Automatización del tratamiento de palés para el paso...
251
Automatización del tratamiento de palés para el paso de una envolvedora TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial. Autor: David López Puga Director: José Ramón López López Fecha: Septiembre del 2015
Transcript of Automatización del tratamiento de palés para el paso...

Automatización del tratamiento de palés para
el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
Autor: David López Puga Director: José Ramón López López
Fecha: Septiembre del 2015

Índice General
Página 2
1 Índice General
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2015

Índice General
Página 3
1.0. Índice General
1 Índice General ........................................................................................................ 2 1.0. Índice General ................................................................................................................... 3
2 Memoria Descriptiva ............................................................................................. 9 2.0. Índice Memoria Descriptiva ........................................................................................... 10 2.0.0. Hoja de identificación .................................................................................................. 12 2. Introducción ........................................................................................................................ 13
2.0.1. Productos y materiales de los pales ........................................................................ 13 2.0.1.1. Material y tipo de pales ............................................................................. 13
2.1. Objeto .............................................................................................................................. 14 2.2. Alcance ............................................................................................................................. 15 2.3. Antecedentes .................................................................................................................... 16 2.4. Normas y referencias ...................................................................................................... 17
2.4.1. Dispositivos legales y normas aplicadas ................................................................ 17 2.4.2. Bibliografía ............................................................................................................. 18 2.4.3. Programas de cálculo ............................................................................................. 18 2.4.4. Plan de gestión de calidad aplicado durante la redacción del proyecto ................. 18 2.4.5. Otras referencias ..................................................................................................... 18
2.5. Definiciones y abreviaturas ............................................................................................ 19 2.6. Requisitos de diseño ........................................................................................................ 25
2.6.1. Entrada pales Línea 1 ........................................................................................... 26 2.6.2. Entrada pales Línea 2 ........................................................................................... 27 2.6.3. Entrada pales Línea 3 ........................................................................................... 28 2.6.4. Transfer Línea 1 ................................................................................................... 29 2.6.5. Transfer Línea 2 ................................................................................................... 30 2.6.6. Transfer Línea 3 ................................................................................................... 31 2.6.7. Tramos cadenas entrada elevador ........................................................................ 32 2.6.8. Transfer elevador .................................................................................................. 33
2.6.9. Elevador ............................................................................................................... 34
2.6.10. Salida elevador ..................................................................................................... 35
2.7. Análisis y soluciones ........................................................................................................ 36 2.7.1. Fase construcción transferes y transportadores ...................................................... 36 2.7.1.1. Parte mecánica ........................................................................................... 36 2.7.1.2. Parte eléctrica ............................................................................................ 36 2.7.1.2. 1. Transfers ................................................................................... 37
2.7.1.2. 2. Transportadores de cadenas ..................................................... 37 2.7.2. Fase montaje del armario eléctrico ......................................................................... 37 2.7.2.1. Contactores, disyuntores, pulsadores ....................................................... 37 2.7.2. 2. Unidad de control y accesorios (PLC) ..................................................... 38 2.7.2. 3. Pantalla táctil ............................................................................................ 38
2.7.2. 4. Módulos de seguridad .............................................................................. 38 2.7.2. 5. Transformadores ....................................................................................... 39
2.7.2. 6. Relés ......................................................................................................... 39

Índice General
Página 4
2.7.3. Fase programación PLC y pantalla ........................................................................ 39 2.7.3.1. Programación PLC .................................................................................... 39 2.7.3.2. Programación pantalla ............................................................................... 40
2.8. Resultados finales ............................................................................................................ 41 2.8.1. Construcción de los transferes y transportadores ................................................... 41 2.8.1.1. Parte mecánica ........................................................................................... 41 2.8.1.2. Parte eléctrica ............................................................................................ 41 2.8.1.2. 1. Transfers ................................................................................... 41 2.8.1.2. 1. 1. Pistón DNCB-50-80PPVA .................................. 42 2.8.1.2. 1. 2. Válvula JMVH-5-1/4B ........................................ 42
2.8.1.2. 1. 3. Célula de presencia E3JM-R4M4-G ................... 43 2.8.1.2. 1. 4. Final de carrera XCKM115 ................................. 43 2.8.1.2. 1. 5. Motor reductor C212 i: 29,6 P80 BN80 A4 ........ 43 2.8.1.2. 2. Transportadores de cadenas ..................................................... 44 2.8.1.2. 2. 1. Célula de presencia E3JM-R4M4-G ................... 44 2.8.1.2. 2. 2. Motor 1LA7 083-4AA12 .................................... 45 2.8.1.2. 2. 3. Reductor W63 UP80 B3 I38 .............................. 45 2.8.2. Armario eléctrico .................................................................................................... 45 2.8.2.1. Cabezas para pulsadores .......................................................................... 47 2.8.2.2. Unidades de mando ................................................................................. 47 2.8.2.3. Unidades de fijación ................................................................................ 47
2.8.2.4. Panel del operador ................................................................................... 48 2.8.2.5. Contacotes de potencia para motores ...................................................... 48 2.8.2.6. Disyuntores.............................................................................................. 52 2.8.2.7. Unidad de control (PLC) ......................................................................... 54 2.8.2.8. Módulos de entradas................................................................................ 56 2.8.2.9. Módulos de salidas .................................................................................. 57 2.8.2.10. Fuentes de alimentación .......................................................................... 59 2.8.2.11. Transformador de maniobra .................................................................... 60 2.8.2.12. SIMATIC NET CP343-1 lean ................................................................. 61 2.8.2.13. Módulos de relés ..................................................................................... 62 2.8.2.14. Modulo pilz ............................................................................................. 63 2.8.2.15. Interruptores diferenciales ....................................................................... 64
2.8.3. Programación del PLC ........................................................................................... 65 2.8.3.1. Grafcet 1r Nivel ......................................................................................... 65
2.8.3.1.1. Diagrama funcionamiento general ............................................ 65 2.8.3.1.2. Grafcet General (FB1) ............................................................... 66 2.8.3.1.3. Grafcet Alarmas y Fallos (FB2) ................................................ 66 2.8.3.1.4. Grafcet Manuales (FB10) .......................................................... 66 2.8.3.1.5. Grafcet Salida L1 (FB11) .......................................................... 66
2.8.3.1.6. Grafcet Salida L3 (FB12) .......................................................... 66 2.8.3.1.7. Grafcet Salida L2 (FB13) .......................................................... 66 2.8.3.1.8. Grafcet Cadenas Acumulación (FB14) ..................................... 66 2.8.3.1.9. Grafcet Descensor (FB15) ......................................................... 66
2.8.3.1.10. Grafcet Signals Robopack (FB16) .......................................... 66 2.8.3.1.11. Grafcet Transporte Wrapping (FB17) ..................................... 66

Índice General
Página 5
2.8.3.2. Tabla de Asignaciones ...................................................................................... 67 2.8.3.2.1. Salidas ....................................................................................... 67 2.8.3.2.2. Entrada ...................................................................................... 69
2.9. Planificación ..................................................................................................................... 72 2.10. Orden de prioridad entre los documentos básicos ..................................................... 73
3 Anexos ................................................................................................................... 74 3.0. Índice Anexos ................................................................................................................... 75 3.1. Contenido ......................................................................................................................... 77
3.1.1. Documentación de partida ...................................................................................... 77
3.1.2. Diagrama general del funcionamiento de la instalación ........................................ 77 3.1.3. Configuración hardware del PLC ........................................................................... 78
3.2. Cálculos ............................................................................................................................ 79 3.2.1. Grafcet de 1r Nivel ................................................................................................. 79 3.2.1.1. Diagrama General ................................................................................... 79 3.2.1.2. FB1 General ............................................................................................ 80 3.2.1.3. FB2 Alarmas y Fallos .............................................................................. 80 3.2.1.4. FB10 Manuales ....................................................................................... 80 3.2.1.5. FB11 Salida L1 ........................................................................................ 80 3.2.1.6. FB12 Salida L3 ........................................................................................ 80 3.2.1.7. FB13 Salida L2 ........................................................................................ 80
3.2.1.8. FB14 Cadenas Acumulación ................................................................... 80 3.2.1.9. FB15 Descensor ...................................................................................... 80 3.2.1.10. FB16 Singnals Robopack ........................................................................ 80 3.2.1.11. FB17 Transporte Wrapping ..................................................................... 80 3.2.2. Bloque de Funciones (FB) ...................................................................................... 81 3.2.2.1. FB1 General ............................................................................................ 81 3.2.2.2. FB2 Alarmas y Fallos .............................................................................. 82 3.2.2.3. FB10 Manuales ....................................................................................... 82 3.2.2.4. FB11 Salida L1 ........................................................................................ 84 3.2.2.5. FB12 Salida L3 ........................................................................................ 84 3.2.2.6. FB13 Salida L2 ........................................................................................ 85 3.2.2.7. FB14 Cadenas Acumulación ................................................................... 86
3.2.2.8. FB15 Descensor ...................................................................................... 87 3.2.2.9. FB16 Signals Robopack .......................................................................... 87
3.2.2.10. FB17 Transporte Warpping ..................................................................... 87 3.2.3. Bloque de Organización (OB) ................................................................................ 88 3.2.3.1. OB1 General .............................................................................................. 88 3.2.3.2. OB100 Complete Restart .......................................................................... 88 3.2.3.3. OB121 Programa Error ............................................................................. 89
3.2.4. Bloque de Datos (DB) ............................................................................................ 89 3.2.4.1. DB11 Temporizadores .............................................................................. 89 3.2.4.2. DB241 Dato Warning QR ......................................................................... 89 3.2.4.3. DB251 Envolvedora .................................................................................. 89

Índice General
Página 6
3.2.5. Tabla de Asignaciones ........................................................................................... 90 3.2.5.1. Salidas ....................................................................................................... 90 3.2.5.2. Entradas ..................................................................................................... 92 3.2.5.3. Marcas ....................................................................................................... 94 3.2.5.4. Temporizadores ....................................................................................... 103 3.2.6. Programa GP-Pro EX (Pantalla Profece AGP3001) ............................................ 105
3.3. Anexo de aplicación ....................................................................................................... 106 3.3.1. Anexo de seguridad .............................................................................................. 106 3.3.1.1. Precauciones ............................................................................................ 106 3.3.1.2. Mapa de seguridad .................................................................................. 107
3.3.1.3. Estudio de riesgos y medidas de protección ............................................ 107 3.3.2. Anexo de mantenimiento ..................................................................................... 108 3.3.2.1. Precauciones para el mantenimiento ....................................................... 108 3.3.2.2. Medidas Preventivas ............................................................................... 108 3.3.2.3. Inspecciones de mantenimiento .............................................................. 109 3.3.2.4. Sistema de lubrificación central .............................................................. 110
3.4. Otros documentos .......................................................................................................... 111
4 Planos .................................................................................................................. 112 4.0. Índice Plano ................................................................................................................... 113 4.1. Situación ......................................................................................................................... 114
4.2. Emplazamiento .............................................................................................................. 115 4.3. Planta …………………………………………………………………………………..116 4.4. Zona AVE ....................................................................................................................... 117 4.5. Esquemas eléctricos ....................................................................................................... 118
4.5.1. Entrada Tensión .................................................................................................... 119 4.5.2. Potencia Motores .................................................................................................. 120 4.5.3. Maniobra .............................................................................................................. 126 4.5.4. Térmicos ............................................................................................................... 128 4.5.5. CPU y Pantalla Detallada ..................................................................................... 129 4.5.6. Entradas ................................................................................................................ 130 4.5.7. Salidas .................................................................................................................. 140 4.5.8. Bornero Potencia .................................................................................................. 149
4.5.9. Bornero Maniobra ................................................................................................ 152 4.5.10. Distribución del armario..................................................................................... 153
4.5.11. Distribución de la puerta .................................................................................... 154 4.5.12. Distribución de las regletas ................................................................................ 155
4.6. Transferes y Transportadores...................................................................................... 156 4.6.1. Implantación de dimensiones ............................................................................... 157 4.6.2. Situación del Grupo .............................................................................................. 158
4.6.3. Transportador 3 Cadenas 25” pale A-1200x800 L-2040 ..................................... 159 4.6.4. Transportador 3 Cadenas 25” pale A-1200x800 L-3660 ..................................... 160 4.6.5. Transfer rodillos 3 cadenas 4 colchones .............................................................. 161
4.7. Esquema neumático ...................................................................................................... 162
4.8. Grafcets .......................................................................................................................... 163 4.8.1. Grafcet General (FB1) .......................................................................................... 164
4.8.2. Grafcet Alarmas y fallos (FB2) ............................................................................ 165
4.8.3. Grafcet Manuales (FB10) ..................................................................................... 166

Índice General
Página 7
4.8.4. Grafcet Salida L1 (FB11) ..................................................................................... 169 4.8.5. Grafcet Salida L3 (FB12) ..................................................................................... 170 4.8.6. Grafcet Salida L2 (FB13) ..................................................................................... 171 4.8.7. Grafcet Cadenas Acumulación (FB14) ................................................................ 172 4.8.8. Grafcet Descensor (FB15) .................................................................................... 175 4.8.9. Grafcet Signals Robopack (FB16) ....................................................................... 177 4.8.10. Grafcet Transporte Wrapping (FB17) ................................................................ 178
5 Pliego de Condiciones ........................................................................................ 179 5.0. Índice Pliego de Condiciones ........................................................................................ 180 5.1. Capítulo Preliminar: Disposiciones Generales ........................................................... 181
5.1.1. Objeto del Pliego General .................................................................................... 181 5.1.2. Documentación del Contrato de Obra .................................................................. 181
5.2. Capítulo 1: Condiciones Facultativas .......................................................................... 182 5.2.1. Epígrafe 1: Delimitación General de Funciones Técnicas ................................... 182 5.2.2. Epígrafe 2: De las obligaciones y derechos del Contratista ................................. 183 5.2.3. Epígrafe 3: Prescripciones generales relativas a los trabajos y materiales .......... 184 5.2.4. Epígrafe 4: Recepción de la instalación ............................................................... 186
5.3. Capítulo 2: Condiciones Económicas .......................................................................... 187 5.3.1. Epígrafe 1: Principio general ................................................................................ 187 5.3.2. Epígrafe 2: Fianzas ............................................................................................... 187 5.3.3. Epígrafe 3: Precios ............................................................................................... 188
5.3.4. Epígrafe 4: Valoración y pago de los trabajos ..................................................... 190 5.3.5. Epígrafe 5: Indemnizaciones mutuas ................................................................... 193
5.4. Condiciones Técnicas .................................................................................................... 195 5.4.1. Epígrafe 1: Generalidades .................................................................................... 195 5.4.2. Epígrafe 2: Utilización ......................................................................................... 195 5.4.3. Epígrafe 3: Cableado ............................................................................................ 195 5.4.4. Epígrafe 4: Alimentaciones Eléctricas ................................................................. 195 5.4.5. Epígrafe 5: Armario de control ............................................................................ 195 5.4.6. Epígrafe 6: Módulos de entrada y salida .............................................................. 197 5.4.7. Epígrafe 7: Materiales eléctricos .......................................................................... 198
6 Estado de mediciones ........................................................................................ 199
6.0. Índice Estado de mediciones......................................................................................... 200 6.1. Elementos armario AVE ............................................................................................... 201
6.2. Transfer y tramo de cadenas ........................................................................................ 204 6.3. Seguridad y Salud.......................................................................................................... 206
7 Presupuesto ........................................................................................................ 207 7.0. Índice Presupuesto ........................................................................................................ 208
7.1. Presupuesto Unitario..................................................................................................... 209 7.2. Presupuesto descompuesto ........................................................................................... 213
7.2.1. Elementos armario AVE ...................................................................................... 213 7.2.2. Transfer y tramo de cadenas ................................................................................. 220
7.2.3. Seguridad y Salud ................................................................................................. 223

Índice General
Página 8
7.3. Presupuesto .................................................................................................................... 225 7.3.1. Elementos armario AVE ...................................................................................... 225 7.3.2. Transfer y tramo de cadenas ................................................................................. 227 7.3.3. Seguridad y Salud ................................................................................................. 228
7.4. Resumen ......................................................................................................................... 229
8 Estudios de Seguridad y Salud ......................................................................... 230 8.0. Índice Estudio Seguridad y Salud ................................................................................ 231 8.1. Prevención de riesgos laborales ................................................................................... 232
8.1.1. Introducción ......................................................................................................... 232 8.1.2. Derechos y obligaciones ....................................................................................... 232
8.1.3. Servicios de prevención ....................................................................................... 237 8.1.4. Consulta y participación de los trabajadores ........................................................ 238
8.2. Los lugares de trabajo ................................................................................................... 239 8.2.1. Introducción ......................................................................................................... 239 8.2.2. Obligaciones del empresario ................................................................................ 239
8.3. En materia de señalización de seguridad y salud en el trabajo ................................ 244 8.3.1. Introducción ......................................................................................................... 244 8.3.2. Obligaciones del empresario ................................................................................ 244
8.4. La utilización por los trabajadores de los equipos de trabajos ................................. 246 8.4.1. Introducción ......................................................................................................... 246 8.4.2. Obligaciones del empresario ................................................................................ 246
8.5. La utilización por los trabajadores de equipos de protección individual ................ 250 8.5.1. Introducción ......................................................................................................... 250 8.5.2. Obligaciones del empresario ................................................................................ 250
Vilaverd, 18 de julio de 2015
David López Puga
Firma.

2 Memoria Descriptiva
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2015

Memoria descriptiva
Página 10
2.0. Índice Memoria Descriptiva
2 Memoria Descriptiva ............................................................................................. 9 2.0. Índice Memoria Descriptiva ........................................................................................... 10 2.0.0. Hoja de identificación .................................................................................................. 12 2. Introducción ........................................................................................................................ 13
2.0.1. Productos y materiales de los pales ........................................................................ 13 2.0.1.1. Material y tipo de pales ............................................................................. 13
2.1. Objeto .............................................................................................................................. 14
2.2. Alcance ............................................................................................................................. 15 2.3. Antecedentes .................................................................................................................... 16 2.4. Normas y referencias ...................................................................................................... 17
2.4.1. Dispositivos legales y normas aplicadas ................................................................ 17 2.4.2. Bibliografía ............................................................................................................. 18 2.4.3. Programas de cálculo ............................................................................................. 18 2.4.4. Plan de gestión de calidad aplicado durante la redacción del proyecto ................. 18 2.4.5. Otras referencias ..................................................................................................... 18
2.5. Definiciones y abreviaturas ............................................................................................ 19 2.6. Requisitos de diseño ........................................................................................................ 25
2.6.1. Entrada pales Línea 1 ............................................................................................. 26
2.6.2. Entrada pales Línea 2 ............................................................................................. 27 2.6.3. Entrada pales Línea 3 ............................................................................................. 28 2.6.4. Transfer Línea 1 ..................................................................................................... 29 2.6.5. Transfer Línea 2 ..................................................................................................... 30 2.6.6. Transfer Línea 3 ..................................................................................................... 31 2.6.7. Tramos cadenas entrada elevador .......................................................................... 32 2.6.8. Transfer elevador .................................................................................................... 33 2.6.9. Elevador ................................................................................................................. 34 2.6.10. Salida elevador ..................................................................................................... 35
2.7. Análisis y soluciones ........................................................................................................ 36 2.7.1. Fase construcción transferes y transportadores ...................................................... 36
2.7.1.1. Parte mecánica ........................................................................................... 36 2.7.1.2. Parte eléctrica ............................................................................................ 36 2.7.1.2. 1. Transfers ................................................................................... 37 2.7.1.2. 2. Transportadores de cadenas ..................................................... 37 2.7.2. Fase montaje del armario eléctrico ......................................................................... 37
2.7.2.1. Contactores, disyuntores, pulsadores ....................................................... 37 2.7.2. 2. Unidad de control y accesorios (PLC) ..................................................... 38 2.7.2. 3. Pantalla táctil ............................................................................................ 38 2.7.2. 4. Módulos de seguridad .............................................................................. 38 2.7.2. 5. Transformadores ....................................................................................... 39
2.7.2. 6. Relés ......................................................................................................... 39
2.7.3. Fase programación PLC y pantalla ........................................................................ 39
2.7.3.1. Programación PLC .................................................................................... 39 2.7.3.2. Programación pantalla ............................................................................... 40

Memoria descriptiva
Página 11
2.8. Resultados finales ............................................................................................................ 41 2.8.1. Construcción de los transferes y transportadores ................................................... 41 2.8.1.1. Parte mecánica ........................................................................................... 41 2.8.1.2. Parte eléctrica ............................................................................................ 41 2.8.1.2. 1. Transfers ................................................................................... 41 2.8.1.2. 1. 1. Pistón DNCB-50-80PPVA .................................. 42 2.8.1.2. 1. 2. Válvula JMVH-5-1/4B ........................................ 42 2.8.1.2. 1. 3. Célula de presencia E3JM-R4M4-G ................... 43 2.8.1.2. 1. 4. Final de carrera XCKM115 ................................. 43 2.8.1.2. 1. 5. Motor reductor C212 i: 29,6 P80 BN80 A4 ........ 43 2.8.1.2. 2. Transportadores de cadenas ..................................................... 44
2.8.1.2. 2. 1. Célula de presencia E3JM-R4M4-G ................... 44 2.8.1.2. 2. 2. Motor 1LA7 083-4AA12 .................................... 45 2.8.1.2. 2. 3. Reductor W63 UP80 B3 I38 .............................. 45 2.8.2. Armario eléctrico .................................................................................................... 45 2.8.2.1. Cabezas para pulsadores .......................................................................... 47 2.8.2.2. Unidades de mando ................................................................................. 47 2.8.2.3. Unidades de fijación ................................................................................ 47 2.8.2.4. Panel del operador ................................................................................... 48 2.8.2.5. Contacotes de potencia para motores ...................................................... 48 2.8.2.6. Disyuntores.............................................................................................. 52 2.8.2.7. Unidad de control (PLC) ......................................................................... 54
2.8.2.8. Módulos de entradas................................................................................ 56 2.8.2.9. Módulos de salidas .................................................................................. 57 2.8.2.10. Fuentes de alimentación .......................................................................... 59 2.8.2.11. Transformador de maniobra .................................................................... 60 2.8.2.12. SIMATIC NET CP343-1 lean ................................................................. 61 2.8.2.13. Módulos de relés ..................................................................................... 62 2.8.2.14. Modulo pilz ............................................................................................. 63 2.8.2.15. Interruptores diferenciales ....................................................................... 64 2.8.3. Programación del PLC ........................................................................................... 65 2.8.3.1. Grafcet 1r Nivel ......................................................................................... 65 2.8.3.1.1. Diagrama funcionamiento general .......................................... 65 2.8.3.1.2. Grafcet General (FB1) ............................................................. 66
2.8.3.1.3. Grafcet Alarmas y Fallos (FB2) .............................................. 66 2.8.3.1.4. Grafcet Manuales (FB10) ........................................................ 66
2.8.3.1.5. Grafcet Salida L1 (FB11) ........................................................ 66 2.8.3.1.6. Grafcet Salida L3 (FB12) ........................................................ 66 2.8.3.1.7. Grafcet Salida L2 (FB13) ........................................................ 66 2.8.3.1.8. Grafcet Cadenas Acumulación (FB14) ................................... 66 2.8.3.1.9. Grafcet Descensor (FB15) ....................................................... 66
2.8.3.1.10. Grafcet Signals Robopack (FB16) .......................................... 66 2.8.3.1.11. Grafcet Transporte Wrapping (FB17) ..................................... 66 2.8.3.2. Tabla de Asignaciones .............................................................................. 67 2.8.3.2.1. Salidas ....................................................................................... 67
2.8.3.2.2. Entrada ...................................................................................... 69
2.9. Planificación ..................................................................................................................... 72 2.10. Orden de prioridad entre los documentos básicos ..................................................... 73

Memoria descriptiva
Página 12
2.0.0. Hoja de identificación
Código del proyecto GCVM003
Título del proyecto Automatización del tratamiento de pales para el paso de una envolvedora. Situación
C/ Camí de baix nº 9, Vilaverd (Tarragona) Autor
David López Puga C/ Monestir de Ripoll 22 2ª 1ª, 43205, Reus (Tarragona) Correo electrónico: [email protected] Cliente
GOMÀ-CAMPS S.A.U. NIF: C/ Camí de baix nº 9 Vilaverd (Tarragona Correo electrónico: [email protected] Director: Pere Uroz Bernaus
Pere Uroz Bernaus David López Puga
Firma Cliente Firma Autor
Vilaverd, 18 de julio de 2015

Memoria descriptiva
Página 13
2. Introducción
En el presente proyecto se realiza el desarrollo de la instalación y programación de los transportadores de pales que provienen de 3 líneas de producción hacia una envolvedora nueva ubicada en la nave 8, en las instalaciones de Goma Camps Vilaverd, que es donde está la planta de Converting de esta empresa.
Este proyecto se detalla la instalación, el acceso de lugares concretos, montajes, operaciones que se pueden realizar dentro y fuera de la instalación, productos y también el personal requerido para el manejo y mantenimiento de la instalación. La instalación que se describe en este proyecto está compuesta por:
- Fase de montaje transfers y transportadores; - Fase de instalación del cuadro eléctrico; - Fase de programación:
o Autómata Programable o Pantalla táctil
2.0.1. Productos y materiales de los pales
2.0.1.1. Material y tipo de pales
Se utilizará los siguientes pales de madera:
Euro palee: 1200 x 800 x 145 mm 1200 x 1000 x145 mm
En caso de utilizar otro tipo de palees serán de iguales dimensiones y características que el anteriormente mencionado. Los pales utilizados deben estar en óptimas condiciones (sin desperfectos, roturas ni clavos) La baja calidad de los pales crea peligro y puede aumentar innecesariamente el tiempo de trabajo y estropear la maquina o el producto.

Memoria descriptiva
Página 14
2.1. Objeto
Este proyecto tratará de la automatización de tres líneas de producción de pales, con producto acabado de papel, hasta el almacén de la empresa de papel de Goma Camps Vilaverd. Para optimizar la salida de pales, de producto acabado, procedentes de 3 líneas de producto hasta la zona del almacén, mediante unas cintas transportadoras y una envolvedora de pales nueva. Para realizar este proyecto se han separado en varios apartados:
- Montaje de transfers y transportadores de cadenas - Montaje armario eléctrico - Programación :
o Proyecto en Step 7 V5.5 (PLC) o Diseño del proyecto del G-Pro EX (Pantalla Táctil)
- Estudio de seguridad de la instalación - Estudio del mantenimiento

Memoria descriptiva
Página 15
2.2. Alcance
El proyecto consta de la automatización para el paso de pales, que provienen de tres líneas de producción, hacia una nueva envolvedora de pales instalada, hasta su almacenaje. Esta envolvedora nueva es una Robopack Génesis Helix HS-50, pretende sustituir a tres envolvedoras que se utilizaban (HS-40, Robopack y Unitech) en cada una de las tres líneas . Una vez envuelto el pale seguirá el recorrido hasta el elevador, de la nave 9, que bajara los pales de dos en dos. Llegaran los pales hasta el final del recorrido de las cintas transportadoras, a la espera de que los pales lo recojan los toreros de logística hasta la zona del almacén. Este proyecto se hará en la fábrica de papel Converting de Goma Camps Vilaverd, Tarragona, concretamente en la nave 8 de la planta. Dentro de la nave 8, el proyecto se desarrolla en la zona del AVE. Este proyecto incluye la elección y justificación de los diferentes elementos electrónicos, necesarios para el buen desarrollo del proyecto, así como el desarrollo de los proyectos para controlar la instalación.

Memoria descriptiva
Página 16
2.3. Antecedentes
Este proyecto se ha creado por la necesidad de optimizar la salida de pales de la fábrica hacia el almacén, por eso se instalo la envolvedora de pales nueva, Génesis HS-50 y unas cintas transportadoras que unen las tres líneas. Antes se tenían que desplazar manualmente, con un toro mecánico, desde el final de las cintas transportadoras que provienen de la nave 7 y llegan hasta la nave 8, de las líneas de producción 1 i 2 hasta el elevador que hay en la nave 9, que lo transporta hacia la nave 9 hasta el almacenaje. I de la línea de producción nº3, que está en la nave 8, se transportaba manualmente hacia el elevador de la nave 9, para el almacenaje del producto.
Figura 1. Zona AVE antes de la actualización
Por este motivo se ha instalado estas cintas transportadoras, transfers y la envolvedora nueva para optimizar la salida de producto acabado. La parte de la programación, nos centraremos, en el código del autómata programable que nos gestiona el movimiento de las cintas y alarmas, que provienen de las 3 líneas de producción. También se tendrá que mejora y optimizar los menús de la pantalla táctil. Disponemos de un armario eléctrico, dentro de él es donde está el autómata programable, el pilz de seguridad, la pantalla táctil, contactores, relés, disyuntores, pulsadores que controlan las cintas transportadoras. Con todas estas condiciones se ha planteado hacer este proyecto para poder solucionar los problemas planteados.

Memoria descriptiva
Página 17
2.4. Normas y referencias
2.4.1. Dispositivos legales y normas aplicadas
R.D. 842/2002 Reglamento electrotécnico para baja tensión e instrucciones técnicas
necesarias. Norma IEC 1131-2. Hardware Norma IEC 1131-3. Normalización de los lenguajes de programación usados en
automatización industrial. Norma IEC 1131-5. Comunicación UNE 20-460-94 Part 5-523: Intensidades admisibles en los cables y conductores
aislados.
UNE 20-434-90: Sistema de designación de cables.
EN-IEC 60 947-2:1996(UNE - NP): Aparatos de baja tensión. Interruptores automáticos.
EN-IEC 60 947-2:1996 (UNE - NP) Anexo B: Interruptores automáticos con protección incorporada parar intensidad diferencial residual.
EN-IEC 60 947-3:1999: Paramenta de baja tensión. Interruptores, seccionadores, interruptores -seccionadores.
UNE 157001. Criterios generales para la elaboración de proyectos. R.D. 39/1997, del 17 de Enero. Reglamento sobre los servicios de prevención. R.D. 1215/97, del 18 de Julio. Disposiciones mínimas de seguridad y salud para la
utilización de equipos de trabajo. R.D. 485/97. Disposiciones mínimas en materia de señalización de seguridad y salud
en el trabajo. R.D. 773/97. disposiciones mínimas de seguridad y salud relativas a la utilización de
equipos de protección personal. R.D. 1942/1993, de 5 de Noviembre. Reglamento de instalaciones de protección
contraincendios. Ley 31/1995, de 8 de Noviembre de prevención de riesgos laborales. Real Decreto 486/1997 de 14 de abril de 1997, sobre disposiciones mínimas de
seguridad y salud en los lugares de trabajo. Norma UNE 157001 por la que se establecen los Criterios Generales para la
elaboración de proyectos. Norma UNE 60617 Símbolos gráficos para esquemas. Real Decreto 614/2001 de 8 de Junio, sobre disposiciones mínimas para la protección
de la salud y seguridad de los trabajadores frente al riesgo eléctrico. Normas UNE de dibujo técnico :
o UNE-EN 1027-95 Plegado de planos o UNE-EN 1035-95 Cuadro de rotulación o UNE-EN 1039-94 Acotación o UNE-EN ISO 5455-96 Escalas

Memoria descriptiva
Página 18
2.4.2. Bibliografía
Titulo: Automatización de procesos industriales: robótica y automática Autor: Emilio García Moreno 1 ª Edición del 1999 Titulo: Ingeniería de la Automatización Industrial 2ª Edición ampliada y actualizada. Autor: Ramón Piedrafita Moreno 2ª Edición del 2004 Titulo: RBT. Reglamento electrotécnico para baja tensión Autor: Ministerio de la industria 4ª Edición del 2010 Titulo: Automatismos eléctricos e industriales Autor: Duran J.L. / Gámez J. / Domingo J. / Martínez H. 1ª Edición Titulo: Autómatas programables. Programación y entorno Autor: Cesar A. Vidal Feal y Gerardo González Filgueira, año 2005 Manual Siemens Automation. Programación STEP7.
2.4.3. Programas de cálculo
Los programas que se han utilizado para este proyecto son:
- Simatic STEP7 de siemens, para programar el autómata. - GP-Pro EX, para programar la pantalla táctil. - Excel 2010, para cuadros, mediciones y presupuestos. - Visio 2010, para grafcets y diagramas. - Word 2010, para tratamiento de texto. - AutoCad 2007, para los planos.
2.4.4. Plan de gestión de calidad aplicado durante la redacción del proyecto
Para garantizar la calidad del proyecto se realizan comprobaciones de manera periódica, que consistirá en contrastar los distintos documentos que componen el proyecto y verificar la concordancia que ha de existir entre la calidad y la cantidad de materiales, los precios, los cálculos, las normas a seguir y la veracidad de los planos. Cada uno de los documentos que componen el proyecto está normalizado según la norma UNE157001. Una vez finalizado el proyecto, deberá ser revisado y aprobado por el Colegio de Ingenieros que dará el visto bueno garantizado la calidad de este.
2.4.5. Otras referencias
En este proyecto no se aplica este apartado.

Memoria descriptiva
Página 19
2.5. Definiciones y abreviaturas
Aislamiento galvánico: Separación entre dos circuitos eléctricos de modo que las señales se transmitan de uno al otro, pero sin que exista continuidad eléctrica. Analógico: Término que se aplica a señales eléctricas que varían de forma continua, tomando infinitos valores. Arranque en caliente: Rearranque tras un corte de red, mediante un conjunto de datos dinámicos programado por el usuario y una sección de programa para el usuario establecida en el sistema.
Arranque en frío: Reiniciación del autómata programable y su programa de aplicación tras haberse repuesto a un valor predeterminado todos los datos dinámicos (variables de la imagen de entrada/salida, registros internos, temporizadores, contadores, etc. y las respectivas secciones del programa). Autómata programable (Controlador lógico Programable): Los autómatas programables (PLC) son controles o mandos electrónicos en los que la función está memorizada en forma de programa. La estructura y el cableado del equipo no dependen de la función del autómata. La estructura de un autómata programable es similar a la de un computador; está constituida por una CPU (unidad central de procesamiento) con memoria, módulos de entradas/salidas y un bus interno. Tanto la periferia como el lenguaje de programación han sido concebidos para el mundo de los automatismos. Automatización: Se define al proceso productivo que tiene como consecuencia la liberación física y mental del hombre de dicha labor. Automatismo: Dispositivo físico que realiza la función de automatización controlando su funcionamiento. Bloque: Los bloques son partes de un programa de usuario que se diferencian por su función, su estructura o su finalidad. Existen bloques lógicos (p. ej. FC y OB), bloques de datos (p. ej. DB) y tipos de datos definidos por el usuario (UDT). Bloque de organización (OB): Los bloques de organización constituyen el interface entre el sistema operativo de la CPU y el programa de usuario. Los bloques de organización contienen la secuencia de ejecución definida para ejecutar el programa de usuario. Bloque lógico: En SIMATIC S7, un bloque lógico es un bloque de software que incluye parte del programa de usuario S7. En contraposición, un bloque de datos sólo contiene datos. Los bloques lógicos son los bloques de organización (OB), los bloques de función (FB), las funciones (FC), los bloques de función del sistema (SFB) y las funciones del sistema (SFC).
Contactor: es un componente electromecánico que tiene por objetivo establecer o interrumpir el paso de corriente, ya sea en el circuito de potencia o en el circuito de mando, tan pronto se dé tensión a la bobina (en el caso de ser contactores instantáneos).

Memoria descriptiva
Página 20
Corriente cortada de un contactor: La máxima corriente que es capaz de cortar un contactor sin destruirse por sobrecalentamiento (soporta 1.000.000 de maniobras aprox.). Cortocircuito: Enlace con impedancia despreciablemente pequeña entre conductores que llevan aplicada tensión recíprocamente durante la operación. La intensidad equivale entonces al múltiplo de la corriente de servicio, debido a lo cual podría resultar una sobrecarga térmica (corriente breve de evaluación) o mecánica (corriente de choque de evaluación) de los equipos de conmutación y otras partes de la instalación.
CPU (Unidad Central de Proceso): El procesador CPU (central processing unit) es un módulo central del Autómata programable, en el que se almacena y procesa el programa de usuario. Contiene el sistema operativo, la memoria, la unidad de procesamiento y las interfaces de comunicación.
Diagnóstico del sistema: El diagnóstico del sistema consiste en la detección, evaluación y visualización de errores ocurridos dentro del sistema de automatización; p. ej., errores de programación o fallos de módulos. Los errores del sistema pueden ser visualizados por señalizaciones en LED o en la unidad de programación. Disyuntor: Es un aparato capaz de interrumpir o abrir un circuito eléctrico cuando la intensidad de la corriente eléctrica que por él circula excede de un determinado valor, o en el que se ha producido un cortocircuito, con el objetivo de evitar daños a los equipos eléctricos. Error: es la diferencia entre la señal de referencia y la señal de salida real. Error de ejecución: Error que se produce durante el tratamiento del programa de usuario en el sistema de automatización (fuera del proceso). Flanco ascendente: Cambio de estado de señal de 0 a 1 Flanco descendente: Cambio de estado de señal de 1 a 0 Flujo magnético: Magnitud física que se produce en el interior de una bobina situada en un circuito magnético, cuando se le aplica una corriente eléctrica entre sus extremos. Este flujo se cierra a través del núcleo y la armadura, produciéndose una fuerza de atracción entre las mismas. Fuente de alimentación de carga: Alimentación destinada a los módulos de señal y a los módulos de función, así como a la periferia conectada a dichos módulos. Función (FC): Una función (FC) es, conforme a IEC 1131-3, un bloque lógico que carece de datos estáticos. Una FC ofrece la posibilidad de transferir parámetros al programa de usuario. Con ello, las funciones son ideales para programar funciones complejas que se repiten con frecuencia, p. ej. Cálculos. GRAFCET: GRAFico de Control, Etapa y Transición. Método que describe de una forma gráfica las especificaciones de cualquier automatismo.

Memoria descriptiva
Página 21
Génesis: es la marca de una envolvedora de pales, en la fábrica esta envolvedora estaba situada en la línea de entrada 1 de este proyecto. Hardware: Se denomina hardware a todo el equipo físico de un sistema de automatización. Instrucción: La instrucción es la unidad independiente más pequeña de un programa de usuario que haya sido creado en un lenguaje de texto. Las instrucciones son normas para que el procesador opere de un modo determinado. Interfaz: Dispositivo o circuito que permite la conexión entre sistemas o circuitos diferentes. Interrupción: Se denomina interrupción a toda causa que provoca la detención de la ejecución en curso del programa en el procesador debido, por ejemplo, al transcurso de la temporización, a una solicitud de datos, etc. Interruptor: Contacto manipulado por accionamiento manual, dotado de enclavamiento mecánico. Necesita de la acción humana para cambiar de estado, en uno u otro sentido.
Lógica cableada: Los automatismos cableados se realizan basándose en uniones físicas de los elementos que constituyen la parte de control. Por tanto, el único modo de alterar la función de control es modificando sus componentes o la forma de interconectarlos. Lógica Programada: En la tecnología programada la parte de control se realiza mediante la confección de un programa de control residente en la memoria de una unidad de cálculo (autómata, ordenador o microcomputador). Por tanto, sólo cambiando el programa de control, se pueden realizar distintas funciones de control sin alterar su configuración física.
Marca: Las marcas forman parte de la memoria de sistema de la CPU y sirven para memorizar resultados intermedios. El acceso a las marcas puede hacerse por bits, por bytes, por palabras o por palabras dobles.
Módulo central (CPU): La CPU (Central Processing Unit) constituye el módulo central del autómata e incluye una unidad de control y una aritmética, una memoria, un sistema operativo e interfaces a los módulos de señales y de función.
Módulo analógico: Los módulos analógicos convierten los valores de medida analógicos suministrados por un proceso (ejemplo: temperatura) en valores digitales utilizables en la CPU o los valores digitales en magnitudes de ajuste analógicas.
Módulo de señalización: Los módulos de señalización (SM) constituyen la interface entre el proceso y el autómata programable. Se prevén módulos de entrada, módulos de salida y módulos de entrada/salida (en cada caso digital y analógico).
Operación: Una operación forma parte de una instrucción y define lo que debe hacer el procesador.

Memoria descriptiva
Página 22
Operando: Un operando es una parte de una instrucción y define los datos con los que debe ejecutar una función el procesador. Es posible utilizar direccionamiento tanto absoluto como simbólico.
Periféricos o equipos periféricos: Elementos auxiliares físicamente independientes de Autómata, que se unen al mismo para realizar su función específica y que amplían o facilitan su uso.
Perturbación: Es una señal que tiende a afectar la salida del sistema, desviándola del valor deseado.
Planta: es el elemento físico que se desea controlar. Planta puede ser: un motor, un horno, un sistema de disparo, un sistema de navegación, un tanque de combustible, etc.
Pila tampón: La batería o pila tampón garantiza el almacenamiento del Programa de aplicación en la CPU a prueba de fallos de red, así como la conservación Remanente de las áreas de datos definidas, las marcas, los temporizadores y los contadores.
PLC: Un controlador lógico programable, más conocido por sus siglas en inglés PLC (programmable logic controller), es una computadora utilizada en la ingeniería automática o automatización industrial, para automatizar procesos electromecánicos, tales como el control de la maquinaria de la fábrica en líneas de montaje o atracciones mecánicas.
Potencial de referencia: Potencial a partir del que se consideran y/o miden las tensiones de los circuitos eléctricos implicados.
Procesador de comunicaciones: Módulo programable para funciones de comunicación, p.ej. interconexión en red, acoplamiento punto a punto.
Proceso: operación que conduce a un resultado determinado
Programa de usuario o Programa de aplicación: El programa de usuario incluye todas las instrucciones y declaraciones, así como los datos para el procesamiento de señales que permiten controlar una instalación o un proceso. Está asignado a un módulo programable (p. ej. CPU, FM) y puede estructurarse en pequeñas unidades modulares (bloques). Programa S7: El programa S7 es un contenedor para bloques, fuentes y planos para módulos S7 programables. Protocolo: Conjunto de reglas necesarias para hacer cooperar entidades generalmente distantes, en particular para establecer y mantener intercambios de información entre dichas entidades. Corrientemente se habla de «protocolo a nivel aplicación» o «protocolo de acceso al medio».
Pulsador: Contacto manipulado por accionamiento manual, dotado de un mecanismo que retorna el contacto a la posición de reposo, cuando cesa la acción de activación sobre el mismo.

Memoria descriptiva
Página 23
RBT: Reglamento de baja tensión
Red: Es un sistema de transmisión de datos numéricos. Una red consta de una o varias subredes (p. ej. industrial Ethernet, PROFIBUS, MPI) y un número arbitrario de estaciones. Pueden existir simultáneamente diferentes redes.
Reductores y los Moto-reductores: son elementos mecánicos muy adecuados para el accionamiento de todo tipo de máquinas y aparatos de uso industrial, que se necesiten reducir su velocidad de una forma eficiente, constante y segura.
Relé electromagnético: es un componente con contactos que son accionados mediante un sistema de palancas, actuando bajo la fuerza de un circuito electromagnético, que provoca su apertura o cierre.
Resolución: En los módulos analógicos constituye la cantidad de bits que representan el valor analógico digitalizado en forma binaria. La resolución depende del tipo de módulo y, dentro de los módulos de entradas analógicas, del Tiempo de integración. Cuanto mayor sea el tiempo de integración, tanto más exacta es la resolución del valor medido. La resolución puede constar de hasta 16 bits, inclusive el signo.
Retardo de entrada: Parámetro en STEP 7 para los módulos de entradas digitales. El retardo de entrada sirve para suprimir las interferencias acopladas. Así se eliminan los impulsos perturbadores comprendidos entre 0 ms y el retardo de entrada ajustado.
Robopack: es la marca de una envolvedora de pales, en la fábrica esta envolvedora estaba situada en la línea de entrada 3 de este proyecto.
Sensor: Dispositivo que convierte el valor de una magnitud física (presión, flujo, temperatura, etc.) en una señal eléctrica codificada ya sea en forma analógica o digital. También es llamado transductor. Los sensores, o transductores, analógicos envían, por lo regular, señales normalizadas de 0 a 5 voltios, 0 a 10 voltios o 4 a 20 mA.
Señal de control: Es la señal que produce el controlador para modificar la variable controlada de tal forma que se disminuya, o elimine, el error.
Señal de referencia: Es el valor que se desea que alcance la señal de salida.
Señal de salida: Es la variable que se desea controlar (posición, velocidad, presión, temperatura, etc.). También se denomina variable controlada.
Señal analógica: Es una señal continua en el tiempo. Señal digital: es una señal que solo toma valores de 1 y 0. El PC solo envía y/o recibe señales digitales.

Memoria descriptiva
Página 24
Símbolo: Un símbolo es un nombre definido por el usuario considerando todas las reglas de sintaxis al efecto. Dependiendo de su aplicación (p. ej. variable, tipo de datos, meta de salto, bloque), puede utilizarse para programación y para manejo y visualización. Ejemplo: operando: E 5.0, tipo de datos: BOOL, símbolo: Pulsador paro de emergencia.
Sistema: consiste en un conjunto de elementos que actúan coordinadamente para realizar un objetivo determinado. Sistema de automatización: Un sistema de automatización es un autómata programable (PLC), por ej. SIMATIC S7, un equipo completo (PLC con panel de operador integrado), por ej. SIMATIC C7 o un micro-computador industrial, por ejemplo, el SIMATIC M7.
Software: Término que se aplica a los programas, tanto los creados por el usuario para su aplicación, como los necesarios para el funcionamiento interno del propio autómata.
Sistema de control en lazo abierto: en estos sistemas de control la señal de salida no es monitoreada para generar una señal de control.
Sistema operativo: El sistema operativo de la CPU organiza todas las funciones y operaciones de ésta no relacionadas con una tarea de control específica.
STEP 7: Software de programación que sirve para programar, configurar y parametrizar los programas de usuario destinados a los autómatas SIMATIC S7.
Tarjeta de memoria (Memory Card): Memoria de carga enchufable. Las tarjetas de memoria o memory cards son medios de almacenamiento en formato de tarjetas de crédito para procesadores CPU y CP. Están diseñadas como memoria RAM o FEPROM.
Temporizadores (T): Los temporizadores forman parte de la memoria de sistema de la CPU. El sistema operativo actualiza el contenido de dichos elementos de forma asíncrona a la ejecución del programa. Determinadas instrucciones S7 permiten definir la función exacta del temporizador (p. ej. retardo a la conexión) y lanzar su ejecución (arranque). Transfer 90º: Elemento que permite el cambio de dirección y modifica el sentido de avance del pale, de longitudinal a transversal y viceversa. Se compone de un tramo de cadenas y otro de rodillos intercalados. Según la aplicación el tramo que se elevará serán las cadenas o los rodillos. La elevación será mediante un accionamiento neumático.
Unidad de programación (PG): Las unidades de programación son comparables al PC personal; están concebidas para programar, ajustar y controlar el autómata, son compactas y portátiles.
Unitech: es la marca de una envolvedora de pales, en la fábrica esta envolvedora estaba situada en la línea de entrada 2 de este proyecto.
Válvula: Aparato que sirva para interrumpir o regular la circulación de un fluido por medio de un obturador maniobrado del exterior, manual o automáticamente.

Memoria descriptiva
Página 25
2.6. Requisitos de diseño
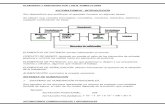
Para la realización de este proyecto se hará una descripción general de la instalación, para dicho cometido se deben seguir una serie de directrices y requisitos de diseño para un optimo funcionamiento.
PLC
Entrada pales +
Transfer Línea 1
Entrada pales +
Transfer Línea 2
Entrada pales +
Transfer Línea 3
Tramo de Cadenas
1-4 + Envolvedora
Transfer Entrada
Elevador + Elevador
Salida Manual
Etiquetado del pale
Figura 2. Diagrama general de la instalación
Bloques
o Entrada pales + Transfer Línea 1: En esta línea provienen pales de la zona entrada de la Genesis y el transfer modifica la altura para estar a la altura de las cadenas de transporte.
o Entrada pales + Transfer Línea 2: En esta línea provienen pales de la zona entrada de la
Unitech y el transfer modifica la altura para estar a la altura de las cadenas de transporte. o Entrada pales + Transfer Línea 3: En esta línea provienen pales de la zona de la
Robopack y el transfer modifica la altura para estar a la altura de las cadenas de transporte.
o Tramos cadenas 1-4 + Envolvedora: trasladan los pales des de la zona de transfers de
entrada de cada línea hasta los siguientes tramos de cadenas pasando por la envolvedora hasta el transfer del elevador.
o Transfer Elevador +Elevador: Modifica la altura para estar a la misma altura que las
cadenas, cuando en el elevador hayan dos pales, el elevador bajara y trasladara los pales a la salida del elevador.
o Etiquetado: Aquí el pale es etiquetado con un código.
o Salida elevador: Los pales están a la espera de que los toreros recojan los pales y los
almacenen. La actualización que se hace en este proyecto son los tres transfers de entrada de las tres líneas y los cuatro tramos de cadenas para la envolvedora Génesis HS-50. Las otras partes de la instalación ya están instaladas en la fábrica.

Memoria descriptiva
Página 26
2.6.1. Entrada pales Línea 1
Esta se compone de:
o La entrada está compuesta por unos rodillos de gravedad accionado por un
motor reductor cuando se detecta presencia del pale en la célula. o Desde la nave 7 a la 8 se traslada a través de 3 tramos de rodillos de gravedad. o Los 3 tramos tienen los mismos elementos.
ELEMENTO FABRIC. REF. UDS FUNCION
Célula de presencia OMROM E3JM-R4M4-G
3
Detección pale en los rodillos de gravedad
Motor SIEMENS 1LA7083-4AA12 0.75 kW
3
Acciona los rodillos de la
entrada a través del reductor
Reductor BONFIGLIOLI W63 UP80 B3 I38
3
Acciona los rodillos de la
entrada a través del motor
Tabla 1. Elementos en los tramos de entrada línea 1
El funcionamiento básico en modo automático en caso de presencia del pale:
o Un toro automatizado (LGV) de la nave 7 depositara los pales de dos en dos que vayan saliendo, de las líneas de producción, a los transportadores de esta línea de salida de pales, sino hay acumulación en los transportes o entradas de nuestra instalación.
o Los pales serán trasladados hacia la nave 8, estas funciones las realizan dos PLC que hay en la nave 7 que controlan la LGV, los rodillos que deslizan los pales, el elevador entre naves.
o Los pales una vez que han llegado a la zona entre naves 7 y 8, se deslizarán por 3 tramos de rodillos mediante gravedad hasta el transfer de la línea 1.
o Serán detectados por unas células que se irán pasando los pales de un tramo al otro.
Figura 3. Línea de salida 1

Memoria descriptiva
Página 27
2.6.2. Entrada pales Línea 2
Esta se compone de:
o La entrada está compuesta por unos rodillos de gravedad accionado por un
motor reductor cuando se detecta presencia del pale en la célula.
ELEMENTO FABRIC. REF. UDS FUNCION
Célula de presencia OMROM E3JM-R4M4-G
1
Detección pale en transfer de
gravedad
Motor SIEMENS 1LA7083-4AA12 0.75 kW
1
Acciona los rodillos de la
entrada a través del reductor
Reductor BONFIGLIOLI W63 UP80 B3 I38
1
Acciona los rodillos de la
entrada a través del motor
Tabla 2. Elementos en los tramos de entrada línea 2
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vagoneta automática ira depositando los pales que vayan saliendo, de las líneas de producción, a los transportadores de esta línea de salida de pales, cuando no haya acumulación en los transportes o entradas de nuestra instalación.
o La operación anterior, la ara el PLC de la zona de paletizado de las líneas de la nave 8.
o Los pales serán trasladados hacia la zona que hay delante del transfer de la línea 2.
o Una vez estén en esta zona los pales serán deslizados al transfer.
Figura 4. Línea de salida 2

Memoria descriptiva
Página 28
2.6.3. Entrada pales Línea 3
Esta se compone de:
o La entrada está compuesta por unos rodillos de gravedad accionado por un
motor reductor cuando se detecta presencia del pale en la célula. o Desde la nave 7 a la 8 se traslada a través de 3 tramos de rodillos de gravedad. o Los 3 tramos tienen los mismos elementos.
ELEMENTO FABRIC. REF. UDS FUNCION
Célula de presencia OMROM E3JM-R4M4-G
3
Detección pale en transfer de
gravedad
Motor SIEMENS 1LA7083-4AA12 0.75 kW
3
Acciona los rodillos de la
entrada a través del reductor
Reductor BONFIGLIOLI W63 UP80 B3 I38
3
Acciona los rodillos de la
entrada a través del motor
Tabla 3. Elementos en los tramos de entrada línea 3
El funcionamiento básico en modo automático en caso de presencia del pale:
o Un toro automatizado (LGV) de la nave 7 depositara los pales de dos en dos que vayan saliendo, de las líneas de producción, a los transportadores de esta línea de salida de pales, cuando haya acumulación en los transportes o entradas en la línea 1 de nuestra instalación.
o Los pales serán trasladados hacia la nave 8, estas funciones las realizan dos PLC que hay en la nave 7 que controlan la LGV, los rodillos que deslizan los pales, el elevador entre naves.
o Los pales, una vez que han llegado a la zona entre naves 7 y 8, se deslizarán por 3 tramos de rodillos mediante gravedad hasta el transfer de la línea 2.
o Serán detectados por unas células que se irán pasando los pales de un tramo al otro.
Figura 5. Línea de salida 3

Memoria descriptiva
Página 29
2.6.4. Transfer Línea 1
Esta se compone de:
o Las entradas están compuestas por un transfer de gravedad accionado por un cilindro cuando se detecta presencia de producto en la célula dispuesta sobre el transfer. También dispone de 1 motor reductor que traslada el producto a la zona de la envolvedora.
ELEMENTO FABRIC. REF. UDS FUNCION
Pistón FESTO DNCB-50-80PPVA
1
Acciona el transfer de gravedad
Célula de presencia OMROM E3JM-R4M4-G
1
Detección pale en transfer de
gravedad
Válvula FESTO JMVH-5-1/4B 1 acciona pistón
Final de Carrera TELEMECANICA XCKM115 2
Marca la posición
arriba/abajo
Motor reductor BONFIGLIOLI C212 i:29.6 P80
BN80A4 0.55 kW
1
Acciona las cadenas de la
entrada Tabla 4. Elementos del transfer entrada línea 1
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vez el pale a llegado al transfer, accionará un cilindro para modificar la altura y los depositará en nuestro sistema de transporte. Cuando los transfers estén en la parte inferior, quedarán a la misma altura que los transportadores de cadenas y arrastraran el producto hacia la zona de la envolvedora.
Figura 6. Transfer Línea 1

Memoria descriptiva
Página 30
2.6.5. Transfer Línea 2
Esta se compone de:
o Las entradas están compuestas por un transfer de gravedad accionado por un cilindro cuando se detecta presencia de producto en la célula dispuesta sobre el transfer. También dispone de 1 motor reductor que traslada el producto a la zona de la envolvedora.
ELEMENTO FABRIC. REF. UDS FUNCION
Pistón FESTO DNCB-50-80PPVA
1
Acciona el transfer de gravedad
Célula de presencia OMROM E3JM-R4M4-G
1
Detección pale en transfer de
gravedad
Válvula FESTO JMVH-5-1/4B 1 acciona pistón
Final de Carrera TELEMECANICA XCKM115 2
Marca la posición
arriba/abajo
Motor reductor BONFIGLIOLI C212 i:29.6 P80
BN80A4 0.55 kW
1
Acciona las cadenas de la
entrada Tabla 5. Elementos de transfer entrada línea 2
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vez el pale a llegado al transfer, accionará un cilindro para modificar la altura y los depositará en nuestro sistema de transporte. Cuando los transfers estén en la parte inferior, quedarán a la misma altura que los transportadores de cadenas y arrastraran el producto hacia la zona de la envolvedora.
Figura 7. Línea de salida 2

Memoria descriptiva
Página 31
2.6.6. Transfer Línea 3
Esta se compone de:
o Las entradas están compuestas por un transfer de gravedad accionado por un cilindro cuando se detecta presencia de producto en la célula dispuesta sobre el transfer. También dispone de 1 motor reductor que traslada el producto a la zona de la envolvedora.
ELEMENTO FABRIC. REF. UDS FUNCION
Pistón FESTO DNCB-50-80PPVA
1
Acciona el transfer de gravedad
Célula de presencia OMROM E3JM-R4M4-G
1
Detección pale en transfer de
gravedad
Válvula FESTO JMVH-5-1/4B 1 acciona pistón
Final de Carrera TELEMECANICA XCKM115 2
Marca la posición
arriba/abajo
Motor reductor BONFIGLIOLI C212 i:29.6 P80
BN80A4 0.55 kW
1
Acciona las cadenas de la
entrada Tabla 6. Elementos de transfer entrada línea 2
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vez el pale a llegado al transfer, accionará un cilindro para modificar la altura y los depositará en nuestro sistema de transporte. Cuando los transfers estén en la parte inferior, quedarán a la misma altura que los transportadores de cadenas y arrastraran el producto hacia la zona de la envolvedora.
Figura 8. Transfer Línea 2

Memoria descriptiva
Página 32
2.6.7. Tramos cadenas entrada elevador
Esta se compone de:
o Esta zona está formada por unos transportadores de cadenas que accionadas
mediante un conjunto de motor-reductor, trasladan los pales des de la zona transfers de entrada de cada línea hasta la zona de la envolvedora y permanecerán en dicha zona hasta que el pale este envuelto. Después continuara por los transportadores de cadenas hasta el transfer del elevador. Esta zona está compuesta por 4 tramos de cadenas idénticos.
ELEMENTO FABRIC. REF. UDS FUNCION
Célula de presencia OMROM E3JM-R4M4-G
4
Detección pale en transfer de
gravedad
Motor SIEMENS 1LA7083-4AA11 0.75 kW
4
Acciona los rodillos de la
entrada a través del reductor
Reductor BONFIGLIOLI W63 UP80 B3 I38
4
Acciona los rodillos de la entrada del
motor Tabla 7. Elementos en los tramos cadenas entrada elevador
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vez los pales han pasado por los transfers, llegan al primer tramo de transportadores de cadenas que son accionadas mediante un conjunto de motor-reductor, trasladan los pales des de la zona transfers de entrada de cada línea hasta la zona de la envolvedora, donde empieza el segundo tramo de cadenas.
o Permanecerán en este segundo tramo de cadenas hasta que el pale este envuelto.
o Después continuara por los transportadores de cadenas, a través del 3r y 4º tramo de cadenas, hasta llegar al transfer del elevador.
o Pasaran de un tramo de cadenas a otro cuando la célula detecte los pales.
Figura 9. Tramo Cadenas 1,2 y 3

Memoria descriptiva
Página 33
2.6.8. Transfer elevador
Esta se compone de:
o Las entradas están compuestas por un transfer de gravedad accionado por un cilindro cuando se detecta presencia de producto en la célula dispuesta sobre el transfer. También dispone de 1 motor reductor que traslada el producto a la zona de la envolvedora.
ELEMENTO FABRIC. REF. UDS FUNCION
Pistón FESTO DNCB-50-80PPVA
1
Acciona el transfer de gravedad
Célula de presencia OMROM E3JM-R4M4-G
1
Detección pale en transfer de
gravedad
Válvula FESTO JMVH-5-1/4B 1 acciona pistón
Final de Carrera TELEMECANICA XCKM115 2
Marca la posición
arriba/abajo
Motor reductor BONFIGLIOLI C212 i:29.6
P80 BN80A4 0.55 kW
1
Acciona las cadenas de la
entrada Tabla 8. Elementos de transfer entrada elevador
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vez el pale a llegado al transfer, accionará un cilindro para modificar la altura y los depositará en nuestro sistema de transporte. Cuando los transfers estén en la parte inferior, quedarán a la misma altura que los transportadores de cadenas y arrastraran el producto hacia la zona del elevador.
Figura 10. Tramo Cadenas 4 y Transfer entrada Elevador

Memoria descriptiva
Página 34
2.6.9. Elevador
Esta se compone de:
o Las entradas están compuestas por un transfer de gravedad accionado por un cilindro cuando se detecta presencia de producto en la célula dispuesta sobre el transfer. También dispone de 1 motor reductor que traslada el producto a la zona de la envolvedora.
ELEMENTO FABRIC. REF. UDS FUNCION
Pistón FESTO DNCB-50-80PPVA
1
Acciona el transfer de gravedad
Célula de presencia OMROM E3JM-R4M4-G
1
Detección pale en transfer de
gravedad
Válvula FESTO JMVH-5-1/4B 1 acciona pistón
Final de Carrera TELEMECANICA XCKM115 2
Marca la posición
arriba/abajo
Motor reductor BONFIGLIOLI C212 i:29.6 P80
BN80A4 0.55 kW
1
Acciona las cadenas de la
entrada Tabla 9. Elementos del elevador
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vez dos pales han llegado al elevador, accionará una electroválvula para modificar la altura y bajar el elevador.
o Cuando el elevador esté en la parte inferior, quedarán a la misma altura que los transportadores de rodillos y arrastraran el producto hacia la zona final del transportador.
o Una vez no estén los pales al elevador, el elevador subirá. o Los pales estarán a la espera que un torero de logística recoja el parle para ser
almacenado.
Figura 11. Elevador y Salida del Elevador

Memoria descriptiva
Página 35
2.6.10. Salida elevador
Esta se compone de:
o La entrada está compuesta por unos rodillos de gravedad accionado por un
motor reductor cuando se detecta presencia del pale en la célula.
ELEMENTO FABRIC. REF. UDS FUNCION
Célula de presencia OMROM E3JM-R4M4-G
1
Detección pale en transfer de
gravedad
Motor SIEMENS 1LA7083-4AA12 0.75 kW
1
Acciona los rodillos de la
entrada a través del reductor
Reductor BONFIGLIOLI W63 UP80 B3 I38
1
Acciona los rodillos de la
entrada a través del motor
Tabla 10. Elementos de la salida elevador
El funcionamiento básico en modo automático en caso de presencia del pale:
o Una vez los pales han salido del elevador, los pales se irán desplazando por los
transportadores hasta llegar al final del transportador. o Permanecerán los pales en esa zona hasta que los de logística almacenen los
pales con el producto acabado, con un toro.

Memoria descriptiva
Página 36
2.7. Análisis y soluciones
En el momento de hacer el proyecto lo podemos separar en tres fases:
- Fase construcción transfers y transportadores - Fase montaje del armario eléctrico - Fase programación del PLC y pantalla
2.7.1. Fase construcción transferes y transportadores
Esta fase es la construcción de los transfers de unión de las tres líneas y los transportadores de cadenas, se puede dividir en dos partes:
- Parte mecánica - Parte eléctrica
2.7.1.1. Parte mecánica
Esta parte ha sido diseñado por un taller externo de la empresa, por lo tanto la elección de los elementos mecánicos que intervienen en este apartado no se explican con muncho detalle. Estos elementos son:
- Rodamientos - Piñones - Cadenas - Empalmes - Rodillos
2.7.1.2. Parte eléctrica
Los elementos eléctricos que intervienen en los transportadores y transferes son:
- Motores - Reductores - Fotocélulas - Finales de Carrera - Válvulas - Pistones
Para la estandarización de la planta utilizaremos las marcas que tenemos en las otras zonas de la instalación. Por lo tanto como hemos visto en el apartado de requisitos, las zonas nuevas son:
- Transfer L1 - Transfer L2 - Transfer L3 - Tramo de Cadenas entrada elevador

Memoria descriptiva
Página 37
2.7.1.2. 1. Transfers
En los apartados de los transfers utilizaremos los mismos elementos que hay en el transfer de entrada elevador. Por lo tanto utilizaremos:
- Pistón de la marca Festo - Válvula de la marca Festo - Célula de presencia de la marca Omron - Final de carrera de la marca Telemecanica - Motor reductor de la marca Bonfiglioli
2.7.1.2. 2. Transportadores de cadenas
En los tramo de cadenas para la entrada del elevador utilizaremos los mismos elementos que en los apartados de las entradas de las tres líneas. En esta zona utilizaremos cadenas en vez de rodillos de gravedad, ya que en este tramo ira ubicada la nueva envolvedora, Robopack HS-50. Por lo tanto utilizaremos:
- Célula de presencia de la marca Omron - Motor de la marca Siemens - Reductor de la marca Bonfiglioli
2.7.2. Fase montaje del armario eléctrico
En el momento de seleccionar los elementos para el cuadro electico estamos muy limitados por tema de proveedores o por estandarización de los elementos de la planta.
2.7.2.1. Contactores, disyuntores, pulsadores
La mayoría de elementos del cuadro principal serán de la marca Schneider Electric, ya que el proveedor, el cual trabajamos, nos suministra esta marca. Los elementos que nos suministra el proveedor, de esta marca son:
- Cabezas para pulsadores - Unidades de mando - Unidades de fijación - Contactores - Disyuntores - Interruptores diferenciales

Memoria descriptiva
Página 38
2.7.2. 2. Unidad de control y accesorios (PLC)
El PLC y accesorios, se utilizaran de la marca Siemens, por motivos del lenguaje de programación y por tema de estandarización de la planta, ya que todos los PLC’s de la planta son SIEMENS. Los elementos de la marca Siemens son:
- La unidad de control (PLC) - Módulos de Entradas - Módulos de Salidas - Fuente de alimentación del PLC - Simatic NET
2.7.2. 3. Pantalla táctil
El panel operador o pantalla táctil que podemos escoger entre dos marcas, por su variedad de productos, que son:
- Siemens - Proface
Entre estas dos marcas escogemos Proface, ya que:
- Esta marca está especializado en pantallas táctiles. - Tiene un software muy potente para la programación de sus propias pantallas táctiles,
el GP-Pro Ex. - Tienen un abanico bastante amplio de tamaños desde 3.8” a 19”. - Y puede controlar un PLC de un determinado fabricante, que no tiene nada que ver
con Proface.
2.7.2. 4. Módulos de seguridad
El modulo de seguridad que utilizamos es de la marca Pilz, ya que en toda la planta utilizamos esta marca. Esta marca nos ofrece:
- la seguridad y fuerza innovadora de una de las marcas líderes en técnica de automatización.
- Tiempos de parada cortos de la máquina o instalación gracias a un diagnóstico cómodo.
- Relación coste/calidad óptima. - Puesta en marcha rápida, por ejemplo, mediante dispositivos con bornes enchufables. - Los dispositivos de conmutación de seguridad funcional PNOZ se ajustan a las
normativas internacionales y han sido homologados por la BG y organismos de certificación internacionales.

Memoria descriptiva
Página 39
2.7.2. 5. Transformadores
En el apartado del transformador de maniobra podemos escoger entre varias marcas, estas son:
- Siemens - Polylux - ABB
Entre estas marcas escogemos Polylux, ya que:
- Ninguna parte de contacto de riesgo del transformador es accesible al usuario - El único que se puede convertir a voluntad en clase I o clase II - Caja en polímero de última generación, ignífuga V-0 según UL94 - Señalización de funcionamiento mediante diodo "LED"
2.7.2. 6. Relés
En los relés podemos escoger entre una gran variedad de marcas entre ellas están:
- Omron - Phoenix Contact - Releco
Entre estas marcas hemos escogido Omron por:
- Es versátil aportando flexibilidad y funciones avanzadas para una instalación, puesta en marcha y funcionamiento más sencillos.
- Indicación mecánica y por LED - Pulsador de prueba, instantáneo y bloqueable - Capacidad de etiquetado
2.7.3. Fase programación PLC y pantalla
En este apartado podemos dividirlo en dos bloques:
- Programación del PLC - Elaboración del programa de la pantalla táctil.
2.7.3.1. Programación PLC
En la fase de programación del PLC utilizaremos el programa de siemens STEP7. En el programa lo estructuraremos con:
- Bloques de Funciones (FB) - Bloques de Organización (OB) - Bloques de Datos (DB)
La mayor parte del programa estará escrito en lenguaje KOP y AWL

Memoria descriptiva
Página 40
2.7.3.2. Programación pantalla
El proyecto de la pantalla se hará con el programa de Proface GP-Pro EX. Con este programa se hará una pantalla principal donde te lleva a través de los menús a:
- Manuales - Robopack - Etiquetadora - Alarmas - Resets - Automáticos - Temporizadores - Varios

Memoria descriptiva
Página 41
2.8. Resultados finales
Como hemos mencionado en el apartado anterior, este proyecto se divide en tres bloques;
- Construcción de los transfers y transportadores - Armario eléctrico - Programación del PLC y de la pantalla
2.8.1. Construcción de los transferes y transportadores
Este bloque se divide en dos apartados más que son:
- Parte mecánica - Parte eléctrica
2.8.1.1. Parte mecánica
En este apartado como ha sido diseñado por un taller externo de la empresa, se adjuntara solo los planos de la construcción de estos transfers y transportadores. Estos planos son:
- 4.6.1. Implantación y dimensiones - 4.6.2. Situación del grupo - 4.6.3. Transportadores 3 cadenas 25” pale A1200x800 L-2040 - 4.6.4. Transportadores 3 cadenas 25” pale A1200x800 L-3660 - 4.6.5. Transfer rodillos 3 cadenas 4 colchones - 4.7. Esquema neumático
2.8.1.2. Parte eléctrica
Tenemos dos zonas donde hacer la instalación eléctrica:
- Transferes - Transportadores de cadenas
2.8.1.2. 1. Transfers
En los apartados de los transfers utilizaremos los mismos elementos que hay en el transfer de entrada elevador.

Memoria descriptiva
Página 42
2.8.1.2. 1. 1. Pistón DNCB-50-80PPVA
Fabricante Referencia Uds.
Pistón Festo DNCB-50-80-PPV A 3
Tabla 11.Descripción Cilindro DNC
Fluido de trabajo Aire comprimido según ISO 8573 Presión de funcionamiento (bar) 0.6-12 Temperatura (ºC) -20 - +80 Fuerza en avance (N) 1178 Fuerza en retroceso (N) 990 Conexión neumática G1/4 Rosca del vástago M16x1.5 Construcción Émbolo, Vástago, Tubo perfilado Holgura máxima de giro +-0.45
Amortiguación
Anillos de discos elásticos en ambos lados y amortiguación neumática regulable
Carrera de amortiguación (mm) 22 Detección de posiciones Si Tipo de fijación Con rosca interior y accesorios Posición de montaje indistinta Peso (g) 1260 Diámetro del émbolo (mm) 50 Carrera (mm) 80 Tabla 12.Caracteristicas Cilindro DNC Figura 12. Cilindro DNC
2.8.1.2. 1. 2. Válvula JMVH-5-1/4B
Fabricante Referencia Uds.
Válvula Festo JMVH-5-1/4B 3
Tabla 13.Descripción Cilindro DNC-50-80-PPV A
Función de las válvulas 5/2 biestable Tipo de accionamiento Eléctrico Caudal nominal normal 1.600 l/min Presión de funcionamiento 2-10 bar Construcción Corredora Diámetro 10mm Tipo de control Pre pilotado Alimentación del aire de control Interno Sentido del flujo No reversible Tiempo de conmutación 14 ms Fluido Aire comprimido Temperatura ambiente -5 – 40 ºC Peso 615 g Conexión aire de escape M5 Conexión neumática G1/4 Tabla 14.Caracteristicas Válvula JMVH Figura 13. Válvula JMVH

Memoria descriptiva
Página 43
2.8.1.2. 1. 3. Célula de presencia E3JM-R4M4-G
Fabricante Referencia Uds.
Célula de presencia
E3JM Omron E3JM-R4M4-G 3
Tabla 15.Descripción Célula de presencia E3JM
Tipo Sensor fotoeléctrico Modo de operación Reflexivo con reflector Estándar de detección de objetos Opacos 75mm de diámetro Direccional del ángulo 1 a 5 grados Fuente de luz Led rojo 660nm Salida de control Rele de salida Corriente de carga 0.3 – 1 A Tiempo de respuesta 300 ms máx. Tensión alimentación 24.12 VAC Temperatura ambiente -25 - +55ºC Peso 160g Tabla 16.Caracteristicas Célula de presencia E3JM Figura 14. Célula de presencia E3JM
2.8.1.2. 1. 4. Final de carrera XCKM115
Fabricante Referencia Uds.
Final de carrera Telemecanique XCKM115 6
Tabla 17.Descripción Final Carrera XCKM115
Configuración de contactos 1 N/A + 1 N/C (3 A AC-15) Índice de protección IP 66 Configuración de polo y vía DP Corriente máxima 10 A Temperatura ambiente -25 - +70 ºC Tensión AC máxima 240 V Tensión DC máxima 250 V Tipo de actuador Palanca Tipo de terminal Rosca Dimensiones 64x63x30 mm Tabla18.Caracteristicas Final Carrera XCKM115 Figura 15. Final Carrera XCKM115
2.8.1.2. 1. 5. Motor reductor C212 i: 29,6 P80 BN80 A4
Fabricante Referencia Uds.
Motor-reductor Bonfiglioli C212 i29.6 P80 BN80 3
Tabla 19.Descripción Motor reductor C212

Memoria descriptiva
Página 44
REDUCTOR
Tipo Coaxial Tamaño reductor 21 Nº de etapas de reducción 2 Forma constructiva P Relación de reducción 29.6 Identificación de la entrada S1
MOTOR
Tipo Trifásico jaula de ardilla Velocidad nominal 1395 rpm Potencia nominal 0.55 kW Polos 4 Rendimiento 67% Factor de potencia 0.82 Corriente nominal 1.45 A Frecuencia 50 Hz Par nominal 3.7 N.m Peso 8kg Tabla 20.Caracteristicas Motor reductor C212 Figura 16. Motor reductor C212
2.8.1.2. 2. Transportadores de cadenas
En los tramo de cadenas para la entrada del elevador utilizaremos los mismos elementos que en los apartados de las entradas de las tres líneas.
2.8.1.2. 2. 1. Célula de presencia E3JM-R4M4-G
Fabricante Referencia Uds.
Célula de presencia
E3JM Omron E3JM-R4M4-G 4
Tabla 21.Descripción Célula de presencia E3JM
Tipo Sensor fotoeléctrico Modo de operación Reflexivo con reflector Estándar de detección de objetos Opacos 75mm de diámetro Direccional del ángulo 1 a 5 grados Fuente de luz Led rojo 660nm Salida de control Rele de salida Corriente de carga 0.3 – 1 A Tiempo de respuesta 300 ms máx. Tensión alimentación 24.12 VAC Temperatura ambiente -25 - +55ºC Peso 160g Tabla 22.Caracteristicas Célula de presencia E3JM Figura 17. Célula de presencia E3JM

Memoria descriptiva
Página 45
2.8.1.2. 2. 2. Motor 1LA7 083-4AA12
Fabricante Referencia Uds.
Motor- Siemens 1LA7 083-4AA12 4
Tabla 23.Descripción Motor 1LA7 083
Tipo Trifásico jaula de ardilla Velocidad nominal 1350 rmp Potencia nominal 0.75 kW Polos 4 Rendimiento 72% Factor de potencia 0.81 Corriente nominal 1.86 A Frecuencia 50 Hz Par nominal 5.1 N.m Peso 9.4 kg Tabla 24.Caracteristicas Motor 1LA7 083 Figura 18. Motor 1LA7 083
2.8.1.2. 2. 3. Reductor W63 UP80 B3 I38
Fabricante Referencia Uds.
Reductor Bonfiglioli W63 UP80 B3 I38 4
Tabla 25.Descripción Reductor W63
Tipo W tornillo sin fin Tamaño reductor 63 Nº de etapas de reducción 2 Forma constructiva UP80 Relación de reducción 38 Identificación de la entrada S1 Tabla 26.Caracteristicas Reductor W63 Figura 19. Reductor W63
2.8.2. Armario eléctrico
Se dispone de un cuadro de mandos general donde se encuentran todos los elementos de potencia y maniobra. Este cuadro es de la marca Paletec Automatismos y la descripción de dicho elemento es:
Dimensiones Anchura: 1.200 mm
Altura: 1.600 mm
Profundidad: 400 mm
Placa de montaje Anchura: 1.199 mm
Altura: 1.596 mm
Número de puertas 2
Tabla 27. Dimensiones del cuadro de distribución

Memoria descriptiva
Página 46
El cuadro de distribución está dividido en diferentes niveles, separando así los elementos de potencia y los de control. Se han realizado 6 niveles.
o En el primer nivel, parte superior del cuadro encontramos los disyuntores o
elementos de protección de potencia.
o En segundo nivel encontramos el control de potencia mediante contactores. En la parte inferior de estos disponemos de todos los bornes de conexión de la potencia del cuadro.
o En tercer nivel encontramos los disyuntores o elementos de protección de
potencia.
o En el cuarto nivel encontramos el control de potencia mediante contactores. En la parte inferior de estos disponemos de todos los bornes de conexión de la potencia del cuadro.
o En quinto nivel se han dispuesto los sistemas de seguridad pilz, un modulo de
comunicación vía Ethernet y relés de maniobra. El diferencial de cabecera un enchufe y un transformador.
o En sexto nivel tenemos una fuente de alimentación que alimenta el circuito de
maniobra, la CPU con los diferentes módulos de Entradas/Salidas, y más relés de maniobra.
En la parte delantera del cuadro, tenemos la botonera de pulsadores para el accionamiento de nuestra instalación y la pantalla táctil para la interface con el operario. Cada nivel dispone de un raíl DIN, para la incorporación de los elementos de potencia y control. Hay canalizaciones de cableado en todos los niveles del cuadro.
El cuadro de distribución consta de 2 ventiladores para la refrigeración de este, dispuestos en la parte superior derecha e inferior izquierda. Y con unas filtrinas de protección que nos mantienen el cuadro en perfecto estado.
Figura 20.Quadro de mandos principal

Memoria descriptiva
Página 47
2.8.2.1. Cabezas para pulsadores
En el cuadro de control disponemos de 5 pulsadores. Estos pulsadores tienen como objetivo el arranque de la instalación y la parada de emergencia.
Fabricante Referencia Uds.
Cabeza para
pulsador verde Schneider-electric ZBV-B3 2
Cabeza para
pulsador rojo Schneider-electric ZB4-B4 1
Cabeza para
pulsador blanco Schneider-electric ZB4-B2 1
cabeza para
pulsador "de seta"
de enganche
Schneider-electric ZB4-B54 1
Tabla 28.Elementos de accionamiento manual Figura 21.ZBV-B3
2.8.2.2. Unidades de mando
Los bloques de contactos que disponemos en el cuadro de control son del fabricante Schneider-electric. Se dispone de 2 tipos de bloques de contactos. Los bloques normalmente abiertos (N.A.) y los bloques normalmente cerrados (N.C.).
Fabricante Referencia Uds.
Bloque de contacto
estándar simple
N.A.
Schneider-electric ZBE-101 3
Bloque de contacto
estándar simple
N.C.
Schneider-electric ZBE-102 3
Tabla 29.Elementos de accionamiento manual Figura 22.ZBE-102
2.8.2.3. Unidades de fijación
Las bases de fijación incorporadas en el cuadro eléctrico mantienen todo el conjunto de la cabeza del pulsador y las cámaras de contactos de nuestros pulsadores fijándose en el cuadro. Estas unidades de fijación son del fabricante Schneider-electric. Se dispone de una unidad de fijación por cada cabeza de pulsador.
Tabla 30.Elementos de accionamiento manual Figura 23.ZB4-BZ009
Fabricante Referencia Uds.
Unidad de fijación Schneider-electric ZB4-BZ009 6

Memoria descriptiva
Página 48
2.8.2.4. Panel del operador
El panel operador es una pantalla táctil del fabricante Proface. La selección de las diferentes configuraciones puede ser modificada por el panel. El panel es necesario para la interacción entre maquina- persona.
Fabricante Referencia Uds.
Pantalla AGP-3301 Proface AGP 3301–L1–D24 1 Tabla 31. Descripción de la unidad de visualización
Display
Tipo de display STN monocromático LCD Tamaño del display (WxH)mm 115.2x86.4
Ajuste de brillo 8 niveles Nivel de gradación 16 gradaciones Ajuste de contraste 8 niveles
Resolución (píxeles) Resolución (An x Al en píxeles) 320 x 240
Manejo táctil Pantalla táctil analógica, resistiva
Memoria Tipo Flash EPROM
Memoria de usuario 16 Mbyte Tabla 32. Características de la unidad táctil Figura 24. Pantalla AGP-3301
2.8.2.5. Contacotes de potencia para motores
Los contactores de potencia de cada uno de los motores son del fabricante Schneider-electric. La particularidad de los elementos incorporados para realizar arranques directos a los motores de la instalación es el conjunto de base de potencia con la unidad de protección para sobrecargas y cortocircuitos y unidad de control para activar el motor. Este sistema es compacto y alarga la vida útil en condiciones de trabajo normales de los componentes.
Fabricante Referencia Uds.
LP4K Schneider-electric LP4K09-10BW3 20
LP5K Schneider-electric LP5K09-01BW3 5
LC1 Schneider-electric LC1D40A 1
LA1K Schneider-electric LA1KN22 2
Tabla 33.Elementos contactores

Memoria descriptiva
Página 49
En la tabla 2 se adjunta la unidad de potencia, es decir, la unidad de potencia que controla acciona aquellos motores en arranque directo.
Nombre del producto TeSys K Tipo de producto o componente Conector Nombre del dispositivo LP4K
Aplicación de contactor Control del motor Carga resistiva
Número de polos 3P Comp. contacto polo 3 NO Control circuit type CC bajo consumo Tensión de circuito de control 24 V CC Composición contacto auxiliar 1 NA
[Ith] Intensidad térmica
convencional
20 A en <= 50 °C para circuito de alimentación 10 A en <= 50 °C para circuito de señalización
Altura 58 mm Anchura 45 mm Profundidad 57 mm Peso del producto 0.235 kg Tabla 34. Especificaciones LP4K09-10BW3 Figura 25. LP4K09-10BW3
En la tabla 3 se adjunta la unidad de potencia inversora, es decir, la unidad de potencia que controla acciona aquellos motores que hay la necesidad de rotar en las dos direcciones.
Nombre del producto TeSys K Tipo de producto o componente Conector Nombre del dispositivo LP5K
Aplicación de contactor Conector Inversor
Número de polos 3P Comp. contacto polo 3 NO Control circuit type CC bajo consumo Tensión de circuito de control 24 V CC Composición contacto auxiliar 1 NA
[Ith] Intensidad térmica
convencional
20 A en <= 50 °C para circuito de alimentación 10 A en <= 50 °C para circuito de señalización
Altura 58 mm Anchura 90 mm Profundidad 57 mm Peso del producto 0.49 kg
Tabla 35.Especificaciones LP5K09-01BW3 Figura 26. LP5K09-01BW3

Memoria descriptiva
Página 50
En la tabla 4 se adjunta la unidad de potencia auxiliar, para el LP5, la unidad de potencia que controla acciona aquellos motores que hay la necesidad de rotar en las dos direcciones.
Nombre del producto TeSys K control relay Tipo de producto o componente Conector Nombre del dispositivo LA1 Aplicación de contactor Bloque contacto auxiliar Número de polos 4P Comp. contacto polo 2 NO + 2 NC Control circuit type CC bajo consumo Tensión de circuito de control 24 V CC Composición contacto auxiliar 1 NA
[Ith] Intensidad térmica
convencional
20 A en <= 50 °C para circuito de alimentación 10 A en <= 50 °C para circuito de señalización
Altura 58 mm Anchura 90 mm Profundidad 35 mm Peso del producto 0.045 kg Tabla 36. Especificaciones LA1KN22 Figura 27. LA1KN22
En la tabla 5 se adjunta la unidad de potencia, es decir, la unidad de potencia que controla acciona aquellos motores en arranque directo.
Nombre del dispositivo LC1D
Aplicación de contactor Control del motor Carga resistiva
Número de polos 3P Comp. contacto polo 3 NO Control circuit type CA 50/60 Hz Tensión de circuito de control 24 V CA 50/60 Hz Composición contacto auxiliar 1 NA + 1 NC Altura 122 mm Anchura 55 mm Profundidad 120 mm Peso del producto 0.85 kg
Tabla 37. Especificaciones LC1D40 Figura 28. LC1D40
Todas las unidades de protección y de control anteriormente mencionadas son los elementos destinados para realizar el accionamiento o arranque directo a los motores que componen nuestra instalación. En la tabla 6 se exponen todos los elementos generales de la instalación.

Memoria descriptiva
Página 51
ZONA
MOTOR CONTACTOR
FABRICANTE SIMBOLOGIA KW FABRICANTE SIMBOLOGIA REFERENCIA
RODILLOS L1 SIEMENS M1 0.75 SCNHEIDER-ELECTRIC KM1 LP4K09-10BW3
RODILLOS
TRANSFER L1 SIEMENS M2 0.75 SCNHEIDER-
ELECTRIC KM2 LP4K09-10BW3
RODILLOS 1
SALIDA
ENVOLVEDORA L3
SIEMENS M3 0.75 SCNHEIDER-ELECTRIC KM3 LP4K09-10BW3
RODILLAS 2
SALIDA
ENVOLVEDORA L3
BONFIGLIGIOLI M4 0.55 SCNHEIDER-ELECTRIC
KM4E LP5K09-01BW3+LA1KN2
2 +LA1KN22 LM4D
RODILLOS
TRANSFER L3 SIEMENS M5 0.75 SCNHEIDER-
ELECTRIC KM5 LP4K09-10BW3
RODILLOS L2 SIEMENS M6 0.75 SCNHEIDER-ELECTRIC KM6 LP4K09-10BW3
RODILLOS
TRANSFER L2 SIEMENS M7 0.75 SCNHEIDER-
ELECTRIC KM7 LP4K09-10BW3
SUBIR/BAJAR
RODILLOS
TRANSFER L1
BONFIGLIGIOLI M8 0.55 SCNHEIDER-ELECTRIC
KM8S LP5K09-01BW3
KM8B
SUBIR/BAJAR
RODILLOS
TRANSFER L3
SIEMENS M9 0.55 SCNHEIDER-ELECTRIC
KM9S LP5K09-01BW3
KM9B
CADENAS
TRANSLACIÓN
LINEA 1 Y 3
SIEMENS M10 0.75 SCNHEIDER-ELECTRIC KM10 LP4K09-10BW3
CADENAS 1
ENTRADA
DESCENSOR
SIEMENS M11 0.75 SCNHEIDER-ELECTRIC KM11 LP4K09-10BW3
CADENAS 2
ENTRADA
DESCENSOR
SIEMENS M12 0.75 SCNHEIDER-ELECTRIC KM12 LP4K09-10BW3
CADENAS 3
ENTRADA
DESCENSOR
SIEMENS M13 0.75 SCNHEIDER-ELECTRIC KM13 LP4K09-10BW3
CADENAS 4
ENTRADA
DESCENSOR
SIEMENS M14 0.75 SCNHEIDER-ELECTRIC KM14 LP4K09-10BW3
CADENAS
TRANSFER
ENTRADA
DESCENSOR
SIEMENS M15 0.75 SCNHEIDER-ELECTRIC KM15 LP4K09-10BW3
RODILLOS
TRANSFER
ENTRADA
DESCENSOR
BONFIGLIGIOLI M16 0.55 SCNHEIDER-ELECTRIC
KM16S LP5K09-01BW3
KM16B
SUBIR/BAJAR
TRANSFER
ENTRADA
DESCENSOR
BONFIGLIGIOLI M17 0.55 SCNHEIDER-ELECTRIC
KM17S LP5K09-01BW3
KM17B
RODILLOS 1
DESCENSOR SIEMENS M18 0.75 SCNHEIDER-
ELECTRIC KM18 LP4K09-10BW3
RODILLOS 2
DESCENSOR SIEMENS M19 0.75 SCNHEIDER-
ELECTRIC KM19 LP4K09-10BW3
CENTRAL
HIDRAULICA SIEMENS M20 0.75 SCNHEIDER-
ELECTRIC KM20 LP4K09-10BW3
ACOMULACIÓN
SALIDA SIEMENS M21 0.75 SCNHEIDER-
ELECTRIC KM21 LP4K09-10BW3
CADENAS
ENTRADAS
DESCENSOR
SIEMENS M23 0.75 SCNHEIDER-ELECTRIC KM23 LP4K09-10BW3
RODILLOS SALIDA
DESCENSOR
TRAMO 1
SIEMENS M24 0.75 SCNHEIDER-ELECTRIC KM24 LP4K09-10BW3
RODILLOS
ETIQUETADORA
TRAMO 2
SIEMENS M25 0.75 SCNHEIDER-ELECTRIC KM25 LP4K09-10BW3
MARCHA
MOTORE/CONTAC
TOR GENERAL
SIEMENS MS1 0.75 SCNHEIDER-ELECTRIC KMS1 LC1D40
Tabla 38. Elementos comunes

Memoria descriptiva
Página 52
2.8.2.6. Disyuntores
Estos disyuntores son de la gama GV2 para aplicaciones donde se requiere una protección a motores. Cada uno de ellos realiza una desconexión magnetotérmica en caso de sobreconsumo de algún equipo, de esta forma tenemos protegida la instalación en caso de falla en algún equipo.
Fabricante Referencia Rango
Protección Uds
GV2 Schneider-electric GV2ME013 0.1-0.16 A 1
GV2 Schneider-electric GV2ME04 0.4-0.63 A 1
GV2 Schneider-electric GV2ME06 1-1.6 A 11
GV2 Schneider-electric GV2ME07 1.6-2.5 A 6
GV2 Schneider-electric GV2ME08 2.5-4 A 5
GV2 Schneider-electric GV2ME10 4-6.3 A 1
GV2 Schneider-electric GV2ME16 9-14 A 1
Tabla 39.Elementos disyuntores
En la tabla 2 se muestran las especificaciones técnicas más relevantes de estos elementos de protección. Nombre del producto TeSys GV2 Nombre del dispositivo GV2ME Tipo de producto o
componente
Disyuntor
Aplicación Protección de motores Número de polos 3P Tipo de red CA Rango de ajustes de
protección térmica
1.6...2.5 A
Tipo de unidad de control Térmico-magnético Corriente de disparo
magnética
33.5 A
Altura 89 mm Anchura 45 mm Profundidad 78.2 mm Peso del producto 0.26 kg
Tabla 40. Especificaciones técnicas GV2. Figura 29. GV2
Todas las unidades de protección anteriormente mencionadas son los elementos destinados para realizar la protección a los motores que componen nuestra instalación. En la tabla 3 se exponen todos los elementos generales de la instalación.

Memoria descriptiva
Página 53
ZONA
MOTOR DISYUNTORES
FABRICANTE SIMBOLOGIA KW FABRICANTE SIMBOLOGIA REFERENCIA
RODILLOS L1 SIEMENS M1 0.75 SCNHEIDER-ELECTRIC QF1 GV2ME06
RODILLOS
TRANSFER L1 SIEMENS M2 0.75 SCNHEIDER-
ELECTRIC QF2 GV2ME06
RODILLOS 1
SALIDA
ENVOLVEDORA L3
SIEMENS M3 0.75 SCNHEIDER-ELECTRIC QF3 GV2ME06
RODILLAS 2
SALIDA
ENVOLVEDORA L3
BONFIGLIGIOLI M4 0.55 SCNHEIDER-ELECTRIC QF4 GV2ME06
RODILLOS
TRANSFER L3 SIEMENS M5 0.75 SCNHEIDER-
ELECTRIC QF5 GV2ME06
RODILLOS L2 SIEMENS M6 0.75 SCNHEIDER-ELECTRIC QF6 GV2ME06
RODILLOS
TRANSFER L2 SIEMENS M7 0.75 SCNHEIDER-
ELECTRIC QF7 GV2ME07
SUBIR/BAJAR
RODILLOS
TRANSFER L1
BONFIGLIGIOLI M8 0.55 SCNHEIDER-ELECTRIC QF8 GV2ME08
SUBIR/BAJAR
RODILLOS
TRANSFER L3
SIEMENS M9 0.55 SCNHEIDER-ELECTRIC QF9 GV2ME08
CADENAS
TRANSLACIÓN
LINEA 1 Y 3
SIEMENS M10 0.75 SCNHEIDER-ELECTRIC QF10 GV2ME07
CADENAS 1
ENTRADA
DESCENSOR
SIEMENS M11 0.75 SCNHEIDER-ELECTRIC QF11 GV2ME07
CADENAS 2
ENTRADA
DESCENSOR
SIEMENS M12 0.75 SCNHEIDER-ELECTRIC QF12 GV2ME07
CADENAS 3
ENTRADA
DESCENSOR
SIEMENS M13 0.75 SCNHEIDER-ELECTRIC QF13 GV2ME07
CADENAS 4
ENTRADA
DESCENSOR
SIEMENS M14 0.75 SCNHEIDER-ELECTRIC QF14 GV2ME07
CADENAS
TRANSFER
ENTRADA
DESCENSOR
SIEMENS M15 0.75 SCNHEIDER-ELECTRIC QF15 LP4K09-10BW3
RODILLOS
TRANSFER
ENTRADA
DESCENSOR
BONFIGLIGIOLI M16 0.55 SCNHEIDER-ELECTRIC
QF16A GV2ME04
QF16B GV2ME013
SUBIR/BAJAR
TRANSFER
ENTRADA
DESCENSOR
BONFIGLIGIOLI M17 0.55 SCNHEIDER-ELECTRIC QF17 GV2ME08
RODILLOS 1
DESCENSOR SIEMENS M18 0.75 SCNHEIDER-
ELECTRIC QF18 GV2ME06
RODILLOS 2
DESCENSOR SIEMENS M19 0.75 SCNHEIDER-
ELECTRIC QF19 GV2ME06
CENTRAL
HIDRAULICA SIEMENS M20 0.75 SCNHEIDER-
ELECTRIC QF20 GV2ME16
ACOMULACIÓN
SALIDA SIEMENS M21 0.75 SCNHEIDER-
ELECTRIC QF21 GV2ME10
CADENAS
ENTRADAS
DESCENSOR
SIEMENS M23 0.75 SCNHEIDER-ELECTRIC QF23 GV2ME06
RODILLOS SALIDA
DESCENSOR
TRAMO 1
SIEMENS M24 0.75 SCNHEIDER-ELECTRIC QF24 GV2ME06
RODILLOS
ETIQUETADORA
TRAMO 2
SIEMENS M25 0.75 SCNHEIDER-ELECTRIC QF25 GV2ME06
MARCHA
MOTORE/CONTAC
TOR GENERAL
SIEMENS MS1 0.75 SCNHEIDER-ELECTRIC QFS1 GV2ME06
Tabla 41. Elementos comunes

Memoria descriptiva
Página 54
2.8.2.7. Unidad de control (PLC)
La CPU de la instalación es del fabricante Siemens. Esta es de reducido tamaño pero de amplias prestaciones. El sistema de programación es la unidad maestra de nuestra instalación, de ella depende el correcto funcionamiento de todo el proceso. Esta destina unas entradas y salidas que se gestionan a nivel de software. Los módulos cumplen el cometido programado por la CPU. Detalle de las prestaciones más comunes.
Fabricante Referencia Uds.
CPU313C Siemens 6ES7313-5BG04-0AB0 1
Tabla 42. Descripción del sistema de control
Características técnicas:
Tensiones, intensidades
Tensión de alimentación (valor nominal) 24 V DC Consumo de corriente (valor nominal) 650 mA Potencia disipada, típ. 12 W
Memoria
Memoria de trabajo
Integrados 128 kB
Tamaño de la memoria remanente para bloques de datos remanentes, máx. 64 kB
Memoria de carga
Insertable (MMC), máx. 8 MB Bloques
Número de bloques (total) 1024 (DBs, FCs, FBs) El número máximo de bloques cargables puede verse reducido por la Micro Memory Card utilizada.
OB
Tamaño máx. 64 kB Número de OBs de ciclo libre 1 (OB 1) Número de OBs de alarma horaria 1 (OB 10) Número de OBs de alarma de retardo 2 (OB 20, 21) Número de OBs de alarma cíclica 4 (OB 32, 33, 34, 35) Número de OBs de alarma de proceso 1 (OB 40) Número de OBs de arranque 1 (OB 100) Número de OBs de error asíncrono 4 (OB 80, 82, 85, 87) Número de OBs de error síncrono 2 (OB 121, 122) por cada prioridad 16

Memoria descriptiva
Página 55
FB
Número máx. 1024 (en el rango numérico de 0 a 7999) Tamaño 64 kB
FC
Número máx. 1024 (en el rango numérico de 0 a 7999) Tamaño 64 kB
Áreas de direccionamiento (entradas y salidas)
Área de direccionamiento de periferia
Entradas 1024 bytes (de direccionamiento libre) Salidas 1024 bytes (de direccionamiento libre)
Canales digitales
Canales integrados (DI) 24 Canales integrados (DO) 16
Canales analógicos
Canales integrados (AI) 5 (4 x Tensión/intensidad, 1 x Resistencia)
Canales integrados (AO) 2 Soporta protocolo para PROFINET IO
N.º de interfaces PROFINET 1 1. Interfaz
Tipo de interfaz PROFINET Norma física Ethernet Número de puertos 3; RJ45
Dimensiones
Dimensiones de montaje A x A x P (mm) 120 x 125 x 130 Peso 660 g
Tabla 43. Dimensiones
Figura 30. CPU313C
Se adjunta manual de programación en carpeta anexo

Memoria descriptiva
Página 56
2.8.2.8. Módulos de entradas
En nuestro sistema programable se han destinado un total de 3 tarjetas de entradas con una capacidad cada una de ellas de 1 byte. El mapeo de entradas que tenemos es de 80 entradas digitales. Todas las tarjetas de entradas son del fabricante Siemens.
Fabricante Referencia Uds.
SM321
DI32 24V Siemens 6ES7321-1BL00-0AA0 2
SM321
DI16 24V Siemens 6ES7321-1BH02-0AA0
1
Tabla 44. Descripción de los módulos de entradas digitales.
Tensión de alimentación
24 V DC Sí Intensidad de entrada
De bus de fondo 3,3 V DC, máx. 10 mA De la tensión de alimentación L+, máx. dependiendo del sensor
Área de direcciones
Entradas digitales
Nº de entradas digitales 32 Tensión de entrada
para señal "0" -30 a +5 V para señal "1 13 a 30 V
Dimensiones
Ancho 40 mm Alto 125 mm Profundidad 120 mm
Pesos
Peso, aprox. 260 g Tabla 45. Características SM321 (DI32 24V) Figura 31. SM 321 (DI32 24V)

Memoria descriptiva
Página 57
Tensión de alimentación
24 V DC Sí Intensidad de entrada
De bus de fondo 3,3 V DC, máx. 10 mA De la tensión de alimentación L+, máx. dependiendo del sensor
Entradas digitales
Nº de entradas digitales 16 Tensión de entrada
para señal "0" -30 a +5 V para señal "1" 13 a 30 V
Dimensiones
Ancho 40 mm Alto 125 mm Profundidad 117 mm
Pesos
Peso, aprox. 200 g Tabla 46. Características SM321 (DI16 24V) Figura 32. SM 321 (DI16 24V)
2.8.2.9. Módulos de salidas
En nuestro sistema programable se han destinado un total de 4 tarjetas de salidas con una capacidad cada una de ellas de 1 byte. El mapeo de salidas que tenemos es de 64 salidas digitales. Todas las tarjetas de salidas son del fabricante Siemens.
Fabricante Referencia Uds.
SM 322
DO16 REL
AC120/230
Siemens 6ES7322-1HH01-0AA0 1
SM 322
DO16
DC24/0.5A
Siemens 6ES7322-1BH01-0AA0 3
Tabla 47. Descripción de los módulos de salida digital.

Memoria descriptiva
Página 58
Tensión de alimentación
Resistencia a tensiones en sentido inverso Sí
Tensión de carga L+
24 Vcc Intensidad de entrada
5 mA De bus de fondo 3,3 V DC, máx. 10 mA
Salidas digitales
Número de salidas 16 Protección contra cortocircuitos Sí
Intensidad de salida
para señal "1" valor nominal 0,5 A Dimensiones
Ancho 40 mm Alto 125 mm Profundidad 117 mm
Pesos
Peso, aprox. 250 g Tabla 48. Características SM322 DO 16 x Rel. AC 120/230 V Figura 33. SM 322 (DO 16 x Rel. AC 120/230 V)
Tensión de alimentación
Resistencia a tensiones en sentido inverso Sí
Tensión de carga L+
24 Vcc Intensidad de entrada
5 mA De bus de fondo 3,3 V DC, máx. 10 mA
Salidas digitales
Número de salidas 16 Intensidad de salida
para señal "1" valor nominal 0,5 A Dimensiones
Ancho 40 mm Alto 125 mm Profundidad 117 mm
Pesos
Peso, aprox. 190 g Tabla49. Características SM322 DO 16 x DC 24 V/ 0,5 A Figura 34. SM 322 (DO 16 x DC 24 V/ 0,5 A)

Memoria descriptiva
Página 59
2.8.2.10. Fuentes de alimentación
Se ha utilizado una fuente de alimentación SITOP de 24V/5A del fabricante Siemens. Este módulo está dispuesto en nuestra CPU para dar potencia a los diferentes módulos que componen nuestro sistema programable. Este módulo de alimentación se almacena en la imagen de entradas del proceso mediante los bytes de estado.
Fabricante Referencia SIMB Uds.
SITOP SMART
120 W FUENTE
ALIMENTACION
Siemens 6EP1333-2BA01 FUA1 1
Tabla 50. Descripción Fuente alimentación SITOP.
Datos técnicos
Producto SITOP smart Fuente de alimentación, tipo 24 V/5 A
Entrada
Entrada AC monofásica Tensión de alimentación/1/con AC/valor nominal 120 V
Tensión de alimentación/2/con AC/valor nominal 230 V
Frecuencia nominal de red/1 50 / 60 Hz Intensidad de entrada/con valor nominal de la tensión de entrada 120 V/valor nominal
2,1 A
Intensidad de entrada/con valor nominal de la tensión de entrada 230 V/valor nominal
1,15 A
Salida
Salida Tensión continua estabilizada y aislada galvánicamente
Tensión nominal Us nom DC 24 V Tolerancia total, estática ± 3% Intensidad nominal Ia nom 5 A Potencia activa entregada/típica 144 W
Rendimiento
Rendimiento con Ua nominal, Ia nominal, aprox. 87 %
Pérdidas con Ua nom, Ia nom, aprox. 17 W Mecánica
Ancho/de la caja 50 mm Altura/de la caja 125 mm Profundidad/de la caja 125 mm Peso aprox. 0,5 kg Tabla 51. Datos técnicos SITOP SMART 120W Figura 35. SITOP SMART 120W

Memoria descriptiva
Página 60
2.8.2.11. Transformador de maniobra
Se ha utilizado un transformador POLYLUX PD-500 conectado a la fuente de alimentación SITOP de 24V/5A del fabricante Siemens.
Fabricante Referencia Uds.
TRAFO
POLYLUX
PD500
POLYLUX PD-500 1
Tabla 52. Descripción Transformador.
Frecuencia 50 - 60 Hz Rigidez Dieléctrica entre Primario y
Secundario 4,6 KV
Rigidez Dieléctrica entre Primario y Masa 3,2 KV Rigidez Dieléctrica entre Secundario y Masa 2,5 KV Potencia ta = + 25 ºC (VA) 500 Potencia instantánea cos θ = 0,5 (VA) 1613 Tensión en vacío (Vo) 3.2 Pérdidas en vacío (Po) 13.9 Rendimiento (η ( * ) ) 92.4 Tensión de primario 230 / 400 / 460 Tensión de secundario 115 / 230 V
Dimensiones(mm)
A 136 B 162 C 156 D 145 E 104 ∅ 6 Peso (Kg) 5,8
Tabla 53. Datos técnicos POLYLUX PD 500
Figura 36. POLYLUX PD 500

Memoria descriptiva
Página 61
2.8.2.12. SIMATIC NET CP343-1 lean
Permite conectar el S7-300 industrial Ethernet y soporta PROFINET IO. Para la integración del CP en una línea o anillo, la conexión de otro dispositivo Ethernet o el uso de la redundancia de medios PROFINET.
Fabricante Referencia Uds.
SIMATIC NET
CP343-1 Lean SIEMENS 343-1CX10-0XE0 1
Tabla 54. Descripción Simatic Net
Conexión a Industrial Ethernet
Número 1 interfaz PROFINET con switch de 2 puertos Ejecución Conexión 2 conectores hembra RJ45 Velocidad de transmisión 10 / 100 Mbits/s
Datos eléctricos
Tensión de alimentación Fuente de alimentación externa 24 V DC Potencia real perdida 5,8 W
Diseño, dimensiones y peso
Formato del módulo Módulo compacto S7-300; ancho simple Peso Aprox. 220 g
Dimensiones (an x al x p) 40 x 125 x 120 mm
Tabla 55. Datos técnicos SIMATIC NET
Figura 37. SIMATIC NET

Memoria descriptiva
Página 62
2.8.2.13. Módulos de relés
En la instalación se han dispuesto un total de 21 relés. Los relés utilizados son del fabricante Omron. La elección de este tipo de relés es por su reducido tamaño, por su aspecto compacto y por su protección externa a partículas como el polvo que en nuestro caso siendo el sector de pastas y papel es necesario utilizar este tipo de elementos.
Fabricante Referencia Uds.
Módulos de relés Omron MY4IN 21 Tabla 56. Descripción de los módulos de relés.
Type Standart MY4IN Contacto 4PDT
Características Bobinas
Voltage 24 V Corriente 37.7 mA Resistencia 636 Ω Consumo 0.9 W
Características Contacto
Carga resistiva (cosφ = 1) 3 A, 250 VAC 3 A, 30 VDC
Voltaje de conmutación 250 VAC/125 VDC Intensidad de conmutación 5A Consumo de conmutación 1,250 VA/150 W
Características mecanicas
Peso Approx. 35 g Tabla 57. Datos técnicos Relé Omron
Figura 38. Maximun switch power Figura 39. Endurance Resitive Loads
Figura 40. Dimensions Figura 41. MY4IN

Memoria descriptiva
Página 63
2.8.2.14. Modulo pilz
El cuadro de mandos dispone de un sistema de seguridad programable del fabricante Pilz. Estos sistemas evitan los circuitos seriados de los elementos de seguridad los cuales dificultan la detección de fallos.
Fabricante Referencia Uds.
Pnoz E1P Pilz 774 130 1 Tabla 58. Descripción de los módulos de relés.
Type PNOZ E1P
Características Eléctricas
Voltaje 24V Tolerancia 80-125% Consumo 2W
Salidas 2 seguridad 1 auxiliar
Conmutación
Ua<26.5V; Salidas: 2A 50W Ua>26.5V: Salidas: 1.5A 40W
Características mecánicas
Dimensiones (HxWxD) 87x22.5x121mm Peso 170g
Taba 59. Hoja técnica pilz.
Figura 42. Diagrama interno. Figura 43. Pnoz E1P.

Memoria descriptiva
Página 64
2.8.2.15. Interruptores diferenciales
Se pone con el fin de proteger a las personas de las derivaciones causadas por faltas de aislamiento entre los conductores activos y tierra o masa de los aparatos.
Fabricante Referencia Uds.
C60N Merlín Gerin C4 1 C60N Merlín Gerin C6 1 C60N Merlín Gerin C63 1
Tabla 60. Descripción Interruptores.
tipo 1P Calibre In: 4 Tensión de empleo 240/440 V CA Tensión de impulso Uimp: 6 kV. Tensión de aislación Ui: 500 V.
Poder de corte: según IEC 60898
tensión (V) CA 230
PdC (Icn) (A) 6000 Poder de corte: según IEC 60947-2
tensión (V) CA 130
PdC (Icn) (A) 20 Peso (gr) 110
Taba 61. Especificaciones interruptores
Figura 44. Interruptor 1 polo.

Memoria descriptiva
Página 65
2.8.3. Programación del PLC
2.8.3.1. Grafcet 1r Nivel
A continuación se mostraran los grafcet de 1r nivel de cómo está estructurado el programa del PLC. Este apartado está dividido en Bloques de Funciones por cada parte de nuestra instalación. En los anexos se explicara con más detalle cada bloque del programa.
2.8.3.1.1. Diagrama funcionamiento general
OB100
COMPLETE
RESTART
OB121
PROGRAMA
ERROR
OB1
GENERAL
FB1
GENERAL
FB2
ALARMAS
FB10
MANUALES
FB11
SALIDA 1
FB12
SALIDA 2
FB13
SALIDA 3
FB14
CADENAS
ACUMULADO
FB15
DESCENSOR
FB16
SIGNALS
ROBOPACK
FB17
TRANSPORTE
WARAPPING
DB241
DATO WARNING
QR
DB11
TEMPORIZADOR
ES
DB251
ENVOLVEDURA
LEYENDA:
OB:BLOQUE DE ORGANIZACIÓN
FB:BLOQUE DE FUNCIÓN
DB: BLOQUE DE DATOS

Memoria descriptiva
Página 66
2.8.3.1.2. Grafcet General (FB1)
Ver en apartado planos apartado 4.8.1
2.8.3.1.3. Grafcet Alarmas y Fallos (FB2)
Ver en apartado planos apartado 4.8.2
2.8.3.1.4. Grafcet Manuales (FB10)
Ver en apartado planos apartado 4.8.3
2.8.3.1.5. Grafcet Salida L1 (FB11)
Ver en apartado planos apartado 4.8.4
2.8.3.1.6. Grafcet Salida L3 (FB12)
Ver en apartado planos apartado 4.8.5
2.8.3.1.7. Grafcet Salida L2 (FB13)
Ver en apartado planos apartado 4.8.6
2.8.3.1.8. Grafcet Cadenas Acumulación (FB14)
Ver en apartado planos apartado 4.8.7
2.8.3.1.9. Grafcet Descensor (FB15)
Ver en apartado planos apartado 4.8.8
2.8.3.1.10. Grafcet Signals Robopack (FB16)
Ver en apartado planos apartado 4.8.9
2.8.3.1.11. Grafcet Transporte Wrapping (FB17)
Ver en apartado planos apartado 4.8.10

Memoria descriptiva
Página 67
2.8.3.2. Tabla de Asignaciones
2.8.3.2.1. Salidas
Operando (símbolo) Bloque (símbolo)
A 8.0 (Piloto Emergencia) FB10 (FB10 Manuales) A 8.1 (Piloto Marcha Motores) FB10 (FB10 Manuales) A 8.2 (Piloto Marcha Automático) FB10 (FB10 Manuales) A 8.3 (Sirena) FB10 (FB10 Manuales) A 8.4 (Motor Rodillos L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 8.5 (Rodillos Transfer L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 8.6 (Motor RodSal RobopL3) FB10 (FB10 Manuales) A 8.7 (Motor Rodillos 2 L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.0 (Rodillos Transfer L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.1 (Motor Rodillos Linea 2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.2 (Motor Rodill TransfL2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.3 (Subir Transfer L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.4 (Bajar Transfer L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.5 (Subir Transfer L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.6 (Bajar Transfer L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.7 (Cadenas Transfer L1-L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.0 (Cad.1 Transfer L2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.1 (Cad. 2 Entrada Descensor) FB2 (FB2 Alarmas y Fallos) A 12.2 (Cadenas 3 Entrada Descen) FB2 (FB2 Alarmas y Fallos) FB16 (FB16 SIGNALS ROBOPACK) A 12.3 (Cadenas4 Entrada Descens) FB2 (FB2 Alarmas y Fallos) A 12.4 (Cadenas TransfEntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.5 (Rodillos Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.6 (SubRod Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.7 (BajRod Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales)

Memoria descriptiva
Página 68
A 13.0 (INICIO_CICLO_EAN) FB10 (FB10 Manuales) A 13.1 (Rod.2 Descensor) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 13.2 (Bomba Sub/Baj Elevad) FB10 (FB10 Manuales) A 13.3 (tram_final_sortida_palet) FB10 (FB10 Manuales) A 13.4 (EV Subir Transfer L2) FB2 FB2 (Alarmas y Fallos) FB10 (FB10 Manuales) A 13.5 (EV Bajar Transfer L2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 13.6 (EV Subir Elevador) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 13.7 (EV Bajar Elevador) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 16.0 (EV. Friccionad SalPalet) FB10 (FB10 Manuales) A 16.1 (EV Subir Cortafueg) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 16.2 (EV Bajar Cortafueg) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 16.3 (Orden Cerrar Puerta) FB10 (FB10 Manuales) A 16.4 (SCANER_LECT_QR) FB10 (FB10 Manuales) A 16.5 (Permiso Salir PalRobop) FB10 (FB10 Manuales) A 16.6 (Rodillos Salida Manual) FB10 (FB10 Manuales) A 16.7 (Rod.1 Descensor) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 17.0 (EV. Línea 2) FB10 (FB10 Manuales) A 17.1 (EV. Línea 1) FB10 (FB10 Manuales) A 17.5 (triqqer_etiquetado) FB10 (FB10 Manuales) A 17.6 (interconexion a robot l4) FB10 (FB10 Manuales) A 124.0 (Cad. 2 Entrada Genesis) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 124.1 (Cad Entrada/Salida Genes) FB10 (FB10 Manuales) FB16 (FB16 SIGNALS ROBOPACK) A 124.2 (Cadenas 4_salida_genesis) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 125.0 (transf_entrada_descen2) FB10 (FB10 Manuales) A 125.1 (tram_final_sortida_desce) FB10 (FB10 Manuales) A 125.2 (tram_final_etiquetadora) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 125.4 (-CONEYOR IN RUN-) FB16 (FB16 SIGNALS ROBOPACK) A 125.5 (--CYCLE START WRAPPING--) FB16 (FB16 SIGNALS ROBOPACK) AB 18 FB17 (TRANSPORTE WRAPPING)

Memoria descriptiva
Página 69
2.8.3.2.2. Entrada
Operando (símbolo) Bloque (símbolo)
E 0.0 (Alarma Termicos) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) E 0.1 (Pulsador MarchaAutomatic) FB1 (FB1 General) FB10 (FB10 Manuales) E 0.2 (PulsParo Automat) FB1 (FB1 General) E 0.3 (Marcha Motores) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) E 0.4 (CF1. Salida Palet L1) FB11 (FB11 Salida L1) E 0.5 (CF2. Salida Palet L1) FB11 (FB11 Salida L1) E 0.6 (CF1. Salida Palet L2) FB13 (FB13 Salida L2) E 0.7 (CF2. Salida Palet L2) FB13 (FB13 Salida L2) E 1.0 (CF1. Salida Palet L3) FB12 (FB12 Salida L3) E 1.1 (CF2. Salida Palet L3) FB12 (FB12 Salida L3) E 1.2 (Modulo Pilz) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) E 1.3 (Termicos Linea 1) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) E 1.4 (Reset Emergenc.) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) E 1.5 (FC. Transfer L1 Arriba) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) E 1.6 (FC. Transfer L1 Abajo) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) E 1.7 (FC. Elevador Abajo) FB1 (FB1 General) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 2.0 (CF. Transfer Sal.L1) FB11 (FB11 Salida L1) E 2.1 (SIGNAL_END_CYCLE) FB10 (FB10 Manuales) E 2.2 (Puls Subir Cortafueg) FB10 (FB10 Manuales) E 2.3 (Puls Bajar Cortafueg) FB10 (FB10 Manuales) E 2.4 (CF. Transfer Sal.L3) FB12 (FB12 Salida L3) E 2.5 (SIGNAL_ONLINE_EAN) FB10 (FB10 Manuales) E 2.7 (FC. Transfer L3 Abajo) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) E 3.0 (FC. Transfer L3 Arriba) FB10 (FB10 Manuales) FB12 (FB12 Salida L3) E 3.1 (Dt Transfer L2 Arriba) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB13 (FB13 Salida L2)

Memoria descriptiva
Página 70
E 3.2 (DT. Transfer L2 Abajo) FB2 (FB2 Alarmas y Fallos) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) E 3.3 (CF. Transfer Sal.L2) FB13 (FB13 Salida L2) E 3.4 (Puerta Cortafueg Abierta) FB10 (FB10 Manuales) E 3.5 (CF2 Cadenas 1) FB14 (FB14 Cadenas Acumul.) E 3.6 (CF1 Cadenas 2) FB14 (FB14 Cadenas Acumul.) E 3.7 (CF2 Cadenas 2) FB14 (FB14 Cadenas Acumul.) E 4.0 (CF1 Cadenas 3) FB14 (FB14 Cadenas Acumul.) E 4.1 (CF2 Cadenas 3) FB14 (FB14 Cadenas Acumul.) E 4.2 (CF1 Cadenas 4) FB14 (FB14 Cadenas Acumul.) E 4.3 (CF2 Cadenas 4) FB14 (FB14 Cadenas Acumul.) E 4.4 (Señal Contafueg) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB17 (TRANSPORTE WRAPPING) E 4.5 (RD Cortafuego Arriba) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) E 4.6 (RD Cortafuego Abajo) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) E 4.7 (CF1 TransfEntr Ascensor) FB14 (FB14 Cadenas Acumul.) E 5.0 (CF2 TransEntr Ascensor) FB14 (FB14 Cadenas Acumul.) E 5.1 (CFSeg TransfEntr Descen) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) E 5.2 (CFSeg Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.3 (CF1 Palet Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.4 (CF2 Palet Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.5 (FC Elevador Arriba) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.6 (FT2_etiquetadora_salida) FB2 (FB2 Alarmas y Fallos) FB15 (FB15 Descensor) E 5.7 (FT1_mesa_salida1_descens) FB10 (FB10 Manuales) E 6.0 (Puls. Subir Elevador) FB10 (FB10 Manuales) E 6.1 (Puls. Bajar Elevador) FB10 (FB10 Manuales) E 6.3 (ft_acum_Tramo_final) FB10 (FB10 Manuales) E 6.4 (FC.Transf EntrDes Arriba) FB10 (FB10 Manuales) FB15 (FB15 Descensor) FB17 (TRANSPORTE WRAPPING) E 6.5 (FCTransf EntrDescenAbajo) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) E 6.6 (CF.Palet Salida Manual) FB15 (FB15 Descensor) E 6.7 (CF. Segurid Basculant) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.)

Memoria descriptiva
Página 71
E 7.0 (Selector Aut/Man) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) E 7.1 (PulCad Transf EntrDesc) FB10 (FB10 Manuales) E 7.2 (PulRod Transf EntrDesc) FB10 (FB10 Manuales) E 7.3 (PSubRod Transf EntrDesc) FB10 (FB10 Manuales) E 7.4 (PBajRod Transf EntrDesc) FB10 (FB10 Manuales) E 7.5 (Puls.l Rodil.1 Descensor) FB10 (FB10 Manuales) E 7.6 (Puls. Rodil.2 Descensor) FB10 (FB10 Manuales) E 7.7 (ETIQUET_ONLINE) FB10 (FB10 Manuales) E 20.1 (AUTORIZACION TRANSF PAL) FB16 (FB16 SIGNALS ROBOPACK) E 20.2 (END WRAPPING) FB16 (FB16 SIGNALS ROBOPACK) E 20.3 (robopack_ok_para_bypass) FB16 (FB16 SIGNALS ROBOPACK) E 20.4 (PILZ ROBOPACK) FB16 (FB16 SIGNALS ROBOPACK) E 20.5 (FT1_etiquetadora_salida) FB15 (FB15 Descensor) E 20.6 (FT2_mesa_salida1_descen) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 20.7 (FT_acumulcion_salida_fin) FB10 (FB10 Manuales) E 126.0 (brazo atras_QR) FB10 (FB10 Manuales)

Memoria descriptiva
Página 72
2.9. Planificación A continuación se detalla el tiempo de cada tarea para la ejecución del proyecto.
Estas tareas se ejecutan con personal externo de la empresa para agilizar el montaje de la instalación. Se realizan los trabajos en 2 turnos de 8 horas cada uno de ellos. Los turnos están divididos por 2 eléctricos y 2 mecánicos.

Memoria descriptiva
Página 73
2.10. Orden de prioridad entre los documentos básicos
El orden de prioridad entre los documentos básicos en este proyecto será el siguiente:
Planos.
Anexos.
Memoria.
Mediciones.
Presupuesto.
Pliego de condiciones.
Vilaverd, 18 de julio de 2015
David López Puga
Firma.

3 Anexos
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2015

Anexos
Página 75
3.0. Índice Anexos
3 Anexos ................................................................................................................... 74 3.0. Índice Anexos ................................................................................................................... 75 3.1. Contenido ......................................................................................................................... 77
3.1.1. Documentación de partida ...................................................................................... 77 3.1.2. Diagrama general del funcionamiento de la instalación ........................................ 77 3.1.3. Configuración hardware del PLC ........................................................................... 78
3.2. Cálculos ............................................................................................................................ 79 3.2.1. Grafcet de 1r Nivel ................................................................................................. 79 3.2.1.1. Diagrama General ..................................................................................... 79
3.2.1.2. FB1 General .............................................................................................. 80 3.2.1.3. FB2 Alarmas y Fallos ................................................................................ 80 3.2.1.4. FB10 Manuales ......................................................................................... 80 3.2.1.5. FB11 Salida L1 .......................................................................................... 80 3.2.1.6. FB12 Salida L3 .......................................................................................... 80 3.2.1.7. FB13 Salida L2 .......................................................................................... 80 3.2.1.8. FB14 Cadenas Acumulación ..................................................................... 80 3.2.1.9. FB15 Descensor ........................................................................................ 80 3.2.1.10. FB16 Singnals Robopack ........................................................................ 80 3.2.1.11. FB17 Transporte Wrapping ..................................................................... 80 3.2.2. Bloque de Funciones (FB) ...................................................................................... 81
3.2.2.1. FB1 General .............................................................................................. 81 3.2.2.2. FB2 Alarmas y Fallos ................................................................................ 82 3.2.2.3. FB10 Manuales ......................................................................................... 82 3.2.2.4. FB11 Salida L1 .......................................................................................... 84 3.2.2.5. FB12 Salida L3 .......................................................................................... 84 3.2.2.6. FB13 Salida L2 .......................................................................................... 85 3.2.2.7. FB14 Cadenas Acumulación .................................................................... 86 3.2.2.8. FB15 Descensor ........................................................................................ 86 3.2.2.9. FB16 Signals Robopack ............................................................................ 87
3.2.2.10. FB17 Transporte Warpping ..................................................................... 87 3.2.3. Bloque de Organización (OB) ................................................................................ 88
3.2.3.1. OB1 General .............................................................................................. 88 3.2.3.2. OB100 Complete Restart .......................................................................... 88
3.2.3.3. OB121 Programa Error ............................................................................. 89 3.2.4. Bloque de Datos (DB) ............................................................................................ 89 3.2.4.1. DB11 Temporizadores .............................................................................. 89
3.2.4.2. DB241 Dato Warning QR ......................................................................... 89 3.2.4.3. DB251 Envolvedora .................................................................................. 89
3.2.5. Tabla de Asignaciones ........................................................................................... 90 3.2.5.1. Salidas ....................................................................................................... 90 3.2.5.2. Entradas ..................................................................................................... 92 3.2.5.3. Marcas ....................................................................................................... 94
3.2.5.4. Temporizadores ....................................................................................... 103
3.2.6. Programa GP-Pro EX (Pantalla Profece AGP3001) ............................................ 105
3.3. Anexo de aplicación ....................................................................................................... 106 3.3.1. Anexo de seguridad .............................................................................................. 106 3.3.1.1. Precauciones ............................................................................................ 106

Anexos
Página 76
3.3.1.2. Mapa de seguridad .................................................................................. 107 3.3.1.3. Estudio de riesgos y medidas de protección ............................................ 107 3.3.2. Anexo de mantenimiento ..................................................................................... 108 3.3.2.1. Precauciones para el mantenimiento ....................................................... 108 3.3.2.2. Medidas Preventivas ............................................................................... 108 3.3.2.3. Inspecciones de mantenimiento .............................................................. 109 3.3.2.4. Sistema de lubrificación central .............................................................. 110
3.4. Otros documentos .......................................................................................................... 111

Anexos
Página 77
3.1. Contenido
3.1.1. Documentación de partida
En este apartado disponemos la documentación de partida para la realización de este proyecto del programa del PLC. Para la realización de este hemos tenido en cuenta:
- Realización de un diagrama general del funcionamiento de nuestra instalación. - Configuración del Hardware del PLC. - Grafcet de cada Bloque de Función.
3.1.2. Diagrama general del funcionamiento de la instalación
PLC
Entrada pales Línea
1
Entrada pales Línea
2
Entrada pales Línea
3
Transfer Línea 1 Transfer Línea 2 Transfer Línea 3
Tramo de Cadenas 1
Tramo de Cadenas 2
Tramo de Cadenas 3
(Envolvedora)
Tramo de Cadenas 4
Transfer Entrada
Elevador
Elevador
Salida Elevador
Etiquetado del pale
Figura 1. Diagrama general de la instalación

Anexos
Página 78
3.1.3. Configuración hardware del PLC
En ella se muestra los elementos de control necesarios y el número y características de los módulos de entrada y salida que se precisan. En la siguiente figura 1 se muestran los elementos configurados para el funcionamiento de nuestra instalación.
- Primer lugar la CPU - A continuación los módulos de entradas y salidas junto con los módulos de
alimentación. - Por último el direccionamiento de las entradas y salidas.
Figura 2. Configuración Hardware

Anexos
Página 79
3.2. Cálculos
3.2.1. Grafcet de 1r Nivel
A continuación se mostraran los grafcet de 1r nivel de cómo está estructurado el programa del PLC. Este apartado está dividido en Bloques de Funciones por cada parte de nuestra instalación. En los anexos se explicara con más detalle cada bloque del programa.
3.2.1.1. Diagrama General
OB100
COMPLETE
RESTART
OB121
PROGRAMA
ERROR
OB1
GENERAL
FB1
GENERAL
FB2
ALARMAS
FB10
MANUALES
FB11
SALIDA 1
FB12
SALIDA 2
FB13
SALIDA 3
FB14
CADENAS
ACUMULADO
FB15
DESCENSOR
FB16
SIGNALS
ROBOPACK
FB17
TRANSPORTE
WARAPPING
DB241
DATO WARNING
QR
DB11
TEMPORIZADOR
ES
DB251
ENVOLVEDURA
LEYENDA:
OB:BLOQUE DE ORGANIZACIÓN
FB:BLOQUE DE FUNCIÓN
DB: BLOQUE DE DATOS

Anexos
Página 80
3.2.1.2. FB1 General
Ver en apartado planos apartado 4.8.1
3.2.1.3. FB2 Alarmas y Fallos
Ver en apartado planos apartado 4.8.2
3.2.1.4. FB10 Manuales
Ver en apartado planos apartado 4.8.3
3.2.1.5. FB11 Salida L1
Ver en apartado planos apartado 4.8.4
3.2.1.6. FB12 Salida L3
Ver en apartado planos apartado 4.8.5
3.2.1.7. FB13 Salida L2
Ver en apartado planos apartado 4.8.6
3.2.1.8. FB14 Cadenas Acumulación
Ver en apartado planos apartado 4.8.7
3.2.1.9. FB15 Descensor
Ver en apartado planos apartado 4.8.8
3.2.1.10. FB16 Singnals Robopack
Ver en apartado planos apartado 4.8.9
3.2.1.11. FB17 Transporte Wrapping
Ver en apartado planos apartado 4.8.10

Anexos
Página 81
3.2.2. Bloque de Funciones (FB)
Se han destinado una serie de bloques de función para la ejecución del proyecto. Con estos bloques se crea una arquitectura donde el programa va realizando las diferentes llamadas según el orden jerárquico que se ha configurado en OB1. Estas arquitecturas facilitan la compresión del programa y seguimiento para el usuario.
Figura 3. FB’s
En la carpeta de anexos se encuentra el programa completo, con la explicación de cada segmento y de todos los bloques de funciones realizados más detallado, estos documentos que se adjuntan están extraídos directamente del programa S7. En los siguientes apartados se explicaran brevemente la función de cada bloque utilizado y algún de algún segmento.
3.2.2.1. FB1 General
El primer bloque llamado por el OB1 es el FB1, denominado General. En este bloque
encontramos funciones generales de funcionamiento de la instalación. En el programa se describen segmento a segmento cuales son las funciones que se han programado.
Las condiciones de emergencia. Condición de marcha automático. Condición de paro.
Figura 4. Auxiliar Paros
Condiciones Selección salida manual. Condiciones Selección 2 pales al elevador.

Anexos
Página 82
3.2.2.2. FB2 Alarmas y Fallos
El FB2 contiene las operaciones lógicas para la detección de fallos que se producen en la instalación. Estas Alarmas son:
Alarma Térmicos Motores. Alarma Térmicos Excesivo Transfer L1. Alarma Térmico Excesivo Transfer L3.
Figura 5. Temporizador Transfer L3
Figura 6. Alarma Tiempo Exceso Transfer L3
Alarma Térmico Excesivo Transfer L2. Alarma Térmico Excesivo Transfer Entrada Descensor. Alarma Térmico Excesivo Subir/Bajar Cortafuego. Alarma Térmico Excesivo Cadenas Transfer L1-L3. Alarma Zona Descensor. Alarma Zona Entrada Ascensor. Alarma Dato Warning QR.
3.2.2.3. FB10 Manuales
Para facilitar la comprensión del técnico de mantenimiento y seguir un criterio de programación óptimo, se introducen aquí todas las salidas que activan motores, válvulas o otros elementos, en caso de fallo de algún elemento el técnico de mantenimiento puede visualizar este bloque y asimilar donde está el problema. También se han introducido las acciones manuales.

Anexos
Página 83
El orden establecido en este FB es el siguiente:
De los segmentos del 1 al 9 se establecen las acciones que hay que hacer para el etiquetado y el escáner QR en la zona de salida del descensor.
Después tenemos los pilotes de emergencia, marcha motores, marcha automático y la sirena son segmentos del 10 al 13.
Los segmentos 14 y 15 son las electroválvulas de las líneas 1 y 2. Motores y rodillos de entrada de la línea 1 segmentos del 16 al 18. Motores y rodillos de entrada de la línea 3 segmentos del 19 al 22. Motores y rodillos de entrada de la línea 2 segmentos del 23 al 24.
Figura 7. Motor Rodillos Transfer Línea 2
Segmentos 25 y 26 subir y bajar transfer línea 1. Segmentos 27 y 28 subir y bajar transfer línea 3. Segmentos del 29 al 31 subir y bajar transfer línea 2 y la electroválvula. Segmentos 32 y 33 cadenas transferes 1 2 y 3. Segmentos del 34 al 36 tramos de cadenas 1 al 4. Cadenas y rodillos del transfer entrada descensor segmentos del 37 y 39. Subir y bajar transfer entrada descensor segmentos 40 y 41.
Figura 8. Subir Rodillos Transfer Entrada Descensor
Segmentos 42 y 43 rodillos 1 y 2 del descensor. Segmentos del 44 al 50 motores de cintas de la salida del elevador. Segmentos del 51 al 55 subir y bajar elevador. Segmentos del 56 al 57 etiquetado y tramo final. Segmentos del 58 al 61 subir bajar y electroválvulas del cortafuegos. Segmento 62 bomba subir y bajar elevador.

Anexos
Página 84
3.2.2.4. FB11 Salida L1
En este bloque se definen las condiciones y la posición del transfer de la Línea 1 y activaciones de los motores par que el pale llegue al primer tramo de las cadenas para la envolvedora. El bloque está dividido en:
Célula de presencia 1 Salida Pale Línea 1. Célula de presencia 2 Salida Pale Línea 1. Célula de presencia Transfer Línea 1. Pale a Rodillos Salida Línea 1. Pale en Rodillos Salida Línea 1. Pale a Transfer Salida Línea 1. Pale en Transfer Línea 1. Bajar Transferes L1-L3-L2.
Figura 9. Bajar Transferes L1-L3-L2
Transferes Abajo Envío Línea 1. Pale en Tramo de Cadenas 1.
3.2.2.5. FB12 Salida L3
En este bloque se definen las condiciones y la posición del transfer de la Línea 3 y activaciones de los motores par que el pale llegue al primer tramo de las cadenas para la envolvedora. El bloque está dividido en:
Célula de presencia 1 Salida Pale Línea 3. Célula de presencia 2 Salida Pale Línea 3. Célula de presencia Transfer Línea 3. Pale a Rodillos Salida Línea 3. Pale en Rodillos Salida Línea 3. Pale a Transfer Salida Línea 3. Pale en Transfer Línea 3. Bajar Transferes L3-L2.

Anexos
Página 85
Figura 10. Bajar Transferes L3-L2
Transferes Abajo Envío Línea 3. Pale en Tramo de Cadenas 1.
3.2.2.6. FB13 Salida L2
En este bloque se definen las condiciones y la posición del transfer de la Línea 2 y activaciones de los motores par que el pale llegue al primer tramo de las cadenas para la envolvedora. El bloque está dividido en:
Célula de presencia 1 Salida Pale Línea 2. Célula de presencia 2 Salida Pale Línea 2. Célula de presencia Transfer Línea 2. Pale a Rodillos Salida Línea 2. Pale en Rodillos Salida Línea 2. Pale a Transfer Salida Línea 2. Pale en Transfer Línea 2. Bajar Transferes L2.
Figura 11. Bajar Transferes L2
Transferes Abajo Envío Línea 2. Pale en Tramo de Cadenas 1.

Anexos
Página 86
3.2.2.7. FB14 Cadenas Acumulación
En este bloque se definen las condiciones con temporizadores para detectar si hay pale en acumulación en cada etapa del transporte del pale. En la etapa del tramo en los 4 tramos de cadenas y la posición del transfer del descensor El bloque está dividido en:
Célula de presencia 2 Tramo Cadenas 1. Célula de presencia 1 Tramo Cadenas 2. Célula de presencia 2 Tramo Cadenas 2. Célula de presencia 1 Tramo Cadenas 3. Célula de presencia 2 Tramo Cadenas 3. Célula de presencia 1 Tramo Cadenas 4. Célula de presencia 2 Tramo Cadenas 4. Célula de presencia 1 Transfer antes Ascensor. Célula de presencia 2 Transfer antes Ascensor. Pale a Cadenas 2.1. Pale en Cadenas 2.1. Pale a Cadenas 2.2. Pale en Cadenas 2.2. Pale a Cadenas 3. Pale en Cadenas 3. Pale 1 a Cadenas 4. Pale 1 en Cadenas 4. Pale 2 a Cadenas 4. Pale 2 en Cadenas. 2 Pales a Cadenas 4.
Figura 12. 2 Pales a tramo cadenas 4
2 Pales en Cadenas 4. Pale a Transfer entrada Ascensor. Pale en Transfer entrada Ascensor. Pale Rodillos 1 Descensor.

Anexos
Página 87
3.2.2.8. FB15 Descensor
En este bloque se definen las condiciones del descensor y el etiquetado de pales con temporizadores para que suene la alarma en caso de que se pueda mover el pale y no se mueva
En los primeros segmentos ponemos condiciones de tiempos con temporizadores; como en el pale en el descensor, la transferencia a la entrada del elevador, la presencia de pales en el descensor, la salida del descensor para el etiquetado, la salida en manual y las condiciones para el etiquetado del pale.
Se activan los motores de transferencia a la entrada del elevador. Se pone el primer pale en la mesa del elevador. Se pone el segundo pale en la mesa del elevador. Una vez haiga dos pales en la mesa del descensor el elevador baja.
Figura 13. Bajar Ascensor
Sale el primer pale. Sale el segundo pale. Una vez se ha salido el segundo pale el elevador sube. Pale en salida manual del descensor.
3.2.2.9. FB16 Signals Robopack
Aquí ponemos las condiciones para que la robopack Hs-50 pueda empezar a envolver el pale.
3.2.2.10. FB17 Transporte Warpping
Activa los motores del tramo de cadenas para el envuelto de los pales.
Primero activa el motor del tramo 1 de cadenas hacia el tramo 2. Después desde el tramo dos a la zona de la envolvedora. La zona de la envolvedora es el tramo 3 una vez allí se inicia el envuelto del pale Se miran los datos del DB251 para saber el programa de envuelto se ha utilizado, para
el etiquetaje de los pales. Una vez envuelto se pone en marcha el tramo 3 de cadenas hacia el tramo 4 de
cadenas zona de la salida de la envolvedora.

Anexos
Página 88
3.2.3. Bloque de Organización (OB)
También hemos dispuesto de unos bloques de organización (OB) constituyen el interface entre el sistema operativo y el programa de usuario. Son llamados por el sistema operativo y controlan el procesamiento cíclico y controlado por alarmas del programa, el comportamiento de arranque del sistema de automatización y el tratamiento de los errores. Programando los bloques de organización se define el comportamiento de la CPU. Los bloques de organización que hemos utilizado son:
Figura 2. OB’s
3.2.3.1. OB1 General
En este bloque se declaran las funciones de bloques, que hemos creado.
El sistema operativo llama cíclicamente al OB 1 y arranca la ejecución cíclica del programa de usuario.
La ejecución cíclica se programa escribiendo el programa de usuario con STEP 7 en el OB 1 y en los bloques allí llamados.
La ejecución cíclica del programa comienza tan pronto el programa de arranque sea finalizado sin errores.
3.2.3.2. OB100 Complete Restart
Antes de que la CPU comience, tras la conexión, a ejecutar el programa de usuario, se ejecuta un programa de arranque. En el programa de arranque se pueden definir determinados preajustes para el programa cíclico a través de la programación de OB de arranque.
Se ejecuta el programa en el OB de arranque OB 100 para rearranque completo (en caliente).
No es posible la ejecución de programa controlada por tiempo o por alarmas
Se actualizan los temporizadores

Anexos
Página 89
3.2.3.3. OB121 Programa Error
El sistema operativo de la CPU llama el OB 121 cuando ocurre un error de programación, como p. ej., cuando
no existen temporizadores direccionados el bloque llamado no está cargado
3.2.4. Bloque de Datos (DB)
También hemos dispuesto de unos bloques de datos (DB). Sirven para depositar datos de usuario, es decir que los bloques de datos contienen datos variables con los que trabaja el programa de usuario. Los bloques de datos globales contienen datos de usuario utilizables desde otros bloques.
Figura 3. DB’s
3.2.4.1. DB11 Temporizadores
En este bloque se guardan los valores de los temporizadores utilizados en este proyecto. Después a través de la pantalla táctil instalada como hay una comunicación entre la pantalla y la CPU se pueden cambiar los valores de cada temporizador.
3.2.4.2. DB241 Dato Warning QR
Este bloque guarda los valores del escáner QR en caso que detectara un error
3.2.4.3. DB251 Envolvedora
En este bloque están los programas para el tipo de envuelto que se le hace al pele y para el etiquetado.

Anexos
Página 90
3.2.5. Tabla de Asignaciones
En los anexos del CD, se adjunta una tabla resumen de las entradas, salidas, marcas y temporizadores usados.
3.2.5.1. Salidas
Operando (símbolo) Bloque (símbolo)
A 8.0 (Piloto Emergencia) FB10 (FB10 Manuales) A 8.1 (Piloto Marcha Motores) FB10 (FB10 Manuales) A 8.2 (Piloto Marcha Automático) FB10 (FB10 Manuales) A 8.3 (Sirena) FB10 (FB10 Manuales) A 8.4 (Motor Rodillos L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 8.5 (Rodillos Transfer L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 8.6 (Motor RodSal RobopL3) FB10 (FB10 Manuales) A 8.7 (Motor Rodillos 2 L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.0 (Rodillos Transfer L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.1 (Motor Rodillos Linea 2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.2 (Motor Rodill TransfL2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.3 (Subir Transfer L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.4 (Bajar Transfer L1) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.5 (Subir Transfer L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.6 (Bajar Transfer L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 9.7 (Cadenas Transfer L1-L3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.0 (Cad.1 Transfer L2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.1 (Cad. 2 Entrada Descensor) FB2 (FB2 Alarmas y Fallos) A 12.2 (Cadenas 3 Entrada Descen) FB2 (FB2 Alarmas y Fallos) FB16 (FB16 SIGNALS ROBOPACK) A 12.3 (Cadenas4 Entrada Descens) FB2 (FB2 Alarmas y Fallos) A 12.4 (Cadenas TransfEntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.5 (Rodillos Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales)

Anexos
Página 91
A 12.6 (SubRod Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 12.7 (BajRod Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 13.0 (INICIO_CICLO_EAN) FB10 (FB10 Manuales) A 13.1 (Rod.2 Descensor) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 13.2 (Bomba Sub/Baj Elevad) FB10 (FB10 Manuales) A 13.3 (tram_final_sortida_palet) FB10 (FB10 Manuales) A 13.4 (EV Subir Transfer L2) FB2 FB2 (Alarmas y Fallos) FB10 (FB10 Manuales) A 13.5 (EV Bajar Transfer L2) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 13.6 (EV Subir Elevador) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 13.7 (EV Bajar Elevador) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 16.0 (EV. Friccionad SalPalet) FB10 (FB10 Manuales) A 16.1 (EV Subir Cortafueg) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 16.2 (EV Bajar Cortafueg) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 16.3 (Orden Cerrar Puerta) FB10 (FB10 Manuales) A 16.4 (SCANER_LECT_QR) FB10 (FB10 Manuales) A 16.5 (Permiso Salir PalRobop) FB10 (FB10 Manuales) A 16.6 (Rodillos Salida Manual) FB10 (FB10 Manuales) A 16.7 (Rod.1 Descensor) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 17.0 (EV. Línea 2) FB10 (FB10 Manuales) A 17.1 (EV. Línea 1) FB10 (FB10 Manuales) A 17.5 (triqqer_etiquetado) FB10 (FB10 Manuales) A 17.6 (interconexion a robot l4) FB10 (FB10 Manuales) A 124.0 (Cad. 2 Entrada Genesis) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 124.1 (Cad Entrada/Salida Genes) FB10 (FB10 Manuales) FB16 (FB16 SIGNALS ROBOPACK) A 124.2 (Cadenas 4_salida_genesis) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 125.0 (transf_entrada_descen2) FB10 (FB10 Manuales) A 125.1 (tram_final_sortida_desce) FB10 (FB10 Manuales) A 125.2 (tram_final_etiquetadora) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) A 125.4 (-CONEYOR IN RUN-) FB16 (FB16 SIGNALS ROBOPACK) A 125.5 (--CYCLE START WRAPPING--) FB16 (FB16 SIGNALS ROBOPACK) AB 18 FB17 (TRANSPORTE WRAPPING)

Anexos
Página 92
3.2.5.2. Entradas
Operando (símbolo) Bloque (símbolo)
E 0.0 (Alarma Termicos) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) E 0.1 (Pulsador MarchaAutomatic) FB1 (FB1 General) FB10 (FB10 Manuales) E 0.2 (PulsParo Automat) FB1 (FB1 General) E 0.3 (Marcha Motores) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) E 0.4 (CF1. Salida Palet L1) FB11 (FB11 Salida L1) E 0.5 (CF2. Salida Palet L1) FB11 (FB11 Salida L1) E 0.6 (CF1. Salida Palet L2) FB13 (FB13 Salida L2) E 0.7 (CF2. Salida Palet L2) FB13 (FB13 Salida L2) E 1.0 (CF1. Salida Palet L3) FB12 (FB12 Salida L3) E 1.1 (CF2. Salida Palet L3) FB12 (FB12 Salida L3) E 1.2 (Modulo Pilz) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) E 1.3 (Termicos Linea 1) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) E 1.4 (Reset Emergenc.) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) E 1.5 (FC. Transfer L1 Arriba) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) E 1.6 (FC. Transfer L1 Abajo) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) E 1.7 (FC. Elevador Abajo) FB1 (FB1 General) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 2.0 (CF. Transfer Sal.L1) FB11 (FB11 Salida L1) E 2.1 (SIGNAL_END_CYCLE) FB10 (FB10 Manuales) E 2.2 (Puls Subir Cortafueg) FB10 (FB10 Manuales) E 2.3 (Puls Bajar Cortafueg) FB10 (FB10 Manuales) E 2.4 (CF. Transfer Sal.L3) FB12 (FB12 Salida L3) E 2.5 (SIGNAL_ONLINE_EAN) FB10 (FB10 Manuales) E 2.7 (FC. Transfer L3 Abajo) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) E 3.0 (FC. Transfer L3 Arriba) FB10 (FB10 Manuales) FB12 (FB12 Salida L3) E 3.1 (Dt Transfer L2 Arriba) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB13 (FB13 Salida L2)

Anexos
Página 93
E 3.2 (DT. Transfer L2 Abajo) FB2 (FB2 Alarmas y Fallos) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) E 3.3 (CF. Transfer Sal.L2) FB13 (FB13 Salida L2) E 3.4 (Puerta Cortafueg Abierta) FB10 (FB10 Manuales) E 3.5 (CF2 Cadenas 1) FB14 (FB14 Cadenas Acumul.) E 3.6 (CF1 Cadenas 2) FB14 (FB14 Cadenas Acumul.) E 3.7 (CF2 Cadenas 2) FB14 (FB14 Cadenas Acumul.) E 4.0 (CF1 Cadenas 3) FB14 (FB14 Cadenas Acumul.) E 4.1 (CF2 Cadenas 3) FB14 (FB14 Cadenas Acumul.) E 4.2 (CF1 Cadenas 4) FB14 (FB14 Cadenas Acumul.) E 4.3 (CF2 Cadenas 4) FB14 (FB14 Cadenas Acumul.) E 4.4 (Señal Contafueg) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB17 (TRANSPORTE WRAPPING) E 4.5 (RD Cortafuego Arriba) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) E 4.6 (RD Cortafuego Abajo) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) E 4.7 (CF1 TransfEntr Ascensor) FB14 (FB14 Cadenas Acumul.) E 5.0 (CF2 TransEntr Ascensor) FB14 (FB14 Cadenas Acumul.) E 5.1 (CFSeg TransfEntr Descen) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) E 5.2 (CFSeg Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.3 (CF1 Palet Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.4 (CF2 Palet Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.5 (FC Elevador Arriba) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 5.6 (FT2_etiquetadora_salida) FB2 (FB2 Alarmas y Fallos) FB15 (FB15 Descensor) E 5.7 (FT1_mesa_salida1_descens) FB10 (FB10 Manuales) E 6.0 (Puls. Subir Elevador) FB10 (FB10 Manuales) E 6.1 (Puls. Bajar Elevador) FB10 (FB10 Manuales) E 6.3 (ft_acum_Tramo_final) FB10 (FB10 Manuales) E 6.4 (FC.Transf EntrDes Arriba) FB10 (FB10 Manuales) FB15 (FB15 Descensor) FB17 (TRANSPORTE WRAPPING) E 6.5 (FCTransf EntrDescenAbajo) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) E 6.6 (CF.Palet Salida Manual) FB15 (FB15 Descensor) E 6.7 (CF. Segurid Basculant) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.)

Anexos
Página 94
E 7.0 (Selector Aut/Man) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) E 7.1 (PulCad Transf EntrDesc) FB10 (FB10 Manuales) E 7.2 (PulRod Transf EntrDesc) FB10 (FB10 Manuales) E 7.3 (PSubRod Transf EntrDesc) FB10 (FB10 Manuales) E 7.4 (PBajRod Transf EntrDesc) FB10 (FB10 Manuales) E 7.5 (Puls.l Rodil.1 Descensor) FB10 (FB10 Manuales) E 7.6 (Puls. Rodil.2 Descensor) FB10 (FB10 Manuales) E 7.7 (ETIQUET_ONLINE) FB10 (FB10 Manuales) E 20.1 (AUTORIZACION TRANSF PAL) FB16 (FB16 SIGNALS ROBOPACK) E 20.2 (END WRAPPING) FB16 (FB16 SIGNALS ROBOPACK) E 20.3 (robopack_ok_para_bypass) FB16 (FB16 SIGNALS ROBOPACK) E 20.4 (PILZ ROBOPACK) FB16 (FB16 SIGNALS ROBOPACK) E 20.5 (FT1_etiquetadora_salida) FB15 (FB15 Descensor) E 20.6 (FT2_mesa_salida1_descen) FB10 (FB10 Manuales) FB15 (FB15 Descensor) E 20.7 (FT_acumulcion_salida_fin) FB10 (FB10 Manuales) E 126.0 (brazo atras_QR) FB10 (FB10 Manuales)
3.2.5.3. Marcas
Operando (símbolo) Bloque (símbolo) M 0.4 (AuxCF1 Salida Palet L1) FB11 (FB11 Salida L1) M 0.5 (AuxCF2 Salida Palet L1) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) M 0.6 (AuxCF1 Salida Palet L2) FB13 (FB13 Salida L2) M 0.7 (AuxCF2 Salida Palet L2) FB10 (FB10 Manuales) FB13 (FB13 Salida L2) M 1.0 (AuxCF1 Salida Palet L3) FB10 (FB10 Manuales) FB12 (FB12 Salida L3) M 1.1 (AuxCF2 Salida Palet L3) FB10 (FB10 Manuales) FB12 (FB12 Salida L3) M 1.2 (Auc FC1 antes desc) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 1.3 (Marcha Bajar Transfer L3) FB17 (TRANSPORTE WRAPPING) M 2.1 (AuxCF Transfer Sal.L1) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 2.5 (AuxCF Transfer Sal.L3) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 3.3 (AuxCF Transfer Sal.L2) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2)

Anexos
Página 95
M 3.5 (Aux.CF2 Cadenas 1) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) FB14 (FB14 Cadenas Acumul.) FB17 (TRANSPORTE WRAPPING) M 3.6 (Aux CF1 Cadenas 2) FB14 (FB14 Cadenas Acumul.) FB17 (TRANSPORTE WRAPPING) M 3.7 (Aux CF2 Cadenas 2) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB17 (TRANSPORTE WRAPPING) M 4.0 (Aux CF1 Cadenas 3) FB14 (FB14 Cadenas Acumul.) FB16 (FB16 SIGNALS ROBOPACK) FB17 (TRANSPORTE WRAPPING) M 4.1 (Aux CF2 Cadenas 3) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB17 (TRANSPORTE WRAPPING) M 4.2 (Aux CF1 Cadenas 4) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) FB17 (TRANSPORTE WRAPPING) M 4.3 (Aux CF2 Cadenas 4) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) FB17 (TRANSPORTE WRAPPING) M 4.7 (AuxCF1 TransEntr Ascen) FB14 (FB14 Cadenas Acumul.) M 5.0 (AuxCF2 TransEntr Ascen) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) FB17 (TRANSPORTE WRAPPING) M 5.1 (AuxCFSeg TrEntr Descen) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 5.2 (AuxCF Seg Descensor) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 5.3 (AuxCF1 Palet Descensor) FB15 (FB15 Descensor) M 5.4 (AuxCF2 Palet Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 5.5 (AUX IMPULSO M5.5) FB10 (FB10 Manuales) M 5.6 (fc_presen_pal_sal_desc) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 5.7 (AuxCFTram Salida Descens) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 6.6 (AuxCF Salida Manual) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 6.7 (PANT_ETIQ_EAN_ON) FB10 (FB10 Manuales) M 7.0 (AUX_ONLINE_EAN) FB10 (FB10 Manuales) M 7.1 (AUX_FIN_CICLO_ETQUET_NA9) FB10 (FB10 Manuales)

Anexos
Página 96
M 7.2 (AUX IMPULSO M7.2) FB10 (FB10 Manuales) M 7.3 (salida pal_descen_x_etiq) FB10 (FB10 Manuales) M 7.4 (CICLO_ETIQU_EAN128) FB10 (FB10 Manuales) M 7.5 (AUX_INICIO_CICLO_EAN) FB10 (FB10 Manuales) M 8.0 (Selec. Salida Manual) FB1 (FB1 General) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 8.1 (Selecion 2 Palet Descen) FB1 (FB1 General) FB15 (FB15 Descensor) M 8.2 (AUX_SCANER_LEC_QR) FB10 (FB10 Manuales) M 8.3 (fallo lectura QR) FB10 (FB10 Manuales) M 9.0 (filtrat_e5.6) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 10.0 (Sub/Baj Transfer L2) FB10 (FB10 Manuales) M 10.1 (Sub/Baj Cortafueg) FB10 (FB10 Manuales) M 10.2 (Sub/Baj Fricc. SalPalet) FB10 (FB10 Manuales) M 11.0 (habilita etiquet_online) FB10 (FB10 Manuales) M 11.1 (autorizacion_etiquetado) FB10 (FB10 Manuales) M 11.2 (paro palet en unitrech) FB10 (FB10 Manuales) M 11.3 (pal_zona_anetrior_etique) FB10 (FB10 Manuales) M 11.4 (aux_disparo) FB10 (FB10 Manuales) FB12 (FB12 Salida L3) M 11.5 (palet_listo_para_etiquet) FB10 (FB10 Manuales) M 11.7 (PANT_ETIQ_QR_ON) FB10 (FB10 Manuales) M 12.0 (AUX IMPULSO M12.0) FB10 (FB10 Manuales) M 15.1 (bypass_robopack) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) FB16 (FB16 SIGNALS ROBOPACK) FB17 (TRANSPORTE WRAPPING) M 16.0 (AUX_AUTORIZ_TRANS_PAL) FB10 (FB10 Manuales) FB16 (FB16 SIGNALS ROBOPACK) M 16.1 (AUX_END_WRAPPING) FB16 (FB16 SIGNALS ROBOPACK) FB17 (TRANSPORTE WRAPPING) M 16.2 (SEGURIDAD ELEC ROBOPACK) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB16 (FB16 SIGNALS ROBOPACK) M 17.0 (Pal_in_wrapping_o_transi) FB17 (TRANSPORTE WRAPPING) M 17.1 (seguridades_ok_para_bypa) FB10 (FB10 Manuales) FB16 (FB16 SIGNALS ROBOPACK) M 18.0 (AUX CONEYOR IN RUN) FB16 (FB16 SIGNALS ROBOPACK) M 18.1 (RET_POS_PAL_IN_ROB) FB16 (FB16 SIGNALS ROBOPACK) M 19.0 (PANT_RESET_PAL) FB17 (TRANSPORTE WRAPPING) M 20.0 (AUX_CAD_1_TO_CAD_2) FB10 (FB10 Manuales) FB13 (FB13 Salida L2) FB17 (TRANSPORTE WRAPPING) M 20.1 (FIN_TRANSF_CAD_1-2) FB17 (TRANSPORTE WRAPPING)

Anexos
Página 97
M 20.2 (AUX_CAD_2_HACIA_ROBO) FB10 (FB10 Manuales) FB17 (TRANSPORTE WRAPPING) M 20.3 (FIN_TRANSF_CAD_2 A ROB) FB17 (TRANSPORTE WRAPPING) M 20.4 (AUX_CAD_3_HACIA_ROBO) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB17 (TRANSPORTE WRAPPING) M 20.5 (INICIO ENBOLVEDURA) FB2 (FB2 Alarmas y Fallos) FB16 (FB16 SIGNALS ROBOPACK) FB17 (TRANSPORTE WRAPPING) M 20.6 (FTC_FINT_C1) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 21.0 (AUX.CAD.3 SALIDA ROBOPAC) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB16 (FB16 SIGNALS ROBOPACK) FB17 (TRANSPORTE WRAPPING) M 21.1 (FIN_SALIDA_EMBOLVEDORA) FB17 (TRANSPORTE WRAPPING) M 21.2 (AUX.CAD.4-SALIDA ROBOPA) FB10 (FB10 Manuales) FB17 (TRANSPORTE WRAPPING) M 21.3 (FIN_TRANSF CAD.3-4) FB17 (TRANSPORTE WRAPPING) M 21.4 (AUX_PALE_TRANSF_DESCENSO) FB15 (FB15 Descensor) M 21.5 (palé en zona salida robo) FB17 (TRANSPORTE WRAPPING) M 21.6 (FTC_20.5_INICIO_C2) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 21.7 (AUX CAD 4-AFTER WARPPING) FB10 (FB10 Manuales) FB17 (TRANSPORTE WRAPPING) M 23.0 (AUX_MOTOR C1_ON) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 23.1 (AUX_MOTOR C1_OFF) FB10 (FB10 Manuales) M 23.2 (AUX_MOTOR_C1+C2_ON) FB10 (FB10 Manuales) M 23.3 (AUX_MOTOR_C1+C2_OFF) FB10 (FB10 Manuales) M 23.4 (AUX_MOTOR_C2_ON) FB10 (FB10 Manuales) M 23.5 (AUX_MOTOR_C2_OFF) FB10 (FB10 Manuales) M 25.6 (FTC_E5.6_FIN_C2) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 29.0 (Aux Robo Run) FB16 (FB16 SIGNALS ROBOPACK) M 50.0 (Palet a Rodillos Sal.L1) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) M 50.1 (Palet en Rodillos Sal.L1) FB11 (FB11 Salida L1) M 50.2 (Palet a Transfer Sal.L1) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB13 (FB13 Salida L2) M 50.3 (Palet en Transfer Sal.L1) FB11 (FB11 Salida L1) M 50.4 (Bajar Transfers L1-L3-L2) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 50.5 (Palet de L1 en Cadenas 1) FB11 (FB11 Salida L1)

Anexos
Página 98
M 50.6 (Transfs Abajo Envio L1) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) M 55.0 (AUX_FC_ASCENS_ARRIBA) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 60.0 (Palet a Rodillos Sal.L3) FB10 (FB10 Manuales) FB12 (FB12 Salida L3) M 60.1 (Palet en Rodillos Sal.L3) FB12 (FB12 Salida L3) M 60.2 (Palet a Transfer Sal.L3) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 60.3 (Palet en Transfer Sal.L3) FB12 (FB12 Salida L3) M 60.4 (Bajar Transfers L3-L2) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 60.5 (Palet de L3 en Cadenas 1) FB12 (FB12 Salida L3) M 60.6 (Transfs Abajo Envio L3) FB10 (FB10 Manuales) FB12 (FB12 Salida L3) M 62.0 (Palet a RodSal Robop) FB10 (FB10 Manuales) M 70.0 (Palet a Rodillos Sal.L2) FB10 (FB10 Manuales) FB13 (FB13 Salida L2) M 70.1 (Palet en Rodillos Sal.L2) FB13 (FB13 Salida L2) M 70.2 (Palet a Transfer Sal.L2) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 70.3 (Palet en Transfer Sal.L2) FB13 (FB13 Salida L2) M 70.4 (Bajar Transfers L2) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 70.5 (Palet de L2 en Cadenas 1) FB13 (FB13 Salida L2) M 70.6 (Transfs Abajo Envio L2) FB10 (FB10 Manuales) FB13 (FB13 Salida L2) M 80.0 (No Palets en Cad.4) FB14 (FB14 Cadenas Acumul.) M 80.1 (Palet a Cadenas 2.1) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) M 80.2 (Palet en Cadenas 2.1) FB14 (FB14 Cadenas Acumul.) M 80.3 (Palet a Cadenas 2.2) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) M 80.4 (Palet en Cadenas 2.2) FB14 (FB14 Cadenas Acumul.) M 80.5 (Palet a Cadenas 3) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 80.6 (Palet en Cadenas 3) FB14 (FB14 Cadenas Acumul.)

Anexos
Página 99
M 80.7 (Palet1 a Cadenas 4) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 81.0 (Palet 1 en Cad. 4) FB14 (FB14 Cadenas Acumul.) M 81.1 (Palet a TransfEntr Ascen) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) M 81.2 (Palet en TransfEntrAscen) FB14 (FB14 Cadenas Acumul.) M 81.3 (Mem.1er Palet Fuera) FB14 (FB14 Cadenas Acumul.) M 81.4 (Paro2o Palet Cad.4) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) M 81.5 (Palet2 a Cadenas 4) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) M 81.6 (Palet 2 en Cad. 4) FB14 (FB14 Cadenas Acumul.) M 81.7 (2Palets a Cadenas 4) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) M 82.0 (2Palets en Cadenas 4) FB14 (FB14 Cadenas Acumul.) M 82.1 (Palet a Rod.1 Descens) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 82.2 (Palet a Cad4.2) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 82.3 (Pal2 TraEnt) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 85.0 (Sub1Rod TrEntr Elevad) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 85.1 (Palet a Entrada Descens) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 85.2 (Palet en Rod.1 Descens) FB15 (FB15 Descensor) M 85.3 (Palet a Rod.2 Descen) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 85.6 (Palet en Rod.2 Descen) FB15 (FB15 Descensor) M 85.7 (Bajar Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 86.0 (Pal.1 a Rodillos Salida) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 86.1 (Pal.1 en Rodillos Salida) FB15 (FB15 Descensor) M 86.2 (Pal.2 a Rodillos Salida) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 86.3 (Pal.2 en Rodillos Salida) FB15 (FB15 Descensor) M 86.4 (Subir Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 86.5 (Palet a Salida Manual) FB10 (FB10 Manuales) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 86.6 (Palet en Salida Manual) FB15 (FB15 Descensor) M 92.3 (CONF L1) FB11 (FB11 Salida L1) M 92.4 (CONF L2) FB13 (FB13 Salida L2)

Anexos
Página 100
M 92.5 (CONF L3) FB12 (FB12 Salida L3) M 92.6 (SACAR_L1) FB11 (FB11 Salida L1) M 92.7 (SACAR_L2) FB13 (FB13 Salida L2) M 93.0 (SACAR_L3) FB12 (FB12 Salida L3) M 93.7 (ACTIVA PRIORIDADES) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) M 99.0 (AUX IMPULSO M99.0) FB10 (FB10 Manuales) M 100.0 (Marcha Automat) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) FB16 (FB16 SIGNALS ROBOPACK) FB17 (TRANSPORTE WRAPPING) M 100.1 (Siempre ON) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) M 100.5 (Aux. Emergenc) FB1 (FB1 General) FB10 (FB10 Manuales) FB11 (FB11 Salida L1) FB12 (FB12 Salida L3) FB13 (FB13 Salida L2) FB14 (FB14 Cadenas Acumul.) FB15 (FB15 Descensor) M 100.7 (Trigger Temporizado) FB1 (FB1 General) M 104.1 (Aux. Paros) FB1 (FB1 General) FB10 (FB10 Manuales) M 180.0 (Aux. Impulso) FB14 (FB14 Cadenas Acumul.) M 208.0 (Reset Tramos L1) FB11 (FB11 Salida L1) M 208.1 (Reset Tramos L2) FB13 (FB13 Salida L2) M 208.2 (Reset Tramos L3) FB12 (FB12 Salida L3) M 208.3 (Reset Cadenas Acumul.) FB14 (FB14 Cadenas Acumul.) FB17 (TRANSPORTE WRAPPING) M 208.4 (Reset Zona Descensor) FB10 (FB10 Manuales) FB15 (FB15 Descensor) M 208.5 (Reset entrada Genesis) FB17 (TRANSPORTE WRAPPING) M 208.6 (Reset salida Genesis) FB17 (TRANSPORTE WRAPPING) M 210.0 (Mens Emergencia Actuada) FB2 (FB2 Alarmas y Fallos) M 210.2 (MensTérm Mot.Linea 1) FB2 (FB2 Alarmas y Fallos) M 210.3 (MensTérm Motores) FB2 (FB2 Alarmas y Fallos) M 210.4 (MensMarch Automatico) FB2 (FB2 Alarmas y Fallos) M 210.5 (MensMarcha Motores) FB2 (FB2 Alarmas y Fallos) M 211.1 (AlarmTérm MotLinea 1) FB2 (FB2 Alarmas y Fallos) M 211.2 (AlarmTérm Motores) FB2 (FB2 Alarmas y Fallos)

Anexos
Página 101
M 211.7 (Alarma General) FB2 (FB2 Alarmas y Fallos) FB10 (FB10 Manuales) M 212.0 (AlarmT Exces Transfer L1) FB2 (FB2 Alarmas y Fallos) M 212.1 (AlarmT Exces Transfer L3) FB2 (FB2 Alarmas y Fallos) M 212.2 (AlarmT Exces Transfer L2) FB2 (FB2 Alarmas y Fallos) M 212.3 (T.Exc Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) M 212.4 (AlarT Exc Sub/BajCortaf) FB2 (FB2 Alarmas y Fallos) M 212.5 (M.Exc. CadTransf L1-L3) FB2 (FB2 Alarmas y Fallos) M 212.7 (alarm_cintas_salida_fin) FB2 (FB2 Alarmas y Fallos) M 213.0 (M.Exc. Rodillos L1) FB2 (FB2 Alarmas y Fallos) M 213.1 (M.Exc. Rodillos L2) FB2 (FB2 Alarmas y Fallos) M 213.2 (M.Exc. Rodillos L3) FB2 (FB2 Alarmas y Fallos) M 213.3 (M.Exc Cad.1 TransfL2) FB2 (FB2 Alarmas y Fallos) M 213.4 (M.Exc Cad.2) FB2 (FB2 Alarmas y Fallos) M 213.5 (M.Exc Cad.3) FB2 (FB2 Alarmas y Fallos) M 213.6 (M.Exc Cad.4) FB2 (FB2 Alarmas y Fallos) M 213.7 (M.Exc. Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) M 214.0 (M.Exc. Rodill EntrDesc) FB2 (FB2 Alarmas y Fallos) M 214.1 (M.Exc. Rod.1 Descensor) FB2 (FB2 Alarmas y Fallos) M 214.2 (M.Exc. Rod.2 Descensor) FB2 (FB2 Alarmas y Fallos) M 214.3 (MExcEV Subir Elevador) FB2 (FB2 Alarmas y Fallos) M 214.4 (MExcEV Bajar Elevador) FB2 (FB2 Alarmas y Fallos) M 215.0 (WARN_OUT_CONVEY_ROBO) FB2 (FB2 Alarmas y Fallos) M 217.0 (Alarma Zona EntrAscen) FB2 (FB2 Alarmas y Fallos) M 217.1 (Alarma Zona Descensor) FB2 (FB2 Alarmas y Fallos) M 220.0 (Salida Palet Manual) FB1 (FB1 General) M 220.1 (Salida Palet Descensor) FB1 (FB1 General) M 220.2 (Selec. 1 Palet Descensor) FB1 (FB1 General) M 220.3 (Selec. 2 Palet Descensor) FB1 (FB1 General) M 221.0 (Man Rodillos Linea 1) FB10 (FB10 Manuales) M 221.1 (Manual Rodill TransfL1) FB10 (FB10 Manuales) M 221.3 (Manual Rodill.1 L3) FB10 (FB10 Manuales) M 221.4 (Manual Rodill.2 L3) FB10 (FB10 Manuales) M 221.5 (Manual Rodill TransfL3) FB10 (FB10 Manuales) M 221.6 (Manual Rodillos L2) FB10 (FB10 Manuales) M 221.7 (Manual Rodill.Transf.L2) FB10 (FB10 Manuales) M 222.0 (Man Subir TransfL1) FB10 (FB10 Manuales) M 222.1 (Man Bajar TransfL1) FB10 (FB10 Manuales) M 222.2 (Manual Subir TransfL3) FB10 (FB10 Manuales) M 222.3 (Manual Bajar TransfL3) FB10 (FB10 Manuales) M 222.4 (Man Cadenas L1-L3) FB10 (FB10 Manuales) M 222.5 (ManCad.1 Transfer L2) FB10 (FB10 Manuales) M 222.6 (Man Caden2 Entra.Descens) FB10 (FB10 Manuales) M 222.7 (Man Cadenas 1 y 2) FB10 (FB10 Manuales) M 223.0 (Man Cadenas3 EntrDesc.) FB10 (FB10 Manuales) M 223.1 (ManCad4 Entrad Descen) FB10 (FB10 Manuales) M 223.2 (Man Cadenas2 Y 3) FB10 (FB10 Manuales) M 223.3 (Man Cadenas3 y 4) FB10 (FB10 Manuales) M 223.4 (Man CadenTrans EntrDesc) FB10 (FB10 Manuales)

Anexos
Página 102
M 223.5 (ManRod Transf EntrDesc) FB10 (FB10 Manuales) M 223.6 (MSubRod Transf EntrDesc) FB10 (FB10 Manuales) M 223.7 (MBajRod Transf EntrDesc) FB10 (FB10 Manuales) M 224.0 (Manual Rodil.1 Descensor) FB10 (FB10 Manuales) M 224.1 (Manual Rodil.2 Descensor) FB10 (FB10 Manuales) M 224.2 (Man Rodil.1y2 Descens) FB10 (FB10 Manuales) M 224.3 (Manual Subir Elevador) FB10 (FB10 Manuales) M 224.4 (Manual Bajar Elevador) FB10 (FB10 Manuales) M 224.5 (Manual Acumul.Salida) FB10 (FB10 Manuales) M 224.6 (ManSub Transfer L2) FB10 (FB10 Manuales) M 224.7 (Man Bajar Transf.L2) FB10 (FB10 Manuales) M 225.0 (Man Subir Cortafueg) FB10 (FB10 Manuales) M 225.1 (Man Bajar Cortafueg) FB10 (FB10 Manuales) M 225.2 (ManSub Fricc. SalPalet) FB10 (FB10 Manuales) M 225.3 (ManBaj Fricc. SalPalet) FB10 (FB10 Manuales) M 225.4 (Man. Cad4 y Transfer) FB10 (FB10 Manuales) M 225.5 (Man. RodTransf RodDesc1) FB10 (FB10 Manuales) M 225.6 (Man cadenas antes descen) FB10 (FB10 Manuales) M 250.1 (Aux. Impulso M250.1) FB2 (FB2 Alarmas y Fallos) M 250.2 (Aux. Impulso M250.2) FB2 (FB2 Alarmas y Fallos) M 251.0 (Aux. Impulso M251.0) FB2 (FB2 Alarmas y Fallos) M 251.1 (Aux. Impulso M251.1) FB2 (FB2 Alarmas y Fallos) M 251.2 (Aux. Impulso M251.2) FB2 (FB2 Alarmas y Fallos) M 251.3 (Aux. Impulso M251.3) FB2 (FB2 Alarmas y Fallos) M 251.4 (Aux. Impulso M251.4) FB2 (FB2 Alarmas y Fallos) M 251.5 (Aux. Impulso M251.5) FB2 (FB2 Alarmas y Fallos) M 251.6 (Aux. Impulso M251.6) FB2 (FB2 Alarmas y Fallos) M 251.7 (Aux. Impulso M251.7) FB2 (FB2 Alarmas y Fallos) M 252.0 (Aux. Impulso M252.0) FB2 (FB2 Alarmas y Fallos) M 252.1 (Aux. Impulso M252.1) FB2 (FB2 Alarmas y Fallos) M 252.2 (Aux. Impulso M252.2) FB2 (FB2 Alarmas y Fallos) M 252.3 (Aux. Impulso M252.3) FB2 (FB2 Alarmas y Fallos) M 252.4 (Aux. Impulso M252.4) FB2 (FB2 Alarmas y Fallos) M 252.5 (Aux. Impulso M252.5) FB2 (FB2 Alarmas y Fallos) M 252.6 (Aux. Impulso M252.6) FB2 (FB2 Alarmas y Fallos) M 252.7 (Aux. Impulso M252.7) FB2 (FB2 Alarmas y Fallos) M 253.0 (Aux. Impulso M253.0) FB2 (FB2 Alarmas y Fallos) M 253.1 (Aux. Impulso M253.1) FB2 (FB2 Alarmas y Fallos) M 253.2 (Aux. Impulso M253.2) FB2 (FB2 Alarmas y Fallos) M 253.6 (Aux Impulso M253.6) FB2 (FB2 Alarmas y Fallos) M 254.0 (Aux Impulso M254.0) FB2 (FB2 Alarmas y Fallos)

Anexos
Página 103
3.2.5.4. Temporizadores
Operando (símbolo) Bloque (símbolo)
T 1 (TONCF1 Salida Palet L1) FB11 (FB11 Salida L1) T 2 (TOFFCF1 Salida Palet L1) FB11 (FB11 Salida L1) T 3 (TONCF2 Salida Palet L1) FB11 (FB11 Salida L1) T 4 (TOFFCF2 Salida Palet L1) FB11 (FB11 Salida L1) T 5 (TONCF Transfer Sal.L1) FB11 (FB11 Salida L1) T 6 (TOFFCF Transfer Sal.L1) FB11 (FB11 Salida L1) T 9 (retar_tiempo_exc_cad_3) FB2 (FB2 Alarmas y Fallos) T 11 (TONCF1 Salida Palet L3) FB12 (FB12 Salida L3) T 12 (TOFFCF1 Salida Palet L3) FB12 (FB12 Salida L3) T 13 (TONCF2 Salida Palet L3) FB12 (FB12 Salida L3) T 14 (TOFFCF2 Salida Palet L3) FB12 (FB12 Salida L3) T 15 (TONCF Transfer Sal.L3) FB12 (FB12 Salida L3) T 16 (TOFFCF Transfer Sal.L3) FB12 (FB12 Salida L3) T 21 (TONCF1 Salida Palet L2) FB13 (FB13 Salida L2) T 22 (TOFFCF1 Salida Palet L2) FB13 (FB13 Salida L2) T 23 (TONCF2 Salida Palet L2) FB13 (FB13 Salida L2) T 24 (TOFFCF2 Salida Palet L2) FB13 (FB13 Salida L2) T 25 (TONCF Transfer Sal.L2) FB13 (FB13 Salida L2) T 26 (TOFFCF Transfer Sal.L2) FB13 (FB13 Salida L2) T 27 (Retr. Mandar 2 Palets) FB14 (FB14 Cadenas Acumul.) T 28 (Retr. 2 Palets Cad.4) FB14 (FB14 Cadenas Acumul.) T 29 (TON FC PRESE PAL SAL DES) FB15 (FB15 Descensor) T 30 (TOFF FC PRES PAL SAL DES) FB15 (FB15 Descensor) T 33 (TON CF2 Cadenas 1) FB14 (FB14 Cadenas Acumul.) T 34 (TOFF CF2 Cadenas 1) FB14 (FB14 Cadenas Acumul.) T 35 (TON CF1 Cadenas 2) FB14 (FB14 Cadenas Acumul.) T 36 (TOFF CF1 Cadenas 2) FB14 (FB14 Cadenas Acumul.) T 37 (TON CF2 Cadenas 2) FB14 (FB14 Cadenas Acumul.) T 38 (TOFF CF2 Cadenas 2) FB14 (FB14 Cadenas Acumul.) T 39 (TON CF2 Cadenas 3) FB14 (FB14 Cadenas Acumul.) T 40 (TOFF CF2 Cadenas 3) FB14 (FB14 Cadenas Acumul.) T 41 (TON CF2 Cadenas 4) FB14 (FB14 Cadenas Acumul.) T 42 (TOFF CF2 Cadenas 4) FB14 (FB14 Cadenas Acumul.) T 43 (TONCF1 TransEntr Ascen) FB14 (FB14 Cadenas Acumul.) T 44 (TOFCF1 TransEntr Ascen) FB14 (FB14 Cadenas Acumul.) T 45 (TONCF2 TransEntr Ascen) FB14 (FB14 Cadenas Acumul.) T 46 (TOFCF2 TransEntr Ascen) FB14 (FB14 Cadenas Acumul.) T 47 (TON CF1 Cadenas 3) FB14 (FB14 Cadenas Acumul.) T 48 (TOFF CF1 Cadenas 3) FB14 (FB14 Cadenas Acumul.) T 49 (TON CF1 Cadenas 4) FB14 (FB14 Cadenas Acumul.) T 50 (TOFF CF1 Cadenas 4) FB14 (FB14 Cadenas Acumul.) T 51 (TONCF1 Palet Descensor) FB15 (FB15 Descensor) T 52 (TOFFCF1 Palet Descens) FB15 (FB15 Descensor) T 53 (TONCF2 Palet Descensor) FB15 (FB15 Descensor)

Anexos
Página 104
T 54 (TOFFCF2 Palet Descensor) FB15 (FB15 Descensor) T 55 (TOFCFSeg TrEntr Descen) FB15 (FB15 Descensor) T 56 (TOFFCF Seg Descensor) FB15 (FB15 Descensor) T 57 (TONCFTram Salida Descens) FB15 (FB15 Descensor) T 58 (TOFCFTram Salida Descens) FB15 (FB15 Descensor) T 60 (TOFF Rodillos TransfL1) FB10 (FB10 Manuales) T 61 (TOFF Rodill TransfL3) FB10 (FB10 Manuales) T 62 (TONCF Salida Manual) FB15 (FB15 Descensor) T 63 (TOFFCF Salida Manual) FB15 (FB15 Descensor) T 64 (FC2 APLIC ETIQETDO) FB15 (FB15 Descensor) T 65 (PALE EN IMPRE QR) FB15 (FB15 Descensor) T 75 (TON FC ASCEN ARRIBA) FB10 (FB10 Manuales) T 76 (TOFF FC ASCEN ABAJO) FB10 (FB10 Manuales) T 77 (TON FC1 A) FB14 (FB14 Cadenas Acumul.) T 78 (TOFFFC1 A) FB14 (FB14 Cadenas Acumul.) T 80 (TExces Transfer Línea 1) FB2 (FB2 Alarmas y Fallos) T 81 (TExces Transfer Línea 3) FB2 (FB2 Alarmas y Fallos) T 82 (TExces Transfer Línea 2) FB2 (FB2 Alarmas y Fallos) T 83 (TExces Transf Entr.Desc) FB2 (FB2 Alarmas y Fallos) T 84 (TExces Sub/Baj Cortafueg) FB2 (FB2 Alarmas y Fallos) T 85 (T.Exc. CadTransf L1-L3) FB2 (FB2 Alarmas y Fallos) T 86 (T.Exc. Rodillos L1) FB2 (FB2 Alarmas y Fallos) T 87 (T.Exc. Rodillos L2) FB2 (FB2 Alarmas y Fallos) T 88 (T.Exc. Rodillos L3) FB2 (FB2 Alarmas y Fallos) T 89 (T.Exc Cad.1 TransfL2) FB2 (FB2 Alarmas y Fallos) T 90 (T.Exc Cad.2) FB2 (FB2 Alarmas y Fallos) T 91 (T.Exc Cad.3) FB2 (FB2 Alarmas y Fallos) T 92 (T.Exc Cad.4) FB2 (FB2 Alarmas y Fallos) T 93 (T.Exc. Transf EntrDesc) FB2 (FB2 Alarmas y Fallos) T 94 (T.Exc. Rodill EntrDesc) FB2 (FB2 Alarmas y Fallos) T 95 (T.Exc. Rod.1 Descensor) FB2 (FB2 Alarmas y Fallos) T 96 (T.Exc. Rod.2 Descensor) FB2 (FB2 Alarmas y Fallos) T 97 (T.ExcEV Subir Elevador) FB2 (FB2 Alarmas y Fallos) T 98 (Oscilador 0,5s) FB1 (FB1 General) T 99 (Aux Oscilador 0,5s) FB1 (FB1 General) T 100 (T.ExcEV Bajar Elevador) FB2 (FB2 Alarmas y Fallos) T 103 (Retraso MarchaAutomatico) FB1 (FB1 General) T 110 (TON Marcha Motores) FB1 (FB1 General) FB2 (FB2 Alarmas y Fallos) T 131 (Exces cinta salida fin) FB2 (FB2 Alarmas y Fallos) T 144 (TOFF FT1 ETIQ INICIO C2) FB15 (FB15 Descensor) T 145 (TON FT1 ETIQ INICIO C2) FB15 (FB15 Descensor) T 146 (TON FT2 MESA SALI DESCE) FB15 (FB15 Descensor) T 147 (TOFF FT2 MESA SALIDA DES) FB15 (FB15 Descensor) T 155 (TOFF FT2 ETIQ FIN C2) FB15 (FB15 Descensor) T 156 (TON FT2 ETIQ FIN C2) FB15 (FB15 Descensor)

Anexos
Página 105
3.2.6. Programa GP-Pro EX (Pantalla Profece AGP3001)
Se adjunta la documentación en la carpeta del CD anexos GP-Pro EX - VO_AVE_V4. En él se encuentra los siguientes temas:
- Configuración proyecto página 1 o Sumario página 1 o Ajustes del sistema página 2 o Ajustes periféricos página 6
- Referencias cruzadas página 8 - Información de la pantalla página 23 - Lógica página 30 - Ajustes comunes página 32
o Alarma página 32 o Seguridad página 35 o Lista de comentarios página 36

Anexos
Página 106
3.3. Anexo de aplicación
3.3.1. Anexo de seguridad
Los transportadores de pales, están construidos adoptando los principios universales de ingeniera así como las leyes y regulaciones europeas e internacionales sobre seguridad e higiene en el trabajo La instalación eléctrica se ajusta a EN 60402. No está permitido hacer alteraciones o remplazar unas partes por otras o no recomendadas que pudieran influir en la seguridad.
3.3.1.1. Precauciones
Únicamente está autorizado personal enseñado y designado por el supervisor para trabajar en los transportadores de pales. Anillos, relojes, joyas, ropa suelta (como corbatas, pañuelos, chaquetas abiertas o batas) no deben ser llevados cuando se esté trabajando en el o en su alrededor. El personal debe recibir un informe de normas de seguridad antes de empezar a trabajar. Dicho informe debe dar a conocer al personal la finalidad de las instalaciones de seguridad y riesgos, asegurando que los conocimientos de seguridad son primordial importancia. Nunca arrancar o hacer funcionar la máquina si hay algún defecto o fallo. Siempre informar al supervisor y advertir al resto de personas de cualquier irregularidad o riesgo potencial. Siempre comprobar que todos los dispositivos de seguridad están instalados y activados. Solo montar y hacer ajustes en cualquier parte de la instalación cuando la maquina ha sido parado y desconectado de la toma de corriente. Nunca entrar en el área vallada sin permiso. Siempre colocar un candado en el cuadro eléctrico general cuando alguien se encuentre en el interior de la área vallada.(Posición OFF del interruptor general) Nunca usar llamas expuestas al aire como modo de iluminación. Nunca ajustar o limpiar cadenas, bandas u otras piezas móviles mientras el equipo esté en funcionamiento. Nunca llevar a cabo operaciones de lubricación mientras la maquina este en funcionamientos. Únicamente electricistas formados y autorizados tiene permiso para trabajar en la instalación eléctrica. Antes de trabajar en la instalación eléctrica, desconectar siempre el interruptor correspondiente.

Anexos
Página 107
3.3.1.2. Mapa de seguridad
3.3.1.3. Estudio de riesgos y medidas de protección
o Transportadores de cadenas para pales - Riesgos reconocidos:
o Riesgo de cortes, pellizcos y contusiones en dedos y manos.
- Medidas de protección: o Llave de cierre general para desconectar la instalación situada en el cuadro
eléctrico. o Paros de emergencia situados en los cuadros eléctricos. o Informar a los operarios de los riesgos de estos transportadores para que
estén preparados y al corriente de los peligros. o Transfer rodillos motrices
- Riesgos reconocidos: o Riesgo de cortes, pellizcos, contusiones y aplastamiento de dedos y manos
por el movimiento de la parte móvil.

Anexos
Página 108
- Medidas de protección:
o Llave de cierre general para desconectar el aire de la instalación situada en la unidad de mantenimiento
o Vallado de protección instalada alrededor de esta zona de la instalación o Paros de emergencia situados en los cuadros eléctricos o Barreras fotoeléctricas de seguridad o Informar a los operarios de los riesgos de estos transfer para que estén
preparados y al corriente de los peligros.
3.3.2. Anexo de mantenimiento
Las tareas y finalidad del servicio de mantenimiento son:
o Mantener la maquina en buenas condiciones de funcionamiento y de higiene para garantizar la máxima eficiencia de la misma a lo largo del tiempo.
o Prevenir las averías y roturas con intervenciones esmeradas y oportunas. o Reducir el número y la duración de las intervenciones. o Aumentar el rendimiento de la maquina y evitar gastos excesivas por las reparaciones
y averías. El mantenimiento de la maquina o de la instalación debe correr a cargo de personal especializado que conozca perfectamente si funcionamiento.
NOTA: El constructor se exime de cualquier responsabilidad por los daños que pudieran derivarse de un mantenimiento/limpieza inadecuados, así como por el uso de piezas de recambio que no fueran originales e incompatible con el estándar de calidad.
3.3.2.1. Precauciones para el mantenimiento
Antes de realizar intervenciones de mantenimiento o limpieza:
o Activar pulsador de emergencia o desconectar la instalación mediante la llave general. o Asegurarse de que el interruptor no pueda ser activado por otras personas cerrándolo
con llave y poniendo a la vista el cartel de mantenimiento. o Bloquear oportunamente las partes que pudieran estar en movimientos peligrosos. o El acceso debe de estar permitido a personal preparados, provisto de equipo de
protección individual adecuados.
3.3.2.2. Medidas Preventivas
Los transportadores de pales deben trabajar en perfectas condiciones, para evitar innecesarias roturas y conseguir la longitividad de sus componentes: se recomienda una rutina de mantenimiento y limpieza.

Anexos
Página 109
Procedimiento a seguir:
o Estar alerta de las irregularidades de funcionamiento y de los signos de rotura. o Corregir los errores y remplazar el material dañado o gastado el cual pudiera ser causa
de serios problemas, ralentice el tiempo de funcionamiento.
3.3.2.3. Inspecciones de mantenimiento
Consiste en un conjunto de controles y de puestas a punto periódicas. Estas actividades comportan un examen visual personalizado que se efectúa mediante detecciones y pruebas físicas para determinar las condiciones de la instalación. La actividad corre a cargo del personal operativo de la instalación o personal designado para dicha tarea de mantenimiento que efectúa:
o Inspecciones visuales. o Detecciones sensoriales de temperatura, vibraciones. o Controles periódicos. o Pequeñas intervenciones de puesta a punto y regulaciones.
- Inspecciones diarias:
o Limpiar toda la instalación, componentes periféricos y su alrededor. o Limpiar barreras fotoeléctricas de seguridad. o Limpiar fotocélulas. o Comprobar estado sistema de seguridad.
- Inspecciones semanales:
o Comprobar nivel de aceite. o Comprobar el correcto funcionamiento del panel de control. o Comprobar la posición y funcionamiento de los detectores. o Controlar el correcto funcionamiento de los cilindros. o Realizar engrase en los puntos de rodaduras siempre que se observe una falta de
lubrificación.
- Inspecciones mecánicas: o Controlar ruido, perdidas de aceite, temperatura de los motores. o Controlar ruido, desgaste, tensado de cadenas, ruedas dentadas, tensores, poleas,
bandas y mallas. o Comprobar guías de las cadenas y su suave deslizamiento. o Control visual el funcionamiento perfecto de los diferentes mecanismos de las piezas
mecánicas en movimiento. o Control de ruido, mal funcionamiento y verificar desgaste guías de los cojinetes,
casquillos y soporte de rodamientos. o Controlar integridad y funcionamientos de levas correas de transmisión.

Anexos
Página 110
- Inspecciones eléctricas:
o Controlar eficiencia mandos, eficiencia cables, el aislante debe de ser intacto. o Inspección visual de las lámparas testigo luminoso del tablero. o Debe controlarse el funcionamiento y fijaciones de los topes. Es aconsejable una
limpieza regular de los espejos y fotocélulas.
- Inspecciones intervalos de 6 a 12 meses: o Control sujeción bornes y fijación tablero de bornes y componentes. o Controlar contactos, controlar sujeción bornes contactores. o Controlar interruptores, controlar sujeciones de los bornes. o Prever al menos una vez al año la limpieza técnica de los equipos. o Remplazar todos los componentes que estén dañados. o Realizar cheque de seguridad.
3.3.2.4. Sistema de lubrificación central
Nuestra maquina no incorpora un sistema de lubrificación central. Es importante que la realización de la lubricación este controlada y que las válvulas ajusten perfectamente.
o Si la lubricación resulta excesiva, limpiar el área y reducir la dosis. o Si el área está seca, o sin lubricante, lubricar manualmente y comprobar el correcto
funcionamiento de las válvulas, realizar los ajustes necesarios.

Anexos
Página 111
3.4. Otros documentos
Se adjunta la documentación en la carpeta del CD anexos Otra documentación. Aquí hay información de las envolvedoras de pales de la fábrica. Dentro de la carpeta de Otra documentación hay:
- Documentación HS-50 - Documentación Robopack - Documentación Genesis - Documentación Unitech
Y también datasheets, catálogos y un manual programación S7.
Vilaverd, 18 de julio de 2015
David López Puga
Firma.

4 Planos
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2014

Planos
Página 113
4.0. Índice Plano
4 Planos .................................................................................................................. 112 4.0. Índice Plano ................................................................................................................... 113 4.1. Situación ......................................................................................................................... 114 4.2. Emplazamiento .............................................................................................................. 115 4.3. Planta …………………………………………………………………………………..116 4.4. Zona AVE ....................................................................................................................... 117 4.5. Esquemas eléctricos ....................................................................................................... 118
4.5.1. Entrada Tensión .................................................................................................... 119 4.5.2. Potencia Motores .................................................................................................. 120 4.5.3. Maniobra .............................................................................................................. 126 4.5.4. Térmicos ............................................................................................................... 128 4.5.5. CPU y Pantalla Detallada ..................................................................................... 129 4.5.6. Entradas ................................................................................................................ 130 4.5.7. Salidas .................................................................................................................. 140 4.5.8. Bornero Potencia .................................................................................................. 149 4.5.9. Bornero Maniobra ................................................................................................ 152 4.5.10. Distribución del armario..................................................................................... 153 4.5.11. Distribución de la puerta .................................................................................... 154
4.5.12. Distribución de las regletas ................................................................................ 155
4.6. Transferes y Transportadores...................................................................................... 156 4.6.1. Implantación de dimensiones ............................................................................... 157 4.6.2. Situación del Grupo .............................................................................................. 158 4.6.3. Transportador 3 Cadenas 25” pale A-1200x800 L-2040 ..................................... 159 4.6.4. Transportador 3 Cadenas 25” pale A-1200x800 L-3660 ..................................... 160 4.6.5. Transfer rodillos 3 cadenas 4 colchones .............................................................. 161
4.7. Esquema neumático ...................................................................................................... 162 4.8. Grafcets .......................................................................................................................... 163
4.8.1. Grafcet General (FB1) .......................................................................................... 164 4.8.2. Grafcet Alarmas y fallos (FB2) ............................................................................ 165
4.8.3. Grafcet Manuales (FB10) ..................................................................................... 166 4.8.4. Grafcet Salida L1 (FB11) ..................................................................................... 169 4.8.5. Grafcet Salida L3 (FB12) ..................................................................................... 170 4.8.6. Grafcet Salida L2 (FB13) ..................................................................................... 171 4.8.7. Grafcet Cadenas Acumulación (FB14) ................................................................ 172
4.8.8. Grafcet Descensor (FB15) .................................................................................... 175 4.8.9. Grafcet Signals Robopack (FB16) ....................................................................... 177 4.8.10. Grafcet Transporte Wrapping (FB17) ................................................................ 178

Planos
Página 114
4.1. Situación

Planos
Página 115
4.2. Emplazamiento

Planos
Página 116
4.3. Planta

Planos
Página 117
4.4. Zona AVE

Planos
Página 118
4.5. Esquemas eléctricos
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2014

Planos
Página 119
4.5.1. Entrada Tensión

Planos
Página 120
4.5.2. Potencia Motores

Planos
Página 121

Planos
Página 122

Planos
Página 123

Planos
Página 124

Planos
Página 125

Planos
Página 126
4.5.3. Maniobra

Planos
Página 127

Planos
Página 128
4.5.4. Térmicos

Planos
Página 129
4.5.5. CPU y Pantalla Detallada

Planos
Página 130
4.5.6. Entradas

Planos
Página 131

Planos
Página 132

Planos
Página 133

Planos
Página 134

Planos
Página 135

Planos
Página 136

Planos
Página 137

Planos
Página 138

Planos
Página 139

Planos
Página 140
4.5.7. Salidas

Planos
Página 141

Planos
Página 142

Planos
Página 143

Planos
Página 144

Planos
Página 145

Planos
Página 146

Planos
Página 147

Planos
Página 148

Planos
Página 149
4.5.8. Bornero Potencia

Planos
Página 150

Planos
Página 151

Planos
Página 152
4.5.9. Bornero Maniobra

Planos
Página 153
4.5.10. Distribución del armario

Planos
Página 154
4.5.11. Distribución de la puerta

Planos
Página 155
4.5.12. Distribución de las regletas

Planos
Página 156
4.6. Transferes y Transportadores
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: ETI, Especialidad en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2014

Planos
Página 157
4.6.1. Implantación de dimensiones

Planos
Página 158
4.6.2. Situación del Grupo

Planos
Página 159
4.6.3. Transportador 3 Cadenas 25” pale A-1200x800 L-2040

Planos
Página 160
4.6.4. Transportador 3 Cadenas 25” pale A-1200x800 L-3660

Planos
Página 161
4.6.5. Transfer rodillos 3 cadenas 4 colchones

Planos
Página 162
4.7. Esquema neumático

Planos
Página 163
4.8. Grafcets
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2014

Planos
Página 164
4.8.1. Grafcet General (FB1)
En espera
0
1
Modulo Pilz . Marcha Motores
Aux. Emergencia
2
Modulo Pilz . Alarma Térmicos . Térmicos L1 . T110
3
T103 / Pulsador Marcha Auto . Aux Paros / 2s
T110 / Marcha Motores /0s
4
Aux Paros
T103 . Marcha Motores . Pulsador Paro Auto . Aux. Paro
Marcha Automático
5 Marcha Automático
6 Siempre ON
7
8
Selección. Salida Manual
Selección 2 Pale Descensor
Selección 1 Pale Descensor . Selección 2 Pale Descensor . FC Elevador Abajo
Selección 2 Pales Descensor
Siempre ON .
Siempre ON
Salida Pale Manual . Salida Pale Descensor
Selección Salida Manual
Estado inicial OK
En espera
Proceso OK

Planos
Página 165
4.8.2. Grafcet Alarmas y fallos (FB2)
200
201
Modulo Pilz
Mensaje emergencia actuada
202 Mensaje marcha Automático
Térmicos Línea 1 . T110
203
Alarma Térmicos . T110
Marcha Automático . Siempre ON
204
Mensaje Térmico Motor Línea 1
Marcha Motores . Mensaje Emergencia Actuada
205 Mensaje Marcha Motores
Mensaje Térmicos Motores
208
209Alarma Tiempo Exceso
Transfer L1
T80 . Aux. Impulso . Reset Emergencia
T80/Subir Transfer L1 /10s
Bajar Transfer L1
207 Alarma Térmicos Motores
T110 . Alarma Termicos . Reset Emergencia
206 Alarma Térmicos Motores L1
T110 . Térmicos L1 . Reset Emergencia
210
211Alarma Tiempo Exceso
Transfer L2
T81/Subir Transfer L2 / 10s
Bajar Transfer L2
212
213Alarma Tiempo Exceso
Transfer L3
T82/Subir Transfer L3 / 10s
Bajar Transfer L3
214
215Alarma Tiempo Exceso
Transfer Entrada Descensor
T83/ Subir Rodillos Transfer Entrada Descensor / 10s
Bajar Rodillos Transfer Entrada Descensor
T81 . Aux Impulso . Reset Emergencia T82 . Aux Impulso . Reset Emergencia T83 . Aux Impulso . Reset Emergencia
216
217Alarma Tiempo Exceso Subir/
Bajar Cortafuegos
T84/ Electroválvula Subir Cortafuegos . RD Cortafuegos Arriba / 15s
Electroválvula Cortafuegos Abajo . RD Cortafuegos Abajo
T84 . Aux Impulso . Reset Emergencia
220
221Alarma Tiempo Exceso Motor
Rodillos L1
T86 / Motor Rodillos L1 / 30s
T86 . Aux Impulso . Reset Emergencia
222
223Alarma Tiempo Exceso Motor
Rodillos L2
T87 / Motor Rodillos L2 / 30s
T87 . Aux Impulso . Reset Emergencia
226
227Alarma Tiempo Exceso Motor
Tramo Cadenas 1
T89 / Motor Tramo Cadenas 1 /50s
T89 . Aux Impulso . Reset Emergencia
218
219Alarma Tiempo Exceso
Cadenas Transfer L1-L3
T85 / Cadenas Transfer L1-L3 /50s
T85 . Aux Impulso . Reset Emergencia
224
225Alarma Tiempo Exceso Motor
Rodillos L3
T88 / Motor Rodillos L3 / 30s
T88 . Aux Impulso . Reset Emergencia
228
229Alarma Tiempo Exceso Motor
Tramo Cadenas 2
T90 / Motor Tramo Cadenas 2 / 30s
T90 . Aux Impulso . Reset Emergencia
230
231Alarma Tiempo Exceso Motor
Tramo Cadenas 3
T91 / Seguridad Electrica Robopack .
Aux Cadenas 3 Hacia Robopack .
Tramo Cadenas 3 Entrada Descensor .
Inicio Envolvedura / 30s
T91 . Aux Impulso . Reset Emergencia
232
233Alarma Tiempo Exceso Motor
Tramo Cadenas 4
T92 / Motor Tramo Cadenas 4 / 30s
T92 . Aux Impulso . Reset Emergencia
234
235Alarma Warning out Convey
Robopack
T9 / Seguridad Electrica Robopack . Aux
tramo Cadenas 3 salida robopack .
Cadenas 4 salida genesis . Aux CF2
Cadenas 3 / 6s
T9 . Aux Impulso . Reset Emergencia
236
237Alarma Tiempo Exceso Motor
Transfer Entrada Descensor
T93 / Cadenas Transfer Entrada Descensor
. Seguridad Electrica Robopack / 30s
T93 . Aux Impulso . Reset Emergencia
238
239Alarma Tiempo Exceso Motor
Transfer Entrada Descensor
T94 / Rodillos Transfer Entrada
Descensor / 30s
T94 . Aux Impulso . Reset Emergencia
242
243Alarma Tiempo Exceso Motor
Rodillos 2 Descensor
T96 / Rodillos 2 Descensor / 50s
T96 . Aux Impulso . Reset Emergencia
240
241Alarma Tiempo Exceso Motor
Rodillos 1 Descensor
T95 / Rodillos 1 Descensor / 90s
T95 . Aux Impulso . Reset Emergencia
244
245Alarma Tiempo Exceso Motor
Subir Elevador
T97/ Electroválvula Subir Elevador /20s
T97 . Aux Impulso . Reset Emergencia
246
247Alarma Tiempo Exceso Motor
Bajar Elevador
T100/ Electroválvula Bajar Elevador / 20s
T100 . Aux Impulso . Reset Emergencia
248
249Alarma Tiempo Exceso Motor
Cinta Salida Final
T131 / Marcha Automático .
Etiquetadora Salida . Tramo final
etiquetadora / 40s
T131 . Aux Impulso . Reset Emergencia
251
250
252
Zona Entrada Descensor
Zona Descensor
Alarma Rodillos L1 . Alarma Rodillos L2 . Alarma Rodillos L3 . Alarma Tramo Cadenas 1
. Alarma Tramo Cadenas 2 . Alarma Tramo Cadenas 3 . Alarma Tramo Cadenas4 .
Alarma Warning Out Convey Robopack
Alarma Transfer Entrada Descensor . Rodillos Entrada Descensor . Rodillos 1 Descensor .
Rodillos 2 Descensor . Subir Elevador . Bajar Elevador . Cinta Salida
Alarma Térmicos Motor L1 . Alarma Térmicos Motores . Alarma Transfer L1 . Alarma
Transfer L2 . Alarma Transfer L3 . Alarma Transfer Entrada Descensor . Alarma
Cortafuegos . Alarma Transferencia L1-L3 . Zona Entrada Descensor . Zona Descensor
Alarma General
Pulsador Paro Emergencia
Estado inicial OK

Planos
Página 166
4.8.3. Grafcet Manuales (FB10)
1000
1001
Signal ONLINE EAN
Aux ONLINE EAN . Dato Warning QR
1002Aux FIN Cilco Etiquetadora
Nave 9
FT2 mesa salida descensor . Aux CF2 Pale en descensor
1003
FTC Inicio Cinta 2 . Filtro E5.6 . Aux Impulso . Aux Fin Ciclo Etiquetadora Nave 9
Signal ENF CYCLE . Aux Impulso . Pant Etiquetadora EAN ON
1004
Salida Pale descensor
Etiquetadora
Ciclo Etiquetadora EAN . Tramo final etiquetadora
1005 Aux Inicio Ciclo Etiquetadora
1006
Sacner Lector QR1007
Aux Sacner Lector QR
Aux Inicio Ciclo EAN . Aux Fin Ciclo Etiquetadora Nave 9
1008
Aux Motor Cinta 1 + Cinta 2 ON . Filtro E5.6
1009
Ciclo Etiquetadora EAN
Aux Sacner lector QR
Modulo Pilz
Piloto Emergencia
1010 Piloto Marcha Automático
1011 Sirena
1012 Electroválvula Línea 1
Marcha Automático . Pale a Rodillos Salida Línea 2
1013
Pale a Rodillos Salida Línea 1
1014
Pulsador Marcha Automático . Aux Paro . Marcha Automático . Aux Emergencia . Alarma General
Marcha Automático
Electroválvula Línea 2
Inicio Ciclo EAN
1015
1016
1017
1018
1019
1020
Marcha Automático . Pale a Rodillos Salida L1 . . Pale a Transfer Salida L1 .
FC Transfer L1 Arriba . Aux Emergencia
T60/ Pale a Transfer Salida L1 / 2s
Marcha Automático . TOFF Rodillos Transfer L1 .
FC Transfer L1 arriba . Aux Emergencia
Marcha Automático . Pale a Rodillos Salida Robopack .
Pale a Rodillos Salida L3 . Aux Emergencia .
Marcha Automático . Pale a Rodillos Salida L3 . Pale a Transfer Salida L3. Aux Emergencia
T61 / Pale a Transfer Salida L3 / 6s
Marcha Automático . TOFF Rodillos Transfer L3 .
FC Transfer L3 Arriba . Aux Emergencia
Motor Rodillos Línea 1
T60 TOFF Ridillos Transfer L1
Rodillos Transfer L1
Motor Rodillos Salida Robopacl L3
Motor Rodillos 2 L3
T61 TOFF Rodillos transfer L3
Rodillos Transfer L3

Planos
Página 167
1021
1022
1023
1024
1025
Marcha Automático . Pale a Rodillos Salida Pale L2 . Pale a Transfer Salida L2 . Aux Emergencia
Marcha Automático . TOFF Rodillos Transfer L3 . FC Transfer L3 Arriba .
Aux Emergencia ..Manual Rodillos Transfer L3 . Aux CF Transfer Salida L3
Marcha Automático . Pale a Transfer Salida L2 . DT Transfer L2 Arriba . Aux Emergencia
Marcha Automático . Bajar Transfers L1-L3-L2 . FC Transfer L1 Arriba . Aux Emergencia
Rodillos Transfer L3
Motor Rodillos L2
Motor Rodillos 1 Transfer L2
Subir Transfer L1
1026
Bajar Transfer L1
Marcha Automático . Bajar Transfers L1-L3-L2 . FC Transfer L1 Abajo . Aux Emergencia
1027
1028
1029
Marcha Automático . Bajar Transfers L1-L3-L2 . Bajar Transfrs L3-L2 . FC Transfer L3 Arriba . Aux Emergencia
Marcha Automático . Bajar Transfer L1-L3-L2 . Bajar Transfer L3-L2 . FC Transfer L3 Abajo . Aux Emergencia
Marcha Automático . Transfer Abajo Envío L1 . Transfer Abajo Envió L3 . Aux Emergencia
Marcha Automático . Transfer Abajo Envió L1 . Transfer Abajo Envió L3 . Transfer Abajo Envió L2 , Pale a Cadenas 2.1 . Pale a Cadenas 2.2 . Bypass
Robopack . Seguridad ok para bypass . Aux Cadenas 1 a Cadenas 2 . Bypass Robopackk , Seguridad Eléctrica Robopack . Aux Emergencia
Subir Transfer L3
Bajar Transfer L3
Cadenas Transfer L1-L3
Cadenas 1 Transfer L2
1030
Marcha Automático . Pale a Cadenas 2.1 . Pale a Cadenas 2.2 . Pale a Cadenas 3 . Bypass Robopack . Seguridad ok para baypass .
Aux Cadenas1 a Cadenas 2 . Aux Cadenas 2 hacia Robopack . Aux Autorizacio Transfer pale . Bypass Robopack . . Aux Emergencia
Cadenas 2 Entrada Genesis
1031
Marcha Automático . Pale a Cadenas3 , Pale 1 a Cadenas 4 . 2 Pales a Cadenas 4 . Pale 2 a Cadenas 4 . Bypass Robopack , Seguridad ok para Bypass .
Aux Cadenas 3 Hacia Robopak . Aux Cadenas 3 Salida Robopack . RD Cortafuegos Abajo . Selector Auto/Manual . Bypass Robopack . Aux Autorización
Transfer Pale . Aux Emergencia
Cadenas Entrada/Salida Genesis
1032
Marcha Automático . Pale 1 a Cadenas 4 . Pale 2 a Cadenas 4 . 2Pale a Cadenas 4 . RD Cortafuego . Selector Auto/Manual . Pale a Transfer Entrada Ascensor . Paro 2º Pale
Cadenas 4 . Bypass Robopack , Seguridad ok para Bypass . RD Cortafuego Abajo . Selector Auto/Manual . Aux Cadenas 4 Salida Robopack . Bypass Robopack . Aux
Autorización Transferencia Pale . Aux Emergencia
Cadenas 4 Salida Génesis
1033
Cadenas Transfer Entrada
Descensor
Marcha Automático . Selector Auto/Manual . Pale a Transfer Entrada Ascensor . Seguridad ok Para Bypas . Pale a Salida Manual . Bypass Robopack . Aux Cadenas 4 Salida
Robopack . Bypass Robopack . Aux Cadenas 4 After Wrapping . Aux CF2 Transfer Entrada Ascensor . Aux CF Salida Manual . RD Cortafuegos Abajo . FC Transfer Entrada
Descensor Abajo . Aux Emergencia
1034
Marcha Automático . Selector Auto/Manual . Pale a Entrada Descensor . FCTransfer Entrada Descensor Arriba . Aux Emergencia
Rodillos Transfer Entrada
Descensor
1035
Marcha Automático . Selector Auto/Manual . Pale a Rodillos 1 Descensor . Pale 2 Transfer Entrada . Aux CF Seguridad Transfer Entrada Descensor . Aux Emergencia
Transfer Entrada Descensor 2
Marcha Automático . Selector Auto/Manual . Pale a Cadenas 4.2 . Pale a Rodillos 1 Descensor . Aux Emergencia .
FC Transfer Entrada Descensor Arriba . Bajar Rodillos Transfer Entrada Descensor
Subir Rodillos Transfer Entrada
Descensor
1036
1037
Marcha Automático . Selector Auto/Manual . Pale a Cadenas 4.2 . Aux Emergencia . FC Transfer Entrada Descensor Abajo .
Subir Rodillos Transfer Entrada Descensor
Bajar Rodillos Transfer Entrda
Descensor
1038
1039
1040
S Marcha Automático . Bajar Transfers L1-L3-L2 . Bajar Transfers L3-L2 . Bajar Transfer L2 . Aux Emergencia.
R Marcha Automático . Bajar Transfers L1-L3-L2 . Bajar Transfers L3-L2 . Bajar Transfer L2 . Aux Emergencia
Subir / Bajar Transfer L2
Subir / Bajar Transfer L2
EV Subir Transfer L2
Subir / Bajar Transfer L2
EV Bajar Transfer L2

Planos
Página 168
Marcha Automático . Selector Auto/Manual . Pale a Rodillos 1 Descensor . Pale a Rodillos 2 Descenosr . Pale a Rodillos 1 Descensor .
FC Elevador arriba . Pale 2 a Rodillos Salida . FC Elevador Abajo . Aux Emergencia .
Rodillos 1 Descensor
Marcha Automático . Selector Auto/Manual . Pale a Rodillos 2 Descensor . Auc CF2 Pale Descensor . FC Elevador Arriba .
Pale 1 a Rodillos Salida . Pale 2 a Rodillos Salida. FC Elevador Abajo . Salida pale descensor etiquetadora . Aux Emergencia
Rodillos 2 Descensor
Rodillos 2 Descensor . FT2 mesa salida descensor . Marcha Automático . Rodillos 2 Descensor . Filtro E5.6 . FC presencia pale salida descensor .
FT1 mesa salida descensor , tramo final salida descensor . Marcha Automático . Aux Motor C1 ON . Aux Motor C1+C2 ON . Aux Emergencia
Tramo final salida descensor
1041
Marcha Automático . Pale 1 a Rodillos Salida . FC Elevador Abajo . Aux Motor C1 + C2 ON . FTC FIN C1 .
Aux Motor C1 ON. Aux Motor C1 OFF . Reset Zona Descensor
Aux Motor Cinta 1 ON
1042
Aux Motor C1 ON . FTC FIN C1
Aux Motor Cinta 1 OFF
1043
Marcha Automático . FTC FIN C1 . FTC E5.6 FIN C2 . Aux Motor C2 ON . Aux Motor C1+C2 ON .
Aux Motor C1+C2 OFF . Reset Zona Descensor
Aux Motor Cinta 1 + Cinta 2 ON
1044
Aux Motor C1+C2 ON . FTC E5.6 FIN C2 . FTC 20.5 Inicio C2
Aux Motor Cinta 1 +Cinta 2 OFF
1045
Marcha Automático . FTC E5.6 FIN C2 . FT acumulación salida Fin . Aux Ciclo Etiquetadora Nave 9 . Aux Motor C2 ON .
Aux Motor C2 OFF . Reset Zona Descensor
Aux Motor Cinta 2 ON
Reset Aux Ciclo Etiquetadora Nave 9
1046
Aux Motor C2 ON . FTC E5.6 FIN C2
Aux Motor Cinta 2 OFF
1047
T75 / FC Elevador Arriba / 500 ms
T75 TON FC Ascensor Arriba
1048
T75 .T76
Aux FC Ascensor Arriba
1049
T76 / Aux FC Ascensor Arriba . FC Elevador Arriba / 100 ms
T76 Fc Ascensor Abajo
1050
Marcha Automático .Selector Auto/Manual . Subir Descensor . CF Seguridad Descnsor . Aux Emergencia
. Aux FC Ascensor Arriba . FT1 mesa salida descensor . EV Bajar Elevador
Electroválvula Subir Elevador
1051
Marcha Automático . Selector Auto/Manual . Bajar Descensor . CF Seguridad Descensor .
Aux Emergencia . FC Elevador Abajo . EV Subir Elevador
Electroválvula Bajar Elevador
1052
Marcha Automático . Ciclo Etiquetado EAN 128 . Aux Emergencia
Tramo final Etiquetadora
1053
Marcha Automático
Tramo final salida pale
1054
S Señal Cortafuego . Pale a Transfer Enterada Ascensor . Bypass Robopack . Aux Cadenas 4-Salida Robopack . Cadenas Transfer Entrada Descensor . CF Seguridad Basculante
R Marcha Automatico . Manual Bajar Cortafuegos . Puerta Cortafuego Abierta . Aux Emergencia
1055
1056
1057
1058
EV Subir Cortafuego1059
Subir/Bajar Cortafuego
EV Bajar Cortafuego1060
Marcha Automático . Selector Auto/Manual . Subir Descensor . FC Elevador Arriba . Bajar Descensor .
FC Elevador Abajo . CF Seguridad Descensor . Aux Emergencia . Aux CF Transfer Entrada Descensor
Bomba Subir / Elevador1061
Estado OK
Subir / Bajar Cortafuego
Señal Cortafuego , RD Cortafuego Arriba
Orden Cerrar Puerta
Subir/Bajar Cortafuego

Planos
Página 169
4.8.4. Grafcet Salida L1 (FB11)
300
301
T1 / CF1 Salida Pale L1 . Aux Emergencia / 200 ms
303
T2 / Aux CF1 Salida Pale L1 , CF1 Salida Pale L1 / 500 ms
Aux CF1 Salida Pale L1
310 Pale a Rodillos Salida L1
311 Pale en Rodillos Salida L1
Marcha Automático . Aux CF2 Salida Pale L1 , Aux CF Transfer L1 arriba . Bajar Transfers L1-L3-L2
. Pale a Transfer Salida L1 . Sacar L1 . Pale en Transfer Salida L1. Reset Tramos L1
312
Pale a Rodillos Salida L1 . Aux CF2 Salida Pale L1
313
Marcha Automático . Aux CF1 Salida Pale L1 . Aux CF2 Salida Pale L1 . Pale a Transfer Salida L1 .
Reset Tramos L1
Pale a Transfer Salida L1 , Aux CF Transfer Salida L1
Pale en Transfer Salida L1
Pale a Transfer Salida L1
302
T1 . T2
304
306
T3 / CF2 Salida Pale L1 . Aux Emergencia / 200 ms
T4 / Aux CF2 Salida Pale L1 , CF2 Salida Pale L1 / 800 ms
Aux CF2 Salida Pale L1305
T3 . T4
307
T6 / Aux CF Transfer Salida L1 , CF Transfer Salida L1 / 500 ms
308
T5 . T6
309
T5 / CF Transfer Salida L1 . Marcha Automático / 3 s
Aux CF Transfer Salida L1
Marcha Automático . Aux CF Transfer Salida L1 , Aux CF2 Cadenas 1 . Aux CF Transfer Salida L3 .
Pale a Transfer Salida L3 , Bajar Transfer L3-L2 . Aux CF Transfer Salida L2 . Pale a Transfer Salida
L2. Bajar Transfer L2. Pale de L1 en Cadenas 1 . Reset Tramos L1
314
315
Marcha Automático . FC Transfer L1 Abajo . FC Transfer L3 Abajo , DT Transfer L2 Abajo . Bajar Transfer L1-L3-L2
Transferes Abajo Envío L1
Bajar Transfer L1-L2-L3
Bajar Transfers L1-L3-L2 . Aux CF2 Cadenas 1
316 Pale de L1 en Cadenas 1
CF1 Salida Pale L1
T1 TON CF1 Salida Pale L1
T2 TOFF CF1 Salida Pale L1
T3 TON CF2 Salida Pale L1
T4 TOFF CF2 Salida Pale L1
T5 TON CF Transfer Salida L1
T6 TOFF CF Transfer Salida L1
Estado inicial OK

Planos
Página 170
4.8.5. Grafcet Salida L3 (FB12)
400
401
T11 / CF1 Salida Pale L3 . Aux Emergencia / 200 ms
403
T12 / Aux CF1 Salida Pale L3 , CF1 Salida Pale L3 / 500 ms
Aux CF1 Salida Pale L3
410 Pale a Rodillos Salida L3
411 Pale en Rodillos Salida L3
Marcha Automático . Aux CF2 Salida Pale L3 , Aux CF Transfer L3 arriba . Bajar Transfers L1-L3-L2
.Bajar Transferes L2-L3 . Pale a Transfer Salida L3 . Sacar L3 . Pale en Transfer Salida L3. Reset Tramos L3
412
Pale a Rodillos Salida L3 . Aux CF2 Salida Pale L3
413
Marcha Automático . Aux CF1 Salida Pale L3 . Aux CF2 Salida Pale L3 .
Pale a Transfer Salida L3 . Reset Tramos L3
Pale a Transfer Salida L3 , Aux CF Transfer Salida L3
Pale en Transfer Salida L3
Pale a Transfer Salida L3
402
T11 . T12
404
406
T13 / CF2 Salida Pale L3 . Aux Emergencia / 200 ms
T14 / Aux CF2 Salida Pale L3 , CF2 Salida Pale L3 / 800 ms
Aux CF2 Salida Pale L3405
T13 . T14
407
T16 / Aux CF Transfer Salida L3 , CF Transfer Salida L3 / 500 ms
408
T15 . T16
409
T15 / CF Transfer Salida L3 . Marcha Automático / 3 s
Aux CF Transfer Salida L3
Marcha Automático . Aux CF Transfer Salida L3 , Aux CF2 Cadenas 1 . Aux CF Transfer Salida L2 . Pale a
Transfer Salida L2 , Bajar Transfer L2 . Bajar Transfer L1-L3-L2. Pale de L3 en Cadenas 1 . Reset Tramos L3
414
415
Marcha Automático . FC Transfer L3 Abajo . DT Transfer L2 Abajo . Bajar Transfer L3-L2
Transferes Abajo Envío L3
Bajar Transfer L3-L2
Bajar Transfers L3-L2 . Aux CF2 Cadenas 1
416 Pale de L3 en Cadenas 1
CF1 Salida Pale L3
T11 TON CF1 Salida Pale L3
T12 TOFF CF1 Salida Pale L3
T13 TON CF2 Salida Pale L3
T14 TOFF CF2 Salida Pale L3
T15 TON CF Transfer Salida L3
T16 TOFF CF Transfer Salida L3
Estado inicial OKEstado inicial OK

Planos
Página 171
4.8.6. Grafcet Salida L2 (FB13)
500
501
T21 / CF1 Salida Pale L2 . Aux Emergencia / 200 ms
503
T22 / Aux CF1 Salida Pale L2 . CF1 Salida Pale L2 / 500 ms
Aux CF1 Salida Pale L2
510 Pale a Rodillos Salida L2
511 Pale en Rodillos Salida L2
Marcha Automático . Aux CF2 Salida Pale L2 , Aux CF Transfersa Salida L2 . DT Transfer L2 arriba . Aux CF Transfer Salida L1 .
Pale a Transfer Salida L1 . Bajar Transfers L1-L3-L2 . Aux CF Transfer Salida L3 . Pale a Transfer Salida L3 . Bajar Transfers L3-L2 .
Bajar Transfers L2 . Pale a Transfer Salida L2 . Sacar L2 . Pale en Transfer Salida L2 . Reset Tramos L2
512
Pale a Rodillos Salida L2 . Aux CF2 Salida Pale L2
513
Marcha Automático . Aux CF1 Salida Pale L2 . Aux CF2 Salida Pale L2 . Pale a Transfer Salida L2 . Reset Tramos L2
Pale a Transfer Salida L2 , Aux CF Transfer Salida L2
Pale en Transfer Salida L2
Pale a Transfer Salida L2
502
T21 . T22
504
506
T23 / CF2 Salida Pale L2 . Aux Emergencia / 200 ms
T24 / Aux CF2 Salida Pale L2 . CF2 Salida Pale L2 / 800 ms
Aux CF2 Salida Pale L2505
T23 . T24
507
T26 / Aux CF Transfer Salida L2 . CF Transfer Salida L2 / 500 ms
508
T25 . T26
509
T25 / CF Transfer Salida L2 . Marcha Automático / 3 s
Aux CF Transfer Salida L2
Marcha Automático . Aux CF Transfer Salida L2 , Aux CF2 Cadenas 1 . Bajar Transfer L1-L3-L2 .
Bajar Transfer L3-L2 .Aux Cadenas 1 to Cadenas 2 . Pale de L2 en Cadenas 1 . Reset Tramos L2
514
515
Marcha Automático . DT Transfer L2 Abajo . Bajar Transfer L2
Transferes Abajo Envío L2
Bajar Transfer L2
Bajar Transfers L2 . Aux CF2 Cadenas 1
516 Pale de L2 en Cadenas 1
CF1 Salida Pale L2
T21 TON CF1 Salida Pale L2
T22 TOFF CF1 Salida Pale L2
T23 TON CF2 Salida Pale L2
T24 TOFF CF2 Salida Pale L2
T25 TON CF Transfer Salida L2
T26 TOFF CF Transfer Salida L2
Estado inicial OK

Planos
Página 172
4.8.7. Grafcet Cadenas Acumulación (FB14)
600
601
T33 / CF2Cadenas 1 . Aux Emergencia / 200 ms
603
T33 . T34
Aux CF2 Cadenas 1602
T34 / Aux CF2 Cadenas 1 . CF2 Cadenas 1 /500 ms
604
605
T35 / CF1 Cadenas 2 . Aux Emergencia /200 ms
T35 . T36
Aux CF1 Cadenas 2
606
T36 / Aux CF1 Cadenas 2 . CF1 Cadenas 2 / 500 ms
607
T37 . T38
609
T38 / Aux CF2 Cadenas 2 . CF2 Cadenas 2 / 500 ms
608
T37 / CF2 Cadenas 2 . Aux Emergencia / 200 ms
Aux CF2 Cadenas 2
610
T47 / CF1 Cadenas 3 . Aux Emergencia / 200 ms
T47 . T48
Aux CF1 Cadenas 3
612
T48 / Aux CF1 Cadenas 3 . CF1 Cadenas 3 / 500 ms
611
613
T39 / CF2 Cadenas 3 . Aux Emergencia / 200 ms
T39 . T40
Aux CF2 Cadenas 3
615
T40 / Aux CF2 Cadenas 3 . CF2 Cadenas 3 / 500 ms
614
616
T49 / CF1 Cadenas 4 . Aux Emergencia / 200 ms
T49 . T50
Aux CF1 Cadenas 4
618
T50 / Aux CF1 Cadenas 4 . CF1 Cadenas 4 / 500 ms
617
619
T41 / CF2 Cadenas 4 . Aux Emergencia / 200 ms
T41 . T42
Aux CF2 Cadenas 4620
T33 TON CF2 Cadenas 1
T34 TOFF CF2 Cadenas 1
T35 TON CF1 Cadenas 2
T36 TOFF CF1 Cadenas 2
T37 TON CF2 Cadenas 2
T38 TOFF CF2 Cadenas 2
T47 TON Aux CF1 Cadenas 3
T48 TOFF CF1 Cadenas 3
T39 TON CF2 Cadenas 3
T49 TOFF CF2 Cadenas 3
T49 TON CF1 Cadenas 4
T50 TOFF CF1 Cadenas 4
T41 TON CF2 Cadenas 4

Planos
Página 173
621
T42 / Aux CF2 Cadenas 4 . CF2 Cadenas 4 / 500 ms
622
T77 / CF Seg Transfer Entrada Descensor / 0 ms
T77 . T78
Aux FC1 antes descensor
624
T78 / CF Seguridad Transferencia Entrada Descensor / 0 ms
623
625
T43 / CF1 Transfer Entrada Ascensor . Aux Emergencia /200 ms
T43 . T44
Aux CF1 Transfer Entrada
Ascensor
627
T44 / Aux CF1 Transfer Entrada Ascensor . CF1 Transfer Entrada Ascensor / 500 ms
626
628
T45 / CF1 Transfer Entrada Ascensor . Aux Emergencia / 50 ms
T45 . T46
Aux CF1 Transfer Entrada
Ascensor
630
T46 / Aux CF1 Transfer Entrada Ascensor . CF1 Transfer Entrada Ascensor / 500 ms
629
631
CF2 Cadenas 4 . Palet1 a Cadenas 4 . Palet2 a Cadenas 4 . 2 Pales a Cadenas 4 .
Palet a Cadenas 3 . Palet a Transfer Entrada Ascensor
NO Pales en Cadenas 4
632
Marcha Automático . Aux CF2 Cadenas 1 . Aux CF1 Cadenas 2 . Aux CF2 Cadenas 2 .
Pale a Cadenas 2.2 . Pale a Cadenas 3 . Pale en Cadenas 2.1 . Reset Cadenas Acomulación
Pale a Cadenas 2.1
633 Pale en Cadenas 2.1
Pale a Cadenas 2.1 . Aux CF1 Cadenas 2
634
T27 / Pale 1 a Trasfer Entrada Ascensor / 1 s
T27 Retardo Mandar 2º Pale
635 Pale a Cadenas 2.2
Marcha Automático . Aux CF2 Cadenas 1 . Aux CF1 Cadenas 2 . T27 . Aux CF2 Cadenas 2 .
Pale a Cadenas 2.1 . Pale a Cadenas 3 . Pale en Cadenas 2.2 . Reset Cadenas Acomulación
636
Pale a Cadenas 2.2 . Aux CF2 Cadenas 2
Pale en Cadenas 2.2
637
Marcha Automático . Aux CF1 Cadenas 2 . No Pales en Cadenas 4 . Pale a Cadenas 2.1 . Pale
a Cadenas 2.2 . Pale 1 a Cadenas 4 . Pale 2 a Cadenas 4 . 2 Pales a Cadenas 4 . Aux CF2
Cadenas 3 . Pale en Cadenas 3 . Bypass robopack . Reset Cadenas Acumulación
Pale a Cadenas 3
638 Pale en Cadenas 3
Pale a Cadenas 3 . Aux CF2 Cadenas 3
639
Marcha Automático . Aux CF2 Cadenas 3 . Aux CF1 Cadenas 3 . Aux CF1 Cadenas 4 . Pale a
Transfer Entrada Ascensor . Pale 2 a Cadenas 4 . 2 Pales a Cadenas 4 . Pale 1 en Cadenas 4 .
Bypass Robopack . Reset Cadenas Acumulación
Pale 1 a Cadenas 4
640
Pale 1 a Cadenas 4 . Aux CF2 Cadenas 4 , Aux CF2 Transfer Entrada Ascensor , Selector Aut/Manual
. RD Cortafuego Abajo
Pale 1 en Cadenas 4
T77 TON CF Transfer Entrada Descensor
Aux CF Transfer Entrada Descensor
T42 TOFF CF2 Cadenas 4
T78 TOFF CF Transfer Entrada Descensor
T43 TON CF1 Transfer
Entrada Ascensor
T44 TOFF CF1 Transfer
Entrada Ascensor
T45 TON CF1 Transfer Entrada
Ascensor
T46 TOFF CF1 Transfer
Entrada Ascensor

Planos
Página 174
641
T28 / Pale 2 a Transfer Entrada Ascensor / 3 s
T28 Retardo 2 Pales Cadenas 4
642
643
644
645
646
647
648
649
650
Marcha Automático . Aux CF2 Cadenas 3 . Aux CF1 Cadenas 4 . T28 . Aux CF2 Cadenas 4 .
Pale a Transfer Entrada Ascensor . Pale 1 a Cadenas 4 . Pale 2 Cadenas 4 . Bypass Robopack .
Reset Cadenas Acumulación
Pale 2 a Cadenas 4
Pale 2 en Cadenas 4
Pale 2 a Cadenas 4 , Aux CF2 Cadenas 4
Marcha Automático . Aux CF2 Cadenas 3 . Aux CF1 Cadenas 3 . Aux CF1 Cadenas 4 . Aux CF2
Cadenas 4 . Pale a Transfer Entrada Ascensor . Pale 2 a Cadenas 4 . 2 Pales en Cadenas 4 .
Bypass Robopack . Reset Cadenas Acumulación
2 Pales a Cadenas 4
2 Pales a Cadenas 4 . Aux CF2 Cadenas 4
2 Pales en Cadenas 4
Pale a Transfer Entrada Ascensor
Pale a en Transfer Entrada Ascensor
Memorizar 1r Pale Fuera
Para 2º Pale Cadenas 4
Pale a Rodillos 1 Descensor
Marcha Automático . Aux FC1 antes descensor . Subir Rodillos Transfer Entrada Elevador
Marcha Automático . Memorizar 1r Pale Fuera . Aux CF2 Cadenas 4 . Pale a Transfer Entrada Ascensor . Seguridad Basculante
Aux CF2 Cadenas 4 . Aux Impulso . Pale a Transfer Entrada Ascensor
Pale a Transfer Entrada Ascensor . Aux CF2 Transfer Entrada Ascensor
Marcha Automático . Aux CF2 Cadenas 4 . Selector Auto/Manual . FC Transferencia Entrada Descensor Abajo .
Aux CF2 Transfer Entrada Ascensor . Aux CF Salida Manual . Subir Rodillos Transfer Entrada Elevador . Pale a
Salida Manual . RD Cortafuegos Abajo . Señal Cortafuego . Pale a Rodillos 1 Descensor . Aux CF Seguridad
Descensor . Pale Transfer Entrada Descensor . Bypass Robopack . Reset Cadenas Acumulación
CF1 Cadenas 1

Planos
Página 175
4.8.8. Grafcet Descensor (FB15)
700
701
T51 / CF1 Pale Descensor / 200 ms
T51 TON CF1 Pale Descensor
702
T51 . T52
Aux CF1 Pale Descensor
703 T52 TOFF CF1 Pale Descensor
T52 / Aux CF1 Pale Descensor . CF1 Pale Descensor / 1 s
704
705
T53 / CF2 Pale Descensor / 200 ms
T53 TON CF2 Pale Descensor
T53 . T54
Aux CF2 Pale Descensor
706 T54 TOFF CF2 Pale Descnsor
T54 / Aux CF2 Pale Descensor . CF2 Pale Descensor / 3 s
707T55 TOF CF Seguridad Transfer Entrada Descensor
. Aux Transfer Entrada Descensor
T55 / CF Transfer Entrada Descensor / 2 s
708
T56 / CF Seguridad Descensor / 2 s
T56 TOFF CF Seguridad Descensor .
Aux CF Seguridad Descensor
709
T29 / FT2 Mesa Salida Descensor / 3 s
T29 TON FC Presencia Pale Salida
Descensor
T29 . T30
FC Presencia Pale Salida
Descensor
711T30 TOFF FC Presencia Pale
Salida Descensor
T30 / FC Presencia Pale Salida Descensor . FT2 Mesa Salida 1 Desensor / 1 s
710
712
T57 / FT2 Mesa Salida Descensor . Aux Emergencia / 200 ms
T57 TON CF Tramo Salida Descensor
T57 . T58
Aux CF Tramo Salida
Descensor
714T58 TOFF CF Tramo Salida
Descensor
T58 / Aux CF Tramo Salida Descensor . FT2 Mesa Salida Descensor / 500 ms
713
715
T62 / CF Pale Salida Manual . Aux Emergencia / 200 ms
T62 TON CF Salida Manual
T62 . T63
Aux CF Salida Manual
717 T63 TOFF CF Salida Manual
T63 / Aux CF Salida Manual , CF Pale Salida Manual / 5 s
716
719
T146 / Aux Emergencia . FT2 Mesa Salida Descensor / 0 s
T146 TON FT2 Mesa Salida Descensor
T146 . T147
FTC FIN C1720
718
T63 / FT2 Etiquetadora Salida (Petición Etiquetado) / 0 ms
T65 / T64 / 2 s
T64 Temporizador FC2 Aplicación Etiquetado
T65 Pale en Impresora QR
Filtro E5.6

Planos
Página 176
721T147 TOFF FT2 Mesa Salida
Descensor
722
T 145 / Aux Emergencia . FT1 Etiquetadora Salida / 0 s
T145 TON FT1 Eriquetadora Inicio C2
T145 . T144
FTC Etiquetadora Inicio C2
724T144 TOFF FT1 Etiquetadora
Inicio C2
T144 / FTC Etiquetadora Inicio C2 . FT1 Etiquetadora Salida / 0s
723
725
T156 / Aux Emergencia . FT2 Etiquetadora Salida / 0 s
T156 TON FT2 Etiquetadora FIN C2
T156 . T155
FTC Etiquetadora FIN C2
727T155 TOFF FT2 Etiquetadora
FIN C2
T155 / FTC Etiquetadora FIN C2 . FT2 Etiquetadora salida / 0 s
726
728
Marcha Automatico . Aux FC1 antes descensor , Aux CF1 Pale Descensor ,
Pale a Rodillos 2 Descensor . Aux FC Ascensor Arriba . FC Elevador Arriba .
Pale en Rodillos 1 Descensor . Reset Zona Descensor
Subir Rodillos Transfer Entrada
Elevador
729
Marcha Automatico , Aux CF2 Transfer Entrada Ascensor , Pale 1 a Cadenas 4 . Pale A Cadenas 3 , Aux
CF1 Cadenas 4 . Aux CF2 Cadenas 4 . Aux CF2 Pale Descensor . Selección 2 Pale Descensor . Aux
Pale Transfer Descensor , Bypass Robopack . Pale a Rodillos 2 Descensor . Aux FC1 Antes Descensor .
Reset Zona Descensor
Pale 2 Transfer Entrada
730 Pale a Cadenas 4.2
Marcha Automatico . Aux CF2 Transfer Entrada Ascensor . Pale 1 a Cadenas 4 . Pale a Cadenas
3 . Aux CF1 Cadenas 4 . Aux CF2 Pale Descensor . Selección 2 Pale Descensor . Aux Pale
Transfer Descenso . Bypass Robopack . Pale a Rodillos 2 Descensor . Reset Zona Descensor
731
Marcha Automatico . FC Transfer Entrada Descensor Arriba .
Aux FC1 ants Descensor . Pale2 Transfer Entrada
Pale a Entrada Descensor
732 Pale a Rodillos 2 Dscensor
Marcha Automatico , Aux CF1 Pale Descensor , Aux CF2 Pale
Descensor . FC Elevador Arriba . Pale en Rodillos 2 Dscensor
733
Pale a Rodillos 2 Dscensor . Aux CF2 Pale Descensor
Pale en Rodillos 2 Dscensor
734
Marcha Automatico , Aux CF2 Pale Dscensor . Aux CF1 Pale Dscensor . Aux CF Seguridad
Tansfer Entrada Descensor , Pale a Rodillos 1 Dscensor , Subir Rodillos Transfer Entrada
Elevador . Pale a Rodillos 2 Descensor , FC Elevador Arriba . FC Elevador Abajo
Bajar Descensor
735 Pale a Rodillos Salida
Marcha Automatico , Aux CF2 Pale Descensor , Aux Motor C1 ON ,
Aux CF Tramo Salida Descensor . FTC Etiquetadora FINT C1 . FC
Elevador Abajo , Pale 1 En Rodillos Salida , Reset Zona Descensor
736
Pale 1 a Rodillos Salida , Aux CF2 Pale Dscensor . FT2 mesa salida Descensor
Pale 1 en Rodillos Salida
737
Marcha Automatico , Aux CF1 Pale Dscensor , Aux CF2 Pale
Descensor , Pale 1 a Rodillos Salida , Pale 2 en Rodillos Salida .
Reset Zona Descensor
Pale 2 a Rodillos Salida
738
Pale 2 a Rodillos Salida , Aux CF2 Pale Descensor
Pale 2 en Rodillos Salida
739
740
Aux CF2 Transfer Entrada Ascensor , Selección Salida Manual , FC
Transfer Entrada Descensor Abajo , Subir Rodillos Transfer Entrada
Elevador , Aux CF Salida Manual . Pale en Salida Manual , Reset
Zona Descensor
Pale a Salida Manual
Pale en Salida Manual
Pale a Salida Manual , Aux CF Salida Manual
CF1 Pale Descensor

Planos
Página 177
4.8.9. Grafcet Signals Robopack (FB16)
800
801
Autorización Transferencia Pale
Aux. Autorización Transferencia Pale
802 Aux End Wrapping
Pilz Robopack
803
Robopack ok para baypas
End Wrapping
804
Seguridad Electrica Robopack
Cadenas 3 Entrada Descensor / Cadenas Entrada Salida Genesis
805 Aux Coneyor IN RUN
806 Coneyor IN RUN
807 S Aux Robopack RUN
(Marcha Automatico. Inici Envolvedura . Aux Cadenas 3 Salida Robopack ) (Marcha Automatico . Aux CF1
Cadenas 3 . Aux Cadenas 3 Salida Robopack).Aux Cadenas 3 Salida Robopack . Bpoas ribopack
808
Aux Coneyor IN RUN . Cadenas 3 Entrada Descensor
809
Retardo posicion pale in robopack
Aux Robopack ok para baypas
Aux Coneyor IN RUn
Retardo posición pale in robopack
Cycle Start Wrapping
Signal robopack

Planos
Página 178
4.8.10. Grafcet Transporte Wrapping (FB17)
900
901
Marcha Automático . AUX CF2 Cadenas 1 . Aux Cadenas 2 Hacia Robopack .
Aux CF1 Cadenas 2 . Fin Transferencia CAd1-2 . Reset Cadenas Acumulación
Aux Cadenas 1 to Cadenas 2
902 FIN Transferencia Cadenas 1-2
Aux Cadenas 2 hacia Robopack . Aux Cadenas 3 Salida Robopack . Reset Pale . Reset Entrada Genesis
903
Marcha Automático . Aux CF1 Cadenas 2 . Aux CF1 Cadenas 3 . Pale in Wrapping o transición .
Fin Transferencia Cadenas 2 a Robopack . Baypass robopack . Reset Cadenas Acumulación
Aux Cadenas 1 to Cadenas 2 . Aux CF! Cadenas 2
904
Pale in wrapping o transición
Aux CF1 Cadenas 3 . Aux Cadenas 2 jacia Robopack
905 FIN Transferencia Cadenas 2 a RObopack
906 Aux Cadenas 3 hacia Robopack
907 Inicio Envolvedura
Codigo De Envolvedura según la linea
908
Aux Cadenas 3 hacia Robopack . Aux CF1 Cadenas 3
909
Aux Cadenas 2 hacia Robopack
Marcha Automatico , Aux Cadenas 2 hacia Robopack . Aux CF2 Cadenas 2 . Inicio Envolvedura .
Bypass Robopack . Reset Cadenas Acomulación . Reset entrada Genesis
Marcha Automatico . Aux CF1 Cadenas 3 . Aux End Wrappung . Aux CF2 Transfer Entrada Ascensor . Marcha Bajar Transfer L3 . Aux CF1 Cadenas 4 . Aux CF2 Cadenas 4 , Aux Cadenas 3
Salida Robopack . Señal Cortafuego . Aux Cadenas 4 Salida Robopack . Pale zona salida Envolvedora . Bypass robopack . Reset Cadenas Acomulación . Reset Salida Gensesis
Aux Cadenas 3 Salida Robopack
910 FIN Salida Envolvedora
911 Aux Cadenas 4 Salida Robopack
912 Auc Cadeanas 4 After Wrappimg
Aux Cadenas 4 Salida Robopack , Marcha Bajar Transfer L3
913
Marcha Automático . Señal Cortafuegos . FC Transferencia Entrada Descensor Arriba . Aux CF2 Transferencia Entrada Ascensor . Bypas robopack ,
Reset Cadenas Acumulación , Reset Salida Génesis
914
Marcha Automático . Aux Cadenas 3 Salida Robopack , Aux CF2 Cadenas 3 . Aux CF1 Cadenas 4 . Aux CF2 Cadenas 4 . Aux CF2 Transferencia Entrada Ascensor .
Marcha Bajar Transfer L3 . Señal Cortafuego . FIN Transferencia Cadenas 3-4 . Bypass robopack . Reset Cadenas Acumulación . Reset Salida Génesis
Aux Cadenas 3 Salidas Robopack , Fin Transferencia Cadenas 3-4 . Reset Salida Génesis . Bypas robopack . Reset Cadenas Acumulación
Pale en Zona Salida Robopack
Aux Cadenas 3 Salida Robopack . Aux CF1 Cadenas 4
FIN Transferencia cadenas 3-4

5 Pliego de Condiciones
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2015

Pliego de Condiciones
Página 180
5.0. Índice Pliego de Condiciones
5 Pliego de Condiciones ................................................................................................... 179 5.0. Índice Pliego de Condiciones ........................................................................................ 180 5.1. Capítulo Preliminar: Disposiciones Generales ........................................................... 181
5.1.1. Objeto del Pliego General .................................................................................... 181 5.1.2. Documentación del Contrato de Obra .................................................................. 181
5.2. Capítulo 1: Condiciones Facultativas .......................................................................... 182 5.2.1. Epígrafe 1: Delimitación General de Funciones Técnicas ................................... 182
5.2.2. Epígrafe 2: De las obligaciones y derechos del Contratista ................................. 183 5.2.3. Epígrafe 3: Prescripciones generales relativas a los trabajos y materiales .......... 184 5.2.4. Epígrafe 4: Recepción de la instalación ............................................................... 186
5.3. Capítulo 2: Condiciones Económicas .......................................................................... 187 5.3.1. Epígrafe 1: Principio general ................................................................................ 187 5.3.2. Epígrafe 2: Fianzas ............................................................................................... 187 5.3.3. Epígrafe 3: Precios ............................................................................................... 188 5.3.4. Epígrafe 4: Valoración y pago de los trabajos ..................................................... 190 5.3.5. Epígrafe 5: Indemnizaciones mutuas ................................................................... 193
5.4. Condiciones Técnicas .................................................................................................... 195 5.4.1. Epígrafe 1: Generalidades .................................................................................... 195
5.4.2. Epígrafe 2: Utilización ......................................................................................... 195 5.4.3. Epígrafe 3: Cableado ............................................................................................ 195 5.4.4. Epígrafe 4: Alimentaciones Eléctricas ................................................................. 195 5.4.5. Epígrafe 5: Armario de control ............................................................................ 195 5.4.6. Epígrafe 6: Módulos de entrada y salida .............................................................. 197 5.4.7. Epígrafe 7: Materiales eléctricos .......................................................................... 198

Pliego de Condiciones
Página 181
5.1. Capítulo Preliminar: Disposiciones Generales
5.1.1. Objeto del Pliego General
Este pliego de condiciones tiene por objeto recoger las condiciones administrativas, técnicas y económicas básicas por las que se regirá el contrato derivado de la presente licitación. Tiene como finalidad regular la ejecución de las obras fijando los niveles teóricos y de calidad exigibles y precisa las intervenciones que corresponden al contrato y según la legislación aplicable, al Promotor o propietario de la obra, al Contratista o constructor de la obra, a los técnicos i encargados, al Proyectista, así como las relaciones entre ellos y las obligaciones correspondientes en el orden del cumplimiento del contrato de la obra.
5.1.2. Documentación del Contrato de Obra
Integran el contrato los documentos siguientes relacionados por orden de relación por lo que se refiere al valor de las especificaciones en caso de omisión o contradicción aparente.
Las condiciones fijadas en el mismo documento de contrato de empresa o arrendamiento de obra si es que existe.
El Pliego de Condiciones particular. El presente Pliego General de Condiciones. El resto de documentación del Proyecto (memoria descriptiva, planos y
presupuesto). Las órdenes e instrucciones de la Dirección facultativa de las obras se incorporan al Proyecto como una interpretación, complemento o precisión de las determinaciones. En cada documento, las especificaciones literales prevalecen sobre las gráficas i en los planos, la cota prevalece sobra la medida a escala.

Pliego de Condiciones
Página 182
5.2. Capítulo 1: Condiciones Facultativas
5.2.1. Epígrafe 1: Delimitación General de Funciones Técnicas
El proyectista:
Corresponde al Proyectista:
Redactar los complementos o rectificaciones del proyecto que se requieran. Asistir a la obras, tantas veces como lo requiera su naturaleza y complejidad, para
poder resolver las contingencias que se produjeran e impartir las instrucciones complementarias que se necesiten para llegar a la solución correcta.
Coordinar la intervención en obra de otros técnicos que, en su caso, concurran a la
dirección con función propia y aspectos parciales de su especialidad. Aprobar las certificaciones parciales de obra, la liquidación final y asesorar al
promotor en el acto de recepción. Preparar la documentación final de la obra y expedir y suscribir el certificado de final
de obra.
El constructor:
Corresponde al Constructor:
Organizar los trabajos de construcción, redactando los planes de obra que se necesiten
y proyectando o autorizando las instalaciones provisionales. Suscribir con el Proyectista el acto de replanteo de la obra. Ostentar la dirección de todo el personal que intervenga en la obra y coordinar las
intervenciones de los subcontratistas. Asegurar la idoneidad de todos los materiales y elementos constructivos que se
utilicen, comprobándolos y rechazando, por iniciativa propia o por prescripción del Proyectista, el suministro que no cuenten con las garantías o documentos requeridos para las normas de aplicación.
Facilitar al proyectista, con tiempo suficiente, los materiales necesarios para el
cumplimiento de su cometido. Preparar las certificaciones parciales de obra y la propuesta de liquidación final. Concertar los seguros de accidentes de trabajo y de daños a terceros durante la obra.

Pliego de Condiciones
Página 183
El contrato:
Comprenderá la adquisición de todos los materiales, transporte, mano de obra y medios auxiliares para la ejecución de la obra proyectada dentro del plazo estipulado, así como la reconstrucción de las unidades defectuosas, la realización de las obras complementarias y las derivadas de las modificaciones que se introduzcan durante la ejecución, estas últimas en los términos previstos. La totalidad de los documentos que componen el documento técnico de la obra serán incorporados al contrato y tanto el contratista como la propiedad deberán firmar en testimonio de que los conocen y lo aceptan.
5.2.2. Epígrafe 2: De las obligaciones y derechos del Contratista
Verificación de los documentos del proyecto:
Antes de empezar las obras, el Contratista consignará por escrito que la documentación aportada le resulta suficiente para la comprensión de la totalidad de la obra contratada, o en el caso contrario, solicitará las aclaraciones pertinentes.
Oficina en la obra:
El Contratista habilitará en la obra una oficina en la cual habrá una mesa o mostrador adecuado, donde se puedan extender y consultar los planos. En la mencionada oficina tendrá siempre el Contratista a disposición de la Dirección facultativa:
El proyecto completo, incluidos los complementos que en su caso, redacte el proyectista.
La Licencia de obras. El Libro de Órdenes y Asistencias. El Plan de Seguridad y Salud. La documentación de los seguros
Dispondrá además el Contratista una oficina para la Dirección facultativa, convenientemente condicionada por trabajar con normalidad a cualquier hora de la jornada. El Libro de Incidencias, que deberá estar siempre en la obra, se encontrará en poder del coordinador en materia de seguridad y salud o, en el caso de no ser necesaria la designación de coordinador, en poder de la Dirección facultativa.

Pliego de Condiciones
Página 184
Representación del Contratista:
El Contratista está obligado a comunicar a la propiedad la persona designada como delegado suyo a la obra, que tendrá el carácter de Delegado de la misma, con dedicación llena y con facultades por representarlo y adoptar en todo momento aquellas decisiones que se refieren a la Contrata. Sus funciones serán las del Contratista. Cuando la importancia de las obras lo requiera y así se consigne en el Pliegue de "Condiciones particulares de índole facultativa" el Delegado del Contratista será un facultativo de grado superior o grado medio, según los casos. El Pliegue de Condiciones particulares determinará el personal facultativo o especialista que el Contratista se obligue a mantener en la obra como mínimo, y el tiempo de dedicación comprometida. El incumplimiento de esta obligación o, en general, la carencia de calificación suficiente por parte del personal según la naturaleza de los trabajos, facultará al proyectista por ordenar la paralización de las obras, sin ningún derecho a reclamación, hasta que sea enmendada la deficiencia.
Interpretaciones, aclaraciones o modificaciones de los documentos del proyecto:
Cuando se trate de aclarar, interpretar o modificar preceptos de los Pliegos de Condiciones o indicaciones de los planos o croquis, las órdenes e instrucciones correspondientes se comunicarán precisamente por escrito al Contratista que estará obligado a volver los originales o las copias subscribiendo con su firma el conforme que figurará al pie de todas las órdenes, avisos o instrucciones que reciba, tanto de la Dirección facultativa. Cualquier reclamación que en contra de las disposiciones de la Dirección facultativa quiera hacer el Contratista, deberá dirigirla, dentro precisamente del plazo de tres días, a aquel que lo hubiera dictado, el cual dará al Contratista el correspondiente recibo si así lo solicitara. El Contratista podrá requerir de la Dirección facultativa, las instrucciones o aclaraciones que hagan falta para la correcta interpretación y ejecución del proyecto.
Faltas del personal:
El Proyectista, en el caso de desobediencia a sus instrucciones, manifiesta incompetencia o negligencia grave que comprometa o perturbe la marcha de los trabajos, podrá requerir al Contratista que aparte de la obra a los trabajadores u operarios causantes de la perturbación. El Contratista podrá subcontratar capítulos o unidades de obra a otros contratistas e industriales, sujetando se en su caso, a aquello estipulado en el Pliegue de Condiciones particulares y sin perjuicio de sus obligaciones como Contratista general de la obra.
5.2.3. Epígrafe 3: Prescripciones generales relativas a los trabajos y materiales
Ampliación del proyecto por causas imprevistas o de fuerza mayor:
Cuando sea necesario, por motivos imprevistos o por cualquier accidente, ampliar el Proyecto, no se interrumpirán los trabajos y se continuarán según las instrucciones hechas por la Dirección facultativa en tanto se formula o tramita el Proyecto Reformado. El Contratista está obligado a realizar con su personal y sus materiales aquello que la Dirección de las obras disponga, anticipando por el momento este servicio, el importe del cual le será consignado en un presupuesto adicional o abonado directamente, de acuerdo con el que se estipule.

Pliego de Condiciones
Página 185
Prórroga por causa de fuerza mayor:
Si por causa de fuerza mayor e independiente de la voluntad del Contratista, este no pudiera empezar las obras, o debiera suspenderlas, o no le fuera posible acabarlas en los plazos prefijados, se le otorgará una prórroga proporcionada por el desempeño de la Contrata, previo informe favorable del Proyectista. Por esto, el Contratista expondrá, en un escrito dirigido a la Dirección facultativa la causa que impide la ejecución o la marcha de los trabajos y el retardo que debido a esto se originaría en los plazos acordados, razonando debidamente la prórroga que por la mencionada causa solicita.
Responsabilidad de la Dirección facultativa en el retardo de la obra:
El Contratista no podrá excusarse de no haber cumplido los plazos de obras estipulados, alegando como causa la carencia de planos o órdenes de la Dirección facultativa, a excepción del caso en qué habiéndolo solicitado por escrito no se le hubiera proporcionado.
Trabajos defectuosos:
El Contratista habrá de emplear materiales que cumplan las condiciones exigidas en las "Condiciones generales y particulares de índole técnica" del Pliego de Condiciones y realizará todos y cada uno de los trabajos contratados de acuerdo con aquello especificado también en el mencionado documento. Por esto, y hasta que tenga lugar la recepción definitiva de la obra, es responsable de la ejecución de los trabajos que ha contratado y de las faltas y defectos que en los trabajos pudieran existir por su mala ejecución o por la deficiente calidad de los materiales empleados o aparatos colocados sin que le exonere de responsabilidad el control que es competencia de los Técnicos Proyectistas, ni tampoco el hecho que estos trabajos hayan sido valorados en las certificaciones parciales de obra, que siempre se entenderán abonadas a buena cuenta. Como consecuencia de lo expresado anteriormente, cuando el Técnico Proyectista detecte vicios o defectos en los trabajos ejecutados, o que los materiales empleados o los aparatos colocados no reúnan las condiciones preceptuadas, ya sea en el decurso de la ejecución de los trabajos, o una vez finalizados, y antes de ser verificada la recepción definitiva de la obra, podrá disponer que las partes defectuosas sean instaladas de nuevo de acuerdo con el que se haya contratado, y todo esto con cargo a la Contrata. Si la Contrata no estimara justa la decisión y se negara, se planteará la cuestión ante el Proyectista de la obra, que lo resolverá.
Materiales, aparatos y su procedencia:
El Contratista tiene libertad de proveerse de los materiales y aparatos de todas clases en los puntos que él crea conveniente, excepto en los casos en qué el Pliego Particular de Condiciones Técnicas preceptúe una procedencia determinada. Obligatoriamente, y antes de proceder a su utilización y aplicación, el Contratista deberá presentar al Técnico Proyectista una lista completa de los materiales y aparatos que haya de emplear en la cual se especifiquen todas las indicaciones sobre marcas, calidades, procedencia e idoneidad de cada uno.

Pliego de Condiciones
Página 186
Presentación de muestras:
A petición de la Dirección facultativa, el Contratista le presentará las muestras de los materiales con la anticipación prevista en el Calendario de la Obra.
Materiales y aparatos defectuosos:
Cuando los materiales, elementos instalados o aparatos no fueran de la calidad prescrita en este Pliego, o no tuvieran la preparación que se exige o, en fin, cuando la carencia de prescripciones formales del Pliego, se reconociera o se demostrara que no eran adecuados para el suyo objeto, la Dirección facultativa dará orden al Contratista de sustituirlos por otras que satisfagan las condiciones o cumplan el objetivo al cual se destinan. Si el Contratista a la cabeza de quince (15) días de recibir órdenes que retire los materiales que no estén en condiciones no lo ha hecho, podrá hacerlo la Propiedad cargando los gastos a la Contrata. Si los materiales, elementos instalados o aparatos fueran defectuosos, pero aceptables a criterio de la Dirección facultativa, se recibirán, pero con la rebaja de precio que él determine, a no ser que el Contratista prefiera sustituir los por otras en condiciones.
5.2.4. Epígrafe 4: Recepción de la instalación
Plazo de garantía:
El plazo de garantía habrá de estipularse en el Pliego de Condiciones Particulares y en cualquier caso nunca deberá ser inferior a doce meses.
De la recepción definitiva:
La recepción definitiva se verificará en transcurrido el plazo de garantía en igual forma y con las mismas formalidades que la provisional, a partir de la fecha del cual cesará la obligación del Contratista de reparar a su cargo aquellos desperfectos.
Prórroga del plazo de garantía:
Si al proceder al reconocimiento para la recepción definitiva de la obra, no se encontrara en las condiciones debidas, la recepción definitiva se aplazará y la Dirección facultativa marcará al Contratista los plazos y formas en qué se habrán de hacer las obras necesarias y, si no se efectuaran dentro de estos plazos, podrá resolverse el contrato con pérdida de la fianza.

Pliego de Condiciones
Página 187
5.3. Capítulo 2: Condiciones Económicas
5.3.1. Epígrafe 1: Principio general
Todos los que intervienen en el proceso de construcción tienen derecho a percibir puntualmente las cantidades acreditadas por su correcta actuación de acuerdo con las condiciones contractualmente establecidas. La propiedad, el contratista y, en su caso, los técnicos pueden exigirse recíprocamente las garantías adecuadas al desempeño puntual de sus obligaciones de pago.
5.3.2. Epígrafe 2: Fianzas
El Contratista prestará fianza de acuerdo con algunos de los procedimientos siguientes, según se estipule:
Depósito previo, en metálico o valores, o aval bancario, por importe entre el 3% y 10% del precio total de contrata.
Mediante retención a las certificaciones parciales o pagos por anticipado en la misma
proporción. Fianza provisional:
En el supuesto de que la obra se adjudique por subasta pública, el depósito provisional para tomar parte se especificará en el anuncio de la mencionada subasta y su cuantía será de encomendero, y exceptuando estipulación distinta en el Pliegue de Condiciones particulares vigente en la obra, de un tres por ciento (3 por 100) como mínimo, del total del presupuesto de contrata. El Contratista al cual se haya adjudicado la ejecución de una obra o servicio por la misma, deberá depositar en el punto y plazo fijados al anuncio de la subasta o el que se determine en el Pliegue de Condiciones particulares del Proyecto, la fianza definitiva que se señale y, en su defecto, su importe será del diez por ciento (10%) de la cantidad por la cual se haga la adjudicación de la obra, fianza que puede constituir se en cualquiera de las formas especificadas en el apartado anterior. El plazo señalado en el párrafo anterior, y quitado condición expresa establecida en el Pliego de Condiciones Particulares, no excederá de treinta días naturales a partir de la fecha en qué sea comunicada la adjudicación y en este plazo deberá presentar el adjudicatario la carta de pago o recibo que acredite la constitución de la fianza a la cual se refiere el mismo párrafo. El incumplimiento de este requisito dará lugar a qué se declare nula la adjudicación, y el adjudicatario perderá el depósito provisional que hubiera hecho por tomar parte en la subasta.

Pliego de Condiciones
Página 188
Ejecución de trabajos con cargo a la fianza:
Si el Contratista se negara a hacer por su cuenta los trabajos necesarios por ultimar la obra en las condiciones contratadas, la Dirección facultativa, en nombre y representación del Propietario, los ordenará ejecutar a un tercero o, podrá realizar los directamente por administración, abonando su importe con la fianza depositada, sin perjuicio de las acciones a las cuales tenga derecho el propietario, en el supuesto de que el importe de la fianza no fuera suficiente por cubrir el importe de los gastos efectuados en las unidades de obra que no fueran de recepción.
De su devolución en general:
La fianza retenida será devuelta al Contratista en un plazo que no exceda treinta (30) días una vez firmada el Acta de Recepción Definitiva de la obra. La propiedad podrá exigir que el Contratista le acredite la liquidación y saldo de sus deudas causadas por la ejecución de la obra, tales como salarios, suministros, subcontratas... etc.
Devolución de la fianza en el supuesto de que se hagan recepciones parciales:
Si la propiedad, con la conformidad de la Dirección facultativa, accediera a hacer recepciones parciales, tendrá derecho el Contratista a qué le sea devuelta la parte proporcional de la fianza.
5.3.3. Epígrafe 3: Precios
Composición de los precios unitarios:
El cálculo de los precios de las distintas unidades de obra es el resultado de sumar los costes directos, los indirectos, los gastos generales y el beneficio industrial.
Se consideran costes directos:
La mano de obra, con sus pluses, cargas y seguros sociales, que intervengan
directamente en la ejecución de la unidad de obra. Los materiales, a los precios resultantes a pie de obra, que queden integrados en la
unidad de qué se trate o que sean necesarios para su ejecución. Los equipos y sistemas técnicos de seguridad e higiene para la prevención y
protección de accidentes y enfermedades profesionales.

Pliego de Condiciones
Página 189
Los gastos de personal, combustible, energía, etc. que tengan lugar por el
accionamiento o funcionamiento de la maquinaria e instalación utilizadas en la ejecución de la unidad de obra.
Los gastos de amortización y conservación de la maquinaria, instalación, sistemas y
equipos anteriormente citados.
Se considerarán costes indirectos:
Los gastos instalación de oficinas a pie de obra, comunicaciones, talleres, laboratorios, seguros, etc., el personal técnico y administrativo adscrito exclusivamente a la obra y los imprevistos. Todos estos gastos, se cifrarán en un porcentaje de los costes directos.
Se considerarán gastos generales:
Los gastos generales de empresa, gastos financieros, cargas fiscales y tasas de la administración, legalmente establecidas. Se cifrarán como un porcentaje de la suma de los costes directos e indirectos (en los contratos de obras de la Administración pública este porcentaje se establece entre un 13%y un 17%)
Beneficio industrial:
El beneficio industrial del Contratista se establece en el 22% sobre la suma de las partidas anteriores. Precio de Ejecución material:
Se denominará Precio de Ejecución material el resultado obtenido por la suma de los anteriores conceptos excepto el Beneficio Industrial.
Precio de Contrata:
El precio de Contrata es la suma de los costes directos, los indirectos, los Gastos Generales y el Beneficio Industrial. El I.V.A gira sobre esta suma, pero no integra el precio.
Precios contradictorios:
Se producirán precios contradictorios sólo cuando la Propiedad mediante el Arquitecto decida introducir unidades o cambios de calidad en alguna de las previstas, o cuando haga falta afrontar alguna circunstancia imprevista. El Contratista estará obligado a efectuar los cambios. Si no hay acuerdo, el precio se resolverá contradictoriamente entre la dirección facultativa y el Contratista antes de empezar la ejecución de los trabajos y en el plazo que determine el Pliego de Condiciones Particulares. Si subsiste la diferencia se acudirá, en primer lugar, al concepto más análogo dentro del cuadro de precios del proyecto, y en segundo lugar al banco de precios de utilización más frecuente en la localidad. Los contradictorios que hubiera se referirán siempre a los precios unitarios de la fecha del contrato.

Pliego de Condiciones
Página 190
Reclamaciones de aumento de precios por causas diversas:
Si el Contratista antes de la firma del contrato, no hubiera hecho la reclamación u observación oportuna, no podrá bajo ningún pretexto de error u omisión reclamar aumento de los precios fijados en el cuadro correspondiente del presupuesto que sirva de base para la ejecución de las obras (con referencia a Facultativas).
Formas tradicionales de mesurar o de aplicar los precios:
En caso alguno podrá alegar el Contratista los usos y costumbres del país respeto a la aplicación de los precios o de la forma de mesurar las unidades de obra ejecutadas, se respetará aquello previsto en primer lugar, al Pliego General de Condiciones Técnicas, y en segundo lugar, al Pliego General de Condiciones particulares.
De la revisión de los precios contratados:
Si se contratan obras por su cuenta y riesgo, no se admitirá la revisión de los precios en cuanto que el incremento no llegue, en la suma de las unidades que faltan por realizar de acuerdo con el Calendario, a un montante superior al tres por 100 (3%) del importe total del presupuesto de Contrato. En caso de producir se variaciones en alza superiores a este porcentaje, se efectuará la revisión correspondiente de acuerdo con la fórmula establecida en el Pliego de Condiciones Particulares, recibiendo el Contratista la diferencia en más que resulte por la variación del IPC superior al 3%. No habrá revisión de precios de las unidades que puedan quedar fuera de los plazos fijados en el Calendario de la oferta.
5.3.4. Epígrafe 4: Valoración y pago de los trabajos
Distintas formas de pago de la instalación y obra:
Según la modalidad elegida para la contratación del proyecto exceptuando que en el Pliego Particular de Condiciones económicas se preceptúe otra cosa, el abono de los trabajos se efectuará así:
Tipo fijo o alzado total. Se abonará la cifra previamente fijada como base de la adjudicación, disminuida en su caso al importe de la baja efectuada por el adjudicatario.
Tipo fijo o alzado por unidad de obra, el precio invariable del cual se haya fijado por
adelantado, pudiendo variar solamente el número de unidades ejecutadas. Previa medición y aplicando al total de las unidades diversas de obra ejecutadas, del precio invariable estipulado por adelantado por cada una de ellas, se abonará al Contratista el importe de las comprendidas en los trabajos ejecutados y ultimados de acuerdo con los documentos que constituyen el Proyecto, los cuales servirán de base para la medición y valoración de las diversas unidades.

Pliego de Condiciones
Página 191
Variable por unidad de obra, según las condiciones en qué se realice y los materiales
diversos empleados en su ejecución de acuerdo con las órdenes de la Dirección facultativa.
Se abonará al Contratista en idénticas condiciones al caso anterior. Por listas de jornales y recibos de materiales autorizados en la forma que el presente
"Pliego General de Condiciones económicas" determina. Por horas de trabajo, ejecutado en las condiciones determinadas en el contrato.
Relaciones valoradas y certificaciones:
En cada una de las épocas o fechas que se fijen en el contrato o en los "Pliegos de Condiciones Particulares" que rijan en la obra, formará el Contratista una relación valorada de las obras ejecutadas durante los plazos previstos, según la medición que habrá practicado la Dirección facultativa. El trabajo ejecutado por el Contratista en las condiciones preestablecidas, se valorará aplicando al resultado de la medición general, cúbica, superficial, lineal, ponderal o numeral correspondiente para cada unidad de obra, los precios señalados en el presupuesto para cada una de ellas, teniendo presente además aquello establecido en el presente "Pliego General de Condiciones económicas" respeto a mejoras o sustituciones de materiales o a las obras accesorias y especiales, etc. Al Contratista, que podrá presenciar las mediciones necesarias por extender esta relación, la Dirección facultativa le facilitará los datos correspondientes de la relación valorada, acompañando las de una nota de envío, al objeto que, dentro del plazo de (10) días a partir de la fecha de recepción de esta nota, el Contratista pueda examinarlas y volverlas firmadas con su conformidad o hacer, de lo contrario, las observaciones o reclamaciones que considere oportunas. Dentro de los diez (10) días siguientes a su recepción, la Dirección facultativa aceptará o rehusará las reclamaciones del Contratista si fueran, dando le cuento de su resolución y pudiendo el Contratista, en el segundo caso, acudir ante el Propietario contra la resolución de la Dirección facultativa en la forma prevista en los "Pliegos Generales de Condiciones Facultativas y Legales". Tomando como base la relación valorada indicada en el párrafo anterior, la Dirección facultativa expedirá la certificación de las obras ejecutadas. Del importe se deducirá el tanto por ciento que para la constitución de la fianza se haya preestablecido. El material almacenado a pie de obra por indicación expresa y por escrito del Propietario, podrá certificar se hasta el noventa por ciento (90%) de su importe, a los precios que figuran en los documentos del Proyecto, sin afectar los del tanto por ciento de Contrata. Las certificaciones se remitirán al Propietario, dentro del mes siguiente al periodo al cual se refieren, y tendrán el carácter de documento y entregas a buena cuenta, sujetos a las rectificaciones y variaciones que se derivan de la liquidación final, no suponiendo tampoco estas certificaciones ni aprobación ni recepción de las obras que comprenden. Las relaciones valoradas contendrán solamente la obra ejecutada en el plazo al cual la valoración se refiere. En caso de que la Dirección facultativa lo exigiera, las certificaciones se extenderán en su origen.

Pliego de Condiciones
Página 192
Mejoras de obras libremente ejecutadas:
Cuando el Contratista, incluido con autorización de la Dirección facultativa, utilice materiales de preparación más esmerada o de mejor calidad que el señalado en el Proyecto o sustituyera una clase de fábrica por otra de precio más alto, o en general introdujera en la obra sin pedirle, cualquier otra modificación que sea beneficiosa a criterio del Técnico Director, no tendrá derecho, no obstante, más que al abono del que pudiera corresponder en el supuesto de que hubiera construido la obra con estricto sujeción a la proyectada y contratada o adjudicada.
Pago de trabajos presupuestados con partida alzada:
Exceptuando el preceptuado en el "Pliego de Condiciones Particulares de índole económica", vigente en la obra, el abono de los trabajos presupuestados en partida alzada, se efectuará de acuerdo con el procedimiento que corresponda entre los que a continuación se expresan:
Si hay precios contratados para unidades de obra iguales, las presupuestadas mediante partida alzada, se abonarán previa medición y aplicación del precio establecido.
Si hay precios contratados para unidades de obra similares, se establecerán precios
contradictorios para las unidades con partida alzada, deducidos de los similares contratados.
Si no hay precios contratados para unidades de obra iguales o similares, la partida
alzada se abonará íntegramente al Contratista, exceptuando el caso que en el Presupuesto de la obra se exprese que el importe de esta partida se debe justificar, en este caso, el Técnico Director indicará al Contratista y con anterioridad a la ejecución, el procedimiento que se debe seguir por traer esta cuenta que, en realidad será de administración, valorando los materiales y jornales a los precios que figuran en el Presupuesto aprobado o, en su defecto, a los que anteriormente a la ejecución convengan ambas partes, incrementando se el importe total con el porcentaje que se fije en el Pliegue de Condiciones Particulares en concepto de Gastos Generales y Beneficio Industrial del Contratista.
Pago de otros trabajos especiales no contratados:
Cuando hicieran falta efectuar trabajos de cualquier índole especial u ordinaria, que por no haber sido contratados no fueran por cuenta del Contratista, y si no fueran contratados con tercera persona, el Contratista tendrá la obligación de hacer los y de pagar los gastos de toda clase que ocasionen, y le serán abonados por el Propietario por separado de la Contrata. Además de reintegrar mensualmente estos gastos al Contratista, se le abonará junto con ellos el tanto por ciento del importe total que, en su caso, se especifique en el Pliego de Condiciones Particulares.

Pliego de Condiciones
Página 193
Pagos:
El Propietario pagará en los plazos previamente establecidos. El importe de estos plazos corresponderá precisamente al de las certificaciones de obra conformadas por el Técnico Director, en virtud de las cuales se verificarán los pagos.
Pago de trabajos ejecutados durante el plazo de garantía:
Efectuada la recepción provisional y si durante el plazo de garantía se hubieran ejecutado trabajos, para el suyo abono se procederá así:
Si los trabajos que se hacen estuvieran especificados en el Proyecto y, sin causa justificada, no se hubieran realizado por el Contratista a su tiempo, y la Dirección facultativa exigiera su realización durante el plazo de garantía, serán valorados los precios que figuran en el presupuesto y abonados de acuerdo con el que se estableció en los "Pliegos Particulares" o en su defecto en los Generales, en el supuesto de que estos precios fueran inferiores a los vigentes en la época de su realización; de lo contrario, se aplicarán estos últimos.
Si se han hecho trabajos puntuales para la reparación de desperfectos ocasionados por
el uso del edificio, debido a que este ha sido utilizado durante este tiempo por el Propietario, se valorarán y abonarán los precios del día, previamente acordados.
Si se han hecho trabajos para la reparación de desperfectos ocasionados por
deficiencia de la construcción o de la calidad de los materiales, no se abonará por estos trabajos nada al Contratista.
5.3.5. Epígrafe 5: Indemnizaciones mutuas
Importe de la indemnización por retardo no justificado en el plazo de acabamiento de las
obras:
La indemnización por retardo en el acabamiento se establecerá en un tanto por mil del importe total de los trabajos contratados, por cada día natural de retardo, contados a partir del día de acabamiento fijado en el calendario de obra. Las sumas resultantes se descontarán y retendrán con cargo a la fianza.
Demora de los pagos: Si el propietario no pagara las obras ejecutadas, dentro del mes siguiente que corresponde el plazo convenido, el Contratista tendrá además el derecho de percibir el abono de un cuatro y medio por ciento (4,5%) anual, en concepto de intereses de demora, durante el espacio de tiempo de retardo y sobre el importe de la mencionada certificación. Si todavía transcurrieran dos meses a partir del acabamiento de este plazo de un mes sin realizar se este pago, tendrá derecho el Contratista a la resolución del contrato, procediendo se a la liquidación correspondiente de las obras ejecutadas y de los materiales almacenados, siempre que estos

Pliego de Condiciones
Página 194
reúnan las condiciones preestablecidas y que su cantidad no exceda de la necesaria para la finalización de la obra contratada o adjudicada. Pese al expresado anteriormente, se rehusará toda solicitud de resolución del contrato fundado en la demora de pagos, cuando el Contratista no justifique que en la fecha del mencionada solicitud ha invertido en obra o en materiales almacenados admisibles la parte de presupuesto correspondiente al plazo de ejecución que tenga señalado al contrato.

Pliego de Condiciones
Página 195
5.4. Condiciones Técnicas
5.4.1. Epígrafe 1: Generalidades
Las características técnicas serán mediante mutuo acuerdo, rectificadas en caso de necesidad imperiosa. De no ser así, cumplirán las condiciones eléctricas y de parámetros señalados en este documento así como también las condiciones de seguridad señaladas.
5.4.2. Epígrafe 2: Utilización
Si una vez determinada la operación no consta en el cuadro de características del equipo electrónico debe darse una especial atención al diseño del circuito para evitar toda sobrecarga del mismo, debido a condiciones desfavorables de funcionamiento. No deben emplearse dispositivos electrónicos en circunstancias que puedan dar características de los mismos no controladas por el fabricante.
5.4.3. Epígrafe 3: Cableado
Deberán existir canalizaciones distintas para el cableado de la parte de potencia y de la parte de señales para evitar interferencias entre ellos. La conexión de los cables en cada punto de unión será mediante terminales adecuados a la sección del cable en lo que se refiere a conductores de potencia, siendo su sección no superior a 2,5 mm 2 de sección útil y con aislamiento PVC especialmente de color negro, marrón o gris.
5.4.4. Epígrafe 4: Alimentaciones Eléctricas
Todos los equipos de control se alimentarán a través de interruptores magnetotérmicos que tendrán un contacto auxiliar para alarma. Una de las características fundamentales es que tengan una potencia de cortocircuito mayor de 6 kA.
5.4.5. Epígrafe 5: Armario de control
El armario que contenga los equipos de control deberá instalarse en una zona que esté bien iluminada con fácil acceso y exenta de vibraciones. Los conductores de alimentación irán conducidos sobre bandejas y su introducción en el armado se hará a través de prensaestopas de diámetro acorde a la sección exterior de la manguera de conductores. Las secciones de los cables de alimentación y cables de salida, deben ser tales que por condiciones de corriente no se produzca un calentamiento de los mismos y que por

Pliego de Condiciones
Página 196
condiciones de caída de tensión, se garantice una disminución como máximo del 3% de la tensión nominal.
Fundamentos para la realización de instalaciones que satisfacen las reglas de la CEM
Si bien el S7 y sus componentes se han desarrollado para funcionar en un entorno industrial rudo y satisfacen los requisitos de las reglas de compatibilidad electromagnética, antes de instalar cualquier sistema electrónico de automatización conviene realizar un estudio de CEM a fin de detectar posible fuentes de perturbaciones. Reglas para evitar la CEM:
Regla 1
Al montar el sistema de automatización, vigilar que las piezas metálicas inactivas están puestas a masa a lo largo de una gran superficie de contacto.
Unir todas las partes metálicas inactivas por medio de enlaces de gran superficie y baja impedancia.
Utilizar arandelas de contacto especiales o eliminar las capas aislantes antes de
realizar uniones atornilladas en piezas metálicas pintadas. No utilizar elementos de aluminio, ya que se oxida fácilmente, y no es adecuado para
enlaces de puesta a masa. Establecer un enlace central entre la masa y el sistema de puesta a tierra al conductor
de protección.
Regla 2
Al realizar el cableado, respetar las siguientes pautas
Repartir los cables en grupos, cables de corrientes fuertes, cables de alimentación, cables de señales, cables de datos.
Tener los cables de corrientes fuertes y los cables de señales o de datos separados en
distintas bandejas. Tender los cables de señales y de datos lo más cerca posible de superficies conectadas
a masa.
Regla 3
Velar por una fijación perfecta de los cables apantallados
Los cables de transferencia de datos deben ser apantallados. La pantalla debe conectarse por los extremos por medio de una gran superficie de contacto.

Pliego de Condiciones
Página 197
Los cables de señales analógicas deben ser apantallados. La conexión de la pantalla en un solo extremo puede ser ventajosa para la transferencia de señales de baja amplitud.
Conectar la pantalla de los cables a la barra de pantallas del conductor de protección
inmediatamente tras la entrada del cable en el armario. Fijar la pantalla por medio de abrazaderas de cable. Prolongar la pantalla hasta la tarjeta módulo, pero no conectarla en dicho punto de destino.
El enlace entre la barra de pantallas del conductor de protección y el armario deberá
realizarse con baja impedancia. Los conectores para los cables apantallados de transferencia de datos deben ser
metálicos o metalizados.
Regla 4
En casos particulares, aplicar las medidas de compatibilidad electromagnética especial:
Conectar elementos supresores a todas las inductancias no mandadas por los módulos S7.
Para la iluminación de armarios, utilizar lámparas incandescentes, evitar el uso de
lámparas fluorescentes.
Regla 5
Realizar un potencial de referencia común y conectar, si es posible, todos los materiales eléctricos a tierra.
En caso de diferencia de potencial entre los elementos de la instalación y los armarios, tender conductores o líneas equipotenciales de sección suficiente.
Las medidas de puesta a tierra deben aplicarse de forma puntual. La puesta a tierra del
sistema de automatización se utiliza para fines de protección y funcionales. Conectar los elementos de la instalación y los armarios que contienen los bastidores y
de ampliación (configuraciones centralizada y descentralizada) en estrella con el sistema de puesta a tierra (conductor de protección). De esta forma se evita la formación de bucles de tierra.
5.4.6. Epígrafe 6: Módulos de entrada y salida
Se verificarán estas condiciones conforme a las siguientes comprobaciones:
Medida de valores de entradas y salidas. Medida de los parámetros de trabajo.

Pliego de Condiciones
Página 198
Mediante un montaje de prueba, se comprobaran las tensiones, corrientes y potencias que cada módulo tiene en cada momento y como los valores límites especificados por el fabricante, disponiendo de aparatos de medida de tensiones e intensidades y del programador, para visualizar la señal. Si durante alguna de las pruebas realizadas, resultase algún módulo dañado sin haber sobrepasado ningún parámetro máximo, se probará con otro módulo de la misma clase y familia y si se volviera a producir la avería se mirarían los módulos de bus y el autómata en su conjunto.
5.4.7. Epígrafe 7: Materiales eléctricos
Todos los materiales se instalarán con las características y calidades indicadas en el Proyecto Técnico y en las normas de aplicación a esta instalación cuanto en ellas se especifique. Cualquier equipo o dispositivo deberá ser sometido a la aprobación del Técnico Director para lo cual se le presentará una muestra del mismo o bien en catálogo o en el que se indiquen las características y calidad del mismo.
Vilaverd, 18 de julio de 2015
David López Puga
Firma.

6 Estado de mediciones
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2015

Estado de mediciones
Página 200
6.0. Índice Estado de mediciones
6 Estado de mediciones .................................................................................................... 199 6.0. Índice Estado de mediciones......................................................................................... 200 6.1. Elementos armario AVE ............................................................................................... 201 6.2. Transfer y tramo de cadenas ........................................................................................ 204 6.3. Seguridad y Salud.......................................................................................................... 206

Estado de mediciones
Página 201
6.1. Elementos armario AVE
Código Descripción Uds L A H Parciales Cantidad
CAPITULO 1: ELEMENTOS ARMARIO AVE ZBV-B3 Cabeza para pulsador verde
2 2,00
2,00
ZB4-B4 Cabeza para pulsador rojo
1 1,00
1,00
ZB4-B2 Cabeza para pulsador blanco
1 1,00
1,00
ZB4-B54 cabeza para pulsador "de seta" de enganche
1 1,00
1,00
ZBE-101 Bloque de contacto estándar simple N.A.
3 3,00
3,00
ZBE-102 Bloque de contacto estándar simple N.C.
3 3,00
3,00
ZB4-BZ009 Unidad de fijación
6 6,00
6,00
AGP 3301–L1–D24
Pantalla AGP-3301
1 1,00
1,00
LP4K09-10BW3
Contactor de potencia LP4K
20 20,00
20,00
LP5K09-01BW3
Contactor de potencia LP5K
6 6,00
6,00
LC1D40A Contactor de potencia LC1
1 1,00
1,00
LA1KN22 Contactor de potencia LA1K
2 2,00
2,00
GV2ME013 Magneto térmico GV2
1 1,00

Estado de mediciones
Página 202
1,00
GV2ME04 Magneto térmico GV2
1 1,00
1,00
GV2ME06 Magneto térmico GV2
11 11,00
11,00
GV2ME07 Magneto térmico GV2
6 6,00
6,00
GV2ME08 Magneto térmico GV2
5 5,00
5,00
GV2ME10 Magneto térmico GV2
1 1,00
1,00
GV2ME16 Magneto térmico GV2
1 1,00
1,00
6ES7313-5BG04-0AB0
CPU313C
1 1,00
1,00
6ES7321-1BL00-0AA0
Modulo Entradas SM321 DI32 24V
2 2,00
2,00
6ES7321-1BH02-0AA0
Módulos Entradas SM321 DI16 24V
1 1,00
1,00
6ES7322-1HH01-0AA0
Modulo de Salidas SM 322 DO16 REL AC120/230
1 1,00
1,00
6ES7322-1BH01-0AA0
Modulo de Salidas SM 322 DO16 DC24/0.5A
3 3,00
3,00
6EP1333-2BA01
SITOP SMART 120 W FUENTE ALIMENTACION
1 1,00
1,00
PD-500 TRAFO POLYLUX PD500
1 1,00
1,00

Estado de mediciones
Página 203
343-1CX10-0XE0
SIMATIC NET CP343-1 Lean
1 1,00
1,00
Relé (Nº2961105 24V 6A)
Módulos de relés
7 7,00
7,00 Base (Nº2966061)
Base relé Phoenix Contact
7 7,00
7,00 QRC series C9-A4x
Módulos de relés
5 5,00
5,00
MY4IN Módulos de relés
10 10,00
10,00 774 130 Pilz E1P
1 1,00
1,00
C60NC4 Interruptor diferencial C60N
1 1,00
1,00
C60NC6 Interruptor diferencial C60N
1 1,00
1,00
C60NC63 Interruptor diferencial C60N
1 1,00
1,00
12609MAS Cables de Teflón de 0.75mm2.
100 100,00
100,00
H07Z1-K 1.5mm Cable 2.5mm2. Cable eléctrico
100 100,00
100,00

Estado de mediciones
Página 204
6.2. Transfer y tramo de cadenas
Código Descripción Uds L A H Parciales Cantidad CAPITULO 2: TRANSFERS Y TRAMO DE CADENAS
W63U38 P80 BN80B4 Motor reductor W63U38 P80 BN80B4; 0,75kW; sal.; 37 rpm; B14;B8-s; hueco D25mm; con brazo de reacción
3 3,00
3,00
UCP-207 RCS Soporte rodamiento
7 7,00
7,00
Conex B-35x47 Buje de sujeción autoblocante
7 7,00
7,00
2000.0050.01 Piñón Z=12; P=1"
21 21,00
21,00
Z012; Paso=1"x17,02 Piñón tensor para cadena
21 21,00
21,00
1" mts Cadena de 1"; Rosarios (299 pasos + enganche) 300 pasos DIN 8187
30 30,00
30,00
2000.0070.07 Piñón Z=15 simplex 5/8" D=25mm
21 21,00
21,00
5/8" Cadena Simple pasos 5/8" DIN-8187; 317 pasos + enganche=318
30 30,00
30,00
5/8" Empalme simplex DIN-8187 5/8"
21 21,00
21,00
5/8" Cadena Simple pasos 5/8" DIN-8187; 33 pasos + enganche=34
30 30,00
30,00
KSR16.LO.10.10.14.08 Rueda tensora para cadena 5/8" Z-14 serie
21 21,00
21,00

Estado de mediciones
Página 205
C-212 P80 BN80B4 Motor reductor; Pot. 0,75kW; Sal.: 47 rpm; Pos. Montaje: B3-W; Eje Salida: D=25mm
4 4,00
4,00
2000.0372.02 Rodillo D=89mm piñón simple
15 15,00
15,00
2000.0370.04 Rodillo D=89mm piñón dúplex
15 15,00
15,00
PM (31062) Colchón neumático doble
3 3,00
3,00
Válvula accionamiento colchones dobles de centro cerrados
7 7,00
7,00

Estado de mediciones
Página 206
6.3. Seguridad y Salud
Código Descripción Uds L A H Parciales Cantidad
CAPITULO 3: SEGURIDAD Y SALUD
745993-GU Par de guantes Timberland PRO de punto poliamida
4 4
4
CREEK S3CISRC Par de zapatos de seguridad Speriam
4 4
4
YIU040 Bolsa de piel para las herramientas
4 4
4
YFF020 Hora de formación de seguridad y salud en el trabajo
1 1
1
LIPARI Gafas monobloc de policarbonato incoloro, puntas de espátula
4 4
4
WEMP003 Botiquín-armario empresas especial de plástico con llave
1 1
1
745993-GU Cartel indicativo de riesgo con soporte.
6 6
6
Vilaverd, 18 de julio de 2015
David López Puga
Firma.

7 Presupuesto
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga Director: José Ramón López
Fecha: Setiembre 2015

Presupuesto
Página 208
7.0. Índice Presupuesto
7 Presupuesto ........................................................................................................ 207 7.0. Índice Presupuesto ........................................................................................................ 208 7.1. Presupuesto Unitario..................................................................................................... 209 7.2. Presupuesto descompuesto ........................................................................................... 213
7.2.1. Elementos armario AVE ...................................................................................... 213 7.2.2. Transfer y tramo de cadenas ................................................................................. 220 7.2.3. Seguridad y Salud ................................................................................................. 223
7.3. Presupuesto .................................................................................................................... 225 7.3.1. Elementos armario AVE ...................................................................................... 225 7.3.2. Transfer y tramo de cadenas ................................................................................. 227 7.3.3. Seguridad y Salud ................................................................................................. 228
7.4. Resumen ......................................................................................................................... 229

Presupuesto
Página 209
7.1. Presupuesto Unitario
Código Ud Descripción Precio ZBV-B3 u Cabeza para
pulsador verde 5,75 € cinco con setenta y cinco
ZB4-B4 u Cabeza para pulsador rojo 5,75 € cinco con setenta y
cinco
ZB4-B2 u Cabeza para pulsador blanco 5,75 € cinco con setenta y
cinco
ZB4-B54 u Cabeza para pulsador "de seta" de enganche
5,75 € cinco con setenta y cinco
ZBE-101 u Bloque de contacto estándar simple N.A.
4,40 € cuatro con cuarenta
ZBE-102 u Bloque de contacto estándar simple N.C.
4,40 € cuatro con cuarenta
ZB4-BZ009 u Unidad de fijación 2,54 € dos con cincuenta y cuatro
AGP 3301–L1–D24 u Pantalla AGP-3301 425,00 € cuatrocientos veinticinco
LP4K09-10BW3 u Contactor de potencia LP4K 34,80 € treinta y
cuatro con ochenta
LP5K09-01BW3 u Contactor de potencia LP5K 86,10 € ochenta y seis con diez
LC1D40A u Contactor de potencia LC1 12,54 € doce con cincuenta y
cuatro
LA1KN22 u Contactor de potencia LA1K 11,80 € once con ochenta
GV2ME013 u Magneto térmico GV2 58,14 € cincuenta y
ocho con catorce
GV2ME04 u Magneto térmico GV2 51,70 € cincuenta y uno con
setenta
GV2ME06 u Magneto térmico GV2 45,42 €
cuarenta y cinco con cuarenta y dos
GV2ME07 u Magneto térmico GV2 55,70 € cincuenta y cinco con
setenta
GV2ME08 u Magneto térmico GV2 55,70 € cincuenta y cinco con
setenta
GV2ME10 u Magneto térmico GV2 55,70 € cincuenta y cinco con
setenta
GV2ME16 u Magneto térmico GV2 65,40 € sesenta y
cinco con cuarenta

Presupuesto
Página 210
6ES7313-5BG04-0AB0 u CPU313C 1.022,17 €
mil veintidós con diecisiete
6ES7321-1BL00-0AA0 u Modulo Entradas SM321 DI32 24V
359,10 € trescientos cincuenta y nueve con diez
6ES7321-1BH02-0AA0 u Módulo Entradas SM321 DI16 24V
178,35 € ciento setenta y ocho con treinta y cinco
6ES7322-1HH01-0AA0 u Modulo de Salidas SM 322 DO16 REL AC120/230
368,68 € trescientos sesenta y ocho con sesenta y ocho
6ES7322-1BH01-0AA0 u Modulo de Salidas SM 322 DO16 DC24/0.5A
247,78 € doscientos cuarenta y siete con setenta y ocho
6EP1333-2BA01 u SITOP SMART 120 W FUENTE ALIMENTACION
117,18 € ciento diecisiete con dieciocho
PD-500 u TRAFO POLYLUX PD500 64,10 € sesenta y cuatro con
diez
343-1CX10-0XE0 u SIMATIC NET CP343-1 Lean 496,00 € cuatrocientos noventa y
seis
Relé (Nº2961105 24V 6A) u Módulos de relés phoenix contact 4,57 € cuatro con cincuenta y
siete
Base (Nº2966061) u Base relé phoenix Contact 9,18 € nueve con dieciocho
QRC series C9-A4x u Módulos de relés QRC series 6,25 € seis con veinticinco
MY4IN u Módulos de relés omron 5,89 € cinco con ochenta y
nueve
774 130 u Pilz E1P 138,61 € ciento treinta y ocho con sesenta y uno
C60NC4 u Interruptor diferencial C60N 19,85 € diecinueve con ochenta
y cinco
C60NC6 u Interruptor diferencial C60N 7,86 € siete con ochenta y seis
C60NC63 u Interruptor diferencial C60N 18,22 € dieciocho con veintidós
12609MAS m Cables de Teflón de 0.75mm2. 0,73 € cero con setenta y tres
H07Z1-K 1.5mm m Cable 2.5mm2. Cable eléctrico 1,14 € uno con catorce
W63U38 P80 BN80B4 u
Motor reductor W63U38 P80 BN80B4; 0,75kW; sal.; 37 rpm;
436,68 € cuatrocientos treinta y seis con sesenta y ocho

Presupuesto
Página 211
B14;B8-s; hueco D25mm; con brazo de reacción
UCP-207 RCS u Soporte rodamiento 13,56 € trece con cincuenta y
seis
Conex B-35x47 u Buje de sujeción autoblocante 50,34 € cincuenta con treinta y
cuatro
2000.0050.01 u Piñón Z=12; P=1" 22,64 € veintidós con sesenta y cuatro
Z012; Paso=1"x17,02 u Piñón tensor para cadena 27,66 € veintisiete con sesenta y
seis
1" m
mts Cadena de 1"; Rosarios (299 pasos + enganche) 300 pasos DIN 8187
6,85 € seis con ochenta y cinco
2000.0070.07 u Piñón Z=15 simplex 5/8" D=25mm
20,23 € veinte con veintitrés
5/8" m
Cadena Simple pasos 5/8" DIN-8187; 317 pasos + enganche=318
5,75 € cinco con setenta y cinco
5/8" u Empalme simplex DIN-8187 5/8" 9,75 € nueve con setenta y
cinco
5/8" m
Cadena Simple pasos 5/8" DIN-8187; 33 pasos + enganche=34
5,75 € cinco con setenta y cinco
KSR16.LO.10.10.14.08 u Rueda tensora para cadena 5/8" Z-14 serie
44,23 € cuarenta y cuatro con veintitrés
C-212 P80 BN80B4 u
Motor reductor; Pot. 0,75kW; Sal.: 47 rpm; Pos. Montaje: B3-W; Eje Salida: D=25mm
456,32 € cuatrocientos cincuenta y seis con treinta y dos
2000.0372.02 u Rodillo D=89mm piñón simple 99,36 € noventa y
nueve con treinta y seis
2000.0370.04 u Rodillo D=89mm piñón duplex 116,33 € ciento dieciséis con
treinta y tres
PM (31062) u Colchón neumático doble 144,00 € ciento cuarenta y cuatro
u Válvula accionamiento colchones dobles
166,96 € ciento sesenta y seis con noventa y seis

Presupuesto
Página 212
de centro cerrados
745993-GU u
Par de guantes Timberland PRO de punto poliamida 6,50 € seis con cincuenta
CREEK S3CISRC u Par de zapatos de seguridad Speriam 38,00 € treinta y ocho
YIU040 u Bolsa de piel para las herramientas 26,50 €
veinte y seis con cincuenta
YFF020 u
Hora de formación de seguridad y salud en el trabajo 87,24 €
ochenta y siete con veinte y cuatro
LIPARI u
Gafas monobloc de policarbonato incoloro, puntas de espátula 4,43 €
cuatro con cuarenta y tres
WEMP003 u
Botiquín-armario empresas especial de plástico con llave 70,00 € setenta
745993-GU u
Cartel indicativo de riesgo con soporte. 14,63 €
catorce con sesenta y tres

Presupuesto
Página 213
7.2. Presupuesto descompuesto
7.2.1. Elementos armario AVE
CAPITULO 1: ELEMENTOS ARMARIO AVE Código Cantidad Ud Descripción Precio Subtotal Importe
ZBV-B3 1 u Cabeza para pulsador verde
5,75 € 5,75 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
17,63 €
Costes indirectos
2,5 0,44
TOTAL PARTIDA
18,07 €
El precio total de partida es dieciocho con siete
ZB4-B4 1 u Cabeza para pulsador rojo 5,75 € 5,75 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
17,63 €
Costes indirectos
2,5 0,44
TOTAL PARTIDA
18,07 €
El precio total de partida es dieciocho con siete
ZB4-B2 1 u Cabeza para pulsador blanco
5,75 € 5,75
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
17,63 €
Costes indirectos
2,5 0,44
TOTAL PARTIDA
18,07 €
El precio total de partida es dieciocho con siete
ZB4-B54 1 u cabeza para pulsador "de seta" de enganche
5,75 € 5,75 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
17,63 €
Costes indirectos
2,5 0,44
TOTAL PARTIDA
18,07 €
El precio total de partida es dieciocho con siete
ZBE-101 1 u Bloque de contacto estándar simple N.A.
4,40 € 4,40 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
16,28 €
Costes indirectos
2,5 0,41
TOTAL PARTIDA
16,68 €

Presupuesto
Página 214
El precio total de partida es dieciséis con sesenta y ocho
ZBE-102 1 u Bloque de contacto estándar simple N.C.
4,40 € 4,40 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
16,28 €
Costes indirectos
2,5 0,41
TOTAL PARTIDA
16,68 €
El precio total de partida es dieciséis con sesenta y ocho
ZB4-BZ009 1 u Unidad de fijación 2,54 € 2,54 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
14,42 €
Costes indirectos
2,5 0,36
TOTAL PARTIDA
14,78 €
El precio total de partida es catorce con setenta y ocho
AGP 3301–L1–D24
1 u Pantalla AGP-3301 425,00 € 425,00 €
A010H000 16 h Oficial 1ª Eléctrico 23,75 380,00 €
Suma la partida
805,00 €
Costes indirectos
2,5 20,13
TOTAL PARTIDA
825,13 €
El precio total de partida es ochocientos veinticinco con trece
LP4K09-10BW3
1 u Contactor de potencia LP4K
34,80 € 34,80 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
46,68 €
Costes indirectos
2,5 1,17
TOTAL PARTIDA
47,84 €
El precio total de partida es cuarenta y siete con ochenta y cuatro
LP5K09-01BW3
1 u Contactor de potencia LP5K
86,10 € 86,10 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
97,98 €
Costes indirectos
2,5 2,45
TOTAL PARTIDA
100,42 €

Presupuesto
Página 215
El precio total de partida es cien con cuarenta y dos
LC1D40A 1 u Contactor de potencia LC1 12,54 € 12,54 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
24,42 €
Costes indirectos
2,5 0,61
TOTAL PARTIDA
25,03 €
El precio total de partida es veinticinco con tres
LA1KN22 1 u Contactor de potencia LA1K
11,80 € 11,80 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
23,68 €
Costes indirectos
2,5 0,59
TOTAL PARTIDA
24,27 €
El precio total de partida es veinticuatro con veintiséis
GV2ME013 1 u Magneto térmico GV2 58,14 € 58,14 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
70,02 €
Costes indirectos
2,5 1,75
TOTAL PARTIDA
71,77 €
El precio total de partida es setenta y uno con setenta y siete
GV2ME04 1 u Magneto térmico GV2 51,70 € 51,70 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
63,58 €
Costes indirectos
2,5 1,59
TOTAL PARTIDA
65,16 €
El precio total de partida es sesenta y cinco con dieciséis
GV2ME06 1 u Magneto térmico GV2 45,42 € 45,42 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
57,30 €
Costes indirectos
2,5 1,43
TOTAL PARTIDA
58,73 €
El precio total de partida es cincuenta y ocho con setenta y tres
GV2ME07 1 u Magneto térmico GV2 55,70 € 55,70 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
67,58 €
Costes indirectos
2,5 1,69
TOTAL PARTIDA
69,26 €
El precio total de partida es sesenta y nueve con veintiséis
GV2ME08 1 u Magneto térmico GV2 55,70 € 55,70 €

Presupuesto
Página 216
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
67,58 €
Costes indirectos
2,5 1,69
TOTAL PARTIDA
69,26 €
El precio total de partida es sesenta y nueve con veintiséis
GV2ME10 1 u Magneto térmico GV2 55,70 € 55,70 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
67,58 €
Costes indirectos
2,5 1,69
TOTAL PARTIDA
69,26 €
El precio total de partida es sesenta y nueve con veintiséis
GV2ME16 1 u Magneto térmico GV2 65,40 € 65,40 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
77,28 €
Costes indirectos
2,5 1,93
TOTAL PARTIDA
79,21 €
El precio total de partida es setenta y nueve con veintiún
6ES7313-5BG04-0AB0
1 u CPU313C 1.022,17 €
1.022,17 €
A010H000 24 h Oficial 1ª Eléctrico 23,75 570,00 €
Suma la partida
1.592,17 €
Costes indirectos
2,5 39,80
TOTAL PARTIDA
1.631,97 €
El precio total de partida es mil seiscientos treinta y uno con noventa y siete
6ES7321-1BL00-0AA0
1 u Modulo Entradas SM321 DI32 24V
359,10 € 359,10 €
A010H000 1,5 h Oficial 1ª Eléctrico 23,75 35,63 €
Suma la partida
394,73 €
Costes indirectos
2,5 9,87
TOTAL PARTIDA
404,59 €
El precio total de partida es cuatrocientos cuatro con cincuenta y nueve
6ES7321-1BH02-0AA0
1 u Módulos Entradas SM321 DI16 24V
178,35 € 178,35 €
A010H000 1,5 h Oficial 1ª Eléctrico 23,75 35,63 €
Suma la partida
213,98 €
Costes indirectos
2,5 5,35
TOTAL PARTIDA
219,32 €
El precio total de partida es doscientos diecinueve con treinta y dos
6ES7322-1HH01-0AA0
1 u Modulo de Salidas SM 322 DO16 REL AC120/230
368,68 € 368,68 €
A010H000 1,5 h Oficial 1ª Eléctrico 23,75 35,63 €
Suma la partida
404,31 €

Presupuesto
Página 217
Costes indirectos
2,5 10,11
TOTAL PARTIDA
414,41 €
El precio total de partida es cuatrocientos catorce con cuarenta y un
6ES7322-1BH01-0AA0
1 u Modulo de Salidas SM 322 DO16 DC24/0.5A
247,78 € 247,78 €
A010H000 1,5 h Oficial 1ª Eléctrico 23,75 35,63 €
Suma la partida
283,41 €
Costes indirectos
2,5 7,09
TOTAL PARTIDA
290,49 €
El precio total de partida es doscientos noventa con cuarenta y nueve
6EP1333-2BA01
1 u SITOP SMART 120 W FUENTE ALIMENTACION
117,18 € 117,18 €
A010H000 1 h Oficial 1ª Eléctrico 23,75 23,75 €
Suma la partida
140,93 €
Costes indirectos
2,5 3,52
TOTAL PARTIDA
144,45 €
El precio total de partida es ciento cuarenta y cuatro con cuarenta y cinco
PD-500 1 u TRAFO POLYLUX PD500 64,10 € 64,10 €
A010H000 1 h Oficial 1ª Eléctrico 23,75 23,75 €
Suma la partida
87,85 €
Costes indirectos
2,5 2,20
TOTAL PARTIDA
90,05 €
El precio total de partida es noventa con cinco
343-1CX10-0XE0
1 u SIMATIC NET CP343-1 Lean
496,00 € 496,00 €
A010H000 2,5 h Oficial 1ª Eléctrico 23,75 59,38 €
Suma la partida
555,38 €
Costes indirectos
2,5 13,88
TOTAL PARTIDA
569,26 €
El precio total de partida es quinientos sesenta y nueve con veintiséis
Relé (Nº2961105 24V 6A)
1 u Módulos de relés 4,57 € 4,57 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
16,45 €
Costes indirectos
2,5 0,41
TOTAL PARTIDA
16,86 €
El precio total de partida es dieciséis con ochenta y seis
Base (Nº2966061)
1 u Base relé Phoenix Contact 9,18 € 9,18
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
21,06 €
Costes indirectos
2,5 0,53
TOTAL PARTIDA
21,58 €
El precio total de partida es veinte y uno con cincuenta y ocho

Presupuesto
Página 218
QRC series C9-A4x
1 u Módulos de relés 6,25 € 6,25 €
A010H000 0,25 h Oficial 1ª Eléctrico 23,75 5,94 €
Suma la partida
12,19 €
Costes indirectos
2,5 0,30
TOTAL PARTIDA
12,49 €
El precio total de partida es doce con cuarenta y nueve
MY4IN 1 u Módulos de relés 5,89 € 5,89 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
17,77 €
Costes indirectos
2,5 0,44
TOTAL PARTIDA
18,21 €
El precio total de partida es ciento ochenta y dos con nueve
774 130 1 u Pilz E1P 138,61 € 138,61 €
A010H000 3 h Oficial 1ª Eléctrico 23,75 71,25 €
Suma la partida
209,86 €
Costes indirectos
2,5 5,25
TOTAL PARTIDA
215,11 €
El precio total de partida es doscientos quince con once
C60NC4 1 u Interruptor diferencial C60N
19,85 € 19,85 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
31,73 €
Costes indirectos
2,5 0,79
TOTAL PARTIDA
32,52 €
El precio total de partida es treinta y dos con cincuenta y dos
C60NC6 1 u Interruptor diferencial C60N
7,86 € 7,86 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
19,74 €
Costes indirectos
2,5 0,49
TOTAL PARTIDA
20,23 €
El precio total de partida es veinte con veintitrés
C60NC63 1 u Interruptor diferencial C60N
18,22 € 18,22 €
A010H000 0,5 h Oficial 1ª Eléctrico 23,75 11,88 €
Suma la partida
30,10 €
Costes indirectos
2,5 0,75
TOTAL PARTIDA
30,85 €
El precio total de partida es treinta con ochenta y cinco
12609MAS 1 m Cables de Teflón de 0.75mm2.
0,73 € 1,73
A010H000 0,1 h Oficial 1ª Eléctrico 23,75 2,38 €
Suma la partida
4,11 €
Costes indirectos
2,5 0,10
TOTAL PARTIDA
4,21 €
El precio total de partida es cuatro con veinte y uno

Presupuesto
Página 219
H07Z1-K 1.5mm 1 m Cable 2.5mm2. Cable
eléctrico 1,14 € 1,14
A010H000 0,1 h Oficial 1ª Eléctrico 23,75 2,38 €
Suma la partida
3,52 €
Costes indirectos
2,5 0,09
TOTAL PARTIDA
3,60 €
El precio total de partida es tres con sesenta

Presupuesto
Página 220
7.2.2. Transfer y tramo de cadenas
CAPITULO 2: TRANSFERS Y TRAMO DE CADENAS Código
Cantidad
Ud
Descripción Precio Subtotal
Importe
W63U38 P80 BN80B4
1
Motor reductor W63U38 P80 BN80B4; 0,75kW; sal.; 37 rpm; B14;B8-s; hueco D25mm; con brazo de reacción
436,68 € 436,68 €
A010H000 0,3 h Oficial 1ª Mecánico 23,75 7,13 €
Suma la partida
443,81 €
Costes indirectos
2,5 11,10
TOTAL PARTIDA
454,90 €
El precio total de partida es cuatrocientos cincuenta y cuatro con noventa
UCP-207 RCS 1
Soporte rodamiento 13,56 € 13,56 €
A010H000 0,1 h Oficial 1ª Mecánico 23,75 2,38 €
Suma la partida
15,94 €
Costes indirectos
2,5 0,40
TOTAL PARTIDA
16,33 €
El precio total de partida es dieciséis con treinta y tres
Conex B-35x47 1
Buje de sujeción autoblocante
50,34 € 50,34 €
A010H000 0,1 h Oficial 1ª Mecánico 23,75 2,38 €
Suma la partida
52,72 €
Costes indirectos
2,5 1,32
TOTAL PARTIDA
54,03 €
El precio total de partida es cincuenta y cuatro con tres
2000.0050.01 1
Piñón Z=12; P=1" 22,64 € 22,64 €
A010H000 0,1 h Oficial 1ª Mecánico 23,75 2,38 €
Suma la partida
25,02 €
Costes indirectos
2,5 0,63
TOTAL PARTIDA
25,64 €
El precio total de partida es veinte y cinco con sesenta y cuatro
Z012; Paso=1"x17,02 1
Piñón tensor para cadena
27,66 € 27,66 €
A010H000 0,1 h Oficial 1ª Mecánico 23,75 2,38 €
Suma la partida
30,04 €
Costes indirectos
2,5 0,75
TOTAL PARTIDA
30,79 €
El precio total de partida es treinta con setenta y nueve

Presupuesto
Página 221
1" 1
mts Cadena de 1"; Rosarios (299 pasos + enganche) 300 pasos DIN 8187
6,85 € 6,85 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
11,60 €
Costes indirectos
2,5 0,29
TOTAL PARTIDA
11,89 €
El precio total de partida es once con ochenta y nueve
2000.0070.07 1
Piñón Z=15 simplex 5/8" D=25mm
20,23 € 20,23 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
24,98 €
Costes indirectos
2,5 0,62
TOTAL PARTIDA
25,60 €
El precio total de partida es veinte y cinco con sesenta
5/8" 1
Cadena Simple pasos 5/8" DIN-8187; 317 pasos + enganche=318
5,75 € 5,75 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
10,50 €
Costes indirectos
2,5 0,26
TOTAL PARTIDA
10,76 €
El precio total de partida es diez con setenta y seis
5/8" 1
Empalme simplex DIN-8187 5/8"
9,75 € 9,75 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
14,50 €
Costes indirectos
2,5 0,36
TOTAL PARTIDA
14,86 €
El precio total de partida es catorce con ochenta y seis
5/8" 1
Cadena Simple pasos 5/8" DIN-8187; 33 pasos + enganche=34
5,75 € 5,75 €
A010H000 0,3 h Oficial 1ª Mecánico 23,75 7,13 €
Suma la partida
12,88 €
Costes indirectos
2,5 0,32
TOTAL PARTIDA
13,20 €
El precio total de partida es trece con veinte
KSR16.LO.10.10.14.08
1
Rueda tensora para cadena 5/8" Z-14 serie
44,23 € 44,23 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
48,98 €
Costes indirectos
2,5 1,22

Presupuesto
Página 222
TOTAL PARTIDA
50,20 €
El precio total de partida es cincuenta con veinte
C-212 P80 BN80B4 1
Motor reductor; Pot. 0,75kW; Sal.: 47 rpm; Pos. Montaje: B3-W; Eje Salida: D=25mm
456,32 € 456,32 €
A010H000 0,4 h Oficial 1ª Mecánico 23,75 9,50 €
Suma la partida
465,82 €
Costes indirectos
2,5 11,65
TOTAL PARTIDA
477,47 €
El precio total de partida es cuatro ciento setenta y siete con cuarenta y siete
2000.0372.02 1
Rodillo D=89mm piñón simple
99,36 € 99,36 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
104,11 €
Costes indirectos
2,5 2,60
TOTAL PARTIDA
106,71 €
El precio total de partida es cinto seis con setenta y uno
2000.0370.04 1
Rodillo D=89mm piñón dúplex
116,33 € 116,33 €
A010H000 2 h Oficial 1ª Mecánico 23,75 47,50 €
Suma la partida
163,83 €
Costes indirectos
2,5 4,10
TOTAL PARTIDA
167,93 €
El precio total de partida es ciento sesenta y siete con noventa y tres
PM (31062) 1
Colchón neumático doble
144,00 € 144,00 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
148,75 €
Costes indirectos
2,5 3,72
TOTAL PARTIDA
152,47 €
El precio total de partida es ciento cincuenta y dos con cuarenta y siete
1
Válvula accionamiento colchones dobles de centro cerrados
166,96 € 166,96 €
A010H000 0,2 h Oficial 1ª Mecánico 23,75 4,75 €
Suma la partida
171,71 €
Costes indirectos
2,5 4,29
TOTAL PARTIDA
176,00 €
El precio total de partida es ciento setenta y seis

Presupuesto
Página 223
7.2.3. Seguridad y Salud
CAPITULO 3: SEGURIDAD Y SALUD Código Cantidad
Ud
Descripción Preu Subtotal Importe
745993-GU
1
Par de guantes Timberland PRO de punto poliamida
6,50 € 6,50 €
Suma la partida
6,50 €
Costes indirectos
2,5 0,16
TOTAL PARTIDA
6,66 €
El precio total de partida es seis con sesenta y seis
CREEK S3CISRC 1
Par de zapatos de seguridad Speriam
38,00 € 38,00 €
Suma la partida
38,00 €
Costes indirectos
2,5 0,95
TOTAL PARTIDA
38,95 €
El precio total de partida es treinta y ocho con noventa y cinco
YIU040 1
Bolsa de piel para las herramientas
26,50 € 26,50 €
Suma la partida
26,50 €
Costes indirectos
2,5 0,66
TOTAL PARTIDA
27,16 €
El precio total de partida es veinte y siete con dieciséis
YIU020
1
Hora de formación de seguridad y salud en el trabajo
87,24 € 87,24 €
Suma la partida
87,24 €
Costes indirectos
2,5 2,18
TOTAL PARTIDA
89,42 €
El precio total de partida es ochenta y nueve con cuarenta y dos
LIPARI
1
Gafas monobloc de policarbonato incoloro, puntas de espátula
4,43 € 4,43 €
Suma la partida
4,43 €
Costes indirectos
2,5 0,11
TOTAL PARTIDA
4,54 €
El precio total de partida es cuatro con cincuenta y cuatro
WEMP003
1
Botiquín-armario empresas especial de plástico con llave
70,00 € 70,00 €
Suma la partida
70,00 €
Costes indirectos
2,5 1,75
TOTAL PARTIDA
71,75 €
El precio total de partida es setenta y uno con setenta y cinco

Presupuesto
Página 224
745993-GU 1
Cartel indicativo de riesgo con soporte.
14,63 € 14,63 €
Suma la partida
14,63 €
Costes indirectos
2,5 0,37
TOTAL PARTIDA
15,00 €
El precio total de partida es quince

Presupuesto
Página 225
7.3. Presupuesto
7.3.1. Elementos armario AVE
CAPITULO 1: ELEMENTOS ARMARIO AVE
Código Descripción Cantidad Precio Importe ZBV-B3 Cabeza para pulsador verde 2 18,07 € 36,13 €
ZB4-B4 Cabeza para pulsador rojo 1 18,07 € 18,07 €
ZB4-B2 Cabeza para pulsador blanco 1 18,07 € 18,07 €
ZB4-B54 cabeza para pulsador "de seta" de enganche 1 18,07 € 18,07 €
ZBE-101 Bloque de contacto estándar simple N.A. 3 16,68 € 50,05 €
ZBE-102 Bloque de contacto estándar simple N.C. 3 16,68 € 50,05 €
ZB4-BZ009 Unidad de fijación 6 14,78 € 88,65 €
AGP 3301–L1–D24
Pantalla AGP-3301 1
825,13 € 825,13 €
LP4K09-10BW3
Contactor de potencia LP4K 20
47,84 € 956,84 €
LP5K09-01BW3
Contactor de potencia LP5K 6
100,42 € 602,55 €
LC1D40A Contactor de potencia LC1 1 25,03 € 25,03 €
LA1KN22 Contactor de potencia LA1K 2 24,27 € 48,53 €
GV2ME013 Magneto térmico GV2 1 71,77 € 71,77 €
GV2ME04 Magneto térmico GV2 1 65,16 € 65,16 €
GV2ME06 Magneto térmico GV2 11 58,73 € 646,00 €
GV2ME07 Magneto térmico GV2 6 69,26 € 415,59 €
GV2ME08 Magneto térmico GV2 5 67,58 € 337,88 €
GV2ME10 Magneto térmico GV2 1 69,26 € 69,26 €
GV2ME16 Magneto térmico GV2 1 79,21 € 79,21 €
6ES7313-5BG04-0AB0
CPU313C 1
1.631,97 € 1.631,97 €
6ES7321-1BL00-0AA0
Modulo Entradas SM321 DI32 24V 2
404,59 € 809,19 €
6ES7321-1BH02-0AA0
Módulos Entradas SM321 DI16 24V 1
219,32 € 219,32 €
6ES7322-1HH01-0AA0
Modulo de Salidas SM 322 DO16 REL AC120/230
1 414,41 € 414,41 €
6ES7322-1BH01-0AA0
Modulo de Salidas SM 322 DO16 DC24/0.5A
3 290,49 € 871,47 €
6EP1333-2BA01
SITOP SMART 120 W FUENTE ALIMENTACION
1 144,45 € 144,45 €
PD-500 TRAFO POLYLUX PD500 1 90,05 € 90,05 €
343-1CX10-0XE0
SIMATIC NET CP343-1 Lean 1 569,26 € 569,26 €

Presupuesto
Página 226
Relé (Nº2961105 24V 6A)
Módulos de relés 7 16,86 € 117,99 €
Base (Nº2966061)
Base relé Phoenix Contact 7 21,58 € 151,07 €
QRC series C9-A4x
Módulos de relés 5 12,49 € 62,46 €
MY4IN Módulos de relés 10 18,21 € 182,09 €
774 130 Pilz E1P 1 215,11 € 215,11 €
C60NC4 Interruptor diferencial C60N 1 32,52 € 32,52 €
C60NC6 Interruptor diferencial C60N 1 20,23 € 20,23 €
C60NC63 Interruptor diferencial C60N 1 30,85 € 30,85 €
12609MAS Cables de Teflón de 0.75mm2. 100 4,21 € 420,76 €
H07Z1-K 1.5mm Cable 2.5mm2. Cable eléctrico 100 3,60 € 360,29 €
TOTAL CAPITULO 1: ELEMENTOS ARMARIO AVE 10.765,49 €
diez mil setecientos sesenta y cinco con cuarenta y nueve

Presupuesto
Página 227
7.3.2. Transfer y tramo de cadenas
CAPITULO 2: TRANSFERS Y TRAMO DE CADENAS Código Descripción Cantidad Precio Importe
W63U38 P80 BN80B4
Motor reductor W63U38 P80 BN80B4; 0,75kW; sal.; 37 rpm; B14;B8-s; hueco D25mm; con brazo de reacción 3
454,90 € 1.364,70 €
UCP-207 RCS Soporte rodamiento 7 16,33 € 114,33 €
Conex B-35x47 Buje de sujeción autoblocante 7
54,03 € 378,23 €
2000.0050.01 Piñón Z=12; P=1" 21 25,64 € 538,45 €
Z012; Paso=1"x17,02 Piñón tensor para cadena 21
30,79 € 646,50 €
1" mts Cadena de 1"; Rosarios (299 pasos + enganche) 300 pasos DIN 8187 30
11,89 € 356,70 €
2000.0070.07 Piñón Z=15 simplex 5/8" D=25mm 21
25,60 € 537,69 €
5/8" Cadena Simple pasos 5/8" DIN-8187; 317 pasos + enganche=318 30
10,76 € 322,88 €
5/8" Empalme simplex DIN-8187 5/8" 21
14,86 € 312,11 €
5/8" Cadena Simple pasos 5/8" DIN-8187; 33 pasos + enganche=34 30
13,20 € 395,91 €
KSR16.LO.10.10.14.08
Rueda tensora para cadena 5/8" Z-14 serie 21
50,20 € 1.054,29 €
C-212 P80 BN80B4 Motor reductor; Pot. 0,75kW; Sal.: 47 rpm; Pos. Montaje: B3-W; Eje Salida: D=25mm 4
477,47 € 1.909,86 €
2000.0372.02 Rodillo D=89mm piñón simple 15 106,71 € 1.600,69 €
2000.0370.04 Rodillo D=89mm piñón dúplex 15 167,93 € 2.518,89 €
PM (31062) Colchón neumático doble 3 152,47 € 457,41 €
Válvula accionamiento colchones dobles de centro cerrados 7
176,00 € 1.232,02 €
TOTAL CAPITULO 2: TRANSFER Y TRAMO CADENAS 13.740,66 €
trece mil setecientos cuarenta con sesenta y
seis

Presupuesto
Página 228
7.3.3. Seguridad y Salud
CAPITULO 3: SEGURIDAD Y SALUD
Código Descripción Cantidad Precio Importe
745993-GU
Par de guantes Timberland PRO de punto poliamida 4 6,66 € 26,64 €
CREEK S3CISRC
Par de zapatos de seguridad Speriam 4 38,95 € 155,80 €
YIU040
Bolsa de piel para las herramientas 4 27,16 € 108,64 €
YIU020
Hora de formación de seguridad y salud en el trabajo 1 89,42 € 89,42 €
LIPARI
Gafas monobloc de policarbonato incoloro, puntas de espatula 4 4,54 € 18,16 €
WEMP003
Botiquin-armario empresas especial de plàsticocon llave 1 71,75 € 71,75 €
745993-GU
Cartel indicativo de riesgo con soporte. 6 15,00 € 90,00 €
TOTAL CAPITULO 3: SEGURIDAD Y SALUD
560,41 €
quinientos sesenta con cuarenta y uno

Presupuesto
Página 229
7.4. Resumen
RESUMEN DEL PRESUPUESTO
ID DESCRIPCION UN CANTIDAD P.UNIT UF P. TOTAL UF
Elementos armario AVE 10.765,49 € €
Transfers y tramo de cadena 13.740,66 € €
Seguridad y Salud 560.41 €
PEM 25.066,56 €€
DG/PEM 13% 25.066,56 € 3.258.65 €€
BI/PEM 6% 25.066.56 € 1.503.99 € €
€
PEC 29.829,20 € €
IVA 21,00% 29.829,20 € 6.264,13 € €
PRESUPUESTO INSTALACIÓ 36.093,33€
El coste total de este proyecto es de treinta y seis mil noventa y tres con treinta y
tres
Vilaverd, 18 de julio de 2015
David López Puga
Firma.

8 Estudios de Seguridad y
Salud
Automatización del tratamiento de pales para el paso de una envolvedora
TITULACIÓN: Ingeniería Técnica Industrial en Electrónica Industrial.
AUTOR: David López Puga DIRECTOR: José Ramón López
FECHA: Setiembre 2015

Estudio Seguridad y Salud
Página 231
8.0. Índice Estudio Seguridad y Salud
8 Estudios de Seguridad y Salud ......................................................................... 230 8.0. Índice Estudio Seguridad y Salud ................................................................................ 231 8.1. Prevención de riesgos laborales ................................................................................... 232
8.1.1. Introducción ......................................................................................................... 232 8.1.2. Derechos y obligaciones ....................................................................................... 232 8.1.3. Servicios de prevención ....................................................................................... 237
8.1.4. Consulta y participación de los trabajadores ........................................................ 238
8.2. Los lugares de trabajo ................................................................................................... 239 8.2.1. Introducción ......................................................................................................... 239 8.2.2. Obligaciones del empresario ................................................................................ 239
8.3. En materia de señalización de seguridad y salud en el trabajo ................................ 244 8.3.1. Introducción ......................................................................................................... 244 8.3.2. Obligaciones del empresario ................................................................................ 244
8.4. La utilización por los trabajadores de los equipos de trabajos ................................. 246 8.4.1. Introducción ......................................................................................................... 246 8.4.2. Obligaciones del empresario ................................................................................ 246
8.5. La utilización por los trabajadores de equipos de protección individual ................ 250 8.5.1. Introducción ......................................................................................................... 250 8.5.2. Obligaciones del empresario ................................................................................ 250

Estudio Seguridad y Salud
Página 232
8.1. Prevención de riesgos laborales
8.1.1. Introducción
La ley 31/1995, de 8 de noviembre de 1995, de Prevención de Riesgos Laborales tiene por objeto la determinación del cuerpo básico de garantías y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores frente a los riesgos derivados de la condiciones de trabajo. Como ley establece un marco legal a partir del cual las normas reglamentarias irán fijando y concretando los aspectos más técnicos de las medidas preventivas. Estas normas complementarias quedan resumidas a continuación.
- Disposiciones mínimas de seguridad y salud en los lugares de trabajo - Disposiciones mínimas en materia de señalización de seguridad y salud en el trabajo - Disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de
los equipos de trabajo. - Disposiciones mínimas de seguridad y salud en las obras de construcción - Disposiciones mínimas de seguridad y salud relativas a la utilización por los
trabajadores de equipos de protección individual.
8.1.2. Derechos y obligaciones
FERECHO A LA PROTECCION FRENTE A LOS RIESGOS LABORALES Los trabajadores tienen derecho a una protección eficaz en materia de seguridad y salud en el trabajo. A este efecto, el empresario realizara la prevención de los riesgos laborales mediante la adopción de cuantas medidas sean necesarias para la protección de la seguridad y la salud de los trabajadores, con las especialidades que se recogen en los artículos siguientes en materia de evaluación de riesgos, información, consulta, participación y formación de los trabajadores, actuación en casos de emergencia y riesgo grave e inminente y vigilancia de la salud. PRINCIPIOS DE LA ACCION PREVENTIVA El empresario aplicara las medidas preventivas pertinentes, con arreglo a los siguientes principios generales:
- Evitar los riesgos. - Evaluar los riesgos que no se pueden evitar. - Combatir los riesgos en su origen. - Adaptar el trabajo a la persona, en particular en lo que respecta a la concepción de los
puestos de trabajo, la organización del trabajo, las condiciones de trabajo, las relaciones sociales y la influencia de los factores ambientales en el trabajo.
- Adoptar medidas que antepongan la protección colectiva a la individual. - Dar las debidas instrucciones a los trabajadores.

Estudio Seguridad y Salud
Página 233
- Adoptar las medidas necesarias a fin de garantizar que solo los trabajadores que hayan
recibido información suficiente y adecuada pueden acceder a las zonas de riesgo grave y especifico.
- Prever las distracciones o imprudencias no temerarias que pudiera cometer el trabajador.
EVALUACIÓN DE LOS RIESGOS La acción preventiva en la empresa se planificará por el empresario a partir de una evaluación inicial de los riesgos para la seguridad y la salud de los trabajadores, que se realizará, con carácter general, teniendo en cuenta la naturaleza de la actividad, y en relación con aquellos que estén expuestos a riesgos esenciales. Igual evaluación deberá hacerse con ocasión de la elección de los equipos de trabajo, de las sustancias o preparados químicos y del acondicionamiento de los lugares de trabajo. De alguna manera se podrían clasificar las causas de los riesgos en las categorías siguientes:
- Insuficiente calificación profesional del personal dirigente, jefes de equipo y obreros. - Empleo de maquinaria y equipos en trabajos que no corresponden a la finalidad para la
que fueron concebidos o a sus posibilidades. - Negligencia en el manejo y conservación de las maquinas e instalaciones. Control
deficiente en la explotación. - Insuficiente instrucción del personal en materia de seguridad. - Referente a las maquinas herramientas, los riesgos que pueden surgir al manejarlas se
pueden resumir en los siguientes puntos: - Se puede producir un accidente o deterioro de una maquina si se pone en marcha sin
conocer su modo de funcionamiento. - La lubricación deficiente conduce a un segaste prematuro por lo que los puntos de
engrase manual deben ser engrasados regularmente. - Pueden haber riesgos si alguna palanca de la maquina no está en su posición correcta. - El resultado de un trabajo puede ser poco exacto si las guías de la maquina se
desgastan, y por ello ha que protegerlas contra la introducción de virutas. - Puede haber riesgos mecánicos que se deriven fundamentalmente de los diversos
movimientos que realicen las distintas partes de la máquina y pueden provocar que el operario:
- Entre en contacto con alguna parte de la maquina o ser atrapado entre ella y cualquier estructura fija o material.
- Sea golpeado o arrastrado por cualquier parte en movimiento de la máquina. - Puede haber riesgos no mecánicos tales como los derivados de la utilización de
energía eléctrica, productos químicos, generación de ruido, vibraciones, radiaciones, etc.
- Los movimientos peligrosos de las máquinas se clasifican en cuatro grupos: - Movimientos de rotación. Son aquellos movimientos sobre un eje con independencia
de la inclinación del mismo y aun cuando giren lentamente. Se clasifican en los siguientes grupos:
- Elementos considerados aisladamente tales como arboles de transmisión, vástagos, brocas, acoplamientos.

Estudio Seguridad y Salud
Página 234
- Movimientos alternativos y de traslación. El punto peligroso se sitúa e el lugar donde
la pieza dotada de este tipo de movimiento se aproxima a otra pieza fija o móvil y la sobrepasa.
- Movimiento de traslación y rotación. Las conexiones de bielas y vástagos con ruedas y volantes son algunos de los mecanismos que generalmente están dotadas de este tipo de movimientos.
- Movimientos de oscilación. Las piezas dotadas de movimientos de oscilación pendular generan puntos de tijera entre ellas y otras piezas fijas.
Las actividades de prevención deberían ser modificadas cuando se aprecie por el empresario, como consecuencia de los controles periódicos previstos en el aparato anterior, su inadecuación a los fines de protección requeridos. EQUIPOS DE TRABAJO Y MEDIOS DE PROTECCIÓN Cuando la utilización de un equipo de trabajo pueda presentar un riesgo específico para la seguridad y la salud de los trabajadores, el empresario adoptará las medidas necesarias con el fin de que:
- La utilización del equipo de trabajo quede reservada a los encargados de dicha utilización.
- Los trabajos de reparación, transformación, mantenimiento o conservación sean realizados por los trabajadores específicamente capacitados para ello.
El empresario deberá proporcionar a sus trabajadores equipos de protección individual adecuados para el desempeño de sus funciones y velar por el uso efectivo de los mismos. INFORMACIÓN, CONSULTA Y PARTICIPACIÓN DE LOS TRABAJADORES El empresario adoptará las medidas adecuadas para que los trabajadores reciban todas las informaciones necesarias en relación con:
- Los riesgos para la seguridad y la salud de los trabajadores en el trabajo. - Las medidas y actividades de protección y prevención aplicables a los riesgos.
Los trabajadores tendrán derecho a efectuar propuestas al empresario, así como a los órganos competentes en esta materia, dirigidas a la mejora de los niveles de la protección de la seguridad y la salud en los lugares de trabajo, en materia de señalización en dichos lugares, en cuanto a la utilización por los trabajadores de los equipos de trabajo, en las obras de construcción y en cuanto a utilización por los trabajadores de equipos de protección individual. FORMACION DE LOS TRABAJADORES El empresario deberá garantizar que cada trabajador reciba formación teórica y práctica suficiente y adecuada, en materia preventiva.

Estudio Seguridad y Salud
Página 235
MEDIDAS DE EMERGENCIA El empresario, teniendo en cuenta el tamaño y la actividad de la empresa, así como la posible presencia de personas ajenas a la misma, deberá analizar las posibles situaciones de emergencia y adoptar las medidas necesarias en materia de primeros auxilios, lucha contra incendios y evacuación de los trabajadores, designado para ello al personal encargado de poner en práctica estas medidas y comprobando periódicamente, en su caso, su correcto funcionamiento. RIESGO GRAVE INMINENTE Cuando los trabajadores estén expuestos a un riesgo grave e inminente con ocasiones de su trabajo, el empresario estará obligado a:
- Informar lo antes posible a todos los trabajadores afectados acerca de la existencia de dicho riesgo y de las medidas adoptadas en materia de protección.
- Dar las instrucciones necesarias para que, en caso de peligro grave, inminente e inevitable, los trabajadores puedan interrumpir su actividad y además estar en condiciones, habida cuenta de sus conocimientos y de los medios técnicos puestos a su disposición, de adoptar las medidas necesarias para evitar las consecuencias de dicho peligro.
VIGILANCIA DE LA SALUD El empresario garantizará a los trabajadores a su servicio la vigilancia periódica de su estado de salud en función de los riesgos inherentes al trabajo, optando por la realización de aquellos reconocimientos o pruebas que causen las menores molestias al trabajador y que sean proporcionales al riesgo. DOCUMENTACIÓN El empresario deberá elaborar y conservar a disposición de la autoridad laboral la siguiente documentación:
- Evaluación de los riesgos para la seguridad y salud en el trabajo, y planificación de la acción preventiva.
- Medidas de protección y prevención a adoptar. - Resultado de los controles periódicos de las condiciones de trabajo. - Práctica de los controles del estado de salud de los trabajadores. - Relación de accidentes de trabajo y enfermedades profesionales que hayan causado al
trabajador una incapacidad laboral superior a un día de trabajo. COORDINACIÓN DE ACTIVIDADES EMPRESARIALES Cuando en un mismo centro de trabajo desarrollen actividades trabajadores de dos o más empresas, estas deberán cooperar en la aplicación de la normativa sobre prevención de riesgos laborales.

Estudio Seguridad y Salud
Página 236
PROTECCIÓN DE TRABAJADORES ESPECIALMENTE SENSIBLES A DETERMINADOS RIESGOS El empresario garantizará, evaluando los riesgos y adoptando las medidas preventivas necesarias, la protección de los trabajadores que, por sus propias características personales o estado biológico conocido, incluidos aquellos que tengan reconocida la situación de discapacidad física, psíquica o sensorial, sean específicamente sensibles a los riesgos derivados del trabajo. PROTECCIÓN DE MATERNIDAD La evaluación de los riesgos deberá comprender la determinación de la naturaleza, el grado y la duración de la exposición de las trabajadoras en situación de embarazo o parto reciente, a agentes, procedimientos o condiciones de trabajo que puedan influir negativamente en la salud de las trabajadoras o del feto, adoptando, en su caso, las medidas necesarios para evitar la exposición a dicho riesgo. RELACIONES DE TRABAJO TEMPORALES, DE DURACIOÓN DETERMINADA Y EN EMPRESAS DE TRABAJO TEMPORAL Los trabajadores con relaciones de trabajo temporales o de duración determinada, así como los contratados por empresa de trabajo temporal, deberán disfrutar del mismo nivel de protección en materia de seguridad y salud que los restantes trabajadores de la empresa que presta sus servicios. OBLIGACIONES DE LOS TRABAJADORES EN MATERIA DE PREVENCION DE RIESGOS Corresponde a cada trabajador velar, según sus posibilidades y mediante el cmplimiento de las medidas de prevención que en cada casi sean adoptadas, por su propia seguridad y salud en el trabajo y por la de aquellas otras personas a las que pueda afectar su actividad profesional, a causa de sus actos y omisiones en el trabajo, de conformidad con su formación y las instrucciones del empresario. Los trabajadores, con arreglo a su formación y siguiendo las instrucciones del empresario, deberán en particular:
- Usar adecuadamente, de acuerdo con su naturaleza y los riesgos previsibles, las maquinas, aparatos, herramientas, sustancias peligrosas, equipos de transporte y en general, cualquier otro medio con que desarrolle su actividad.
- Utilizar correctamente los medios y equipos de protección facilitados por el empresario.
- No poner fuera de funcionamiento y utilizar correctamente los dispositivos de seguridad existentes.
- Informar de inmediato un riesgo para la seguridad y la salud de los trabajadores. - Contribuir al cumplimiento de las obligaciones establecidas por la autoridad
competente.

Estudio Seguridad y Salud
Página 237
8.1.3. Servicios de prevención
PROTECCIÓN Y PREVENCION DE RIESGOS PREFECIONALES En cumplimiento del deber de prevención de riesgos profesionales, el empresario designará uno o varios trabajadores para ocuparse de dicha actividad, constituirá un servicio de prevención o concertará dicho servicio con una entidad especializada ajena a la empresa. Los trabajadores designados deberían tener la capacidad necesaria, disponer del tiempo y de los medios precisos y ser suficientes en número, teniendo en cuenta el tamaño de la empresa como los riesgos a que están expuestos los trabajadores. En las empresas de menos de seis trabajadores, el empresario podrá asumir personalmente las funciones señaladas anteriormente, siempre que desarrolle de forma habitual su actividad en el centro de trabajo y tenga capacidad necesaria. El empresario que no hubiera concertado el Servicio de Prevención con una entidad especializada ajena a la empresa deberá someter su sistema de prevención al control de una auditoria o evaluación externa. SERVIVIOS DE PREVENCIÓN Si la designación de uno o varios trabajadores fuera insuficiente para la realización de las actividades de prevención, en función del tamaño de la empresa, de los riesgos a que están expuestos los trabajadores o de la peligrosidad de las actividades desarrolladles, el empresario deberá recurrir a uno o varios servicios de prevención propios o ajenos a la empresa, que colaborarán cuando sea necesario. Se entenderá como servicio de prevención el conjunto de medios humanos y materiales necesarios para realizar las actividades preventivas a fin de garantizar la adecuada protección de la seguridad y la salud de los trabajadores, asesorando y asistiendo para ello al empresario, a los trabajadores y a sus representantes y a los órganos de representación especializados.

Estudio Seguridad y Salud
Página 238
8.1.4. Consulta y participación de los trabajadores
CONSULTA DE LOS TRABAJADORES El empresario deberá consultar a los trabajadores, con la debida antelación, la adopción de las decisiones relativas a:
- La planificación y la organización del trabajo en la empresa y la introducción de nuevas tecnologías, en todo lo relacionado con las consecuencias que estas pudieran tener para la seguridad y la salud de los trabajadores.
- La organización y desarrollo de las actividades de protección de la salud y prevención de los riesgos profesionales en la empresa, incluida la designación de los trabajadores encargados de dichas actividades o el recursos a un servicio de prevención extremo.
- La designación de los trabajadores encargados de las medidas de emergencia. - El proyecto y la organización de la formación en materia preventiva.
DERECHOS DE PARTICIPACIÓN Y REPRESENTACIÓN Los trabajadores tienen derecho a participar en la empresa en las cuestiones relacionadas con la prevención de riesgos en el trabajo. En las empresas o centros de trabajo que cuenten con seis o más trabajadores, la participación de estos se canalizara a través de seis representantes y de la representación especializada. DELEGADOS DE PREVENCIÓN Los Delegados de Prevención son los representantes de los trabajadores con funciones específicas en materia de prevención de riesgos en el trabajo. Serán designados por y entre los representantes del personal, con arreglo a la siguiente escala:
- De 50 a 100 trabajadores: 2 Delegados de Prevención. - De 101 a 500 trabajadores: 3 Delegados de Prevención. - De 5001 a 1000 trabajadores: 4 Delegados de Prevención. - De 1001 a 2000 trabajadores: 5 Delegados de Prevención. - De 2001 a 3000 trabajadores: 6 Delegados de Prevención. - De 3001 a 4000 trabajadores: 7 Delegados de Prevención. - De 4001 en adelante: 8 Delegados de Prevención.
En las empresas de hasta treinta trabajadores el Delegado de Prevención será el Delegado de Personal. En las empresas de treinta y uno o cuarenta y nueve trabajadores habrá un Delegado de Prevención que será elegido por y entre los Delegados de Personal.

Estudio Seguridad y Salud
Página 239
8.2. Los lugares de trabajo
8.2.1. Introducción
La ley 31/1995, de 8 de noviembre de 1995, de Prevención de Riesgos Laborales es la norma general por la que se determina el cuerpo básico de garantís y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores frente a los riesgos derivados de las condiciones de trabajo. De acuerdo con el articulo 6 ducha ley, serán las normas reglamentarias las que fijaran y concretaran los aspectos más técnicos de las medidas preventivas, a través de normas mínimas que garanticen la adecuada protección de los trabajadores. Entre estas se encuentran necesariamente las destinadas a garantizar la seguridad y salud en los lugares de trabajo, de manera que de su utilización no se deriven riesgos para los trabajadores. Por todo lo expuesto, el Real Decreto 486/1997 de 14 de Abril de 1997 establece las disposiciones mínimas de seguridad y de salud aplicables a los lugares de trabajo entendiendo como tales las aéreas del centro de trabajo, edificadas o no, en las que los trabajadores deban permanecer o a las que puedan acceder en razón de su trabajo, sin incluir las obras de construcción temporales o móviles.
8.2.2. Obligaciones del empresario
El empresario deberá adoptar las medidas necesarias para que la utilización de los lugares de trabajo no origine riesgos para la seguridad y salud de los trabajadores. En cualquier caso. Los lugares de trabajo deberán cumplir las disposiciones mínimas establecidas en el presente Real Decreto en cuanto a sus condiciones constructivas, orden, limpieza y mantenimiento, señalización, instalaciones de servicio o protección, condiciones ambientales, iluminación, servicios higiénicos y locales de descanso y locales de primeros auxilios. CONDICIONES CONSTRUCTIVAS El diseño y las características constructivas de los lugares de trabajo deberán ofrecer seguridad frente a los riesgos de resbalones o caídas, chopes o golpes contra objetos y derrumbamientos o caídas de materiales sobre los trabajadores, para ello el pavimentos construirá un conjunto homogéneo, llano y liso sin solución de continuidad, de material consistente, no resbaladizo o susceptible de serlo con el uso y de fácil limpieza, las paredes serán lisas, guarnecidas o pintadas en tonos claros y susceptibles de ser lavadas y blanqueadas u los techos deberán resguardar a los trabajadores de las inclemencias del tiempo y ser suficientemente consistentes.

Estudio Seguridad y Salud
Página 240
El diseño y las características constructivas de los lugares de trabajo deberán también facilitar el control de las situaciones de emergencia, en especial en caso de incendio, y posibilitar, cuando sea necesario, la rápida y segura evacuación de los trabajadores. Todos los elementos estructurales o de servicio (cimentación, pilares, forjados, muros y escaleras) deberán tener la solidez y resistencia necesarias para soportar las cargas o esfuerzos a que están sometidos. Las dimensiones de los locales de trabajo deberán permitir que los trabajadores realicen su trabajo sin riesgos para su seguridad y salud y en condiciones ergonómicas aceptables, adoptando una superficie libre superior a dos metros cuadrados por trabajador, un volumen mayor a diez metros cúbicos por trabajador y una altura mínima desde el piso al techo de dos metros u medio. Las zonas de los lugares de trabajo en las que exista riesgo de caídas, caídas de objetos o de contacto o exposición a elementos agresivos, deberán estar claramente señalizadas. El suelo deberá ser fijo, estable y no resbaladizo, sin irregularidades ni pendientes peligrosas. Las aberturas, desniveles y las escaleras se protegerán mediante barandillas de noventa centímetros de altura. Los trabajadores deberán poder realizar de forma segura las operaciones de abertura, cierre, ajustes o fijaciones de ventanas y en cualquier situación no supondrá un riesgo para estos. Las vías de circulación deberán poder utilizarse conforme a su uso previsto, de forma fácil y con total seguridad. La anchura mínima de las puertas exteriores y de los pasillos será de cien centímetros. Las puertas transparentes deberán tener una señalización a la altura de la vista y deberán estar protegidas contra la rotura. Las puertas de acceso a las escaleras no se abrirán directamente sobre sus escalones, sino sobre descanso de anchura al menos igual a la de aquellos. Los pavimentos de las rampas y escaleras serán de materiales no resbaladizos y caso de ser perforados la abertura máxima de los intersticios ser de ocho milímetros. La pendiente de las rampas variara entre un ocho y doce por ciento. La anchura mínima será de cincuenta y cinco centímetros para las escaleras de servicio y de un metro para las de uso general. Caso de utilizar escaleras de mano, estas tendrán la resistencia y los elementos de apoyo y sujeción necesarios para que su utilización en las condiciones requeridas no suponga un riesgo de caída, por rotura o desplazamiento de las mismas. En cualquier caso, no se emplearan escaleras de más de cinco metros de altura, se colocaran formando un ángulo aproximado de setenta y cinco grados con la horizontal, sus largueros deberán prolongarse al menos un metro sobre la zona a acceder, el ascenso, descenso y los trabajos desde escaleras se efectuarán frente a las mismas, los trabajos a mas de tres coma cinto metros de altura, desde el punto de operación al suelo, que requerían movimiento o esfuerzos peligrosos para la estabilidad del trabajador, sólo se efectuarán si se utilizan cinturón de seguridad y no serán utilizados por dos o más personas simultáneamente.

Estudio Seguridad y Salud
Página 241
Las vías y salidas de evacuación deberán permanecer expeditas y desembocaran en el exterior. El numero, la distribución y las dimensiones de las vías deberán estar dimensionadas para poder evacuar todos los lugares de trabajo rápidamente, dotando de alumbrado de emergencia aquellas que lo requieran. La instalación eléctrica no deberá entrañar riesgos de incendio o explosión, para ello se dimensionaran todos los circuitos considerando las sobre intensidades previsibles y se dotara a los conductores y resto de emparamenta eléctrica de un nivel de aislamiento adecuado. Para evitar el contacto eléctrico directo se utilizara el sistema de separación por distancia o alejamiento de las partes activas hasta una zona no accesible por el trabajador, interposición de obstáculos y barreras (armarios para cuadros eléctricos, tapas para interruptores, etc.) y recubrimiento o aislamiento de las partes activas. Para evitar el contacto eléctrico indirecto se utilizara el sistema de puesta a tierra de las masas (conductores de protección conectados a las carcasas de los receptores eléctricos, líneas de enlace con tierra y electrodos artificiales) y dispositivos de corte por intensidad de defecto (interruptores diferenciales de sensibilidad adecuada al tipo de local, características del terreno y constitución de los electrodos artificiales). ORDEN, LIMPIEZA Y MANTENIMIENTO.SEÑALIZACIÓN Las zonas de paso, salidas y vías de circulación de los lugares de trabajo y en especial las salidas y vías de circulación previstas para la evacuación en casos de emergencia deberán permanecer libres de obstáculos. Las características de los suelos, techos y paredes serán tales que permitan dicha limpieza y mantenimiento. Se eliminaran con rapidez los desperdicios las manchas de grasas, los residuos de sustancias peligrosas y demás productos residuales que puedan originar accidentes o contaminar el ambiente de trabajo. Los lugares de trabajo y en particular sus instalaciones deberían ser objeto de un mantenimiento periódico. CONDICIONES AMBIENTALES La exposición a las condiciones ambientales de los lugares de trabajo no debe suponer un riesgo para la seguridad y la salud de los trabajadores. En los locales de trabajo cerrados deberán cumplirse las condiciones siguientes:
- La temperatura de los locales donde se realicen trabajos sedentarios propios de oficinas o similar estará comprendida entre 17 y 27 ºC. En los locales donde se realicen trabajos ligeros estará comprendida entre 14 y 25ºC.
- La humedad relativa estará comprendida entre el 30 y el 70 %, excepto en los locales donde exista riesgos por electricidad estática en los que el límite inferior será el 50%.

Estudio Seguridad y Salud
Página 242
- Los trabajadores no deberán estar expuestos de forma frecuente o continuada a
corrientes de aire cuya velocidad exceda los siguientes limites: o Trabajos en ambientes no calurosos: 0.25 m/s. o Trabajos sedentarios en ambiente calurosos: 0.5 m/s. o Trabajos no sedentarios en ambientes calurosos: 0.75m/s. o La renovación mínima del aire de los locales de trabajo será de 30m3 de aire
limpio por hora y trabajador en el caso de trabajos sedentarios en ambientes no calurosos contaminados por humo de tabaco y 50m3 en los casos restantes.
- Se evitaran los olores desagradables. ILUMINACIÓN La iluminación será natural con puertas y ventanas acristaladas, completándose con iluminación artificial en las horas de visibilidad deficiente. Los puestos de trabajo llevaran además puntos de luz individuales, con el fin de obtener una visibilidad notable. Los niveles de iluminación mínimos establecidos (lux) son los siguientes:
- Áreas o locales de uso ocasional: 50 lux - Áreas o locales de uso habitual: 100 lux - Vías de circulación de uso ocasional: 25 lux - Vías de circulación de uso habitual: 50 lux - Zonas de trabajo con bajas exigencias visuales: 100 lux - Zonas de trabajo con exigencias visuales moderadas: 200 lux - Zonas de trabajo con exigencias visuales altas: 500 lux - Zonas de trabajo con exigencias visuales muy altas: 1000 lux
La iluminación anteriormente especificada deberá poseer una uniformidad adecuada, mediante la distribución uniforme de luminarias, evitándose los deslumbramientos directos por equipos de alta luminancia. Se instalara además el correspondiente alumbrado de emergencia y señalización con el fin de poder iluminar las vías de evacuación en caso de fallo del alumbrado general. SERVICIOS HIGIÉNICOS Y LOCALES DE DESCANSO En el local se dispondrá de agua potable en cantidad suficiente y fácilmente accesible por los trabajadores. Se dispondrán vestuarios cuando los trabajadores deban llevar ropa especial de trabajo, provistos de asientos y de armarios o taquillas individuales con llave, con una capacidad suficiente para guardar la ropa y el calzado. Si los vestuarios no fuesen necesarios se dispondrán de colgadores o armarios para colocar la ropa.

Estudio Seguridad y Salud
Página 243
Existirán aseos con espejos, retretes con descarga automática de agua y papel higiénico y lavabos con agua corriente, caliente si es necesario, jabón y toallas individuales u otros sistema de secado con garantías higiénicas. Dispondrán además de duchas de agua corriente, caliente y fría cuando se realicen habitualmente trabajos sucios, contaminantes o que originen elevada sudoración. Llevaran alicatados los paramentos hasta una altura de 2 metros del suelo, con baldosín cerámico esmaltado de color blanco. El solado será continuo e impermeable, firmado por loas de gres, rugoso antideslizante. MATERIAL Y LOCALES DE PRIMEROS AUXILIOS El lugar de trabajo dispondrá de material para primeros auxilios en caso de accidente, que deberá ser adecuado, en cuanto a su cantidad y características, al numero de trabajadores y a los riesgos a que estén expuestos. Como mínimo se dispondrá, en lugar reservado y a la vez de fácil acceso, de un botiquín portátil, que contendrá en todo momento, agua oxigenada, alcohol de 96, tintura de yodo, mercurocromo, gasas estériles, algodón hidrófilo, bolsa de agua, torniquete, guantes esterilizados y desechables, jeringuillas, hervidor, agujas, termómetro clínico, gasas, esparadrapo, apósitos adhesivos, tijeras, pinzas, antiespasmódicos, analgésicos y vendas.

Estudio Seguridad y Salud
Página 244
8.3. En materia de señalización de seguridad y salud en el trabajo
8.3.1. Introducción La ley 31/1995, de 8 de noviembre de 1995, de Prevención de Riesgos Laborales es la norma legal por la que se determina el cuerpo básico de garantías y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores frente a los riesgos derivados de las condiciones de trabajo. De acuerdo con el artículo 6 de dicha ley, serán las normas reglamentarias las que fijaran las medidas mínimas que deben adoptarse para la adecuada protección de los trabajadores. Entre estas se encuentran las desinadas a garantizar que en los lugares de trabajo exista una adecuada señalización de seguridad y salud, siempre que los riesgos no puedan evitarse o limitarse suficientemente a través de medios técnicos de protección colectiva. Por todo lo expuesto, el Real Decreto 485/1997 de 14 de Abril de 1997 establece disposiciones mínimas en materia de señalización de seguridad y de salud en el trabajo, entendiendo como tales aquellas señalizaciones que referidas a un objeto, actividad o situación determinada, proporcionen una indicación o una obligación relativa a la seguridad o la salud en el trabajo mediante una señal en forma de panel, un color, una señal luminosa o acústica, una comunicación verbal o una señal gestual.
8.3.2. Obligaciones del empresario
La elección del tipo de señal y del número y emplazamiento de las señales o dispositivos de señalización a utilizar en cada casi se realizara de forma que la señalización resulte lo mas eficaz posible, teniendo en cuenta:
- Las características de la señal. - Los riesgos, elementos o circunstancias que hayan de señalizarse. - La extensión de la zona a cubrir. - El número de trabajadores afectados.
Para la señalización de desniveles, obstáculos u otros elementos que originen riesgo de caída de personas, choques o golpes, así como para la señalización de riesgo eléctrico, presencia de materias inflamables, toxicas, corrosivas o riesgo biológico, podrá optarse por una señal de advertencia de forma triangular con un pictograma característico de color negro sobre fondo amarillo y bordes negros. Las vías de circulación de vehículos deberán estar delimitadas con claridad mediante franjas continuadas de color blanco o amarillo.

Estudio Seguridad y Salud
Página 245
Los equipos de protección contra incendios deberán ser de color rojo. La señalización para la localización e identificación de las vías de evacuación y de los equipos de salvamento o socorro (botiquín portátil) se realizara mediante una señal de forma cuadrada o rectangular con un pictograma característico de color blanco sobre fondo verde. La señalización dirigida a alterar a los trabajadores o a terceros de la aparición de una situación de peligro y de la consiguiente y urgente necesidad de actuar de una forma determinada o de evacuar la zona de peligro, se realizará mediante una señal luminosa, una señal acústica o una comunicación verbal. Los medios y dispositivos de señalización deberán ser limpiados, mantenidos y verificados regularmente.

Estudio Seguridad y Salud
Página 246
8.4. La utilización por los trabajadores de los equipos de trabajos
8.4.1. Introducción
La ley 31/1995, de 8 de noviembre de 1995, de Prevención de Riesgos Laborales es la norma legal por la que se determina el cuerpo básico de garantías y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores frente a los riesgos derivados de las condiciones de trabajo. De acuerdo con el artículo 6 de dicha ley, serán las normas reglamentarias las que fijaran las medidas mínimas que deben adoptarse para la adecuada protección de los trabajadores. Entre estas se encuentran las desinadas a garantizar que de la presencia o utilización de los equipos de trabajo puestos a disposición de los trabajadores en la empresa o centro de trabajo no se deriven riesgos para la seguridad o salud de los mismos. Por todo lo expuesto, el Real Decreto 1215/1997 de 18 de Julio de 1997 establece disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo, entendiendo como tales cualquier maquina, aparato, instrumento o instalación utilizado en el trabajo.
8.4.2. Obligaciones del empresario
El empresario adoptara las medidas necesarias para que los equipos de trabajo que se pongan a disposiciones de los trabajadores sean adecuados al trabajo que deba realizarse y convenientemente adoptados al mismo, de forma que garanticen la seguridad y la salud de los trabajadores al utilizar dichos equipos. Deberá utilizar únicamente equipos que satisfagan cualquier disposición legal o reglamentaria que les sea de aplicación. Para la elección de los equipos de trabajo el empresario deberá tener en cuenta los siguientes factores:
- Las condiciones y características especificas del trabajo a desarrollar. - Los riesgos existentes para la seguridad y salud de los trabajadores en lugar en el lugar
de trabajo. - En su caso, las adaptaciones necesarias para su utilización por trabajadores
discapacitados. Adoptara las medidas necesarias para que , mediante un mantenimiento adecuado, los equipos de trabajo se conserven durante todo el tiempo de utilización en unas condiciones adecuadas. Todas las operaciones de mantenimiento, ajustes, desbloqueo, revisión o reparación de los equipos de trabajo se realizara tras haber parado o desconectado el equipo.

Estudio Seguridad y Salud
Página 247
Estas operaciones deberán ser encomendadas al personal especialmente capacitado para ello. El empresario deberá garantizar que los trabajadores reciban una formación e información adecuadas a los riesgos derivados de los equipos de trabajo. La información, suministrada preferentemente por escrito, deberá contener, como mínimo, las abdicaciones relativa a:
- Las condiciones y forma correcta de utilización de los equipos de trabajo, teniendo en cuenta las instrucciones del fabricante, así como las situaciones o formas de utilización anormales y peligrosas que puedan preverse.
- Las conclusiones que, en su caso, se puedan obtener de la experiencia adquirida en la utilización de los equipos de trabajo.
DISPOSICIONES MINIMAS GENERALES APLICABLES A LOS EQUIPOS DE TRABAJO Los órganos de accionamiento de un equipo de trabajo que tengan alguna incidencia en la seguridad deberán ser claramente visibles e inidentificables y no deberán acarrear riesgos como consecuencia de una manipulación involuntaria. Cada equipo de trabajo deberá estar provisto de un órgano de accionamiento que permita su parada total en condiciones de seguridad. Cualquier equipo de trabajo que entrañe riesgo de caídas de objetos o de proyecciones deberá estar provisto de disposiciones de protección adecuados a dichos riesgos. Cualquier equipo de trabajo que entrañe riesgo por emanación de gases, vapores o líquidos o por emisión de polvo deberá estar provisto de dispositivos adecuados de captación o extracción cerca de la fuente emisora correspondiente. Si fuera necesario para la seguridad o la salud de los trabajadores, los equipos de trabajo y sus elementos deberán estabilizarse por fijación o por otros medios. Cuando los elementos móviles de un equipo de trabajo puedan entrañar riesgo de accidente por contacto mecánico, deberán ir equipados con resguardos o dispositivos que impidan el acceso a las zonas peligrosas. Las zonas y puntos de trabajo o mantenimiento de un equipo de trabajo deberán estar adecuadamente iluminadas en función de las tareas que deban realizarse. Las partes de un equipo de trabajo que alcancen temperaturas elevadas o muy bajas deberán estar protegidas cuando corresponda contra los riesgos de contacto o la proximidad de los trabajadores. Todo equipo de trabajo deberá ser adecuado para proteger a los trabajadores expuestos contra el riesgo de contacto directo o indirecto de la electricidad y los que entrañen riesgo por ruido, vibraciones o radiaciones deberá disponer de las protecciones o dispositivos adecuados para limitar, en la medida de los posible, la generación y propagación de estos agentes físicos.

Estudio Seguridad y Salud
Página 248
Las herramientas manuales deberán estar construidas con materiales resistentes y la unión entre sus elementos deberá ser firme, de manera que se eviten las roturas o proyecciones de los mismos. La utilización de todos estos equipos no podrá realizarse en contradicción con las instrucciones facilitadas por el fabricante, comprobándose antes del iniciar la tarea que todas sus protecciones y condiciones de uso son las adecuadas. Deberán tomarse las medidas necesarias para evitar el enganche los cabellos, ropas de trabajo u otros objetos del trabajador, evitando, en cualquier caso, someter a los equipos a sobrecargas, sobre presiones, velocidades o tensiones excesivas. DISPOSICIONES MÍNIMAS ADICIONALES APLICABLES A LOS EQUIPOS DE TRABAJOS MOVILES Los equipos con trabajadores transportados deberán evitar el contacto de estos con ruedas y orugas y el aprisionamiento por las mismas. Para ello dispondrán de una estructura de protección que impida que el equipo de trabajo incline más de un cuarto de vuelta o una estructura que garantice un espacio suficiente alrededor de los trabajadores transportados cuando el equipo pueda inclinarse más de un cuarto de vuelta. No se requerirán estas estructuras de protección cuando el equipo de trabajo se encuentre estabilizado durante su empleo. Las carretillas elevadoras deberán estar acondicionadas mediante la instalación de una cabina para el conductor, una estructura que impida que la carretilla vuelque, una estructura que garantice que en caso de vuelvo quede espacio suficiente para que el trabajador entre el suelo y determinadas partes de dicha carretilla y una estructura que mantengan al trabajador sobre el asiento de conducción en buenas condiciones. Los equipos d trabajo automotores deberán contar con dispositivos de frenado y parada, con dispositivos para garantizar una visibilidad adecuada y con una señalización acústica de advertencia. En cualquier caso, si conducción estará reservada a los trabajadores que hayan recibido una información específica. DISPOSICIONES MÍNIMAS ADICIONALES APLICABLES A LOS EQUIPOS DE TRABAJO PARA ELEVACION DE CARGAS Deberán estar instalados firmemente, teniendo presente la carga qie deban levantar y las tensiones inducidas en los puntos de suspensión o de fijación. En cualquier caso, los aparatos de izar estarán equipados con limitadores de altura y del peso, los ganchos de sujeción serán de acero con pestillos de seguridad y los carriles para desplazamiento están limitados a una distancia de 1 m de si termino mediante topes de seguridad de final de carrera eléctricos. Deberá figurar claramente la carga nominal. Deberán instalarse de modo que se reduzca el riesgo de que la carga caiga en picado, se suelte o se desvíe involuntariamente de forma peligrosa, En cualquier caso, se evitara la presencia de trabajadores bajo las cargas suspendidas.

Estudio Seguridad y Salud
Página 249
DISPOSICIONES MÍNIMAS ADICIONALES APLICABLES A LA MAQUINARIA HERRAMIENTA Las máquinas-herramienta estarán protegidas eléctricamente mediante debe aislamiento y sus motores eléctricos estarán protegidos por la carcasa. Las que tengan capacidad de corte tendrán el disco protegido mediante una carcasa anti proyecciones. Las que se utilicen en ambientes inflamables o explosivos estarán protegidas mediante carcasas antideflagrantes. Se prohíbe la utilización de maquinas accionadas mediante combustible liquido en lugares cerrados o de ventilación insuficiente. Se prohíbe trabajar sobre lugares encharcados, para evitar los riesgos de caídas y los eléctricos. Para todas las tareas se dispondrá una iluminación adecuada en trona a 100 lux. En prevención de los riesgos por inhalación de polvo, se utilizaran en vía húmeda las herramientas que los produzcan. Las mesas de sierra circular, cortadoras de material cerámico y sierras de disco manual no se ubicaran a distancias inferiores a tres metros del borde de los forjados, con la excepción de los que estén claramente protegidos (redes o barandillas, petos de remate, etc.). Bajo ningún concepto se retirara la protección de disco de corte, utilizándose en todo momento gafas de seguridad antiproyección de partículas. Como norma general, se deberán extraer los clavos o partes metálicas hincadas en el elemento a cortar. Con las pistolas fija-clavos no se realizaran disparos inclinados, se deberá verificar que no hay nadie al otro lado sobre el objeto el que se dispara, se evitara clavar sobre fabricas de ladrillos hueco y se asegurara el equilibrio de la persona antes de efectuar el disparo. Para la utilización de los taladros portátiles y rozadoras eléctricas se elegirán siempre las brocas y discos adecuados al material a taladrar, se evitara realizar taladros en una sola maniobra y taladros o rozaduras inclinadas a pulso y se tratara no recalentar las brocas y discos. Las pulidoras y abrillantadoras de suelos, lijadoras de madera y alisadoras mecánicas tendrán el manillar de manejo y control revestido de material aislante y estarán dotadas de aro de protección antiatrapamientos o abrasiones. En las tareas de soldadura por arco eléctrico se utilizara yelmo de soldar o pantalla de mano, no se mirara directamente al arco voltaico, no se tocaran las piezas recientemente soldadas, se soldará en un lugar ventilado, se verificara la inexistencia de personas en el entorno vertical de puesto de trabajo no se dejara directamente la pinza en el suelo o sobre la perfilaría se escogerá el electrodo adecuado pare el cordón a ejecutar y se suspenderán los trabajos de soldadura con vientos superiores a 60km/h y a la intemperie con régimen de lluvias.

Estudio Seguridad y Salud
Página 250
8.5. La utilización por los trabajadores de equipos de protección individual
8.5.1. Introducción La ley 31/1995, de 8 de noviembre de 1995, de Prevención de Riesgos Laborales es la norma legal por la que se determina el cuerpo básico de garantías y responsabilidades preciso para establecer un adecuado nivel de protección de la salud de los trabajadores frente a los riesgos derivados de las condiciones de trabajo. Así son las normas de desarrollo reglamentario las que deben fijar las medidas mínimas que deben adoptarse para la adecuada protección de los trabajadores. Entre ellas se encuentran las destinadas a garantizar la utilización por los trabajadores en el trabajo de equipos de protección individual que los protejan adecuadamente de aquellos riesgos para su salid o su seguridad que no puedan evitarse o limitarse suficientemente mediante la utilización de medios de protección colectiva o la adaptación de medidas de organización en el trabajo.
8.5.2. Obligaciones del empresario Hará obligatorio el uso de los equipos de protección individual que a continuación se desarrollan. PROTECTORES DE LA CABEZA
- Casco de seguridad, no metálicos, clase N, aislados para baja tensión, con el fin de proteger los trabajadores de los posibles choques, impactos y contactos eléctricos.
- Protectores auditivos acoplables a los cascos de protección. - Gafas de montura universal contra impactos y anti polvo. - Mascarillas anti polvo con filtros protectores.
PROTECTORES DE MANOS Y BRAZOS
- Guantes contra las agresiones mecánicas (perforaciones, cortes, vibraciones). - Guantes de goma finos - Guantes dieléctricos para B.T. - Guantes de soldador. - Mango aislante de protección en las herramientas.
PROTECTORES DE PIES Y PIERNAS
- Calzado provisto de suela y puntera de seguridad contra las agresiones mecánicas - Botas dieléctricas para B.T. - Botas de protección impermeable. - Polainas de soldador - Rodilleras.

Estudio Seguridad y Salud
Página 251
PROTECTORES DE CUERPO
- Crema de protección y pomadas. - Chalecos, chaquetas y mandiles de cuero para protección de las agresiones mecánicas. - Traje impermeable de trabajo. - Cinturón de seguridad de sujeción y caídas clase A. - Fajas y cinturones antivibraciones. - Pértiga de B.T. - Banqueta aislante clase I para maniobra B.T. - Linterna individual de situación - Comprobador de tensión
Vilaverd, 18 de julio de 2015
David López Puga
Firma.