31-8-18 FUND 245 SEPB 2018 CUB 81778 CUB …metalspain.com/FUNDIDORES-Sept2018.pdffundir hierro y...
44
SEPTIEMBRE 2018 • N.º 245
Transcript of 31-8-18 FUND 245 SEPB 2018 CUB 81778 CUB …metalspain.com/FUNDIDORES-Sept2018.pdffundir hierro y...

SEPTIEMBRE 2018 • N.º 245
SE
PT
IEM
BR
E 2
018
• N
º 24
5
31-8-18 FUND 245 SEPB 2018 CUB_81778 CUB JUNIO 08 N150 07/09/18 09:24 Página 1

31-8-18 FUND 245 SEPB 2018 CUB_81778 CUB JUNIO 08 N150 07/09/18 09:24 Página 2

31-8-18 FUND 245 SEPB 2018 CUB_81778 CUB JUNIO 08 N150 07/09/18 09:24 Página 2

SEPTIEMBRE 2018 • N.º 245
SE
PT
IEM
BR
E 2
018
• N
º 24
5
31-8-18 FUND 245 SEPB 2018 CUB_81778 CUB JUNIO 08 N150 07/09/18 09:24 Página 1

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION SEPTIEMBRE 2018 • N.º 245
AlbertDirector
David VarelaPublicidad
PabloAdministración
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
Calle Goya, 25, 1º Izq. - 28001 MADRIDTel. 91 576 56 09
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Manuel Gómez
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
ARTÍCULOS
La División de Fundición de Vesuvius, Foseco, continúa su plande modernización y mejora de competitividad en Europa .... 17
Horno Tipo Cokeless de Cámara Gemela - un nuevo proceso parafundir hierro y acero con un bajo índice contaminación ..... 18
Los sistemas de medida de temperatura continua y sin contacto para laoptimización de procesos y calidades en Fundición y TratamientoTérmico ................................................................................. 21
Proceso relativo al tratamiento térmico de reducción de escoria BOFpara larecuperación del contenido de metal y la fabricación decomponentes de cemento deelevada reactividad ....................... 24
ENGLISH NEWS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
EDITACAPITOLE PRESS
DISEÑOLyPrd
FUNDIDORES aparece mensual mente diez veces al año (exceptoenero y agosto). Los autores son los únicos responsables de las opi-niones y conceptos por ellos emitidos. Queda prohibida la reproduc-ción total o parcial de cualquier texto o artículos de FUNDIDORES sinprevio acuerdo con la revista.
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 1

EDITORIAL
El programa de la JORNADA FUNDICION BILBAO 2018habla por si mismo : va a ser una jornada de mucho inte-rés y de excelente Networking. Toda la info en esta revistapara participar.
Mucho éxito también en la JORNADA FUNDICION ME-XICO 2018 donde se han reunido en Querétaro los másimportantes profesionales del sector como se puede veren el reportaje publicado en esta revista y ver video enhttps://youtu.be/oOvxjuV9X6M
La llamativa foto publicada al lado es para recordar lasuerte de estar trabajando en nuestra técnica. La fundi-ción es esteticamente una belleza. Marcel Dassault, elfundador de Dassault, decía que una solución técnicatiene que ser estética.
Hoy en día, se manejan los equipos con Iphone e internet,hasta los tratamientos térmicos se hacen en linea inte-grada directamente después de la imprenta metal en 3Den https://youtu.be/JHFV9JjQmZc nano técnicas tambiénestán entrando. El sector de los tratamientos térmicos co-noce también evoluciones muyimportantes: leer la revistaen acceso libre en:http://metalspain.com/Tratamientos-termicos.html
Estamos en todos los mercados de interés:http://metalspain.com/jornada.htm
¿Cual va a ser el «next step»?
Lo daremos a conocer en su revista FUNDIDORES queestá abierta a publicar y promocionar sus novedades.
Nos vemos en Bilbao el 27 de Septiembre.
La Redacción
ÉXITO DE LAS JORNADAS FUNDICIÓN
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 2

INFORMACIONES
JORNADA FUNDICIÓNBILBAO 2018 27 de Septiembre 2018BILBAO – Barceló Nervión http://metalspain.com/bilbao.htm
Programa
- Evolución de la fundición en el mer-cado automovil nacional e interna-cional 2004-2017. Nuevos merca-dos y nuevas técnicas, nano y 3D -Revista FUNDIDORES.
- Monitorización del desgaste del re-vestimiento para hornos de fusión deinducción y hornos de manteni-miento. - DEGUISA
- Mejora en la detección de porosidadmediante PA frente a técnicas con-vencionales y otras soluciones para
control de fundición. - OLYMPUSIBERIA.
- Conferencia espectrometría - SPEC-TRO Ametek.
- Retained Austenite ; non destructiveanalysis by XRD and ASTM E 975-030 GNR ITALIA.
- Improvement of Casting Processesusing Simulation Driven DesignALTAIR.
- Más por venir.
Para proponer una conferencia, enviarel título para su aprobación
Conferencias: 20 minutos cada confe-rencia y 10 minutos para preguntas.
Stand 390 euros
Mesa, 3 sillas, puede exponer Posters.
Precio: 390 euros
http://metalspain.com/standfundipaypal.html
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 3

INFORMACIONES
FAGOR EDERLAN, GERDAU, NE-MAK, CASTINOX, SAPA PLACENCIA,JEZ, SUÑER, ROSLAN, CUNEXT,SEAT GEARBOX del PRAT, ANTOLIN,ALSTOM, AMURRIO FERROCARRIL ,KONIKER, UIPOS, CISA, EDERTEK,FUCHOSA, MFA, OCA, SCMFONDE-RIE, BRAVO ENTERPRISES, CO-FUNDI, COOPERATIVA AZCOI-TIANA, FAED, OLIZABAL Y HUARTE,JEZ SISTEMAS FERROVARIOS, SHAN-DAR TECHNOLOGIES, SPOOL SISTE-MAS, TABIRA, TECNALIA, VILASSA-RENCA, URKO ASE, GABI SA,GRUPO ANTOLIN, CIE AUTOMO-TIVE, FESIL, FUNDICIONES ACEROSESPECIALES D SL- FAED ...presentesen las Jornadas anteriores.
Asistir
La Jornada incluye conferencias (20minutos cada conferencia y 10 minu-tos para preguntas).
Conferencia, Pausa café, almuerzo, vi-sita stands, documentación, distribu-ción de la revista FUNDIDORES pu-blicada para el evento.
Por persona: 95 euros
http://metalspain.com/standfundipaypal.html
CENTRO DE CONGRESOS y HOTEL:BARCELO NERVION
Hotel Barceló Nervión - Paseo Campode Volantín, 11 - 48007 Bilbao [email protected]
JORNADA FUNDICIÓNBILBAO 2018 27 de Septiembre 2018 BILBAO –Barceló Nervión http://metalspain.com/[email protected]
Servicio Lector 1
ÉXITO DE LA JORNADAFUNDICIÓN MÉXICO 2018 http://metalspain.com/FUNDICIONmexico.htm
Querétaro es el centro de la zona eco-nómica más dinámica de México. ElHotel-Centro de Congresos CROWNEPLAZA Resort/HOLIDAY INN Dia-mante es un espacio ideal para reunirconferencias, stands, Buffet perma-nente y una excelente comida.Se puede ver video de la jornada en:https://youtu.be/oOvxjuV9X6MExcelentes empresas profesionales dela fundición de Alemania, Italia,Suiza, España, Italia, EEUU, Guate-mala, Colombia, Francia, India, Japóny México.
4 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 4

INFORMACIONES
Excelentes ponencias, todas reunidaspor la mañana, por la apertura delmundial de fútbol por la tarde.
9:00 - Evolución de los mercados enFundición en el mercado nacionale internacional. Novedades en 3Dy Nano - - Revista FUNDIDORES.
9:30 - Nuevas oportunidades y ayudaspara investir en Querétaro - Direc-ción del Desarrollo Sostenible -QUERETARO.
10:00 - Modern Low Pressure Castingof Chassis & Suspension parts -Kurtz GmbH.
10:30 - Validación del tamaño degrano ASTM E112 usando un anali-zador de imágenes - INGINTE-GRAL.
11:00 pausa Café y visita de los Stands.12:00 - Horno Tipo Cokeless de Cá-
mara Gemela - un nuevo procesopara fundir hierro y acero con unbajo índice contaminación - Mazt-herm Cokeless Melting Inc.
12:30 - Optimización del proceso defundición con metrólogia óptica -CIMCO.
13:00 - Tecnologia jet cooling : un ni-vel de calidad y de seguridad nuncavisto - LETHIGUEL.
13:30 - Uso de la termografa infrarrojapara garantizar la trazabilidad y re-petibilidad en metalurgia dentro deIndustria 4.0 - BCB.
Muy interesante stand LETHIGUEL y excelenteponencia Tecnologia jet cooling: un nivel decalidad y de seguridad nunca visto: Reduce lostiempos de ciclo, Mejora la calidad, Aumentalos beneficios.El sistema de enfriamiento por chorro es unamanera rentable de enfriar con precisión losmandriles de diámetro pequeño y, por tanto,controlar la contracción, el acabado y la fatigadel material. Con un amplio abanico de pro-ductos, de menor o mayor capacidad, Lethiguelofrece experiencia y conocimientos en ingenie-ría con soluciones a medida.Lethiguel distribuye la solución de enfriamientopor chorro de Ahresty en Europa y Norteamé-rica.
Muy interesante stand de Kurtz GmbH y exce-lente ponencia « Modern Low Pressure Castingof Chassis & Suspension parts ».En la Baja Presión el ataque de colada se realizapor el lado inferior del molde. Este proceso su-pone un ahorro muy importante en términosenergéticos y productivos frente a la colada porgravedad, ya que no son necesarios los bebede-ros y canales, lo cual se traduce en un ahorroeconómico significativo. Las 4 columnas guía le garantizan un cierre pre-ciso del molde. El horno de crisol se posiciona através de una plataforma de elevación debajode la coquilla. El enfriamiento optimizado de lacoquilla en el proceso, no sólo le garantiza unasolidificación controlada, sino también un au-mento de la productividad mediante la reduc-ción de los tiempos ciclo. Los ajustes reproduci-bles de las condiciones de enfriamiento le ase-guran una elección optimizada. El personal de operación está informado conti-nuamente en el monitor sobre todos los pará-metros del proceso en tiempo real.
Muy interesante stand INGINTEGRAL con inte-resante ponencia: «Validación del tamaño degrano ASTM E112 usando un analizador deimágenes. »INGINTEGRAL: la solución ideal para El mante-nimiento, calibración de microscopios y proba-dores de dureza en escalas Vickers y Knoop.La compra de cámara digital y software para mi-croscopios.La compra de microscopios invertidos metalo-gráficos, biológicos y estereoscópicos.La compra de probadores de dureza en escalasVickers y/o Knoop.La compra de sistemas de conteo y medición departículas en filtros.La automatización de microscopios invertidosmetalográficos, biológicos y estereoscópicos.La automatización de microdurómetros.INGINTEGRAL presente con stand en la JOR-NADA TRATATAMIENTOS TERMICOS 2018 ytambién en la JORNADA FUNDICION ME-XICO 2018.
FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 5

INFORMACIONES
Muy interesante stand yexcelente ponencia deCIMCO:Optimización delproceso de fundición conmetrólogia óptica.GOM desarrolla, producey distribuye software, cel-das y sistemas de tecnolo-gía óptica 3D de mediciónpor coordinadas manual yautomatizada así comopruebas 3D basadas en losúltimos resultados de in-vestigación con tecnolo-
gías innovadoras.GOM junto con CIMCo. garantiza asesoramiento profesional, así comosoporte y servicio a a nivel local y nacional. Además, GOM y CIMCo.comparten sus conocimientos sobre procesos y tecnología de mediciónen cursos de capacitación, conferencias y workshops basados en aplica-ciones de la industria.CIMCo es una empresa mexicana fundada hace más de 25 años paraatender principalmente la industria metal-mecánica con tecnologíaCAD/CAM reconocida y aplicable al mercado latino-americano y con po-tencial de expandirse con el tiempo, hacia áreas complementarias.
Muy interesante stand yexcelente ponencia :Horno Tipo Cokeless deCámara Gemela - unnuevo proceso para fundirhierro y acero con un bajoíndice contaminación. Con la fundición tipo “co-keless” se utiliza gas natu-ral o un aceite bajo en azu-fre como combustible para
fundir hierro y acero. En un esfuerzo por reducir el doble costo y mejorarla transferencia de calor, el ingeniero Abulnaga inventó el horno “coke-less” (sin coque) de cámara gemela o doble crisol con configuración hori-zontal. Ver artículo publicado en esta revista. La empresa está interesadaen agentes comerciales.
Para la fusión y el manteni-miento del aluminio, GHI hadesarrollado una amplia gamade hornos con tecnología pro-pia que se adaptan a las aplica-ciones específicas y a las nece-sidades concretas de los clien-tes. La selección de uno u otroequipo está condicionada porel tipo de carga (lingote,recorte,escoria,…), proceso, etc.
GHI diseña e instala una gran variedad de hornos para la fusión de los
metales que se puede considerar la primera etapa de la aplicación del ca-lor en las industrias metalúrgicas. GHI diseña e instala hornos de arcopara el proceso de afino del acero, hornos cuchara, convertidores AOD yequipos auxiliares que se emplean para la obtención de aceros comuneso especiales partiendo de chatarras o pellets prerreducidos.GHI ha diseñado hornos de mantenimiento de zinc para mantenimientodel zinc y sus aleaciones.Pueden ser basculantes o fijos, dependiendo de la necesidad del cliente.El calentamiento se realiza mediante gas natural, resistencias eléctricas oinducción, dependiendo de la aplicación, tamaño de horno y necesidaddel proceso.GHI presente con stand en la JORNADA FUNDICION MEXICO 2018 ytambién en la JORNADA TRATATAMIENTOS TERMICOS 2018.Además, se ha publicado un artículo sobre el catálogo de hornos de Tra-tamientos Térmicos de GHI en la revista TRATAMIENTOS TERMICOS deJunio 2018 que se puede leer también en:http://metalspain.com/TRATAMIENTOS-5-2018.pdf
Muy interesantestand Covia. Covia es un provee-dor líder de solucio-nes de minerales ymateriales que repre-senta el legado y lasfortalezas combina-das de la fusión en ju-nio de 2018 de Uni-min y Fairmount San-trol.Covia ofrece acceso a
una amplia gama de productos, capacidades técnicas distintivas y la redde distribución más completa y accesible de la industria. Nuestra escala y capacidades complementan la extensa cartera de pro-ductos de Covia, que atiende las diversas y complejas necesidades denuestros clientes en los mercados de fundición, productos de construc-ción, cerámica, revestimientos y polímeros, filtración de agua, vidrio y de-portes y recreación.
Muy interesante stand CREA-FORM.Creaform lanza CUBE-R, unanueva generación de inspec-ción dimensio- nal automati-zada y lista para usarse. Lanueva máquina óptica demedición en 3D aprovechael escáner de metro- logíaMetraSCAN 3D-R y combinala eficiencia y confiabilidadde la robotización en unacelda de medición industrialautomatizada. El CUBE-R amplía la capaci-dad de ins- pección y digita-
lización en 3D del MetraSCAN 3D para la medición di- mensional de pie-zas que abarca un rango de 1 m a 3 m con una precisión volumétrica encondiciones a tiempo real en la fábrica. A diferencia de los sistemas con-vencionales, proporciona tanto la velocidad como la precisión volumé-trica, además de garantizar un aumento significativo de la productividad.
Muy interesantestand Automatics,KOSMEK y ToshibaMachine.
Sistemas de campleohidráulico, neumá-tico para molde deinyección y troque-les (Representación
Exclusiva en México de KOSMEK LTD).Toshiba Machine ha producido un total de 10000 máquinas de fundicióna presión desde que fabricó la primera en 1953. Desde entonces hasta elpresente, sus máquinas de fundición a presión se han desarrollado, res-pondiendo a las necesidades de cada época..En cuanto a las máquinas de fundición a presión específicamente, no esdemasiado decir que el desarrollo técnico del rendimiento de la inyecciónse ha considerado directamente como la historia de esas máquinas.
6 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 6

INFORMACIONES
Destaca Serie J que llena tres actuaciones solici-tadas de ciclo alto para no hablar de J de altorendimiento y comodidad y máquina. La carac-terística preestablecida se mejorará y responde-mos a las necesidades que son tres modelos demáquina de alto grado JMH que demuestra lamáquina estándar JMS y la velocidad de disparomás alta 10 - 13m / s en la que la máquina es-tándar JSC y la servoválvula equipadas conCAST EYE están instaladas más varios.
Fundición de hierro y acero y piezas forjadas :elsector de referencia de ALJU.ALJU es una referencia en este sector, donde losrequisitos técnicos de una granalladora son másexigentes que en otros sectores de la industria.Año tras año hemos realizado juntos con nuestros
clientes numerosos ensayos y pruebas a fín demejorar y optimizar continuamente la calidad yel diseño de nuestras instalaciones y equipos.“Desde soluciones estándar” para medianasfundiciones, hasta procesos en línea para gran-des fundiciones juntos con equipos de pintura ysecado, ALJU siempre es una referencia etcuanto a “Know-how” y fiabilidad.ALJU diseña y fabrica la granalladora más ade-cuada para usted. La máquina más adecuadapara su proceso dependerá de la complejidadde sus piezas, su tamaño, número, del métodode producción, tipo de manipulación y flujo deproductos.A continuación les mostramos algunas aplica-ciones y soluciones típicas, ya que muchas apli-caciones requieren una solución personalizada.
Piezas delicadas:Las granalladoras de plato son ideales para car-gas pequeñas-medianas, Granalladoras de vol-teo por banda de goma, Granalladoras de mallametálica.Piezas no delicadas:Las granalladoras de tambor están disponiblesen múltiples tamaños y con posibilidad de cargay descarga variables.
Para piezas susceptibles a daños por golpeo:Las granalladoras de carga suspendida son idea-les para las piezas que no pueden voltearse.Una de sus ventajas es que se pueden preparar ydescargar lotes mientras se está granallandootro. ALJU ofrece también granalladoras decarga suspendida en continuo para procesos deproducción en línea.Las granalladoras de banda metálica permitenuna limpieza suave y sin impactos para las pie-zas sensibles a golpes y vibración, por ejemplo,tambores de freno, discos de freno, bordes deruedas, etc. ALJU presente con stand en 2018 la JORNADAFUNDICION MEXICO y también en la JOR-NADA TRATAMIENTOS TERMICOS 2018. Se ha publicado un artículo sobre el catálogo deALJU para el sector de los Tratamientos Térmicosen la revista TRATAMIENTOS TERMICOS de Sep-tiembre 2018 que se puede leer también en :http://metalspain.com/TRATAMIENTOS-TERMICOS-Sept2018.pdf
Manteniéndose al corriente de los tiempos, losmercados comerciales exigían un carbono de
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 7

INFORMACIONES
mejor calidad con propiedades más estables.Toyo Tanso desarrolló un “grafito isotrópico”que es prensado por Cold Isostatic Press, quetiene una microestructura isótropa superfina.
Hemos establecido una tecnología de nivelmundial que permite que este grafito isotrópicomuestre por completo sus propiedades superio-res en los campos de energía nuclear que re-quiere alta confiabilidad, procesamiento de des-carga eléctrica donde la precisión lo es todo, ysemiconductores que son compatibles con laonda de alta tecnología de hoy en día.TOYO TANSO presente con stand en la JOR-NADA TRATAMIENTOS TERMICOS 2018 ytambién en la JORNADA FUNDICION MEXICO2018.
Muy interesante stand RT@I con representacio-nes de Nabertherm GmbH (Empresa Alemana,tecnólogo y fabricante mundial de Hornos deCámara para Laboratorios Avanzados, Talleresde Herramentales), SOLAR MANUFACTURINGFURNACES (HORNOS DE ALTO VACÍO FA-BRICADOS EN USA), CODERE (Hornos Modu-lares Multitratamientos Térmicos : Carburizado,Carbonitrurado, Temple, Austempering ), Ioni-tech, ion nitriding technology (Hornos de Nitru-ración en Plasma Iónica), SOUTH TEK (Genera-dores de NItrógeno de Alta Pureza para aplica-
ciones Industriales y Tratamientos Térmicos. Re-suelven aplicaciones para Hornos de Alto Va-cío, Atmósferas Inertes dentro de Cámaras deCalentamiento o Austenizado, Purga de Hornosen emergencias cuando estos tienen cargadasatmósferas endotérmicas, Secado, enfriamientoy quenching de Partes.), HEESS (Empresa Ale-mana, tecnólogo y fabricante mundial de Siste-mas Press- Quench de Alta Tecnología paraTemplar partes como coronas, engranes y par-tes de transmisión y potencia, sin deformación.),DAM HAERTETEKNIK GmbH (Empresa Ale-mana, tecnólogo y fabricante mundial de Pintu-ras y Pastas ecológicas libres de solventes paraenmascarar STOP-OFF partes donde no se de-sea carburizar o difundir Carbono y/o Nitró-geno. Se usa en Hornos de Atmósfera comotambién en Alto Vacío y Plasma.), SISTEM TEK-NIK (Empresa Turca, tecnólogo y fabricantemundial de Hornos Industriales, Continuos deAtmósfera Controlada y Especiales. TecnologíaEuropea competitiva en Manufactura y Pre-cios.), PROCEDYNE (Empresa Norteamericana,tecnólogo y fabricante mundial de Hornos deLecho Fluidizado sin uso de sales para Templar,Carburizar, Carbonitrurar, Nitrurar y ademáspara Limpieza Efectiva de Resinas, Pinturas yResiduos difíciles de eliminar por medio de are-nas calientes flotantes que facilitan estos trata-mientos permitiendo máxima eficiencia y bajoriesgo porque sustituyen convenientemente pro-cesos químicos más agresivos y contaminantesen un tiempo menor que en cualquier otro pro-ceso equivalente), OB-AUE GmbH (Empresaalemana, tecnólogo y fabricante mundialde Hornos de Sales y Equipos Avanzados Anti-contaminantes para el uso confiable y total-mente seguro de estas tecnologías.).
Muy interesante stand DUNGS.
DUNGS domina toda la tecnología para con-trol, medición y modulación de gas combustibley aire de combustión. Para ello ofrecemos todoel hardware de válvulas individuales, inclu-yendo trenes de gas completos, así como tecno-logía de seguridad, desde autómatas de com-bustión hasta sistemas de gestión de quemado-res. Familias de producto de renombreinternacional garantizan fiabilidad, rentabilidady facilidad de manejo, además de una calidad yseguridad ejemplares.
DUNGS presente con stand en la JORNADATRATATAMIENTOS TERMICOS 2018 y tam-bién en la JORNADA FUNDICION MEXICO2018.
Muy interesante stand Electrónica COM que re-presenta a THERMOFISHER. Electrónica COM,suministra equipos innovadores de emisión óp-tica y de rayos X, los cuales están diseñadospara satisfacer los requerimientos más exigentesdel mercado y así contribuir a elevar la produc-tividad de nuestros clientes.Muy interesantes materiales expuestos en losstands
8 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 8

INFORMACIONES
El buffet permamente y gratuito al lado de losstands: muy apreciado por los clientes.
Una excelente comida en el Holiday inn Dia-mante donde siguen las conversaciones con losclientes: muy apreciado.
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 9

INFORMACIONES
Conderencias de alta calidad
Con una asistencia de alta calidad.
En 2019, la JORNADA FUNDICIÓNMÉXICO 2019 es el 23 de Mayo 2019en Querétaro.
Stand: 399 euros o $ 6,707 MN o US$523,99.
Incluye: mesa con mantel y 3 sillas, in-ternet, electricidad.
Registro:http://metalspain.com/paypal-mexico-fundicion.html
Registrar personas: 115 euros o $1,933 MN o US$ 151
Incluye: asistir conferencias, visitastands ,almuerzo, pausa café, docu-mentación.
Registro:http://metalspain.com/paypal-mexico-fundicion.html
Para Visitar solamente los Stands, esposible registrarse $ 300 MN enhttp://metalspain.com/preferencial-FUN.htmlo en efectivo, llegando la Jornada paravisitar en los horarios indicados.
JORNADA FUNDICIÓNMÉXICO 2019
Querétaro – 23 Mayo 2019
http://metalspain.com/FUNDICIONmexico.htm
Servicio Lector 2
GNK DRIVELINE EN MÉXICO:CABYCAL SUMINISTRA UNACABINA
Cabycal ha diseñado, fabricado e ins-talado una cabina presurizada y cli-matizada con unidad de control detemperatura y de humedad para la di-visión de automoción de la empresabritánica GKN en su planta Pinta delBajío ubicada en Celaya (México).
Este sistema permite que el entornodel equipo de aplicación se mantengalimpio y en la mejores condicionespara la aplicación de la pintura enpolvo.
La cabina cuenta con una unidad decontrol de temperatura preparada paratrabajar a una temperatura mínima de-4oC y a una temperatura máxima de46oC. En cuanto al control de hume-dad, está compuesto de un equipomultietapa que comprende 4 fases:deshumidificación, calefacción, hu-midificación adiabática y ventilación.
En 2015 Cabycal inauguró en Ciudadde México su primera delegaciónfuera de España.
Servicio Lector 3
SHANDONG HUAXINELECTRIC FURNACE CO
Hornos de induccion para empresasde baja producción capacidad de 300kilos máximo, economícamente via-ble para automátatizacion de fundi-cion de bajo presupuesto.
Fábricacion de hornos hasta de 15 tonpor hora de producción.
Servicio Lector 4
10 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 10

INFORMACIONES
TOLSA: GARANTIZAR ELCOMPORTAMIENTO DELMOLDE DURANTE LASDISTINTAS FASES
Los moldes de arena de fundición enverde son los más empleados en fundi-ción debido a su versatilidad y a su ma-yor eficiencia económica. Estos moldesnecesitan ser suficientemente establespara mantener la forma de la pieza du-rante el vaciado del metal fundido ypermitir un fácil desmoldeo una vezenfriada la pieza. Nuestros aditivos ga-rantizan el adecuado comportamientodel molde durante las distintas fases dela producción de la pieza.
TOLSA presente en la JORNADAFUNDICION BILBAO 2018.
Servicio Lector 5
LA ADECUADA LIMPIEZA ENLA FABRICACIÓN DE TODOTIPO DE PIEZASINDUSTRIALES, ES UNPROCESO VITAL PARA QUEÉSTAS PUEDAN RECIBIRPOSTERIORES TRATAMIENTOS
Los cuales pueden precisar superficiesperfectamente limpias para: Poderefectuar recubrimientos galvánicos di-versos; Para Soldar, - Mecanizar, - Pe-gar, - Manipular, - Pintar, - Embalar....
Existen diferentes técnicas de lavado,desengrase y tratamientos superficia-les, entre los que podemos distinguir:Tratamientos en seco mediante grana-lla, Tratamientos en medios líquidos;bien sean directamente con ácidospara decapar, con jabones ligera-
mente alcalinos o bien neutros. Tam-bién se efectúan tratamientos de lim-pieza con disolventes, o mediante susvapores.
B A U T E R -MIC, S.A.puede ofre-cerles dife-rentes alter-nativas paralograr unaalta calidadde limpiezaen todos susfabricados.
Consúltenos y le facilitaremos gratui-tamente un estudio técnico-econó-mico del tipo de máquina que sea másadecuada para sus necesidades.
Más información: BAUTERMIC, S.A –Ver datos de contacto en la GUIA enpágina 44.
Servicio Lector 6
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 11

INFORMACIONES
UNA SOLUCIÓN IDEAL PARAEL SEMIACABADO YACABADO DE MOLDESEl nuevo modelo D321 combina su ta-maño compacto con un volumen ope-rativo importante, modelo de máquinaque está teniendo un gran éxito a nivelinternacional.
D321 FIDIA es una línea de máquinasde 5 ejes de alta velocidad, del tipopórtico Gantry alto de travesaño móvily mesa fija, diseñado específicamentepara garantizar la precisión de mecani-zado de formas complejas y piezas in-dustriales de medianas/grandes dimen-siones proporcionando una excelentevisibilidad durante el mecanizado.
Debido a su sólida estructura, su di-seño altamente dinámico, una cine-mática HSC de clase superior, la serieD321 es capaz de mecanizar una granvariedad de materiales, desde acerotemplado y aluminio, hasta ureol ycomposites de fibra de carbono.
El modelo D321 está equipado con elcabezal FIDIA asimétrico M5A de tipohorquilla, estilizado y compacto, faci-lita la accesibilidad a la pieza y per-mite una amplia variedad de mandri-nos (HSK50 / HSK63 / HSK100).
Servicio Lector 7
JORNADA TRATAMIENTOSTÉRMICOS BILBAO 201826 de Septiembre 2018 – Bilbaohttp://metalspain.com/TT.htm
La jornada TRATAMIENTOS TERMI-COS 2018 es ahora una tradición :
cada año se reunen en Bilbao los másdestacados profesionales de los Trata-mientos Térmicos, al nivel nacional einternacional.
La jornada se fundamenta en la apor-tación de SOLUCIONES CONCRETASa las preguntas que se plantea hoy endía la industria de los TratamientosTérmicos, tanto a nivel de las pro-pias empresas del sector como de lassecciones de tratamientos térmicos delas empresas (indústrias del automóvil,aeronáuticas, eólicas, ferrocarriles,fundiciones, forjas...).
Conferencias
- Evolución de los tratamientos térmi-cos en las industrias automóviles2004-2017, en todo el mundo, in-cluyendo Nanotechs y tratamientostérmicos para piezas metal produci-das en 3D. - Revista TRATAMIEN-TOS TERMICOS.
- El poder de PDMetrics : Optimi-zando Operaciones con Manteni-miento Predictivo - IPSEN.
- Espectrómetros para el sector de lostratamientos Térmicos - SPECTROAmetek.
- CFC Charging systems in Heat Treat-ment processes: Hybrid-, coated-,and another special solutions for dif-ferent atmospheres. - NIPPON CAR-BON GROUP.
- Tratamiento por inducción : últimasinnovaciones tecnólogicas - GH IN-DUCTION.
- XRD Solutions to Retained Austeniteand Residual Stress Determination inIndustrial Application Field - GNRItalia.
- Sustitución de aceites de temple conalto riesgo de incendio por fluidos detemple basados en agua. Sin llamasni humos - PETROFER - Ehaff.
- Más por venir.
Para proponer una conferencia, gra-cias enviar el título para su aproba-ción Cada conferencia es de 20 minu-tos + 10 minutos para las preguntas:[email protected]
FORD, ITP, BODYCOTE, NEMAK,TRW GEARBOX DEL PRAT, SEAT-VW,
RAMADA, ALSTHOM HYDRO, IME-SAZA, Grupo TTT, SUÑER, TRATA-MIENTOS TERMICOS YURRE, EUSKALFORGING, FUNDICION EN CAS-DARA MEIN, INAUXA, TEY, MANU-FACTURAS ALFE, FUNDICIONES DEVERA, RECUBRIMIENTOS MUÑAGO-RRI, TRATAMIENTOS TERMICOSIRUÑA, TRATAMIENTOS TERMOQUI-MICOS EIZEN, TRATERME, TramientosTérmicos SARASKETA, AYZAR, ES-TAMCAL, TRATERNOR -TRATAMIEN-TOS TERMICOS DEL NORTE, ULMAFORJA, EISENOR, METALOGRAFICA,RAYZA, EKIN, HIJOS DE GARAY, RU-BISAN...presentes en las precedentesJornadas.
Stand: 390 €
Incluye Mesa, 3 sillas 390 €.
Al recibir su pago, queda confirmadosu stand:http://metalspain.com/TT-2013pago.htm
Asistir: 95 €
La Jornada incluye conferencias (20minutos cada conferencia y 10 minu-
12 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 12

INFORMACIONES
tos para preguntas), pausa Café, al-muerzo, distribución de la revistaTRATAMIENTOS TERMICOS publi-cada para el evento.
Registrarse en linea en:http://metalspain.com/TT-2013pago.htm
Almuerzo: muy apreciado para seguir lasconversaciones con los clientes
26 de Septiembre 2018 - BilbaoHotel Barceló Nervión **** PaseoCampo de Volantín, 11 48007 [email protected]
JORNADA TRATAMIENTOSTÉRMICOS BILBAO 2018 http://metalspain.com/TT.htm [email protected]
Servicio Lector 8
ABB COMPLETA LAADQUISICIÓN DE GEINDUSTRIAL SOLUTIONS
ABB ha anun-ciado que elpasado 30 dejunio cerró la
adquisición de GE Industrial Solutions(GEIS), el negocio global de solucio-nes de electrificación de GE. La opera-ción se hizo pública el 25 de septiem-bre de 2017 y se espera que el primeraño tenga un impacto positivo en elEPS operativo.
Servicio Lector 9
WEICHAI WESTPORT NEWENERGY POWER CO., LTD.
La compañía poseía una línea de en-samblaje profesional avanzada y losequipos de prueba de motores de gas
más avanzados en Asia, los produc-t o s i n c luyen WP5NG, WP6NG,WP7NG, WP10NG, WP12NG,WP13NG y otros, el rango de poten-cia abarcaba de 120 a 353 kW, y al-canzó el Nacional IV y Nacional V es-tándares de emisión; y esos productosson ampliamente utilizados en eltransporte público urbano, autobusesde carretera, camiones pesados, ma-quinaria de construcción, energía ma-rina, equipos de generación de ener-gía y otros campos.
Servicio Lector 10
CITIC DICASTALComo líder mundialen soluciones de au-topartes, CITIC Di-castal cuenta con fi-liales de I + D en elextranjero (Nortea-mérica, Europa y Ja-pón) y en el mercadointerno (Changchun,Shanghai, etc.) conclientes centraliza-dos, ofreciendo ser-vicios de diseño insitu y soportes de in-geniería, lograndoalcance de las insti-tuciones de I + D. Elsistema PLM se uti-liza para realizartoda la gestión delciclo de vida de losproductos, que sirvecomo un poderososoporte para el di-seño colaborativo de
zonas transregionales y transversales.Más info en la parte en inglés de la re-vista.
En 2017, CITIC Dicastal elevó los in-gresos totales a RMB 26 mil millones,un aumento del 32% en comparacióncon el año pasado.
Servicio Lector 11
OFERTA ITALIANA CONAUMENTO TOP
En 2017, losmercados dedestino de laoferta italiana
con aumento TOP fueron: México
13FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 13

INFORMACIONES
(122 millones, + 22.6%), España (134millones, + 15.3%) y Rusia (8 millo-nes, + 16.8%).
Servicio Lector 12
FARO® DESIGN SCANARM®2.5C TRAE EL COLOR ALESCANEADO 3D
FARO® ha anunciado la primera solu-ción de brazos de medición que in-cluye capacidad de escaneado 3D encolor de alta resolución. Este fasci-nante lanzamiento incorpora el esca-neado 3D a todo color como funcio-nalidad básica lista para usar en elnuevo FARO Design ScanArm® 2.5C(DSA 2.5C).
El Design ScanArm 2.5C es compati-ble con el sistema 8-Axis FaroArm®,de 8 ejes, que duplica el alcance delbrazo, mejorando sustancialmente sucapacidad de uso, y ha sido diseñadopara enfrentarse a los retos de diseñode una serie de sectores tales comográficos por ordenador, maquinariaindustrial, fabricación de vehículos yservicios de ingeniería. Una represen-tación 3D en color es la base idealpara la visualización de los productosy los efectos especiales.
Este innovador avance hace posible lareconstrucción y visualización de pie-zas y objetos con la misma intensidadque tienen en el mundo real. El rea-lismo de las imágenes captadas per-mite a los profesionales del diseño tra-bajar con más confianza, y esto ace-
lera la realización de proyectos impor-tantes. Además, se reduce la duracióndel ciclo completo del proyecto gra-cias a la capacidad de escaneado rá-pido en color de hasta 240.000 puntospor segundo.
“FARO sigue enfocándose en la tecno-logía láser a la hora de optimizar laproductividad de los profesionales deldiseño” señala Thorsten Brecht, direc-tor sénior de Diseño de productos. “Alintegrar el color de una calidad excep-cional en el proceso de diseño, hemoscreado la mejor experiencia de reali-dad 3D, ya que los usuarios puedencapturar más información, más rápidoque nunca, con un nivel de detalle yun color realistas. El Design ScanArm2.5C es un ejemplo más de que FAROdesafía los límites de la innovación yacepta el reto de liderar el mercado.”
La oficina principal europea de FAROse encuentra en Stuttgart (Alemania) ysu oficina principal para Asia/Pacíficoen Singapur. FARO tiene sucursales enEEUU, Canadá, México, Brasil, Ale-mania; Reino Unido, Francia, España,Italia, Polonia; Turquía, Países Bajos,Suiza, India, China, Malasia; Tailan-dia, Corea del Sur, Japón y Australia.
Servicio Lector 13
CABYCAL SUMINISTRA UNHORNO DE INFRARROJOS AISTOBAL
Cabycal ha diseñado, fabricado e ins-talado un horno con sistema de infra-rrojos (IR) a gas, también conocidocomo zona de gelificación, para Isto-bal, empresa líder en diseño y fabrica-ción de soluciones para el lavado devehículos. Este horno de IR se haadaptado al horno de convecciónexistente combinando un sistemamixto mediante control inteligente.
Entre las ventajas que aporta el sis-tema implantado está el aumento de lavelocidad de la producción, la subidade la temperatura de piezas con altoespesor y la eliminación de la conta-minación de colores en el horno depolimerizado. Además, el espacioocupado se ha minimizado ya que elsistema ha sido instalado entre la ca-bina de pintura y la entrada al hornode polimerizado ya existentes.
Istobal es la empresa española líder enel diseño, fabricación y comercializa-ción de soluciones de lavado para laautomoción. Exportan sus productos amás de 75 países, cuentan con siete fi-liales y dos plantas de ensamblaje enEuropa y otras dos filiales y plantas deensamblaje en EEUU y Brasil.
Servicio Lector 14
NUEVA GAMA DE KITS DECADENAS DE DISTRIBUCIÓN
HUTCHINSON se basa en competen-cias de sistemas de transmisión paralanzar una gama de kits de cadenas dedistribución.
14 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 14

INFORMACIONES
El parque de vehículos equipados decadenas ha adquirido importancia y latendencia de crecimiento continua yprogresa. Es un mercado real para elrecambio independiente.
De los 5 principales países europeos(Alemania, Gran Bretaña, Francia, Ita-lia y España) la tasa de equipamientopor cadena está al 45%, es decir 75,5millones de vehículos (fuente IHS).Además, sin ninguna indicación de re-cambio recomendada para las cade-nas, su reemplazo existe y resulta bas-tante corriente. Por una parte, algunosmodelos pueden presentar problemasde concepto, produciendo fallos de lacadena y de otra parte, esta tecnología
está cada vez más asociada a motoresde baja cilindrada con un rendimientoelevado, lo que puede generar desgas-tes prematuros en la cadena.
Como expertos en el funcionamientode los sistemas de transmisión, Hut-chinson propone una gama que res-ponda a los criterios de calidad de ori-gen permitiendo un alto nivel de fiabi-lidad.
Servicio Lector 15
PARTS2CLEAN 2018 (23 A 25DE OCTUBRE)
“parts2clean ofrece no solo la másamplia oferta internacional para lalimpieza de piezas eficiente y de pro-ceso seguro, sino también un enfoqueespecial a las tendencias y a los futu-
ros planteamientos de tareas”, diceOlaf Daebler, global director departs2clean en Deutsche Messe. Elprograma marco está concebido a suvez para ofrecer conocimientos y sa-ber hacer de cara a las exigencias delimpieza actuales y futuras.
Nuevas soluciones y un valioso saberhacer ofrece también el programamarco de la parts2clean de este año.Así p. Ej. con la ayuda de un robot in-dustrial Stäubli TX2-CS9, los organiza-dores de la superficie especial “Auto-matización y Digitalización de Proce-sos de Limpieza” demuestran la granfacilidad con la que pueden estar dis-ponibles los datos del proceso y delequipo. Aquí se muestra a su vez lagran individualidad y pertinencia conlas que se pueden definir y editar di-chos datos. Además se explica conqué flexibilidad pueden adaptarse alos diversos fines de la producción y alos perfiles de los empleados las su-perficies de manejo e información, y
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 15

INFORMACIONES
también lo útiles que pueden resultarlos “datos inteligentes” para una pro-ducción sostenible.
La presentación especial “Desarrollodel proceso de limpieza controlada”,organizada en colaboración con elCEC” (Cleaning Excellence Center),informa en directo sobre las fases delproceso, desde desbarbar y limpiar,pasando por el control de limpieza enla sala limpia, hasta la protocolizaciónde los resultados. Otra presentaciónespecial de la FIT (acrónimo alemánde Asociación Técnica para la Lim-pieza Industrial de Piezas) trata eltema “QSRein 4.0 – oportunidadespara las tecnologías de limpieza”.
Servicio Lector 16
BROCA DMI DE ALTORENDIMIENTO «SPEEDMAX»
Taladro a taladro: la velocistaresistente en INOX y materiales deacero
La broca de metal duro integral «Spe-edMax» de alto rendimiento, del fabri-cante de herramientas Inovatools, haconseguido una excelente populari-dad gracias al taladrado con altas ve-locidades de avance en INOX, acerospara herramientas y acero. Con las di-
La broca de metal duro integral «SpeedMax»de alto rendimiento, del fabricante de
herramientas Inovatools, ha conseguido unaexcelente popularidad en la industria de
transformación de metales gracias al taladradocon altas velocidades de avance en INOX,
aceros para herramientas y acero.
mensiones de broca 3xD, 5xD y 8xDestos especialistas en herramientascon sede en Alemania cubren una am-plia gama de aplicaciones.
Ventajas constructivas
El diseño de la herramienta se basa enun metal duro seleccionado, el cual ladota de un núcleo robusto y resistente,óptimamente adaptado a los retos delarranque de virutas en material de altatenacidad.
Gracias a su singular geometría de fi-los es posible alcanzar altos niveles deavance con fuerzas de corte reduci-das. Y gracias al bisel de extremo decarrera especial, así como al filo de 6caras, la «SpeedMax» es autocen-trante y genera el rompevirutas nece-sario para los ambiciosos parámetrosde corte.
En palabras de Domènec Molins:«Puesto que estos materiales son ma-los conductores del calor, las virutas oel calor deben ser evacuados rápida-mente de la zona de mecanizado».
Servicio Lector 17
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 16

En los últimos años la Industria de Fundición en Europaestá viviendo cambios notables en la búsqueda de unbuen posicionamiento con el objetivo de afrontar los re-tos presentes y futuros. Dichos cambios van desde el au-mento de la automatización y la recopilación y gestiónde una ingente cantidad de datos del proceso (Industria4.0), hasta la fabricación aditiva, pasando por la perma-nente mejora de costos y competitividad en aras de man-tener su liderazgo frente a otras regiones con mano deobra barata.
Los suministradores de la in-dustria de Fundición nopueden permanecer ajenosa esta evolución. En estesentido, el Grupo Vesuviusy en concreto Foseco, su Di-visión de Fundición, ha em-prendido un ambicioso pro-
grama de mejora de sus centros de Investigación y Desa-rrollo y de sus centros Productivos para concentrarproducciones, aprovechando las economías de escala ymaximizando la eficiencia.
Este programa comenzó con la inauguración de su cen-tro de I+D en Enschede (Holanda) a finales de 2014 y laremodelación y ampliación de los centros de I+D exis-tentes en el Technikum de Borken (Alemania) y Pitsburg(USA).
La segunda fase de este programa consiste en la optimi-zación de los centros productivos, que conlleva la con-centración de la producción en las plantas más grandesy eficientes, con objeto de centrar en ellas todos los es-fuerzos técnicos y económicos, tanto en inversiones
Vista aérea de la planta deBorken en Alemania.
como en personal especializado. Esto permitirá, no sólocontener los costes de producción, sino sobre todo al-canzar aún más elevadas cotas de calidad, fiabilidad yconsistencia de los productos.
La Dirección de Foseco esconsciente de que en lospróximos años no fabricarálos mismos productos queen la actualidad. Como re-sultado de las inversiones yel esfuerzo de los centrosde I+D se avecina el lanza-
miento de nuevos productos al mercado más complejos,cuya producción en serie requerirá una mayor especiali-zación y medios productivos más automatizados y con-trolados. En definitiva, Foseco se prepara para entrar delleno en la Industria 4.0.
Este ambicioso programa contempla que la producciónEuropea por vía húmeda de manguitos y revestimientosde cucharas para acero se concentre en la planta de Bor-ken (Alemania) y que la producción Europea de resinas ypinturas se concentre en las plantas de Hengelo (Ho-landa) e Igorre (España), potenciando considerablementedichos centros productivos.
En Foseco estamos convencidos de que este es el caminoa seguir para mantener el liderazgo en el suministro deproductos y servicios a la industria de la Fundición y loque es más importante, contribuir al aumento de la com-petitividad de nuestros clientes para afrontar con éxitolos retos que todos tenemos por delante.
Servicio Lector 30
Edificio de oficinas y fundición delcentro de I+D de Enschede
(Holanda).
LA DIVISIÓN DE FUNDICION DE VESUVIUS, FOSECO, CONTINÚA SU PLANDE MODERNIZACIÓN Y MEJORA DE COMPETITIVIDAD EN EUROPA
17FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 17
EFICIENCIA DE FUSION PARA EL HIERRO
Las cúpulas de Coke de alta eficiencia consumen 1125kWh / tonelada corta o 3.84 millones de BTU / toneladacorta (1240 kWh / tonelada métrica), con una eficienciatácita del 31%.
La fusión por lotes está en el rango de 1691 kWh / tone-lada corta o 5.77 Millones de BTU / tonelada corta o1864 kWh / tonelada métrica.
La energía teórica requerida es 386 kWh / tonelada mé-trica (1.2 millones de BTU / tonelada corta).
EFICIENCIA TÁCITA
La eficiencia tácita es la eficiencia desde el punto de pro-ducir el combustible hasta el punto de fundición del me-tal.
Costo Energético
La fusión eléctrica depende en gran medida del costo dela energía, que puede variar de $ 0.08 / kWh en India yEE. UU. A $ 0.33 / kWh en Alemania en 2017.
Coque metalúrgico $ 200 - $ 400 / tonelada en 2017.
Los precios del gas natural han disminuido en la últimadécada al rango de $ 27 / MWh (España) a $ 62 / MWh(Suiza) en 2017.
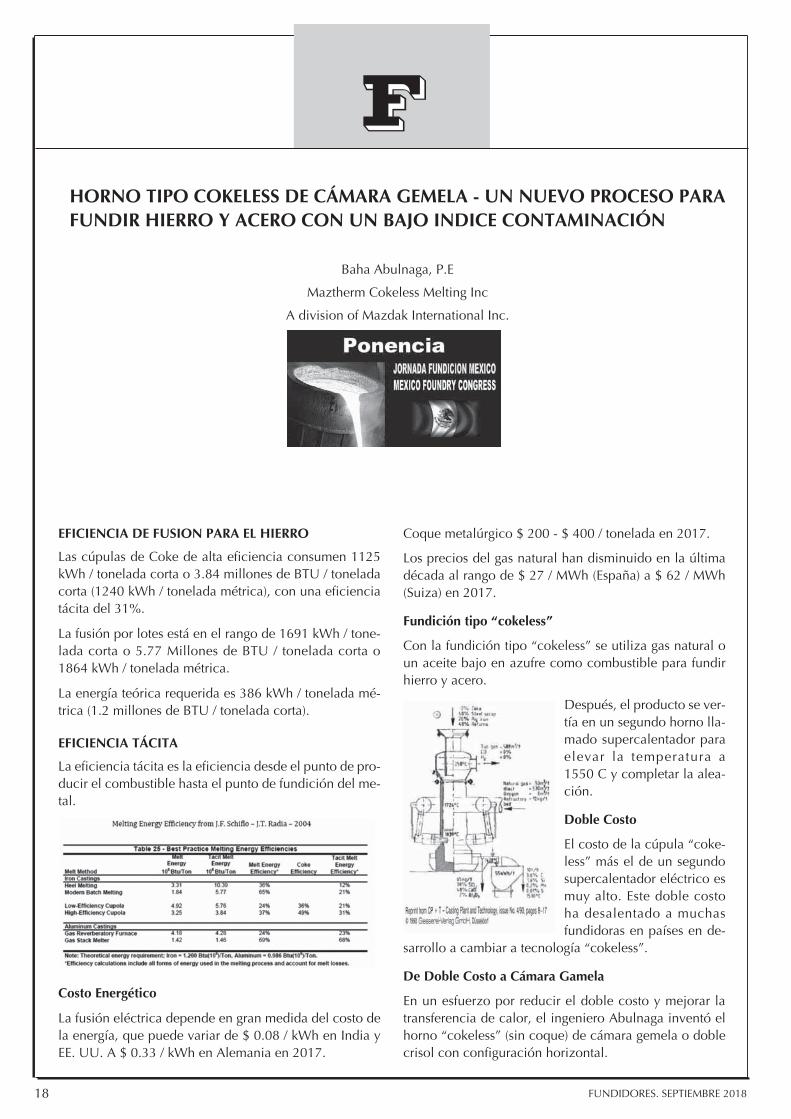
Fundición tipo “cokeless”
Con la fundición tipo “cokeless” se utiliza gas natural oun aceite bajo en azufre como combustible para fundirhierro y acero.
Después, el producto se ver-tía en un segundo horno lla-mado supercalentador paraelevar la temperatura a1550 C y completar la alea-ción.
Doble Costo
El costo de la cúpula “coke-less” más el de un segundosupercalentador eléctrico esmuy alto. Este doble costoha desalentado a muchasfundidoras en países en de-
sarrollo a cambiar a tecnología “cokeless”.
De Doble Costo a Cámara Gamela
En un esfuerzo por reducir el doble costo y mejorar latransferencia de calor, el ingeniero Abulnaga inventó elhorno “cokeless” (sin coque) de cámara gemela o doblecrisol con configuración horizontal.
HORNO TIPO COKELESS DE CÁMARA GEMELA - UN NUEVO PROCESO PARAFUNDIR HIERRO Y ACERO CON UN BAJO INDICE CONTAMINACIÓN
Baha Abulnaga, P.E
Maztherm Cokeless Melting Inc
A division of Mazdak International Inc.
FUNDIDORES. SEPTIEMBRE 201818
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 18
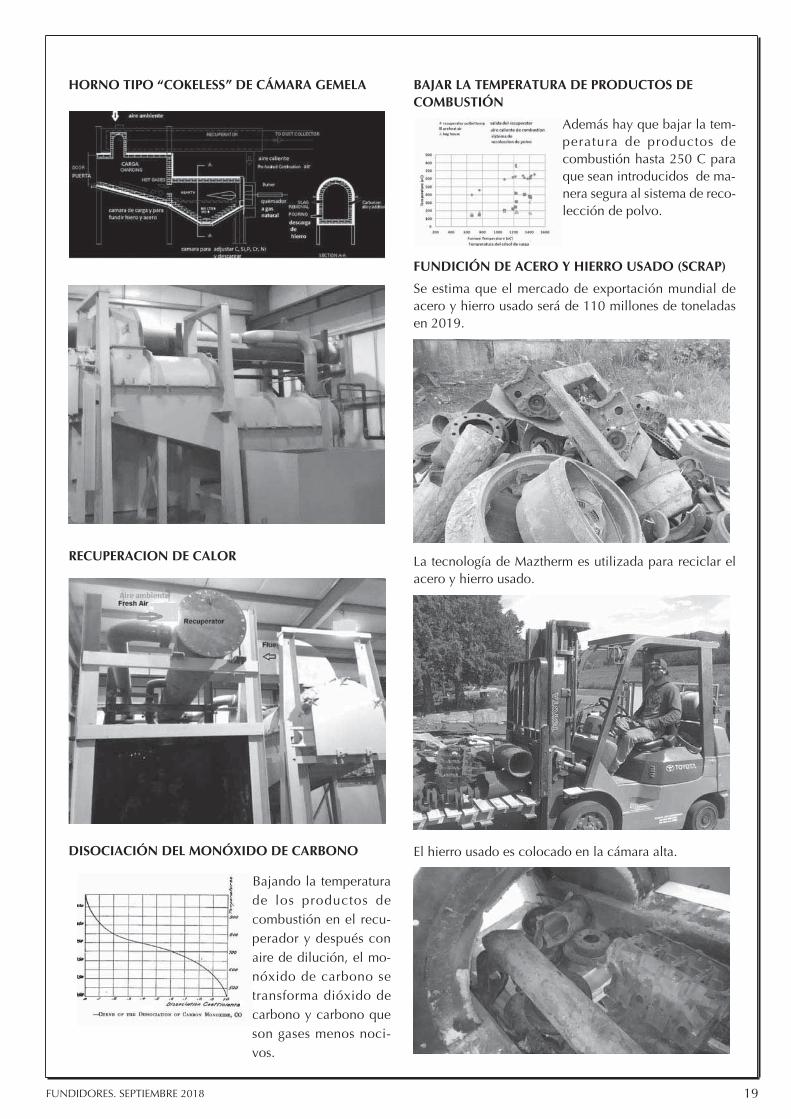
HORNO TIPO “COKELESS” DE CÁMARA GEMELA
RECUPERACION DE CALOR
DISOCIACIÓN DEL MONÓXIDO DE CARBO
Bajando la temperaturade los productos decombustión en el recu-perador y después conaire de dilución, el mo-nóxido de carbono setransforma dióxido decarbono y carbono queson gases menos noci-vos.
BAJAR LA TEMPERATURA DE PRODUCTOS DECOMBUSTIÓN
Además hay que bajar la tem-peratura de productos decombustión hasta 250 C paraque sean introducidos de ma-nera segura al sistema de reco-lección de polvo.
FUNDICIÓN DE ACERO Y HIERRO USADO (SCRAP)
Se estima que el mercado de exportación mundial deacero y hierro usado será de 110 millones de toneladasen 2019.
La tecnología de Maztherm es utilizada para reciclar elacero y hierro usado.
El hierro usado es colocado en la cámara alta.
19FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 19
NO

Recibimos el apoyo de la National Science Foundationde los EEUU para medir las emisiones de polución denuestra planta piloto.
- El equipo utilizado es un analizador de emisiones ENE-RAC.
Con un control cuidadoso de la relación aire / combusti-ble, aire de dilución y utilizando la recuperación de ca-lor de los gases de combustión, obtenemos emisionesmuy bajas.
FUNDICION HASTATEMPERATURA DE1.600°C
MEDIDAS DE EMISIONES APLICACIÓN PARA MÉXICO
México está desarrollando unfuerte sistema de distribuciónde gas natural que abre nue-vas oportunidades para fundi-doras de hierro y acero connuestra tecnología “Twin
Chamber Cokeless Furnace”
- (Horno Tipo “Cokeless” de Cámara Gemela).
Pueden crearse nuevos empleos.
Utilizando un método de fundición con un bajo nivel depolución.
AGRADECIMIENTOS
La investigación sobre “Twin Chamber Cokeless Fur-nace” (Horno Tipo “Cokeless” de Cámara Gemela) fue fi-nanciada por la National Science Foundation durante lafase de puesta en marcha para completar las medicionesde emisiones en la planta piloto.
Mazdak International Inc (dBA Maztherm Cokeless Mel-ting Inc) está muy agradecido por el apoyo de la NSF delgobierno de los Estados Unidos.
Servicio Lector 31
20 FUNDIDORES. SEPTIEMBRE 2018
BREVES
INAUGURADO EL NUEVOHEXAGON PRECISIONCENTERPORTUGAL
La filial de Hexagon Manufacturing Intelli-gence para España y Portugal inauguró elpasado 6 de junio su nuevo Centro de Preci-sión en Albergaria-A-Velha (Portugal), im-pulsando así de forma decisiva su presenciaen Portugal.
El nuevo METRICENT - Hexagon Preci-sion Center Portugal cuenta con unas am-plias y modernas instalaciones ubicadas enla zona industrial de la localidad de Alberga-ria-a-Velha, y es fruto del acuerdo estraté-gico de colaboración con la empresa ME-TRICENT, empresa con la que mantienenuna larga relación como metrology partner.
Al acto inaugural asistieron más de 100 per-sonas, y contó con la presencia de Mr. Fran-cesco Steno, Vice-Presidente de HexagonManufacturing Intelligence EMEA, del Sr.Jordi Edo, Director General de HexagonManufacturing Intelligence en España y
Portugal, y de la Sra. Carla Carvalho, Ge-rente de Metricent - Metrologia Industrial,Lda., acompañados por el Sr. Antonio Lou-reiro, Presidente de la Cámara del municipiode Albergaria-A-Velha (Portugal), clientesy representantes del sector industrial portu-gués.
Las nuevas instalaciones disponen de unagran sala de metrología de más de 500 m2,equipada con los más avanzados sistemas demedición, entre los cuales, máquinas de me-dición por coordenadas modelo GLOBAL,sistema modelo TIGO SF, sistema OPTIVpara medición óptica multisensor, y tambiénbrazos de medición portátil ROMER AB-SOLUTE ARM con escáner integrado. Laempresa METRICENT cuenta con un pre-parado equipo humano que ofrece, con lasavanzadas tecnologías de Hexagon, una am-plia oferta de servicios de metrología a la in-dustria de Portugal.
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 20

Si bien distamos mucho del Siglo XVIII, donde tuvo mo-mento la primera Revolución Industrial, el legado a me-jorar nuestras capacidades permanece vigente hoy másque nunca. La cuarta revolución, mejor conocida comola Industria 4.0, es una realidad.
El Internet de las cosas (IoT), Digital Twin, Big Data y Re-alidad Aumentada son conceptos cada vez más comunesen este entorno. Basada en los sistemas ciberfísicos, laIndustria 4.0 reúne la información y parámetros de cadauno de los equipos y procesos en la fábrica para la re-presentación en tiempo real, que mejora significativa-mente la toma de decisiones y a su vez nos indica lospuntos que requieren mayor atención, eficientizandonuestros tiempos.
Lo dijo alguna vez Lord Kelvin, lo que no se mide, no sepuede mejorar. Los desarrollos tecnológicos nos otorganmétricos cada vez más precisos y complejos. Hasta hacepoco se creía imposible medir objetos en movimiento o
Linea evolutiva hacia 4.0.
sin contacto. La termografía ha quebrantado rotunda-mente este enunciado.
Definida por el ITC (Infrarred Training Center) como laciencia de adquisición y análisis de información térmicaa partir de dispositivos sin contacto directo. La termogra-fía, cuyos primeros dispositivos fueron fabricados en losaños 60, tiene su introducción al mercado industrial enlos años 80. Utilizada en sus inicios para la Investigacióny el Desarrollo, se vuelve una herramenta imprenscindi-ble para las labores de Mantenimiento, área de la que sevuelve característica.
FLIR, el mayor fabricante de cámaras termográficas a ni-vel mundial, comercializa desde principios del siglo cá-maras de automatización, cuya adquisición continua dedatos permiten un monitoreo inteligente del proceso,equipo crítico y producto. En una industria como la me-talúrgica, donde se requiere una alta repetibilidad y fia-bilidad en la medición encaja perfectamente dicha cua-lidad.
Principio de funcionamiento de las cámaras IR.
LOS SISTEMAS DE MEDIDA DE TEMPERATURA CONTINUA Y SIN CONTACTOPARA LA OPTIMIZACIÓN DE PROCESOS Y CALIDADES EN FUNDICIÓN YTRATAMIENTO TÉRMICO
Por: Jairo García - bcb
21FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 21

Una de las más apasionantes etapas de la metalurgia esla transformación de los materiales, que está sujeta a unintercambio de energía enorme y por tanto, temperatu-ras, que en la mayoría de los casos exceden las que per-miten la integridad del ser humano. Tomar precaucionessiempre es bastante predicado.
Es aquí donde nos encontramos una de las primeras apli-caciones, la medición sin contacto y a distancia de ele-mentos de riesgo, como lo es el metal líquido y equiposexpuestos a altas temperaturas. Contrario a la única me-dición realizada por el termopar de sacrificio, una cá-mara puede realizar hasta 200 mediciones por segundodurante las 24 horas del día. La precisión conseguida enla lectura es insuperable por dispositivos de contacto ypuntuales (pirómetros).
Antes de llenarse, el molde tuvo un recorrido muy com-pleto en su preparación. Calidades insuperables sonotorgadas por un perfecto secado, mismo que deben sercomprobado en la totalidad de la superficie. La imagentermográfica, que puede constar desde 4,800 hasta307,200 puntos de medida según su resolución, permitever la distribución tpermica sobre dicha área. Puntos sonidentificados al sostener cierta temperartura, al igual quelos puntos húmedos.
Durante el vaciado en bañera, en el holding o bien el llenado demoldes. La medición termográfica es siempre accesible.
Comprobación de secado en moldes.
Muchos de los proceso se realizan en función del tiempoal no tener una completa noción de la integridad del ob-jetivo. Tal es el caso de la caja a desmoldear, con tiem-pos fijos y prolongados de reposo. Desmoldear antes esexcelente, pero siempre es importante saber cuando. Portermografía se pueden medir constantemente las cajasexistentes en el área de observación de la cámara. Bastacon ubicar la cámara en la posición que otorgue el me-jor campo visual.
En el caso del aluminio, la integridad de los moldes, esesencial para la calidad de las piezas contenidas. Asegu-rar una refrigeración óptima se consigue mediante lectu-ras térmicas, mismas que incluso pueden regular el spra-yado automático.
Los contenedores de metales a tan altas temperaturas su-fren desgaste, cuya integridad es apenas perceptible paralos técnicos. Conforme de desgasta el material refractariodel horno se permite una mayor radiación térmica. Nosiempre es gradual y puede ceder de un momento a otro.El uso de termografía resulta la mejor manera de supervi-sar nuestros hornos continuamente y ver aquello que nopodemos ver.
Por último y no menos importante, la comprobación ter-mográfica en tratamientos térmicos es un inmejorableaporte. Porcentajes de austenizado y martenizado, re-gistro continuo de Quench Rate en temple por aire yagua así como también el precalentamiento para forja yestampado son las aplicaciones de mayor provecho.
Obtención de pieza por brazo robótico, previo a la comprobacióntermográfica de molde.
Evaluación continua de superficie de carros termo.
22 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 22

Acorde a cada aplicación y a las practicas dentro de 4.0es desarrollado el bcbMonitor®, la solución de monitori-zación y análisis termográfico continuo creada por bcb.
Comprobación de autenizado por inducción.
bcbMonitor®.
El bcbMonitor® integra en una única plataforma múlti-ples cámaras termográ- cas. Permite supervisar de ma-nera continua y desatendida la temperatura en equipos yprocesos críticos, optimizando su rendimiento y evi-tando accidentes por sobrecalentamientos. Es un sistemaversátil y ampliable que permite tanto la programaciónde las cámaras desde una interface común hasta el trata-miento inteligente de las imágenes y datos adquiridos.
Cada día vienen más y cada vez más rápido las nuevastecnologías. Moverse en y con cada una de ellas es esen-cial para permanecer en el mercado. La termografía enlínea es prueba de ello, tal y como lo afirman y demues-tran las empresas que hacen uso de la misma y que pro-tagonizan el desarrollo industrial y por tanto económicode las naciones.
SOBRE bcb
bcb es una ingeniería tecnológica con más de 20 años deexperiencia en integración de sensores, automatizaciónde procesos y visión artificial. Ofrecemos soluciones dealto valor añadido y adaptadas a las necesidades de cadaaplicación desde una perspectiva innovadora y global.bcb es una empresa muy activa en proyectos participa-ciones relevantes Nacionales e Internacionales. de enI+D+i, con participaciones relevantes en Programas Na-cionales e Internacionales.
Servicio Lector 32
23FUNDIDORES. SEPTIEMBRE 2018
BREVES
UN GRAN PASO ADELANTE:LAS INNOVACIONES DEFARO® PROPORCIONANCAPACIDADESADICIONALES 3D CLAVES ALA FAMILIA DE PRODUCTOSFAROARM® PARAAPLICACIONES DEMETROLOGÍA
El sistema FARO 8-Axis combina los pro-
ductos portátiles Quantum FaroArm o
Quantum ScanArm con un 8º eje funcional-
mente integrado, pero físicamente separado.
El 8º Axis es un eje de rotación completo
idéntico a los de la familia de productos Fa-
roArm siendo una extensión natural de la
misma. Se conecta directamente al FaroArm
y da como resultado un eje adicional de alta
precisión, perfectamente integrado, y que no
requiere tiempo o esfuerzo adicional de con-
figuración.
Esta innovadora función permite hacer rotar
la pieza en tiempo real con respecto al brazo,
por lo que ya no hace falta cambiar la posi-
ción de éste con respecto a la pieza y vice-
versa. Ello elimina las pérdidas de tiempo y
ofrece una solución de medición fácil de
usar que permite a los usuarios centrarse en
la medición real y no en los procesos prepa-
rativos, llevando la velocidad de medición y
la ergonomía a un nivel superior.
El sistema de 8 ejes es ideal para hacer
frente a una amplia gama de desafíos de me-
dición y diseño sin contacto, incluyendo ins-
pección de piezas, alineación, análisis di-
mensional, inspección basada en CAD, es-
caneado de prototipos e ingeniería inversa.
Escaneo más rápido con una mayorfiabilidad
Gracias a la sencilla función de rotación de
la pieza, el alcance ampliado de este sistema
permite al usuario escanear, medir y digitali-
zar características en piezas tanto pequeñas
como grandes sin tener que mover el brazo
de su posición. Como resultado de ello, este
proceso es hasta un 40% más rápido en
comparación con los sistemas de brazo de 7
ejes.
Eficacia mejorada para el operario
Ahora el operario puede concentrarse en el
escaneo o medición de la pieza, con la mí-
nima cantidad de distracciones, debido a que
ya no necesita desplazarse alrededor de ésta.
Además, ello también permite digitalizar
objetos complejos no solo con mayor rapi-
dez, sino también de manera más exhaus-
tiva.
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 23
LOESCHE GmbH es una mediana empresa internacionalque el año pasado celebró su 111.° aniversario.
En sus 111 años de historia, el nombre LOESCHE siem-pre ha estado asociado a una gran capacidad de innova-ción, lo que ha sido determinante para el éxito interna-cional de la empresa. Durante décadas, LOESCHE secentró sobre todo en contribuir a la tecnología de moli-nos con desarrollos históricos, lo que finalmente se ex-presó mediante la seña “GRINDING EXPERT” en el leit-motiv tradicional de LOESCHE. De acuerdo con las exi-gencias del mercado, LOESCHE se dedica a enriquecer
Fundición de escoria siderúrgica en el lecho de escoria.
cada vez más este ámbito, tan importante ahora comoantes, mediante el desarrollo de procesos completos.Cada vez en mayor medida, la preparación de solucio-nes completas pertenece a la cartera de LOESCHE, algoque también queda claro con el nuevo leitmotiv de LO-ESCHE. “INNOVATIVE ENGINEERING”: esto representamucho más que simplemente desarrollo de maquinaria.Tradicionalmente, la tecnología de LOESCHE se puedeencontrar en la industria del cemento, del acero, de mi-nerales y en la industria minera, así como en la cons-trucción de centrales eléctricas. LOESCHE es líder mun-dial en algunos de estos ámbitos.
En particular, desde la introducción de la tecnología pa-tentada de rodillo M + S en 1992/1993, ha aumentado elnúmero de escoria granulada y de molinos de cementovendidos, incluso superiores a las 400 unidades de mo-lienda vendidas recientemente.
Los pasados logros solo se pueden mantener y transferiral futuro si se tienen en cuenta las crecientes exigenciasdel mercado, que hoy en día también abarcan cada vezmás los ámbitos de la sostenibilidad y la ecología, y serealizan para ello grandes esfuerzos en investigación ydesarrollo. En la actualidad, LOESCHE no solo posee unTest Center ampliamente equipado para la realizaciónde ensayos relativos a la tecnología de trituración, sinoque, gracias a su temprana visión de futuro, también dis-pone de un potente equipo de investigación que sacapartido a este Test Center para la ejecución práctica desus creativas ideas.
Este equipo de investigación trabaja en complejas tareascombinando sus amplios conocimientos en tecnología
PROCESO RELATIVO AL TRATAMIENTO TÉRMICO DE REDUCCIÓN DEESCORIA BOF PARA LA RECUPERACIÓN DEL CONTENIDO DE METAL Y LAFABRICACIÓN DE COMPONENTES DE CEMENTO DE ELEVADAREACTIVIDAD
FUNDIDORES. SEPTIEMBRE 201824
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 24

de procesos e ingeniería mecánica y sus extensas destre-zas en el ámbito de los materiales.
LOESCHE ha iniciado un destacado desarrollo de pro-ceso que ha elaborado en estrecha colaboración con elF. A. Finger-Institut für Baustoffkunde (FIB, Instituto F. A.Finger de Ciencia de Material de Construcción) de laUniversidad Bauhaus de Weimar. Se trata de la modifi-cación térmica de reducción de escoria de acero para larecuperación del acero y la fabricación de “clínker deacería”. Los resultados logrados por LOESCHE y el FIBcorroboran claramente el gran éxito de este plantea-miento.
A diferencia de la escoria granulada de alto horno (esco-ria), la innovadora escoria de acero no muestra ningúncomportamiento notable de fraguado después de unamolienda normal. Por tanto, la escoria acumulada hastaahora no se emplea en el cemento en Alemania, sino quese utiliza en la construcción de caminos para capas debase no ligadas o capas de base o capas superiores liga-das con contenido bituminoso. Una parte importantetambién debe almacenarse. Con el fin de recuperar con-tenidos más elevados de metal a partir de una matriz si-lícea en el marco de la preservación de recursos, del de-bate actual sobre la reducción de CO2 y de la experien-cia de LOESCHE, se han llevado a cabo diversasinvestigaciones para desarrollar un novedoso proceso dereducción de escoria de acero.
En un proceso termoquímico en una atmósfera reduc-tora, el hierro, que inicialmente está firmemente unido alas fases minerales, pasa a poseer una forma elemental ymetálica. Así, es posible separar el hierro y devolverlo alproceso de fabricación de acero. Mediante la transfor-mación del hierro a su forma elemental, la composiciónquímica de la fundición residual cambia de tal modoque, en muchos casos, se establece el rango óptimo deformación para las fases de clínker de cemento (estándarde calcio en un intervalo de 90 a 105) sin tener que aña-dir componentes de corrección. En
consecuencia, después de que la fundición se enfríe, segenera un material similar al clínker (de cemento) de altareactividad (comportamiento de fraguado), que presentaun contenido de alita (silicato tricálcico) de hasta un 70% de masa. Otra parte importante del proceso consisteen que LOESCHE y el FIB concluyan que el MnO2 redu-cido a MnO se puede integrar en la red de alita para es-tabilizar así esta fase. Además, esto evita en gran parteque la alita se descomponga y se convierta en belita (si-licato bicálcico) y CaO, independientemente de la refri-geración.
El aglutinante mineral hidráulico elaborado sobre la basede este proceso se puede utilizar como material com-puesto para cemento según la experiencia de LOESCHEo como material de clínker independiente. Para la re-ducción, se han patentado dos procesos cuyas diferen-cias yacen principalmente en los respectivos procesos de
enfriamiento de la fundición residual. En el primer pro-ceso se prevé que el enfriamiento sea lento y dure másde 15 minutos, ya que es primordial que el enfriamientosea pasivo y latente. El segundo proceso de reducciónconsiste en un enfriamiento rápido mediante medidasadicionales que dura menos de 15 minutos.
La estructura básica del proceso se puede consultar en elesquema que estará disponible en lo sucesivo.
Los niveles individuales del proceso ya han sido proba-dos a escala industrial. La empresa Primetals Technolo-gies (Linz, Austria) ha sido socia de LOESCHE durantetodo el proceso. Esta compañía incluye en su programade suministro instalaciones comerciales para la reduc-ción y refrigeración rápida en base a procesos patenta-dos.
La separación del hierro metálico residual (aprox. 8 - 10%) que aún se encuentra en el “clínker de acería” sepuede realizar en un molino LOESCHE. El proceso de se-paración, patentado también por LOESCHE, se implantócon éxito hace aproximadamente seis años en una plantade reciclaje en Bélgica para recuperar el acero inoxida-ble de las escorias de acero inoxidable.
Con el fin de certificar el concepto del tratamiento tér-mico de reducción de escoria LD ideado en 2009 porLOESCHE, LOSCHE/FIB encargaron en 2011 la realiza-ción de ensayos de fundición con material de prueba deuna fábrica de acero alemana en un horno de arco delBundesanstalt für Materialforschung und -prüfung (BAM,Instituto Federal de Investigación y Ensayo de Materia-les). Todas las pruebas químicas y mineralógicas se lle-varon a cabo en el FIB, Weimar, donde también se ges-tionó el perfeccionamiento de los materiales del pro-ceso.
LOESCHE ha realizado solicitudes de derechos protegi-dos a nivel internacional relativas a los dos procesos parala reducción de escorias de acero y la formación de unaglutinante mineral hidráulico con un enfriamiento rá-pido y lento. En parte, estos dos procesos de reducciónya obtuvieron patentes nacionales.
Representación esquemática del proceso de reducción térmica parala modificación de la escoria LD, la recuperación del contenido de
metal y la creación de un “clinker de fábrica de acero”.
25FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 25
En base a las actividades realizadas en el marco de losensayos de fundición, el BAM, representado por la Re-pública Federal Alemana, procedió judicialmente contraLOESCHE tres años más tarde para exigir la transferenciacompleta de todos los derechos relativos a las solicitudesde patente realizadas y a las patentes ya conferidas. Laincertidumbre legal resultante llevó a que el perfeccio-namiento y la implementación de estos dos procesos dereducción de gran interés tuvieran que ser interrumpidosdurante más de tres años. La disputa legal se resolvió deforma definitiva y en última instancia en diciembre de2017 ante el Tribunal Superior de Justicia (Oberlandes-gericht) de Múnich. Así, LOESCHE solo recibió derechosde propiedad por el segundo proceso de reducción, esdecir, el relativo al enfriamiento rápido. En lo que res-pecta al primer proceso de reducción, es decir, el rela-tivo al enfriamiento lento, el BAM, representado por la
República Federal Alemana, concedió los derechos depropiedad a un tercero.
Tras la finalización de la disputa legal con la RepúblicaFederal Alemana, LOESCHE pudo reanudar las activida-des referentes a la realización de ambos procesos a es-cala comercial. Así, LOESCHE considera más econó-mico el segundo proceso, puesto que el enfriamiento rá-pido se puede llevar a cabo en instalaciones que ademáspermitan recuperar el calor.
En los próximos años se pretende implantar con éxito elproceso en las prácticas industriales. Las innovacionesde este tipo permiten hacer un uso sofisticado de mate-riales secundarios que hasta el momento no han tenidoninguna aplicación útil y, además, garantizan la capaci-dad competitiva de LOESCHE y, por tanto, la creación depuestos de trabajo en el sector de las medianas empresasde Alemania.
Servicio Lector 33
26 FUNDIDORES. SEPTIEMBRE 2018
BREVES
RÁPIDA PRODUCCIÓN DE SUPERFICIESEXTREMADAMENTE BRILLANTES CONNUEVAS FRESAS «CURVEMAX»
Alto rendimiento de la herramienta gracias a las particulari-dades de su diseño
Con las nuevas fresas CSC (Curve Segment Cutting) «Cur-veMax», el fabricante de herramientas Inovatools no sólo re-duce los tiempos de proceso para el acabado de superficiescomplejas de forma libre —como es el caso de la fabricaciónde herramientas y moldes, la fabricación de palas de turbinay complejas geometrías de componentes en la ingeniería me-cánica general—, sino que también aumenta la calidad su-perficial en comparación con las fresas de radio completoutilizadas hasta el momento.
La serie «FightMax» ofrece soluciones para el mecanizadode materiales de acero y los nuevos tipos de fresas de des-bastado de aluminio «Primus».
Gracias a su geometría especial, las nuevas fresas «Curve-Max» de Inovatools permiten un mayor espaciado de paso osalto de línea durante el preacabado y el acabado. A diferen-cia de las fresas de radio completo convencionales, el radioefectivo es mayor para el mismo diámetro de herramienta.Esto mejora la calidad superficial y reduce significativa-mente los tiempos de proceso.
Inovatools presentará la fresa de desbastado de aluminioHPC de altas prestaciones «Primus» con refrigeración inte-
rior y Multidrall. Gracias a sus características de diseño espe-ciales, como el especial tallado de engranajes moleteados, lapreparación de las aristas de corte, la microgeometría optimi-zada y el recubrimiento de alto rendimiento Ta-C, está dise-ñada para obtener avances extraordinariamente rápidos conuna trayectoria tranquila de pocas vibraciones y poca disipa-ción de potencia.
La fresa de desbastado de aluminio HPC de DMI «Primus» con refrigeración
interior y Multidrall.
Las nuevas fresas «CSC CurveMax». La fresa de desbastado y acabado HPC de DMI «FightMax INOX».
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 26

27
SPAIN FOUNDRY CONGRESS 2018Sept 28th 2018 – Bilbao http://metalspain.com/foundry-bilbao.html
Every year the most outstanding Foundry and Die Castingprofessionals meet in Bilbao.2018 Congress is the 8th edition, after 2011, 2012, 2013,2014, 2015, 2016 and 2017 successfull events, all locatedin the same Congress Center and Hotel in Bilbao, the mostdynamic area of Spain for investment.
The audience is composed of professionals of the mainSpanish foundries
FAGOR EDERLAN, GERDAU, NEMAK, CASTINOX, SAPAPLACENCIA, JEZ, SUÑER, ROSLAN, CUNEXT, SEATGEARBOX del PRAT, ANTOLIN, ALSTOM, AMURRIOFERROCARRIL , KONIKER, UIPOS, CISA, EDERTEK,FUCHOSA, MFA, OCA, SCMFONDERIE, BRAVOENTERPRISES, COFUNDI, COOPERATIVA AZCOITIANA,FAED, OLIZABAL Y HUARTE, JEZ SISTEMASFERROVARIOS, SHANDAR TECHNOLOGIES, SPOOLSISTEMAS, TABIRA, TECNALIA, VILASSARENCA, URKOASE, GABI SA, GRUPO ANTOLIN, CIE AUTOMOTIVE,FESIL, FUNDICIONES ACEROS ESPECIALES D SL- FAED...present at previous congresses.
Papers
- Evolution Foundry in Automotive Industries worldwide2004-2017. New markets and new technologies,including Nanotechs 3D printed parts. InternationalFoundry magazine FUNDIDORES.
- Lining Monitoring for melting and holding furnaces –DEGUISA SAFEWAY.
- Evolution in Spectometers - SPECTRO AMETEK,- Retained Austenite ; non destructive analysis by XRD
and ASTM E 975-030 - GNR ITALIA.- Mejora en la detección de porosidad mediante PA frente
a técnicas convencionales y otras soluciones paracontrol de fundición. - OLYMPUS IBERIA.
- Improvement of Casting Processes using SimulationDriven Design - ALTAIR.
- More to come.
To propose a paper (20 minutes + 10 for questions,Powerpoint) , send tittle for approval:
[email protected] (we just require the tittle). Papersin English are accepted.
STAND Registration is 390 € (includes table and 3 chairs –bring your poster). To register a Stand facilitate contacts and Networking.
REGISTRATION as attendee is 95€ and includes Lunch,coffee break, documentation.
CONGRESS & HOTEL: BARCELO NERVION
Hotel Barceló NerviónPaseo Campo de Volantín, 1148007 Bilbao Tel 00 34 - 94 445 47 00
SPAIN FOUNDRY CONGRESS 2018Sept. 27th 2018 – Bilbaoinfo: http://metalspain.com/[email protected]
MEXICO FOUNDRY CONGRESS http://metalspain.com/mexico-HT.htm
Success of MEXICO FOUNDRY CONGRESS 2018
Video MEXICO FOUNDRY CONGRESS2018 https://youtu.be/oOvxjuV9X6M
More photos are published in the Spanish part of thismagazine.
9:15 - New technologies and new markets for Heattreatments in Mexico and in the world. Automotivemarket 2004-2017 - International Foundry magazineFUNDIDORES.
FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 27
28
9:30 - Nuevas oportunidades y ayudas para investir enQuerétaro - Dirección del Desarrollo Sostenible -QUERETARO.
10:00 - Modern Low Pressure Casting of Chassis &Suspension parts - Kurtz GmbH.
10:30 - Validación del tamaño de grano ASTM E112usando un analizador de imágenes - INGINTEGRAL.
11:30 - café break & visit Stands.12:00 - The Twin Chamber Cokeless Furnace a new
process for melting Iron and Steel at Low PollutionLevels - Maztherm Cokeless Melting Inc.
12:30 - Optimización del proceso de fundición conmetrólogia óptica- CIMCO.
13:00 - Tecnologia jet cooling: un nivel de calidad y deseguridad nunca visto - LETHIGUEL.
- 13:30 - Uso de la termografa infrarroja para garantizar latrazabilidad y repetibilidad en metalurgia dentro deIndustria 4.0 - BCB.
MEXICO FOUNDRY CONGRESS 2019MAY 23 2019
Stand US$ 523,99 or 399 euros
With table, 3 chairs.
FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 28
29
Reservation Payment by card or Bank transfer in euros orUS$ http://metalspain.com/paypal-mexico-fundicion.htmlUpon reception of your payment, your stand is confirmedand you can choose your location.
Be present
Registration includes Coffee-break, Lunch,documents. Inscription rights : US$ 151 or 115 euros.Payment by card or Bank transfer in Euros or US$http://metalspain.com/paypal-mexico-fundicion.html
A SPECIAL RATE is granted for Visitors of stands ( US$ 17)see http://metalspain.com/preferencial-FUN.html
CONGRESS CENTER & HOTEL Holiday Inn Diamante Querétaro SPECIAL RATES for the CONGRESS
Congress place is Holiday Inn Diamante Querétaro Fray Junipero Serra: 1500-A Anillo Vial Ii -Queretaro,76140 MéxicoRoom booking-Tel: 01 442 211 70 [email protected] Flights: QUERETARO INTERNATIONAL AIRPORTThe MEXICO HEAT TREATMENT 2019 is the previous dayhttp://metalspain.com/mexico-HT.htm with the same rate,at the same place.http://metalspain.com/[email protected]
ASK CHEMICALS LAUNCHES NEW RELEASEAGENT ECOPARTTM CB H 18-350
Emission guidelines and regulations governing workplaceexposure limits, but also possible complaints fromemployees or the neighboring community, are driving a
growing demand for low-emission and non- hazardousprocesses that are also employee-friendly.
The company’s latest development is an environmentallyfriendly water-based release agent for all gas-curingorganic core and mold making processes.
While conventionalrelease agents for gas-curing organic processesusually contain solventsand are also labelled asflammable, harmful tohealth and hazardous towater, the new
ECOPARTTM CB H 18-350 is completely label-free.Thanks to a 100% water- based formulation, there is alsono need for special storage requirements of this newrelease agent.
The knowledge gained from the development of highlyeffective release agents for gas- curing processes wasapplied to ECOPARTTM CB H 18-350. Users can expectthe same high performance from this new product. Theeffectiveness of the release agent is excellent, facilitatingthe stripping of even the most complicated models.
Thanks to its efficiency, a very economical application ofECOPARTTM CB H 18-350 is sufficient to achieve fullperformance. Depending on requirements, the releaseagent can be applied by means of manual or automaticspraying systems.
OTTO JUNKER COMPLETES PLANT UPGRADEAT AURUBIS FINLAND OY IN PORI / FINLAND
A leading global supplier ofnonferrous metals, AurubisAG, is investing inexpanding its productionof rolled products. In 2017,the company contracted
Otto Junker GmbH to optimize an existing strip flotationfurnace at its production location in Finland with a viewto increasing its performance.
The project concerned a degreasing, annealing andpickling line installed in 1993 which handles stripthicknesses from 0.13 mm to 1.6 mm and strip widthsfrom 300 to 1200 mm. Otto Junker optimized the striptension in the annealing zone and replaced the dancerroll.
FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 29

30
In addition, the heat transfer inside the existing interiorcasing of this electrically heated furnace was improved byoptimizing flow conditions. Both aspects taken togetherenable the furnace to be run at near-nominal fan speedseven with thinner strips, resulting in a significantthroughput increase for strip in this gauge range.
POITRAS FOUNDRY ORDERS SINTERCASTLADLE TRACKER® TECHNOLOGY
Poitras Foundry, a grey and ductile iron automotivecomponent foundry located in Quebec, Canada, hasbecome the first foundry to order the stand-alone ladletracking technology developed by the Swedish processcontrol specialist SinterCast.
The technology is based on the placement of radiofrequency identification (RFID) tags on each ladle and theinstallation of tag readers at key locations in the foundry.With four melting furnaces, four magnesium treatmenttundish ladles, more than ten pouring ladles and twomoulding lines, the installation includes twelve differenttracking positions to ensure that every ladle hassuccessfully passed each step of the production process.The Poitras installation has been specified to ensure thatthe magnesium treatment is successfully completed, thatthe ladle weight and temperature are within pre-set limitsand that the pouring time is not exceeded. The installationincludes automatic lock-out of the production if any stephas not been successfully completed. The Ladle Trackerresults will also provide traceability to identify why andwhere any ladle falls out of the process, allowingcorrective actions to be implemented to improveproductivity. The installation is planned for autumn 2018.
“The SinterCast Ladle Tracker® technology complementsour heritage of investment in innovative technologies andour focus on automation. Our assessment of thetechnology has identified unique opportunities to improveour process control, our traceability, and our overallefficiency” said Mr. Claude Massé, President and owner ofFonderie Poitras. “As our business has grown, our ladletraffic and our process flow have become morechallenging. The installation of the Ladle Trackertechnology enables us to automate the process, providingimproved control for our foundry, and improvedconfidence for our customers.”
“The initial development of our Ladle Tracker technologywas realised as an extension of our System 3000 processcontrol platform for the production of CompactedGraphite Iron. The Poitras installation now represents ourfirst stand-alone Ladle Tracker installation for grey andductile iron foundries. It also represents our first order inCanada, marking 14 countries with SinterCastinstallations” said Dr. Steve Dawson, President & CEO ofSinterCast. “We have received unanimously positivefeedback from the industry regarding our Ladle Trackerand Cast Tracker technologies, reinforcing our position asa developer and provider of novel precision measurementtechnologies that improve process control and processefficiency in the metals industry.”
SIMPSON TECHNOLOGIES ACQUIRES WEBAC
Simpson Technologies (Deutschland) GmbH, a subsidiaryof Simpson Technologies Corporation in the USAspecializing in process solutions for the metal casting andchemical process industries, announced the acquisition ofWebac Gesellschaft für Maschinenbau mbH (“Webac”) inEuskirchen, Germany together with its subsidiaries WebacMaskin AB in Stockholm, Sweden and Webac s.r.o. inPribram, Czech Republic.
“Simpson and Webac share a commitment to deliver tocustomers innovative technologies with excellent servicelevels and support,” said André Klimm, Managing Directorof Simpson Technologies (Deutschland) GmbH.“Acquiring Webac and their talented team will strengthenour ability to service customers in Europe while offeringWebac customers access to Simpson’s industry- leadingproducts, including the largest portfolio of sandpreparation and control technologies in the world.”
Webac will strengthen and expand Simpson’s product lineto include thermal sand reclamation technology & plants,core sand preparation technology and plants, fullyengineered sand preparation systems and projects and fracsand processing technology for the oil & gas industry.
“The acquisition of Webac is our sixth acquisition in thelast 20 years and the second in Europe since acquiring theformer Georg Fischer sand laboratory equipment businessfrom DISA Industrie AG in 2008. This shows ourcommitment to the European market and to the growth of
FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 30

our European business,” said Bruce Dienst, ChiefExecutive Officer, Simpson Technologies.
In total, Webac brings more than 85 years of experience inthe foundry industry dating back to 1931 with thefounding of the AB Westin & Backlund company inStockholm, Sweden. The growing demand for machinesand complete plants led to the founding in 1962 of aGerman subsidiary, Webac Gesellschaft für MaschinenbaumbH. It quickly grew to become a major supplier offoundry technology and plants.
Heinrich Richard Kairies, Managing Director, WebacGesellschaft für Maschinenbau mbH said, “We’re excitedto join Simpson Technologies. The collaboration of bothcompanies will benefit each of our customer basesworldwide, and ultimately help drive new industryinnovation through our design and developmentstrengths.”
Simpson Technologies plans an aggressive path to havinga fully operational European services team up and runningsoon, leveraging the unique synergy and efficiencies madepossible by both organizations’ service staff having state-of-the-art knowledge regarding process technologies andfoundry equipment.
MADE TO FACE GREAT CHALLENGES
StrikoMelter “BigStruc” melts huge pieces of returnmaterial wholeThe StrikoMelter “BigStruc”, is a melting furnace that cancope with complete stacks of pig iron just as well as withsmall, thin-walled return material. “After loading, the shaftof the furnace is closed with a cover called a ‘hot gasbaffle’. It keeps the heat in the shaft, preventing energyfrom escaping unused. It also keeps the melting processefficient even at high-void volumes,” explainsStrikoWestofen’s Peter Reuther.
BigStruc at KS HUAYU
The advantages of the BigStruc melting furnace created aconvincing proposition for KS HUAYU AluTech, part ofRheinmetall Automotive AG. The company’s “TPM” or“Total Productive Management” philosophy means thatproduction processes have to run with minimal operatorintervention. BigStruc was chosen for this reason. Itdramatically reduces plant downtime, frequency of spare
part replacement, and scrap and energy loss. Otherarguments in its favour were its largely autonomous andhassle-free maintenance, as well as 24/7 remote diagnosis,safe compliance with environmental regulations andincreased occupational safety.
Big pieces melted in one go
KS HUAYU AluTech wentfor an enlarged shaftgeometry of the BigStruc,with a capacity of 9 m3.This means large returnmaterial can be meltedwithout having to be cutinto two piecesbeforehand, eliminatingthis extra work step. In
order to load BigStruc at the optimum time during themelting process and keep it well filled at all times, filllevels are monitored constantly via a laser system – even ifthe shaft cover is closed. Data collected on filling cycles,energy requirements, etc. can be archived and easilyevaluated. Analysis of this data can then be used to furtherimprove BigStruc’s efficiency and productivity.
“Our omnivore melts up to 3.5 tonnes of aluminium perhour, 24 hours a day. It’s always hungry, but it never getstired,” Reuther concludes.
SPAIN HEAT TREATMENT CONGRESS 2018 Sept 26th 2018 – Bilbaohttp://metalspain.com/heat-treatment.htm
Stand: € 390Including table, 3 chairs, internetUpon reception of your payment, you registration isconfirmed http://metalspain.com/TT-payment.htm
Papers
- Evolution of Heat Treatment in Automotive Industriesworldwide 2004-2017. New markets and newtechnologies, including Nanotechs & Heat treatment for
Can even handle great challenges: itsspecial shaft geometry allows“BigStruc” to handle return materialwith an area of up to 2.5 squaremeters.
FUNDIDORES. SEPTIEMBRE 2018 31
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 31
32
3D printed parts. International Heat Treatment magazineTRATAMIENTOS TERMICOS.
- El poder de PDMetrics : Optimizando Operaciones conMantenimiento Predictivo - IPSEN.
- Tratamiento por inducción: últimas innovacionestecnólogicas - GH INDUCTION.
- Spectometers in Heat Treatment shops -SPECTROAmetek.
- Sustitución de aceites de temple con alto riesgo deincendio por fluidos de temple basados en agua. Sinllamas ni humos - PETROFER - Ehaff.
- CFC Charging systems in Heat Treatment processes:Hybrid-, coated-, and another special solutions fordifferent atmospheres - NIPPON CARBON GROUP.
- XRD Solutions to Retained Austenite and Residual StressDetermination in Industrial Application Field - GNRItalia.
- More to come.To present a paper, Please send only tittle of your paperfor approval [email protected]
Stand 390 €
Including table and 3 chairs.Registration online http://metalspain.com/TT-payment.htm
The audience is compouned of heat treatmentprofessionels of main Spanish Heat Treating Shops in allmetals industries ( Automobile, Aerospace, Foundries,Forges, Molds industries etc).
FORD, ITP, NEMAK, TRW GEARBOX DEL PRAT, SEAT-VW, RAMADA, ALSTHOM HYDRO, IMESAZA, GrupoTTT, SUÑER, TRATAMIENTOS TERMICOS YURRE,EUSKAL FORGING, FUNDICION EN CASDARAMEIN,INAUXA, TEY, MANUFACTURAS ALFE,FUNDICIONES DE VERA, RECUBRIMIENTOSMUÑAGORRI, TRATMIENTOS TERMICOS IRUÑA,TRATAMIENTOS TERMOQUIMICOS EIZEN, TRATERME,METALOGRAFICA, Tramientos Térmicos SARASKETA,AYZAR, ESTAMCAL, TRATERNOR -TRATAMIENTOSTERMICOS DEL NORTE, ULMA FORJA, EISENOR,RAYZA,EKIN... present in previous congresses.
See video of 2017 successfulcongress https://youtu.be/6jyMA923ntE
Stand is 390 €
Including table and 3chairs, internet and electricity)
Registration attendee: 95 €
Including conference, visit stands, café break, lunch,documentation and magazine TRATAMIENTOSTERMICOS distributed at the event).
Upon reception of your payment, you registration isconfirmedhttp://metalspain.com/TT-payment.htm
[email protected]://metalspain.com/heat-treatment.htm
UCIMU MEETING / NEW BOARD APPOINTEDFOR THE TWO-YEAR PERIOD 2018-2019.MASSIMO CARBONIERO REELECTED ASPRESIDENT OF UCIMU-SISTEMI PER PRODURRE
The three Vice Presidents appointed for the past two years(2016-2017) were all re-elected. Massimo Carboniero willthus be assisted by the Vice Presidents Sergio Bassanetti(D’ANDREA, Lainate MI), Mauro Biglia (BIGLIA, IncisaScapaccino AT) and Barbara Colombo (FICEP, GazzadaSchianno VA).
The three Vice Presidents are members of the PresidentialCommittee, which also includes the immediate PastPresident Luigi Galdabini (GALDABINI, Cardano alCampo VA) and the Treasurer, Pier Luigi Streparava(STREPARAVA, Adro BS), former Past President of theAssociation.
The Directors of the Association are: Alessandro Batisti(PAMA, Rovereto TN), Stefania Carnaghi, (CARNAGHIPIETRO, Villa Cortese Milano), Filippo Gasparini(GASPARINI, Mirano VE), Patrizia Ghiringhelli(GHIRINGHELLI, Luino VA), Gian Luca Giovanelli (MCM,Vigolzone PC), Veronica Just (MILLUTENSIL, Milano),Vladi Parpajola (PARPAS, Cadoneghe PD), Riccardo Rosa(ROSA, Rescaldina MI), Giuseppe Sceusi (MARPOSS,Bentivoglio BO), Tomaso Tarozzi (BUCCI
FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 32

AUTOMATIONS, Faenza RA), Giovanni Zacco, (BLM,Cantù CO).
Members of the Board are also the Past Presidents: EzioColombo (FICEP, Gazzada Schianno VA), Giancarlo Losma(LOSMA, Curno BG), Cesare Manfredi, Flavio Radice(CARNAGHI PIETRO, Villa Cortese MI), Bruno Rambaudi,Andrea Riello (GRUPPO RIELLO SISTEMI, Minerbe VR),Alberto Tacchella (DANOBAT, Bistagno AL).
The General Manager is Alfredo Mariotti.
WEICHAI WESTPORT NEW ENERGY POWERCO., LTD.
The company ownedadvanced professionalassembly line and
most advanced gasengine testequipment in Asia,the products includesWP5NG, WP6NG,WP7NG, WP10NG,WP12NG, WP13NGand others, thepower range covered120-353 kW, and
reached the National IV and National V emissionstandards; and those products are widely used in urbanpublic transport, highway buses, heavy-duty trucks,construction machinery, marine power, power generationequipment and other fields.
FOUNDRY 4.0 USING FRP®
DRIVING THE DIGITAL TRANSFORMATION INMETAL CASTING OPERATIONSBy Mr. Mr Nick Broekelmann, RGU GMBH – Germany,and Mr. Christian Kleeberg – RGU ASIA PTE, Singapore
Foundries are the last frontier when it comes to digitaltransformation and digitalization of company processes –ancient traditions carried forward by generations and hugeamounts of experience may be replaced by modern state-of-the-art software solution technologies, making theindustry attractive to young talent. This article 1 of 6 shallhighlight how foundries can follow the trend, becomeoperationally more successful and take part in the“Industry 4.0” revolution everybody is talking about.
Although metals & alloys have been melted and cast infoundries for many centuries; ever since Planning andControl systems were introduced, processes havechanged, and these are now constantly being put to test.You just cannot do things by “rule of thumb” anymoretoday. Cost transparency, material and energy efficiencyand process security in real time, combined with themuch quoted “fast time to market”, have become essentialif foundries want to survive. The digital transformation infoundries is taking place right now.
Industry and FOUNDRY 4.0
Everybody has heard of Industry 4.0 and as per Wikipedia(see figure 1) it describes the evolution from mechanization(1.0) to mass production (2.0) to computer and automation(3.0) and now Cyber physical systems in the corporateworld. In the same line foundries must follow this trendwith many still not there yet at level 3.0 and with already4.0 looming a widening gap will be seen.
FRP = Foundry Resource Planning Solution Technology
To achieve FOUNDRY 4.0, it will be essential to embrace– among others – FRP® solution technology. FRP® isderived from the well-known abbreviation ERP whichstands for Enterprise Resource Planning. But instead of anundefined “Enterprise” we focus exclusively on“Foundries” which have significantly different corporateprocesses compared to standard ERP systems users – thishas led to the abbreviation FRP® or Foundry ResourcePlanning Solution Technology, taking care of ALL foundryspecific processes from inquiry to delivery of castings.
Many times Software companies consider a foundry asanother common enterprise. But make no mistake – a“Foundry” is not a common enterprise. Its processes arevery unique, as no other industrial branch in this businessline actually creates things and provides final shapes froma liquid. The process of casting determines all themechanical properties all the other industries will work
Figure 1.
FUNDIDORES. SEPTIEMBRE 2018 33
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 33
34
with later on. Primary shaping is the task, and FRP® theonly tool capable to manage the process.
Especially during production planning and control it isnear impossible for common ERP-Systems to schedule theflow of discontinuous production processes which areprevailing in a foundry. The same casting part can beproduced with may be different casting techniques; Corescan be produced in-house or purchased and a lot ofservices like quality management, fettling and machiningcan be done either in-house or external, or even both forthe same production order. In addition, the time sequenceto make cores, create patterns, print/prepare moulds,prepare the melt charge, pour the molten metal, considercooling time, shake out processes, further fettling, grinding,machining (optionally) cannot be considered in anysolution technology other than FRP®.
FRP® takes care of the whole scheduling processautomatically, with the possibility for making adjustmentsmanually. Automated scheduling checks for capacities andutilisation of specified bottle necks, is able to split lots duringproduction and takes into consideration the priority ofproduction order and backlog. All foundry processes areadministrated on a common platform with the ability tochange as and when required, prioritise and ultimatelyprovide that holistic and helicopter like overview of companyprocesses from inquiry to delivery through a dedicated FIS =foundry information system available 24 x 7.
Purchase requisitions for materials and auxiliaries as wellas inquiries for externals services are also generatedautomatically, hence giving the assigned operator fullcontrol of the process.
FRP® controls in general the following major foundryprocesses:
• The foundry resource planning –Cores, MoldingMachine (any type), Melt, Fettling, Machining etc.
• Tool / Pattern management - its BOM, Usage,Maintenance, Profitability, Rework, Availability Status
• PPC - Production scheduling of multiple ordersconsidering available capacity / bottleneck of ongoingorders
• Shift / Batch planning: Based on Utilization, Material,shifts for all the foundry stages
• WIP – Paperless work in progress reporting for eachfoundry stage, even possible machine integration
FIS – Foundry Information System as an online platform(via Mobile, Tab, etc...) to access all the information frominquiry or order to delivery, current status, rejection,
casting laying at any stage even external, all available 24 x7. The whole operation at your fingertip or mouse-click.
If any foundry operation is still facing any of the following– FRP® takes care of it:
• Missing customer deadline for shipment.
• Struggling to get the shop floor data
• Tired of tedious Excel-paper or white-board basedplanning & scheduling
• Non-productive hours of meetings for the planning,scheduling, delivery
• Unable to collect data from shop floor on shift- / daily- /weekly-basis and in real time
• Impractical or erroneous shop floor data
• Mismatching of Planned V/S Achieved production datafor all the stages – Buck stops!
• Mismatching reporting before / after scheduling
• And many more….
So, whatever the material or casting process, the FRP®system links all foundry processes in one innovative,integrated and standard solution. This means foundrymanagements have a comprehensive overview of all theprocesses in the company; while increasing transparency,efficiency and profitability.
FRP® is developed with 30+ years’ experience in Europeand used in more than 300+ facilities and projects. It isnow ready for APAC with India at its core destination. Asfor other countries RGU is looking for partners in therespective markets of North and South-America as well assouthern Europe.
The next parts of articles will highlight the following:
• Highlight how modern foundries should be workingusing FRP® and how any foundry can benefit from theseactivities
• Followed by what foundries face as an obstacle, andwhy Excel is no solution at all.
• Again followed by the benefits FRP® provides and howto achieve foundry 4.0 in easy steps.
• And ultimately the outlook to transform the industry intosomething technically and IT wise advanced and makethe foundries a modern high tech enterprise that’s fun towork in and attract young talent.
FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 34
Info: http://metalspain.com
35FUNDIDORES. SEPTIEMBRE 2018
SE BUSCA
profesional con mucha experiencia en fundición depiezas pequeñas (de 5 a 40 kg) en aleaciones de aceromartensítico-austenítico al cromo, especialmente en
acabado de piezas y moldeo.
Fabricamos piezas de desgaste por abrasión.
Enviar CV a:
SE BUSCA
profesional hispano parlante con mucha experiencia enfundición de piezas pequeñas (de 5 a 40 kg) en
aleaciones de acero al cromo, martensítico-austenítico,que serán sometidas principalmente a
desgaste y que requieren muy buen acabado superficial.
Enviar CV a:
Datos de contacto enhttp://metalspain.com/empleo.htm
Importante industria manufacturera solicita#PLANER con experiencia e inglés.
Interesados enviar CV [email protected]
PRECISAMOS TECNICO SAT DE MAQUINAHERRAMIENTA
C/ Isidre Nonell, 5 - Pol. Ind. Can Ribò08911 Badalona – Barcelona
Tel. 934640178 - Fax. 933894648 PORT. [email protected] www.mpe.es
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:13 Página 35

VACUUM CASTINGFURNANCE
LEYBOLD- HERAEUSIS30/III - 1974/2004
· The nominal output power - 250kW;
· Power Connection - 280 kVA;· Rated frequency - 1100 Hz;· Frequency - 700-1000 Hz;
· The output voltage with variable - 40 - 250 Hz;· Power supply - 3 x 400 V;· Supply frequency - 50 Hz;· The system mains - TN;
· Cooling water consumption - 60 l / min;· Admissible supply temperature cooling circuit - + 12 ° C - 28 ° C;
· Water pressure refrigeration circuit - 0.3 - 0.5 MPa;· The water in the internal cooling circuit of the inverter -
demineralized water at pH = 7 -8.5 and a conductivity of 0.5mS up.
Monika Stachelek+48(0)518 515 518
Poleska 122Poland
Más informaciones en http://metalspain.com/empleo.htm
36 FUNDIDORES. SEPTIEMBRE 2018
Our company is seeking a solution for our surfacetreatment requirements. We are seeking to surface treatrifle barrels. We would like to consider have system for
our application.PART SPECS
Material: 4140 pre hardenedSize: 58mm dia by 1200mm long (12.5mm hole through center)
Part weight 32kilo
Yosif AlmoziniTechnical Director
Equipment Corner Co., Ltd T: +966.11.415.9418 | M: +966.54 666 3331
F: +966.11.462.8066 | E: [email protected]: equipmentcorner.aero/
P.O. Box 12528 Riyadh KSA 11483
FUNDIDORA MONTE DE SION
Solicita fabricantes de modelos para fundición
https://www.facebook.com/fundidoramontedesion.montedesion
ESTOY BUSCANDOFUNDIDORES DE ALUMINIO
POR GRAVEDAD EN COQUILLAen Andalucía para poder ponerme
en contacto con ellos, pues mi empresa necesita realizar unostrabajos de fundición. ¿Podrían enviarme una relación de fundidores
de Andalucía si fuera posible?
Muchas gracias - Saludos.
Antonio Moreno López
I+D+i Ceham, s.l. - Tel.: [email protected] www.ceham.com
LOOKING FOR FOUNDRYa Zinc fundry for jumbo ingot with 0.2 Al and 99.8Zn
Philippe BIZIEN
France: +33 761 559 615Libye: +218 -92-1520405Tunisie: +216 98 781 150
Skype: Cymed.Tunisie
El grupo MECANUMERIC es el lídereuropeo de equipos de corte CNC conlas marcas MECANUMERIC,CHARLYROBOT y CHARLYDENTAL.
Con más de 30 años de experiencia en automatismo y robótica,MECANUMERIC diseña y fabrica una amplia gama de máquinas de cortefresadora, por chorro de agua, láser y plasma controladas digitalmente yutilizadas en muchos sectores de aplicación, como materiales compuestos,industria del aluminio, rotulación, plásticos, alimentos y la industria dental.Nuestros productos se venden en más de 60 países en todo el mundo.Actualmente estamos buscando un candidato experimentado para el puesto:
Técnico de servicio – ubicado en Madrid – España
Sus responsabilidades:• Mantenimiento, instalación y puesta en marcha en el sitio del cliente.• Soporte técnico y hotline.• Asistencia y formación en el sitio del cliente.• Desarrollo, planificación, realización y evaluación de pruebas.• Presentación en los sitios de los clientes.• Vendar equipos y recambios MECANUMERIC.• Informar regularmente sobre actividades y oportunidades.• Participación en exposiciones y ferias.
Su perfil:
.• Experiencia en ingeniería (electrónica y mecánica), preferiblemente conexperiencia en máquinas herramientas, CAD / CAM software.
• Excelentes habilidades de comunicación y servicio, orientación al cliente yde ventas.
• Competencias técnicas y capacidad a aprender, proponer soluciones.
• Viajes 90% del tiempo en España, en Albi (Francia, 1h de Toulouse) y enEuropa (siguiente necesidad).
• Licencia de conducir válida (vehículo provisto).
• Idiomas:
o Castellano, lengua materna
o Ingles
o Francés apreciado
Ubicación de trabajo:
Idealmente en Madrid
Si está interesado y cumple con los requisitos antes mencionados, envíe losdocumentos de su solicitud a
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:14 Página 36

LISTADO DE EQUIPAMIENTOS• 2 MAQUINAS DE MOLDEO INT. ALONSO mod. /JA-
2 automáticas revisada.
• MEZCLADORA CONTINUA OMEGA DE 3 TN/H.
• 1 VENTILADOR de 4000 m3 de alta eficiencia.
• 1 POLIPASTO monorraíl motorizado de 4 TN M/JASO.
• 1 ESPECTOMETRO SPECTROCAST.19 canales parahierro laminar, esferoidal y aceros de baja aleación.Sistema operativo Microsoft MS-DOS.
• 1 LIJADORA DE PROBETAS.
• 1 CONJUNTO de mesa de corte y lijadoras deModelista.
• MOTORES ELECTRICOS de varias potencias.
• 1 TALADRO HIDRAULICO (TCA-32 ENLO).
• 1 TALADRO ROSCADORA MOD AIKARTU.
• 1 RETRACTILADORA 50 CICLOS.
• 1 SIERRA STARRET motor MEC-POWER.
• 6 BANDEJAS Vibrantes URBAR Motor ABS 70/100V-33.
• 2 BANDEJAS Vibrantes URBAR Motor ABS 30/66V-23.
• 1 ENVIADOR DE 12 TN/HORA.
• 1 PRENSA HIDRAULICA DE 40 TN.
• 1 COMPRESOR MOD. INGERSOLL-RAND DE 20 CV.Con SECADOR Y DEPOSITO ACUMULADOR.
• 1 CAZO DE 1 TN. para carga de horn.
• 1 MARMOL grado “0” LAN FLAT 1,5Mx1M
• 1 MARMOL DE 1 X 0,8 M.
• 1 ANALIZADOR DE partículas magnéticas.
• 1 GASIFICADOR, M/Arabamendi de 1½, año 2002.
EUSKATFUND, S.L.Pol. Ind. GoiainC/. Padurea 8
Telf.945465581 Fax.94546595301170 Legutiano (Álava)
E-mail: [email protected]
Sr. Juan Medina. Móvil 649 961497
Info: http://metalspain.com
37FUNDIDORES. SEPTIEMBRE 2018
MAQUINARIA DE OCASIÓN EN VENTA
1 Horno de Inducción INDUCTOTHERM, 175KW,300Kg + 80Kg.
1 Horno de Inducción INDUCTOTHERM, 175KW,500Kg.
1 Horno de Inducción INDUCTOTHERM, 350KW,500Kg + 1000Kg.
1 Horno de Inducción INDUCTOTHERM, 500KW,1.000Kg.
1 Horno de Inducción INDUCTOTHERM, 1000KW,1.500Kg + 1.500Kg.
1 Horno de Inducción INDUCTOTHERM, 1250KW,12.500Kg.
1 Horno de Inducción INDUCTOTHERM, 8.000KW,DUAL TRAK, 8TM + 25TM.
4 Hornos de Inducción RADYNE, 750KW, 1.500Kg +1000Kg.
1 Horno de Inducción JUNKER , 1.000KW, 4.000Kg.
1 Horno de Inducción JUNKER , 4.000KW, 16.000Kg.
1 Horno rotativo, 1.000Kg, gasoil.
3 Hornos rotativos, 3.000Kg, gas.
2 Hornos MORGAN, 1.800Kg, gas.
1 Mezcladora continúa IMF 1Tm/h.
2 Mezcladoras continúas ODARLAN 5Tm/h.
1 Mezcladora continúa OMEGA 10Tm/h.
2 Mezcladoras continúas ODARLAN 20Tm/h, brazoarticulado.
1 Mezcladora continúa LORAMENDI 25Tm/h, brazoarticulado.
DISPONEMOS DE CAJAS DE MOLDEO HASTA2400x2400 Y DE MAS MAQUINARIA.
PIDA INFORMACION
Mov. +34 666 447946 (Sr. Alonso)
e-mail. [email protected]
Web. www.foundryglobal.com
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:14 Página 37

FUNDIDORES. SEPTIEMBRE 201838
http://metalspain.com/clientes-business-fundidores.html
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:14 Página 38

FUNDIDORES. SEPTIEMBRE 2018 39
GUIA
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:14 Página 39

GUIA
40 FUNDIDORES. SEPTIEMBRE 2018
31-8-18 FUND 245 SEP 2018_80480 F-FEBRERO 08 N 146.qxd 10/09/18 12:14 Página 40