
2005 Twincut-HSC-Feed SPbibing.us.es/proyectos/abreproy/5146/fichero/Documentación... ·...
12
TWINCUT-FEED HSC-FEED Leitz Metalworking Technology Group
Transcript of 2005 Twincut-HSC-Feed SPbibing.us.es/proyectos/abreproy/5146/fichero/Documentación... ·...
TWINCUT-FEEDHSC-FEED
Leitz Metalworking Technology Group

www.LMT-tools.com
2
TWINCUT-FEED Ø 16–80 mm
Características: Ventajas:
Grandes avances con pequeñas • Grandes tasas de desprendimiento de virutas por minuto para un tiempo deprofundidades de corte mecanizado más corto
• Utilizable en máquinas modernas con grandes avances. Economica también para máquinas antiguas con avances maximos.
Geometría de plaquitas probada • Insensibilidad a la rotura, por eso aplicable para grandes avancescon diseño de aristas de corte optimizado • Alta duración de la herramienta, igualmente en caso de cortes interrumpidos
• Fresado de vibraciones reducidas, tambien con grandes voladizos• Gracias al pequeño radio de aristas y a las pequeñas profundidades de corte,
es posible un fresado más aproximado de los perfiles de la pieza• Alta estabilidad
Plaquita de tres filos con gran círculo • Bajo coste por filointerior • Amplio espectro de aplicación
Alimentación interna del refrigerante • Buena evacuación de las virutas• Posibilidad de lubrificación a cantidad mínima y aire comprimido
Características: Vantagens:
Elevados avanços com pequenas • Elevada taxa de remoção de material para menor tempo de usinagemprofundidades de corte • Utilizável em máquinas modernas com elevadas taxas de avanço.
Também em máquinas antigas no avanço rápido.
Geometria aprovada de insertos • Resistênte à quebra e, portanto, utilizável em taxas de avanço elevadíssimas intercambiáveis com execução otimizada • Longa vida útil, mesmo com cortes interrompidosde arestas de corte • Fresagem de baixa vibração, mesmo com extensões longas
• Através de pequeno raio de canto e pequenas profundidades de avanço, possibilidade de fresagem mais próxima a contornos de acabamento
• Estabilidade elevada
Inserto intercambiável de três cortes com • Custos favoráveis de material de cortegrande circunferência interna • Amplo campo de aplicação
Suprimento interno de agente refrigerante • Bom transporte de cavacos• Possibilidade de lubrificação mínima e ar comprimido
Características y ventajas de las fresas de avance ultrarrápidas de diámetro Ø 4–80 mmCaracterísticas e vantagens para fresas de alto avanço de Ø 4–80 mm
HSC-FEED Ø 4–20 mm
Características: Ventajas:
Grandes avances con pequeñas • Aumento de la tasa de desprendimiento de virutas por unidad de tiempoprofundidades de corte
Sección del núceo estable, construcción robusta • Alta seguridad de proceso, gran estabilidad
Corte frontal hasta el centro • Estrategia de arranque „vertical“ hasta profundidad Z posible• 2 filos hasta el centro
Geometría de arista optimizada con chaflán • Seguridad de proceso con gran estabilidad de la arista cortante de protección
Filo periférico afilado hacia el mango (cónico) • Insensible a vibraciones y rupturas en el caso de geometrías verticales
Características: Vantagens:
Avanços elevadíssimos com pequenas • Aumento da taxa de remoção de material profundidades de corte
Seção transversal estável do núcleo, • Elevada segurança de processo, estabilidade elevadaconstrução robusta
Corte central • Possibilidade de estratégia „vertical“ para profundidade Z• 2 cortes até o centro
Geometria de aresta de corte otimizada com • Segurança de processo com elevada estabilidade de aresta de corteface de proteção
Dentes periféricos afilados em direção à haste • Geometrias verticais resistentes contra vibrações e rupturas
www.LMT-tools.com
3
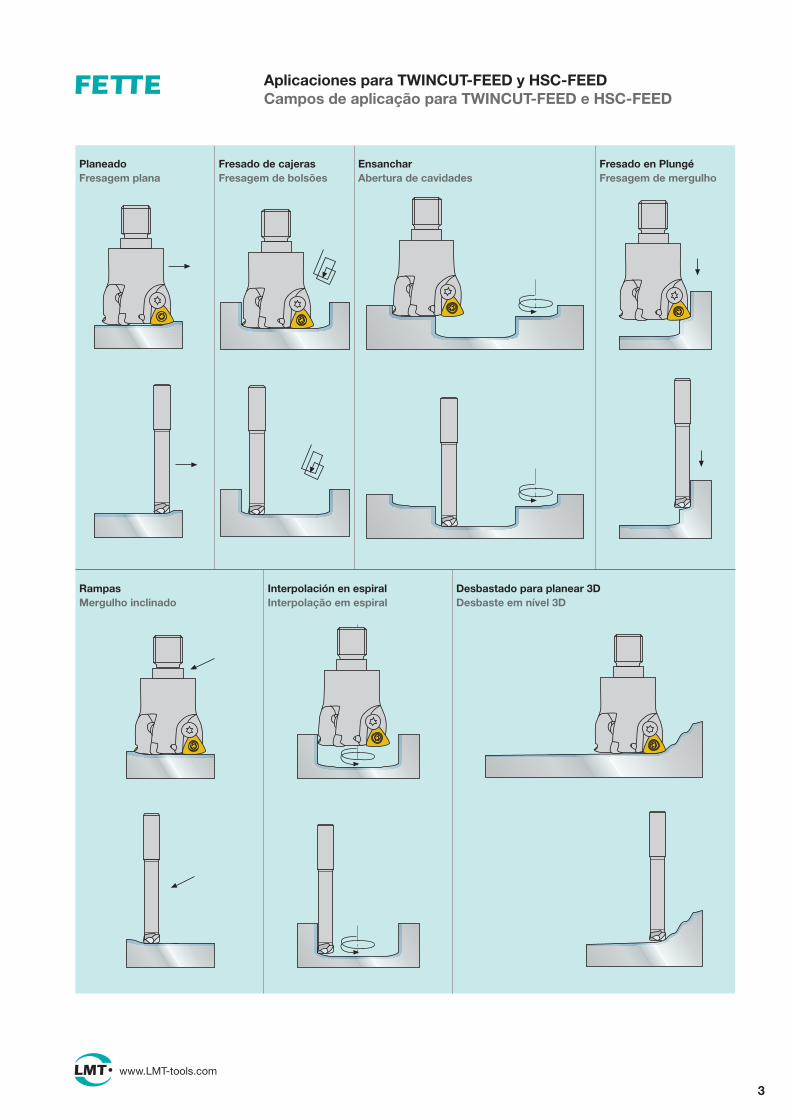
Aplicaciones para TWINCUT-FEED y HSC-FEEDCampos de aplicação para TWINCUT-FEED e HSC-FEED
PlaneadoFresagem plana
RampasMergulho inclinado
Fresado de cajerasFresagem de bolsões
Interpolación en espiralInterpolação em espiral
Desbastado para planear 3DDesbaste em nível 3D
Fresado en PlungéFresagem de mergulho
EnsancharAbertura de cavidades
www.LMT-tools.com
4
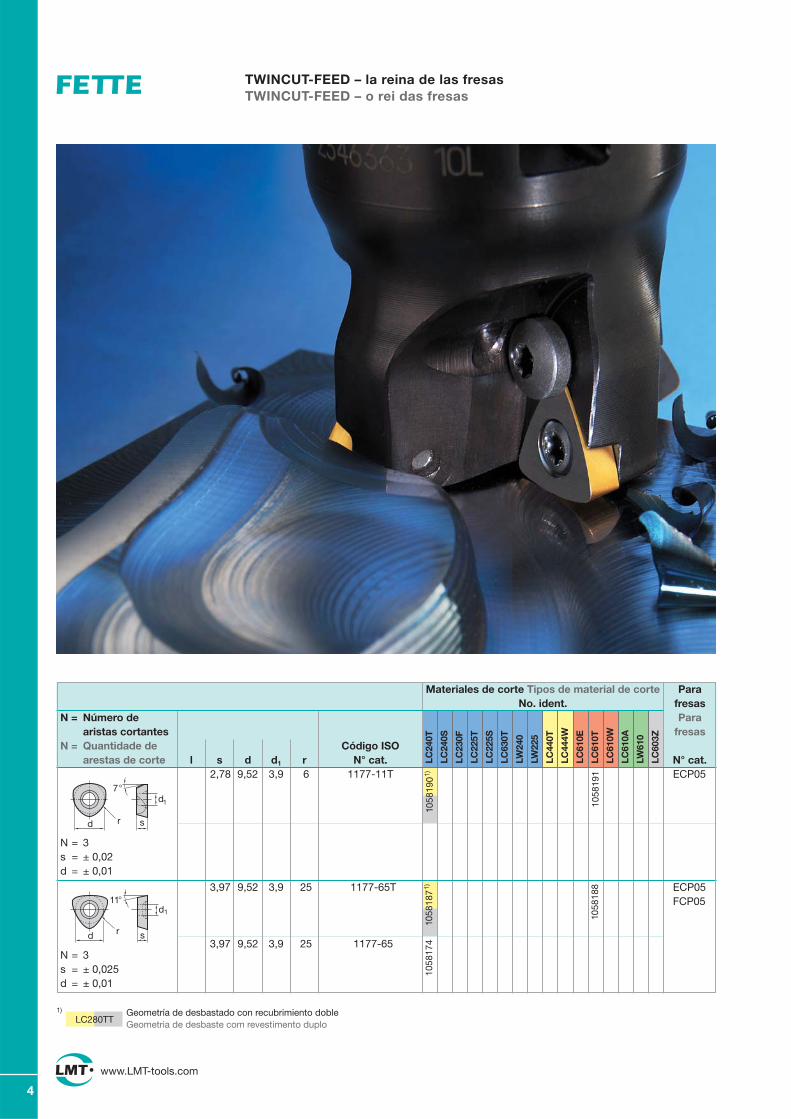
TWINCUT-FEED – la reina de las fresasTWINCUT-FEED – o rei das fresas
2,78 9,52 3,9 6 1177-11T ECP05
sd r
d1
7�
N = 3s = ± 0,02d = ± 0,01
1058
190
1)
1058
191
N = Número de aristas cortantes
N = Quantidade de arestas de corte l s d d1 r N° cat.
Código ISO
Materiales de corte Tipos de material de corteNo. ident.
Para fresasPara
fresas
N° cat.LC24
0T
LC24
0S
LC23
0F
LC22
5T
LC22
5S
LC63
0T
LW24
0
LW22
5
LC44
0T
LC44
4W
LC61
0A
LW61
0
LC61
0E
LC61
0T
LC61
0W
LC60
3Z
3,97 9,52 3,9 25
3,97 9,52 3,9 25
1177-65T
1177-65
ECP05FCP05
sd r
d1
11�
N = 3s = ± 0,025d = ± 0,01
1058
187
1)
1058
188
1058
174
1) Geometría de desbastado con recubrimiento dobleGeometria de desbaste com revestimento duploLC280TT
www.LMT-tools.com
5
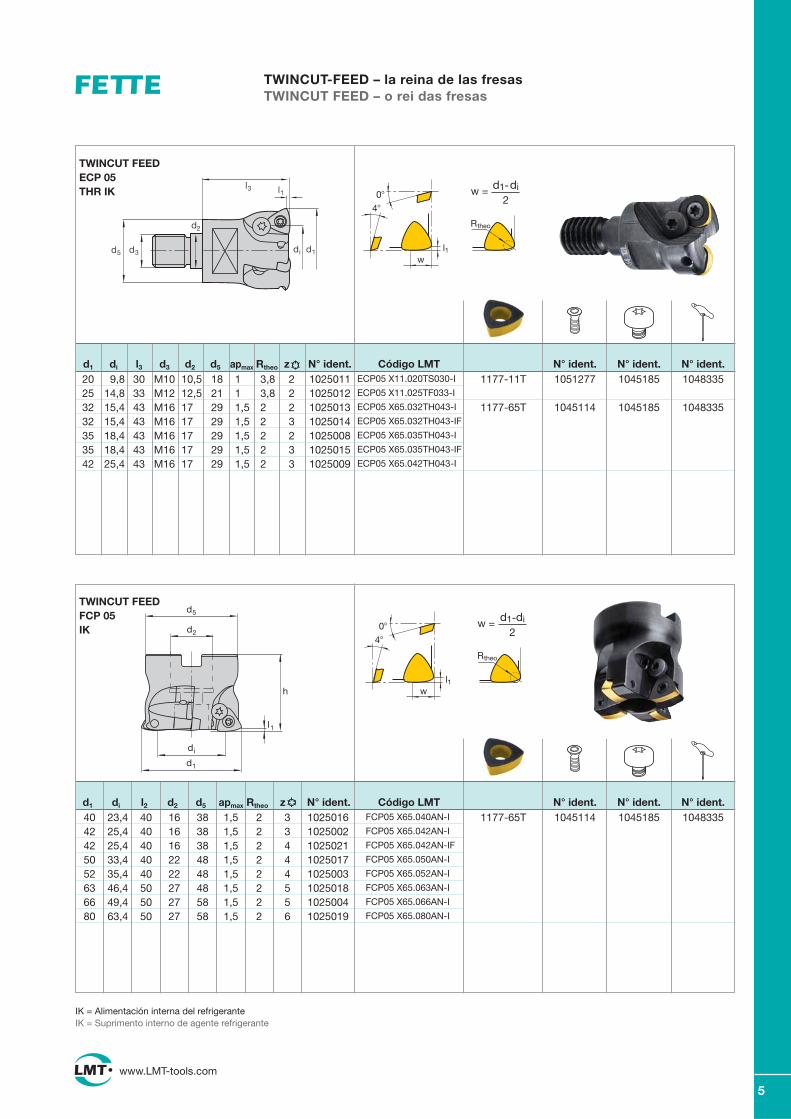
IK = Alimentación interna del refrigeranteIK = Suprimento interno de agente refrigerante
4�
0�
l1w
TWINCUT FEED ECP 05THR IK
20 9,8 30 M10 10,5 18 1 3,8 2 102501125 14,8 33 M12 12,5 21 1 3,8 2 102501232 15,4 43 M16 17 29 1,5 2 2 102501332 15,4 43 M16 17 29 1,5 2 3 102501435 18,4 43 M16 17 29 1,5 2 2 102500835 18,4 43 M16 17 29 1,5 2 3 102501542 25,4 43 M16 17 29 1,5 2 3 1025009
d1 di l3 d3 d2 d5 apmax Rtheo z N° ident. 1048335
1048335
1045185
1045185
1051277
1045114
ECP05 X11.020TS030-I
ECP05 X11.025TF033-I
ECP05 X65.032TH043-I
ECP05 X65.032TH043-IF
ECP05 X65.035TH043-I
ECP05 X65.035TH043-IF
ECP05 X65.042TH043-I
1177-11T
1177-65T
N° ident.N° ident.N° ident.Código LMT
d1di
l3 l1
d2
d3d5
TWINCUT-FEED – la reina de las fresasTWINCUT FEED – o rei das fresas
Rtheo
d1-di
2w =
4�
0�
l1w
TWINCUT FEED FCP 05IK
40 23,4 40 16 38 1,5 2 3 102501642 25,4 40 16 38 1,5 2 3 102500242 25,4 40 16 38 1,5 2 4 102502150 33,4 40 22 48 1,5 2 4 102501752 35,4 40 22 48 1,5 2 4 102500363 46,4 50 27 48 1,5 2 5 102501866 49,4 50 27 58 1,5 2 5 102500480 63,4 50 27 58 1,5 2 6 1025019
d1 di l2 d2 d5 apmax Rtheo z N° ident. 104833510451851045114FCP05 X65.040AN-I
FCP05 X65.042AN-I
FCP05 X65.042AN-IF
FCP05 X65.050AN-I
FCP05 X65.052AN-I
FCP05 X65.063AN-I
FCP05 X65.066AN-I
FCP05 X65.080AN-I
1177-65TN° ident.N° ident.N° ident.Código LMT
d1
d2
h
di
l1
d5
Rtheo
d1-di
2w =
www.LMT-tools.com
6
Indicaciones técnicas Observações técnicas
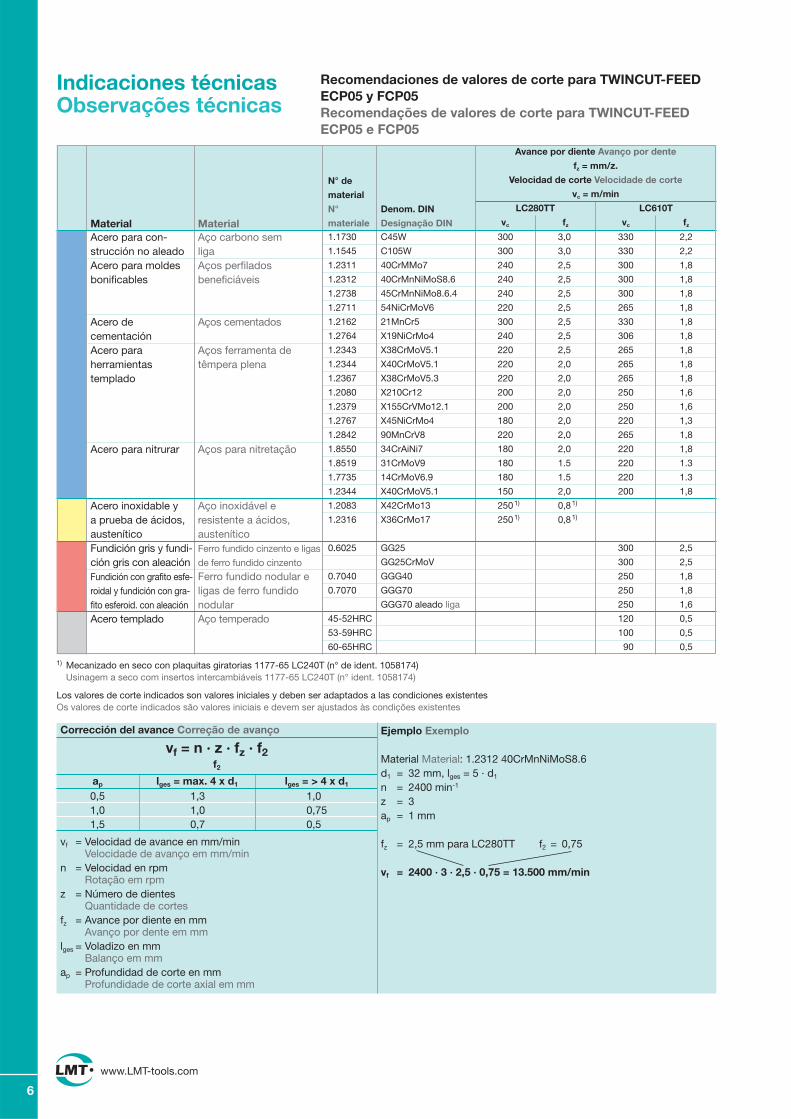
Recomendaciones de valores de corte para TWINCUT-FEED ECP05 y FCP05Recomendações de valores de corte para TWINCUT-FEEDECP05 e FCP05
Avance por diente Avanço por dente
fz = mm/z.
Velocidad de corte Velocidade de corte
vc = m/min
LC280TT LC610T
vc fz vc fz
Acero para con- Aço carbono sem strucción no aleado ligaAcero para moldes Aços perfilados bonificables beneficiáveis
Acero de Aços cementados cementaciónAcero para Aços ferramenta de herramientas têmpera plena templado
Acero para nitrurar Aços para nitretação
Acero inoxidable y Aço inoxidável e a prueba de ácidos, resistente a ácidos, austenítico austeníticoFundición gris y fundi- Ferro fundido cinzento e ligas
ción gris con aleación de ferro fundido cinzento
Fundición con grafito esfe- Ferro fundido nodular e roidal y fundición con gra- ligas de ferro fundido fito esferoid. con aleación nodularAcero templado Aço temperado
Material Material
N° de
material
N°
materiale
Denom. DIN
Designação DIN300 3,0 330 2,2
300 3,0 330 2,2
240 2,5 300 1,8
240 2,5 300 1,8
240 2,5 300 1,8
220 2,5 265 1,8
300 2,5 330 1,8
240 2,5 306 1,8
220 2,5 265 1,8
220 2,0 265 1,8
220 2,0 265 1,8
200 2,0 250 1,6
200 2,0 250 1,6
180 2,0 220 1,3
220 2,0 265 1,8
180 2,0 220 1,8
180 1.5 220 1.3
180 1.5 220 1.3
150 2,0 200 1,8
2501) 0,81)
2501) 0,81)
300 2,5
300 2,5
250 1,8
250 1,8
250 1,6
120 0,5
100 0,5
90 0,5
C45W
C105W
40CrMMo7
40CrMnNiMoS8.6
45CrMnNiMo8.6.4
54NiCrMoV6
21MnCr5
X19NiCrMo4
X38CrMoV5.1
X40CrMoV5.1
X38CrMoV5.3
X210Cr12
X155CrVMo12.1
X45NiCrMo4
90MnCrV8
34CrAiNi7
31CrMoV9
14CrMoV6.9
X40CrMoV5.1
X42CrMo13
X36CrMo17
GG25
GG25CrMoV
GGG40
GGG70
GGG70 aleado liga
1.1730
1.1545
1.2311
1.2312
1.2738
1.2711
1.2162
1.2764
1.2343
1.2344
1.2367
1.2080
1.2379
1.2767
1.2842
1.8550
1.8519
1.7735
1.2344
1.2083
1.2316
0.6025
0.7040
0.7070
45-52HRC
53-59HRC
60-65HRC
ap lges = max. 4 x d1 lges = > 4 x d1
0,51,01,5
1,00,750,5
1,31,00,7
vf = n · z · fz · f2
Corrección del avance Correção de avanço
f2
1) Mecanizado en seco con plaquitas giratorias 1177-65 LC240T (n° de ident. 1058174)Usinagem a seco com insertos intercambiáveis 1177-65 LC240T (n° ident. 1058174)
Los valores de corte indicados son valores iniciales y deben ser adaptados a las condiciones existentesOs valores de corte indicados são valores iniciais e devem ser ajustados às condições existentes
Ejemplo Exemplo
Material Material: 1.2312 40CrMnNiMoS8.6d1 = 32 mm, lges = 5 · d1
n = 2400 min-1
z = 3ap = 1 mm
fz = 2,5 mm para LC280TT f2 = 0,75
vf = 2400 · 3 · 2,5 · 0,75 = 13.500 mm/min
vf = Velocidad de avance en mm/minVelocidade de avanço em mm/min
n = Velocidad en rpmRotação em rpm
z = Número de dientesQuantidade de cortes
fz = Avance por diente en mmAvanço por dente em mm
lges = Voladizo en mmBalanço em mm
ap = Profundidad de corte en mmProfundidade de corte axial em mm
www.LMT-tools.com
7
Indicaciones técnicasObservações técnicas
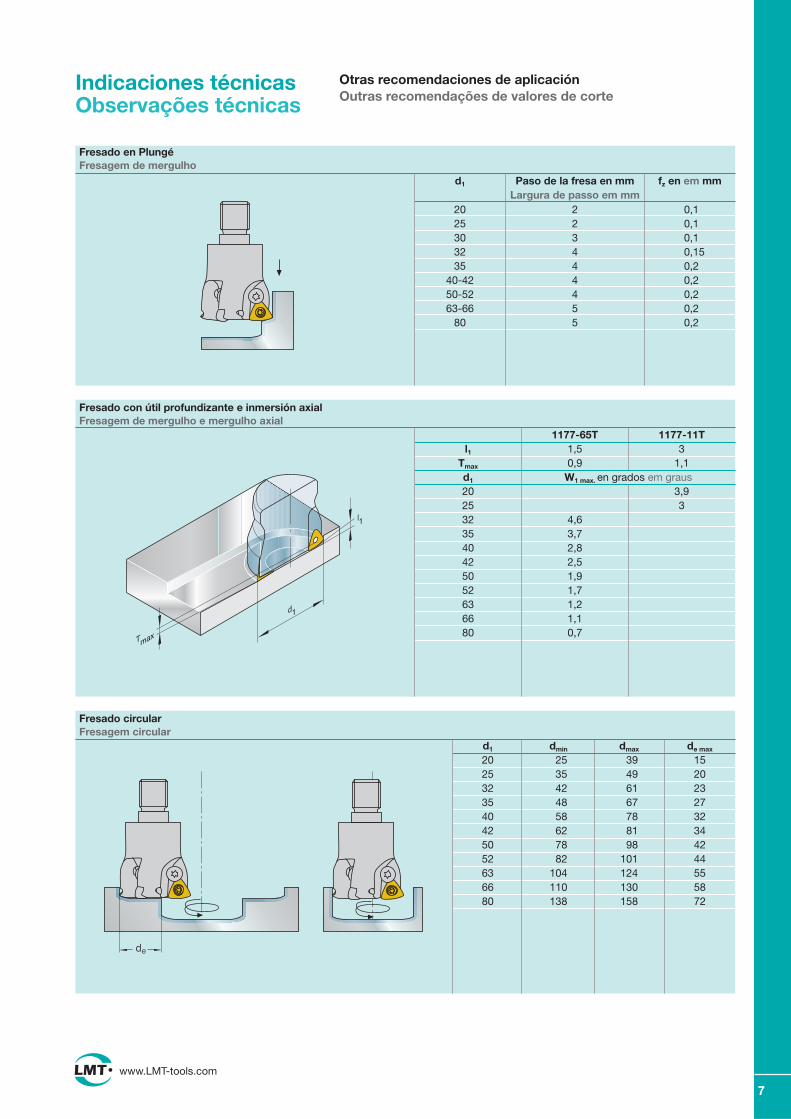
Otras recomendaciones de aplicaciónOutras recomendações de valores de corte
d1 Paso de la fresa en mm Largura de passo em mm
fz en em mm
2025303235
40-4250-5263-66
80
0,10,10,10,150,20,20,20,20,2
223444455
Fresado con útil profundizante e inmersión axial Fresagem de mergulho e mergulho axial
1177-65T 1177-11Tl1 1,5 3
Tmax 0,9 1,1d1 W1 max. en grados em graus20 3,925 332 4,635 3,740 2,842 2,550 1,952 1,763 1,266 1,180 0,7
Fresado en Plungé Fresagem de mergulho
Fresado circular Fresagem circular
d1 dmin dmax de max
20 25 39 1525 35 49 2032 42 61 2335 48 67 2740 58 78 3242 62 81 3450 78 98 4252 82 101 4463 104 124 5566 110 130 5880 138 158 72
l1
d1
Tmax
de

www.LMT-tools.com
8
Ejemplos de aplicaciónExemplos de aplicação
Ejemplo 1En el taller de herramientas de un fabricante de acoplamientosde renombre deben realizarsecavidades de forma circular. Pudo aumentarse por 2,7 veces el desprendimiento de virutas por unidad de tiempo aumentando al mismo tiempo laseguridad de proceso.
Exemplo 1Na ferramentaria própria de um renomado fabricante deembreagens, há a necessidade de usinagem circular de cavidades. O volume de remoção de material pôde ser aumen-tado em 2,7 vezes sob aumento da segurança de processo.
Herramienta Ferramenta:TWINCUT FEED ECP05d1 = 42 mm, z = 31177-65T LC610T
Material Material:Hierro fundido GG25 Ferro fundido GG25
Valores de corte Valores de corte:vc = 330 m/min n = 2500 rpmvf = 15.000 mm/min fz = 2,0 mmae = 25 mm ap = 1 mmQ = 375 cm3/min hm = 0,19 mm
l1
d1
Ejemplo 2En el taller de herramientas de un fabricante de moldes deinyección se utilizó la fresa para desbastar y planear. Pudoaumentarse entre 2,5 y 3 veces el desprendimiento de virutaspor unidad de tiempo.
Exemplo 2Na ferramentaria de um fabricante de moldes de injeção, afresa foi usada para o desbaste de camadas. O volume deremoção de material pôde ser aumentado de 2,5 a 3 vezes.
Herramienta Ferramenta:TWINCUT FEED ECP05d1 = 42 mm, z = 31177-65T LC280TT
Material Material:Acero para herramientas 1.2344 Aço ferramenta 1.2344
Valores de corte Valores de corte:vc = 264 m/min n = 2000 rpmvf = 8000 mm/min fz = 1,33 mmae = 25 mm ap = 1 mmQ = 200 cm3/min hm = 0,18 mm

www.LMT-tools.com
9
Ejemplo 3Para la fabricación de placas de suspensión neumática para vehículos sobre carriles se utilizaba antes una fresa con plaquitasgiratorias octogonales. Los filos cortantes tenían una duración deuna pieza de trabajo. Con la TWINCUT-FEED se pueden fabricarahora dos piezas con un avance de máx. 15.000 mm/min. Con eso se redujo en un 33 % el tiempo de producción.
Exemplo 3Para a fabricação de placas de molas pneumáticas para veículossobre trilhos, inicialmente foi utilizado um inserto intercambiáveloctagonal. O tempo de vida útil por aresta de corte era de ape-nas 1 peça. Com o TWINCUT-FEED agora são fabricadas 2peças com um avanço de mesa de, no máximo, 15.000 mm/min,conseqüentemente o tempo de usinagem foi reduzido em 33 %.
Herramienta Ferramenta:TWINCUT FEED ECP05d1 = 66 mm, z = 51177-65T LC280TT
Material Material:Acero St52-3 Aço St52-3
Valores de corte Valores de corte:vc = 269 m/min n = 1300 rpmvf = 15.000 mm/min fz = 2,3 mmae = 45 mm ap = 1 mmQ = 675 cm3/min hm = 0,229 mm
Ejemplos de aplicaciónExemplos de aplicação
Fresa frontal HSC FEEDFresas de topo HSC-FEED
www.LMT-tools.com
10
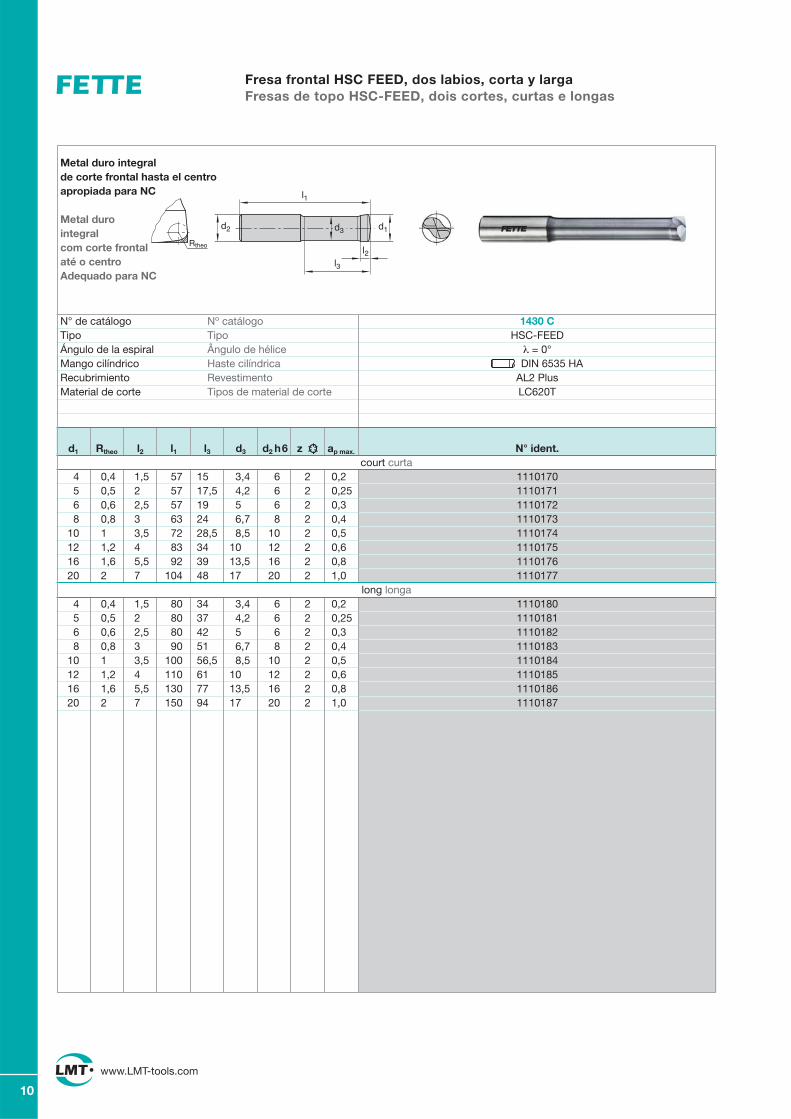
Fresa frontal HSC FEED, dos labios, corta y largaFresas de topo HSC-FEED, dois cortes, curtas e longas
4 0,4 1,5 57 15 3,4 6 2 0,2 11101705 0,5 2 57 17,5 4,2 6 2 0,25 11101716 0,6 2,5 57 19 5 6 2 0,3 11101728 0,8 3 63 24 6,7 8 2 0,4 1110173
10 1 3,5 72 28,5 8,5 10 2 0,5 111017412 1,2 4 83 34 10 12 2 0,6 111017516 1,6 5,5 92 39 13,5 16 2 0,8 111017620 2 7 104 48 17 20 2 1,0 1110177
4 0,4 1,5 80 34 3,4 6 2 0,2 11101805 0,5 2 80 37 4,2 6 2 0,25 11101816 0,6 2,5 80 42 5 6 2 0,3 11101828 0,8 3 90 51 6,7 8 2 0,4 1110183
10 1 3,5 100 56,5 8,5 10 2 0,5 111018412 1,2 4 110 61 10 12 2 0,6 111018516 1,6 5,5 130 77 13,5 16 2 0,8 111018620 2 7 150 94 17 20 2 1,0 1110187
1430 CHSC-FEED
λ = 0°DIN 6535 HA
AL2 PlusLC620T
N° de catálogo Nº catálogoTipo TipoÁngulo de la espiral Ângulo de héliceMango cilíndrico Haste cilíndricaRecubrimiento RevestimentoMaterial de corte Tipos de material de corte
d1 Rtheo l2 l1 l3 d3 d2 h6 z ap max. N° ident.
Metal duro integral de corte frontal hasta el centroapropiada para NC
Metal duro integral com corte frontal até o centroAdequado para NC
��
�� ��
����
�� FETTE
���
long longa
court curta
www.LMT-tools.com
11
Indicaciones técnicas Observações técnicas
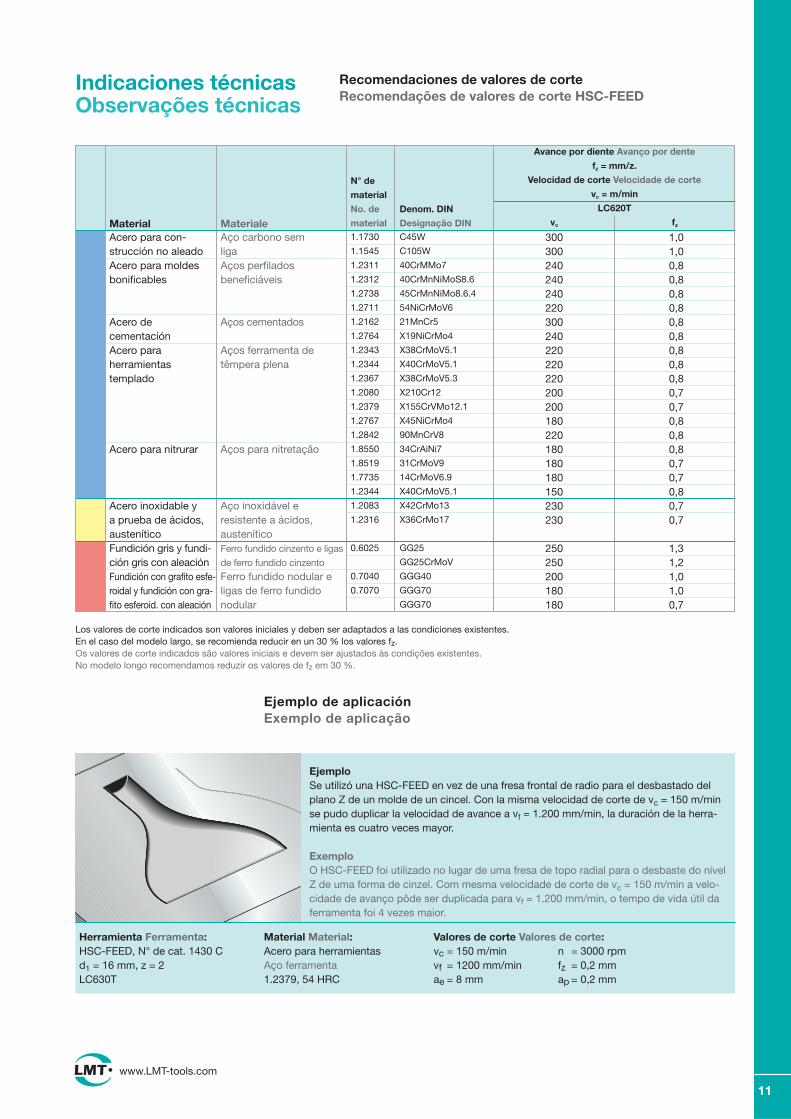
Recomendaciones de valores de corteRecomendações de valores de corte HSC-FEED
Avance por diente Avanço por dente
fz = mm/z.
Velocidad de corte Velocidade de corte
vc = m/min
LC620T
vc fz
Acero para con- Aço carbono sem strucción no aleado ligaAcero para moldes Aços perfilados bonificables beneficiáveis
Acero de Aços cementados cementaciónAcero para Aços ferramenta de herramientas têmpera plena templado
Acero para nitrurar Aços para nitretação
Acero inoxidable y Aço inoxidável e a prueba de ácidos, resistente a ácidos, austenítico austeníticoFundición gris y fundi- Ferro fundido cinzento e ligas
ción gris con aleación de ferro fundido cinzento
Fundición con grafito esfe- Ferro fundido nodular e roidal y fundición con gra- ligas de ferro fundido fito esferoid. con aleación nodular
Material Materiale
N° de
material
No. de
material
Denom. DIN
Designação DIN
300 1,0300 1,0240 0,8240 0,8240 0,8220 0,8300 0,8240 0,8220 0,8220 0,8220 0,8200 0,7200 0,7180 0,8220 0,8180 0,8180 0,7180 0,7150 0,8230 0,7230 0,7
250 1,3250 1,2200 1,0180 1,0180 0,7
C45W
C105W
40CrMMo7
40CrMnNiMoS8.6
45CrMnNiMo8.6.4
54NiCrMoV6
21MnCr5
X19NiCrMo4
X38CrMoV5.1
X40CrMoV5.1
X38CrMoV5.3
X210Cr12
X155CrVMo12.1
X45NiCrMo4
90MnCrV8
34CrAiNi7
31CrMoV9
14CrMoV6.9
X40CrMoV5.1
X42CrMo13
X36CrMo17
GG25
GG25CrMoV
GGG40
GGG70
GGG70
1.1730
1.1545
1.2311
1.2312
1.2738
1.2711
1.2162
1.2764
1.2343
1.2344
1.2367
1.2080
1.2379
1.2767
1.2842
1.8550
1.8519
1.7735
1.2344
1.2083
1.2316
0.6025
0.7040
0.7070
Los valores de corte indicados son valores iniciales y deben ser adaptados a las condiciones existentes.En el caso del modelo largo, se recomienda reducir en un 30 % los valores fz.Os valores de corte indicados são valores iniciais e devem ser ajustados às condições existentes.No modelo longo recomendamos reduzir os valores de fz em 30 %.
Ejemplo de aplicaciónExemplo de aplicação
Ejemplo Se utilizó una HSC-FEED en vez de una fresa frontal de radio para el desbastado delplano Z de un molde de un cincel. Con la misma velocidad de corte de vc = 150 m/min se pudo duplicar la velocidad de avance a vf = 1.200 mm/min, la duración de la herra-mienta es cuatro veces mayor.
ExemploO HSC-FEED foi utilizado no lugar de uma fresa de topo radial para o desbaste do nível Z de uma forma de cinzel. Com mesma velocidade de corte de vc = 150 m/min a velo-cidade de avanço pôde ser duplicada para vf = 1.200 mm/min, o tempo de vida útil daferramenta foi 4 vezes maior.
Herramienta Ferramenta: Material Material: Valores de corte Valores de corte:HSC-FEED, N° de cat. 1430 C Acero para herramientas vc = 150 m/min n = 3000 rpmd1 = 16 mm, z = 2 Aço ferramenta vf = 1200 mm/min fz = 0,2 mmLC630T 1.2379, 54 HRC ae = 8 mm ap = 0,2 mm

Prin
ted
in G
erm
any,
No.
200
5 (0
904
1 D
TP/G
K)
Fette GmbHGrabauer Straße 24D-21493 Schwarzenbek Telefon +49 (0) 41 51/12-0Telefax +49 (0) 41 51/37 97E-Mail [email protected] www.fette.de
ARGENTINIEN | ARGENTINASIN PAR S.A.Conesa 2 Al 18Casilla Correo No. 1801878 Quilmes – Buenoa AiresFon +54/11 42 57 43 95Fax +54/11 42 24 56 87
AUSTRALIEN | AUSTRALIANEUSEELAND | NEW ZEALANDRitec Tooling Technology LTDLevel 1Greenpark RoadPenroseAucklandNew ZealandFon +64-9/5 71 20 44Fax +64-9/5 79 99 [email protected]
BALTIKUM | BALTICSIA InstroLacplesa Str. 871011 RigaLettlandFon +3 71-7 28 85 45Fax +3 71-7 28 77 [email protected]
BELGIEN | BELGIUMSA LMT FETTE NVIndustrieweg 15 B21850 GrimbergenFon +32-2/2 51 12 36Fax +32-2/2 51 74 89
BRASILIEN | BRAZILLMT Böhlerit LTDA.Rua André de Leão 155 Bloco ACEP: 04672-030Socorro – Santo AmaroSão PauloFon +55/11 55 46 07 55Fax +55/11 55 46 04 76
CHINA | CHINALeitz Tooling Systems(Nanjing) Co. Ltd.Division LMTNo. 81, Zhong Xin RoadJiangning Development ZoneNanjing 211100Fon +86-25 52 10 31 11Fax +86-25 52 10 63 [email protected]
DÄNEMARK | DENMARKLars Østergaard APSSadelmagervej 277100 VejleFon +45-75/85 95 22Fax +45-75/85 95 88
LMG A/SNordager 16000 KoldingFon +45 36 95 50 00Fax +45 36 95 50 [email protected]
ENGLAND | UNITED KINGDOM IRLAND | IRELAND LMT FETTE LIMITEDLongfordCoventry 304 Bedworth RoadCV6 6LAFon +44 24 76 36 97 70Fax +44 24 76 36 97 71
FINNLAND | FINLANDOy Maanterä AbKeinumäenkuja 201510 VantaaFon +35 89/61 53 22Fax +35 89/61 53 23 50www.maantera.fi
FRANKREICH | FRANCELMT FETTEParc d’Affaires Silic-Bâtiment M216 Avenue du QuébecVillebon sur YvetteBoite Postale 76191963 Courtabœf CedexFon +33-1/69 18 94-00Fax +33-1/69 18 [email protected]
Service Center ColmarLMT-FETTE15 rue Edouard Brauly21 estF-68000 ColmarFon +33-0/3 89 41 03 37Fax +33-0/3 89 41 45 90
INDIEN | INDIALMT Fette India Pvt Ltd.Old No. 14, New No. 29, II Main RoadGandhinagar, AdyarChennai - 600 020Fon +91-44/2 44 05 136/137Fax +91-44/2 44 05 [email protected]
INDONESIEN | INDONESIAJakarta officePT Germantara Tooling Service Indonesia (GTS)Jl. Pulo Sidik Blok R29Pulogadung Industrial EstateJakarta 13930, IndonesiaFon +62-21/46 83 53 13/-46 83 53 15Fax +62-21/46 83 53 [email protected]
Surabaya officePT Gema Trikarsa Sarana (GTS)Jl. Dharmahusada Selatan No. 23Surabaya 60285/IndonesiaFon +62-31/5 93 91 80Fax +62-31/5 94 30 [email protected]
Bandung officePT Gemateknika Toolindo Sistema (GTS)Jl. Batununggal Indah 185Bandung 40266Fon +62-22/7 50 16 19Fax +62-22/7 50 16 [email protected]
IRAN | IRANB.A.I. Boresh Abzar Iran Co. Ltd.No. 40 Zafar Street(Vahid Dastegerdi)Tehran 19117Fon +98 21/2 22 76 10Fax +98 21/2 27 24 [email protected]
ITALIEN | ITALYFerruccio Allasia & c.s.r.f.Aktiva s.r.f.Via G. Pastorelli 1320143 MilanoFon +39-02/8 35 61 66Fax +39-02/8 32 10 [email protected]
JAPAN | JAPANKTI Kimura Techno Import Toei-cho 6-9-3, Mizuho-ku467-0017 NagoyaFon +81-52/8 52-88 92Fax +81-52/8 53-02 [email protected]
KOREA | KOREAGlobal Tooling Service. Inc.607, Byugsan-Kyungin Kumchun-GuDigitar Valley 2481-10 Gasan-dong SeoulFon +82/2-21 13-09 07Fax +82/2-22 13-09 [email protected]
MALAYSIA | MALAYSIAGerman Tooling Systems Sdn Bhd14, Jalan BK 1/17Taman Perindustrian Bandar KinraraBatu 6 1/2, Jalan Puchong58200 Kuala LumpurFon +60-3/5 75 88 98Fax +60-3/5 75 89 [email protected]
MEXIKO | MEXICOLMT Böhlerit S.A. de C.V.Matias Romero No. 1359Col. Letran ValleMex 03650 Mexico D.F.Fon +52/55 56 05 82 77Fax +52/55 56 05 85 [email protected]
NIEDERLANDE | NETHERLANDSHagro Precisie bvIndustriepark 185374 CM SchaijkFon +31-4 86/46 24 24Fax +31-4 86/46 16 [email protected]
NORWEGEN | NORWAYNor-Swiss A/SRyenstubben 5 / 0679 OsloFon +47-23/24 10 20Fax +47-23/24 10 [email protected]
Deli Verktoeysenter A/SDelivejen 51540 VestbyFon +47-64/95 62 18Fax +47-64/95 62 [email protected]
ÖSTERREICH | AUSTRIAKROATIEN | KROATIASLOWENISCHE REPUBLIK |REPUBLIC SLOWENIA FETTE PräzisionswerkzeugeHandelsgesellschaft mbHRodlergasse 5, 1190 WienFon +43-1/3 68 17 88Fax +43-1/3 68 42 [email protected]
PHILIPPINEN | PHILIPPINESKenna Mytal Inc.3rd Floor, Olympia Buildung618 J. P. Rizal StreetConcepcion UnoMarikina City, 1807PhilippinenFon +63-2 99 85 270Fax +63-2 99 85 269
POLEN | POLANDWiemikMaciej Mikolajewskiul. Wierzbiecice 37A/661-558 PoznanFon +48-61/6 65 80 08Fax +48-61/8 33 49 [email protected]
RUMÄNIEN | ROMANIAGTS Group SibiuSti. Dimitrie Cantemir, 342400 SibiuFon +40/2 69 21 04 17Fax +40/2 69 21 55 [email protected]
SCHWEDEN | SWEDENAB Liljegrens MaskinverktygBox 161Nydalavaegen57422 VetlandaFon +46-3 83/1 78 50Fax +46-3 83/1 74 [email protected]
EDECO Tool ABBos 2119S-65002 Karlstad, SwedenFon +46/54 55 80 00Fax +46/54 55 80 [email protected]
SCHWEIZ | SWITZERLANDVargus WerkzeugtechnikSnel AG, Knonauerstr. 56Postfach 406 / CH-6330 ChamFon +41-41/7 84 21 21Fax +41-41/7 84 21 [email protected]
SINGAPUR | SINGAPORELMT Singapore1 Clementi Loop No. 4-04Clementi West District ParkSingapore 129808Fon +65/64 62-42 14Fax +65/64 62-42 [email protected]
SPANIEN | SPAINLMT Böhlerit S.L.C/. Narcis Monturiol, 11 Planta 1a08339 Vilassar De Dalt, BarcelonaFon +34/37 50 79 07Fax +34/37 50 79 [email protected]
SÜDAFRIKA | SOUTH AFRICATraconsa (Pty) Ltd.P.O. Box 3160Johannesburg 2000Fon +27 11/3 94 28 10Fax +27 11/9 70 17 [email protected]
TAIWAN | TAIWANGolden Hardpoint Inc.5th Floor, No. 63, Lane 122Ren Ai Road, Sec, TaipeiTaiwanFon +88-6/2-27 05-84 48Fax +88-6/2-27 00-84 30
THAILAND | THAILANDTSC Tooling Service Centre202/655-656 Soi SupapongSukhapiban 3 RoadHuamark, BangkapiBangkok 10240Fon +66-2/7 35 24 26-31Fax +66-2/3 76 25 [email protected]
TSCHECHIEN | CZECH REPUBLICSLOWAKISCHE REPUBLIK |REPUBLIC SLOVAKIA LMT FETTE spol. sr.o.Drázni 7627 00 Brno-SlatinaFon +420-5/48 21 87 22Fax +420-5/48 21 87 [email protected]
TÜRKEI | TURKEYBöhler Sert Maden Takim Sanayi ve Ticaret A.S.E5 Yolu üzeri No. 22 P.K. 167Kartal 81412 IstanbulFon +90-216/3 06 65 70 PbxFax +90-216/3 06 65 [email protected]
UKRAINE | UCRAINETechnopoliceSosiurystr. 702090 KiewFon +38-44/4 51 86 51/5 36 16 32Fax +38-44/5 36 16 [email protected]
UNGARN | HUNGARYLMT Boehlerit Kft.Kis-Duma u.6PoBox. 2036 Erdliget Pf. 322030 ErdFon +36-23/52 19 10Fax +36-23/52 19 [email protected]
USA | USAKANADA | CANADALMT-FETTE Inc.18013 Cleveland ParkwaySuite 180Cleveland, Ohio 44135Fon +1-2 16/3 77-61 30Fax +1-2 16/3 77-07 87
VENEZUELA | VENEZUELAMaquinaria Diekmann S.A.Apartado 40.112Caracas 1040 – AVenezuelaFon +58 2/61 74 22Fax +58 2/62 69 79Tlx. 21 467
LMT Deutschland GmbHHeidenheimer Straße 108D-73447 Oberkochen Telefon +49 (0) 73 64/95 79 10Telefax +49 (0) 73 64/95 79 30E-Mail [email protected] www.LMT-tools.com


















