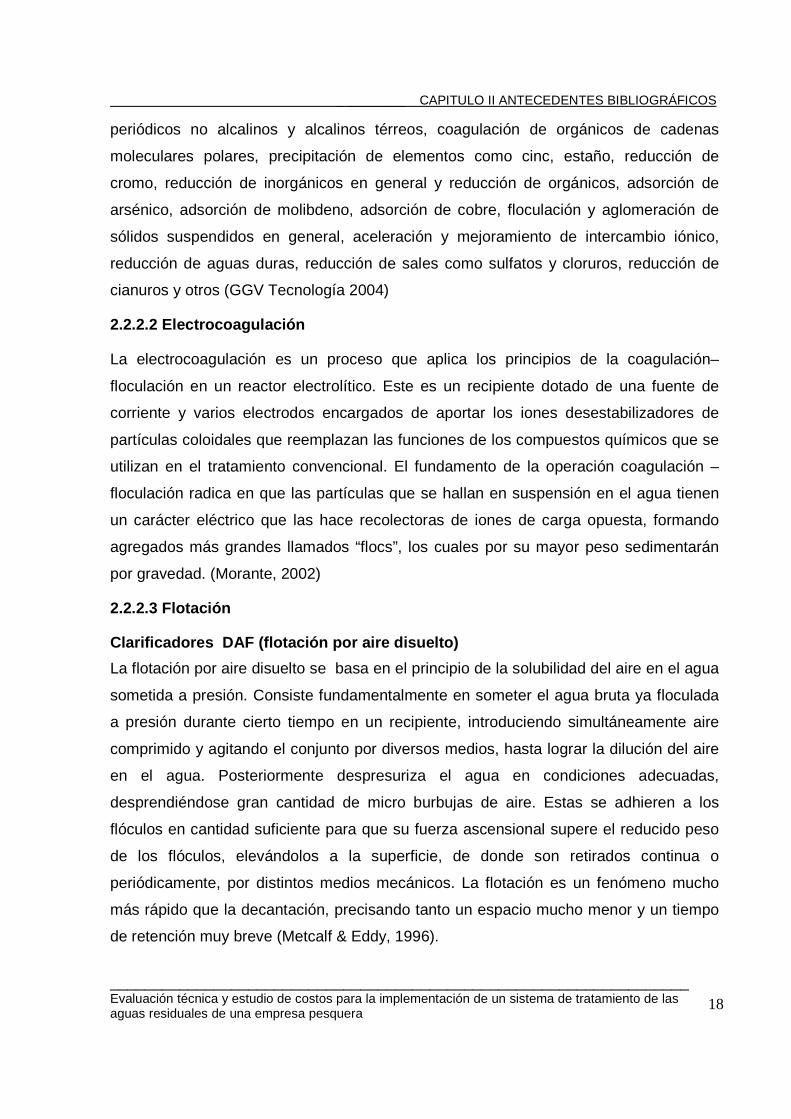
2.2.2.3 Flotación
Clarificadores DAF (flotación por aire disuelto)
La flotación por aire disuelto se basa en el principio de la solubilidad del aire en el agua
sometida a presión. Consiste fundamentalmente en someter el agua bruta ya floculada
a presión durante cierto tiempo en un recipiente, introduciendo simultáneamente aire
comprimido y agitando el conjunto por diversos medios, hasta lograr la dilución del aire
en el agua. Posteriormente despresuriza el agua en condiciones adecuadas,
desprendiéndose gran cantidad de micro burbujas de aire. Estas se adhieren a los
flóculos en cantidad suficiente para que su fuerza ascensional supere el reducido peso
de los flóculos, elevándolos a la superficie, de donde son retirados continua o
periódicamente, por distintos medios mecánicos. La flotación es un fenómeno mucho
más rápido que la decantación, precisando tanto un espacio mucho menor y un tiempo
de retención muy breve (Metcalf & Eddy, 1996).

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 19
Clarificadores CAF (flotación por cavitación de ai re)
El sistema CAF es un Sistema de Flotación por Cavitación de Aire que separa las
partículas sólidas en el agua residual o de proceso. Gracias a su diseño simple, la
unidad es fácil de operar y su costo de instalación, operación y mantenimiento es
mínimo. Este sistema innovador inyecta microburbujas de aire directamente en el flujo
de agua residual sin tener que disolverlo previamente y, ya que el aire es lo único que
pasa por las boquillas, éstas no se tapan. Este sistema no necesita compresores de
aire, bombas, ni tanques de presión. La unidad CAF es un tanque rectangular dividido
en cuatro secciones: la sección de aireación donde se encuentra el aireador que
funciona por cavitación; la sección de flotación (clarificación); el canal de descarga de
sólidos con un tornillo sin fin, y el canal de descarga del agua clarificada con vertedero
ajustable (Metcalf & Eddy, 1996).
Oxidación y flotación por adición de ozono
El tratamiento de RILes por oxidación con ozono, es empleado en la industria de
procesos en general para el tratamiento de compuestos orgánicos recalcitrantes de
difícil degradación, como es el caso de los RILes con altos contenidos de Fenol. Se
emplea como un agente oxidante, el cual rompe las moléculas grandes para
transformarlas en moléculas más pequeñas de fácil biodegradación (como el caso de
los compuestos que constituyen los RILes de las pesqueras), a su vez en la industria
existe un recelo en su utilización por que es sabido de que el contacto de aguas con
alto contenido de ozono daña la materia prima. Así también en general, las empresas
que emplean este tipo de tratamiento (celulosa, siderúrgica) identifican al Ozono como
un compuesto difícil de manejar y de alto costo energético. Además, la reacción de
oxidación posee una reacción secundaria la cual da origen a la formación de
compuestos radicales libres, los cuales se caracterizan por ser tóxicos. Si se van a
efectuar más pruebas con Ozono, se recomienda incluir un análisis de toxicidad crónica
y aguda al RIL tratado, ya que si bien este ítem no está indicado en la norma de
emisión, es exigido de analizar por la Autoridad Marítima dentro de los Programas de
vigilancia Ambiental que exige a todas las empresas cuyos residuos líquidos son
vertidos a cuerpos de agua marinos, de acuerdo al D.S. 1/92 Reglamento para la
Prevención de la Contaminación Acuática.

_ ________ CAPITULO II ANTECEDENTES BIBLIOGRÁFICOS
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 20
El ozono es un oxidante muy fuerte y soluble en agua a temperatura ambiente; se
produce por descarga eléctrica dentro del aire. Por su inestabilidad implica que sea
generado sobre el sitio de utilización. A pesar de su fuerte potencial redox, el ozono
posee una reactividad selectiva y la ozonización del agua conduce a una disminución
del COT (carbono orgánico total) muy baja.
Referente a la oxidación con ozono, la combinación de O3-H2O2, facilita la
descomposición del ozono en especies radicales que favorecen la oxidación indirecta
de los compuestos. La aplicación de un sistema [O3-H2O2] necesita condiciones
óptimas de pH y una relación apropiada entre O3 y H2O2; la presencia de inhibidores
como los bicarbonatos, influyen en la eficiencia del sistema (Moreno, 2001)
2.2.3. Tratamiento Físico
2.2.3.1 Filtración
El proceso de filtración consiste en hacer pasar el agua por filtros de diferentes tamaños
de poros con lo cual la fracción sólida suspendida en el agua será extraída (Metcalf &
Eddy, 1996). Dentro de este tipo de sistemas existen varias alternativas, donde
destacan las siguientes:
• El filtro de tambor es un filtro mecánico y de autolimpieza diseñado
especialmente con objeto de alcanzar alto rendimiento en sistemas donde es
esencial prevenir las partículas de la fragmentación.
• El filtro de disco es una gama de los de micro-pantallas para el retiro de los
sólidos y la recuperación del producto. El diseño del disco es particularmente
ventajoso cuando es necesaria un área grande de filtro.
• El filtro de cartucho funcionan generalmente con mayor eficacia y económia
en los usos que tienen niveles de la contaminación de menos de 100 ppm.
• El filtro de cable tejido es ampliamente usado para la filtración y está disponible
en una amplia gama de materiales y tamaños de poro. Puede ser tejido en
cualquier material lo suficientemente dúctil como para que se le pueda dar una
forma de cable. Los materiales más adecuados son el bronce de fósforo, el acero
inoxidable y el monel (aleación del níquel).

CAPÍTULO III MATERIALES Y MÉTODOS

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 21
CAPITULO 3. MATERIALES Y MÉTODOS
3.1 Gestión de efluentes de la planta
Dentro de la planta de congelados, de pesquera ITATA, se seleccionaron 3 puntos de
control para la medición de los caudales de las aguas de proceso. Los puntos de control
están situados en las diferentes canaletas de las aguas que transportan los RILes (ver
figura 4.1) de proceso y la cuantificación de sus caudales, así como la toma de
muestras para la medición de los sólidos totales, sedimentables y aceites y grasas,
entregaron información necesaria para el estudio de la factibilidad de realizar
segregación de corrientes, con la consecuente optimización en el proceso de
tratamiento.
La medición de los caudales fue llevada a cabo por un profesional del INPESCA
(Instituto de Investigación Pesquera) Para cada punto de control se realizaron 3
lecturas, con el objetivo de tener un valor promedio más real.
Estas lecturas fueron realizadas durante el proceso productivo, considerando un lapso
de tiempo de 1 a 2 hora entre cada medición. El inicio de las mediciones fue
aproximadamente 1 hora después de haber iniciado el proceso, con el objetivo de
realizar una lectura más confiable.
3.2 Optimización de la planta CAF
El jar test o test de jarra es el ensayo utilizado para definir las dosis de coagulante y
floculante a emplear en un sistema de tratamiento, que se basa en lo siguiente:
Primero se realiza en un vaso de precipitado de 500 mL la estimación del rango de
dosis de coagulante requerido para la generación de un flóculo apreciable. Para ello se
usan 200 mL de muestra, los que se colocan en un agitador magnético y, se les
adiciona coagulante hasta pH 6,0, luego se mezcla en forma rápida por 1 min y luego
mezcla lenta durante 3 min. Se continúa la adición de coagulante hasta la formación
visible de un flóculo.
Luego se sigue el siguiente procedimiento, utilizando un equipo B-KER2 (Phipps&Bird),
con 6 jarras de 2 L c/u, colocando 1000 mL de muestra en cada una:

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 22
A) Se ajusta pH a 4,0; 5,0; 6,0; 7,0; 8,0; y 9,0 con álcali y/o ácido estándar (NaOH 0,1 N
y H2SO4 0,1 N respectivamente).
B) Se mezcla rápidamente cada muestra por 3 minutos, seguido de 12 minutos de
“floculación” a velocidad lenta.
C) Se mide la turbidez del sobrenadante de cada muestra sedimentada (se utilizó un
nefelómetro portátil modelo 2100p Hach).
D) Se graficó la turbidez versus pH residual, y se seleccionó la mejor respuesta (pH al
cual la turbidez es menor).
E) Usando este pH, se repitieron los pasos B) y C) variando la dosis de coagulante (con
rangos cercanos a la primera aproximación).
F) Se graficaron la turbidez residual versus la dosis de coagulante y se selecciona la
dosis “óptima” (dosis a la cual la turbidez es menor, el Índice de Willcomb es mejor y/o
el pH residual es mayor a 5,5)
G) Al usar un polielectrolito (floculante), se repite el procedimiento, adicionando el
polielectrolito hacia el final de la mezcla rápida.
Para la determinación de las dosis óptimas (mejores) se fijaron tres criterios sobre la
calidad del efluente:
1) Turbidez final del clarificado: menor turbidez es mejor respuesta.
2) pH final: se estableció como límite el exigido por la norma 609 de descarga de aguas
al alcantarillado (pH entre 5,5 y 9)
3) Calidad del flóculo: medido por el índice de Willcomb para diferenciar situaciones de
complejidad a los dos criterios anteriores.

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 23
3.3. Selección de las plantas de tratamiento y su o peración
Para el análisis de la mejor alternativa de tratamiento de RILes, se realizó un llamado
abierto a diferentes empresas dedicadas al tratamiento de aguas residuales, para
realizar una operación en paralelo de plantas piloto.
Esta propuesta fue aceptada por tres empresa las cuales instalaron sus plantas piloto
en una bodega de la empresa South Pacofic Korp (SPK).
Dado que era primera vez que se realizaba experiencia de este tipo en donde las
empresas que atendieron al llamado efectuado por la ASIPES (Asociación de
Industriales Pesqueros) a través del gerente encargado de estudiar y desarrollar el
proyecto de construcción de unos emisarios submarino para la descarga de aguas
residuales fuera de la zona de protección del litoral y así dar cumplimiento a la tabla N°5
del Decreto Supremo 90/2000.
Se efectuaron pruebas de tratamiento con plantas de las empresas Beckart, Nijhuis y
Krofta. A esto se debe agregar el hecho de que también se unió a las pruebas una
planta de oxidación por ozono de la empresa Bioaqua (empresa de Dinamarca), la cual
se encontraba en la zona realizando ensayos similares.
La operación de las plantas piloto se llevó a cabo bajo un sistema semi-batch, en donde
si bien las plantas operaban a flujo continuo (con excepción de las planta de Bioaqua) el
tipo de RILes tratados era cargado en un estanque de 25 m3, el cual alimentaba estas
plantas. Los tipos de RILes alimentados eran los proporcionados por las diferentes
empresas pertenecientes a la ASIPES, por lo cual, si bien se puede tratar de un RIL
producto de procesamiento de una misma especie, sus características son variable, ya
que éstas dependen de factores como: la distancia de la descarga, tipo de descarga,
características de los barcos, etc.)

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 24
3.3.1 Características generales de las plantas de t ratamiento
3.3.1.1 Beckart
Las plantas de tratamiento de flotación continuas de Beckart están diseñadas para
tratar Residuos Industriales Líquidos (RILes) con grandes niveles de flujo. Los RILes
libres de sólidos mayores se colectan en un estanque de ecualización, desde donde son
transferidos a una unidad de reacción y mezcla. La adición de coagulante, buffer y
polímero en presencia de micro-burbujas permiten que los contaminantes se separen
del agua y floten en la superficie del clarificador en forma de lodo. El agua recorre el
clarificador en contracorriente, saliendo por gravedad al punto de descarga. El lodo
generado contiene entre 90 y 95% de humedad.
Esta planta está diseñada para manejar confiablemente volúmenes más grandes de
aguas residuales., pero para este caso se realizaron pruebas con una planta piloto que
opera a un promedio de 1 m3/h.
Los sistemas continuos por flotación de Beckart proporcionan una solución altamente
eficaz para tratar las aguas residuales que contienen aceite flotante o aceites
emulsionados, metales pesados disueltos, jabones, surfactantes, y muchas otras
corrientes de aguas residuales.
Las capacidades de las plantas Beckart van desde 1 m3 a los 225 m3 por hora, además
de poseer una sección de almacenamiento de lodos. Beckart ofrece tanque y
clarificadores de fondo plano (o fondo de tolva) para el drenaje y la facilidad completa
de limpieza.
Esta planta, como se muestra en la figura 2.3, posee una geometría rectangular
sencilla. La mezcla aditivos/RIL se realiza en un reactor agitado (figura 2.5), donde se
produce la coagulación, ingresando la mezcla hacia el estanque separador. Esta planta
piloto cuenta con dos opciones de incorporar el aire: aire a presión (6 atm) operando
bajo la modalidad DAF, y aire atmosférico inducido, operando bajo la modalidad IAF.
Los lodos son retirados por una paleta, que actúa con cadenas unidas a un motor
(figura 2.5).
La principal ventaja de esta planta radica en su simpleza, ya que todas las piezas
poseen repuestos en la industria nacional, además de su bajo costo (Beckart, 2004).

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 25
Figura 2.3 Planta piloto para caudales promedio de 1 m3/h
Figura 2.4 Paletas removedoras de lodo
Figura 2.5 Equipo de adición de químicos

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 26
3.3.1.2 Nijhuis
Esta planta piloto, al igual que la anterior, posee una geometría rectangular (figura 2.7)
y está destinada para el tratamiento de en promedio 5 m3/h. Una de las características
de esta planta es que en su interior contiene una serie de placas paralelas inclinadas, lo
que permite que exista un mayor tiempo de contacto entre las microburbujas y los
sólidos presentes en el RIL, lo cual aumentaría la eficiencia de la planta. La mezcla
aditivos/RIL se realiza en un reactor tubular de flujo pistón, donde se produce la
coagulación en forma homogénea a lo largo del tubo, pudiendo tomarse muestras en
distintas partes e ingresando la mezcla hacia el estanque separador (ver figura 2.6).
Figura 2.6 Tubería de reacción
Un floculador tubular es un reactor de flujo forzado y se utiliza donde un coagulante,
floculante y opcionalmente un reactivo químico para corrección del pH, se dosifican en
forma consecutiva para la remoción de DQO, DBO, Turbidez, Precipitantes, etc. El
proceso se efectúa bajo condiciones optimizadas altamente controladas y bien
definidas, hasta 9 m3/h por unidad.
La introducción de las placas al interior del separador, y la incorporación de aditivos
químicos mediante un reactor tubular de flujo pistón (figura 2.9), según sus
distribuidores ha logrado disminuir los volúmenes de aditivos químicos asociados con
respecto a un sistema común, para un mismo caudal a tratar (Nijhuis, 2004).

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 27
Figura 2.7 Planta piloto para un caudal promedio de 5 m3/h
Figura 2.8 Paletas removedoras de lodo
Figura 2.9 Equipo de adición de químicos
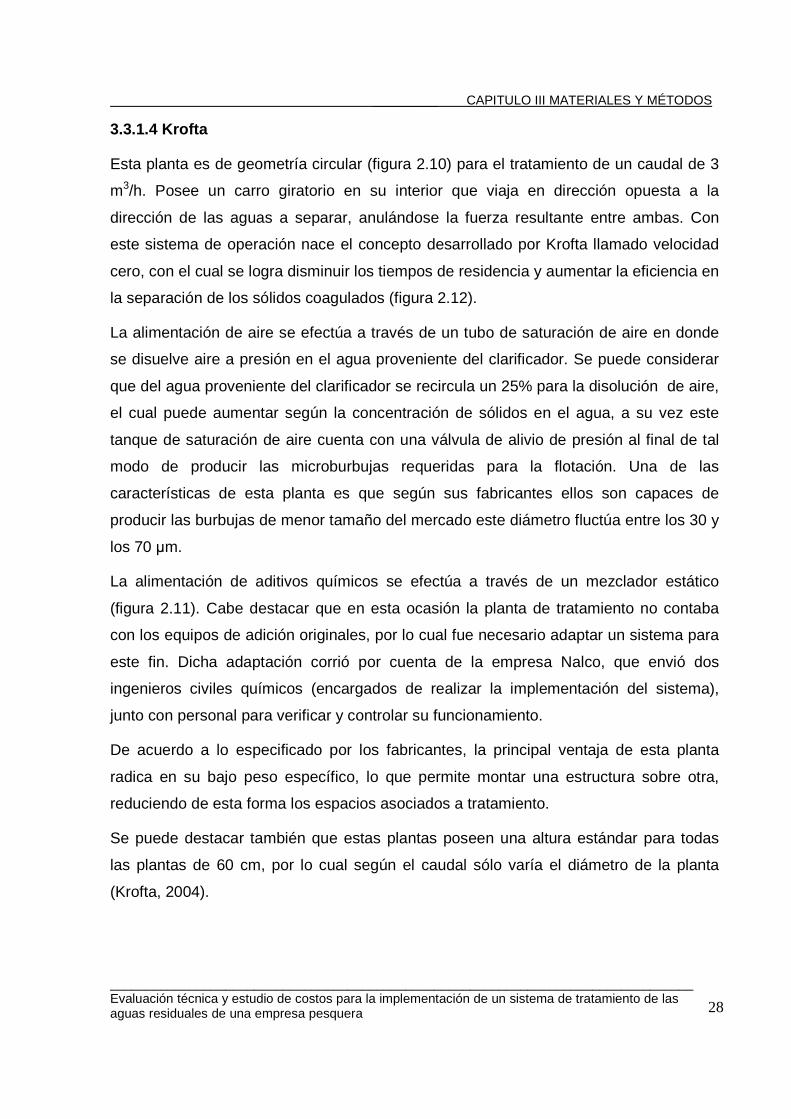
_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 28
3.3.1.4 Krofta
Esta planta es de geometría circular (figura 2.10) para el tratamiento de un caudal de 3
m3/h. Posee un carro giratorio en su interior que viaja en dirección opuesta a la
dirección de las aguas a separar, anulándose la fuerza resultante entre ambas. Con
este sistema de operación nace el concepto desarrollado por Krofta llamado velocidad
cero, con el cual se logra disminuir los tiempos de residencia y aumentar la eficiencia en
la separación de los sólidos coagulados (figura 2.12).
La alimentación de aire se efectúa a través de un tubo de saturación de aire en donde
se disuelve aire a presión en el agua proveniente del clarificador. Se puede considerar
que del agua proveniente del clarificador se recircula un 25% para la disolución de aire,
el cual puede aumentar según la concentración de sólidos en el agua, a su vez este
tanque de saturación de aire cuenta con una válvula de alivio de presión al final de tal
modo de producir las microburbujas requeridas para la flotación. Una de las
características de esta planta es que según sus fabricantes ellos son capaces de
producir las burbujas de menor tamaño del mercado este diámetro fluctúa entre los 30 y
los 70 µm.
La alimentación de aditivos químicos se efectúa a través de un mezclador estático
(figura 2.11). Cabe destacar que en esta ocasión la planta de tratamiento no contaba
con los equipos de adición originales, por lo cual fue necesario adaptar un sistema para
este fin. Dicha adaptación corrió por cuenta de la empresa Nalco, que envió dos
ingenieros civiles químicos (encargados de realizar la implementación del sistema),
junto con personal para verificar y controlar su funcionamiento.
De acuerdo a lo especificado por los fabricantes, la principal ventaja de esta planta
radica en su bajo peso específico, lo que permite montar una estructura sobre otra,
reduciendo de esta forma los espacios asociados a tratamiento.
Se puede destacar también que estas plantas poseen una altura estándar para todas
las plantas de 60 cm, por lo cual según el caudal sólo varía el diámetro de la planta
(Krofta, 2004).

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 29
Figura 2.10 Planta piloto para un caudal promedio de 5 m3/h
Figura 2.11 Equipo de adición de químicos
Figura 2.12 Deflectores para disminuir la velocidad de flujo

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 30
3.3.1.5 Bioaqua
Las plantas de tratamiento por ozono cuentan con equipos generadores de ozono, las
cuales son unidades compactas, perfectamente ensambladas y listas para producir
ozono de forma económica a partir de oxígeno (figura 2.13). Los niveles de producción
de ozono pueden ser ajustados entre un rango de valores para conseguir la aplicación
requerida.
Los valores técnicos más importantes del equipo están parametrizados en el monitor,
para asegurar una correcta y fiable manipulación del mismo.
Según sus fabricantes una de las principales diferencias frente a otros métodos es el
total respeto al medio ambiente que se consigue al utilizarlo. Los contaminates, olores,
colores y microorganismos son directamente destruidos por el ozono sin dañar el
producto tratado y sin dejar residuos.
El proceso de generación del ozono es sencillo. El ozono se obtiene con generadores
especiales a partir de gases que contienen oxígeno, a los que se les aplica una
descarga eléctrica, generando así una corriente de alta tensión entre dos electrodos.
Estos eléctrodos están separados por un dieléctrico y dos espacios de descarga por los
que pasa un flujo de gas. Una parte de las moléculas del oxígeno del gas utilizado se
disocian en el campo eléctrico y se asocian a moléculas de oxígeno liberadas, formando
moléculas de ozono.
Esta planta es de geometría rectangular sencilla, a la cual se le burbujeaba
permanentemente Ozono en su interior. Este burbujeo ayuda a la flotación de los
sólidos ya oxidados.
El caudal a tratar por esta planta es de 1 m3 el cual es tratado por tres horas dentro de
la planta. Este funcionamiento en batch produce la oxidación progresiva de la materia
orgánica existente en el RIL y debido a ésto se está generando una gran cantidad de
sólidos y espuma. Este lodo es retirado en forma manual, ya que la planta no contaba
con un sistema mecánico para este fin (Bioaqua, 2004).

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 31
Figura 2.13 Planta piloto batch para el tratamiento de 1 m3/h
Figura 2.14 Alta generación de espuma con sólidos durante el tratamiento
Figura 2.15 Tanque de reacción

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 32
3.3.1.6 Planta biológica/ físico – quimica de DLC Soluciones Industriales S.A.
La planta piloto Físico-Química/Biológica está compuesta por tres unidades:
Estanque DAF
Estanque de fibra de acumulación
Estanque Biológico STM
• El estanque DAF posee una capacidad de tratamiento para caudales de 20 m3/h)
las dimensiones del estanque son: largo 6,1 m, ancho 1,7 m, altura de 2,3 m.
• La planta biológica posee una capacidad de tratamiento para caudales de 30 a
60 m3/día, dependiendo del tipo de RIL.
Especificaciones para su instalación:
La loza o terreno compactado y nivelado para soportar los pesos indicados,
correspondientes a la planta en funcionamiento.
Energía trifásica de acuerdo a los requerimientos.
Pozo o estanque desde donde poder alimentar la planta piloto. Lo ideal es que este se
encuentre cercano al sitio donde se instalará la planta piloto.
Una grúa para descargar los equipos del camión en el lugar de instalación de la planta
piloto.
• No se considera ajuste de pH
• Se considerara un pH de entrada entre 6.2 – 8.5, por lo que no se contempla
equipos por concepto de regulación de pH.
Cada empresa donde se instale la planta piloto, deberá disponer del piping para
conectar la planta piloto o las distintas unidades al pozo recolector de RILes.
Deberá también cancelar el traslado de la planta piloto desde donde se encuentre ésta
(otra empresa dentro de la zona).
Soluciones Industriales dispondrá de un operario para realizar labores de montaje y
puesta en marcha.
_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 33
La inoculación con lodo biológico debe coordinarse en conjunto con Soluciones
Industriales SA; puede ser con un camión limpia fosas o bien inocular con mínimo 2 m3
de lodo.
3.3.2 Operación de las plantas piloto y toma de mue stras
Las plantas piloto fueron operadas por los representantes de las compañías, la
operación fue llevada a cabo en paralelo y se medieron diferentes parámetros tanto de
operación como resultados finales del tratamiento. La toma de muestras fue realizada
por personal del INPESCA (Instituto de Investigación Pesquera).
3.3.3 Pruebas efectuadas con los sistemas piloto
El objetivo general de las pruebas fue evaluar en terreno las eficiencias de remoción de
las plantas de tratamiento en distintos tipos de RILes generados en la industria
pesquera, a escala piloto.
Dentro de este contexto, se realizaron análisis de los RILes generados en los distintos
procesos desarrollados al interior de la industria pesquera, en términos de los
parámetros asociados a su clasificación (DBO5, Sólidos Suspendidos, Sólidos
Sedimentables, Aceites y Grasas), para conocer las características del RIL post –
tratamiento, evaluando el cumplimiento del D.S. 90/2000 para RILes vertidos fuera de la
zona de protección litoral por medio de un emisario submarino, el cual agruparía los
RILes de todas estas empresas
Otro objetivo fue el de conocer la cantidad y características de los lodos generados por
el tratamiento de RILes, con objeto de estudiar la posibilidad de incorporarlos al proceso
de elaboración de harina de pescado, determinar los costos asociados a la disposición
de lodos en vertedero ambientalmente autorizado por CONAMA, determinar la cantidad
de aditivos utilizada en las pruebas piloto de tratamiento, estimar consumos y costos
asociados a su utilización en escala real, conocer las prácticas operativas,
determinando las posibles fallas de los sistemas de tratamiento y alguna diferencia
significativa entre la operación de éstos.
Alguno de los RILes tratados en los pruebas efectuadas con las plantas politos se
resumen a continuación. La planta de DLC soluciones industriales fue operada con otro
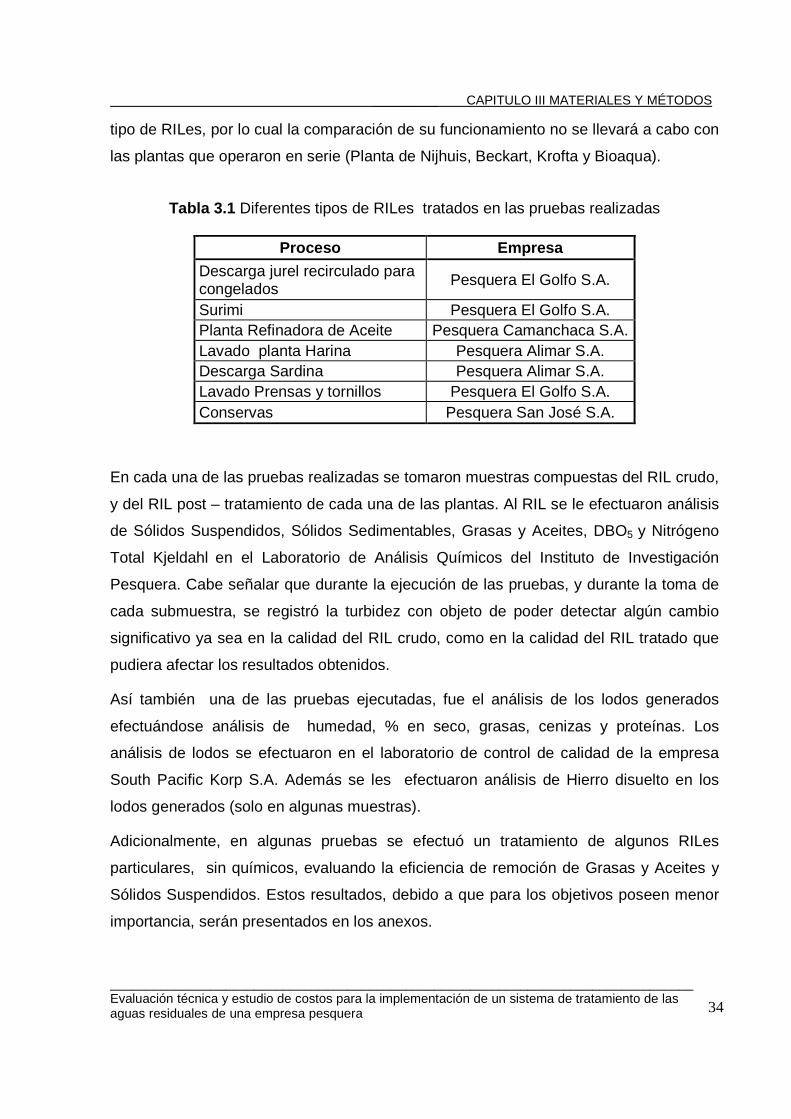
_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 34
tipo de RILes, por lo cual la comparación de su funcionamiento no se llevará a cabo con
las plantas que operaron en serie (Planta de Nijhuis, Beckart, Krofta y Bioaqua).
Tabla 3.1 Diferentes tipos de RILes tratados en las pruebas realizadas
Proceso Empresa
Descarga jurel recirculado para congelados
Pesquera El Golfo S.A.
Surimi Pesquera El Golfo S.A. Planta Refinadora de Aceite Pesquera Camanchaca S.A. Lavado planta Harina Pesquera Alimar S.A. Descarga Sardina Pesquera Alimar S.A. Lavado Prensas y tornillos Pesquera El Golfo S.A. Conservas Pesquera San José S.A.
En cada una de las pruebas realizadas se tomaron muestras compuestas del RIL crudo,
y del RIL post – tratamiento de cada una de las plantas. Al RIL se le efectuaron análisis
de Sólidos Suspendidos, Sólidos Sedimentables, Grasas y Aceites, DBO5 y Nitrógeno
Total Kjeldahl en el Laboratorio de Análisis Químicos del Instituto de Investigación
Pesquera. Cabe señalar que durante la ejecución de las pruebas, y durante la toma de
cada submuestra, se registró la turbidez con objeto de poder detectar algún cambio
significativo ya sea en la calidad del RIL crudo, como en la calidad del RIL tratado que
pudiera afectar los resultados obtenidos.
Así también una de las pruebas ejecutadas, fue el análisis de los lodos generados
efectuándose análisis de humedad, % en seco, grasas, cenizas y proteínas. Los
análisis de lodos se efectuaron en el laboratorio de control de calidad de la empresa
South Pacific Korp S.A. Además se les efectuaron análisis de Hierro disuelto en los
lodos generados (solo en algunas muestras).
Adicionalmente, en algunas pruebas se efectuó un tratamiento de algunos RILes
particulares, sin químicos, evaluando la eficiencia de remoción de Grasas y Aceites y
Sólidos Suspendidos. Estos resultados, debido a que para los objetivos poseen menor
importancia, serán presentados en los anexos.

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 35
3.4 Metodología analítica
La determinación de los parámetros de control (SST, pH y turbidez) se realizó según
metodología estandarizada (APHA, AWWA, WPCF, 1992) y referenciada en normativa
nacional; el resto de los parámetros analizados se solicitaron al laboratorio de RILes de
la Universidad de La Frontera y al Laboratorio del Instituto de Investigación Pesquero,
acreditados según Norma ISO – INN 17025.
Tabla 3.2 Parámetros analizados
Parámetro Metodología pH según Norma Chilena 2313/1
de 1995 Temperatura (T) según Norma Chilena 2313/2
de 1995 Sólidos Suspendidos Totales (SST)
según Norma Chilena 2313/3 de 1995
Demanda Bioquímica de Oxígeno (DBO5)
según Norma Chilena 2313/5 de 1996
Aceites y Grasas (AyG) según Norma Chilena 2313/6 de 1997
Determinación de Turbidez según Métodos Normalizados (APHA, AWWA, WPCF, 1992), método N°2130
3.4.1 Determinación de pH según Norma Chilena 2313/1 de 1995: esta norma
establece la determinación de pH en aguas residuales. Método basado en la
determinación de la actividad de los iones hidronio por medición potenciométrica,
empleando un electrodo de referencia, previa calibración del instrumento con soluciones
de pH estándar. Se utilizó un pHmetro modelo 44300 de Hach.
3.4.2 Determinación de Temperatura (T) según Norma Chilena 2313/2 de 1995: el
método consiste en la determinación de la temperatura de una muestra por
termometría. La medición se debe efectuar en un lugar de toma de muestra y evitando
toda posible alteración provocada por el medio ambiente.
_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 36
3.4.2 Determinación de Sólidos Suspendidos Totales (SST) según Norma Chilena
2313/3 de 1995: esta norma establece el método de análisis para sólidos suspendidos
totales secados a 103ºC – 105ºC, en aguas residuales. El método se basa en filtrar una
muestra bien homogeneizada a través de un filtro tarado de fibra de vidrio estándar con
un diámetro de poro de 0,25µm y secar el residuo retenido hasta masa constante, a
103ºC – 105ºC .El aumento de masa del filtro representa el contenido de sólidos
suspendidos totales. Se utilizó una estufa WTB Binder y una balanza analítica.
3.4.4 Determinación de Demanda Biológica de Oxígeno (DBO5) según Norma
Chilena 2313/5 de 1996: esta norma establece el método de análisis para la
determinación de la demanda bioquímica de oxígeno (DBO5) en aguas residuales. El
método se basa en determinar el oxígeno consumido por microorganismos, cuando se
incuba una muestra en la oscuridad a 20ºC, durante cinco días, determinándose el
oxígeno mediante el método de Winkler azida modificada.
3.4.5 Determinación de Aceites y Grasas (AyG) según Norma Chilena 2313/6 de
1997: esta norma establece el método de análisis para la determinación de aceites y
grasas en aguas residuales, combinando la extracción mediante un aparato Soxhlet y
la partición con solvente. El método consiste en la determinación gravimétrica de
sustancias extraídas desde muestras acuosas con solvente n-hexano.
En la muestra acuosa, los jabones metálicos solubles son transformados en su ácido
graso por acidificación. Algunos aceites, sólidos y grasas viscosas presentes son
separados desde la muestra líquida por filtración, seguida por la extracción con n-
hexano en un aparato Soxhlet.
3.4.6 Determinación de Nitrógeno Total Kjeldahl (NT K) la determinación se realiza
en tres etapas: digestión, destilación y medición del nitrógeno en forma de amonio. En
la digestión los compuestos de carbono se oxidan a CO2, y la mayor parte de las formas
presentes de nitrógeno a amonio. La digestión se realiza con ácido sulfúrico y un
catalizador metálico a unos 200 °C de temperatura durante 2 horas. En la destilación se
añade hidróxido sódico al digerido y se recoge el amonio desprendido en una solución
de acido bórico, sobre la que se determina el amonio presente por los métodos
colorimétricos o por titulación

_________ CAPITULO III MATERIALES Y MÉTODOS
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 37
3.4.7 Determinación de Turbidez según Métodos Normalizados (APHA, AWWA,
WPCF, 1992), método N°2130-B “Método Nefelométrico”: este método se basa en la
comparación de la intensidad de la luz dispersada por la muestra en condiciones
definidas y la dispersada por una solución patrón de referencia en idénticas
condiciones. Cuanto mayor es la intensidad de la luz dispersada, más intensa es la
turbidez (se utilizó un nefelómetro portátil modelo 2100p Hach).
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
CAPÍTULO IV RESULTADOS Y DISCUSIÓN

_ _________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 38
CAPÍTULO 4 RESULTADOS Y DISCUSIÓN
4.1 Planta de congelados
Dentro de la planta de congelados se realizó una caracterización de los RILes de
proceso y una identificación del uso de agua, durante el proceso y durante el lavado de
la planta.
Durante el proceso de elaborado de pescado congelado se utiliza agua proveniente de
3 fuentes:
• Agua de mar
• Agua de puntera (pozo profundo)
• Agua potable
4.1.1 Utilización de agua en la planta
4.1.1.1 Para proceso
Durante el proceso productivo se utiliza agua de mar, con la cual se produce hielo para
mantener baja la temperatura de los tanques de alimentación de pescado al proceso.
Este volumen no se cuantifica, ya que se va produciendo de acuerdo con la velocidad
del proceso y estado de la pesca. A la vez de ir variando de acuerdo con los volúmenes
de pesca a procesar (esta agua está autorizada por el Servicio de Salud para ser
empleada en contacto con la materia prima).
El agua potable es utilizada para ayudar al transporte de la materia prima durante el
proceso y también para la limpieza de los cuchillos durante el proceso de corte de
cabeza y eviscerado. Luego de estudiar estos puntos de utilización se pudo disminuir su
consumo a través de recomendaciones simples como es el cambio de las boquillas de
aspersión a una de menor diámetro y también con la eliminación de algunas válvulas
que no prestaban real utilidad. Los caudales de estos equipos no fueron cuantificados,
ya que no permanecían estables durante el proceso; debido a ésto su medición no sería
exacta o una aproximación a la realidad.

_ _________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 39
4.1.1.2 Para limpieza
El agua de las punteras antes de ser utilizada en la planta, pasa por un filtro de 100 µm
para retirar todo tipo de sólidos con un tamaño superior a 100 µm, por otra parte, es
sometida cada 15 días de procesos a análisis, que consideran la medición de
parámetros microbiológicos, para asegurar su calidad.
El agua de puntera en la planta de congelados de Pesquera ITATA S.A. se utiliza sólo
para realizar el lavado de los equipos de la planta luego del procesamiento de la
materia prima.
Procedimiento:
• Limpieza por arrastre de los sólidos de mayor tamaño
• Preparación de las soluciones sanitizantes
• Enjuague de las superficies posterior a la sanitización
• Tratamientos y controles de seguridad
4.1.2 Diagrama de flujo del proceso
Las canaletas de RILes de la planta de congelados fueron caracterizadas, con el
objetivo de medir parámetros tales como la concentración de sólidos suspendidos
totales, sólidos sedimentables y concentración de aceites y grasas. Con estos
resultados se creó un diagrama de flujo de los RILes de proceso (figura 4.1), en donde
se detallan los resultados obtenidos.
Para comprender el diagrama de flujo se debe tener en cuenta la figura 4.2 el la cual se
presenta una vista isométrica de las canaletas de la planta.

_______________________________ ___________ CAPITULO IV RESULTADOS Y DISCUSIÓN
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
40
Figura 4.2 Plano isométrico canaletas planta de congelados
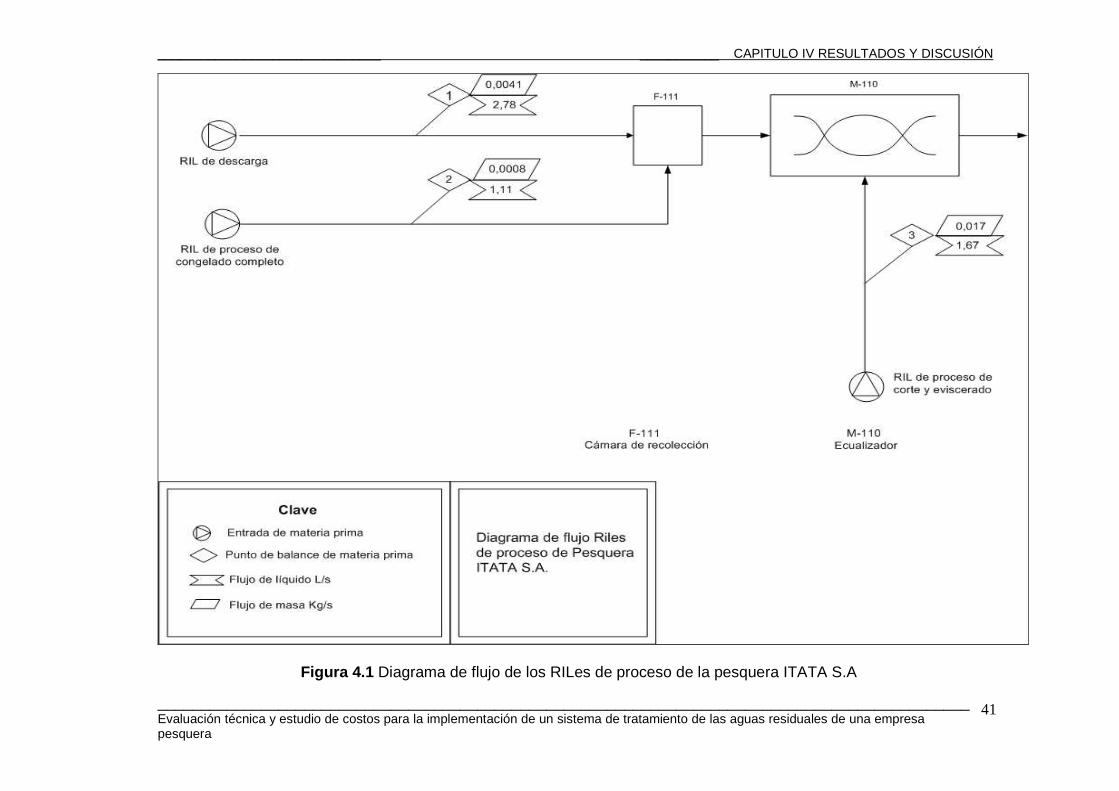
_______________________________ ___________ CAPITULO IV RESULTADOS Y DISCUSIÓN
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
41
Figura 4.1 Diagrama de flujo de los RILes de proceso de la pesquera ITATA S.A
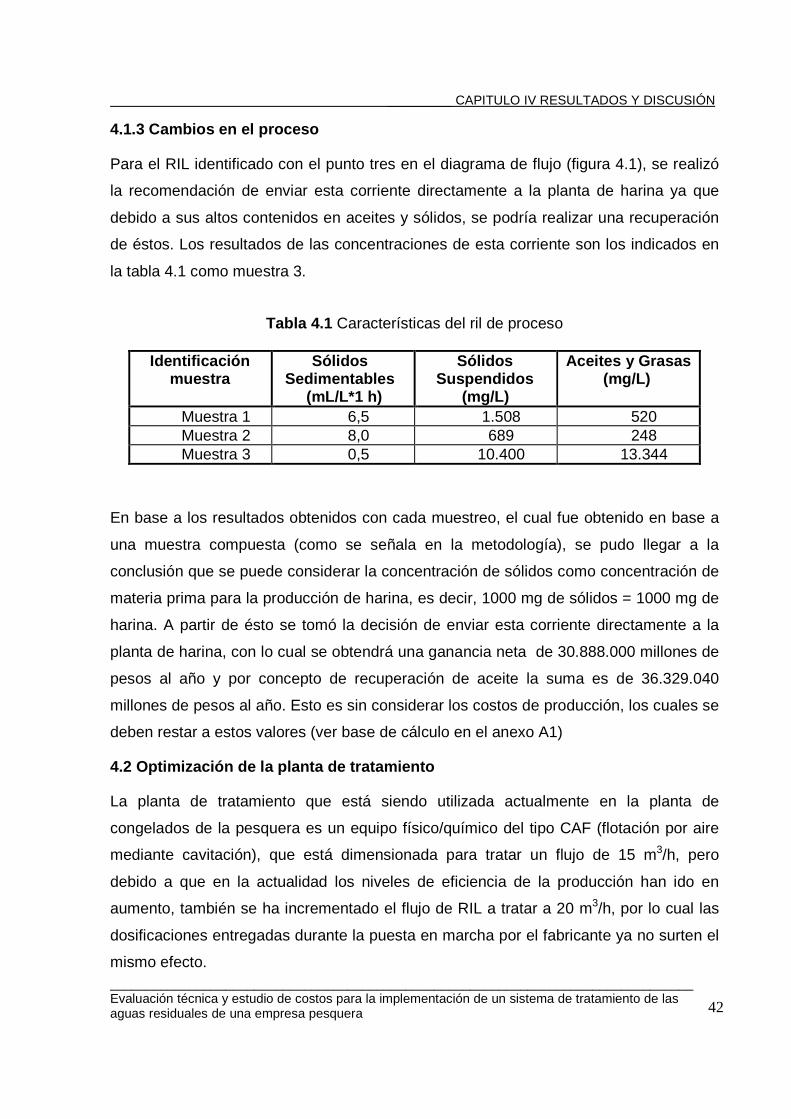
_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 42
4.1.3 Cambios en el proceso
Para el RIL identificado con el punto tres en el diagrama de flujo (figura 4.1), se realizó
la recomendación de enviar esta corriente directamente a la planta de harina ya que
debido a sus altos contenidos en aceites y sólidos, se podría realizar una recuperación
de éstos. Los resultados de las concentraciones de esta corriente son los indicados en
la tabla 4.1 como muestra 3.
Tabla 4.1 Características del ril de proceso
Identificación
muestra Sólidos
Sedimentables (mL/L*1 h)
Sólidos Suspendidos
(mg/L)
Aceites y Grasas (mg/L)
Muestra 1 6,5 1.508 520 Muestra 2 8,0 689 248 Muestra 3 0,5 10.400 13.344
En base a los resultados obtenidos con cada muestreo, el cual fue obtenido en base a
una muestra compuesta (como se señala en la metodología), se pudo llegar a la
conclusión que se puede considerar la concentración de sólidos como concentración de
materia prima para la producción de harina, es decir, 1000 mg de sólidos = 1000 mg de
harina. A partir de ésto se tomó la decisión de enviar esta corriente directamente a la
planta de harina, con lo cual se obtendrá una ganancia neta de 30.888.000 millones de
pesos al año y por concepto de recuperación de aceite la suma es de 36.329.040
millones de pesos al año. Esto es sin considerar los costos de producción, los cuales se
deben restar a estos valores (ver base de cálculo en el anexo A1)
4.2 Optimización de la planta de tratamiento
La planta de tratamiento que está siendo utilizada actualmente en la planta de
congelados de la pesquera es un equipo físico/químico del tipo CAF (flotación por aire
mediante cavitación), que está dimensionada para tratar un flujo de 15 m3/h, pero
debido a que en la actualidad los niveles de eficiencia de la producción han ido en
aumento, también se ha incrementado el flujo de RIL a tratar a 20 m3/h, por lo cual las
dosificaciones entregadas durante la puesta en marcha por el fabricante ya no surten el
mismo efecto.

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 43
4.2.1 Elección del pH óptimo de trabajo
La determinación del pH optimo de trabajo guarda relacion con identificar cual es el
mejor pH para producir la coagulacio, por esto se realizaron ensayos en los cuales se
determino la turbidez de la muestra de RIl a diferentes pH, los que fueron variados con
la adición de NaOH 1N.
De los resultados obtenidos (ver figura 4.3) se pudo determinar que el pH optimo se
encuentra en el rango de pH de RIL (6,8 – 7,8) por lo que se decidio trabajar con el pH
normal del RIl y así evitar gastos innecesarios en químicos para producir una alteración
de este.
Figura 4.3 Ajustes del pH del RIL de proceso, para determinar el óptimo
Variacion de la turbidez respecto a el pH
0
5
10
15
20
25
30
35
4 5 6 7 8 9
pH
Tur
bide
z (N
TU
)
Se escogió trabajar con el pH original de la muestra (7,35)
4.2.2 Dosificación de coagulante
La prueba para identificar la mejor dosis de coagulante se llevó a cabo en los
laboratorios de la Universidad la La Frontera, de acuerdo a la metodología antes
señalada.

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 44
Para este objetivo se contaba con 20 litros de RIL de proceso, el cual se llevó
congelado desde las instalaciones de la planta en Talcahuano, razón por lo que no se
desarrollaron análisis biológicos (DBO5) de este RIL.
En la tabla 4.1 se presentan los valores obtenidos de los análisis, efectuados para
determinar la mejor dosificación de producto, que cumpla con los requerimientos del
efluente de salida, sin dejar de lado que esta dosificación debe ser la mejor también
desde el aspecto económico.
El coagulante empleado para realizar las pruebas fue FeCl3 comercial, el cual es el que
actualmente está en uso en la planta. Para realizar las pruebas se trabajó con el
producto concentrado (densidad = 1,458 kg/L), ya que se solicitó que las dosis
calculadas fueran entregadas en mL del producto comercial utilizado, y no en ppm.
Por otra parte es necesario mencionar que los valores entregados en la tabla 4.1, no
consideran un ajuste de ph.
Tabla 4.1 Dosificación de coagulante
Turbidez
(NTU) Dosis (mL)
88,5 0,75 51,3 1 26,9 1,25 20,8 1,5 17,6 1,75 13,8 2 15,3 2,5 13,8 3,0 12,4 6,0 11,9 9,0 11 12,0
17,8 15,0 20,6 20,0 20,1 25,0 22,8 30,0 26,9 35,0 21,4 40,0

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 45
Producto del cambio de dosificación de coagulante el ahorro neto anual, considerando
el preció del FeCL3 de 280 US $/ton es de aproximadamente 6 millones de pesos, ya
que el cambio de dosificación fue una reducción en la dosis de lavado de planta en
1mL.
Base de cálculo para determinar el ahorro de políme ro
• Ahorro = 2 mL
• Volumen a tratar = 20 m3/h
• Días de operación al año = 150
• Horas de operación = 10
d
hd
m
L
h
m
kg
ton
g
kg
mg
g
L
mL 10
año
150100020
1000
1
1000
1
1000
45.1203
3
××××××× =año
5.43 ton
$
$550$280
año
5.43
uston
USton×× =
año
000.699.6$
4.2.3 Dosificación de Polímero
Actualmente la dosificación de polímero está a cargo de los operarios de la planta de
tratamiento, los cuales son los encargados de ir preparando la mezcla, de acuerdo a lo
que ellos consideren conveniente para cada etapa de operación de la planta, es decir,
la preparación está de acuerdo al proceso que se vaya a llevar a cabo. La dosis
empleada para este fin es de 36 mg/L en promedio. Esta dosificación se calculó en
forma estimativa, ya que no era posible verificar este resultado, porque la forma de
medida que utilizaban los operarios tenía una variabilidad muy grande.
La dosis recomendada a utilizar fue estimada luego de realizar los test de jarra con
algunas muestras de RILes, pruebas, que fueron desarrolladas por personal de la
empresa Nalco.
En primer lugar se realizó una prueba de la dosificación del polímero con un rango que
varió desde los 2 ppm a los 36 ppm. Debido que al momento de realizar estos ensayos
no se contaba con equipo de laboratorio, la selección de la mejor dosis se efectuó

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 46
mediante inspección visual, en donde se seleccionó el mejor flóculo debido a su
apariencia y consistencia.
La dosis empleada para el análisis fue de 10 ppm con lo cual se obtuvieron los valores
de turbidez presentados en la tabla 4.2
Tabla 4.2 Resultados de turbidez para los diferentes polímeros
Producto NALCO Dosis (ppm) Turbidez (NTU) 9901 5 1,6 8184 10 6,6
GR 105 10 2,7 71325 10 2,0
Luego del análisis de los 4 diferentes tipos de polímeros aniónicos probados se escogió
trabajar con el polímero GR 105 debido a que es del tipo GRAS (Generally Recognized
as Save), con lo cual el sólido recuperado puede ser utilizado para la producción de
harina.
La tabla 4.3 presenta valores de turbidez obtenidos luego de realizar una variación de la
concentración de polímero (se ajusto pH de las muestras a 7 antes de realizar la adición
de polímero).
Tabla 4.3 Resultados de turbidez para polímero GR 105
Dosis (ppm) Turbidez (NTU) 8 2,9 9 2,92 10 3,5 11 3,3
Para el RIL de proceso, la mejor dosis de polímero fue 9 ppm, con el polímero GR.
Para el RIL de Lavado, la mejor dosis de polímero fue 4 ppm
Producto del cambio de dosificación de polímero el ahorro neto anual, considerando el
preció del polímero de 3,4 US $/kg es de aproximadamente 2 millones de pesos, ya
que el cambio de dosificación fue de 36 ppm que se ocupaban, a 10 ppm (esto
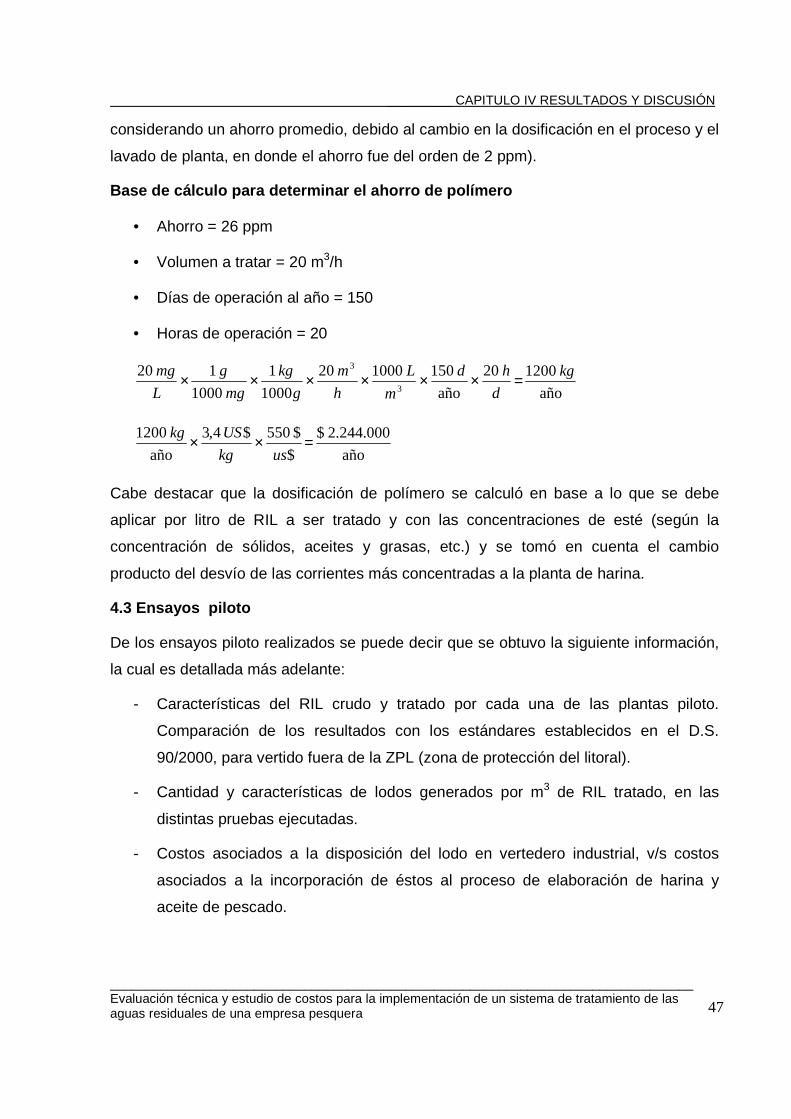
_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 47
considerando un ahorro promedio, debido al cambio en la dosificación en el proceso y el
lavado de planta, en donde el ahorro fue del orden de 2 ppm).
Base de cálculo para determinar el ahorro de políme ro
• Ahorro = 26 ppm
• Volumen a tratar = 20 m3/h
• Días de operación al año = 150
• Horas de operación = 20
d
hd
m
L
h
m
g
kg
mg
g
L
mg 20
año
150100020
1000
1
1000
1203
3
×××××× =año
1200kg
$
$550$4,3
año
1200
uskg
USkg×× =
año
000.244.2$
Cabe destacar que la dosificación de polímero se calculó en base a lo que se debe
aplicar por litro de RIL a ser tratado y con las concentraciones de esté (según la
concentración de sólidos, aceites y grasas, etc.) y se tomó en cuenta el cambio
producto del desvío de las corrientes más concentradas a la planta de harina.
4.3 Ensayos piloto
De los ensayos piloto realizados se puede decir que se obtuvo la siguiente información,
la cual es detallada más adelante:
- Características del RIL crudo y tratado por cada una de las plantas piloto.
Comparación de los resultados con los estándares establecidos en el D.S.
90/2000, para vertido fuera de la ZPL (zona de protección del litoral).
- Cantidad y características de lodos generados por m3 de RIL tratado, en las
distintas pruebas ejecutadas.
- Costos asociados a la disposición del lodo en vertedero industrial, v/s costos
asociados a la incorporación de éstos al proceso de elaboración de harina y
aceite de pescado.

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 48
- Consumo de coagulantes y polímeros por m3 de RIL tratado, y costos estimados
a su aplicación.
En el Anexo A 1 se entrega una descripción detallada de las observaciones efectuadas
en terreno y los resultados de turbidez obtenidos en cada una de las pruebas.
Tabla 4.5 Característica del RIL de entrada
RIL proveniente de DBO5
mg/L AyG mg/L
SST mg/L
Ssed mL/L*h
NTK mg/L
Descarga jurel recirculado 1.500 111 2.583 1 45,9 Descarga jurel para congelados
374 37 306 0,1 Nm
Descarga Sardinas 7.000 225 1.140 17 Nm Lavado Prensas y tornillos 66.732 4.043 20.120 900 Nm
Surimi 6.000 460 2.317 100 58,8
Aceite 25.000 4.090 17.205 4 629
Lavado planta harina 3.980 310 3.233 nm 88,9 nm = no medido
Con estos parámetros de entrada se realizó el tratamiento en paralelo de las tres
plantas DAF y la planta de ozono antes señaladas. Los resultados obtenidos se
presentan a continuación en forma de gráficas que señalan las eficiencias de remoción
obtenidas por cada planta. Cabe destacar que sólo en algunos de los ensayos
funcionaron las 4 plantas en paralelo y que la planta piloto de ozono de la empresa
Bioaqua es una planta que funciona en modalidad batch, por otra parte también se
realizaron pruebas con la planta de la empresa Beckart operando en modalidad IAF.
La toma de muestras y observaciones realizadas durante la operación es presentada en
el anexo A 2.
4.3.1 Eficiencia de remoción
El los gráficos presentados a continuación se informa la eficiencia de remoción para los
diferentes parámetros obtenidos durante la operación de las plantas.

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 49
0
10
20
30
40
50
60
70
80
90
100
Beckart Nijhuis Ozono
Planta Piloto
% E
ficie
ncia
de
rem
oció
n
DBO5
A y G
SST
Ssed
Figura 4.4 Eficiencia de remoción para el RIL de descarga de jurel con recirculación
0
10
20
30
40
50
60
70
80
90
100
Nijhuis Krofta
Planta Piloto
% E
ficie
ncia
de
rem
oció
n
DBO5
A y G
SST
Ssed
Figura 4.5 Eficiencia de remoción para el RIL de planta de jurel para congelados

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 50
0
10
20
30
40
50
60
70
80
90
100
Beckart Nijhuis Krofta
Planta Piloto
% E
ficienc
ia d
e re
moc
ión
DBO5
A y G
SST
Ssed
Figura 4.6 Eficiencia de remoción para el RIL de descarga de sardinas
0
10
20
30
40
50
60
70
80
90
100
Beckart Nijhuis Krofta
Planta Piloto
% E
ficie
ncia
de
rem
oció
n
DBO5
A y G
SST
Ssed
NTK
Figura 4.7 Eficiencia de remoción para el RIL de planta de aceite

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 51
0102030405060708090
100
Beckart Nijhuis Krofta Ozono
Planta Piloto
% E
ficie
ncia
de
rem
oció
n
DBO5
A y G
SST
Ssed
Figura 4.8 Eficiencia de remoción para el RIL de elaboración de surimi
0
10
20
30
40
50
60
70
80
90
100
Beckart Nijhuis Krofta
Planta Piloto
% E
ficie
ncia
de
rem
oció
n
DBO5
A y G
SST
NTK
Figura 4.9 Eficiencia de remoción para el RIL de lavado de planta de harina

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 52
0
10
20
30
40
50
60
70
80
90
100
Beckart Krofta
Planta Piloto
% E
ficie
ncia
de
rem
oció
n
DBO5
A y G
SST
Ssed
Figura 4.10 Eficiencia de remoción para el RIL de lavado de prensas y tornillos
Como se puede extrapolar de la información de las gráficas, la eficiencia de las plantas
DAF no presenta una gran variabilidad ya que para todas las pruebas realizadas las
eficiencias de estas tres plantas no presentan una variabilidad mayor al 5%. Cabe
destacar que en el primer gráfico (figura 4.4) las plantas no estaban estabilizadas del
todo, lo que podría explicar la diferencia mayor en cuanto a la remoción de los sólidos
en suspensión totales. A su vez también es necesario señalar que la planta de
tratamiento por adición de ozono, en algunos casos no eliminó los sólidos suspendidos
y el alto valor promedio obtenido en la remoción de sólidos sedimentables se debe a
que esta planta sólo trabajó con dos tipos de RILes (descarga de jurel con recirculación
y RIL de planta de harina), a su vez cabe destacar que las plantas operadas en
modalidad DAF y IAF de las otras empresas participantes de las pruebas no pudieron
reducir los nivel de nitrógeno en todos los RILes.
Se puede señalar que la planta de tratamiento que utiliza la inyección de ozono no es
muy eficiente en comparación con las plantas DAF, y sólo presenta eficiencias similares
para la remoción de DBO5, pero en cuanto a los otros parámetros estudiados no posee

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 53
la suficiente eficiencia como para dar cumplimiento a los parámetros exigidos en el D.S.
90/2000, Tabla 5 (ver tabla 4.15).
Debido a que se quiere dar cumplimiento al D.S. 90/2000, que regula la descarga de
RILes fuera de la ZPL, a través de un emisario submarino, se debe señalar que el RIL
proveniente de la descarga de jurel para congelados sin recirculación, cumple la norma,
por lo cual no sería necesario realizar un tratamiento de éste, pero por otra parte es
necesario destacar que este RIL no se seguirá produciendo en el futuro, ya que todas
las empresa están pensando en realizar descargas con recirculación, lo que disminuye
los volúmenes de agua utilizado y aumenta la concentración de variables como los
sólidos sedimentables. Estos parámetros son los señalados en la tabla 4.5, en donde
por ejemplo los valores medidos para este RIL en el parámetro sólidos suspendidos
totales es de 306 mg/L y la norma permite descargas de 700 mg/L, pero con una
descarga con recirculación este valor se estima que se incrementara hasta cerca de los
1000 mg/L.
Los otros RILes analizados no cumplen la norma sin tratamiento. Pese a que las
concentraciones de estos no son estándar para todas las empresas, ya que la
concentración de estos parámetros va a depender de la distancia que exista al pontón,
los métodos de pesca y si posee refrigeración; por esto es necesario estudiar las
dosificaciones para caso en particular.
Por otra parte se puede decir que todos los RILes post tratamiento, cumplen con lo
establecido en el D.S. 90/2000, tabla 5, a excepción de los RILes de lavado de
estanques de planta harina, que superan el estándar en los Sólidos Suspendidos. Por
otra parte este ril se genera en muy baja cantidad, por lo cual puede ser combinado con
otra corriente para diluirlo y así poder tratarlo. Además, para dichos RILes se
recomienda la incorporación de equipos retenedores de sólidos (tambores rotatorios o
escaleras), previo al ingreso a algún sistema de tratamiento.

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 54
Tabla 4.6 Resumen de la eficiencia de remoción promedio de las plantas
Eficiencia promedio %
Beckart
(DAF y IAF) Nijhuis (DAF)
Krofta (DAF)
Bioaqua (Ozono)
DBO5 74,5 70,7 67,5 65,1 A y G 95,7 81,3 93,4 82,1 SST 83,8 81,3 89,6 25,8 Ssed 74,1 80,5 81,7 94,7 NTK 13,0 17,5 20,0 23,6
En la tabla 4.6 se indican las eficiencias promedio obtenidas por las plantas durante su
operación, destacando en negritas la planta que mostró mejores eficiencias para cada
uno de los parámetros. Estas eficiencias fueron calculadas a partir de todos los
resultados obtenidos durante la operación, por lo cual es necesario mencionar que en
algunos casos las plantas fueron evaluadas y estas no se encontraban completamente
estabilizadas.
4.3.2 Características y volúmenes de lodo generado s
4.3.2.1 Lodos resultantes del tratamiento con quími cos
Tabla 4.7 Lodo obtenido del tratamiento con químicos
Proceso Lodos * (kg./m 3)
Humedad (%)
Sólidos Totales (%)
Grasas (%)
Cenizas (%)
Proteínas (%)
Descarga jurel sin recirculación
0,2 95,4 4,7 0,1 1,36 3,2
Descarga jurel con recirculación
0,8 – 1,3 98,0 2,0 0,2 1,1 0,8
Conservas 1,5 – 1,7 94,1 6,2 0,5 3,23 2,5
Surimi 1,7 – 2,2 94,5 5,5 3,3 0,5 1,8
Descarga sardina 1,0 – 1,6 94,0 6,0 1,0 2,49 2,5
Aceite 16,8 – 17,1 90,7 9,3 5,1 1,9 2,3
Lavado harina, incluido estanques
19,5 – 19,9 88,8 11,2 1,4 2,1 7,7
* Lodos expresados en base seca

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 55
Las cantidades de lodos generados se pueden agrupar en dos, los lodos generados por
el tratamiento de RILes de carga media (Descargas, Conservas y Surimi), en que la
cantidad de lodo generada en base seca fluctúa entre 0,2 y 2,2 kg/m3 de RIL tratado, y
los RILes de alta carga (planta aceite y lavado), cuyos lodos fluctúan entre 17 – 20
kg/m3 de RIL (ver concentración de sólidos iniciales en tabla 4.5)
4.3.2.2 Lodos resultantes del tratamiento sin quími cos
Durante la operación de las plantas pilotos, también se estudió la operación de éstas
sólo con la adición de aire al RIL, es decir sin incorporar polímeros ni coagulantes, lo
que dio como resultados concentraciones de sólidos en el lodo, que son mostradas en
la tabla 4.8. Se debe señalar también que ésto sólo se probó con dos tipos de RILes, el
de descarga de jurel sin recirculación, el cual cumplía la normativa sin tratamiento, y el
RIL de surimi, esto se realizo con el objetivo de comprobar cómo respondería la planta
como un recuperador de sólidos.
Tabla 4.8 Lodos resultante del tratamiento sin químicos
Proceso Lodos * (kg/m 3)
Humedad (%)
SST (%)
Grasas (%)
Cenizas (%)
Proteínas (%)
Descarga j urel sin
recirculación
0,04 – 0,2 96,6 3,4 0,0 2,1 1,3
Surimi 0,3 – 2,3 95,8 4,2 0,3 0,1 3,8
* Lodos expresados en base seca
4.3.2.3 Lodos resultantes del tratamiento con Ozono
Sólo se obtuvo muestra de la prueba efectuada con Surimi.
Tabla 4.9 Lodo obtenido del tratamiento con Ozono
Proceso Lodos
* (kg/m 3)
Humedad (%)
Sólidos Totales (%)
Grasas (%)
Cenizas (%)
Proteínas (%)
Surimi 1,02 93,1 5,9 0,4 0,15 6,35
* Lodos expresados en base seca
_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 56
Con respecto a lo anterior, se puede señalar que para los lodos obtenidos del
tratamiento de RILes de baja carga, no es recomendable incorporarlos directamente al
proceso de elaboración de harina, ya que puede provocar un aumento en la
concentraciones de sal en el producto final, por ello se recomienda emplear un sistema
de desaguado anterior a su utilización (filtros de prensa, centrifuga, prensa de tornillo,
etc.). Para los lodos obtenidos del tratamiento de RILes de alta carga es posible realizar
una incorporación directa al proceso, pero se debe tener en cuenta de que es necesario
realizar una adición controlada en el sentido de dosificarla, ya que estos lodos
presentan mayores concentraciones de Hierro por lo que su adición directa al proceso
puede provocar una coloración del producto final.
4.3.3. Costos asociados a la disposición final de l odos
La tabla 4.10 muestra los costos asociados a dos alternativas de disposición de lodos:
Disposición en vertedero industrial, en el cual se exige como requisito una humedad
máxima del 60%, razón por la cual habría que desaguarlos o secarlos antes de su
disposición, con el respectivo costo asociado. La otra opción como se señala
anteriormente, es la incorporación del lodo al proceso de elaboración de harina y aceite
de pescado a través de la línea de líquidos (circuito de reincorporación del agua de
cola), para lo cual se detallan los costos asociados, el costo asociado a la incorporación
del lodo al proceso, solo se informa el costo de procesarlos como materia prima por
esto el costo de secado el costo de proceso y no el costo de combustible necesario
para su evaporación.
4.3.3.1 Lodo obtenido de un RIL de carga media
Base de cálculo:
Suposición en base a un escalamiento de la producción de lodos en las plantas piloto a
una planta de 100 m3/h de RIL tratado, con una generación de lodos igual a la medida
en las plantas piloto: 1,2 kg de lodo /m3 de RIL tratado.

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 57
Tabla 4.10 Costos asociados a la disposición de lodos obtenidos del tratamiento de un RIL de carga media
Proceso Costo Secado (US$/m3 RIL)
Costo Disposición (US$/m3 RIL)
Costo Total (US$/m3 RIL)
Lodo a Vertedero 0,4 0,108 0,508
Lodo a Harina 0,0468 -0,72 -0,67
En el anexo A 2 se adjunta memoria de cálculo
El costo negativo resultante en la disposición del lodo como harina de pescado
corresponde al ingreso por venta de harina, considerando un valor de US$ 600 /ton de
harina.
El costo de disposición incorpora el costo de transporte
El costo de secado consideró su deshidratación hasta obtener un lodo con las
características necesarias para la opción estudiada, es decir 60% de humedad para ser
enviado al vertedero.
Como referencia se puede decir que el costo de evaporación directo del lodo, hasta una
humedad del 10 % es de 0,57 US$/ m3 de RIL tratado para un lodo con una
concentración de sólidos de 1,2 kg de lodo m3 de RIL tratado en base seca (Pesquera
Itata, 2005).
4.3.3.2 Lodo obtenido de un RIL de alta carga
Base de cálculo:
Suposición en base a un escalamiento de la producción de lodos en las plantas piloto a
una planta de 100 m3/h de RIL tratado, con una generación de lodos igual a la medida
en las plantas piloto, 18 kg/m3 de RIL promedio.
Tabla 4.11 Costos asociados a la disposición de lodos obtenidos del tratamiento de un
RIL de alta carga
Proceso Costo Secado (U$/m3 RIL)
Costo Disposición (U$/m3 RIL)
Costo Total (U$/m3 RIL)
Lodo a Vertedero 6,2 1,62 7,82
Lodo a Harina 0,7 -10,8* -10,1*
En el anexo A 2 se adjunta memoria de cálculo

_________ CAPITULO IV RESULTADOS Y DISCUSIÓN
_________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 58
Cabe destacar que los costos asociados al empleo del lodo como harina, no consideran
el costo de secado, ya que se consideró que la planta procesadora posee la capacidad
evaporadora instalada.
Los lodos generados en los sistemas de tratamiento DAF, presentan valores de grasas
adecuados a los requisitos de calidad de la harina de pescado. Estos pueden ser
incorporados en el proceso de elaboración de harina y aceite de pescado, pudiendo
generarse una cantidad del orden de 17.000 ton/año (considerando como base de
cálculo una planta de tratamiento de 100 m3/h, 20 h/día, 22 días/mes, 300 días/año).
Por otra parte también se puede decir que de los costos estimados para secado y
disposición final de lodo genera un gasto adicional importante por lo que se comprueba
que es mucho más atractivo incorporar los lodos al proceso de elaboración de harina y
aceite de pescado. Así también se debe señalar que los lodos generados en el sistema
de tratamiento con ozono, se caracterizaron por poseer gran cantidad de espuma, y ser
de difícil manejo.

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 59
4.3.4 Consumo de reactivos químicos
Para obtener la información del consumo de químicos, cada empresa informó la
dosificación empleada durante las pruebas.
La tabla siguiente entrega los consumos de reactivos químicos utilizados en las pruebas
piloto por la planta Nijhuis que opero a un flujo de 5 m3/h.
Tabla 4.12 Consumo de coagulante en la planta piloto de 5 m3/h
Tipos de RILes ppm FeCl3
m3/día RIL
Consumo en kg/día
Consumo en lt/día
Descarga Jurel Recirculado .(El Golfo)
301 120 86 59
Surimi (El Golfo) 301 120 86 59 Descarga Jurel (San Jose) 84 120 24 17
Aceite (Camanchaca) 721 120 206 142 Lavado Harina ( Alimar) 361 120 103 71
Descarga Sardina (Alimar) 329 120 94 65 Lavado Harina, Decanter ( El Golfo)
406 120 116 80
Conservas (San Jorge) 140 120 40 28 Descarga Jurel Recirculado .(B.Coronel)
168 120 48 33
Descarga sardina (SPK) 193 120 55 38 Precio de coagulante utilizado según cotización de empresa Ecofast: US$280 /ton.
Tabla 4.13 Consumo de polímero
Tipos de RILes ppm
Polímero Polímero
ECO - m3/día
RIL Consumo
kg/día Descarga Jurel Recirc .(El Golfo) 3 3150 120 0,4 Surimi (El Golfo) 3 3150 120 0,4 Descarga Jurel (San Jose) 3 3130 120 0,4 Aceite (Camanchaca) 7 3130 120 0,8 Lavado Harina ( Alimar) 3 3130 120 0,4 Descarga Sardina (Alimar) 7 3130 120 0,8 Lavado Harina, Decanter ( El Golfo) 4 446 120 0,5 Conservas (San Jorge) 2 3150 120 0,2 Descarga Jurel Recirc.(B.Coronel) 3 3150 120 0,3 Descarga sardina (SPK) 4 3150 120 0,5
___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 60
Se informa consumo de la planta piloto de la empresa Nijhuis. Los polímeros utilizados
fueron del tipo aniónico. Precio polímero utilizado, cotización a empresa Ecofast: 0,25
US$/kg, durante la operación de las plantas se iban realizando test de jarra, por ésto en
la tabla anterior se muestran distintos tipos de polímeros.
En relación al consumo de aditivos químicos se cumple lo esperado, en el sentido que
al incrementar la carga del RIL se requiere de una mayor utilización de aditivos (FeCl3 y
polímeros)
Si bien las tres plantas DAF probadas utilizaron dosis relativamente altas, debido a que
se les solicitó que intentaran lograr la mejor remoción de compuestos, cabe destacar
que en aquellos RILes bastante concentrados, además de incrementar las dosis de
aditivos químicos fue necesario reducir el caudal de tratamiento, alrededor de un 50%
del caudal nominal, incrementando el tiempo de residencia para lograr la separación
requerida. Esto último es importante de considerar a la hora de diseñar los estanques
de ecualización.
Los problemas operacionales detectados durante las pruebas piloto, básicamente
estuvieron asociados a fallas de motores (bomba y paleta de lodos), y en el caso
particular de la planta de la empresa Krofta, estuvieron asociados a fallas en la
incorporación de aditivos a la planta, debido principalmente a diferencias en el diseño
de los equipos de alimentación (bombas, tamaño líneas, viscosidad de polímeros).
Por otra parte se puede señalar que la planta Krofta posee la variante de poder disolver
el aire en la línea de adición de químicos durante el inicio del tratamiento con RILes
muy concentrados, con lo cual elimina el problema que presentó la planta de Nijhuis con
los RILes de alta carga.
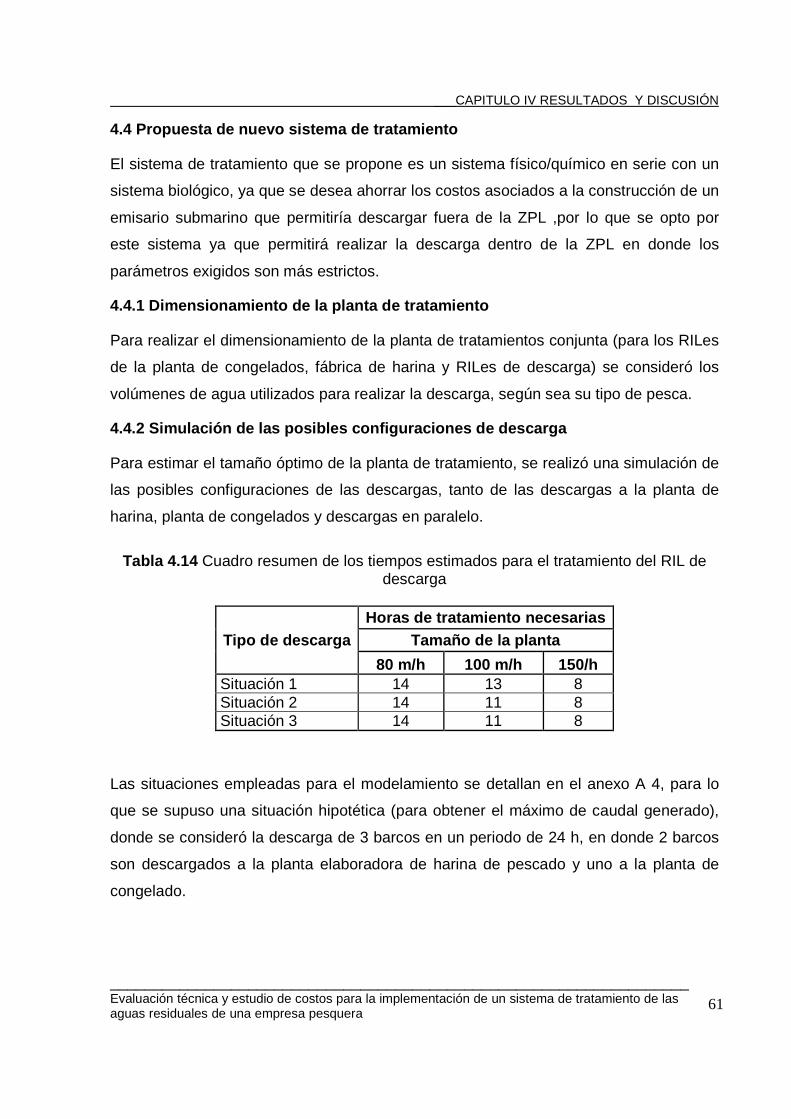
___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 61
4.4 Propuesta de nuevo sistema de tratamiento
El sistema de tratamiento que se propone es un sistema físico/químico en serie con un
sistema biológico, ya que se desea ahorrar los costos asociados a la construcción de un
emisario submarino que permitiría descargar fuera de la ZPL ,por lo que se opto por
este sistema ya que permitirá realizar la descarga dentro de la ZPL en donde los
parámetros exigidos son más estrictos.
4.4.1 Dimensionamiento de la planta de tratamiento
Para realizar el dimensionamiento de la planta de tratamientos conjunta (para los RILes
de la planta de congelados, fábrica de harina y RILes de descarga) se consideró los
volúmenes de agua utilizados para realizar la descarga, según sea su tipo de pesca.
4.4.2 Simulación de las posibles configuraciones de descarga
Para estimar el tamaño óptimo de la planta de tratamiento, se realizó una simulación de
las posibles configuraciones de las descargas, tanto de las descargas a la planta de
harina, planta de congelados y descargas en paralelo.
Tabla 4.14 Cuadro resumen de los tiempos estimados para el tratamiento del RIL de
descarga
Tipo de descarga Horas de tratamiento necesarias
Tamaño de la planta
80 m/h 100 m/h 150/h Situación 1 14 13 8 Situación 2 14 11 8 Situación 3 14 11 8
Las situaciones empleadas para el modelamiento se detallan en el anexo A 4, para lo
que se supuso una situación hipotética (para obtener el máximo de caudal generado),
donde se consideró la descarga de 3 barcos en un periodo de 24 h, en donde 2 barcos
son descargados a la planta elaboradora de harina de pescado y uno a la planta de
congelado.
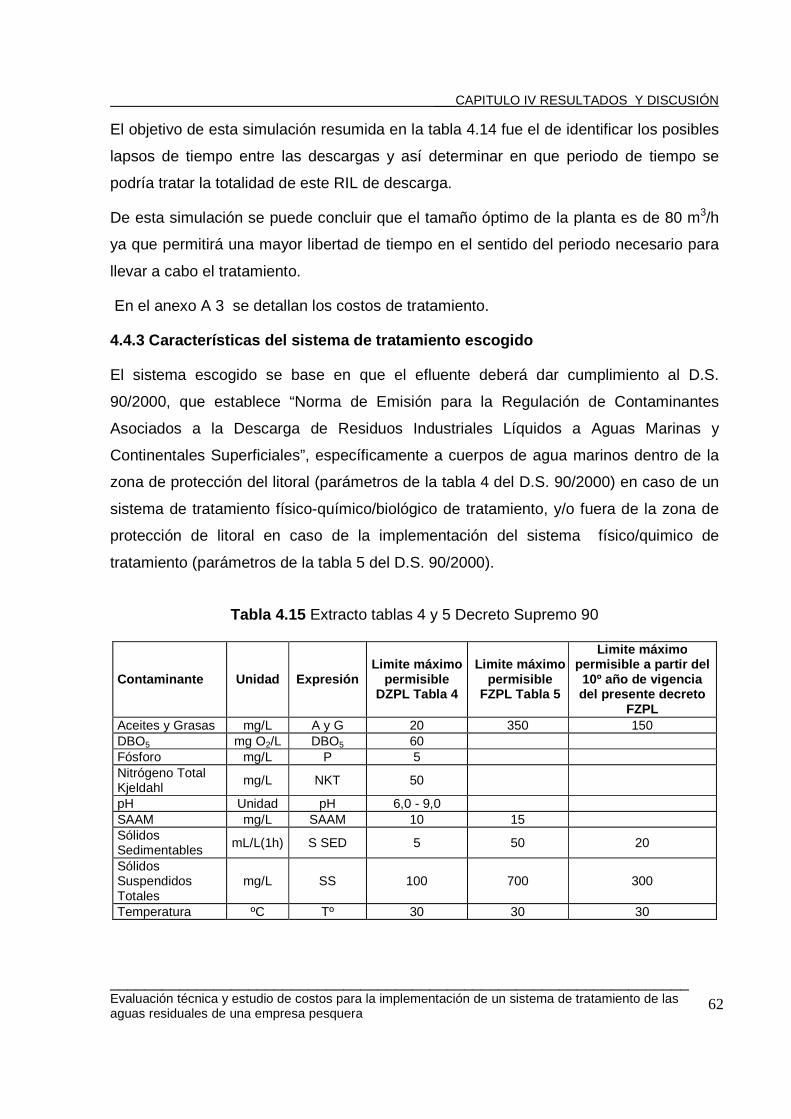
___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 62
El objetivo de esta simulación resumida en la tabla 4.14 fue el de identificar los posibles
lapsos de tiempo entre las descargas y así determinar en que periodo de tiempo se
podría tratar la totalidad de este RIL de descarga.
De esta simulación se puede concluir que el tamaño óptimo de la planta es de 80 m3/h
ya que permitirá una mayor libertad de tiempo en el sentido del periodo necesario para
llevar a cabo el tratamiento.
En el anexo A 3 se detallan los costos de tratamiento.
4.4.3 Características del sistema de tratamiento es cogido
El sistema escogido se base en que el efluente deberá dar cumplimiento al D.S.
90/2000, que establece “Norma de Emisión para la Regulación de Contaminantes
Asociados a la Descarga de Residuos Industriales Líquidos a Aguas Marinas y
Continentales Superficiales”, específicamente a cuerpos de agua marinos dentro de la
zona de protección del litoral (parámetros de la tabla 4 del D.S. 90/2000) en caso de un
sistema de tratamiento físico-químico/biológico de tratamiento, y/o fuera de la zona de
protección de litoral en caso de la implementación del sistema físico/quimico de
tratamiento (parámetros de la tabla 5 del D.S. 90/2000).
Tabla 4.15 Extracto tablas 4 y 5 Decreto Supremo 90
Contaminante Unidad Expresión Limite máximo
permisible DZPL Tabla 4
Limite máximo permisible
FZPL Tabla 5
Limite máximo permisible a partir del
10º año de vigencia del presente decreto
FZPL Aceites y Grasas mg/L A y G 20 350 150 DBO5 mg O2/L DBO5 60 Fósforo mg/L P 5 Nitrógeno Total Kjeldahl
mg/L NKT 50
pH Unidad pH 6,0 - 9,0 SAAM mg/L SAAM 10 15 Sólidos Sedimentables mL/L(1h) S SED 5 50 20
Sólidos Suspendidos Totales
mg/L SS 100 700 300
Temperatura ºC Tº 30 30 30

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 63
4.4.3.1 Tratamiento Físico-Químico
Dependiendo de las líneas que ingresen al tratamiento, es decir, línea sardina/anchoa y
jurel, los costos de operacionales varían debido a que las cargas a remover son
distintas. Los valores que a continuación se presentan, son de acuerdo experiencia en
este tipo de planta.
Los costos operacionales por metro cúbico de RIL tratado para el caso que ingrese la
línea de jurel se estiman en $ 356 pesos (ver tabla 4.20). Estos costos fueron estimados
a partir de la experiencia de la empresa que realizo la cotización, en este tipo de
plantas. La dosis considerada para el reactivo coagulante es de 1700 ppm, 20 ppm en
base emulsión de floculante y 256 ppm de álcali (Cal), siendo este valor considerado
para un buen tratamiento.
Para el caso de la línea de sardina, los costos operacionales por metro cúbico de RIL
tratado se estiman en $ 585 pesos (ver tabla 4.21). Estos costos fueron estimados a
partir de la experiencia en este tipo de plantas. La dosis considerada para el reactivo
coagulante es de 1000 ppm, 15 ppm en base emulsión de floculante y 180 ppm de álcali
(Cal), siendo este valor considerado para un buen tratamiento.
Los valores pueden ser recalculados a través de ensayos de jarra de los RILes de las
líneas a tratar. El costo total especificado en los anexos, corresponde a un valor de 30
días y 1920 m3/día de RIL tratado bajo las condiciones solicitadas.
Estanque ecualizador
Los RILes que genera la planta, estimados en 1920 m3/día (ver tabla 4.%&^%&), deben
ser trasportados hacía un estanque de acumulación y homogenización, el cual posee un
volumen adecuado como para amortiguar cargas altas y bajas, respecto a materia
orgánica. Este estanque debe poseer al menos un volumen de 4 horas de retención. En
este estanque, los RILes se ecualizarán con ayuda de un sistema de aireación.
Estanque de reacción
Los RILes son bombeados a un estanque de reacción, donde se inyecta coagulante y
cal en el mismo instante, a objeto de coagular los RILes y ajustar el pH. Este estanque
posee un volumen de 30 m3 que proporciona un tiempo de retención necesario para la
mezcla de los reactivos. El ajuste de pH estará comandado por un controlador de pH y

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 64
los niveles del estanque estarán comandados por sensores de nivel que activarán o
desactivarán los sistemas de bombeo. Una vez coagulados los RILes, se transfieren
con la ayuda de un sistema de bombeo hacia un estanque DAF, previo inyección de
floculante en las líneas y el uso de mezcladores estáticos.
Estanque de flotación
Luego de la adición de floculante, los coágulos formaran conglomerados moleculares
más grandes llamados flóculos en una cámara posterior. Los RILes con los flóculos
formados migrarán hacia la superficie del estanque debido a su naturaleza y a la
inyección de aire disuelto y serán evacuados hacia un sistema de compactación (filtro
prensa), el cual proporcionará a los lodos la humedad necesaria para ser dispuestos.
Desaguado de lodos
Los lodos generados en el estanque DAF, a razón de aproximadamente 40 - 60 L/min y
un porcentaje de sólidos del 6 %, o bien 3 % del volumen total de RIL genera lodo físico
químico con al menos 6% en sólidos, se enviarán a dos equipos filtro prensa, los cuales
están diseñados para un trabajo de 4 ciclos durante 24 horas de trabajo.
Adición de reactivos
Coagulante
La adición de coagulante contempla un estanque de 2 m3 de volumen útil. Se utiliza una
bomba de diafragma de manera de inyectar el coagulante en el estanque de reacción.
Cal
La adición de lechada de cal se realiza a través del uso de dos bombas de diafragma
(una en función y otra stand by). Esta unidad está comandada por un sistema
controlador de pH que controlará que el estanque de reacción se mantenga en pH 7. La
preparación de cal se realizará en dos estanques de 2 m3 de volumen útil con
agitadores de acero inoxidable.
Polímero aniónico y catiónico
La adición de polímero para producir la floculación es a través del uso de bombas
dosificadoras de diafragma y caudal variable. La preparación se realiza en dos
estanques de 2 m3 de volumen útil con agitadores de acero inoxidable.
___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 65
4.4.3.2 Tratamiento biológico
El costo operacional por metro cúbico de RIL tratado se estima en $ 21,1 (Ver tabla
4.22) Se considera que el proyecto no presenta un impacto ambiental respecto a ruidos
para habitantes de la zona.
El tratamiento propuesto consta de dos calles de tratamiento, para cada una este
contempla:
Pretratamiento
Los RILes provenientes del sistema de desbaste ingresan al tanque de ecualización
denominado pretratamiento. Este estanque estará provisto de dos aireadores jet
sumergidos, de manera que puedan proporcionar una cantidad determinada de O2 al
día y ecualizar los RILes que ingresan al sistema. También estará provisto de una
batería de dos bombas de impulsión hacia el regulador de flujo de entrada de RILes al
estanque de tratamiento biológico. Este estanque se considera en hormigón.
La bomba de impulsión elevará los RILes, hacia un regulador de flujo que entregará el
caudal horario requerido por el tratamiento biológico. Este tratamiento biológico está
constituido por lodos activados y masa fija y está equipado con 8 aireadores STM
modelo RR4350, más un adicional de 16 tubos satélites (equipo suministrado y cotizado
por la empresa DCL).
Sedimentador
Inmediatamente a continuación del tratamiento biológico se ubican los sedimentadotes
tipo dortmund. Desde cada uno de los sedimentadores, se producirá un retorno del lodo
hacia el sistema biológico y al pretratamiento a través de tres baterías de dos bombas
por cada módulo de tratamiento.
Manejo de lodo
En cuanto al manejo de lodos, éste se hará con base a una precompactación de media
hora, en el estanque biológico. Luego este lodo pre-compactado será enviado a un
digestor de lodo de manera de proporcionar un grado de estabilidad a estos lodos para
luego ser desaguados en un filtro de prensa.

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 66
Descripción específica del sistema de tratamiento
El sistema biológico cotizado es el distribuido por la empresa Soluciones Industriales
S.A. Es un sistema de tratamiento mediante la tecnología de lodo activado aireación
extendida, mediante aireación mecánica. Este sistema consta de un cilindro sumergible
instalado en la superficie del reactor biológico, con la forma de una rueda de tubos que
gira con un motor exterior alrededor de su propio eje, Este cilindro cumple la función de
incorporar oxígeno al estanque biológico (ver figura 4.11).
Figura 4.11 sistema de oxigenación planta DCL
Una de las ventajas de este sistema es que la degradación de las aguas residuales se
produce por el lodo activado y además por los microorganismos que se adhieren a la
superficie de los tubos, de manera que las plantas de tratamiento son compactas en
comparación a un sistema de lodos activados con aireación mediante difusores.

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 67
Como se mencionó anteriormente, el abastecimiento de oxígeno para los
microorganismos, se produce por la rotación de la rueda. Cuando un tubo llega a la
superficie del líquido, su contenido en aguas residuales y lodo activo sale del mismo.
Así el tubo se puede llenar de aire nuevamente. El oxígeno requerido por el lodo
activado es suministrado a través de las burbujas que salen de los tubos, mientras que
los microorganismos adheridos a la superficie de los discos obtiene el oxígeno debido a
que estas superficies están expuestas a la presión parcial del aire, por lo que se
consigue una saturación de oxígeno inmediata por la diferencia de concentración.
Cuando el tubo vuelve a sumergirse en la mezcla de aguas residuales y lodo activado,
no deja escapar el aire y es dirigido hasta el fondo del tanque, produciendo
adicionalmente una compresión del aire. El aire atrapado puede salir durante la rotación
y el agua es alimentada de manera óptima con oxígeno, por las burbujas que salen de
los tubos, produciendo un incremento en la ventilación por presión.
Una de las ventajas del sistema, es que la incorporación de oxígeno está regulada por
la velocidad de la rueda, siendo un sistema flexible. A mayores requerimientos de
oxígeno, debido por ejemplo a un aumento en la población, se regula el oxígeno con un
aumento en las revoluciones de la rueda (Soluciones Industriales, 2004).
4.4.3.3 Propuesta comercial y plazos de ejecución
La propuesta comercial fue elaborada por la empresa Soluciones Industriales S.A., la
cual realizó el diseño y dimensionamiento de la planta de tratamiento para un caudal de
80 m3/h.
Planta de tratamiento Físico-Químico
Valor planta de tratamiento _______________________ ________ UF 12.662
Este valor incluye lo siguiente: • Generación de la ingeniería de detalle para las obras civiles
• Instalación de las redes eléctricas hacia la planta de tratamiento, desde el
empalme a pie de poste.
• Provisión de equipos
• Instalación y comisionamiento de equipos
• Puesta en marcha

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 68
Quedan excluidos de esta alternativa los siguientes ítems:
• No se contempla instalación de cámaras de inspección, instalación de redes de
alcantarillado, agua potable o de limpieza, interconexiones hidráulicas desde, en
y hacia la planta de tratamiento.
• Insumos para la operación y puesta en marcha
• Caracterización de RILes, medición de caudales, monitoreos
• Pago por publicaciones en diarios
• Iluminación, acceso
Plazo de ejecución:
• 150 días a partir de la firma de contrato por escritura pública.
Planta de tratamiento Biológica
Valor planta de tratamiento _______________________ ________ UF 20.256
Obras civiles estimadas _____________________ __________ UF 14.534
Este valor incluye lo siguiente:
• Generación de la ingeniería de detalle para las obras civiles
• Instalación de las redes eléctricas hacia la planta de tratamiento, desde el
empalme a pie de poste.
• Provisión de equipos
• Instalación y comisionamiento de equipos
• Puesta en marcha
Quedan excluidos de esta alternativa los siguientes ítems:
• No se contempla instalación de cámaras de inspección, instalación de redes de
alcantarillado, agua potable o de limpieza, interconexiones hidráulicas desde, en
y hacia la planta de tratamiento.
• Insumos para la operación y puesta en marcha
• Caracterización de RILes, medición de caudales, monitoreos
• Pago por publicaciones en diarios
• Iluminación, acceso

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 69
Las obras civiles estimadas en hormigón se consideran
• Estanques de pretratamiento, sedimentador biológico, estanques biológicos
• Pasarela de acero galvanizado
Plazo de ejecución:
• 150 días a partir de la firma de contrato por escritura pública.
4.4.3.4 Garantías
Funcionamiento
Soluciones Industriales S.A. se hará responsable de la salida del efluente con las
características antes indicadas (cumplimiento de los parámetros de la tabla 4, ver tabla
4.12) en la medida que el ingreso de las aguas al sistema cumpla con las
características de diseño entregada por el cliente (ver anexo A 3).
Mecánicas
Los equipos de tratamiento tienen una garantía de un año a partir del comienzo de la
marcha blanca de la planta, contemplándose dentro de este plazo el reemplazo de
cualquier repuesto que sea necesario cambiar o reparar producto de fatiga de material.
No se contempla garantía mecánica cuando se produjese inconvenientes o falla
producto de una operación inadecuada.
4.5 Evaluación económica de los sistemas de tratami ento
En el presente capitulo se entregara la información respecto a los costos asociados al
funcionamiento de una planta a escala industrial, para lo cual se realizara una
comparación entre los costos asociados a la operación de un sistema DAF y uno de
Ozono suponiendo una planta DAF de 150 m3/h y una planta de ozono de 50 m3/h. por
otra parte también se entregaran los costos asociados al sistema de tratamiento
escogido (planta físico/química – biológica)
4.5.1 Análisis económico comparativo de una planta DAF y otra de Ozono
En la tabla 4.14 se presentan la tarifa eléctrica utilizada como base de cálculo utilizando
como fuente los datos entregados por la compañía general de electricidad
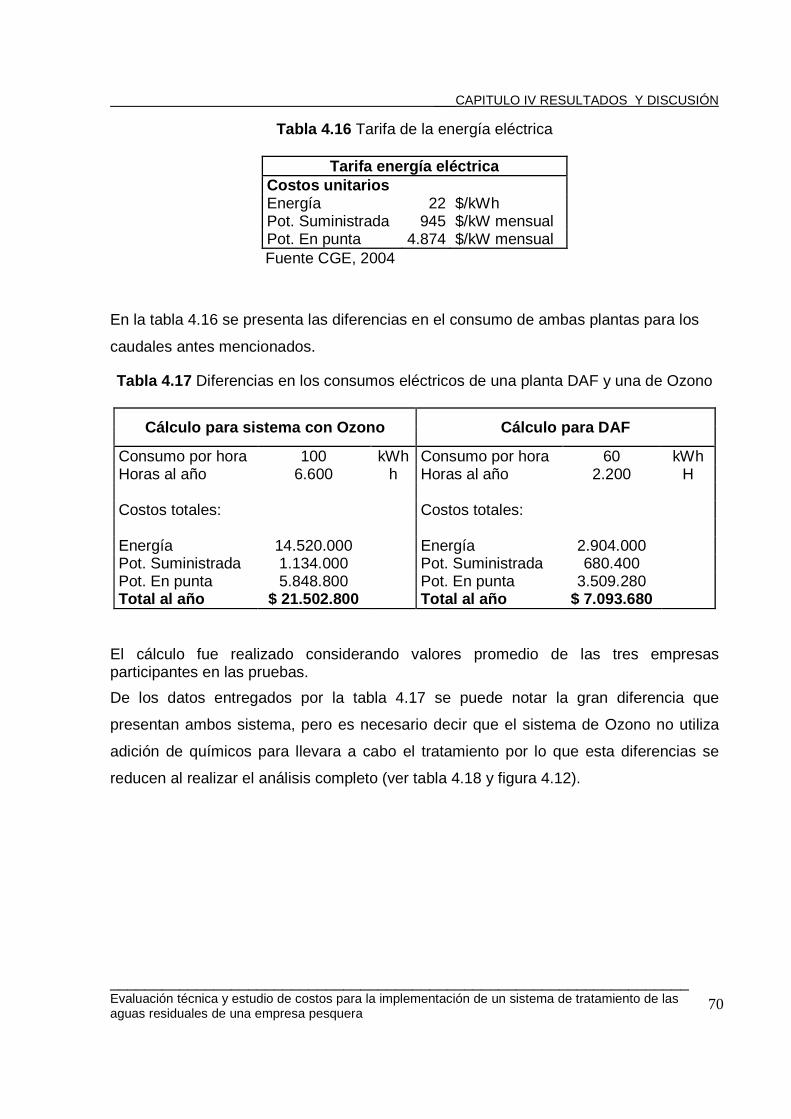
___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera 70
Tabla 4.16 Tarifa de la energía eléctrica
Tarifa energía eléctrica Costos unitarios Energía 22 $/kWh Pot. Suministrada 945 $/kW mensual Pot. En punta 4.874 $/kW mensual Fuente CGE, 2004
En la tabla 4.16 se presenta las diferencias en el consumo de ambas plantas para los
caudales antes mencionados.
Tabla 4.17 Diferencias en los consumos eléctricos de una planta DAF y una de Ozono
Cálculo para sistema con Ozono Cálculo para DAF
Consumo por hora 100 kWh Consumo por hora 60 kWh Horas al año 6.600 h Horas al año 2.200 H Costos totales: Costos totales: Energía 14.520.000 Energía 2.904.000 Pot. Suministrada 1.134.000 Pot. Suministrada 680.400 Pot. En punta 5.848.800 Pot. En punta 3.509.280 Total al año $ 21.502.800 Total al año $ 7.093.680
El cálculo fue realizado considerando valores promedio de las tres empresas participantes en las pruebas.
De los datos entregados por la tabla 4.17 se puede notar la gran diferencia que
presentan ambos sistema, pero es necesario decir que el sistema de Ozono no utiliza
adición de químicos para llevara a cabo el tratamiento por lo que esta diferencias se
reducen al realizar el análisis completo (ver tabla 4.18 y figura 4.12).

___CAPITULO IV RESULTADOS Y DISCUSIÓN
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
71
Tabla 4.18 Base de cálculo para los sistemas DAF y Ozono
Base de Cálculo Ozono DAF RILes por día y año 600 m3/día 165.000 m3/año 1.200 m3/día 330.000 m3/año Flujo a Tratar por Hora 50 m3/h 13,89 L/s 150 m3/h 41,7 L/s Horas de Operación 24 h/día 8 h/día Días de operación por año 275 días/año 275 días/año
Inicial SST 2583 mg/L 129,15 kg/h 2583 mg/L 387,45 kg/h Aceite 110 mg/L 5,5 kg/h 110 mg/L 16,5 kg/h
Final SST 300 mg/L 15 kg/h 300 mg/L 45 kg/h Aceite y Grasa 15 mg/L 0,75 kg/h 15 mg/L 2,25 kg/h Sólidos Recuperados 2283 mg/L 114,15 kg/h 2283 mg/L 342,45 kg/h Aceite Recuperado 95 mg/L 4,75 kg/h 95 mg/L 14,25 kg/h Producción de Harina 821,195 ton/año 821,195 ton/año Producción de Aceite 31,35 ton/año 31,35 ton/año Costo Energía Eléctrica 0,037 US $/kWh 0,037 US $/kWh Consumo Eléctrico 100 kWh 0,4 kWh/m3 Trat Consumo Químicos 0,2 US $/ m3 Trat 66.000 US $/ año Tipo de Cambio 600 $/US $ 600 $/US $ Precio Harina 0,58 US $/kg 0,58 US $/kg Precio Aceite 0,6 US $/kg 0,6 US $/kg Costo de Producción Harina 0,04 US $/kg 0,04 US $/kg Costo de Producción Aceite 0,015 US $/kg 0,015 US $/kg

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
72
En la figura 4.12 se presenta un cuadro donde se puede apreciar las utilidades
obtenidas por la venta de harina obtenida del lodo. Los valores negativos señalan el
costo de inversión inicial (ver flujo de caja anexo, tabla A 12). Cabe destacar que la
inversión se recupera al 2do año.
Acumulado en US$
-$1.500.000
-$500.000
$500.000
$1.500.000
$2.500.000
$3.500.000
$4.500.000
AÑO0
AÑO 1 AÑO2
AÑO3
AÑO4
AÑO5
AÑO6
AÑO7
AÑO8
AÑO9
AÑO10
DAF OZONO
Figura 4.12 Flujo de caja a 10 años
Se la figura anterior se puede decir que en un análisis a 10 anos la planta de ozono
presentaría mayores utilidades, pero al analizar los valores de la tabla 4.19, se puede
ver que la opción mas conveniente es la del sistema DAF, ya que se debe considerar
que luego de los 10 años en base a los cuales se realizo la evaluación, se debería
reinvertir en los sistemas de tratamiento.
En la tabla 4.19 se expresan los valores del Van y TIR calculados a 10 años.
Tabla 4.19 Evaluación económica comparativa
TIR DAF 95% TIR Ozono 54%
Tasa Descuento 8% Tasa Descuento 8%
VAN (US$) DAF $
5.310.505 VAN (US$) Ozono $
2.224.606 En el anexo A 2 se adjunta memoria de cálculo.

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
73
Considerando que en varias plantas los RILes a tratar provienen de diferentes
procesos, los cuales no operan todos a la vez, se recomienda, para agilizar la
operación, utilizar estanques de almacenamiento (ecualización) independientes para
cada proceso, que permitan paliar las variaciones de flujo, en vez de un solo gran
estanque que almacene los RILes generados por los distintos procesos.
4.5.2 Costo del tratamiento Físico – Químico/Biológ ico para una planta de 80 m 3/h
Tabla 4.20 Costo del tratamiento DAF para la línea de jurel
Línea jurel Consumo de insumos químicos costo Insumos Cantidad Unidad $/unidad Total Coagulante 3840 kg/día 150 576000 $
Polímero 29 kg/día 2500 72500 $
Cal 345 kg/día 80 27600 $
Costo insumo diario 676100 $
Costo insumo diario 40,12 UF
Costo insumo mensual 1203,74 UF
Costo insumo mensual 20283000 $ Consumo de potencia Potencia (kW) Consumo/día Energía Proceso Cantidad Nominal Consumida h/d Total Tratamiento Físico -Químico
Bombas elevadoras a planta de tratamiento
2 7 10,5 12 126
Bomba centrífuga 2 7,5 11,25 12 135
Bomba dosificadora de coagulante
2 0,1 0,15 2 0,3
Bombas dosificadora de polímero
2 0,1 0,15 2 0,3
Bomba dosificadora de alcali
2 0,1 0,15 4 0,6
Agitación estanque preparador de Cal
2 0,55 0,83 5 4,13
Agitación estanque preparador de polímero
2 0,55 0,83 4 3,3
Agitación estanque de reacción
1 2,5 1,88 16 30
DAF presurización 2 3 4,5 7 31,5
DAF transmisión 1 0,8 0,6 8 4,8
Consumo diario 335,93 Consumo mensual KW 10.077,80

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
74
Costo de Operación Unidad UF/unit Total Energía consumida 10.077,80 kW/h/mes 0 14,11 UF
Operador 0 0 0 0 UF
Insumos UF 1203,74 UF
Otros 0 0 UF Costo operación total mensual 1217,74 UF Costo operación total anual 14614,17 UF
Costo por m 3/RIL tratado 356 $
Tabla 4.21 Costo del tratamiento DAF para la línea de Sardina
Línea Sardina Consumo de insumos químicos costo Insumos Cantidad Unidad $/unidad Total Unidad Coagulante 6528,00 kg/día 150 979200,00 $ Polímero 39,00 kg/día 2500 97500,00 $ Cal 480,00 kg/día 80 38400,00 $ costo insumo diario 1115100,00 $ costo insumo diario 66,18 UF costo insumo mensual 1985,34 UF costo insumo mensual 33453000,00 $ consumo de potencia Potencia (kW) Consumo/día Energía Proceso Cantidad Nominal Consumida h/d Total Tratamiento Físico -Químico
Bombas elevadoras a planta de tratamiento 2 7,00 10,50 12 126,00 Bomba centrífuga 2 7,50 11,25 12 135,00 Bomba dosificadora de coagulante 2 0,10 0,15 2 0,30 Bombas dosificadora de polímero 2 0,10 0,15 2 0,30 Bomba dosificadora de álcali 2 0,10 0,15 4 0,60
Agitación estanque preparador de Cal 2 0,55 0,83 5 4,13
Agitación estanque preparador de polímero 2 0,55 0,83 4 3,30 Agitación estanque de reacción 1 2,50 1,88 16 30,00 DAF presurización 2 3,00 4,50 7 31,50 DAF transmisión 1 0,80 0,60 8 4,80
Consumo diario 335,93 Consumo mensual kW 10.077,80

___CAPITULO IV RESULTADOS Y DISCUSIÓN
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
75
Costo de Operación Unidad UF/unit Total Energía consumida 10.077,80 kW/Hr/mes 0,00 14,11 UF Operador 0 0 0,00 0,00 UF Insumos UF 1985,34 UF Otros 0 0,00 UF Costo operación total mensual 1999,45 UF Costo operación total anual 23993,40 UF Costo por m3/ril tratado 585,00 $
Tabla 4.22 Costo del tratamiento biológico
Consumo de potencia tratamiento Biológico (pretrata miento - tratamiento biológico)
Proceso Cantidad Potencia (Kw)
Consumo/d h Potencia total Kw Nominal Consumida
Pretratamiento Biológico - Ecualización Bomba elevadora 4 2,90 8,70 12 104,00 Aireador pretratamiento 2 7,50 11,25 24 270,00 Tratamiento Biológico Biofiltro 8 5,50 33,00 24 792,00 Sedimentación Biológica y recirculación Bomba extracción de lodos 12 2,25 20,25 12 243,00 Digestión de Lodos Aireador digestor parcial de lodos 2 11,00 16,50 18 297,00
consumo eléctrico tratamiento biológico Kw/día 792 consumo eléctrico tratamiento restante Kw/día 914 consumo eléctrico total Kw/día 1706 Consumo eléctrico mes Kw/mes 51192 Total cons umo eléctrico Directo/mes UF/mes 71
Resumen Total Unidad Costo operación total mensual 71 UF/mes costo por m 3/ril tratado estanque biológico 9,8 $ costo por m 3/ril tratado tratamiento restante 11,3 $ costo por m 3/ril tratado 21,1 $

CAPÍTULO V CONCLUSIONES

________ CAPITULO V CONCLUSIONES
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
76
CAPÍTULO 5 CONCLUSIONES
• Luego de realizar el análisis del proceso productivo, con el fin de identificar las
posibles modificaciones que se pueden llevar a cabo para disminuir los
consumos de agua y la segregación de corrientes para aumentar la eficiencia del
proceso, se puede decir que el cambio más drástico fue el traslado de una línea
de RIL directamente a la planta de harina, ya que sus características eran muy
similares a lo que es llamado agua de cola, por lo cual este cambio producirá un
incremento en las ganancia de la empresa del orden de los $ 40 millones. Por
otra parte cabe destacar que en cuanto a la utilización de agua durante el
proceso, se efectuaron cambios tales como la modificación de las válvulas de
aspersión y cortes de algunas líneas de agua que no eran necesarias.
• El análisis de la operación de la planta CAF dio como resultado la comprobación
de que la adición de productos químicos se encontraba sobredimensionada, por
lo cual, luego de realizar los ensayos respectivos, se pudo llegar a una
disminución de las dosis. Otro de los cambios efectuados fue el de realizar una
dosificación de productos según el proceso que se está llevando a cabo, es decir
una dosis para el RIL de proceso y una dosis para el RIL de lavado de planta:
este cambio significó un ahorro anual neto del orden de los $ 8 millones.
• Las plantas del tipo DAF son altamente recomendables para los RILes
generados en los distintos procesos de la industria pesquera, debido a su alto
contenido de aceites y grasas, los cuales tienen una tendencia natural a la
flotación. En general, las tres plantas probadas tuvieron buenos resultados en los
tratamientos, logrando las remociones esperadas (rangos de remoción entre 60%
- 80% para DBO5, 75% - 95% Sólidos Suspendidos, y 95% - 99% para Aceites y
Grasas).
• Del estudio de las plantas de tratamiento a nivel piloto, se puede decir que todas
las plantas DAF (plantas de la empresa Beckart, Nijhuis y Krofta) poseen una
operación similar y eficiencias similares, por lo cual al momento de adquirir una
de estas plantas para realizar el tratamiento, la decisión pasará principalmente
por aspectos económicos y características de la oferta de cada proveedor

________ CAPITULO V CONCLUSIONES
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
77
(servicios post venta, asistencia técnica, disponibilidad de repuestos en el
mercado, etc.), ya que los costos de inversión son similares. Por otra parte, uno
de los aspectos que también surge a la hora de tomar una decisión, es el tamaño
físico necesario para instalar la planta, ya que esa es una de las limitantes para
las empresas pesqueras.
• Luego del estudio de las alternativas existentes en el mercado para el
tratamiento de RILes, se puede concluir que el tratamiento Físico – Químico
surge como la mejor alternativa. Pero también se debe señalar que la
incorporación de un sistema biológico para reducir aun más los contaminantes,
con el objetivo de descargar las aguas dentro de la zona de protección del litoral,
es una muy buena alternativa, la cual permitiría ahorrar los costos de
construcción de un emisario submarino.
• Si bien el tratamiento biológico significaría un ahorro, es necesario, antes de
tomar una decisión, el estudio de los costos asociados a mantener la biomasa
del reactor durante los periodos en los que no hubiese proceso y también el
tiempo necesario para que se estabilice la planta luego de cada detención, ya
que sería necesario poseer estanques con la capacidad suficiente de
almacenamiento.

CAPÍTULO VI BIBLIOGRAFÍA
_________ CAPITULO VI BIBLIOGRAFÍA
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
78
CAPITULO 6 BIBLIOGRAFÍA
� Beckart (2004) “Folleto informativo”
� Bioaqua (2004) “Folleto informativo”
� CCME (1996) “Guidelines for Compost Quality”. Minister of Public Works and Government Services. Canada. ISBN 1-895925-88-6.
� Cifuentes, L.; Torres, J.; García, P.; Frías, M. (1997) “El océano y sus recursos: VIII. El aprovechamiento de los recursos del mar” Fondo de Cultura Económica, México
� Compania General de Electricidad (2004) “Folleto informativo”
� Filippín, C.; Follari, J.; Vigil, J. “Diseño de un biodigestor para obtener gas metano y fertilizantes a partir de la fermentación de excrementos de vacas lecheras en la facultad de agronomía de la Universidad Nacional de la Pampa”. C.C.302, (6300) Santa Rosa, La Pampa
� Flotats, X., Campos, E., Bonmatí, A. 1997 ”Aprovechamiento energético de residuos ganaderos ”Departamento de medioambiente y ciencias del suelo, Universidad de lleida , Lleida
� Guerrero, L.; Omil, F.; Mendez, R.; Lema J. (1997) “Tratamiento y revalorización de las aguas residuales de la fabricación de harina de pescado” Departamento de Ingeniería Química Universidad de Santiago de Compostela. España
� Kaiser, F.; Bas, F.; Gronauer, A. (2002) "Producción de biogás a partir de guano animal: el caso de Alemania”. Agronomía y Forestal UC 16(4):4-8.
� Krofta (2004) “Folleto informativo”
� Metcalf, L. & Eddy, H. (1996). “Ingeniería de aguas residuales: Tratamiento, vertido y reutilización”. 3ª edición, Mc Graw-Hill, Vol. I y II. México
� Miller, F.C. (1993). “Composting as a process based on the control of ecologically selective factors”. Soil microbial ecology, Blayne Metting, F., Jr., Marcel Dekker, Inc., New York.
� Moreno, S. (2001) “Recuperación de aguas residuales empleando sólidos microporosos del tipo zeolita y arcilla pilarizada” Centro de Catálisis. Facultad de Ciencias. Departamento de Química. Universidad Nacional de Colombia.. Bogotá. Colombia
� Morante, G. (2002) REVISTA COLOMBIANA DE FÍSICA, VOL. 34, No. 2.
� Nijhuis, (2004)“Folleto informativo”
� Pesquera ITATA S.A. (2002) “Plan de aseguramiento de la calidad”
� Soluciones Industriales S.A. (2004) “Propuesta Técnica y Comercial para la construcción de una planta de tratamiento de residuos industriales”.
� Tchobanoglous, G., (1994). “Gestión integral de los residuos sólidos”. McGraw Hill/ Interamericana de España. Madrid.

___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
79
NOMENCLATURA
Símbolo Descripción Unidades
ASIPES Asociación de Industriales Pesqueros de la región del Bio-Bio
AyG Aceites y Grasas mg/L
DBO5 Demanda Biológica de Oxígeno en 5 días
mg/L
DQO Demanda Química de Oxígeno mg/L
DZPL Dentro de la Zona de Protección del Litoral
D.S. Decreto Supremo
FZPL Fuera de la Zona de Protección del
Litoral
GRAS Generally Recognized as Save
HyG Proceso de corte de cabeza, cola y
eviscerado de la pesca
INPESCA Instituto de Investigación Pesquero
NTK Nitrógeno Total Kjeldahl mg/L
Ssed Sólidos Sedimentables mL/L*1 h
SST Sólidos en Suspensión Totales mg/L
ZPL Zona de Protección del Litoral

ANEXO

_________ _______________ANEXO A 1
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
80
ANEXOS
A.1 Gestión de efluentes de la planta de congelados
Ahorro económico producto del envío de la corriente de HG a la planta de harina
$
$550$60010
año
150
1000
1
1000
1
1000
110006104003
3
uston
us
dia
hrdias
Kg
ton
gr
Kg
mg
gr
m
L
hr
m
L
mg ×××××××××
= año
$000.888.30
$
$550$55010
año
150
1000
1
1000
1
1000
110006133443
3
uston
us
dia
hrdias
Kg
ton
gr
Kg
mg
gr
m
L
hr
m
L
mg ×××××××××
= año
$040.329.36
Las concentraciones iniciales representan la concentración de SST y AyG
respectivamente.
A esto se le debe descontar el costo de producción, que debe ser calculado después de
realizar el cambio.
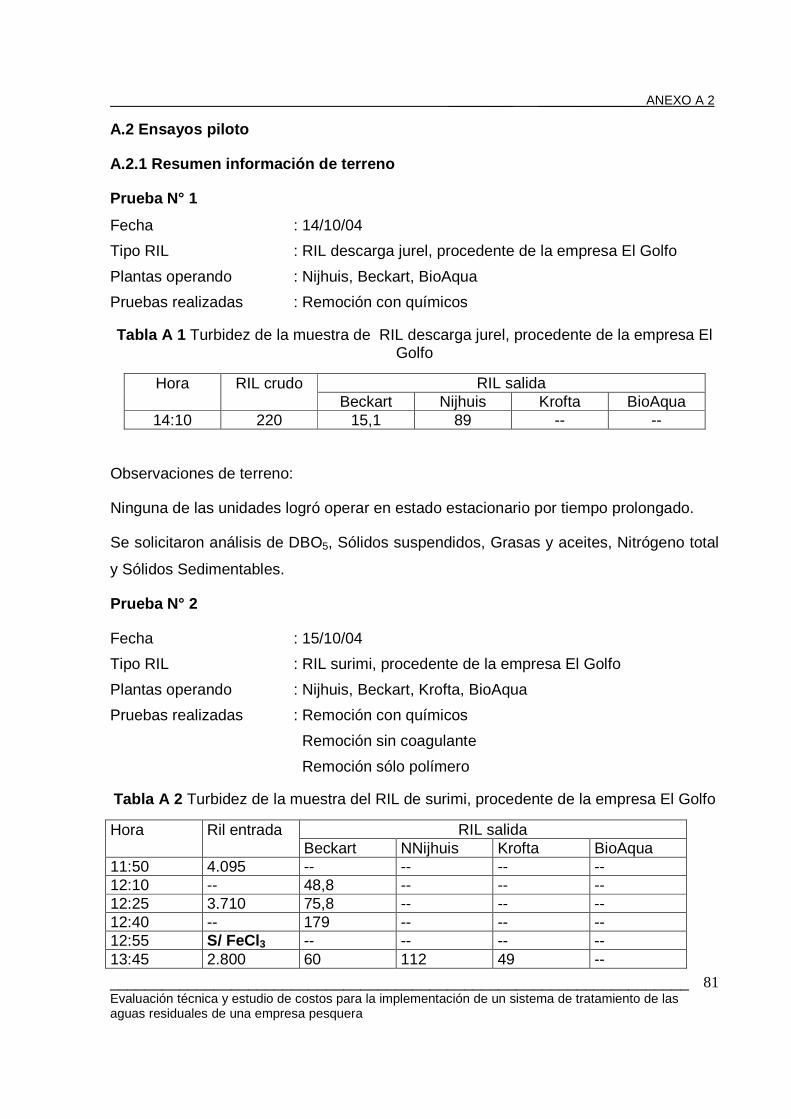
_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
81
A.2 Ensayos piloto
A.2.1 Resumen información de terreno
Prueba N° 1
Fecha : 14/10/04
Tipo RIL : RIL descarga jurel, procedente de la empresa El Golfo
Plantas operando : Nijhuis, Beckart, BioAqua
Pruebas realizadas : Remoción con químicos Tabla A 1 Turbidez de la muestra de RIL descarga jurel, procedente de la empresa El
Golfo
Hora RIL crudo RIL salida Beckart Nijhuis Krofta BioAqua
14:10 220 15,1 89 -- --
Observaciones de terreno:
Ninguna de las unidades logró operar en estado estacionario por tiempo prolongado.
Se solicitaron análisis de DBO5, Sólidos suspendidos, Grasas y aceites, Nitrógeno total
y Sólidos Sedimentables.
Prueba N° 2
Fecha : 15/10/04
Tipo RIL : RIL surimi, procedente de la empresa El Golfo
Plantas operando : Nijhuis, Beckart, Krofta, BioAqua
Pruebas realizadas : Remoción con químicos
Remoción sin coagulante
Remoción sólo polímero Tabla A 2 Turbidez de la muestra del RIL de surimi, procedente de la empresa El Golfo
Hora Ril entrada RIL salida Beckart NNijhuis Krofta BioAqua
11:50 4.095 -- -- -- -- 12:10 -- 48,8 -- -- -- 12:25 3.710 75,8 -- -- -- 12:40 -- 179 -- -- -- 12:55 S/ FeCl3 -- -- -- -- 13:45 2.800 60 112 49 --

_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
82
Observaciones de terreno:
Operación de Planta Krofta breve e inestable. Las muestras tomadas de la planta de
ozono (Bioaqua) corresponden a resultados después de 3 horas de operación. Se
solicitaron análisis de DBO5, Sólidos suspendidos, Grasas y aceites, Nitrógeno total y
sólidos sedimentables.
Prueba N° 3
Fecha : 15/10/04
Tipo RIL : Descarga Sardina, procedente de la empresa SPK
Plantas operando : Nijhuis, Beckart, Krofta
Pruebas realizadas : Remoción con químicos (Beckart en modo IAF, muestra 17:45, después DAF), Nijhuis remoción sólo polímero
Tabla A 3 Turbidez de la muestra del RIl de descarga de sardina, procedente de la
empresa SPK Hora RIL entrada RIL salida
Beckart Nijhuis Krofta BioAqua 17:45 1.908 1.060 -- -- -- 18:05 1.740 -- 1.275 -- -- 18:25 1.700 -- -- 1.600 -- 19:50 1.820 1.625 1.980 -- --
Observaciones de terreno:
Las muestras tomadas de la planta de ozono (Bioaqua) corresponden a resultados
después de 3 horas de operación. Se solicitaron análisis de Sólidos Suspendidos y
Grasas y Aceites, el objetivo era ver eficiencia sin químicos
Prueba N° 4
Fecha : 19/10/04
Tipo RIL : Descarga para congelados, procedente de la empresa San José
Plantas operando : Nijhuis, Krofta
Pruebas realizadas : Con químicos mejor remoción, sin químicos

_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
83
Tabla A 4 Turbidez de la muestra del RIL de descarga para congelados, procedente de la empresa San José
Hora RIL entrada RIL salida
Beckart Nijhuis Krofta BioAqua 13:20 229 -- Partida sin químicos -- 13:25 216 -- 105 142 -- 13:50 79 -- 75,3 74,5 -- 14:10 72 -- 64,5 55,2 -- 14:15 -- -- Dosificación químicos -- 15:05 109 -- 17,4 12,1 -- 15:50 88,2 -- 7,7 11,6 --
Observaciones de terreno:
Se solicitaron análisis de Sólidos suspendidos y Grasas y aceites para el ril tratado sin
químicos, el objetivo era ver eficiencia sin químicos. Para las otras muestras se solicitó
DBO5, Sólidos suspendidos, Grasas y aceites, Nitrógeno total y sólidos sedimentables
Prueba N° 5
Fecha : 20/10/04
Tipo RIL : Planta de Aceite, procedente de la empresa Camanchaca
Plantas operando : Beckart, Nijhuis, Krofta
Pruebas realizadas : Con químicos mejor remoción (todas), sin coagulante y sin químicos sólo Nijhuis
Tabla A 5 Turbidez de la muestra del RIL de la planta de Aceite, procedente de la empresa Camanchaca
Hora Ril entrada RIL salida
Beckart Nijhuis Krofta BioAqua 12:00 8.175 -- -- -- -- 12:10 12.870 136 22,6 -- -- 13:15 16.830 63,9 S/ coag -- -- 13:30 12.285 -- 20 -- -- 15:00 -- -- 1.1616 (s/q) -- -- 15:30 15.975 508 -- 123,5 -- 16:00 16.020 -- 381 399 --

_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
84
Observaciones de terreno:
Se solicitaron análisis de DBO5, Sólidos suspendidos, Grasas y aceites, Nitrógeno total
y sólidos sedimentables, Fósforo y SAAM
Prueba N° 6
Fecha : 21/10/04
Tipo RIL : Lavado equipos y pisos planta de harina, procedente de la empresa Alimar
Plantas operando : Beckart, Nijhuis, Krofta
Pruebas realizadas : Con químicos mejor remoción
Tabla A 6 Turbidez de la muestra del RIL de lavado equipos y pisos planta de harina, procedente de la empresa Alimar
Hora Ril entrada RIL salida
Beckart Nijhuis Krofta BioAqua 11:00 4.472 87,3 13,6 -- -- 11:30 4.450 37,4 -- -- -- 11:45 4.145 -- 14,6 -- -- 12:10 4.648 2.285 (S/Q) 4.437 (S/Q) -- -- 13:05 4.920 -- -- 47,7 -- 13:35 4.875 -- -- 18 --
Observaciones de terreno:
Se solicitaron análisis de DBO5, Sólidos suspendidos, Grasas y aceites, Nitrógeno total
y sólidos sedimentables
Prueba N° 7
Fecha : 03/11/04
Tipo RIL : RIL descarga sardina, procedente de la empresa Alimar
Plantas operando : Beckart, Krofta
Pruebas realizadas : con químicos
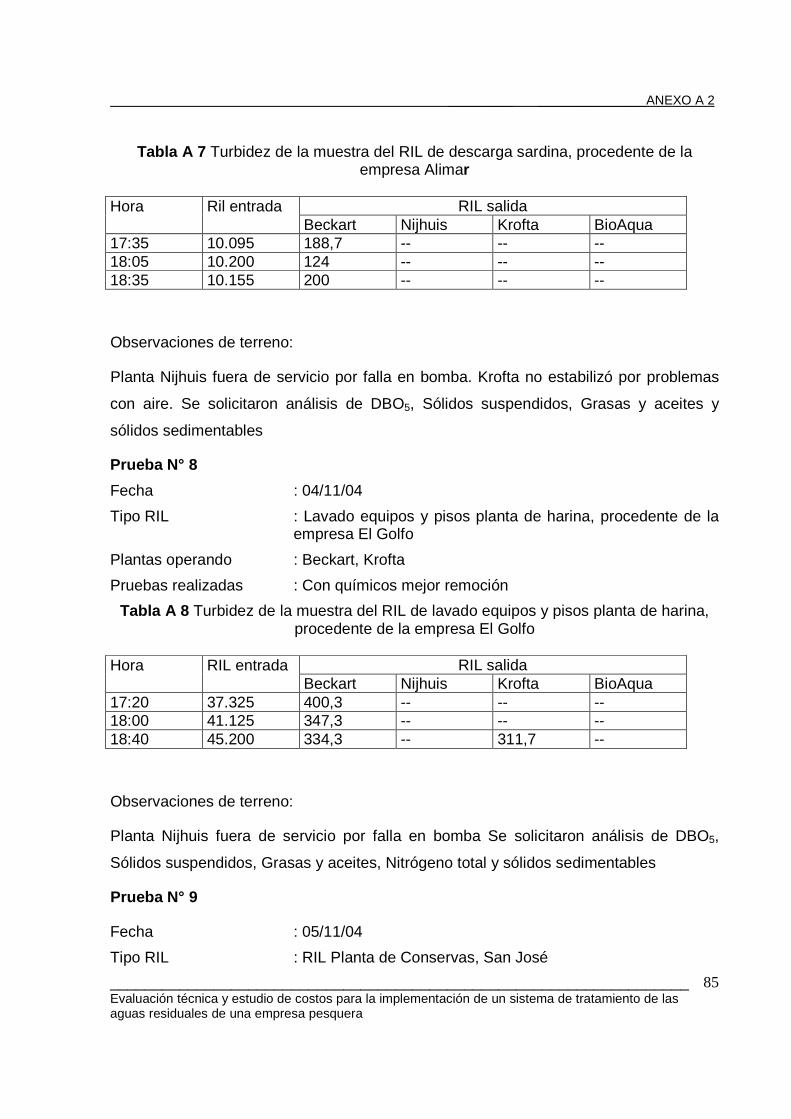
_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
85
Tabla A 7 Turbidez de la muestra del RIL de descarga sardina, procedente de la empresa Alimar
Hora Ril entrada RIL salida
Beckart Nijhuis Krofta BioAqua 17:35 10.095 188,7 -- -- -- 18:05 10.200 124 -- -- -- 18:35 10.155 200 -- -- --
Observaciones de terreno:
Planta Nijhuis fuera de servicio por falla en bomba. Krofta no estabilizó por problemas
con aire. Se solicitaron análisis de DBO5, Sólidos suspendidos, Grasas y aceites y
sólidos sedimentables
Prueba N° 8
Fecha : 04/11/04
Tipo RIL : Lavado equipos y pisos planta de harina, procedente de la empresa El Golfo
Plantas operando : Beckart, Krofta
Pruebas realizadas : Con químicos mejor remoción
Tabla A 8 Turbidez de la muestra del RIL de lavado equipos y pisos planta de harina, procedente de la empresa El Golfo
Hora RIL entrada RIL salida
Beckart Nijhuis Krofta BioAqua 17:20 37.325 400,3 -- -- -- 18:00 41.125 347,3 -- -- -- 18:40 45.200 334,3 -- 311,7 --
Observaciones de terreno:
Planta Nijhuis fuera de servicio por falla en bomba Se solicitaron análisis de DBO5,
Sólidos suspendidos, Grasas y aceites, Nitrógeno total y sólidos sedimentables
Prueba N° 9
Fecha : 05/11/04
Tipo RIL : RIL Planta de Conservas, San José

_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
86
Plantas operando : Beckart, Nijhuis, Krofta
Pruebas realizadas : con químicos, sin químicos
Tabla A 9 Turbidez de la muestra del RIL de laPlanta de Conservas, San José Hora RIL entrada RIL salida
Beckart Nijhius Krofta BioAqua 14:20 1590 15,1 1,64 25,7 -- 15:00 1530 14,8 1,75 27,3 -- 15:15 1812 15,5 2,45 17,1 -- 15:30 Corte qco 15 2,45 17,1 -- 16:35 1766 1274 1320 1190 -- 16:55 -- 1489 1336 1495 -- 17:10 -- 1640 1507 1538 --
Observaciones de terreno:
Excelente operación plantas piloto. Se solicitaron análisis de DBO5, Sólidos
suspendidos, Grasas y aceites y sólidos sedimentables para pruebas con químicos.
Para las pruebas sin químicos sólo se solicitaron análisis de Sólidos suspendidos y
Grasas y Aceites.
Prueba N° 10
Fecha : 09/11/04
Tipo RIL : RIL descarga jurel recirculada, procedente de la empresa Bahía Coronel
Plantas operando : Beckart, Nijhuis, Krofta
Pruebas realizadas : con químicos
Tabla A 10 Turbidez de la muestra del RIL de descarga de jurel recirculada, procedente
de la empresa Bahía Coronel Hora RIL entrada RIL salida
Beckart Nijhuis Krofta BioAqua 11:55 731 12,2 8,8 16,9 -- 12:30 741 10,2 3,83 33,9 -- 13:00 755 12,5 11 18,9 -- 14:00 -- 18,7 (DAF) -- -- --
Observaciones de terreno:

_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
87
Operación planta Beckart en modo IAF. Se solicitaron análisis de DBO5, Sólidos
suspendidos, Grasas y aceites y sólidos sedimentables para pruebas con químicos.
Prueba N° 11
Fecha : 10/11/04
Tipo RIL : RIL descarga directa sardina, procedente de la empresa SPK
Plantas operando : Beckart, Nijhuis, Krofta
Pruebas realizadas : operación planta en modo IAF, DAF, y IAF con ozono
Tabla A 11 Turbidez de la muestra del RIL descarga directa de sardina, procedente de
la empresa SPK Hora RIL entrada RIL salida
Beckart Nijhuis Krofta BioAqua 17:20 2.280 -- -- 17,3 -- 18:00 2.814 16,2 (IAF) -- 15,1 -- 18:10 1.714 20,9 (IAF) -- 23,9 -- 18:25 895 -- -- -- -- 18:45 839 20,1 (DAF) 14,6 -- -- 18:55 804 17,3 (DAF) 33,1 -- -- 19:15 934 6,56 (Oz +IAF) -- -- -- 19:30 966 4,78 (Oz+IAF) -- -- --
Observaciones de terreno:
Se solicitaron análisis de DBO5, Sólidos suspendidos, Grasas y aceites y sólidos
sedimentables para las pruebas ejecutadas.
A.2.2 Memoria de cálculo costos procesamiento lodos
Condición 1
Secado lodos desde el 95% al 60% de humedad para disposición final en relleno
sanitario
Base cálculo:
Producción lodos 1: 0,2-2,2 kg. lodos/m3 ril, dato usado 1,2 kg. lodos/m3 ril

_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
88
Producción lodos 2: 17 –20 kg. lodos/m3 ril, dato usado 18 kg. lodos/m3 ril
Lodos 1: lodos de conservas, congelados, descarga
Lodos 2: lodos de planta aceite, descarga sardina y lavado de equipos
Flujo de agua a evaporar:
1) 21 kg H20/ m3 RIL
2) 324 kg H20/ m3 RIL
Flujo energía para evaporar contenido de agua
Flujo calor total = Calor sensible + calor latente vaporización
Flujo calor total
+°×
°×=
kg
kJK
Kkg
kJ
RILm
OkgHm 234535818,4
32
×
°×=
kg
kJ
Kkg
kJ
RILm
OkgHm 270018,4
32 (*)
Costo energía en base a combustible FO6 (fuel oil 6)
PCI FO6 = 41030 kJ/kg
Costo energía = 134 $/ (41030 kJ/kg x 0,8 (eficiencia)) = 0,0041 $/kg.FO6
Reemplazando en (*)
1) Lodo tipo 1
Costo = 21 kg H20/ m3 RIL x (0, 0041 x 2700) = 232, 5 $/ m3 RIL = 0, 4 US $/ m3 RIL
2) Lodo tipo 2)
Costo = 324 kg H20/ m3 RIL x (0,0041 x 2700) = 3586 $/ m3 RIL = 6,2 US $/ m3 RIL
COSTO TOTAL = costo secado + costo transporte + costo de disposición
Costo transporte + disposición = 1 UF / ton residuo
Lodo tipo 1)
Costo total = 0,4 US $/m3 RIL + 0,108 US $/ m3 RIL = 0,508 US $/ m3 RIL
Lodo tipo 2)
Costo total = 6,2 US $/m3 RIL + 1,62 US $/ m3 RIL = 7,82 US $/ m3 RIL
_________ _______________ANEXO A 2
___________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
89
Condición 2
Procesamiento lodos como harina
Base cálculo:
Costo variable harina = 65 US $/ton
% consumo vapor (proporcional al costo variable) en secadores = 60%
� Costo procesamiento lodo = 39 US $/ton lodo seco
Lodo tipo 1)
Costo proc. = 1,2 kg lodos/m3 ril x 0,039 US $/kg lodo = 0,0468 US$/ m3 ril
Lodo tipo 2)
Costo proc. = 18 kg lodos/m3 ril x 0,039 US $/kg lodo = 0,7 US$/ m3 ril

_______________ ANEXO A 3
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
90
Anexo A.3 flujo de caja para la evaluación económic a
Tabla A 12 Flujo de caja comparativo entre sistemas DAF y Ozono (expresado en US $)
SISTEMA DAF CON CHEM.
AÑO 0 AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5 AÑO 6 AÑO 7 A ÑO 8 AÑO 9 AÑO 10
Inversión -$400.000
Valor Desecho $0
Costo de Operación
Energía Eléctrica -$11.823 -$11.823 -$11.823 -$11.823 -$11.823 -$11.823 -$11.823 -$11.823 -$11.823 -$11.823
Costo producción Harina y Aceite -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318
Reactivos Químicos -$66.000 -$66.000 -$66.000 -$66.000 -$66.000 -$66.000 -$66.000 -$66.000 -$66.000 -$66.000
Costo de Mantención -$3.333 -$3.333 -$3.333 -$3.333 -$3.333 -$3.333 -$3.333 -$3.333 -$3.333 -$3.333
Total Costo Tratamiento $0 -$114.474 -$114.474 -$114.474 -$114.474 -$114.474 -$114.474 -$114.474 -$114.474 -$114.474 -$114.474
Recuperación
Harina de DAF $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293
Aceite $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810
Total Recuperado $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103
Flujo de Caja -$400.000 $380.629 $380.629 $380.629 $380.629 $380.629 $380.629 $380.629 $380.629 $380.629 $380.629
Acumulado -$400.000 -$19.371 $361.258 $741.887 $1.122.516 $1.503.145 $1.883.774 $2.264.403 $2.645.032 $3.025.661 $3.406.290

_______________ ANEXO A 3
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
91
SISTEMA Ozono
AÑO 0 AÑO 1 AÑO 2 AÑO 3 AÑO 4 AÑO 5 AÑO 6 AÑO 7 A ÑO 8 AÑO 9 AÑO 10
Inversión -$790.000
Valor Desecho $0
Costo de Operación
Energía Eléctrica -$35.838 -$35.838 -$35.838 -$35.838 -$35.838 -$35.838 -$35.838 -$35.838 -$35.838 -$35.838
Costo produccion Harina y Aceite -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318 -$33.318
Costo de Mantención -$10.000 -$10.000 -$10.000 -$10.000 -$10.000 -$10.000 -$10.000 -$10.000 -$10.000 -$10.000
Total Costo Tratamiento $0 -$45.838 -$45.838 -$45.838 -$45.838 -$45.838 -$45.838 -$45.838 -$45.838 -$45.838 -$45.838
Recuperación
Ingresos por Haria $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293 $476.293
Ingresos por Aceite $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810 $18.810
Total Recuperado $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103 $495.103
Flujo de Caja -$790.000 $449.265 $449.265 $449.265 $449.265 $449.265 $449.265 $449.265 $449.265 $449.265 $449.265
Acumulado -$790.000 -$340.735 $108.530 $557.795 $1.007.061 $1.456.326 $1.905.591 $2.354.856 $2.804.121 $3.253.386 $3.702.652

_______________ ANEXO A 4
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
92
A.4 Propuesta de nuevo sistema de tratamiento
A.4.1 Simulación de las posibles configuraciones de descarga
Hora
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1
Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 0 0 0 0 800 650 500 350 200 50 0 300 150 0 0 0 0 0 0
Agua tratada 0 0 0 0 0 0 0 0 0 0 150 150 150 150 150 150 0 150 150 0 0 0 0 0 0
Hora
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1 Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 300 150 0 0 0 0 0 800 650 500 350 200 50 0 0 0 0 0 0
Agua tratada 0 0 0 0 0 0 150 0 0 0 0 0 0 150 150 150 150 150 150 0 0 0 0 0 0
Hora
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1
Barco congelados
Barco harina 2
Agua acumulada Metros cúbicos 0 0 0 0 0 0 300 150 0 0 500 350 200 350 200 50 0 0 0 0 0 0 0 0 0
Agua tratada 0 0 0 0 0 0 150 150 0 0 150 150 150 150 150 150 0 0 0 0 0 0 0 0 0
Figura A.1 Simulación para la descarga y tratamiento con una planta de 150 m3/h

_______________ ANEXO A 4
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
93
Hora
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1 Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 300 200 100 0 500 400 300 600 500 400 300 200 100 0 0 0 0 0 0
Agua tratada 0 0 0 0 0 0 100 100 100 0 100 100 100 100 100 100 100 100 100 0 0 0 0 0 0
Hora
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1
Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 0 0 0 0 800 700 600 500 400 300 200 400 300 200 100 0 0 0 0
Agua tratada 0 0 0 0 0 0 0 0 0 0 100 100 100 100 100 100 100 100 100 100 100 0 0 0 0
Hora
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1
Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 300 200 100 0 0 0 0 800 700 600 500 400 300 200 100 0 0 0 0
Agua tratada 0 0 0 0 0 0 100 100 100 0 0 0 0 100 100 100 100 100 100 100 100 0 0 0 0
Figura A.2 Simulación para la descarga y tratamiento con una planta de 100 m3/h

_______________ ANEXO A 4
______________________________________________________________________________________________Evaluación técnica y estudio de costos para la implementación de un sistema de tratamiento de las aguas residuales de una empresa pesquera
94
Hora 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1
Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 300 220 140 60 480 400 320 540 460 380 300 220 140 60 0 0 0 0 0
Agua tratada 0 0 0 0 0 0 80 80 80 80 80 80 80 80 80 80 80 80 80 80 0 0 0 0 0
Hora 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1
Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 0 0 0 0 800 720 640 560 480 400 320 540 460 380 300 220 140 60 0
Agua tratada 0 0 0 0 0 0 0 0 0 0 80 80 80 80 80 80 80 80 80 80 80 80 80 80 0
Hora 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Barco harina 1
Barco congelados
Barco harina 2
Agua acumulada Metros cubicos 0 0 0 0 0 0 300 220 140 60 0 0 0 800 720 640 560 480 400 320 240 160 80 0 0
Agua tratada 0 0 0 0 0 0 80 80 80 80 0 0 0 80 80 80 80 80 80 80 80 80 80 0 0
Figura A.3 Simulación para la descarga y tratamiento con una planta de 80 m3/h

Top Related
