
228237853-FABRICACION.pdf
32
-
Upload
anonymous-8ro1z2hd -
Category
Documents
-
view
212 -
download
0
Transcript of 228237853-FABRICACION.pdf

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 1/32

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 2/32
Recipientes a Presión
Recipientes a PresiónRecipientes a Presión
Calderas:Calderas:
Definición:
TiposTipos de Calderas:de Calderas:
Pirotubulares
Acuotubulares
Fluidos que se utilizan en los equiposFluidos que se utilizan en los equipos
de presión:de presión:Vapor
Agua Caliente
Aceite Termico

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 3/32
CLASIFICACION DECLASIFICACION DE
CALDERAS PIROTUBULARESCALDERAS PIROTUBULARES

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 4/32
Las Calderas seLas Calderas se clasificanclasifican dede acuerdoacuerdo algunasalgunas definicionesdefiniciones::
1.1.- - PASOS:PASOS: NumeroNumero dede PasosPasos de Gases de Combustion.de Gases de Combustion.
Un solo Paso conUn solo Paso con DeflectoresDeflectores..
DosDos PasosPasos concon DeflectoresDeflectores..TresTres PasosPasos – – EficienciaEficiencia Optima.Optima.
CuatroCuatro PasosPasos – – Mejor Mejor TransferenciaTransferencia..

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 5/32
CALDERAS PIROTUBULARESCALDERAS PIROTUBULARESCALDERAS PIROTUBULARES

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 6/32
2.2.- - PresionPresion dede TrabajoTrabajo y Maxima:y Maxima:
- - BajaBaja PresionPresion - - De 0De 0 – – 30 Psig.30 Psig.- - MediaMedia PresionPresion - - De 30De 30 – – 300 Psig.300 Psig.
- - Alta Alta PresionPresion - - De 300 aDe 300 a masmas..
3.3.- - DisposicionDisposicion dede ParteParte Posterior dePosterior de
CamaraCamara de Combustion:de Combustion:
- - EspaldaEspalda HumedaHumeda..
- - EspaldaEspalda SecaSeca..

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 7/32
4.4.- - PosicionPosicion dede tubostubos dede FuegoFuego::
- - VerticalesVerticales..
- - HorizontalesHorizontales..
5.5.- - TipoTipo de Combustible:de Combustible:
- - LiquidosLiquidos - - Diesel 1, Diesel 2,Diesel 1, Diesel 2, ResidualesResiduales..
- - GaseososGaseosos - - GLP, GN, etc.GLP, GN, etc.
- - SolidosSolidos - - Carbon,Carbon, lenalena, etc., etc.- - DualesDuales - - LiquidoLiquido /Gas, /Gas,
Liquido/SolidoLiquido/Solido yy SolidoSolido /Gas. /Gas.
8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 8/32
6.6.- - TipoTipo de Control dede Control de OperacionOperacion::
- - Manual.Manual.- - SemiSemi Automatico Automatico..
- - Automatico Automatico..
- - ControlControl DistribuidoDistribuido..
7.7.- - TipoTipo dede UsoUso::
- - DomesticoDomestico – – ( ( PiscinasPiscinas, saunas, etc.), saunas, etc.)
- - Industrial Industrial – – ( ( FabricasFabricas,, hoteleshoteles,, hospitaleshospitales, etc.), etc.)

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 9/32
APLICACIONES DEL VAPORAPLICACIONES DEL VAPORAPLICACIONES DEL VAPOR

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 10/32
El Vapor seEl Vapor se aplicaaplica por por laslas siguientessiguientes razonesrazones::
A. A.- - ContenidoContenido dede EnergiaEnergia CineticaCinetica::
A.1 A.1 FuerzaFuerza Motriz Motriz :: EnergiaEnergia contenidacontenida en el Vaporen el Vaporparapara poder poder generar generar movimientomovimiento dede EquiposEquipos((TurbinasTurbinas,, BombasBombas Alternativas Alternativas, etc)., etc).
1.21.2 VacioVacio:: ElEl flujoflujo de Vaporde Vapor creacrea vaciovacio por por mediomedio dedeunun inyector inyector oo eyector eyector .. Por Por ejemploejemplo:: InyeccionInyeccion dede Agua Agua a Caldera,a Caldera, GeneracionGeneracion dede VacioVacio parapara
eliminacioneliminacion dede HumedadHumedad de Autoclaves, etc.de Autoclaves, etc.
2.2.- - ContenidaContenida dede EnergiaEnergia TermicaTermica::
CalentamientoCalentamiento DirectoDirecto ee IndirectoIndirecto. (. (MarmitasMarmitas,, Autoclaves, Autoclaves, IntercambiadoresIntercambiadores, etc)., etc).

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 11/32
PARAMETROS PARA LAPARAMETROS PARA LA
SELECCION DE CALDERASSELECCION DE CALDERAS
INDUSTRIALESINDUSTRIALES

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 12/32
CONSIDERACIONES PRINCIPALES
PARA SELECCION DE CALDERAS
CARGA TERMICACARGA TERMICA: (Q : (Q A A ) )
Q Q A A == MasaMasa de Vaporde Vapor ( ( M M v v ) ) x x EntalpiaEntalpia Total Total (H (H t t ) )
DondeDonde::Calor Calor Total Total (Q (Q t t ) ) == Calor Calor Sensible +Sensible + Calor Calor LatenteLatente
VAPOR NOMINAL: ( VAPOR NOMINAL: ( VnVn ) )VnVn = Q = Q A A / / Calor Calor LatenteLatente aa PresionPresion Atmosferica Atmosferica

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 13/32
Factor deFactor de EvaporacionEvaporacion: (F : (F ee ) )
F F ee == Q Q t t / / Calor Calor LatenteLatente aa PresionPresion Atmosferica Atmosferica
CAPACIDAD DE EVAPORACION:CAPACIDAD DE EVAPORACION:
BHP :BHP : Unidad Unidad dede Calor Calor (BHP : Boiler(BHP : Boiler
Horspower Horspower ). ).
SegunSegun CodigoCodigo ASME ASME : A la: A la presion presion atmosfericaatmosferica aanivel nivel del mar sedel mar se tienetiene::
1 BHP = 34475 BTU/H. @1001 BHP = 34475 BTU/H. @100 ° ° C.C.
1 BHP = 34.50 lb/h. @1001 BHP = 34.50 lb/h. @100
° ° C.hC.h

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 14/32
EficienciaEficiencia TermicaTermica : (E): (E)E =E = Calor Calor absorvidoabsorvido por por elel Agua Agua ..
Calor Calor suministradosuministrado por por el Combustibleel Combustible
SUPERFICIE DE CALEFACCION:SUPERFICIE DE CALEFACCION: ( ( SegunSegun
CodigoCodigo ASME) ASME)
CalderosCalderos HorizontalesHorizontales :: 5 pie5 pie2 2 ..
CalderosCalderos VerticalesVerticales :: 3.5 pie3.5 pie2 2 ..
LasLas FormasFormas dede TransferenciaTransferencia dede Calor Calor son:son:
- - RadiacionRadiacion..
- - ConduccionConduccion..
- - ConveccionConveccion ( ( ForzadaForzada y Natural).y Natural).

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 15/32
CAPACIDAD TERMICACAPACIDAD TERMICA::
Cantidad Cantidad necesarianecesaria..
PresionPresion requeridarequerida..
Calidad Calidad de Vapor.de Vapor.
TIPO DE COMBUSTIBLE TIPO DE COMBUSTIBLE
CALIDAD DE AGUACALIDAD DE AGUA
SUMINISTRO DE ENERGIASUMINISTRO DE ENERGIA
CONDICIONES AMBIENTALES CONDICIONES AMBIENTALES
UBICACION GEOGRAFICAUBICACION GEOGRAFICA
SELECCION DE CALDERASSELECCION DE CALDERAS

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 16/32
NORMA DE FABRICACION DENORMA DE FABRICACION DE
RECIPIENTES A PRESIONRECIPIENTES A PRESION
8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 17/32
CODIGO ASMEElEl CódigoCódigo ASME ASME significasignifica :: Sociedad Sociedad Americana de Americana de
IngenierosIngenieros MecanicosMecanicos..
Sociedad Sociedad subsidiadasubsidiada para para realizar realizar pruebas pruebas oo ensayosensayos
concon todotodo lolo relacionadorelacionado a laa la ingenieriaingenieria mecanicamecanica..
EsteEste CodigoCodigo estaesta divididodividido en 09en 09 seccionessecciones::
SeccionSeccion II :Calderas de:Calderas de PotenciaPotencia..
SeccionSeccion IIII :: EspecificacionEspecificacion dede MaterialesMateriales..
SeccionSeccion IIIIII : Calderas: Calderas NuclearesNucleares..SeccionSeccion IVIV : Calderas de: Calderas de CalentamientoCalentamiento..
SeccionSeccion V al VIIIV al VIII :: RecipientesRecipientes dede PresionPresion..
SeccionSeccion IX IX :: CalificacionCalificacion dede SoldadurasSoldaduras..

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 18/32
Segun la Norma ASME segun sus acapitesdesde el PG6 al PG9 se determina los
materiales que se deben utilizar para cada
Aplicacion en la fabricacion de los recipientes
a presion, los materiales son los siguientes:
MATERIALES UTILIZADOS EN LA
FABRICACION DE CALDERAS
MATERIALES UTILIZADOS EN LA
FABRICACION DE CALDERAS

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 19/32
MATERIALESPARA PLACA PORTA TUBOS, CASCO YPARA PLACA PORTA TUBOS, CASCO Y
FLUE ( ASME PGFLUE ( ASME PG
--6)6)
SA 202 - Ac. Aleado ( Cromo- Manganesio-Silicio)
para calderas y recipientes a presion
SA 203 - Ac. Al Niquel, para calderas y recipientes
a presion
SA 285 - Ac. Al C ( de baja y media resistencia)
para caja de fuego y para bridas
SA 299 - Ac. Aleado ( Carbono- Manganesio-Silicio), de alta resistencia para calderas y
recipientes a presion.
SA 515 - Ac. Al C de resistencia intermedia.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 20/32
MATERIALES PARA TUBERIAS Y TUBOS DE FUEGO
( ASME PG-9)
SA 53 – Tuberias de Acero con o sin costura para conduccion
SA 105 – Acero Forjado para fabricacion de bridas y
conexiones.
SA 106 – Tuberias de Acero al C sin costura para servicio de
alta temperatura.
SA 192 – Tubos de Ac. Para caldera sin costura para serviciode alta presion ASTM 192-
SA 226 – Tubos de Ac. Electrosoldados, para calderas y
sobrecalentadores de alta presion.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 21/32
PROCESO DE FABRICACION
DE CALDERAS
El proceso de Fabricacion se realiza deacuerdo a las formulas experimentales
planteadas por ASME y se encuentran de
acuerdo a la maxima presion de de trabajo Admisible.
Basicamente los recipientes a presion, se
dbe tener especial cuidado de acuerdo alproceso de trabajo, especificamente a su
presion y temperatura.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 22/32
COMPONENTES ESTRUCTURALES
DEL CALDERASPLACA PORTATUBOPLACA PORTATUBO – – ESPEJOS ESPEJOS
- Elementos de superficie circular y planos.-Sufren Esfuerzos y deformaciones.
- Para la Colocacion de Tubos de Fuego, el
gujero debe tener un 20-60% del espesor de la pared del Tubo.
- Las perforaciones se deben hacerse con
Taladro radial.
8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 23/32
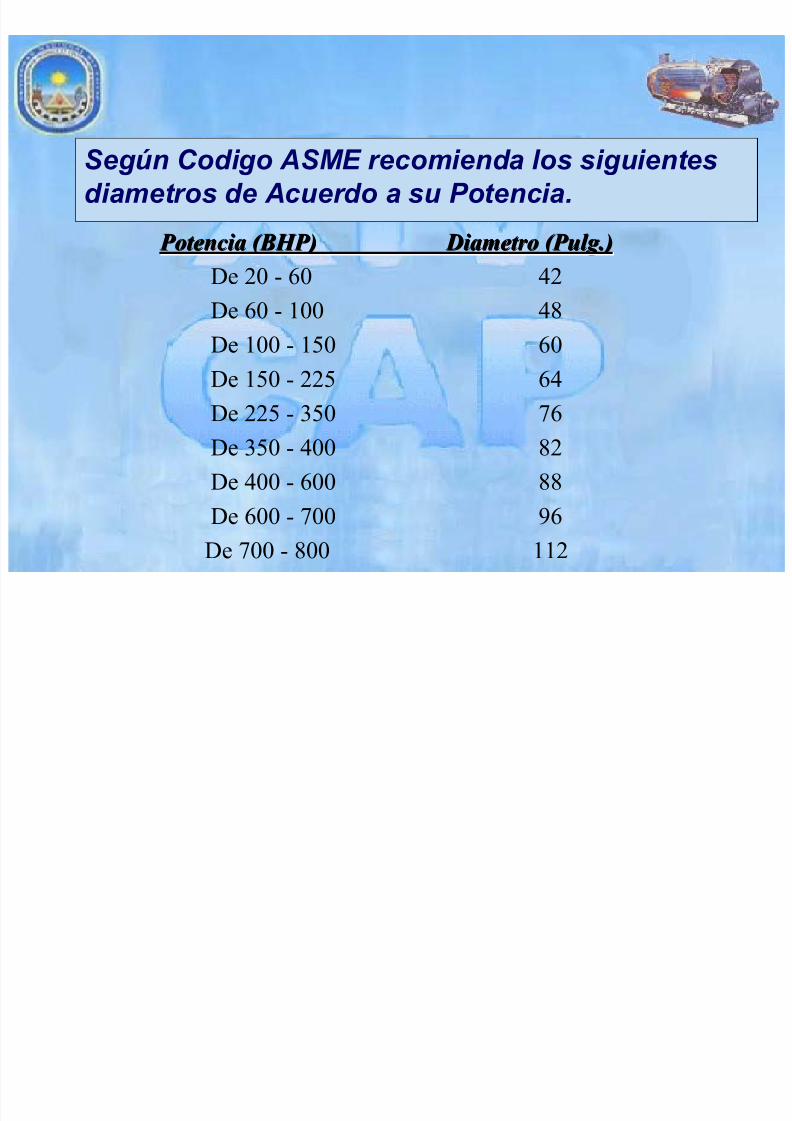
Según Codigo ASME recomienda los siguientes
diametros de Acuerdo a su Potencia.
Potencia (BHP) Potencia (BHP) Diametro Diametro (Pulg.)(Pulg.)
De 20 - 60 42
De 60 - 100 48
De 100 - 150 60
De 150 - 225 64
De 225 - 350 76
De 350 - 400 82
De 400 - 600 88
De 600 - 700 96
De 700 - 800 112

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 24/32
Según Código ASME recomienda el mínimo
espesor de la Placa de acuerdo a diámetrode la Placa.
DiametroDiametro de Placa (Pulg.)de Placa (Pulg.) EspesorEspesor MinimoMinimo (Pulg.)(Pulg.)
Menor a 36 1/4
De 36 - 54 5/16
De 54 - 72 3/8
Mayor a 72 1/2

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 25/32
HOGAR O CAMARA DECOMBUSTION
Este componente es conocido basicamente como FLUE en
los Calderos. De acuerdo a ASME se tiene que:
Cuando el espesor del Flue es menor o igual a 0.023
veces el diametro de flue el espesor puede ser:
P = 107 (t/D)3 (Psig)
Cuando el espesor del Flue es mayor a 0.023 veces el
diametro de flue el espesor puede ser:
P = 17300 (t/D) – 275 (Psig)Donde: P = Presion de trabajo, Psig.
t = Espesor de Flue, pulg.
D = Diametro de Flue, pulg.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 26/32
La norma recomienda como referencia
de buena practica de Ingenieria que el
diametro del flue debe ser de 35 – 50%
del diametro interior de la Placa.
Ejemplo: Ejemplo:
Presion = 150 Psig. Diametro = 255 cm. (100 pulg.) – Placa.
Diametro = 113 cm. (44.50 pulg.) – Flue.
Espesor = 19 mm. (0.75 pulg.) - Flue
Espesor = 15.8 mm. (0.625 pulg.) – Placa.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 27/32
TIPOS DE FLUE
Se tiene los siguientes tipos de Flue en una Caldera:
Flue Liso.
Flue Liso con Anillos reforzados.
Flue Corrugado.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 28/32
Tubos de Fuego
- Según el Código ASME en su acápite PFT-12 y PF-50,
Hace mención al espesor del tubo de acuerdo a su
temperatura y presión máxima de trabajo admisible.
- Para la sujeción de los tubos la norma recomienda la
Utilización de expandido mecánico (en Frió) hasta
presiones de 300 Psig.- Según la ASME se debe tener un rango de 15 – 35% del
diametro interior del casco (Placa portatubo) para la
camara de Vapor.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 29/32
CASCO DE CALDERO- Según el Código ASME en su acápite PG-27,
Recomienda lo siguiente: Para espesores “t” hasta ½”
t = (P x R) / (0.8S x E – 0.6P)
Donde:P : Presion maxima admisible, Psig. (150 psig.)
R : Radio interior de Caldera, Pulg. (50 pulg.)
S : Maxima tension admisible del material, 13300 Psig para plancha ASTM A285 C.
E : Eficiencia de union, (0.9 juntas soldadas / 1.00 Refuerzos)
t : Espesor de Casco, pulg.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 30/32
Para espesores “t” mayores de ½”
t = ((P x R) / (S x E – (1 –Y)P) + 0.1
Donde:
Y : Coeficiente Adimensional de Temperatura.
BAFLE INTERNAMENTE AL COPLE DE LABAFLE INTERNAMENTE AL COPLE DE LA
SALIDA DE VAPOR SALIDA DE VAPOR
EsteEste componentecomponente eses parapara evitar evitar elel arrastrearrastre enen
la Caldera,la Caldera, segunsegun ASME ASME debdeb ser deser de acuerdoacuerdo aa
lolo siguientesiguiente::
Area de Area de CopleCople : N x Area de: N x Area de Agujeros Agujeros..

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 31/32
BAFLE DE LA SALIDA DE VAPOR BAFLE DE LA SALIDA DE VAPOR
EsteEste componentecomponente eses parapara evitar evitar elel arrastrearrastre en laen la
Caldera,Caldera, segunsegun ASME ASME debdeb ser deser de acuerdoacuerdo a loa losiguientesiguiente::
Area de Area de CopleCople : N x Area de: N x Area de Agujeros Agujeros..COPLE DE SALIDA DE VAPOR DE UNACOPLE DE SALIDA DE VAPOR DE UNA
CALDERACALDERA
DeDe acuerdoacuerdo a ASME sea ASME se tienetiene::
De 0De 0
– –
15 Psig.15 Psig.
VelocidadVelocidad
de 4000de 4000
– –
60006000
ppmppm
.
.

8/15/2019 228237853-FABRICACION.pdf
http://slidepdf.com/reader/full/228237853-fabricacionpdf 32/32
COPLE DE SALIDA DE VAPOR DE UNACOPLE DE SALIDA DE VAPOR DE UNA
CALDERACALDERA
DeDe acuerdoacuerdo a ASME sea ASME se tienetiene lala siguientesiguiente
velocidadvelocidad::
De 0De 0 – – 49 Psig.49 Psig. de 4000de 4000 – – 60006000 ppmppm..
De 50De 50 – – 199 Psig.199 Psig. de 6000de 6000 – – 1000010000 ppmppm..
De 200 aDe 200 a masmas de 7000de 7000 – – 1200012000 ppmppm..


















