Asiste a las - · PDF fileNuevas tecnologías para el desarrollo de concreto de alto...
54
Transcript of Asiste a las - · PDF fileNuevas tecnologías para el desarrollo de concreto de alto...



El último jueves de cada mes, se lleva a cabo la Reunión Mensual con la exposición de temas de interés de tecnología del concreto presentada por especialistas de reconocido prestigio en las distintas áreas relaciona-das con el concreto; de los más recientes podemos mencionar:
Plaza Carso, Línea 12 y T.E.O., Grupo Carso. Enero 2011.Concretos Moctezuma. Ing. Eduardo Hiriart Rodríguez e Ing. Omar Galván Cazares.
Durabilidad del Concreto del Canal de Panamá. Noviembre 2010Grace Holding, S.A. de C.V. Ing. Diego Sánchez Guzmán
Concreto Masivo: Nuevo Recinto Legislativo del Senado de la República, Octubre 2010.Concretos Cruz Azul, S.A. de C.V. Ing. Martha Sánchez Armendáriz.
Túnel San Gotardo: Holcim Apasco en la obra del Siglo XXI, Septiembre 2010.Holcim Apasco, S.A. de C.V. Ing. Carlos Gómez Toledo
Sustentability Trends in the Construction Industry, Septiembre 2010.BASF, The Chemical Company. Ing. Jack Armstrong.
Revisión de Condiciones de fatiga en losa de puente vehicular, Agosto 2010.ANALISEC. Ing. Miguel Aspeitia Ruiz.
Soluciones integrales de innovación Cemex. y Proyecto de Aerogeneradores de Oaxaca, Julio 2010.CEMEX, Ing. José Juan Flores e Ing. Marsat Lal Mirpuri.
Estado del arte del medición de la resistividad de los sistemas de reparación anticorrosivos en el concreto, Mayo 2010.THE EUCLID CHEMICAL. M en C. Víctor Vega Reséndiz, MSc. Alma Reyes Zamorano e Ing. VíctorSánchez Trujillo.
Nuevas tecnologías para el desarrollo de concreto de alto desempeño, Marzo 2010.BASF, The Chemical Company. Ing. Fernando García Ayala.
Propiedades y proyectos de concreto translucido, Febrero 2010.Concretos Moctezuma, Ing. Eduardo Hiriat Rodríguez e Ing. Omar Galván Cázares.
Materiales y prácticas para disminuir los Agentes Nocivos sobre el concreto, Enero 2010.GRACE. Ing. Uriel de la Rosa.
Educación para la Normalización, Noviembre 2009.Instituto Mexicano de Normalización y Certificación. Lic. Lucero Manhely e Ing. Jorge Dávila Ramírez.
Admixtures and Aggregates: Key Elements of Athletic Concrete, Octubre 2009.The Euclid Chemical. Quím. Federico López Flores e Ing. Williams S. Phelan.
Al término de las exposiciones propiciamos un brindis con intercambio de ideas y opiniones entre los asistentes (constructores, supervisores, productores de cemento y concreto, promotores, laboratorios, fabri-cantes y proveedores de equipos y productos, estudiantes, etc.), en un ambiente de camaradería y respeto.
Informes:tel. (01 55) 55 63 18 44 y(01 55) 15 18 11 69 de la Cd. de México
Asiste a lasReunionesMensuales
Participa y actualízate...Entrada libre

www.acimexicosc.org 1
M. I. Homero Jesús Montaño RománPresidente ACI Sección Centro y Sur de México
on el paso del tiempo, las sociedades contemporáneas han adquirido una mayor con- ciencia acerca de la responsabilidad que tienen para asegurar que las generaciones futuras dispongan de recursos, energía, agua y otros bienes, que son necesarios pa- ra la supervivencia humana y en especial, para devolver al planeta el equilibrio que por las leyes naturales le corresponde. En ese contexto, la construcción es una práctica que puede y debe estar alineada al concepto de sustentabilidad. La Construcción Sustentable es aquella que se dirige a satisfacer las necesidades de hábitat o de infraestructura de la socie-dades presentes, manteniendo e incluso incrementando las posibilidades de desarrollo de las generaciones venideras en un contexto de conservación del equilibrio en el medio ambiente. Una de las condiciones fundamentales para que las prácticas de Construcción Susten-table se generalicen y adopten, consiste en un cambio cultural, una distinta forma de pensar que sea capaz de combinar dos aspectos, de manera simultánea: por un lado, diseñar y cons-truir de acuerdo a las necesidades de espacios habitables y de obras de infraestructura (enfo-que a las necesidades de construcción); y por otro lado, el uso responsable e inteligente de los recursos que son utilizados para ese propósito (enfoque a la sustentabilidad de largo plazo). La construcción en nuestros días se encuentra en un contexto de alta tecnología, una gran oferta de materiales amigables con el ambiente, y una creciente demanda de la sociedad por utilizar edificios y obras de infraestructura capaces de garantizar una relación responsable con el medio ambiente. No hay pretextos para seguir defendiendo los modelos tradicionales que, si bien fueron útiles en el pasado, hoy no tienen justificación dado el alto índice de des-perdicios, emisión de contaminantes y fuerte consumo de energía. Desde el desarrollo del proyecto arquitectónico hasta el uso de cada obra de construcción – e incluso, considerando su demolición al término de su vida útil – los profesionales de la construcción tenemos el deber de pensar siempre en términos de sustentabilidad. Los campos en que pueden ser aplicadas acciones concretas en esta dirección son muy amplios: uso de materiales compatibles con el ambiente, instalaciones con bajo consumo de agua, reciclaje, combustibles de bajo impacto, técnicas pasivas de calefacción o refrige-ración, uso de energías alternativas para generar electricidad, fachadas y azoteas verdes, eliminación de desperdicios de materiales durante el proceso constructivo, permeabilidad de pavimentos y un sinfín de técnicas y procedimientos que actualmente están disponibles. Acep-temos el reto. Iniciemos desde hoy mismo una cultura de Construcción Sustentable.
EDITORIAL
C
M. I. Homero Jesús Montaño RománPresidente ACI Sección Centro y Sur de México
CONSEJO DIRECTIVO
M. I. Homero Jesús Montaño RománPresidente
Ing. Eduardo Hiriart Rodríguez Vicepresidente Ing. Eduardo César Castell Quiñones Tesorería y Finanzas M. I. Patricia Contreras Rodríguez Comité Técnico
M. I. Arturo Gaytán Covarrubias Capítulos Estudiantiles
Ing. Jorge Dávila Ramírez Eventos
Ing. Fernando García Ayala Difusión y Membresías
Ing. Agustín Rego Espinosa Normalización
Dr. Mario Rodríguez Rodríguez Enlace ACl internacional
M. I. Gustavo Montoya Aguilar Certificación
CONSEJO CONSULTIVOIng. Fernando García AyalaIng. Felipe de Jesús Gómez Sánchez Ing. Felipe de Jesús García Rodríguez Ing. José Antonio Rangel JaramilloIng. Luis García ChowellM. en I. Gustavo Montoya AguilarIng. Fernando García Ayala Ing. Carlos Gómez Toledo Ing. Carlos A. Siller Camacho Ing. Juan M. Rodríguez GarridoM. en I. Marco J. Faradji Capón Ing. Lorenzo Flores Castro Ing. Alejandro Graf LópezM en I. Víctor M. Pavón Rodríguez
Misión Promover e incrementar la cultura de los programas de certificación, elevando el nivel técnico de los pro-fesionistas de la construcción para mejorar el manejo y producción del concreto. Ser dignos representantes y promotores del ACI Internacional en México y servir de referencia para otros capítulos en el mundo. No ser una opción, ser una solución. Promover los logros y éxitos obtenidos por las Universidades y de los profesionistas que emplean el con-creto como material de construcción en México.
Visión Posicionar al capítulo como el más importante fuera del territorio de los Estado Unidos. Divulgar en forma oportuna y eficiente los nuevos descubrimientos sobre Tecnología del Concreto. Generar confianza en los programas de trabajos de certificación y divulgación tecnológica.

2 ENE • FEB • MAR 2011

www.acimexicosc.org 3
ContenidoCONSEJO EDITORIAL
M. I. Homero Jesús Montaño Román
Ing. Fernando García Ayala
M. I. Patricia Contreras Rodríguez
Ing. Eduardo Hiriart Rodríguez
Dr. Mario Rodríguez Rodríguez
EditorIng. Raúl Huerta Martínez
Diseño GráficoLuis Felipe Hernández Navarro
Publicidad Lic. Carlos Hernández
Lic. Carlos Álvarez
Administración y CirculaciónLic. Celina Ortega
Oficinas GeneralesSección Centro y Sur de México
Calle 23 No 22-H San Pedro de los Pinos México D.F. C.P. 03800
Tel (55) 5563-1844Fax (55) 1518-1169
[email protected] www.acimexicosc.org
14
14
20 26
44La Revista ACI Centro y sur México es publicada cuatro veces al año por la Sección Centro y Sur de México del American Concrete Institute. Calle 23 No. 22-H San Pedro de los Pinos, México D.F. C.P.03800, tels, (55) 5563-1844. El título de la presente publicación se encuentra en trámite ante la Reserva de Derechos de Autor, Secretaría de Edu-cación Pública, los certifi cados de título y de contenido se encuentran en trámite, los artículos y opiniones publicados en este número son de los autores y no son necesariamen-te los de la sección ACI Centro y Sur de México. Certificación
Cursos impartidos por la Sección ACI centro y sur de México
48
Editorial
Noticias
MaterialesAplicaciones de aditívos de policarboxilato en concretosde alto comportamiento
ConstrucciónConstrucción sustentable
EstructurasUn nuevo sistema de refuerzo de concreto: Fibra helicoidal
NormalizaciónEspecificaciones para el cemento
6 PortadaLa Ventosa: Tesoro Eólico de México
32 Control de calidadPrecisión de las pruebas de resistencia a compresión del concreto con especímenes cilíndricosde diferentes tamaños
43 Capitulos EstudiantilesDía del concreto

Noticias en concreto
Ingenieros Civiles del MIT han identificado por primera vez lo que causa el deterioro gradual del material más frecuente utili-zado en la industria de la cons-trucción -el concreto-, minimi-zando su durabilidad y acortando la vida de estructuras tales como puentes y contenedores de de-sechos nucleares. Los investigadores co-mentan que la fluencia del con-creto (término técnico utilizado para el tiempo de deformación que ocurre en el concreto cuan-do es sujeto a carga) es causado por el reacomodo de partículas a nanoescala. El Profesor Franz-Josf Ulm, co-autor del documento publi-cado comentó. “No podemos prevenir este fenómeno de que ocurra, pero si podemos detener el período en el que ocurre, esto aumentará la durabilidad del con-creto y prolongara la vida de las estructuras. Nuestra investiga-ción establece las bases para la reingeniería del concreto desde una perspectiva a nanoescala. El profesor Ulm, quien ha invertido casi dos décadas estudiando el comportamiento mecánico del concreto y su com-ponente principal, el cemento, se ha enfocado en los años previos en su nanoestructura. Ulm y su co-autor Matthieu Vandamme explican que la deformación del concreto viene cuando estas par-tículas de nanómetros C-H-S se
reacomodan en densidades alte-radas: algunas más flojas y otras más compactas con la mezcla. También explican que una tercera, fase más densa de los C-S-H puede ser inducida al ma-nipular cuidadosamente la mezcla de cemento con otros minerales tales como humo de sílice, un ma-terial de desecho de la industria del aluminio. Este mineral forma partículas adicionales más peque-ñas que caben entre los espacios entre los nanogranulos de C-S-H, espacios que fueron llenados an-teriormente con agua. Esto da el efecto de aumentar la densidad de los C-H-S hasta en un 87%, que a su vez dificulta el movimiento de los C-S-H con el tiempo. En su publicación de la PNAS, los investigadores mues-tran experimentalmente que el estimado de deformación es logarítmico, lo cual quiere decir que al reducir la deformación incrementa la durabilidad expo-nencialmente. Demuestran matemáti-camente que la deformación se puede decrementar en un rango de 2.6. Esto dará como resultado un
verdadero e importante efecto so-bre la durabilidad del concreto: un contenedor de desechos nucleares se construye para durar 200 años con el concreto desarrollado hoy en día podría durar hasta 16,000 años si es construido con un concreto de ultra alta densidad (UHD). Ulm destacó que el con-creto de ultra alta densidad UHD podría alterar la forma de diseños estructurales, así como también contar con enormes implicaciones ambientales, debido a que el con-creto es el material mayormente producido por el hombre sobre la tierra: 20 billones de toneladas por año en todo el mundo con un 5% de aumento anualmente. Un con-creto más durable significa que menos material de construcción y menores renovaciones frecuentes serán requeridos. Ulm y Vandamme lograron sus descubrimientos e investiga-ción utilizando un dispositivo de nanoidentización, el cual permite manipular y esforzar (aplicar car-ga) los C-S-H y medir en minutos las propiedades de deformación que son medidas usualmente en experimentos de más largo plazo en escala macroscópica. Este proyecto fue fundado en parte por el Grupo Lafarge, un productor de materiales de cons-trucción Francés.
Informes: Massachusetts Institute of Te-chnologyDepartment of Civil and Environmental EngineeringTel. (617) 253-7101 cee.mit.edu
INVESTIGADORES DEL MIT HACEN EL CONCRETO ULTRADURABLE
Noticias4
4 ENE • FEB • MAR 2011

www.acimexicosc.org 5
Avances de la construcción de la línea 12 del Metro La también llamada línea dorada cuyo avance a la fecha es casi del 70 por ciento, es considerada por el gobierno de la ciudad de México como la obra pública re-ciente más grande del país y de Latinoamérica. La obra civil y electromecá-nica está a cargo de la Dirección General de Obras para el Trans-porte, de la Secretaría de Obras y Servicios, en estrecha coordina-ción con el Sistema de Transporte Colectivo, que lleva a cabo la ela-boración de la ingeniería básica. En esta obra se aplica la modalidad de proyecto integral, que comprende estudios y aná-lisis; anteproyectos; proyectos ejecutivos; construcción; insta-laciones fijas; pruebas; marcha en vacío y puesta en servicio, así como, capacitación y entrega al organismo operador. Para la excavación del tú-nel se usó un Escudo de Presión Balanceada (EPB) ensamblado en China, éste tiene un peso aproximado de mil toneladas y una longitud de casi 100 metros. Cabe destacar que la Lí-nea 12 del Metro, que correrá de Mixcoac a Tláhuac, será la primera de todas las que se han construido que consta de cuatro procedimientos constructivos: a) Sección Superficial, conocida como tipo “U”, b) Sección Elevada, un viaducto elevado similar a los puentes ve-hiculares, c) Sección en Cajón Subterráneo, una estructura rectangular a me-nor profundidad que un túnel y d) Sección Túnel con Escudo EPB. El túnel tiene un diámetro de 9.11 m., ya terminado y las dovelas de concreto prefabrica-
do que recubren el túnel cuen-tan con un espesor de 80 cm., por lo que el escudo excava una circunferencia total de 9.91 m., y poco más de 9 km., de longitud. La línea tiene programa-das 20 estaciones, y está por de-finirse si se integran dos más, lo que implicaría un kilómetro más hacia la delegación Álvaro Obre-gón y un presupuesto cercano a los mil 500 millones de pesos. Para esta construcción se han atravesado nueve tipos de sue-lo, entre los que destacan: limosos, arenosos, tepetates y compactos con boleos de rocas empacados. En esta obra, se emplea tecnología de punta y procedi-mientos constructivos novedosos, como en la excavación profunda para las estaciones Mexicaltzin-go, Ermita, Eje Central, Parque de los Venados, Zapata, 20 de Noviembre, Insurgentes Sur y Mixcoac. La cimentación está confor-mada primero por pilotes porque la capa resistente en este tramo se encontró hasta el nivel -36.00 m., -22.00 m., y -13.00 m. Esta variación en un tramo tan corto hizo que los pilotes se anclaran por secciones de 12.00 m, en al-gunos puntos hay hasta tres sec-ciones de pilotes, posteriormente viene una plantilla para comenzar
con el cajón de cimentación que está desplantado a -10.00 m. En seguida vino la construcción del cajón de cimentación y el dado del cual se desplantó la columna que soporta las ballenas. El concreto armado que se utilizó para pilotes, cajones, dados y columnas es de f’c = 350 kg/cm2 a excepción de la plantilla de Resistencia f’c = 100 kg/cm2. La superestrucutra está compuesta por columnas de 9 metros de altura armadas con varillas de 1” de diámetro y 1-1/2” en ballenas. La maquinaria y equipo utilizado ha sido además del escudo de presión balanceada, retroexcavadora, barrenadora, camión de volteo, grúa pluma, góndolas y equipo de bombeo. El nivel de agua freática que es de -2.50 m., se abatió por medio de bombeo haciendo uso de un cárcamo que conduce el líquido a un pozo de absorción. Gracias a nuestros inge-nieros y al personal técnico re-conocido a nivel internacional en cuatro décadas se ha logrado conformar una red de 202 km., de Metro, pese a las caracterís-ticas del subsuelo y la sismicidad de la Ciudad de México.
Mariana Olivares

El desarrollo de la industria desde el siglo XIX hasta la actualidad no hubiese sido tan impetuoso sin el consumo progresivo de la energía, en la actualidad más de 15,000.000 millones de kW/h de electri-
cidad se generan anualmente en todo el mundo. De esto, cerca de 65 por ciento es producido quemando hidrocarburos y el resto se obtiene de otras fuentes, incluyendo energía nuclear, hidroelectricidad, geotérmica, biomasa y energía solar. Esta energía no puede ser usada repetidamente, ni restablecida, ni renovada. Solamente cerca del 0.3 por ciento de esta energía es producida convirtiendo la energía cinética del viento en energía eléctrica. Con esto Europa, que no tiene recursos grandes de combusti-bles fósiles, ocupa el primer lugar en desarrollo de las fuentes energéticas renovables y más en desarrollo de la energía eólica. En Latinoamérica el desarrollo de la energía eólica está en sus co-mienzos, en México, en el istmo de Tehuantepec fue construido el primer parque eólico. El 23 de enero del año en curso la empresa española Ac-
LA VENTOSA: TESORO EÓLICO DE MÉXICOIng. Marsat Lal Mirpuri, Gerente Técnico Zona Sureste,CEMEX
El uso de la energía cinética del viento para la obtención de la energía eléctrica, es una de las alternativas más poderosas para el ser humano
Portada6
Figura 1. En Latinoamérica el desarrollo de la energía eólica está en sus comien-zos
1. Cimientos2. Conexión a la red eléctrica3. Torre4. Escalera de acceso5. Sistema de orientación6. Góndola7. Generador8. Anemómetro9. Freno10. Caja de cambios11. Pala / Aspas12. Inclinación de la pala13. Rueda del rotor
Figura 2. Esquema de una turbina eólica
13
12
11 10 9 8
7
6
5
4
3
2
1
6 ENE • FEB • MAR 2011

www.acimexicosc.org 7
ciona y la mexicana Cemex inauguraron en el sur de México el plan Eurus. El proyecto consiste en la instalación en Oaxaca de un campo eólico con una potencia total de 279 MW de energía eléctrica. Este proyecto es el más grande de América Latina. La CFE planea en los próximos años ins-talar 500 MW en este estado. Todo esto indica la importancia que tiene la energía eólica en el desarrollo del país así como en el desarrollo de la civilización humana. México ocupa el lugar 27 en el ranking mundial de los 82 países con energía eólica con una capacidad instalada de 402 MW para finales de 2008. En 2009 se adicionaron 317 MW lo que implica un crecimiento año con año de 372% el mayor a nivel mundial. El 95% de este crecimiento eólico está concentrado en el Golfo de Tehuantepec.
ESPECIFICACIONES TÉCNICAS PARA PROYECTOS EÓLICOSf’c= 250, 300, 400 y 450 Kg/cm2 Zapatas y Pilasf´c= 300, 400 Kg/cm2 PedestalesEdad a 28 díasT. M. A. 20 mmRevenimiento 14 cm y 18 cm (+/- 2.5 cm)Concreto Clase IAgregados que cumplen la NMX C- 111Aditivo superfluidificante y reductor de aguaAgregado grueso de origen río/calizaAgregado fino de origen ríoCemento CPC 40 RAgua potableTemperatura máxima 27°C en obra.
Cemex recomienda en base a su experiencia en colados masivos y acorde a las dimensiones de los elementos analizados que se considere como semimasivo.
Acorde a las especificaciones técnicas de CFE las cimentaciones de los aerogeneradores por su dimensión mínima son consideradas como un elemento masivo:
Tabla 1. CONTROL DE TEMPERATURA-PERFIL TÉCNICO
Tipo deconcreto
Espesorelemento por
colar cm
Temperatura máxima enplanta °C
Temperaturamáxima de
colocación °C
Masivo >100 20 23
Semimasivo 60-100 24 27
Normal <60 28 31
Figura 3. Materiales especificados
Figura 4. Dimensión mínima para un elemento masivo

PROCESO CONSTRUCTIVO: OBRA CIVIL
EXCAVACIÓN Previo al colado de la plantilla superficial, es necesario excavar has-ta llegar a terreno firme. El terreno de la región contiene mucha agua, ya que son tierras de riego, esto da como resultado un subsuelo con carac-terísticas de blando y fangoso. Dicha situación hace necesario el excavar mucho más de lo planeado y que el proceso de excavación se retrase. Previo al colado de este tipo de zapatas se debe seguir el proce-dimiento constructivo de pilas de concreto reforzado con el uso de Tubo Treming. Una vez que se tengan las pilas coladas, se procede a la exca-
Portada
Figura 5. Excavación para zapata
Gráfi ca 1. Perfi l térmico zapata 12 eurus
Tem
pe
ratu
ra d
el c
on
cre
to o
C
Termopar 1 (0.30 m) Termopar 2 (1.00 m) Termopar 3 (1.60 m) Termopar 4 temp. ambiente65
60
55
50
45
40
35
30
25
200 12 24 36 48 60 72 84 96 108 120 132 144 156 168 180
tiempo (hrs)
Descripción Resultado
Tempertura máxima alcanzada en el interior del elemento 61 ° C
Diferencial de temperatura máxima alcanzada entre la fibra superficial (T1) y la fibra más profunda (T3)
6.2 °C
Gráfi ca 2. Perfi l térmico zapata 3-A eurus
Tem
pe
ratu
ra o
C
Ambiente 1.80m 1.00m 0.20m interior65
60
55
50
45
40
35
30
25
202 14 26 38 50 62 74 86 98 110 122 134
tiempo (hrs)
Descripción Resultado
Tempertura máxima alcanzada en el interior del elemento 69.13 ° C
Diferencial de temperatura máxima alcanzada entre la fibra superficial (T2) y la fibra más profunda (T1)
12.39 °C
8 ENE • FEB • MAR 2011

www.acimexicosc.org 9
Figura 6. Zapata A “Flexible” Vol = 490 m3
Figura 7. Zapata B “Rigida” Vol = 490 m3
Pedestal
Pedestal
Pilas
vación hasta el nivel de proyecto de desplante de plantilla. Para realizar la unión de estas pilas con la zapata es necesario el descabeceo de las pilas.

Portada
PLANTILLA Superficial. Una vez que se encuentra terreno firme se procede a rellenar, la excavación con Piedra Bola, hasta llegar a 2 m de la superficie. Para después realizar el colado de la Plantilla. Para las pilas. Después de colar las pilas se procede con la exca-vación a la altura especificada para dar paso al colado de la plantilla. Una vez que la plantilla está lista es necesario iniciar con el descabeceo de las pilas, demoliendo el concreto y utilizando las varillas en el armado del elemento.
CARGA DE HIELO Frapeado. Previo a la carga del concreto las unidades se enfilan para ser cargadas con hielo molido por medio de frapeadoras. Se utilizan 2 frapeadoras durante los colados y se cuenta con 2 de respaldo. El hielo se pesa antes de ser frapeado para conocer la cantidad exacta de hielo que va sustituir al agua de mezclado. Planta de hielo. Se cuenta con tanques de agua (20,000 L. c/u) los cuales proporcionan el agua para poder producir el hielo requerido, una vez producido el hielo se almacena para su uso en las horas siguientes. El hielo es transportado a una tolva-báscula donde se pesa y luego se vacía en la olla.
Figura 8. Plantilla superfi cial
Figura 9. Plantilla de pilas
Figura 10. Carga de hielo: frapeado
Figura 11. Carga de hielo: planta de hielo
10 ENE • FEB • MAR 2011

www.acimexicosc.org 11
CARGA Y LIBERACIÓN DE CONCRETO La carga de concreto. Se realiza una vez que las unidades se encuentran cargadas con hielo. Agregados: Arena (R), Grava (C/R) Cemento: CPC 40 Agua: Acorde a las humedades del día, menos el hielo Aditivo: D11 y D18 Tiempo de Carga de la olla: 8-10 min Revisión de la calidad. Actividad de suma importancia dentro del proceso, ya que los supervisores son los encargados de revisar el revenimiento y temperatura. Se cuenta con personal capacitado para lle-var a cabo la liberación de las unidades por medio de una revisión visual del revenimiento y medición de la temperatura del concreto en planta. Se muestrea cada 50 m3 obteniendo 4 especímenes para dicha muestra. En el laboratorio en la obra. Con las especificaciones del clienteRevenimiento: 14 cm (+/- 2 cm) y Temperatura: 27°C Máximo. Equipo para colado de Zapata. El cliente exigió contar con 3 bom-bas en sitio; 2 colando y una de respaldo. Cuando los espacios y el terreno lo permiten se bombean dos ollas por cada bomba al mismo tiempo.
COLADO DE ZAPATA, PADMOUTH Y PEDESTAL El colado es de forma continua, cuidando que en los 40 cm iniciales de peralte que tiene la zapata el concreto se consolide de manera adecua-da. Una vez que se alcanza el talud del elemento se realizan los ajustes necesarios en el revenimiento para poder llegar a la obra con 12 a 14 cm.Tiempo promedio de colado: 5 h.
Pedestal – Padmouth
En general se realiza el colado de 2 m3 del Padmouth al mismo tiem- po que el Pedestal. Si se hace el colado por separado, no requiere control de temperatura.
Concreto: El colado del pedestal se realiza al día siguiente del colado de la zapata.Concreto: 22 m3, con control de temperatura a 27°C.
Figura 12. Carga de concreto
Figura 13. Revisión de calidad: planta
Figura 15. Equipo para colado de zapata
Figura 14. Colado de padmouth
Figura 16. Colado de pedestal

Portada
Zapata terminada. Elemento base del aerogeneradorZapata superficial Excavación y plantilla: 1 día. Armado de zapata: 1 ½ día. Colado de zapata: 1 día. Colado de pedestal y padmouth: 1 día. Relleno de elemento: 1 día. Elemento finalizado: 5 ½ días.
Zapata piloteada Excavación y colado de pilas y plantilla: 4 días. Cabeceado y armado de zapata: 3 días. Colado de zapata: 1 día. Colado de pedestal y padmouth: 1 día. Relleno de elemento: 1 día. Elemento finalizado: 10 días.
Nota: En este tiempo no se está considerando, los días que son necesa-rios esperar para obtener la resistencia requerida para montaje.
PROCESO CONSTRUCTIVO: OBRA ELECTRO-MECÁNICA
Montaje Virolas (tubos): 3 (80 m). Cabezal o nacel: 1 (4 m). Hélices o palas: 3 Hélices (34 m de radio).
El montaje se realiza colocando el tubo sobre la corona de concre-to, y se fija a la base por medio de grout. Así mismo se colocan sucesiva-mente los dos tubos restantes para llegar a la altura deseada. Después viene la colocación del nacel y una vez que este se encuentra colocado, se da paso a la colocación de las palas.
Figura 18. Zapata superfi cial Figura 19. Zapata piloteadaFigura 17. Montaje virolas (tubos)
Figura 20. Montaje virolas (tubos)
12 ENE • FEB • MAR 2011

www.acimexicosc.org 13
Figura 21. Proceso constructivo de la obra electromecánica

El presente artículo trata de las propiedades de los aditivos de policarboxilato PC de nueva ge-neración y también aborda algunos estudios
de campo sobre su aplicación en el concreto de alto rendimiento en proyectos de infraestructura en Asia. Con su capacidad de dispersarse con intensidad y su flexibilidad en el diseño molecular, los aditivos PC per-miten la producción comercial de concreto con redu-cidos valores de la relación agua-cemento y elevada trabajabilidad, así como el empleo de otras mezclas. El concreto es un material de construcción en todo el mundo prácticamente imprescindible a la hora de construir numerosas estructuras de diferen-te naturaleza. También a corto plazo este material de construcción, gracias a sus costos reducidos y a su reducido trabajo de mantenimiento [1] seguirá siendo el material de construcción más importante. No obstante, una durabilidad insuficiente, especial-mente en condiciones de servicio extremos, ha pro-vocado en todo el mundo la falla de un gran núme-ro de estructuras de concreto, de modo que para reparar la estructura de concreto restante se han originado costos muy elevados. Teniendo en cuenta estas circunstancias, en los años 90 se introdujo el término de concreto de alto comportamiento (CAC) para definir la durabilidad del concreto y sus costos de mantenimiento durante su vida. Este hecho se ha incluido en la planificación de estructuras [2]. En 1993, una subcomisión del Comité de Actividades Técnicas del ACI encargada de los proyectos de normalización presentó lo siguiente definición para el CAC: “Un concreto con grandes requisitos de co-
Aplicaciones de aditivos de policarboxilato en concretos de alto comportamiento
Materiales14
Jiang Jia Biao*
lado y compactación sin segregación, en la resisten-cia inicial, tenacidad, resistencia al entorno o dura-bilidad bajo condiciones de servicio extremos”. Para garantizar que las estructuras de concreto cuenten en la práctica con una durabilidad suficiente y otras características de comportamiento deseadas, es imprescindible una trabajabilidad extraordinaria de la mezcla de concreto fresco y la resistencia del concreto en el estado endurecido. Además de la ca-racterística de la durabilidad, la productividad en la ejecución de las obras y el respeto del medio am-biente son las otras dos fuerzas motrices del per-feccionamiento de la tecnología del CAC que, en el contexto de la sustentabilidad en la industria de la construcción, están adquiriendo un peso cada vez más importante. Al mismo tiempo del desarrollo de la tecnología del CAC, en los años 90 se lanzaron al mercado aditivos de policarboxilato (PC) con base de copolímeros de nueva generación, aunque la pri-mera patente de este tipo de polímeros ya se había adjudicado en los años 80. Gracias a la moderna tecnología de los aditivos PC, las diversas tecnolo-gías del concreto de alto comportamiento se pudie-ron utilizar en poco tiempo y cada vez con mayor frecuencia en aplicaciones comerciales.
PRODUCCIÓN DE LOS ADITIVOS DE POLICARBOXILATO El empleo de aditivos está considerado como uno de los pocos desarrollos importantes con con-secuencias significativas en la producción de con-creto y su aplicación en el siglo XX [3]. Hoy día estos aditivos son un componente esencial de cual-quier diseño moderno de una mezcla de concreto. Con cada vez mayores requisitos para mantener una elevada fluidez, así como una trabajabilidad
*Dr. Jiang Jia Biao, Gerente, Servicio técnico para aditivos de concreto y productos de concreto de la región Asia Pacífico, Grace Construction Products.Publicado en PHI- Planta de Hormigón Internacional- 1,2010
14 ENE • FEB • MAR 2011

www.acimexicosc.org 15
prolongada del concreto con un reducido contenido de agua-cemento, los fluidificantes convencionales con base de productos de condensación de sulfo-natos de naftaleno formaldehído (SNFC) se sitúan ante un enorme reto con respecto o su empleo en la producción de concreto de alto comportamiento. La introducción en el mercado de las nuevas generaciones de fluidificantes basadas en la moder-na tecnología de carboxilatos copolímeros. Estos copolímeros, basados en una composición quími-ca completamente nueva en comparación con los SNFC empleados hasta ahora, disponen en gene-ral de una estructura de policarboxilato con grupos laterales de polioxialquilenos unidos y presentan un efecto dispersante mucho más potente que los fluidificantes SNFC convencionales [4]- A diferencia del mecanismo dispersante de los aditivos fluidifi-cantes convencionales, que se explica mediante la reacción de repulsión electrostática entre las par-tículas de cemento, que se cargan negativamente con la adsorción de la molécula aniónica del políme-ro en la superficie del cemento, y que se mide con el tamaño del potencial zeta, la fuerza de repulsión electrostática de los fluidificantes con base PC es sólo la mitad del valor medido para los fluidificantes SNFC y la dispersión se basa fundamentalmente en el importante efecto estérico obstaculizante que, tal y como se aprecia en la Fig. 1 [6], separa las partí-culas de cemento. Además del notable efecto fluidificante de hasta el 40%, los modernos aditivos de concreto de nueva generación pueden proporcionar otras características importantes y ventajas técnicas en comparación con los fluidificantes convencionales: la capacidad de controlar la trabajabilidad del con-creto dentro de un amplio margen de revenimiento así como el mantener la trabajabilidad a lo largo de un tiempo prolongado con o sin un efecto retardan-te mínimo; la reducida tendencia al sangrado y la
segregación incluso con una elevada trabajabilidad; reducida contracción por secado que proporciona una mejor resistencia; respuesta casi lineal a la do-sificación con el fin de obtener un comportamiento que se puede pronosticar mejor, así como posibili-dades mejoradas para el acabado que proporcionan un mejor acabado de la superficie. Aún más impor-tante es que la nueva generación de fluidificantes con base de copolímeros son productos sintetizados con un elevado potencial de flexibilidad en cuanto al diseño y la estructura molecular. Lo mismo ocurre para adaptar sistemáticamente sus parámetros de comportamiento para cumplir requisitos específicos diferentes en distintas aplicaciones [7]. Los aditivos de concreto de nueva genera-ción se emplean cada vez más para aplicaciones de concreto de alto comportamiento en infraestructura en las que los aditivos convencionales no pueden cumplir los requisitos del proyecto o sólo difícilmen-te. Dentro de estos requisitos se pueden mencionar la elevada resistencia y también la elevada fluidez del concreto (CAC), el colado del concreto de alto comportamiento, el mantener prolongadamente la trabajabilidad, etc. A continuación se comentarán al-gunos estudios realizados para demostrar las venta-jas técnicas de estos modernos aditivos de PC para cumplir los exigentes requisitos de las aplicaciones del concreto de alto comportamiento en obras de infraestructura. APLICACIONES PARA ADITIVOS DE PC EN CONCRETO DE ALTO COMPORTAMIENTO El concreto de alto comportamiento CAC de alta resistencia para la torre ICC de Hong Kong. El lnternational Commerce Center (ICC) es una nueva torre que se encuentra en construcción al oeste del barrio Kowloon de Hong Kong. La altura de la torre ICC es de 484 metros cuenta con 118 niveles, de manera que se trata del edificio más alto de Hong Kong y el tercero más alto del mundo (Fig. 2). La es-tructura del edificio es un núcleo interno de concre-to, estructuras en voladizo de acero y de concreto armado, así como ocho megacolumnas situadas en la parte exterior del edificio. El núcleo de concreto de alta resistencia tiene que cumplir ciertos requi-sitos que suponen importantes retos. En primer lu-gar, para la parte superior del núcleo de concreto se debe tener una resistencia a compresión de C90 con un elevado módulo de elasticidad de, al menos, 40 GPa al cabo de 28 días.Teniendo en cuenta las variaciones de la resistencia del concreto de alta re-sistencia entre la producción y la obra, la resistencia a los 28 días del concreto C90 debe alcanzar 110
Figura 1. Mecanismo de la repulsión esférica de un polímero en forma de peine
Agua
Cemento
Partículas de policarboxilato “adherentes”
Cemento

ta ahora no existen datos de referencia adquiridos en proyectos de todo el mundo en los que todos es-tos requisitos se hayan cumplido. Los problemas en el diseño de la mezcla y en el control de calidad de la producción serían inevitables. A la hora de dise-ñar la mezcla se plantea la cuestión de hasta qué punto se puede conseguir una relación equilibrada entre los distintos requisitos, por ejemplo una ele-vada resistencia, un elevado módulo de elasticidad y la capacidad autocompactable sin segregación, una reología excelente, un control del desarrollo del calor de hidratación del cemento y el mantener la trabajabilidad. En el control de calidad del proceso de producción es tremendamente importante con-trolar la tendencia a las variaciones en el material y la temperatura. Otro problema es cómo alcanzar un módulo de elasticidad de hasta 40 GPa a los 28 días con una mezcla autocompactable de C90 con un re-ducido porcentaje de agregados gruesos. También se debe tener en cuenta un acortamiento del tiem-po de trabajabilidad debido al desarrollo del calor inducido por la fricción en la tubería al bombear el concreto hasta una altura de 400 m. Basándose en numerosos valores de labo-ratorio y ensayos modelo, a la hora de dosificar la mezcla se optó por un valor reducido de la relación agua-cemento de 0,25 así como por el humo de síli-ce para cumplir los requisitos de la resistencia. Para controlar el calor de hidratación se emplearon ceni-zas volantes para sustituir un 20 - 25% del cemento. Para mantener la capacidad autocompactable de la mezcla de concreto al mismo tiempo que se obtie-nen unos valores reológicos positivos se diseñó un fluidificante ADVA 109 con base PC para minimizar la fricción de la mezcla de concreto en la tubería. Además del diseño de la mezcla es muy im-portante también la elección de materias primas apropiadas, un control de calidad estricto y la super-visión de la temperatura del concreto. A partir de los resultados satisfactorios que se muestran en la Tab. 1 procedentes de la práctica en la obra se deduce que el empleo de concreto autocompactable C90 es exitoso hasta una altura de 320 m (Fig. 3, 4).
Materiales
MPa. En segundo lugar, el núcleo de concreto cuen-ta con una alta densidad de armado, de modo que la compactación por medio de vibración es difícil. Las mezclas de concreto con una fluidez de, al menos, 750 mm, deben ser autocompactables. En tercer lu-gar, la parte superior del núcleo de concreto interno se extiende hasta una altura de 400 metros sobre el nivel del terreno. Las mezclas de concreto de la clase de resistencia 90 y 60 se deben poder bombear a al-turas de hasta 320 m y 400 m respectivamente y ade-más deben contar con una trabajabilidad adecuada, de manera que se pueda garantizar que las mezclas de concreto, incluso después del bombeo a una altu-ra de 400 m, sigan siendo autocompactables. Ya sólo el cumplir uno solo de los requisitos mencionados más arriba en la obra supone un reto para los fabricantes de concreto premezclado. Has-
Figura 2. El lnternational Commerce Center (ICC) de Hong Kong
Tabla 1. Valores obtenidos en la obra con el CAC C90
Grado derevenimiento [mm]
Valor inicial Altura de 220 metros Altura de 320 metros
800 770 730
Resistencia acompresión (MPa)
3 días 7 días 28 días
70-80 90-95 110-115
16 ENE • FEB • MAR 2011

www.acimexicosc.org 17
CONCRETO DE ALTO COMPORTAMIENTO CON ELEVADA DURABILIDAD PARA EL PUENTE DE LA BAHÍA DE HANGZHOU (CHINA) El puente de la bahía de Hangzhou es una es-tructura que salva la bahía de Hangzhou en la costa este de China con tramos como puente atirantado. El puente comienza en Jiaxing, al norte, y termina en Ningbo, al sur. El puente tiene una longitud de 35,7 km con seis carriles en ambos sentidos. Este puente es el más largo del mundo sobre el mar. El puente consta de dos tramos atirantados con un claro de 448 m en la parte norte y 318 m de claro en la parte sur. La durabilidad teórica es de más de 100 años. La construcción se inició en 2003 y finalizó en 2007. En mayo de 2008 se abrió el puente al tráfico. Con respecto a la durabilidad de 100 años bajo condiciones climáticas extremas junto al mar y teniendo en cuenta las condiciones locales de la construcción cerca del mar, la atención se centró en una durabilidad dependiente de la corrosión de la estructura de concreto armado, una buena trabaja-bilidad del concreto, así como el mantener ésta para garantizar un colado del concreto sin problemas y la estabilidad de la estructura, y finalmente también era necesario evitar la formación de fisuras origi-nadas por contracción temprana y por secado. A lo largo de más de cinco años, numerosos expertos realizaron estudios con los que se pudo establecer una especificación de la estructura acorde al tiempo para construir el puente, de modo que la ejecución de las obras se pudo llevar a cabo sin problemas y se garantizó la durabilidad de la estructura. Los siguientes requisitos constituyeron los criterios deci-sivos para elegir el material de construcción: •Clases de resistencia teórica del concreto: C30 para los cimientos, C40 para las cabezas de los pilotes y pilas, C50 para las vigas de la superes-tructura •Trabajabilidad: grado de revenimiento 500 - 600 mm, 2 horas de tiempo de trabajabilidad con buena bombeabilidad para garantizar la estabilidad de la estructura de concreto •Contenido de agua 150 - 160 kg/m3 •Relación agua-cemento 0,3-0,38, porcenta-je de cenizas volantes y humo de sílice del 50 - 60 % para garantizar que la estructura de concreto esté bien protegida ante la penetración de productos quí-micos y para reducir el riesgo de fisuras por contrac-ción temprana durante la ejecución de las obras. •Coeficiente de difusión de cloruros para el concreto en la zona de las mareas y de las salpica-duras, así como en la atmósfera al cabo de 84 días ≤ 1,5X 1012 m2/s
Figura 3, 4. El concreto de alto comportamiento se bombea hasta una altura de 320 m

•Empleo de inhibidores de la corrosión como medida adicional contra la corrosión en las cabe-zas de pilotes y pilares, en la zona de las mareas y de las salpicaduras de agua •Contracción por secado de las vigas de la superestructura al cabo de 28 días ≤ 0,0350 % para minimizar la formación de fisuras originada por la contracción por secado. Utilizando la tecnología convencional de los aditivos sería muy difícil, si no imposible, cumplir los requisitos mencionados anteriormente. Por eso se optó por utilizar un fluidificante con base PC de nueva generación. Después de diversos ensayos de laboratorio y pruebas a pie de obra se optó por utilizar los fluidificantes ADVA 180 y ADVA 152 con base PC en la producción de concreto. Los resulta-dos obtenidos en la práctica para el comportamien-to del concreto se muestran en la Tabla 2. En los cinco años de experiencia en cons-trucción de puentes, los aditivos de nueva gene-ración han demostrado ser muy eficaces para los concretos de alto comportamiento. Proporciona-ron una trabajabilidad extraordinaria que también se podía mantener a lo largo de un periodo de tiempo prolongado, se pudieron atenuar las fisu-ras originadas por la contracción temprana por secado, el desarrollo de la resistencia tuvo lugar de forma positiva incluso con porcentajes de ce-nizas volantes y de humo de sílice del 50-60 % y también fue posible llevar a cabo un control de calidad consistente con porcentajes reducidos de agua-aglomerante.
CONCRETO DE ALTO COMPORTAMIENTO “CONTRACTOR” PARA LA PLANTA CLARIFICADORA DE CHANGI EN SINGAPUR La planta clarificadora de Changi, con una capacidad teórica de clarificación diaria de aguas residuales de 800,000 m2, forma parte del Deep Tunnel Sewerage System (DTSS). Esta planta cla-rificadora recoge aguas residuales del DTSS que
todavía se encuentra en fase de construcción. El inicio de las obras de esta planta clarifica-dora de agua fue en 2002. La estación de bombeo de alimentación de la planta clarificadora incluye tres pozos verticales de 70 m de profundidad con una sección de 10 m., los cuales se colaron bajo el agua con el método “contractor”. Cada pozo se dividió en cuatro segmentos. Para cada segmento del pozo se colaron de una vez aproximadamente 900 m3 de concreto. Una mezcla de concreto tradicional para el método “contractor” se diseña habitualmente con un revenimiento de 180 - 220 mm, un tiempo de traba-jabilidad de 2 horas y un tiempo de curado prolonga-do. Con un volumen de concreto reducido que se cuela en el plazo de 1 a 2 horas, una mezcla de con-creto tradicional para el método “contractor” sería suficiente para obtener una calidad aceptable, siem-pre que el espacio entre las varillas no sea inferior a 150 mm. Como el concreto colado con el método” con-tractor” no se puede compactar por medio de vibra-ción, las propiedades de una mezcla de concreto tradicional para el método” contractor” no son lo su-ficientemente apropiadas para el colado en estruc-turas con un elevado volumen de concreto. Los defectos, como los huecos en el concre-to y su encapsulamiento, grumos en la lechada de cemento, juntas frías, etc., son típicos del concreto “contrator” debido a una fluidez insuficiente de la mezcla de concreto y a su incapacidad de fluir por los lados y a compactarse por su propio peso. El concreto de alto comportamiento para el método” contractor” debe estar compuesto por una mezcla fluida, cohesiva y autocompactable que se pueda colar sin vibración externa. Otra característica importante de este tipo de concreto de alto comportamiento es el mantener el tiempo de trabajabilidad. La mezcla de concreto debe poder mantener su trabajabilidad hasta que el
Tabla 2. Resultados de la práctica en la obra para el concreto duradero de alto comportamiento
20/600 220/600 210/530 2,3 22,1 33,5 48,3 s.d. s.d.
10/580 210/570 200/530 5 27,3 40,3 54,6 1,50 x 1012 s.d.
190/530 190/520 185/520 5 33,3 53,4 60,9 1,34 x 1012 0,0243
Grado derevenimiento (mm)
Aire (%)
Resistencia acompresión (MPa)
Colado 1 h 2h 3T 7T 28 T
Piezasde la
estructura
Clasede
Resistencia
Pilotes C30
Cabezaspilotes /pilares
C40
Vigas cajón C50
Coeficiente dedifusión cloruros@ 56 días (m2/s)
Contracciónpor
secado (%)
Materiales
18 ENE • FEB • MAR 2011
www.acimexicosc.org 19
Construcción
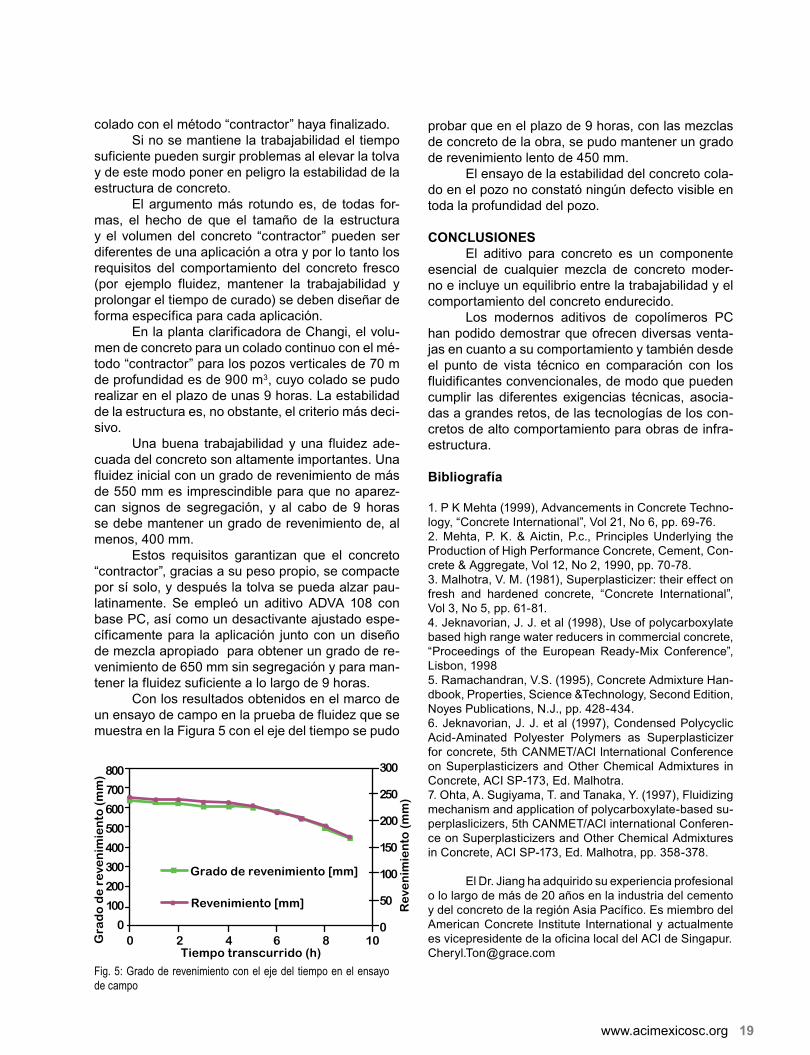
colado con el método “contractor” haya finalizado. Si no se mantiene la trabajabilidad el tiempo suficiente pueden surgir problemas al elevar la tolva y de este modo poner en peligro la estabilidad de la estructura de concreto. El argumento más rotundo es, de todas for-mas, el hecho de que el tamaño de la estructura y el volumen del concreto “contractor” pueden ser diferentes de una aplicación a otra y por lo tanto los requisitos del comportamiento del concreto fresco (por ejemplo fluidez, mantener la trabajabilidad y prolongar el tiempo de curado) se deben diseñar de forma específica para cada aplicación. En la planta clarificadora de Changi, el volu-men de concreto para un colado continuo con el mé-todo “contractor” para los pozos verticales de 70 m de profundidad es de 900 m3, cuyo colado se pudo realizar en el plazo de unas 9 horas. La estabilidad de la estructura es, no obstante, el criterio más deci-sivo. Una buena trabajabilidad y una fluidez ade-cuada del concreto son altamente importantes. Una fluidez inicial con un grado de revenimiento de más de 550 mm es imprescindible para que no aparez-can signos de segregación, y al cabo de 9 horas se debe mantener un grado de revenimiento de, al menos, 400 mm. Estos requisitos garantizan que el concreto “contractor”, gracias a su peso propio, se compacte por sí solo, y después la tolva se pueda alzar pau-latinamente. Se empleó un aditivo ADVA 108 con base PC, así como un desactivante ajustado espe-cíficamente para la aplicación junto con un diseño de mezcla apropiado para obtener un grado de re-venimiento de 650 mm sin segregación y para man-tener la fluidez suficiente a lo largo de 9 horas. Con los resultados obtenidos en el marco de un ensayo de campo en la prueba de fluidez que se muestra en la Figura 5 con el eje del tiempo se pudo
probar que en el plazo de 9 horas, con las mezclas de concreto de la obra, se pudo mantener un grado de revenimiento lento de 450 mm. El ensayo de la estabilidad del concreto cola-do en el pozo no constató ningún defecto visible en toda la profundidad del pozo.
CONCLUSIONES El aditivo para concreto es un componente esencial de cualquier mezcla de concreto moder-no e incluye un equilibrio entre la trabajabilidad y el comportamiento del concreto endurecido. Los modernos aditivos de copolímeros PC han podido demostrar que ofrecen diversas venta-jas en cuanto a su comportamiento y también desde el punto de vista técnico en comparación con los fluidificantes convencionales, de modo que pueden cumplir las diferentes exigencias técnicas, asocia-das a grandes retos, de las tecnologías de los con-cretos de alto comportamiento para obras de infra-estructura.
Bibliografía
1. P K Mehta (1999), Advancements in Concrete Techno-logy, “Concrete International”, Vol 21, No 6, pp. 69-76. 2. Mehta, P. K. & Aictin, P.c., Principles Underlying the Production of High Performance Concrete, Cement, Con-crete & Aggregate, Vol 12, No 2, 1990, pp. 70-78. 3. Malhotra, V. M. (1981), Superplasticizer: their effect on fresh and hardened concrete, “Concrete International”, Vol 3, No 5, pp. 61-81. 4. Jeknavorian, J. J. et al (1998), Use of polycarboxylate based high range water reducers in commercial concrete, “Proceedings of the European Ready-Mix Conference”, Lisbon, 1998 5. Ramachandran, V.S. (1995), Concrete Admixture Han-dbook, Properties, Science &Technology, Second Edition, Noyes Publications, N.J., pp. 428-434. 6. Jeknavorian, J. J. et al (1997), Condensed Polycyclic Acid-Aminated Polyester Polymers as Superplasticizer for concrete, 5th CANMET/ACl lnternational Conference on Superplasticizers and Other Chemical Admixtures in Concrete, ACI SP-173, Ed. Malhotra. 7. Ohta, A. Sugiyama, T. and Tanaka, Y. (1997), Fluidizing mechanism and application of polycarboxylate-based su-perplaslicizers, 5th CANMET/ACl international Conferen-ce on Superplasticizers and Other Chemical Admixtures in Concrete, ACI SP-173, Ed. Malhotra, pp. 358-378.
El Dr. Jiang ha adquirido su experiencia profesional o lo largo de más de 20 años en la industria del cemento y del concreto de la región Asia Pacífico. Es miembro del American Concrete Institute International y actualmente es vicepresidente de la oficina local del ACI de Singapur. [email protected]
Grado de revenimiento [mm]
Revenimiento [mm]
Tiempo transcurrido (h)
Re
ven
imie
nto
(m
m)
800
700
600
500
400
300
200
100
0
300
250
200
150
100
50
0
Gra
do
de
re
ven
imie
nto
(m
m)
0 2 4 6 8 10
Fig. 5: Grado de revenimiento con el eje del tiempo en el ensayo de campo

CONSTRUCCIONSUSTENTABLE Eficiencia energética, durabilidad y velocidaden la construcción
BASF The Chemical Company*
20 Construcción
Publicado en The Chemistry of Sustainable Construction. BASF The Chemical Company. BASF Corporation, Florham Park, New Jersey.
La química es la piedra angular de la construc-ción. Se usa en casi cualquier componente de toda estructura comercial, educativa, de infra-
estructura o residencial. La química ayuda a ahorrar energía, hace que los materiales sean más resisten-tes agilizando la construcción y son los ingredientes de la sustentabilidad mejorada. La mejor eficiencia energética significa costos de operación más bajos, recuperación acelerada de la inversión y un mejor impacto al medio ambien-te. La durabilidad mejorada significa menor costo de la propiedad gracias a menores necesidades de mantenimiento, resistencia a desastres naturales, y lugares más seguros y más saludables para vivir, trabajar y aprender. La rapidez de la construcción permite mayor productividad, menos requisitos de
Figura 1. La química ayuda a hacer que la construcción de vivienda sea más sustentable
20 ENE • FEB • MAR 2011

www.acimexicosc.org 21
mano de obra, planeación más fácil de las etapas, menor tiempo para ocuparlos y generación de in-gresos, reparaciones rápidas y menores reclama-ciones. Durante más de medio siglo, nuestras solu-ciones de construcción e ingrediente químicos han ayudado a los arquitectos, ingenieros, diseñadores, contratistas, propietarios, constructores y fabrican-tes de equipos para hacer mejores proyectos de construcción con elecciones de materiales que han demostrado una diferencia tangible en el desempe-ño de los proyectos de construcción en todo el ciclo de vida.
LA QUÍMICA DE LOS EDIFICIOS COMERCIALES SUSTENTABLES La eficiencia energética se maximiza con materiales aislantes para techos, muros, y cimien-tos que permiten satisfacer y cumplir con creces el Reglamento con Valores R tan altos de hasta R 50 o más. Las tecnologías para las barreras de aire man-tienen el aire acondicionado dentro de la estructura. Los sistemas de ventanas con bordes tibios y vidria-dos se sellan herméticamente con espaciadores termoplásticos. Los adhesivos y los selladores con-tribuyen a la construcción herméticamente cerrada contra el aire. Los recubrimientos elastoméricos para todo tipo de techos, membranas para techos, y sistemas vegetativos para techos ayudan a bajar las tempe-raturas en la parte superior del techo y a reducir el efecto de islas de calor en áreas urbanas. Los paneles solares con adhesivos y sellado-res de poliisobutileno proveen energía renovable. Los paneles contra el fuego caracterizados por tener silicato de sodio hidratado reaccionan con el calor en el caso de un incendio para crear una espuma selladora contra el calor, no combustible y resistente a la compresión, que llena las juntas y los espacios para evitar la propagación del fuego y el humo. La durabilidad viene desde el suelo hacia arriba con el concreto para cada aplicación. Los aditivos líquidos ayudan a reforzar y a mejorar la durabilidad de los cimientos, vigas, losas, muros, y columnas de concreto, y proveen control de eflo-rescencia y repelencia al agua. Los sistemas de aditivos especialmente formulados pueden reducir la huella del carbón al incorporar cantidades más significativas de ceniza volante que las mezclas de concreto tradicional. El concreto permeable mejora el drenaje y reduce o elimina la necesidad de alma-cenamiento para las aguas pluviales.
Las membranas aplicadas en forma líquida y los recubrimientos cementantes evitan la penetra-ción de la humedad a través de todo el edificio. Los sistemas de muros con materiales de franjas re-quieren poco mantenimiento y permiten la restaura-ción de fachadas con un mínimo de molestias para los ocupantes. Las espumas de concreto aislante y los pane-les estructurales aislados ofrecen mayor resistencia estructural, mientras que los sistemas de juntas de expansión pueden soportar todo, desde pequeños movimientos hasta eventos sísmicos. Los sistemas para techos de espuma de poliuretano aplicados en espray pueden ser apli-cados directamente al substrato existente en la mayoría de las aplicaciones de reequipamiento sin que se rompan, suministrando una de las opcio-nes de instalación más rápidas disponibles para aplicaciones de renovación de techos, evitando to-neladas de materiales de escombro que irían a los rellenos.
LA QUÍMICA DE LOS EDIFICIOS EDUCATIVOS SUSTENTABLES Las escuelas son el punto focal de nuestras comunidades. El aprendizaje se realiza mejor en ambientes saludables, seguros y confortables. Así las escuelas logran esto, al mismo tiempo que cumplen con las reglamentaciones y los presu-puestos. Utilizar el dinero en la educación de los es-tudiantes, no en el pago de energía, con las tec-nologías de aislamiento y materiales que forman una barrera contra el aire y que incluyen poliesti-reno expandible mejorado con grafito, espuma de poliuretano de celdas cerradas aplicado en espray y espuma de poliuretano de celdas abiertas. Usados en cualquier parte de la envoltura del edificio, estos sistemas ofrecen un desempeño sin igual en el aho-rro de energía. Los niños pueden ser rudos con los materia-les, pero las escuelas necesitan ser construidas para durar. Los sistemas para pisos de concreto durables y de bajo mantenimiento para pasillos, salas de des-canso, cocinas y gimnasios, integralmente colorea-dos realzan la apariencia estética. Las superficies para deportes en interiores y exteriores ayudan a reducir el riesgo de accidentes relacionadas con el deporte y soportan el uso rudo. Los repelentes al agua y las membranas im-permeables al fuego ayudan a evitar el daño cau-sado por la humedad, la eflorescencia y el astillado del exterior. Los acabados de cemento y los recu-

brimientos protectores ayudan a mantener el buen aspecto de la escuela durante años. El concreto juega un papel importante en la construcción de escuelas y los aditivos de BASF juegan un papel importante en el concreto. Desde productos de concreto premezclado hasta prefabri-cados, sean permeables o decorativos, como vigas, cimientos, losas, muros, columnas y pavimentos pueden hacerse más resistentes y más durables, con poco impacto al medio ambiente. Las escuelas con frecuencia sirven como centros de evacuación en casos de desastres. Los sistemas de techos con espuma de poliuretano pro-porcionan resistencia a levantamiento por el viento y resistencia contra granizadas. Los materiales aislan-tes de celda cerrada están aprobados en cuanto a la resistencia contra inundaciones. Los paneles aisla-dos estructurales y las espumas de concreto aislante agregan resistencia estructural mientras que los siste-mas de juntas de expansión pueden soportar eventos sísmicos. Los espaciadores termoplásticos para ven-tanas aisladas pueden acomodarse a los movimientos del edificio, incluyendo fatigas causadas por el viento y los sismos, al mismo tiempo que mantienen la inte-gridad del sellador y el desempeño aislante.
LA QUÍMICA DE LA INFRAESTRUCTURA SUSTENTABLE La infraestructura, incluyendo carreteras, puentes y túneles, es integral a la vitalidad econó-mica de la sociedad moderna. Los conductores, peatones, y ciclistas quieren llegar a su destino sin molestias por prolongadas actividades de construc-ción y reparación.
La infraestructura depende del concreto
Los aditivos incluyen inhibidores de corrosión, aceleradores, retardadores, humo de sílice, reduc-tores de agua normales y de mediano y largo plazo,
Construcción
Figura 2. El aprendizaje se realiza mejor en ambientes saludables, seguros y confortables
Figura 3. El concreto juega un papel importante en la construcción y los aditivos en el concreto
22 ENE • FEB • MAR 2011

www.acimexicosc.org 23

o superfluidificadores e inclusores de aire. Los aditi-vos especialmente formulados ayudan a incremen-tar significativamente el uso de ceniza volante para reducir las huellas de carbón del concreto. Los aditivos aceleradores y retardadores con-trolan el tiempo de fraguado y permiten la construc-ción con concreto en cualquier época del año. El concreto autocompactable puede fluir ha-cia el lugar llenando la cimbra y encapsulando in-clusive el refuerzo más congestionado, todo esto con mínima vibración o sin vibración mecánica y sin comprometer la durabilidad, cohesión o la resisten-cia. Las juntas de expansión absorben el esfuer-zo y proporcionan flexibilidad para mayor seguridad y durabilidad. Los productos que ofrece BASF inclu-yen soluciones para las estructuras de puentes más grandes del mundo que requieren sistemas de jun-tas con la más avanzada tecnología para grandes movimientos y diseñados para resistir movimientos sísmicos. Pueden ser instalados rápidamente, de modo que las autopistas puedan ser abiertas al trá-fico más rápidamente.
LA QUÍMICA DE LOS EDIFICIOS RESIDENCIALES SUSTENTABLES La química BASF está ayudando a hacer que la construcción de viviendas sea más sustentable, ya se trate de una casa recientemente construida con energía neta cero, o una proyectada para su remodelación para adaptarla al clima. Las 128 millones de hogares que hay en los Estados Unidos son responsables de casi 20% del consumo total de energía en el país y 1270 megato-neladas de emisiones cada año. En 2009, el propie-tario de casas promedio en los EUA pagó alrededor de 2200 dólares en los recibos de electricidad de acuerdo a Energy Star. Los paneles solares caracterizados por tener adhesivos y selladores de poliisobutileno convier-ten la luz en electricidad. El poliestireno estándar y expandible mejorado con grafito, así como también los materiales de espuma de poliuretano de celda cerrada aplicados en espray ofrecen aislamiento de calidad industrial y control de la migración de aire para cimientos, muros y áticos – todo lo cual puede ayudar a incrementar la eficiencia y a reducir los pa-gos por la electricidad. Las espumas de concreto aislante y los pa-neles estructurales aislantes ofrecen superior re-sistencia estructural y mayor velocidad de construc-ción. El aislante de espuma de poliuretano aplicado
Figura 4. El concreto autocompactable fl uye llenando la cimbra y en-capsulando el refuerzo más congestionado
Construcción
24 ENE • FEB • MAR 2011

www.acimexicosc.org 25
en espray ofrece mayor resistencia a cizallamiento y ayuda a mejorar las técnicas estructurales con me-nor requerimiento de mano de obra y construcción más rápida. Los aditivos para concreto y membranas im-permeables al agua ayudan a evitar daño por la humedad, moho, eflorescencia y descostramiento, mientras que los termiticidas evitan la propagación de plagas. El concreto poroso permeable usado en la instalación de superficies exteriores permite que el agua pase fácilmente para reducir los escurri-mientos y evitar la formación de charcos.
LA SUSTENTABILIDAD SE LLEVA BIEN CON LA QUÍMICA La sustentabilidad logra un equilibrio entre la economía, la ecología y la sociedad. Sucede cuan-do vemos los horizontes a corto, mediano y largo plazo y tomamos un enfoque holístico. Se trata del cambio en la manera de pensar y actuar. BASF está comprometida con la transferen-
cia de tecnología en todo el mercado de construc-ción de América del Norte. Nuestra iniciativa “Me-jores Hogares, Mejor Planeta”, ayuda a los grandes y pequeños constructores de viviendas a aprender acerca de los sistemas, tecnología y las mejores prácticas que llevan a la construcción de una casa con energía neta de cero – y los ayuda a planear, construir y promover su primer intento. Nuestro Campus en la línea para la construcción de alto desempeño ofrece a los profesionales del dise-ño acceso a inscripciones para continuar los cursos de capacitación las 24 horas del día, los 7 días de la semana. Nuestro recién formado Centro para Ex-pertos en la Construcción está diseñado para ser una fuente de recursos para ayudar a los profesio-nales de la construcción, propietarios de edificios y administradores de instalaciones públicas a me-jorar el desempeño de sus edificios. ¿Cuál es el objetivo? Acelerar la viabilidad técnica y financiera de edificios comerciales y educativos con un gasto neto cero de energía.

UN NUEVO SISTEMA DE REFUERZO DE CONCRETOFIBRA HELICOIDALLuke Pinkerton, Juán Aguilera y Damián AguileraTECNOR, Tecnología en Concreto del Norte, S.A.de C.V.
Estructuras
RESUMEN DE COMPUESTOS ESTRUCTURALES
os compuestos estructurales han estado con nosotros por mucho tiempo la industria de la ingeniería civil no ha sido lo suficientemente lista para aprender como aplicar la tecnología com-puesta al concreto dado que los materiales en inge-niería civil, como el concreto y la madera se encuen-tran entre los materiales mas viejos en el mundo, nosotros como ingenieros civiles debemos de estar apenados por el hecho de que nadie se ha dado cuenta de esto después de cientos de años. Mien-tras que todos usamos bastones de golf reforzados con fibras de carbón, aun estamos usando una tec-nología de concreto que data de siglos anteriores. Vamos a empezar con algunos conceptos bá-sicos de los textos aeroespaciales. Los compuestos se han fabricado de dos componentes principales la matriz (concreto) y la fibra. El objetivo principal de la matriz (concreto) es trasmitir la carga a un segundo material con una mayor resistencia a la tensión y rigidez a través de un esfuerzo cortante. Idealmente las resinas de epóxico termoes-tables se utilizan por sus propiedades mecánicas y térmicas. En el bastón de golf, las fibras de carbón son alineadas en una orientación adecuada y adhe-ridas al epoxico para crear propiedades específicas de resistencia y rigidez. El epóxico trabaja con el carbón en la creación de estas propiedades.
26
L
Nuestra industria ha fallado completamente en desarrollar compuestos de concreto que tengan un desempeño como los bastones de golf. Hemos puntualizado en decir que no se puede porque el concreto es frágil y porque económicamente no fun-ciona. La realidad es que nadie, hasta recientemen-te, hemos sido lo suficientemente inteligentes para resolver esto. Lo que es peor es que el descubri-miento original fue realizado por accidente. Una gran parte del problema es que el con-creto es frágil y débil a la tensión. Por esta razón nos vemos forzados a utilizar un crudo método de diseño compuesto utilizando varillas de refuerzo – un sistema de dos partes. Nosotros asumimos el desempeño de un modelo antes de que el concreto se agriete (esta es una función de las propiedades y geometría del concreto) y la segunda después del agrietamiento (esta es función de las varillas de re-fuerzo y de la geometría). El hecho es que el con-creto no tiene buen desempeño con las varillas de refuerzo. Para que este “sistema de dos partes fun-cione” el diseñador debe de hacer dos hipótesis fun-damentales: 1. Que el concreto se agriete y 2. Que las varillas de refuerzo no se separen del concreto (a cambio se producirá una falla al ceder el acero). Tenemos que identificar y resolver de raíz la causa del problema. Mientras el concreto es muy rígido, tiene muy poca resistencia a la tensión. Las varillas de refuerzo adherido en el concreto pueden tomar la tensión, pero no pueden hacerlo sin exten-derse y deformarse lo suficiente para formar grietas. Lo ideal es que necesitamos un refuerzo que sea capaz de tomar la carga con una deformación tan pequeña para evitar la formación de grietas. Esto no es posible con las varillas grandes porque se desli-zan, se extienden y no pueden actuar a nivel micros-cópico y solo actúan a nivel macroscópico.
Figura 1. Conversión del corte en tensión
Tensión
Corte
26 ENE • FEB • MAR 2011

www.acimexicosc.org 27
La solución es un material resistente y rígi-do distribuido a través del concreto en todas direc-ciones que puede tomar la tensión, mientras que, a lo sumo este permita fisuras microscópicas que se forman en el concreto. La fibra helicoidal es un refuerzo de acero torcido de 25 mm de longitud he-cho de un alambre de alta resistencia y electro gal-vanizado. Que fue desarrollado originalmente como un proyecto de investigación académica, y no como una respuesta a este problema sino como resultado del experimento muy común de “vamos a probar y veremos que pasa”. Los investigadores se toparon con un acero de refuerzo cuya geometría incremen-ta el módulo de ruptura del concreto y proporcio-na ductilidad. Lo que no se habían dado cuenta es que habían resuelto el problema fundamental de los compuestos en el concreto. La fibra helicoidal tiene como característica una longitud corta; (la longitud necesaria para alcan-zar la resistencia a la tensión máxima y un esfuerzo
mínimo de corte). La fibra helicoidal efectúa esto sin movimiento o deformación del elemento de concreto suficientemente grande para la formación de grietas. La siguiente grafica muestra como el esfuerzo del cor-te se transfiere a la tensión en la fibra helicoidal como una función del movimiento de la matriz (concreto). El desarrollo total a la tensión en la fibra helicoi-dal ocurre en tan solo 20 micras de movimiento en el concreto. Por lo tanto, esto permite una minima fisura de 20 micras de ancho antes de que crezca y antes de crecer es restringida por la fibra helicoidal. En compa-ración, esto ocurre con las varillas de refuerzo cuando el movimiento es del orden de 1 mm (1,000 micras).
COMPORTAMIENTO ANTES DEL AGRIETAMIENTO De modo que ahora tenemos un refuerzo es-tructural “que se comporta bien” en el concreto por lo tanto las reglas de juego en el concreto estructu-ral han cambiando por completo. Debemos de ig-norar los supuestos que nos fueron enseñados del
Figura 2. Fibra helicoidal
concreto reforzado 101 ya que no estamos tratando mas con un sistema de dos partes. Puesto que la fibra helicoidal no permite la for-mación de grietas, “solo fisuras microscópicas”, esto permite que cuando ocurre un incremento de carga estas sean redistribuidas en miles de pequeñas car-gas tomadas por la fibra. Entre más y más fisuras se forma más carga que es transferida hacia la fibra he-licoidal permitiendo un incremento en la capacidad de carga. Esto se traduce directamente en un incremen-to en el módulo de ruptura del concreto. Las varillas de refuerzo no son capaces de hacer esto porque a diferencia de la fibra helicoidal las varillas de refuerzo no inician su trabajo hasta que el concreto se agrieta, esto mismo ocurre con las fibras de refuerzo que per-miten una deformación antes de iniciar su trabajo. Sin embargo ningún material es indestructible - no podemos violar las leyes de la física. Confor-me se incrementa la carga el número de fisuras y deformaciones se incrementan. Ha pesar de que la deformación del elemento se incrementa, las grietas son difíciles de detectar sin algún tratamiento que permita resaltarlas.
PROPIEDADES IMPORTANTES La resistencia a la flexión normalmente rige el elemento de las estructuras. Hay dos puntos claves en la resistencia a la flexión en el concreto, el módulo de ruptura (resistencia a la primer fisura) y resistencia a la flexión (resistencia después del agrietamiento). El módulo de ruptura es la resistencia a la flexión en el punto del primer agrietamiento. El esfuerzo de flexión se define como la cantidad del esfuerzo de ten-sión en la fibra extrema del elemento de concreto. Esta influenciada por la carga aplicada así como la longitud, el ancho y el espesor del elemento del concreto. Se supone una distribución lineal de tensión (sección sin agrietar).
Distribución de esfuerzos fibra helicoidal
Distancia (mm)
Esf
ue
rzo
(M
Pa
)
Figura 3. Conversión de corte en tensión en la fibra helicoidal
Esfuerzo de corte
Esfuerzo de tensión

La ecuación para el esfuerzo de tensión en una viga bajo 4 puntos de flexión es: Pl/bh² donde P es la carga, l es el cla-ro, b es el ancho y h es el espesor de la sección transversal de la viga. La fibra helicoidal proporciona un mejoramiento directo a esta propiedad debido a su capacidad de reaccionar con el concreto a nivel microscópico antes de la formación de grietas que cambia las propiedades de la sección en particu-lar el espesor. Como se mencionó anteriormente el concreto no falla con la formación de grietas. En un concreto reforza-do con varillas, la resistencia después del agrietamiento se define como la cantidad de carga que el concreto pue-de soportar después de que las grietas se han formado. La fórmula del esfuerzo a la flexión de arriba ya no es vá-lida una vez que se forma una grieta debido a que la dis-tribución de esfuerzos ya no es lineal. La resistencia se caracteriza como el valor del momento a flexión. Con las varillas es típico el diseño utilizando el block de esfuer-zos “Del enfoque del ACI” (usando el modelo de 2 partes discutido anteriormente). Con las varillas de refuerzo los principales factores para determinar la resistencia post agrietamiento son: el área, la fuerza y la profundidad del acero de refuerzo. Con la fibra helicoidal esto no es diferente. La resistencia de un compuesto con fibra he-licoidal depende del área y de la resistencia del acero pero no depende de la profundidad, ya que la fibra se encuentra en toda la matriz del concreto. La fibra helicoidal proporciona resistencia a la flexión en toda el área debajo del eje neutro (la parte del concreto que esta en tensión, suponemos que es una viga). La resistencia a la tensión se encuentra en esta área y su punto de aplicación es el centroide del elemento y es la suma de todas las resistencias indi-viduales, de aquí que cuanto más volúmen de fibra se utilice mas superficie de acero y más resistencia a la tensión se obtendrá. Muchos ingenieros civiles no han tenido la venta-ja de tomar materias en el análisis estructural fundamen-tal pero la mayoría de nosotros sabemos que el corte no es
otra cosa que la tensión diagonal (recordemos el círculo de mohr). Nuestros intentos por hacer frente a esta práctica no es lo mas recomendado. Colocando estribos verticales los cuales ofrecen cierta resistencia a esta tensión, pero como no están orientados perpendicularmente al esfuerzo diago-nal su efectividad es limitada. Puesto que la fibra helicoidal provee una resistencia a la tensión en todas direcciones, es ideal para proporcionar resistencia al corte. Las mismas propiedades de refuerzo en nivel micro se aplican para el corte, finalmente una de las propiedades más importantes y más pasadas por alto en el concreto es la durabilidad (ab-sorción de energía). Mientras que algunos refieren la dura-bilidad del concreto como la resistencia a los elementos de la naturaleza, nosotros lo definimos como la habilidad del concreto a resistir abusos repetidos (absorción de energía). En un compuesto helicoidal se puede cuantificar directa-mente mediante la integración del área bajo la curva en la gráfica esfuerzo – deformación. Esta suma representa la energía acumulada que se debe colocar en el concreto por fuentes externas (cargas y deformación forzada) para ha-cer que el concreto falle. Si bien esto es una increíblemente poderosa predicción para el desempeño a largo plazo del concreto, este concepto es demasiado abstracto para que la mayoría de los ingenieros civiles lo apliquen.
DISEÑO CON FIBRA HELICOIDAL Y SUSRAÍCES EN EL MÉTODO JAPONÉS Irónicamente los japoneses fueron los primeros en descubrir como diseñar con un refuerzo estructural como la fibra helicoidal, fueron casi 30 años antes de que fuera inventada la fibra helicoidal, una metodología de diseño fue presentada en su manual de práctica de concreto (biblioteca del concreto JSCEN3 Junio 1984). El método contempla un sistema de refuerzo que ha sido mezclado en la matriz del concreto y provee una resisten-cia a la tensión. Este método define una “resistencia efectiva a la tensión” del concreto reforzado con pequeñas varillas de refuerzo mezcladas en la matriz del mismo, esta resis-tencia a la tensión se aplica en el área por debajo del eje neutro (área del concreto que se encuentra a tensión). Al igual que en el área de acero para varillas de refuer-zo. Dado que la metodología es idéntica a la usada para el acero común, puede ser fácilmente combinado con un diseño de varillas de refuerzo (diseño hibrido). La re-sistencia de la fibra helicoidal es simplemente añadida al momento último para equilibrar las fuerzas de tensión y compresión en el diseño. Este es el mismo método que usamos en la fibra Helicoidal. Los japoneses tuvieron la idea correcta al indicio de la década de los años 80’s pero se adelantaron a su tiempo ya que el material nece-sario para realizar el trabajo por este método de diseño, la fibra helicoidal no se encontraba disponible.
Estructuras
Figura 4. Prueba de fl e-xión de un elemento de concreto (espesor 1”) con fi bra helicoidal sin agrietarse
28 ENE • FEB • MAR 2011

www.acimexicosc.org 29
APLICACIONES Más del 80% de los proyectos diseñados con fibra helicoidal han sido para sustituir grandes can-tidades de varillas de refuerzo en aplicaciones de gran capacidad estructural (el refuerzo con fibra he-licoidal por su gran capacidad estructural no se uti-liza como refuerzo secundario o para temperatura). No solo ha ganado aceptación por su desempeño superior, sino también por su eficacia que hace que este tipo de refuerzo estructural sea más económico que cualquier otro tipo de refuerzo sin comprometer su comportamiento. La totalidad de los ingenieros que por primera vez han usado este refuerzo estruc-tural han quedado satisfechos con sus aplicaciones como losas sobre terreno, pavimentos, losas de ci-
con una restricción extra, los paneles sólo podrían ser de 3.18 cm. (1 1/4” de espesor). Técnicamente este era un problema sin solución ya que era impo-sible proporcionar el recubrimiento mínimo del acero. El diseño estructural de la fibra helicoidal remplazo completamente este refuerzo. En este caso el cliente hizo sus propias pruebas (a pesar de que no era ne-cesario) para verificar los cálculos del diseño siempre utilizando los métodos discutidos anteriormente. El cálculo tuvo un 5% de diferencia con el re-sultado de la prueba. El diseño cumplió con los reque-rimientos y fue instalado en la planta el año 2007. Como este ejemplo lo demuestra, el remplazo completo de las varillas de refuerzo incluso en los miembros estructurales mas críticos como vigas y columnas es posible con la dosificación correcta de la fibra helicoidal. La tabla 1 es un ejemplo de cómo la fibra helicoidal puede remplazar las varillas # 8 (1”) en una viga con una dosificación de 72 kg/mt3 (120 lb/yd3 pt). La fibra helicoidal proporciona el mis-mo nivel de resistencia a la tensión que la varillas # 8 (1”) lo que permite que el concreto pueda de-sarrollar la misma capacidad de momento a flexión (capacidad estructural).
DISEÑOS HÍBRIDOS Se puede obtener un diseño híbrido con la fibra helicoidal junto con las varillas de refuerzo. Mientras que las losas de cimentación son diseña-das a flexión con grandes espesores y varillas de refuerzo ubicados en la parte inferior y superior del espesor el mayor temor del diseñador deberá ser una falla por corte y no por flexión. De aquí que la fibra helicoidal no solo pueda eliminar varillas como refuerzo a flexión en estas losas masivas, sino tam-bién proporciona un refuerzo mas eficaz al corte. En algunos casos, se aplica un diseño hibrido. Un ejemplo es la losa de cimentación de un edificio para estacionamiento de 10 niveles, la losa de cimentación fue de 244 cm. (8’ ft) de espesor con 2 camas de va-rilla # 10 (1 1/4”) @ 20 cm. (8”) tanto en la cama su-perior como en la inferior (además una cama extra de varilla # 10 en el lecho superior haciendo un total de
mentación, muros y se sorprenderán al saber que el refuerzo con fibra helicoidal se ha utilizado en losas suspendidas, vigas, columnas y pilotes de cimenta-ción y sobretodo en aplicaciones para refuerzos de edificios de concreto en zonas sísmicas. Algunas de estas aplicaciones se discuten adelante. Una compañía de servicios públicos en el esta-do de Michigan se acerco a una compañía fabricante de prefabricados de concreto con un problema único. Ellos tenían que remplazar sus banquetas de servicio a lo largo de sus bandas transportadoras. Estas losas alcanzan distancias de 61 m. (200 ft) y se requiere que soporte una carga de 453.52 kg (1,000 lbs) y claramente cualquier falla puede ser ca-tastrófica. Los paneles existentes fueron construidos hace muchos años con una malla metálica muy pesa-da y ya no se deseaba ser reconstruido en esta forma y la compañía sitio la necesidad de aumenta la capa-cidad de carga para un factor de seguridad adicional
Figura 5. Losas suspendidas y vigas
Tabla 1. La fibra helicoidal como remplazo de varillas
Carga máxima Capacidad estructural Corte
Longitud 20’ x 24” de ancho x 12” de espesor concreto F’c=351 kg/cm2 (5000 psi) 2 varillas # 8 arriba y abajo (4 total)
622 2047 110
Longitud 20’ x 24” de ancho x 12” de espesor concreto F’c=351 kg/cm2 (5000 psi) con 72 kg/m3 (120 lbs/yd3) de fibra helicoidal
1767 2076 170

362.9 tm (400 ton.) con el diseño de la fibra helicoi-dal el refuerzo de varilla se redujo a # 10 (1 1/4”) @ 38.10 cms (15”), reduciendo las varillas de refuerzo a 236.70 tm (261 ton), con la adición de solo 34.47 tm (38 ton) de la fibra helicoidal, una reducción del 35 % de la varilla. Al hacer este remplazo la losa de cimentación incremento su resistencia al corte sin costo adicio-nal (ya que la fibra helicoidal provee resistencia al cortante adicional a la resistencia del momento a flexión). Hay que tomar en cuenta que cuando se efectúa el calculo encontraremos que aplica al tér-mino del área de las varillas por su resistencia a la fluencia (recordando que la fibra helicoidal tiene una resistencia mayor a la tensión que la varilla, debido a esto no se necesita tanto acero de la fibra helicoi-dal como de varilla).
Sismos: La fibra helicoidal es usada en muros de cortante en zonas sísmicas su uso es ideal para re-forzar el concreto en todas direcciones. Actualmen-te se encuentra en uso en proyectos residenciales en muros colados en sitio en la costa oste de los Estados Unidos y en casas de concreto en México. También se ha usado en vigas de cople (áreas abajo y arriba de los huecos en muros de corte dise-ñados para resistir sismos) para reducir la cantidad de acero requerido. Los diseños actuales requieren de una gran cantidad de varillas las cuales son difí-ciles de instalar en obra. Vigas similares a escala de proyecto han sido probadas simulando sismos en el laboratorio* y ahora han iniciado el diseño para los edificios. Una de las razones principales de la fibra helicoidal para la resistencia sísmica es que al con-creto lo hace dúctil debido a un mecanismo de redis-tribución de micro fisuras –redistribución de cargas
Economía: Además de las ventajas que el diseño con la fibra helicoidal ofrece, la verdadera razón de
su popularidad es que ofrece un diseño mas econó-mico sin necesidad de comprometer su desempeño. Al usar la fibra helicoidal elimina el habilitado de acero en sitio esto no sólo ahorra costos de mano de obra sino también acelera el proceso de construcción, re-duce el riesgo horario, en la mayoría de los casos no se requiere el bombeo (con el consiguiente ahorro) y permite el uso de equipos capaces de colocación y acabado en losas sobre terreno más rápido (como pa-vimentadoras láser). Debido a su eficiencia en prome-dio los ahorros son del 20% como mínimo.
Conclusión: La fibra helicoidal ha permitido que los concretos compuestos funcionen como las fibras de carbono utilizadas en los bastones de golf, es el primer refuerzo estructural que verdaderamente es compati-ble con el concreto, ya que mejora sus propiedades a la flexión sin permitir que se agriete. Por primera vez, podemos ver el concreto reforzado como un sistema de un componente. La fibra helicoidal es mejor refuer-zo estructural que la varilla de refuerzo ya que incre-menta la resistencia al corte y la durabilidad (absorción de energía) del concreto aunado a un incremento en la resistencia a la flexión. Y Por último debido a la eficien-cia de la fibra helicoidal la cual se mezcla en la olla del concreto en el sitio de la obra, esta adición del refuerzo es mucho mas rápido y prácticamente sin costo que hacer el habilitado del refuerzo. Así que la próxima vez que usted efectúe un tiro (swing) con el bastón de golf reforzado con fibra de carbón piense que de la misma forma la fibra helicoidal les dará un mejor diseño estructural, más rápido y más económico para su cliente.
Referencias: JSCE Biblioteca de concreto 1984* Ver simulación en www.tecnor.com.mx* Contacto: [email protected] LLC is the owner of Helix and has the right to use all photos and content presented in the Revista ACI Centro y Sur México article about Helix. Tecnor is Politorx’s partner in Mexico.
Estructuras
Figura 8. Congestionamiento de varillas enun armado típico de vigas de cople
Figura 6. Losa de cimentaciónde un edifi cio de 10 niveles
Figura 7. Casas de concretoen México
30 ENE • FEB • MAR 2011

www.acimexicosc.org 31Web: www.tecnor.com.mx E-Mail: [email protected]
Callejón de los Suspiros # 107-3 Col. Camp. la Rosita Torreón, Coah. C.P. 27250 México Tel. (871) 705 91 11; 705 91 12; 705 91 13 Fax 705 91 14
USOS:
FIRMES Y MUROS DE CONCRETO EN CASA HABITACION
BANQUETAS
NAVES INDUSTRIALES
CENTROS COMERCIALES
BODEGAS
ESTACIONAMENTOSPATIOS DE MANIOBRA PAVIMENTOS Y AEROPUERTOSCAPA DE COMPRESIÓN EN LOSACEROCAPA DE COMPRESIÓN EN VIGUETA Y BOVEDILLAELEMENTOS PRECOLADOS CONCRETO LANZADO , etc.
FIBRA DE ACERO HELICOIDALFIBRA DE ACERO HELICOIDAL

La mayoría de las agencias de estandarización permiten que se usen especímenes cilíndricos pequeños (100 x 200 mm [4 x 8 pulg]) en las
pruebas de resistencia a compresión del concreto. Sin embargo, algunos ingenieros todavía se mues-tran escépticos en cuanto a usar cilindros pequeños, ya que ellos creen que los resultados de las pruebas de resistencia a compresión de los cilindros peque-ños son demasiado variados. Se han llevado a cabo estudios limitados con relación a la precisión de los cilindros pequeños comparados con los estudios de precisión para los cilindros convencionales (150 x 300 mm [6 x 12 pulg]). Este documento describe los resultados de un programa comparativo de pruebas al concreto realizado por 15 laboratorios en Edmon-ton, AB, Canadá, en los últimos 10 años. Este es-tudio intentó desarrollar índices de precisión dentro de un laboratorio (repetibilidad) y entre laboratorios (reproducibilidad) para especímenes de concreto pequeños y convencionales, analizando más de 2700 datos de pruebas de resistencia a compresión del concreto dentro de un rango de resistencias a compresión de 17 a 57 MPa (175 a 588 kg/cm2).
INTRODUCCION
El uso de pequeños cilindros de concreto (100 x 200 mm [4 x 8 pulg]) ofrece varias ventajas en las pruebas de resistencia a compresión, en el control de calidad y en el aseguramiento de la calidad del concreto de cemento hidráulico. Estas ventajas in-cluyen: almacenamiento y protección más fáciles en los sitios de construcción, baños de curado más pequeños y un espacio reducido para el almacena-miento, manejo más fácil, y una máquina de menor capacidad para la resistencia a compresión, para probar los especímenes (Detwiller et al. 2006). El ASTM C31/C31M-09 permite cilindros con-vencionales (150 x 300 mm [6 x 12 pulg]), así como también pequeños cilindros para las pruebas de re-sistencia a compresión del concreto. El ACI 318-08 permite usar cilindros pequeños o cilindros conven-cionales; sin embargo, si se usan cilindros peque-ños, se requiere de un cilindro adicional (tres en vez de dos) para representar un resultado de pruebas. En Canadá, el uso de dos pequeños cilindros, o bien dos cilindros convencionales, era normal hasta
Control de calidad
Precisión de las pruebas de resistencia a compresión del concreto conespecímenes cilíndricos de diferentes tamaños
32
Hosein Taghaddos, Hamid R. Soleymani, y J. D. (Dave) Robson*
*Hosein Taghaddos, Candidato a Doctor en Ciencias por la Hole School of Construction Engineering en el Departamento de Ingeniería Civil y Ambiental en la Universidad de Alberta, Edmonton, AB, Canadá. Obtuvo su Licenciatura y Maestría en la Universidad de Teherán, Irán. Hamid R. Soleymani, Ingeniero en Pavimentos y Materiales, ERA Engineering Consultants Ltd., Edmonton, AB, Canadá. Miembro adjunto, Facultad del Departamento de Inge-niería Civil y Ambiental, Universidad de Alberta. Doctorado en Universidad de Saskatchewan, Saskatoon, SK, Canadá. J.D. (Dave) Robson, Especialista Principal, ERA Engineering Consultants Ltd., Edmonton, AB, Canadá. Recibió su Licenciatura en la Universidad de Toronto, Toronto, ON, Canadá. Expresidente del Capítulo Alberta del ACI, y actualmente miembro del Comité 229, Materiales de Baja Resistencia Controlada, del ACI. Publicado en ACI Materials Journal, V. 107, No.5, September-October 2010.
32 ENE • FEB • MAR 2011

www.acimexicosc.org 33
el año 2000. Las indicaciones más recientes emiti-das por la Asociación Canadiense de Normas (CSA A23.1-00, -04, -09) exigen usar un mínimo de dos especímenes cilíndricos pequeños para las pruebas de resistencia a compresión del concreto cuando se satisfacen las limitaciones de tamaño y agregados en CSA A23.2-3C. Sin embargo, los especímenes cilíndricos convencionales deben ser usados para tamaños de agregados que sean mayores que 28 mm (1.25 pulg), o en situaciones específicas tales como pruebas de resistencia autógenas o en con-creto sin revenimiento. Una desventaja percibida al usar especíme-nes de concreto más pequeños en la resistencia a compresión del concreto, es la precisión de sus resultados de prueba. Algunos ingenieros aún se muestran escépticos de usar cilindros pequeños de-bido a su mayor variabilidad en las pruebas y a la falta de índices de precisión, si se compara con los cilindros convencionales. De acuerdo con ASTM E177-08, los índices de precisión en las pruebas de materiales incluyen el límite de una sigma (1s) y el límite de la diferencia de dos sigmas (d2s), o el límite de 95%. El límite de un sigma es el índice de precisión fundamental y de-nota la desviación estándar (SD: standard deviation) de los resultados obtenidos de un estudio interlabo-ratorio. En algunos casos, la SD se divide por el pro-medio y se expresa como el coeficiente de variación (COV: coefficient of variation). El límite d2s o 95% indica que la “máxima diferencia aceptable entre dos resultados que no sería excedida en el largo plazo en el 95% de los casos”. Estos índices de precisión pueden ser calculados para condiciones dentro de un laboratorio o entre dos laboratorios. Los índices de precisión existentes en el ASTM y CSA están basados en algunos estudios de
investigación limitados. Los actuales índices de pre-cisión para la resistencia a compresión del concreto curado bajo condiciones de campo o de laboratorio, tal como se define en CSA A23.2-3C, se presentan en la Tabla 1, con base en ASTM C39/C39M-09a y CSA A23.2-9C. Son los índices de precisión de ASTM para especímenes cilíndricos de 150 x 300 mm (2 x 12 pulg) derivados de los datos de mues-tras de referencia del concreto del Laboratorio de Referencia del Cemento y del Concreto (CCRL: Concrete and Cement Reference Laboratory) para condiciones de laboratorio, y una colección de 1265 reportes de pruebas de 225 laboratorios comercia-les de pruebas en 1978. El ASTM enfatiza que el Subcomité C09.61 del ASTM reexaminará los re-cientes datos del programa y los datos de campo de las muestras de referencia del concreto del CCRL, para ver si estos valores son representativos de la práctica actual, y si pueden extenderse para cubrir un rango más amplio de resistencias y de tamaños de los especímenes (ASTM C39/C39M-09). El ACI 318-08 aconseja tener precaución al usar especí-menes pequeños y exige un cilindro de prueba pe-queño adicional debido a su mayor variabilidad.
SIGNIFICADO DE LA INVESTIGACION Debido a que durante mucho tiempo se han usado especímenes cilíndricos convencionales, son más los estudios que han investigado su precisión; sin embargo, estudios limitados han tratado de de-terminar los índices de precisión para especímenes pequeños de concreto (100 x 200 mm [4 x 8 pulg]). Es esencial llevar a cabo más estudios con varias condiciones para desarrollar índices de precisión más amplios de las pruebas para especímenes ci-líndricos pequeños de concreto. El objetivo de este
Tabla 1. Indices de precisión ASTM C39/C39M-05 y CSA A23.2-9Cpara la resistencia a compresión del concreto
Estándar
ASTM
CSA
Tipo
Interlaboratorio
Entrelaboratorios
Entrelaboratorios
Tamañodel cilindro,mm (pulg)
150 x 300(6 x 12)
100 x 200(4 x 8)
150 x 300(6 x 12)
150 x 300(6 x 12)
Rangode resistencia,MPa (kg/cm2)
15 a 55140 a 560
17 a 90175 a 914
24 a 53245 a 541
Condición de curado
Condiciones de curado en laboratorio
Condiciones de curado en campo
Condiciones de curado en laboratorio
Condiciones no especificadas
COV, %
2.40
2.90
3.20
5.00
3.893.44
Límitede
95%,%
6.6
8.0
9.0
14.00
11.09.7
Resistencia a 7 días
Resistencia a 28 días
Condiciones no especificadas

estudio es desarrollar índices de precisión para la resistencia a compresión de pequeños especíme-nes de concreto, y validar los índices de precisión existentes para especímenes cilíndricos convencio-nales de concreto. Los resultados de este estudio pueden usarse para su consideración en las normas de ASTM y CSA.
REVISION DE LA LITERATURA
La precisión en la prueba de materiales es un fac-tor importante en el proceso de control de calidad. El ASTM E691-09 define la precisión dentro de un laboratorio (repetibilidad) y la precisión entre labora-torios (reproducibilidad) como sigue:“La repetibilidad tiene que ver con la variabilidad en-tre resultados de prueba independientes obtenidos dentro de un solo laboratorio en el periodo de tiem-po más corto posible por un solo operador, con un conjunto específico de aparatos de prueba, usando especímenes de prueba (o unidades de prueba) to-mados al azar de una cantidad única de material homogéneo obtenido o preparado para el Estudio de Interlaboratorio (ILS: Inter Laboratory Study). La reproducibilidad tiene que ver con la variabilidad entre resultados de una prueba única, obtenidos en diferentes laboratorios, cada uno de los cuales ha aplicado el método de prueba a los especímenes de prueba (o unidades de prueba) tomados al azar, de una cantidad única de material homogéneo obteni-do o preparado para el ILS”.
Las declaraciones de precisión de la resis-tencia a compresión del concreto se basan en la variación medida en laboratorios individuales de los cilindros compañeros cuando todos los otros facto-res afectantes dentro del laboratorio, tales como el operador o el equipo, no cambian. La precisión entre dos laboratorios es la estimación cuantitativa de la variación de los resultados de prueba de varios la-boratorios que son obtenidos según las operaciones ordinarias de cada laboratorio. Se espera que los índices de precisión entre laboratorios sean más grandes que los índices de precisión dentro de un laboratorio, debido al involucramiento de diferentes operadores y aparatos en los laboratorios de prue-ba (ASTM C670). El método para calcular la preci-sión dentro de un laboratorio y entre laboratorios se explica brevemente en el Apéndice A, con base en ASTM E691-09 y C802-09a. Varios estudios han propuesto índices de pre-cisión dentro de un laboratorio y entre laboratorios para cilindros de 150 x 300 mm (6 x 12 pulg) (Gray 1990, Kennedy et al. 1995). Para cilindros de 100 x 200 mm (4 x 8 pulg), Lobo (2005, 2006, 2007) reportó los índices de precisión entre un laboratorio y entre laboratorios para las condiciones de curado del laboratorio. Detwiler et al. (2006) sugirieron índi-ces de precisión para cilindros de 100 x 200 mm (4 x 8 pulg) curados bajo condiciones de campo. Debido a los datos limitados, Detwiler et al. (2006) sugirie-ron llevar a cabo programas de prueba adicionales para confirmar los resultados del estudio. Los resul-
Tabla 2. COVs para cilindros de concreto de 100 x 200 mm (4 x 8 pulg) y 150 x 300 (6 x 12 pulg)curados bajo condiciones de campo y de laboratorio (Detwiler et al. 2006; Lobo 2005, 2006, 2007)
Condiciónde curado del
estudio
Resistenciadel
concreto
Rango deresistencia,
MPa (kg/cm2)
COV
100 x 200 mm (4 x 8 pulg) 150 x 300 mm (6 x 12 pulg)
Interlabo-ratorio
Entrelaboratorios
Interlabo-ratorio
Entrelaboratorios
Detwiler et al. (2006) Condicio-
nes de campo
Baja <52 (527) - 4.07 Se probó un cilindro de 150 x 300 mm (6 x 12
pulg)Mediana >52 (527) - 5.66
Promedio 2.86 4.71
Lobo (2005) Condiciones de
laboratorio
Baja <30 (302) 2.9 5.5 2.2 4
Mediana >47 (478) 2.5 5.4 2.7 5.3
Lobo (2006) Condiciones de
laboratorio
Baja <40 (407) 3.3 6.7 2 4.9
Mediana >45 (457) 4.1 6.6 2.5 5.5
Lobo (2007)Condiciones de
laboratorio
Baja <41 (414) 3.2 6.1 3 6.2
Mediana >44 (449) 2.7 7.1 2.6 5.2
Promedio de los resultados de Lobo 3.1 6.2 2.5 5.2
Control de calidad
34 ENE • FEB • MAR 2011

www.acimexicosc.org 35
tados de los estudios de Lobo (2005, 2006, 2007) y Detwiler et al. (2006) se resumen en la Tabla 2. Un estudio más amplio por Day (1994) inves-tigó cerca de 8000 resultados de pruebas de resis-tencia a compresión del concreto de varias mezclas de concreto que fueron recolectadas de 20 experi-mentos diferentes. Se llegó a la conclusión de que la resistencia a compresión de los especímenes de concreto, de 100 x 200 mm (4 x 8 pulg), con moldes de plástico o de acero, fue 5% más grande que los especímenes de concreto de 150 x 300 mm (6 x 12 pulg). También se llegó a la conclusión de que en un promedio total, los COVs de la resistencia del con-creto dentro de un laboratorio, para especímenes de 100 x 200 mm (4 x 8 pulg) y 150 x 300 mm (6 x 12 pulg), eran casi equivalentes. Nasser y Al-Manaseer (1987) demostraron que si se usan tres muestras para especímenes tanto de 150 x 300 mm (6 x 12 pulg) como de 75 x 150 mm (3 x 6 pulg), el COV interlaboratorio de la resistencia a 28 días típicamente se incrementa del 3.7% al 8.5% para especímenes de concreto de 150 x 300 mm (6 x 12 pulg), para los especímenes de concreto de 75 x 150 mm (3 x 6 pulg). Ellos sugirie-ron usar un número más grande de especímenes de concreto de 75 x 150 mm (3 x 6 pulg) para alcanzar la misma precisión que los especímenes de concre-to de 150 x 300 mm (6 x 12 pulg). Detwiler et al. (2009) compararon los COVs interlaboratorio de muestras de concreto de 100 x 200 mm (4 x 8 pulg) cuando se probaron dos o tres muestras. Para dos niveles de resistencia a compre-sión (34.5 MPa [351.8 kg/cm2] y 34.5 MPa [351.8 kg/cm2]), los resultados de las pruebas COVs inter-laboratorio de tres cilindros fueron de 2.5% y 2.6% respectivamente, mientras que los resultados de las pruebas COVs interlaboratorio para dos cilindros, fueron de 2.1% para ambos niveles de resistencia. Ellos concluyeron que no hay una diferencia signi-ficativa entre las pruebas de dos o tres cilindros de muestras de concreto de 100 x 200 mm (4 x 8 pulg).
ALCANCE Y OBJETIVOS Se analizaron más de 2700 resultados de pruebas de resistencia a compresión del concreto de los estudios interlaboratorio controlados, recolecta-dos durante una década en Edmonton, AB, Canadá. Este estudio fue la base para desarrollar índices de precisión para cilindros de pruebas al concreto de 100 x 200 mm (4 x 8 pulg) y para validar los índices de precisión existentes para especímenes de con-creto de 150 x 300 mm (6 x 12 pulg).
PROGRAMA EXPERIMENTAL
Este estudio se basó en un amplio programa de pruebas comparativas al concreto en Edmonton en 1994 a 2003, administrado por la Asociación de Concreto Premezclado de Alberta (ARMCA). El propósito del programa de pruebas comparativas al concreto ILS de la ARMCA, conocido como el “programa ARMCA” en este documento, fue medir la uniformidad de los laboratorios participantes al medir la resistencia a compresión del concreto. Todas las mezclas de concreto se hicieron con las mismas fuentes de agregado. El agregado era grava silícea de río con un tamaño máximo no-minal de 20 mm (3/4 pulg). La granulometría de los agregados gruesos satisfacía CSA A23.1-09. Se usó un cemento portland de uso general (GU: gene-ral use) para todas las mezclas de concreto. En este programa, las revolturas de concreto para las pruebas fueron entregadas por cuatro pro-ductores de concreto premezclado y cada año se colaron un gran número de cilindros. Después de 20±4 horas de curado especial a temperaturas am-bientales de 15 a 25 °C (59 a 77°F), cada laborato-rio participante recibió un conjunto de especímenes cilíndricos al azar (3, 5 o 7). Las pruebas estándar de curado y compre-sión se realizaron de acuerdo con CSA A23.2-3C y A23-2-9C. El programa ARMCA incluía 33 progra-mas de pruebas ILS durante 10 años, mientras que cada año participaban de 8 a 15 laboratorios. En este experimento se probaron un total de 2745 cilin-dros, abarcando 1486 cilindros convencionales con un rango de resistencia a compresión de 19 a 57 MPa (193.3 kg/cm2 a 580 kg/cm2) y 1239 cilindros pequeños con un rango de resistencia a compresión de 17 a 54 MPa (175.7 kg/cm2 a 548.4 kg/cm2). En 1995, 1997, 1998 y 1999, no se probaron cilindros de 100 x 200 mm (4 x 8 pulg), y en 2002 y 2003 no se probaron cilindros de 150 por 300 mm (6 x 12 pulg). El programa ARMCA se llevó a cabo de ma-nera anónima; consecuentemente, no se registró información con respecto a los métodos de curado (cuartos húmedos, o baño de agua), métodos de ca-beceado (azufre, no adherido, o extremos esmerila-dos) y el tipo de máquinas de pruebas de resisten-cia a compresión usados en cada laboratorio. Por lo tanto, no fue posible estudiar los efectos de estos factores; sin embargo, un estudio ha demostrado (Gray 1990) que la influencia de estos parámetros sobre la resistencia a compresión del concreto no es significativa.

Tabla 3. Ejemplo de resultados de pruebas del programa ARMCA en 2003
FechaNo. de
Laboratorio
1 22.3 22.9 22.9 23.1 23.8 23.0 0.539 -0.67 OK OK
2 24.3 24.7 24.7 24.9 26.4 25.0 0.812 1.33 OK OK
3 21.9 22.5 23.0 23.7 23.9 23.0 0.831 -0.67 OK OK
4 24.5 25.1 25.1 25.2 25.8 25.1 0.462 1.47 OK OK
5 22.6 22.6 23.0 23.1 23.2 22.9 0.283 -0.77 OK OK
6 23.2 26.3 23.4 23.9 24.1 23.6 0.396 -0.09 OK OK
2003/1 7 20.6 21.3 22.6 23.4 25.0 22.6 1.738 -1.09 OK 2.47
8 24.5 24.6 24.6 24.6 25.1 24.7 0.239 1.01 OK OK
9 20.4 20.5 20.5 24.5 20.9 20.6 0.195 -3.11 -2.49 OK
10 23.4 24.1 24.7 24.7 25.3 24.4 0.72 0.77 OK OK
11 23.7 23.7 24.3 24.6 25.6 24.4 0.785 0.71 OK OK
12 23.1 23.8 23.8 24.1 24.2 23.8 0.43 0.13 OK OK
13 24.4 24.4 25.3 25.3 25.5 25.0 0.536 1.31 OK OK
14 22.8 23.4 23.4 23.5 23.7 23.3 0.343 -0.326 OK OK
SR n p X Sr Sx critico h critico k
1.3977 5 14 23.67 0.7037 1.2479 1.85 2.44
1 36.2 37.0 37.3 37.6 37.6 37.1 0.581 0.672 OK OK
2 34.7 35.0 35.4 35.8 35.8 35.3 0.488 -1.128 OK OK
3 31.9 32.2 32.5 32.6 33.2 32.5 0.487 -3.988 -1.91 OK
4 39.4 39.6 40.4 40.8 41.4 40.3 0.832 3.852 1.85 OK
5 34.8 36.4 36.5 37.4 38.8 36.8 1.467 0.312 OK OK
6 34.5 34.7 35.5 35.5 36.4 35.3 0.756 -1.148 OK OK
2003/2 7 33.7 34.8 34.8 34.9 35.1 34.7 0.55 -1.808 OK OK
8 38.0 38.8 39.6 39.7 40.9 39.4 1.084 2.932 OK OK
9 35.7 35.8 35.9 36.0 36.2 35.9 0.192 -0.548 OK OK
10 34.3 35.2 35.4 36.1 37.3 35.7 1.119 -0.808 OK OK
11 35.8 35.8 36.1 36.4 36.6 36.1 0.358 -0.328 OK OK
12 37.1 38.1 38.1 38.9 41.5 38.7 1.67 2.272 OK OK
13 35.8 36.0 36.3 36.3 36.5 36.2 0.277 -0.288 OK OK
SR n p X Sr Sx critico h critico k
2.2254 5 13 36.47 0.8766 2.0827 1.84 2.41
1 30.9 31.0 31.2 31.3 31.4 31.2 0.207 0.862 OK OK
2 28.1 28.2 28.4 28.7 28.8 28.4 0.305 -1.858 OK OK
3 29.2 29.7 29.7 29.9 30.4 29.8 0.432 -0 .518 OK OK
4 28.1 28.1 28.3 28.7 29.2 28.5 0.471 -1.818 OK OK
5 30.7 31.2 31.2 32.0 32.1 31.4 0.594 1.142 OK OK
2003/3 6 28.4 28.8 30.1 31.2 31.5 30.0 1.387 -0.298 OK OK
7 31.1 31.5 31.5 31.8 32.1 31.6 0.374 1.302 OK OK
8 29.5 29.6 29.9 30.1 30.5 29.9 0.402 -0.378 OK OK
9 30.9 31.1 31.1 31.5 32.1 31.3 0.477 1.042 OK OK
10 31.4 31.6 31.6 31.9 31.9 31.7 0.217 1.382 OK OK
11 28.5 28.8 28.8 29.1 29.1 28.9 0 251 -1.438 OK OK
12 30.1 30.3 30.3 31.6 32.1 30.9 0.907 0.582 OK OK
SR n p X Sr Sx critico h critico k
1.3329 5 12 30.3 0.5976 1.2211 1.84 2.38
1 30.5 31.8 31.8 32.1 32.3 31.7 0.704 0.338 OK OK
2 30.0 30.4 31.0 31.3 31.4 30.8 0.602 -0.542 OK OK
3 31.4 32.0 32.0 32.0 32.2 31.9 0.303 0.558 OK OK
4 30.2 31.4 31.5 32.3 33.0 31.7 1.052 0.318 OK OK
5 29.9 30.2 30.4 30.7 30.8 30.4 0.367 -0.962 OK OK
2003/4 6 30.5 30.8 31.1 31.5 31.8 31.1 0.522 -0.222 OK OK
7 30.6 30.8 30 9 31.1 31.3 30.9 0.27 -0.422 OK OK
8 30.6 30.9 31.3 31.8 32.6 31.4 0.789 0.078 OK OK
9 32.5 32.6 32.7 32.9 33.5 32.8 0.397 1.478 2.1 OK
10 31.3 31.5 31.6 31.7 31.9 31.6 0.224 0.238 OK OK
11 30.2 30.2 30.7 30.7 30.7 30.5 0.274 -0.862 OK OK
SR n p X Sr Sx critico h critico
0.8642 5 11 31.4 0.5595 0.7045 1.83 2.34
Resistencia medida (MPa) de cilindros de 100 x 200 mm Parámetros estadísticos Controles de externos
No 1 No 2 No 3 No 4 No 5 x s d h= d/Sx k= s/sr
Control de calidad
Nota:un MPa= 9.3750 Kg/cm2
36 ENE • FEB • MAR 2011

www.acimexicosc.org 37
Tecnología
IDENTIFICANDO LOS DATOS VALORES ALEJADOS Los datos de valores alejados al conjunto de datos fueron identificados y eliminados en este es-tudio, de acuerdo con el procedimiento bosquejado en ASTM E691-09. Esta norma define los índices críticos de precisión para identificar datos de valores alejados de los laboratorios de prueba. Los valores críticos para la consistencia entre laboratorios (h) dependen del número de laboratorios (p) que parti-ciparon en el ILS, mientras que el valor crítico para la consistencia interlaboratorio (k) depende tanto del número de laboratorios (p) como del número de réplicas de los resultados de pruebas (n). El ASTM E691-09 sugiere los valores críticos para h y k en el nivel significativo del 0.5% con base en el número de laboratorios participantes y el número de réplicas. La Tabla 3 muestra un ejemplo de los resulta-dos de pruebas de resistencia a compresión del con-creto de la ARMCA recolectados en 2003, que ilustra el cálculo de las desviaciones estándar y los pará-metros de consistencia interlaboratorio y entre labo-ratorios, de acuerdo con el Apéndice A. Los valores h y k de los programas ARMCA fueron calculados y comparados con los valores críticos presentados en ASTM E691-09 para identificar los datos de valores alejados. La Tabla 4 resume la información respecto a los datos de valores alejados de prueba en el pro-grama ARMCA. Para ambos tamaños de cilindros, el número de valores alejados con una resistencia a compresión menor al promedio (alejados bajos) fueron más que el doble de los valores alejados con una resistencia a compresión mayor que el pro-medio (alejados altos). Esto significa que la mayoría de los valores alejados, que muestran una diferen-cia significativa respecto a la media, estuvieron por
Tabla 4. Resumen de los resultados de valores alejados de las pruebas en el programa ARMCA
Tamaño decilindro mm (pulg)
Númerode
cilindros
Valores alejadosTodos los
valores alejados Interlaboratorio, k
Entre laboratorios, h
Número % Número % Número %
100 x 200(4 x 8)
1254 3 1.3
Total 18 7.7
19 8.2Alejados bajos 13 5.6
Alejados altos 5 2.1
150 x 300(6 x 12)
1481 5 1.6
Total 21 6.6
24 7.6Alejados bajos 16 5.1
Alejados altos 5 1.6
Figura 1. Resultados de las pruebas de SD interlaboratorio versus la resistencia a compresión, del programa ARMCA
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(Ksi
)
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(MP
a)
Desviación estándar interlaboratorio (Ksi)
Resistencia a compresión promedio (MPa)
Figura 2. Resultados de las pruebas de SD entre laboratorios versus resistencia a compresión, del programa ARMCA
Des
viac
ión
está
ndar
ent
re la
bora
tori
os (M
Pa)
Des
viac
ión
est
ánda
r ent
re la
bora
tori
os (K
si)Resistencia a compresión promedio (Ksi)
Resistencia a compresión promedio (MPa)
Figura 3. Resultados de SD interlaboratorio versus resistencia a compre-sión para cilindros de 150 x 300 (6 x 12 pulg), de ARMCA y otros estudios
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(MP
a)
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(Ksi
)Resistencia a compresión promedio (Ksi)
Resistencia a compresión promedio (MPa)

Nota:1 MPa= 145 ksi
ILS Fecha
cilindros de 100 x 200 (4 x 8 pulg) cilindros de 150 x 300 (6 x 12 pulg)
No. de repli-cas
No. de labs.
PromedioInterla-borato-rio SD
Entre laborato-rios SD
No. de repli-cas
No. de labs.
PromedioInterlabora-
torio SDEntre labo-ratorios SD
X,MPa Sr,MPa SRMPs X,MPa Sr,MPa SRMPa
1 2003/1 5 12 24.02 0.5680 0.9886
No. de cilindros probados de 150 x 300 (6 x 12 pulg)
2 2003/2 5 11 36.48 0.9076 1.6703
3 2003/3 5 12 30.30 0.5976 1.3329
4 2003/4 5 10 31.21 0.5731 0.7398
5 2002/2 5 11 35.13 0.8884 2.7377
6 2002/3 5 10 34.03 0.9823 1.9691
7 2002/4 5 11 34.09 1.1090 1.4388
8 2001/1 5 13 26.52 1.0220 2.1991 5 11 28.32 0.7286 0.9952
9 2001/2 5 9 31.49 0.7644 2.7579 5 10 35.78 1.1196 2.1076
10 2001/3 5 12 20.30 0.8132 1.8334 5 11 27.20 0.6325 1.4807
11 2001/4 5 10 53.25 1.5309 3.4561 5 12 31.89 0.8314 1.1369
12 1999/1
No. de cilindros probados de 100 x 200 (4 x 8 pulg)
5 11 32.11 1.7849 1.8702
13 1999/2 5 10 26.04 1.2361 1.2964
14 1999/3 5 11 28.57 0.6366 1.0097
15 1999/4 5 8 25.86 0.5323 0.8476
16 1998/2 5 10 32.48 1.0477 1.1625
17 1998/3
No. de cilindros probados de 100 x 200 (4 x 8 pulg)
5 9 40.64 1.3838 2.5529
18 1997/1 5 10 32.53 0.8393 1.0983
19 1997/2 5 10 31.17 1.9563 2,0735
20 1997/3 5 10 34.63 1.3012 2.3462
21 1997/4 5 9 42.37 1.0316 1,7338
22 1996/1 7 10 17.86 1.1916 1.9816 3 10 19.38 0.4612 0.5154
23 1996/2 7 10 38.17 1.7337 3.6806 3 10 37.83 1.0444 2.0368
24 1996/3 7 11 27.58 0.8704 1.2064 3 12 27.62 0.6850 0.8741
25 1996/4 7 12 42.41 1.3597 2.2663 3 12 41.84 1.8108 2.0641
26 1995/1
No. de cilindros probadosde 100 x 200 (4 x 8 pulg)
5 15 19.78 0.5935 1.0 235
27 1995/2 5 11 56.90 1.2953 2.1826
28 1995/3 5 12 36.38 1.1218 2.5161
29 1995/4 5 14 44.32 0.7538 1.4270
30 1994/1 5 12 27.05 0.8671 1.1238 5 14 27.23 0.3650 1.0566
31 1994/2 5 11 45.55 2.2052 3.2819 5 13 44.98 1.1933 2.5319
32 1994/3 5 14 35.22 1.6078 4.0178 5 14 34.90 0.9925 2.1784
33 1994/4 5 13 37.70 1.4441 2.2443 5 13 37.69 1.0077 1.4756
Tabla 5 Resumen de las desviaciones estándar interlaboratorioy entre laboratorios para cilindros de 100 x 200 (4 x 8 pulg) y 150 x 300 (6 x 12 pulg)
del programa de ARMCA
Control de calidad
38 ENE • FEB • MAR 2011

www.acimexicosc.org 39
Figura 4. Resultados de SD entre laboratorios versus resistencia a compresión para cilindros de 150 x 300 mm (6 x 12 pulg), de ARMCA y otros estudios
debajo de la media. Esta observación es consisten-te con otros estudios, que han demostrado que la mayoría de las anomalías del protocolo de pruebas estándar estuvieron por debajo del promedio de la resistencia a compresión (Plante et al. 2000). Este proceso dio como resultado la exclusión del 8.2% y 7.6% de los resultados de pruebas de ci-lindros de 100 x 200 mm (4 x 8 pulg) y de 150 x 300 mm (6 x 12 pulg), respectivamente, en todos los 33 programas ILS. Ya que los porcentajes de los datos externos eran casi los mismos para ambos tamaños de ci-lindros, se puede concluir que el porcentaje de re-sultados de valores alejados de las pruebas no fue significativamente influenciado por los tamaños de los cilindros en el programa ARMCA.
ANALISIS Y DISCUSIÓN DE LOS DATOS
Después de excluir los valores externos de las pruebas, se calcularon las desviaciones están-dar (SDs) interlaboratorio y entre laboratorios para cilindros de concreto pequeños y convencionales. La Tabla 5 presenta un resumen de los cálculos de SDs del programa ARMCA con base en tres, cinco y siete especímenes de prueba en años diferentes. El análisis de estos resultados reveló que los SDs interlaboratorio y entre laboratorios se incre-mentan con la resistencia a compresión promedio (Figs. 1 y 2). Se han reportado relaciones similares de otros estudios para condiciones de prueba inter-laboratorio y entre laboratorios. Las ecuaciones de 1 a 4 están basadas en el análisis de los resultados de pruebas de la ARM-CA.
Figura 5. Resultados de SD interlaboratorio versus resistencia a compresión para cilindros de 100 x 200 mm (4 x 8 pulg), de ARMCA y otros estudios
Estudio
COV
100 x 200 mm (4 x 8 pulgadas) 150 x 300 mm (6 x 12 pulgadas)
Interlaboratorio Entre laboratorios Interlaboratorio Entre laboratorios
ARMCA 3.24 (campo) 6.41 (campo) 1.29 (campo) 5.05 (campo)
ASTMC39/C39M-09a 3.2 (laboratorio) ---- 2.9 (campo) 5.0
Gray (1990) ---- ---- 3.6 (laboratorio) 5.3.(laboratorio)
Detwiler y Bickley (1993) ---- ---- 1.9 8.4
Kennedy et al (1995) ---- ---- 3.0 7.4 (campo)
Lobo (2005, 2006, 2007) 3.1 (laboratorio) 6.2 (laboratorio) 2.5 (laboratorio) 5.2 (laboratorio)
Detwiler et al. (2006) 2.86 (campo) 4.71 (campo) ---- ----
Tabla 6. COVs interlaboratorio y entre laboratorios del programa ARMCAy otros estudios (condiciones de curado entre paréntesis).
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(MP
a)
Des
viac
ión
está
nd
ar in
terl
abo
rato
rio
(Ksi
)Resistencia a compresión promedio (Ksi)
Resistencia a compresión promedio (MPa)
Figura 6. Resultados de SD entre laboratorios versus resistencia a compresión para cilindros de 100 x 200 mm (4 x 8 pulg), de ARMCA y otros estudios
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(MP
a)
Des
viac
ión
está
nd
ar in
terl
ab
ora
tori
o (K
si)
Resistencia a compresión promedio (Ksi)
Resistencia a compresión promedio (MPa)
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(MP
a)
Des
viac
ión
está
ndar
inte
rlab
orat
orio
(Ksi
)
Resistencia a compresión promedio (Ksi)
Resistencia a compresión promedio (MPa)

Para cilindros de concreto de 150 x 300 mm (6 x 12 pulg)
Sr = 0.0189f´c + 0.3365 para interlaboratorio (1)
SR = 0.0505 f’c - 0.1053 para entre laboratorios (2)
Para cilindros de concreto de 100 x 200 mm (4 x 8 pulg)
Sr = 0.0324 f’c + 0343 para interlaboratorio (3) SR = 0.0641 f’c + 0.0334 para entre laboratorios (4)
en donde Sr y SR son las desviaciones estándar in-terlaboratorio y entre laboratorios, respectivamente y f’c es igual a la resistencia a compresión promedio en MPa. Las anteriores ecuaciones tienen diferen-tes valores de intercepción en unidades imperiales (ksi), que se muestran en las Figs. 1 y 2. Las pen-dientes de las líneas son equivalentes a los COVs. Una observación de las líneas de tendencia es que las SDs de la precisión de pruebas interla-boratorio para cilindros pequeños y convencionales eran casi similares a los bajos niveles de resisten-cia a compresión (aproximadamente 25 MPa [255 kg/cm2] y por debajo de eso). Cuando la resistencia a compresión se incrementaba desde 25 MPa (255 kg/cm2), la SD de cilindros pequeños se incremen-taba con relación a la SD de los cilindros conven-cionales. Las SDs entre laboratorios de los cilindros pequeños eran más altas que la SD de cilindros con-vencionales, y la diferencia era casi la misma para el rango de las pruebas de resistencia a compresión en este estudio. Las Figuras de 2 a 6 presentan las relaciones lineales entre los resultados de pruebas de resis-tencia a compresión versus SDs interlaboratorio y entre laboratorios del programa ARMCA, así como también indicaciones con base en la norma ASTM y otros estudios. La Tabla 6 compara los COVs in-
terlaboratorio y entre laboratorios para cilindros con-vencionales y cilindros pequeños del programa AR-MCA y los otros programas ILS, tales como ASTM C39/C39M-09a, Gray (1990), Detwiler y Bickley (1993), Kenney et al. (1995), Detwiler et al. (2006), y Lobo (2005 2006, 2007). Para cilindros convencionales, los COVs in-terlaboratorio y entre laboratorios del programa AR-MCA fueron de 1.89% y 5.05%, respectivamente (Figs. 3 y 4). La pendiente de la línea interlaborato-rio – COV para cilindros convencionales- fue menor que los valores COV sugeridos en la norma ASTM, Kenney et al. (1995), y Gray (1990), y fue ligeramen-te menor que los resultados de los valores COV de Lobo en 2005, 2006 y 2007. El COV del programa ARMCA estuvo muy cerca del COD sugerido por Detwiler y Bickley (1993). El COV entre laborato-rios para cilindros convencionales fue casi el mismo que el COV entre laboratorios propuesto en ASTM C39/C39M-09a, Gray (1990), y Lobo (2005, 2006 y 2007), pero menos que el COV calculado por Det-wiler y Bickley (1993) y Kennedy et al. (1995). Para cilindros de 100 x 200 mm (4 x 8 pulg), los COVs interlaboratorio y entre laboratorios del programa ARMCA fueron de 3.24% y 6.41%, res-pectivamente, en el cual ambos COVs estuvieron ligeramente por encima del promedio de los resulta-dos de Lobo en 2005, 2006 y 2007 para especíme-nes curados bajo condiciones de laboratorio (Figs. 5 y 6). Sin embargo, los COVs del programa ARMCA fueron más altos que el COV encontrado por Det-wiler et al. (2006). Las diferencias entre COVs en diferentes estudios pueden ser atribuidos a varios factores, tales como el tamaño del experimento, la condición inicial de curado y otros factores que no fueron considerados en este estudio. El otro índice de precisión es el d2s o “límite de 95%”, el cual se calcula simplemente multipli-cando la SD (1s) o el COV (1s%) apropiado por 2 √2
Control de calidad
Tabla 7. COV y rango aceptable interlaboratorio y entre laboratorios propuestos, de las resistencias de dos cilindros curados bajo condiciones de campo
Tamaño del cilindro,
mm (pulg)
Rango de resistencia, MPa (kg/cm2)
COV95% limite
dos cilindros tres cilindros
Interlabora-torio
Entre labora-torios
Interlabora-torio
Entre labora-torios
Interlabora-torio
Entre labora-torios
100 x 200 mm (4 x 8)
17 a 54(175 a 548)
3.24 6.41 9.1 17.9 10 .7 21.2
150 x 300 mm (16 x12)
19 a 57(193 a 580)
1.89 5.05 5.3 14.1 6.2 16 .7
40 ENE • FEB • MAR 2011

www.acimexicosc.org 41
o 2.8 (ASTM C670-03, ASTM E177-08). Los índices de precisión de la resistencia a compresión interlaboratorio y entre laboratorios para cilindros pequeños y convencionales, con base en los resultados del programa ARMCA, se propo-nen en la Tabla 7. La diferencia entre dos resultados de prueba de cilindros pequeños de concreto dentro de un laboratorio no deben diferir en más de 9.1% de su promedio, en aproximadamente 95% de todos los casos. Algunas normas (por ejemplo ACI 318-08) esperan que se pruebe un cilindro adicional si se usan cilindros pequeños de 100 x 200 (4 x 8 pulg). Si se prueban tres muestras en un laboratorio, la di-ferencia entre los resultados de pruebas más altos y más bajos de la resistencia a compresión del grupo debe ser menor al 10.7% de su promedio en el 95% de los casos. Los límites de 95% de los resultados de prue-bas a compresión entre laboratorios de dos y tres cilindros, para cilindros pequeños, no deben diferir en más del 17.9% y 21.2% de su promedio, respec-tivamente. Los límites del 95% de las pruebas de dos cilindros para la resistencia a compresión inter-laboratorio y entre laboratorios de los cilindros con-vencionales fueron determinados como 5.3 y 14.1%; para pruebas de tres cilindros, los límites se estima-ron en 6.2% y 16.7%.
CONCLUSIONES
En este estudio se analizaron más de 2700 resultados de pruebas de resistencia a compresión del concreto de un programa de 10 años de la AR-MCA en Edmonton. Con base en los resultados de pruebas para especímenes de concreto que iban de 17 a 57 MPa (175.7 a 580 kg/cm2), en aproxima-damente 95% de todos los casos, los resultados de los datos de la resistencia a compresión para dos cilindros de concreto de 100 x 200 mm (4 x 8 pulg) difieren en menos del 9.1% para condiciones inter-laboratorio y en menos del 17.9% para condiciones entre laboratorio. Los rangos aceptables entre los resultados de las pruebas de resistencia de dos ci-lindros de concreto de 150 x 300 mm (6 x 12 pulg) para condiciones interlaboratorio y entre laborato-rios, se obtuvieron como 5.3% y 14.1%, respectiva-mente. Los índices de precisión del programa AR-MCA se compararon con los índices de precisión sugeridos por la norma ASTM y otros estudios en esta área. Con una expansión en la utilización de cilindros de concreto para pruebas, de 100 x 200 mm (4 x 8 pulg), pueden usarse los resultados de
este estudio y otros experimentos similares para su consideración en las normas de la ASTM y la CSA.
RECONOCIMIENTOS Los autores desean reconocer y agradecer a los laboratorios participantes de la Asociación de Concreto Premezclado de Alberta (ARMCA).
REFERENCIAS ACI Committee 318, 2008, “Building Code Require-ments for Structural Concrete (ACI 318-08) and Commen-tary, “ American Concrete Institute, Farmington Hills, MI, 473 pp. ASTM C311C31M-09, 2009, “Standard Practice for Making and Curing Concrete Test Specimens,”ASTM International, West Conshohocken, PA, 6 pp. ASTM C39/C39M-09a, 2009, “Standard Test Me-thod for Compressive Strength of Cylindrical Concrete Specimens, A”STM International, West Conshohocken, PA, 7 pp. ASTM C670-03, 2003, “Standard Practice for Pre-paring Precision and Bias Statements for Test Methods for Construction Materials,” ASTM International, West Conshohocken, PA, 9 pp. ASTM C802-09a, 2009, “Standard Practice for Conducting an Interlaboratory Test Program to Determine the Precision of Test Methods for Construction Materials, “ASTM International, West Conshohocken, PA, 18 pp. ASTM EI77-08, 2008, “Standard Practice for Use of the Terms Precision and Bias in ASTM Test Methods, “ ASTM International, West Conshohocken, PA, 12 pp. ASTM E691-09, 2009, “Standard Practice for Conduc-ting an Interlaboratory Study to Determine the Precision of a Test Method,” ASTM International, West Conshohocken, PA, 23 pp. CSA A23.1-00, 2000, “Concrete Materials and Methods of Concrete Construction”, Canadian Standards Association, Mississauga, ON, Canada, 362 pp. CSA A23.1-04, 2004, “Concrete Materials and Methods of Concrete Construction,” Canadian Standards Association, Mississauga, ON, Canada, 476 pp. CSA A23.1-09, 2009, “Concrete Materials and Methods of Concrete Construction,” Canadian Standards Association, Mississauga, ON, Canada, 582 pp. CSA A23.2-3C, 2009, “Making and Curing Con-crete Compressive and Flexural Test Specimens, “ Cana-dian Standards Association, Mississauga, ON, Canada, pp. 441-449. CSA A23.2-9C, 2009, “Compressive Strength of Cylindrical Concrete Specimens,”Canadian Standards Association, Mississauga, ON, Canada, pp. 472-485. Day, R L., 1994, “Strength Measurement of Concre-te Using Different Cylinder Sizes: A Statistical Analysis,” Cement, Concrete and Aggregates, V. 16, No. 1, June, pp. 21-30. Detwiler, R J., and Bickley, J. A., 1993, “An Analy-sis of Interlaboratory Test Program Results,” New Concre-

te Technology: Roben E. Philleo Symposium, SP-141, T. C. Liu and G. C. Hoff, eds., American Concrete lnstitute, Farmington Hills; MI, pp. 103-115. Detwiler, R J.; Swor, T. E.; and Thomas, W., 2006, “Acceptance Testing Using 4 x 8 in. Cylinders-A Step Toward a Precision Statement Within Laboratory ASTM C39;” Concrete International, V. 28, No.l, Jan., pp. 81-88. Detwiler, R J.; Thomas, w.; Stangebye, T.; and Urahn, M., 2009, “Variability of 4 x 8 in. Cylin-ders Tests-Are Three Cylinders Really Necessary?” Concrete International, V. 31, No. 5, May, pp. 57-61. Gray, R. J., 1990, “Results of an Interlabo-ratory Concrete Testing Program: Part 1,” Cement, Concrete, and Aggregates, V. 12, No. 1, Summer, pp. 12-23. Kennedy, S.; Detwiler, R; Bickley, J.; and Tho-mas, M., 1995, “Results of an Interlaboratory Test Program: Compressive Strength of Concrete,” Ce-ment, Concrete, and Aggregates, V. 17, No.T, June, pp. 3-10. Lobo, c., 2005, 2006, and 2007, “Report of the 2005 Strength Testing Round Robin Program in DC Metropolitan Area,” Co-sponsored by Washington Area Council of Engineering Laboratories (WACEL) and National Ready Mixed Concrete Producers Te-chnical Committee (RMCPTC), May, June, and June (Reports received from C. Lobo). Nasser, K. W., and Al-Manaseer, A. A., 1987, “It’s Time for a Change from 6 x 12- lo 3 x 6-lnch Cylinders,” ACI Materials Journal, V. 84, No. 3, May-June, pp. 213-216. Plante, M.; Cameron, G.; and Tagnit-Hamou, A., 2000, “Influences of Curing Conditions on Con-crete Specimens at Construction Sites, “ ACI Mate-rials Journal, V. 97, No. 2, Mar-Apr., pp. 120-126.
APENDICE CÁLCULO DE LOS ÍNDICES DE PRECISIÓN Como en la práctica común en estadística, el promedio de celdas (lab), el promedio de los prome-dios de celdas , la desviación estándar de las celdas s y la desviación de celdas d, se calculan por medio de las ecuaciones (1) a (4)
(A1)
(A2)
(A3)
(A4)
en donde x representa los resultados de las pruebas individuales, n es el número de pruebas por celda, y p es el número de laboratorios participantes. De acuerdo con ASTM E691-09 y C802-09a, la SD de los promedios de celdas, la SD interlabora-torio, y la SD entre laboratorios, se calculan con las ecuaciones de (5) a (7)
(A5)
(A6)
(A7)
Los parámetros de consistencia entre labora-torios e interlaboratorio también se definen en las ecuaciones (8) y (9). (A8)
(A9)
Control de calidad
n ∑x
x = i
n
n ∑(x-x)2
s = i
n-1
n ∑d2
sx = i
p-1
n ∑s2
sr = i
p
sR = max( (sx)2+(sr)
2(n-1)/n,sr)
h = d/sx
k = s/sr
d = x-X
p ∑x
X = i
p
42 ENE • FEB • MAR 2011

www.acimexicosc.org 43
El pasado 3 de diciembre de 2010 se llevó a cabo en el Co-legio de Ingenieros Civiles del Estado de Jalisco (CICEJ), el evento denominado “Día del concreto”, el cual tuvo como objetivo atender el reto que enfrenta la industria del concreto en la actualidad, además de buscar la mejora continua e innovar en un sector tan competitivo, como lo es la enorme industria de la construcción. En un día completo dedicado al concreto, donde los temas fueron; El impacto del concre-to en la industria de la construcción, Geopolímeros, Supervisión de cimentación de grandes edifi caciones, Altas resistencias, Tecnologías verdes en el concreto, Estructuras prefabricadas y Microconcretos de alto desempeño. Inauguró el evento el ingeniero Homero Jesús Montaño Ro-mán actual presidente del Instituto Americano del Concreto (ACI) Sec-ción Centro y Sur de México, estuvieron en el presídium al Ing. Jorge Gonzáles Morales vocal del XXII de consejo directivo, Ing. Alejandro Cuellar López ex – presidente del CICEJ, C. Oscar Melesio Hernán-dez Valeriano coordinador general del evento y el C. José Alejandro Salcedo Becerra director de la sección estudiantil. Las primeras tres conferencias fueron impartidas por el M.I. Federico Alba González con el tema “Reforzamiento de estructuras, fi bra de carbono”, el Ing. Julio César Herrera Vázquez con el tema “Supervisión de cimentación de grandes edifi caciones” y el Ing. Arturo Gaytan Covarrubias con el tema “Clasifi cación de concretos verdes para soluciones sustentables”, posterior a estas conferencias Fester habló de las bondades que nos brindan sus productos en combinación con el concreto. Al inicio de la segunda parte del evento la Ing. Reynalda San-doval habló de la importancia que tiene la certifi cación de laboratorios a nivel nacional e internacional y lo indispensable de tener personal certifi cado por el American Concrete Institute. La cuarta conferencia a cargo del Ing. Fernando J. Espinosa Montiel con el tema “Estruc-turas prefabricadas”, la quinta conferencia por el Dr. Carlos Montes Montoya con el tema “Geopolímero el cemento del siglo XXI” y como última conferencia los ingenieros Roberto García Araujo y Carlos Rico Grajales con el tema “Concreto la Yesca” En el transcurso de las conferencias se hizo hincapié a todos los participantes, como protagonistas profesionales de la ingeniería civil en el desarrollo de la sociedad y futuros egresados, estén al tanto de nuevas tecnologías aplicadas al área, que amplíen su visión de las diferentes ramas de la ingeniería civil y observen la aplicación de sus conocimientos a través de la interacción con historias de éxito de este sector empresarial. Para este Colegio, resultan de gran importancia estos importantes temas como una forma de crecimiento sustentable en la utilización del concreto. En el evento, se debatió y se expusieron las propuestas que nos ayudaran a enfrentar los retos de las grandes ciudades.
“Me es grato ver a tanto estudiante con esa hambre de intercambiar conocimientos y experiencias de los técnicos, que nos ayudara a su-perar algunas circunstancias que la obra nos demandará en un futuro no muy lejano, además de destacar la labor del equipo que conforma la sección estudiantil, que con ese entusiasmo y dinamismo que tie-nen, lograron realizar este evento”C. José Alejandro Salcedo BecerraDirector de la sección estudiantilCon un especial agradecimiento a los que hicieron posible este evento mediante sus patrocinios: Conycal, Grupo Bargo, Fester, Ford Jimé-nez Automotriz y Aquanova Iingeniería Ambiental.
Capítulos Estudiantiles
DIA DEL CONCRETO en Guadalajara
Juan Francisco Cermeño López
Capítulos estudiantiles43

La ASTM C150/AASHTO M85, la ASTM C595/AASHTO M240, y la ASTM C1157 reciente-mente han experimentado revisiones impor-
tantes. Estas especificaciones fueron actualizadas para hacer consistentes las disposiciones en ASTM C150 y AASHTO M85, las especificaciones más ampliamente usadas en los Estados Unidos para el cemento portland y para desarrollar normas para el cemento que mejoren la capacidad de la industria para proveer concreto sustentable y durable.
ESPECIFICACION PARA EL CEMENTO PORTLAND En los Estados Unidos se hace referencia a las normas de la ASTM en los Reglamentos de cons-trucción y son aplicables a la mayoría de las cons-trucciones comerciales. También se hace referencia a las normas de la ASTM para los proyectos de cons-trucción de sistemas de transportación en algunos estados, pero las normas producidas por la Asocia-ción Americana de Oficiales Estatales de Carreteras y Transportes (AASHTO) son más comúnmente usa-das. Las especificaciones de estas organizaciones para el cemento portland, la ASTM C150, y AASHTO M85, ambas llevan el título de “Especificación Están-dar para Cemento Portland.” Aunque han existido
como normas paralelas con disposiciones similares durante décadas, para el año 2003, habían desarro-llado varias diferencias técnicas importantes. Al tener dos normas para el cemento portland con diferentes requisitos se creaban problemas en la producción, almacenamiento y logística para los fabri-cantes e importadores de cemento, los productores de concreto premezclado y prefabricado, y otros fa-bricantes de productos de concreto. Los productores que necesitaban satisfacer los requisitos de los clien-tes en diferentes estados, o para aplicaciones dife-rentes, fueron particularmente afectados, ya que po-dían requerirse silos separados o inclusive diferentes fuentes de cemento. La divergencia de requisitos en la especificación del cemento también crea una carga para los propietarios y especificadores. Las disposi-ciones para el aseguramiento de la calidad a veces se hacían más complejas y las provisiones disponibles podían estar limitadas. Con requisitos consistentes se eliminan estos problemas potenciales y se simplifican la producción la transportación, el almacenamiento, y las actividades de control de calidad, así como tam-bién se obtienen cementos más uniformes. Reconociendo los beneficios potenciales para los propietarios, especificadores y fabricantes de cemento y concreto, se formó el Grupo de Tarea
Especificaciones para el Cemento en los Estados Unidos
La ASTM y la AASHTO hacen cambios para promover la consistencia y acrecentar lasustentabilidad
Paul D. Tennis y John M Melander*
*Paul D. Tennis, Miembro del ACI y Gerente de Tecnología del Cemento, Portland Cement Association, del Comité ACI 522, Concreto Permeable y Presidente del ASTM C01.10, Cementos Hidráulicos para la Construcción General con Concreto. John M. Melander, Miembro del ACI y Director de Productos Estándar y Tecnología, Portland Cement Association, del Comité ACI 524 Revestimientos, del comité ACI C601-C, Técnico en Pruebas de Mampostería I y del Comité conjunto 530 ACI – ASCE-TMS, Normas de Mampostería. Miembro Honora-rio y Presidente de la Sociedad de Mampostería y recibió el Premio al Mérito de la ASTM y del Comité C01 Bryan Mather de la ASTM.
Normalización44
Publicado en ACI Concrete International, January 2010.
44 ENE • FEB • MAR 2011

www.acimexicosc.org 45
Conjunta para la Armonización, AASHTO-ASTM en el otoño de 2003, incluyendo a representantes de los comités que establecen las normas para el ce-mento: el Comité C01 Cemento de ASTM, y el Sub-comité AASHTO sobre materiales. El grupo de ta-rea se propuso examinar las diferencias importantes entre las normas, evaluar los problemas técnicos, y trabajar conjuntamente para desarrollar disposicio-nes consistentes que satisficieran las necesidades colectivas de los fabricantes de cemento, producto-res de concreto, especificadores y propietarios. La primera serie de cambios que recomendó el grupo de tarea fue adoptada en las ediciones 2007 de la ASTM C150 y AASHTO M85. Las normas revi-sadas incorporaron disposiciones consistentes para la finura, el contenido de C3S para el cemento Tipo II, criterios del calor de hidratación (el así llamado “índice de calor”) y el uso de piedra caliza (no calci-nada) como un ingrediente en el cemento portland. Con la publicación de las ediciones 2009 de las normas en julio de 2009, se resolvieron las dife-rencias técnicas restantes entre las normas. El uso de adiciones de procesamiento inorgánico fue limi-tado a un máximo de 5% por masa, con base en la información publicada en NCHRP Report 607.1 Se-gún las nuevas disposiciones, se requieren pruebas de calificación para adiciones de procesamiento que exceden 1%. Además, se revisaron los proce-dimientos de cálculo de la fase potencial (Bogue) para tomar en cuenta el uso de adiciones de proce-samiento y piedra caliza en el cemento. El grupo de tareas conjuntas también clarifi-có la Nota D al pie de la Tabla 1 de ASTM C 150 y
de AASHTO M35, relacionados con el contenido de sulfatos, aun cuando las disposiciones eran similares. La nueva nota clarifica los requisitos de reportes de la ASTM C1038 para cemento con límites más altos de sulfatos que los límites que no aparecen en la Tabla. Las nuevas versiones de ASTM C150 y AAS-HTO M85 definen un nuevo tipo de cemento – Tipo II (MH) – que está designado para tener característi-cas moderadas de calor de hidratación (de allí el su-fijo “MH”) así como también la resistencia moderada a sulfatos de los cementos tradicionales Tipo II. Este nuevo tipo facilitará más a los productores obtener lo que necesiten, cuando requieran cementos con resistencia moderada a sulfatos, pero sin calor de hidratación moderada.Los límites de finura en ambas especificaciones se han simplificado a valores solos únicos: •Máximo de 430 m2/kg (Blaine) para Tipos II(MH), II(MH)A, y IV; y •Mínimo de 260 m2/kg (Blaine) para todos los tipos, excepto Tipos III y IIIA. Estos cambios mejorarán la comunicación entre los productores, especificadores, y clientes del cemento y colocan límites de finura apropiados en los cementos cuando se quiera que tengan calo-res de hidratación más bajos. Todos los cambios desarrollados a través del esfuerzo de armonización se resumen en la Tabla 1. Debe señalarse que estos cambios son consis-tentes con los amplios objetivos de la industria de me-jorar la sustentabilidad del concreto. El uso de piedra caliza en los cementos portland ha sido apoyado por la Agencia de Protección Ambiental de los Estados
Tabla 1. Resumen de cambios a la AASHTO M85 y ASTM C150 de 2004 a 2009
Disposición AASHTO M85-04 ASTM C150-04aAASHTO M 85-09
ASTM C150-09
Finura máxima (Blaine)Una muestra de
un promedio de 5
400 [I,II,IV,V]420[I,II,IV,V]
Sin límiteSin límite
430[II(MH)*, [V]Ninguno
Tipo II máximo C3S 58 Sin límiteTipo II(MH)
4.75C3A + C3S ≤ 100
Máximo de adiciones en el procesamiento
1% No hay límite prescritoOrgánico ≤ 1%
Inorgánico ≤ 5%
Uso de piedra caliza No permitido Hasta 5%
Hasta 5%, con nuevo nombre y Sección 5 re-organizada para mayor
claridad
Tipo II mínimo SiO3 20% Sin límite Sin límite
Nota D de la Tabla 1 Ambiguo Ambiguo Mejorado para mayor
claridad* Exento para cementos Tipo II (MH) con bajo índice de calor, del límite de finura cuando 4.75 C3A + C3S ≤ 90

Unidos como un medio de reducir la huella de carbón de la fabricación de cemento y, a su vez, la producción del concreto. Las revisiones que se ocupan explícita-mente del uso de adiciones de procesamiento inorgá-nico también apoyan y apuntan hacia este objetivo. Por supuesto, el desempeño del mantenimiento es una consideración crítica. Si la durabilidad del concre-to o las características de resistencia se reducen, po-drían perderse una característica de sustentabilidad inherente del concreto. Por lo tanto, una parte clave de esta iniciativa fue mantener los atributos de des-empeño para los cementos portland al mismo tiempo que mejorar sus características de sustentabilidad.
ESPECIFICACION PARA CEMENTO COMBINADO Los cambios recientes en ASTM C595 y AAS-HTO M240, ambos titulados “Especificación Estándar para Cementos Combinados,” han sido desarrollados para alentar el uso de estos cementos a través de nomenclatura simplificada, clara y transparente. Los cementos combinados han sido simplificados a dos tipos – Tipo IS (cemento portland-escoria) y Tipo IP (cemento portland-puzolana). Los Tipos I(SM) e I (PM) fueron eliminados como designaciones para los cementos combinados, pero todavía podrían produ-cirse cementos que satisfacen esos requisitos, ya que la cantidad nominal de materiales cementantes suple-mentarios (SCM) en los cementos combinados fue-ron agregados como parte de la nomenclatura. Por ejemplo, el Tipo IP (15) es cemento que contiene 15%
de puzolana. Del mismo modo IS (25) se refiere al cemento que contiene 25% de cemento de escoria. Este cambio logra algunos objetivos claves. Primero, los cementos pueden ahora ser producidos cerca de los límites previos de SCM que con razón llegaron a conocerse como regiones en “tierra de na-die”. El viejo cemento Tipo I (PM), por ejemplo, te-nía límites sobre el contenido de SCM entre 0 y 15%, mientras que el antiguo Tipo IP tenía límites de pu-zolana entre 15 y 40%. Si un productor de cemento tenía materiales que optimizaban algunos aspectos de desempeño a 15%, simplemente debido a la varia-ción normal del producto, algunas veces un cemento sería clasificado como uno de Tipo I (PM) y en algún momento podría ser un Tipo IP. El nuevo enfoque eli-mina este problema potencial. Esta revisión también ayuda a los productores de concreto y a los especificadores a estar más atentos sobre el contenido SCM de los cementos combinados. Esto es irrelevante en muchas situaciones, pero para los propósitos de cumplir con los límites del ACI 318 sobre el contenido de SCM de concreto expuesto a químicos descongelantes, esta información permite que los dise-ños de mezcla sean calificados y optimizados, incluyen-do a través del uso de SCMs adicionales, a condición de que se cumplan las disposiciones de durabilidad. Las revisiones recientes a la ASTM C 595 para incluir una designación para cementos combinados ternarios fueron aprobadas en 2009 (y actualmente es-tán bajo consideración para su inclusión en AASHTO M240). Previamente había una opción para producir
Tabla 2. Aplicaciones para cementos hidráulicos para construcción general con concreto*
Especifi-cación del cemento
Propósito general
Calor de hidratación moderado
Alta resisten-cia temprana
Bajo calor de hidratación
Resistencia moderada a
sulfatos
Alta resisten-cia a sulfatos
ASTM C150 Cementos portland
I II(MH) III IV II, II(MH) V
ASTM C595 Cementos hidráulicos
combinados
IS(<70)IP
IT(P<S<70) IT(P≥S)
IS(<70)(MH)IP(MH)
IT(P<70)(MH)IT(P≥S)(MH)
---- IP(LH)IT(P≥S)(LH)
IS(<70) (MS)IP(MS)
IT(P<S<70)(MS)IT(P≥S)(MS)
IS(<70)(HS) IP(HS)
IT(P<S<70)(HS)IT(P≥S)(HS)
ASTM C1157
Cementos hidráulicos
GU MH HE LH MS HS
* Verifique la disponibilidad local de los cementos específicos, ya que no todos los tipos de cementos están disponibles en todas partes
Normalización46
46 ENE • FEB • MAR 2011

www.acimexicosc.org 47
Normalización
cementos combinados ternarios para los cementos Tipo IP, pero no estaba claro. Se desarrolló una nueva designación para el Tipo IP para identificar explícita-mente los cementos combinados ternarios. El concep-to para el Tipo IP es que los cementos combinados ter-narios deben satisfacer los mismos requisitos químicos y físicos que los cementos combinados binarios con el SCM que está presente en la cantidad más grande. Por ejemplo, si el cemento de escoria está presente en la cantidad más alta, se aplican las disposiciones del Tipo IS, y si una puzolana está presente en la cantidad más alta, se aplican los requisitos del Tipo IP. Además, la designación para el cemento terna-rio claramente identifica las cantidades de SCMs, simi-larmente al enfoque usado para cementos combinados binarios. El formato general para la nomenclatura es: Tipo IT (AX) BY)Donde A y B se refieren al tipo de SCM (ya sea “S” para cemento de escoria y “P” para puzolana) X y Y son las cantidades de esos SCMs (porcentajes en masa). Por ejemplo, un Tipo IT (S25) (P15) conten-dría 25% de cemento de escoria y 15% de puzolana, y se aplicarían los requisitos de Tipo IS (25). Una vez más, el interés de la industria por pro-veer opciones para mejorar la sustentabilidad de la fabricación del concreto y el cemento fue una consi-deración importante en las revisiones de ASTM C595. Aunque no se modificaron ninguno de los requisitos de desempeño en el ASTM C595, la opción para nue-vas composiciones cementantes ternarias puede per-mitir que se usen cantidades más altas de SCMs más eficientemente en las combinaciones ternarias.
ESPECIFICACION DE DESEMPEÑO PARA CEMENTO HIDRAULICO Se adoptó en 2007 un examen minucioso de la ASTM C1157, “Especificación Estándar de Desempe-ño para el Cemento Hidráulico.” Se había notado que la ASTM C1157 rara vez se usaba, inclusive en situa-ciones en donde podría aplicarse. Una razón probable para que se pasara por alto la norma es su compleji-dad. Los cambios que fueron adoptados fueron desa-rrollados con tres propósitos principales en mente: •Mejorar la lectura y la comprensión (hacerlo más amigable al usuario); •Mejorar la flexibilidad para los fabricantes (amigable al productor); y •Mejorar el aseguramiento de la calidad (ami-gable al consumidor). En resumen, los cambios incluyeron simplificar la terminología, eliminaron las Secciones 4 y 5 sobre nomenclatura y adiciones, reemplazando el enfoque opcional del rango de la resistencia con un reporte
opcional sobre la uniformidad de la resistencia, qui-tando los requisitos para analizar los ingredientes, y agregando varios otros cambios menores para mejorar la claridad. También se incluyó un requisito de resistencia a 28 días de 28 MPa para el Tipo GU para hacer el ASTM C1157 más consistente con ASTM C595, y el reporte opcional de ASTM C596 resultan en contracción por secado. Un cambio se-parado pero relacionado hizo que los requisitos de resistencia mínimos para los cementos ASTM C1157 fueran consistentes con aquellos para cementos si-milarmente clasificados en ASTM C595. En 2009, los cambios a la ASTM C1157 fueron más modestos. Los requisitos de resistencia mínima del Tipo HE a un día y a 3 días fueron revisados para igualarlos con aquellos del cemento Tipo III de la ASTM C 150 -ambos requieren ahora que tengan resistencia de 12 MPa a un día y 20 MPa a 3 días. El objetivo era poner cementos equivalentes en igualdad de condicio-nes con respecto al desempeño de la resistencia. Debido a su enfoque en las características de desempeño tales como resistencia, tiempo de fraguado y durabilidad, la ASTM C1157 proporciona otra herramien-ta útil para mejorar la sustentabilidad de la construcción con concreto. Los materiales localmente disponibles pue-den ser optimizados para producir cementos que, como el ASTM C595, pueden tener bajos factores de clinker y huellas de CO2 asociadas y energía implícita.
RESUMEN La Tabla 2 proporciona un resumen de la apli-cación para ASTM C 150, C595, y C1157. Aunque que la industria ahora tiene requisitos consistentes para cementos portland en ASTM C150 y AASHTO M85, y aunque también ha hecho mejoras significa-tivas en las disposiciones de estas y otras especifi-caciones para el cemento, para la construcción ge-neral con concreto, las actividades de desarrollo de normas del cemento todavía no están completas. En el proceso de hacer los cambios anotados, se han identificado varias oportunidades para mejorar más las capacidades de la industria del cemento y del concreto para proveer concreto durable y sustenta-ble. El trabajo para realizar estas mejorías continua.
Referencias
1. Taylor, P., “Specification and Protocol for Acceptance Test on Processing Additions in Cement Manufacturing,” NCHRP Report 609, Transportation Research Board, Washington, D.C, 2008 96 pp.Las ediciones más recientes de las especificaciones anotadas pueden obtenerse en los siguientes sitios de la Red.:ASTM International: www.astm.org/Standard/Index/shtmlAASHTO: https://bookstore.transportation.org

ENERODel 27 al 29 de enero del 2011, se impartió el Pro-grama de Certificación Supervisor de Obras de Con-creto con Técnico de Pruebas al Concreto Grado I, Programa cerrado para la empresa LIAC CON-SULTORES, S. de R.L. de C.V., en las instalaciones sede de la Sección Centro y Sur de México
MARZO El 4 DE Marzo se llevó a cabo la aplicación de exámenes para Supervisor de Obras de Concreto en el Centro de Investigación de Desarrollo Indus-trial, C.I.D.I de la Universidad Autónoma de Guada-lajara, U.A.G. El 5 DE Marzo se aplicaron los exámenes de Técnico de Pruebas al Concreto Grado I, en el CIDI de la U.A.G. El 7 de Marzo se realizaron los exámenes del programa cerrado, de Supervisor de Obras de Con-creto, a personal de la empresa LIAC. El 12 de Marzo se aplicaron los exámenes de Técnico de Pruebas al Concreto Grado I a personal del CBTIS 140 en Mexicali, B.C.
FEBRERO El 5 de Febrero se aplicaron los exámenes de Certificación de Técnico de Pruebas al Concreto Grado I a personal de la empresa Laboratorio Nacio-nal de la Construcción, S.A. en La Venta, Oaxaca.
El 5 de Febrero aplicación de exámenes de Certificación de Técnico de Pruebas al Concreto Grado I en el D.F., programa abierto en las oficinas del ACI y laboratorio de Laboratorio Nacional de la Construcción, S.A.
El 19 de Febrero aplicación exámenes de Téc-nico de Pruebas al Concreto Grado I del programa ce-rrado a personal de LIAC CONSULTORES, S. de R.L. de C.V., en instalaciones del laboratorio de LIAC.
CertificaciónProgramas de certificación impartidos por la sección ACI centro y sur de México
48 Certificación
48 ENE • FEB • MAR 2011

www.acimexicosc.org 49
Certificación
Certifícate
Hoy en día muchas empresas han adoptado como requisito laboral obligatorio las certificaciones del ACI. Es evidente que la industria de la construcción necesita contar con personal competente en áreas rela-cionadas con el uso y manejo de concreto.
Nuestra Sección, pionera en Latinoamérica, autorizada por el ACI Internacional para impartir los cursos y aplicar los exámenes de certificación de:
• Técnico en pruebas de Campo – Grado I • Técnico en Pruebas de Laboratorio Grado I • Supervisor de Obras de Concreto
Esquemas idénticos a los de Estados Unidos y Canadá, que otorgan validez internacional, con una vigencia de 5 años en el caso de Técnico en pruebas de Campo y Supervisor de Obras de Concreto y de 6 años de vigencia para el Técnico en Pruebas de Laboratorio.
Aproveche las ventajas de pertenecer al selecto padrón de técnicos y profesionales certificados en el ámbito de la construcción del concreto
SUPERVISOR DE OBRAS DE CONCRETOCON TÉCNICO EN PRUEBAS DE CAMPO - GRADO I
Enerojueves 20
9:00 a 20:00 hrsviernes 21
9:00 a 20:00 hrssábado 22
9:00 a 13:00 hrs
Marzojueves 17
9:00 a 20:00 hrsviernes 18
9:00 a 20:00 hrssábado 19
9:00 a 14:00 hrs
Abriljueves 14
9:00 a 20:00 hrsviernes 15
9:00 a 20:00 hrssábado 16
9:00 a 14:00 hrs
Precio cursando ambos programas: $7,000.00 + IVAEstas fechas y costos quedan sujetos a cambio sin previo aviso
Informes:tel. (01 55) 55 63 18 44 y (01 55) 15 18 11 69 de la Cd. de México
Inscríbete ahora
50Capítulos Estudiantiles
50 ENE • FEB • MAR 2011

www.acimexicosc.org 51