
Fundamentos del Computador. Tarea 1. Marly A. Marmolejos Perez. Matricula 2015-2560

FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERÍA MECÁNICA
“Diseño de una impresora 3D de bajo costo y basada fotopolimerización,para la microfabricación de dispositivos microfluídicos y arquitecturas con
implicaciones en nanobioingeniería”
Trabajo final de graduación sometido a la consideración de la UNIVERSIDAD DE COSTA RICA
como parte de los requisitos paraaspirar al título y grado de
LICENCIATURA EN INGENIERÍA MECÁNICA
Luis Ángel Cubero Montealegre B12148
Ciudad Universitaria Rodrigo FacioSan José, Costa Rica
2014


AGRADECIMIENTOS
Se agradece al Laboratorio Nacional de Nanoteclogía (LANOTEC) y al Centro
Nacional de Alta Tecnología (CeNAT) por haber contribuido con el financiamiento y
apoyo general para el proyecto. Asimismo, a la Ing. Alejandra Sánchez y al Ing.
Carlomagno Vindas, por ser mis profesores académicos y de vida. También; al Ing.
Leonardo Lesser y al Phd. José Roberto Vega Baudrid, por sus importantes consejos en el
área científica e investigativa. Finalmente, agradezco al Ing. Jorge Oguilve, por su apoyo
como asesor externo.
iii

"The best way to predict the future is to invent it"
Alan Kay
iv

ÍNDICE GENERAL
HOJA DEL TRIBUNAL AGRADECIMIENTOS EPÍGRAFEÍNDICE GENERAL ÍNDICE DE FIGURAS ÍNDICE DE CUADROS RESUMEN 1. INTRODUCCIÓN
1.1. PLANTEAMIENTO DEL PROBLEMA 1.2. ANTECEDENTES 1.3. JUSTIFICACIÓN 1.4. HIPÓTESIS1.5. OBJETIVOS
1.5.1. OBJETIVO GENERAL1.5.2. OBJETIVOS ESPECÍFICOS
1.6. METODOLOGÍA RESUMIDA1.7. ALCANCES Y LIMITACIONES
2. MARCO TEÓRICO2.1. EL HADWARE LIBRE
2.1.1. LA COMUNIDAD REPRAP2.2. MÁQUINAS DE CONTROL NUMÉRICO2.3. GENERALIDADES DE LA IMPRESIÓN 3D
2.3.1. CONCEPTO2.3.2. APLICACIONES DE LA IMPRESIÓN 3D2.3.3. NIVEL ACTUAL DE DESARROLLO DE
LA IMPRESIÓN 3D 2.3.4. ACERCA DE FABRICATES DE IMPRESORAS 3D2.3.5. MATERIALES MÁS USUALES DE IMPRESIÓN 3D
2.3.5.1. PLA COMO UNA OPCIÓN BIOCOMPATIBLE2.4. IMPRESIÓN 3D CON FOTOPOLIMERIZACIÓN
2.4.1. EJEMPLOS DE MATERIALES DE IMPRESIÓN 3D CON LÁSER
2.5. ASPECTOS TÉNICOS DE LA IMPRESIÓN 3D2.5.1. ESCOGENCIA DEL MODELO ESTUDIADO2.5.2. ACERCA DE LOS ELEMENTOS MECÁNICOS
PRINCIPALES
iiiiiivvviiixx1124788891011111214151519
2123242728
313232
33
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
v

2.5.2.1. CHASIS2.5.2.2. EJE X2.5.2.3. EJE Y 2.5.2.4. EJE Z2.5.2.5. EXTRUSOR2.5.2.6. CAMA CALIENTE
2.5.3. ELEMENTOS ELECTRÓNICOS2.5.3.1. MOTORES2.5.3.2. ELEMENTOS DE CONTROL
2.5.4. ACERCA DEL SOFTWARE3. METODOLOGÍA DESARROLLADA4. RESULTADOS5. ANÁLISIS DE RESULTADOS6. CONCLUSIONES7. RECOMENDACIONES8. BIBLIOGRAFÍA9. ANEXOS
3335383838404141424547525865676974
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
vi

ÍNDICE DE FIGURAS
Figura 1. Impresora 3D de hardware libre denominada “RepRap Prusa Mendel Iteración II” (RepRap, 2014)Figura 2. Árbol familiar de las impresoras 3D (RepRap, 2014)Figura 3. Modelo de Impresora 3D denominado “RepRap Morgan” (RepRap, 2014)Figura 4. Modelo de Impresora 3D denominado “Simpson” (RepRap, 2014) Figura 5. Modelo de Impresora 3D denominado “R-360” (RepRap, 2014) Figura 6. Modelo de Impresora 3D denominado “Kiwi Remix 3D Delta Printer” (RepRap, 2014) Figura 7. Modelo de Impresora 3D denominado “Ormerod” (RepRap, 2014) Figura 8. Impresora 3D modelo Objet500 Connex3. (Stratasys, 2014)Figura 9. Utilización de impresoras 3D ofrecidas por varias agrupaciones (RepRap, 2014)Figura 10. Filamento de PLA llamado Sapphire. (ProtoParadigm, 2014) Figura 11. Ejemplo del proceso de solidificación inducida (Zhang, et al. 1999) Figura 12. Ensamble de las piezas electromecánicas que conforman la impresora 3D (RepRap, 2014) Figura 13. Piezas impresas para el chasis de la RepRap Prusa Mendel Iteración II (Amazon, 2014) Figura 14. Vigas metálicas y de matera necesarias para la estructura del chasis de la RepRap Prusa Mendel Iteración II (Amazon, 2014)Figura 15. Poleas de 16 dientes para mover el eje X (Folger Technologies, 2014) Figura 16. Bandas de tipo GT2 (Folger Technologies, 2014)Figura 17. Ejemplo del sistema completo de un extrusor (Evans, 2014)Figura 18. Ejemplo de una cama caliente de PCB (RepRap, 2014) Figura 19. Motor a pasos NEMA 17 (RepRap. Esteper Motor, 2014) Figura 20. Tarjeta de interface RAMPS 1.4. (RAMPS 1.4/es, 2014) Figura 21. Controlador de la impresora “Arduino Mega 2560” (Arduino, 2014) Figura 22. Diagrama de los componentes eléctricos y electrónicos de una impresora 3D (Evans, 2014)
613
161617
171822
2327
29
34
35
35
363740414243
44
44
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . .
. . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
vii

Figura 23. Flujo de trabajo de las partes del software para ir desde un modelo 3D hasta una pieza impresa (Evans, 2014) Figura 24. Esquema de la metodología desarrollada (Fuente propia). . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4651
viii

ÍNDICE DE CUADROS
Cuadro 1. Especificaciones de algunas impresoras 3D de hardware libre (Evans, 2014) [Traducido]Cuadro 2. Materiales para extruir en caliente en impresoras 3D y características (Hovart, 2014) [Traducido] Cuadro 3. Lista de materiales de la impresora diseñadaCuadro 4. Lista de materiales de la impresora diseñada (continuación)
23
255657
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . .
ix

RESUMEN
El objetivo del proyecto fue el diseño desde cero de una impresora 3D que funcionara conbase en solidificación inducida. Lo anterior, para poder tener una máquina de fabricación de piezasmicrométricas útiles en experimentos microfluídicos y de nanobioingeniería. Se diseñó en digital elensamble de las piezas y se seleccionó los componentes electrónicos y ópticos correspondientes.También se propuso dos formas de controlar la máquina con respecto a software. Se obtuvo unalista completa de materiales con proveedores o métodos de manufactura y precios. El costo total dela impresora fue de aproximadamente 908 625 colones. Se diseñó la máquina para tener undesempeño satisfactorio para la microfabricación de moldes básicos. No obstante, es necesariorealizar futuras pruebas en el laboratorio e implementar microscopía para determinar la calidad finalde impresión.
ABSTRACT
This project was intended to design from cero a low cost 3D printer based onphotopolymerization, and in order to achieve microfabrication of arquitectures with implications innanobiotechnology and microfluidics. Digital assembly of all mechanical parts was made in digitaland electronic and optical components were also selected. Two options for controlling softwarewere proposed. It was obtained a full material list with suppliers, manufacture methods and costs.The total investment was approximately 1682 US Dollars. That 3D printer was designed so as tomaintain a good performance for microfabrication of basic molds. However, it is necessary to dofurther research by using microscopy techniques that allow knowing the real printer´s quality.
x

1. INTRODUCCIÓN
A continuación se plantea los aspectos generales del proyecto, para darle al lector un
panorama general de las ideas antes de incurrir en temas más específicos.
1.1. PLANTEAMIENTO DEL PROBLEMA
Desde la perspectiva más general, el problema que se desea abordar es facilitar el proceso
investigativo en las áreas de nanobioingeniería e ingeniería biomédica, por medio de la
producción de una herramienta tecnológica avanzada y de bajo costo –en relación con
equipos que están destinados a investigación en estos campos. Esta, corresponde a una
impresora 3D que trabaje con polímeros biocompatibles, y cuya resolución permita realizar
piezas con dimensiones incluso en el orden de micrómetros. En términos más específicos o
técnicos, el problema a resolver es tomar los avances hasta la actualidad de impresión 3D
de hardware libre, y replantearlos para generar una impresora 3D con una resolución mucho
mejor que la lograda hasta la actualidad por estas impresoras (de la rama de hardware libre)
para poder imprimir las piezas fundamentales para el desarrollo de proyectos en ingeniería
biomédica –por ejemplo, en el diseño de prótesis y dispositivos médicos– y en función de
elaborar elementos que habiliten los análisis en los campos de nanobioingeniería (por
ejemplo, en microfluídica y cultivo o ingeniería de tejidos). Esto, conociendo de antemano
que dichas impresoras pueden trabajar con polímeros biocompatibles mientras se establezca
las condiciones necesarias de operación.
1

1.2 ANTECEDENTES
La impresión 3D ha marcado una revolución en las posibilidades de manufactura. Con su
implementación, es posible traspasar a la realidad modelos digitales y en tres dimensiones.
Además, la enorme gama de materiales que se puede utilizar, ha llamado la atención de
personas provenientes de diversos campos productivos e investigativos; entre estos, figuran
los ámbitos de nanobioingeniería, y de ingeniería biomédica.
Las razones por las que este método de manufactura es tan atractivo son numerosas,
para mencionar algunas, primero está la versatilidad de modelos y geometrías complejas
con un alto grado de automatización que se puede fabricar. Segundo, la significativa
reducción de costos con respecto a procesos de manufactura que producen geometrías
similares. Tercero, la gama de materiales con la que se puede trabajar, lo cual habilita el
diseño de piezas con características de biocompatibilidad y propiedades tanto químicas
como mecánicas específicas para diversas aplicaciones.
Por los puntos mencionados en el párrafo anterior y algunos otros, muchos
laboratorios en el mundo están recurriendo a impresión 3D para elaborar las piezas
fundamentales para realizar sus investigaciones. Por ejemplo, Huang, et.al. (2013) la
utilizaron para conformar piezas para el estudio de la migración de células cancerígenas.
Según los autores, ¨las microstructuras fabricadas mediante impresión 3D tuvieron tres
anchos diferentes de canales de 25, 45 y 120 micrones para reflejar un rango de diámetros
de los capilares sanguíneos”. Schrot, et.al. (2014) explicaron cómo la impresión 3D sería
2

una herramienta para elaborar modelos de corazones de pacientes con alguna enfermedad
congénita, para poder planear la intervención y conocer el estado del órgano antes de la
operación. Los resultados reflejaron que las impresiones de corazones hechos con material
flexible fueron exitosos para representar las anomalías específicas en los pacientes. Así
mismo, Leukers et al. (2005) mencionaron las posibilidades de imprimir “andamios” (o en
inglés, scaffolds) de hydroxiapatita para generar implantes de huesos. Como resultados,
obtuvieron que las células proliferaron en los andamios diseñados. Por ende, los andamios
hechos con impresión 3D fueron muy útiles para el remplazo de huesos. Asimismo, la
impresión 3D podría tener un impacto positivo para facilitar la investigación en campos
como la impresión de tejidos. Por ejemplo, Chaurey et.al (2012) hicieron mención a cómo
los andamios de nanofibra son comúnmente aplicados para establecer un direccionamiento
para la migración de las células. En adición, Moore et al. (2011) ejemplificaron cómo la
impresión 3D podría ser bastante útil en la microfluídica, ya que utilizaron dispositivos
centrífugos, preparados por medio de la impresión 3D, para estudiar el comportamiento de
las válvulas capilares. Una de sus conclusiones fue que “es posible preparar dispositivos
centrífugos para microfluídica por medio de la impresión 3D, y con una operatividad
comparable con los dispositivos preparados por otras técnicas de microfabricación”. Los
dos ejemplos anteriores, muestran cómo la impresión 3D puede tener un impacto positivo
para la investigación en nanobioingeniería, si se cuenta con una herramienta que tenga la
resolución requerida.
En el campo de nanobioingeniería, Lee y Kim (2014), hicieron ver la importancia de
este método de manufactura, ya que “la impresión 3D está alcanzando un estado en el cual
3

los productos deseados pueden ser hechos independientemente de la complejidad de sus
formas”.
1.3 JUSTIFICACIÓN
Si bien la impresión 3D es una herramienta idónea para ampliar y catalizar las posibilidades
de investigación en numerosos ámbitos, también es cierto que estos dispositivos son aún
muy costosos, especialmente cuando se habla de adaptarlos a los requerimientos para poder
utilizarla en un laboratorio de investigación y de desarrollo tecnológico. Además, los costos
no son únicamente relacionados con la compra del dispositivo, sino también con su
mantenimiento, capacitación para su uso, y –lo más importante- también entran en juego
los costos al volver a adaptar la impresora para nuevas tareas. Aquí, se puede utilizar dos
escenarios de ejemplo: el primero, sería donde hay que traer el equipo del extranjero y
pagar los precios de aranceles y la ganancia de los proveedores internacionales, además de
solventar el costo de adaptar las impresoras nuevas para poder destinarlas a propósitos no
explorados. En el segundo escenario, la situación es que en el laboratorio se cuente con
tecnología propia de impresión 3D, de la cual se tenga información suficiente para su
utilización, mantenimiento y reparación. Lo más relevante es que en esta situación se
podría adaptar la impresora para diversos fines según el proceso investigativo lo requiera,
lo cual es un paso importante en el posicionamiento de proyectos innovadores y
costarricenses.
4

Idealmente, el país debería contar con su propia tecnología de impresión 3D. Esto
podría lograrse implementado modelos de impresoras cuyo diseño sea innovador en sí
mismo, y que también permitan el desarrollo de proyectos de investigación igualmente
innovadores en nanobioingeniería e ingeniería biomédica.
De esta forma, este proyecto vendría a ofrecer una opción prometedora para proveer
la tecnología de impresión 3D (con aportes innovadores en sus diseños) necesarios para
promover el desarrollo en las áreas anteriormente mencionadas. Esto se lograría,
paralelamente al tiempo en que se disminuyen los costos del proceso investigativo (en
cuanto a la adquisición de equipo, mantenimiento, capacitación, reparación, mejoras, y uso)
siendo esto en parte posible gracias a los aportes hechos por la comunidad de
desarrolladores de hardware libre en todo el orbe.
Otro aspecto relevante, es que el Estado costarricense ha venido invirtiendo en
facilitar los estudios de alto nivel de profesionales al enviarlos al extranjero, con la idea de
que luego estas personas retribuyan con su conocimiento y aportes en el progreso científico
y tecnológico. Sin embargo, para que dicha meta se haga realidad, es necesario que se les
provea a dichos profesionales la tecnología necesaria (generalmente de punta) para que
puedan aplicar lo que aprendieron y continuar con sus investigaciones. Esto impone un reto
más para el país, por el alto costo que podría significar. Por ende, la propuesta de generar
tecnología avanzada, de bajo precio relativo y de fácil acceso, contribuiría a abaratar y a
facilitar en general la investigación y del desarrollo científico y tecnológico.
5

Cabe destacar que es posible incurrir en el rediseño de una impresora 3D para
aplicarla en los campos antes citados, gracias a que muchos desarrolladores en el mundo
han colaborado con la liberación de sus diseños, y con la constante retroalimentación que
ha promovido la mejora indetenible. Hoy, la comunidad RepRap (2014) tiene varios
modelos de impresoras 3D que muestran la evolución de esta tecnología desde el ámbito
del hardware libre; también, cuenta con información completa para replicar los diseños, y
para cambiarlos según alguna necesidad específica. Por ejemplo, el Grupo De Robótica de
la Universidad de Costa Rica (GRU, 2014), incurrió en la construcción del modelo
denominado “RepRap Prusa Mendel Iteración II”, el cual se hizo funcionar para imprimir
algunas piezas. El ejecutor de la presente propuesta de tesis de graduación, fue el encargado
del proyecto y colaborador con la construcción y programación. Actualmente, esta
impresora está siendo modificada y se utiliza en el GRU con fines didácticos. A
continuación, se muestra una imagen de la impresora:
Figura 1. Impresora 3D de hardware libre denominada “RepRap Prusa Mendel Iteración II” (RepRap, 2014).
6

1.4. HIPÓTESIS
Es posible utilizar los avances hasta la actualidad de hardware y software libre en impresión
3D, para poder generar un dispositivo con aplicabilidades similares, pero con una
resolución mucho mejor (en el orden de micrómetros). Asimismo, dicho dispositivo puede
operar con un polímero biocompatible, de modo que este proceso de manofactura se pueda
aplicar a la investigación en ingeniería biomédica y nanobioingeniería, al mismo tiempo
que representa una reducción de costos en dicho proceso.
7

1.5. OBJETIVOS
1.5.1. OBJETIVO GENERAL
Diseñar una impresora 3D que se pueda aplicar para la elaboración de piezas útiles
para la implementación en nanotecnología.
1.5.2. OBJETIVOS ESPECÍFICOS
Indagar los requerimientos para aplicar la tecnología de impresión 3D desarrollada
bajo el modo de hardware libre a la investigación en nanobioingeniería e ingeniería
médica.
Proponer sistemas eléctricos, electrónicos y mecánicos que cumplan con los
requerimientos técnicos y de costos para la aplicación de la impresión 3D a la
nanotecnología
Describir las partes que componen una impresora 3D RepRap Prusa Mendel
Iteración II, para la comprensión de los sistemas CNC aplicados la impresión 3D.
Investigar acerca de los materiales biocompatibles que podrían ser utilizados en la
impresión 3D, para el entendimiento de la influencia de sus características en el
diseño de la impresora.
8

1.6. METODOLOGÍA RESUMIDA
Se hizo una extensa revisión bibliográfica para alcanzar un dominio profundo de la
tecnología de impresión 3D de tipo libre –además de la tecnología de estereolitografía, y
con énfasis en los aspectos mecánicos. Se eligió el hardware libre porque provee una
cantidad suficiente de información para el diseño desde cero. Se hizo énfasis en la
impresora 3D RepRap Prusa Mendel Iteración 2 para dicho fin, debido a que el ejecutor del
proyecto tenía experiencia en la construcción e implementación de ese modelo. Se hizo
también un estudio detallado de la arquitectura eléctrica y electrónica para el control de los
motores a pasos, y del software implementado, para lo cual se revisó el firmware
denominado como “Sprinter”.
Se hizo un estudio práctico de los componentes mecánicos, electrónicos y de
software que son comunes en una impresora 3D, para lo cual se implementó el modelo
RepRap Prusa Mendel Iteración 3, el cual fue ensamblado y puesto en marcha en el edificio
Frankling Chang Díaz, dentro del Laboratorio Nacional de Nanotecnología (LANOTEC).
Se diseñó desde cero una impresora 3D destinada para micro fabricación, y basada
en estereolitografía, para lo cual se hizo la selección completa de componentes, propuesta
de un algoritmo de control compatible con la arquitectura de los elementos de control
ofrecidos por el proveedor de actuadores lineales para alta resolución.
9

1.7. ALCANCE Y LIMITACIONES
Al finalizar este proyecto, se planteó tener una versión de las propuestas de tecnología de
impresión 3D de hardware libre y adaptada para la microfabricación. Dicha mejora se
definió como una resolución que pasaría de 0,1 mm a aproximadamente 5 micrómetros.
Por medio de la nueva impresora, se obtuvo una opción económicamente accesible
para la microfabricación con polímeros biocompatibles, además de ser prometedora por la
versatilidad característica de la impresión 3D. También se marcó un precedente para el
desarrollo de ingeniería de tejidos con la elaboración de bio-entramados biocompatibles y
biodegradables, así como una herramienta cuya mejora –primordialmente en cuanto a la
resolución de los actuadores y a la mejora del sistema óptico- podría llevar a obtener
resoluciones en escalas de nanómetros.
Entre las limitaciones encontradas, estuvo que entre más sea la mejora buscada en
resolución, mayor es el costo general del dispositivo. Por ende, se buscó trabajar con una
resolución útil para trabajos en microfabricación, pero que al mismo tiempo tuviera un
precio relativamente bajo. Sin embargo, con forme se quiera seguir mejorando la
resolución, será un reto no solo en cuanto a la parte técnica sino también a la de costos.
Aparte de eso, hay que tomar en cuenta que conforme se aumenta la resolución, es
necesario tomar en cuenta más fenómenos físicos y el diseño se hace más complejo.
10

2. MARCO TEÓRICO
2.1. EL HARDWARE LIBRE
El concepto de hardware libre sigue las mimas ideas fundamentales que el de software
libre. Overly (2003) apuntó al concepto de tecnología libre (o en inglés, “open source”), y
lo relacionó con conceptos tales como “la posibilidad de libre redistribución”, “el código
fuente”, “la libre modificación”, y “la no discriminación en cuanto al acceso”.
Las implicaciones legales de la tecnología libre están regidas por licencias que
establecen las reglas de la implementación de dicha tecnología (Overly, 2003). Por
ejemplo, la tecnología RepRap –de la cual se hablará en detalle más adelante- está regida
por la licencia GNU GPL, la cual “permite que podamos copiar, estudiar, distribuir y
mejorar sus diseños y código fuente” (RepRap/es, 2014).
Por su parte, Bell (2014) definió la tecnología abierta como una disponible para la
utilización de cualquier persona, e hizo una importante aclaración: “Think free in “free
speech”, not free as in free beer. Most open source products have a license associated with
it”. Esta frase aclara que el hardware libre no implica completas libertades, y que –si bien
se puede contar con la libertad de modificar y redistribuir- es necesario revisar con atención
la licencia que rige dicha tecnología.
11

De lo anterior, se puede concluir que el concepto de hardware libre se basa en la
tecnología (componentes físicos y tangibles) que no está protegida bajo una patente
privada, sino que puede ser utilizada por cualquiera para algún fin en específico, el cual
podría ser continuar mejorando dicha tecnología para “liberar” el conocimiento adquirido.
2.1.1. LA COMUNIDAD REPRAP
En la página de RepRap/es (2014), se puede observar la información básica de esta
comunidad. Ahí, se destaca que RepRap cuenta con varios diseños de impresoras 3D de
índole libre. No obstante, la idea por la cual nació esta agrupación va mucho más allá:
también buscan generar dispositivos de impresión que puedan “auto-replicarse”. Esto,
porque muchas partes de las impresoras son piezas impresas.
“El proyecto RepRap fue iniciado en febrero del 2004 por Andrian Bowyer en
Inglaterra, pero actualmente hay personas colaborando en otras partes del mundo”
(RepRap/es, 2014). Asimismo, la filosofía de trabajo está relacionada con la Teoría de
Evolución de Darwin, esto, porque “la comunidad que trabaja alrededor del proyecto puede
mejorar los diseños actuales permitiendo que la máquina evolucione con el tiempo”
(RepRap/es, 2014).
RepRap (2014) ofrece una imagen ilustrativa de la forma en la que han ido
“evolucionando” las impresoras 3D desde los modelos más antiguos hasta los más actuales.
Dicho esquema se representa por medio de un “árbol familiar de RepRap”:
12

Figura 2. Árbol familiar de las impresoras 3D (RepRap, 2014).
Tener en cuenta la figura anterior es importante porque, como se verá en capítulos
posteriores, las impresoras 3D “hijas” heredan características de sus antepasados.
13

2.2. MÁQUINAS DE CONTROL NUMÉRICO
Pabla y Adithan (2005), mencionaron que el desarrollo de los sistemas de control numérico
se ha relacionado con la producción en masa. Aunado, el control para la realización de la
pieza se da de forma computarizada: es decir, la computadora almacena la información
requerida para efectuar el proceso de manufactura, y da las instrucciones a los motores para
realizar una operación tras otra. Asimismo, el control computarizado ha abierto nuevas
puertas en cuanto a la complejidad de herramientas y piezas elaboradas
Mattson (2002) mencionó que para poder controlar las máquinas CNC, se ha hecho
popular un sistema (llamado código G) que estandarizó la forma de operar dichos
dispositivos. Esto, sin necesidad de que el operario tuviese que aprender un nuevo lenguaje
de programación, y que al mismo tiempo los distintos tipos y diseños de máquinas CNC
funcionaran con un mismo tipo de código.
De los dos párrafos anteriores, puede intuirse la relación que tiene la tecnología de
fabricación CNC con la impresión 3D. Esto, porque las máquinas de control numérico
implementan muchas de las estrategias de manofactura que implementan las de control
manual, pero con el valor agregado de la computarización. Así, al cambiar la parte de la
máquina CNC que corta, o realiza alguna otra operación, se podría disponer de un extrusor
que vaya depositando plástico sobre una superficie (por ejemplo, ya que la depositación no
es el único método). Finalmente, es de esperarse que la impresión 3D tenga también
muchas características en común con otras máquinas de control numérico.
14

2.3. GENERALIDADES DE LA IMPRESIÓN 3D
2.3.1. CONCEPTO
Floyd y Hood (2011), establecieron un acercamiento al concepto de impresión 3D, al
relacionarlo con las impresoras bidimensionales. Así, ellos mencionaron que una impresora
3D tiene la misma intención de replicar un modelo digital, pero que, a diferencia de en el
caso de las impresoras de tinta, una impresora 3D recrea el objeto en tres dimensiones.
Aunado, para lograr dicho objetivo, la estrategia es un proceso de elaboración por capas.
Horvath (2014), explicó que una impresora 3D tiene como meta generar una pieza
en tres dimensiones, por medio de la deposición de material por medio de capas. Esta,
empieza con un modelo digital de la pieza, y la recrea por medio del movimiento de
motores y de la extrusión. Este mismo autor, mencionó que las impresoras 3D pueden
clasificarse según el método para generar la pieza impresa. Esto, porque la deposición de
material caliente (deposición selectiva) no es el único método, sino que también existe la
solidificación selectiva, y la tecnología de “selective bindiging”.
Bell (2014) explicó una diferencia importante entre las máquinas CNC
convencionales y una impresora 3D. Esta, radicó en que, mientras que las máquinas CNC
se basan en la remoción de material para la fabricación, las impresoras 3D convencionales
no implementan dicho método.
A continuación se presenta unas imágenes de impresoras 3D de hardware libre, para
ilustrar algunas configuraciones típicas de impresoras 3D.
15

Figura 3. Modelo de Impresora 3D denominado “RepRap Morgan” (RepRap, 2014)
Figura 4. Modelo de Impresora 3D denominado “Simpson” (RepRap, 2014)
16

Figura 5. Modelo de Impresora 3D denominado “R-360” (RepRap, 2014)
Figura 6. Modelo de Impresora 3D denominado “Kiwi Remix 3D Delta Printer” (RepRap, 2014)
17

Figura 7. Modelo de Impresora 3D denominado “Ormerod” (RepRap, 2014)
Los diseños mostrados anteriormente no fueron escogidos por casualidad para ser
mostrados en este documento (hay muchos más en la página reprap.org). Estos, aparte de
ejemplificar cuáles son las partes básicas de las impresoras 3D que se pueden notar a
simple vista, también dan un bosquejo de diversas configuraciones que se utilizan para
obtener los tres grados de libertad requeridos. Es decir, en esencia, lo que varía entre cada
una de las impresoras seleccionadas es el modelo cinemático que describe el movimiento
del extrusor en función de la rotación de los motores. Así, hasta este punto se ha terminado
de exponer con mayor claridad qué es una impresora 3D. Lo que sigue, es un análisis más
detallado de cada uno de sus elementos mecánicos, electrónicos y de software.
18

2.3.2. APLICACIONES DE LA IMPRESIÓN 3D
En realidad no existe un campo completamente definido en el cual se utilice la impresión
3D, sino una variedad de posibilidades que continúa emergiendo. No obstante, a
continuación se menciona algunos ejemplos ilustrativos y relacionados con temas de interés
del presente documento. Estos, fueron extraídos de artículos recientes que han intentado
explorar nuevas posibilidades, además de mejorar las ya existentes.
Huang, et al. (2013) publicaron un artículo llamado “3D printing of biomimetic
microstructures for cáncer cell migration”. En este, mencionaron la elaboración de un
micro-chip 3D in vitro en hidrogel, el cual tuvo como finalidad analizar el comportamiento
físico de la migración de células cancerígenas (lo cual origina la metástasis).
Otra idea se ve reflejada en el trabajo de Schrot et al. (2014), quienes publicaron el
artículo llamado “State of the art: 3D printing for creating compliant patient-specific
congenital heart defect models”. En este, se especifica un “estado del arte” acerca de la
aplicabilidad de la impresión 3D para la confección de modelos de corazones con
enfermedades congénitas. Esto, para que los médicos puedan utilizarlos para planear el
tratamiento necesario para el paciente, y yendo más allá de solo tener imágenes para dicho
procedimiento.
Asimismo, Leukers et al. (2005) publicaron en el artículo denominado
“Hydroxyapatite scaffolds for bone tissue engineering made by 3D printing”, su
19

investigación acerca de aplicar la impresión 3D para elaborar implantes sintéticos de
huesos.
En los párrafos anteriores, se ha expuesto la variedad de aplicaciones que la
impresión 3D tiene y puede llegar a tener. También, se hizo hincapié en la importancia que
está cobrando a nivel investigativo y tecnológico esta herramienta para el área médica:
muchos investigadores y desarrolladores en el mundo han decidido apostarle a la impresión
3D debido a factores como su versatilidad, costo menor con respecto a procesos
convencionales, gran nivel de detalle, adaptación del material de extrusión, entre otros. Sin
embargo, dichas aplicaciones son posibles hasta donde el nivel de desarrollo de la
tecnología de impresión 3D lo permita. Por eso, en el siguiente apartado se decidió
presentar brevemente -por medio de ejemplos- hasta qué nivel de complejidad ha llegado la
impresión 3D.
20

2.3.3. NIVEL ACTUAL DE DESARROLLO DE LA IMPRESIÓN 3D
Para determinar el nivel de desarrollo que tiene actualmente la impresión 3D, es necesario
atender una gran cantidad de parámetros, tales como repetibilidad, materiales
implementados, resolución, rapidez de elaboración de las piezas, calidad de acabado, entre
otros. No obstante, en concordancia con el objetivo general este proyecto, se hizo
referencia a la resolución alcanzada hasta el momento. Así, a continuación se detalla
algunos modelos que ejemplifican dicha característica y que sirven para comparar el ámbito
de hardware libreo con el que no lo es.
Siguiendo con la idea del párrafo anterior, se decidió empezar por un ejemplo de
una impresora 3D de índole comercial. Si bien existe más de un proveedor de impresoras
3D comerciales, y también hay más de un fin para el que tales productos son
comercializados, se eligió presentar un ejemplo de impresora ofrecido en el sitio
“stratasys.com”. Esto, porque luego de una búsqueda en internet de varias opciones
comerciales de impresoras, se encontró que ahí se ofrecía una opción apta1 para
ejemplificar el nivel de resolución que ha sido alcanzado por las impresoras 3D
comerciales. A continuación, se presenta una imagen del modelo seleccionado:
1 Con esto no se quiere decir que el modelo brindado sea el que tenga la mejor resolución en el mercado. Dehecho, es probable algunos proveedores prefieran no revelar por completo las características de susimpresoras en internet. No obstante, el objetivo de tal selección es tener una referencia para poder compararlacon las impresoras de hardware libre.
21

Figura 8. Impresora 3D modelo Objet500 Connex3. (Stratasys, 2014).
La Objet500 Connex3 está disponible a la venta. Aunado, esta tiene tres modos de
impresión y cada uno tiene una resolución distinta. La máxima resolución alcanzable se da
en el modo llamado “high quality”, y corresponde a 16 micrones (Stratasys, 2014).
Por su parte, Evans (2014), hizo una compilación de varias características
importantes de impresoras 3D, las cuales publicó en su libro llamado “Practical 3D printers.
The science and art of 3D printing”. A continuación estas se muestran para varios modelos
de impresoras:
22

Cuadro 1. Especificaciones de algunas impresoras 3D de hardware libre. (Evans, 2014) [Traducido].
Impresora 3D
Volumen del espaciode
impresión (mm)Resolución
(mm)
Velocidad deimpresión
(mm/s)Material depreferencia
Precio($)
RepRap Mendel 200x200x110 0,1 150 3 mm PLA 830
RepRap Huxley 140x140x110 0,1 150 1,75 mm PLA 600
MakerBot Replicator 225x145x150 0,2 45 1,75 mm ABS 1750
MakerBot Mosaic 127x127x127 0,15 75 1,75 mm PLA 900
Ultimaker 210x210x220 0,04 300 3 mm PLA 1570
whiteAnt CNC 160x190x125 0,25 35 3 mm PLA NAAleph Objects AO-100 200x190x100 0,1 200 3 mm PLA 1500
Printbot 150x150x150 0,3 25 3 mm ABS 550
En su libro, Evans adjuntó la imagen de la RepRap Prusa Mendel Iteración II. Por
ende, a pesar de que en el cuadro anterior solo se hizo referencia a la “RepRap Mendel”, se
entendió que las especificaciones aportadas fueron concordantes con la impresora de la
imagen. Tal aclaración es necesaria puesto que el modelo de la RepRap prusa Mendel
Iteración II es de especial importancia para el presente proyecto.
De los modelos dados en el cuadro I, los de RepRap Mendel, RepRap Huxley,
whiteAnt CNC, y Printbot son parte de RepRap (RepRap, 2014), mientras que la
AlephObjects AO-100 también es de hardware libre (Aleph Objetcs, 2014).
Los ejemplos antes mostrados, sirvieron como punto de partida para esclarecer el
nivel de precisión al que han llegado la mayoría de las impresoras 3D; también, para tener
una base para comparar el desarrollo de las impresoras 3D comerciales y las de hardware
libre. Otro aspecto importante que se debió abarcar, fue de tener una pincelada de los
22

fabricantes actuales de impresoras 3D (sean estos con el enfoque de hardware libre o no), y
cuán conocidos son. Dicha información se cubrió en el siguiente apartado.
2.3.4. ACERCA DE FABRICANTES DE IMPRESORAS 3D
En el sitio web de la comunidad RepRap (2014), se muestra un gráfico de varios
fabricantes de impresoras 3D (ya sean estos de hardware libre o no), y de cuán utilizados
son sus productos:
Figura 9. Utilización de impresoras 3D ofrecidas por varias agrupaciones (RepRap, 2014).
De la imagen anterior, se puede ver que las impresoras derivadas del proyecto
RepRap son muy utilizadas. Las impresoras vendidas por MakerBot son de índole
comercial o privado (makerbot, 2014), y en el gráfico anterior se observa cómo han tomado
23

importancia en el mercado. Del mismo modo, otro ejemplo es Stratasys (stratasys.com), la
cual también tiene la misma tendencia privada de MakerBot y ha tomado importancia en el
mercado –según la figura mostrada.
De la figura anterior, también se pudo observar que actualmente hay varios
proveedores. Es decir, ya varios entes están apostándole a la manofactura y venta de
impresoras 3D para varios fines, y sean sus productos según la ideología de hardware libre
o no.
2.3.5. MATERIALES MÁS USUALES DE IMPRESIÓN 3D
El material implementado en la impresión 3D varía dependiendo de la estrategia de
fabricación. En la página de RepRap (2014) se observa claramente que por el lado de la
tecnología libre se ha implementado la extrusión en caliente. Sin embargo, este no es
necesariamente el método utilizado para la micro y nano fabricación en el Mundo.
Hovart (2014), apuntó, en su libro titulado “Matering 3D printing”, varios
materiales que han cobrado importancia para la impresión 3D. Asimismo, previamente al
abordaje de dichos materiales, también hizo hincapié en consideraciones respecto a las
buenas condiciones del filamento y a las desviaciones usuales que suele haber entre los
diámetros nominales (de 1,75 mm y de 3,00 mm) y los reales, y que –aunque siempre es de
esperarse alguna desviación-, es necesario no dejar que esta sea demasiada para que no
24

afecte negativamente el acabado de la pieza. También mencionó que cada impresora está
diseñada para un tipo de material en específico, y que cada uno iba a tener requerimientos
específicos en cuanto a la cama caliente de la ventilación o proceso de enfriamiento, de la
temperatura de extrusión y de la rapidez con se lleva a cabo este proceso. Además, agregó
que si bien la resistencia necesaria de la pieza incide en el filamento por escoger, también
hay que considerar que dicha resistencia es anisotrópica, y que disminuye a lo largo del eje
Z (entre las capas). La resistencia de la pieza también depende del patrón de llenado.
A continuación se muestra un cuadro resumen con algunas características
importantes de materiales relacionados con la impresión 3D:
Cuadro 2. Materiales para extruir en caliente en impresoras 3D y características (Hovart, 2014) [Traducido]
Material Temperatura deextrusión (°C)
Temperatura de la cama caliente(°C)
Rapidez deimpresión
PLA 20160
Sin calentar/Tape azul NormalABS 240 115 NormalNylon 618 240 Sin calentar/Garolite NormalHIPS 240 115 Normal
Elastomer 210-225Sin calentar/tape azul, vidrio
desnudo Muy lenta
PET
Nominal de 212-224;Algunos
usuarios sugieren 250 80 LentaPolycarbonate > 270 muy alta Variable
Con el PLA (ácido poliláctico) se puede mejorar el acabado final al incluir un
pequeño ventilador. Su versatilidad y que es biodegradable lo hacen un material atractivo.
Por su parte, el ABS (acrilonitrilo butadieno estireno), tiene la parte positiva de ser durable
y resistente. Para el caso del nylon, este tiene la propiedad de ser más flexible que en los
25

casos anteriores y presentar una resistencia notable. El “T-glase” o PET es el material
utilizado en las botellas de plástico y no debe someterse a temperaturas relativamente muy
altas. El policarbonato es un material muy fuerte pero su utilización sigue aún en desarrollo,
lo cual también sucede con los elastómeros termoplásticos (TPEs). Aparte de los materiales
mencionados, también hay otros que continúan en investigación o en desarrollo, como el
caso del “carbomorph”, que fue creado por un grupo de la universidad de Warwick en
Inglaterra y sus colaboradores (Hovart, 2014).
26

2.3.5.1. PLA COMO UNA OPCIÓN BIOCOMPATIBLE
ProtoParadigm (2014) es un distribuidor en línea de filamentos para impresión 3D. Este
indica que es común que las impresoras 3D utilicen PLA (o ABS) para realizar las piezas
impresas.
Figura 10. Filamento de PLA llamado Sapphire. (ProtoParadigm, 2014).
RepRap (2014) estableció que el ácido poliláctico (PLA) es biodegradable. Aunado,
establece que se derrite en un rango de 180 a 220 grados Celsius. Además, es el material
más adecuado para la Mendel RepRap. Eso, sumado a que no requiere cama caliente, es
más barato que otros materiales y no es complejo disponerlo en forma de filamento.
También hizo hincapié en que hay diferentes presentaciones de ABS en el mercado, y que
dependiendo de la que se utilice, así se debe fijar el calentamiento en la extrusión.
Por su parte, Shasteen y Choy (2011), mencionaron que el PLA es atractivo en
aplicaciones biomédicas, gracias a su biocompatiblidad, a que es biodegradable y a que los
27

productos de su degradación no son tóxicos. En su investigación, ellos buscaron la forma de
controlar la tasa de degradación del PLA por medio de varios métodos químicos, y
discutieron los aspectos positivos y negativos de dichos métodos. Finalmente,
recomendaron los requerimientos para el tratamiento del PLA para promover las
aplicaciones en la biomedicina.
Asimismo, Pavia, La Carrubba y Brucato (2009) hicieron mezclas (con distintas
proporciones) de PLLA2 y PLA para elaborar andamios biocompatibles para el área de
“sotf tissue engineering”, los cuales fueron producidos por el método de “thermally induced
phase separation (TIPS)”. La idea fue la de alterar la tasa de degradación que tendría el
PLLA si estuviese solo en los andamios. El resultado de su experimentación fue que las
propiedades de morfología, así como las mecánicas y de biodegradación de la mezcla
pudieron ser ajustadas al combinar el PLA con el PLLA.
2.4 IMPRESIÓN 3D CON FOTOPOLIMERIZACIÓN
La impresión 3D por láser y con fotopolimerización tiene varias coincidencias con la de
extrusión en caliente. Por ejemplo, requiere de un sistema de movimiento tipo CNC para
mover el efector final (el cual en un haz de luz en lugar de una extrusora). Además, el
proceso de formación de la pieza se da en capas. Zhang, et al. (1999) agregaron que “La
estereolitografía convencional se usa para la fabricación de moldes poliméricos en un
2 PLLA es un polímero que contiene solo un elemento quiral del PLA: el L-PLA (Pavia, La Carrubba yBrucato, 2009)
28
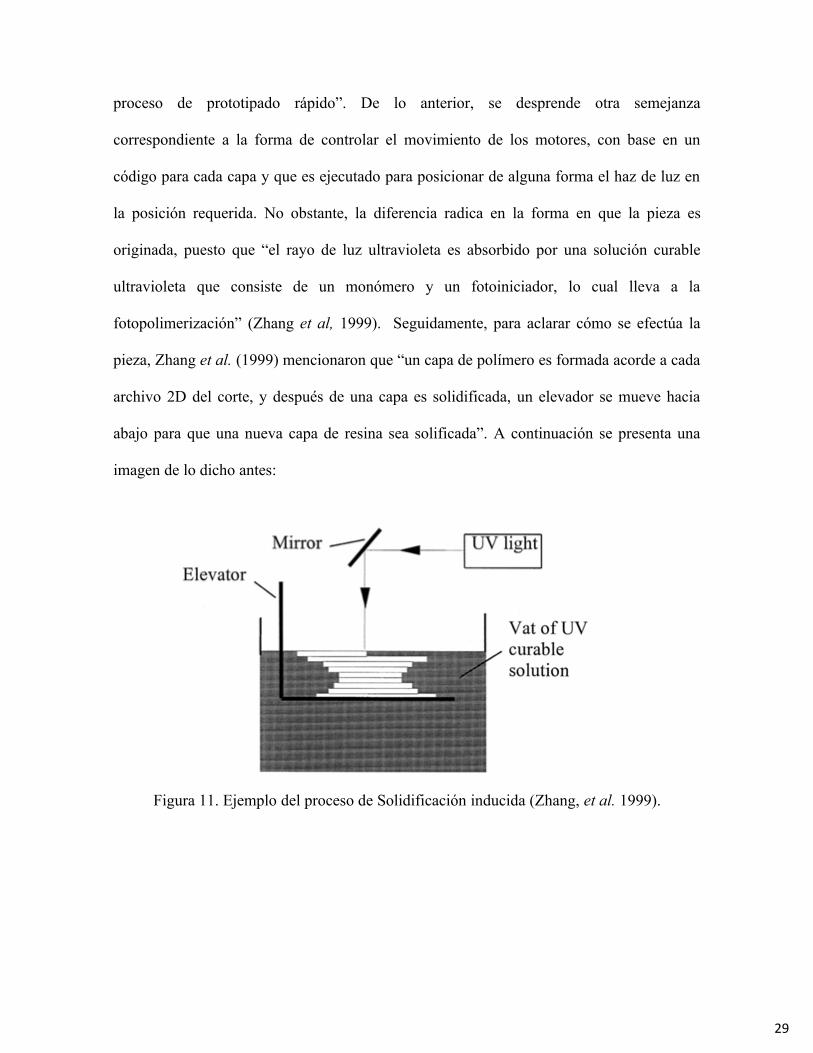
proceso de prototipado rápido”. De lo anterior, se desprende otra semejanza
correspondiente a la forma de controlar el movimiento de los motores, con base en un
código para cada capa y que es ejecutado para posicionar de alguna forma el haz de luz en
la posición requerida. No obstante, la diferencia radica en la forma en que la pieza es
originada, puesto que “el rayo de luz ultravioleta es absorbido por una solución curable
ultravioleta que consiste de un monómero y un fotoiniciador, lo cual lleva a la
fotopolimerización” (Zhang et al, 1999). Seguidamente, para aclarar cómo se efectúa la
pieza, Zhang et al. (1999) mencionaron que “un capa de polímero es formada acorde a cada
archivo 2D del corte, y después de una capa es solidificada, un elevador se mueve hacia
abajo para que una nueva capa de resina sea solificada”. A continuación se presenta una
imagen de lo dicho antes:
Figura 11. Ejemplo del proceso de Solidificación inducida (Zhang, et al. 1999).
29

Por su parte, Sun y Kawata (2006) dijeron que la fotopolimerización estándar no cumple
del todo con los requerimientos de microfabricación, puesto que las resoluciones
alcanzadas son generalmente mayores a los 10 micrómetros. Por ende, se hizo popular una
tecnología denominada “two-photon photopolymerization”, la cual consiste en que “las
resinas son polimerizadas no por la absorción de un fotón de luz ultravioleta, sino por la
absorción simultánea de dos fotones en una longitud de onda mayor”. También hicieron
hincapié en que dos ventajas del segundo método con respecto al convencional, las cuales
se basan en que las resinas comunes tienen poca absorción en el espectro de infrarrojo
cercano utilizado en la polimerización por doble fotón, y eso permite que la solidificación
se dé justamente en el volumen donde se concentra la mayor energía del láser. Además, la
resolución mejora puesto que se ha reportado cerca de 100 nanómetros de resolución
lograda. Aunado, los autores reflejaron que por medio de un láser tipo femto, se puede
lograr que la energía sea absorbida a una tasa mucho mayor de la que es emitida hacia los
alrededores, lo cual genera un proceso de aislamiento energético conveniente.
Sun y Kawata (2004) también hicieron aclaraciones importantes en cuanto a los
tipos de impresión 3D con láser. Así, la polimerización simple (con un fotón) implementa
lásers tipo CW (proveniente del inglés: continuous wave), mientras que es común observar
en procesos de polimerización con dos fotones la utilización de lásers pulsantes. De modo
que, dependiendo del ancho de pulso, se puede clasificar dichos dispositivos en modo de
nanosegundos, picosegundos e incluso femtosegundos. De hecho, el método de absorción
de doble fotón se conoce como no lineal (al contrario de la absorción simple), donde dicha
30
no linealidad es la que favorece a las ventajas mencionadas. Asimismo, para poder lograr la
absorción de doble fotón se requiere un láser con un ancho de pulso muy pequeño.
2.4.1 EJEMPLOS DE MATERIALES PARA LA IMPRESIÓN 3D CON
LÁSER
En el caso de impresión por estereolitografía láser, existen proveedores de resinas
fotosensibles para la generación de prototipos. Por ejemplo, Proto3000 (2013), ofrece en su
página materiales como “Accura 60 Plastic”, el cual es “resistente a la humedad” y se
aplica a las “industrias automovilística, electrónica, de instrumentos médicos, dispositivos y
equipo de laboratorio”. También ofrece el “Accura 55 Plastic”, que es un material
notablemente rígido y que se implementa en las “industrias automovilística, electrónica o
modelos de marketing”.
Por su parte Rawson (2012), recomendó –con base en su experiencia- implementar
resinas fotosensibles tales como “Dymax 3099 Ultra Light-Weld Adhesive” o “Loctite
3105 Light Cure Adhesive”. A modo de ejemplo, en la página de Ellsworth Adhesives
(2015), mencionan que una botella de un litro de Dymax Ultra Light-Weld 3099 UV, cuesta
$235,69 dólares americanos por unidad.
31
2.5. ASPECTOS TÉCNICOS DE LA IMPRESIÓN 3D
2.5.1. ESCOGENCIA DEL MODELO DE ESTUDIO INICIAL
Las partes que conforman una impresora 3D varían según el modelo, a pesar de que algunas
se mantienen por su carácter fundamental e independiente del diseño. No obstante, para
atender cada parte en específico, se hará referencia a la impresora llamada “RepRap prusa
Mendel Iteración 2”. Dicha escogencia se hizo debido a los siguientes factores: es una
opción estable y ya probada. También es relativamente sencilla en cuanto al modelo
cinemático requerido para describir el movimiento del extrusor, aparte de que su rediseño
es menos complejo que en el caso de otra propuestas. Finalmente, el desarrollador del
presente proyecto de graduación ha acumulado experiencia previa en la construcción y
utilización de dicha impresora. La primera parte de la configuración de las impresoras 3D
que se decidió abordar, fue el aspecto mecánico. Nótese que dicho modelo fue seleccionado
solamente para hacer un estudio preliminar del funcionamiento de la impresión 3D, y así
tener una base para realizar diseños posteriores.
32

2.5.2. ACERCA DE LOS ELEMENTOS MECÁNICOS PRINCIPALES DE LA REPRAP PRUSA MENDEL ITERACIÓN II.
2.5.2.1. EL CHASIS
El chasis de la impresora 3D es el responsable de unir todas las partes, y de dar la rigidez y
el soporte necesario. La naturaleza geométrica y de material forma parte de los
determinantes de la exactitud de la máquina. Aunado, cabe tomar en cuenta que todos los
diseños provenientes de RepRap tienen piezas impresas en su configuración. Por otra parte,
otros diseños, tales como los de MakerBot, tienen un chasis hecho a base de “plywood”
cortado con láser (Evans, 2014). Asimismo, Bell (2014) mencionó que entre más rígidas
son las partes del chasis –lo cual, aseguraría que al moverse el extrusor y los ejes, no se
tendrían deformaciones indeseadas- mejor es el desempeño de la impresora.
En la página de RepRap (2014), se puede buscar –entre el listado de impresoras- el
modelo de la RepRap Prusa Mendel Iteración II. Ahí, se puede encontrar por completo el
listado de componentes de este modelo, entre los cuales figuran todas las partes
correspondientes del chasis –sean estos impresos o no. Aunado, en esa misma página, se
puede encontrar los links para descargar los modelos en formato “stl”, para poder
modificarlos o imprimirlos. También, para efectos de visualización, la página cuenta con un
ensamblaje –y del link de descarga- de las partes de la impresora (en el que se aprecia muy
bien la configuración del chasis). Dicho ensamble fue elaborado con el software
“OpenSCAD”.
33

Figura 12. Ensamble de las piezas electromecánicas que conforman la impresora 3D. (RepRap, 2014).
Amazon (2014) ofrece un kit con las partes de la impresora (incluido el chasis, así
como el resto necesario para su construcción). Este, tiene un costo de $599 dólares
estadounidenses. En la página, también se puede encontrar imágenes que muestran de
forma detallada las partes que conforman el chasis:
34
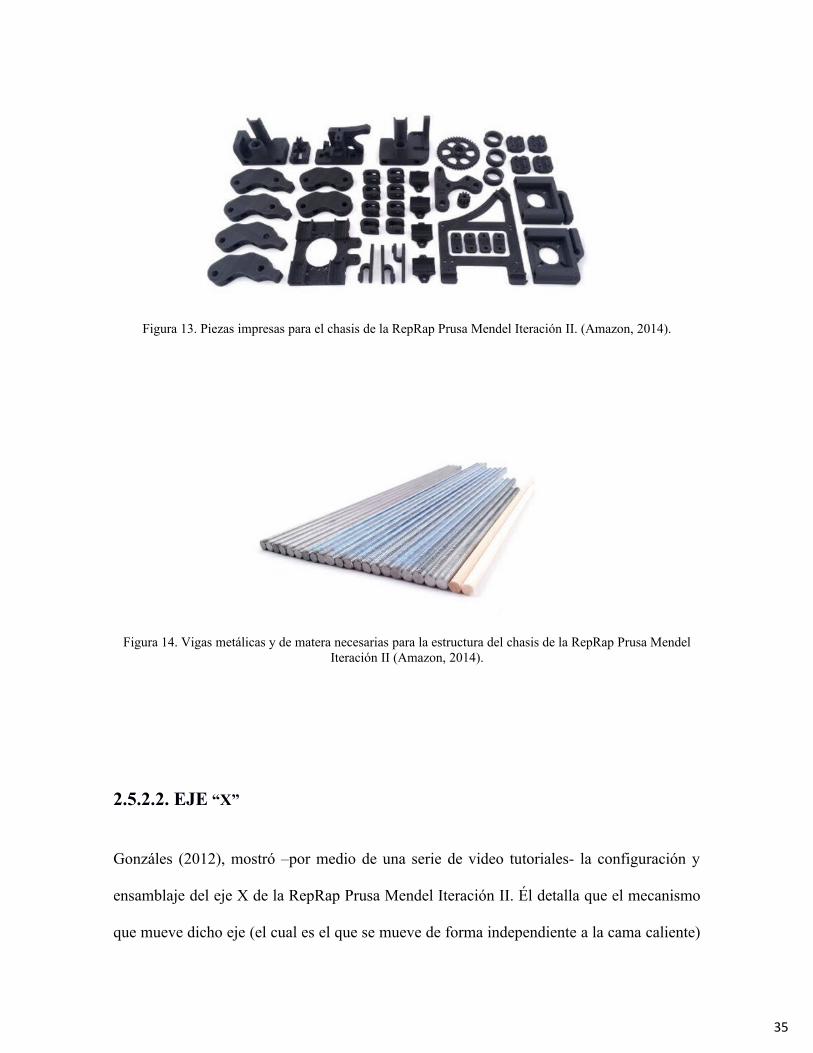
Figura 13. Piezas impresas para el chasis de la RepRap Prusa Mendel Iteración II. (Amazon, 2014).
Figura 14. Vigas metálicas y de matera necesarias para la estructura del chasis de la RepRap Prusa MendelIteración II (Amazon, 2014).
2.5.2.2. EJE “X”
Gonzáles (2012), mostró –por medio de una serie de video tutoriales- la configuración y
ensamblaje del eje X de la RepRap Prusa Mendel Iteración II. Él detalla que el mecanismo
que mueve dicho eje (el cual es el que se mueve de forma independiente a la cama caliente)
35

es un sistema de banda y polea, en donde la potencia ingresa a la polea por medio de un
motor a pasos.
Asimismo, en la página de RepRap (2014), se puede encontrar (en la sección de la
RepRap Prusa Mendel Iteración II) las especificaciones de la banda y la polea utilizadas.
Las bandas son de tipo GT2 y las poleas son de dieciséis dientes (compatibles con las
bandas de tipo GT2), mientras que el diámetro del agujero debe ser de 5 mm. A modo de
ejemplo, ROBOTDIGG (2014) es un proveedor en línea que ofrece este tipo de poleas, a un
precio de $1,80 dólares estadounidenses cada una. También especifican que el material de
este elemento es completamente de aluminio. Existen otros proveedores de estos tipos de
bandas y poleas, tal como Folger Technologies (2014).
Figura 15. Poleas de 16 dientes para mover el eje X (Folger Technologies, 2014).
36

Figura 16. Bandas de tipo GT2 (Folger Technologies, 2014).
Gonzáles (2012) especificó que las poleas que no están conectadas rígidamente al
motor paso a paso, van ancladas a cojinetes. Dichas poleas pueden ser piezas impresas,
tales como las que él utilizó en los video-tutoriales.
Finalmente, Gonzáles (2012) también especificó que el eje X corresponde a un
“carro” que va apoyado en cojinetes lineales. Además, entre sus piezas, figuran algunas
impresas, un par de vigas que figuran de guías, un motor paso a paso para mover el carro, el
sistema completo del extrusor, los elementos necesarios para el mecanismo de banda-polea,
y otras requeridos para uniones.
En la figura 10, el eje X sería el carro que está por encima de la superficie roja
(cama caliente).
37

2.5.2.3. EJE “Y”
Gonzáles (2014) apuntó a que el eje Y va montado sobre dos varillas lisas de métrica 8 y de
420 mm. También lleva tres rodamientos lineales (opcionalmente 4), y un sistema de
banda-polea similar al eje X, entre otras piezas. La base del eje Y es una tabla de madera de
22 cm x 22 cm y entre 3 y 4 mm de espesor.
2.5.2.4. EJE “Z”
El eje Z es el responsable de mover el carro que sostiene al extrusor verticalmente. Se
mueve por medio de dos motores a pasos (del mismo modelo que los utilizados en los otros
ejes) que actúan en paralelo para mayor estabilidad. Los motores a paso van acoplados a
dos tornillos sin-fín3 (uno por cada motor) por medio de acoples que pueden ser metálicos o
impresos. También cuenta con dos vigas lisas para proporcionar estabilidad. Los motores
van colocados en la parte superior del chasis por “genética”, ya que esta propiedad
desciende de la “Mendel”. No obstante, tener dos motores para este eje en lugar de uno, es
una característica heredada de la “Prusa” (Gonzáles, 2014).
2.5.2.5. EXTRUSOR
Hovart (2014) mencionó que el extrusor es la parte de la impresora que derrite el plástico
del filamento del polímero. Aunado, el extrusor se compone de un mecanismo de extrusión
3 De métrica M8 (RepRap, 2014).
38

(el cual, a su vez, cuenta con un motor y un engranaje que empuja el filamento hacia la
parte caliente4). Además, el hot end es una combinación de un calentador, una boquilla, y
un sensor de temperatura para el control respectivo. Las impresoras no están limitadas a
solamente un extrusor, de hecho, tener más de uno podría ser conveniente si se quiere
contar con varios materiales de impresión.
Existen dos tipos de extrusores: el “direct-drive extruder”, el cual tiene un motor
junto con un engranaje que empuja el filamento directamente hacia el hot end. Por su parte,
un “bowden extruder” tiene el engranaje que direcciona al filamento separado de la parte
caliente (hot end), y están interconectados por un tubo guía (Hovart, 2014).
Aunado, la boquilla es una de las partes más críticas. El material de esta y su calidad
definen los materiales que pueden ser confiablemente extruídos por la impresora. La
boquilla, además, es parte del hot end. El hot end, por su lado, incluye también un bloque
caliente, un puente térmico, y –en algunos casos- un abanico que sirve para enfriar la parte
superior del puente térmico (Hovart, 2014).
4 Llamado comúnmente “hot end” (Hovart, 2014).
39
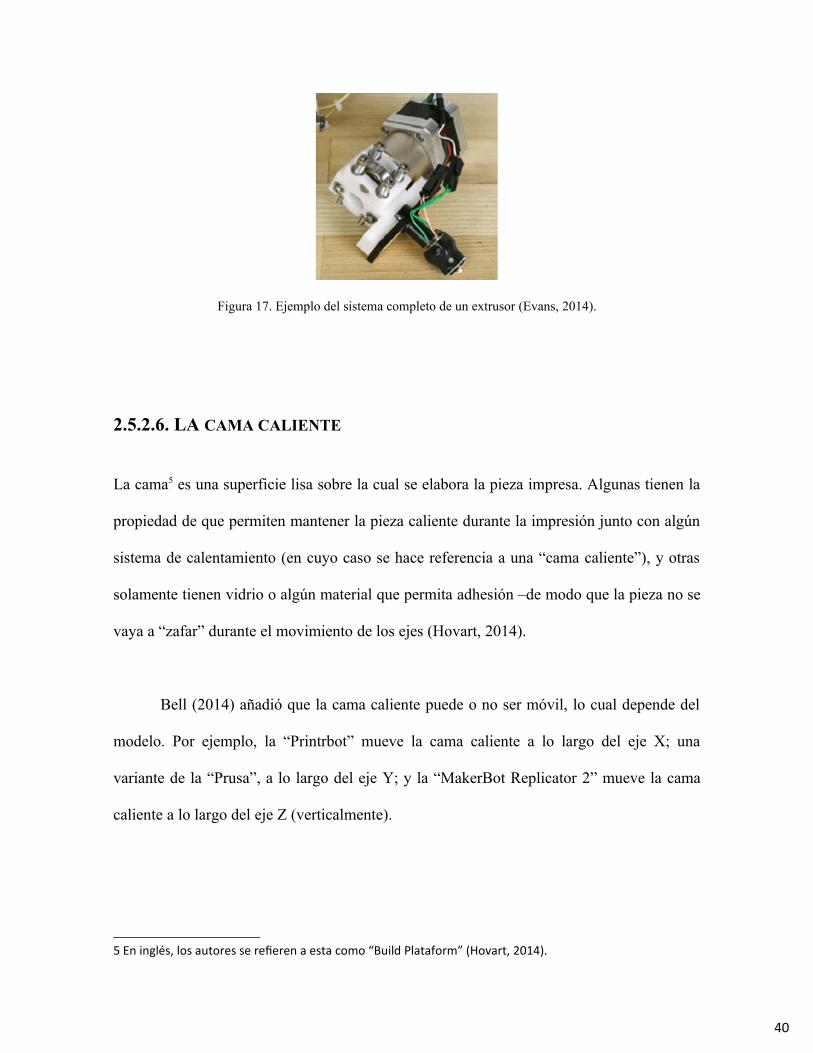
Figura 17. Ejemplo del sistema completo de un extrusor (Evans, 2014).
2.5.2.6. LA CAMA CALIENTE
La cama5 es una superficie lisa sobre la cual se elabora la pieza impresa. Algunas tienen la
propiedad de que permiten mantener la pieza caliente durante la impresión junto con algún
sistema de calentamiento (en cuyo caso se hace referencia a una “cama caliente”), y otras
solamente tienen vidrio o algún material que permita adhesión –de modo que la pieza no se
vaya a “zafar” durante el movimiento de los ejes (Hovart, 2014).
Bell (2014) añadió que la cama caliente puede o no ser móvil, lo cual depende del
modelo. Por ejemplo, la “Printrbot” mueve la cama caliente a lo largo del eje X; una
variante de la “Prusa”, a lo largo del eje Y; y la “MakerBot Replicator 2” mueve la cama
caliente a lo largo del eje Z (verticalmente).
5 En inglés, los autores se referen a esta como “Build Plataform” (Hovart, 2014).
40

Figura 18. Ejemplo de una cama caliente de PCB (RepRap, 2014).
2.5.3. ELEMENTOS ELECTRÓNICOS DE LA REPRAP PRUSA MENDEL ITERACIÓN II
Si bien el objetivo de este proyecto se basa en la modificación de aspectos mecánicos de la
impresora, es necesario comprender los elementos eléctricos y electrónicos para saber cómo
afectan estos el rediseño. A continuación, se realiza una visita a las partes de esta índole:
2.5.3.1. MOTORES
Las impresoras 3D de hardware libre utilizan motores a pasos para poder realizar los
movimientos requeridos6. Generalmente, se encuentra que los motores implementados
tienen 200 pasos por revolución (Hovart, 2014).
6 “Un motor a pasos es un motor preciso, sin escobillas y de corriente directa, que mueve un eje en pasos angulares predefnidos” (Hovart, 2014).
41

En la página de Prusa Mendel (iteration 2) (2014), se manifiesta que la RepRap
Prusa Mendel Iteración II “utiliza 5 motores a pasos tipo NEMA 17, incluyendo el
extrusor”. También se indica que los motores a paso requieren un torque mínimo de 40
Ncm, y que son bipolares.
Figura 19. Motor a pasos NEMA 17 (RepRap. Esteper Motor, 2014).
2.5.3.2. ELEMENTOS DE CONTROL ELECTRÓNICO
En la página de Prusa Mendel (iteration 2) (2014), se puede ver que prácticamente
cualquier controlador de RepRap funciona para Prusa Mendel Iteración II. En este caso, se
necesita controlar los motores, y las temperaturas de la cama (de ser necesario), y del
extrusor7.Aunado, se necesita controlar la salida de potencia para calentar la cama y el
extrusor. La potencia al controlador llega gracia un una fuente de potencia que
generalmente no se incluye en los circuitos pre-ensamblados. Uno de los tipos de tarjetas
7 También se requiere tomar los datos de los fnales de carrera, y (opcionalmente), uno o más ventiladores (RepRap, 2014).
42

que cumplen con estos requerimientos es la denominada “RAMPS”, la cual trabaja en
conjunto con un Arduino.
Bell (2004) menciona que el controlador citado en el párrafo anterior, se encarga de
“traducir” el código G en movimientos de los motores. Aunado, el uso de la RAMPS es
necesario para comunicarse con los motores a pasos (entre otros aspectos), puesto que tiene
el espacio para colocar los denominados “stepper driver”. Por su parte, el Arduino se
encarga del procesamiento de datos y de la toma de las lecturas de los sensores. Es decir, de
proporcionar cierta “inteligencia” a la impresora. Otro aspecto a considerar, es que la tarjeta
RAMPS no es la única que permite al Arduino comunicarse con los elementos de mayor
potencia en el circuito, sino que también existen otras marcas tales como RAMBo, y
Printrboard.
Figura 20. Tarjeta para controlar los motores, tomar datos de sensores y proporcionar la potencia decalentamiento para el extrusor y la cama caliente. RAMPS 1.4. (RAMPS 1.4/es, 2014).
43

Figura 21. Controlador de la impresora “Arduino Mega 2560”. (Arduino, 2014).
Evans (2014) proporcionó una imagen muy esclarecedora de la forma en la que se asocian las partes electrónicas y eléctricas de la potencia:
Figura 22. Diagrama de los componentes eléctricos y electrónicos de una impresora 3D. (Evans, 2014).
44
44

2.5.4. ACERCA DEL SOFTWARE
Bell (2014) separó las etapas del software de impresión 3D en general en tres: la primera es
una de “CAD”, de la cual se obtiene un archivo con extensión “.stl”8. La segunda etapa
(llamada CAM), corresponde al software responsable de convertir el archivo exportado en
la primera etapa en uno que pueda “ser leído” por la impresora -es decir, en código g. La
última etapa del software se llama “firmware”. Esta, está contenida en la memoria del
controlador y empieza a correr una vez que la impresora se enciende. Aunado, su función
es la de darle instrucciones a la impresora para que lleve a cabo las posiciones dadas por el
código g.
Otra descripción del software de control de la impresora fue dada por Evans (2014).
Él explicó que “la forma en la que interactuamos con nuestra impresora 3D está
determinada por un toolchain”. Dicho “toolchain” se compone de la electrónica, un
firmware, un software para controlar la impresora, y uno para convertir el modelo en tres de
en capas (slicing software). También hizo hincapié en que –indistintamente del software
que se implemente- existe un flujo de trabajo que se debe cumplir para llegar desde un
modelo 3D hasta una pieza impresa.
8 El cual signifca “stereo lithography fle format” (Evans, 2014).
45

Figura 23. Flujo de trabajo de las partes del software para ir desde un modelo 3D hasta una pieza impresa(Evans, 2014).
46
46

3. METODOLOGÍA DESARROLLADA
Se hizo una propuesta de impresión 3D de bajo costo para microfabricación, junto con una
investigación a fondo de dicha tecnología para la elaboración del planteamiento final del
proyecto. Después de esto, se procedió a realizar un diseño tipo CAD que tomase en cuenta
lo indagado, y finalmente se elaboró (con base en el diseño y datos de proveedores) una
lista de materiales y de costos.
Para la elaboración de una propuesta preliminar del proyecto, se hizo una lluvia de
ideas acerca de cómo se podría contribuir al desarrollo de la tecnología de impresión 3D.
Esto, porque dicha herramienta ha tomado popularidad en el Mundo como un método
novedoso de manufactura con una amplia gama de propiedades y de materiales. Asimismo,
se detectó las necesidades en el entorno nacional para que el prototipo inventado fuese de
utilidad para un ente costarricense. También se tomó en cuenta el estado del arte en cuanto
a impresión 3D -no solo en Costa Rica, sino también a nivel internacional- y se observó los
avances obtenidos hasta la fecha por los desarrolladores de tecnología libre y privada. Una
vez detectado que se podría hacer un aporte significativo en el ámbito de la nanotecnología,
se hizo un estudio de la factibilidad de realizar una impresora 3D de bajo costo para
microfabricación.
47

Para ejemplificar lo dicho en el párrafo anterior, el primer planteamiento fue
mejorar una impresora 3D RepRap Prusa Mendel Iteración II para destinarla a la
investigación en ingeniería. No obstante, fue necesario indagar qué tipo de mejora sería la
ideal para realizar una contribución significativa.
La investigación desarrollada inició desde el momento en que se decidió el tema en
que se iba a incurrir, y continuó hasta haber finalizado el proyecto. Se hizo una búsqueda de
los avances logrados por la “Comunidad RepRap” (RepRap, 2014) y del proyecto “Clone
Wars”. Para esto, se observó las diferentes “familias” de impresoras 3D de la rama de la
“tecnología abierta”, y se visualizó su “evolución” y sus propiedades. Además, se identificó
las partes esenciales que conforman dichas máquinas y su estrecha relación con los
sistemas CNC. Se estudió los elementos mecánicos, electrónicos y de software necesarios y
lo suficiente como para realizar alguna modificación o mejora en cualquiera de estos en
caso de ser necesario. Se tomó especial cuidado en la selección y diseño del mecanismo
para hacerlo compatible con la impresión por fotopolimerización. Asimismo, para encontrar
los requerimientos de la impresora por desarrollar, se tuvo reuniones con expertos en el
área de polímeros, ingeniería y nanobioingeniería. También, se inició una compilación de
generalidades de la impresión 3D y específicamente del modelo RepRap Prusa Mendel
Iteración 2.
Otra componente fue la búsqueda de información relacionada con la manufactura de
micro y nano-estructuras, la impresión con tecnología láser, los materiales implementados y
sus requerimientos. Aunado, lo anterior se complementó con una búsqueda de proveedores
de equipos como motores y controladores que pudiesen dar la resolución requerida.
48

Como se mencionó en el párrafo anterior, se investigó acerca de los materiales
implementados, y no solamente para la micro-fabricación, sino también para las impresoras
3D desarrolladas por el proyecto “Clone Wars”.
Complementario a lo anterior, se realizó un proceso de ingeniería inversa al armar y
entender el funcionamiento de una impresora 3D modelo RepRap Prusa Mendel Iteración
3. Esto, con el fin de aplicar los conocimientos prácticos obtenidos al diseño y de prever
posibles complicaciones que de otro modo no habrían sido tomadas en cuenta.
La última parte de la investigación fue acerca de proveedores y de precios de los
equipos requeridos, así como de manuales para el usuario y especificaciones importantes.
Aparte del proceso investigativo, se realizó una propuesta formal o planteamiento
del proyecto, y por ende los objetivos, el marco teórico, la justificación y una propuesta
metodológica con un cronograma de actividades.
Después de lo antes mencionado, se procedió a realizar un modelo 3D tipo CAD en
el software SolidWorks, donde se detalló las piezas necesarias para conformar el chasis, los
mecanismos para los tres grados de libertad, la disposición de los motores y del sistema
óptico, y la forma en la que todo se acopló según el diseño. Para lo anterior, fue necesario
seleccionar los mecanismos de movimiento de los ejes, seleccionar los motores, diseñar la
estructura de la piscina del polímero y de algunas piezas para acoplar las partes, y de la
selección de un sistema óptico apto.
49

Luego de concluir el diseño, se hizo una lista de materiales y en la cual de detalló
los costos de elaboración o de compra, y se llegó a una propuesta final con costos –en
cuanto a materiales- de fabricación.
En conjunto con el diseño, se hizo una propuesta de la arquitectura electrónica de
los componentes para el control de los motores a pasos, y también de los posibles
algoritmos de control para la impresora.
50
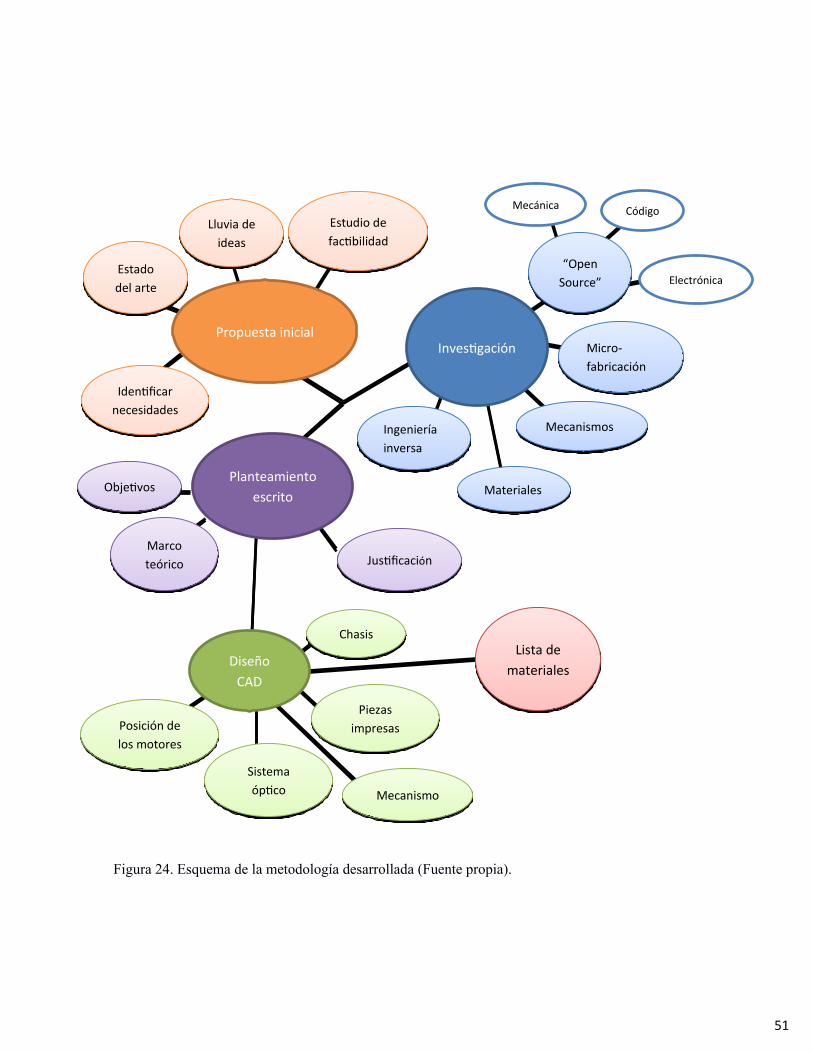
Figura 24. Esquema de la metodología desarrollada (Fuente propia).
Lluvia deideas
CódigoMecánicaEstudio defactibilidad
“OpenSource” Electrónica
Estadodel arte
InvestigaciónPropuesta inicial
Micro-fabricación
Identifcarnecesidades
Ingeniería inversa
Mecanismos
Planteamientoescrito
Objetivos Materiales
Marcoteórico Justifcación
Lista demateriales
Chasis
DiseñoCAD
Posición delos motores
Piezasimpresas
Sistemaóptico Mecanismo
51

4. RESULTADOS
Por medio de la investigación bibliográfica, se encontró que los requerimientos para aplicar
la impresión 3D a nanobioingeniería es –primordialmente- mejorar la resolución de 0,1 mm
a aproximadamente 10 micrómetros.
También se encontró que el material para el que está diseñada la RepRap Prusa
Mendel Iteración II es PLA, el cual, se ha advertido como una opción atractiva por su
biocompatibilidad para aplicaciones en biomedicina y nanobioingenería. No obstante,
también existen materiales útiles y biocompatibles para impresión 3D por
fotopolimerización, los cuales polimerizan para diversas longitudes de onda y sus
propiedades varían según el método de impresión y de su aplicación. Por ejemplo, con el
uso de un láser CW es común la implementación de luz en el rango ultravioleta, mientras
que en el caso de la polimerazión por doble fotón, es común utilizar longitudes de onda
infrarrojas. También se halló que el método de impresión (por láser o por extrusión) incide
en la resolución de las piezas elaboradas, e incluso (dentro de la fotopolimerazación) existe
una notable diferencia entre los métodos de polimerización simple y polimerización por
doble fotón. Finalmente, se encontró que la mejor resolución se puede alcanzar con un láser
pulsante (de tipo Femto, por ejemplo, y que son significativamente más caros), y con una
longitud de onda infrarroja al mismo tiempo en que se genera la polimerización por doble
fotón. No obstante, la resolución final depende de varios parámetros ópticos, de la resina,
de transferencia de calor y de los equipos utilizados.
52

Siguiendo con el párrafo anterior, se indagó las consideraciones principales para
lograr la impresión 3D por medio de fotopolimerización, como lo son el sistema óptico, la
configuración de la impresora (con una piscina que contenga el polímero), y los
requerimientos en cuanto a longitud de onda, potencia del láser, materiales y de
mecanismos útiles para la causa. Para esto, se tomó como ejemplo el sistema implementado
por Rawson (2012).
Se obtuvo una síntesis de las partes mecánicas que conforman la RepRap Prusa
Mendel Iteración II. De esto, se observó que una parte del chasis está conformado por
piezas impresas que pueden ser replanteadas en digital. También, se vio que en la página de
RepRap (2014) está la información detallada en cuanto a la lista de materiales y ensamblaje
del modelo mencionado, lo cual facilita cualquier cambio que se quiera hacer.
Se indagó los elementos eléctricos y electrónicos de la RepRap Prusa Mendel
Iteración II, y se obtuvo una síntesis de sus funcionamientos y rol que juegan en el
desempeño del dispositivo. Por ejemplo, se encontró que los motores a pasos utilizados son
controlados por medio de un Ardiuno Mega, y una tarjeta complementaria denominada
Ramps 1.4 con sus respectivos drivers.
Se obtuvo una síntesis de la información necesaria en cuanto al software de
impresión 3D apto para la RepRap Prusa Mendel Iteración II, así como de los programas
necesarios para implementar esta tecnología.
53

Se encontró características generales de la impresión 3D, entre las que figuran
especificaciones técnicas de proveedores tanto comerciales como de hardware libre. De
esto, se observó que –en general- la resolución de las impresoras 3D de hardware libre es
inferior al ejemplar citado del proveedor Stratasys. No obstante, también se observó que
-como se aprecia en la figura 9- la mayoría de impresoras 3D adquiridas provienen de
proveedores de hardware libre.
Por medio de los trabajos realizados con la RepRap Prusa Mendel Iteración 3, se
encontró que la electrónica puede adaptarse para poder controlarse desde la computadora,
puesto que la forma en la que la computadora se comunica con el Arduino Mega es de
forma serial, y así se podría remplazar el Arduino por una pc en caso de ser necesario, y
con todas las adaptaciones requeridas por el software. Asimismo, se encontró que una
buena opción para poder acoplar los motores al chasis de la impresora se podría lograr con
una estructura plástica o metálica destinada para ello. Asimismo, se vio que la electrónica
Ramps 1.4 tiene poco soporte ante sobrecargas, es poco práctica de calibrar en cuanto a
corriente y es complicado encontrar un proveedor que garantice el buen funcionamiento del
producto. Se observó que la forma en que los actuadores lineales (del eje Z) de la Prusa i3
están acoplados requiere de un soporte extra (como una viga) para darle rigidez y
direccionar bien el movimiento lineal del mecanismo. Se vio que para situaciones de alta
especificidad es aceptable modelar piezas en 3D e imprimirlas para lograr el correcto ajuste
de los elementos. Se encontró además que la configuración del chasis puede tener un
impacto importante en la resolución y repetibilidad del sistema, puesto que luego de
ensamblar la impresora se vio que esta no estaba lo suficientemente rígida aún luego de
54

socar los tornillos. Otro aspecto fue el de la corrosión, puesto que los rodamientos lineales
presentaron corrosión luego de las primeras semanas de haber realizado el ensamble.
De la ingeniería inversa también se encontró que el desempeño de los motores
puede variar según el hardware y el firmware implementado, y no solamente depende de la
configuración física interna de los motores a pasos. Así, la electrónica seleccionada debe
garantizar un buen procesamiento del código g y de su conversión a señales eléctricas para
los motores, así como la capacidad de realizar “micropasos”, y una regulación precisa de la
corriente para evitar vibraciones y sobrecalentamientos –por ejemplo.
Se realizó el modelo CAD de las piezas de la impresora y un ensamble general para
establecer y visualizar el acomodo de los componentes mecánicos y eléctricos. Se encontró
la necesidad de adquirir piezas específicas para ensamblar partes, o de diseñar piezas que
debido a su especificidad deben ser fabricadas en Costa Rica. Al realizar el diseño se vio la
cantidad de conectores, tornillos, tuercas y extrusión de aluminio requerido. Asimismo, se
observó los elementos mecánicos requeridos para lograr el tipo de movimiento deseado
para los ejes X y Y y para adaptar el sistema óptico. Los planos del diseño en CAD se
adjuntan en anexos.
Se obtuvo una lista de materiales, proveedores y costos. Ahí, se detallaron los
proveedores seleccionados, así como el costo de los productos:
55

Cuadro 3. Lista de materiales de la impresora diseñada.
Grupo departes Descripción/Modelo
Precio(Dólares
US) Proveedor CantidadPrecio total
(Dólares US)
Actuadores
Motor modelo LS4118S1404-T6x1 (75 mm o 150 mm según disponibilidad) 90,15 Nanotec 3 270,45Tuerca roscada modelo LSNUT-T6X1-F 14,45 Nanotec 3 43,35
Lubricante para la rosca 10,37 Nanotec 1 10,37
Interfacecon motores
Base para varios controladores modelo SMCP33-EVA 171,8 Nanotec 1 171,8Controlador modelo SMCP33 (2 Amperios) 101,4 Nanotec 3 304,2Cable convertidor ZK-RS485-USB 71,6 Nanotec 1 71,6
Conectores
ZCPHOFK-MC0,5-12 9,09 Nanotec 3 27,27ZCPHOFK-MC0,5-4 3,91 Nanotec 3 11,73ZCPHOFK-MC0,5-5 4,49 Nanotec 3 13,47ZCPHOFK-MC0,5-8 7,94 Nanotec 3 23,82ZCPHOFKC-2,5HC-2 2,19 Nanotec 1 2,19ZCPHOFKC-2,5HC-4 3,91 Nanotec 3 11,73ZCEDA345220088 0,69 Nanotec 6 4,14ZCEDA345240318 0,46 Nanotec 3 1,38
Fuente depoder
Fuente de poder modelo NTS-48V-5A 91,8 Nanotec 1 91,8Capacitor de estabilización de voltaje modelo Z-K4700/50 4,2 Nanotec 3 12,6
56

Cuadro 4. Lista de materiales de la impresora diseñada (continuación)
Grupo departes Descripción/Modelo
Precio(Dólares US) Proveedor Cantidad
Precio total(Dólares US)
Monturas para motor 8,68 Amazon 3 26,04 Soporte de riel 3,21 Amazon 20 64,2
Extrusión de Aluminio 20 x 20 6,47
Diigiit Robotics 9 58,23
Riel 8 mm diámetro 14,92 Amazon 4 59,68 2 Carros delizantes 10,99 Amazon 4 43,96
Plataforma Deslizante 10
Fabricado en CR 1 10
Base Eje Z 10
Fabricado en CR 1 10
Cama Ascendente 10
Fabricado en CR 1 10
Depósito 10
Fabricado en CR 1 10
ChasisDoble Riel X Y 10
Fabricado en CR 1 10
Placa 16mm x 42 mm 10
Fabricado en CR 1 10
Soporte del láser 10
Fabricado en CR 1 10
Junta Plataforma deslizante-Tuerca rosacada 10
Fabricado en CR 1 10
Esquina Simple 0,94
Diigiit Robotics 75 70,5
Tornillos 0,27
Diigiit Robotics 100 27
Tuercas ovaladas 0,37
Diigiit Robotics 100 37
Tuercas T 0,27
Diigiit Robotics 100 27
Rodamientos lineales (paquete de 6) 8,15 Amazon 1 8,15
Sistemaóptico
Láser (Diodo y jaula) 18 Aixis 1 10Lentes aixis 10 Aixis 1 58
Diafragma 58Edmundo Optics 1 5,98
Laser driver 5,98 Aixis 1 17,5Fuente de poder 17,5 Aixis 1 17,5
.
57

El costo total de los materiales mencionados anteriormente fue de 1682,64 dólares, sin
tomar en cuenta gastos de envío. Eso fue aproximadamente 908 625,6 colones.
5. ANÁLISIS DE RESULTADOS
Uno de los aspectos cruciales es por qué se decidió implementar fotopolimerización en
lugar de extrusión en caliente. Esto se hizo porque –desde las estapas iniciales del trabajo-
se encontró que la extrusión en caliente podría tener problemas que la hacen incompatibles
con la causa del presente trabajo: primero, la poca factibilidad de generar una boquilla de
micrómetros de diámetro y las grandes acumulaciones de esfuerzo que se generarían al
intentar extruir un polímero ablandado por ahí. Segundo, el riesgo de que se taquee el
extrusor por alguna partícula indeseada que provenga de la impresora, el ambiente o del
mismo filamento, y tercero, las desventajas que pueda presentar para la aplicaciones como
la ingeniería de tejidos la alta temperatura necesaria para la extrusión. Esos problemas
fueron resueltos al implementar la fotopolimerización.
Como se observó en la publicación de Huang et al. (2014), los canales de las
microestructuras fabricadas para estudiar la migración de las células cancerígenas tuvieron
anchos desde los 25 hasta los 120 micrómetros. Tamaños similares de microestructuras se
observaron en los artículos observados y relacionados con nanobioingeniería. Así, una
resolución cercana a los 10 micrómetros podría ser al menos aceptable para ser aplicada a
la investigación en el campo mencionado.
58

Conocer con la suficiente profundidad las partes mecánicas de la impresora 3D es
fundamental para el rediseño. Asimismo, que algunos de los elementos sean piezas
impresas es positivo al permitir ser replanteados con facilidad en algún software de diseño
3D. No obstante, la rigidez del sistema en general es crítica para lograr mejorar la
resolución y la repetiblidad. Por ende, podría ser factible cambiar los materiales de las
piezas por algún otro que tenga un mayor módulo de rigidez. Dicho cambio también podría
imposibilitar que las piezas sean impresas.
Haber indagado los mecanismos que conducen los ejes fue importante para
determinar si es factible mejorar la resolución. Este, correspondió a un sistema de poleas en
el caso de los ejes X y Y, y de tornillos sinfín en el eje Z. Debido a la elasticidad de las
bandas, y la naturaleza del sistema de transmisión (cuya imprecisión crece con el radio de
las poleas), fue claro que con un mecanismo distinto se podría mejorar el desempeño en los
ejes X y Y. Para el caso del eje Z, en la página de Prusa Mendel (iteration 2) (2014) se
especifica que la varilla dentada para moverlo es de tipo M8. Esto indicó que, si por
ejemplo se quisiera mantener el mecanismo de tornillo sinfín, sería necesario utilizar
elementos análogos pero de mayor precisión. Por ejemplo, se podría implementar un
sistema de engranes, pero esto se descartó debido a que los engranes generalmente
requieren aumentar las dimensiones y la complejidad del chasis para tener un acople ideal
(puesto en otro caso el funcionamiento sería muy inferior), además de que se podría
introducir errores por “backlash”, y obtener engranes de alta precisión es de un costo
relativo muy alto.
59

La documentación de las partes electrónicas y de software fue útil para discriminar
los replanteos que se podría hacer en la impresora para mejorar su resolución. De la
información obtenida, se observó que mientras la impresora mantenga una configuración
básica similar a la original, el cambio de los mecanismos que mueven los ejes no afectaría
el buen desempeño. Esto es, mientras se mantenga una configuración de impresora 3D
cartesiana.
En relación con el párrafo anterior, fue necesario alterar el mecanismo que mueve
los tres ejes, por uno –o varios- que ofrezcan una mayor resolución. Nótese que hubiera
sido difícil de lograr solamente con el cambio de los motores. Esto, por ejemplo, porque los
motores utilizados actualmente son NEMA 17 y tienen un mínimo de 0,9 grados por paso
(NEMA 17 Stepper motor, 2014). Por otra parte, Lin Engineering (2013) es un proveedor
que ofrece un motor a pasos clasificado como de tipo “high accuracy” -y de tamaño de
marco 23- que tiene un paso de 0,45 grados. Un motor como ese permitiría disminuir a la
mitad la resolución. Sin embargo, para alcanzar la meta planteada se debe disminuir 10 o
más veces. Aunado, por medio del software no es seguro que se pueda mejorar la
resolución (por ejemplo, al hacer más lento el proceso de impresión 3D), y de ser así es
claro que la cota final está definida por la disposición mecánica del dispositivo.
En relación con lo mencionado en el párrafo anterior, fue que se decidió recurrir a
un proveedor especializado en nanotecnología. Esto, porque también es necesario
considerar –además de la resolución- la minimización de las vibraciones y el buen
funcionamiento de los motores para desplazamientos pequeños y muy precisos. No
obstante, luego de la selección de los motores (de Nanotec), se encontró que dicho
60

proveedor también tenía a disposición la parte electrónica para conectar los motores a la
computadora. Los componentes seleccionados fueron una tarjeta general (cuya tarea es
análoga a la RAMPS 1.4) y varias tarjetas controladoras para conectar con los motores a
pasos (similares a los drivers que se utilizan con la RAMPS 1.4). Además, fue necesario
incluir la fuente de poder regulada, un capacitor recomendado por el proveedor
(probablemente para filtrar las oscilaciones de pequeña señal y proteger el sistema de picos
de corriente), y un cable de conexión entre la placa y la computadora. Nótese que el cable
convertidor tiene la tarea de transmitir la comunicación serial entre dos dispositivos cuyos
niveles lógicos (y por ende corriente y tensiones de operación) varían, de modo que no haya
daños por sobre corriente a ninguno de los dispositivos. Las placas controladoras también
tienen a disposición conectores para encóders, sistemas de freno, de protección contra sobre
calentamiento, sobre corriente, y de regulación automática de la corriente de operación.
Asimismo, permiten varias configuraciones de “micropasos”, y varios modos de operación
y programación dependiendo del fin para que se quiera usar los motores (Nanotec, 2013).
De la página de Nanotec (2013) y de sus respectivos manuales se vio que se puede
configurar el firmware antes de descargarlo a la placa EVA (interface entre los drivers de
los motores a pasos y la computadora) desde un sistema operativo como Windows 7, y
luego se puede generar código para el control de los motores con base en los comandos
establecidos por el firmware. Dichos comandos permiten funciones típicas del código g
realizadas por firmwares como “Sprinter”, de cual se encontró una explicación en la página
de RepRap (2015). Además, las placas tienen soporte para ser controladas desde Java.
Nanotec (2013) también especificó que los motores a pasos pueden ser controlados
en un ciclo cerrado al agregarles un encóder compatible con el driver especificado (ver
61

cuadro 3). Así, esto convertiría al motor a pasos del actuador lineal en una especie de
servomotor pero con las ventajas de los micropasos, lo cual reduciría las vibraciones y daría
un movimiento más suave.
Respecto al sistema de dirección del haz de luz, el mecanismo seleccionado para
movilizar el láser –y por ende, el haz de luz- tuvo la ventaja de poder mantener los motores
de los ejes X y Y estáticos (lo cual no es necesariamente así, a menos que la base de la
pieza no solamente se mueva en el eje Z). Además, también se pudo garantizar que la base
acrílica que sostiene la pieza solamente se mueva en el eje Z, lo cual implica que se puede
lograr el sistema de impresión por fotopolimerización de la forma vista en la literatura, y
además que no se generará vibraciones en el líquido al mover el haz de luz.
Por otro lado, el mecanismo sobre el cual se montan los tres actuadores lineales se
basó en dos barras o ejes sobre los cuales se apoyaron dos rodamientos lineales. Ambos
rodamientos se acoplaron por medio de una barra que podría ser metálica (por ejemplo, de
acero inoxidable, o de aluminio), o también de acrílico (lo cual es menos recomendable
puesto que podría aumentar la incertidumbre en el posicionamiento del haz de luz, pero
aceptable para probar el primer prototipo). Esto se hizo para que los esfuerzos provocados
por la fricción en los rieles (dado que los rodamientos lineales no son perfectos), el peso del
sistema óptico u otros factores como la inercia del mecanismo no generasen fuerzas
resultantes en el actuador lineal que no fuesen axiales, ya que al generar fuerzas cortantes
en el parte roscada, se podría generar desalineación y degradar la vida útil de los motores.
Asimismo, para evitar el exceso de fuerzas torsionales en la parte roscada del actuador –y
así librarse de sobrecargas, vibraciones, desgaste por fatiga, corrosión por picadura y
62

pérdida de precisión- se decidió incluir un lubricante recomendado por el proveedor
Nanotec.
En cuanto a la estructura general del chasis, nótese que esta se hizo bastante rígida
para asegurar que no se tendría el mismo problema que con la Prusa i3, y además con más
razón el chasis debió ser así, puesto que la nueva impresora estará dedicada a la
nanotecnología. Por eso se decidió implementar extrusión de aluminio como elemento
estructural, y utilizar suficientes juntas metálicas que proporcionaran la rigidez suficiente.
No obstante, nótese que, si bien las uniones o esquinas son relativamente baratas por
unidad, debido a que se utilizan muchas el precio por este ítem es significativo en la lista de
materiales.
En cuanto al sistema óptico seleccionado, se tomó en cuenta las recomendaciones
dadas por Rawson (2012), no obstante, es necesario probar el sistema para saber la
resolución alcanzada, y tener en cuenta que esta no necesariamente es de 10 micrómetros o
mejor. Esto podría lograrse al manejar una apertura diametral del haz de luz lo
suficientemente pequeña, pero hasta no realizar pruebas no se puede determinar con toda
certeza si hay que cambiar o mejorar el sistema óptico para aumentar las posibilidades de
aplicación. La ventaja que se tuvo con el sistema óptico seleccionado fue el bajo costo
relativo y que este ya había sido probado anteriormente, lo cual da mayor certeza de un
buen funcionamiento. Ahora, respecto al control del láser es probable que haya que agregar
alguna placa controladora específica para el láser y que se conecte a la pc vía comunicación
Serial en un puerto COM.
63

Aunado, de la ingeniería inversa realizada con la prusa i3 se encontró corrosión en
los rodamientos lineales del eje X. Al identificar las condiciones de operación, se determinó
que el tipo de corrosión fue electroquímica (puesto que estuvieron presentes los factores
necesarios y porque otro tipo de corrosión como la generada altas temperaturas son menos
probables de ocurrir). Nótese que de la aseveración anterior, se desprende que tuvo que
haber al menos un ánodo y un cátodo en los rodamientos. Sin embargo, estos estuvieron en
contacto solo con materiales poliméricos, se determinó que fue diferencias en la estructura
cristalina de los mismos roles –y por ende, con distintos potenciales de reducción estándar-
los que formaron los pares ánodo-cátodo. De ahí que –para omitir este problema en la otra
impresora- sea necesario pintar algunos elementos mecánicos de la impresora (puesto que
otros métodos de protección de la corrosión podrían ser más costosos y complicados).
Finalmente, respecto al diseño realizado, cabe resaltar que en general este presentó
un carácter “modular”, donde esto se refiere a que varios grupos de componentes se podrían
sustituir o rediseñar sin afectar radicalmente la configuración de toda la impresora. Esto se
observa mejor con el hecho de que el chasis tiene espacio para agregar espejos y un cañón
de luz en caso de querer utilizar un láser de mayor potencia o uno pulsante.
64

6. CONCLUSIONES
Como se observó gracias a los artículos consultados al respecto, para que la tecnología de
impresión 3D de hardware libre pueda ser aplicada a la investigación en nanobioingeniería,
es necesario mejorar la resolución a aproximadamente 10 micrones. Aunado, para lograrlo
se debe cambiar el mecanismo que mueve los ejes, ya que por medio de la parte electrónica
y del replanteamiento del software solamente es dudoso que sea posible.
En vista de trabajos previos realizados con PLA en campos como la ingeniería
biomédica y la nanobioingeniería, e incluso relacionados con la impresión 3D, es
recomendable seguir trabajando con PLA; también, por sus características mecánicas
favorables y de biocompatiblidad. No obstante, aún no se tiene suficiente información
acerca de si las propiedades del filamento de los proveedores es útil para la causa, y que
vestas no se ven críticamente mermadas luego del proceso de extrusión en caliente.
Asimismo, la extrusión en caliente podría ser una limitante en el alcance de una mejor
resolución. Por ende, se escogió implementar fotopolimerización y probar las primeras
impresiones con una resina comercial como Dymax 3099 Ultra Light-Weld Adhesive.
Se obtuvo una síntesis lo suficientemente detallada de las partes mecánicas,
eléctricas, electrónicas y de software de la RepRap Prusa Mendel Iteración II. Esto fue
crucial para conocer cuál es el papel de cada uno en el replanteamiento de esta impresora.
También es importante que la información de ensamblaje y de materiales (estrictamente
detallada) esté disponible en la red (debido a que es hardware libre) para poder realizar el
65

rediseño. También se obtuvo información y experiencia importante de la ingeniería inversa
y el correspondiente ensamble de la RepRap Prusa i3.
Se obtuvo un diseño en 3D y una lista de materiales para la creación de una
impresora 3D de fotopolimerización diseñada para la aplicación en nanotecnología. Para
saber si se alcanzó la resolución buscada, sería necesario probar la impresora, pero también
se tiene la ventaja de que –debido a la modularidad de la impresora- es posible realizar
modificaciones específicas que mejoren el desempeño.
66

7. RECOMENDACIONES
El presente proyecto se centró en buscar la mejora de la resolución de la impresora hasta los
10 micrómetros. Por ende, se indagó a profundidad los elementos mecánicos, eléctricos,
electrónicos y de software, y así saber cómo afectaba cada uno en el rediseño. Para ello, el
plan se dirigió hacia cambiar los mecanismos de movimiento de los ejes. Aunado, debido a
la calidad de los elementos mecánicos y de los mecanismos en la actualidad, fue claro que
la meta planteada es lograble –aunque siempre está la limitante del costo. Sin embargo, es
necesario complementar el trabajo con un análisis metrológico y pruebas que
retroalimenten el proceso de diseño.
Otro aspecto es que la mejora de la resolución no es necesariamente lo único que se
requiere para aplicar la tecnología de impresión 3D a la investigación en nanobioingeniería
e ingeniería biomédica. Esto, porque hay que tomar en cuenta el ambiente de impresión, la
aplicabilidad de los polímeros implementados, y los costos de dichos materiales.
Aunado, hay que considerar que, para ampliar los horizontes en el ámbito de
investigación, podría seguirse mejorando la resolución de la impresora (incluso a decenas
de nanómetros) al implementar tecnologías más complejas, como la combinación de la
impresión 3D con el “electrorotado” y la microscopía electrónica. Una opción clara sería
implementar femto-láseres, pero ahí la recomendación sería dedicar un proyecto de
investigación solamente a la reducción del costo de fabricación de dichos componentes –
dado que en la actualidad son muy caros.
67

En cuanto al control o software de implementación de la impresora, el siguiente
trabajo es generar un NCK (numerical control kernel o kernel de control numérico) en Java,
el cual pueda ser descargado a las tarjetas SMPC33. También se debe tomar en cuenta
posibles mejoras al agregar retroalimentación por encóders (por ejemplo) para convertir al
sistema en uno de lazo cerrado. Otra opción es implementar LinuxCNC, pero para eso
habría que cambiar la electrónica de la impresora por una que permita la comunicación por
puerto paralelo con una computadora basada en Linux.
Finalmente, para mejorar el desempeño del sistema de control, podría
implementarse estrategias basadas en reconocimiento de imágenes para tener una medición
específica de la posición del efector final sin tener que hacer idealizaciones en la dinámica
asociada a los elementos mecánicos intermedios entre los actuadores y el efector final.
68

8. BIBLIOGRAFÍA
Aleph Objects. (2014). Home. Recuperado el 11 de Octubre de 2014, dehttps://www.alephobjects.com/
Amazon. (2014). RepRap Prusa Mendel Iteration 2 Complete 3D Printer Kit. Recuperadoel 20 de Octubre de 2014, de http://www.amazon.com/RepRap-Mendel-Iteration-Complete-Printer/dp/B00DMRR4BG
ARDUINO. (2014). Arduino Mega 2560. Recuperado el 24 de Octubre de 2014, dehttp://arduino.cc/en/Main/arduinoBoardMega2560
Bell, C. (2014). Maintaining and Troubleshooting Your 3D Printer. New York: Springer.
Carfi, F., La Carrubba, V., & Brucato, V. (2009). Tuning of biodegration rate of PLLAscaffolds via blending with PLA. International Journal of Material Forming, 2,713-716. doi: 10.1007/s12289-009-0574-x
Chaurey, V., Block, F., Su, Y.-H., Chiang, P.-C., Botchwey, E., & Chou, C.-F. (2012).Nanofiber size-dependent sensitivity of fibroblast directionality to the methodologyfor scaffold alignment. Acta biomaterialia, 8(11), 3982-90. doi:10.1016/j.actbio.2012.06.041
Ellsworth adhesives. (2015). Dymax Ultra Light-Weld® 3099 UV Curing Adhesive Clear 1L Bottle. Recuperado el 16 de Junio del 2015, dehttp://www.ellsworth.com/products/adhesives/uv-curing/dymax-ultra-light-weld-3099-uv-curing-adhesive-clear-1-l-bottle
Evans, B. (2012). Practical 3D Printers, The Science and Art of 3D Printing. Nueva York:Apress.
Folger Technologies. (2014). GT2 16 Tooth Pulley 5mm bore. Recuperado el 7 deDiciembre de 2014, de http://shop.folgertechnologies.com/products/gt2-16-tooth-pulley-5mm-bore-3d-printer-reprap-rostock-mendel-prusa-i2-i3




























