72494956 sintonia-de-lazo-abierto
24
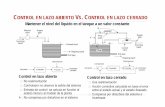
SINTONIA DE LAZO ABIERTO
Transcript of 72494956 sintonia-de-lazo-abierto

SINTONIA DE LAZO ABIERTO
OBJETIVOS: Al finalizar la sesión el participante estará en condición de comprender el principio de funcionamiento de la Sintonía de Lazo Abierto y aplicarla correctamente en el Control de Procesos Industriales.
Un controlador está sintonizado al proceso, cuando la Banda Proporcional (Ganancia), el Tiempo de acción integrativa (MPR) y el Tiempo de acción derivativa (minutos de anticipación), están acoplados adecuadamente con el resto de los elementos del Lazo de Control (proceso, sensor, transmisor y válvula de control)
Este acoplamiento debe ser tal que, ante una perturbación, se obtenga una curva de recuperación que satisfaga los criterios básicos de estabilidad: Para ello es necesario tener un conocimiento inicial de las características estáticas y dinámicas del sistema controlado.
Generalidades:
Los objetivos del ajuste y sintonía de controladores son: Que el sistema se recobre rápidamente frente a un
disturbio, con un mínimo porcentaje de amortiguamiento.
Que el sistema alcance la estabilidad tan pronto como sea posible; es decir ante un cambio tipo escalón debe existir un mínimo tiempo de recuperación.
Que en equilibrio, la variable controlada se encuentre lo más cerca posible al valor del Set Point
Existen varios métodos para sintonizar controladores, una clasificación generalizada, los separa en Métodos de lazo abierto y Métodos de lazo cerrado, los cuales se estudiarán más adelante.
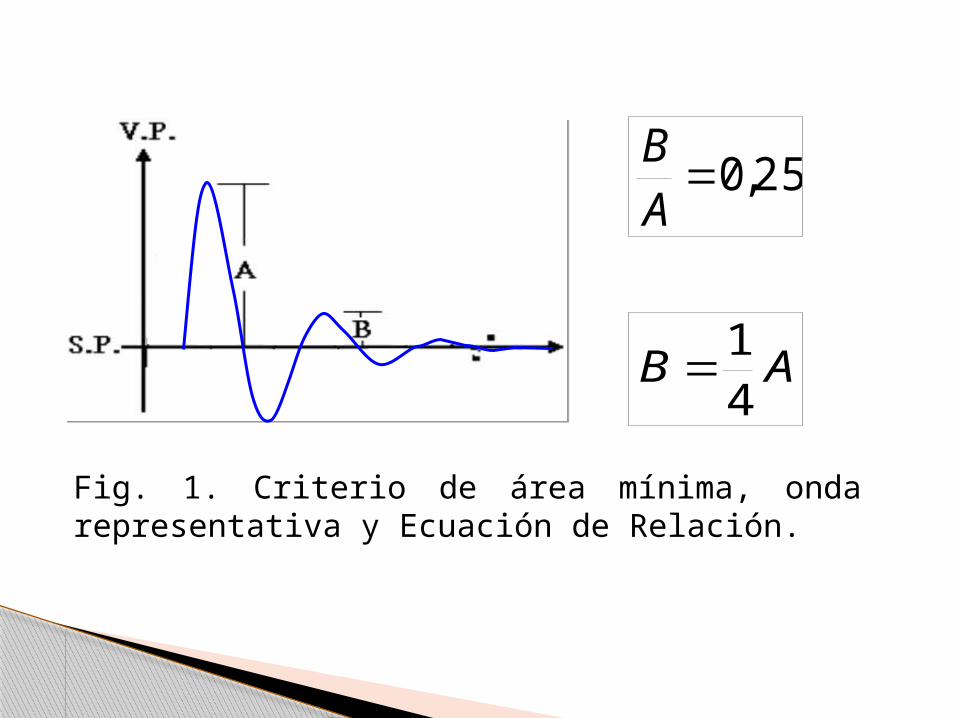
Criterio de Área mínima o Razón de amortiguamiento.
Indica que el área de la curva de recuperación debe ser mínima para lograr la estabilidad en el tiempo más corto.Se ha encontrado que esta área es mínima, cuando la relación de amplitud entre las crestas de dos ciclos sucesivos es 0,25 es decir que cada onda equivale a una cuarta parte de la anterior.
Criterios de Estabilidad
25,0AB
AB41
Fig. 1. Criterio de área mínima, onda representativa y Ecuación de Relación.
Este criterio se aplica en la puesta en marcha del proceso, e intenta que la variable no sobrepase el punto de consigna, o lo haga con el mínimo de rebasamiento, con el fin de evitar posibles daños en el proceso.
Criterio de Rebasamiento Mínimo
Fig. 2. Criterio de rebasamiento mínimo, Respuesta representativa.

Según este criterio, la amplitud de desviación debe ser mínima. Se aplica a procesos en los que el producto o el equipo pueden ser dañados por desviaciones momentáneas excesivas. En este caso la magnitud de la desviación es más importante que su duración.
Criterio de Amplitud Mínima
Fig. 3. Criterio de amplitud mínima, Respuesta representativa.
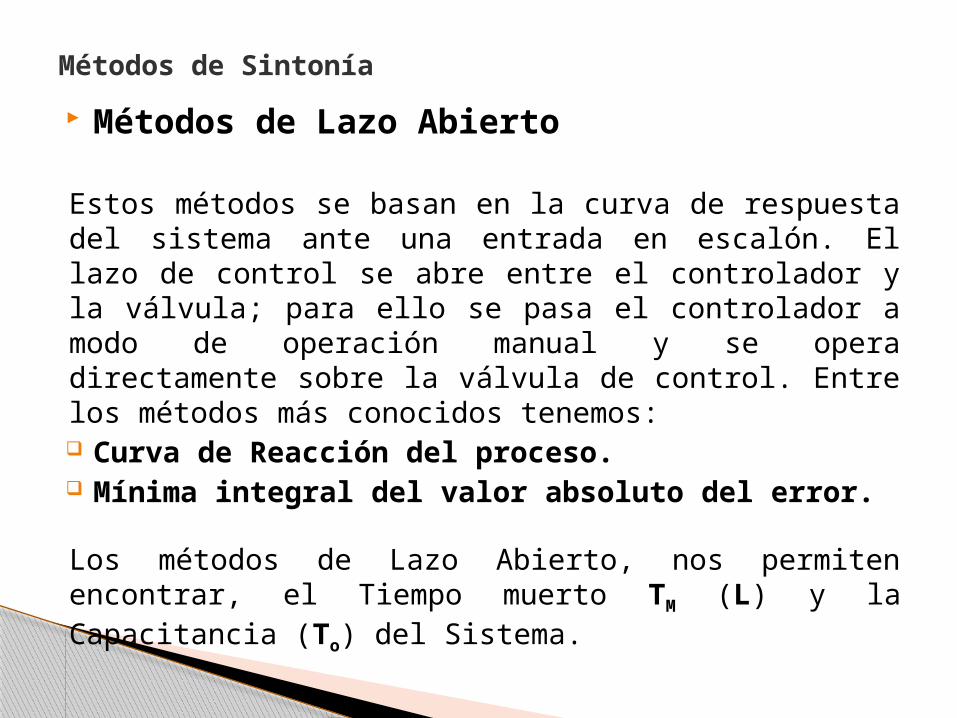
Métodos de Lazo Abierto
Estos métodos se basan en la curva de respuesta del sistema ante una entrada en escalón. El lazo de control se abre entre el controlador y la válvula; para ello se pasa el controlador a modo de operación manual y se opera directamente sobre la válvula de control. Entre los métodos más conocidos tenemos: Curva de Reacción del proceso. Mínima integral del valor absoluto del error.
Los métodos de Lazo Abierto, nos permiten encontrar, el Tiempo muerto TM (L) y la Capacitancia (To) del Sistema.
Métodos de Sintonía
Métodos de Lazo CerradoSe producen perturbaciones con el instrumento en automático conectado al bucle de control, entre los métodos más conocidos tenemos: Ganancia límite. Offereins. Chindambara.
Los métodos de Lazo Cerrado nos permiten encontrar el período natural de oscilación (Pu) del Sistema.
La Sintonía de Lazo Abierto se basa en la curva de respuesta del sistema ante una entrada en escalón. El lazo de control se abre entre el controlador y la válvula; para ello se pasa el controlador a manual y se opera directamente sobre la válvula de control. Entre los métodos más conocidos tenemos: Curva de Reacción del Proceso o Método de Ziegler &
Nichols en Lazo Abierto Mínima integral del Valor absoluto del error.
Métodos de Sintonía de Lazo Abierto
Los parámetros de un sistema de primer orden (ganancia, constante de tiempo y tiempo muerto) se pueden determinar a partir de la respuesta empírica de la variable controlada a un cambio brusco (en forma de escalón) en la variable manipulada. Esta respuesta, se denomina Curva de Reacción del Proceso.
Este método es el más simple y más aplicado para estimar los parámetros de un modelo de proceso con tiempo muerto. La ganancia, constante de tiempo y tiempo muerto de la salida se pueden determinar a partir de la respuesta empírica de la variable controlada a un cambio brusco (en forma de escalón) en la variable manipulada.
La respuesta denominada Curva de Reacción del Proceso, se muestra a continuación.
Análisis de la Curva de Reacción del Proceso para una entrada en escalón

Fig. 4. Curva de Reacción del Proceso ante una variación en escalón en la Variable Manipulada.
Procedimiento:La curva de reacción de un proceso puede obtenerse ajustando manualmente la variable manipulada; se debe obtener varias curvas de reacción del proceso con cambios de la variable manipulada de diferentes tamaños y direcciones para garantizar que los datos sean válidos y el proceso sea casi lineal.El cambio en la variable manipulada debe ser lo suficientemente grande como para producir un cambio en la variable controlada sustancialmente mayor que el ruido de la señal pero no tan grande que constituya una perturbación importante del proceso.
Trazado de la Curva de Reacción de un proceso

Los pasos para obtener la Curva de Reacción del Proceso son: Abrir el lazo de control, colocando el controlador en
modo manual. Efectuar un cambio tipo escalón de aproximadamente
20% (∆p), en la entrada del elemento final de control (Variable Manipulada).
Obtener el registro de la Curva de Reacción del proceso en la salida del transmisor.
Se observa en la curva: L: Atraso efectivo en minutos. (Tiempo muerto). T: Tiempo de carrera necesario para que la variable
medida alcance el 63,27% de la curva de reacción.
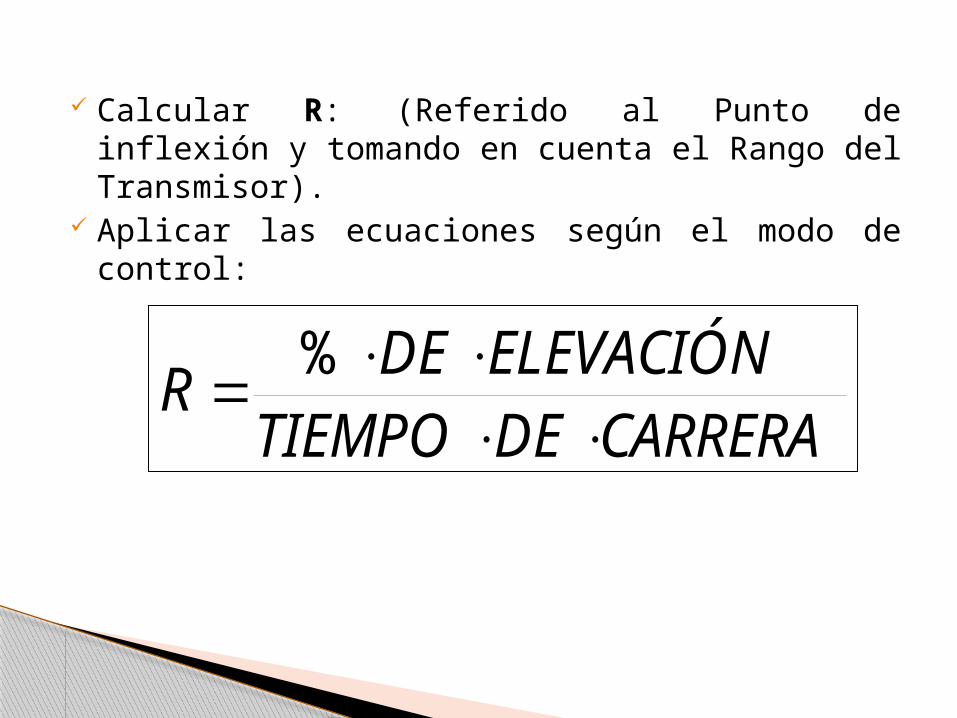
Calcular R: (Referido al Punto de inflexión y tomando en cuenta el Rango del Transmisor).
Aplicar las ecuaciones según el modo de control:
CARRERADETIEMPOELEVACIÓNDE
R
%
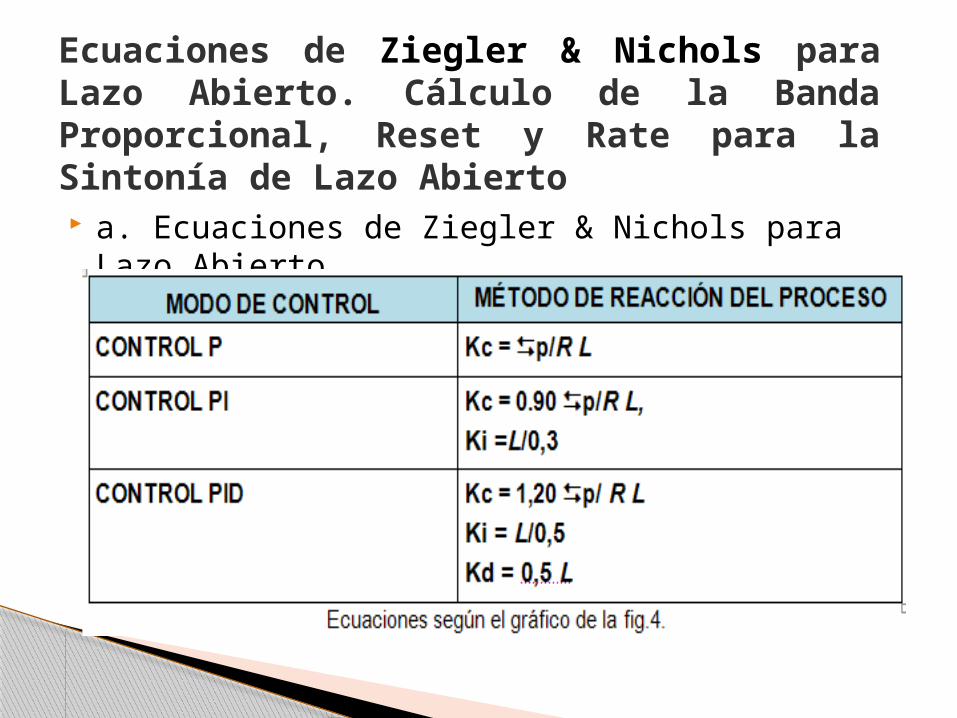
Ecuaciones de Ziegler & Nichols para Lazo Abierto. Cálculo de la Banda Proporcional, Reset y Rate para la Sintonía de Lazo Abierto
a. Ecuaciones de Ziegler & Nichols para Lazo Abierto.

En un Control de Temperatura en Lazo Abierto, el Transmisor de Temperatura tiene un rango de 0 ºC a 200 ºC y la presión de vapor es constante.La velocidad del Registrador es 2 cm./min. La Curva de Reacción del Proceso es como se muestra.Sabiendo que la presión de entrada a la válvula cambia de 6 a 8.4 psi. y que el controlador trabaja en modo PI.
Ejercicio
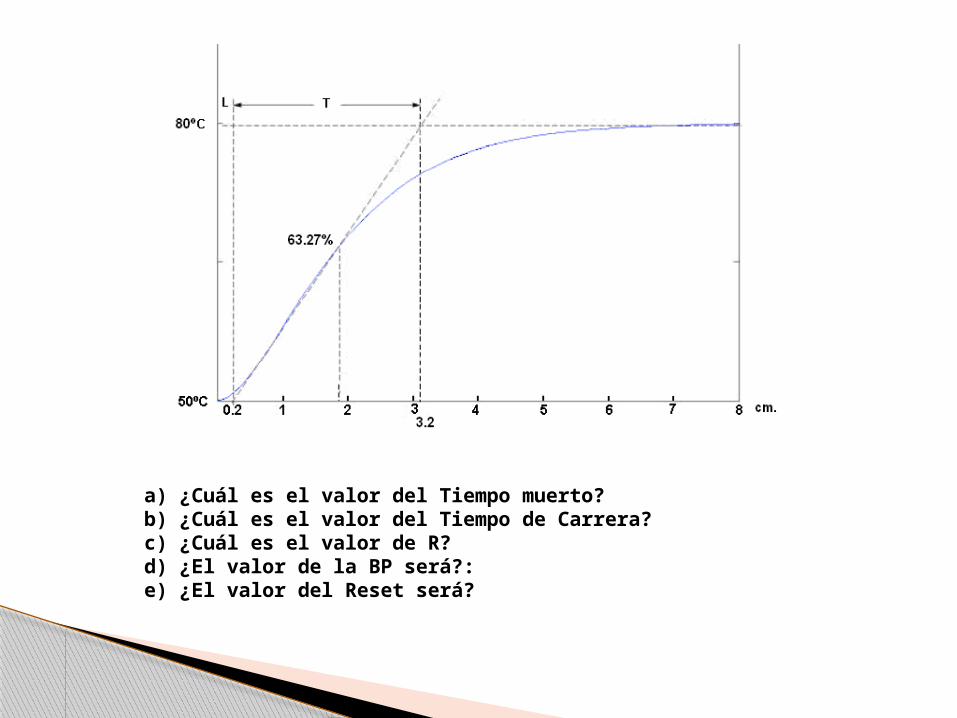
a) ¿Cuál es el valor del Tiempo muerto?b) ¿Cuál es el valor del Tiempo de Carrera?c) ¿Cuál es el valor de R?d) ¿El valor de la BP será?:e) ¿El valor del Reset será?
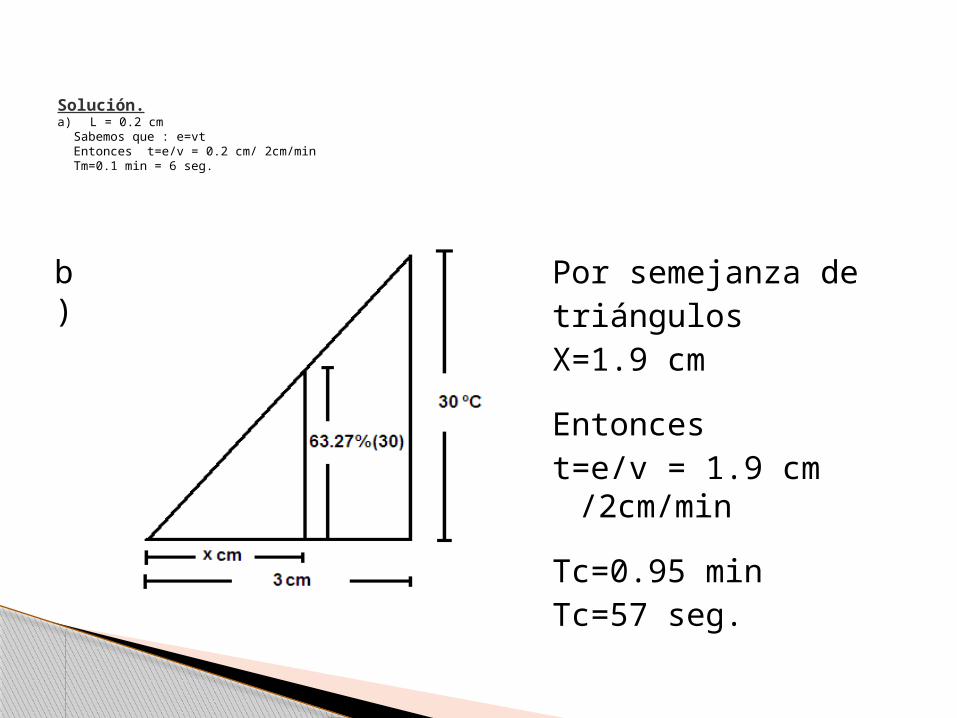
Solución.a) L = 0.2 cm
Sabemos que : e=vt Entonces t=e/v = 0.2 cm/ 2cm/minTm=0.1 min = 6 seg.
Por semejanza detriángulosX=1.9 cm
Entonces t=e/v = 1.9 cm /2cm/min
Tc=0.95 minTc=57 seg.
b)
c) Calculo de RPrimero calculamos el porcentaje de elevación:200º ------------100%18.981---------- xX=9.5%Entonces R=9.5%/0.95 minR=10 %/min.
d) Cálculo de BPSabemos que:Kc = 0.90 p/R LKc=0.90(20%)/10%(0.1)=18Bp=100%/Kc=100%/18Bp=5.55%
e) Cálculo del ResetSabemos que:Ki =L/0,3Ki=0.1min/0.3Ki=1/3 minKi=20 seg.

Se debe tener en cuenta que si la válvula de control automático de un Sistema de Control oscila entre los valores mínimos y máximos se podría dañar el diafragma, por lo tanto debe evitarse que oscile, para lo cual los valores de Kc, Ki, Kd deben ser los correctos.
Recomendación para evitar dañar el diafragma de la válvula de control.